Embed Size (px)
DESCRIPTION
第一节 产品质量的特性、标准和分级 第二节 产品质量的统计指标 第三节 产品质量的变异与数据特征 第四节 产品质量的过程控制 第五节 产品质量控制图 第六节 产品质量管理常用的工具. 主要内容. 第一节 产品质量的特性、标准和分级. 产品质量的统计管理也称为产品质量控制,就是运用 统计理论 ,控制产品在生产过程中质量的稳定性,以保证生产出的产品符合质量标准的一种管理方法。 一、工业产品质量的特性 产品的内在质量 性能 时间性 可信性 安全性 经济性 适应性. 一、工业产品质量的特性. 产品的外观质量 - PowerPoint PPT Presentation
Citation preview

第十章 产品质量的统计管理
第一节 产品质量的特性、标准和分级 第二节 产品质量的统计指标第三节 产品质量的变异与数据特征第四节 产品质量的过程控制第五节 产品质量控制图第六节 产品质量管理常用的工具
主要内容

第十章 产品质量的统计管理第一节 产品质量的特性、标准和分级 产品质量的统计管理也称为产品质量控制,就是运用统计理论,控制产品在生产过程中质量的稳定性,以保证生产出的产品符合质量标准的一种管理方法。 一、工业产品质量的特性产品的内在质量
性能 时间性 可信性 安全性 经济性 适应性

第十章 产品质量的统计管理一、工业产品质量的特性
产品的外观质量 产品的外观质量是指产品的外部属性。如产品的造型、色泽、光洁度、包装等。 二、工业产品质量标准
国际标准国家标准 (GB) 部颁标准 部颁标准

第十章 产品质量的统计管理一、工业产品质量的特性
•三、工业产品质量分级 中华人民共和国国家标准《工业产品质量分等导则》 (GB / T12707—91) 。该导则规定,对于在中华人民共和国境内生产和销售的工业产品 ( 包括技术引进产品,由独资、合资、合作生产的在中华人民共和国境内销售的产品 ) ,产品质量水平原则上划分为三个等级,即优等品、一等品、合格品。优等品 指其产品质量标准达到国际先进水平,且实物质量水平与国外同类产品相比达到近 5 年内的先进水平。 一等品 指其产品质量标准达到国际一般水平,且实物质量水平达到国际同类产品的一般水平。 合格品 指按我国—般水平标准 ( 国家标准、行业标准、地方标准或企业标准 ) 组织生产,实物质量水平达到相应标准的要求。

第十章 产品质量的统计管理第二节 产品质量的统计指标• 一、 反映产品本身质量的统计指标
产品平均技术性能指标
%100
)(
产品总量该种性能参数产品数量
产品平均技术性能
产品质量等级指标 产品质量等级指标包括产品质量等级率和产品平均等级两种。

第十章 产品质量的统计管理第二节 产品质量的统计指标 产品质量等级率
%100
合格品产量优等品产量优等品率
%100合格品产量一等品产量
一等品率
产品平均等级
各等级产品产量之和
该等级产量产品等级产品平均等级
)(

第十章 产品质量的统计管理第二节 产品质量的统计指标直接以产品等级表示产品质量
根据一系列质量标准和技术条件,将工业产品按其质量高低,可划分为优等品、一等品和合格品三级。入库产品抽查合格率
%100
)()(
件套台某种产品抽查总数件套台某种产品抽查合格品数
成品抽查合格率、、
、、
%100)(
)(
种考核品种总数种合格品种数
品种抽查合格率
%100)()(
种抽查零件数种合格零件数
零件抽查合格率

第十章 产品质量的统计管理第二节 产品质量的统计指标综合质量分 当产品的质量是由多项技术特性和参数决定时,需要对其质量给以综合的评价,实践中通常采用计算综合质量分的办法来解决。
综合质量分是指根据产品的质量标准规定一定数量的抽查项目,按照百分制,根据每个项目在整个产品中的重要程度,确定—定的质量分数,各项总和为 100 分。经过对各项技术性能的检验,得到各个项目的分数,然后将各个项目的分数汇总为产品质量分。根据这个分数就可以对产品质量的高低作出综合评价和比较。

第十章 产品质量的统计管理二、反映企业生产作业质量的统计指标
产品合格率 %100
废次品数量合格品数量合格品数量合格率
%100数量第一次送检的全部制品
品数量第一次送检确定为合格产品一次合格率
废品率 %100
废次品数量合格品数量废品数量
废品率
返修率(返工率) %100
)()(
)( 或全部实耗工时全部送检产品数量
或返修工时返修品数量返工率返修率

第十章 产品质量的统计管理二、反映企业生产作业质量的统计指标质量损失率
%100)(
)()(
现行价工业总产值现行价外部损失成本现行价内部损失成本
质量损失率
内部损失成本
外部损失成本
是指产品交货前因未满足规定的质量要求所损失的费用。其统计范围具体包括报废损失费、返修费、降级损失费、停工损失费和产品质量事故处理费等。 是指产品交货后因未满足规定的质量要求,导致索赔、修理、更换或信誉损失等所损失的费用,其统计范围包括索赔费、退货损失费、折价损失费、保修费等。

第十章 产品质量的统计管理第三节 产品质量的变异与数据特征
• 一、工业产品质量的变异因素 现代工业产品的质量一般都是通过规格和标准反映出来的,如灯泡、电池要有一定的使用寿命,钢丝绳、化学纤维要有一定的抗拉强度,电器元件要有一定的稳定性等。但是无论在任何情况下,按一定的标淮 ( 包括设计标准、材料标准、工艺标准、工作标准等 ) 制造的大量同类产品间总是存在着差别,称之为变异。即同类产品的质量总是不会一模一样绝对相同,而是存在着差异或分散的情况。

第十章 产品质量的统计管理第三节 产品质量的变异与数据特征
根据产品质量变异的来源分类 根据质量变异的来源,可以把产品质量因素划分为一般因素和特殊因素。产品质量的一般因素包括:人员(man) 、机器 (machine) 、原材料 (material) 、加工方法 (method) 、测量工具 (measure) 和环境 (environment) ,简记为 5M1E 。根据产品质量变异的原因分类 根据产品质量变异的原因可以分为三大类:随机因素、系统因素、异常的特殊因素。

第十章 产品质量的统计管理第三节 产品质量的变异与数据特征
随机因素又称偶然因素,是一些随机的、偶然性因素所产生的产品质量的变化,随机因素对质量影响比较小,不易识别,能够加以控制或减少,但技术上难以消除,或经济上不值得消除。例如原材料的化学成分、热处理结果、机床的振动、刀具的硬度、室温的变化及环境的文明状况等。 系统因素又称为非偶然因素,是一些不经常发生的、对产品质量影响比较大而又前后呈现一定规律的因素,容易识别,也能消除。如刀具的磨损、原材料不合格、机器设备故障、操作方法不当等。 异常的特殊因素是在特殊情况下产生的,如电力供应混乱、机器失灵、操作人员思想不集中等 随机因素是不可避免的,系统因素是可以避免的;产品质量控制就是要对系统性因素造成的产品质量差异加以控制,以保证生产出来的产品质量符合标准。

第十章 产品质量的统计管理第三节 产品质量的变异与数据特征按质量因素对质量作用的强弱分类 按质量因素对质量作用的强弱程度可以划分为主要因素与次要因素。
影响产品质量的因素非常多,然而并非所有的因素都同样重要,其中有一些因素,虽然数量不多,但一旦出现显著的变动,便会产生重大的、系统的影响,而另一类因素尽管数目很多,可是影响甚微,不会造成大范围的质量问题。

第十章 产品质量的统计管理第三节 产品质量的变异与数据特征
二、产品质量统计管理中数据的特征 产品质量统计管理中的数据可以分成两大类:计量值数据和计数值数据。 计量值数据是指可以用仪器测量的连续性数据,如长度、强度、温度、硬度、重量、压力、时间、成分等。 计数值数据是指只能用自然数表示的数据,如合格品件数、废品数、疵点数等。 计数值数据还可进一步细分为计件值数据和计点值数据。计件值数据是按产品个数计数的数据,如合格品件数、废品件数等;计点值数据是按点计数的数据,如缺陷、气孔数等。

第十章 产品质量的统计管理第四节 产品质量的过程控制•一、过程能力 产品工序是指一个(或一组 ) 工人在一个工作场地上 ( 如一台机床或一个装配工位等 ) 对一个 ( 或若干个 )工作对象连续完成的各项操作的总和,它是构成生产过程的基本单位,也是形成产品质量的基本单元。 过程能力也称为工序能力,是指工序处于控制状态下的实际加工能力,即在影响过程质量的所有因素都充分规范化和标准化后,工序处于稳定状态下所表现出来的保证过程质量的能力。

第十章 产品质量的统计管理第四节 产品质量的过程控制 工序处于控制状态下,过程质量的变异通常是由正常波动引起的,质量特性一般呈正态分布,质量特性值的分布与质量标准(用公差表示)之间的关系,如图 10.4.1 所示。
1T
1T 2T
3T
0 x
)(xp
图 10.4.1 质量特性值与质量标准之间关系分布图

第十章 产品质量的统计管理第四节 产品质量的过程控制
• 由于标准差能反映过程能力的强弱,所以实践中人们常用作为基础来表征过程能力。为了经济性地实现过程质量控制,在实践中通常使用 来描述过程能力,这是由于当生产过程处于受控状态时,在距平均值范围内的产品占整个产品的 99.73%,废品率仅为 0.27%。显然 , 以 即 6 为标准来衡量过程能力是具有足够的精确度和良好的经济性的。因此,过程能力为 6 。
3

第十章 产品质量的统计管理第四节 产品质量的过程控制二、过程能力指数
6TCP
过程能力指数一般表达式为
若 用抽取样本的实测值计算出的样本标准偏差 s来估计,则过程能力指数为
ss
sTCP 6

第十章 产品质量的统计管理三、过程能力指数的计算
( 一 ) 计量值为双侧公差情况下的过程能力指数的计算工序分布中心与公差带中心重合
M
1T
0 x
图 10.4.2 工序分布中心 与质量标准中心 M 重合
T
lP uP
)(xp
sTTTC lu
P 66

第十章 产品质量的统计管理三、过程能力指数的计算
例 10.4.1 某批零件轴径链槽的设计尺寸为 mm015.001.01.9
,通
过随机抽样检验,经计算得知样本的平均值与公差中心重合,样本
方差 0036.0s ,求该工序的过程能力指数 PC 。
解 : 157.10036.06
09.9115.96
sTT
C luP

第十章 产品质量的统计管理三、过程能力指数的计算
工序分布中心 与公差带中心不重合 工序分布中心 与公差带中心不重合的情况,如图 10.4.3 所示,图中
2/)( lu TT
M
1T
0 x
图 10.4.3 工序分布中心 与质量标准中心 M 不重合
T
lT
2/T
uT
6)-1 lu
PnTT
kC
(
)(21
|)(21|
lu
lu
TT
TTk

第十章 产品质量的统计管理三、过程能力指数的计算
工序分布中心 与公差带中心不重合
、 分别用 x 和 s 来估计,则有
sTk
sTT
kC luPn 6
)1(6
)-1
(
)(21
|)(21|
lu
lu
TT
xTTk

第十章 产品质量的统计管理三、过程能力指数的计算 (例 10.4.2)
解: 02.300105.302/)998.29023.30(2/)( lu TTM
所以公差中心与实际分布中心不重合。
0095.0|02.300105.30||| xM
025.0998.29023.30 lu TTT
9804.000102.06
998.29023.30))998.29023.30(
21
|02.30)998.29023.30(21|
1(
6)
)(21
|)(21|
1(
sTT
TT
xTTC lu
lu
lu
pn
例 10.4.2 某批零件孔径设计尺寸 的 上 、 下 限 分 别 为
023.30uT , 998.29lT ,
随机抽取 120个样品进行检验,并 经 过 计 算 求 得
00102.002.30 sx , ,求过
程能力指数。

第十章 产品质量的统计管理三、过程能力指数的计算
• 质量标准、过程能力和过程能力指数之间的关系,如图 10.4.4 所示。
a) 理想型 b) 偏心型 c) 无富裕型
uT lT lT uT lT
lT uT lT uT
T
6
T
6
uT T
6
d) 富裕型 e) 胖型 f) 过偏型
T T T lT
6 6 6
uT
图 10.4.4 公差、过程能力和过程能力指数之间的关系图

第十章 产品质量的统计管理三、过程能力指数的计算
图10.4.4 a)分布中心与公差中心基本重合, 6T , 0.1PC ,
分布满足公差要求并有相当余地,不会出现不合格品,过程能力比较理想;
图 10.4.4 b)分布满足公差要求,但接近质量标准下限一侧,容易产生不合格品,应对工序加以调整,使分布移向中间;
图 10.4.4c)两中心基本重合, 6T , 1PC ,分布满足公差
要求,但完全没有余地,一旦生产条件出现微小的变化,就可能产生
不合格品,应采取措施减小分布范围或放宽公差T ,以提高 PC 值;

第十章 产品质量的统计管理三、过程能力指数的计算
图 10.4.4 d)两中心基本重合,分布满足公差要求,但 6T ,
1PC ,表现为过程能力过高,可以考虑采取措施减少 PC 值,提高经济性;
图 10.4.4 e)两中心基本重合,但 6T , 1PC ,分布不满足公差要
求,会产生较多的不合格品,必须采取措施减小分散或放宽公差,提高过程能力;
图 10.4.4 f)分布中心严重偏离,且 6T , 1PC ,过程能力显得
过高,应采取措施予以纠正;

第十章 产品质量的统计管理三、过程能力指数的计算
• ( 二 ) 单侧公差情况下的过程能力指数计算计量值情况下的过程能力指数计算当设计标准规格要求为单侧公差的情况,即只给出规格上限或下限,如图 10.4.5 所示。
0 x
图 10.4.5 质量标准为单侧公差分布图
uT )(xp lT
0
uT lT
x
)(xp

第十章 产品质量的统计管理( 二 ) 单侧公差情况下的过程能力指数计算
过程能力指数的计算分别为
sxTT
C uuP 33
(10.4.6)
sTxT
C llP 33
(10.4.7)
• 式 (10.4.6) 为只给出上限单侧标准的情况,即只给出上限要求,而对下限没有要求,例如机械产品的圆度、平行度等,只希望上限愈小愈好; • 式 (10.4.7) 为只给出下限单侧标准的情况,如产品的机械强度、寿命、可靠性等要求不低于某个下限值,且希望愈大愈好。
当 xTu 或 xTl 时, PC 值无意义,此时规定 0PC 。

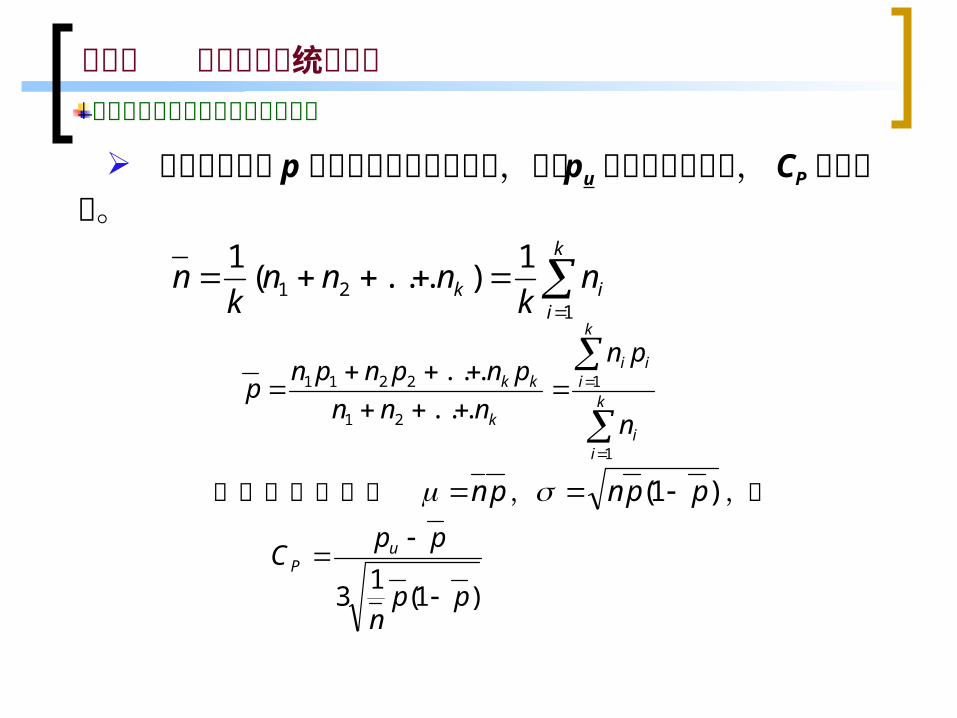
第十章 产品质量的统计管理( 二 ) 单侧公差情况下的过程能力指数计算计件值情况下的过程能力指数计算
以不合格品数 np 作为检验产品质量指标,并以 np 作为标准要求时, PC 值的计算。
kn
np
knnpnpnp
p
k
ii
k
121
)()(...)()(
)1(3
)(
ppn
pnnpC u
P
式( 10.4.8)中样本大小
n
,一般为定值,以减小误差。
第十章 产品质量的统计管理计件值情况下的过程能力指数计算
k
iik n
knnn
kn
121
1)...(1
k
ii
k
iii
k
kk
n
pn
nnnpnpnpn
p
1
1
21
2211
......
由二项式分布得 pn , )1( ppn ,则
以不合格品率 p作为检验产品质量指标,并以 pu 作为标准要求时, CP值的计算。
)1(13 ppn
ppC u
P

第十章 产品质量的统计管理计件值情况下的过程能力指数计算 (例 10.4.3)
例 10.4.3 由某批零件随机抽取大小为的样本 20 个,其中不合格品数分别为: 2, 1, 3, 5, 2, 4, 1, 0, 3, 2, 6, 4, 9, 3, 7, 1, 8, 3, 5, 0 ,当允许样本不合格品数 (np)u 为 10 时,求过程能力指数。
0345.010020
05381739462301425312
)(1
kn
npp
k
ii
45.30345.0100 pn
196.1)0345.01(45.33
45.310
)1(3
)(
ppn
pnnpC u
P

第十章 产品质量的统计管理计点值情况下的过程能力指数计算
k
iik c
kccc
kc
121
1)...(1
c
ccC u
P3
取样本 k 个,每个样本大小为 n ,其小疵点数分别为 kccc ,...,, 21 ,
则样本疵点数的平均值为:
由泊松分布得: c , c ,则

第十章 产品质量的统计管理计点值过程能力指数计算 (例 10.4.4) 例 10.4.4 由某批产品中抽取大小为 n=100 的样本 20 个,其中疵点数分别为: 0 , 3 , 1 , 2 , 3 , 1 , 2 , 3 , 2 , 1 , 2 , 4 ,2 , 3 , 5 , 3 , 4 , 2 , 3 , 2 当允许样本疵点数为 8 时,求过程能力指数。 解: 4.2)2...30(
20120
11
i
i
k
ii ccc
得 205.14.234.28
3
c
ccC u
P

第十章 产品质量的统计管理四、过程能力的分析与提高途径
过程能力分析 表 10.4.1 过程能力的分级判断表
级别 PnP CC 或 的关系与T )(不合格品率p 过程能力分析
特级 67.1PC 10T %00006.0p 过程能力过于
充足
1级 33.167.1 PC 810 T %006.000006.0 p 过程能力充足
2级 133.1 PC 68 T %27.0%006.0 p 过程能力尚可
3级 67.01 PC 46 T %45.4%27.0 p 过程能力不足
4级 67.0PC 4T %45.4p 过程能力严重
不足

第十章 产品质量的统计管理四、过程能力的分析与提高途径
0 x
图 10.4.6 过程能力分级图
43级
62级
lT
10特级
级4
lT uT
lT uT 81级
uT
lT
uT

第十章 产品质量的统计管理四、过程能力的分析与提高途径
对于属于特级能力的过程,允许有较大的波动,这时可考虑降低成本措施,适当放宽控制和检验; 对于属于1级能力的过程,允许有一定程度的波动,如果不是重要的工件,可适当放宽控制和检验; 对于二级能力的过程,需严格控制,检验不可放宽,否则易产生较多的不合格品; 对于属于三级能力的过程,应采取措施提高过程能力,如已出现一些不合格品,则需严格检验,必要时进行全检; 对于属于四级能力的过程,必须追查原因,采取果断措施,并对产品进行全检。通过对过程能力进行分析,可以对过程进行诊断,对设计合理性进行验证并为技术经济分析提供可靠的资料和依据。

第十章 产品质量的统计管理四、过程能力的分析与提高途径提高过程能力指数的措施
调整工序加工的分布中心,减少偏移量;提高过程能力,减少工序加工的标准偏差;调整质量标准。在保证产品质量前提下,适当放宽公差以降低生产成本。

第十章 产品质量的统计管理第五节 产品质量控制图
控制图是于 1962 年由美国贝尔电话实验室休哈特 (W.A.Shewart)博士首先提出,现已成为生产中控制过程质量的主要方法。 一、产品质量控制图的分类 产品质量控制图是用来分析和判断工序是否处于稳定状态的一种图形工具。
3
3
图 10.5.1 产品质量控制图的基本形式
3x
上控制界限(UCL)
第十章 产品质量的统计管理一、产品质量控制图的分类
• ( 一 ) 根据控制界限的计算方法分类 根据控制界限的计算方法可分为 3σ 方式控制图和概率界限方式控制图。3σ 控制图
3σ 控制图就是在控制图上标点的统计量于处建立控制线。 美国、日本、我国及世界上许多国家都采用三倍标准差 ( ) 来确定控制界限。
3
3

第十章 产品质量的统计管理一、产品质量控制图的分类
在生产过程稳定的状态下,以标点的统计量越出控制界限的概率所取定的值来确定控制界限,其取值如 0.05, 0.025, 0.001 等,以此来确定控制界限。 英国、北欧等采用这种控制图。
概率界限控制图

第十章 产品质量的统计管理一、产品质量控制图的分类
• ( 二 ) 根据所采用的统计量分类 根据所采用的统计量不同,可分为计量数据控制图和计件数据控制图。 计量数据控制图
计量数据控制图适用于产品质量数据为连续变量,可以用某一区间的任何数值来表示产品质量特性。
常用的有单值控制图( x 控制图)、算术平均数和极差控制图( RX 控制图)、
平均值与标准差控制图( SX 控制图)、中位数和极差控制图( RX ~控制图)、
单值与移动极差控制图( sRx 控制图)等。

第十章 产品质量的统计管理 ( 二 ) 根据所采用的统计量分类计数数据控制图
计数数据控制图适用于产品的质量数据为不连续变量,只能以正整数来表示的产品质量特性。如不合格品数、废品数、疵点数等都是不连续变量。
计数数据控制图又可分为计件控制图与计点控制图。常用的计件控制图有:不合格品数控制图(pn控制图),不合格品率控制图( p 控制图);常用的计点控制图有:单位缺陷数
控制图(u控制图)和缺陷数控制图(c 控制图)。

第十章 产品质量的统计管理二、单值控制图的制作 ( 控制图 )
单值控制图属于计量值控制图 ,常应用于从工序中只能获得一个测定值的情况。 具体作图步骤如下:
确定中心线CL(Central Line);确定控制上限 UCL(Upper Control Limit) 和控制下限 LCL(Lower Control Limit);绘制单值控制图
图 10.5.2 X 控制图
CL=76.41
1 2 3 4 5 6 7 8 9 10 11 12 13 1415 16 17 18 19 2021 22 23 24 25 组号 3
LCL=76.25
76.35
76.45
76.60
76.40
76.55 76.50
76.30 76.25
UCL=76.57
x

第十章 产品质量的统计管理二、单值控制图的制作(例 10.5.1)
例 10.5.1 某工厂生产某种零件的尺寸要求为 1.01.016
,随机抽取
样本 60n ,测量其质量特性值为: 95.15x , 019.0s ,试确定 x
控制图的中心线及上下控制界限。
解: x 控制图的中心线为: 95.15xCL
控制上限为: sxUCL 3 =15.95+3× 0.019=16.007
控制下限为: sxLCL 3 =15.95-3× 0.019=15.893

第十章 产品质量的统计管理三、平均值与级差控制图 X 控制图
由概 率 统计 可 知 ,若 X 服从正 态分 布 ),( N 时, 则 X 服从 分 布
)/,( nN ,极差 R 服从正态分布 ),( 32 ddN (近似分布),即 R 的正态分
布与总体正态分布中的 值有关,而与总体正态分布中的 值无关,且有如下
关系式: 2dR , 3dR ,其中,R 为样本极差的平均值, R 为样本极
差分布的标准偏差, 2d 为随样本大小 n 而定的常数, 3d 为随样本大小 n (实际
中取 3)2或n )而定的常数。

第十章 产品质量的统计管理三、平均值与级差控制图
若 , 已知,则 X 控制图的控制限为
中心线(CL ): CL
上控制限(UCL ):n
UCL 3 (10.5.1)
下控制限( LCL ):n
LCL 3

第十章 产品质量的统计管理三、平均值与级差控制图
若 , 未知,由于 x , 2dR ,则 X 控制图的控制限为
中心线(CL ):k
xxxxCL k
21
上控制限(UCL ): RAxnd
RxUCL 22
3 (10.5.2)
下控制限( LCL ): RAxnd
RxLCL 22
3
式中, 2d 是与样本量 n 有关的系数, n ≤ 10,一般选 n =4、5 或 6 为宜,当 n >10
时,极差法的效率会迅速下降,k为抽样次数,系数nd
A2
23
可从表 10.1中查得。

第十章 产品质量的统计管理三、平均值与级差控制图R 控制图
R 控制图就是将控制图的中心线换成极差 R 的均值。当总体的分
布为 ),( N 时, R 的分布为 ),( 3dRN ,则 R 控制图的控制限为
3
3
33
::
:
dRLCLdRUCL
RCL
下控制限上控制限中心线
(10.5.3)

第十章 产品质量的统计管理三、平均值与级差控制图 也可通过 R 来计算,
2dR
,则
R 控制图的控制限为
令2
34 31
dd
D ,2
33 31
dd
D ,
则 R 控制图的控制限为
Rdd
dRdRLCL
Rdd
dRdRUCL
RCL
)31(3
)31(3
2
3
23
2
3
23
RDLCLRDUCL
RCL
3
4
3d 、 3d 、 3D 、 4D 可以查表 10.5.1所示的 RX 控制图界限系数表求得。

第十章 产品质量的统计管理三、平均值与级差控制图
控制图的制作步骤 数据的选取与分组 选取一定数量的数据,一般为 50-200 个,至少取 25 组数据,过少影响精度,过多烦琐。
计算 x 、 R 。各组的平均值
RX
计算总平均值 x 与极差的平均值 R
制作控制图 计算 X 图与 R 图的控制限。

第十章 产品质量的统计管理三、平均值与级差控制图 (例 10.5.2) 例 10.5.2 某种零件的质量特性值是零件的外径,为了控制产品的质量,从连续生产工序中每隔半小时抽检制品一次,每次抽捡 5 件,共抽 25次,测得数据如表 10.5.2 所示,试制作 控制图。
RX
表 10.5.2 实验测定值 单位:mm 测定值
组号 xi1 xi2 xi3 xi4 xi5 ix Ri
1 76.42 76.54 76.45 76.57 76.3 76.46 0.27 2 76.41 76.35 76.44 76.29 76.47 76.39 0.18 3 76.21 76.54 76.29 76.21 76.26 76.30 0.33 4 76.48 76.39 76.39 76.52 76.69 76.49 0.30 5 76.39 76.22 76.56 76.36 76.47 76.40 0.34 6 76.46 76.21 76.47 76.42 76.49 76.41 0.28 7 76.23 76.42 76.36 76.26 76.41 76.34 0.19 8 76.2 76.48 76.46 76.54 76.42 76.42 0.34 9 76.47 76.38 76.46 76.37 76.31 76.40 0.16
10 76.41 76.35 76.36 76.56 76.48 76.43 0.21 11 76.55 76.39 76.51 76.42 76.29 76.43 0.26 12 76.43 76.42 76.35 76.36 76.42 76.40 0.08 13 76.48 76.29 76.23 76.25 76.58 76.37 0.35 14 76.49 76.23 76.43 76.47 76.41 76.41 0.26 15 76.2 76.51 76.34 76.51 76.36 76.38 0.31 16 76.19 76.43 76.34 76.3 76.43 76.34 0.24 17 76.48 76.39 76.31 76.53 76.51 76.44 0.22 18 76.23 76.46 76.59 76.3 76.39 76.39 0.36 19 76.46 76.31 76.4 76.36 76.58 76.42 0.27 20 76.42 76.23 76.39 76.48 76.51 76.41 0.28 21 76.52 76.63 76.62 76.36 76.35 76.50 0.28 22 76.31 76.39 76.26 76.92 76.31 76.44 0.66 23 76.58 76.39 76.52 76.43 76.32 76.45 0.26 24 76.32 76.43 76.65 76.39 76.38 76.43 0.33 25 76.45 76.53 76.26 76.39 76.33 76.39 0.27
平均值 76.41 0.28

第十章 产品质量的统计管理三、平均值与级差控制图 (例 10.5.2)
解:(1)根据选取的数据与分组,计算各个样本组的均值 x 与
极差 R ,如表 10.5.2所示。
(2) 计算 x 与 R
25个样本的平均值: )(14.7625
25
11 mmx
n
xx i
i
n
ii
25个样本的极差平均值: )(28.025
1
mmRRi
i

第十章 产品质量的统计管理三、平均值与级差控制图 (例 10.5.2)
(3) 计算 X 图与 R 图的控制限
由 5n ,查表 10.5.1,得 2A =0.577,根据 X 控制图的控制限公式,求得 X 控制图的
控制限为
25.7628.0577.041.7657.7628.0577.041.76
41.76
2
2
RAxLCLRAxUCL
xCL
由 5n ,查表得 114.24 D , —3 D ,根据 R 控制图的控制限公式,求得 R 控制
图的控制限为
059.028.0114.2
28.0
4
LCLRDUCL
RCL

第十章 产品质量的统计管理三、平均值与级差控制图 (例 10.5.2)
制作 RX 控制图
根据 X 控制图的控制限
和 R 控制图的控制限,
所做的 X 控制图、 R 控
制 图 如 图 10.5.2、 图10.5.3所示。此例中 R 图显示有一组数据异常。
图 10.5.2 X 控制图
CL=76.41
1 2 3 4 5 6 7 8 9 10 11 12 13 1415 16 17 18 19 2021 22 23 24 25 组号 3
LCL=76.25
76.35
76.45
76.60
76.40
76.55 76.50
CL=0.28
1 2 3 4 5 6 7 8 9 10 11 12 13 1415 16 17 18 19 2021 22 23 24 25 组号 3
UCL=0.59
0.1 0.2 0.3 0.4
0.5
0.6
图 10.5.3 R 控制图
R
76.30 76.25
UCL=76.57

第十章 产品质量的统计管理四、平均值与标准差控制图
• 平均值与标准差控制图是均值控制图和标准差控制图一起使用的一种控制图,它通过直接判断质量特性的平均值和标准差是否处于或保持在所要求的水平,进而判断生产过程是否处于稳定状态。•
当样本量 210 n 时,可以采用 RX 控制图或 SX 控
制图,当样本量 10n 时,应采用 SX 控制图。

第十章 产品质量的统计管理四、平均值与标准差控制图
均值控制图 X :
nLCL
nUCL
CL
3
3 (10.5.6)
S 标准差控制图:
xx
xx
x
LCLUCL
CL
33 (10.5.7)

第十章 产品质量的统计管理四、平均值与标准差控制图
x~ ),(n
N , s~ )1,( 244 ccN (近似分布)
S 标准差控制图:
5244
6244
4
133
133
BccLCL
BccUCL
cCL
xx
xx
x
(10.5.8)
式(10.5.8)中, 2446 13 ccB , 2
445 13 ccB
系数 6B 、 5B 可由表 10.5.3 查得
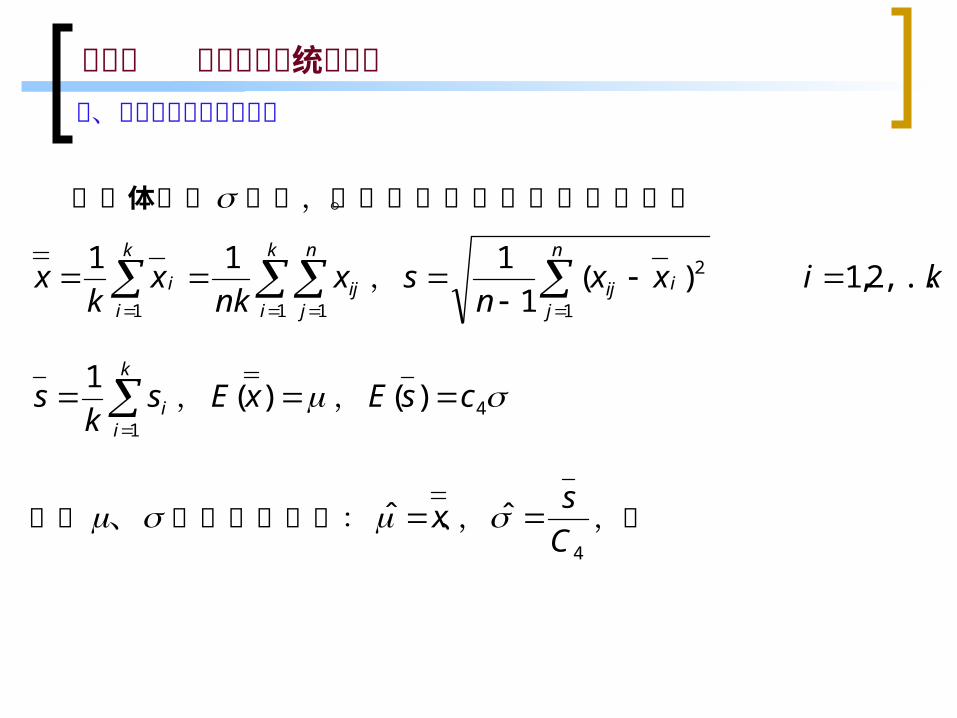
第十章 产品质量的统计管理四、平均值与标准差控制图若总体参数 未知,则需要从抽样数据估计。由于
k
i
k
i
n
jiji x
nkx
kx
1 1 1
11, kixx
ns
n
jiij ,...,2,1)(
11
1
2
k
iis
ks
1
1, )(xE , 4)( csE
所以 、 的无偏估计为: 、x̂ ,4
ˆCs
,则
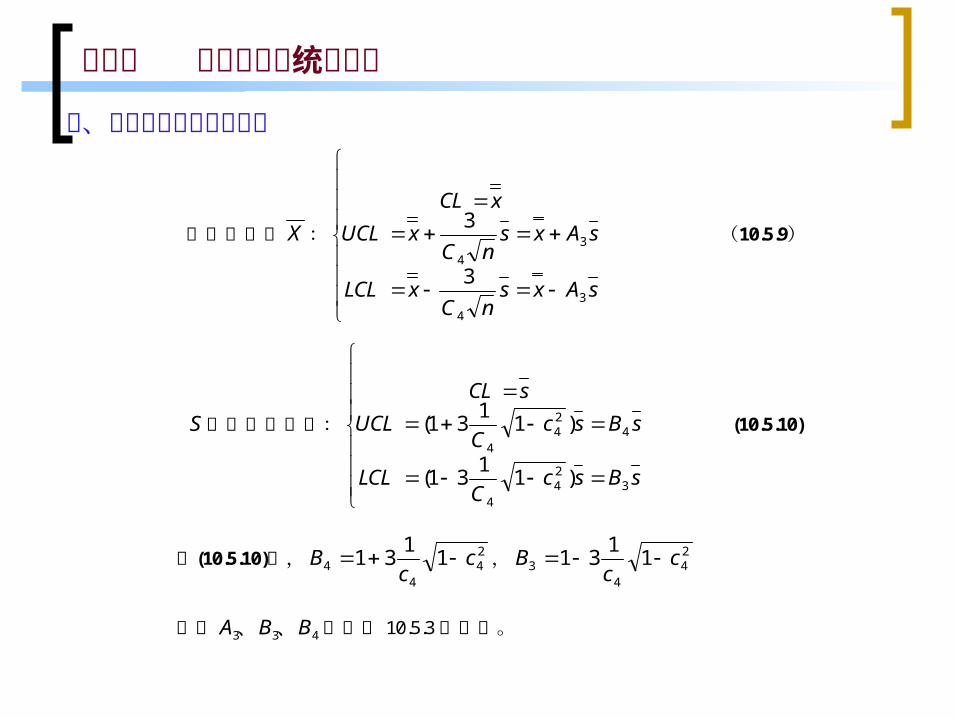
第十章 产品质量的统计管理四、平均值与标准差控制图
均值控制图 X :
sAxsnC
xLCL
sAxsnC
xUCLxCL
34
343
3 (10.5.9)
S 标准差控制图:
sBscC
LCL
sBscC
UCLsCL
324
4
424
4
)1131(
)1131( (10.5.10)
式(10.5.10)中, 24
44 1131 c
cB , 2
44
3 1131 cc
B
式中 433 B、B、A 可从表 10.5.3 中查得。

第十章 产品质量的统计管理四、平均值与标准差控制图 (例 10.5.3) 例 10.5.3 利用例 10.5.2中的数据,制作 SX 控制图。
计算各组的 sx、
在 Excel 工作表中输入如表 10.5.2 所示的样本数据,点击主菜单中的“工具”菜单,在弹出的子菜单中点击“数据分析”,出现数据分析对话框,如图 10.5.4a) 所示。

第十章 产品质量的统计管理四、平均值与标准差控制图 (例 10.5.3)
图 10.5.4 a) 由 excel 求平均值 x 与标准差 s

第十章 产品质量的统计管理四、平均值与标准差控制图 (例 10.5.3) 选择“描述统计”,点击确定,弹出描述统计对话框,在“输入区域”选项的矩形框中,拖动鼠标选取 B3:F27 ,分组方式选择“逐行”,并根据需要选择其它参数,如图 10.5.4b) 所示。
10.5.4 b) 由 excel 求平均值 x 与标准差 s

第十章 产品质量的统计管理四、平均值与标准差控制图 (例 10.5.3)点击确定,弹出的输出结果窗口如图 10.5.4 c) 所示。
10.5.4 c) 由 excel 求平均值 x 与标准差 s

第十章 产品质量的统计管理
表 10.5.4 SX 控制图数据计算表
测定值 组号
xi1 xi2 xi3 xi4 xi5 ix si
1 76.42 76.54 76.45 76.57 76.3 76.46 0.1069 2 76.41 76.35 76.44 76.29 76.47 76.39 0.0722 3 76.21 76.54 76.29 76.21 76.26 76.30 0.1374 4 76.48 76.39 76.39 76.52 76.69 76.49 0.1234 5 76.39 76.22 76.56 76.36 76.47 76.40 0.1271 6 76.46 76.21 76.47 76.42 76.49 76.41 0.1147 7 76.23 76.42 76.36 76.26 76.41 76.34 0.0868 8 76.2 76.48 76.46 76.54 76.42 76.42 0.1304 9 76.47 76.38 76.46 76.37 76.31 76.40 0.0669
10 76.41 76.35 76.36 76.56 76.48 76.43 0.0881 11 76.55 76.39 76.51 76.42 76.29 76.43 0.1026 12 76.43 76.42 76.35 76.36 76.42 76.40 0.0378 13 76.48 76.29 76.23 76.25 76.58 76.37 0.1553 14 76.49 76.23 76.43 76.47 76.41 76.41 0.1033 15 76.2 76.51 76.34 76.51 76.36 76.38 0.1305 16 76.19 76.43 76.34 76.3 76.43 76.34 0.1003 17 76.48 76.39 76.31 76.53 76.51 76.44 0.0921 18 76.23 76.46 76.59 76.3 76.39 76.39 0.1401 19 76.46 76.31 76.4 76.36 76.58 76.42 0.1040 20 76.42 76.23 76.39 76.48 76.51 76.41 0.1092 21 76.52 76.63 76.62 76.36 76.35 76.50 0.1358 22 76.31 76.39 76.26 76.92 76.31 76.44 0.2734 23 76.58 76.39 76.52 76.43 76.32 76.45 0.1033 24 76.32 76.43 76.65 76.39 76.38 76.43 0.1270 25 76.45 76.53 76.26 76.39 76.33 76.39 0.1045
平均值 76.41 0.1149
选择所需要的参数值,如平均值、标准差,通过复制和粘贴,生成的 SX 数
据统计表,如表 10.5.4所示。

第十章 产品质量的统计管理四、平均值与标准差控制图 (例 10.5.3)
计算 Sx、
由表 10.5.4 得
25
1
25
1
1149.0251
41.76251
ii
ii
ss
xx
由表 10.5.4 得
25
1
25
1
1149.0251
41.76251
ii
ii
ss
xx

第十章 产品质量的统计管理四、平均值与标准差控制图 (例 10.5.3)
计算控制界限 查表 10.5.3,当 n=5时, —3 B , 4B =2.089, 427.13 A ,由式(10.5.9)和式(10.5.10)得
均值控制图 X :
25.761149.0427.141.7657.761149.0427.141.76
41.76
3
3
sAxLCLsAxUCL
xCL (10.5.11)
S 标准差控制图:
024.01149.0089.2
1149.0
4
LCLsBUCL
sCL (10.5.12)

第十章 产品质量的统计管理制作图
76. 2
76. 25
76. 3
76. 35
76. 4
76. 45
76. 5
76. 55
76. 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
UCL=76. 57
CL=76. 41
LCL=76. 25
0
0. 05
0. 1
0. 15
0. 2
0. 25
0. 3
1 2 3 4 5 6 7 8 9 10111213141516171819202122232425
UCL=0. 24
CL=0. 1149
S
图 10.5.5 X 控制图
组号
组号
图 10.5.6 S 控制图
X

第十章 产品质量的统计管理五、其他计量控制图
中位数和极差控制图( RX ~控制图)
控制图RX ~中 图X~ 的中心线和控制界限的计算公式为
中心线(CL ):k
xxxxCL k
~~~~ 21
上控制限(UCL ): RAmxUCL 23~ (10.5.13)
下控制限( LCL ): RAmxLCL 23~
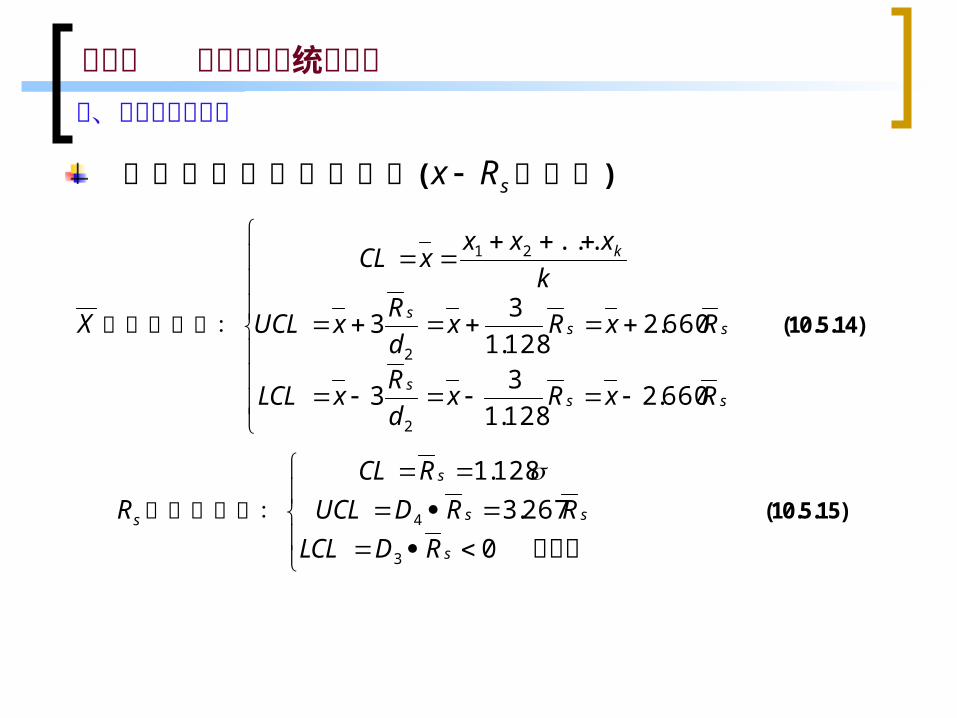
第十章 产品质量的统计管理五、其他计量控制图 单值与移动极差控制图( sRx 控制图)
X 图的控制限:
sss
sss
k
RxRxdRxLCL
RxRxdRxUCL
kxxx
xCL
660.2128.133
660.2128.133
...
2
2
21
(10.5.14)
sR 图的控制限:
不考虑0267.3
128.1
3
4
s
ss
s
RDLCLRRDUCL
RCL (10.5.15)

第十章 产品质量的统计管理六、计件控制图• 计件控制图与计点控制图都属于计数数据控制图,计件值控制图又可分为不合格品数控制图 (pn 控制图 ) 与不合格品率控制图 (p 控制图 ) 。• 控制图与控制图本质上没有差别。因此,在样本 n不变的情况下,可用不合格品数 pn 代替不合格品率 p 。不合格品数控制图 (pn 控制图 )
pn 图控制限:
)1(3
)1(3
ppnpnLCL
ppnpnUCLpnCL
(10.5.16)

第十章 产品质量的统计管理六、计件控制图• 应用 pn 控制图有以下要求:• ( 1 )要求样本值 n 较大,否则不能按正态分布作近似计算;• ( 2 )要求 n值要固定,否则,控制图的中心线、上、下限将随值的变化而变化,使用起来不方便。

第十章 产品质量的统计管理六、计件控制图不合格品率控制图 (p 控制图 )
p 控制图的控制限:
)1(13
)1(13
ppn
pLCL
ppn
pUCL
pCL
(10.5.17)
p 控制图与 pn 控制图中起控制作用的是上控制限,下控制
限只是用以检查生产过程是否发生好的变化,若点越出下控制限,说明生产过程更加稳定,加工精度进一步提高。所以有时并不画出 p 控制图和 pn 控制图的下控制限。

第十章 产品质量的统计管理六、计件控制图 (例 10.5.3) 例 10.5.3 连续 25 个工作日抽取某零件的不合格品数的统计资料如表 10.5.4 所示,试制作控制图监控生产过程。
表 10.5.4 某零件 pn 数据表
样本号 样本数 n 不合格品数 pn 样本号 样本数 n 不合格品数 pn
1 100 2 14 100 6 2 100 3 15 100 2 3 100 1 16 100 3 4 100 4 17 100 0 5 100 5 18 100 1 6 100 3 19 100 4 7 100 0 20 100 3 8 100 2 21 100 0 9 100 2 22 100 1
10 100 1 23 100 5 11 100 4 24 100 3 12 100 0 25 100 2 13 100 3 合计 2500 60

第十章 产品质量的统计管理六、计件控制图 (例 10.5.3)
解:(1)计算平均不合格品数 np 和平均不合格品率 p
4.22560...21
样本组数不合格品总数
knpnpnp
np k
024.0250060...21
检查样品总数不合格品总数
nknpnpnp
p k
(2)计算控制界限
99.6)024.01(024.010034.2)1(3 ppnnpUCL
4.2 npCL
0)024.01(4.234.2)1(3 ppnnpLCL

第十章 产品质量的统计管理六、计件控制图 (例 10.5.3)(3) 制作控制图
借助 excel 软件的绘图功能(插入—图表—折线图),绘制的 np 控制图如图 10.5.7 所
示。
0
1
2
3
4
5
6
7
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 组数
ULC=6. 99pn
CL=2. 4
图 10.5.7 不合格数 pn 控制图

第十章 产品质量的统计管理七、计点数控制图
计点控制图是通过控制产品上疵点或缺陷的数目,来控制产品的质量。 计点控制图可分为缺陷数控制图( c 控制图)与单位缺陷数控制图( u 控制图)。 c 控制图仅限于各组样本量相等时使用,无论样本组的样本量相等或不相等均可应用 u 控制图。

第十章 产品质量的统计管理七、计点数控制图
缺陷数控制图 (c 控制图 ) 产品上缺陷数的分布常常服从泊松分布。即有
!)(
xexp
x ,其中, x 为 0,1,2 …, ,是零或正整数
值; 为分布的平均值,当 足够大时,泊松分布又可近
似地作为正态分布处理。这时标准偏差为 。
当样本容量 n相同时,可用 c控制图来控制产品的缺陷数。

第十章 产品质量的统计管理七、计点数控制图
ccLCLccUCL
cCL
33 (10.5.18)
式(10.5.18)中,k
cccc k
...21 。
缺陷数控制图 (c 控制图 )
计点控制图的样本量没有统一的规定,只要使样本上总有缺陷出现即可。对容易发生缺陷的产品,样本量可以取小些,而对缺陷出现较为稀少的产品,其样本量取大些。

第十章 产品质量的统计管理七、计点数控制图缺陷数控制图 (c 控制图 )
控制图的绘制过程概括如下: 第一步收集数据,一般取 20—25个样本容量相同的产品,如果较小时,可将几个样本编为一组,使每组缺陷数 =0的点尽量减少,否则用来作控制图是不适宜的;第二步检查每个样本的缺陷数;第三步计算控制界限;第四步绘制图。

第十章 产品质量的统计管理
单位缺陷数控制图 ( 控制图 ) u 控制图主要用于对单位缺陷数控制的场合,是通过测定样本上单位数量 ( 如面积、长度、时间、重量、容积等 ) 上的缺陷数来控制产品质量的。另外,也用于控制事故、故障、灾害等的发生次数。 u 控制图与 c 控制图具有相同的原理。 u 控制图与 c 控制图不同之处在于, u 控制图的样本容量 n 可以是不固定的,只要能求出每单位缺陷数即可。因此,常常用于控制纺织品的疵痕数、涂漆表面的疵点数、印刷排字中的错字数、车间事故发生的次数等。 u 控制图的绘制程序与 c 控制图的绘制程序基本相同,只需要利用公式 u=c/n ,把缺陷数 c 换算成标准单位缺陷数 u 。
七、计点数控制图

第十章 产品质量的统计管理七、计点数控制图• u 控制图的控制限为
nuuLCLnuuUCL
uCL
/3/3 (10.5.19)
式(10.5.19),k
kk
ii
k
ii
nnnccc
n
cu
...
...
21
21
1
1

第十章 产品质量的统计管理七、计点数控制图 (例 10.5.4)• 例 10.5.4 某种类型纺织品出厂时抽检 22 组,发现的疵点数如表10.5.5 所示,试制作 u 控制图控制产品质量。
表 10.5.5 某种类型纺织品疵点数据表 组号 样本量 n 疵点数 单位疵点数 组号 样本量 n 疵点数 单位疵点数 1 1.4 6 4.3 12 1.6 4 2.5 2 1.4 4 2.9 13 1.6 7 4.4 3 1.4 3 2.1 14 1.2 5 4.2 4 1.4 5 3.6 15 1.2 3 2.5 5 1.4 4 2.9 16 1.2 1 0.8 6 1.4 3 2.1 17 1.2 3 2.5 7 1.6 7 4.4 18 1.2 2 1.7 8 1.6 3 1.9 19 1.2 4 3.3 9 1.6 3 1.9 20 1.0 4 4.0 10 1.6 2 1.3 21 1.0 3 3.0 11 1.6 6 3.8 22 1.0 2 2.0

第十章 产品质量的统计管理七、计点数控制图 (例 10.5.4)
解:(1) 计算单位疵点数 u ,计算结果如表 10.5.5所示。
(2) 计算平均疵点数 u
8.28.29
84......
2221
222122
1
22
1
nnnccc
n
cu
ii
ii
(3) 计算控制限 当 n 6.1 时,u 图的控制限为
017.16.1/8.238.2/377.66.1/8.238.2/3
8.2
nuuLCLnuuUCL
uCL

第十章 产品质量的统计管理七、计点数控制图 (例 10.5.4)
当 n 4.1 时,u 图的控制限为
044.14.1/8.238.2/304.74.1/8.238.2/3
8.2
nuuLCLnuuUCL
uCL
当 n 2.1 时,u 图的控制限为
078.12.1/8.238.2/338.72.1/8.238.2/3
8.2
nuuLCLnuuUCL
uCL
当 n 1 时, u 图的控制限为
022.21/8.238.2/382.71/8.238.2/3
8.2
nuuLCLnuuUCL
uCL

第十章 产品质量的统计管理七、计点数控制图 (例 10.5.4)
• (4) 制作控制图u
0. 0
1. 0
2. 0
3. 0
4. 0
5. 0
6. 0
7. 0
8. 0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 组数
n=1. 4, ucl =7. 04n=1. 6, ucl =6. 77
n=1. 2, ucl =7. 38n=1. 0, ucl =7. 82
cl =2. 8
图 10.5.8 疵点数u 控制图
此例中, u 控制图显示出生产处于稳定状态。

第十章 产品质量的统计管理八、产品质量控制图的统计分析
应用产品质量统计图的条件由于只有在大批量生产的条件下,产品的质量分布才符合正态分布曲线。因此,利用正态分布曲线的性质控制产品质量必须具备以下条件:
必须是成批生产的产品或零部件 ; 必须具备相对稳定的生产过程 ; 的控制界限必须小于公差范围 ; 必须具备统一的测量仪器。 3u

第十章 产品质量的统计管理八、产品质量控制图的统计分析
控制图中质量特性的选择 选定质量特性需要从以下几个方面考虑: 为了使控制最终取得最佳效果,应尽量采取影响产品质量特性的根本原因有关的特性或接近根本原因的特性作为控制项目 ;有些虽然不是最终产品质量的特性,但为了达到最终产品的质量目标,生产过程中所要求的质量特性也应列为控制项目 ;在同样能够满足对产品质量控制的情况下,应该选择容易测定的控制项目 ;在同样能够满足产品质量控制的情况下,应该选择对生产过程容易采取措施的控制项目 ; 产品的质量特性有时不止一个,则应同时采取几个特性作为控制项目。

第十章 产品质量的统计管理八、产品质量控制图的统计分析
计量控制图与计数控制图的选择 由于大多数工序输出的质量特性具有可计量特性,计量值因包含更多的信息而具有较高的灵敏度,容易检查出现异常波动的原因。计量控制图所需要的数据比计数控制图的数据少得多,且更为有效,有助于减少检验费用,以及缩短生产与采取纠正措施之间的时间间隔。 有些质量特性,如酒的口感、毛皮的手感,现在还无法定量,只能用计数控制图;用多种指标来衡量的场合,只要其中一项指标不达到要求,就认为产品不合格,此时应用计数控制图就比较简单。 计数控制图最大的缺陷是:当样本量 n 变化时, p图与 u图的 UCL 、LCL随样本量 n 变化而变,呈凹凸状,不但作图不方便,而且无法对界内点判异与判稳。

第十章 产品质量的统计管理八、产品质量控制图的统计分析
数据处理 数据分组 尽量使组内的变异较小和较为均匀。在数据分组过程中,尽量将大致相同条件下所收集的质量特性值分在一组,组中不应有不同本质的数据,以保证组内仅有偶然因素的影响。 数据分层 可按不同条件对质量特性值进行分层控制,作分层控制图 控制界限的重新计算 控制图经过使用一定时期后,生产过程有了变化,例如加工工艺改变、刀具改变、设备改变以及进行了某种技术改革和管理改革措施后,应重新收集最近期间的数据,以重新计算控制界限并作出新的控制图。

第十章 产品质量的统计管理八、产品质量控制图的统计分析
生产异常的判断 点越出控制界限是最重要的讯号,若是出现这种情况,就要研究出现这种状况时所用的原材料、生产工艺、机器或其他因素有无发生变化,从中找出点失去控制的原因。 此外,当所有的点均在控制界限内,它们的排列方向和位置呈现某种特殊状态时,例如,若干点连续在中心线一侧、若干点连续上升或下降、若干点接近控制界限、点出现周期性变化等情况,也意味着生产过程中有异常情况,需要及时采取措施。
第十章 产品质量的统计管理第六节 产品质量管理常用的工具
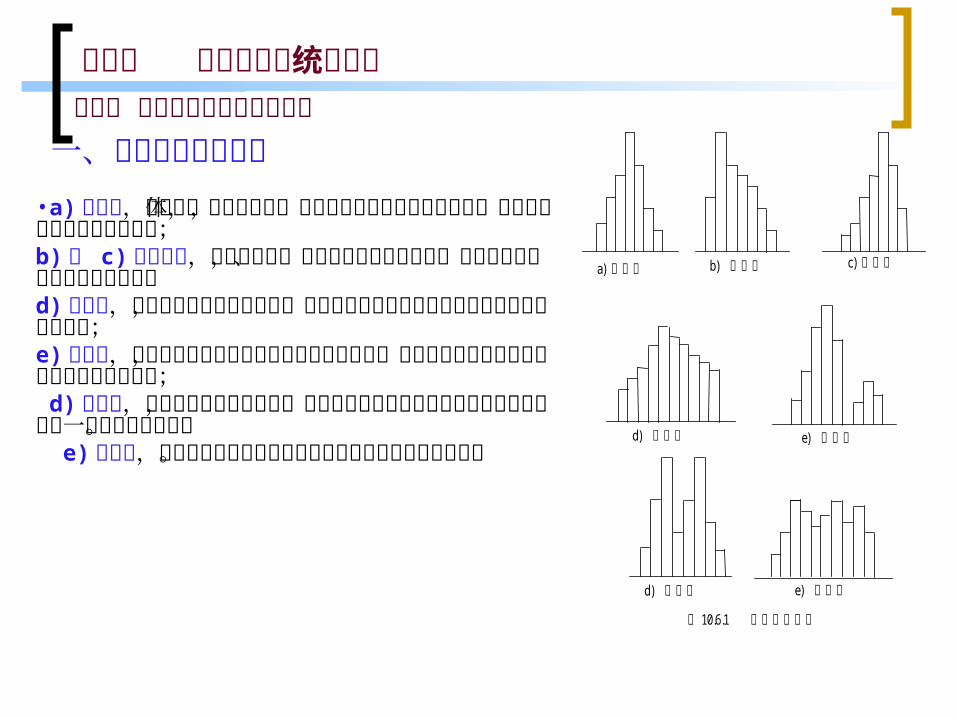
•a) 标准型,数据总体呈正态分布,是生产正常情况下呈现的图形,据此可判定过程处于稳定状态;b) 与 c) 为偏态型,也称陡壁型,通常是由于习惯性加工、返修或剔除废品后造成的分布形状d) 平项型,直方图上没有突出的顶峰,这主要是生产过程中有某种缓慢变化的因素造成的;e)孤岛型,在直方图的左边或右边有孤立的小岛出现,这种图形通常是由于工艺条件发生突变造成的; d)双峰型,直方图上出现两个顶峰,其原因是将来自两种不同生产条件的数据混在一起整理而造成的。 e)锯齿型,它通常是由于分组过多或测量数据不准等原因造成的。
图 10.6.1 直方图的形状
d) 平顶型 e) 孤岛型
a) 标准型 b) 左偏型 c) 右偏型
d) 双峰型 e) 锯齿型
一、直方图的形状分析

第十章 产品质量的统计管理第六节 产品质量管理常用的工具 当过程处于稳定状态后,直方图还需要进一步与质量标准 ( 通常是公差 ) 进行比较,以便判断过程能力能否满足质量标准的要求。直方图与质量标准的相互关系参见 10.4 节图 10.4.4 。二、帕累托图 (Pareto) 帕累托图建立在帕累托“关键的少数和次要的多数”结论的基础上,应用这一原理,就意味看在质量改进的项目中,少数的项目往往产生主要的、决定性的影响。通过区分最重要和最次要的项目,就可以用最少的努力获得最大的改进。 帕累托图在形式上是条形图和线形图的组合,其中,直条的长短表示各组绝对数的多少,同时用线段的逐渐上升趋势表示各组百分比接近 100% 的过程。

第十章 产品质量的统计管理二、帕累托图 (Pareto)
在帕累托图上,对结果有较大影响的只是“柱高”的前两、三项,而后面的项目对改善效果影响不大。因此,可以根据重要程度把影响因素分为 A 、 B 、 C 三类。A 类因素 在排列图上所占比重大,约占全部因素的 70%— 80%,这是影响产品质量的主要因素。所在。B 类因素 在排列图中所占比重较小,约占全部因素的 15% 一 25% (减去 A 类因素所占的百分比),这类因素是影响产品质量的次主要因素。C 类因素 在排列图中所占比重较小,是除去 A 、 B 两类因素所剩余的因素。这类因素是次要因素。• 经验表明,解决 A 类因素,即解决“柱高的”项目比解决“柱低的”项目要容易的多,“柱低的”因素一般很难控制。

第十章 产品质量的统计管理二、帕累托图 (Pareto)(例 10.6.1) 例 10.6.1某种产品一次交验的合格率低,产生不合格品的因素经调查所得统计数据如表 10.6.1 所示,试用帕累托图对问题进行分析。
表 10.6.1 不合格品原因的频数频率分布表 不合格品因素 不合格品频数 不合格品比例(%)
工艺 87 32 测量工具 16 6
设备 18 7 原材料 50 18
加工方法 93 34 其它 9 3 合计 273 100

第十章 产品质量的统计管理二、帕累托图 (Pareto)(例 10.6.1)
由图 10.6.2 可以看出,造成不合格品因素的前三项即加工方法、工艺和原材料所占的比例超过了 80% ,如能针对这三项进一步分析,并采取对策即可解决大部分问题。对影响产品质量的主要因素,可继续画出第二张、第三张巴累托图。 对影响产品质量的主要因素分析得愈具体,所能采取的措施针对性也就愈强。制作帕累托图的资料,一般取 1—3 个月的资料较好。时间太长,生产过程变化较大,时间太短,资料不能反映实际情况。其它测量工具设备原材料工艺加工方法
不合格品因素
300
250
200
150
100
50
0
不合格品频数
100%
80%
60%
40%
20%
0%
Percent
9161850
8793
图 10.6.2 不同因素产生不合格品情况分析

第十章 产品质量的统计管理三、分层法和调查表分层法 分层法也称分类法或分组法,它把“类”或“组”称为层。它在分层时要求同一层内的数据波动尽可能小,而层与层之间的波动尽可能大。一般可按以下几种特征进行分层:按日期、季节、班次等时间因素分层;按操作人员的性别、年龄、技术等级等因素分层; 按机器设备的种类、型号、精度等级等因素分层; 按工艺规程、操作条件 ( 如速度、温度、压力 ) 等分层;按原材料的成分、生产厂家、规格、批号等分层;按测量方法、测量仪器等分层; 按噪声、清洁程度、采光、运输形式等操作环境因素分层; 按使用单位、使用条件等分层。

第十章 产品质量的统计管理三、分层法和调查表
调查表 调查表也称检查表,它是收集和整理质量原始数据的一种表格。因产品对象、工艺特点、调查目的和分析对象等的不同,其调查表的格式也不同。常用的调查表有:不良项目调查表查表、缺陷位置调查表、不良原因调查表、工序分布调查表等。

第十章 产品质量的统计管理四、因果图 因果图 (cause and effect diagram) 也称为石川图或鱼刺图,是由日本学者石川馨博士 (Kaoru Ishikawa) 于 1972 年在他的《质量控制指南》一书中首次应用。它是以结果为特性,以原因为因素,在它们之间用箭头联系起来,表示因果关系的图形。 因果图的主要内容有: 结果(问题或特性)。 指工作和生产过程出现的结果,例如尺寸、重量、纯度及强度等质量特性;工时、产量、不合格品率、缺陷率、事故率、成本、噪声等工作结果。这些特性或结果是期望进行改善和控制的对象。 原因 指对结果能够产生影响的因素。 枝干 表示结果与原因之间的关系,及原因与原因之间的关系称为枝干。最中央的干为主干,用双箭头表示;从主干下两边依次展开的称为大枝、中枝、小支和细枝,用单线箭头表示。

第十章 产品质量的统计管理四、因果图
60º
60º
60º
原因 结果
主干
大枝
中枝
小枝
细枝
图 10.6.3 因果图形状 因果图是从实际经验中编辑而成的一种方法,通过对问题(即结果)有影响的一些较重要的因素加以分析和分类,并在同一张图上把它们的关系用箭头表示出来,来对因果作明确系统的整理。

第十章 产品质量的统计管理 五、其它质量管理新工具简介
1977 年底日本人正式开始推广能应用于全面质量管理的新 7 种工具。这 7 种工具是以分析文字资料(非数据 ) 为主的质量管理方法,包括关联图法、 KJ法、系统图法、矩阵图法、矩阵数据分析法、网络图法和 PDPC 法,主要应用于 PDCA (Plan Do Check Action)循环的计划 (P)阶段。

第十章 产品质量的统计管理五、其它质量管理新工具简介关联图 关联图是用带箭头的连线把表示事物因果关系的因素联系起来的图。KJ 法 KJ 法是由日本人川喜田二郎在质量管理实践中总结、归纳的一种新方法,用来将一大堆杂乱无章的语言文字资料,按其内在相互关系 (亲和性 )加以整理,从而理出思路,抓住问题的本质,找出解决问题的新途径和方法。 系统图法 系统图法是把用于功能分析的功能系统图和方法应用到全面质量管理中的一种方法。

第十章 产品质量的统计管理五、其它质量管理新工具简介矩阵图法 矩阵图法是借助数学上的矩阵形式,把与问题有对应关系的各个因素排列成一个矩阵图,然后对矩阵图进行分析找到关键点,进而使问题得到解决的方法。矩阵数据分析法 在矩阵图中,如果“关键点”不用符号表示,而用数据表示,这样就可以对这些数据进行解析运算,得到所需的结果。这种方法称为“矩阵数据分析法”。 箭头图法 箭头图法即网络分析技术,又称矢绘图法,它是计划评审法在质量管理中的应用,用来制定质量管理日程计划,明确管理的关键,进行质量管理进度控制等。过程决策程序图法 (Process decision program chart) 过程决策程序图法简称为 PDPC 法,它通过对事态发展过程中可能出现的各种问题,拟订多种对策方案,并运用程序图来确定一条获得最佳结果的途径。

第十章 产品质量的统计管理六、提高产品质量的经济效益分析图
提高产品质量,一方面通常需要使用更精密的设备,改用更新的工艺,增加检测的工序和工具,进行科学试验和研究等,这些都会引起生产成本相应的增加,另一方面,产品质量提高后都会减少废次品和返工费用,节约原材料和其他费用。
成本曲线 Z
金额(元)
价格曲线 P c
利润曲线 M
b
a
A B C 质量水平
图 10.6.4 价格、成本、利润和质量水平关系图
由图 10.6.4 可以看出,当质量水平低于A点或高于C点时,企业将会亏损,当质量水平高于A而低于B时,企业能盈利。 a 、c 两点即为企业盈亏平衡的分界点。当质量水平处于 B点时,其价格曲线与成本曲线的距离最大,说明此时企业可获得单位产品的最高利润,对企业而言, B点的质量水平就是最佳质量水平。

第十章 产品质量的统计管理六、提高产品质量的经济效益分析图
对于一些耐用产品,用户不仅在购买时支付购买费用,而在使用期间也要支付一定的使用费,如能源消耗、维修、保养等费用。对用户来说,购买和使用的总费用为最小,而在使用中又能满足需要的产品才是最受欢迎的。质量水平与购买费用、使用费用的关系如图 10.6.5所示。
质量水平 A C B
总费用曲线 c1
b1
B1
c3
b2
B1 a1
b22
B1
b3
B1
图 10.6.5 质量水平与费用关系图
费用
购买费用曲线 使用费用曲线
c2
a2
a3
比较 1c 、 2c 、 3c 、可知生产产品的质量水平为 B点,总费用为最低
2c ,此时产品最受用户欢迎。生产者在设计过程中应尽量提高产品的质
量水平,尽量减少用户支付的总费用,这样才能增强产品在市场上的竞争能力,同时使企业能获得较高的经济效益。

第十章 产品质量的统计管理本章小结
工业产品的质量可分为内在质量和外观质量;目前我国产品质量标准有四种:国际标准、国家标准、部颁标准和企业标准 ;目前我国产品质量标准有四种: 国际标准、国家标准、部颁标准和企业标准根据质量变异的来源,可以把产品质量因素划分为一般因素和特殊因素。 一般因素包括:人员 (man) 、机器 (machine) 、原材料 (material) 、加工方法 (method) 、测量工具 (measure) 和环境 (environment) ,简记为 5M1E , 产品质量变异的特殊因素指偶尔发生且能辨认出来的因素,它们要么能被消除,要么至少可以被解释

第十章 产品质量的统计管理本章小结
产品质量特性值的变异体现在反映质量特性数据的波动上,质量数据的变异一般表现为分散性和集中性两种基本特性。过程能力又称工序能力表示了工序固有的实际加工能力,过程能力指数又称工序能力指数或工程能力指数,是指加工质量标准与过程能力的比值。 根据工序能力指数,可以对过程能力进行分析和判定,如当时C P>1.33 ,过程能力充分满足;当 1≤C p≤1.33 时,过程能力尚可;当C P<1 时,过程能力不足。产品质量控制图可以通过监视生产过程的质量波动情况,分析工艺过程中出现的异常因素,并采取相应的控制措施,使过程质量状态得到良好的控制。

第十章 产品质量的统计管理本章小结
产品质量控制图可分为两大类:计量数据控制图和计件数据控制图;计量数据控制图适用于产品质量数据为连续变量 ;计数数据控制图适用于产品的质量数据为不连续变量,只能以正整数来表示的产品的质量特性 ; 在控制图中按照区分偶然因素和系统因素的数理统计的典型分布规律及公差要求,于 处定出两条平行的上下控制界限和中心线;产品质量控制是统计学与数据分析方法在制造业和服务业中比较重要的应用领域。产品质量控制在服务业中也很重要,它确保客户得到准确无误、前后一致的服务。
3





























