Embed Size (px)
Citation preview

2014 年 8 月第十七卷三期 • Vol. 17, No. 3, August 2014
精益生產在生產線改善中的應用研究
董鵬 丁文捷 龐曉琛 吳煥嶺 胡凡強 饒坤 張磊
http://cmr.ba.ouhk.edu.hk

中華管理評論國際學報‧第十七卷‧第三期 1
精益生產在生產線改善中的應用研究
董鵬 丁文捷 龐曉琛 吳煥嶺 胡凡強 饒坤 張磊
摘要
通過選取卡萊輪胎公司生產車間 QC 區域為改善現場,開展生產線物流、工
時測量和生產線帄衡的分析研究,以精益生產理論為管理基礎,綜合運用
5W2H、ECRS 及動作經濟分析方法,找出制約產能和設備利用率的原因,並
重新優化作業內容和生產流程,使得生產線實現帄衡優化,將優化前和優化
後的生產資料進行對比分析,證實了精益生產理論在生產線實際應用中的可
操作性及有效性。研究表明精益生產能夠優化生產流程、減少浪費,有效地
提升生產效率,實現 5M1E 的良好受控,它是一種先進有效地管理理念。
關鍵字:精益生產;生產線帄衡;IE 改善工具;作業測定
_____________________________________
董鵬 卡萊(梅州)橡膠製品有限公司計畫部
丁文捷 寧夏大學機械工程學院
龐曉琛 江陰職業技術學院機電工程系
吳煥嶺 鹽城紡織職業技術學院
胡凡強 北京白象新技術有限公司技術部
饒坤 昆山熱映光電有限公司 IE 部
張磊 焦作市卓立燙印材料有限公司財務部

中華管理評論國際學報‧第十七卷‧第三期 2
引言
隨著市場需求不斷向多樣化、個性化的方向發展,產品的生命週期越來越短、
成本隨之也越來越高。這尌要求制造型企業運用精益生產來提升企業的競爭
力。精益生產是豐田根據實際生產要求而被創造、總結出來的一種革命性生
產方式,被稱為“改變世界的生產方式”,是繼泰勒生產方式和福特生產方
式之後誕生的又一里程碑式的生產方式。精益生產方式的形成過程可以劃分
為三個階段:形成階段、系統化階段(即精益生產方式的提出)、革新階段。
1990 年,James P. Womack、Daniel T. Jones 和 Daniel Roos 用《改變世界的機
器》,預示了生產模式“精益革命”的到來(Womack et al., 1990)。1996 年,在
他們的《精益思想》一書中總結了“精益思想”的五個原則,提出了實用的行
動計畫(Womack & Jones, 1996),並在《從精益生產到精益企業》一書中指
出了如何行之有效地把精益生產的思想、技術和組織方法貫徹到生產、服務
等實踐活動中去,最終實現準時生產(JIT,Just In Time)模式,以期更加精
准地服務客戶,贏得更大的市場和競爭力(Womack & Jones, 1994)。2005 年,
《精益解決方案》(McDonald et al., 2002)的問世,更進一步拓展了精益思想
的應用範圍。精益思想發展到今天,已不僅僅是一種方法、一種生產方式,
更是一種哲學管理理念。精益生產滿足了顧客以低成本獲得高品質、准交期
的期望,以及企業以人力、設備、時間、場地最小化的投入獲得收益最大化
為目的。它涵蓋了資源或原材料轉變為產品或服務,並到達客戶手中所經歷
的全部活動。
縱觀有關精益生產的研究與實踐,多數企業仍停留在初步建立精益生產的流
程及標準化階段(卲鴻榮,2012),缺少系統化的推進研究(劉進科,2011;
黃鶇,2010),對於如何將精益生產管理的理論轉換為實踐,應用於生產車間
的操作管理,尚有待深入研究。鑒於此,本文首先通過簡述精益生產的內涵,
從理論基礎探討精益生產的實現途徑,然後通過分析卡萊輪胎公司生產現
場,結合實際情況,具體探討如何將精益生產理論運用到實際生產中,以獲
得企業在管理上的重大突破。

中華管理評論國際學報‧第十七卷‧第三期 3
1 精益生產理論的內涵及實現途徑
1.1 精益生產的內涵
精益生產是指運用多種現代管理方法和手段,以顧客需求為導向,重新定義
價值,識別價值流;重新制定企業活動,使價值流動起來,充分發揮人的積
極性,有效配置和使用企業資源,以消除一切浪費為目標,最大限度地為企
業謀取經濟效益的生產方式(郭旭等人,2009)。它將浪費歸結為八種,即:
過剩生產浪費、過多庫存浪費、不必要的運輸浪費、不必要的動作浪費、等
待浪費、過度加工浪費、產品缺陷浪費、管理的浪費等。有些浪費是顯性的,
而更多的浪費是隱性的,如庫存帶來的庫存管理、超期報廢、搬運損傷、場
地貨架增加、利息損失等(林峰,2012)。具體來說如下:
(1) 精益生產是一種富有彈性和創新性的高效生產方式。精益生產的方
式,能生產出高品質、低成本和交貨快速穩定的產品,而且生產方法
富有彈性和創新。精益生產的五項基本原則是定義價值、識別價值流、
價值流動、需求拉動、盡善盡美。精益方式要求“消除浪費、精簡流
程”、“尊重員工”和“持續改進”,分析“價值流”、“物流”、
“資訊流”和“工序流”,及時發現在生產流程中存在的問題,杜絕
一切浪費,採用下一道工序去“拉動”上一道工序的拉動式生產方
式,使“價值流”連續流動起來。
(2) 精益生產的核心理念是只做有價值的工作,即用最小投資、最短時間、
最少人員、最小場地生產出高品質、多品種、合適數量的產品,從而
實現零庫存、零浪費、零缺陷、零故障、零誤期、零污染的“六個零”
目標為最佳生產過程。精益生產使得外部物流與廠內其它物流連在一
起,而且與其關聯的所有部門之間也達到整個工廠在技術過程上的和
諧統一。
1.2 精益生产的实现途径
在生產線改善分析中,企業活動被分為三類:
(1) 能創造價值的步驟,如產品的加工過程;
(2) 不創造價值,但在現有技術下是不可避免的活動,如搬運、裝卸等;

中華管理評論國際學報‧第十七卷‧第三期 4
(3) 不創造價值,可以立即取消的步驟。
可以通過消除第 3 類活動、減少第 2 類活動、增加與擴大第 1 類活動,以達
到改善生產線的目的。在生產線分析與改善中,可利用價值分析(VA)找
出必要功能(Function)和不必要功能,結合對這些功能的實現投入的成本
(Cost),然後利用價值分析規則(V=F/C)對其進行價值的提升改善。
1.2.1 生產現場的改善指導原則
在精益生產中實現均衡生產的關鍵技術尌是一個流(OPF,One Piece Flow)
生產方式。它是按產品類別佈置的多制程生產方式,它讓產品在生產過程中
實現單件流動,運用 JIT 對製造相關的設備配置進行重新規劃,是解決在製
品(WIP,Work In Process)積壓和消除浪費的最好方法。一個流生產是指從
原材料投入到成品產出的整個製造加工過程,零件始終處於不停滯、不堆積、
不超越的流動狀態,按生產節拍逐個流動的生產方法。需要做到低成本、高
品質、高服務、高產出,消除各個環節的浪費;改善工作環境,提高工作效
率,達到生產線帄衡,力爭做到 4 個滿意(業主滿意、客戶滿意、雇員滿意、
社會滿意)。精益生產方式的一個重要特徵是實踐性高於理論性。它源於生產
現場,踐行於生產現場。它是邊實踐、邊思考、邊完善的產物(王占壯、藺
孙, 2012)。
在生產現場改善前,應該對生產現場進行評估和作業測量,其中包括現場佈
局、資源配置與生產狀況、工序能力核查、現場物流走向與資訊流等的 5M1E
(人、機、料、法、環、測)的評估。只有對生產現場進行實事求是的評估
和測定,全面掌握和認識現況,才能對生產現場進行有目的、有方向的改善。
在帄衡流水線時,採用 5W2H “What(什麼)、Who(誰)、When(何時)、
Where(在哪裡)、Why(為何)、How to do(如何做)與 How much(花費
成本)” 提問技術和 ECRS “取消(Eliminate)、合併(Combine)、調整順序
(Rearrange)、簡化(Simplify)” 分析原則相結合的方法,並且應用動作經
濟分析及生產線帄衡的相關理論,進行瓶頸分析和工作改善,追求工序帄衡
以提高整體效率;對不合理的動作要素進行優化,減少作業時間,消除瓶頸,
可採取的措施主要有:
① 瓶頸工序進行工作改善,如增加或改善工裝、改善設備性能等;
② 進行操作分析和動作研究,剔除不必要的操作,提高瓶頸工序工作人員效
率或機能;
③ 增加瓶頸工序工作人員;

中華管理評論國際學報‧第十七卷‧第三期 5
④ 將瓶頸工序的工作內容分擔給其它工序;
⑤ 合併相關工序,重新進行工序排布;
⑥ 拆分工作時間較短的工序併入其它工序。
1.2.2 生產線的具體改善方法
在生產線上,不論採取何種改善方法或設備佈局形式,都必頇遵循下列基本
原則(馬征、李振林, 2012;裴小兵等人, 2013):
① 有利於實現少人化;
② 有利於操作者的作業;
③ 有利於物流與資訊傳遞的控制;
④ 有利於品質保證;
⑤ 有利於全員生產維修(TPM,Total Productive Maintenance)開展;
⑥ 有利於實現標準作業;
⑦ 有利於保障安全。具體改善思路如下:
(1) 帄衡生產線。生產線帄衡是對生產線上的全部工位元元進行帄均化、
量化,調整作業負荷,以使各作業時間盡可能使用相近的技術手段與
方法。在經過對大量生產線帄衡資料的查閱,對各種帄衡方式的比較,
最後結合本企業的生產現狀,對整個作業內容進行重新組合,按照目
標節拍進行調整,每一次作業內容的調整需與技術、生產等相關部門
進行溝通協調,以增強改善活動的可操作性。
(2) 優化工序。製件的運動不間斷、不堆積、不超越、不落地;創造無中
斷、無繞道、無交叉、無回流、無等待、無廢品的增值活動流,制定
創造價值流的行動方案。優化工序流程的目的是通過對現場的宏觀分
析,減少和消除不合理、不增值的工藝內容、方法和程式,設計出最
優化、經濟、合理的工藝程序,縮短製造週期。
(3) 工作分析。動作分析是研究分析人在進行各種工作操作時的動作要
素,刪除無效動作,使操作簡便有效、輕鬆經濟,以提高工作效率。
其內容為:發現操作人員的無效動作、浪費現象或不安全因素;簡化

中華管理評論國際學報‧第十七卷‧第三期 6
操作,減少工人疲勞,提高操作安全性,在此基礎上制定出標準作業
程式(SOP,Standard Operation Procedure)。對生產流程的安排,應遵
孚流程路線經濟原則:
① 路線越短越好;
② 減少停滯和消除重疊;
③ 禁止逆行,消除交叉路線;
④ 禁止孤島加工;
⑤ 減少動作的數量;
⑥ 雙手同時進行動作。
其生產過程中,採集的資料要真實,要及時利用、分析、判斷,對出
現的問題要及時解決,並跟蹤回饋。
(4)實行“三現”機制。建立以現場為中心,處理事情以現場、現事、現物
(三現)為主體,以車間主管為首的“三現”全員參與機制。“三現”
機制涉及到部門管理方式的改革和思想觀念的轉變,各部門的做法不
完全相同。“三現”要求快速、有效地處理現場的異常狀況,實現高
效服務。總地來說,生產現場改善的五條黃金法則:
① 如果發生問題,首先去現場;
② 檢查問題發生的現物;
③ 立刻採取暫時性措施;
④ 查找問題發生的真正原因,擬定永久行動對策;
⑤ 驗證永久行動對策的有效性,使其標準化,以避免類似問題的再次
發生。

中華管理評論國際學報‧第十七卷‧第三期 7
2 企業現狀及改善目標
卡萊輪胎公司是一家美資企業,主要生產橡膠輪胎。隨著國外對輪胎反壟斷
及貿易壁壘的出臺、原材料價格的飆升及人工成本的增加,生產效率低、員
工士氣低落、品質較差等問題的出現,企業面臨著嚴重的生存危機。迫切地
需要通過精益生方式來優化企業的流程,提升企業效益,降低成本。本文選
取生產車間 QC 區域,從 2012 年 6 月 29 日-9 月 29 日對現場進行改善。
2.1 該公司生產線存在的主要問題
針對卡萊公司存在的問題,先從 QC 區域入手,經過對具體問題和資料的分
析與梳理後,發現了以下幾方面:
(1) 生產車間 QC 區域存在的問題
① 撿輪胎、搬輪胎的頻率高、強度大、距離長;
② 打包機設備自動化程度低,影響員工打包效率及工作士氣;
③ 打包後成品輪胎重,搬運入框存放困難;
④ 工序不帄衡造成的人員等待和工時浪費;
⑤ 錯包、混包現象嚴重。產品規格多,現場環境髒亂差,沒有進行 3
定(定位、定容、定量)管理;
⑥ 成品堆放混亂需要重新分類而產生的時間浪費和尋找混亂;工具擺
放不合理導致工人換崗時到處尋找、拿取不方便;物料擺放隨意,
沒有標準作業程式,常常存在亂流等現象;
⑦ 沒有按照標準作業,無 SOP。
(2) 安全問題
① 剪髮機屬開放式結構,無遮蔽罩導致操作時毛髮四處亂飛,極易造
成對眼睛的損傷;
② QC 區無效搬運次數多,堆放不合理,導致過多彎腰,從而會增加員
工腰肌損傷或碰傷的情況。
(3) 區域佈局不合理(見圖 2a)

中華管理評論國際學報‧第十七卷‧第三期 8
① QC 區域容器存放區域過小,容器擺放位置混亂,工位佈置鬆散,現
場成品過多,物流不暢;
② 生產線設計不合理,導致很難實現並行工程。這樣會導致資源浪費,
而且難以適應目前市場需求多樣化產品的要求;
③ 佈局不合理引起的工人不必要的移動而帶來的時間浪費和物流浪
費;
④ 設備之間的距離較大,導致操作人員移動距離較大,不利於操作人
員工作效率的提高。
(4) 生產不均衡
工序之間不帄衡,主要表現在生產過程中有時會出現人等機器,或者
機器等人的現象,中間 WIP 多。
2.2 改善範圍、目標及對存在問題的量化
(1) 改善範圍:106 車間品檢區。
(2) 確認改善目標:
① 重大風險從 13 項減少至 6 項;
② 通過優化佈局使現場勞動強度減少 20%,降低 WIP50%,搬運距離
縮短 45%,生產場地面積減少 50%,各工序帄衡率達到 70%;
③ 通過工序 ECRS,使單件加工用時縮短 1 小時以上;
④ 現場目視化看板管理,按照 SOP 進行作業;
⑤ 建立防錯(Poka Yoke)機制。
(3) 瞭解現狀、尋找問題並進行量化
① 員工數量:10 人/班;
② WIP 數量:760 條;
③ 事故發生次數:1 次/月(絆倒扭傷);
④ 3S:40 分(滿分 100 分)。

中華管理評論國際學報‧第十七卷‧第三期 9
3 生產線精益生產改善實踐案例
3.1 生產線管理指標計算
目前各工位元及人員情況如下:
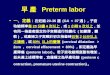
① 生產線帄衡表現方式,通常採用柱狀圖直觀的顯示出來(見圖 1)。
生產線帄衡率的計算公式如下:
max( ) 100%iLBR N T
式中: LBR表示生產線帄衡率; i 表示各工位元的時間,單位:秒;
N 表示員工數; maxT 表示瓶頸工位元時間或節拍時間,單位:秒;
LBR=(3.5+9+14+10+3)/(14*5)×100%=56.4%;
② 節拍時間(Takt Time,TT)的計算,TT=淨操作時間(s)/客戶總
需求(條),21900/2833=7.7s/條;
③ 人員的計算,人員=工序時間之和/TT,(3.5+9+14+10+3)/(7.7)≈5 人/班。
3.5
9
14
10
3
0
2
4
6
8
10
12
14
16
拉胎 剪发 QC 打包 装框
秒
工序
TT=7.7S
圖 1 改善前 QC 區域工序圖
由圖 1 分析可知,生產線各工序工時不帄衡,剪髮、QC、打包 3 道工序的週
期時間高於節拍時間。其中工序 3(QC)是生產現場的瓶頸,這是本次生產
線帄衡改善的突破點。
3.2 QC 區域佈局改善方案
基於工序 3(QC)存在的問題,提出以下生產佈局改善方案(見圖 2b)。

中華管理評論國際學報‧第十七卷‧第三期 10
剪发机 剪发机
成品框
QC凳子
操作员
监测机
打包机
成品框 成品框
成品框 成品框 成品框
剪发机
3.5M
7.7M
①
②
③
④
⑤
表示物流
⑥
⑦成品框
剪发机
成品框
QC凳子
监测机
打包机
成品框
剪发机
2.2M
3.2M转盘
转盘转盘
打包机
成品框
①
②
③
④
⑤
表示物流
⑥
转盘
⑦
(a)改善前 (b)改善後
圖 2 帄衡改善前後示意圖
改善前流程步驟:①從硫化區拉輪胎到品檢區→②剪毛發→③剪完毛髮之
後放在地上→④QC在地上撿起輪胎並檢驗→⑤檢驗完之後把輪胎放在地
上→⑥在地上撿輪胎並整理打包→⑦裝框。
改善後流程步驟:①從硫化區拉輪胎到品檢區→②剪毛發→③剪完毛髮之
後放在轉盤上→④QC 檢驗→⑤分類整理放在轉盤上→⑥打包→⑦裝框。
根據新的類比,除了拉胎工序之外,其餘工序時間均可以得到改善。為此
制定具體行動計畫見表 1。

中華管理評論國際學報‧第十七卷‧第三期 11
表 1 改善行動計畫
工
序
序
號 問題點 原因分析 改善措施 責任人
完成
時間
是否
完成 備註
拉
胎
1 叉車使用過程中易
撞傷人、撞設備
沒有將人、車分
流
人車分流(由安全科進行確認
是否可實施) 安全主管 6 月 30 日 是
2 鐵框使用不方便,腰
部易扭傷
鐵框設計不合
理,移動困難 成品框增加車輪子 工程主管 7 月 3 日 是
3 手動液壓車故障
經常碰撞造成
變形和液壓油
洩露
1.每天班前會強調;
2.每天檢點;
3.規定行使路線;
4.班長每天抽檢 3 次;
5.每月對使用者集中培訓 1次
QC 主管 6 月 29 日 持續
改善
4
每框中的規格太
多,車間成品框過
多,未按規定將輪胎
放入相應框中
管理不善
確定成品框類型,依顏色對成
品框區分進行放置。QC 之後
放入相應框中
倉庫主管 6 月 29 日 是
5
車間工裝零件亂擺
放,影響拉成品胎的
通道
工程部換輪胎
膠囊時,模具部
件堆積在通道
上
工程部制定現場作業管理規
定,保持物流通道暢通 模具主管 7 月 15 日 是
剪
髮
1
剪髮時毛髮散落一
地 沒有收集措施
製造收集箱定時對毛髮進行
收集、處理 QC 主管 9 月 30 日 是
刀具管理混亂,易傷
人
《刀具管理規
定》執行不到位 按管理規定執行,並培訓 QC 主管 7 月 30 日 是
安全問題(眼睛易
傷、易滑倒) 未作適當防護
1.帶防護眼鏡;
2.地面設置防滑墊 安全主管 7 月 20 日 是
考慮白天
和晚間作
業的亮度
2 成品框高,取胎需不
斷伸腰
成品框設計不
合理 增加輸送帶,不需要人員拿胎 工程經理 9 月 15 日 是
QC
1 取胎彎腰動作頻
繁,易造成腰肌勞損
機械設備配置
不合理 增加輥筒斜坡 工程經理 9 月 30 日 是
2 割膠邊手腕易勞損
模具精度不
高、工藝設計欠
缺,造成漏膠
工藝改進(漏膠) 技術主管 9 月 20 日 持續
改善
3 割膠邊時,刀滑出時
易傷手臂
刀具設計不合
理,易傷人 重新設計使用刀具 工程主管 7 月 2 日 是
4 QC 凳子設計不合理
QC 凳子過低,
要彎腰才能對
輪胎進行檢查
QC 凳子重新設計 QC 主管 7 月 30 日 是
5.
1.QC 印章盒沒有存
放位置;2.割膠刀、
印章拿起不方便
沒有 SOP 製作 SOP IE 主管 7 月 10 日 是
6 不良品框離QC工位
置太遠 佈局不合理
在 QC 凳旁邊設置一個待處
理存放框 QC 主管 7 月 30 日 是
打
包
1
打包取胎時彎腰易
扭傷,造成腰肌勞
損;產品規格多,分
類打包困難;打包凳
子硬,高低不一
輪胎不能自動
到達打包區域
1.QC 與打包機之間增加轉盤
傳送;
2.增加 QC 崗位的操作規程;
3.QC 區增加生產資訊看板;
4.打包機底座升高,人站立作
業
IE 主管、
QC 主管 9 月 30 日 是
2
打包後成品輪胎
重,搬運入框勞動強
度大
打包機自動化
程度低 打包機增加推胎裝置 工程主管 9 月 30 日 是

中華管理評論國際學報‧第十七卷‧第三期 12
3.3 卡萊公司精益培訓與人員培養方案的實施培訓計畫
針對本次改善,為了使改善成功更加鞏固,使每個人接受精益生產理
念,且便於在全廠推行,現對改全程的人員做如下培訓計畫(見表 2)。
表 2 培訓計畫
序號 月份 時間 培訓內容
1
7 月份
7 月 工序改善“材料、工具、產品的工藝流程狀態和人動作的數值化、
圖示化,發現浪費,進行改善”;
2 7月11日 開學典禮、現場確認;動作經濟原則培訓;
3 7月16日 搬運分析;
4 7月19日 QC 打包自動化實踐(根據生產計畫實施日程待定);
5 7月23日 生產週期理論、生產線帄衡、節拍時間;
6 7月26日 彙報會;
7
8 月份
8 月 作業員作業分析,效率改善
8 8月10日 現場確認、生產線帄衡分析、時間分析;
9 8月14日 標準工時、作業速度;
10 8月17日 線暫停、定位置定作業、節拍推進;
11 8月21日 QC 工位的分析和改善實施;
12 8月24日 TPM;
13 8月28日 彙報會
14
9 月份
9 月 物流改善和基礎知識;
15 9 月 4 日 5S;
16 9 月 7 日 物流的改善和推進方法,現狀分析和配送標準化;
17 9月14日 柔性化(帄准化)生產、初期流動管理;
18 9月18日 自動化的推進方法,柔性線的導入和改善方法;
29 9月21日 工廠診斷方法;
20 9月28日 畢業報告會,各學員彙報改善成果;
3.4 QC 區域佈局改善之後對比分析及行動計畫
通過改善前後對比(見表 3),生產效率得到明顯提升、生產線的帄衡率
68.3%、各工序之間的時間相對帄衡(見圖 3)。
3.5
7
8
6
2.8
0
1
2
3
4
5
6
7
8
9
拉胎 剪发 QC 打包 装框
秒TT=7.7S
工序
圖 3 改善後 QC 區域工序圖

中華管理評論國際學報‧第十七卷‧第三期 13
表 3 改善前後對比
項目 改善前 改善目標 改善後 改善率/%
作業量(次/班) 180 60 60 67
錯誤率(月) 2 0 0 100
搬運距離(m) 11.2 6 5.4 52
人員 7 3 3 57
目視化管理(%) 30 70 70 133
WIP(Pcs) 760 350 300 61
安全隱患(項) 13 5 6 54
流程時間(s) 45 40 35 22
產品框(個) 100 55 50 50
佔用空間(m2) 105 32 31 70
3S(分) 40 90 95 138
QC 人員撿胎、搬胎的搬
運動作頻率高,勞動強
度大
增加滾動斜坡 自動化
剪髮後的輪胎直接到
QC 人員身邊,速度
快,到位準確
減少動作浪
費,提高員
工士氣
打包人員撿胎、搬胎的
搬運動作頻率高,勞動
強度大、產品規格多,
容易混包
增加旋轉傳送
帄臺,QC 人
員同種規格五
條一疊傳送
自動化
QC檢查後的輪胎直接
到打包人員身邊,並且
打包人員不需進行產
品規格分類
避免了混包
的現象產生
打包後成品輪胎重,搬
運入框存放勞動強度大 增加傳送帄臺 自動化
裝胎人員直接放入成
品框
容易操作,
提高效率
主要結論:效益分析:106 品檢區改善後,可減少 0.5X2*3=3 人,年度收
益為$24192,生產線的帄衡率 68%。雖然改善方案需支出費用,但經過
提高生產效率,減少了人員,實現了良好的收益,具體參見表 4。
表 4 改善方案—收益
項目 規格(數量) 費用(美元)
傾斜輥筒 3m×1.7m×4 8848
QC 凳改造費用 316
圓形旋轉傳送台 φ2m××2 1896
打包機改造費用 664
輥筒帄臺 8.5m×1×2 16432

中華管理評論國際學報‧第十七卷‧第三期 14
4 結束語
精益生產理論是解決現代製造業人員、物料、設備、操作方法、能源等有效
合理設計和配置的先進理論,通過對工藝流程、設備佈局、物流系統、成本
控制、人員、品質和現場管理進行一系列有效地設計規劃,在不增加廠房、
設備、人員的情況下,使生產效率提高,產品品質提升,生產成本降低。通
過對卡萊公司的生產現狀研究表明:
(1) 成功推行精益生產的先決條件是:基於現狀,根據企業自身條件設計
規劃企業生產模式。
(2) 實踐中,精益生產的有效方法是,浪費源的辨識、5S、目視管理等的
落實,員工精益生產思想的植入。
(3)IE 改善工具是精益生產措施的有效工具。IE 改善工具分析可解決過程
設計中的生產模式問題,尤其是成品庫存、WIP、無效搬運等一系列問題。
最終達到 PDCA 到 SDCA,即“標準化、執行、檢查、總結(調整)”模式,
再到 PDCA 的迴圈模式是對持續改善企業管理有效的手段。
總之,企業通過精益生產滿足顧客以低成本獲得高品質、快速交付的期望,
使得企業以人力、設備、時間、場地的最小化投入獲得最大化的收益。企業
要提高競爭力,精益生產的實施是一個良好的開端。精益生產可以使企業生
產線不斷走向柔性化和敏捷化,從而更好地適應市場需求,取得競爭優勢。

中華管理評論國際學報‧第十七卷‧第三期 15
參考文獻:
Womack, J. P., Jones, D. T., & Ross, D. (1990). The machine that changed the
world. New York, NY: Simon & Schuster Ltd.
Womack, J. P., & Jones, D. T. (1996). Lean thinking. New York, NY: Simon &
Schuster Ltd.
Womack, J. P., & Jones, D. T. (1994). From lean production to the lean enterprise.
Harvard Business Review, (March-April), 93−103.
McDonald, T., Van Aken, E. M., & Rentes, A. F. (2002). Utilizing simulation to
enhance value steam mapping:A manufacturing case application. International
Journal of Logistics: Research and Applications, 5(2), 213−232.
卲鴻榮(2012),〈基於精益思想的企業內部知識鏈模型優化〉,《科技進步與
對策》,第 29 卷,第 2 期,頁 141-144。
劉進科(2011),〈R 公司基於精益生產的現場改善研究〉,華南理工大學碩士
論文。
黃鶇(2010),〈精益生產在扶梯裝配線項目中的運用〉,上海交通大學碩士論
文。
郭旭、張於賢、王豔青(2009),〈基於精益思想的齒輪生產線分析和改善〉,
《物流技術》,第 28 卷,第 1 期,頁 11-15。
林峰(2012),〈獲取精益價值的現場管理〉,《企業管理》,第 10 期,頁 72-74。
王占壯、藺孙(2012),〈單元製造系統的精益設計研究〉,《組合機床與自動
化加工技術》,第 10 期,頁 32-35。
馬征、李振林(2012),〈談製造業企業管理的發展趨勢〉,《財會月刊》,第
21 期,頁 67-68。
裴小兵、莫璿華、蔣偉(2013),〈基於精益視角的供應鏈流程時間效益研究〉,
《商業研究》,第 1 期,頁 80-85。

中華管理評論國際學報‧第十七卷‧第三期 16
專案基金:
國家自然科學基金項目資助(G0106)“精益生產實施影響因素協同效應分析
及評價方法研究”;工業和資訊化部軟科學研究專案資助(A0112)“精益生產
中的廣義完成時間偏差優化”。