Embed Size (px)
Citation preview

Doutorando e mestre em Administração pela Universidade Nove de
Julho (Uninove). MBA em Recursos Humanos pela Universidade de São
Paulo (USP). Graduado em Administração Financeira pela Universidade
Cidade de São Paulo (Unicid). Consultor nas áreas comercial e de logís-
tica. Atuou como gestor de excelência e qualidade em diversas empre-
sas de distribuição e venda de bebidas. Coordenador de cursos de pós-
-gradução lato sensu em Logística das Operações Comerciais e Negócios
Internacionais. Professor dos cursos de Marketing, Logística e Recursos
Humanos da Unicid, instituição na qual também atua como assessor de
Assuntos Comunitários, Culturais e de Extensão.
Fabiano de Andrade Caxito

Sistemas de Planejamento e Controle: Just in Time
Entre as estratégias competitivas apontadas por Porter (1992) está a liderança em custo. Para explorar essa estratégia, a empresa precisa produzir um bem de qualidade compatível com a concor-rência, que atenda às características desejadas pelo consumidor, a um preço mais baixo que seus con-correntes.
Para conseguir os menores custos de produção, a empresa precisa ter a competência de ter um desempenho de produção superior a seus concorrentes. A filosofia Just in Time ajuda a empresa a obter vantagem competitiva em custo, otimizando processos produtivos e o fluxo de produção.
O sistema Just in Time originou-se no Japão na década de 1960. Desenvolvido por Taiichi Ohno, vi-ce-presidente da Toyota Motor Company, é conhecido como o “Sistema Toyota de Produção”. Três ideias formam a base do sistema Just in Time:
Integrar e otimizar o processo de manufatura. Todas as operações e características que não ::::agregam valor ao produto são desnecessárias e devem ser eliminadas. Atividades como inspe-ção, retrabalho, estoque e outras funções improdutivas são eliminadas.
Buscar a melhoria contínua – :::: Kaizen. O sistema busca a melhoria constante dos processos, pro-cedimentos e do homem dentro da empresa. São incentivadas a mentalidade de trabalho em grupo, a visão compartilhada, a descentralização do poder e a revalorização do homem, como forma de buscar o desenvolvimento do potencial humano e o comprometimento.
Compreender e atender às necessidades dos clientes. De acordo com a visão do sistema :::: Just in Time, o custo do cliente engloba a aquisição e uso do produto. Por isso, a empresa deve assumir a responsabilidade de reduzir o custo total do cliente. Para isso, a empresa necessita envolver os fornecedores e clientes, pois ambos representam uma extensão do processo de manufatura da empresa.
O objetivo do sistema JIT é garantir que somente os materiais, equipamentos e pessoas neces-sários à execução de cada atividade, sejam ativados no momento e no local exato. Esse objetivo geral pode ser atingido ao se trabalhar alguns objetivos básicos, como:
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

112 | Sistemas de Planejamento e Controle: Just in Time
integrar e otimizar cada etapa do processo de manufatura; ::::
produzir produtos de qualidade; ::::
reduzir os custos de produção; ::::
produzir somente em função da demanda; ::::
desenvolver flexibilidade de produção;::::
manter os compromissos assumidos com clientes e fornecedores.::::
Um dos pilares da filosofia Just in Time é a educação e o treinamento dos funcionários, na busca da excelência, obtida por meio de seminários, palestras, visitas a empresas e, principalmente, pela prá-tica, modificando os processos não eficientes e observando os resultados obtidos, tentando sempre melhorar os processos e realizando novas tentativas. É por meio da educação e treinamento que se desenvolve a conscientização e comprometimento dos funcionários.
Os custos de produçãoPara melhor entender o foco do sistema Just in Time na redução dos custos, é preciso entender de
forma geral como são classificados os custos em uma empresa. A contabilidade de custos (área da con-tabilidade que lida com o entendimento e gestão dos custos) os divide em duas categorias: os custos fixos e os variáveis.
Os custos fixos são aqueles ligados à infraestrutura da organização, como edificações, mão de obra indireta, setores não diretamente envolvidos na atividade de produção, equipamentos e outros.
Os custos variáveis são todos aqueles ligados diretamente à produção da empresa: matéria-pri-ma, materiais intermediários, mão de obra direta, a energia gasta nos equipamento etc. O resultado da soma dos custos fixos com os custos variáveis nos dá o custo total.
Muitos custos variáveis podem não ser facilmente identificáveis. Devemos classificar como custos variáveis financeiros o tempo de espera entre uma atividade e outra de produção, o tempo parado das máquinas, os estoques, matérias-primas de produtos em processamento e de produtos acabados, o tempo de transporte das peças de um local para outro. Todos esses tempos podem ser considerados custos financeiros, pois o dinheiro investido fica parado e deixa de produzir. Outro tipo de desperdício é o custo das peças que apresentam problemas de qualidade. O custo pela má qualidade é gerado pela falta de qualidade do processo produtivo. É exatamente nesse tipo de custo que o sistema Just in Time atua. Busca eliminar os custos financeiros e os de má qualidade.
Pela filosofia do Just in Time, só se considera custo as matérias-primas e atividades realmente necessárias para transformação que resultará no produto final, embalado e entregue ao cliente, que geram valor agregado ao produto.
Todas as atividades e materiais que não contribuam para a transformação física do produto são considerados desperdícios. Mesmo atividades como transportar peças de uma operação para outra, contar, inspecionar, estocar e, principalmente, retrabalhar peças rejeitadas por falhas na qualidade não acrescentam nenhum valor agregado à peça. São desperdícios.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

113|Sistemas de Planejamento e Controle: Just in Time
Os resultados da implantação do sistema são medidos e acompanhados por dois parâmetros ou indicadores dos custos do processo produtivo: a produtividade e a qualidade. Os objetivos de melhoria da produtividade e da qualidade são alcançados pela busca contínua da eliminação de causas dos pro-blemas e desperdícios de tempo.
Na filosofia JIT os conceitos de produtividade e controle são inseparáveis pois ambas apresentam um efeito multiplicador. Um problema de qualidade no início da fabricação refletirá negativamente em todo o processo produtivo. Quanto mais tarde no fluxo produtivo o problema for descoberto, mais des-perdícios ocorrerão, como tempo para tomada de decisão, mão de obra, materiais, horas extras, além do atraso na entrega do produto ao cliente. A redução do nível de defeitos, ou os custos das falhas internas, melhora a qualidade do processo e contribui para a redução dos custos totais. A eliminação do desper-dício caracteriza a agregação do valor. Para Garvin (1992), podem ser identificadas sete categorias de desperdícios na produção:
Desperdício de superprodução:::: – quando a produção se antecipa à demanda, gerando es-toques.
Desperdício de espera:::: – quando o material está esperando para ser processado.
Desperdício de transporte:::: – a movimentação de materiais não agrega valor ao produto, po-rém são necessárias devido ao grande tamanho das instalações.
Desperdício de processamento:::: – a realização de funções ou etapas do processo que não agregam valor ao produto.
Desperdício de movimento:::: – relativos à interação entre operador, máquina, ferramenta e o material em processo.
Desperdício de produzir produtos defeituosos:::: – geram desperdício de materiais, mão de obra, uso de equipamentos, movimentação e armazenagem de materiais defeituosos, inspe-ção de produtos etc.
Desperdício de estoques:::: – está ligado a todos os outros desperdícios, pois a superprodução, os tempos de espera elevados, a necessidade de movimentação e transporte de peças, erros de processamentos e produtos com defeitos levam a geração de estoques em diversos pontos do processo de produção.
Ciclo PDCADois princípios são fundamentais para o sucesso do JIT:
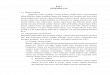
A necessidade da interação contínua entre o planejamento e a execução: a principal ferramen-::::ta para se colocar na prática essa interação é o ciclo de melhoria, de Shewhart, mais conhecido como ciclo PDCA (Plan, Do, Check, Act). O PDCA é uma ferramenta simples e poderosa, intro-duzida no Japão na década de 1950 pelo Dr. Deming. O foco principal do PDCA é o cliente, seja ele interno ou externo. A figura 1 ilustra o ciclo PDCA:
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

114 | Sistemas de Planejamento e Controle: Just in Time
(DEM
ING
, 199
0, p
. 37)
Pesquisa
de mercado
Projetar
(reprojetar)
Vendas Produção
Agir
apropriadamente
Determinar
objetivos
Verificar efeitos
da produção
Determinar
método
Educação e
treinamento
Executar o
trabalho
AçãoPlanejar
FazerVerificar
Ciclo de qualidade de Deming Ciclo de controle
Figura 1 – Ciclo de melhoria de Deming.
O desenvolvimento de uma mentalidade de trabalho em equipe: a crença que sustenta esse ::::princípio é que todas as pessoas têm conhecimentos e podem contribuir para as soluções dos problemas da empresa. Nesse ponto, o sistema JIT difere totalmente da Administração Cientí-fica de Taylor, que defende a separação entre planejamento e execução. A valorização do ho-mem dentro do sistema JIT leva à descentralização da autoridade e ao empowerment, ou seja, a transferência do poder aos operários, que devem usar seus conhecimentos e sua inteligência para solucionar os problemas da empresa, o que gera mais comprometimento. A solução dos problemas deve surgir do trabalho em equipe, formada por pessoas motivadas.
Ferramentas JITAlgumas das ferramentas são utilizadas para analisar, avaliar e transformar todas as atividades do
processo de produção, buscando eliminar os desperdícios e aumentar a produtividade. Vamos discutir brevemente cada uma delas.
Organização do local de trabalhoConhecida como 5 S, esta tem como objetivo tornar visíveis os problemas onde quer que possam
existir. Segundo Garvin (1992) os cinco princípios da organização são:
Seiri:::: (organização) – é o “senso de utilização”. Tudo o que não for necessário para a atividade de produção no futuro próximo deve ser removido do local de trabalho.
Seiton:::: (locação) – é o “senso de tudo no seu lugar”. Tudo que estiver no seu lugar será encon-trado facilmente.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

115|Sistemas de Planejamento e Controle: Just in Time
Seizo:::: (limpeza) – é o “senso de que a limpeza é fundamental para a melhoria”.
Seiketsu:::: (padronização) – é o “senso de conservação”. Padrões são fundamentais para a manu-tenção dos progressos alcançados pelo grupo.
Shitsuke:::: (disciplina) – é o “senso de responsabilidade”. Disciplina é trabalhar consistentemente através de regras e normas de organização, locação e limpeza.
Manutenção Produtiva Total (MPT)A Manutenção Preventiva é importante para preservar o equipamento e para garantir a qualida-
de. A manutenção é a atividade de preservar as máquinas, equipamentos e ferramentas, proporcionan-do a redução de custos do processo produtivo.
Redução de setupO setup é o tempo de preparação das máquinas e equipamentos, para a produção de lotes peque-
nos de forma a atender com mais flexibilidade as exigências do mercado.
Produção celular e operador polivalenteA produção celular é uma técnica de fabricação de pequenos e médios lotes. A ideia da linha de
produção fordista é combinada com a tecnologia de grupo, na qual as máquinas ficam normalmente dispostas em forma de U, conforme ilustra a figura 2.
(CO
RRÊA
; GIA
NES
I, 19
93, p
. 116
)
P
F
A B
F
T T
FR
Figura 2 – Célula de produção em U: seis máquinas operadas por dois operários.
Esse tipo de organização do fluxo de produção permite o desenvolvimento do trabalho em equi-pe, já que o grupo de funcionários que trabalha junto em uma célula de produção tende a formá-la. A multifuncionalidade dos operários é incentivada, pois funcionários flexíveis e polivalentes podem ope-rar várias máquinas próximas, permitindo adaptar a produção à variação da demanda.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

116 | Sistemas de Planejamento e Controle: Just in Time
AutomaçãoUtilizada para adquirir vantagem competitiva em custo, em complemento da técnica de produção
celular e operador polivalente, a automação busca eliminar tempos ociosos do operador e aumentar a eficácia da produção. A automação permite a redução do lead time1 e o aumento da produtividade.
Balanceamento da produçãoEstá ligado à produção de lotes pequenos, para que a fábrica se torne flexível e possa atender às
mudanças de demanda. Para conseguir implantar o balanceamento da produção e atingir a flexibilida-de desejada, o sistema JIT precisa utilizar mão de obra polivalente e garantir a autonomia aos supervi-sores e grupos de trabalho.
Garantia da qualidadeÉ o coração do sistema JIT. Todas as ferramentas estão estruturadas para garantir a qualidade de
produto e aumentar a confiança do consumidor. A preocupação com a qualidade deve existir desde o início do projeto de desenvolvimento de novos produtos. A garantia da qualidade no sistema JIT se baseia na melhoria contínua dos processos por meio da utilização do PDCA, e não na inspeção final do produto já acabado, como nas manufaturas tayloristas.
O sistema KanbanO Kanban é uma ferramenta de controle da produção. São utilizados cartões, nos quais o centro
produtivo seguinte determina a fabricação do lote de um centro produtivo imediatamente anterior.
O objetivo do Kanban é minimizar os estoques do material em processo, já que só são produzidos lotes na quantidade necessária, no momento certo em que esse material será utilizado.
No sistema MRP, baseado na Administração Científica, é conhecido como push system ou sistema de produção empurrada. O MRP, de posse da quantidade de produtos que devem ser produzidos em um determinado período, emite ordens de serviço para todos os centros produtivos envolvidos. Cada centro realiza sua atividade e “empurra” seus produtos em processo para o próximo centro de produção. Caso esse centro de produção se encontre sobrecarregado ou atrasado em função de algum problema, os produtos em processo se acumulam, formando um estoque e gerando desperdício financeiro.
No sistema Just in Time, o ritmo da produção é ditado pela linha de montagem final. Assim que necessita de peças para realizar a montagem final, ela autoriza, por meio do cartão Kanban, os centros de produção anteriores a fabricar um novo lote de peças. Esse sistema é conhecido como pull system, ou sistema de produção puxada, pois cada processo puxa a produção do processo anterior. Como as peças só são produzidas quando há necessidade real, o Kanban evita a formação de estoques intermediários.
O cartão Kanban traz informações como o código, a descrição e a quantidade de peça, o tamanho do lote a ser produzido, o centro de produção solicitante e o local de armazenagem.
1 Tempo de reabastecimento, desde a geração de uma necessidade até sua efetiva entrega e disposição ao uso.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

117|Sistemas de Planejamento e Controle: Just in Time
O planejamento e controle da produção no sistema JITComo o princípio básico da filosofia JIT é tornar a empresa flexível para atender de forma rápida
as mudanças de demanda do mercado, o planejamento e programação da produção devem adequar a demanda às possibilidades do sistema produtivo, por meio de uma técnica conhecida como produção nivelada.
De acordo com essa técnica, as linhas de produção podem produzir vários produtos diferentes a cada dia, atendendo à demanda do mercado. Segundo Corrêa e Gianesi (1993), a produção nivelada possui duas fases: a programação mensal e a programação diária da produção, que adapta a produção diária às variações da demanda ao longo do mês, conforme ilustra a figura 3.
A programação mensal é baseada em previsões de demanda e resulta em um Programa Mestre de Produção. Em geral, considera um horizonte de três meses. A programação diária é baseada no siste-ma de puxar sequencialmente a produção, por meio do sistema Kanban.
(MO
ND
EN, 1
984,
p. 4
2)Produção adaptável às variações de demanda
Produção Just in Time
Adaptação mensal Adaptação diária
Produção nivelada
Planejamento da produção mensal
Instruções para produção diária em cada processo
Programa Mestre de ProduçãoDeterminação da produção
média diária baseada em pro-dução prevista mensal
Previsão trimestral e mensal
Planejamento da produção diária
Despacho diário de produtos
Sistema de puxar Kanban
Determinação da sequência do programa para o mix de
produtos
Pedidos curto prazo/diários
Fabricação flexível Redução do tempo de espera na produção
Figura 3 – Programação da produção nivelada.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

118 | Sistemas de Planejamento e Controle: Just in Time
Controlar o fluxo e o controle da produção utilizando o Kanban é mais simples do que em um sistema que baseado no MRP. Como o cartão Kanban é uma autorização para fabricação, cada setor só produz as peças requisitadas, no prazo estabelecido, na quantidade solicitada. Dessa forma, a produção se autocontrola.
Utilização combinada dos sistemas de Planejamento e Controle de Produção
Neste capítulo, discutimos o sistema Just in Time de produção. A empresa deve escolher um sis-tema de PCP que seja mais adequado a seu mercado, a seu tipo de produto ou serviço e a seu fluxo produtivo, às necessidades de seus clientes quanto aos tipos de produtos, às quantidades de linhas de produtos, ao tamanho dos pedidos dos clientes etc. Uma opção pode ser utilizar uma combinação dos diversos sistemas de controle da produção.
Para Corrêa e Gianesi (1993) essa escolha deve ser coerente com a estratégia global da organiza-ção. Os autores acreditam que algumas variáveis podem subsidiar a escolha da empresa, como a com-plexidade das estruturas e a centralização na tomada de decisões. Os autores sugerem que um sistema ideal utilizaria o melhor de cada um dos três sistemas. O OPT, por lidar com as restrições do sistema, pode ser utilizado para gerar o Programa Mestre da Produção. Já o MRP II pode ser utilizado para con-trolar as necessidades e o JIT para controlar a linha de produção.
O ponto mais importante, independentemente das vantagens ou desvantagens que cada um dos sistemas apresenta, é a adequação do sistema à estrutura organizacional e à estratégia adotada pela empresa. A escolha de um dos sistemas não garante o sucesso competitivo de uma organização. Mas é uma importante ferramenta para se garantir o sucesso.
Texto complementar
Estudo de caso sobre o planejamento e controle da produção de uma empresa no segmento de minério de manganês e ferroligas de manganês
(ALVES, 2008)
Atualmente, analisando a dinâmica e evolução dos sistemas de produção, percebemos que custo e qualidade se tornaram premissas básicas de quaisquer sistemas produtivos. A busca pela competitividade e excelência organizacional forçou as empresas a reafirmar fatores antes subju-gados a repensar sua estrutura produtiva. Atividades de planejamento estratégico e ajustamentos operacionais tornaram-se fundamentais para ganhos de produtividade e competitividade, e hoje
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

119|Sistemas de Planejamento e Controle: Just in Time
são diferenciais nas empresas que se posicionam satisfatoriamente no mercado. Assim, a função produção vem assumindo um papel cada vez mais estratégico na determinação do grau de compe-titividade das empresas.
Nesse quadro, o processo de Planejamento e Controle da Produção (PCP) passa a cumprir um papel fundamental nas empresas, à medida que o mesmo tem um forte impacto no desempenho da função produção.
Estudo de caso
Dados gerais da empresa
O estudo foi realizado numa empresa líder de mercado no segmento de Minério de Manganês e Ferroligas de Manganês. Essa empresa atua no mercado internacional, com plantas na França e Noruega, e no mercado nacional, com unidades produtivas implantadas em Minas Gerais, Mato Grosso do Sul e Bahia, que são responsáveis pela produção interna de 600 mil toneladas de ferro-ligas de manganês e 3,3 milhões de minério de manganês por ano. Possui aproximadamente 800 colaboradores nas unidades de Minas Gerais e tem como principais clientes pessoas jurídicas, em geral, empresas nacionais e intenarcionais do setor siderúrgico.
De acordo com dados fornecidos pela indústria, aproximadamente 90% do manganês pro-duzido no mundo é consumido pela indústria siderúrgica. Ele é utilizado como elemento de liga e desoxidante moderado. Em aços de baixo carbono, o manganês residual aumenta a sua dureza e re-sistência. Como elemento de liga, o manganês permite a fabricação dos chamados aços manganês austeníticos, com elevada dureza superficial. Em aços ferramenta, a presença do manganês melhora a temperabilidade. Em associação com o enxofre, o manganês é utilizado nos aços de usinagem fácil. Ele não é reciclável e não possui um substituto econômico.
Visão geral do PCP da empresa
A empresa analisada possui um órgão responsável pelo Planejamento e Controle da Produção, composta por 15 membros, subordinada ao Gerente Industrial da organização. O PCP tem como atribuições as atividades de previsão de demanda, dimensionamento dos níveis de produção e es-toques da empresa (produtos acabados, semiacabados e matérias-primas), definir e construir Plano Mestre Produção, sequenciamento das ordens de fabricação e controlar a produção por meio do levantamento de indicadores de desempenho da produção.
Atividades facilitadas devido ao excelente relacionamento da função PCP com as outras áreas da corporação, o que reflete na coerência e consistência do conjunto das decisões relativas às polí-ticas definidas pela gerência estratégica da produção.
Os produtos oferecidos são padronizados, possuem alto grau de uniformidade e são produ-zidos com grande escala em processos contínuos. A empresa utiliza em seus processos roteiros de produção, operações e tempos padronizados para eficientização dos ciclos de produção.
Quanto ao layout da planta produtiva, os produtos são produzidos em um local fixo e os fatores de produção (máquinas, matérias-primas e operários) e que se deslocam até o local de produção. As atividades de PCP são exercidas nos três níveis hierárquicos de planejamento e controle das ativi-dades produtivas. No nível estratégico, onde são definidas as políticas estratégicas de longo prazo
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

120 | Sistemas de Planejamento e Controle: Just in Time
da empresa, o PCP participa da formulação do Planejamento Estratégico da Produção, gerando um Plano de Produção. No nível tático, onde são estabelecidos os planos de médio prazo para a produ-ção, o PCP desenvolve o Planejamento Mestre da Produção, obtendo o Plano Mestre de Produção (PMP). No nível operacional, onde são preparados os programas de curto prazo de produção e reali-zando o acompanhamento dos mesmos, o PCP prepara a Programação da Produção administrando estoques, sequenciando, emitindo e liberando as ordens de compras, fabricação e montagem, bem como executa o Acompanhamento e Controle da Produção (TUBINO, 2000).
Funções de longo prazo do PCP
A empresa possui planejamento estratégico de produção a nível corporativo. Esse planeja-mento gera, através de simulações de tentativa e erro (também baseadas na demanda), um Plano de Produção. Que é construído para cada produto individualmente ou para famílias de produtos (produtos com características comuns). Esse Plano de Produção tem objetivo de direcionar os re-cursos produtivos para as estratégias escolhidas pela gerência. Por se tratar de um horizonte longo, o Plano de Produção trabalha com um grau de incerteza alto, e sempre são necessários ajustes e replanejamentos.
A previsão de demanda é feita nos moldes quantitativos baseados em dados passados e uti-lizando modelos matemáticos para projetar a demanda. O modelo usado é o de cálculo de média exponencial móvel. Onde cada nova previsão é obtida com base na previsão antecedente, acrescida do erro cometido na previsão anterior, corrigida por um coeficiente de ponderação. Também são levados em conta os pedidos em carteira. Essa previsão é feita individualmente para cada produto, e não existe sazonalidade para nenhum item oferecido pela empresa. As técnicas de previsão de demanda são facilitadas devido ao fato de a empresa possuir uma demanda estável, e possuir uma capacidade ajustável de produção (flexibilidade produtiva).
De acordo com Tubino (2000), todo sistema de produção possui uma atuação de desempenho limitada pelas forças estruturais que emprega. Há necessidade de se priorizar e quantificar o grau de intensidade que se buscará em cada critério de desempenho. Na presente análise, os critérios de desempenho mais importantes para a empresa são custo, desempenho na entrega e não agressão ao meio ambiente. Flexibilidade e inovabilidade são menos enfatizadas. Essas informações e a prio-rização de alguns critérios refletem de maneira clara a missão corporativa dessa empresa.
Em relação às filosofias/técnicas e seus modernos conceitos de produtividade, a empresa uti-liza-se do Just in Time, classificação ABC (ou curva de Pareto) dos estoques, controle da qualidade total (TQC) e o princípio da melhoria contínua (Kaizen) com o objetivo de otimizar o sistema de produção e agregar ainda mais valor ao produto acabado.
Funções de médio prazo do PCP
Quanto às funções de médio prazo, que são as ações a nível tático, destacamos o Plano Mestre de Produção (PMP) gerado pela empresa, sempre moldado nas estratégias de produção a longo prazo. Esse PMP está encarregado de desmembrar os planos de produção estratégicos em planos específicos para produtos acabados ou família de produtos. Na empresa analisada, o PMP tem ho-rizonte fixo de um mês e pode sofrer ajustamentos e alterações a qualquer momento, geralmente devido a oscilações na demanda.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

121|Sistemas de Planejamento e Controle: Just in Time
Funções de curto prazo do PCP
Foram analisadas as ações e planos a nível operacional, também conhecido como nível de “chão de fábrica”. Em relação à engenharia industrial e engenharia de produtos, a empresa possui as informações necessárias dos processos e itens fabricados. Ela conhece toda a estrutura dos pro-dutos, sequenciamento de operações e componentes, assim como tempos padrões, lead times e a carga de trabalho exigida em cada operação e processo, tempos obtidos através da cronoanálise por amostragem de trabalho. Essas informações são periodicamente atualizadas e, se necessário, modificadas. Estruturado nesses dados e informações da Engenharia, o PCP consegue analisar a via-bilidade de atendimento da programação da produção frente à capacidade produtiva disponível. Ele também pode calcular com base no tempo consumido pela máquina ou operário para execução do trabalho específico em cada etapa do processo, a partir do perfil de tempo gasto para a produ-ção unitária, e comparando com a disponibilidade do recurso. A análise da capacidade produtiva tem caráter exploratório, e permite a gerência de produção tomar decisões que envolvam prazos e condições de entrega de produtos.
Foi analisado também o sistema de gestão de materiais e estoque. O modelo de ressuprimento adotado pela empresa é por ponto de reposição, que consiste em estabelecer uma quantidade de itens, chamada de ponto de reposição, que, quando atingida, dá partida ao processo de reposição desse item em quantidades previamente estabelecidas. Claramente, o tempo de ressuprimento do material e sua demanda nesse período devem ser levados em consideração. A empresa tem dimen-sionamento físico para comportar todo o estoque necessário para o seu efetivo funcionamento, e possui todas as informações quanto ao custo médio de seu estoque.
Uma das políticas relativas a estoques da empresa, é a utilização de estoques de segurança para insumos, semiacabados e também produtos acabados. Esse estoque de segurança é calcula-do para os produtos individualmente, utilizando modelos matemáticos (estatísticos), levando em consideração as características e funções que cada item possui no setor produtivo e o grau de im-portância relativo no processo ou no negócio. Os estoques de segurança também são utilizados na absorção de erros relacionados ao lead time dos itens. Os estoques de matérias-primas e o giro desses estoques, especificamente, são tratados e controlados de maneira bastante sistêmica. Exis-tem matérias-primas próprias que não necessitam de estoque, elevados (alto fluxo), e outras que necessitam de níveis de estoque maiores (baixo fluxo) quando tratamos de materiais importados, como o coque metalúrgico. A política de gestão de estoques também adota o lote econômico para compra/ressuprimento e para emissão das ordens de produção dos itens com os quais ela trabalha, esses lotes econômicos são obtidos levando-se em conta custos de manter o estoque e custos de preparação/pedido para se obter esse estoque. O modelo por ponto de reposição e lote econômico trabalham de maneira conjunta, otimizando as operações logísticas.
Em relação ao Planejamento das Necessidades de Material, conhecido como MRP, definido por Slack (2002) como sendo o sistema que permite que as empresas calculem quanto material de determinado tipo é necessário e em um dado momento. É calculado parte manualmente e parte utilizando o computador. É fato perceber que, para a real implementação da lógica MRP a empresa deve conhecer perfeitamente a sua engenharia de produto e processos e todas as suas restrições, minimizando assim erros de planejamento e execução.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

122 | Sistemas de Planejamento e Controle: Just in Time
A sequência e execução das Ordens de Produção (OP) não são definidas pelo PCP. A empresa trabalha no sistema de produção puxada, onde o sequenciamento das OPs estão subordinadas ao Gerente de Produção. Este de posse de um Plano de Produção previamente discutido e acordado entre PCP e Produção libera as ordens. No entanto, o PCP possui formulários e procedimentos para controlar e acompanhar a produção, no sentido de verificar se o que foi planejado realmente está sendo executado. Essas informações e apontamentos reais sobre a produção são obtidas através de preenchimentos de formulários de papel e também por meio de computadores, geralmente ao fim do dia. Os dados capturados pelos sistemas de informação provêm do próprio setor produtivo, que muitas vezes dão entrada pelo próprio CIM (Computer Integrated Manufacturing) ou até mesmo pelo software de ERP da empresa.
Esse acompanhamento do PCP permite detectar rapidamente desvios entre o planejado e o executado, permitindo assim replanejar a produção e buscar as causas dos desvios. Esse replane-jamento envolve PCP, setores envolvidos diretamente na produção, manutenção e gerência da fá-brica. No entanto, devido às características do processo e por se tratar de fornos que operam na capacidade máxima, erros observados entre a produção real e programada são extremamente prejudiciais, sendo necessário utilizar estoques de segurança ou até mesmo reduzir oferta no mer-cado. Essas diferenças entre o planejado e o produzido se dão em grande parte por quebras de equi-pamentos (paradas não previstas) e qualidade da matéria-prima utilizada. Ainda em relação a iden-tificação das causas dos desvios, caso essas diferenças estejam relacionadas ao setor produtivo, é convocada reunião com o setor de produção (podendo envolver setor de manutenção e matérias--primas) para busca de solução. Em relação ao acompanhamento e controle da produção, são ge-rados gráficos de produção com horizonte diário, mensal e anual. São usados indicadores de ma-nutenção, disponibilidade física e utilização da capacidade produtiva. O rendimento do ciclo de produção é também acompanhado, permitindo ajustar o sistema produtivo e os processos. Esses dados oferecem completo embasamento ao setor de manutenção, que pode criar seus planos de manutenção preventiva com maior eficiência.
A qualidade da produção é constantemente avaliada. Todo o sistema é controlado por Contro-le Estatístico do Processo (CEP). Em relação à gestão de recursos humanos, a organização oferece a seus funcionários treinamentos de aperfeiçoamento e capacitação de maneira constante. A empre-sa possui metas específicas de treinamento para cada área da atuação.
ConclusõesA partir do estudo e análise de dados da empresa, pode-se perceber a importância do PCP na
manutenção da excelência competitiva de uma indústria no setor de mineração e siderurgia.
Nesse estudo, identificamos um setor de Planejamento e Controle da Produção coeso e que realmente reflete as políticas estratégicas de produção adotadas pela organização. O PCP atua no sistema de produção, interferindo-o de maneira satisfatória e agregando mais valor aos produtos e processos, o que se torna uma vantagem estratégica o que certamente reflete no posicionamento competitivo dessa empresa.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

123|Sistemas de Planejamento e Controle: Just in Time
Pontos fortes do PCP
Tem-se como pontos fortes do PCP analisado a excelente relação dessa área com as demais, fa-tor determinante para o sucesso de qualquer planejamento e estratégia. Observa-se também uma visão estratégica, tática e operacional que interagem de maneira a fortificar o pensamento organi-zacional. Outro fator determinante é o ótimo conhecimento da engenharia do sistema produtivo (produtos e processos) e todas as complexidades do ciclo de produção. A centralização de informa-ções reduz erros e integraliza as demais áreas do setor de produção.
Atividades1. Sobre as tecnologias de processo:
I. a filosofia Just in Time ajuda a empresa a obter vantagem competitiva em custo, otimizando processos produtivos e o fluxo de produção.
II. o sistema Just in Time surgiu no Japão na década de 1960 e também é conhecido como o “Sistema Toyota de Produção”.
III. o objetivo do sistema Just in Time é garantir que os materiais, equipamentos e pessoas neces-sários à execução de cada atividade sejam constantemente ativados, independentemente da demanda pelos produtos.
Podemos afirmar que:
a) somente a afirmativa I está correta.
b) as afirmativas I e II estão corretas.
c) somente a afirmativa II está correta.
d) as afirmativas II e III estão corretas.
2. Explique as três ideias que formam a base do sistema Just in Time.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

124 | Sistemas de Planejamento e Controle: Just in Time
3. Assinale a alternativa correta.
a) Todas as operações e características que agregam valor ao produto são desnecessárias e de-vem ser eliminadas.
b) Atividades como inspeção, retrabalho, estoque e outras funções produtivas são eliminadas.
c) Todas as operações e características que não agregam valor ao produto são desnecessárias e devem ser eliminadas.
d) O sistema busca a manutenção sem mudanças constantes dos processos, procedimentos e do homem dentro da empresa.
Gabarito1. B
2. Integrar e otimizar o processo de manufatura. Todas as operações e características que não agre-gam valor ao produto são desnecessárias e devem ser eliminadas. Atividades como inspeção, retrabalho, estoque e outras funções improdutivas são eliminadas.
Buscar a melhoria contínua – Kaizen. O sistema busca a melhoria constante dos processos, proce-dimentos e do homem dentro da empresa. São incentivadas a mentalidade de trabalho em gru-po, a visão compartilhada, descentralização do poder e a revalorização do homem, como forma de buscar o desenvolvimento do potencial humano e o comprometimento.
Compreender e atender às necessidades dos clientes. De acordo com a visão do sistema Just in Time, o custo do cliente engloba a aquisição e uso do produto. Por isso, a empresa deve assu-mir a responsabilidade de reduzir o custo total do cliente. Para isso, a empresa deve envolver os fornecedores e clientes, pois ambos representam uma extensão do processo de manufatura da empresa.
3. C
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

ReferênciasALVES, Glauber Francisco; CAMPOS, Magno Silvério; ALVES, Ricardo Gonçalves. Estudo de Caso sobre o Planejamento e Controle da Produção de uma Empresa no Segmento de Minério de Manganês e Ferroligas de Manganês. Disponível em: <www.taranoia.com.br/academico/Arquivos/PCP-Estudo deCaso.pdf>. Acesso em: 12 jan. 2008.
ANG, James S. K. et al. Critical success factors in implementing MRP and government assistance: a singapore context. Information Management, v. 29, 1995, p. 63-70.
BACK, Nelson; FORCELLINI, Fernando. Projeto de Produtos. Apostila do curso de pós-graduação em Engenharia Mecânica, Universidade Federal de Santa Catarina, 1997.
BARBASTEFANO, Rafael Garcia. Fatores Críticos na Implementação de Sistemas MRP IIs. Disponível em: <www.centrodelogistica.com.br/new/fs-busca.htm?fr-mrp.htm>. Acesso em: 9 jan. 2008.
BARBOSA, F. A. Um Estudo da Implantação da Filosofia Just-in-Time em uma Empresa de Grande Porte e a sua Integração ao MRP II. Dissertação (Mestrado) – São Carlos, 1999.
BARRETT, S.; KONSYNSKI, B. Inter-Organization Information Sharing Systems MIS Quarterly, special Issue, p. 93-105, 1982. In: WANG, E. T. G. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, March 1995.
BITTAR, Rita C. S. Marconcini; LIMA, Paulo Corrêa. A Utilização do EDI (Eletronic Data Interchange) como uma Ferramenta de Integração entre os Parceiros de Negócios. Disponível em: <www.abepro.org.br/biblioteca/ENEGEP1997_T7306.PDF>. Acesso em: 9 jan. 2008.
BLANCHARD, B. S.; FABRYCKY, W. J. Systems Engineering and Analysis. Prentice-Hall, 1990.
CARR, David K.; LITTMAN, Ian D. Excelência nos Serviços Públicos, Gestão da Qualidade Total na Década de 90. Rio de Janeiro: Qualitymark, 1990.
CASH, J.; KONSYNSKI, B. Is Redraws Competitive Boundaries. Harvard Business Review, v. 63, n. 2, 1985, p. 134-142.
CHANDLER, Alfred D. The Visible Hand: the managerial revolution in American Business. Cambridge: Belknap Press, 1977.
CHESBROUGH, H. Open Innovation: the new imperative for creating and profiting from technology. Boston, MA: Harvard Business School Publishing, 2003.
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

CHIAVENATO, Idalberto. Administração: teoria, processo e prática. São Paulo: McGraw-Hill, 1994.
CLARK, S. How to Recruit Trading Partners, Datamation, p. 75-76, November 1(1990). In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, march 1995.
CLEMONS, E. K.; McFARLAN, F. W. Telecom: Hook Up or Lose Up. Harvard Business Review, v. 64, n. 4, 1986, p. 91-97.
CORRÊA, H. L.; Caon, M. Gestão de Serviços. São Paulo: Atlas, 2002.
CORRÊA, H. L.; Gianesi, I. G. N.; Caon, M. Planejamento, Programação e Controle da Produção. São Paulo: Atlas, 2001.
CORRÊA, Henrique L.; GIANESI, Irineu G. N. Just in Time, MRP II e OPT: um enfoque estratégico. São Paulo: Atlas, 1993.
DAVIS, Mark M. Fundamentos da Administração da Produção. Porto Alegre: Bookman, 2001.
DEMING, W. E. Qualidade: a revolução da Administração. Tradução de: Clave Comunicação de Recursos Humanos. Rio de Janeiro: Marques Saraiva, 1990.
DILLENBOURG, Pierre; SCHNEIDER, D. Collaborative Learning and the Internet. Publicado em: 1995. Disponível em: <www.tecla.unige.ch/tecla/research/CMS/ICAAI95>. Acesso em: 8 jan. 2008.
DIMANCESCU, Dan; DWENGER, Kemp. O segredo do lançamento de produtos. HSM Management, n. 4, set. 1997.
DONAIRE, Denis. Gestão Ambiental na Empresa. São Paulo: Atlas, 1995.
DRUCKER, P. F. Prática de Administração de Empresa. São Paulo: Pioneira, 2000.
DUARTE, Érica Rosalba Mallmann. Gerenciamento Hospitalar Através do Método da Unidade de Esforço de Produção: um estudo de caso. Projeto de Dissertação – Programa de Pós-Graduação em Administração da Universidade Federal do Rio Grande do Sul, Porto Alegre, setembro de 1991.
EUREKA, E. Ryan; EUREKA, Willian F. QFD – perspectivas gerenciais do desdobramento da função qualidade. Rio de Janeiro: Qualitymark, 1993.
FEIGENBAUM, A. V. Total Quality Control. 3. ed. New York: McGraw-Hill, 1991.
______. Controle da Qualidade Total. São Paulo: Makron Books,1994.
FERRO, José Roberto. Aprendendo Com o “Ohnoísmo” (Produção Flexível em Massa): Lições Para o Brasil. Revista de Administração de Empresas, São Paulo, v. 30, n. 3, p. 57-68, jul./set. 1990.
FERROLI, Paulo Cesar Machado; FERROLI, Régis Heitor; FIOD NETO, Miguel. O QFD Auxiliando o Projeto de Novos Produtos nas Organizações em Aprendizagem. Disponível em: <www.abepro.org.br/biblioteca/ENEGEP2000_E0004.PDF>. Acesso em: 8 jan. 2008.
FIALHO, Francisco Antônio Pereira. Uma Introdução à Engenharia do Conhecimento – a compre-ensão. Apostila da disciplina de Ergonomia Cognitiva do curso de pós-graduação em Engenharia de Produção da UFSC, PPGEP-UFSC. Florianópolis: 1999.
FIGUEIREDO, Kleber. Gestão da Capacidade e da Demanda em Serviços Logísticos. Disponível em: <www.centrodelogistica.org/new/fs-public.htm>. Acesso em: 9 jan. 2008.
Referências
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

FILHO, Maurício Prates de Campos. Os sistemas de informação e as modernas tendências da tecnologia e negócios. Revista de Administração de Empresas, São Paulo, v. 34, n. 6, p. 33-45, nov./dez. 1994.
GARVIN, David A. Gerenciando a Qualidade: a visão estratégica e competitiva. Rio de Janeiro: Qualitymark, 1992.
GOLDRATT, E.; COX, J. The Goal. Londres: Aldershot. Gower, 1984.
______. A Meta. São Paulo: Educador, 1992.
GOLDRATT, Eliyahu M., COX, Jeff. A Meta. 12. ed. São Paulo: Educator, 1997.
GURBAXANI, V.; WHANG, S. The impact of information systems on organizations and markets, communicatio of ACM, v.34, n.1, 1991, p. 59-73. In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: competitive externalities and strategic implementation policies. Management Science, v. 41, n. 3, March 1995.
GÓES, A. P. S. A Introdução do Eletronic Data Interchange (EDI) na Companhia Siderúrgica Nacional (CSN), ENEGEP, Anais, outubro 1996.
HABECK, Milton et al. Restructuring Your Business to Maximize Your Profits and Satisfy Your Customers. Unbeaten Path International, 1996.
HARMON, Roy L. Reinventando a Fábrica II. Rio de Janeiro: Campus, 1993.
HARRINGTON, H. James; HARRINGTON, James S. Gerenciamento Total da Melhoria Contínua. São Paulo: Makron Books, 1997.
HAYES, R. H.; WHEELWRIGHT, S. C. Restoring our Competitive Edge: competing through manufacturing. New York: John e Wiley, 1984.
HINGE, K. C. Eletronic Data Interchange: From Understanding to Implementation, American Management Association, 1988. In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: competitive externalities and strategic implementation policies. Management Science, v. 41, n. 3, March 1995.
HAMILTON, Joan O’ C. Medicine’s New Weapon: Data. Business Week, p. 56-60, March 27, 1995.
IADEROSA, L. A. EDI – intercâmbio eletrônico de dados. Conceitos e implementação em ambientes abertos. Dissertação de Mestrado, Unicamp, Faculdade de Engenharia Elétrica, fevereiro 1992.
IIDA, Itiro. Ergonomia – projeto e produção. São Paulo: Edgard Blücher Ltda., 1990.
ISHIKAWA, Kaoru. Controle de Qualidade Total: à maneira japonesa. Rio de Janeiro: Campus, 1993.
JACOB; SOUZA; PEREIRA. Gráfico de controle de regressão aplicado na monitoração de processos. Revista Produção, v. 12, n. 2002, p. 52.
KEKRE, S.; MUKHOPADHYAY, T. Impacts of eletronic data interchange on inventory, quality and performance, manuscript, GSIA Carnegie Mellon University,1990. In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, March 1995.
KELLEHER, J. Eletronic Data Interchange: Standard’s momentum grows as users realize benefits, computersworld, September 22, 1992. In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, March 1995.
Referências
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

KIM, Daniel H. The link between individual and organization learning. Sloan Management Review, Fall, 1993.
KLEIN, S. Technical, Organizational and Managerial Aspects of Implementing EDI: Results and Experiences of EDI Pilots Projects, Evaltuation Report to the Commission of European Communities, 1992. In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, March 1995.
KLIEMANN NETO, Francisco José; ANTUNES JÚNIOR, José Antônio Valle; FENSTERSEIFER, Jaime Evaldo. Considerações Críticas Sobre a Evolução das Filosofias de Administração da Produção: Do Just in Case ao Just in Time. Revista de Administração de Empresas, São Paulo, v. 29, n. 3, p. 49- 64, jul./set. 1989.
KOCK JR., N.; McQUEEN, Robert; CORNER, J. L. The Nature of Data, Information and Knowledge Exchanges in Business Processes: Implications for Process Improvement and Organizational Learning. The Learning Organizations, v. 4, n. 2, p. 70-80, 1997.
LEÃO, Álvaro Gahlen de. Evolução Histórica da Logística Empresarial. Disponível em: <www.cvlog.net/Arquivos/Texto_HistoricoLog.htm>. Acesso em: 6 jan. 2008.
LUMMUS, R. R. The Evolution to Eletronic Data Interchange: Are there Benefits at all Stages of Implementation? In: 38th INTERNATIONAL CONFERENCE PROCEEDINGS OF AMERICAN PRODUCTION AND INVENTORY CONTROL SOCIETY– APICS, Orlando – Flórida, outubro 1995. Proceedings… Orlando, 1995. p. 258-259.
MAIA, A. M. A Era Ford. Salvador: Casa da Qualidade, 2002.
MALO, N. R. EDIFACT or EDIFiction? Actionline, March 1996, p. 32-33.
MANZELIS, N. P. Organizations and Bureaucracy. Chicago: Aldine Publishing Co., 1978.
MARCILLET, J. Customer Information Systems – Eletronic Data Interchange. Rail International, ago. 1994, p. 24-39.
MARTINS, Petrônio G. Administracão da Produção. São Paulo: Saraiva, 2005.
MARTINS, R. A. Flexibilidade e Integração no Novo Paradigma Produtivo Mundial: estudos de casos. 137 p. Dissertação (Mestrado) – EESC/USP, São Carlos, 1993.
MAXIMIANO, Antônio César Amaru. Teoria Geral da Administração. 3. ed. São Paulo: Atlas, 2002.
MEDICI, André C.; MARQUES, Rosa M. Saúde, entre Gastos e Resultados. Momentos e Perspectivas em Saúde, Porto Alegre, v. 7, n. 1, p. 8-10, jan./jun., 1995.
MELO, Denise A. Discussão sobre a Problemática na Interface entre as Funções Marketing e Produção. Produção, v. 5, n. 1, 1995, p. 79-90.
MONDEN, Yasuhiro. Sistema Toyota de Produção. São Paulo: IMAM, 1984.
MORAES, Dijon de. Limites do Design. São Paulo: Studio Nobel, 1997.
MOREIRA, D. A. Administração da Produção e Operações. São Paulo: Pioneira, 1993.
MORRINSON, Ian. A Segunda Curva. Rio de Janeiro: Campus, 1997.
MOURA, Reinaldo A. Kanban – a simplicidade do controle da produção. Instituto de Movimentação e Armazenagem de Materiais, IMAM. São Paulo, 1989.
Referências
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

NOBREGA, Clemente. Taylor superstar. Revista Exame. São Paulo: 24 set. 1997.
OHFUJI, Tadaschi. Verdadeiro Significado do QFD. Palestra proferida no I Encontro Internacional de QFD, Rio de Janeiro, 1997.
OHNO, T. O Sistema Toyota de Produção. São Paulo: Bookman, 1997.
PAULI, Gunter. Emissão Zero: a busca de novos paradigmas. Porto Alegre: EDIPUCRS, 1996.
PORTER, Michael E. Competitive Advantage: creating and sustaining competitive performance. New York: Free Press, 1985.
______. Vantagem Competitiva. Rio Janeiro: Campus, 1989.
______. Vantagem Competitiva: criando e sustentando um desempenho superior. Rio de Janeiro: Campus, 1992.
PRESTON, M. “What is EDI?” The National Centre for Information Tecnology, Manchester, England. 1998.
RAMOS, Alberto Guerreiro. Administração e Contexto Brasileiro. Rio de Janeiro: Fundação Getulio Vargas, 1983.
______. A Nova Ciência das Organizações – uma reconceituação da riqueza das nações. Rio de Janeiro: Fundação Getulio Vargas, 1989.
RESENDE, M. O. Planejamento e Controle da Produção:: teoria e prática da indústria mecânica no Brasil. 233 p. (Doutorado) – EESC/USP, São Carlos, 1989.
RIBEIRO, Eliane. Dose Unitária: Sistema de distribuição de medicamentos em hospitais. Revista de Administração de Empresas, São Paulo, v. 33, n. 6, p. 62-73, nov./dez. 1993.
RODRIGUES, Francisco Flávio de A. Administração Estratégica para a Qualidade em Serviços. Disponível em: <www.senac.br/informativo/BTS/221/boltec221e.htm>. Acesso em: 8 de jan. 2008.
ROTH, Aleda V.; DIERDONCK, Roland V. Drgs and Hospital Service Requirement Planning. Paper presented at the Decision Science Intitute’s. First International Meeting, Brussels Belgium, June 1991.
ROTH, George; KLEINER, Art. The Learning Initiative at the AutoCo Epsilon Program, 1991- 1994 (1996). Disponível em: <http://www.sol-ne.org/pra/pro/aut/index/>.
______. Learning about Organizational Learning – Creating a Learning History (1995). Disponível em: <http//learning.mit.edu/res/wp/18001.html>.
______. Learning Histories: a new tool for turning organizational experience into action. (1997) Disponível em: <http//ccs.mit.edu/lh/21cwp002.html>.
SANTOS, André Moraes dos. O Uso de Sistemas Simuladores em Métodos de Gestão da Produção Aplicados a Área de Serviços Hospitalares. IV Congresso de Iniciação Científica – FURG, UFPel e UCPel. Rio Grande, nov. 1995.
SANTOS, André Moraes dos; MAÇADA, Antônio Carlos Gastaud. Métodos de Gestão da Produção Aplicados a Área de Serviços Hospitalares. Disponível em: <www.ea.ufrgs.br/professores/acgmacada/PUBS/HOSP.PDF>. Acesso em: 7 jan. 2008.
SCHILLER, Z. Clout More and More, Retail Giants Rule the Market-place, Business Week, p. 66-73, December 21 1992. In: WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, March 1995.
Referências
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br

SCHOMBERGER, Richard. Evolução das Empresas Rumo a Classe Mundial. Jornal do IMAM, n. 36, 1996.
SENGE, Peter. A Quinta Disciplina. São Paulo: Best Seller, 1990.
______. As Cinco Disciplinas. HSM Management, n. 9, julho de 1998.
______. Além da Quinta Disciplina. HSM Management, n. 19, mar./abr. 2000.
SHEWART, Walter A. The Economic Control of Quality of Manufactured Products. Londres: Macmillian, 1931.
SLACK, N. Vantagem Competitiva em Manufatura: atingindo competitividade nas operações industriais. São Paulo: Atlas, 1993.
SLACK, N. et al. Administração da Produção. São Paulo: Atlas, 1996.
SLACK, N.; LEWIS, M. Operations Strategy. Londres: Pitman, 2002.
SLACK, Nigel; CHAMERS, Stuart; JOHNSTON, Robert. Administração da Produção. 2. ed. São Paulo: Atlas, 2002.
SMITH, Adam. A Riqueza das Nações: investigação sobre a sua natureza e suas causas. São Paulo: Abril Cultural, 1983.
SRINIVASAN, K.; KEKRE, S.; MUKHOPADHYAY, T. Impact of Eletronic Data Interchange Technology on JIT Shipments. Management Science, v. 40, n. 10, p. 1.291-1.304, Outubro 1994.
TAYLOR, F. Princípios da Administração Científica. São Paulo: Atlas, 1971.
TAYLOR, Mac Exon. Beyond MRP: the development of a modern scheduling system. Logistics Information Management, v. 8, n. 1, 1995, p.17-23.
TEDLOW, R. S. 7 Homens e os Impérios que Construíram. São Paulo: Futura, 2002.
TUBINO, Dalvio Ferrari. Manual de Planejamento e Controle da Produção. 2. ed. São Paulo: Atlas, 2000.
TUBINO, Dalvio Ferrari. Manual de Planejamento e Controle da Produção. São Paulo: Atlas, 1997.
VEJA. Ford: uma fábrica e um carro são as armas da montadora para crescer no Brasil. São Paulo, n. 1.749, 1.° maio 2002.
WANG, E. T. G.; SEIDMANN, A. Eletronic Data Interchange: Competitive Externalities and Strategic Implementation Policies. Management Science, v. 41, n. 3, march 1995.
WHEELWRIGHT, S. C. Manufacturing Strategy: defining the missing link. Strategic Management Journal, v. 5, p. 77-91, 1984.
WOMACK J. P. et al. A Máquina que Mudou o Mundo. Rio de Janeiro: Campus, 1992.
ZACARELLI, S. B. Programação e Controle da Produção. 5. ed. São Paulo: Livraria Pioneira, 1979. Disponível em: <www.designbrasil.org.br/portal/empresas/exibir.jhtml?idLayout=1&id=187>. Acesso em: 21 jan. 2008.
Referências
Este material é parte integrante do acervo do IESDE BRASIL S.A., mais informações www.iesde.com.br


![Plakatgallery Download[1]](https://img.pdfslide.tips/doc/110x75/563dbb5f550346aa9aac9b4a/plakatgallery-download1.jpg)


















![Download) Volume 1 - RCNEI Volume1.PDF[1]](https://img.pdfslide.tips/doc/110x75/5571fcbd497959916997d5ed/download-volume-1-rcnei-volume1pdf1.jpg)






