Embed Size (px)
Citation preview

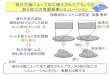
プレス加工
円形ブランクの部分圧縮
圧縮
加工硬化
複数点部分加工硬化による加工硬化範囲の拡大
および絞り加工性の向上
極限成形システム研究室 加藤 勇希
伸び
荷重 くびれ
発生
一様伸び
加工硬化
複数点部分加工硬化されたブランクのプレス成形
目的
ブランク部分加工硬化
ブランク
成形限界向上
プレス加工 パンチ

1.ブランクの複数点部分圧縮加工
2.複数点部分加工硬化ブランクの絞り加工
3.絞りパンチ角部の丸みの影響
複数点部分加工硬化されたブランクのプレス成形

・一体型パンチを製作するよりも設計が容易
パンチの配置を変更することで任意形状を得られる
板厚減少低減
・一点当たりの圧縮率が小さい
複数点圧縮加工の利点
一体型パンチパンチホルダーパンチ
ブランク 圧縮範囲

ブランクの部分圧縮加工条件
ブランクしわ押え
絞り加工
ダイス
パンチしわ押え力
9 kN
7
15°
φ38.2
φ34
ブランク SUS304変形抵抗 σ=1604ε0.47 MPa
部分圧縮率 r = t0
t0 - t×100
20
(a) 円柱パンチ
ダイスブランク
ブランクホルダー
1.5
パンチホルダー
(b) 圧縮金型
割れ

0-15
-15-30
-30 x
y
絞り加工のシミュレーション
板厚 / mm1.000.9750.950.9250.900.8750.850.8250.80
x
y
6.5
V字3点 V字5点
圧縮範囲

ブランク
y
A
A’
直線5点, r =10 %における部分圧縮後の
y方向板厚・硬さ・強度変化率分布
-15
板厚・硬さ・強度変化率
/%
0 5 15-10 10
0
-20
強度=板厚×硬さ[HV・mm]
40
強度
板厚
ブランク中心からのy方向距離 /mm-5
硬さ80
60
20
20

1.ブランクの複数点部分圧縮加工
2.複数点部分加工硬化ブランクの絞り加工
3.絞りパンチ角部の丸みの影響
複数点部分加工硬化されたブランクのプレス成形

絞り加工のシミュレーション
(a) r =0 % (b) V字5点, r =10 %
ダイス
しわ押え
7
15°
部分圧縮されたブランク
φ38.2
φ34パンチ
計算ソフト DEFORM 3D解析条件 1/2分割モデル
金型 剛体ブランク 弾塑性体
摩擦係数 0.05,0.12潤滑剤:水溶性プレス油

絞り加工のシミュレーション
(a) r =0 % (b) V字5点, r =10 %
ダイス
しわ押え
7
15°
部分圧縮されたブランク
φ38.2
φ34パンチ
計算ソフト DEFORM 3D解析条件 1/2分割モデル
金型 剛体ブランク 弾塑性体
摩擦係数 0.05,0.12潤滑剤:水溶性プレス油

各条件における絞り高さおよび成形品外観
x
y
(a) r =0 % (b) 1点,r =13.7 %
(c) V字3点,r =15 %
18 19 21
y方向
x方向
22.5
(d) V字5点,r =12.5 %

実験による絞り加工における各ストロークでの板厚分布の変化
(a) r =0 % (b) V字5点, r =12.5 %
0
板厚
/ mm
0.9
1.1
1.2
1.3
ダイス肩部からのx方向距離 / mm
1.4
15 255 20
1.0
1.5
10
6 mm12 mm
17.5 mm
x
s=0 mm
0 15 255 2010
6 mm
12 mm
17.5 mm
x
s=0 mm

絞り加工における各ストロークでの板厚分布の変化
(b)部分加工硬化あり(a) 部分加工硬化なし
ブランクパンチしわ押え
ダイス
部分加工硬化ありブランク
パンチ
割れ抑制
加工硬化強度:高
荷重負担変形分散
変形分散
パンチ早い段階で変形集中
パンチ角部上端割れ
局部的な減肉

6
破断
時ス
トロ
ーク
変化
率/%
105 15
18
部分圧縮率r /%
12
24
0 20
14
直線3点
V字3点
V字5点
ブランクの絞り加工における破断時ストローク変化率に及ぼす部分圧縮率の影響
破断時ストローク
16
108

板厚一定
ブランク
板厚減少 小
複数点圧縮部分加工硬化ブランク
部分加工硬化
減肉範囲
展開されたブランク
絞り加工後
複数点部分加工硬化されたブランクの設計

1.ブランクの複数点部分圧縮加工
2.複数点部分加工硬化ブランクの絞り加工
3.絞りパンチ角部の丸みの影響
複数点部分加工硬化されたブランクのプレス成形

ダイス
部分加工硬化ありブランクしわ押え力
9kN パンチ
部分加工硬化による成形限界の向上
絞りパンチ角半径1.5 mmでの絞り加工
板厚と同程度の角部丸み半径を有する容器の成形において成形性を向上させる

0-15 x
y
-15-30-30
絞り加工のシミュレーション
板厚 / mm1.000.9750.950.9250.900.8750.850.8250.80
ダイス
部分加工硬化ありブランク
しわ押え
パンチ
V字5点

各条件における絞り高さおよび破断時ストローク
破断時ストローク
/ mm
5
10
15
20
0
25
V5点,r =12.5 %
x
y
r =0 %
16
y方向
x方向20
V字5点,r =12.5 %
r =0 %

1.複数点部分加工硬化によって破断危険部の
強度を増加させ,絞り成形においてその部分の変形を抑制できた.
2. 5点圧縮,部分圧縮率12.5%における部分加
工硬化ブランクを絞り加工すると,部分加工硬化していないブランクと比べて,破断時ストロークが17%増加した.
3.複数点部分加工硬化によって板厚と同程度の
角部丸み半径を有する容器においても破断時ストロークが30%向上した.
まとめ