Embed Size (px)
DESCRIPTION
第十一章 生产作业计划的编制. 11.1 期量标准 11.2 生产作业计划的编制. 11.1 期量标准. 一 . 概念 期量标准也叫做作业计划标准或日历标准,是对加工对象 ( 产品、零部件等 ) 在生产期限和生产数量方面所规定的数据标准。 它是编制生产作业计划的重要依据。 实质是科学地规定生产过程各个环节之间在生产数量和生产期限上的内在联系。. 2. 常用的期量标准. 节拍 : 流水线上出产相邻两件制品的时间间隔。 - PowerPoint PPT Presentation
Citation preview

第十一章 第十一章 生产作业计划的编制生产作业计划的编制
11.1 期量标准11.2 生产作业计划的编制

11.1 11.1 期量标准期量标准
一 . 概念 期量标准也叫做作业计划标准或日历标准,
是对加工对象 ( 产品、零部件等 ) 在生产期限和生产数量方面所规定的数据标准。
它是编制生产作业计划的重要依据。 实质是科学地规定生产过程各个环节之间在
生产数量和生产期限上的内在联系。

2.2. 常用的期量标准常用的期量标准节拍 : 流水线上出产相邻两件制品的时间间
隔。
流水线作业指示图表 : 根据流水线的节拍和工序时间定额制定的一种作业指示图表。( 如 201 页的图 9.1 与 203 的图 9.2 所示 )



2.2. 常用的期量标准常用的期量标准在制品定额 (204) 在一定的时间、地点、生
产技术组织条件下为保证生产的连续进行而制定的必要的在制品数量标准。
(在制品:是指从原材料投入到产品入库为止 , 处于生产过程中尚未完工的所有零件、部件、组件、产品的总称。)

批量批量 : : 相同制品一次投入(或产出)的数量。或指相同制品一次投入(或产出)的数量。或指花费一次准备结束时间所生产同种产品的数量。花费一次准备结束时间所生产同种产品的数量。确定批量的主要方法:经济批量法;确定批量的主要方法:经济批量法;
某企业全年需生产某企业全年需生产 AA 产品为产品为 8000080000 公斤,设备调整费用公斤,设备调整费用每次每次 20002000 元,该种产品的年保管费用为每公斤元,该种产品的年保管费用为每公斤 2020 元。元。该产品生产的经济批量该产品生产的经济批量 (4000(4000 公斤公斤 ))

生产间隔期 : 相邻两批同种制品投入(或产出)的时间间隔。
在周期性重复生产条件下 :
批量 = 平均日产量 × 生产间隔期
生产周期 : 加工对象从投产起到它完工时止所经历的日历时间。


生产提前期 (228) 是确定产品生产过程各工艺阶段的投入和产出日期的时间标准。分为:
投入提前期:制品在某工艺阶段投入生产的日期比成品完工日期应提前的天数。
某车间投入提前期 = 本车间出产提前期 + 本车间生产周期
产出提前期:制品在某工艺阶段出产的日期比成品完工出产日期应提前的天数。 某车间产出提前期 = 后车间投入提前期 + 保险期


算例 : 某成批轮番生产企业,装配车间的生产周期是10 天,机械车间的生产周期是 20 天,毛坯车间的生产周期是 30 天,毛坯与机械车间之间的保险期是 5 天,机械和装配车间之间的保险期是 3 天,求毛坯、机械、装配车间的提前期。
解 : 根据公式: 车间投入提前期 = 本车间出产提前期 + 本车间生产周期 出产提前期 = 后车间投入提前期 + 保险期 计算得: 装配投入提前期 =10 (天) 机械出产提前期 =10+3=13 (天) 机械投入提前期 =13+20=33 (天) 毛坯出产提前期 =33+5=38 (天) 毛坯投入提前期 =38+30=68 (天)

期量标准 流水线生产企业
成批轮番生产企业
单件小批生产企业
节拍 √
流水线作业指示图表
√
在制品定额 √
批量 √
生产间隔期 √
生产周期 √ √
生产提前期 √ √
不同的生产类型企业所制定的期量标准不一样的

一、 生产作业计划的含义是企业年(季)度生产计划的具体执行计
划。它根据年度生产计划的要求对每个生产单
位(车间、工段、班组等),在每个具体时期(月、旬、班、小时等)内的生产任务做出详细规定。
11.2 生产作业计划的编制

二二二二生产作业计划的编制方法生产作业计划的编制方法
(一)大批大量生产类型 ---- 在制品定额法 ( 也称连锁计算法 ) :
特点:根据在制品定额来确定各车间的生产任务,保证各车间在生产数量上的协调、衔接。
计算方法:按产品加工的反工艺顺序,从产品出产的最后一个车间开始,逐个往前推算出各车间的投入、出产任务。
实例见 214 页,某冰箱厂计划期各车间的出产与投入量的计算表 9.2
某车间某车间出产量出产量 ==
后车间后车间投入量投入量
++ (( 车间之间库存车间之间库存半成品定额半成品定额 ——
期初预计半成期初预计半成品库存数量品库存数量++
该车间半成品该车间半成品计划外销量计划外销量
))
某车间某车间投入量投入量 ==
本车间本车间生产量生产量
++ (( 本车间在本车间在制品定额制品定额
—— 期初车间在制期初车间在制品预计结存量品预计结存量++
本车间计划本车间计划允许废品量允许废品量
))


(二)成批轮番生产类型 ----- 累计编号法特点:根据预先制定的提前期标准,确定各车
间计划月份出产和投入应达到的累计号数。累计号数是指从年初或从开始生产这种产品起,
按照产品出产的先后顺序,为每一件产品(第一件产品为 1 号)编上一个累计号码。
某车间出产某车间出产累计号数累计号数 ==
装配车间成品装配车间成品出产累计号数出产累计号数 ++
该车间出产该车间出产提前期日数提前期日数 ** 装配车间平装配车间平
均日产量均日产量
某车间投入某车间投入累计号数累计号数 ==
装配车间成品装配车间成品出产累计号数出产累计号数 ++
该车间投入该车间投入提前期日数提前期日数 ** 装配车间平装配车间平
均日产量均日产量

( 三 ) 单件小批生产类型 ---- 生产周期法
特点 : 是以预先制定的代表产品的生产周期标准和各项订货的交货日期要求,来规定各车间投入与出产任务的方法。
主要解决两个问题 : 任务指派与作业排序

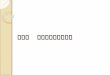
任务指派 : 甘特图指派
1
2
3
4
作业1
作业8
作业3
作业3 作业7
作业4
作业7
作业中心 星期一 星期二 星期三 星期四 星期五
作业6
加工中 不可用(如维修中)

作业排序
作业排序的目标和任务目标
满足顾客或下一道工序的交货期要求
流程时间最短
准备时间最短或成本最小
在制品库存最低
任务 把作业分配到作业中心
决定作业执行的顺序

优先调度法则 先到先服务( First Come First Served , FCFS )法则
最短作业时间( Shortest Processing Time , SPT )法则
交货期最早( Earliest Due Date , EDD )法则
剩余作业时间最长( Most Work Remaining , MWKR )法则
剩余作业时间最短 (Least Work Remaining , LWKR ) 法则
剩余作业数最多( Most Operations Remaining , MOPNR )法则
临界比最小( Smallest Critical Ratio , SCR )法则
随机( Random )法则