Embed Size (px)
DESCRIPTION
第九章. 发酵过程控制. 本章内容. 一、 概述 二、代谢调控在发酵过程控制中的应用 三、温度对发酵的影响及其控制 四、 pH 对发酵的影响及其控制 五、溶解氧对发酵的影响及其控制 六、 CO 2 和呼吸熵对发酵的影响及其控制 七、基质浓度对发酵的影响及补料控制 八、高密度发酵及过程控制 九、泡沫对发酵的影响及其控制 十、自动控制技术在发酵过程控制中的应用. 一、概述 1. 过程控制的重要性. 生物因素:. 菌株特性 ( 营养要求、生长速率、 - PowerPoint PPT Presentation
Citation preview


本章内容一、概述二、代谢调控在发酵过程控制中的应用三、温度对发酵的影响及其控制四、 pH 对发酵的影响及其控制五、溶解氧对发酵的影响及其控制六、 CO2 和呼吸熵对发酵的影响及其控制七、基质浓度对发酵的影响及补料控制八、高密度发酵及过程控制九、泡沫对发酵的影响及其控制十、自动控制技术在发酵过程控制中的应用

一、概述1. 过程控制的重要性
菌株特性 ( 营养要求、生长速率、 呼吸强度、产物合成速率 ) 传递性能 物理: n 、 T 、 Ws
化学: pH 、 DO 、浓度
过程控制的意义:最佳工艺条件的优选(即最佳工艺参数 的确定)以及在发酵过程中通过过程调节达到最适水平的 控制。
决定发酵单位 ( 水平 ) 的因素
外部环境因素工艺条件
生物因素:
设备性能:

2. 发酵过程控制的一般步骤 确定能反映过程变化的各种理化参数及其检测方法 研究这些参数的变化对发酵生产水平的影响及其机制,获取最适水平或最佳范围 建立数学模型定量描述各参数之间随时间变化的关系 通过计算机实施在线自动检测和控制,验证各种控制模型的可行性及其适用范围,实现发酵过程最优控制

3. 参数检测 代谢参数按性质可分为三类: 物理参数:温度、搅拌转速、罐压、空气流量、溶解
氧、表观粘度、排气氧(二氧化碳)浓度等 化学参数:基质浓度(包括糖、氮、磷)、 pH 、产
物浓度、核酸量等 生物参数:菌丝形态、菌体浓度、菌体比生长速率、
呼吸强度、摄氧率、关键酶活力等

3. 参数检测 参数按获取方式可分为两类:
如 T 、 pH 、罐压、空气流量、搅拌转速、溶氧浓度等
如摄氧率 (γ) 、呼吸强度 (QO2) 、比生长速率( μ) 、体积溶氧系数 (KLa) 、呼吸熵 (RQ) 等。
直接参数:
间接参数:将直接参数通过公式计算获得的参数,

3. 参数检测 参数的测量形式 离线测量:基质(糖、脂类、无机盐等)、前体和代
谢产物(抗生素、酶、有机酸、氨基酸等) 在线测量:如 T 、 pH 、 DO 、溶解 CO2 、尾气 CO2 、
黏度、搅拌转速等 优点:及时、省力,可从繁琐操作中解脱出来,便
于计算机控制。 困难:传感器要求较高。

对传感器的要求 能经受高压蒸汽灭菌; 传感器及其二次仪表具有长期稳定性; 最好能在过程中随时校正,灵敏度好; 探头材料不易老化,使用寿命长; 安装使用和维修方便; 解决探头敏感部位被物料(反应液)粘住、堵塞 问题; 价格合理,便于推广。
3. 参数检测

3. 参数检测
参数检测方法 温度测量 感温元件:热电偶(温度信号→ 电信号) 二次仪表:将热电偶输出的电信号转换成 被测介质的温度

参数检测方法 搅拌转速和搅拌功率的测量搅拌转速:磁感应式,光感应式, 测速电机;搅拌功率:功率表,测定力矩求功率法。
3. 参数检测

3. 参数检测 参数检测方法 空气流量测定体积流量型: 会引起流体能量损失,受温度和压力变化的影响; ①同心孔板压差式流量计; ②转子流量计。质量流量型: 根据流体固有性质(质量、导电性、热传导性能)
设计的流量计。

参数检测方法 罐压测量 压力表 压力传感器
3. 参数检测

参数检测方法 发酵液粘度测定 毛细管粘度计 回转式粘度计 涡轮旋转粘度计
3. 参数检测

参数检测方法 pH 测量 复合 pH电极 pH 测量仪器
3. 参数检测

参数检测方法 溶解氧的测量 化学法 极谱法 复膜氧电极法
3. 参数检测
复膜氧电极示意图( a )极谱型 ( b )原电池型

参数检测方法 溶解二氧化碳测量 复膜式电极法 渗透膜—碳酸氢钠法 发酵尾气的在线分析 CO2 分析
O2 分析
3. 参数检测

参数检测方法 细胞浓度的测量 化学法:如 DNA 、 RNA 分析等 物理法:如重量分析、分光光度分析、 浊度分析等
新技术:以电容法为测量原理的在线 活细胞浓度测量传感器
3. 参数检测
原位活细胞在线检测仪

二、代谢调控在发酵过程控制中的应用1. 初级代谢物的生产调节
初级代谢物:指一类低分子量的终点产物及这些终点产物的生物合成途径中的中间体。
调节方法:(1) 避开固有的反馈调节(2) 细胞通透性的变更

反馈调节包括
①反馈抑制:某一生物合成途径的最终代谢物抑制该途径的第一或第二个酶的活性。
②反馈阻遏:抑制酶的形成,是由途径终点产物或其衍生物施行的。
( 1 )避开固有的反馈调节

( 1 )避开固有的反馈调节 方法
限制菌在胞内积累终点产物的能力以解除负反馈调节作用
从遗传上改变酶的活性和酶的形成系统,筛选有抗反馈作用的基因突变型(对反馈作用不敏感)。
具体应用 积累中间产物的能力 积累终点产物的能力 耐反馈作用的突变株的筛选:抗结构类似物突变株

抗结构类似物突变株的筛选机制 末端产物类似物和末端产物结构类似,因而能够引起反馈作用,但是它们不能参与生物合成。在培养基中添加末端产物类似物后,未突变的细胞将由于代谢途径受阻而不能获得生物合成所需的该种末端产物,从而导致细胞死亡。那些对类似物不敏感的突变株仍能制造末端产物并长成菌落。 突变株耐结构类似物的原因: ①酶的结构起了变化(指耐反馈抑制的突变株) ②酶的合成系统起了变化(指耐反馈阻遏的突变株)

( 2)细胞通透性的变更 细菌细胞膜通透性的增加是谷氨酸过量生产的原因之一。 能过量生产谷氨酸的细菌有两个共同特征: ① α-酮戊二酸脱氢酶缺失:表明这类细菌的 TCA上的酶受阻,保证了碳引向谷氨酸的合成歧路。
② 对生物素的营养需求:表明这类细菌的生物素的生物合成受阻,导致细胞膜通透性的改变,使细胞可以分泌出谷氨酸。

2. 次级代谢物的生产调节(1) 次级代谢的特点及与初级代谢的关系 次级代谢酶的特异性较初级代谢酶的特异性低,故受遗传及环境因素的影响大。
次级代谢物的合成途径比初级代谢的种类多,但大多数次级代谢物都是由少数关键中间代谢物组装的。
次级代谢产物的合成一般是在生长期后,即培养基中的养分快耗尽,菌的比生长速率降低时才合成。

(2) 调节方法 诱导作用 避开固有的负反馈
操纵环境条件来控制次级代谢物的生物合成耐负反馈调节的抗性突变株的筛选

操纵环境条件来控制次级代谢物的生物合成
改变培养基成分来避免分解阻遏作用
e.g.链霉素发酵中限制磷酸盐的加量,避免其对参与生物合成的磷酸酯酶的反馈抑制和阻遏作用
培养基中添加前体物来避免分支途径终产物对发酵产品的间接抑制作用

耐负反馈调节的抗性突变株的筛选
筛选耐结构类似物的突变株 e.g. 不需添加色氨酸的硝吡咯菌素的高产菌株
筛选耐药性菌株 e.g. 利用抗生素筛选耐药性菌株

( 三 ) 温度对发酵的影响及其控制
1. 影响发酵温度的因素2. 温度对微生物生长的影响3. 温度对基质消耗的影响4. 温度对产物合成的影响5. 最适温度的选择与控制

(1) 发酵热
发酵过程中所产生的热量,叫做发酵热。 Q 发酵 =Q 生物 +Q 搅拌 -Q 蒸发 -Q 辐射

(2) 生物热 来源 :微生物对营养物质的分解所释放的能量。 影响因素:
菌株 培养基成分 发酵时期:对数生长期最大
生物热与其它参数的关系 ① 呼吸强度 QO2
② 糖利用速率
当产生的生物热达到高峰时,菌的呼吸强度最大,糖的利用速率也最大,可用耗氧量、糖耗来衡量生物热。

( 3 )搅拌热:液体之间、液体和设备之间的摩擦
( 4 )蒸发热:发酵过程中以蒸汽形式散发到发酵罐的液面,由排气管带走的热量。
( 5 )辐射热:罐内外温差,使发酵液中有部分热通过罐体向外辐射。

2. 温度对微生物生长的影响
当 μ>>α 时, α 可忽略,微生物处于生长状态。 μ 、 α皆与 T 有关,其关系均可用阿累尼乌斯公式描述:
∵Eμ < Eα ∴死亡速率比生长速率对温度变化更为敏感
xxdt
dx
dt
dx
x
1
RTE1eA RTE
2eA

嗜冷、嗜中温、嗜热菌的典型生长与温度关系

2. 温度对微生物生长的影响 (续 )
在其最适温度范围内,生长速率随温度升高而增加,当温度超过最适生长温度,生长速率随温度增加而迅速下降。
不同生长阶段的微生物对温度的反应不同 处于延迟期的细菌对温度的影响十分敏感。 对于对数生长期的细菌,如果在略低于最适温度的
条件下培养,即使在发酵过程中升温,则升温的破坏作用较弱。
处于生长后期的细菌,其生长速度一般主要取决于溶解氧,而不是温度。

3. 温度对基质消耗的影响 糖比消耗速率 qs
Righelato假定:
m -维持因子,即生长速率为零时的葡萄糖的消耗。 m项与渗透压调节、代谢产物的生成、迁移性及除繁殖以外的其它生物转化等过程所需的能量有关。这些过程受温度的影响,所以 m也和温度相关。
B -生长系数,即同一生长速率下的糖耗, B值越大,说明同样比生长速率下,用于纯粹生长的糖耗越大。
改变温度可以控制 qs 和 μ
Bmqs

( 2 ) T 对 B 、 m 和 μ 的影响 qs 一定:
当 T<Tm 时, m↑ , μ ↑, B↓
底物转化效率高
当 T>Tm 时, m ↓ , μ ↓, B ↑
底物转化效率低
当 T=Tm 时,m
T(K)
m
温度对 B 、 m 和不同 qs下对 μ值的影响

4. 温度对产物合成的影响 影响发酵过程中各种反应速率,从而影响微生物的生
长代谢与产物生成。
e.g. 青霉菌发酵生产青霉素 青霉菌生长活化能 E1=34kJ/mol
青霉素合成活化能 E2=112kJ/mol
∴青霉素合成速率对温度较敏感

改变发酵液的物理性质,间接影响菌的生物合成 。
影响生物合成方向。 e.g. 四环素发酵中金色链霉菌: T<30℃,产生金霉素;
T 达 35 ℃,产生四环素; 谷氨酸发酵中扩展短杆菌: 30℃培养后 37 ℃发酵,
积累过量乳酸。
温度对菌的调节机制关系密切 。
4. 温度对产物合成的影响

4. 温度对产物合成的影响 影响酶系组成及酶的特性。 米曲霉制曲:温度控制在低温,有利于蛋白酶
合成 凝结芽孢杆菌的 α-淀粉酶热稳定性: 55℃培
养→ 90℃保持 60min ,剩留活性为 88%~99% ;35℃培养→经相同条件处理,剩余活性仅有 6%~10% 。

5. 最适温度的选择与控制 定义:最适温度是指在该温度下最适于菌的生
长或产物的生成,它是一种相对概念,是在一定条件下测得的结果。
二阶段发酵 e.g.青霉素发酵:菌体生长期 ,30 ℃ 青霉素合成分泌期 , 20 ℃

最适温度的选择还要参考其它发酵条件灵活掌握 通气条件较差情况下,最适发酵温度可能比正常良好通气条件下低一些。
培养基成分和浓度的影响
5. 最适温度的选择与控制

变温培养:在抗生素发酵过程中采用变温培养比用恒温培养所获得的产物有较大幅度的提高。
e.g. 四环素发酵: 0~30h稍高温度→ 30~150h稍低温度
→150h后升温发酵
青霉素发酵: 30 , 5h→25 , 35h →20 , 85h℃ ℃ ℃
→ 25 , 40h℃ ;产量提高 14.7%
5. 最适温度的选择与控制

(四) pH 对发酵的影响及其控制
1. 发酵对pH的影响
2. pH值对发酵过程的影响
3. 最适pH的选择
4. 发酵过程中pH的调节与控制

1. 发酵对pH的影响1 )发酵液中 pH 变化的基本原理
微生物代谢对 pH 影响主要在两种情况下发生:①酸性或碱性代谢产物的生成或释放;②菌体对培养基中生理酸性或碱性物质的利用。
引起发酵液中 pH下降的因素 ( 1 ) C/N 过高,或中间补糖过多,溶氧不足,致使有机酸
积累, pH下降; ( 2 )消泡剂加得过多:脂肪酸增加; ( 3 )生理酸性盐的利用; ( 4 )酸性产物形成:如有机酸发酵。

1 )发酵液中 pH 变化的基本原理(续)
引起发酵液中 pH上升的因素
( 1 ) C/N 过低( N源过多),氨基氮( NH4+)释
放;
( 2 )中间补料中氨水或尿素等碱性物质加入过多;
( 3 )生理碱性盐的利用;
( 4 )碱性产物形成。

2 )发酵过程中 pH 的变化规律
生长阶段: pH相对于起始 pH 有上升或下降的趋势
生产阶段: pH趋于稳定,维持在最适于产物合成的范围
自溶阶段: pH又上升或下降

发酵液 pH 的改变对发酵的影响1 会导致微生物细胞原生质体膜的电荷改
变,从而影响微生物对营养物质的吸收及代谢产物的分泌
2pH 变化影响菌体代谢方向3pH 变化对代谢产物合成有影响

2. pH值对发酵过程的影响( 1 ) pH 对微生物生长的影响
每一类菌都有其最适 pH 和能耐受的 pH 范围 细菌 : pH 6.3 ~ 7.5 ;霉菌和酵母菌: pH 3 ~ 6 ; 放线菌: pH 7 ~ 8 控制一定的 pH值,不仅保证微生物生长,而且防止 杂菌感染 e.g.石油代腊酵母: pH3.5 ~ 5.0 :生长良好且不易染菌 pH>5.0 :酵母形态变小,发酵液变黑,且污染大量细菌 pH<3.0 :酵母生长受抑制,细胞极不整齐,且出现自溶

( 2 ) pH 对产物合成的影响
产物合成阶段的最适 pH值和微生物生长阶段的最适 pH往往不一定相同,这不仅与菌种特性有关,还取决于产物的化学特性。
e.g. 丙酮丁醇菌:生长 pH 为 5.5 ~ 7.0 ;合成 pH 为 4.3 ~ 5.
3
青霉素产生菌:生长 pH 为 6.5 ~ 7.2 ,合成 pH 为 6.2 ~ 6.
8
链霉素产生菌:生长 pH 为 6.3 ~ 6.9 ,合成 pH 为 6.7 ~ 7.
3

pH 影响代谢方向: pH不同,往往引起菌体代谢过程不同,使代谢产物的质量和比例发生改变。
e.g. 黑曲霉发酵: pH2~3, 柠檬酸; pH 接近中性,草酸 酵母菌发酵: pH4.5~5.0 ,酒精; pH8.0 ,酒精、醋酸 和甘油 谷氨酸发酵: pH7.0~8.0 ,谷氨酸; pH5.0~5.8, 谷酰胺 和 N-乙酰谷酰胺
( 2 ) pH 对产物合成的影响

( 2 ) pH 对产物合成的影响(续) pH 对青霉素发酵的影响:在不同 pH 范围内加糖,青霉素产量和糖耗不一样。pH 范围 糖耗 残糖 青霉素相对单位pH6.0 ~ 6.3加糖 10% 0.5% 较高pH6.6 ~ 6.9加糖 7% 0.2% 高pH7.3 ~ 7.6 加糖 7% >0.5% 低pH6.8 控制加糖 <7% <0.2% 最高速率恒定 (0.055%/h)
*采用 pH 控制补糖速率的意义

3. 最适 pH 的选择 选择 pH准则:获得最大比生产速率和合适的菌体量,
以获得最高产量。
pH 对产海藻酸裂解酶的影响
配制不同初始 pH 的
培养基,摇瓶考察
发酵情况

4. 发酵过程中pH的调节与控制( 1 ) pH 调节方法
配制合适的培养基,有很好的缓冲能力; 发酵过程中加入非营养基质的酸碱调节剂 (NaOH 、 HCl 、 CaCO3) ; 发酵过程中加入生理酸性或碱性基质,通过代谢调节 pH ; 酸性基质:铵盐、糖、油脂、玉米浆 ( 脱 NH4
+ )
碱性基质: NO3-盐、有机酸盐、有机氮、氨水、尿素
原则 : ①残糖高时,不用糖调 pH ②残 N 高时,不用生理盐调 pH pH 控制与代谢调节结合起来,通过补料来控制 pH

( 2 ) pH 控制方法比较
以青霉素发酵为例,最适 pH 为 6.6 ~ 6.9
控制方案:方案一:培养基中供应充足的糖,并配用 pH缓冲剂方案二:培养基中供应充足的糖,以非基质 NaOH 调节 pH
方案三:在发酵过程中恒速补糖,以 NaOH 、 H2SO4 调节 pH
方案四:改变补糖速率来控制 pH 为 6.6 ~ 6.9

( 3 ) pH 控制系统
执行单元
调节器pH 变选器
给定值
补料
pH电极
mA
4~20mA

(五)溶解氧对发酵的影响及其控制
1. 引起溶解氧变化的因素
2. 溶解氧对发酵的影响
3. 溶解氧在发酵过程控制中的重要作用
4. 发酵液中溶解氧的控制
5. 溶解氧控制实例

1. 引起溶解氧变化的因素( 1 )影响溶解氧( DO )的因素 供氧
耗氧两大类
以关系式表示:
影响供氧的因素:
影响耗氧的因素:
xQCCKOTRdt
dC2OLLa
L
C*- CL温度、溶质、溶剂、氧分压
KLa设备参数、操作参数、发酵液特性
菌种特性、培养基成分和浓度、菌龄、培养条件( T 、 pH )、代谢类型
γ

( 2 )发酵过程中溶氧变化规律 批式发酵无 DO 控制情况下,溶氧变化规律为“波谷现象”
溶氧、 x 、 QO2 、 随时间变化的关系
CL
x
QO2

平衡点分析:
①当 CL↑ ,即 , OTR>γ
∵ ,
∴OTR逐渐↓至 OTR=γ ,即 ,高位平衡
当处于高位平衡时,表明供氧性能好。高位平衡通常发生
在正常情况的前、后期。
LLa CCKOTR
0dt
dCL
OTR,CC,C LL
0dt
dCL

平衡点分析:
②当 CL↓ (如对数生长期 γ很大), , OTR<γ
∵ ,
∴ , ,称低位平衡。
低位平衡通常发生在正常情况下的对数期。
γOTR
0dt
dCL
LLa CCKOTR OTR,CC,C LL
0dt
dCL

值得注意的几点
自然“波谷现象”,一般可以自适应调节( ) 当 ,则需要控制,增加 OTR ,防止需氧受阻。 补料与“波谷现象”对应:即补料时间、剂量选择与溶
氧变化有关。 a. 不能在波谷时补料,加重缺氧 b. 一次补料不能过量,防止 , 菌体停止呼吸、死亡 c.每次补料都会引起一次大的溶氧下降。
OTR,CL
CrL CC
CrL CC

2. 溶解氧对发酵的影响( 1 )溶解氧对生长的影响
临界氧浓度( CCr ):
当 时 ,
当 时 ,
∴对生长应满足 , 但并不是越高越好
CrL CC m2O2O QQ
CrL CC m2O
L0
Lm2O2O Q
CK
CQQ
呼吸抑制
呼吸不受抑制
CrL CC
指不影响菌体呼吸所允许的最低
氧浓度。

( 2 )溶解氧对产物合成的影响 最适氧浓度( Cm ):溶氧浓度对产物合成有一个最适
范围, CL 过高或过低,对合成都不利。
e.g.卷须霉素: 12~70h 之间,维持 CL 在 10% 比在 0
或 45% 的产量要高。

( 3 ) CCr与 Cm 比较:通常 Cm与 CCr不一致
对于某些菌株 Ccr>Cm, 卷须霉素 :
而有些菌株 Ccr< Cm, 头孢菌素 C :
Cm 8%
Ccr 13~23%
Ccr 5%
Cm 10~20%

QO2
(QO2)m
Ccr CL
P
Cm CL
生长阶段要求 CL> CCr ,生产阶段满足 CL≥Cm 。

3. 溶解氧在发酵过程控制中的重要作用
( 1)发酵异常指标 发酵中污染杂菌,溶解氧发生异常变化。
对于好气性杂菌,溶解氧会一反往常在较短时间内跌到零附近,跌零后长时间不回升。
对于厌气性杂菌,溶解氧升高。 污染噬菌体或其它不明原因引起 发酵液变稀,此时溶解氧迅速上升。 操作故障或事故分析
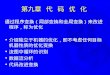
谷氨酸正常发酵和异常发酵的溶解氧曲线—— 正常发酵溶解氧曲线----- 异常发酵溶解氧曲线—·— 异常发酵光密度曲线

( 2 )补料控制指标
中间补料是否得当可以从溶解氧的变化看出。
发酵过程中出现“发酸”现象,此时溶解氧很快下降。

( 3 )代谢方向控制指标 测量溶解氧可以确定 CCr 、 Cm值
通过溶氧测量可以掌握由好气转为厌气培养的关键时机
e.g.天门冬酰胺酶发酵: 45%饱和度 在酵母以及其他微生物菌体的生产中,溶氧值是控制其代
谢方向的最好的指标之一 。

( 4 )设备性能、工艺合理性指标 评价设备性能、工艺合理性的最终指标:发酵单位 设备反映供氧性能: 搅拌桨形式
叶片形式 搅拌器直径 d 搅拌档数 m 和搅拌器间距 s 档板宽度 w 和档板数 z
通气:空气分布器的类型和位置 n , P/V
设备操作参数 罐压 WS 或 VVM
搅拌设备几何参数

( 4 )设备性能、工艺合理性指标
工艺条件反映耗氧和供氧特征 菌种性能:耗 O2
培养基性能:耗 O2 、供 O2
温度:耗 O2 、供 O2
RQ ( O2与 CO2 水平比较):耗 O2
表面活性剂:耗 O2 、供 O2

改进工艺:控制补料速度、 T
的调节、中间补水、
添加表面活性剂等等 对现有发酵工厂进行技术改造
浅层次
修改设备和工艺
规模和控制水平上档次 引入新型发酵类型
深层次

4. 发酵液中溶解氧的控制( 1)溶解氧控制的一般原则 生长阶段: 即可
产物合成阶段: 即可
过高的溶氧水平反而对菌体代谢有不可逆的抑
制作用
CrL CC
mL CC

( 2 )溶解氧控制作为发酵中间控制的手段之一 控制原理
发酵过程中, 糖量↑→ x ↑, QO2 ↑ → γ ↑ → CL↓
糖量 ↓ → QO2 ↓ → γ ↓ → CL ↑
补糖使 CL下降,而 CL回升的快慢取决于供氧效率。 对于一个具体的发酵,存在一个最适氧浓度( Cm )水
平,补糖速率应与其相适应。 mL CC ,加大补糖速率
mL CC ,减小补糖速率 实现用溶解氧水平控制补料速率

补糖速率控制在正好使生产菌处于所谓“半饥饿状态”,使其仅能维持正常的生长代谢,即把更多的
糖用于产物合成,并永远不超过罐设计时的 KLa 水
平所能提供的最大供氧速率。
控制原则
( 2 )溶氧控制作为发酵中间控制的手段之一

控制方法
溶氧和补糖控制系统 溶氧和 pH 控制的系统
( 2 )溶氧控制作为发酵中间控制的手段之一

溶氧在加糖控制上的应用

溶氧与 pH协同控制系统

( 3 )溶解氧控制的工艺方法:从供氧、需氧两方面考
虑 供氧方面:
提高氧分压(氧分含量),即 ,提高供氧能力 改变搅拌转速:通过改变 KLa 来提高供氧能力
通气速率 Ws ↑ : Ws增加有上限,引起“过载”、泡沫 提高罐压: ,但同时会增加 CO2 的溶解度,影响 pH 及可能会影响
菌的代谢,另外还会增加对设备的强度要求。
C
C

改变发酵液理化性质( σ , , Ii )
加消泡剂,补加无菌水,改变培养基成分→改变 KL
改变温度: ,提高推动力( C* - CL ),呼吸作用降低
C,T
( 3 )溶解氧控制的工艺方法(续)
供氧方面:

( 3 )溶解氧控制的工艺方法(续)
耗氧方面
限制性基质的流加控制(补料控制):在 OTR 一定情况
下,控制基质浓度→限制 μ 、 x→ 限制 γ → 控制溶解氧

( 4 )溶解氧自动控制系统
改变通气速率的溶氧控制系统 改变搅拌转速的溶氧控制系统 改变通气量、转速、罐压所组成的多参数溶氧
控制系统

溶解氧对被孢霉合成花生四烯酸 (AA) 的影响
溶氧量对 AA 产量的影响注:摇床转速 150r/min, 25℃
KLa越大,培养基中溶解氧越多 , AA 合成速度越快

溶解氧控制对鸟苷产量的影响
不同的 DO 控制条件下鸟苷积累的比较
DO( % ) :◆— 5 ,■— l0 ,▲— 20 , ×—30
DO 控制在 10~20%,产物积累↑,鸟苷含量最高。 DO 在5%和 30%,前期产物积累↑,但后期基本不增加 .

(六) CO2 和呼吸熵对发酵的影响及其控制
1. 定义
2. 发酵过程中CO2释放率的变化
3. CO2对发酵的影响

1. 定义
呼吸熵( RQ ):指菌体呼吸过程中, CO2释放率和菌的
耗 氧速率之比, RQ 反映菌的代谢情况。
菌体耗氧速率 OUR , molO2/L·h
菌体 CO2释放率 CER , molCO2/L·hOUR
CERRQ

2. 发酵过程中CO2释放率的变化( 1)影响尾气中 CO2 浓度的因素
通入空气量:
呼吸强度:
CO2溶解度:
菌体量:
出2COC,VVM
出, 2CO2CO2O CQQ
出出 ,;、 2CO2CO CPC,TPT
出, 2CO2CO CCERxQx

( 2 ) CER 变化规律 CO2 积累量渐增,与 x曲线对应,基本类似 S型曲线变化
; 当工艺和设备参数一定的情况下, CER与 x 有比例关系
( CER∝菌体生长速率);
CO2 浓度变化与 O2 浓度变化成反向同步关系。

∫[CER]dt ,菌体干重的时间曲线
1- [CER]dt ; 2- 菌量

( 3 ) CER 的测量与计算 测量方法:热导、红外分析仪、质谱仪

3. CO2对发酵的影响
( 1)研究参数 CO2 的意义 作为代谢产物或中间前体,尾气中 CO2 积累与生物量
成正比,通过质量平衡估算生长速率和细胞量。 高浓度 CO2 对发酵多表现为抑制作用,应实施测量与
控制; 尾气 CO2不仅直接反映代谢情况,而且和其它参数及
补料操作密切相关,可作为工艺优化的指标。

( 2 ) CO2 对细胞的作用机制
“麻醉”作用
CO2 及 HCO3-都会影响细胞膜的结构,使膜的流动
性及表面电荷密度发生变化,导致许多基质的跨膜运
输受阻,影响了细胞膜的运输效率,使细胞处于“麻
醉”状态,细胞生长受到抑制,形态发生改变。

( 3 ) CO2 对菌体生长及产物形成的影响 CO2↑, 基质分解速率↓, ATP ↓ ,中间产物↓或形态变异导致产量↓
高浓度 CO2抑制作用的独立性 : 只要 CO2 在培养液中浓度过量,即使供氧充足( CL>CCr ), CO2 的抑制作用不能解除,这种负作用在放大过程更明显。

( 4 ) CO2释放与发酵过程参数 pH 及操作参数补糖速率的关系
在青霉素发酵中补糖将引起排气 CO2增加,同时 pH下降。
糖、 CO2 、 pH 三者的相关性,被青霉素工业生产上用于
补料控制的参数,并认为排气 CO2 的变化比 pH 变化更为
敏感,所以测定排气 CO2释放率
( CER )来控制补糖速率。
补糖对排气 CO2 和 pH 的影响

( 4 )尾气 CO2与 O2 的相关性 相关程度表示:
尾气 CO2与 O2相关性:反向同步关系 呼吸商( RQ )与发酵的关系
不同菌株、同一菌株不同代谢途径、同一菌株利用不同基质、同一菌株在不同发酵阶段, RQ值不相同。
RQ值可以表征发酵状况。
OUR
CERRQ
fCC1
CCC
V
FxQOUR
2O2CO
2O2O
L2O
出出
出惰进
进

青霉素发酵不同阶段:
菌体生长阶段: RQ = 0.909
维持阶段: RQ=1
生产阶段: RQ=4
如果产物的还原性比基质大时,其 RQ值就增加;反之,当产物的氧化性比基质大时, RQ值就要减少,其偏离程度决定于单位菌体利用基质形成产物的量。
产物形成对 RQ 影响最大

(七)基质浓度对发酵过程的影响及补料控制
1. 基质浓度对发酵的影响
2. 补料控制

1. 基质浓度对发酵的影响 ( 1 ) 基质浓度对微生物生长的影响
s<<KS情况下,比生长速率与基质浓度呈直线关系:
一般情况下符合 Monod 方程式
基质浓度高时
SkS
max
Sk
S
Smax
Sk
k
i
imax


(2) 基质浓度对产物合成的影响 低浓度限制 低水平诱导 高浓度抑制及分解阻遏作用
e.g.葡萄糖氧化酶发酵:葡萄糖用量从 8%降至 6% ,补入 2% 氨基乙酸或甘油,使酶活力分别提高 26% 或 6.7% 。
谷氨酸发酵(乙醇为碳源):当乙醇浓度为 2.5g/L 和35g/L 时,可延长谷氨酸生产时间,但在更高浓度下,菌体生长受到抑制,谷氨酸产量降低。

2. 补料控制( 1 )补料的目的
解除基质过浓的抑制 解除产物的反馈抑制 解除分解代谢物阻遏作用 避免因一次性投糖过多造成细胞大量生长,耗氧
过多而造成波谷现象。 在生产上,补料还经常作为纠正异常发酵的一个
重要手段。

( 2 )补料的内容
补充微生物能源和碳源 补充菌体所需要的氮源 补充微量元素或无机盐 添加前体、诱导剂等

( 3 )补料的原则
中间补料的数量为基础料的 1~ 3倍 。 补料的原则就在于控制微生物的中间代谢,使之向着有利于产物积累的方向发展。
现有的各种补料措施都是通过实验方法确定的。

大多数补料分批发酵均补加生长限制性基质 以经验数据或预测数据控制流加; 用传感器直接测定限制性基质的浓度,直接控制流加; 以溶氧、 pH 、 RQ 、排气中 CO2 分压及代谢物质浓度
等参数间接控制流加; 以物料平衡方程,通过传感器在线测定的一些参数计算限制性基质的浓度,间接控制流加。
( 4 )补料控制的策略

( 5 )反馈控制参数的确定 为了有效地进行中间补料,必须选择恰当的反馈控制参
数,以及了解这些参数与微生物代谢、菌体生长、基质利用以及产物形成之间的关系。

( 6 )补料速率的确定 优化补料速率是补料控制中十分重要的一环,补料速
率要根据微生物对营养等的消耗速率及所设定的培养液中最低维持浓度而定。
补糖速率最佳点与设备的供氧能力有关。
e.g.青霉素发酵: KLa大的设备补料速率相应大些;供
氧低的设备,补料速率相应减少,产量比供氧能力好的设备降低 23%。

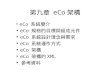
( 7 )实例:四环素发酵中的补糖控制 补糖时间对四环素发酵单位的影响
Ⅰ-补糖时间适当 ( 45h后加)Ⅱ-补糖时间过晚 ( 62h开始加)Ⅲ -补糖时间过早 ( 20h后加)

(八)高密度发酵及过程控制
1. 高密度发酵
2. 高密度发酵策略
3. 高密度发酵技术
4. 高密度发酵存在的问题

1. 高密度发酵
代谢产物的合成是靠菌体作为生产者来完成的。 高细胞密度发酵就是为了适应这一要求而得到广泛的重视。
高密度发酵:在发酵过程中保持较高的细胞密度,同时细胞或菌体的生产能力保持在较佳的状态。

高细胞密度发酵成功的实例
菌种 特征 基础培养基 发酵罐类型
培养方法 细胞干重( g/L )
培养时间( h )
产率 (g/L)/d
大肠杆菌 需氧、葡萄糖过量、形
成乙醇
葡萄糖矿物盐或甘油矿物盐
搅拌罐 葡萄糖(甘油)非限制指数补料
140~ 150 30~ 40 90~ 100
枯草杆菌 嗜温菌 含葡萄糖的完全培养基
搅拌罐 补料分批培养,以葡萄糖调节 p
H
185 30 160
毕氏酵母 嗜温菌 葡萄糖矿物盐 搅拌罐 补料分批培养,补甲醇
100 50~ 120 120~ 150
酿酒酵母 嗜温菌 含葡萄糖的完全培养基
搅拌罐 连续培养,流加葡萄糖
210 80 50~ 150

2. 高密度发酵策略
使用最低合成培养基以便进行准确的培养基设计和计算生长得率。
优化细胞生长速率,使得碳源能被充分利用和获得较高的产率,用养分流加来限制菌的生长速率还能控制培养物对氧的需求和产热速率。
可用碳源作为限制性养分,且采用补料分批发酵来实现高密度发酵。

3. 高密度发酵技术 用于高密度发酵的生物反应器类型:
搅拌罐,透析膜反应器,
气升式反应器,气旋式反应器 在工业化生产中,通常采用的是搅拌罐与补料工艺来进
行高细胞密度发酵。 重组大肠杆菌高密度发酵成功的关键技术是补料策略,限制性基质(葡萄糖)的流加模式有 3 种:恒速流加补料、变速流加补料和指数流加补料。

4. 高密度发酵存在的问题
水溶液中的固体与气体物质的溶解度,基质对生长的限制或抑制作用,基质与产物的不稳定性和挥发性,产物或副产物的积累达到抑制生
长的水平,高浓度的 CO2与热的释放速率,高
的氧需求以及培养基的粘度不断增加等 。

1. 泡沫的产生及其影响 泡沫的产生 通气和搅拌 代谢气体的逸出 存在稳定泡沫的表面活性物质

1. 泡沫的产生及其影响 泡沫的类型 一类存在于发酵液的液面上。这类泡沫气相所占比例
特别大,并且泡沫与它下面的液体之间有能分辨的界线。如在某些稀薄的前期发酵液或种子培养液中所见的泡沫。
另一类出现在粘稠的菌丝发酵液当中。这种泡沫分散很细,而且很均匀,也较稳定。泡沫与液体间没有明显的波面界限,在鼓泡的发酵液中气体分散相占的比例由下而上地逐渐增加。

泡沫的不利影响 降低了发酵罐的装料系数 增加了菌群的非均一性 增加了染菌机会 大量起泡引起“逃液”,导致产物的损失 泡沫严重时会影响通气搅拌的正常进行 消泡剂的加入将给提取工序带来困难
1. 泡沫的产生及其影响

2. 发酵过程中泡沫的消长规律 影响因素
通气搅拌的强度培养基的配比及原材料组成培养基的灭菌方法和操作条件微生物代谢活动造成发酵液性质变化染菌

微生物代谢活动造成泡沫变化发酵前期:泡沫的高稳定性与高表观黏度
同低表面张力有关。中期:碳源、氮源的利用,以及起稳定作
用的蛋白质降解,发酵液黏度降低和表面张力上升,泡沫减少。
后期:菌体自溶,可溶性蛋白增加,泡沫回升。

3. 泡沫的控制 ( 1)机械消泡( 2)化学消泡 ( 3 )从微生物本身特性着手,防止泡沫形成 筛选不产生泡沫的微生物突变株 几种微生物混合培养

( 1 )机械消泡 原理:靠机械力引起强烈振动或者压力变化,促使
泡沫破裂,或借机械力将排出气体中的液体加以分离回收。
优缺点 优点:不需引入外来物质,可节省原材料,减少
污染机会,并可减少培养液性质复杂化的程度。 缺点:不如化学消泡迅速可靠,需要一定的设备
和消耗一定的动力;不能从根本上消除引起稳定泡沫的因素。

( 1 )机械消泡 机械消泡装置的选择依据
动力小 结构简单 坚固耐用 清洗、杀菌容易 维修保养费用少

机械消泡方法 罐内消泡:耙式消泡桨、旋转圆板式、气流
吸入式、冲击反射板式、碟式及超声波等机械消泡装置。
罐外消泡:旋转叶片式、喷雾式、离心式及转向板式等机械消泡装置。
( 1 )机械消泡

( 2 )化学消泡 消泡机理
当泡沫的表层存在着极性的表面活性物质而形成双电层时,可以加入一种具有相反电荷的表面活性剂,以降低泡沫的机械强度;或加入某些具有强极性的物质与发泡剂争夺液膜上的空间,降低液膜强度,导致泡沫破裂。
当泡沫的液膜具有较大的表面粘度时,可以加入某些分子内聚力较小的物质,以降低液膜的表面粘度,使液膜的液体流失,导致泡沫破裂。

( 2 )化学消泡 化学消泡的优点
来源广泛 作用迅速可靠,消泡效率高 不需改造现有设备 容易实现自动控制

消泡剂选择的依据 必须是表面活性剂,且具有较低的表面张力,消泡作用 迅速,效率高。 对气液界面的散布系数足够大,具有一定的亲水性。 在水中的溶解度较小,以保持其持久的消泡或抑泡性能。 对发酵过程无毒,对人、畜无害,不被微生物同化,对菌 体生长和代谢无影响,不影响产物的提取和产品质量。 不干扰溶解氧、 pH 等测定仪表使用,最好不影响氧的传递。 能耐高压蒸气灭菌而不变性,对设备无腐蚀性影响 来源方便,价格便宜。

常用的消泡剂种类
天然油脂类 :玉米油、米糠油、豆油、棉子油、鱼油及猪油 高碳醇、脂肪酸和酯类 :如十八醇、聚二醇 聚醚类 : 聚氧丙烯甘油 ,聚氧乙烯氧丙烯甘油(又称泡敌) 硅酮类(聚硅油类)
聚二甲基硅氧烷及其衍生物 :适用于放线菌和细菌发酵 羟基聚二甲基硅氧烷 :曾用于青霉素和土霉素发酵
氟化烷烃 : 具有极其小的表面能

消泡剂的应用 消泡剂的消泡效果与使用方式密切相关 消泡剂的分散可借助于机械方法,也可加入某种称为载体
或分散剂的物质,将消泡剂乳化成细小液滴 消泡作用的持久性:本身性能,加入量及时机 使用天然油脂时应注意一次不能加得太多 消泡剂对细胞的生理有重要的影响 在应用消泡剂之前需作比较性试验 消泡剂应制成乳浊液,并且不被同化,消耗最少

发酵终点的检测与控制 1 发酵终点的判断 2 菌体自溶的监测 3 影响自溶的因素

1 发酵终点的判断

提高总产率,必须缩短发酵周期,即产率下降时放罐。(最大产率)
过早,残留过多的养分,增加提取工艺。过晚,菌体自溶,延长过滤时间,还使不
稳定的产物浓度下降。

2 菌体自溶的监测 微生物因养分的缺失或处于不利的生长环境下,其自身开始裂解的过程称为自溶。

3 影响自溶的因素 菌种原因 遗传因素 菌龄

计算机在发酵过程控制中的应用 参数巡回采集和综合处理 程序控制 直接数字控制 优化控制或自适应控制

本章小结 掌握代谢调控在发酵过程控制中的应用 了解发酵过程中需检测的参数类型,了解基本的参数检 测方法 掌握温度、 pH 、溶解氧、 CO2 和呼吸商、基质浓度等对 发酵的影响及其控制 掌握发酵过程补料控制的意义、原则和方法了解高密度发酵及过程控制了解泡沫对发酵的影响及其控制了解计算机自动控制技术在发酵过程控制中的应用