Embed Size (px)
Citation preview

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 1/41
Q.O
~
' "-Z
o . n
v Prornlnp 0
• •4lINHj)..QO
A
MECANICOMONTADOR
• SENAI
Federa~llodas Industrias do Estado da Bahia
A linham ento de Maqulnas Convencional
anp Ministerio deIM in a•• E n." gia
PETRQBIIA_

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 2/41

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 3/41
MECANICO MONTADOR
&iiiIfIETROBIIA
Miniat6rio de
Min••• 'En."8i.

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 4/41

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 5/41
MECANICO MONTADOR

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 6/41
© PETROBRAS Petr61eo Brasileiro SA
Todos os direitos reservados e protegidos pela Lei 9.610, de 19.2.1998.
E proibida a reproducao total ou parcial, por quaisquer meios, bem como a producao de apostilas, sem autorizacaoprevia, por escrito, da Petr61eo Brasileiro SA PETROBRAS.
Direitos exclusivos da PETROBRAS Petr61eo Brasileiro SA
ERBERTTA, Gaudenzio
Mecanico Montador: Alinhamento de Maquinas Convencional / Prominp - SENAI. Salvador, 2006.
41 p.:il.
PETROBRAS Petr61eo Brasileiro SA
Av. Almirante Barroso, 81 17° andar Centro
CEP: 20030-003 Rio de Janeiro RJ Brasil

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 7/41
indice
1. lntroducao . 09
2. Princfpios basicos . 10
2.1 Definic;ao........................................................................... 10
2.2 Conceitos importantes........................................................... 10
3. Efeitos do desalinhamento em equipamentos rotativos . 14
3.1 Vibracao 14
3.2 Acoplamentos e mancais 14
3.3 Selagens axiais e radiais 14
3.4 Engrenagens 14
3.5 Eixos 14
4. Dilatacao termica . 15
4.1 Conceitos basicos 15
4.2 Classificacao da dilatacao terrnica 15
4.3 Calculos da dilatacao terrnica linear dos s61idos 16
4.4 Exercfcios resolvidos 17
4.5 Exercfcios propostos 18
5. Deterrninacao do alinhamento ideal a frio . 21
5.1 Maquinas sirnetricas 21
5.2 Exercfcios resolvidos 23
5.3 Exercfcios propostos 24
5.4 Maquinas assimetricas 26
6. Instrumentos e dispositivos usados em alinhamento . 31
6.1 Instrumentos 31
7. Procedimento e cuidados gerais em alinhamento . 37
7.1 Antes do alinhamento 37
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 8/41
7.2 Durante 0 alinhamento 38
7.3 Ap6s 0alinhamento 41

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 9/41
t.Introducao- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Maquinas rotativas industriais, tais como bombas, compressores, ventiladores, etc., sao normal mente conectadas a seus
acionadores atraves de acoplamentos flexfveis. Esses tipos de acoplamentos sao usados porque as mudancas de
temperaturas, partidas ou paradas dos equipamentos, podem causar movimentos relativos entre seus eixos.
Todos os acoplamentos flexfveis trabalham sujeitos a limites de desalinhamento de eixos. Ao operar fora desses limites,
os acoplamentos estarao sujeitos a falhas ou desgaste irregular. Mesmo operando dentro dos limites de seu projeto,
durante a operacao desses acoplamentos sao gerados esforcos que atuam sobre sua flexibilidade. Esses esforcos
(Forcas) normal mente aumentam, a medida que 0desalinhamento aumenta, decorrendo disso uma qeracao de cargas
indesejaveis sobre os elementos das maquinas,. Esses esforcos adicionais provocam desgaste prematuro e/ou falhas
inesperadas que causam, na maioria das vezes, a reducao ou paralisacao do processo produtivo das industrias.
Com 0 intuito de facilitar 0 trabalho de alinhamento de eixos de maquinas, foram desenvolvidos alguns processos de
alinhamento, dos quais, escolhemos dois dos mais abrangentes e inclufmos neste trabalho, 0qual, esperamos que seja
grande utilidade para os profissionais que trabalham em instalacao de equipamentos rnecanicos rotativos.
o PIOG' •
. . ' I > . . .
~ ~ 09o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 10/41
2 . P rin cip io s Basicos_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ -'
2.10efinig8o
Podemos definir 0alinhamento de eixos, como sendo 0processo pelo qual posicion amos dois eixos, de forma que a linha
de centro de um fique colinearem relacao a do outro (em condicoes norma is de operacao da rnaquina - Figura 1).
Figura 1: Eixos Alinhados
Pela definicao acima, conclufmos que, na maioria dos casos, a posicao a frio (com as maquinas paradas e na temperatura
ambiente) dos eixos alinhados nao tem a colinearidade entre suas linhas de centro.
2.2 Conceitos Importantes
ALiNHAMENTO A FRIO - procedimento de alinhamento feito com as maquinas paradas nas condicoes do ambiente.
Apesarde normal mente chamado de "a frio", a desiqnacao mais correta seria, "alinhamento nas condicoes do ambiente",
pois, existem maquinas que em operacao normal, trabalham com temperaturas abaixo da do ambiente.
o "alinhamento a frio", deve prever as dilatacoes ocorridas nos equipamentos ao atingem as condicoes de operacao. Para
cornpensacao dessas dilatacoes, normalmente nao deixamos os eixos colineares, 0 que s6 vai acontecer (dentro de
determinadas tolerancias) ap6s as maquinas atingirem as condicoes norma is de operacao (situacao na qual, ja se
estabilizaram as dilatacoes ou contracoes terrnicas, esforcos internos e externos, etc.).
ALiNHAMENTO A QUENTE - procedimento de alinhamento feito com as maquinas paradas sob as condicoes de
operacao. Quando podemos executar 0 alinhamento com as maquinas paradas sob as condicoes operacionais, 0
"alinhamento a quente" e de extrema utilidade, pois, podemos deixar os eixos colineares, porque nao havera rnudanca de
posicao relativa entre eles quando as maquinas estiverem rodando.
10
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 11/41
Na grande maioria dos casos, isso nao e posslvel, sendo apenas, em poucas situacoes, feita uma verificacao do
alinhamento a quente, imediatamente ap6s a parada das maquinas nas condicoes norma is de operacao, com 0 intuito de
verificar se0alinhamento a frio foi feito corretamente.
DESALINHAMENTO PARALELO - tarnbern chamado de desalinhamento radial ,existe quando as linhas de centro dos
eixos sao paralelas entre si, mas, nao coincidentes (Figura 2).
t _ . _-_j -
Figura 2: Desalinhamento Paralelo
DESALINHAMENTO ANGULAR - tarnbem chamado de desalinhamento axial ou facial e verificado quando as linhas de
centro dos eixos sao coplanares, porern, formam um angulo entre si (Figura 3).
7
Figura 3: Desalinhamento Angular
DESALINHAMENTO COMBINADO - acontece quando temos a associacao dos dois anteriores, ou seja, as linhas de
centro dos eixos nao sao coplanares e formam um anqulo entre si (Figura 4).
Este e 0tipo de desalinhamento normal mente encontrado na pratica.
o PIOG' •. . 'I > . . .
~ ~ 11o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 12/41
-.-~.----.~ -~-.-.- ~~. -~ ~- . - . - . - ~
VISTA LATERAL VISTA SUPERIOR
Figura 4: Desalinhamento Combinado
SEPARA<;Ao AXIAL- e a distancia entre as faces dos cubos do acoplamento, (Figura 5).
I + - -SEPARA<;AO AXIAL
- I
Figura 5: Separacao Axial dos Eixos
Essa distancia deve ser ajustada com os eixos das maquinas na posicao axial normal, ou seja, na posicao assumida
quando operando normalmente. Para maiores detalhes, medidas e tolerancia da "separacao axial", deve-se consultar 0
manual de instrucoes da maquina ou do acoplamento.
12
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 13/41
3.Efeitos do Desalinhamento em Equipamentos Rotativos
Como vimos anteriormente, 0desalinhamento entre eixos de maquinas rotativas gera cargas adicionais sobre os seus
elementos. Essas cargas podem causaros seguintes efeitos:
3.1 Vlbracao
Alem de ser 0principal efeito, a vibracao e0primeiro sintoma que indica a existencia de um mau alinhamento entre eixos.
Normalmente ela e caracterizada por apresentar alta amplitude em uma frequencia de duas vezes a rotacao,
principalmente na direcao axial, que e igual ou maiorque a metade da amplitude na radial.
3.2 Acoplamentos e mancais
Esses elementos sao as pecas que primeiro sentirao os efeitos do desalinhamento, pois, os movimentos relativos entre
eixos geram cargas que serao absorvidas por eles, causando desgaste prematuro e posslvel falha.
3.3 Selagens axiais e radiais
Nesses elementos, as folgas e paralelismo das superficies de vedacao sao de grande irnportancia para seu perfeito
funcionamento. Como 0 desalinhamento causa vibracao, esta por sua vez afeta diretamente 0 ajuste dessas pecas,
causando atrito irregular, desgaste prematuro e vazamentos.
3.4 Engrenagens
Nessas pecas, tarnbem, a vibracao causada pelo desalinhamento gera problemas ao engrenamento, 0 que alem de
acelerar 0desgaste dos dentes, aumenta consideravelmente 0nlvel de ruldo.
3.5 Eixos
Dependendo de sua robustez, quando sujeitos as cargas geradas pelo desalinhamento, os eixos podem sofrer empenos,
atrito com pecas estacionarias ou ate mesmo vira fraturar porfadiga.
o PIOG' •. . 'I > . . .
~ ~ 13o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 14/41
4.Dilatag8o Termica
4 .1 C o nc eito s Basicos
Um dos mais comuns efeitos da variacao de temperatura sobre um corpo
ea rnudanca de suas dimens6es. Quando
aumentamos a temperatura de um corpo, suas dimens6es aumentam: e a "Dilatacao Terrnica". Quando diminufmos a sua
temperatura, as dimens6es sao diminufdas: e a "Contracao Terrnica".
Adilatacao de um corpo que e promovida pelo aumento de sua temperatura e consequencia da aqitacao das molecules do
corpo: as rnutuas colis6es, mais intensas ap6s 0aquecimento, causam maior separacao entre as molecules. De maneira
contraria, a diminuicao da temperatura de um corpo reduz as colis6es, tornando as molecules mais agregadas, 0que
promove uma reducao nas dimens6es do corpo.
A partir daqui trataremos tanto a dilatacao como a contracao, apenas como "Dilatacao Termica", pois, como sera visto
adiante, os calculos sao os mesmos para as duas.
4.2 Classiflcacac da Dilatacao Termlca:
DILATA<;Ao LINEAR - aumento de uma dirnensao, como por exemplo, 0comprimento de uma barra (Figura 6).
Figura 6: Dilatacao linear
DILATA<;Ao SUPERFICIAL-Aumento de area de uma superffcie, como a de uma chapa (Figura 7).
Figura 7: Dilatacao superficial
14

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 15/41
DILATA<;Ao VOLUMETRICA- aumento de volume de um corpo (Figura 8).
_ - _,'" I ....._ _IC_
> '
-
Figura 8: Volurnetrica
As tres dilatacoes, linear, superficial e volurnetrica, sempre ocorrem simultaneamente. Quando a barra da figura 6 tem seu
comprimento aumentado, sua seccao e seu volume tarnbern aumentam. No entanto, na barra, 0 comprimento e a
dirnensao predominante e sofre maior dilatacao. Para 0 nosso trabalho de alinhamento de eixos necessitamos
basicamente do estudo da dilatacao linear dos s6lidos.
4.3 Calculos da Dllatacao Termlca L inear dos S 61idos
Experiencias flsicas demonstraram que a variacao de dimens6es dos corpos e diretamente proporcional a variacao de
temperatura, comprimento inicial e depende do tipo de material. Com isso, chegou-se a seguinte f6rmula:
Onde:
II L = Variacao de comprimento
a = Coeficiente de dilatacao linear, caracterfstico de cada material, expresso em mm/oC. ,ver tabela .
La = Comprimento inicial do corpo
II t = Variacao de temperatura (diferenc;a entre a temperatura final e inicial).
o PIOG' •
.. " ' '1 > . ..
~ ~ . ~ 15o / ,."
....PromlnP.Q
1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 16/41
- ~ - - - - - ~ - - - - ~ - - - - - - - ~ - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
C O E F I C I E N T E S D E DILATA~AO T E R H I C A L I N E A R
- - - . . - - . - . _ - - - - ~. . . .-._~ . .- - . - - - - - - - - ~ . . . . . . . . . . . ----~._-. . . . .---. . . .---~A~o •••••••••••••••••••••••••••••••
A l u m l n l a • • • • • • • • • • • • • • • • • • • • • • . • . •
Bronze, l...~o •••.•.•.••••.•••... ".
Borracha (200C) ..•••...••.•.••...•.
C o b t e • • • • • • . • • • • • • • . • • • • . • • . . . • . • •
Cocreto .F e r r o F u n d l d o • • • • • • • • • • • • • • . . . . . • •
P o r c e l a n a • • • . • • • . • . . . • • • • • • • . . . . . .
V i d r o c o m u m • • • • • • • • • • • • • • • • . • • • • • .
0,000012
0,000024
0,000016
0,000077
0,000017
0,000012
0,000011
0,000003
0,000008
- - _ . . . . . - - - - _ . . . - ~ - . .- . . . . .-. . . . . . .. - . ~ _ . . . . - - -. .-. . . . - - ~ - - - - - - - - - - - -
Figura 9: Tabela com coeficientes de dilatacao terrnica linear
4 .4 E xe rc lc io s R es olv id os
a) Uma barra a 10°C, comprimento de 500 mm, sendo feita de um material cujo coeficiente de dilatacao linear vale
0,000010, e aquecida ate 50°C. Determine:
1°) Adilatacao ocorrida
2°) 0comprimento final da barra
Solucao:
a =0,000010
L a = 500mm
117 = 50-10 =40°C

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 17/41
1°) Substituindo os dados na formula, temos:
il L= 0,000010 x 500 x 40
ilL=0,20 mm
2°) 0comprimento final "L" vale:
L= 500 + 0,20
L=500,20mm
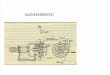
a) Um compressor de refriqeracao opera com sua carcaca que e de ago fundido, a uma temperatura de - 5°. Sendo a
distancia da linha de centro do eixo a base, 350 mm e considerando-se a temperatura ambiente igual a 30°C,
determine:
1°) Quanto sera a medida do deslocamento do eixo, na direcao vertical, quando a maquina chegar na condicao normal
de operacao.
2°) Em que sentido sera esse deslocamento
EEoIntv' )
Soluc;ao:
Base
Figura 10: Esquema de Montagem de um compressor
o PIOG' •. . 'I > . . .
~ ~ 17o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 18/41
Solucao:
a =0,00012
(valor de tabela, vida figura 9)
Lo=350mm
llt = - 5 - 30 = -35° C (0 sinal "-" indica que teremos uma contracao terrnica)
1°) Substituindo os dados na formula, temos:
ilL = 0,000012 x 350 x (-35)
ilL =-0,147mm
Logo, a distancia do eixo a base reduziu em 0,147 mm. Esse sera tarnbem odeslocamentovertical do eixo.
2° Ja que tivemos uma contracao da carcaca, 0eixo se deslocou vertical mente para baixo.
4.5 E xerc fc io s P ro po sto s
a) Determine a dilatacao linear que ocorrera em uma barra de alumfnio a 20°C, que tem um comprimento inicial de 600
mm, se a mesma for aquecida ate 100°C.

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 19/41
b) Qual 0valor do coeficiente de dilatacao linear de um material que aquecido de 28 a 80Dc, aumenta de 100 para
100,1 mm0seu comprimento?
o PIOG' •. . 'I > . . .
~ ~ 19o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 20/41
5.Determinag8o do Alinhamento Ideal a Frio--------
As maquinas rotativas normalmente operam com temperaturas acima ou abaixo da temperatura ambiente, logo, estao
sujeitasadilatacoes ou contracoes terrnicas, 0que tem como consequencia, uma diferenc;a na posicao dos seus eixos
quando passam a condicao normal de operacao. A direcao e medida dessa rnudanca na posicao dos eixos, em algumas
maquinas, poderao ser encontradas no seu manual de instrucoes ou conseguidas atraves de uma consulta ao fabricante.
Se isso nao for posslvel, poderao ser usadas as orientacoes basicas que daremos neste capitulo.
Ap6s a obtencao das direcoes e medidas, podemos determinar qual a melhor posicao a frio para os eixos de duas
maquinas que trabalham acopladas, para que os mesmo fiquem com suas linhas de centro colineares quando elas
estiverem na condicao normal de operacao.
Na deterrninacao dos valores da dilatacao ou contracao termica sao usadas, como referencia, duas direcoes basicas que
sao, a vertical e a horizontal. Damos a seguiros principais casos encontrados na pratica:
5.1 Maquinas Sirnetricas:
Sao rnaquinas cujo movimento do eixo na direcao horizontal e desprezlvel, por apresentarem simetria construtiva e
terrnica em suas carcacas, ex.: bombas centrifugas, turbinas a vapor, compressores centrlfugos multi-estaqios de um s6
eixo, motores eletricos, entre outras.
A diferenc;a de altura entre os eixos dessas maquinas pode ser calculadas atraves de uma cornposicao da formula de
dilatacao terrnica linear vista no capitulo anterior:
Onde:
llH = Diferenc;a de altura entre 0acionador e a maquina movida, em mm, na condicao a quente.
aa = Coeficiente de dilatacao da carcaca do acionador.
a = Coeficiente de dilatacao da carcaca da maquina movida.m
H, = Distancia vertical entre a linha de centro do eixo do acionador e 0 ponto da base que trabalha a temperatura
ambiente, em mm.
20

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 21/41
ambiente, em mm.
H,> Distancia vertical entre a linha de centro do eixo da maquina movida e 0ponto da base que trabalha a temperatura
I IT , = Diferenc;a entre a temperatura de trabalho e a temperatura ambiente da carcaca ou caixas de mancal (caso a
mesma seja separada da carcaca e assentada em pedestais) do acionador, em DC .
II T m = Diferenc;a entre a temperatura de trabalho e a temperatura ambiente da carcaca ou caixa de mancal (caso a
mesma seja separada da carcaca e assentada em pedestais) da maquina movida, em DC
OBSERVA<;OES:
\ : : t / I
ACIONADOR 1\
< I - MAQUI~ ~A
- - MOVID)- ,_r-- - - - -
- · 1 -.1 r - . . . _
--\.
E
~
:I:
IFigura: Esquema de Montagem Maquina Simetrica
Nos casos onde a carcaca ou caixas externas de mancal com pedestal (na condicao normal de operacao) tenham pontos
de temperaturas diferentes, devers ser considerada a temperatura media.
Quando 0valor calculado de?H e positive, 0acionador devers ser posicionado, a frio, com a linha de centro de
inverso.
seu eixo abaixo da linha de centro do eixo da maquina movida. Quando 0valor for neqativo, a posicao sera 0
Esta formula s6 se aplica a equipamentos cujos eixos se deslocam vertical mente com a dilatacao da carcaca,
mantendo-se na mesma posicao horizontal.
o PIOG' •. . 'I > . . .
~ ~ 21o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 22/41
5 .2 E xe rc fc io s R es olv id os
a) Caso de uma turbina a vapor, acionando uma bomba centrffuga de multi-estaqio, ambas com a carcaca de ago
fundido. Dados:
,/ Altura da linha de centro do mancal da turbina = 400 mm
,/ Altura da linha de centro do mancal da bomba = 300 mm
,/ Temperatura da caixa de mancal da turbina = 60°C
,/ Temperatura ambiente = 20°C
,/ Temperatura da carcaca e pedestais da bomba = 40°C
Aplicando a formula, temos:
llH = 0,000012 x400 x (60 -20) - [0,000012 x 300 x (40 -20)]
llH = 0,192 x 0,072
llH = 0,120 mm
A linha de centro do eixo da turbina devers ser posicionada, a frio, 0,12 mm abaixo da linha de centro do eixo da
bomba.
b) Motor eletrico acionado uma bomba centrffuga. Dados:
,/ Ha=500mm
,/ Hm=600 mm
,/ Temperatura da carcaca do motor = 60°C
,/ Temperatura da carcaca e pedestais da bomba = 230°C
,/ Temperatura ambiente = 30°C
22
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 23/41
,/ Carcaca da bomba em ago fundido
,/ Carcaca do motor em ferro fundido
Aplicando a formula temos:
llH = 0,000011 x 500 x (60 - 30) - [0,000012 x 600 x (230-30)]
llH = 0,165-1,44
llH =- 1,275 mm
II A linha de centro do eixo do motor eletrico devera ficar, a frio, 1,275 mm mais alta que a linha de centro do eixo da
bomba.
5 .3 E xe rc fc io s P ro po sto s
a) Qual 0posicionamento vertical a frio, para 0eixo de um motor eletrico que aciona uma bomba centrifuga, com os
seguintes dados:
'/Ha=300mm
'/Hm= 150 mm
,/ Temperatura do motor = 63°C
,/ Temperatura da bomba = 98°C
,/ Temperatura ambiente = 28°C
,/ Carcaca da bomba em ferro fundido
,/ Carcaca do motor em ferro fundido
o PIOG' •. . 'I > . . .
~ ~ 23o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 24/41
b) Qual 0 posicionamento vertical, a frio, para 0 eixo de uma turbina a vapor que aciona um ventilador, com os
seguintes dados:
,/ H, =400mm
,/ Temperatura dos pedestais das caixas de mancal da turbina = 60°
,/ Temperatura das caixas de rolamento do ventilador = 55°C
,/ Temperatura ambiente = 30°C
,/ Carcaca da turbina e das caixas de rolamento do venti lador em ferrofundido.
24
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 25/41
c) Os pedestais dos mancais de um compressor de refriqeracao trabalham a ODC.Esse compressor e acionado por
um motor eletrico que trabalha a 50DC.Sendo Ha = Hm = 350 mm e a temperatura ambiente 30DC,determine como
deve sero alinhamento vertical, a frio, entre esses dois equipamento, sabendo-se que os pedestais do compressor
sao de aco fundido e carcaca do motor e em ferrofundido.
5.4 Maqulnas Assimetrlcas
Maquinas que nao apresentam simetria construtiva e/ou terrnica na horizontal, em suas carcacas, Ex.: redutores e
multiplicadores de velocidade, compressores de parafusos, entre outras.
Nessas maquinas a linha de centro de seus eixos se deslocam tanto vertical como horizontal mente, devido a dilatacao
terrnica e movimentos rnecanicos. Dado a dificuldade nos calculos para deterrninacao das direcoes e valores desses
deslocamentos, geralmente os fabricantes fornecem as inforrnacoes necessaries para 0 alinhamento a frio dessas
maquinas. Como exemplo fornecemos a seguir dois casos particulares conforme orientacao de fabricantes:
MULTIPLICADOR DEVELOCIDADE:
A folga nos mancais e a dilatacao termica da carcaca, tanto na altura como na largura, devem ser consideradas na
deterrninacao dos valores e direcoes dos deslocamento dos eixos (Figura 12).
CENTRO DOS EIXOS DURANTE 0 FUNCIONAMENTO
PONTO FIXO
.c
DA CARCA~A
Figura 12: Diagrama de Dilatacao e Movimentos Mecanicos
o PIOG' •
. . 'I > . . .
~ ~ 25o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 26/41
VALORES PARAALINHAMENTO
Temperatura ambiente 25 C
Temperatura de funcionamento 60 C
* e1 (mm) 0,039
* e2 (mm) 0,129
* h1 (mm) 0,035
* h2 (mm) 0,112
Dilatacao da carcaca
* llh (mm) 0,106
* lla1 (mm) 0,012
* lla2 (mm) 0,095
* Inclufda a dilatacao da carcaca.
De posse dos valores citados anteriormente, e s6 calcularmos os deslocamentos dos eixos das maquinas que
estao acopladas aos eixos de entrada e salda do multiplicador, para determinarmos as posicoes do alinhamento a
frio.
COMPRESSOR CENTRiFUGO DE QUATRO ESTAGIOS E 3 EIXOS
A carcaca dessa maquina, como na anterior, possui na sua base um ponto fixe, 0qual, faz com que a expansao
26
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 27/41
terrnica horizontal atue somente em um sentido O . A diferenc;a nas linhas de centro dos eixos, entre a condicao a
quente e a condicao a frio, esta representada pela letra "a".
E
Figura 13: Expansao terrnica do Compressor
A = l inha de centro do conjunto durante 0funcionamento
B = linha de centro do compressor na condicao a frio
C = linha de centro do acionador
D = sentido da dilatacao
E = pontofixo
"a" = diferenc;a entre a condicao a frio e a condicao a quente
Adirnensao "a" sera obtida atraves do qrafico mostrado na Figura 14. Para isso precisamos conhecer a distancia do ponto
fixe a linha de centro do compressor na condicao a frio que e encontrada no manual da maquina. Vejamos um exemplo:
Determine a dirnensao "a" para 0alinhamento horizontal de um compressor cuja distancia do ponto fixe a l inha de centro
da carcaca e 2150 mm.
o PIOG' •. . 'I > . . .
~ ~ 27o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 28/41
Solucao:
Figura 14.
Em primeiro lugar, marcamos no eixo horizontal 0 valor da distancia do ponto fixe (2150 mm), conforme mostrado na
Em seguida, levantamos uma perpendicular por este ponto, ate atingirmos a reta inclinada .
. . . . . .EE. . . . .
"".".,l . " . o o
. . . . . .
"~
". . . . - "
' " ~..".
. .
.. .
1,0
0,9
0,8
0,7
0,6
0,5
o1700 2000 2500 3000
DISTANCIA CENTRO/PONTO FIXO(mm)
Figura: Grafico para deterrninacao da Medida "a"
assim,ovalordeO,71 mm.
Feito isso, tracarnos uma linha horizontal do ponto encontrado sobre a reta inclinada ate atingir 0eixo vertical, obtendo
Esse valor sera fisicamente encontrado quando 0 compressor dilatar na direcao horizontal, logo, devemos deixar, no
alinhamento a frio, a linha de centro do acionador deslocada 0,71 mm para a esquerda da linha de centro do compressor,
usando como referencia a Figura 13.
Nota:
Os exemplos acima sao inforrnacoes de fabricantes para determinados modelos e tamanhos para equipamentos, logo,
28
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 29/41
nao devem ser usados de forma geral.
o p.0 tv •
. . 'I > . . .
~ ~ 29o "....PromlnP.Q
1.c'1I tI",0"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 30/41
6.lnstrum entos e D ispositivos U sados em Alinham ento
6 .1 Instrumentos
RELOGIO COMPARADOR:
Este instrumento (Figura 15) e usado para obtermos as leituras dos desalinhamentos e para medirmos os deslocamentos
laterais do equipamento que sera movido durante 0alinhamento (Figura 16).
Devemos escolher rel6gios comparadores de boa qualidade, com 0maior mostrador posslvel e com a menor divisao em
centesimos de rnillmetro
Pentejrc principal
Parafuso de fixa~.odo arco
/lP'onteiro
c
Mostrador
.aJslI tavel
Fusa
P onta de
conta.toV Ponta o e contato
Figura 15: Rel6gios Comparadores.
Figura 16: Utilizacao dos rel6gios comparadores
30

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 31/41
MICROMETRO PARAMEDIDAS INTERNAS (TUBULAR):
Instrumento normal mente usado para medir a separacao axial entre as faces dos cubos de acoplamento das
maquinas em processo de alinhamento (Figura 17).
• •••••••••••••
Figura 17: Micr6metro Interno
Figura 18: Uso do micr6metro interne
MICROMETRO PARAMEDIDAS EXTERNAS:
Esse instrumento (Figura 19) e usado para medirmos a espessura dos calces utilizados no alinhamento.
Figura 19: Micrometro Externo
o PIOG' •. . 'I > . . .
~ ~ 31o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 32/41
CALIBRADOR DE LAMINAS (Figura 20)
Instrumento usado na rnedicao da separacao axial das faces dos cubos de acoplamento quando essa medida for
bastante reduzida, figura 18. Ele tambern pode usado para realizacao de pre-alinharnento axial.
Figura 20: Calibrador de Laminas e seu uso.
TRENAS (Figura 21)
Este instrumento e usado para a rnediacao das distancias entre os pes e cubos de acoplamento dos equipamentos
detalhadas nos processos de alinhamento.
a serem alinhados. Para esta mesma finalidade podemos utilizar as requas de precisao, Essas rnedicoes serao
Figura 21: Trenas
32

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 33/41
DISPOSITIVOS:
a) SUPORTES DEALINHAMENTO
Sao dispositivos usados para fixar 0rel6gio comparador ao cuba de acoplamento ou eixo permitindo a tomada de
leitura durante 0alinhamento.
SUPORTE
R - Deve ser 0maior possivel
Figura 22: Dispositivos
o PIOG' •. . 'I > . . .
~ ~ 33o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 34/41
FIXADOR DE EIXOS
Eo dispositive usado para fazer com que 0eixo de uma maquina, gire ao mesmo tempo em que 0outro, durante as
tomadas das medidas com os rel6gios comparadores (Figura 23).
Esse procedimento evita que a falta de concentricidade ou irregularidades na superffcie dos cubos de acoplamento
causem medidas err6neas durante 0alinhamento.
Esse dispositive pode ter as formas mais variadas dependendo do tipo do acoplamento e da distancia entre as
faces dos cubos.
Obs.: Da forma mostrada na Figura 23, o dispositivo tambern e usado com a intencao de mantera separacao axial durante
o alinhamento.
Figura 23: Fixador de Eixos.
MACACOS DE PARAFUSO
Sao dispositivos normal mente permanentes que servem para mover lateral mente as maquinas durante 0processo
de alinhamento (Figura 24).
Caso a maquina a ser alinhada nao possua esses dispositivos, e recornendavel sua instalacao, pois, alem de
facilitar, reduzira consideravelmente 0tempo do alinhamento.
34
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 35/41
MACACOS
\____MACACOS
Figura 24: Macacos de Parafusos.
o p.0 tv •
. . 'I > . . .
~ ~ 35o "....PromlnP.Q
1.c'1I tI",0"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 36/41
7.Procedimento e Cuidados Gerais em Alinhamento
7 .1 A n te s d oA lin ha m e nto
a. Antes de folgarmos os parafusos dos pes e desconectarmos alguma tubulacao de um equipamento que vai ser
retirado para rnanutencao, devemos armar os rel6gios comparadores e tomar uma leitura do seu atual
alinhamento. Esta leitura servira para verificarmos 0 estado de alinhamento da maquina e podera ser utilizada
como referencia para 0realinhamento da mesma.
b. Devemos, sempre que posslvel, verificar se alguma tubulacao conectada ao equipamento esta exercendo
esforcos demasiados sobre 0 mesmo, pois, a nao correcao dessa posslvel irregularidade podera provocar
desalinhamento quando da maquina em operacao. A rigor, em grandes maquinas, devemos soltar todas as suas
tubulacoes antes de iniciarmos 0alinhamento.
c. Quando retiramos um determinado equipamento para rnanutencao, os seus calces de alinhamento devem ser
identificados quanta as suas localizacoes na base e guardados para posterior utilizacao. Esse procedimento
facilitara consideravelmente 0service de alinhamento.
d. Escolha 0rnetodo de alinhamento a ser utilizado e anote os valores de alinhamento ideal a frio e as tolerancias de
desalinhamento. Essas inforrnacoes podem ser obtidas nos manuais de fabricantes dos equipamentos
acoplamentos ou atraves do pessoal de rnanutencao a partir de calculos te6ricos e experiencia pratica.
e. Providencie os materiais necessaries ao alinhamento, ou sejam: ferramentas, dispositivos, instrumentos, material
de consumo, papel milimetrado, requa, prancheta, lapiseira, borracha, etc. Estes rnaterias devem estar todos a
mao para que nao percamos tempo durante 0alinhamento.
f. 0 uso de calces de aces carbona em alinhamento e desaconselhado devido a sua rapida corrosao, 0que pode
provocar 0desalinhamento dos equipamentos. Por esse motivo devemos sempre usar calces de aces inoxidaveis,
ou, nafalta destes, calces de latao.
g. Cad a instrumento a ser usado no alinhamento deve ser inspecionado para verificacao de possfveis defeitos. Os
rel6gios devem ser observados quanta a emperramentos, os micr6metro aferidos, etc.
h. Devemos verificar se os suportes de alinhamento a serem usados sao realmente rlgidos para nao tornarem falsas
as leituras executadas. Essa verificacao e posslvel usando-se um eixo robusto, ao qual e fixado 0suporte com 0
36
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 37/41
rel6gio e 0conjunto apoiado entre pontas num torno, ou, como mostrado na Figura 24. Zera-se 0 rel6gio no ponto
superior e gira-se 0conjunto de 180°, se houver movimentos no ponteiro do rel6gio, significa que 0suporte precisa
ser enrijecido.
Figura 25: Verificacao da rigidez do suporte
i. Antes do assentamento de um equipamento sobre sua base rnetalica devemos nos certificar de que seus pes
estejam limpos, pianos e paralelo entre si. A base tambern deve ser inspecionada quanta a rigidez, nivelamento,
planicidade e limpeza.
j. Verifique a existencia de "pe manco" e corrija com calces.
k. Monte os dispositivos e instrumento conforme 0rnetodo utilizado.
I. Devemos marcar as faces dos cubos de acoplamento, a cada 90°, para facilitar a localizacao dos corretos pontos
de tomada de leitura com 0 rel6gio. Uma referencia feita no ponto fixe da carcaca qarantira que todas as leituras
serao tomadas sempre na mesma posicao. Esse pontofixo pode sero planodejunta da caixa de mancal.
7 .2 D u ra nte o A lin ha m en to
a. Antes de comecarrnos 0 alinhamento propriamente dito, devemos fazer um pre-alinharnento e posicionar as
maquinas com as corretas separacoes axiais. Esse pre-alinharnento pode serfeito usando-se requa de precisao ou
ate mesmo os rel6gios e tem como finalidade deixarmos os desalinhamentos com, no maximo, 3 mm, dependendo
o PIOG' •. . 'I > . . .
~ ~ 37o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 38/41
da faixa de leitura dos rel6gios que serao utilizados.
b. Antes de cada tomada de medidas devemos apertar firmemente os parafusos dos pes dos equipamentos que
estao sendo alinhados.
c. As medidas tomadas com os rel6gios comparadores devem ser feitas girando os dois eixos ao mesmo tempo, para
que a falta de concentricidade e/ou irregularidades nas superficies dos cubos, nao mascarem os calores obtidos.
Se de alguma forma nao for posslvel girarmos os eixos ao mesmo tempo, temos que ter certeza de que 0cuba que
vai ficar parado esteja com sua face perpendicular e/ou sua periferia concentrica em relacao a seu eixo.
d. Devemos sempre, antes de iniciarmos uma tomada de leituras, tocar levemente no suporte a fim de verificar se os
rel6g ios estao firmemente fixados ao mesmo.
e. As rnedicoes com os rel6gios devem ser feitas 0mais pr6ximas posslvel das linhas de centro vertical e horizontal
dos cubos do acoplamento. Usaro referencial citado no item "I" na paqina 21.
f. 0 giro para tomada de leituras deve parar no ponto de partida, onde os rel6gios deveram marcar 0 zero inicial.
Caso isso nao ocorra, refaca as leituras ate obter uma repeticao de 3 vezes com 0rel6gio retornando ao zero inicial.
g. Nas medidas tomadas com 0 rel6gio, a soma alqebrica das leituras verticais deve ser igual a soma alqebrica das
leituras horizontais, exemplo
oI
I
+0,08 - - ....
I
I+0,05
Soma das leituras verticais:
o + 0,05 = +0,05
-0,03Soma das leituras horizontais:
+ 0,08 + (- 0,03) = + 0,05
h. Quando 0desalinhamento e muito grande pode ser toleravel ate uma diferenc;a de 0,02 mm entre as somas acima.
Caso seja encontrada uma diferenc;a maior, refaca as leituras ate obter uma repeticao de 3 vezes com a diferenc;a
igual ou menorque 0,02 mm.
i. Durante 0alinhamento normal mente fixamos uma rnaquina e alinhamos a outra em relacao a esta. A escolha de
38
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 39/41
qual rnaquina sera fixa e qual sera a movida, depende do arranjo das tubulacoes, tipo das rnaquinas, facilidade de
movirnentacao, entre outros fatores. Para cada caso devemos fazer uma previa analise e escolher a maneira mais
adequada. Como guia, damos a seguir algumas sugest6es gerais:
,/ Motor eletrico acoplado a outros equipamentos - normal mente move-se 0motor;
,/ Turbina a vapor acoplada a bomba - depende das tubulacoes, mas normalmente movemos a turbina.
,/ Turbina a vapor acoplada a compressor centrifugo - analisar.
,/ Multiplicador (ou redutor) entre acionador e maquina acionada - fixar 0multiplicador (ou redutor) e mover as
outras duas maquinas.
,/ Trem de tres ou mais maquinas -fixar a maquina mais central e moveras outras a partirdesta.
j. Os calces usados no alinhamento devem estar completamente pianos, limpos, cortados sem rebarbas e com suas
quinas arredondadas, para facilitar e evitar dobras durante sua colocacao (Figura 26).
Figura 26: Corte dos calces de alinhamento
Os calces devem ser cortados de tal forma que preencham toda a superffcie do pe do equipamento onde estao
sendo colocados.
Devemos evitar a utilizacao de muitos calces em um s6 pe, pois, isso podera provocar um "efeito de mola".
Recomendamos que a partir de uma espessura de 3 mm, seja confeccionado um calco unico, em ago inoxidavel,
devidamente usinado e trocado pelofeixe existente.
o PIOG' •. . 'I > . . .
~ ~ 39o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 40/41
k. No final do alinhamento, quando ja estivermos com as maquinas nas posicoes desejadas, devemos fazer 0aperto
final dos parafusos dos pes de todos os equipamentos envolvidos e novamente conferir, com os reloqios, os valores
finais. Caso tenha havido alguma alteracao continuar 0processo de alinhamento.
I. Nos casos em que hajam tubulacoes para serem conectadas, apos a conclusao do alinhamento, este service deve
ser feito monitorando-se, com os reloqios, posslveis desalinhamentos decorrentes de esforcos demasiados das
tabulacoes, os quais indicam falta de paralelismo e / ou concentricidade das mesmas.
7.3 APOS OALINHAMENTO
a. Montar e lubrificar corretamente os acoplamentos (quando aplicavel), colocar as vedacoes e fixar os parafusos dos
seus flanges. Caso haja recornendacao do fabricante, devemos apertar os parafusos com torqu [metro.
b. Instalar a protecao do acoplamento
c. Com a maquina funcionando, verificar se as condicoes operacionais sao as especificadas. Temperaturas de
trabalho acima ou abaixo das normais, afetam diretamente 0alinhamento.
d. Medir ou se necessario executar uma analise de vibracao para verificar se 0 alinhamento foi executado
corretamente.
40
o PIOG' •. . 'I > . . .
~ ~o "... a
• •1.c'lIttA.O"

5/16/2018 Alinhamento de Maquinas Convencional 22-02-07 - slidepdf.com
http://slidepdf.com/reader/full/alinhamento-de-maquinas-convencional-22-02-07 41/41
Bibliografia
SENAI DENDEZEIROS. Alinhamento de Equipamentos rotativos. Salvador, 2000