Embed Size (px)
Citation preview
Dr. M. Kampschulte GmbH & Co. KG
Produkte und Verfahren
Seit mehr als 100 Jahren stammen aus dem Hause Kampschulte Verfahren für die Galvanotechnik, welche für die meisten Anwendungs-zwecke unentbehrlich geworden sind. Ständige Entwicklung im eigenen Hause, internationaler Erfahrungsaustausch, Sammlung und Vertiefung von Know-How, bestätigen die Spitzenstellung der Verfahren auch für Ihren Produktionserfolg.
Mit diesen Verfahren und Produkten werden auch Sie bessere Oberflächen für einen weiten Bereich von Anwendungen erzielen.
… stabil … stabiler … Kampschulte …

Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
1
So war es früher:
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
2
Zeittafel:
1.11.1891 Gründung der Firma H & W Kampschulte durch die Brüder Heinrich & Wilhelm Kampschulte in Vohwinkel
1896 Umzug nach Solingen an die Schützenstraße und Expansion
1903 Beteiligung an der Industriewerke für heilgymnastische Apparate, Maschi-nen und Metallwaren GmbH
1910 Beginn der Eigenproduktion von Zubereitungen für die Galvanotechnik; Zusammenführung und Expansion der Firmen H & W Kampschulte und
den Industriewerken zu Dr. W. Kampschulte & Cie., Industriewerke für Elektrochemie und Heilgymnastik
1921 Umfirmierung bzw. Gründung der Dr. W. Kampschulte AG
1935 Umfirmierung in die Kommanditgesellschaft Dr. W. Kampschulte & Cie.
1950 weltweite Patentierung des Hochglanznickel Verfahrens „DeWeKa-Super-glanz“, Verwendung 4-fach ungesättigter Alkohole als sekundäre Glanz-bildner
1950 Beginn der starken Expansion durch weltweiten Export von Anlagen und Zubereitungen; Siegeszug der Hochglanzvernickelung.
1993 Aufgabe des Anlagenbaus, Konzentration auf die Entwicklung und Produktion von Zubereitungen für die Galvanotechnik
1995 Gründung Dr. M. Kampschulte GmbH & Co. KG; Produktion, Labor und Lager in Düsseldorf
1999 Einführung des Qualitätsmanagementshandbuches
2012 Erstzertifizierung nach ISO 9001:2008
2014 Seit 123 Jahren in der Galvanotechnik präsent und nach wie vor zu 100 % in Familienbesitz.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
3
Besser als schon 1991 können wir auch heute noch unsere Sicht auf die Galvanotech-nik, die Herausforderungen der Zukunft und unsere Haltung zum Qualitäts-, Umwelt- und Arbeitschutz nicht formulieren:
„Die Galvanotechnik ist ein recht eigenartiges Gebiet. Sie führt ein Schattendasein hinter den populären Bereichen; sie ist relativ klein und steht noch unter dem „Be-schuß“ der gesamten Umweltdiskussion, da wir Öle und Fette entfernen müssen, und dann noch Schwermetalle, Gifte, Tenside aller Art unter erheblichem Energie-Einsatz verwenden. Umgekehrt kommt keine moderne Industrie mehr ohne diesen Bereich aus. Die galvanisierte Oberfläche je Endprodukt wird zwar immer kleiner, gleichzeitig werden jedoch immer höhere Anforderungen an die metallische Oberfläche selber in Bezug auf Aussehen, Korrosionseigenschaft, Gleiteigenschaft und viele weitere Eigen-schaften gestellt. Der moderne Möbelbau, der gesamt Haushalts- und Bausektor, Ma-schinenbau, die Elektronik, der Automobilbau, Flugzeugbau etc. kommen ohne Galva-notechnik nicht mehr aus.“
Und:„Auf dem Gebiet der Umwelttechnik sind wir durch die immer noch – manchmal über-trieben schnelle – Verordnungs- und Gesetzgebungstätigkeit stark gefordert; […] Die Umwelttechnik hat auch die Reinigung metallischer Oberflächen stark zum Ziele. Frü-her bis heute werden Stoffe eingesetzt, deren Gebrauch in Kürze in der Bundesrepu-blik verboten sein wird und auch weltweit immer mehr eingeschränkt wird.“
Und:„Wir müssen dafür sorgen, daß unsere Kunden eine stabile Produktion erhalten kön-nen, ohne die Umwelt über Gebühr zu belasten. Dies gilt nicht nur für Abwasser und Abluft beim Galvanisieren, sondern auch für den Transport unserer Chemikalien zum Kunden; dies gilt auch für die Arbeitssicherheit und ähnliches. Wir glauben, daß lang-fristig kein Nutzen darin besteht, im nachhinein „zu reparieren“, sondern arbeiten lieber vorbeugend. Auch hier erscheinen wir manchmal teurer und langsamer als andere, können aber mit Stolz vorweisen, daß bis heute auf diesem Gebiet keine negativen Erfahrungen vorliegen.“
Auf den folgenden Seiten wollen wir Ihnen in gedrängter Form eine Übersicht über die besten und wirtschaftlichsten Vorschläge aus unserem umfangreichen Liefer-programm geben. Für viele Anwendungsbereiche stehen weitere, bewährte, neuent-wickelte und praxiserprobte Produkte zur Verfügung. Zusätzliche und ausführlichere In-formationen stellen wir Ihnen gerne zur Verfügung. Unsere Mitarbeiter halten sich für Sie bereit.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
4
VORBEHANDLUNG
Über unser breites Programm an Tauchentfettungen, elektrolytischen Entfettun-gen, Beizentfettern und Beizen für Zink, Kupfer, Eisen, den jeweiligen Legierungen und weitere Grundmaterialien steht eine umfangreiche, separate Übersicht zur Verfügung, die wir Ihnen gerne auf Anfrage zukommen lassen.
ROSTSCHUTZMITTEL
„Ferroseal 49“ Dem letzten Spülbad zugesetzt, werden Metallteile gegen Rostbildung ge-
schützt. Sowohl für unbehandelte als auch galvanisierte Teile geeignet.
„Ferroseal 48“ verhindert Rostbildung während der Wasserverdunstung nach einer Spülung,
ohne einen Film zu hinterlassen. Für Gußeisen und Sintermetall geeignet.
SPÜLHILFSMITTEL
„Dekaseal 6“ Organisches Spülhilfsmittel mit Korrosionsschutzwirkung für alle Metalle. Wird
zum Trocknen von galvanisierten oder gereinigten Metalloberflächen verwendet und bildet einen festhaftenden Schutzfilm.
„Dekaseal 12“ Korrosionsinhibitor für Kupfer und Messing. Verhindert Anlaufen, Lochfraß, Aus-
blühungen und Flecken durch einen unsichtbaren Schutzfilm.
SPRÜHVERHINDERER
„Sprühex“ Bekämpft die lästige Bildung von Sprühnebel in alkalischen galvanischen Bä-
dern (ausgenommen Kupfer- und Messingbädern) wirksam.
ENTLACKER
„Entsiegelung PE“ Das Sytem „Entsiegelung PE“ (bestehend aus den Produkten „E-Salz“ / „E-Lö-
sung“, „Zusatz 1A“ und „Entsiegelungszusatz V12“) dient speziell zur rückstandslosen Entfernung von Versiegelungen auf der Basis von Polyacrylat – Copolymeren. Dies betrifft sowohl das Entsiegeln von verzinkten Teilen als auch Rückstände auf Gestel-len. Dieses System ist auf die Versiegelungen unseres Hauses abgestimmt.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
5
METALLFÄRBUNG
„Dekacolor 80 MS“ Gleichmässige Braunfärbung von Kupfer und Messing durch einfachen Tauch-
vorgang mit gleichmässiger Farbbildung bei Raumtemperatur.
„Dekacolor 63 MS“ Ein wesentlich verbessertes, hochkonzentriertes Präparat zur gleichmäßigen
Tiefbraunfärbung von Kupfer und Messing sowie deren galvanischer Niederschlägen. Eine kurze Tauchung bei Raumtemperatur genügt. Speziell für Bronzeeffekte geeignet.
„Dekacolor CL“ Schwarzfärbeverfahren für Kupfer und seine Legierungen. Erzeugt chemisch
und thermisch beständige, festhaftende, tiefschwarze Überzüge.
„Dekacolor ZN“ erzeugt tiefschwarze Überzüge auf allen Arten von Zinkoberflächen und Zink-
Druckguß.
CHROMATIERUNG
„Citrin 510“ erzeugt auf allen galvanisch aufgebrachten Zinkschichten goldgelbe, irisierende
Überzüge mit ausgezeichnetem Korrosionsschutz .
„Citrin 350“ erzeugt mattgelb-irisierende Schichten auf Zink- und Cadmiumniederschlägen
und auf Zinkdruckguß mit starker Korrosionsschutzwirkung.
„Iris 351“ erzeugt eine glänzende, gleichmäßige gold-gelbe Farbe auf Zink-, Zink-Kobalt-
Schichten und auf Zinkdruckguß mit starker Korrosionsschutzwirkung.
„Univers S“ erzeugt auf allen Zinkniederschlägen tiefschwarze, korrosionshemmende Chro-
matschichten mit äusserster Gleichmässigkeit.
„Univers GB“ erzeugt auf allen galvanischen Zinkniederschlägen samt-tiefschwarze, korrosi-
onsbeständige Chromatschichten ohne die gefürchtete Tropfenbildung. Die Durch-satzleistung ist äußerst bemerkenswert.
„Topal 10 – 32“ Auf Zinkniederschlägen werden dunkeloliv-farbene Überzüge mit ausgezeichne-
tem Korrosionsschutz erzeugt.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
6
PASSIVIERUNG
„Anlaufschutzmittel AG“ schützt gegenüber atmosphärischen Einflüssen und verhindert die Silberoxida-
tion. Die so behandelten Teile zeigen im Aussehen eine etwas hellere Farbtönung als das Original.
BLAUPASSIVIERUNG
„Saphirblau FF“ Chrom-VI-freie Blaupassivierung ohne Fluoride, daher extrem hohe Standzeit
mit sehr verlässlicher Farbgebung.
„Saphirblau FFK“ Chrom-VI-freie Blaupassivierung mit sehr gutem Korrosionsschutz. Da fluorid-
frei, ätzfrei; somit auch geringere Eisenbildungsrate und hohe Standzeit.
„Passiv-Enhancer FF“ Additiv zur wesentlichen Steigerung der Korrosionsbeständigkeit von konventio-
nellen Passivierungen.
STARKPASSIVIERUNG
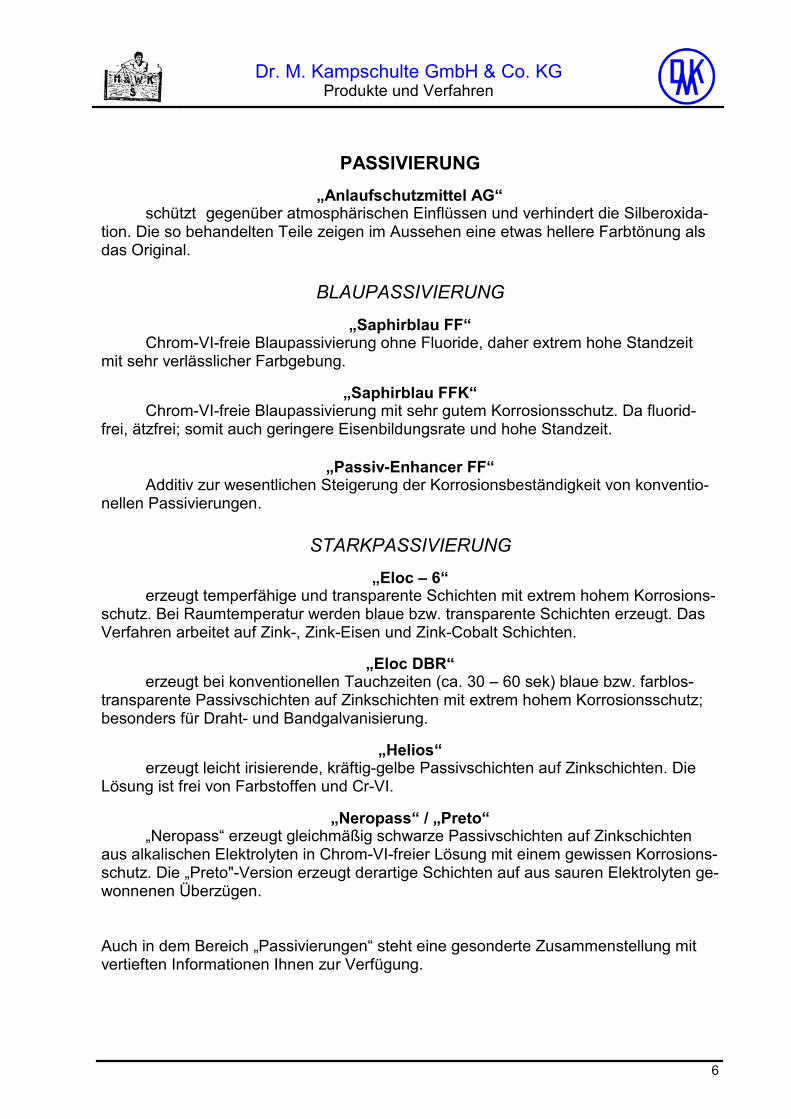
„Eloc – 6“ erzeugt temperfähige und transparente Schichten mit extrem hohem Korrosions-
schutz. Bei Raumtemperatur werden blaue bzw. transparente Schichten erzeugt. Das Verfahren arbeitet auf Zink-, Zink-Eisen und Zink-Cobalt Schichten.
„Eloc DBR“ erzeugt bei konventionellen Tauchzeiten (ca. 30 – 60 sek) blaue bzw. farblos-
transparente Passivschichten auf Zinkschichten mit extrem hohem Korrosionsschutz; besonders für Draht- und Bandgalvanisierung.
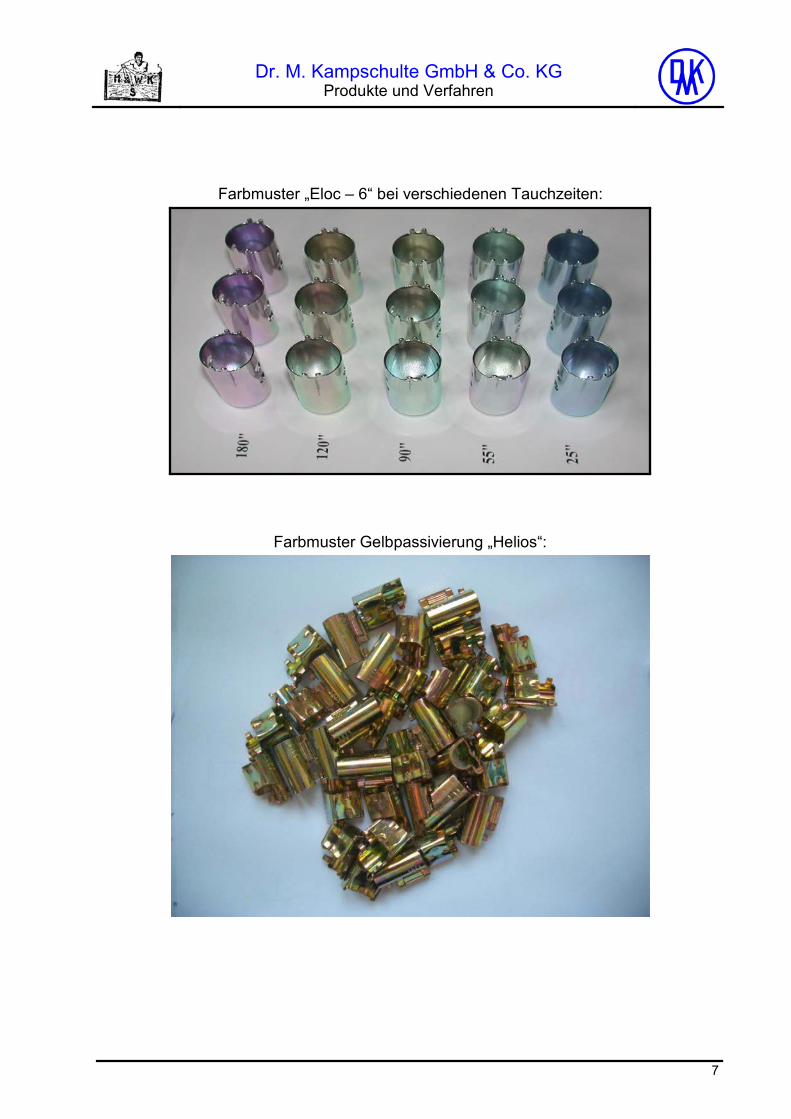
„Helios“ erzeugt leicht irisierende, kräftig-gelbe Passivschichten auf Zinkschichten. Die
Lösung ist frei von Farbstoffen und Cr-VI.
„Neropass“ / „Preto“ „Neropass“ erzeugt gleichmäßig schwarze Passivschichten auf Zinkschichten
aus alkalischen Elektrolyten in Chrom-VI-freier Lösung mit einem gewissen Korrosions-schutz. Die „Preto"-Version erzeugt derartige Schichten auf aus sauren Elektrolyten ge-wonnenen Überzügen.
Auch in dem Bereich „Passivierungen“ steht eine gesonderte Zusammenstellung mit vertieften Informationen Ihnen zur Verfügung.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
7
Farbmuster „Eloc – 6“ bei verschiedenen Tauchzeiten:
Farbmuster Gelbpassivierung „Helios“:
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
8
VERSIEGELUNG
„Aquaplat # 47“ Klare, alkalische, copolymere Lösung auf Wasserbasis, die nach dem Chroma-
tieren das Ausbluten zuverlässig verhindert und den Korrosionsschutzwert wesentlich verbessert.
„Top-Coat WM“ Die neueste Versiegelung im Programm. Ebenfalls eine klare, alkalische, co-
polymere Lösung auf Wasserbasis. Diese Versiegelung hat verbesserte Verlauf- und Kantenabdeckeffekte, welche abermals den Korrosionschutz, auch im Klimawechsel-test, steigern.
KUPFER
ALKALISCHES VERFAHREN
Hochleistungskupferbad „EUROPA“ Cyanidisches Hochleistungsglanzkupferbad auf Kaliumbasis für Eisen, Stahl und
Zinkdruckguß, das hochglänzende Niederschläge in allen Stromdichtebereichen liefert. Stabil in der Produktion, einfach in der Überwachung.
SAURES VERFAHREN
Glanzkupferbad „Maroon 208“ Wesentlich verbesserter Elektrolyt zur dekorativen Glanzverkupferung. Erzeugt
über einen extrem weiten Stromdichtebereich hochglänzende, duktile und stark eineb-nende Kupferüberzüge mit hervorragendem Korrosionsschutz. Gleichermassen einge-setzt bei der Kunststoffgalvanisierung, Zinkdruckguss- und Stahlveredlung.
ZINN und ZINNLEGIERUNGEN
„Dekatinn 19“ Schwefelsaurer Elektrolyt. Zeichnet sich durch hervorragende Tiefenstreuung,
Einebnung und Lötbarkeit der Zinnschichten aus, die griffest und glänzend sind. Die or-ganischen Komponenten erlauben auch bei wechselnder Beanspruchung - Badtempe-ratur und Metallgehalt lassen sich stark variieren - eine betriebssichere Führung. Her-vorragende Lötfähigkeit bei reduzierter Whisker-Gefahr.
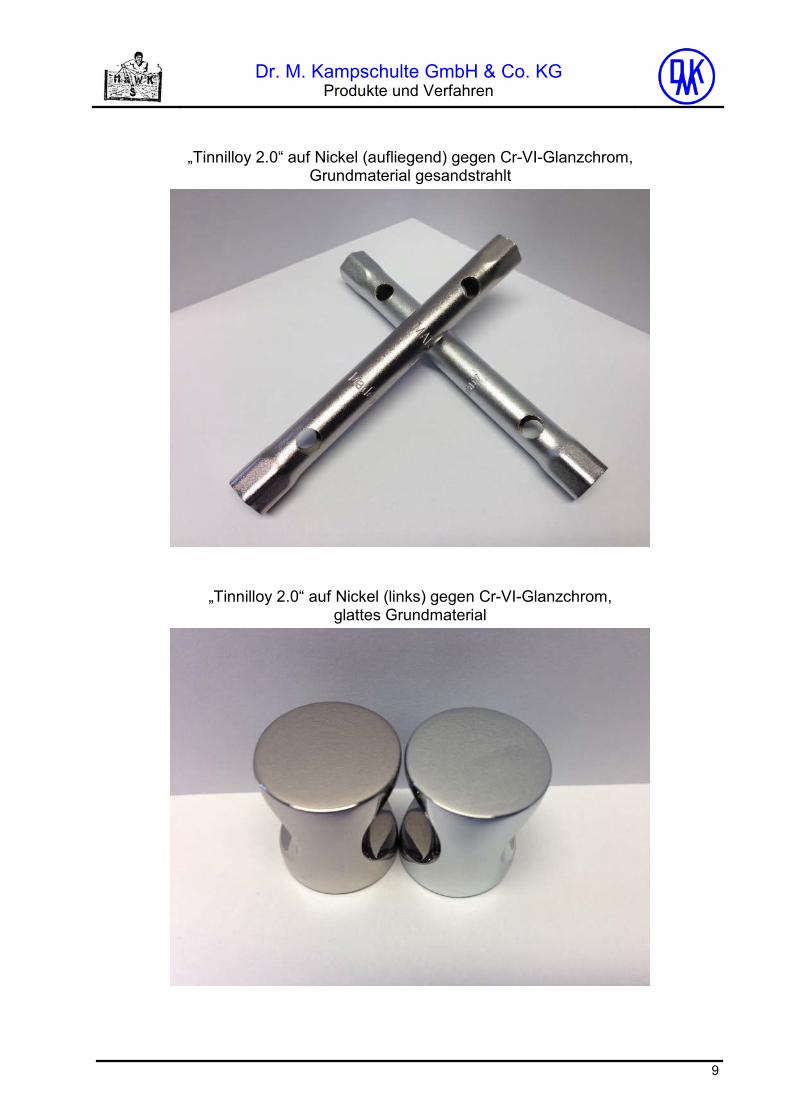
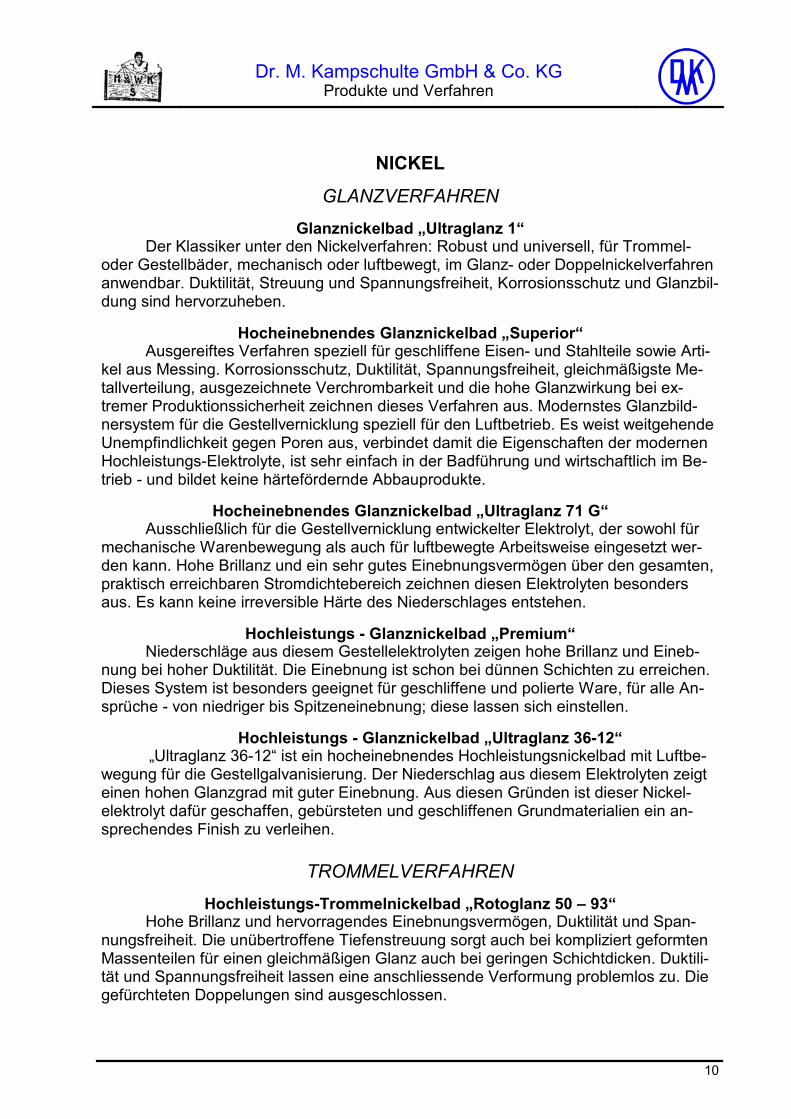
„Tinnilloy 2.0“ Erzeugt dekorative Zinn-Nickel Legierungsüberzüge 65/35 im Edelstahl-Look.
Das Finish ist um Nuancen dunkler und rötlicher als das von bekannten Cr-III-Verfah-ren. Es wird lediglich eine Komponente für den Ansatz und ein Zusatz für den Betrieb benötigt. Die Korrosionsbeständigkeit kann mit derjenigen von Titan verglichen werden.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
9
„Tinnilloy 2.0“ auf Nickel (aufliegend) gegen Cr-VI-Glanzchrom,Grundmaterial gesandstrahlt
„Tinnilloy 2.0“ auf Nickel (links) gegen Cr-VI-Glanzchrom,glattes Grundmaterial
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
10
NICKEL
GLANZVERFAHREN
Glanznickelbad „Ultraglanz 1“ Der Klassiker unter den Nickelverfahren: Robust und universell, für Trommel-
oder Gestellbäder, mechanisch oder luftbewegt, im Glanz- oder Doppelnickelverfahren anwendbar. Duktilität, Streuung und Spannungsfreiheit, Korrosionsschutz und Glanzbil-dung sind hervorzuheben.
Hocheinebnendes Glanznickelbad „Superior“ Ausgereiftes Verfahren speziell für geschliffene Eisen- und Stahlteile sowie Arti-
kel aus Messing. Korrosionsschutz, Duktilität, Spannungsfreiheit, gleichmäßigste Me-tallverteilung, ausgezeichnete Verchrombarkeit und die hohe Glanzwirkung bei ex-tremer Produktionssicherheit zeichnen dieses Verfahren aus. Modernstes Glanzbild-nersystem für die Gestellvernicklung speziell für den Luftbetrieb. Es weist weitgehende Unempfindlichkeit gegen Poren aus, verbindet damit die Eigenschaften der modernen Hochleistungs-Elektrolyte, ist sehr einfach in der Badführung und wirtschaftlich im Be-trieb - und bildet keine härtefördernde Abbauprodukte.
Hocheinebnendes Glanznickelbad „Ultraglanz 71 G“ Ausschließlich für die Gestellvernicklung entwickelter Elektrolyt, der sowohl für
mechanische Warenbewegung als auch für luftbewegte Arbeitsweise eingesetzt wer-den kann. Hohe Brillanz und ein sehr gutes Einebnungsvermögen über den gesamten, praktisch erreichbaren Stromdichtebereich zeichnen diesen Elektrolyten besonders aus. Es kann keine irreversible Härte des Niederschlages entstehen.
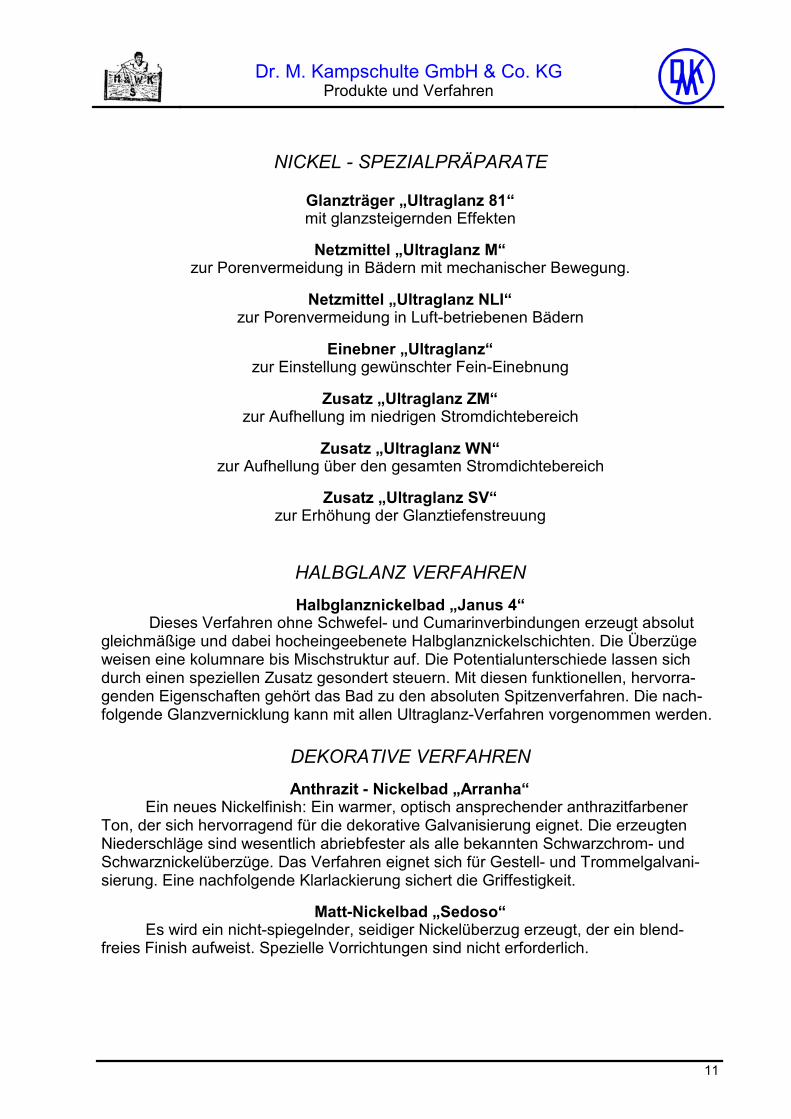
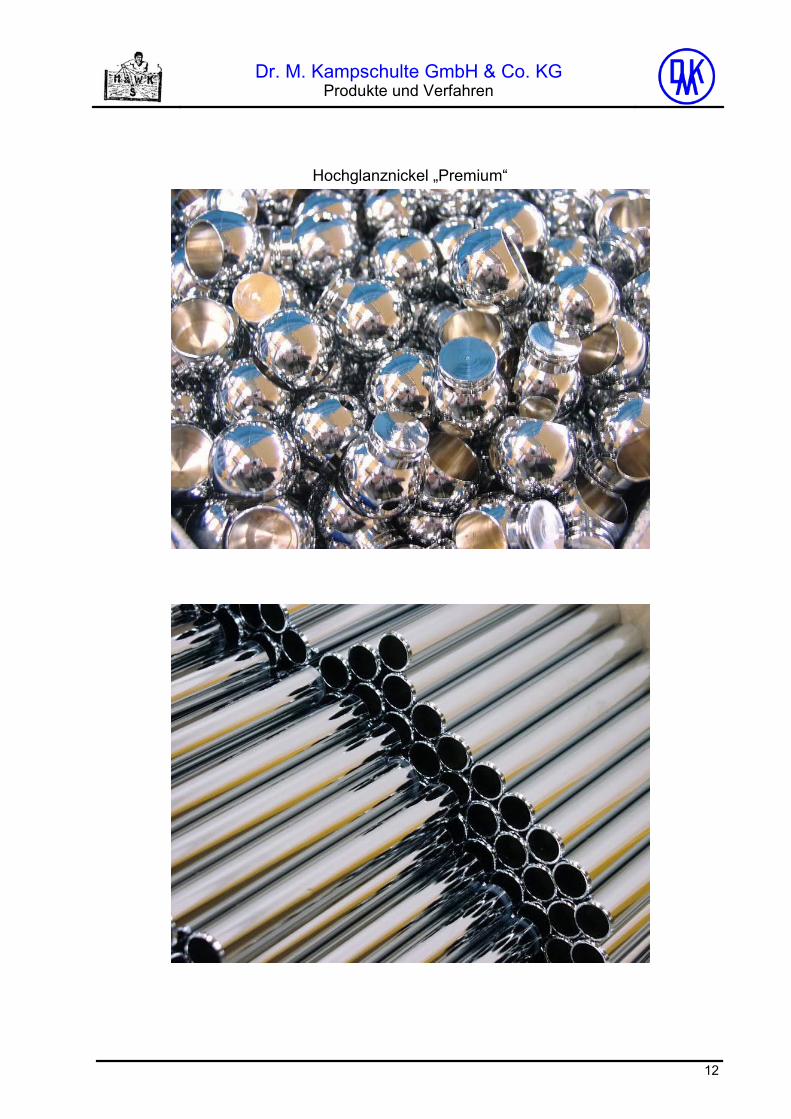
Hochleistungs - Glanznickelbad „Premium“ Niederschläge aus diesem Gestellelektrolyten zeigen hohe Brillanz und Eineb-
nung bei hoher Duktilität. Die Einebnung ist schon bei dünnen Schichten zu erreichen. Dieses System ist besonders geeignet für geschliffene und polierte Ware, für alle An-sprüche - von niedriger bis Spitzeneinebnung; diese lassen sich einstellen.
Hochleistungs - Glanznickelbad „Ultraglanz 36-12“ „Ultraglanz 36-12“ ist ein hocheinebnendes Hochleistungsnickelbad mit Luftbe-
wegung für die Gestellgalvanisierung. Der Niederschlag aus diesem Elektrolyten zeigt einen hohen Glanzgrad mit guter Einebnung. Aus diesen Gründen ist dieser Nickel-elektrolyt dafür geschaffen, gebürsteten und geschliffenen Grundmaterialien ein an-sprechendes Finish zu verleihen.
TROMMELVERFAHREN
Hochleistungs-Trommelnickelbad „Rotoglanz 50 – 93“ Hohe Brillanz und hervorragendes Einebnungsvermögen, Duktilität und Span-
nungsfreiheit. Die unübertroffene Tiefenstreuung sorgt auch bei kompliziert geformten Massenteilen für einen gleichmäßigen Glanz auch bei geringen Schichtdicken. Duktili-tät und Spannungsfreiheit lassen eine anschliessende Verformung problemlos zu. Die gefürchteten Doppelungen sind ausgeschlossen.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
11
NICKEL - SPEZIALPRÄPARATE
Glanzträger „Ultraglanz 81“ mit glanzsteigernden Effekten
Netzmittel „Ultraglanz M“ zur Porenvermeidung in Bädern mit mechanischer Bewegung.
Netzmittel „Ultraglanz NLI“ zur Porenvermeidung in Luft-betriebenen Bädern
Einebner „Ultraglanz“ zur Einstellung gewünschter Fein-Einebnung
Zusatz „Ultraglanz ZM“ zur Aufhellung im niedrigen Stromdichtebereich
Zusatz „Ultraglanz WN“ zur Aufhellung über den gesamten Stromdichtebereich
Zusatz „Ultraglanz SV“ zur Erhöhung der Glanztiefenstreuung
HALBGLANZ VERFAHREN
Halbglanznickelbad „Janus 4“ Dieses Verfahren ohne Schwefel- und Cumarinverbindungen erzeugt absolut gleichmäßige und dabei hocheingeebenete Halbglanznickelschichten. Die Überzüge weisen eine kolumnare bis Mischstruktur auf. Die Potentialunterschiede lassen sich durch einen speziellen Zusatz gesondert steuern. Mit diesen funktionellen, hervorra-genden Eigenschaften gehört das Bad zu den absoluten Spitzenverfahren. Die nach-folgende Glanzvernicklung kann mit allen Ultraglanz-Verfahren vorgenommen werden.
DEKORATIVE VERFAHREN
Anthrazit - Nickelbad „Arranha“ Ein neues Nickelfinish: Ein warmer, optisch ansprechender anthrazitfarbener
Ton, der sich hervorragend für die dekorative Galvanisierung eignet. Die erzeugten Niederschläge sind wesentlich abriebfester als alle bekannten Schwarzchrom- und Schwarznickelüberzüge. Das Verfahren eignet sich für Gestell- und Trommelgalvani-sierung. Eine nachfolgende Klarlackierung sichert die Griffestigkeit.
Matt-Nickelbad „Sedoso“ Es wird ein nicht-spiegelnder, seidiger Nickelüberzug erzeugt, der ein blend-
freies Finish aufweist. Spezielle Vorrichtungen sind nicht erforderlich.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
12
Hochglanznickel „Premium“
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
13
Matt-Nickelbad „Ultrasamt“ Durch eine besondere Recycling-Einrichtung kann im kontinuierlichen Betrieb
ein Seidenmatt – Finish erzielt werden, das sich seit Jahrzehnten seinen festen Platz im dekorativen Bereich erorbert hat.
STARK-VERFAHREN
Nickel-Sulfamatbad Scheidet starke, dabei aber stets duktile Nickelniederschläge ab. Die Härte ist
absolut gleichmäßig steuerbar zwischen 200 und 550 HV. Aufgrund dieser Eigen-schaften wird das Verfahren vorwiegend in der Diamanteinbettung sowie bei der Be-handlung von Edelstahl eingesetzt.
STROMLOSE VERFAHREN
Chemisches Nickelbad „Enigma 16 – 14“ Ein hochstabiles Vernicklungsverfahren, welches chemisch Nickelschichten mit
einem Phosphorgehalt von 11 – 13 % abscheidet. Der Vorzug liegt in einem stabilen Betriebsverhalten und schnellem Schichtaufbau. Die Arbeitslösung ist schwachsauer, frei von Ammoniumverbindugen und starken Komplexbildnern.
Chemisches Nickelbad „Enigma 15 – 20“ dreiteiliges Verfahren, mit extremer Geschwindigkeit (16 +/- 4 my/h) und hoher
Beanspruchung (bis zu 20 MTO), wobei nur Druckspanung erzeugt wird. Hochphos-phorhaltig. Besonders auch zur Aluminiumvernicklung geeignet.
Chemisches Nickelbad „Enigma 9“ dreiteiliges Verahren, welches sich durch eine hohe Stabilität, eine sehr gute pH-
Pufferkapazität und reltiv hohe Abweichungstoleranzen mit einem Gehalt von 8 – 11 % Phosphor auszeichnet. Es ist frei von Ammonium, Blei und Cadmium und entspricht den derzeit gültigen Anforderungen den EU-AltautoVO, ROHS-Richtlinie und der WEEE.
Chemisches Nickelbad „Enigma 12“ Ein einfach zu fahrendes Verfahren zur Abscheidung hochphosphorhaltiger
Schichten und ein besonders stabil zu fahrender Prozess. Es enthält keine giftigen Schwermetalle und kann einfach auf das Verfahren „Enigma 9“ umgestellt werden. Gängige Normen und Verordnungen werden mit diesem Verfahren erfüllt.
Chemisches Nickelbad „Enigma HP“ Hochproduktives Verfahren zur Abscheidung hochphosphorhaltiger Schichten.
Enthält keine giftigen Schwermetalle. Anwenderfreundliche Bedienung mit erweiterten Regenerierabständen. Optimales Kantenverhalten; verbessertes Verhalten gegen un-kontrollierte Abscheidungen. Ammoniumfreier Betrieb möglich.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
14
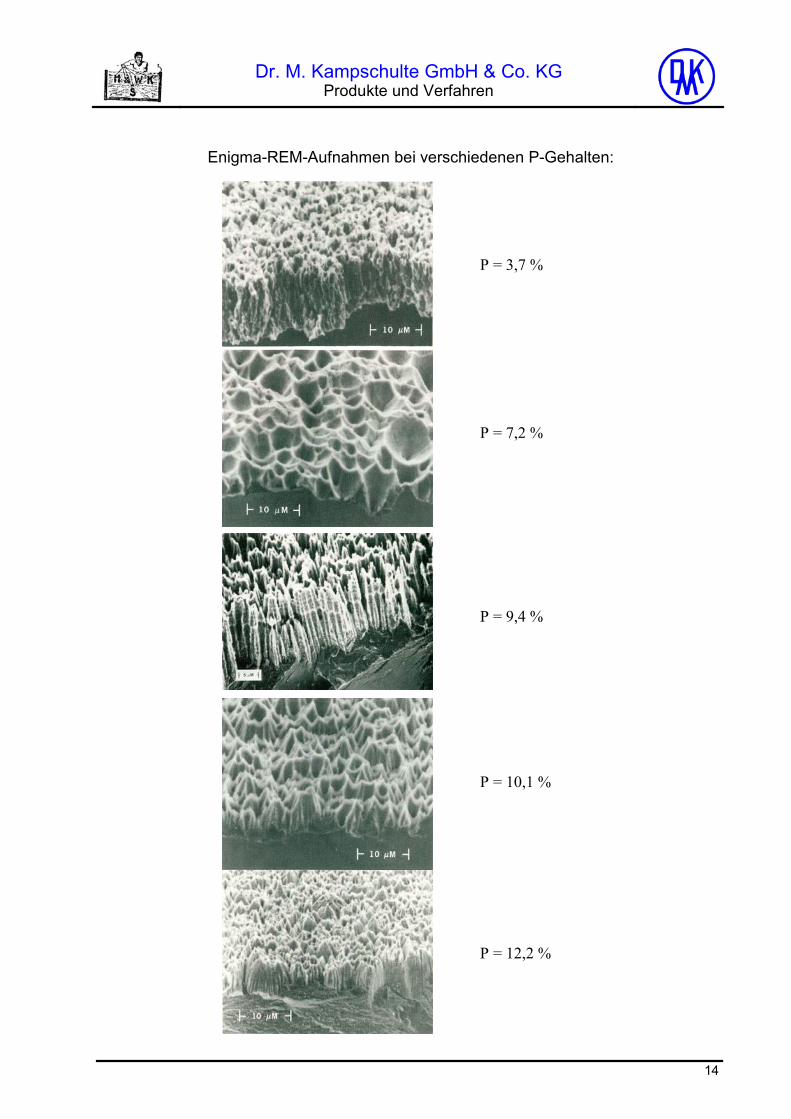
Enigma-REM-Aufnahmen bei verschiedenen P-Gehalten:
P = 3,7 %
P = 7,2 %
P = 9,4 %
P = 10,1 %
P = 12,2 %
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
15
CHROM
GLANZVERFAHREN
„Dekachrom“ Mischsaurer, bodenkörperhaltiger Badtyp. Geeignet für die dekorative Glanzver-
chromung, die mikrorissige Doppelverchromung oder die technische Hartverchromung. Die hervorragende Tiefenstreuung wird ohne Deckstromeinrichtung erreicht. Zwischen 4 – 60 A/dm² und 22 – 55 °C (je nach Bad) wird ein extremer, gleichmäßiger Glanzbe-reich abgedeckt. Die Stromausbeute ist exzellent.
„Dekachrom 150“ Neuzeitlicher, betriebssicherer, mischsaurer Elektrolyt auf der Basis organischer
Katalysatoren mit einem extremen Arbeitsbereich von 150 – 300 g/l Chromsäure. Opti-male Arbeitsergebnisse bezüglich Glanz, Tiefenstreuung, Aktivierung etc. werden zwi-schen 180 und 220 g/l Chromsäure erreicht.
„Dekachrom 540“ Niedrig konzentriertes, gut streuendes Chrombad auf der Basis neuartiger or-
ganischer Katalysatoren, die selbst bei passiven Nickelschichten die gefürchteten Chromflecken sicher vermeiden. Ansatz mit flüssiger Chromsäurelösung möglich.
SCHWARZCHROMVERFAHREN
Schwarzchrombad „Mimas“ scheidet gleichmäßige, schwarze Chromniederschläge ab. Diese sind abrieb-
fest, temperaturbeständig sowie lichtunempfindlich und bewirken einen erhöhten Korro-sionsschutz. Durch die Nachbehandlung mit einer Spezialemulsion wird das de-koratives Finish veredelt.
HARTCHROMVERFAHREN
„Cygnus 27“ Das Hartchrombad „Cygnus 27“ gehört zum Typ der fluoridfreien, schnell ab-
scheidenden Hartchromelektrolyte. Praktisch alle gängigen Grundmaterialien können in beliebiger Schichtstärke verchromt werden, so dass ein breites Anwendungsspektrum beschichtet werden kann. Durch die Fluoridfreiheit wird der Ätzangriff auf das Grundmaterial minimiert. Gute Metallverteilung, optimale Deckfähigkeit und hohe Ab-scheidungsgeschwindigkeit bei einfacher Handhabung und maximaler Prozessicherheit zeichnen das Verfahren aus. Die abgeschiedenen mikrorissigen Hartchromschichten sind sehr verschleißbeständig und haben eine Härte von mindestens 1.000 HV 0,1.

Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
16
Schwarzchrombad „Mimas“:
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
17
ZINK
CYANIDISCHE VERFAHREN
„ACZ 54“ Glanzzusatz mit hervorragender Glanztiefenstreuung, äußerst sparsam im Ver-
brauch. Man erreicht eine sehr gute Metallverteilung bis in den niedrigsten Stromdich-tebereich hin. Erstklassige Chromatierbarkeit, einsetzbar auch bei höheren Tempera-turen.
ALKALISCH-CYANFREIE VERFAHREN
„CF 912“ Das neue, wesentlich verbesserte und komplexbildnerfreie Verfahren zeichnet
sich durch eine sehr gute Duktilität der abgeschiedenen Schicht, einer sehr guten Glanzbildung über weite Bereiche und die Möglichkeit, hohe Stromdichten zu fahren, aus. Es hat eine hervorragende Metallverteilung und einen extrem weiten Bereich, in dem der Zinkgehalt variieren kann. Alle Arten von Chromatierungen, insbesondere auch Passivierungen, können angewendet werden.
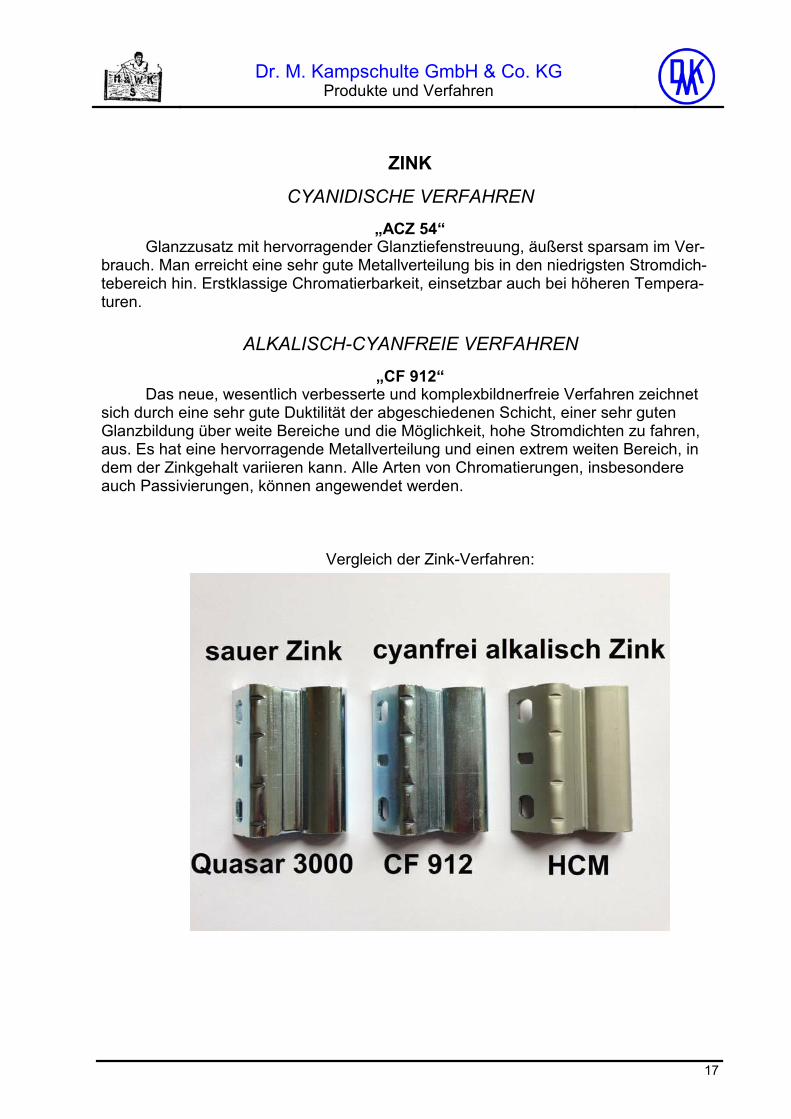
Vergleich der Zink-Verfahren:
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
18
Links: „CF 912“, rechts: „Quasar 90“
Sauer Zink „Quasar 3000“
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
19
„HC“ Dieses Verfahren zeichnet sich durch eine hohe Stromausbeute, einer guten
Duktilität der abgeschiedenen Schicht und einer sehr guten Glanzbildung über weite Bereiche aus. Bei einer optimalen Schichtdickenverteilung (ca. 1,4 : 1 (!)) für die tech-nische und die dekorative Verzinkung gleichermassen empfehlenswert. Alle Arten von Chromatierung, insbesondere auch Passivierung können angewendet werden.
„HCM“ Dieses Verfahren ist ein alkalisch-cyanidfreies Mattzinkverfahren, welches span-
nungsfreie, duktile Zinkschichten erzeugt. Das Zusatzsystem ist gut geeignet für eine sehr enge Behängung der Gestelle. Aufgrund seiner neuartigen Konzeption verfügt das HCM-Verfahren über eine gleichmäßige Mattbildung und eine hervorragende Metall-verteilung. Es können deutlich höhere Stromdichten gefahren werden als bei bisherigen Systemen. Die Zusätze enthalten keinerlei Komplexbildner.
SAURE VERFAHREN
„Quasar 90“ Leistungsfähige Glanzbildnerkombination für die schwachsaure Verzinkung –
ammoniumfrei und ohne AOX-Wert störende Faktoren. Enthält Methanol und ist daher auch bei niedrigen Temperaturen lagerfähig, ohne daß eine Auskristallisation auftritt. Die Dispergierung im Zinkbad wird durch diesen Zusatz ebenfalls unterstützt.
„Quasar 2001“ Speziell für härteste Ansprüche entwickeltes System für extrem hohe Stromdich-
ten und Arbeitstemperaturen mit ausgezeichneter Glanzbildung im gesamten Stromdichtebereich. Diese Kombination der methanol- und acetonfreien Glanzbildner ermöglicht ein Arbeiten ohne Rücksicht auf den Trübungspunkt, wodurch ein Ausölen von Glanzzusatz, Abbauprodukten etc. ausgeschlossen wird.
„Quasar 3000“ Das Glanzzinkbad Quasar 3000 ist als modernstes unserer Zinkverfahren in der
Lage, bei sehr niedrigen Metallgehalten betrieben zu werden. Ein hoher Trübungspunkt gestattet die Anwendung höherer Leitsalzkonzentrationen, wodurch bisher kaum erreichbare, gleichmässige und hervorragende Metallverteilungen sowie eine sehr gute Streufähigkeit erreicht werden.
„Quasar 3 L“ Das Glanzzinkbad Quasar 3 L ist bevorzugt für Luftbewegung ausgelegt. Es
kann bei sehr niedrigen Metallgehalten betrieben werden. Ein hoher Trübungspunkt gestattet außerdem die Anwendung höherer Leitsalzkonzentrationen, wodurch eine außergewöhnlich gute Metallverteilung und Streufähigkeit erreicht werden.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
20
Zink-Legierung
„Gestell-ZinkNickel 48G“ Dieses Zink-Nickel-Verfahren ist ein alkalisches Verfahren, welches spannungs-
arme Schichten mit einem Nickelgehalt von 12 – 15 % erzeugen kann. Es verfügt über eine gute Metallverteilung und eignet sich hervorragend für den Gestellbetrieb. Der Elektrolyt zeichnet sich durch seinen guten Wirkungsgrad aus, der auch noch bei älte-ren Bädern hoch ist. Die abgeschiedenen Schichten sind gut passiverbar und weisen zusammen mit einem Top Coat, z.B. Aquaplat 47 oder Top-Coat WM, herrvorragende Korrosionsschutzwerte auf.
„Trommel-ZinkNickel 48T“ Speziell für härteste Ansprüche entwickeltes System für extrem hohe Stromdich-
ten und Arbeitstemperaturen mit ausgezeichneter Glanzbildung im gesamten Stromdichtebereich. Diese Kombination der methanol- und acetonfreien Glanzbildner ermöglicht ein Arbeiten ohne Rücksicht auf den Trübungspunkt, wodurch ein Ausölen von Glanzzusatz, Abbauprodukten etc. ausgeschlossen wird.
Zugehörige Passivierungen:
„Transparentpassivierung 491TF“ Diese Passivierung ist eine Chrom-VI-freie, kobalthaltige Passivierung für Zink-
Nickel-Überzüge aus Gestellware. Es können farblose Schichten erzeugt werden, wel-che gute Ergebnisse bei Korrosionstests erbringen können. Eine Temperaturstabilitätbis 200 °C der Passivierungsschicht ist möglich. Durch die Verwendung eines Top-Co-ats wie z.B. Aquaplat 47 oder Top-Coat WM kann der Korrosionsschutz noch verbes-sert werden.
„Schwarzpassivierung 492S“ Die Schwarzpassivierung 492S ist eine Chrom-VI-freie, kobalthaltige Passivie-
rung für Zink-Nickel-Legierungen. Bei einer Verwendung mit einer Versiegelung (Aquaplat 47 bzw. Top-Coat WM) können schwarze, glänzende und homogene Schichten erzeugt werden, welche sehr gute Korrosionsschutzwerte aufweisen. Die Schwarzpassivierung 492S kann sowohl für Gestell- als auch für Trommleware einge-setzt weden.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
21
METALLENTFERNUNG
CHEMISCH
„Dekastrip MC“ Alkalische Metallentfernungsmittel zum chemischen Ablösen von Überzügen der
Metalle Nickel, Kupfer, Messing, Cadmium, Zink und Silber von Gegenständen aus Ei-sen und Stahl ohne Angriff des Grundmaterials.
„Dekastrip AT“ Eine alkalische, cyanidfreie Tauchentmetallisierung, die elektrolytisch abge-
schiedene Nickelschichten von Stahl, Kupfer und Kupferlegierungen entfernt, ohne das Grundmaterial, Lot, Messinglot und Silberlot anzugreifen.
„Dekastrip Z“ Ein neutraler Zusatz für Säuren zum chemischen Ablösen von Überzügen aus
Nickel, Zinn, Zink und Blei von Gegenständen aus Kupfer und Kupferlegierungen ohne Angriff auf das Grundmaterial.
ELEKTROLYTISCH
„Sedimet G-Uni“ Entfernt Nickel, Chrom, Kupfer, Zink und Messing von Galvanisiergestellen, die
mit rostfreiem Stahldraht als Kontaktmaterial ausgeführt sind, ohne Angriff auf das Grundmaterial. Bevorzugtes Kontaktmaterial ist der Werkstoff 1.4310.
ELEKTROLYTISCHES POLIEREN
„Dekapolish CR“ Der chromsäurehaltige Elektrolyt dient zum Feinentgraten, Glätten und Glänzen
von Werkstücken aus austenitischem Chrom-Nickelstahl. Es wird generell immer eine einwandfreie, saubere und von allen Fremdeinschlüssen freie Oberfläche erzielt. Großflächige Werkstücke lassen sich ebensogut behandeln wie Klein- und Kleinstteile. Die anodische Abtragung beträgt ca. 1 – 2 Πm pro Minute. Besonders bewährt in der Offshore-Technik. Herabgesetzte hygroskopische Neigung. Wie alle Dekapolish Ver-fahren Lieferung als gebrauchsfähige Lösung.
„Dekapolish CS“ Feinentgraten, Glätten und Glänzen von Werkstücken aus Chromstahl mit mehr
als 13 % Cr und gehärtetem Kohlenstoffstahl mit diesem Dekapolish - Elektrolyten, der gebrauchsfertig geliefert wird.
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
22
Diese Verfahrensübersicht dient zu Ihrem Gebrauch. Sie unterliegt keinem automatischen Änderungs-dienst und kann ohne vorherige Ankündigung ganz oder teilweise geändert, zurückgezogen oder neuge-fasst werden. Eine ggfs. aktualisierte Fassung steht Ihnen auf Anforderung gerne zur Verfügung. Die enthaltenen Angaben entsprechen unserem Kenntnisstand zum gegenwärtigen Zeitpunkt. Wenn irgend-welche Schwierigkeiten mit unseren Produkten oder ihrem Gebrauch entstehen, die nicht mit Hilfe der Angaben zugehöriger Merkblätter gelöst werden können, setzen Sie sich bitte mit unserem Mitarbeiter oder unserem Stammhaus in Verbindung. Alle Empfehlungen oder Angaben, die Ihnen gegenüber ge-macht werden - sei es in Wort oder Schrift - beruhen auf unseren Versuchen. Da aber der jeweilige Ge-brauch unserer Produkte nicht unserem Einfluß unterliegt, können wir eine Haftung nur über die Qualität und Zusammensetzung unserer Produkte zum Zeitpunkt des Versandes übernehmen. Es wird keinerlei Garantie übernommen, weder ausdrücklich noch stillschweigend, hinsichtlich der Wirkung des Ge-brauchs unserer Produkte noch der erzielten Ergebnisse bei behandelten Werkstücken oder in anderer Hinsicht, gleichgültig ob der Gebrauch unserer Produkte den gemachten Angaben entspricht oder nicht. Darüber hinaus kann eine Information über den Gebrauch unserer Produkte nicht dahingehend verstan-den werden, daß gegen ggfs. bestehende Schutzrechte über ihren Gebrauch verstoßen werden kann.
Dr. M. Kampschulte GmbH & Co. KG Nürnberger Str. 16 – 18 D – 40599 Düsseldorf
Tel : +49 – (0)211 – 7484 250 Fax : +49 – (0)211 – 7484 280 e-mail: [email protected]
Direkte Linien: Kundendienstlabor Verkauf Telefon 0211 – 7484 272 0211 – 7484 284 Telefax 0211 – 7484 271 0211 – 7484 281 e-mail [email protected] [email protected]
Jahr 2003 Jahr 2013
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
23
Jahr 1967
Jahr 1987
Dr. M. Kampschulte GmbH & Co. KG Produkte und Verfahren
24
In eigener Sache:
Ab und an hören wir: „Kampschulte? Kenne ich nicht.“ oder „Kampschulte? Die gibt es noch?“ oder „Kampschulte? Euch liest man ja nirgendwo.“ oder „Eure Internetpräsenz ist veraltet.“
In der Tat sind wir bewußt zurückhaltend und laufen nicht jeder Modeerscheinung hinterher. Wir wollen mehr sein als scheinen.
Warum?
Die Galvanotechnik ist eine kleine, aber hochspezialisierte Branche, ohne die fast kein Indu-striezweig mehr auskommt. Somit ist selbstverständlich, daß man nur dann auf dem Markt bestehen kann, wenn die eigenen Abnehmer mit den an sie gelieferten Produkten, Verfahren und Dienstleistungen erfolgreich arbeiten und auf ihrem Markt bestehen können. In Anbetracht steigender Bürokratie und Anzahl an Vorschriften bleibt einem (Zu-)Lieferanten nichts anderes übrig, als diese externen Rahmen einzuhalten, sprich: ständig zu investieren, da sonst der Ko-stendruck und die Kostenweitergabe an die Kunden erheblich steigen würden. Eine Konzen-tration nur auf innovatives Verhalten, Zertifikate oder Freigaben hilft da wenig.
Denn: Die Produktionsverhältnisse in der Kundschaft und die Anforderungen der einzelnen Galvaniken bzw. derer Kunden sind so differenziert, daß sich alle Verfahren bei jedem Abneh-mer und in jeder Anlage neu bewähren müssen. Hier gelten die Praxis und die Fakten, opti-miertes Marketing oder Broschüren alleine helfen weniger.
Grundlagenkenntnisse sind ohne Zweifel erforderlich, aber Befunde auf Universitätsniveau helfen erfahrungsgemäß wenig bei der Lösung von Problemen in der Praxis. Deswegen ent-wickeln wir die Verfahren anwendungsnah und gestalten den Service an den Notwendigkeiten der Kundschaft.
Kunden kaufen bei Kampschulte, weil wegen der langen Marktpräsenz und Wissenserhalt über Generationen hinweg ein Fundus an Erfahrungen vorliegt und ein Mehrwert geboten werden kann, dokumentiert in ausgereifter Produktionssicherheit auf der Höhe der Zeit. Ohne überha-stete Versprechen. Wir sprechen Klartext und vertreten unseren Standpunkt. Denn wir wollen überzeugen, nicht überreden. Nur so kann die Basis für eine vertrauensvolle Partnerschaft entstehen.
Innovation und Kompetenz sind unabhängig von der Firmengröße und zahlreichen Manage-mentsystemen. Eher im Gegenteil: Wir wollen keine starren Strukturen, sondern Flexibilität und Dynamik, die Kreativität und Innovationskraft fördern. Klein aber fein wollen wir sein.
Es ist gut, mit Kampschulte zu arbeiten, denn:
DMK hat nur einen Feind: Die Korrosion. DMK hat nur ein Ziel: Die Oberfläche soll perfekt sein. DMK hat nur einen Wunsch: Der Kunde soll Erfolg haben.
Und was ist ein DMK-Produkt? Es ist dasjenige, welches diese drei Punkte erfüllt. Es ist anders, aber eben typisch Kampschulte. Denn Kampschulte sieht nicht nur die einzelne Wanne, nicht alleine das einzelne Verfahren, sondern den gesamten Prozeß.
Stand des Inhaltes: September 2014





























