Embed Size (px)
Citation preview
腐食センターニュース No. 036 2005 年 12 月 1 日
1
Q 8 ステンレス鋼の腐食について
① 塩化物イオン存在下では,SUS304・316 などのステンレス鋼は応力腐食割れを起こすとい
われているが,腐食割れをおこす可能性のある塩化物イオン濃度,使用温度の下限値につ
いて教えてほしい. ② 応力腐食割れを起こしてしまった場合,有効な補修の方法はあるのか
(溶接などによって補修できるのか.実例があれば教えてほしい) ③ 蒸気配管にステンレス配管(SUS304TP)は使えるか? (割れると聞いたことがあります.)
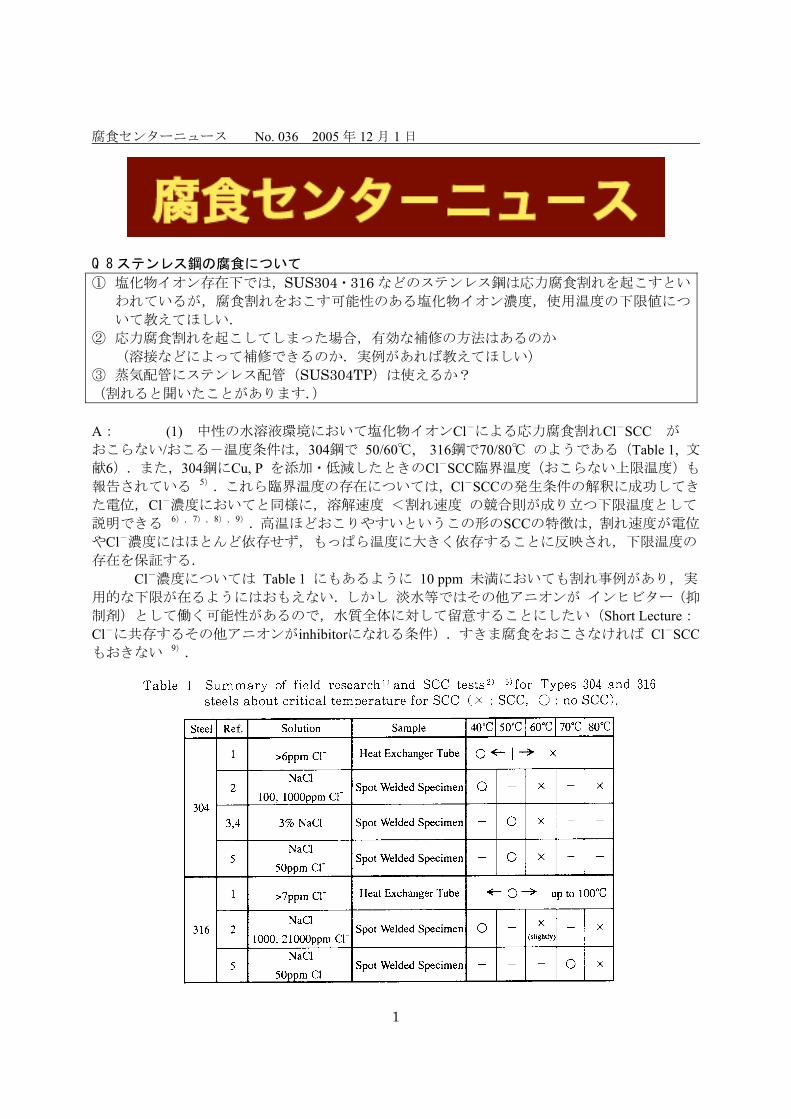
A: (1) 中性の水溶液環境において塩化物イオンCl-による応力腐食割れCl-SCC が
おこらない/おこる-温度条件は,304鋼で 50/60℃, 316鋼で70/80℃ のようである(Table 1, 文献6).また,304鋼にCu, P を添加・低減したときのCl-SCC臨界温度(おこらない上限温度)も
報告されている 5).これら臨界温度の存在については,Cl-SCCの発生条件の解釈に成功してき
た電位,Cl-濃度においてと同様に,溶解速度 <割れ速度 の競合則が成り立つ下限温度として
説明できる 6),7),8),9).高温ほどおこりやすいというこの形のSCCの特徴は,割れ速度が電位
やCl-濃度にはほとんど依存せず,もっぱら温度に大きく依存することに反映され,下限温度の
存在を保証する. Cl-濃度については Table 1 にもあるように 10 ppm 未満においても割れ事例があり,実
用的な下限が在るようにはおもえない.しかし 淡水等ではその他アニオンが インヒビター(抑
制剤)として働く可能性があるので,水質全体に対して留意することにしたい(Short Lecture:Cl-に共存するその他アニオンがinhibitorになれる条件).すきま腐食をおこさなければ Cl-SCCもおきない 9).
腐食センターニュース No. 036 2005 年 12 月 1 日
2
(2) 割れをおこしてしまった場合,割れが浅ければ 削り取ったあとに耐食材を肉盛り
する方法がある,この場合肉盛り部端部に隣接する母材がまた割れないよう肉盛りに起因する残
留応力を低減する処置が欠かせない.最近では割れを残したまま同様に塞ぐ方法も可能になって
きたが,上記の残留応力の低減のほか,残された割れが疲労亀裂として進展しないことを確認す
る必要もある. しかし,Cl-SCCの割れはその成長速度がひじょうに速いという一般的認識があるので,
発見時の割れが上記のように浅いという保証はない.それ故,リスク-割れてしまった場合の影
響・波及被害-が大きい箇所には,あらかじめ 予防処置を施すのが最良である. (S.T., Q&A in 徳島, 11. 04 '05 より)
文献 1)化学工学協会 編 : 『多管式ステンレス鋼熱交換器の応力腐食割れ』, 化学工学社
(1984). 2)増尾 誠,小野 寛,大橋延夫 : 防食技術, 28, 577 (1979). 3)S. Tsujikawa, T. Shinohara and C. Liang : Proc. Intern. Conf. on Stainless Steels (Stainless
Steels '91), p.196, The Iron and Steel Institute of Japan (1991). 4) S. Tsujikawa, T. Shinohara and L. Wenn: " Application of Accelerated Corrosion Tests to
Service Life Prediction of Materials", Ed. by G. Cragnolino and N. Sridhar, p. 340 (1994). 5) 足立俊朗 : 材料と環境,43,126(1994). 6)篠原 正,新谷嘉弘,辻川茂男 :材料と環境,46, 695(1997). 7)Peter Chen, T. Shinohara and S. Tsujikawa : Zairyo-to-Kankyo, 46, 103 (1997). 8) Peter Chen, T. Shinohara and S. Tsujikawa : Zairyo-to-Kankyo, 46, 313 (1997).
9) 辻川茂男 : 材料と環境,47, 2 (1998).
徳島:「腐食防食セミナーと公開相談会」報告
表記の講演会・相談会は平成17年11月4日(金)徳島県立工業技術センター 講堂(2F)で開催さ
れた.周りに適当な昼食場所がないために12:30開始であったにもかかわらず,定刻にはほぼ満席で
始まり,終了予定時刻16:30が18:00になろうとも帰る人も稀であった.金沢工大大学院生Nさんのよ
うな遠来の人もいて,参加者は65名に達した.
講演は「金属の腐食・変色・耐食」と題し,腐食基礎の話を辻川先生,ステンレス鋼の話を遅沢腐
食センター長,相談のあった具体的な金属腐食事例を高谷さんと3者3様の興味深い話であった.
相談会では徳島県立工業技術センター平島康氏の熱心な勧誘で集まった14の質問に対して回答者
が解説した後,質問者との間で質疑応答をする形で進められた.本号はここで出たQ&Aの一部を収録
した.Q番号は便宜的に先着順に付けたものをそのまま採用しているため,見かけ上順不同となって
いる.Short Lecture2題はその後補ったものである. この講習会は,平成16年の腐食防食協会「腐食防食入門講習会」に参加された平島康氏の打診か
ら始まった.腐食センターでは公設試との共催でこのような会を毎年数回実施している.いままでの
実績は(http://www.corrosion-center.jp/koshukai/sodankai.html)に示してある.開催のご希望
があれば事務局([email protected])までお問い合わせを願います.
腐食センターニュース No. 036 2005 年 12 月 1 日
3
Short Lecture : Cl- に共存するその他アニオンがinhibitor になれる条件?
ステンレス鋼の局部腐食の水質主因は 塩化物イオンCl- であるが,淡水環境では Cl-
自身の低下とは別に その他アニオンに比しての相対濃度の低下に恵まれることも少なくない.
しかし,経費節減の一助にと,電気的中性条件の確認を省略し水質の分析項目を削減しては この利点を活かす機会を自ら逃がしてしまう.こんな老婆心から作ってみたのが 図 1である.
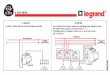
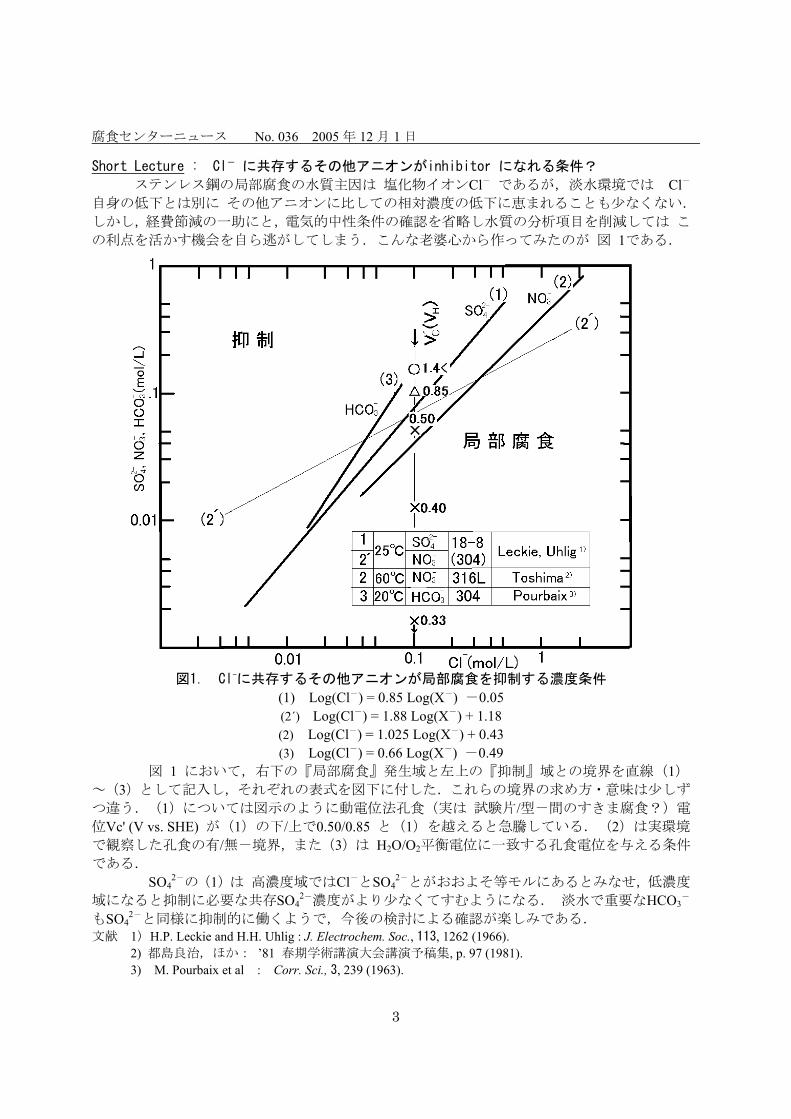
図1. Cl-に共存するその他アニオンが局部腐食を抑制する濃度条件
(1) Log(Cl-) = 0.85 Log(X-) -0.05 (2´) Log(Cl-) = 1.88 Log(X-) + 1.18 (2) Log(Cl-) = 1.025 Log(X-) + 0.43 (3) Log(Cl-) = 0.66 Log(X-) -0.49
図 1 において,右下の『局部腐食』発生域と左上の『抑制』域との境界を直線(1)~(3)として記入し,それぞれの表式を図下に付した.これらの境界の求め方・意味は少しず
つ違う.(1)については図示のように動電位法孔食(実は 試験片/型-間のすきま腐食?)電
位Vc' (V vs. SHE) が(1)の下/上で0.50/0.85 と(1)を越えると急騰している.(2)は実環境
で観察した孔食の有/無-境界,また(3)は H2O/O2平衡電位に一致する孔食電位を与える条件
である. SO4
2-の(1)は 高濃度域ではCl-とSO42-とがおおよそ等モルにあるとみなせ,低濃度
域になると抑制に必要な共存SO42-濃度がより少なくてすむようになる. 淡水で重要なHCO3
-
もSO42-と同様に抑制的に働くようで,今後の検討による確認が楽しみである.
文献 1)H.P. Leckie and H.H. Uhlig : J. Electrochem. Soc., 113, 1262 (1966). 2) 都島良治,ほか: ’81 春期学術講演大会講演予稿集, p. 97 (1981). 3) M. Pourbaix et al : Corr. Sci., 3, 239 (1963).
腐食センターニュース No. 036 2005年 12月 1日
4
Q4.多目的ダム(淡水)の選択取水ゲートのスクリーンの防食について 既存設備は FB t=9mm(SS41)で亜鉛溶融めっき(550g/m2)が施されていますが,20年経過した時点で平均肉厚が 6. 34~7. 26mm(元の厚さ t=9mm)に減り,スクリーンをステンレス(SUS304)に交換することとなりました.しかしスクリーンを SUS304に交換することにより,スクリーンを支える主構造(SS 400)が電食などで,より一層腐食が進行するのではないかと言う懸念から,スクリーンの取り付けに絶縁ボルト使用し,電食防止策としました.このような対策で大丈夫なのでしょうか?
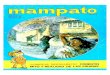
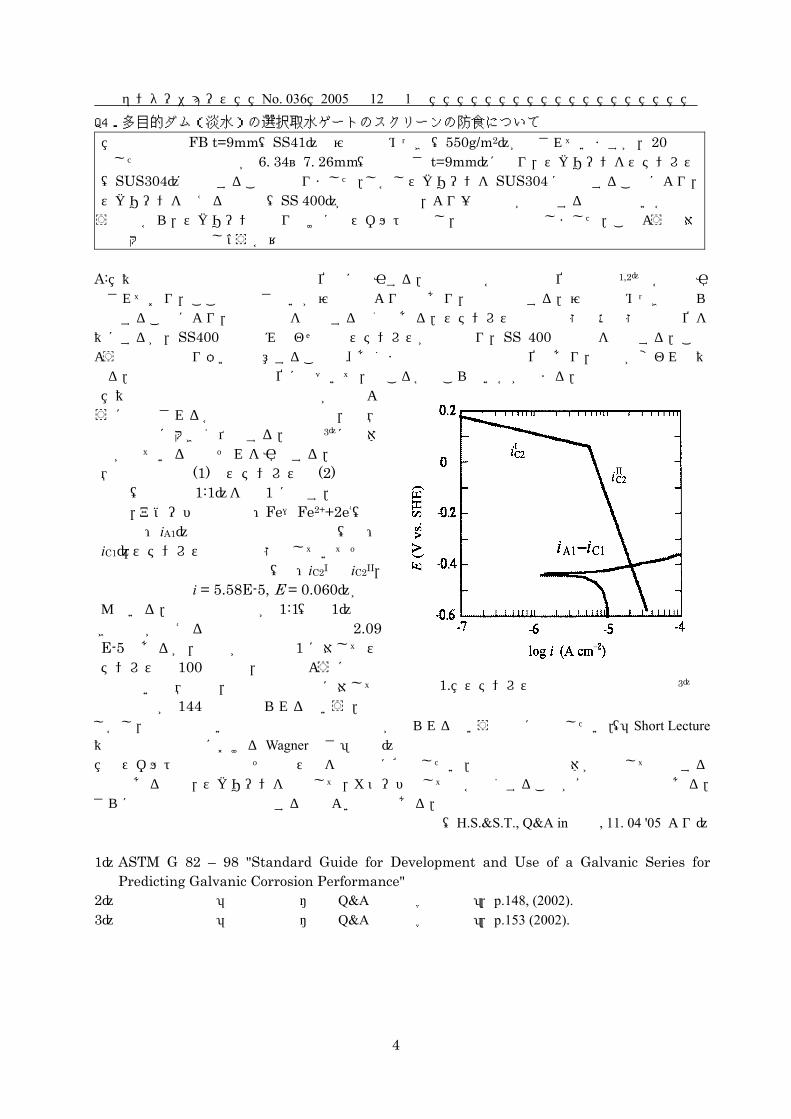
A: 異種金属接触腐食の駆動力は電位差に起因する.海水中の各金属の電位系列図 1,2)は各所で引用されており,ここでは示さないが亜鉛は鉄より卑であり,優先溶解する.亜鉛溶融めっきは自ら溶解することにより,鉄の腐食を防止する役割もある.ステンレス鋼は不動態と活性態では電位を異にするが,SS400 との組み合わせではステンレスが貴となり,SS 400 の腐食を加速する.このような図表の取り扱いで注意することは、あくまでも海水中の自然電位であり,環境が変われば異なる.使用環境での実際の電位に基づいて,起こるか起こらないかが決まる. 異種金属接触の場合の腐食速度がどのように決定されるかは両金属の面積比,溶液の抵抗率に大きく依存する.成書 3)に具体例が出ているのでそれを引用する.中性溶液中の炭素鋼(1)とステンレス鋼(2)の分極曲線(面積比 1:1)を図 1 に示す.炭素鋼では,アノード溶解反応:Fe→Fe2++2e-(電流密度:iA1)と溶存酸素の還元反応(同:iC1),ステンレス鋼は不動態化していてその上では溶存酸素の還元反応(同:iC2I と iC2II,両者の交点は i = 5.58E-5, E = 0.060)が進んでいる.両者の面積比が 1:1(図 1)のとき交点が与える炭素鋼の腐食速度は 2.09 E-5 であるが,同比が炭素鋼 1 に対してステンレス鋼 100の場合,海水のように抵抗率の低い溶液では,単独の炭素鋼に対して加速倍率が 144倍と見積られるという. しかし,抵抗率の高い淡水では電流の到達距離が限られるという特徴に注目したい.(「Short Lecture異種金属接触腐食におけるWagner長さ」参照) 絶縁ボルトの適用では その絶縁性を継続的に確認したい.鉄線などの良導体が接触して短絡する場合もあるので,スクリーンを塗装して,カソードとして働かなくすることが安全な防食法である.さらに炭素鋼への塗装と併用するのはよい方法である.
(H.S.&S.T., Q&A in徳島, 11. 04 '05 より)
1) ASTM G 82 – 98 "Standard Guide for Development and Use of a Galvanic Series for Predicting Galvanic Corrosion Performance"
2) 腐食防食協会編「金属の腐食・防食 Q&A 電気化学入門編」,p.148, (2002). 3) 腐食防食協会編「金属の腐食・防食 Q&A 電気化学入門編」,p.153 (2002).
図 1. ステンレス鋼と炭素鋼の分極曲線 3)
腐食センターニュース No. 036 2005年 12月 1日
5
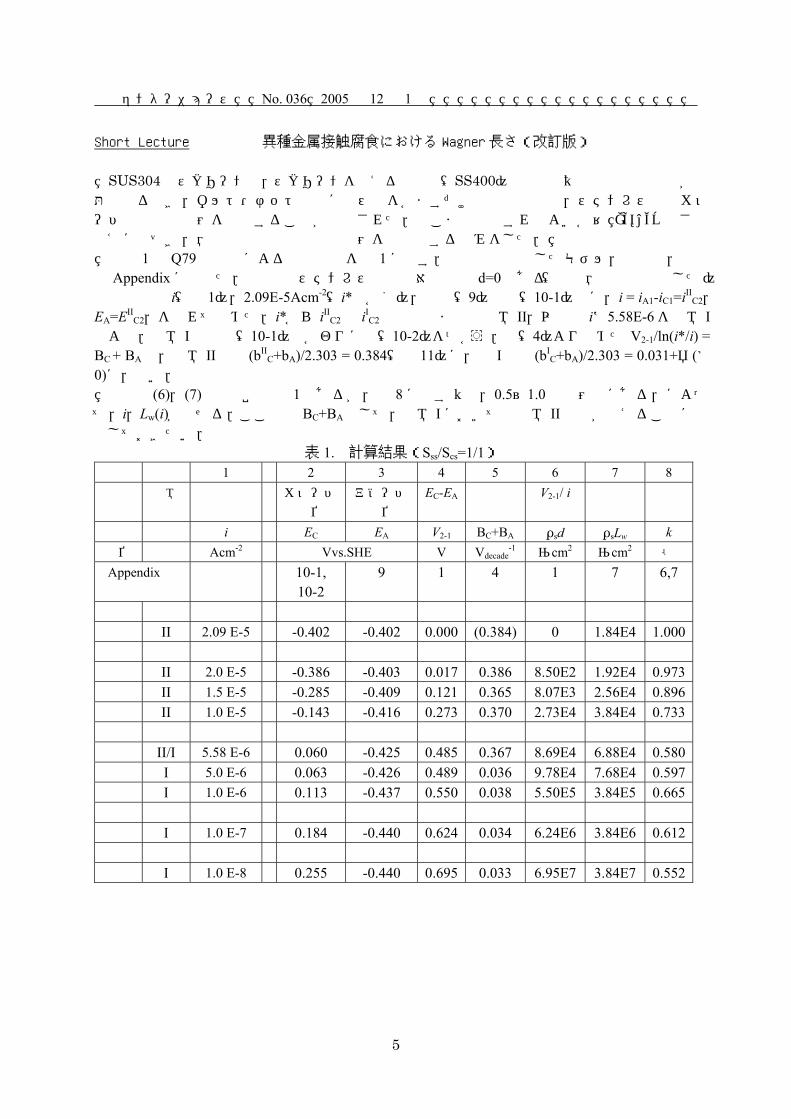
Short Lecture 異種金属接触腐食における Wagner 長さ(改訂版) SUS304のスクリーンと,スクリーンを支える主構造(SS400)との間の異種金属接触腐食が問題となるとき,ボルト・ナットの間に絶縁材をかますだけでは不十分で,ステンレス鋼のカソード電流到達範囲を塗装することが推奨された.どこまで塗装すればよいか? Wagner 長さの考えに基づき,液の電気伝導度と塗装範囲を図表化する試みをした. 文献 1の Q79の手法による計算結果を表 1に示す.計算の基礎としたモデル,関係式,数値は Appendixにのべた.炭素鋼とステンレス鋼との対向距離 d=0である(水溶液中でも短絡した)場合の電流 i(欄 1),2.09E-5Acm-2(i*とかく),は式(9)と式(10-1)とに,i = iA1-iC1=iII
C2,EA=EII
C2,を入れて求めた.i*から iIIC2と iI
C2との交点までは領域 II,以降の i≦5.58E-6を領域 Iとよぶ.領域 Iでは式(10-1)のかわりに式(10-2)をつかう.式(4)より求めた V2-1/ln(i*/i) = BC + BAは,領域 IIでは(bII
C+bA)/2.303 = 0.384(式 11)に,同 Iでは(bIC+bA)/2.303 = 0.031+ε(≒
0)に,近い. 理論式(6),(7)式中のk値は 1であるが,欄 8に示す k値,0.5~1.0の範囲内にある,によって,i,Lw(i)が表せる.ここでの BC+BAとして,領域 Iにおいても領域 IIの値が使えることに注目しておきたい.
表 1. 計算結果(Sss/Scs=1/1) 欄 1 2 3 4 5 6 7 8 名称 領域 電流密度 カソード
電位 アノード電位
EC-EA V2-1/ i
記号 i EC EA V2-1 BC+BA ρsd ρsLw k 単位 Acm-2 Vvs.SHE V Vdecade
-1 Ωcm2 Ωcm2 - Appendix中 の関係式番号
10-1, 10-2
9 1 4 1 7 6,7
II 2.09 E-5 -0.402 -0.402 0.000 (0.384) 0 1.84E4 1.000 II 2.0 E-5 -0.386 -0.403 0.017 0.386 8.50E2 1.92E4 0.973 II 1.5 E-5 -0.285 -0.409 0.121 0.365 8.07E3 2.56E4 0.896 II 1.0 E-5 -0.143 -0.416 0.273 0.370 2.73E4 3.84E4 0.733 II/I 5.58 E-6 0.060 -0.425 0.485 0.367 8.69E4 6.88E4 0.580 I 5.0 E-6 0.063 -0.426 0.489 0.036 9.78E4 7.68E4 0.597 I 1.0 E-6 0.113 -0.437 0.550 0.038 5.50E5 3.84E5 0.665 I 1.0 E-7 0.184 -0.440 0.624 0.034 6.24E6 3.84E6 0.612 I 1.0 E-8 0.255 -0.440 0.695 0.033 6.95E7 3.84E7 0.552
腐食センターニュース No. 036 2005年 12月 1日
6
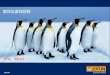
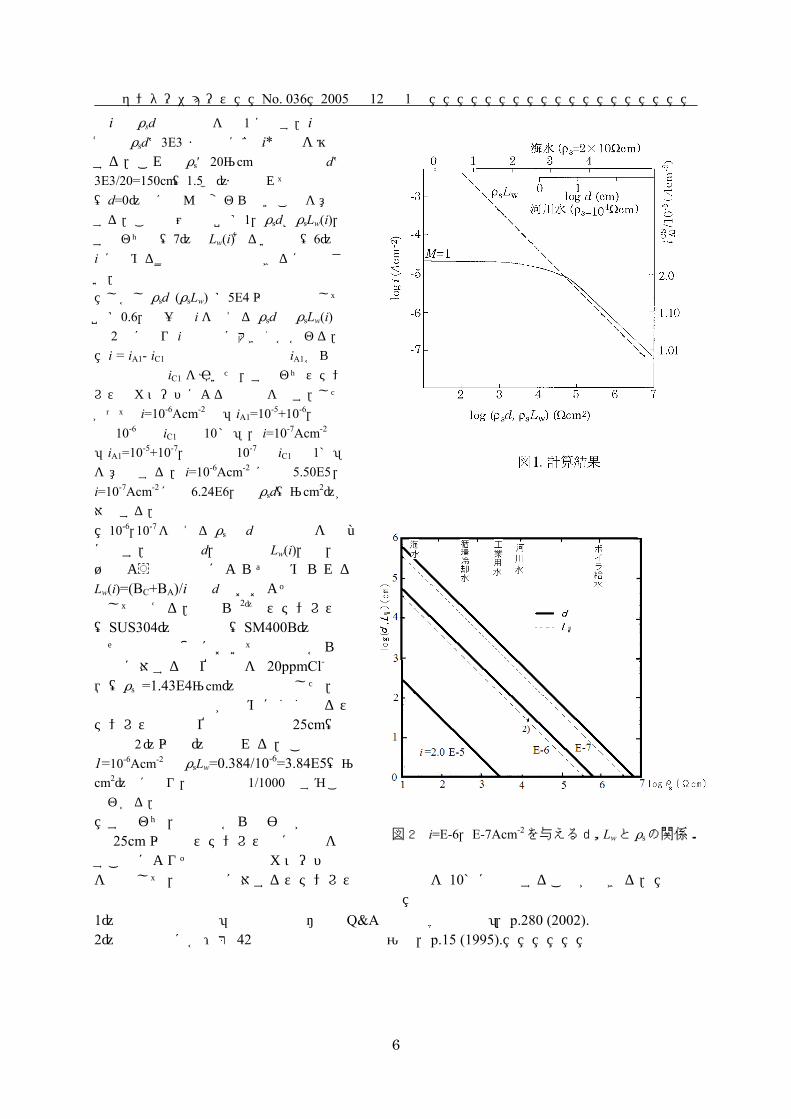
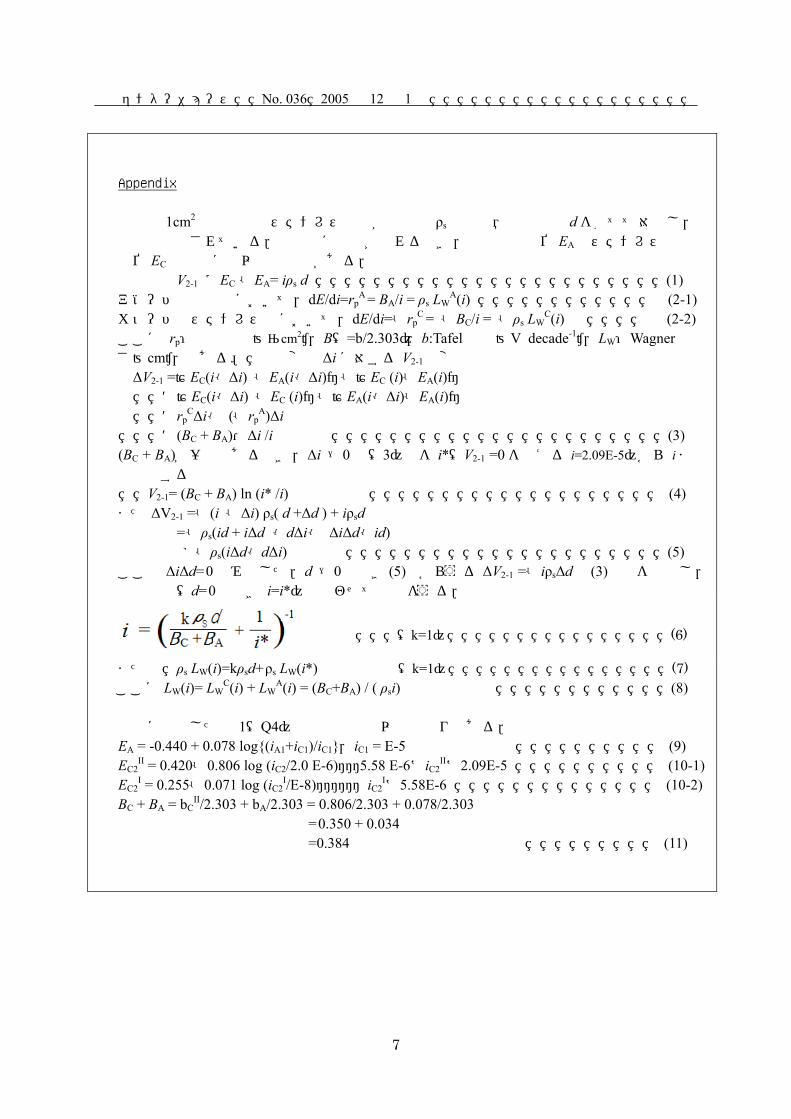
i と ρsd との関係を図 1 に示す.i は例えば ρsd≦3E3 まではほぼ i*の値を維持する.これは ρs=20Ωcmの海水では d≦3E3/20=150cm(1.5m)まで離れても接触時(d=0)とほとんど変わらないことを意味する.この範囲ではk≒1,ρsd≪ρsLw(i),すなわち式(7)の Lw(i)あるいは式(6)のi に占めるdの寄与は無視できるほど小さい. しかし ρsd (ρsLw) ≒5E4以降は逆転してk≒0.6,同一の iを与える ρsdは ρsLw(i)の約 2倍になり iの決定に大きくかかわる. i = iA1- iC1は炭素鋼の腐食速度 iA1から自己腐食速度 iC1 を引いた,すなわちステンレス鋼カソードによる加速分を表す.したがって i=10-6Acm-2 は「iA1=10-5+10-6,加速分 10-6 は iC1 の 10%」, i=10-7Acm-2 は「iA1=10-5+10-7,加速分 10-7は iC1の 1%」を意味する. i=10-6Acm-2 には 5.50E5,i=10-7Acm-2には 6.24E6,の ρsd(Ωcm2)が 対応する. 10-6,10-7を与える ρsと dとの関係を図 2に示す.実線は d,破線は Lw(i),で,表1 のような計算によらず求められるLw(i)=(BC+BA)/i は d のおおよその近似値として使える.松岡ら 2)はステンレス鋼(SUS304)と炭素鋼(SM400B)との突合せ溶接試験片において溶接線からの距離に対する電位分布を 20ppmCl-水溶液(ρs =1.43E4Ωcm)中で測定した.炭素鋼との相互作用が認めにくくなるステンレス鋼の電位は上記距離 25cm(図中の 2)以降)で現れる.この値は1=10-6Acm-2の ρsLw=0.384/10-6=3.84E5(Ωcm2)上に乗り,海水中の 1/1000ですむこともわかる. すなわち,炭素鋼からの影響が及ぶ距離 25cm以内のステンレス鋼に塗装を施すことによりその表面でのカソード反応 を抑制して,炭素鋼に対するステンレス鋼の加速分を 10%に低減することができる.
1)腐食防食協会編「金属の腐食・防食 Q&A 電気化学入門編」,p.280 (2002). 2)松岡和巳ほか:第 42回腐食防食討論会講演集,p.15 (1995).
図 2 i=E-6,E-7Acm-2を与える d,Lwと ρsの関係.
腐食センターニュース No. 036 2005年 12月 1日
7
Appendix 同面積 1cm2の炭素鋼とステンレス鋼とが抵抗率 ρsの水溶液中で距離 dを隔てて対向し,外部で短絡されている.両者間に電流が流れるとき,炭素鋼の電位 EAとステンレス鋼の電位 ECとの間には以下の関係がある.
V2-1 ≡EC -EA= iρs d (1) アノードの炭素鋼において,dE/di=rp
A = BA/i = ρs LWA(i) (2-1)
カソードのステンレス鋼において,dE/di=-rpC = -BC/i = -ρs LW
C(i) (2-2) ここに rp:分極抵抗[Ωcm2],B(=b/2.303),b:Tafel勾配[V decade-1],LW:Wagner長さ[cm],である。 電流変化 Δiに対する V2-1の変化は ΔV2-1 ={EC(i-Δi) -EA(i-Δi)}-{EC (i)-EA(i)} ={EC(i-Δi) -EC (i)}-{EA(i-Δi)-EA(i)} =rp
CΔi- (-rpA)Δi
=(BC + BA)・Δi /i (3) (BC + BA)が一定であるとき,Δi →0の(3)式を i*(V2-1 =0を与える i=2.09E-5)から iまで積分すると V2-1= (BC + BA) ln (i* /i) (4) また ΔV2-1 =-(i -Δi) ρs( d +Δd ) + iρsd
=-ρs(id + iΔd -dΔi- ΔiΔd-id) ≒-ρs(iΔd-dΔi) (5)
ここで ΔiΔd=0とみなした.d →0のとき(5)式からうる ΔV2-1 =-iρsΔdと(3)式とを等値し,境界条件(d=0のとき i=i*)と合わせて次式をうる.
または ρs LW(i)=kρsd+ρs LW(i*) (k=1) (7)
ここに LW(i)= LWC(i) + LW
A(i) = (BC+BA) / ( ρsi) (8) 計算に使用した図 1(Q4)の分極曲線は以下の通りである. EA = -0.440 + 0.078 log{(iA1+iC1)/iC1},iC1 = E-5 (9) EC2
II = 0.420-0.806 log (iC2/2.0 E-6)・・・5.58 E-6≦iC2II≦2.09E-5 (10-1)
EC2I = 0.255-0.071 log (iC2
I/E-8)・・・・・・ iC2I≦5.58E-6 (10-2)
BC + BA = bCII/2.303 + bA/2.303 = 0.806/2.303 + 0.078/2.303
=0.350 + 0.034 =0.384 (11)
(k=1) (6)
腐食センターニュース No. 036 2005 年 12 月 1 日
8
Q5 配管フランジのシール面の腐食 水,水蒸気などの配管において,フランジ接続面(シール面)にかなりな腐食が発生します.
シール面ですので,一般的には酸素などは少ないと考えられますが,腐食はかなり進行します.
その腐食発生のメカニズムと防蝕対策についてお教え頂きたく存じます. A: 配管フランジのシール面が接する狭い空間(液で満ちているとします)は『すきま』 とよ
ばれ,そこでおこる腐食は『すきま腐食』とよばれています.自由表面上に在る部位に比較して,
この閉塞部位と沖合いとの間の物質移動-対流や拡散による-はより制限されているのが特徴
で,酸素が消費されても補給されない,溶け出した金属イオンMn+あるいはそれが加水分解をう
けて生成する水素イオンH+が出にくく蓄積してゆく.これらの正電荷イオンの蓄積は電気的中性
条件を満たすため移動-泳動による-してくる負電荷イオンを招きます.沖合いに在る負イオン
が100%Cl-のときCl-イオンが当量蓄積すると,すきま内にはHCl 溶液ができることになります,
すなわち腐食性の強い液になります.しかし 腐食反応の大きな駆動力である電極電位は沖合い
の自由表面部位と大きくはかわりません.このようにしておこる すきま腐食 はステンレス鋼な
どに起りやすく防ぎにくいやっかいな腐食形態になっています. すきま腐食の評価は二つの臨界電位の比較に拠っている,一つはEsp:与えられた中性水溶液
中で不動態を維持しているステンレス鋼の電極電位,主にpHに依存する,いま一つはすきま腐食
臨界電位ER,CREV:すきま腐食が起る下限界電位,主にCl-濃度に依存する,であり,ER,CREV< Esp のときに限り すきま腐食が発生・成長する可能性がある. O-リングなどすきま形成材においてもすきま腐食を起こしにくい材料がある1),2),3).電
極電位を下げてすきま腐食を防ぐ方法にはFe,Zn,の接触が有効である.亜鉛は電位を下げるだ
けでなく,金属Znの消耗後にもわたって すきま内のpH低下を遅らせる効果もある 4).シール材
に金属Znを加えたものが有効であろう.また特に重要な機器ではすきま内に不溶性アノードを入
れフランジを電気防食する 5)のもよい. (S.T., Q&A in 徳島, 11. 04 '05 より)
1) 辻川,柏瀬,玉置,久松:防食技術,30, 62 (1981). 2) 吉井,西川,林:第36回腐食防食討論会講演集,p. 497 ( 1989). 3) 徳永,三木,大久保:第24回腐食防食討論会予稿集,p.75 ( 1977). 4) H. Oohashi, T. Adachi : Stainless Steels ' 91, I S I J, p. 331 (1991). 5) 児島,浅野,辻川: 日本海水学会誌,57(2)84 (2003).
腐食センターニュース No. 036 2005 年 12 月 1 日
9
Q9. ステンレス(316L)表面からの鉄溶出について
ステンレスの表面からの鉄溶出の防止案について ・ 不動態処理, 電解処理でも改善されず, 120℃の蒸気を当てることで改善された. なぜ, 蒸
気で改善されたのかメカニズムを知りたい. ・ また, 鉄溶出に有効な方法をご教授願います. A: ステンレス鋼表面の不動態皮膜は, クロムと鉄の酸化物/水酸化物からからなると考えられて
おり, 鉄分が少なくなるほど不動態は強固になり優れた耐食性を発揮します. 不動態処理の方法
は種々ありますが, いずれも表面の Cr/Fe 比を上げるための処理です. 鉄を優先的に除去できれ
ば, その後は溶出が抑えられます. 120℃の水蒸気がどうしてよかったかについてはよく分かり
ませんが, 鉄は蒸気によって溶解されやすいので, 不動態皮膜表面の鉄分だけが溶解したのでは
ないかと推定されます. 鉄溶出を防止する方法としては, 鉄の僅かな溶出でも問題となる飲料や薬品等の容器に施さ
れる方法として, キレート化合物(クエン酸、りんご酸、EDTA など)が利用されます. たとえば ASTM によると, 1) 4-10%クエン酸(21-71℃)に浸漬することが推奨されています, キレートは鉄イオンを捕まえて, 不動態皮膜から鉄を除去する働きがあります. (K.O., Q&A in 徳島, 11. 04 '05 より) 1)ASTM A967-01 “Standard Specification for Chemical Passivation Treatments for Stainless
Parts”. Q11. マルテンサイトステンレス鋼のさび防止
当社の製品で. SUS420 を使用して熱処理・研磨をするノズルとプランジャーポンプがあり
ます. 両方とも客先で使用する際に絶えず水で濡れた状態になるのですが, めっきなどの表
面処理は寸法精度の点で実施できません. コストが安く、効果の高い錆防止方法はあるでし
ょうか? A: 環境面からの対策もあると思いますが, ご質問は製品に施す方法と考えられます. SUS420 で
すと, 水に濡れるとさびの発生は免れませんので, やはり何らかの表面処理が必要でしょう. クロムめっきは寸法精度上できないと考えておられるようですが, 下地のニッケルめっきはしな
い方が優れた耐食性が得られますので, 1)1μm 以下のごく薄いクロムめっきだけを施すことで, 寸法制度をクリアできないでしょうか. また, ステンレス鋼のインコ法2)による着色では, 発色および硬化処理の 2 段処理を行いますが, 後者の硬化処理ではクロム酸-燐酸中でステンレス鋼を陰極として表面に薄いクロム酸化物を
生成させることにより使用中の磨耗を防ぎますが, 耐錆性も向上します. この方法は一種のクロ
メート処理ですが, 応用できるかも知れません. (K.O., Q&A in 徳島, 11. 04 '05 より)
1) 大串徹太郎, 山崎 修, 長田英一, 八代利之:防食技術, 36, 716 (1987). 2) T.E. Evans, A.C. Hart, H. James & V.A. Smith:Trans. Inst. Metal Finish.,50, 77(1972).
腐食センターニュース No. 036 2005 年 12 月 1 日
10
Q10.海外向け輸出設備の防食対策
バリヤ梱包で海外に輸出した設備で,市販(SS,SCM 材)ユニクロメッキボルトに(白色
で塩吹き状の)錆や HCr メッキ(硬質クロムメッキ,化粧メッキ)部品表面にピンホール状の
錆が出ることがあります.特にタイ向け輸出品に多く発生しています.留意点などご教示下さ
い. A: 輸送の場合の金属製品の腐食に対する留意点はまず温度の急変による結露である. 腐食センターニュース No.026 にその定義が載っている. HALFTIME 結 露 大気が温度 t(℃)で含み得る上限の水蒸気量を圧力で表して飽和水蒸気圧 p01(t)とすると,
実際に含んでいる水蒸気圧 p1(t) との比 p1(t)/ p01(t)は相対湿度(RH)と呼ばれる.20℃での p01(20)は水蒸気量にして 173 g m-3で,RH60%なら p01(20)は 10.4 g m-3に相当する.この
ような大気を密閉した盤は 30℃の昼間では RH=10.4/30.3 x 100=34.3%であるが,10℃の夜
間では 10.4/9.4x 100=110.6%になるはずだが,100%以上にはなれないので,10.4-9.4=1.0(g m-3)の凝縮水(液体の水)になる.このような現象を結露という. このように,昼夜の温度差で簡単に凝縮水を生じてしまい,金属を腐食する原因となる. 次に厄介なことは船の上など海の近くは海塩粒子に曝され易いということである.海水には
NaCl ばかりでなく,MgCl2 も存在する.20℃において NaCl は相対湿度 76%で潮解するが,
MgCl2は 34%で潮解を始める.いわゆる化学凝縮 1)である. また,毛管凝縮 2)にも注意を払わなければいけない.細いガラス管(毛管)を水面に差し込む
とその管内を水が勢いよく上がっていく毛管現象は良く知られている.この原理で毛管内では相
対湿度 100%以下でも凝縮が起こる.毛管のみならず,接触した二つの固体間のすきまであって
も同様である.埃がたまってということは少ないであろうが,たたみこんでいたり,巻いていた
りで毛管凝縮が起こりそうなすきまはかなり存在すると考えられる. 上記の条件を考え,水分の凝縮が起こらないようにするのがベストではあり,特殊鋼板を密封し
た上,窒素封入して輸出した例もあるという.腐食センターニュースNo.0243)にJIS Z0303-1985に基づく方法が解説されているが,難しい場合は気化性防錆剤に頼ることになるのであろう. 「気化性防錆材の現状」と題する総説4)が腐食防食協会会誌に登場したのは1994年が最後である
が, NACEのデーターベース5)で10年間の年会発表についてVapor Corrosion Inhibitors (VCI)で索引をかけると85件もヒットした.いわゆるgreen inhibitorsを目指して相変わらず研究され
ているのであろう.この年会の論文については96年以降が電子化されており,しかも、5年を経
過したものについては誰でも全文のpdfファイルを無料でダウンロード出来る.すなわち,現在
1996~2000の5年間の発表論文は自由にみることが出来るので是非参考にしていただきたい. (H.S., Q&A in 徳島, 11. 04 '05 より)
1) 腐食防食協会編「金属の腐食・防食 Q&A 電気化学入門編」p.198 (2002). 2) 腐食防食協会編「金属の腐食・防食 Q&A 電気化学入門編」p.194 (2002). 3) http://www.corrosion-center.jp/pdf/No024.pdf 4)藤田敏雄:防食技術, 43, p.511 (1994). 5)http://www.nace.org/nace/search.asp
腐食センターニュース No. 036 2005 年 12 月 1 日
11
Q 2.臨海地でのスチール商品(鋼製建具等)の防錆処理の方法を教えてください
使用材料:溶融亜鉛メッキ鋼板 ,SUS304 ,アルミ等 現状:沖縄県及び都市部で進むウオーターフロント再開発で塩害や錆びの異常発生の問題が
多発している. 鋼製建具の加工部分からの錆の発生及び装飾金物の錆び等あらゆる部分から発生している. ちなみに沖縄県ではマンションの玄関ドアは基本的にSUS,及びアルミが主となりスチール
は設定されていない,かっては溶融亜鉛メッキを行っていたが表面仕上がりが悪く採用されな
くなった,これがアルミ及びSUSと同等の性能が発揮出来ればスチールの利用も可能性が出て
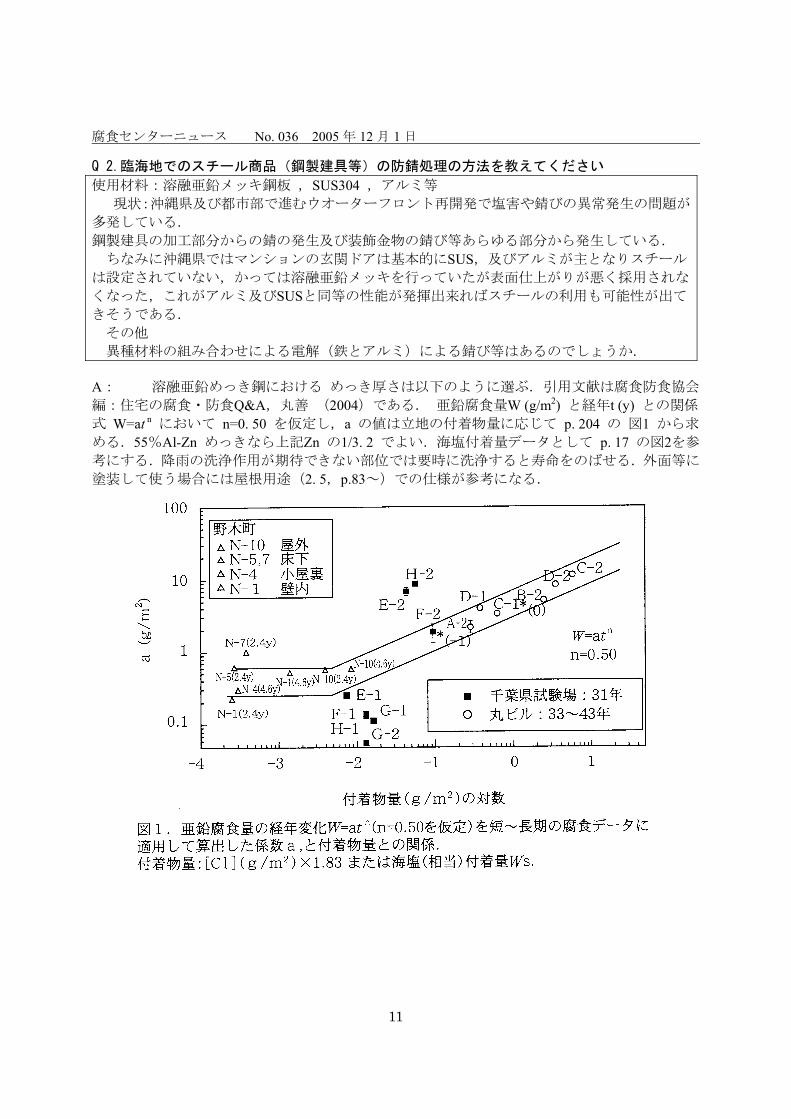
きそうである. その他 異種材料の組み合わせによる電解(鉄とアルミ)による錆び等はあるのでしょうか. A: 溶融亜鉛めっき鋼における めっき厚さは以下のように選ぶ.引用文献は腐食防食協会
編:住宅の腐食・防食Q&A,丸善 (2004)である. 亜鉛腐食量W (g/m2) と経年t (y) との関係
式 W=at n において n=0. 50 を仮定し,a の値は立地の付着物量に応じて p. 204 の 図1 から求
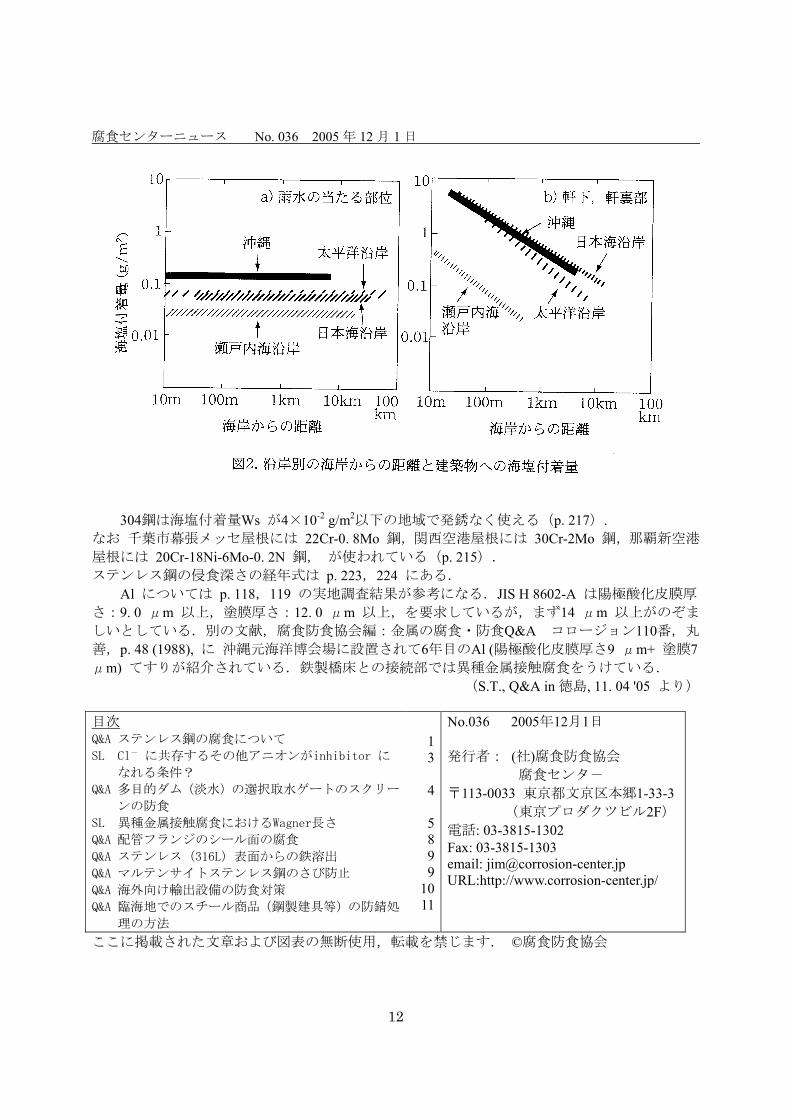
める.55%Al-Zn めっきなら上記Zn の1/3. 2 でよい.海塩付着量データとして p. 17 の図2を参
考にする.降雨の洗浄作用が期待できない部位では要時に洗浄すると寿命をのばせる.外面等に
塗装して使う場合には屋根用途(2. 5,p.83~)での仕様が参考になる.
腐食センターニュース No. 036 2005 年 12 月 1 日
12
304鋼は海塩付着量Ws が4×10-2 g/m2以下の地域で発銹なく使える(p. 217). なお 千葉市幕張メッセ屋根には 22Cr-0. 8Mo 鋼,関西空港屋根には 30Cr-2Mo 鋼,那覇新空港
屋根には 20Cr-18Ni-6Mo-0. 2N 鋼, が使われている(p. 215). ステンレス鋼の侵食深さの経年式は p. 223,224 にある. Al については p. 118,119 の実地調査結果が参考になる.JIS H 8602-A は陽極酸化皮膜厚
さ:9. 0 μm 以上,塗膜厚さ:12. 0 μm 以上,を要求しているが,まず14 μm 以上がのぞま
しいとしている.別の文献,腐食防食協会編:金属の腐食・防食Q&A コロージョン110番,丸
善,p. 48 (1988), に 沖縄元海洋博会場に設置されて6年目のAl (陽極酸化皮膜厚さ9 μm+ 塗膜7 μm) てすりが紹介されている.鉄製橋床との接続部では異種金属接触腐食をうけている.
(S.T., Q&A in 徳島, 11. 04 '05 より) 目次 Q&A ステンレス鋼の腐食について
SL Cl- に共存するその他アニオンがinhibitor に
なれる条件?
Q&A 多目的ダム(淡水)の選択取水ゲートのスクリー
ンの防食
SL 異種金属接触腐食におけるWagner長さ
Q&A 配管フランジのシール面の腐食
Q&A ステンレス(316L)表面からの鉄溶出
Q&A マルテンサイトステンレス鋼のさび防止
Q&A 海外向け輸出設備の防食対策
Q&A 臨海地でのスチール商品(鋼製建具等)の防錆処
理の方法
13
4
5899
1011
No.036 2005年12月1日 発行者: (社)腐食防食協会
腐食センタ- 〒113-0033 東京都文京区本郷1-33-3
(東京プロダクツビル2F)電話: 03-3815-1302 Fax: 03-3815-1303 email: [email protected] URL:http://www.corrosion-center.jp/
ここに掲載された文章および図表の無断使用,転載を禁じます. ©腐食防食協会