Embed Size (px)
DESCRIPTION
ergonomi dan perancangan sistem kerja
Citation preview

BAB II
LANDASAN TEORI
2.1. Sampling Kerja1
Sampling atau dalam bahasa asingnya sering disebut dengan work
sampling, Ratio Delay Study, atau Random Observation Method adalah suatu
teknik untuk mengadakan sejumlah besar pengamatan terhadap aktivitas kerja dari
mesin, proses atau pekerja/operator. Pengukuran kerja dengan metode sampling
kerja ini seperti halnya dengan pengukuran dengan pengukuran kerja dengan jam
henti (Stopwatch Time Study) diklasifikasikan sebagai pengukuran kerja secara
langsung, karena pelaksanaan kegiatan pengukuran secara langsung di tempat
kerja yang diteliti.
Teknik sampling ini pertama kali digunakan oleh seorang sarjana Inggris
bernama L.H.C. Tipper dalam aktivitas penelitiannya di Industri tekstil.
Selanjutnya cara atau metoda sampling kerja telah terbukti sangat efektif dan
efisien untuk digunakan dalam mengumpulkan informasi mengenai kerja mesin
atau operatornya. Dikatakan efektif karena dengan cepat dan mudah cra ini akan
dapat dipakai untuk penentuan waktu longgar yang tersedia untuk satu pekerjaan,
pendayagunaan mesin sebaik-baiknya, dan penetapan waktu baku untuk proses
produksi. Dibandingkan dengan metode kerja yang lain, metoda sampling kerja
akan terasa lebih jauh efisien karena informasi yang dikehendaki akan didapatkan
dalam waktu relatif lebih singkat dan dengan biaya yang tidak terlalu besar.
Secara garis besar metoda sampling kerja ini akan dapat digunakan untuk:
1. Mengukur “ratio delay”dari sejumlah mesin, karyawan/operator, atau fasilitas
kerja lainnya. Sebagai contoh ialah untuk penentuan persentase dari jam atau
hari dimana mesin atau orang benar-benar terlibat dalam aktivitas kerja,dan
persentase dimana sama sekali tidak ada aktivitas kerja, dan persentase
dimana sama sekali tidak ada aktivitas yang dilakukan (menganggur atau idle).
1 Sritomo Wignjosoebroto, Ergonomi Studi Gerak Dan Waktu, (Surabaya: PT.Guna Widya, 1995), hlm. 207-208.

II-2
2. Menetapkan performance level dari seseorang selama waktu kerjanya
berdasarkan waktu-waktu dimana orang ini bekerja atau tidak bekerja
terutama sekali untuk pekerjaan-pekerjaan manual.
3. Menentukan waktu baku untuk suatu proses/operasi kerja seperti halnya yang
biasa dilaksanakan oleh pengukuran kerja lainnya.
2.1.1. Sampling Pendahuluan2
Disini dilakukan sejumlah kunjungan yang banyaknya ditentukan oleh
pengukur biasanya tidak kurang dari 30. Untuk mudahnya kita ikuti sebuah
contoh sampling pekerjaan untuk menghitung waktu baku penyelesaian suatu
pekerjaan. Katakanlah semua kegiatan-kegiatan yang dilakukan pekerja untuk
menyelesaikan pekerjaan disebut sebagai kegiatan produktif, lainnya
nonproduktif. Selanjutnya dilakukan pengamatan-pengamatan sesaat pada waktu-
waktu yang acak sebanyak 144 kali.
2.1.2. Pengujian Akurasi3
Perhitungan akurasi dilakukan untuk mengetahui berapa persen batas
variasi data yang diperbolehkan. Perhitungan ini dilakukan untuk setiap operator
serta jumlah hari yang sama. Rumus yang digunakan yaitu:
N=4 p(1−p )L2
S=2p √ p(1−p )
NDimana:
L = batas variasi yang diperbolehkan
N = jumlah pengamatan
p = proporsi aktivitas (work atau idle) sebagai persentase N
2 Iftikar Z. Sutalaksana, Teknik Tata Cara Kerja, (Bandung : Institut Teknologi Bandung, 2005), hlm. 158.
3 Khusainuddin, Evaluasi Kecukupan Tenaga Kerja Berdasarkan Beban Kerja, diakses di https://digilib.uin-suka.ac.id/2F8247/2F1/2FBAB/2520I/2C/2520V/2C.pdf, pada tanggal 2 Juni 2015 pukul 19.46

II-3
2.1.3. Pengujian Keseragaman dan Kecukupan Data4
Peta kontrol atau control chart yang secara umum telah banyak digunakan
dalam statistical quality control dapat pula dipergunakan dalam pelaksanaan
sampling kerja. Dengan menggunakan peta kontrol ini maka kita secara tegas
akan dapat melihat dengan segera kondisi-kondisi kerja yang tidak wajar,
misalnya kondisi disaat mana baru saja terjadi kecelakaan pada lokasi yang
berdekatan yang mana secara psikologis hal ini akan dapat mempengaruhi
aktivitas kerja dari operator yang sedang kita amati. Data yang diperoleh untuk
kondisi yang dianggap tidak wajar ini seharusnya tidak usah dimasukan dalam
proses analisa nantinya. Dalam penggunaan peta kontrol ini data yang diharapkan
dari hasil pengamatan akan ditetapkan dalam sebuah peta kontrol yang
mempunyai batas-batas kontrol sebagai berikut:
p = pi
n = n i
BKA = p + k √ p ( 1 – p )n
BKB = p - k √ p ( 1 – p )n
Keterangan:
pi = Persentase produktif di hari ke-i
ni = Jumlah pengamatan yang dilakukan pada hari ke-i
k = Harga indeks besarnya tergantung pada tingkat kepercayaan
n = Rata-rata jumlah pengamatan keseluruhan
BKA = Batas Kontrol Atas (upper control limit)
BKB = Batas Kontrol Bawah (lower control limit)
Untuk uji kecukupan data digunakan persamaan:
N '=k 2(1−p )
S2 p
p = Persentase produktif
4 Sritomo Wignjosoebroto, Op. Cit. hlm. 212-215.

II-4
s = Tingkat ketelitian
k = Harga indeks besarnya tergantung tingkat kepercayaan yang diambil
2.1.4. Perhitungan Jumlah Pengamatan yang Diperlukan5
Banyaknya pengamatan yang harus dilakukan dipengaruhi oleh dua faktor
utama yaitu:
1. Tingkat ketelitian dari hasil pengamatan
2. Tingkat keyakinan dari hasil pengamatan
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil
pengukuran dari waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan
menunjukkan seberapa besar keyakinan si pengukur bahwa hasil yang diperoleh
memenuhi syarat ketelitian tadi.
Rumus:
Sp = k √p ( 1 – p )N
Dimana :
S = Tingkat ketelitian yang dikehendaki (desimal).
P = Persentase terjadinya kejadian yang diamati (desimal).
N = Jumlah pengamatan yang harus dilakukan untuk sampling kerja.
K = Harga indeks besarnya tergantung pada tingkat kepercayaan.
Catatan:
Tingkat kepercayaan 68%, harga k = 1
Tingkat kepercayaan 95%, harga k = 2
Tingkat kepercayaan 99%, harga k = 3
Apabila setelah dihitung, ternyata harga N’ lebih kecil daripada harga
sebenarnya, maka pengamatan berhenti karena dianggap telah mencukupi.
Sebaliknya jika harga N’ tersebut lebih besar dari harga sebenarnya, maka
lakukan langkah pengamatan dari awal. Begitu seterusnya dilakukan tahap demi
tahap.
5 Ibid., hlm. 210.

II-5
2.1.5. Rating Factor dan Allowance6
2.1.5.1.Rating Factor
Rating factor (faktor penyesuaian) dilakukan dengan mengalikan waktu
siklus rata-rata atau waktu elemen rata-rata dengan suatu harga p. besarnya harga
p tentunya sedemikian rupa sehingga hasil perkalian diperoleh mencerminkan
waktu yang sewajarnya atau yang normal. Bila pengukur berpendapat bahwa
operator bekerja di atas normal (terlalu cepat) maka harga p nya akan lebih besar
dari satu (p1), sebaliknya jika operator dipandang bekerja dibawah normal maka
harga p akan lebih kecil dari satu (p). Seandainya pengukur berpendapat bahwa
operator bekerja dengan wajar maka harga p nya sama dengan satu (p=1).
Ada beberapa cara menentukan rating factor antara lain:
1. Cara Persentase
Cara ini merupakan cara yang paling awal digunakan dalam melakukan
penyesuaian. Di sini besarnya faktor penyesuian sepenuhnya ditentukan oleh
pengukur melalui pengamatan selama pengukuran.
2. Cara Shumard
Cara Shumard memberikan patokan-patokan penilaian melalui kelas-kelas
performansi kerja dimana setiap kelas mempunyai nilai tersendiri.
Tabel 2.1. Penyesuaian Menurut Cara Shumard
Kelas Penyesuaian
Superfast 100
Fast + 95
Fast 90
6 Iftikar Z. Sutalaksana, Op. Cit. hlm. 138.

II-6
Fast – 85
Excellent 80
Good + 75
Good + 75
Good 70
Good – 65
Normal 60
Fair + 55
bvgFair 50
Fair – 45
Poor 40
3. Cara Westinghouse
Cara Westinghouse mengarahkan penilaian pada empat faktor yang dianggap
mebnentukan kewajaran atau ketidakwajaran dalam bekerja yaitu
keterampilan, usaha, kondisi kerja dan konsistensi. Setiap faktor terbagi
kedalam kelas-kelas dengan nilainya masing-masing.
Berikut akan ditampilkan contoh perhitungan Rating Factor berdasarkan tabel
Westinghouse pada Tabel 2.2.
Tabel 2.2. Nilai Rating Factor dengan Sistem Westinghouse
Faktor Kelas Lambang PenyesuaianKeterampilan Superskill
Excellent
A1A2B1B2
+ 0,15+ 0,13+ 0,11+ 0,08

II-7
Good
AverageFair
Poor
C1C2DE1E2F1F2
+ 0,06+ 0,03+ 0,00− 0,05− 0,10− 0,16− 0,22
Usaha
Excessive
Excellent
Good
AverageFair
Poor
A1A2B1B2C1C2DE1E2F1F2
+ 0,13+ 0,12+ 0,10+ 0,08+ 0,05+ 0,02+ 0,00− 0,04− 0,08− 0,12− 0,17
Kondisi Kerja
IdealExcellent
GoodAverage
FairPoor
ABCDEF
+ 0,06+ 0,04+ 0,02+ 0,00− 0,03− 0,07
Konsistensi
PerfectExcellent
GoodAverage
FairPoor
ABCDEF
+ 0,04+ 0,03+ 0,01+ 0,00− 0,02− 0,04
Sebagai contoh, apabila diketahui bila waktu rata-rata yang diukur terhadap
suatu elemen kerja adalah 0,50 menit dan Rating Performance operator adalah
memenuhi klasifikasi berikut:
-Excellent Skill (B2) : + 0,08
-Good Effort (C2) : + 0,02
-Good Condition (C) : + 0,02
-Good Consistency (C) : + 0,01+

II-8
Total : + 0,13
2.1.5.2. Allowance7
Allowance (kelonggaran) diberikan untuk tiga hal yaitu untuk
kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang
tidak terhindarkan.
1. Kelonggaran untuk kebutuhan pribadi
Kebutuhan pribadi yang dimaksud disini adalah hal-hal seperti minum
sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap
dengan teman sekerja sekadar untuk menghilangkan ketegangan dalam kerja.
Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi seperti itu
berbeda-beda dari satu pekerjaan ke pekerjaan lainnya karena setiap
pekerjaan mempunyai karakteristik sendiri-sendiri dengan tuntutan yang
berbeda-beda. Berdasarkan penelitian ternyata besarnya kelonggaran ini bagi
pekerja pria berbeda dengan pekerja wanita, misalnya untuk pekerjaan-
pekerjaan ringan pada kondisi-kondisi kerja normal, pria membutuhkan 2-
2.5% dan wanita 5% (persentase ini adalah dari waktu normal).
2. Kelonggaran untuk menghilangkan fatique
Rasa lelah tercermin antara lain dari menurunnya hasil produksi baik jumlah
maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya
kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja
dan mencatat pada saat-saat dimana hasil produksi menurun.
Jika rasa lelah telah datang dan pekerja harus bekerja untuk menghasilkan
performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar
dari normal dan ini akan menambah lelah. Bila hal ini terus berlangsung
maka anggota tubuh yang bersangkutan tidak akan dapat melakukan kerja
sama sekali walaupun diinginkan Adapun hal-hal yang diperlukan pekerja
untuk menghilangkan lelah adalah melakukan peregangan otot, pergi keluar
ruangan untuk menghilangkan lelah, dan lain sebagainya.
3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
7 Ibid., hlm. 149.

II-9
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari hambatan.
Ada hambatan yang dapat dihindarkan seperti mengobrol yang berlebihan dan
menganggur dengan sengaja. Adapula hambatan yang tak dapat dihindarkan
karena berada di luar kekuasaan pekerja untuk mengendalikannya.
Perhitungan kelonggaran untuk hambatan-hambatan yang tak terhindarkan
dilakukan dengan suatu teknik sampling tersendiri karena besarnya hambatan
untuk kejadian semacam ini sangat bervariasi dari suatu pekerjaan ke
pekerjaan lain bahkan satu stasiun kerja ke stasiun kerja lain karena
banyaknya penyebab seperti mesin, kondisi mesin, prosedur kerja, ketelitian
suplai alat, bahan, dan sebagainya.
Beberapa contoh keterlambatan yang tak dapat dihindarkan antara lain:
menerima petunjuk dari pengawas, melakukan penyesuaian mesin, mengasah
peralatan potong, dan lain sebagainya.
Contoh dari perhitungan Allowance dapat dilihat pada Tabel 2.3.
Tabel 2.3. Perhitungan Allowance
Allowance % Allowance
Kebutuhan Pribadi (Pria) 2
Kelonggaran untuk menghilangkan rasa fatique 0
a. Tenaga yang dikeluarkan (Sangat Ringan) 6
b. Sikap kerja (berdiri di atas 2 kaki) 1
c. Gerakan kerja (normal) 0
d. kelelahan mata pandangan yang terputus-putus 3
e. Keadaan temperatur tempat kerja (tinggi) 5

II-10
Tabel 2.3. Perhitungan Allowance (Lanjutan)
Allowance % Allowance
f. Keadaan atmosfer (kurang baik) 5
g. Keadaan lingkungan (sangat bising) 1
Total 23
Sehingga didapat allowance untuk pekerja sebesar 23%
2.1.6. Penetapan Waktu Baku8
Seperti telah diketahui bahwa studi sampling kerja akan dapat menjawab
beberapa hal antara lain:
a. Presentase/ proporsi antara aktifitas dan idle
b. Penetapan waktu baku kegiatan
Dalam penentuan waktu baku terlebih dahulu diasumsikan performance
rating dari operator yang diukur dan waktu longgar yang ada, sehingga waktu
baku penyelesaian suatu produk dapat dinyatakan dalam rumus berikut;
Wb =waktu total × persen produktif × Rfjumlah konsumen yang dilayani
×100 %
100 %−allowance %
Dimana,
Wb : Waktu baku
Rf : Rating factor
2.2. Produktivitas9
Pada negara-negara berkembang pengertian mengenai produktivitas akan
selalu dikaitkan dan diarahkan pada segala usaha yang dilakukan dengan
menggunakan sumber daya manusia yang ada. Dengan demikian semua gagasan
dan kebijakan yang diambil untuk usaha meningkatkan produktivitas tanpa
dikaitkan dengan penanaman modal atau kapital seperti halnya penerapan proses
mekanisasi/ otomatisasi semua fasilitas produksi dengan tingkat teknologi yang
8 Sritomo Wignjosoebroto, Op. Cit. hlm. 217.9 Ibid., hlm. 1-9.

II-11
lebih canggih. Produktivitas pada dasarnya akan berkaitan erat pengertiannya
dengan sistem produksi, yaitu sistem dimana faktor-faktor seperti:
1. Tenaga kerja
2. Modal berupa mesin, peralatan kerja, bahan baku, bangunan pabrik, dan lain-
lain.
Secara sederhana produktivitas dapat didefinisikan sebagai perbandingan
(rasio) antara output per inputnya. Dengan diketahuinya nilai (indeks)
produktivitas, maka akan diketahui pula seberapa efisien pula sumber-sumber
input telah berhasil dihemat. Upaya peningkatan produktivitas secara terus
menerus dan menyeluruh merupakan satu hal yang penting tidak saja berlaku bagi
setiap individu pekerja, melainkan juga bagi perusahaan/ industri. Dengan
peningkatan produktivitas maka tanggung jawab manajemen akan terpusat pada
segala upaya dan daya untuk melaksanakan fungsi dan peran dalam kegiatan
produksi, khususnya yang bersangkut paut dengan efisiensi penggunaan sumber-
sumber input. Agar supaya produktivitas bisa meningkat, perlu diupayakan proses
produksi bisa memberikan kontribusi sepenuhnya terhadap kegiatan-kegiatan
produktif yang berkaitan dengan nilai tambah dan justru yang terpenting adalah
berusaha menghindari atau meminimalkan langkah-langkah kegiatan yang tidak
produktif seperti :
1. Banyaknya idle/delay
2. Set up yang terlalu lama
3. Banyaknya loading-unloading
4. Material handling yang tidak tepat. Dan lain-lain.
Seperti yang diketahui produktivitas adalah rasio output per input.
Bilamana output dalam hal ini adalah berupa unit keluaran yang dihasilkan oleh
proses produksi dan semua masukan (input) yang diperlukan dikonversikan dalam
unit satuan moneter (rupiah), maka:
Pi =Total output yang dihasilkan selama periode t (unit)Total input yang dikeluarkan selama periode t (Rp)

II-12
Dengan formulasi ini, peningkatan produktivitas akan terjadi bilamana
output berhasill naik (bertambah besar) atau tetap dan disisi lain input dalam hal
ini bisa lebih ditekan seminimal mungkin.
Naiknya produktivitas ternyata akan membawa konsekuensi terhadap
penurunan biaya produksi per unitnya, sehingga penurunan biaya produksi dapat
dirumuskan sebagai berikut:
Ci = Total biaya i n put yang dikeluarkan selama periode t ( Rp )Total biaya out put yang dikeluarkan selama periode t (Rp)
Faktor-faktor yang mempengaruhi usaha peningkatan produktivitas ada
dua yaitu:
1. Faktor teknis yaitu faktor yang berhubungan dengan pemakaian dan
penerapan fasilitas produksi secara lebih baik, metode penerapan kerja yang
lebih baik, penerapan kerja yang lebih efisien dan efektif, dan atau
penggunaan bahan baku yang lebih ekonomis.
2. Faktor manusia yaitu faktor yang mempunyai pengaruh terhadap usaha-usaha
yang dilakukan manusia di dalam menyelesaikan pekerjaan yang menjadi
tugas dan tanggung jawabnya. Disini ada dua hal pokok yang menentukan,
yaitu kemampuan kerja dari pekerja tesebut dan yang lain adalah motivasi
kerja yang merupakan pendorong ke arah kemajuan dan peningkatan prestai
kerja seseorang.
2.3. Teknik Sampling10
Untuk tahap pengumpulan data suatu penilaian, diperlukan proses
sampling terhadap data yang dibutuhkan. Terdapat dua metoda teknik sampling
yang umum digunakan dalam suatu penelitian yaitu metode probablistik dan
metode non probablistik dan metode non probablistik. Dalam suatu survei,
tidaklah selalu perlu untuk meneliti semua individu dalam populasi, karena
disamping memerlukan biaya yang sangat besar juga membutuhkan waktu yang
lama. Dengan meneliti sebagian dari populasi, kita mengharapakan bahwa hasil
yang didapat akan dapat menggambarkan sifat populasi yang bersangkutan. Untuk
10 Rosnani Ginting, Perancangan Produk, (Yogyakarta: Graha Ilmu, 2010), hlm. 76.

II-13
dapat mencapai tujuan ini, maka cara-cara pengambilan sampel harus memenuhi
syarat-syarat tertentu.
Sebuah sampel harus dipilih sedemikian rupa sehingga setiap satu
elementer mempunyai kesempatan dan peluang yang sama untuk dipilih dan
besarnya peluang itu tidak boleh sama dengan nol.
2.4. Tingkat Ketelitian dan Tingkat Kepercayaan11
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil
pengukuran dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan
dalam persen. Sedangkan tingkat keyakinan menunjukkan seberapa besar
keyakinan si pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian
tadi. Dinyatakan dalam bentuk persen juga.
Misalnya tingkat ketelitian 10% dan tingkat keyakinan 95% memberikan
arti bahwa pengukur membolehkan rata-rata hasil pengukurannya menyimpang
sejauh 10% dari rata-rata sebenarnya, dan kemungkinan berhasil mendapatkan hal
ini adalah 95%.
2.5. Ergonomi 12
Istilah ergonomi berasal dari bahasa latin yaitu ergon (kerja) dan nomos
(hukum alam) dan dapat didefinisikan sebagai studi tentang aspek-aspek manusia
dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi,
engineering, manajemen dan desain atau perancangan. Ergonomi adalah suatu
cabang ilmu yang sistematis untuk memanfaatkan informasi-informasi mengenai
sifat, kemampuan, dan keterbatasan manusia untuk merancang suatu sistem kerja,
sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu
mencapai tujuan yang diinginkan melalui pekerjaan itu dengan efektif, aman,
sehat, nyaman, dan efisien. Ilmu-ilmu yang mendukung ilmu ergonomi adalah
psikologi, antropologi, faal kerja, biologi, sosiologi, perancangan kerja, dan
fisika. Ergonomi berkenaan pula dengan optimasi, efisiensi, kesehatan,
11 Iftikar Z. Sutalaksana, Op. Cit. hlm. 135-136.
12 Eko Nurmianto, Op. Cit. hlm. 1-5.

II-14
keselamatan dan kenyamanan manusia di tempat kerja, di rumah dan tempat
rekreasi. Di dalam ergonomi dibutuhkan studi tentang sistem dimana manusia,
fasilitas kerja dan lingkungannya saling berinteraksi dengan tujuan utama yaitu
menyesuaikan suasana kerja dengan manusianya. Ergonomi disebut juga sebagai
human factors dan digunakan oleh berbagai macam ahli atau professional pada
bidangnya misalnya ahli anatomi, arsitektur, perancangan produk industri, fisika,
fisioterapi, terapi kerjaan, psikologi, teknik industri dan lain sebagainya.
Penerapan ergonomi pada umumnya merupakan aktivitas rancang bangun
(desain) ataupun rancang ulang (redesign). Hal ini dapat meliputi perangkat keras
seperti perkakas kerja (tools), bangku kerja (benches), kursi, pegangan alat kerja
(workholders), sistem kendali (controls), alat peraga (display), jalan atau lorong
(access ways), pintu (doors), jendela (windows) dan lain-lain. Ergonomi dapat
berperan pula sebagai desain pekerjaan pada suatu organisasi misalnya penentuan
jumlah jam istirahat, pemilihan jadwal penggantian waktu kerja (shift kerja),
meningkatkan variasi pekerjaan, dan lain-lain. Ergonomi dapat pula berfungsi
sebagai desain perangkat lunak karena dengan semakin banyaknya pekerjaan yang
berkaitan erat dengan komputer. Penyampaian informasi dalam suatu sistem
komputer harus pula diusahakan sesuai dengan kemampuan pemrosesan informasi
oleh manusia.
Istilah ergonomi mulai dicetuskan pada tahun 1949, akan tetapi aktivitas
yang berkenaan dengannya telah bermunculan puluhan tahun sebelumnya.
Beberapa kejadian penting diilustrasikan sebagai berikut:
1. C.T. Thackrah, England, 1831.
Thackrah adalah seorang dokter dari Inggris yang meneruskan pekerjaan dari
seorang Italia bernama Ramazzini, dalam serangkaian kegiatan yang
berhubungan dengan lingkungan kerja yang tidak nyaman yang dirasakan
oleh para operator di tempat kerjanya. Ia mengamati postur tubuh pada saat
bekerja sebagai bagian dari masalah kesehatan. Pada saat itu, Thackrah
mengamati seorang penjahit yang bekerja dengan posisi dan dimensi kursi-
meja yang kurang sesuai secara antropometri, serta pencahayaan yang tidak
ergonomis sehingga mengakibatkan membungkuknya badan dan iritasi indera

II-15
penglihatan. Disamping itu juga mengamati para pekerja yang berada pada
lingkungan kerja dengan temperatur tinggi, kurangnya ventilasi, jam kerja
yang panjang, dan gerakan kerja yang berulang-ulang (repetitive work).
2. F.W. Taylor, U.S.A., 1898.
Frederick W. Taylor adalah seorang insinyur Amerika yang menerapkan
metode ilmiah untuk menentukan cara yang terbaik dalam melakukan suatu
pekerjaan. Beberapa metodanya merupakan konsep ergonomi dan manajemen
modern.
3. F.B. Gilberth, U.S.A, 1911.
Gilberth juga mengamati dan mengoptimasi metoda kerja, dalam hal ini lebih
mendetail dalam analisa gerakan dibandingkan dengan Taylor. Dalam buku
Motion Study yang diterbitkan pada tahun 1911 ia menunjukkan bagaimana
postur membungkuk dapat diatasi dengan mendesain suatu sistem meja yang
dapat diatur naik-turun (adjustable).
4. Badan Penelitian untuk Kelelahan Industri (Industrial Fatique Research
Board), England, 1918.
Badan ini didirikan sebagai penyelesaian masalah yang terjadi di pabrik
amunisi pada perang dunia pertama. Mereka menunjukkan bagaimana output
setiap harinya meningkat dengan jam kerja per hari-nya yang menurun.
Disamping itu mereka juga mengamati waktu siklus optimum untuk sistem
kerja berulang (repetitive work sistems) dan menyarankan adanya variasi dan
rotasi pekerjaan.
5. E. Mayo dan teman-temannya, U.S.A, 1933.
Elton Mayo seorang warga negara Australia, memulai beberapa studi di suatu
perusahaan listrik yaitu Western Electric Company, Hawthorne, Chicago.
Tujuan studinya adalah untuk mengkuantifikasi pengaruh dari variabel fisik
seperti misalnya pencahayaan dan lamanya waktu istirahat terhadap faktor
efisiensi dari para operator kerja pada unit perakitan.
6. Perang Dunia Kedua, England dan U.S.A.
Masalah operasional yang terjadi pada peralatan militer yang berkembang
secara cepat harus melibatkan sejumlah kelompok interdisiplin ilmu secara

II-16
bersama-sama sehingga mempercepat perkembangan ergonomi pesawat
terbang. Masalah yang ada pada saat itu adalah penempatan dan identifikasi
untuk pengendali pesawat terbang, efektivitas alat peraga (display), handel
pembuka, ketidak-nyamanan karena terlalu panas atau terlalu dingin, desain
pakaian untuk suasanan kerja yang terlalu panas atau terlalu dingin dan
pengaruhnya pada kinerja operator.
7. Pembentukan Kelompok Ergonomi
Pembentukan Masyarakat Peneliti Ergonomi (the Ergonomis Research
Society) di England pada tahun 1949 melibatkan beberapa professional yang
telah banyak berkecimpung dalam bidang ini. Hal ini menghasilkan jurnal
(majalah ilmiah) pertama dalam bidang ergonomi pada november 1957.
Perkumpulan Ergonomi Internasional (The International Ergonomis
Association) terbentuk pada tahun 1957, dan The Human Factors Society di
Amerika pada tahun yang sama. Di samping itu patut diketahui pula bahwa
konperensi ergonomi Australia yang pertama diselenggarakan pada tahun
1964, dan hal ini mencetus terbentuknya masyarakat ergonomi Australia dan
New Zealand (The Ergonomis Society of Australia and New Zealand).
2.5.1. Tipe-tipe Masalah Ergonomi13
Masalah-masalah ergonomi dapat dikategorikan ke dalam bermacam-
macam grup yang berbeda-beda, bergantung kepada wilayah spesifik dari efek
tubuh seperti :
1. Antropometri
Antropometri berhubungan dengan konflik dimensional antara ruang
geometri fungsional dengan tubuh manusia. Antropometri ini merupakan
pengukuran dari dimensi tubuh secara linear, termasuk berat dan volume.
Jarak jangkauan, tinggi mata saat duduk, dan lainnya. Masalah-masalah
antropometri merupakan manifestasi dari ketidakcocokan antara dimensi ini
13 Edi Kurniyawan, “Usulan Rancangan Fasilitas Kerja Berdasarkan Antropometri pada Bagian Pallet Produk 1500 ml di PT Tirta Sibayakindo” (Medan: Universitas Sumatera Utara, 2009), hlm. 49.

II-17
dan desain dari ruang kerja. Pemecahannya adalah memodifikasi desain dan
menyesuaikan kenyamanan.
2. Cognitive
Masalah kognitif muncul ketika informasi beban kerja yang berlebihan dan
infomasi beban kerja di bawah kebutuhan proses. Keduanya dalam jangka
waktu yang panjang maupun dalam jangka waktu pendek dapat menyebabkan
ketegangan. Pada sisi lain, fungsi ini tidak sepenuhnya berguna untuk
pemeliharaan tingkat optimum. Pemecahannya adalah untuk melengkapkan
fungsi manusia dengan fungsi mesin untuk meningkatkan performansi sebaik
pengembangan pekerjaan.
2. Musculoskeletal
Ketegangan otot dan sistem kerangka termasuk dalam kategori ini. Hal
tersebut dapat menyebabkan insiden kecil atau trauma efek kumulatif.
Pemecahan masalah ini terletak pada penyediaan bantuan performansi kerja
atau mendesain kembali pekerjaan untuk menjaga agar kebutuhannya sesuai
dengan batas kemampuan manusia.
3. Cardiovaskular
Masalah ini terletak pada ketegangan pada sistem sirkulasi, termasuk jantung.
Akibatnya adalah jantung memompakan lebih banyak darah ke otot untuk
memenuhi tingginya permintaan oksigen. Pemecahannya yaitu mendesain
kembali pekerjaan untuk melindungi pekerja dan melakukan rotasi pekerjaan.
4. Psychomotor
Masalah ini terletak pada ketegangan pada sistem psychomotor yang
menegaskan kebutuhan pekerjaan untuk disesuaikan dengan kemampuan
manusia dan menyediakan bantuan performansi pekerjaan.
2.5.2. Tujuan Ergonomi14
Tujuan dari ergonomi adalah mendapatkan suatu pengetahuan yang utuh
tentang permasalahan-permasalahn interaksi antara manusia dengan teknologi
14 Ibid., hlm. 48.

II-18
produk, sehingga dimungkinkan suatu kondisi yang berfungsi lebih efektif dan
efisien.
Tujuan ergonomi secara lebih spesifik adalah sebagai berikut:
1. Tercapainya disain sistem manusia mesin yang terpadu sehingga efisiensi
kerja bias tercapai.
2. Memperbaiki performansi kerja manusia.
3. Mengurangi energi kerja yang berlebihan.
4. Mengurangi datangnya kelelahan yang terlalu cepat.
2.5.3. Aplikasi Ergonomi15
Ergonomi dapat diaplikasikan dalam berbagai bidang kehidupan sehari-
hari, contohnya adalah:
1. Perancangan tempat/stasiun kerja yang sesuai dengan karakteristik diri
manusia.
2. Disain peralatan, perkakas dan mesin-mesin yang dipergunakan oleh manusia
sebagai sarana untuk memudahkan segala aktivitasnya.
3. Disain produk-produk yang lebih memudahkan kegiatan, contohnya mobil
yang dilengkapi dengan kursi yang mudah diatur dan disesuaikan dengan
kondisi tubuh manusia.
Penyelidikan terhadap mansia-mesin didasarkan atas suatu kenyataan
bahwa antara manusia dan mesin masing-masing mempunyai kelebihan dan
kekurangan, artinya ada beberapa pekerjaan yang akan lebih baik jika dikerjakan
oleh manusia dan sebaliknya ada beberapa pekerjaan yang lebih baik jika
dikerjakan ole mesin, masing-masing perbedaan tersebut bias saling melengkapi,
dan tugas perancangnganlah untuk menyeimbangkannya.
Ergonomi memerlukan informasi-informasi yang lengkap mengenai
manusia, peralatan dan lingkungan kerja, hal ini dapat diperoleh melalui
penyelidikan-penyelidikan yang dibagi dalam empat kelompok, yaitu:
1. Display
15 Ibid., hlm. 51.

II-19
Display adalah bagian dari lingkungan yang mengkomunasikan keadaannya
kepada manusia. Informasi yang diberikan menyangkut semua rangsangan
yang bias diterima oleh indera manusia baik langsung maupun tidak langsung.
Display statis adalah display yang memberikan informasi tentang sesuatu yang
tidak bergantung terhadap waktu. Sedangkan display dinamis adalah display
yang menggambarkan perubahan menurut sekala waktu.
2. Penyelidikan tentang hasil kerja manusia dan proses pengendalian.
Dalam hal ini diselidiki tentang aktivitas-aktivitas manusia ketika bekerja dan
mempelajari cara mengukur setiap aktivitas. Penyelidikan ini banyak
berhubungan dengan biomekanika.
3. Penyelidikan tentang tempat kerja
Penelitian ini diarahkan untuk mendapatkan ukuran tempat kerja yang sesuai
dengan ukuran tubuh manusia, dipelajari dalam antropometri.
4. Penyelidikan tentang lingkungan fisik
Lingkungan fisik meliputi ruangan dan fasilitas yang biasa digunakan untuk
manusia serta kondisi lingkungan kerja, yang mempengaruhi rancangan sistem
kerja. Faktor-faktor yang mempengaruhi antara lain temperatur, kelembaban,
sirkulasi udara, pencahayaan, kebisingan, getaran mekanis dab bau-bauan.
2.6. Antropometri
2.6.1. Definisi Antropometri16
Istilah antropometri berasal dari “anthro” yang berarti manusia dan
“metri” yang berarti ukuran. Secara definitif, antropometri dapat dinyatakan
sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia.
Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar, dan
sebagainya) berat dan lain-lain yang berbeda satu dengan yang lainnya.
Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan
ergonomis dalam memerlukan interaksi manusia.
2.6.2. Faktor-faktor yang Mempengaruhi Pengukuran Antropometri17
16 Sritomo Wignjosoebroto, Op.Cit. hlm. 60-69.17 Ibid.,hlm. 61.

II-20
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi
ukuran tubuhnya. Ada beberapa faktor yang akan mempengaruhi ukuran tubuh
manusia, sehingga sudah semestinya seorang perancang produk harus
memperhatikan faktor-faktor tersebut yang antara lain adalah:
1. Umur
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar
seiring dengan bertambahnya umur yaitu sejak awal kelahirannya sampai
dengan umur sekitar 20 tahunan. Dari suatu penelitian yang dilakukan oleh
A.F.Roche dan G.H.Davila (1972) di USA diperoleh kesimpulan bahwa laki-
laki akan tumbuh dan berkembang naik sampai dengan usia 21 tahun,
sedangkan wanita 17 tahun. Meskipun ada sekitar 10% yang masih terus
bertambah tinggi sampai usia 23 tahun (laki-laki) dan 21 tahun (wanita).
Setelah itu, tidak akan terjadi lagi pertumbuhan bahkan justru akan cenderung
berubah menjadi penurunan ataupun penyusutan yang dimulai sekitar umur 40
tahunan.
2. Jenis Kelamin (Sex)
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan
dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti pinggul
dan sebagainya.
3. Suku Bangsa (Etnis)
Setiap suku bangsa ataupun kelompok etnik akan memiliki karakteristik fisik
yang akan berbeda satu dengan yang lainnya
4. Posisi Tubuh
Sikap (postur) ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh.
Oleh sebab itu, posisi tubuh standar harus ditetapkan untuk survei pengukuran.
Dalam kaitan dengan posisi tubuh dikenal 2 cara pengukuran yaitu pengukuran
dimensi struktur tubuh dan pengukuran dimensi fungsional tubuh.
2.6.3. Antropometri Statis (Struktural)18
18 Edi Kurniyawan, Op.Cit. hlm. 54.

II-21
Antropometri statis disebut juga dengan pengukuran dimensi struktur
tubuh. Antropometri statis berhubungan dengan pengukuran keadaan dan cirri-ciri
fisik manusia dalam keadaan diam atau dalam posisi standar dimensi tubuh yang
diukur dengan posisi tetap antara lain berat badan, tinggi tubuh, ukuran kepala,
panjang lengan dan sebagainya.
2.6.4. Antropometri Dinamis (Fungsional)19
Antropometri dinamis disebut juga dengan dimensi fungsional tubuh.
Disini pengukuran dilakukan terhadap dimensi tubuh pada saat berfungsi
melakukan gerakan-gerakan tertentu yang berkaitan yang harus disesuaikan.
2.6.5. Prinsip-prinsip Penggunaan Data Antropometri 20
Data-data hasil pengukuran tubuh manusia atau yang disebut data
antropometri digunakan untuk perancangan peralatan. Oleh karena itu keadaan
dan ciri fisik manusia dipengaruhi oleh banyak faktor sehingga berbeda satu sama
lainnya, maka terdapat tiga prinsip dalam pemakaian data untuk perancangan,
perbaikan dan pengukueran sistem kerja yaitu:
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim
Di sini rancangan produk dibuat agar memenuhi 2 sasaran produk, yaitu:
a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim
dalam arti terlalu besar atau kecil bila dibandingkan dengan rata-ratanya.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas
dari populasi yang ada).
Agar bisa memenuhi sasaran pokok tersebut maka ukuran yang diaplikasikan
ditetapkan dengan cara:
a. Untuk dimensi minimum yang harus ditetapkan dari suatu rancangan produk
umumnya didasarkan pada nilai persentil yang terbesar seperti 90-th, 95-th
atau 99-th persentil. Contoh konkrit pada kasus ini bisa dilihat pada
penetapan ukuran minimal dari lebar dan tinggi dari pintu darurat.
19 Ibid., hlm. 54.20 Ibid,. hlm. 67.

II-22
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai
persentil yang paling rendah yaitu 1-th, 5-th, 10-th persentil) dari distribusi
data antropometri yang ada. Hal ini diterapkan dalam penetapan jarak
jangkau dari suatu mekanisme kontrol yang harus dioperasikanoleh seorang
pekerja.
2. Prinsip perancangan produk yang bisa dioperasikan di antar rentang ukuran
tertentu.
Di sini rancangan bisa diubah-ubah ukurannya sehingga cukup fleksibel
dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh.
Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang
mana dalam hal ini letaknya dapat digeser maju/mundur dari sudut
sandarannya pun dapat berubah-ubah sesuai dengan yang diinginkan. Dalam
kaitannya untuk mendapatkan rancangan yang fleksibel, semacam ini maka
data antropometri yang umum diaplikasikan adalah dalam rentang nilai 5-th
sampai 95-th persentil.
3. Prinsip perancangan produk dengan ukuran rata-rata.
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran manusia.
Problem pokok yang dihadapi dalam hal ini juga sedikit sekali mereka yang
berbeda dalam ukuran rata-rata. Di sini produk dirancang dan dibuat untuk
mereka yang berukuran sekitar rata-rata, sedangkan bagi mereka yang memiliki
ukuran ekstrim akan dibuatkan rancangan tersendiri.
2.6.6. Dimensi Tubuh Pengukuran Data Antropometri 21
21 Eko Nurmianto, Op. Cit. hlm. 56.

II-23
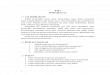
Dimensi tubuh yang diukur pada data antropometri antara lain:
Sumber: Sritomo Wignjosoebroto, Ergonomi Studi Gerak Dan Waktu.
Gambar 2.1. Antropometri Tubuh Manusia yang Diukur Dimensinya
Keterangan :
1. Dimensi tinggi tubuh dalam posisi tegak (dari lantai s/d ujung kepala)
2. Tinggi mata dalam posisi berdiri tegak
3. Tinggi bahu dalam posisi berdiri tegak
4. Tinggi siku dalam posisi berdiri tegak (siku tegak lurus)
5. Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam
gambar tidak ditunjukan)
6. Tinggi tubuh dalam posisi duduk (dukur dari atas tempat duduk/pantat sampai
dengan kepala)
7. Tinggi mata dalam posisi duduk
8. Tinggi bahu dalam posisi duduk
9. Tinggi siku dalam posisi duduk (siku tegak lurus)
10. Tebal atau lebar paha
11. panjang paha yang diukur dari pantat sampai dengan ujung lutut
12. panjang paha yang diukur dari pantat sampai dengan bagian belakang dari
lutut/betis
13. Tinggi lutut yang bisa diukur baik dalam posisi berdiri ataupun duduk

II-24
14. Tinggi tubuh dalam posisi duduk yang diukur dari lantai sampai dengan paha
15. Lebar dari bahu (bisa diukur dalam posisi berdiri ataupun duduk)
16. Lebar pinggul/pantat
17. Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukan pada
gambar)
18. Lebar perut
19. Panjang siku yang diukur dari siku smpai dengan ujung jari – jari dalam posisi
siku tegak lurus
20. Lebar kepala
21. Panjang tangan diukur dari pergelangan tangan sampai dengan ujung jari
22. Lebar telapak tangan
23. Lebar tangan dalam posisi tangan terbentang lebar – lebar kesamping kiri –
kanan (tidak ditunjukan dalam gambar)
24. Tinggi jangkauan tangan dalam posisi berdiri tegak, diukur dari lantai sampai
dengan telapak tangan yang terjangkau lurus keatas (vertikal)
25. Tinggi jangkauan tangan dalam posisi duduk tegak, diukur seperti halnya no
24 tetapi dalam posisi duduk (tidak ditunjukan dalam gambar)
26. Jarak jangkauan tangan yang terjulur kedepan diukur dari bahu sampai ujung
jari tangan
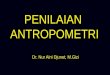
Gambar 2.2. Data Antropometri Tangan
Keterangan :
1. Panjang tangan yang diukur dari pergelangan tangan sampai ujung jari

II-25
2. Panjang telapak tangan yang diukur dari pergelangan tangan sampai batas
telapak tangan
3. Panjang ibu jari
4. Panjang jari telunjuk
5. Panjang jari tengah
6. Panjang jari manis
7. Panjang jari kelingking
8. Lebar ibu jari
9. Tebal ibu jari
10. Lebar jari telunjuk
11. Tebal jari telunjuk
12. Lebar telapak tangan dalam keadaan tertutup rapat,
13. Lebar telapak tangan yang diukur sampai ibu jari dalam keadaan tertutup rapat
14. Lebar telapak tangan (minimum)
15. Tebal telapak tangan
16. Tebal telapak tangan yang diukur sampai dengan ibu jari
17. Diameter pegangan (maksimum)
18. Lebar tangan maksimum yang diukur dari ujung ibu jari sampai dengan ujung
jari kelingking dalam keadaan terlentang
19. Lebar fungsional maksimum yang diukur dari ibu jari kejari lain
20. Segi empat minimum yang dapat dilewati telapak tangan
Gambar 2.3. Data Antropometri Kepala
Keterangan :
1. Panjang Kepala

II-26
2. Lebar kepala
3. Diameter maksimum dari dagu
4. Dagu kepuncak kepala
5. Telinga kepuncak kepala
6. Telinga kebelakang kepala
7. Antara dua telinga
8. Mata kepuncak kepala
9. Mata kebelakang kepala
10. Antara dua pupil kepala
11. Hidung kepuncak kepala
12. Hidung kebelakang kepala
13. Mulut kepuncak kepala
14. Lebar mulut
Gambar 2.4. Data Antropometri Kaki
Keterangan :
1. Panjang telapak kaki yang diukur dari ujung kaki sampai ujung ibu jari kaki
2. Panjang telapak lengan kaki
3. Panjang kaki sampai jari kelingking
4. Lebar kaki
5. Lebar tangkai kaki
6. Tinggi mata kaki
7. Tinggi bagian tengah telapak kaki

II-27
8. Jarak horizontal tangkai mata kaki
2.6.7. Flowchart dan Langkah-langkah Penilaian Data Antropometri22
Langkah-langkah penilaian data antropometri antara lain:
1. Start.
2. Masukkan nilai data antropometri berupa ukuran dimensi tubuh manusia yang
telah ditentukan anggota tubuh mana yang akan diukur.
3. Pengolahan data antropometri berupa perhitungan rata-rata, nilai maksimum
dan minimum serta standar deviasinya.
4. Uji keseragaman data untuk menentukan apakah ada data yang out of control
yaitu dimana data terletak di luar nilai BKA dan BKB (tidak berada diantara
BKA dan BKB).
5. Uji kecukupan data untuk menentukan apakah jumlah pengamatan yang
dilakukan telah cukup memenuhi.
6. Penetapan prinsip perancangan produk apa yang akan dipakai, dimana terdapat
3 prinsip perancangan yaitu ekstrim, rata-rata dan yang disesuaikan.
7. Nilai persentil yang digunakan tergantung prinsip perancangan mana yang
dipilih.
8. Output/keluaran berupa data yang berada pada wilayah persentil.
9. Stop.
Dari langkah-langkah penilaian data antropometri tersebut maka dapat
dibuat sebuah flowchart yang menggambarkan urutan alirnya yang dapat dilihat
pada Gambar 2.5.
22 Sritomo Wignjosoebroto, Op. Cit. hlm. 65-69.

II-28
Gambar 2.5. Flowchart Penilaian Data Antropometri
2.6.8. Aplikasi Distribusi Normal dalam Penetapan Data Antropometri23
Data antropometri jelas diperlukan agar supaya rancangan suatu produk
dapat sesuai dengan orang yang akan mengoperasikannya. Ukuran tubuh yang
diperlukan pada hakikatnya tidak sulit diperoleh dari pengukuran secara
individual, seperti halnya yang dijumpai untuk produk yang dibuat berdasarkan
pesanan (job order). Situasi menjadi berubah manakala lebih banyak lagi produk
standar yang harus dibuat untuk dioperasikan oleh banyak orang. Mengingat
ukuran individu akan bervariasi satu dengan populasi yang menjadi target sasaran
produk tersebut maka akan lebih mudah diatasi bilamana perancangan produk
tersebut memiliki fleksibilitas dan sifat “mampu suai” (adjustable) dengan suatu
rentang ukuran tertentu.
Untuk penetapan data antropometri ini, pemakaian distribusi normal akan
umum diterapkan. Dalam statistik, distribusi normal dapat diformulasikan
berdasrkan harga rata-rata (mean) dan simpangan standarnya (standar deviasi) dari
23 Sritomo Wignjosoebroto, Op. Cit. hlm. 65.

II-29
data yang ada. Dari nilai yang ada tersebut, maka persentil dapat ditetapkan sesuai
dengan tabel probabilitas distribusi normal. Dengan persentil, maka yang
dimaksudkan di sini adalah suatu nilai yang menunjukkan persentase tertentu dari
orang yang memiliki ukuran pada atau di bawah nilai tersebut. Sebagai contoh 95-
th persentil akan menunjukkan 95% populasi akan berada pada atau di bawah
ukuran tersebut, sedangkan 5-th persentil akan menunjukkan 5% populasi akan
berada pada atau di bawah ukuran itu. Dalam antropometri, angka 95-th akan
menggambarkan ukuran manusia yang terbesar dan 5-th persentil sebaliknya
menunjukkan ukuran terkecil.
Gambar 2.6. Kurva Distribusi Normal dengan Persentil 95-th
Pemakaian persentil yang umum diaplikasikan dalam perhitungan data
antropometri dapat dijelaskan pada Tabel 2.4. seperti berikut ini:
Tabel 2.4. Tabel Persentil dan Cara Perhitungan dalam Distribusi Normal
Persentil Perhitungan
1-st Xbar – 2,325
2,5-th Xbar – 1,96
5-th Xbar – 1,645
10-th Xbar – 1,28
50-th Xbar
90-th Xbar + 1,28
95-th Xbar + 1,645
97,5-th Xbar + 1,96
99-th Xbar + 2,325

II-30
2.6.9. Aplikasi Antropometri dalam Perancangan Produk24
Data antropometri yang menyajikan data ukuran dari berbagai macam
anggota tubuh manusia dalam persentil tertentu akan sangat besar manfaatnya
pada suatu rancangan produk ataupun fasilitas kerja yang akan dibuat. Agar
rancangan suatu produk nantinya bias sesuai dengan ukuran tubuh manusia yang
akan mengoprasikannya, maka prinsip-prinsip apa yang harus diambil di dalam
aplikasi data antropometri tersebut.
Setiap desain produk, baik produk yang sederhana maupun produk yang
sangat kompleks dan harus berpedoman kepada antropometri pemakainya.
Menurut Annis dan McConville (1996) membagi aplikasi ergonomi dalam
kaitannya dengan antropometri menjadi dua divisi utama, yaitu:
1. Ergonomi berhadapan dengan tenaga kerja, mesin beserta sarana pendukung
lainnya dan lingkungan kerja.
2. Ergonomi berhadapan dengan karakteristik produk pabrik berhubungan dengan
konsumen atau pemakai produk.
Dalam menentukan ukuran stasiun kerja, alat kerja dan produk pendukung
lainnya, data antropometri tenaga kerja memegang peranan penting. Menurut
Sutarman bahwa dengan mengetahui ukuran antropometri tenaga kerja akan dapat
dibuat suatu desain alat kerja yang sepadan bagi tenaga kerja yang akan
menggunakan dengan harapan dapat menciptakan kenyamanan, kesehatan,
keselamatan dan estetika kerja.
Dalam setiap perancangan peralatan dan stasiun kerja, keterbatasan
manusia harus selalu diperhitungkan, di samping kemampuan dan kebolehannya.
Mengingat bahwa setiap manusia berbeda satu dengan yang lainnya, maka
aplikasi data antropometri dalam desain produk dapat meliputi:
1. Desain orang ekstrim (data terkecil atau terbesar)
Contoh: Letak tombol-tombol operasional dan kontrol panel pada mesin yang
didesain berdasarkan ukuran jangkauan tangan tertinggi.
2. Desain untuk orang per orang
24 Ibid., hlm. 67.

II-31
Contoh: perancangan produk pakaian berdasarkan dimensi tubuh amsing-
masing individu.
3. Desain untuk kisaran yang dapat diatur (adjustable range) dengan
menggunakan persentil 5 dan persentil 95 dari populasi.
Contoh: Perancangan kursi mobil yang dapat digeser maju/ mundur dan sudut
sandarannya dapat diatur sedemikian rupa.
2.7. Statistik 25
Metode statistik adalah prosedur-prosedur yang digunakan dalam
pengumpulan, penyajian, analisis dan penafsiran data. Maka metode-metode
tersebut dikelompokkan menjadi dua kelompok besar, yaitu statistik deskriptif dan
inferensia statistik.
2.7.1. Statistik Deskriptif 26
Statistik deskriptif adalah metode-metode yang berkaitan dengan
pengumpulan dan penyajian suatu gugus data sehingga memberikan informasi
yang berguna.
Perlu kiranya dimengerti bahwa statistik deskriptif memberikan informasi
hanya mengenai data yang dipunyai dan sama sekali tidak menarik inferensia atau
kesimpulan apapun tentang gugus data induknya yang lebih besar. Penyusunan
table, diagram, grafik dan besaran-besaran lain di majalah dan koran-koran
termasuk dalam kategori statistik deskriptif.
2.7.2. Statistik Nonparametrik27
Uji nonparamterik telah mendapat perhatian di tahun-tahun terakhir ini
karena beberapa alasan. Pertama, perhitungan yang diperlukan sederhana dan
dapat dikerjakan dengan cepat. Kedua, datanya tidak harus merupakan
pengukuran kuantitatif, tetapi dapat berupa respon yang kualitatif. Ketiga, uji-
25 Ronald E. Walpole, Pengantar Statistik, (Jakarta: Gramedia, 1995), hlm. 2.26 Ibid., hlm. 2.27 Ibid., hlm. 428.

II-32
ujinya disertai dengan asumsi-asumsi yang jauh tidak mengikat dibandingkan
dengan uji parametrik.
2.7.3. Uji Keseragaman Data28
Tes keseragaman data secara visual dilakukan secara sederhana, mudah
dan cepat. Disini kita hanya sekedar melihat data yang terkumpul dan seterusnya
mengidentifikasikan data yang terlalu “ekstrim”. Yang dimaksudkan dengan data
ekstrim disini ialah data yang terlalu besar atau terlalu kecil dan jauh menyimpang
dari tren rata-ratanya. Data yang terlalu ekstrim ini sewajarnya kita buang jauh-
jauh dan tidak dimasukkan dalam perhitungan selanjutnya. Langkah pertama
dalam uji keseragaman data yaitu menghitung besarnya rata-rata dari setiap hasil
pengamatan, dengan persamaan berikut:
¿∑ X i
n
: Rata-rata data hasil pengamatan
X : Data hasil pengukuran
Langkah kedua adalah menghitung deviasi standar dengan persamaan berikut:
S=√∑ ¿¿¿¿¿
: Standar deviasi dari populasi
N : Banyaknya jumlah sampel pengamatan
X : Data hasil pengukuran
Langkah ketiga adalah menentukan batas kontrol atas (BKA) dan batas kontrol
bawah (BKB) yang digunakan sebagai pembatas dibuangnya data ekstrim dengan
menggunakan persamaan-persamaan berikut:
BKA = X + ks
BKB = X - ks
28 Wahyu Adi Nugroho, Perancangan Ulang Alat Pengupas Kacang, diakses di http://etd.eprints.ums.ac.id/1867/2/D600020182.pdf, diakses pada tanggal 1 Juni 2015 pada pukul 21.40.

II-33
Dimana:
X : Rata-rata data hasil pengamatan
σ : Standar deviasi dari populasi
k : Koefisien indeks tingkat kepercayaan, yaitu:
Tingkat kepercayaan 0% - 68% harga k adalah 1.
Tingkat kepercayaan 69% - 95% harga k adalah 2.
Tingkat kepercayaan 96% - 100% harga k adalah 3.
2.7.4. Uji Kecukupan Data29
Uji kecukupan data dilakukan untuk mengetahui apakah jumlah data yang
diperoleh telah memenuhi jumlah pengamatan yang dibutuhkan dalam
pengukuran sesuai dengan tingkat ketelitian yang diinginkan. Uji kecukupan data
dilakukan untuk menentukan jumlah data yang dibutuhkan sesuai dengan
ketelitian yang diinginkan. Data dikatakan cukup apabila N’ < N. Rumus yang
dipakai untuk melakukan uji kecukupan data adalah sebagai berikut:
N '=( k / s .√n .(∑ ( xi2)−(∑ x i )
2)
∑ x i)2
Dimana:
N’ = jumlah pengamatan yang seharusnya dilakukan
s = tingkat kepercayaan
k = konstanta
x = waktu pengamatan
n = jumlah pengamatan yang telah dilakukan
Jika jumlah data pengamatan yang diperlukan yang didapat dari uji
kecukupan data lebih besar daripada jumlah data pengamatan yang diperoleh
maka perlu dilakukan pengambilan data kembali hingga jumlah data pengamatan
yang diperlukan lebih kecil atau sama dengan jumlah data pengamatan yang
diperoleh.29 Adi Kencana, Merancang Alat Bantu dalam Memahat Permata, diakses di
http://thesis.binus.ac.id/Asli/Bab2/2010-2-00463-TI%20BAB%202.pdf, diakses pada tanggal 1 Juni 2015 pada pukul 21.50.

II-34
2.7.5. Perhitungan Rata-rata (Mean)30
Perhitungan rata-rata (mean) berbeda antara rata-rata untuk jenis data
berkelompok dan data tak berkelompok. Yang dimaksud dengan data
berkelompok atau bergolong adalah data yang telah digolongkan dalam distribusi
frekuensi. Sedangkan data tak berkelompok adalah data tunggal atau data yang
tidak dikelompokan dalam distribusi frekuensi. Perhitungan Frekuensi data tak
berkelompok, biasanya setiap data mewakili data tersebut secara tunggal.
1. Rata-rata untuk data tunggal
Menghitung rata-rata untuk data tak berkelompok menggunakan formula
sederhana sebagai berikut :
Keterangan ;
: rata-rata (mean) variabel X
∑ X i : penjumlahan unsur pada variabel X
n : jumlah subjek
2. Rata-rata untuk data berkelompok
Perhitungan rata-rata untuk data berkelompok menggunakan rumus sebagai
berikut :
: Rata-rata
∑ X i : Nilai-nilai pengamatan yang diwakili dengan nilai tengah kelas
fi : Frekuensi relatih tiap kelas interval
n : Jumlah subjek
30 Sarah Hanifah, Pengukuran Gejala Pusat, diakses di http://statistikapendidikan.com/ wpcontent/.../MEAN-MEDIAN-MODUS.pdf, diakses pada tanggal 3 Juni 2015 pada pukul 22.00.

II-35
2.7.6. Standar Deviasi31
Standar deviasi adalah suatu nilai yang menunjukkan tingkat atau derajat
variasi kelompok data atau ukuran standar penyimpangan dari mean atau
reratanya.
Untuk sampel :
s = √∑ ( X i − X )2
n − 1
Untuk populasi :
σ = √∑( X i − X )2
N
Keterangan :
σ = Standar deviasi untuk populasi
X = Nilai rata-rata
Xi = Nilai data
n = Jumlah data
N = Jumlah populasi
S = Standar deviasi untuk sampel
2.7.7. Nilai Maksimum, Nilai Minimum dan Range32
Range atau nilai jarak adalah selisih nilai-nilai ekstrem yang terdapat
dalam kumpulan data atau dengan kata lain selisih nilai tertinggi (maksimum)
dengan nilai terendah (minimum) dalam kumpulan data.
R=Xmaks−Xmin
Xmaks = nilai maksimum (terbesar)
Xmin = nilai minimum (terkecil)
2.7.8 Median dan Modus33
31 Nepa, Ukuran Simpangan, diakses di http://stiemj.ac.id/statistik1/RUMUS_ SIMPANGAN.pdf, diakses pada tanggal 3 Juni 2015 pada pukul 22.10.
32 Sahibul Munir, Statisktik I (Deskriptif), diakses di http://kk.mercubuana.ac.id/elearning/files.../ 11002-5-812938918915.pdf, diakses pada tanggal 3 Juni 2015 pada pukul 22.10.
33 Sarah Hanifah, Op. Cit. hlm. 5-14.

II-36
Median adalah nilai yang persis berada di tengah jika suatu angkatan data
diurutkan dari nilai terkecil / terendah sampai terbesar / tertinggi atau sebaliknya.
Perhitungan median juga menggunakan teknik yang berbeda antara data tak
berkelompok dengan data berkelompok atau bergolong. Modus dapat dibatasi
sebagai nilai yang sering muncul atau suatu kelompok nilai yang memiliki
frekuensi relatif terbesar. Perhitungan modus juga berbeda antara data tak
berkelompok / tak bergolong dan data berkelompok / bergolong.
2.8. Uji Normal dengan Kolmogorov-smirnov Test
2.8.1. Perhitungan dengan Cara Manual34
Prinsip dari uji Kolmogorov-Smirnov ialah menghitung selisih absolute
antara frekuensi kumulatif sampel [Fa(x)] dan fungsi distribusi frekuensi
kumulatif teoritis [Fe(x)] pada masing-masing interval kelas. Hipotesa yang diuji
dinyatakan sebagai berikut (dua sisi).
Ho : F(x)=Fe(x) untuk semua x dari -∞ sampai +∞
Hi : F(x) ≠ Fe(x) untuk paling sedikit sebuah x
Dengan F(x) ialah fungsi distribusi frekuensi kumulatif populasi
pengamatan. Statistic uji Kolmogorov-Smirnov merupakan selisih absolute
terbesar antara Fa(x) dari Fe(x), yang disebut deviasi maksimum (D). dengan
rumus sebagai berikut:
D = | Fa(x)- Fe(x)| maks
Nilai D kemudian dibandingkan dengan nilai kritis pada tabel distibusi
pencuplikan, pada ukuran sampel (n) dan tingkat kemaknaan (α). Ho ditolak bila
nilai teramati maksimum (D) lebih besaratau sama dengan nilai kritis (D)
maksimum. Dengan penolakan Ho berarti nilai distribusi teramati dan distribusi
teoritis berbeda secara bermakna. Perbedaan-perbedaan yang tampak hanya
disebabkan variasi pencuplikan (sampling variation).
2.8.2. Perhitungan dengan Menggunakan Software SPSS35
34 Edi Kurniyawan, Op. Cit. hlm. 106-109.35 Bhina Patria, Uji Normalitas, diakses di https://labkomfmipa.files.wordpress.com/
2008/08/uji_normalitas.pdf, diakses pada tanggal 3 Juni 2015 pada pukul 23.20.

II-37
Pengujian normalitas dengan menggunakan Program SPSS dilakukan
dengan menu analyze, kemudian klik pada nonparametric test, lalu klik pada 1-
Sample K-S. K-S itu singkatan dari Kolmogorov-Smirnov. Maka akan muncul
kotak One-Sample Kolmogorov-Smirnov Test. Data yang akan diuji terletak di kiri
dan pindahkan ke kanan dengan tanda panah. Lalu tekan OK saja. Pada output,
lihat pada baris paling bawah dan paling kanan yang berisi Asymp.Sig.(2-tailed).
Lalu intepretasinya adalah bahwa jika nilainya di atas 0,05 maka distribusi data
dinyatakan memenuhi asumsi normalitas, dan jika nilainya di bawah 0,05 maka
diinterpretasikan sebagai tidak normal.
Untuk mengetahui apakah data yang kita miliki normal atau tidak, secara kasat
mata dapat dilihat dari histogram data tersebut, apakah membentuk kurva normal
atau tidak. Untuk mendapatkan histogram dengan dilengkapi garis distribusi
normal, dapat dilakukan dengan langkah-langkah sebagai berikut:
1. Buka data yang ingin diuji, sebagai contoh digunakan data dari sebuah skala
optimisme hidup.
2. Klik [Graphs]>[Histogram] akan muncul kotak dialog histogram.
Gambar 2.7. Kotak Dialog Histogram
3. Input variabel yang ingin diketahui histogramnya dalam form variable dengan
cara meng-klik variabel tersebut pada jendela kiri kemudian klik
4. Klik pada pilihan display normal curve kemudian klik ok.

II-38
Hasilnya akan terlihat pada Gambar 2.8 di bawah ini. Cara ini merupakan
cara yang subyektif. Tentu saja sulit menentukan apakah data tersebut
berdistribusi normal atau tidak, hanya dengan mengamati histogramnya.
Gambar 2.8. Histogram Data Optimisme Hidup
Untuk mengatasi subjektivitas yang tinggi tersebut, maka diciptakanlah
metode analisis untuk mengetahui kenormalan distribusi suatu data yaitu tes
Kolmogorov-Smirnov. Langkah-langkah pengujiannya adalah sebagai berikut:
1. Buka data kemudian klik [Analyze]>[Descriptive Statistics]>[Explorers],
akan muncul kotak dialog explorer.
2. Masukkan variabel yang akan dianalisis (sebagai contoh, data optimisme
hidup) pada form dependent list dengan cara klik variabel Optimisme Hidup
pada jendela kiri kemudian klik tombol yang ada di sebelah kiri form
dependent list.
3. Klik tombol [Plots] maka akan muncul kotak dialog explore: plots.
4. Klik pada pilihan normality plots with test. Sedangkan pada pilihan lainnya
biarkan dalam keadaan default SPSS. Selanjutnya klik [Continue] kemudian
[Ok].
Hasil analisis terdiri dari beberapa bagian tetapi yang terpenting adalah pada tabel
Test of Normality seperti terlihat pada Tabel 2.5.
Tabel 2.5. Tabel Test of Normality

II-39
Ada juga peneliti yang menggunakan menu analisis nonparametric test
untuk melakukan tes Kolmogorov-Smirnov. Pertimbangannya adalah karena
belum mengetahui apakah data yang dianalisis tersebut data parametrik atau
bukan maka diasumsikan bahwa data tersebut merupakan data nonparametrik.
Karena diasumsikan berupa data nonparametrik, maka analisis yang dilakukan
adalah analisis nonparametrik. Langkahnya adalah sebagai berikut:
1. Buka data kemudian klik [Analyze] >[Non Parametric Test]>[1-Sample K-S]
sehingga muncul kotak dialog One-Sample Kolmogorov-Smirnov.
Gambar 2.9. Kotak Dialog One-Sample Kolmogorov-Smirnov
2. Masukkan variabel yang akan dites ke jendela test variable list.
3. Klik pada pilihan Normal pada field Table Distribution kemudian klik ok.
Hasilnya dapat dilihat pada Tabel 2.6.
Tabel 2.6. Hasil Uji Kenormalan dengan Kolmogorov-Smirnov Test

II-40
Menggunakan Software SPSS
2.9. Aplikasi Ergonomi Pada Perancangan Meja Batik Untuk
Meningkatkan Produktivitas Dan Mengurangi Keluhan Pembatik di
Sentra Industri Batik Tulis Tegal36
2.9.1. Pendahuluan
Studi pendahuluan pada industri batik di Kalinyamat Wetan Kota Tegal
terhadap 10 orang pembatik dengan posisi duduk di atas dingklik adalah : 50 %
merasakan sakit pada leher bagian atas, pinggang, lengan bawah kiri, lutut kanan;
40% merasakan sakit pada pantat, tangan kanan, paha kanan, lutut kiri dan betis
kiri; 50% agak sakit pada leher bagian bawah, lengan atas kanan, bokong, pantat,
lengan bawah kanan, tangan kanan, paha kiri, kaki kiri. Hasil kelelahan secara
umum penelitian pendahuluan terhadap 10 orang pembatik dengan posisi duduk
di atas dingklik adalah 69% disebabkan karena pelemahan kegiatan, 58%
pelemahan motivasi dan 61% pelemahan fisik. Atas dasar hasil penelitian
pendahuluan, maka peneliti mencoba untuk merancang peralatan (meja dan kursi)
untuk melukis/nyanting (sebagai alat alternatif) menggunakan antropometri
ergonomi. Peneliti berharap dengan rancangan gawangan baru akanmenyebabkan
posisi pekerja duduk di atas kursi sehingga mengurangi keluhan. Peneliti juga
akan menguji terhadap tingkat Keluhan Musculoskeletal dan Kelelahan setelah
dilakukan perancangan alat alternatif tersebut. Suma’mur (1992) menyatakan
36 Siswiyanti dan luthfianto Taufik (2014). Aplikasi Ergonomi Pada Perancangan Meja Batik untuk Meningkatkan Produktifitas dan Mengurangi Keluhan Pembatik di Sentra Industri Batik Tulis Tegal. Diakses dari http:// repository. akprind. ac. Id /sites/files/%20siswiyanti.pdf.

II-41
bahwa penerapan ergonomi ke dalam sistem kerja telah terbukti mampu
meningkatkan produktivitas, kesehatan, keselamatan dan kenyamanan kerja.
2.9.2. Tinjauan Pustaka
Grandjean (1993) berpendapat bahwa bekerja dnegan posisi duduk
mempunyai keuntungan antara lain: pembebanan pada kaki, pemakaian energi dan
keperluan untuk sirkulasi darah dapat dikurangi. Namun demikian kerja duduk
terlalu lama dapat menyebabkan otot perut melembek dan tulang belakang akan
melengkung sehingga cepat lelah. Sedangkan Clark (1996) menyatakan bahwa
desai stasiun kerja dengan posisi duduk mempunyai derajat stabilitas tubuh yang
tinggi, mengurangi kelelahan dan keluhan subjektif bila bekerja lebih dari 2 jam.
Disamping itu tenaga kerja juga dapat mengendalikan kaki untuk melakukan
gerakan. Pulat (1992) memberikan pertimbangan tentang pekerjaan yang paling
baik dilakukan dengan posisi duduk adalah sebagai berikut:
a. pekerjaan yang memerlukan kontrol dengan teliti pada kaki
b. pekerjaan utama adalah menulis atau memerlukan ketelitian pada tangan
c. tidak diperlukan tenaga dorong yang besar
d. objek yang dipegang tidak memerlukan tenaga bekerja pada ketinggian lebih
dari 15 cm dari landasan kerja
e. diperlukan tingkat kestabilan tubuh yang tinggi
f. pekerja dilakukan pada waktu yang lama
g. seluruh objek yang dikerjakan atau disuplai masih dalam jangkauan dengan
posisi duduk.
2.9.3. Metode Penelitian
Penelitian ini menggunakan pedoman pengukuran ergonomi data
antropometri, yang diukur dari dimensi tubuh manusia (posisi duduk tegak dan
posisi duduk samping). Pengukuran dimensi perancangan juga isesuaikan dengan
alat dan bahan yang digunakan oleh pembatik pada posisi nyanting / melukis
dengan cairan lilin. Subjek penelitian adalah 20 orang pembatik perempuan yang
ada di Kelurahan Kalinyamat Wetan RT 05/ Rw 01, Kecamatan Tegal Selatan,

II-42
Kota Tegal , yang dipilih berdasarkan teknik random sampling sederhana (Nazir,
2009). Analisis deskriptif pada subjek dilakukan dengan menghitung rerata dan
simpang baku untuk masing-masing kriteria yaitu usia, tinggi badan, berat badan,
dan pengalaman kerja. Hasil dimensi tubuh dengan pengukuran antropometri
akan dianalisis menggunakan: BMI (Body Mass Index), uji keseragaman data,
standar deviasi, Uji Kecukupan data, Pengukuran Percentil, dan uji kenormalan
data (Wignjosoebroto, S., 1992). Penelitian ini menggunakan rancangan
eksperimen sama subjek, yaitu rancangan yang observasi variabel dilakukan
beberapa kali, yang subyek kontrolnya sekaligus juga berlaku sebagai subyek
eksperimen (Pratiknya, 1993). Bagan rancangan penelitian sebagai berikut :
Gambar 2.10. Rancangan Penelitian
Keterangan :
O1 = Pengukuran kelelahan, keluhan muskuloskeletal, dan denyut nadi
sebelum bekerja pada kelompok kontrol dengan menggunakan gawangan-
dingklik
O2 = Pengukuran kelelahan, keluhan muskuloskeletal, denyut nadi dan
produktivitas setelah bekerja pada kelompok kontrol dengan menggunakan
gawangan –dingklik
WO= Washing Out (waktu istirahat untuk menghilangkan efek perlakuan
sebelumnya agar tidak meninggalkan efek/respon) selama 1 hari.
O3 = Pengukuran kelelahan, keluhan muskuloskeletal, dan denyut nadi sebelum
bekerja pada kelompok eksperimen dengan menggunakan meja-kursi
hasil perancangan ulang.
O4 = Pengukuran kelelahan, keluhan muskuloskeletal, denyut nadi dan
produktivitas sesudah bekerja pada kelompok eksperimen dengan
menggunakan meja-kursi hasil perancangan ulang.
2.9.4. Metode dan Analisis Data

II-43
Pengukuran keluhan Musculoskeletal dengan NIOSH Nordic Body Map
Subjective Filling, pengukuran rasa lelah dengan 30 item Self Rating
Questionnaire Industrial Fatique Research Committee dari Japan Association Of
Industrial Healt, pengukuran denyut nadi dengan bantuan stop watch , dan
meteran logam untuk mengukur peralatan kerja. Data hasil kuesioner diolah
dengan bantuan program Statistical Program for Social Science (SPSS) Versi 16
for windows. Analisis data dibagi dalam tiga bagian yaitu analisis deskriptif, uji
normalitas, dan uji beda.
1. Analisis kuantitatif menghitung rerata dan simpang baku untuk masing-
masing kriteria yaitu usia, tinggi badan dan berat badan.
2. Uji normalitas : menggunakan Uji Kolmogorov-Smirnov (dengan tingkat
kemaknaan α = 0,05)
3. Uji beda : menggunakan uji beda dua kelompok berpasangan dengan taraf
signifikansi (α=0.05).
Jika data berdistribusi normal, maka digunakan uji t berpasangan. Jika
data tidak berdistribusi normal, maka digunakan uji Wilcoxon.
2.9.5. Pembahasan
2.9.5.1.Karakteristik Subjek
Subjek penelitian yaitu pembatik dengan jumlah 20 orang wanita.
Diskripsi subjek ditunjukkan dalam Tabel 2.7 menyatakan bahwa usia subjek
didapat rerata 37,55 th ± 9,10 th dengan rentangan 20-55 tahun. Tinggi badan
subjek didapat rerata 1,51 m ± 0,08 m dengan rentangan 1,40-1,71 m. Berat badan
subjek didapat rerata 54,25 kg ± 8,93 kg dengan rentangan 10-72 kg. Pengalaman
kerja subjek didapat rerata 11,40 th ± 9,72 th dengan rentangan 2-40 tahun.

II-44
Tabel 2.7. Deskripsi Subjek
Aspek Wanita
Rerata Simpangan Baku Rentangan
Usia (tahun) 37,55 9,10 20-55
Tinggi badan (m) 1,51 0,08 1,40-1,71
Berat badan (kg) 54,25 8,93 10-72
Pengalaman kerja (tahun) 11,40 9,72 2-40
2.9.5.2.Desain Kursi Batik
Perancangan kursi batik yang digunakan untuk aktivitas membatik
(nyanting) menggunakan antropometri dimensi tubuh yang meliputi dimensi: TPO
(tinggi poplitel atau tinggi lutut duduk), PP (pantat popliteal), LP ( lebar panggul),
TBD (tinggi bahu pada posisi duduk, LB (lebar bahu), LS (lebar sandaran).
Penerapan data antropometri dilakukan jika tersedia nilai mean (rata-rata) dan SD
(standar deviasi) nya dari suatu distribusi normal. Adapun distribusi normal
ditandai dengan adanya nilai mean (rata-rata) dan SD (standar deviasi).
Sedangkan percentil adalah suatu nilai yang menyatakan bahwa persentas tertentu
dari kelompok orang yang dimensinya sama dengan atau lebih rendah dari nilai
tersebut. Dibawah ini adalah Tabel 2.8 yang berisi hasil uji kecukupan data, uji
keseragaman data serta Percentil untuk perancangan kursi.
Tabel 2.8. Hasil Uji Kecukupan Data, Uji Keseragaman Data Serta Percentil
Untuk Perancangan Kursi
Dari nilai uji kecukupan data maka semua data antropometri dimensi
tubuh manusia yang digunakan untuk merancang memiliki nilai uji kecukupan
data memenuhi syarat (N’ ≤ N), Sedangkan untuk keseragaman semua data

II-45
dimensi tubuh sudah seragam atau masuk dalam batas kontrol bawah (BKB) dan
batas kontrol atas (BKA). Nilai percentil yang digunakan pada perancangan tinggi
kursi meliputi P5, P50 dan P95. Selanjutnya dari nilai percentil akan ditambahkan
dengan nilai allowance (kelonggaran) sehingga menjadi dasar untuk pengukuran.
Hasil pengukuran menggunakan antropometri dimensi tubuh pembatik
menunjukkan bahwa untuk merancang ketinggian kursi menggunakan dimensi
tinggi popliteal (TPO) dengan percentil (P50) yaitu (40 cm). berdasarkan
Prinsip-prinsip umum desain kursi menurut. Ukuran dan bentuk dasar dari
beberapa kursi harus ditentukan dengan pertimbangan-pertimbangan ukuran
Antropometri. Tinggi kursi harus tidak terlalu tinggi dari popliteal pemakai
berdasarkan prinsip, sedangkan untuk merancang kedalam tempat duduk dari
dimensi (PP) percentile (P50) yaitu (40 cm). Lebar kursi (LB) yaitu percentile
(P5) dengan nilai 36 cm, Tinggi sandaran duduk (TBD) percentile (P5) ukuran
( 40 cm), panjang sandaran (LB) persentil (P50) ukuran (40 cm) dan lebar
sandaran dimensi (LS) percentile (P50) nilai (18 cm). Gambar 2.11 dibawah ini
merupakan rancangan kursi batik sesuai dengan antropometri dimensi pembatik.
Gambar 2.11. Rancangan Kursi Batik Sesuai Dengan Antropometri Dimensi
Pembatik

II-46
2.9.6. Uji Normalitas Terhadap Dimensi Tubuh
Uji Normalitas untuk menguji data dimensi tubuh dan bertujuan untuk
mengetahui apakah sampel berasal dari populasi dengan sebaran distribusi
normal. Uji normalitas menggunakan Kolmogorov-Smirnov ditunjukkan pada
Tabel 2.9.
Tabel 2.9. Rerata, Simpang Baku Dan Uji Normalitas Terhadap Dimensi
Tubuh Desain Kursi
p = nilai probabilitas
Berdasarkan perhitungan, didapat nilai p pada seluruh aspek lebih besar
dari pada 0.05 ( p > 0,05 ) dengan demikian semua data berdistribusi normal.
2.9.7. Kesimpulan
Dari penelitian ini dapat diambil kesimpulan sementara sebagai berikut:
a. Meja batik didesain secara ergonomi mempertimbangkan desain kursi dan
pelindung kompor.
b. Meja batik memiliki desain yang bisa diatur ketinggian dan kemiringannya
mencapai 700 serta bisa diputar sehinga memudahkan dalam proses
menyanting.
c. Aplikasi Ergonomi pada Perancangan Meja Batik memberikan penurunan
tingkat keluhan muskuloskeletal sebesar 20,83 %, memberikan penurunan
keluhan kelelahan sebesar 20,18 %.
d. Aplikasi Ergonomi pada Perancangan Meja Batik memberikan peningkatan
produktivitas sebesar 36,36 %.

II-47
2.10. Kajian Penerapan Harga Satuan SNI dan Harga Satuan Jadi di Kota
Manado37
2.10.1. Pendahuluan
Sebagai Ibu Kota Provinsi Sulawesi Utara, Kota Manado terus mengalami
perkembangan. Perkembangan ini ditunjang dengan berbagai aspek, salah satunya
aspek pelaksanaan proyek konstruksi pembangunan. Dalam pelaksanaan suatu
proyek konstruksi dibutuhkan perencanaan dan pengendalian anggaran biaya.
Diperlukan perhitungan yang terperinci dan jelas tentang banyaknya bahan atau
tenaga kerja yang dibutuhkan. Dalam suatu kegiatan usaha pastilah bertujuan
untuk memperoleh keuntungan. Maka, dalam setiap kesempatan dapat
dimanfaatkan untuk mendapatkan keuntungan bagi perusahaan tanpa
mengorbankan mutu dari hasil pekerjaan yang dilaksanakan. Karena itu, dalam
perhitungan anggaran biaya konstruksi diperlukan perdoman/standar. Salah
satunya adalah SNI (Standard Nasional Indonesia). Pedoman lainnya adalah
BOW (Burgelijke Openbare Werken), akan tetapi BOW sudah jarang digunakan
karena dianggap kurang sesuai dengan keadaan sekarang ini. Sedangkan harga
satuan jadi lapangan adalah realisasi harga satuan yang terjadi pada waktu
pelaksanaan di lapangan. Analisa SNI dan Harga Satuan Jadi Lapangan di
gunakan sesuai dengan kepentingannya, yang digunakan sebagai dasar untuk
suatu penawaran maupun sebagai dasar pelaksanaan pekerjaan di lapangan.
Penggunaan kedua model ini dilakukan dengan dasar pertimbangan adanya suatu
kenyataan berbeda antara patokan indeks tenaga kerja dalam perhitungan analisa
harga satuan jadi SNI (penawaran) dengan penggunaan tenaga kerja dalam
pelaksanaan kegiatan dilapangan menurut patokan analisa harga satuan jadi
lapangan dalam bentuk upah harian atau borongan. Melihat hal tersebut diatas,
maka penulis tertarik untuk mengadakan penelitian tentang “Kajian Penerapan
Harga Satuan SNI dan Harga Satuan Jadi di Kota Manado”.
37 Adelia Lazanda, dkk. (2014). Kajian Penerapan Harga Satuan SNI dan Harga Satuan Jadi di Kota Manado. Diakses dari http://portalgaruda.org/?ref=browse&mod=viewissue&journal =2013&issue.jurnal%20sipil%20 statik.pdf.

II-48
2.10.2. Rumusan Masalah
Permasalahan yang akan dibahas dalam penelitian ini adalah bagaimana
mendapatkan besar selisih harga satuan pekerjaan antara SNI dan harga satuan
jadi berdasarkan uji petik pekerjaan.
2.10.3. Landasan Teori
Analisa Harga Satuan Analisa harga adalah suatu perumusan untuk
menentukan harga setiap jenis pekerjaan yang direncanakan. Pelaksana pekerjaan/
pemborong senantiasa berusaha untuk memperoleh harga yang ekonomis/
menguntungkan dan memenuhi syarat penawaran. Dengan analisa harga ini akan
diperoleh harga satuan yang merupakan dasar penyusunan Rencana Anggaran
Biaya (RAB). Tahap-tahap perumusan untuk mendapatkan harga satuan adalah:
1. Meneliti dan menyusun macam volume pekerjaan secara mendetail yang
tergantung kepada :
a. Pengalaman estimator
b. Kualitas yang disyaratkan
c. Waktu pelaksanaan yang ditetapkan
d. Sumber dana
2. Menaksir biaya konstruksi atau menaksir harga masing-masing pekerjaan yang
dipengaruhi oleh :
a. Lokasi proyek yang dilaksanakan
b. Harga satuan bahan, alat dan upah pekerja
c. Macam dan volume pekrjaan
d. Jangka waktu pelaksanaan yang tersedia
Sedangkan yang menjadi dasar pertimbangan dalam perhitungan dan
penyusunan RAB secara keseluruhan adalah:
1. Biaya tak langsung, adalah biaya yang diperlukan dalam proses pembangunan
proyek untuk menunjang kelancaran pelaksanaan proyek/pekerjaan yang
meliputi: Biaya supervisi dan quality control, Biaya transpor-tasi staf
pelaksana, dan Pajak-pajak

II-49
2. Biaya langsung, adalah biaya untuk segala sesuatu yang akan menjadi hasil
akhir proyek tersebut, yaitu yang diperlukan untuk pengadaan alat, bahan dan
upah pekerja.
3. Biaya tambahan, adalah biaya akibat kenaikan harga diluar perjanjian kerja
(biasanya 20%)
4. Biaya asuransi
5. Biaya pengoperasian alat-alat
6. Keuntungan yang harus diambil biasanya 10% dari biaya pelaksanaan
Dalam menganalisa harga setiap proyek / pekerjaan, umumnya pelaksana/
pemborong mempunyai cara tersendiri. Akan tetapi cara yang lazim digunakan
adalah:
1. Analisa Harga Satuan SNI (Standar Nasional Indonesia)
2. Analisa Harga Satuan Jadi
Analisa Harga Satuan Jadi Lapangan Pada pelaksanaan pekerjaan dalam
suatu proyek maka upah buruh di lapangan atau di lokasi dimana pekerjaan
tersebut dilaksanakan harus diketahui dengan pasti. Yang dimaksudkan adalah
suatu analisis berdasarkan harga satuan jadi di lapangan, dimana harga upah sudah
diketahui secara pasti. Dalam perhitungan harga satuan jadi lapangan yang akan
ditinjau adalah daftar perhitungan analisa harga satuan jadi sesuai dengan studi
kasus yang diambil.
Jenis pekerjaan yang akan ditinjau adalah pekerjaan yang mencakup
pekerjaan teknik sipil. Item pekerjaan yang akan dibahas adalah pada pekerjaan
dinding yaitu pada Pasangan Bata tebal ½ bata (1PC : 3 PP) dan pekerjaan
Plesteran tebal 20 mm (1PC : 3 PP).
Faktor tenaga kerja adalah hal yang utama dibandingkan dalam proses
perhitungan produktivitas tenaga kerja, yang dipengaruhi oleh faktor-faktor yang
bersifat nyata atau tidak nyata misalnya alat-alat perlengkapan, kondisi
lingkungan kerja, proses-proses pengetahuan tentang pekerjaan dan motivasi.
Analisa Produktivitas Tenaga Kerja Dengan Teknik Uji Petik Pekerjaan (Work
Sampling) Dalam penelitian ini pengamatan produktivitas tenaga kerja dilakukan
secara langsung di lapangan yaitu dengan metode Uji Petik Pekerjaan. Dengan

II-50
metode ini kita dapat melihat seluruh intensitas kegiatan yang dilakukan oleh
tukang dan pekerja dalam kurun waktu yang telah ditetapkan. Hal ini dilakukan
untuk mengetahui besarnya produktivitas dan alokasi pemanfaatan waktu oleh
sekelompok pekerja dalam hal ini pada pekerjaan pemasangan bata dan pekerjaan
plesteran. Teknik Uji Petik Pekerjaan (Work Sampling) sebagai suatu metode
penelitian untuk mendapatkan efisiensi dan produktivitas yang tinggi, teknik-
teknik pengukuran dan prinsip-prinsip studi gerak harus selalu dipertimbangkan
dengan baik. Teknik tata cara kerja pengukuran waktu dan studi gerak merupakan
dua hal yang sangat penting, dimana teknik-teknik dan prinsip-prinsip ini
digunakan untuk mengatur komponen-komponen dalam suatu sistem kerja yaitu
tenaga kerja, bahan, peralatan kerja, perlengkapan kerja dan lingkungan kerja.
Semua komponen ini mempunyai suatu kesatuan yang sangat mendukung
tercapainya keberhasilan kerja. Proses pengukuran waktu dapat dikelompokkan
menjadi dua kelompok besar, yaitu pengukuran waktu secara langsung dan
pengukuran waktu secara tidak langsung. Pengukuran waktu secara langsung
terdiri dari dua macam, yaitu cara jam henti (stop watch) dan cara uji petik
pekerjaan (work sampling). Sampling kerja atau sering disebut sebagai work
sampling, Ratio Delay Study atau Random Observation Method adalah salah satu
teknik untuk mengadakan sejumlah besar pengamatan terhadap aktivitas kerja dari
mesin, proses atau pekerja/operator. Pengukuran kerja dengan cara ini juga
diklasifikasikan sebagai pengukuran kerja secara langsung. Karena pelaksanaan
kegiatan pengukuran harus dilakukan secara langsung ditempat kerja yang diteliti.
Idealnya pengukuran harus dilakukan dalam jumlah yang banyak, bahkan dalam
jumlah yang tak terhingga agar data hasil pengukuran layak untuk digunakan.
Namun pengukuran dalam jumlah yang tak terhingga sulit dilakukan mengingat
keterbatasan-keterbatasan yang ada, baik dari segi biaya, tenaga, waktu, dan
sebagainya. Untuk itu pengujian kecukupan data dilakukan dengan berpedoman
pada konsep statistik, yaitu tingkat ketelitian dan keyakinan.
Teknik pengumpulan data dilakukan dengan pengamatan pada waktu-
waktu tertentu secara acak. Dalam hal ini biasanya satu hari kerja dibagi dalam
satu satuan waktu yang besarnya ditentukan oleh si pengukur. Biasanya panjang

II-51
satu satuan waktu tidak terlalu panjang. Berdasarkan satuan-satuan waktu inilah
saat-saat pengamatan ditentukan. Saat-saat pengamatan tersebut dapat diperoleh
dengan menentukan bilangan acak. Bilangan-bilangan acak yang akan kita buat
atau tentukan haruslah memenuhi syarat-syarat tertentu berupa tidak boleh terjadi
pengulangan dan tidak bertepatan dengan jam istirahat.
2.10.4. Kesimpulan
Berdasarkan kajian yang dilakukan, diperoleh harga satuan untuk
pekerjaan Pasangan Bata tebal ½ bata (1PC : 3PP) menurut SNI lebih besar
20,30% atau terdapat selisih sebesar Rp 23.265,67 per m2 dengan harga satuan
pada Proyek A dan harga Satuan SNI lebih besar 21,08% atau terdapat selisih
sebesar Rp. 24.159,08 per m2 dengan harga satuan pada Proyek B. Untuk
pekerjaan Plesteran tebal 20 mm (1PC : 3PP) diperoleh harga satuan SNI lebih
besar 48,43% atau terdapat selisih sebesar Rp. 29.546,20 per m2 dengan harga
satuan Proyek A dan lebih besar 45,28% terhadap Proyek B atau terdapat selisih
sebesar 27.621,85 per m2.