Embed Size (px)
DESCRIPTION
Шановні пані та панове !. До Вашої уваги представлено курсовий проект з " Технології машинобудування " студентки групи 41кТ Іжи Вікторії. МІНІСТЕРСТВО ОСВІТИ І НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ. Курсова робота з дисципліни « Технологія машинобудування ». П ідготувала: - PowerPoint PPT Presentation
Citation preview



Розглянута у курсовому проекті деталь призначена призначена
для передачі для передачі обертаючого обертаючого
моменту в моменту в редукторі редукторі гірничо- гірничо-
вувугільного гільного комбайнакомбайна..

• Аналіз технологічності конструкції деталі
• Вибір типу виробництва
• Вибір методу виконання заготівки
• Вибір технологічних баз
• Розробка маршрутного технологічного плану обробки деталі
• Розбивка операцій на технологічні переходи і робочі ходи
• Вибір різального, допоміжного і вимірювального інструмента, пристосувань
• Розрахунок режимів різання і норм часу
• Розробка керуючої програми


• Простота конструктивних елементів деталі дозволяєнайбільш продуктивно та точно обробити її поверхнііз застосуванням найбільш простих відносних рухів інструменту і заготовки: - прямолінійного - поступального - обертального
• Спряження поверхонь деталі різних класів точностіТа шорсткості не вимагає застосування спеціальних ріжучих інструментів
• Конфігурація деталі забезпечує можливість зручного підведення та виходу ріжучого інструменту
• Якісну оцінку технологічності конструкції заданої деталі можна оцінити як технологічну

• Тип виробництва визначається рівнем спеціалізації робочих місць,формою переміщення виробів на робочих місцях, номенклатурою об'єктів виробництва• При проектуванні нових технологічних процесів (дільниць, цехів), тип виробництва може бути визначений за річною програмою випуску та масою деталі.
Для деталі “Вінець
зубчастий”,масою 29,6 кг, та
річною програмою випуску
Nр=Nр=210 шт тип виробництва
– середньо-серійний
При середньо-серійному виробництвівикористовуються універсальніВерстати та верстати з ЧПК;Технологічний процес виготовленняДеталі переважно диференційований,Тобто, розчленований на окремі самостійні операції, виконувані на визначених верстатах.

Вибір методу виконання заготівки
Для випуску даної деталі ефективніше використовувати
Прес моделі ПККЖ-4000


5.Обробка отворів 6. Чорнова зубодовбальнаобробка 7.Чистова зубодовбальна обробка
5,7
5,14
5,14
17 8 8
Радіально-свердлильний з ЧПК
Зубодовбальний
Зубодовбальний
Вид обробкиБазові
поверхніПоверхні, які підлягають
обробціНайменування
обладнання
1. Чорнова токарна обробка з одного боку. 2. Чорнова токарна обробка з іншого боку.3. Чистова токарна обробка з одного боку.4.Чистова токарна обробка з іншого боку.
5,7
2, 14
5,7
14,16
2,3,4,14,16
5,7,11,13
14,1,3,2,4,15,16
5,6,7,9,11,13,12,10
Токарний з ЧПК
Токарний з ЧПК
Токарний з ЧПК
Токарний з ЧПК
При обробці різанням від якості базування та закріплення заготовки на верстаті залежить точністьїї обробки та склад технічного процесу.

Найменування операції Обладнання000 Заготівельна005 Токарна з ЧПК (Чорнова)010 Токарна з ЧПК (Чорнова)015 Промивка020 Технічний контроль025 Термічна030 Токарна з ЧПК(Чистова)035 Токарна з ЧПК (Чистова)040 Радіально-свердлильна з
ЧПК045 Зубодовбальна(Чорнова)050 Зубодовбальна(Чистова)055 Слюсарна060 Мийна065 Технічний контроль
Пресс ПККЖ-400016К40Ф316К40Ф3Машина мийнаПлита
перевірочнаТермопіч16К40Ф3С516К40Ф3С52М55Ф251405140Верстак
слюсарнийМашина мийнаПлита
перевірочна

Найменування операції Обладнання
Найбільший діаметр
оброблюваного колеса
Найбільший модуль нарізуваних
коліс
Максимальна ширина на
різального вінця
Максимальний хід шпинделя
інструмента
Діаметр робочої поверхні стола
Найбільший ділильний діаметр
довбяка
Кількість двійних ходів штоселя у
хвилину
Габаритні розміри верстата
Вага верстату
Потужність
500 мм
8мм
100мм
125мм
560мм
125мм
55-560
1750x1280x2350
мм
7500кг
4,7кВт
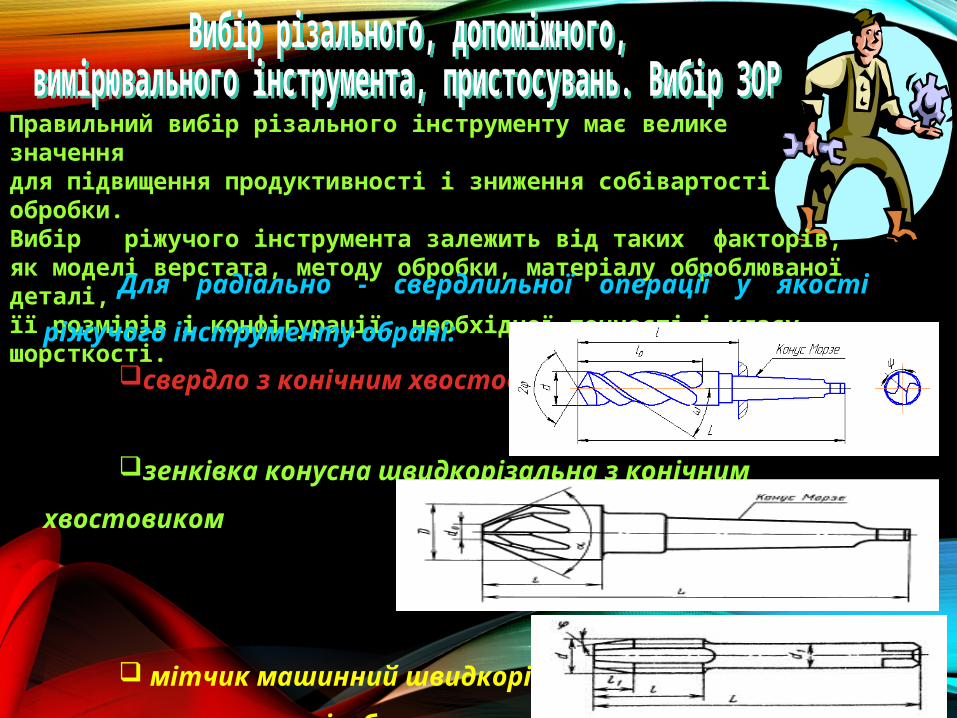
Правильний вибір різального інструменту має велике значеннядля підвищення продуктивності і зниження собівартості обробки. Вибір ріжучого інструмента залежить від таких факторів, як моделі верстата, методу обробки, матеріалу оброблюваної деталі, її розмірів і конфігурації, необхідної точності і класу шорсткості.
Для радіально - свердлильної операції у якості ріжучого
інструменту обрані:
свердло з конічним хвостовиком
зенківка конусна швидкорізальна з конічним хвостовиком
мітчик машинний швидкорізний
з метричною різьбою

Для радіально – свердлильної операції з ЧПК Для радіально – свердлильної операції з ЧПК у якості вимірювального інструменту у якості вимірювального інструменту обрано:обрано: калібр-пробка 8133-0928 Ø14Н12 калібр-пробка 8133-0928 Ø14Н12 ГОСТ 14810-69ГОСТ 14810-69




01 1 2 3 4 5 6 7 8 01Z 200 91 91 93 93 89 81 79 70 20
0Х 350 24
3174
174 226 230 230 232 241,6
350 01 1 2 3 4 5 0
Z, мм 150 93 56 56 89 93 150Х, мм 320 180 180 17
9184 182 320
Розробляємо керуючу програмудля токарної чистової операції 030,
Верстат 16К40Ф3, система ЧПК 2Р22