Embed Size (px)
DESCRIPTION
金属基复合材料( MMC ). 材料学院 沈卫平 13693054652 [email protected]. 一、金属基复合材料概述. 1 、金属基复合材料的分类 1 - 1 、按增强材料分类: — 纤维增强金属基复合材料 — 颗粒、晶须增强金属基复合材料 1 - 2 、按基体材料分类: — 铝基复合材料 — 镁基复合材料 — 钛基复合材料 — 高温合金基复合材料 — 金属间化合物基复合材料. 2 、金属基复合材料的研究重点. 2 、金属基复合材料的研究重点 1 )不同基体和不同增强相复合效果、复合材料的设计和性能; - PowerPoint PPT Presentation
Citation preview

一、金属基复合材料概述1 、金属基复合材料的分类1 - 1 、按增强材料分类:
— 纤维增强金属基复合材料— 颗粒、晶须增强金属基复合材料
1 - 2 、按基体材料分类:— 铝基复合材料— 镁基复合材料— 钛基复合材料— 高温合金基复合材料— 金属间化合物基复合材料

2 、金属基复合材料的研究重点2 、金属基复合材料的研究重点 1 )不同基体和不同增强相复合效果、复
合材料的设计和性能; 2 )增强相 / 基体的界面优化、界面设计; 3 )制备工艺的研究,以提高复合材料的
性能和降低成本; 4 )新型增强剂的研究开发; 5 )复合材料的扩大应用。

二、金属基复合材料的制备工艺 1 、金属基复合材料制备工艺概述1 - 1 金属基复合材料制备工艺的研究内容以及选择原则:
1 )基体与增强剂的选择,基体与增强剂的结合:增强剂与基体之间应具有良好的物理相容性和化学相容性。另外,如果在复合材料中使用高强度的纤维,就必须寻找具有高断裂功的基体材料。在这方面,固态法制备方法更好一些,因铸造合金一般具有较低的断裂韧性。 2 )界面的形成及机制,界面产物的控制及界面设计; 3 )增强剂在基体中的均匀分布:在选择制备方法时,应选择那些使得增强剂更均匀、均质排布(分布)的方法。在这方面,液态法与固态法相比较差。4 )制备工艺方法及参数的选择和优化;5 )制备成本的控制和降低,工业化应用的前景。

金属基复合材料制备工艺的分类:
金属基复合材料制备工艺的分类: 1 )固态法:真空热压扩散结合、超塑性成型 / 扩散结合、模压、热等静压、粉末冶金法。
2 )液态法:液态浸渗、真空压铸、反压铸造、半固态铸造。
3 )喷射成型法:等离子喷涂成型、喷射成型。 4 )原位生长法。

1 - 2 、连续增强相金属基复合材料的制备工艺
铝合金 —— 固态、液态法碳纤维
镁合金 —— 固态、液态法硼纤维
钛合金 —— 固态法SiC 纤维
高温合金 —— 固态法氧化铝纤维
金属间化合物 —— 固态法

1 - 3 、不连续增强相金属基复合材料的制备工艺
铝合金 — 固态、液态、原位生长、喷射成型法
颗粒 镁合金 —— 液态法 晶须 钛合金 —— 固态、液态法、原位生长法 短纤维 高温合金 —— 原位生长法 金属间化合物 —— 粉末冶金、原位生长法

2 、 先驱(预制)丝(带、板)的制备 2 - 1 纤维 / (基体箔材)聚合物粘结剂先驱(预制)
带(板) ( 图 9-1) :缠绕鼓 ( 基体箔材 ) 纤维定向定间距缠绕涂敷聚合物粘结剂定位。
图 9-1 纤维 / 聚合物粘结剂先驱(预制)带(板)

2 - 2 等离子喷涂纤维 / 基体箔材先驱(预制)带(板):纤维定向定间距缠绕 等离子喷涂基体粉末定位(图 9-2 )。
图 9-2 等离子喷涂纤维 / 基体箔材先驱(预制)带(板)示意图

2 -3 PVD 法纤维 / 基体复合丝
图 9-3 PVD 法纤维 / 基体复合丝原理图

2 -3 PVD 法纤维 / 基体复合丝 采用磁控溅射等物理气相沉积( PVD )手段将基体金属均匀沉积到纤维表面(图 9-3 、4 )上,形成纤维 / 基体复合丝。使用这种复合丝制备复合材料时,主要是基体与基体之间的扩散结合,有利于材料界面的改善;同时通过控制基体沉积层的厚度可控制纤维的体积比。
图 9-4 PVD 法纤维表面金属基体沉积层

2 - 4 粉末法纤维 / 基体复合丝 首先将金属基体粉末与聚合物粘接剂混合制成基体粉末 / 聚合物粘接剂胶体,然后将纤维通过带有一定孔径毛细管的胶槽,在纤维表面均匀地涂敷上一层基体粉末胶体,干燥后形成一定直径的纤维 / 基体粉末复合丝。复合丝的直径取决于胶体的粘度、纤维走丝速度以及胶槽的毛细管孔径等。由于在复合材料制备过程中需要预先彻底除去复合丝中的聚合物粘接剂胶体,因此要求聚合物粘接剂具有在真空状态的低温下能够完全挥发的特性。 图 9-5 粉末法纤维 / 基体复合丝示意图

2 - 6 熔池法纤维 / 基体复合丝
图 9-6 熔池法纤维 / 基体复合丝示意图
这种复合丝制备方法主要是应用于碳纤维或石墨纤维增强铝基复合材料。由于碳纤维或石墨纤维与铝液接触会反应生成 Al4C3 界面生成物。过量的脆性相 Al4C3 生成会严重影响复合材料的性能。如图 9-6所示,对纤维进行 Ti-B或(液态)金属钠表面涂层处理可以增加纤维与铝液的润湿性,防止过量的脆性相 Al4C3 生成。

3 、固态法(连续增强相金属基复合材料制备工艺)
图 9-6 真空热压扩散结合工艺流程示意图 扩散结合是制备连续纤维金属基复合材料的传统工艺。在一定温度下的压力下,把均匀排布在新鲜清洁表面的基体箔片或(复合)先驱丝通过基体金属表面原子的相互扩散而连接在一起(图 9-6 )。扩散结合在真空中进行。其关键是热压工艺参数的控制,包括温度、压力和时间。其压力应有一定下限,防止压力不足金属不能充分扩散包围纤维而形成“眼角”空洞缺陷。

3 – 2 热等静压( HIP )
图 9-8 热等静压制备金属基复合材料管材示意图热等静压工艺是扩散结合的一种手段。采用热等静压工艺时,所得制品组织细化、致密、均匀,一般不会产生偏析、偏聚等缺陷,可使孔隙和其它内部缺陷得到明显改善,从而提高复合材料的性能。

3 – 3 模压成型( Mold Forming )
图 9-9 模压成型制备金属基复合材料示意图 模压成型也是扩散结合的一种手段。将纤维 / 基体预制体放置在具有一定形状的模具中进行扩散结合,最终得到一定形状的最终制品。常用这种工艺制备各种型材(图 9-9 )。

3-4 超塑性成型 / 扩散结合 ( SPF / DB )
超塑性:材料在低负载作用下,拉伸变形时不发生缩颈,也不发生断裂,延伸率可达 100% 到 2000% 的现象。塑性流变和应变速度的关系如下:
= K (e ) m 式中 :流变应力; e :应变速度; K :常数; m :应变速度敏感指数,衡量超塑性的重要参数。
影响超塑性的因素:1) 形变速度: 10 -4 ~10 -1 / 分2) 温度: > 0. 5T m ,达到相变临界点以下的某一温度可得到最大的 m值和延伸率。 3) 晶粒度: 稳定、等轴、复相直径为 0.5 5 m的细晶粒。

3-4 超塑性成型 / 扩散结合 ( SPF / DB )
图 9-10 超塑性成型 / 扩散结合法制备金属基复合材料叶片示意图

3-5 粉末(冶金)法( Slurry Powder Metallurgy )
为了解决使用金属箔材成本高以及难以获得Ti-Al 金属间化合物箔材的问题,发展了粉末(冶金)( Slurry Powder Metallurgy )工艺。

粉末(冶金)法首先将金属基体粉末与聚合物粘接剂混合制成基体粉末 / 聚合物粘接剂胶体,可将胶体轧制成基体粉末薄带(箔);也可将纤维按一定间距排好,用粉末胶体固定,干燥后制成粉末 / 纤维预制片;也可按粉末法纤维 / 基体复合丝的制备方法制成复合丝。然后使用真空扩散结合工艺制成复合材料制品(图 9-11 )。这种方法是一种低成本的工艺,其关键是聚合物粘接剂能够完全挥发,否则聚合物残留物将留在复合材料的界面,严重影响复合材料的性能。因此选择具在较低体积比的情况下有足够粘度,而且在真空状态的低温下能够完全挥发的聚合物粘接剂是至关重要的。
图 9-11 粉末(冶金)法制备金属基复合材料示意图

3 - 6 固态法制备工艺方法及参数的选择和优化固态法工艺的主要参数:
图 9-12 固态法制备工艺的主要参数关系示意图
1) 温度、时间 :D = D0 exp ( - Q / RT ) D :扩散系数; Q :扩散激活能。 X = k t 1/2 X :反应层厚度; k :反应速度常数。2) 压力:促进结合面的接触及在一定温度下的金属基体的塑性流动。3) 结合面的清洁度:

4 、 液态法(非连续增强相金属基复合材料制备工艺
4 - 1 压铸法( Squeeze Casting )
图 9-13 压铸法制备工艺示意图

4 - 1 压铸法( Squeeze Casting )
图 9-13 压铸法制备工艺示意图
在压力的作用下,将液态或半液态金属以一定速度充填压铸模型腔或增强材料预制体的空隙中,在压力下快速凝固成型。 主要工艺因素有熔融金属的温度、模具预热温度、压力和加压速度等。在采用增强剂预制体时,压力不低于 50MPa ,速度一般为 1 3cm/s 。 P = MG / j P :施加压力; MG :熔体 / 气氛界面能; j :熔体金属前沿曲率半径。

4 - 2 半固态复合铸造( Semisolid Slurry Casting ) 将颗粒加入半固态的金属熔体中,通过搅拌使颗粒在基体中分布均匀,并取得良好的界面结合,然后将半固态复合材料注入模具进行压铸成型。半固态复合铸造时金属熔体的温度控制在液相线和固相线之间,通过搅拌,使部分树枝状结晶体破碎成固态颗粒。这种固态颗粒是非晶结构,防止半固态熔体的粘度增加。当加入预热后的增强颗粒时,因熔体中含有一定量的金属颗粒,在搅拌中增强颗粒受阻而滞留在半固态熔体中而不会结集和偏聚,同时搅拌可促进颗粒与金属基体的接触、反应和润湿。此工艺控制的参数主要是: 1 )熔体的温度应使熔体达到 3050 % 的固态; 2 )搅拌速度应不产生湍流,使枝晶破碎成固态颗粒,降低熔体的粘度以利于增强颗粒的加入。
图 9-15 半固态复合铸造原理图

4 -3 喷射成型法( Ospray , Spray Co-deposition )
喷射沉积工艺是一种 80年代逐渐成熟的将粉末冶金工艺中混合与凝固两个过程相结合的新工艺。如图 9-16所示,该工艺过程是将基体金属在坩埚中熔炼后,在压力作用下通过喷嘴送入雾化器,在高速惰性气体射流的作用下,液态金属被分散为细小的液滴,形成“雾化锥”;同时通过一个或多个喷嘴向“雾化锥”喷射入增强颗粒,使之与金属雾化液滴一齐在一基板(收集器)上沉积并快速凝固形成颗粒增强金属基复合材料。
图 9-16 喷射成型法示意图

4 -3 喷射成型法( Ospray , Spray Co-deposition )
该工艺具有其独特的优点: ( 1 )高致密度,可达到理论的 95-98% 。 ( 2 )快速凝固,冷却速度达 103-106K / 秒,金
属晶粒和组织细化,成分均 匀,很少或没有界面反应; ( 3 )具有通用性和产品多样性。 ( 4 )工艺流程短,工序简单,效率高,有利于工
业化生产。铝基复合材料单坯可达 250公斤。

4 - 4 无压浸渗法( Lanxide法) 美国 Lanxide公司开发的一种新工艺。如图 9-17所示,将增强材料制成预制体,放置于由氧化铝制成的容器中。再将基体金属坯料置于增强材料预制体上部。然后一齐装入可通入流动氮气的加热炉中。通过加热,基体金属熔化,并自发浸渗入网络状增强材料预制体中。
图 9-17 无压浸渗法( Lanxide 法)工艺原理示意图

4 - 4 无压浸渗法( Lanxide法)
以制备 Al2O3/Al 复合材料为例,将增强剂预制体放入同样形状的陶瓷槽中,铝合金坯料放在预制体上。在流动氮气的气氛下,加热至 800 1000C 时,铝合金熔化并自发渗入预制体内,氮气与铝反应生成AlN 。控制氮气流量、温度和渗透速度,可控制 AlN 的生成量。AlN起到提高复合材料刚度、降低热膨胀系数的作用,但强度较低。这是一个低成本的制备工艺。

5 、 粉末冶金法(非连续增强相金属基复合材料制备工艺)
图 9-18 粉末冶金法制备非连续增强相金属基复合材料制备流程图

5 、 粉末冶金法(非连续增强相金属基复合材料制备工艺)
粉末冶金法也是一种制备非连续增强相金属基复合材料常采用的工艺。其优点如下:
与液相法相比,制备温度低,界面反应可控;可根据要求设计复合材料的性能;利于增强相与金属基体的均匀混合(对增强相与金属基体的密度和润湿性要求不高)。
其组织致密、细化、均匀、内部缺陷明显改善;利于净成型或近净成型,二次加工性能好。
但工艺流程较长,成本较高是这种工艺的缺点。

6 、原位( In situ )生长(复合)法 增强相从基体中直接生成,生成相的热力
学稳定性好,不存在基体与增强相之间的认识润湿和界面反应等问题,基体与增强相结合良好,较好的解决了界面相容性问题。

6 – 1 共晶合金定向凝固
图 9-19 二元共晶相图及两相平面稳定生长
图 9-20 棒状及层片状 TaC-Ni 共晶定向凝固组织
共晶合金定向凝固要求合金成分为共晶或接近共晶成分,开始为二元合金,后发展为三元单变共晶,以及有包晶或偏晶反应的两相结合。定向凝固时,参与共晶反应的 和相同时从液相中生成,其中一相以棒状(纤维状)或层片状规则排列生成(图 9-19 )。

6 – 1 共晶合金定向凝固 定向凝固共晶合金复合材料的原位生长必须满足三个条件:
( 1 )有温度梯度( GL )的加热方式; ( 2 )满足平面凝固条件;( GL/VI = mL ( CE –
C0 ) / DL (二元共晶合金的平面凝固条件)。 式中: GL :液相温度梯度; VI :凝固速度;
mL :液相线斜率; CE :共晶成分: C0 :合金成分; DL :溶质在液相中的扩散系数。
( 3 )两相的成核和生长要协调进行。

6 – 1 共晶合金定向凝固 定向凝固共晶合金复合材料的凝固组织前进取决于共晶中含量较少的体积分数。在二元共晶合金中当I 32% 时呈纤维状,当 I 32% 时为层状(图9-20 )。
在一定温度梯度的条件下,纤维(层)状间距 与凝固速度 VI 之间的关系为: 2 VI = K ,其中 K为常数。
在满足平面凝固生长条件下,增加定向凝固的温度梯度,可加快定向组织生长速度,同时也可降低纤维(层)状间距,有利于提高定向凝固共晶合金复合材料的性能。

6 – 2 直接金属氧化法( DIMOXTM )
图 9-21 DIMOXTM 法制备 SiCF/ Al2O3/ 复合材料示意图

6 – 2 直接金属氧化法( DIMOXTM )
通过基体金属的氧化或氮化来获取复合材料。 例如使用 DIMOXTM 法制备 Al2O3 / Al 时,在远高于铝熔点
9001300C 的温度下,通入促进氧化反应的合金元素 Si 和 Mg ,使熔融铝通过显微通道渗透到氧化铝层外部,并顺序氧化;即铝被氧化,但液态铝的渗透通道未被堵塞。可根据氧化程度控制 Al2O3 的量。如果过程是在几乎所有金属被 Al 氧化之前停止的话,所制备的复合材料就是致密的、含有5 30% Al 的、互连的 Al2O3陶瓷基复合材料。
除直接氧化外,还可直接氮化获得 AlN / Al 、 ZrN / Al 和 TiN / Ti 等金属或陶瓷基复合材料。
DIMOXTM 工艺也可采用增强材料预成型体。增强材料预成型体是透气的,金属基体可通过渗透的氧或氮顺序氧(氮)化形成基体,制备两种增强相复合材料(如 SiCF / Al2O3 / Al 复合材料等)。

6 – 3 反应生长法( XD TM ) 该工艺可生成颗粒、晶须或共同增强的金属和金属间化合物
基复合材料。根据所选择的原位生长的增强相的类别或形态,选择基体和增强相生成所需的原材料,如一定粒度的金属粉末、硼或碳粉,按一定比例混合制成预制体,并加热到熔化或自蔓延燃烧( SHS )反应发生的温度时,预制体的组成元素进行放热反应,以生成在基体中弥散的微观增强颗粒、晶须和片晶等(图 9-22 )。
图 9-22 反应生长法( XD TM )工艺原理示意图

6 – 3 反应生长法( XD TM )
XD TM 工艺有以下特点: ( 1 )增强相是原位生长,具有热稳定性;
( 2 )增强相的类型、形态可选择和设计;( 3 )各种金属或金属间化合物均可作为基体;( 4 )复合材料可采用传统金属加工方法进行二次加工。

三、金属基复合材料的界面和界面设计 1 、金属基复合材料的界面
类 型 1 类 型 2 类 型 3
纤维与基体互不反应亦不溶解
纤维与基体互不反应但相互溶解
纤维与基体反应形成界面反应层
钨丝 / 铜Al2O3 纤维 /
铜Al2O3 纤维 /
银硼纤维( BN
表面涂层)/ 铝
不锈钢丝 / 铝SiC 纤维 / 铝
硼纤维 / 铝 硼纤维 / 镁
镀铬的钨丝 / 铜
碳纤维 / 镍 钨丝 / 镍
合金共晶体丝/ 同一合金
钨丝 / – 铜 钛合金 碳纤维 / 铝( 58
0 C)Al2O3 纤维 / 钛
硼纤维 / 钛 硼纤维 /钛 -铝
SiC 纤维 / 钛SiO2 纤维 / 钛

三、金属基复合材料的界面和界面设计第一类界面:基体与增强相既不相互反应也不互溶。
这类界面微观是平整的,而且只有分子层厚度。界面除了原组成物质外,基本不含其它物质。
第二类界面:基体与增强相既不相互反应,但经过扩散 – 渗透相互溶解而形成界面。这类界面往往在增强相周围,如纤维周围,形成环状,界面呈犬牙交错的溶解扩散层。
第三类界面:界面处有微米和亚微米级的界面反应物质层。有时并不是一个完整的界面层,而是在界面上存在着界面反应产物。

2 、金属基复合材料的界面结合 在金属基复合材料中,需要在增强相和基体
界面上建立一定的结合力。在不同的界面结合受载时,如结合太弱,纤维大量拔出,强度低;结合太强,纤维受损,材料脆断,既降低强度,又降低塑性。只有界面结合适中的复合材料才呈现高强度和高塑性。

金属基复合材料的界面结合形式及界面稳定性: ( 1 )机械结合:即基体与增强相既不相互反应也不互溶的第一类界面。主要依靠增强剂的粗糙表面的机械“锚固”力和基体的收缩应力来“包紧”增强剂所产生的摩擦力而结合。这种界面结合仅限于受载应力平行于增强剂表面时才能承载。
( 2 )浸润与溶解结合:基体与增强相之间发生润湿,相互溶解而形成界面结合的第二类界面。如相互溶解严重,也可能发生溶解后析出现象,如采用熔浸法制备钨丝增强镍基高温合金复合材料以及碳纤维 /镍基复合材料在 600C 下碳在镍中先溶解后析出的现象等。这些现象严重损伤了增强剂,降低了复合材料的性能。
( 3 )化学反应结合:基体与增强相之间发生化学反应,生成新的化合物层(界面层)的第三类界面。大多数金属基复合材料的基体与增强相之间在热力学上是非平衡体系,也就是说在界面处存在着化学势梯度。这意味着基体与增强相之间只要存在着有利的动力学条件,就可能发生相互扩散和化学反应。

金属基复合材料的界面化学反应包括以下类型:
1 )连续界面化学反应:在制备过程的热处理和复合材料热使役过程,界面化学反应可连续进行。影响界面反应的主要因素是温度和时间。界面反应物的量(或界面层厚度)随温度和时间的变化发生变化。如碳纤维 / 铝基复合材料的界面层是因铝原子扩散进碳原子,造成碳纤维表面的刻蚀,形成Al4C3 。在 400C 以下, Al4C3 的量基本是稳定的;高于 400C 时,反应物量急剧增加。
2 )交换式反应:增强相与含两种以上元素的金属基体之间发生反应后,反应产物还会与其它基体元素发生交换反应,产生界面的不稳定。如硼纤维 /Ti-8Al-1Mo-1V 复合材料,首先是含铝的钛合金与硼反应:
Ti ( Al ) + B ( Ti 、 Al ) B2 ; 该反应产物可能与钛继续进行交换反应: ( Ti 、 Al ) B2 + Ti TiB2 + Ti ( Al ) 这样,界面反应物中的铝又会重新富集在基体合金一侧,甚至形成 Ti3Al 金属间化合物。

金属基复合材料的界面化学反应包括以下类型:
3 )暂稳态界面的变化:一般是由于增强相表面局部氧化所造成的。如在硼铝复合材料中,硼纤维上吸附有氧,并生成不稳定的 BO2 。铝与氧的亲和力很强,在一定温度下可还原 BO2 生成 Al2O3 。在长期热效应的作用下,界面上的 B02会发生球化,影响复合材料的性能。
金属基复合材料的化学反应结合是其主要结合方式。以上反应类型影响复合材料的界面稳定性。严格控制界面反应是一个重要的课题。
( 4 )混合结合:由于制备工艺、热处理以及高温使役过程的变化,造成第一类和第三类界面共存的混合结合界面。这反映了界面的不稳定性。

3 、金属基复合材料的界面残余应力 在金属基复合材料的结构设计中,应注意增强纤维与金属基体的物理相容性,即要求金属基体有足够的韧性和强度,以便能更好地通过界面将载荷传递给增强纤维;还要求在材料中出现裂纹和位错运动时基体上产生的局部应力不在增强纤维上形成高应力。物理相容性中最重要的是要求纤维和基体的热膨胀系数匹配。如基体的韧性较强、热膨胀系数也较大,复合后容易产生拉伸残余应力,而纤维多为脆性材料,复合后容易产生压缩残余应力。右图为铝基纤维复合材料(纤维体积比为 50% )的应力 - 应变曲线。可以看出,复合后纤维中出现残余应变 fr 。在 I 区,载荷完全由基体承受; II区为暂态的瞬态区;超过 II区后复合材料才发挥作用。
图 9-23

3 、金属基复合材料的界面残余应力
当纤维中残余应力为压应力时,应注意纤维的屈曲;当基体中中残余应力为拉应力时,应考虑界面和基体中的裂纹扩展。
如果情况相反,那么纤维和 图 9-23 基体正好发挥各自所长。
因此,在选择金属基复合材料的组分材料时,为避免过高的残余应力,要求增强纤维与基体的热膨胀系数不要相差很大。

4 、金属基复合材料的界面优化以及界面设计
改善增强剂与基体的润湿性以及控制界面反应的速度和反应产物的数量,防止严重危害复合材料性能的界面或界面层的产生,进一步进行复合材料的界面设计,是金属基复合材料界面研究的重要内容。从界面优化的观点来看,增强剂与基体的在润湿后又能发生适当的界面反应,达到化学结合,有利于增强界面结合,提高复合材料的性能。

金属基复合材料的界面优化以及界面设计一般有以下几种途径: 4– 1 增强剂的表面改性处理 增强材料的表面改性(涂层)处理可起到以下作用: ( 1 )改善增强剂的力学性能,保护增强剂的外来物理和化
学损伤(保护层); ( 2 )改善增强剂与基体的润湿性和粘着性(润湿层); ( 3 )防止增强剂与基体之间的扩散、渗透和反应(阻挡
层); ( 4 )减缓增强剂与基体之间因弹性模量、热膨胀系数等的
不同以及热应力集中等因素所造成的物理相容性差的现象(过渡层、匹配层);
( 5 )促进增强剂与基体的(化学)结合(牺牲层)。 常用的增强材料的表面(涂层)处理方法有: PVD 、 CVD 、电化学、溶胶 -凝胶法等。
SiC 纤维 — 富碳涂层、 SCS 涂层等; 硼纤维 — SiC 涂层、 B4C 等; 碳纤维 — TiB2 涂层、 C/ SiC 复合涂层等。

4 – 2 金属基体改性(添加微量合金元素)
在金属基体中添加某些微量合金元素以改善增强剂与基体的润湿性或有效控制界面反应。
( 1 )控制界面反应。选择的改性合金元素应使界面反应速度常数尽可能小,以保持第三类界面 的稳定。如在纯钛中加入合金元素 Al 、 Mo 、 V 、 Zr等可显著减小钛合金与硼纤维的反应速度常数。
( 2 )增加基体合金的流动性,降低复合材料的制备温度和时间。如采用液态浸渗法制备铝基复料时,在铝液中加入一定量的 Si元素,明显地降低了铝合金的熔点、提高了铝液的流动性,因而降低了复合材料的浸渗温度。

4 – 2 金属基体改性(添加微量合金元素)
( 3 )改善增强剂与基体的润湿性。在基体合金中加入与可与增强剂表面反应而生成薄层反应层,增加增强剂的表面能、或不与增强剂表面反应但可降低基体液相的表面能的合金元素。如将 3% 的合金元素镁作为活性元素添加到铝中后,可使液态铝的表面能下降。
一般基体合金元素应考虑为增强剂组成元素化学位相近的元素。因为化学位相近的元素亲和力大,容易发生润湿;另外,化学位是推动反应的位能,差别小发生反应的可能性亦小。

4 – 3 优化制备工艺参数,采用新工艺。 氢是钛合金中的强 β 相稳定元素氢的溶如入可 扩大
相图中 β 相区;降低 β 相转变温度。渗氢可明显降低合金热变形时的流变应力,提高塑性,特别是高铝含量的超 α 合金和 Ti3Al 金属间化合物,使热变形在较低温度下实现;同时由于氢在钛合金中的溶解是可逆的,真空退火可将氢浓度控制在安全范围内。利用这一特性,在制备钛合金复合材料时,在基体钛中加入临时氢工艺可显著地降低制备温度,改善复合材料界面状况(图 9-24 )

4 – 3 优化制备工艺参数,采用新工艺
( a) 815℃原位充氢热压; ( b) 900℃真空热压 图 9-24 Ti-6Al-4V/SiC 复合材料的结合情况

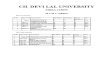
四、金属基复合材料的性能 1 、金属基复合材料的一般性能特点 1 -1 高比强度、比刚度 表 9-2 金属基复合材料的力学性能一览表
复合材料 增强相含量VoL%
抗拉强度MPa
拉伸模量GPa
密度g/cm3
BF /Al
CVD SiCF /Al
Nicalon SiCF /Al
CF /Al
FP Al2O3 F/Al
Sumica Al2O3F/Al
SiCW/Al
SiCP/Al
CVD SiCF/Ti
BF / Ti
505035~4035505018~20203545
1200~15001300~1500700~900500~800650900500~620400~5101500~17501300~1500
200~220210~23095 ~ 110100~15022013096 ~138~100210 ~230220
2.62.85~3.02.62.43.32.92.82.83.93.7
纤维增强金属基复合材料的比强度、比模量明显高于金属基体;颗粒增强金属基复合材料的比强度虽无明显增加,但比模量明显提高。横向模量和剪切模量,金属基复合材料远高于聚合物基复合材料。