Embed Size (px)
Citation preview

®
螺纹深度
氮气弹簧编号 杆端螺纹
螺纹啮合
90.10.03000, 90.10.05000, 90.10.07500
M8 12 mm
90.10.10000 M10 15 mm
U.9600, UX.6600, UX.9600 M8 12 mm
U.20000, UX.20000 M10 15 mm
DADCO推荐使用杆端螺纹来搬动选择的氮气弹簧。环头螺栓或合适的T型扳手使用于搬动氮气弹簧。在搬动之前,确认适当的螺纹啮合。
充入介质 氮气氮气是一种不易于与其它元素发生反应的充足气体。其性质决定了氮气是氮气弹簧的理想充气介质。 不得使用其它气体。
充气压力范围
SCR 系列 / U.0400 / UH.0400: 15 – 180 bar
独立式与排管式氮气弹簧的最大充气压力如左边。不得超过最大充气压力。小型/ U.0600 – U.20000 /
UH.0600 – UH.6600 / 大型: 15 – 150 bar
工作温度 4˚C – 71˚C 为了延长氮气弹簧使用寿命在规定温度范围内操作氮气弹簧是 非常重要的。如需在高温环境下操作,请联系DADCO,以获得 相关帮助。长期操作后,氮气弹簧缸体可能发热,小心碰手。
最大速度 1.6 m/s为了安全操作在速度极限内操作氮气弹簧是必须的。需要估 算操作频率/温度时,请使用在www.dadco.net网站内的网页 计算器。
氮气弹簧技术数据 氮气弹簧安装和操作说明
电话: 1.734.207.1100 • 传真: 1.734.207.2222 • www.dadco.net
B08
165C
操作规程
DADCO确立了小型(L, LJ)、Ultra Force®(U.0400 – U.20000)、UH、SCR和大型(90.8, 90.5B2, 90.10, UX和SC)系列氮气弹簧的操作规程和安装要求,以确保用户的安全和优化产品性能。应仔细阅读本彩页的指导说明。微型C系列和U.0175 – U.0325氮气弹簧的安装和操作的信息,请参照B08160B彩页。
氮气弹簧充气
注意
维护氮气弹簧时,务必戴防
护眼镜。
氮气弹簧排气
通常独立式氮气弹簧充完气后到货。以下说明是适用于未充气的氮气弹簧。
1. 充气之前,确认活塞杆是否完全回弹到适当的行程长度,并且确认活塞套是否正确就位。使用DADCO的T型扳手拉上活塞杆。
维护服务
充气和排气工具
杆端螺纹
2. 装备充气端口
独立式氮气弹簧操作
a. 拆下端口螺塞。 b. 将适当的DADCO快速充气嘴拧入在充气端口里。
c. 将充气组合的快速拆装充气接头连接到充气嘴
排管系统操作
a. 遵守适当的排管说明,连接所有氮气弹簧与控制面板或多功能面板上。
b. 确保所有软管和排管配件紧密连接。
c. 充气组件的接头连接到充到控制面板或者多路控制面板上的充气阀上。3. 打开氮气瓶上的主阀。
4. 设定压力调节器的所需的压力。
5. 慢慢打开切断阀,给每支氮气弹簧达到所需的充气压力。
6. 充完每支氮气弹簧后,关闭软管切断阀和氮气瓶切断阀。从控制面板的充气阀拆开充气组件。拆开快速拆装充气接头时,将排出切断阀和充气阀之间少量残余氮气。
注意:如果不使用DADCO的充气组件的话,确认所使用的充气组件是高压热塑软管、O形圈表面密封配件和高压阀组成。
7. 对于独立式氮气弹簧,使用DADCO的测力仪检测内部的气压。联系DADCO,以获得测力仪说明书和更多相关信息。DADCO建议按定期检测氮气弹簧的气压,以作为一种
预防性维护对策。
注意:处理损坏或磨损的氮气弹簧之前,确保排出所有气压。更多信息,联系DADCO。
独立式氮气弹簧排气
1. 当DADCO氮气弹簧排气时,保持氮气弹簧水平位置,并且排气端口向上,以确保安全。
2. 拆下端口螺塞。
3. 保持脸和手避开端口,使用气阀排气工具(90.360.4)或端口维修工具(90.320.8)压下气阀芯。用一块棉布盖上端口以吸收排出物。
4. 当所有的气压排完后,确保活塞杆用手能拉上和推回到缸体内。否则,重新压下气阀芯排气。如果仍然不成功,停止操作和联系DADCO的服务代表。
5. 如果氮气弹簧已损坏,要小心处理。 应把损坏的氮气弹簧立即停止操作后排气。若从端口无法排出的话,请联系DADCO以获得相关支持。
排管系统排气
1. 通过打开控制面板的排气阀排出氮气。
2. 用手退回活塞杆到缸体内,以确认排出所有气压。如果活塞杆没有完全推回下去,再排出残余压力。如果仍然不成功,停止操作和联系DADCO。
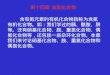
气阀排气工具90.360.4
端口维修工具90.320.8
快速拆装充气组合标准 90.310.040 / 高压 90.310.041
M6 快速拆装充气嘴90.310.143
G 1/8 快速拆装充气嘴90.310.111
注意:DADCO建议用户对涉及高压氮气弹簧的工具进行标识,以确保正确操作.
DADCO微型(L, LJ)、Ultra Force® (U.0400 – U.20000)、UH、SCR和大型(90.8, 90.5B2, 90.10, UX和SC)系列氮气弹簧是可修理的。DADCO与维修和密封圈包一起提供详细的维修说明书。阅读维护指南后,如果需要额外培训或者有任何疑问时,请联系DADCO。请联系DADCO公
司以获取SCR系列弹簧的维修。

®
D+2mmMAX
D+2mmMAX
仅从上面固定。需要底面支撑 以支持满载。
排泄孔
>1° (SC 系列的
>0.2°)
间隙
突然释放
切勿使用固定螺钉来支撑满载。顶部安装板仅从上面固定。
没有适当的底部支撑情况下,切勿使用焊接式安装板。
有剪切载荷时切勿依靠 紧固螺钉。需要支撑。
引起偏载
X X X
X X X XX X X X X
X
X
XXX X
间隙
最大行程行程保留
氮气弹簧技术数据 氮气弹簧安装和操作说明
电话: 1.734.207.1100 • 传真: 1.734.207.2222 • www.dadco.net
B08
165C
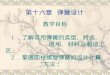
安装DADCO 提供多种多样的安装板选择以满足客户的具体需求。安装和紧固氮气弹簧应该考虑承载、紧固件选择和力矩值。DADCO推荐在固定螺丝上使用中等强度的螺纹防松胶。参照DADCO的产品目录以获取安装板与每系列和每型号的兼容性。
不正确的安装示例
检查螺钉的长度。确保杆端不受约束。仅在有足够支撑下使用底部安装板。
倒向安装沉孔内避免过大的 间隙。使用底面的螺纹孔来 固定,可能的话加预压。
F12 / B12 / 90.12 / 90.112 / 90.212 / 90.312.型号
TSW (Welded)
TR2 (Welded)TNF1 (Welded) TK (Welded)
仅从上面固定。需要底面支撑以支持满载。仅大型氮气弹具有簧焊接式安装板。
仅从上面固定。安装板中间的钢环支持满载 。 无需底面支撑。
F11 / B11 / 90.11 / 90.911.型号TFM (Welded)
F21 / B21 / 90.21 / 90.321.型号B25 / 90.25 / 90.325.型号
仅从上面固定。需要底面支撑以支持满载。
B26 / 90.26.型号B19 / B319V / 90.19 /
90.319.型号
被卡住的冲压件非常危险。如果冲压件被卡住的话,继续生产前查明和修复根本原因。轻微预压氮气弹簧将能防止突然释放。
突然释放会导致弹簧损坏或漏气。
标准安装原则
DADCO建议至少保留10%的行程储备,以获得最佳的安全性。超过行程会冲击弹簧缸体顶部或者会损伤缸体内部。活塞杆的超过行程和冲击缸体顶部将导致氮气弹簧的永久性损坏。相比高长的行程也会导致超过最大工作温度。建议至少保留10%的行程储备,以获得最佳性能。(Ultra Force®系列建议保留20%)
由于冲床动转或模具结构造成的偏载会加速磨损活塞套的轴承、密封圈和活塞杆。因此,尽量避免偏载。 活塞杆端的螺纹孔仅为装配和拆卸而设置的,绝对不允许用于安装固定氮气弹簧。模具振动或偏移将会损坏弹簧。
应避免直接接触某些模具润滑剂和清洁剂。应通过在氮气弹簧安装沉孔内提供足够的排泄能力来保护氮气弹簧。
选择适当长度的螺钉来增强 其螺纹啮合。长度太长螺钉 会损坏氮气弹簧,而长度太 短的螺纹没有提供足够的支持。总是使用螺纹防松胶。
固定螺钉不能支撑氮气弹簧的满载。使用底面的螺纹孔来固定缸体。
B322 / 90.322.型号 B27 / 90.27.型号B28 / 90.28.型号
(螺纹缸体)B29 / 90.29.型号
(螺纹缸体)
DADCO建议在螺纹缸体弹簧上使用防紧蚀剂,特别是安装板固定时。仅适用于L系列。
仅从上面固定。需要底面 支撑以支持满载。仅适用
于L/LJ系列。
仅从上面固定。安装板中间 的钢环支持满载。无需底面 支撑。仅适用于L/LJ系列。
从上面或底面固定。需要底面支撑以支持满载。备注:90.11.07500
仅从上面固定。
超过行程的痕迹。潜在危险的氮气弹簧。
如果无法接近到端口,在缸体上钻个孔和安全排气。可能需要钻通模具零件,也可能需要拆开模具。
• 先排完气后,拆卸氮气弹簧。
• 切勿使用滑锤或类似的方法来拆卸氮气 弹簧。滑锤冲力超过设计极限和会损坏 内部零件。
安全拆卸受损的氮气弹簧
X
>D*1.5
D +.25mm
TO / AO基本型
平底沉孔内安装。从底面固定。选 择适当长度的螺钉来增强其螺纹啮合。
总是使用螺纹放松胶。
注意• 不可焊接• 不可加工或改造• 预防损坏
从上面或底面固定。需要底面支撑以支持满载。仅大型氮气弹具有簧焊接式安装板。