Embed Size (px)
Citation preview

炭 素TANSO 1992 [No.155] p.417-425
論 文
An Evaluation of Naphthalene-Based Mesophase as a Carbon Fiber Precursor
J.J. McHugh, G.Z. Liu and D.D. Edie
(Received February 28, 1992)
Center for Advanced Engineering Fibers
Clemson University, Clemson, SC 29634-0909, USA
Naphthalene-based mesophase, supplied by Mitsubishi Gas Chemical Co., Inc., (under the
commercial name "AR" mesophase) and a heat-soaked mesophase pitch were melt-spun into fiber-
form using a pilot-scale extruder. The oxidation conditions of the as-spun fibersformed from each
mesophase were optimized (based on tensile strength), and all fibers were graphitized at 2400•Ž. The
naphthalene-based mesophase was found to be more spinnable, despite the fact thatits viscosity was
more temperature-dependent than that of the heat-soaked mesophase. Also, fibers formed from the
naphthalene-based mesophase were found to stabilize more rapidly than those formed from the heat-
soaked mesophase. After carbonization, the naphthalene-based mesophase fibers exhibited much higher
tensile strengths and moduli than equal-sized fibers produced from heat-soaked mesophase. The
naphthalene-based mesophase fibers also exhibited lower electrical resistivities. Wide angle X-ray
diffraction showed that the naphthalene-based mesophase fibers developed a smaller average interplanar
spacing of the graphite basal planes and a larger average crystallite size than the heat-soaked mesophase
pitch-based fibers.
KEYWORDS: Mesophase, Melt-spinning, Petroleum pitch, Carbon fiber
1. Introduction
Since the stiffness and thermal conductivity of a
carbon fiber is a direct result of its graphite-like
crystallinity, the precursor for products such as high
thermal conductivity fibers must be capable of forming
a highly-ordered graphitic structure. Because of this
requirement, mesophase pitch is the preferred precursor
for this variety of carbon fibers. Mesophase pitch is
a liquid-crystalline material, and thus, it tends to orient
in a shear field (e.g. during extrusion). During fiber
formation, draw down creates additional orientation,
yielding large, crystalline domains that extend
essentially parallel to the fiber axis. Because of this
peculiarity, carbon fibers produced from mesophase
pitch precursors can exhibit outstanding stiffnesses and
thermal conductivities, significantly higher than those
produced from polyacrylonitrile. These mesophase
pitch precursors can be produced by heat-soaking a raw
petroleum or coal tar-based pitch, or synthetically by
polymerizing pure compounds such as naphthalene.
2. Formation of Mesophase Pitch
Raw pitch, a high molecular weight by-product
formed during petroleum or coal refining operations,
is comprised of a rather broad mixture of organic
species. Many of these species are heterocyclic and
contain highly aromatic components. Often, pitch is
classified into four general fractions: saturates,
naphthalene aromatics, polar aromatics, and
asphaltenes1). The saturates are the lowest molecular
weight fraction and are aliphatic. Naphthalene
aromatics consist largely of low molecular weight
aromatic species. Polar aromatics are larger molecules
―417―
特集 ―国際 シンポジウム 論 文 炭 素
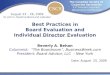
Fig. 1 Typical molecule of a heat-soaked mesophase6).
and may be heterocyclic. Lastly, the asphaltenes are
large, plate-like, aromatic molecules and often possess
aliphatic side-groups. Since the asphaltene fraction
already has a high molecular weight and is highly
aromatic, raw petroleum pitches which contain a high
percentage of asphaltenes (e.g., A-240, A-260) are
usually selected as the feedstock for the formation of
mesophase.
A mesophase, or an optically anisotropic fluid
phase, can be produced by the heating of a highly
aromatic pitch in an inert atmosphere for an extended
period of time. Singer2) developed a process for
converting 50% of Ashland 240 to mesophase by
heating the pitch to 400-410•Ž for approximately 40
hours. During this heat-soak, mesophase tends to
collect at the bottom of the vessel, due to its greater
density. Lewis3) discovered that a more uniform (and
thus, more spinnable) product could be obtained by
agitating the pitch during the pyrolysis. Chwastiak and
Lewis4) were able to produce a 100% mesophase
product by using an inert gas to agitate the reactive
mixture and remove the more volatile components.
Otani and Oya5) have reported that a lower softening
product may be obtained if a hydrogenation step is
added either before or after mesophase formation.
While the mesophase produced by this heat-soaking
technique has a relatively broad molecular weight
distribution, a typical molecule6) is illustrated in Fig. 1.
The formation of mesophase also can be induced
by a solvent extraction technique. Diefendorf and
Riggs7 have shown that a carbonaceous pitch, like
Ashland 240, may be converted to mesophase by first
extracting the pitch with a solvent, such as benzene,
toluene, or heptane. If the insoluble portion then is
pyrolyzed for only ten minutes, a 100% mesophase
product results. The benefit of the huge savings in time is offset, however, by the potential handling hazards and
the high costs of these organic solvents. Furthermore,
if the volatile components are not completely removed,
spinning can be difficult.
The above processes involve the production of
mesophase from a raw (petroleum) pitch. Their primary
advantage is that the raw pitch feedstock is inexpensive,
since it has little other practical value. However, there
are three significant drawbacks to its use as a carbon
fiber precursor. First, the composition of the raw pitch
feedstock may vary from day to day, since it is a by-
product of a very complex process and is, itself, refined from a variable feedstock (crude oil). Also, since the
mesophase produced from raw pitch is comprised of a
wide range of molecular weights, melt spinning can be
difficult to control. Finally, in every step of pitch
production, refining, and subsequent mesophase
formation, the heavy ends are collected. This means
that impurities, which are inevitably present, are
sequentially concentrated. The result is a reduction in
tensile strength of pitch-based fibers due to inclusions,
even after extensive filtration.
These problems have encouraged research into
alternate methods of mesophase production.
Hutchenson et al.8 have reported that supercritical fluid
extraction can be employed to fractionate pitch. By
continuously varying pressure or temperature (and thus,
solvent strength), selective fractions of pitch may be
isolated. Such a process has the potential of producing
a uniform product from a changing feedstock.
Mochida et al.9) have developed a process whereby
mesophase can be produced by the polymerization of
naphthalene or methyl naphthalene, with the aid of a
HF/BF3 catalyst. This catalyst has been studied as a
Bronsted acid "super catalyst" in applications such as
coal liquefaction and aromatic condensation. Its ability
to polymerize aromatic hydrocarbons, however, has
only recently been utilized to produce mesophase.
Mitsubishi Gas Chemical Co., Inc., now utilizes this
technique to produce a commercial naphthalene-based
product, termed AR mesophase, which is reported to
―418―

1992[No.155] An Evaluation of Naphthalene-Based Mesophase as a
Carbon Fiber Precursor
Fig. 2 Several benzene-soluble fractions of naph-
thalene-based mesophase10).
be quite spinnable and easily oxidized. Furthermore,
Mitsubishi Gas Chemical Co. has reported that the
properties of the final carbonized fibers formed from this precursor are comparable to the best commercial
mesophase fibers.
The unusual processing characteristics of the
naphthalene-based mesophase are likely due to a
narrower weight distribution, as well as fewer impuri-
ties, compared to mesophases formed by the thermal
polymerization (or heat-soaking) of a natural pitch. Furthermore, the molecular structure of the several
mesogenic species in naphthalene-based mesophase
which have been isolated (see Fig. 2) appears less-
circular than the structure of a typical molecule found
in heat-soaked mesophase, shown in Fig. 1. This dif-
ference in structure certainly could impact the
rheological behavior of the naphthalene-based meso-
phase. In addition, the presence of aliphatic side chains would seem to be favorable for spinning and oxidation.
For this reason, methyl naphthalene may be a better
choice as a starting material than naphthalene for
producing a mesophase precursor for pitch-based carbon fibers11).
3. Rheology of Mesophase
Because of numerous difficulties in modeling
mesophase pitch as a liquid crystalline material, in most
studies a single viscosity is measured, as a function of
shear rate, time, and/or temperature, using a rheometer
of some standard geometry. Although a single viscosity
provides little insight into structural development during
fiber formation, such information can prove very useful
in qualitatively characterizing the spinnability of a
pitch, as well as predicting the approximate temperature
at which an untested pitch may be melt-spun.
Previous research12) has indicated that mesophase
pitch exhibits shear-thinning behavior at low shear rates
and, essentially, Newtonian behavior at higher shear
rates. Since isotropic pitch is highly Newtonian over
a wide range of shear rates, it may be postulated that
the observed pseudoplastic behavior is due to shear-
induced orientation of liquid crystalline domains.
Others have reported that mesophase pitch can show
thixotropic behavior13),14). Thus, the duration of shear
also may influence development or orientation of the
domain structure.
4. Experimental Procedure
In the present study, naphthalene-based AR 824
mesophase pitch, produced by Mitsubishi Gas Chemical
Co., Inc., and a heat-soaked, petroleum-based
mesophase precursor, produced according to the method
of Singer2), were melt-spun into circular fibers. The
time of oxidation was optimized for fibers formed from
each precursor. After being carbonized at identical
conditions, the fibers were characterized by scanning
electron microscopy (SEM), electrical resistivity
measurement, single filament tensile testing, and wide
angle X-ray diffraction. The following procedures were
used to melt-spin, thermally treat, and evaluate these
carbon fibers.
4.1 Rheology
The apparent viscosities, as a function of shear rate
and temperature, of the two mesophase pitches were
measured using an Instron Model 3211 Capillary
Rheometer. In addition, the viscoelastic properties
(storage modulus and loss modulus) of the two mesophase pitches were determined by dynamic
analysis, using a Rheometrics RDSII Dynamic
Spectrometer with parallel plate fixtures.
4.2 Melt-Spinning
The mesophase pitches were melt-spun using a
pilot-scale Akron extruder, shown schematically in
Fig. 3. The system was purged with nitrogen during all
spinning trials. Zone 1 of the extruder conveyed the
solid pitch into the melting zone (zone 2), and zone
3 pumped the molten pitch from the extruder to the
die head. Within the die head, the molten pitch was
forced through a 18 ƒÊm screen filter and, subsequently,
through a 24-hole spinnerette. For the naphthalene-
based mesophase a melt-spinning temperature of 299•Ž
―419―

特集 ― 国際シンポジウム 論 文 炭 素
Fig. 3 Schematic diagram of pilot-scale melt-spinning
process.
was employed, but for the heat-soaked mesophase a
melt-spinning temperature of 343°C was necessary to
obtain a proper extrusion viscosity. Pressures in the die
head ranged from 2.4 to 6.6 MPa, depending upon the
exact extrusion temperature and flow rate of the trial.
Upon exiting the capillaries, the fibers were drawn
down and collected under ambient conditions on a
Fincor variable speed winder. Windup speeds ranged
from approximately 5 to 10 m/s.
4.3 Oxidation
As-spun fibers were cut into lengths of
approximately 15 cm, weighed, and placed in a
nichrome wire-wound furnace. Air was heated to a
controlled temperature and circulated through the fiber
bundle throughout oxidation. Fibers formed from the
heat-soaked mesophase were heated at 5•Ž/min to
180•Ž and at 1•Ž/min to the final temperature of 280•Ž.
This final temperature was considered an appropriate
balance between minimizing the total time of oxidation
without softening the pitch and, thus, sacrificing
structure and properties. The holding time at 280•Ž was
varied from 20 to 120 min. Fibers formed from the
naphthalene-based mesophase were heated at 5•Ž/min
to 270•Ž, and the holding time was varied from 0 to
30 min. This temperature, to which the naphthalene-
based mesophase was heated, was that suggested in the
literature supplied by Mitsubishi Gas Chemical Co. The
fibers oxidized for the various times were carbonized
Fig. 4 Four-point-probe technique for fiber electrical
resistivity determination.
and their tensile strengths were evaluated to determine
the optimum holding time for each precursor.
4.4 Carbonization
Carbonization was performed in two separate steps
for all fibers used in this study. First, fibers were placed
in a graphite boat and inserted into an Astro(R) graphite
resistance furnace which was purged with industrial
grade argon. The furnace was heated at 20•Ž/min to
1000•Ž and held at this temperature for 15 minutes.
A subsequent heat treatment at a higher temperature,
but in the same graphite resistance furnace, served to
graphitize the fibers under flowing ultra-high purity
helium. For this final heat treatment, the fibers were
heated at 60•Ž/min to 2400•Ž and held at this
temperature for 15 minutes.
4.5 Testing
SEM Examination of Transverse Texture. To qualita-
tively examine the transverse texture of the carbonized
fibers, representative samples of the fibers were cut into
approximately 1 cm lengths and attached with copper
tape to aluminum stubs. To prevent charging, the fibers
were coated with a 600 nm layer of gold. After coating,
the stubs were placed into the stage chamber of an
ETEC Autoscan(R) scanning electron microscope and
were scanned at an accelerating voltage of 20 kV.
Measurement of Electrical Resistivity. The electrical
resistivities of the fibers were determined using a four-
point-probe technique, similar to that described by
Coleman15). The apparatus, shown in Fig. 4, consists
of four parallel, 50 ƒÊm diameter, copper wires, with
―420―

1992[No.155] An Evaluation of Naphthalene-Based Mesophase as a
Carbon Fiber Precursor
(a)
(b)
Fig. 5 Apparent viscosity versus shear rate at various
temperatures for (a) heat-soaked mesophase
and b) naphthalene-based mesophase.
Fig. 6 The dependency of viscosity on temperature for
heat-soaked mesophase, naphthalene-based
mesophase, and a typical polymeric fiber
precursor.
the two inner wires separated by 2.5 cm and the two
outer wires by 3.5 cm. Prior to testing, the cross-
sectional area of each fiber was measured. Then, a
measured length of the fiber was placed perpendicular
to, and in contact with, the four copper wires and was
fixed in place using silver conducting paint. Finally,
leads from the four copper wires were connected to the
terminals of a Keithley model 580 micro-ohmmeter.
The two outer copper wires carry a precise, known DC
current, allowing the electrical potential to be measured
across the two inner wires.
Single Filament Tensile Testing. The mechanical prop-
erties of the as-spun and carbonized fibers were
determined by standard single filament testing (ASTM
D3379-75) using a Instron universal testing machine.
Forty filaments of each fiber sample were tested, and
a constant 10 mm gauge length was used for all tests.
Fiber cross-sectional areas were determined optically
via a Zeiss light microscope equipped with a Micro-
Image(R) analysis system. From these test results, fiber
tensile strength, elastic modulus, and strain-to-failure
were calculated.
Wide Angle X-ray Diffraction. Structural parameters
of carbonized fibers produced from the two mesophase
precursors were obtained by wide angle X-ray diffraction. First, small bundles of each sample were
impregnated with a polyester resin and then cured,
yielding a unidirectional composite strand. Next, a 2.54 cm length of the strand was cemented to a circular
aluminum ring. Finally, the assembly was placed in the
azimuthal stage of a Scintag XDS 2000 diffractometer,
and a Bragg scan, using a diffraction angle of the
graphite basal plane peak, was conducted. The resulting diffraction pattern permitted the average interlaminar,
or d002, spacing and the average crystalline stack height,
Lc, to be determined.
5. Results and discussion
Figs. 5a and b illustrate the effect of shear rate on
the apparent viscosity of the two mesophase pitches,
as determined by the capillary rheometer. While both
mesophases exhibit nearly Newtonian flow behavior
over this moderately-high range of shear rates, the
viscosities of both mesophase pitches were extremely
temperature-dependent. This is shown more clearly in
Fig. 6. If one compares the slopes of the viscosity-
temperature curves for these two mesophase pitches
with that of Nylon-6, a typical melt-spun polymer, it
is apparent that the temperature dependence is much
―421―
特集-国 際シンポジゥム 論 文 炭 素
(a)
(b)
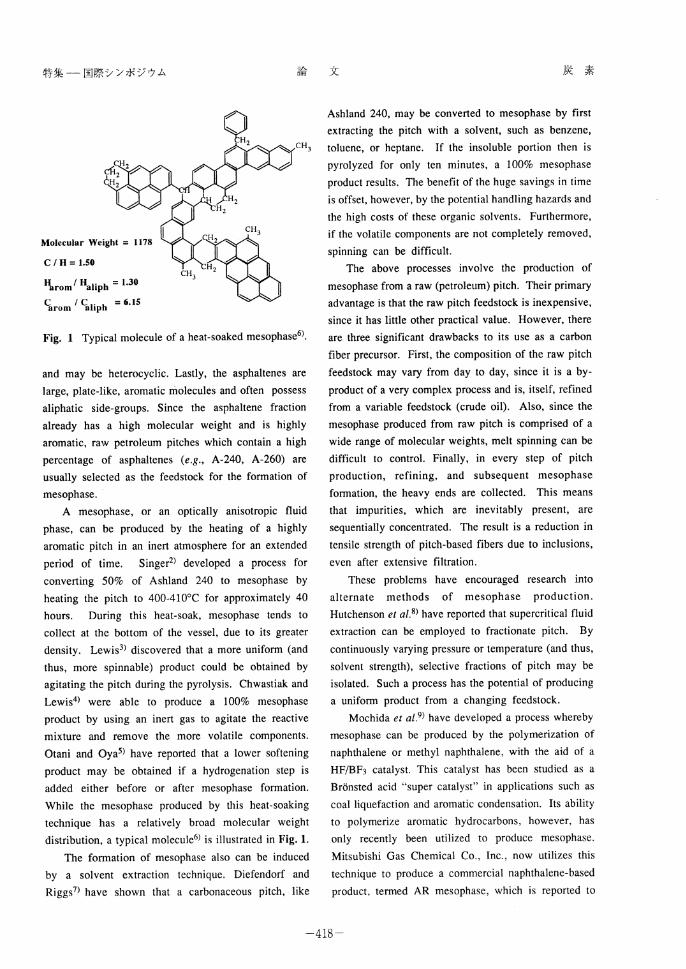
Fig. 7 Master curves of (a) loss modulus and (b)
storage modulus for various fiber precursors
obtained by time-temperature superposition to
their respective spinning temperatures.
stronger for the mesophases. Normally, fluids with
highly temperature-dependent viscosities are difficult to
melt-spin. During melt-spinning the fiber is extruded
from the spinnerette and cools as it is drawn to its final
diameter by the winding device. Thus, the temperature-
dependency of viscosity and the rate of draw down of
the fiber are directly related. When a fluid with a highly
temperature-dependent viscosity is melt-spun, draw
down occurs in a very short distance. The rapid draw
down generates high stress in the spinline, increasing
the number of filament breaks. Note that the viscosity
of the naphthalene-based mesophase has an even
stronger temperature-dependence than that of the heat-
soaked mesophase. Thus, based on its viscosity-
temperature behavior, one might expect the
naphthalene-based mesophase to be more difficult to
spin than the heat-soaked mesophase.
Dynamic mechanical evaluation provides additional
information relating to the flow behavior of the two
mesophase pitches. If a sinusoidal strain is applied to
a viscoelastic material, the in-phase, or storage modulus
measures the elastic response, while the out-of-phase,
or loss modulus represents the viscous component. As
Fig. 7a shows, the viscous behavior of the two pitches
was quite similar (as was indicated by the capillary
rheometer measurements), however their elastic
responses were quite different (see Fig. 7b). These data
were collected at several temperatures, and were
subsequently shifted to each material's spinning
temperature using the time-temperature superposition
principle.
After studying their rheological behavior, the two
mesophase precursors were extruded into fiber-form
using the pilot-scale extruder. Table 1 lists the con-
ditions used during these melt-spinning evaluation
trials. Most materials are spun at a melt viscosity
ranging from 20 to 500 Pa•s. Thus, the spinning
temperatures were chosen to ensure that the viscosities
of the two mesophases were comparable and within this
viscosity range. Note the difference in spinning tem-
peratures, as dictated by the lower softening point of
the naphthalene-based mesophase. One measure of
spinnability, the maximum winder speed at which fibers
could be collected without substantial breakage, was
significantly higher for the naphthalene-based meso-
phase, indicating this material to be the more spinnable.
Table 1 Comparison of spinning conditions of heat
soaked and naphthalene-based mesophase
pitch-based carbon fibers.
―422―
1992 [No.155] An Evaluation of Naphthalene-Based Mesophase as a
Carbon Fiber Precursor
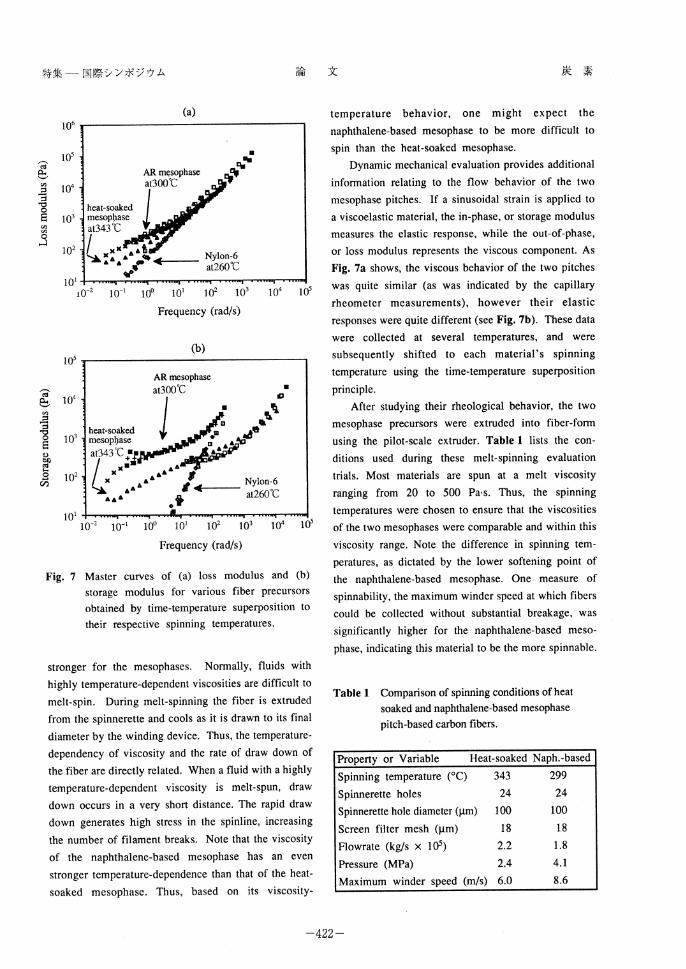
Table 2 Mechanical properties of as-spun mesophase
pitch-based carbon fibers, obtained from single
filament testing (•} indicates the standard
deviation for 40 filaments).
Fig. 8 Mass increase during stabilization for 10 pm
round fibers in air (heating rate = 5•Ž/min).
Based on the viscosity-temperature behavior of the two
mesophases, this result was surprising (recall the
viscosity-temperature relationships of the pitches).
However, as Table 2 illustrates, the as-spun
naphthalene-based fibers have a noticeably higher
tensile strength. This was apparent during all spinning
trials and may account for their improved spinnability.
However, to quantify this effect, samples 14 gm in
diameter (relatively large fibers, because of the
weakness of the mesophase fibers before carbonization)
were melt-spun and tested, in order to obtain a more
reliable force reading.
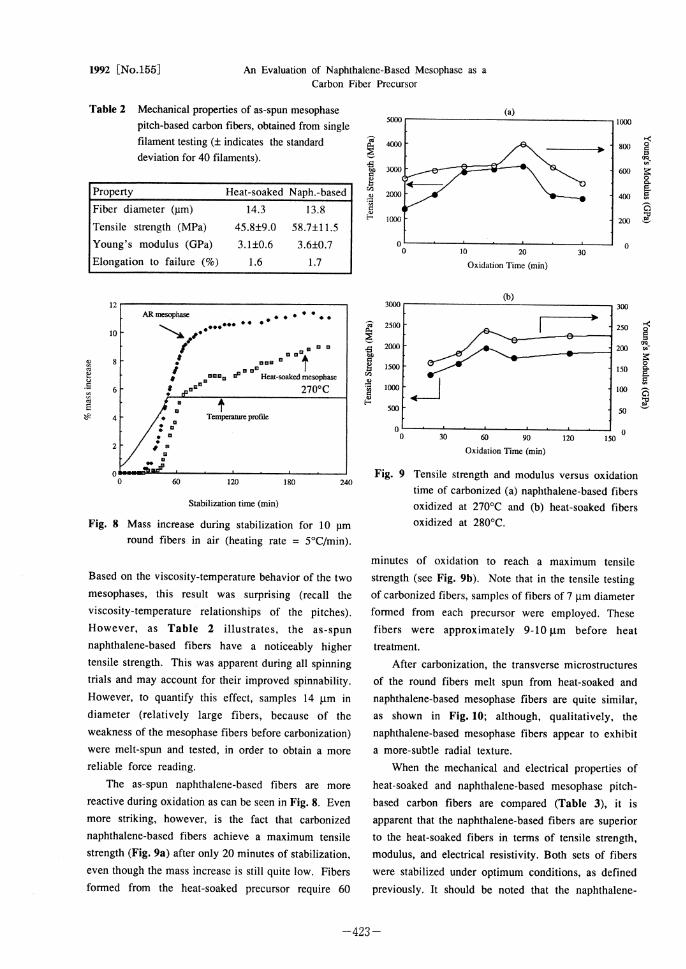
The as-spun naphthalene-based fibers are more
reactive during oxidation as can be seen in Fig. 8. Even
more striking, however, is the fact that carbonized
naphthalene-based fibers achieve a maximum tensile
strength (Fig. 9a) after only 20 minutes of stabilization,
even though the mass increase is still quite low. Fibers
formed from the heat-soaked precursor require 60
(a)
(b)
Fig. 9 Tensile strength and modulus versus oxidation
time of carbonized (a) naphthalene-based fibers
oxidized at 270•Ž and (b) heat-soaked fibers
oxidized at 280•Ž.
minutes of oxidation to reach a maximum tensile
strength (see Fig. 9b). Note that in the tensile testing
of carbonized fibers, samples of fibers of 7 gm diameter
formed from each precursor were employed. These
fibers were approximately 9-10 gm before heat
treatment.
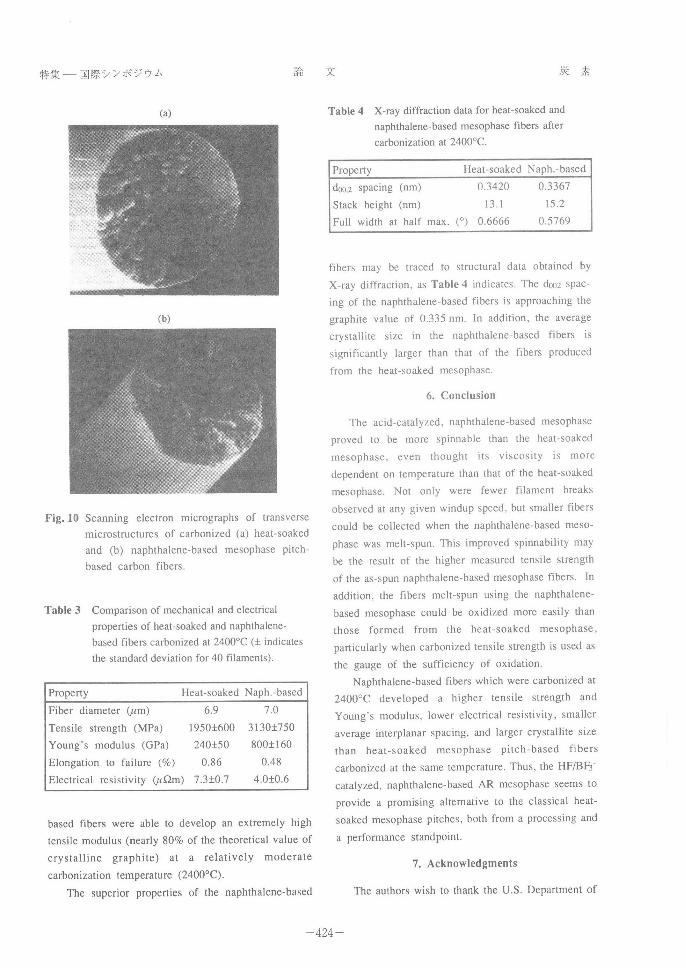
After carbonization, the transverse microstructures
of the round fibers melt spun from heat-soaked and
naphthalene-based mesophase fibers are quite similar,
as shown in Fig. 10; although, qualitatively, the
naphthalene-based mesophase fibers appear to exhibit
a more-subtle radial texture.
When the mechanical and electrical properties of
heat-soaked and naphthalene-based mesophase pitch-
based carbon fibers are compared (Table 3), it is
apparent that the naphthalene-based fibers are superior
to the heat-soaked fibers in terms of tensile strength,
modulus, and electrical resistivity. Both sets of fibers
were stabilized under optimum conditions, as defined
previously. It should be noted that the naphthalene-
―423―
特集 ― 国際 シンポ ジゥム 論 文 炭 素
(a)
(b)
Fig. 10 Scanning electron micrographs of transverse
microstructures of carbonized (a) heat-soaked
and (b) naphthalene-based mesophase pitch-
based carbon fibers.
Table 3 Comparison of mechanical and electrical
properties of heat-soaked and naphthalene-
based fibers carbonized at 2400•Ž (•} indicates
the standard deviation for 40 filaments).
based fibers were able to develop an extremely high
tensile modulus (nearly 80% of the theoretical value of
crystalline graphite) at a relatively moderate
carbonization temperature (2400•Ž).
The superior properties of the naphthalene-based
Table 4 X-ray diffraction data for heat-soaked and
naphthalene-based mesophase fibers after
carbonization at 2400•Ž.
fibers may he traced to structural data obtained by
X-ray diffraction, as Table 4 indicates. The disc spac-
ing of the naphthalene-based fibers is approaching the
graphite value of 0.315 nm. In addition, the average
crystallite site in the naphthalene-based fibers is
significantly larger than that of the fibers produced
from the heat-soaked mesophase.
6. Conclusion
The acid-catalyzed, naphthalene-based mesophase
proved to be more spinnable than the beat-soaked
mesophase. even thought its viscosity is more
dependent on temperature than that of the heat-soaked
mesophase. Not only were fewer filament breaks
observed at any given windup speed. but smaller fibers
could be collected when the naphthalene-based meso-
phase was melt-spun. This improved spinnability may
be the result of the higher measured tensile strength
of the as-spun naphthalene-based mesophase fibers. In
addition, the fibers melt-spun using the naphthalene-
based mesophase could be oxidized more easily than
those formed from the heat-soaked mesophase.
particularly when carbonized tensile strength is used as
the gauge of the sufficiency of oxidation.
Naphthalene-based fibers which were carbonized at
2400•Ž developed a higher tensile strength and
Young's modulus, lower electrical resistivity, smaller
average interplanar spacing. and larger crystallite site
than heat-soaked mesophase pitch-based fibers
carbonized at the same temperature. Thus, the HF/BF3-
catalyzed. naphthalene-based AR mesophase seems to
provide a promising alternative to the classical heat-
soaked mesophase pitches, both from a processing and
a performance standpoint.
7. Acknowledgments
The authors wish to thank the U.S. Department of
―424―
1992 [No.155] An Evaluation of Naphthalene-Based Mesophase as a
Carbon Fiber Precursor
the Navy, Manufacturing Technology Program (Steve
Linder, technical monitor), for supporting this work.
Also, the authors thank D.K. Rogers for his assistance
with carbonization and X-ray diffraction measurement
and K.E. Robinson for her work on the scanning
electron microscope. Finally, the supply of
naphthalene-based AR 824 mesophase pitch,
generously provided by Mitsubishi Gas Chemical Co.,
is greatly appreciated.
References
1. D.M. Riggs, R.J. Shuford, and R.W. Lewis, in
Handbook of Composites, G.Lubin (editor), Van
Nostrand Reinhold Co., New York (1982)
pp. 196-271.2. L.S. Singer, U.S. Patent 4,005,183 (1977).
3. I.C. Lewis, U.S. Patent 4,032,430 (1977).
4. S. Chwastiak and I.C. Lewis, Carbon 16, 156-157
(1978).
5. S. Otani and A. Oya, Petroleum-Derived Carbons,
American Chemical Society (1986) pp.323-334.
6. E. Fitzer, D. Kompalik, and B. Mayer, Carbon '86
, Proceedings of International Conference on
Carbon, Baden-Baden, Germany, 842-845 (1986).
7. R.J. Diefendorf and D.M. Riggs, U.S. Patent
4,208,267 (1980).
8. K.W. Hutchenson, J.R. Roebers, and M.C. Thies,
Carbon 29, 215-223 (1991).
9. I. Mochida, K. Shimizu, Y. Korai, H. Otsuka, and
S. Fujiyama, Carbon 26, 843-852 (1988).
10. I. Mochida, K. Shimizu, Y. Korai, H. Otsuka, Y.
Sakai, and S. Fujiyama, Carbon 28, 311-319
(1990).11. Y. Korai, M. Nakamura, I. Mochida, Y. Sakai, and
S. Fujiyama, Carbon 29, 561-567 (1991).
12. F.F. Nazem, Fuel 59, 851-858 (1980).
13. G.W. Collett and B. Rand, Fuel 57, 162-170
(1978).14. R. Balduhn, and E. Fitzer, Carbon 18, 155-161
(1980).15. L.B. Coleman, Rev Sci Inst 46, 1125-1126
(1975).
―425―