Embed Size (px)
Citation preview

AISI S7工具鋼之滲碳研究
A study of carburization of AISI S7 tool steel
邱六合*, 陳昱仁*,黃家寶*,徐慶宗*
Liu-Ho Chiu, Yu-Jen Chen, C.P Huang, Ching-Tsung Hsu
*大同大學材料工程學系
摘要
AISI S7工具鋼進行乙炔為增碳性氣氛的
950℃及1000℃滲碳熱處理,經氮氣冷卻,部
分試片經深冷處理後,以不同溫度回火,來
探討S7工具鋼的顯微結構及特性的變化。由
金相組織觀察,知S7工具鋼經950 ℃及1000
℃真空滲碳處理均有明顯滲碳層存在,但
1000℃滲碳件有較大原沃斯田體晶粒及殘留
沃斯田鐵含量,且有明顯網狀結構。S7工具
鋼經1000℃真空滲碳,氣淬及低溫回火處
理,其表面滲碳層具有高碳工具鋼之高溫淬
火易有大量殘留沃斯田體而降低硬度,而高
溫回火則有碳化物析出導致二次硬化之硬度
提升現象。由950℃真空滲碳件,說明在500
℃以下回火滲碳件的KIC值均較淬火原材之
KIC值低;但對600℃淬火回火件,KIC值則明
顯會因滲碳而提高。綜論之,真空滲碳處理
配合高溫回火處理,確可達到提供S7工具鋼
表面高硬度且擁有高破裂韌性值。
關鍵詞:AISI S7、破裂韌性、衝擊韌性、回
火脆性。
Abstract
The effects of vacuum carburizing
followed by various tempering temperatures on
the properties of AISI S7 shock-resistant tool
steel have been studied. The AISI S7 tool steel
specimens are. As specimens carburized at
950℃ and 1000℃ were tempered at low
temperature (200℃), the surface hardness of the
specimens carburized at 1000℃ are lower than
those of the specimens carburized at 950℃, due
to the large amount of retained austenite in the
cases of the specimens carburized at 1000℃.
When those specimens are tempered in the range
between 450℃ to 550℃, the surface hardness of
carburized specimen show a modest increase due
to the secondary hardening effects. According to
the fracture toughness data, the toughness of the
specimen carburized and tempered at 600℃ was
74 MPa.m1/2.
Keywords: shock-resistant tool steel, vacuum
carburizing, tempering, fracture
toughness
1. 前 言
含碳量低於 0.2wt%之碳鋼表面硬化,常利
用 880~930℃溫度進行滲碳使表層變為高碳後
再淬火回火,達到表面層硬度高而耐磨,而心
部硬度低具高韌性之組合(1-3)。但對具結構與工
具用途的零件要求耐磨(高硬度、高強度)及高
韌性之組合,低碳鋼表面硬化件並無法完全滿
足。但利用高碳淬火回火鋼材而言,硬又韌的
特性組合實難兼得,如 Crane and Bigg(4)以
M2、T1、A2 及 S1 工具鋼製作破裂韌性試片,
進行各種不同熱處理,嘗試在不失去硬度下尋
求最大韌性,所獲得結果說明 S1 工具鋼可以

得到較大破壞韌性值(48MPa.m1/2)。耐震工具
鋼為中碳鉻鉬釩合金鋼,此系列鋼種具有容易
加工及熱處理特性,專為需要耐衝擊應用而開
發,可適用於如衝頭、壓板與滾齒輥子等冷作
衝擊工具。具有螺牙及衝孔等形狀不規則或不
連續零件,因為形狀所產生應力集中效應,在
具衝擊條件下對韌性之要求更為殷切。故有針
筒 S7 耐震工具鋼研究,得到在 54HRC 具有
54 MPa.m1/2 破壞韌性值,可以滿足部分需
求,但高韌性的熱處理條件所提供相對之硬度
即耐磨性仍不足(5)。
因此結合淬火回火與滲碳處理,對如 S7
之中高碳合金鋼提供表面高的碳量,再與其內
的鉻鉬釩等碳化物合金元素結合而產生表面
具有二次回火硬化作用的工具鋼,來提供較高
耐磨特性是否為恰當而可行,以及耐破壞韌性
效果是否會加強均值得探討。
真空滲碳利用真空斷熱做高溫處理、小孔
內面的滲碳性良好、無污染及省能源降低成本
等優點,因此被認為可能取代傳統的滲碳熱處
理製程(6)。近年來歐、美、日之學者與業者均
投入大量研究,且在真空的環境下,可不虞工
作物的氧化,並改善產品的機械性質,且在環
境方面也不會產生 CO2,且可斷續運轉而省能
源(6)。真空滲碳通常直接通入烷類氣體當作滲
碳之原料氣體,而文獻(7-8)指出炔類氣體由於
具有未飽和之碳氫鍵結構,在高溫下極易分解
成活性碳原子,以提供滲碳所需的碳勢。而作
用包含了三個基本步驟:氣體的解離、碳原子
的吸附、碳原子的擴散。Chen 及 Liu (9)研究得
到滲碳氣體 C2H2 滲碳效果是直接吸著,有助
於小孔面的滲碳性,並說明其適合深孔滲碳處
理。
因乙炔具有較好的滲碳性(10-11),故本研究
擬進行 AISI S7 工具鋼選用乙炔為增碳性氣氛
的 950℃及 1000℃滲碳熱處理,然後進行噴入
氮氣冷卻。部分試片再施以液態氮深冷處理 2
小時,並分別於 200℃、300℃、400℃、450℃、
500℃、550℃及 600℃不同溫度回火,以探討
S7 工具鋼的顯微結構及特性的變化。
2. 實驗步驟
2.1 實驗材料
以直徑 25mm 的 AISI S7 耐震工具鋼棒為
實驗材料,輝光放電分析儀(GDOS)分析鋼材
之化學組成如表 1。收料之微觀結構為球狀雪
明碳鐵散佈在肥粒鐵基底的組織,硬度 17
HRC。因為檢驗、量測及分析方式不同,所以
依規範製作各試片:將 S7 棒材加工成每片
長、寬、高各 13mm 之滲碳用試片,用以觀察
微觀結構、量取 HRC 硬度及 HV 微硬度,之
後進行真空滲碳熱處理。另將 S7 棒材,依照
ASTM E 399-90(12)規範製作破裂韌性試片。
表 1 AISI S7 工具鋼化學組成(wt﹪)
C Si Mn Cr Mo VS7 實驗材 0.472 0.237 0.716 3.012 1.515 0.29
規範0.45-0.55
0.20-1.00
0.20-0.90
3.00-3.50
1.30-1.80
0.2-0.3
2.2 滲碳熱處理
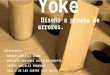
採用臻龍公司兩腔式真空熱處理爐進行
真空滲碳,真空爐具設備如 Fig.1 所示。滲碳
氣體選用乙炔為增碳性氣氛。試片熱處理條件
為於 650~700℃進行均溫預熱,持溫 30 分鐘,
接著升溫至950℃及1000℃進行沃斯田鐵化及
滲碳處理,滲碳時間分別為 0.5、1 及 2 小時,
然後移到外腔噴入氮氣冷卻。部分試片再施以
液態氮深冷處理 2 小時,並分別於 200℃、
300℃、400℃、450℃、500℃、550℃及 600℃
不同溫度回火,持溫 2 小時。

Fig. 1 Schematic of the vacuum furnace
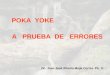
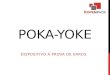
綜合以上,以實驗鋼材針對AISI S7
工具鋼真空滲碳熱處理之參數設定及熱
處理方式分別如Fig.2及Fig.3所示。
Fig. 2 A thermal processing cycle
Fig. 3 Process sequences for vacuum and
carburizing.
2.3 滲碳層分析
2.3.1 顯微組織觀察
滲碳處理試片以砂輪切割適當大小,經
鑲埋、研磨、拋光,再以 Nital 浸蝕液(5% HNO3
+ 95% C2H5OH) 處 理 後 , 使 用 Olympus
BHM-112B 型光學顯微鏡(Optical Microscope)
觀察其顯微組織。
2.3.2 TEM 微結構觀察
滲碳試片表面以慢速切割機切取約 0.5mm
之厚度,之後以砂紙研磨至 0.1mm 厚度並磨至
1000 號砂紙,接著試片衝壓成 3mm 直徑之薄
片,再以 1200 號砂紙研磨至 0.06mm,之後進
行 Double-Jet 電解拋光。電解拋光液為 70﹪體
積百分比的乙醇、25﹪的甘油與 5﹪的過氯酸
之混合溶液,溶液溫度控制在 0℃,工作電壓
為 50V,在薄片中央電解出小孔,小孔周圍之
薄區即 TEM觀察之區域。所使用 TEM 為 Jeol
2000CX Ⅱ型,工作電壓 200kV。
2.4 機械性質測試
2.4.1 HRC 硬度量測
使用 Matsuzawa Seiki MARK-M2 型洛氏
(Rockwell)硬度試驗機,測試各個不同溫度回
火試片之硬度值。每一試片均打三點洛氏硬度
值(HRC),再求其平均值。
2.4.2 HV 微硬度量測
使用 Future-Tech FM-7 微硬度機進行維克
氏(Vickers) 微硬度值測試。為求實驗數據穩定
正確測試前需先拋光,測試方式由表面至心部
每 0.05mm 打一點硬度值,直到硬度值下降至
一低值不再變化為止,此可觀察滲碳深度與硬
度之走向趨勢。操作條件為荷重 300g,壓痕停
留時間為 10 秒。
2.4.3 破裂韌性測試
依照 ASTM E 399-90 規範(12),利用 MTS
810.13 型動態萬能試驗機進行 mode I 型式試
片之預裂與拉斷之試驗步驟,並計算破裂韌性
值。若符合規範要求,則稱為『平面應變破裂
韌性』(KIC),否則為『平面應力破裂韌性』
(KQ)。

3.結果與討論
3.1 金相微觀結構
Fig.4 為S7工具鋼經950℃滲碳1小時、氮
氣淬冷及再經300℃、500℃、550℃、600℃回
火處理試片之橫截面金相組織。S7工具鋼的
沃斯田體化溫度為940-960℃,在950℃進行滲
碳處理,近表面與心部之組織大都為針狀麻
田體之組織,表層與心部並無明顯差異。
Fig.4 Microstructures of the S7 tool steel
specimens carburized at 950℃ for 1 hour (a)
as-quenched, and quenched and tempered at (b)
300oC, (c) 500 oC, (d) 550 oC and (e) 600 oC.
Fig. 5 為S7工具鋼經1000℃滲碳1小
時、氮氣淬冷及再經300℃、500℃、550℃、
600℃回火處理試片之橫截面金相組織。Fig.
5(a)為S7工具鋼經1000℃滲碳1小時氮氣氣
淬試片之橫截面金相組織,與950℃滲碳試片
比較,表面滲碳層能清楚看到碳化物網狀及
散佈有析出相的相對耐蝕性較高的基地結
構,心部與表層組織則有明顯差異,可以看
到其散佈析出相已逐漸減少。同時也可以看
到大顆粒的晶粒邊界。如5(b~e)所示,高溫
回火試片除滲碳層網狀結構仍然存在,其間
的基地組織已有更多的微細析出相導致其腐
蝕後組織複雜化。
Fig.5 Microstructures of the S7 tool steel
specimens carburized at 1000℃ for 1
hour (a) as-quenched, and quenched and
tempered at (b) 300oC, (c) 500 oC, (d) 550oC and (e) 600 oC.
S7 工具鋼經 1000℃滲碳 1 小時、淬火、深
冷及再經 300℃、500℃、550℃、600℃回火試
片之橫截面金相組織如 Fig. 6 所示。6(a)為
S7 工具鋼經 1000℃滲碳 1 小時氮氣氣淬試片
之再經深冷處理橫截面金相組織,其組織與未
經深冷者差異不大,同樣可以看到大的晶粒邊
界以及散佈析出相。同樣地經深冷後試片經高
溫回火試片,如 6(b~e)所示除滲碳層網狀結
構仍然存在,其間的基地組織已有更多的微細
析出相導致其腐蝕後組織複雜化。但從另6(e)
所示,除滲碳層網狀結構依然存在,其間的基
地組織已有更多的針狀組織,展現出 600 度的
回火效遠超過 300 度所能提供,散佈有針織組
(a) (b)
(c) (d)
(a) (b)
(c) (d)
(e)
(e)

織及其間之白色基地說明其或多或少仍有殘
留沃斯田體存在。
Fig.6 Microstructures of the S7 tool steel
specimens carburized at 1000 for 1℃
hour (subzero) (a) as-quenched, and
quenched and tempered at (b) 300oC, (c)
500 oC, (d) 550 oC and (e) 600 oC.
3.2 硬度 (HRC)
S7工具鋼經950℃滲碳0.5小時、1小時、2
小時淬火(無深冷處理),經不同回火溫度之表
面硬度分佈圖如Fig.7。如圖可看到試片表面
硬度由200℃回火溫度的60HRC,依序降低至
回火溫度600℃時的50HRC左右,其中於回火
溫度500℃時硬度值比400℃稍有回升,除有明
顯回火軟化抵抗的能力,甚至在500℃可些微
觀查有二次回火硬化現象發生。三種滲碳時
間均有相同趨勢。S7工具鋼心部硬度隨回火
溫度的提升而降低,心部硬度所成表現的趨
勢與表面硬度相同,只是硬度值大都低於表
面約5HRC。
200 300 400 500 60040
45
50
55
60
65
70
Har
dnes
s(H
RC
)
Tempering Temperature (℃)
950℃ carburized for 0.5 h (nonsubzero)950℃ carburized for 1 h (nonsubzero)950℃ carburized for 2 h (nonsubzero)
Fig.7 The surface hardness of the carburized
S7 tool steel as a function of tempering
temperature at different carburizing time
under 950℃.
Fig.8 為 1000℃滲碳 0.5 小時、1 小時、2
小時淬火(無深冷處理),經不同回火溫度之表
面硬度分佈圖。滲碳 0.5 小時回火溫度之硬度
僅 54HRC,1 小時及 2 小時更低至 47HRC 左
右,針對 S7 工具鋼經 1000℃滲碳 1 小時淬火
試片表面作 X光繞射所得之圖形,結果顯示表
面組織主要為雪明碳鐵、麻田散鐵與殘留沃斯
田鐵,大量殘留沃斯田鐵相說明表面硬度降低
之原因,後續 TEM分析亦得到相同結果。相
對的,S7 工具鋼 1000℃滲碳淬火試片心部硬
度不會有低溫回火硬度降低的現象,但亦隨回
火溫度的提升而降低,有明顯回火軟化抵抗的
能力,甚至在 500℃時可些微觀查有二次回火
硬化現象發生。
相較於心部硬度,表面硬度呈現出與心部
有很大差異,因表面具有較高的含碳量,使得
表層組織在剛由 1000℃持溫後淬火時,含有
大量殘留沃斯田體,因而表現出較低的硬度
值。一般而言,在 300℃回火已能使殘留沃斯
田體變態成為麻田散體,因此硬度逐漸提升,
在 500℃回火時,硬度爬升更高,高於 S7 工
(e)
(a) (b)
(c) (d)

具鋼基材,明顯呈具有二次回火硬化現象。因
此表示 S7工具鋼經 1000℃真空滲碳之滲碳層
產生成份變化,相應誘發性質變動都有高碳工
具鋼的特性。300℃、400℃回火硬值逐漸提
升,500℃回火硬度稍有回升現象,600℃回火
則稍降至 55HRC 左右。
200 300 400 500 60040
45
50
55
60
65
70
Har
dnes
s(H
RC
)
Tempering Temperature (℃)
1000℃ carburized for 0.5 h (nonsubzero)1000℃ carburized for 1 h (nonsubzero)1000℃ carburized for 2 h (nonsubzero)
Fig.8 The surface hardness of the carburized
S7 tool steel as a function of tempering
temperature at different carburizing time under
1000℃.
Fig.9 為 950℃及 1000℃滲碳 1 小時深冷
處理與無深冷處理淬火,經不同回火溫度之表
面硬度分佈圖。950℃滲碳 1 小時深冷處理與
無深冷處理淬火,其表面硬度由回火溫度
200℃的 60HRC,硬度值依序降低至回火溫度
600℃時的50HRC左右,其中於回火溫度500℃
時硬度值亦有跳升現象,1000℃滲碳 1 小時深
冷處理,其表面硬度值亦有相同趨勢,於回火
500℃時硬度值會跳升。1000℃滲碳 1 小時無
深冷處理則其表面硬度相對較低,由回火溫度
200℃的 43HRC,硬度值依序升高至回火溫度
600℃時的 57HRC 左右,應為大量殘留沃斯田
體的關係。
200 300 400 500 60040
45
50
55
60
65
70
Har
dnes
s(H
RC
)
Tempering Temperature (℃)
950℃ carburized for 1 h (nonsubzero)950℃ carburized for 1 h (subzero)1000℃ carburized for 1 h (nonsubzero)1000℃ carburized for 1 h (subzero)
Fig.9 The surface hardness of the carburized S7
tool steel as a function of tempering
temperature at given condition.
整體而言,在 500℃回火時,硬度爬升更
高,高於 S7 工具鋼基材,明顯呈具有二次回
火硬化現象。因此表示 S7 工具鋼經 1000℃真
空滲碳之滲碳層產生成份變化,相應誘發性質
變動都有高碳工具鋼的特性。而在 600℃回火
時,更有表面硬度 56HRC 而心部硬度為 46HRC
之組合,可以提供心部有一定強度與軔性,而
表面高硬度之特性組合。
相對於表面硬度的變化,各組試片橫截面
微硬度曲線經分析如下,以進一步討論 S7 工
具鋼滲碳效益。Fig.10 為 950℃及 1000℃滲碳
1小時深冷處理與無深冷處理淬火試片縱深硬
度分佈圖。950℃滲碳 1 小時深冷處理與無深
冷處理淬火,有表面 950 及 900HV0.3Kg降至深
度 1.2mm 處的 800HV0.3Kg,1000℃滲碳 1 小時深
冷處理與無深冷處理淬火,則在表面深度 0.2
及 0.4mm 處硬度降至 750 及 400HV0.3Kg,無深
冷處理淬火試片之低硬度值應為表面殘留大
量沃斯田體之故。

0.0 0.2 0.4 0.6 0.8 1.0 1.2300
400
500
600
700
800
900
1000
1100
Har
dnes
s(H
V0.
3kg)
Depth (mm)
950℃ carburized for 1 h (nonsubzero)950℃ carburized for 1 h (subzero)1000℃ carburized for 1 h (nonsubzero)1000℃ carburized for 1 h (subzero)
Fig.10 Hardness profiles of S7 steel specimens,
carburized at 950℃and 1000℃ for 1 hour
and quenched.
Fig.11 為 950℃及 1000℃滲碳 1小時深冷
處理與無深冷處理淬火,再經 300℃回火縱深
硬度分佈圖。950℃滲碳 1 小時深冷處理與無
深冷處理淬火及 1000℃滲碳 1 小時深冷處
理,其表面硬度值分別為 800、730 與 860HV0.3Kg
緩慢降低至深度 1.2mm 處的 600HV0.3Kg左右,
而 1000℃滲碳 1 小時無深冷處理其表面至
0.4mm 深度之硬度值已提升至 500HV0.3Kg 以
上,應為 300℃回火後殘留沃斯田體量減少所
致。
0.0 0.2 0.4 0.6 0.8 1.0 1.2300
400
500
600
700
800
900
1000
1100
Har
dnes
s(H
V0.
3kg)
Depth (mm)
950℃ carburized for 1 h (nonsubzero)950℃ carburized for 1 h (subzero)1000℃ carburized for 1 h (nonsubzero)1000℃ carburized for 1 h (subzero)
Fig.11 Microhardness profiles of the carburized
S7 steel specimens at given conditions and
tempered at 300 .℃
Fig.12 為 950℃及 1000℃滲碳 1小時深冷
處理與無深冷處理淬火,再經 550℃縱深硬度
分佈圖。950℃滲碳 1 小時深冷處理與無深冷
處理淬火及 1000℃滲碳 1 小時深冷處理,其表
面硬度值大約為 700HV0.3Kg 上下,隨後緩慢降
低至深度1.2mm處的550HV0.3Kg左右,而1000℃
滲碳 1 小時無深冷處理者,其表面硬度反而相
對較高,應為殘留沃斯田體量變態為麻田散體
與析出二次硬化碳化物所致。
0.0 0.2 0.4 0.6 0.8 1.0 1.2300
400
500
600
700
800
900
1000
1100
Har
dnes
s(H
V0.
3kg)
Depth (mm)
950℃ carburized for 1 h (nonsubzero)950℃ carburized for 1 h (subzero)1000℃ carburized for 1 h (nonsubzero)1000℃ carburized for 1 h (subzero)
Fig.12 Microhardness profiles of the carburized
S7 steel specimens at given conditions and
tempered at 550℃.
3.3 TEM 微觀組織
TEM 試片之取樣位置為離試片表面約
0.2mm 處,Fig. 13 為 S7 工具鋼在 1000℃滲碳
1 小時淬火後其滲碳層之 TEM 明視野影像。
圖中顯示的組織屬要為麻田散體與殘留沃斯
田體,因大量殘留沃斯田體的存在,所以造成
表面硬度較低的結果。
1000℃滲碳 1 小時淬火後經 300℃回火 2
小時其滲碳層之 TEM 影像。麻田散體為主要組
織,相較於淬火試片之影像,殘留沃斯田體明
顯減少。

1000℃滲碳 1 小時淬火經 500℃回火其滲
碳層之 TEM 分析,得到較長之黑斑點狀者呈
現高合金工具鋼會在 500℃回火時,殘留沃斯
田體變態形成麻田散體及微細的碳化物析
出,造成在 500℃回火的硬度值逐漸爬升。
Fig.13 TEM bright field image of S7 specimen
carburized at 1000 then quenched with℃
nitrogen gas.
Fig.14 TEM bright field image of S7 specimen
carburized at 1000 then quenched with℃
nitrogen gas and tempered at 600℃.
Fig.14 為 1000℃滲碳 1 小時淬火經 600℃
回火試片其滲碳層之 TEM 照片,相較於經 500
℃回火,可清楚看出析出物的明顯粗化。合金
鋼在較高的回火溫度時,合金元素容易擴散形
成碳化物析出物造成二次硬化效應,而碳化物
的結晶結構與化學組成會因合金元素的種類
而不同。含鉻的工具鋼中,析出物結構隨回火
溫度的提升,可為 M3C 然後 M7C3在來為 M23C6,
若工具鋼 Mo 含量高,則析出物結構隨回火溫
度的提升,可為 M3C 然後 M2C 在來為 M6C(13)。與
Fig. 9 的滲碳淬火件表面硬度的變化比對,
說明 S7工具鋼經 1000℃真空滲碳之滲碳層產
生的相變化,除能提供回火軟化抵抗更具有二
次回火硬化的特性。
3.4 破裂韌性分析
Fig.15 表示 S7工具鋼經不同時間 950℃滲
碳淬火,再分別經 300℃及 600℃回火試片之破
裂韌性值。Crane與 Bigg(4)提及以AISI T1、 M2、
A2 與 S1 試片,經不同回火熱處理得到 50HRC
左右之硬度,其中以 S1 試片的值最高 48 MPa‧
m1/2。而下 S7 工具鋼因具有較高之合金含量,
實驗所獲得的 KIC值為 53.2MPa‧m1/2,所對應的
硬度值為 54±2 HRC,強度及破壞韌性機械性質
組合(5)。另由 950℃真空滲碳件裂韌性值,說明
在 500℃以下回火滲碳件的 KIC 值均較淬火原
材之 KIC 值低;但對 600℃淬火回火件,KIC值
則明顯會因滲碳而提高。
0 1 240
50
60
70
80
90
KIC
(MPa‧
m1/
2)
Carburizing Time (h)
950℃ carburized and tempered 300℃950℃ carburized and tempered 600℃
Fig.15 Fracture toughness of S7 tool steel
specimen carburized at 950 and tempered at℃
300 and 600 as function of carburizing℃ ℃
time.
但由 Fig.15 顯示 950℃淬火再經 300℃回火試
片之破裂韌性值為 55MPa‧m1/2,可與文獻 5 所
得結果相近,然而經滲碳處理對 300℃回火之
γ
γ
γ
Μ

破裂韌性值卻造成下降。但淬火經 600℃回火
之破裂韌性則為 55MPa‧m1/2相較高於 300℃回
火。但經滲碳處理對 600℃回火之破裂韌性值
卻提高之效益。此與 Lee 等人(14)對 AISI 8620
鋼材經滲碳處理後提高裂韌性值有相同結
論,表示心部具軔性而表面提高硬度即強度之
結構有助於提高裂韌性值
4.結論
S7 工具鋼經 950 ℃及 1000℃真空滲碳處
理均有明顯滲碳層存在。S7 工具鋼經 1000℃
真空滲碳,氣淬及低溫回火處理,從 X-Ray 與
TEM 之微觀結構觀察,其表面滲碳層具有高碳
工具鋼之高溫淬火易有大量殘留沃斯田體而
降低硬度,而高溫回火則有碳化物析出導致二
次硬化之硬度提升現象。因此表示 S7 工具鋼
經 1000℃真空滲碳之滲碳層產生成份變化,
相應誘發性質變動都有高碳工具鋼的特性。而
在 600℃回火時,更有表面硬度 56HRC 而心部
硬度為 46HRC 之組合,可以提供心部有一定強
度與軔性,而表面高硬度之特性組合。由 950
℃真空滲碳件說明 600℃淬火回火件 KIC 值明
顯會因滲碳而提高。綜論之,真空滲碳處理配
合高溫回火處理,確可達到提供 S7 工具鋼表
面高硬度且擁有高破裂韌性值。
致謝感謝國科會計畫案 NSC91- 2622- E- 036-
004- CC3 經費上之協助。
參考文獻
1. K. Genel and M. Demirkol, “Effect of case depth on fatigue performance of AISI 8620carburized steel,” International Journal of Fatigue, 21, 1999, pp. 207-212.
2. H. Jimenez, M. H.Staia and E. S. Puchi,“Mathematical modeling of a carburizing process of a SAE 8620H steel”, Surface of Coatings Technology, 120-121, 1999, pp.358-365.
3. S. Li and R. R. Manory,“Effect of Gas InletPositions on Plasma Carburizing of AISI1020 Steel,” Surface and Coatings
Technology, 71, 1995, PP. 108-111.4. L. W. Crane and A. P. Bigg, “Fracture
Toughness of High Speed Steels”, Materials Science and Technology, 6(10), 1990, pp.993~998.
5. 邱六合與梁露輝,金屬熱處理,“AISI S7耐震工具鋼之破壞韌性”,85 期,2005,pp.5-12。
6. B. E. Denhofer, “An overview of advances in atmosphere and vacuum heat treatment”, Heat Treatment of Metals, 1998, pp. 79-85.
7. P. Kula, R. Pietrasik and K. Dybowski,“Vacuum carburizing- ProcessOptimization,” J. of Materials ScienceProcessing Technology, 164-165, 2005, pp.876-881.
8. N. Okumura, “Vacuum carburizing using propane gas”, Journal of The Chinese Society for Metal Heat Treatment, 72, 2002,pp. 35-42.
9. F. S Chen and L. D. Liu, “Deep-holecarburization in a Vacuum Furnace byforced-Convection Gas Flow Method,”Materials Chemistry and Physics, 82, 2003,PP. 801-807.
10. N. Okumura and A. Iwase, “Vacuum carburizing using acetylene gas”, Journal of The Chinese Society for Metal HeatTreatment, 72, 2002, pp. 43-47.
11. W. Gräfen and B. E. denhofer, “Acetylenelow-pressure carburizing-a novel andsuperior carburizing technology”, Heat Treatment of Metals, 4, 1999, pp. 79-83.
12. ASTM E399-90, Standard Test Methods forPlane-Strain Fracture Toughness of MetallicMaterials, Vol. 0301, 1997 Ed, pp. 408-438.
13. E. Pippel, Ultramicroscopy, 62, 1996, p.157.
14. S. C. Lee, W. Y. Wei and L. H. Chiu,“Hydrogen Transport and FractureToughness of Case Hardened Steel,”Materials Chemistry and Physics, 38, 1994,PP. 234-242





![中碳鋁鉻鉬合金鋼(滲氮用鋼)中碳鋁鉻鉬合金鋼(滲氮用鋼) SACN 645 相當規格: JIS SAE SACM645(SACM1) E 7140O [註]其他參氮用鋼規格請參閱第50頁。](https://img.pdfslide.tips/doc/110x75/5e8c5f8ffdae4173f8322fbb/ceeeeeicei-ceeeeeicei.jpg)