Embed Size (px)
DESCRIPTION
Dans cette édition: Rénovation d’un site de traitement du gaz / Le réseau du groupe d’utilisateurs d’ABB / Des robots pour favoriser l’emploi
Citation preview

The customer magazineof the ABB Group
Benelux
Rénovation d’un site de traitement du gazUn exploit en quatre jours seulement
Le réseau du groupe d’utilisateurs d’ABBLes utilisateurs finaux échangent leurs expériences
Des robots pour favoriser l’emploiInvestir dans l’automatisation d’ABB paie
1 I 16

04 12Prise de poulsLe groupe d’utilisateurs d’ABB rassemble les utilisateurs finaux du Benelux.
Alfons Goos,
Managing Director ABB Benelux
Au travailVermilion Oil & Gas Netherlands et ABB réalisent un record.
Une orientation clients et une flexibilité
encore accrues
Chaque nouvelle année entraîne son lot de
bonnes résolutions et de changements. ABB
ne déroge pas à la tradition. Nous avons choisi
de réorganiser nos divisions. Notre ambition ?
Simplifier notre structure pour que notre orga-
nisation puisse encore mieux se concentrer sur
ses clients et sur les secteurs qu’elle dessert.
Nous aspirons à renforcer notre implication en
rapprochant nos managers du marché. Ce fai-
sant, nous espérons également rationaliser nos
coûts d’exploitation, ce qui devrait aussi mener
à une plus grande compétitivité.
Néanmoins, plus que notre gestion interne,
ce sont bien nos clients qui restent notre prin-
cipale préoccupation. Notre objectif ultime est,
en effet, de pouvoir répondre plus rapidement
à leurs souhaits et besoins. Nous tentons au
maximum de les écouter, de rester attentifs et
de faire preuve de compréhension face à leurs
problèmes et questions. Mais nous cherchons
bien entendu aussi à montrer qu’ABB est le
meilleur partenaire possible lorsqu’il s’agit de
solutions sur mesure. Bref, nous nous devons
d’être là pour eux.
Le groupe d’utilisateurs d’ABB en est d’ail-
leurs un bon exemple. Cette plate-forme est, en
effet, idéale pour assurer un contact direct et
interactif avec les utilisateurs (finaux). J’oserais
même avancer que nous sommes sur une voie
particulièrement prometteuse. Notre NPS (Net
Promotor Score) ne cesse d’augmenter, ce qui
signifie que le rapport entre les clients qui nous
recommanderaient et ceux qui nous déconseil-
leraient évolue positivement. Toutefois, nous ne
nous reposons pas pour autant sur nos lauriers,
bien au contraire. Nous poursuivons nos efforts
et continuons d’accorder toute l’importance né-
cessaire à notre clientèle. Nos principaux objec-
tifs restent par ailleurs la durabilité – en ce qui
concerne tant le climat que nos relations avec
nos clients, nos parties prenantes et notre so-
ciété –, l’innovation et l’optimisation de la coo-
pération interne. Mais le plus important à retenir
pour 2016 est que l’année sera plus que jamais
placée sous le signe de l’orientation clients !
Bonne lecture !
et cetera 1|16
et cetera 1|16 - Une édition d’ABB Benelux - Concept Head Office - Rédaction en chef Inne Vanden Bremt, Marco Moerland - Comité de rédaction Jessica Van de Gucht, Jos Bernaards, Karin Bot-Molenaar, Brian Jagmohan, Teun van den Neste, Marco Moerland - Ont collaboré à la rédaction de ce magazine John Edwards, Amandine Philippe, Kristien Vermaelen, Nando Harmsen, Henk Malyster, Seger Bruninx, Marco Mertens, Peter Van der Horst - Éditeur responsable Jessica Van de Gucht, ABB N.V. Hoge Wei 27 1930 Zaventem - Copyright 2015
Demander, modifier ou résilier votre abonnement à et cetera ? Surfez sur notre site http://www.abb.com/benelux. Sur cette page, vous pourrez vous abonner à notre magazine, modifier vos données personnelles ou les supprimer de notre base de données.
2 ABB et cetera 1|16
Avant-propos
28 For a better worldABB a présenté des solutions électriques intelligentes lors de la COP21.
Prise de pouls4 Viser une dimension européenne
AGG rassemble les utilisateurs finaux d’ABB (800xA).
Perspective6 Le besoin croissant d’informations
Les façons dont les départements d’un environnement industriel peuvent interagir entre eux.
Au travail9 L’automatisation des métiers à tisser, l’avenir
Les robots d’ABB se faufilent adroitement dans le secteur textile flamand.
12 Projet unique et course contre la montreABB rénove le site de Vermilion Oil & Gas Netherlands en quatre jours.
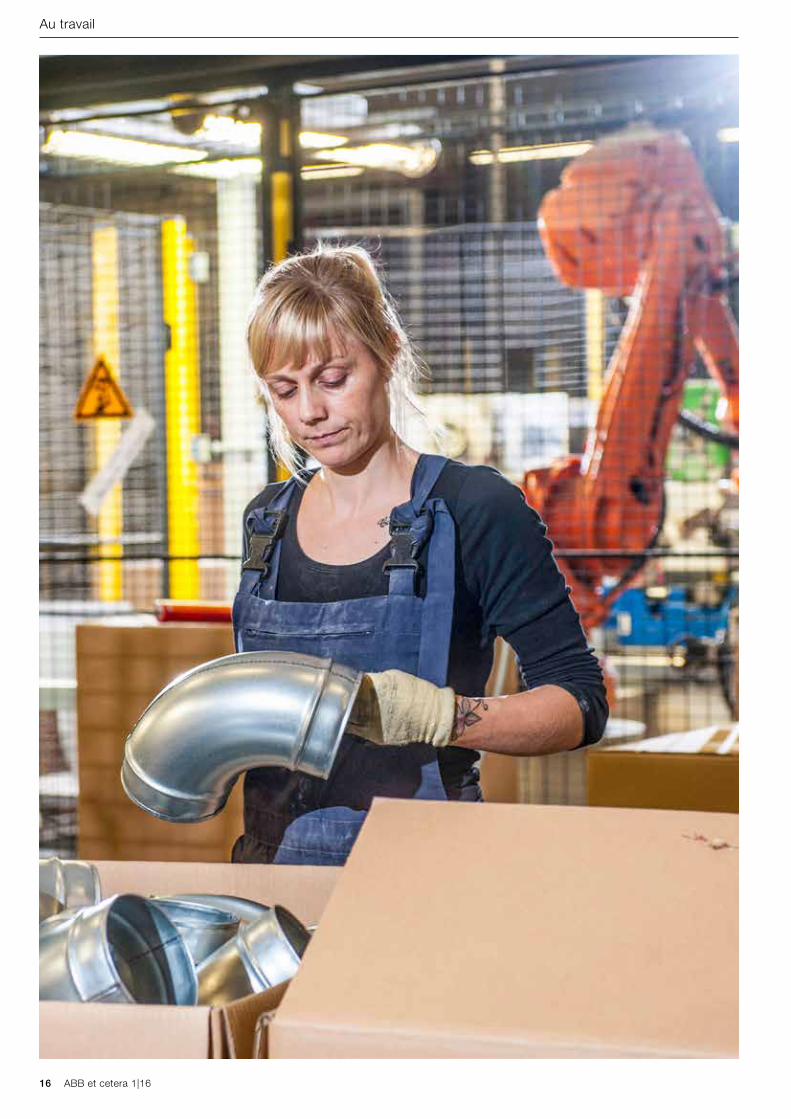
16 Les robots favorisent l’emploi et le chiffre d’affairesVento utilise des robots ABB depuis des années.
19 Un partenariat qui brave les obstaclesSumitomo fait confiance aux systèmes de commande des procédés d’ABB.
Les merveilles du monde22 Navire câblier ultramoderne
ABB investit pour une efficacité et une flexibilité accrues.
Encore et toujours24 Mission complexe parfaitement exécutée
BAM et ABB remettent AEB sur les rails après un incendie.
24 Encore et toujours« ABB, BAM et AEB ont mené une concertation fructueuse et fourni un excellent travail en matière de sécurité », indique Peter van der Heijden (ABB).
For a better world28 ABB à la COP21
Exploiter la technologie pour réduire les émissions de CO2.
Produit30 Relais de mesure et de contrôle
Protection des moteurs contre la surchauffe et la surcharge.
Commutateurs ABBLeaders parmi les commutateurs.
31 Débitmètre multiphase VISUn diagnostic simple et efficace.
32 IRB 910SCABB lance sa famille de petits automates SCARA.
Hotspot33 Maritime Industry
ABB présente une large gamme de solutions maritimes.34 TechniShow
ABB Robotics présente ses innovations.
L’année…35 Au tour de l’année 1891
Il y a 125 ans était fondée Brown Boveri, qui forma plus tard ABB.
3ABB et cetera 1|16
Sommaire

Le groupe d’utilisateurs d’ABB vise une dimension européenneAGG, le groupe d’utilisateurs d’ABB qui rassemble tous les utilisateurs finaux d’ABB (800xA) du Benelux, souhaite mettre en place un véritable réseau de relations. Cette structure présente de nombreux atouts pour les entreprises participantes comme pour ABB.
Le groupe d’utilisateurs d’ABB : lieu d’échange pour les utilisateurs finaux.
4 ABB et cetera 1|16
Prise de pouls

L’AGG a été créée en 1997 à la suite d’un sommet organisé à Västerås quatre ans plus tôt par ABB pour les sociétés de distribu-
tion d’eau », explique Cor Smit, président de l’AGG et employé au sein de Waternet Amsterdam. « Les premiers membres étaient uniquement des sociétés de distri-bution d’eau. Par la suite, d’autres entre-prises publiques comme le Rijkswaterstaat (l’administration des ponts et chaussées), des administrations des eaux et Gasunie leur ont emboîté le pas. Aujourd’hui, l’AGG compte également des sociétés indus-trielles. Au total, 17 entreprises sont affiliées à l’AGG. Après une période de fonctionne-ment sans président désigné, les membres de l’AGG m’ont élu comme président en 2013, Wichert Kanis de WMD est devenu secrétaire et, avec le concours de Cuno van den Hondel, Business Development Specialist Water & Services chez ABB, nous avons donné un second souffle à l’AGG. »
Idées et innovations « L’un des objectifs fixés à l’origine était/est de mieux informer les membres sur les orientations prévues par ABB dans un avenir proche et de mettre en évidence les perspectives définies pour les cinq prochaines années. Mais l’AGG souhaite également donner la possibilité à ABB de s’exprimer sur des fonctionnalités souhai-tées ainsi que sur de nouvelles idées et innovations. Les entreprises membres pré-sentent toutes des profils très différents, mais elles sont confrontées dans la pra-tique aux mêmes problèmes et questions, dont ‘comment gérer le problème récurrent de l’actualisation plus ou moins obligatoire du logiciel utilisé et des éventuelles adapta-tions de matériel qui en découlent ?’ » « ABB produit une nouvelle version du système 800xA tous les trois ans. Les en-treprises n’attendent cependant pas tou-jours ce moment-là pour remplacer leur système car la préparation et la réalisation d’une mise à niveau prennent beaucoup de temps et représentent un investissement important. Cette migration peut, en outre, entraver le bon déroulement des activités et réduire la disponibilité d’une entreprise. Le fait de recueillir ce type de questions nous permet d’attirer l’attention d’ABB sur la situation des utilisateurs finaux. Les entre-prises appréhendent mieux la vision à long terme d’ABB et peuvent donc adapter leur gestion et leurs futurs investissements en ce sens. Ce qui est abordé entre nous n’est pas dévoilé en dehors du groupe. L’année dernière, chez Waternet, nous avons eu un
problème de gel des entrées et sorties des profibus, mais aucune alarme ou indication de panne n’était signalée. Grâce au groupe, nous nous sommes rendu compte que d’autres entreprises avaient également été confrontées à ce type de situations. ABB a dès lors tout de suite compris qu’il s’agis-sait d’un problème plus important. »
Un lien direct Le groupe d’utilisateurs a aussi une im-portante fonction de réseautage, comme l’explique Cor Smit : « Nous pouvons par-tager rapidement et très facilement des expériences et des réponses grâce à notre propre compte Yammer. Nous exploitons les connaissances de chacun, notamment dans les domaines de l’étude du système, des connexions avec d’autres systèmes, de la standardisation, des questions or-ganisationnelles et des solutions aux pro-blèmes récurrents. Nous suivons les der-nières innovations. En 2014, nous avons redynamisé l’AGG en organisant un évé-nement AGG autour de la cybersécurité pour les entreprises publiques aux Pays-Bas en partenariat avec Waternet, ABB, Dunea NV, Waterschap Hollandse Delta et Hudson Cybertec. Cette initiative a été un grand succès et a attiré pas moins de 120 entreprises participantes. ABB a ap-porté sa contribution en nous fournissant du matériel et notamment une démons-tration de piratage. Cette démonstration, ABB a pu de nouveau la présenter récem-ment à la demande de la Vewin, l’organi-sation qui défend les intérêts des sociétés de distribution d’eau. »
Réunion des utilisateurs européens « Actuellement, nous concentrons nos activités sur le Benelux, mais nous aime-rions mettre en place une AGG dynamique à l’échelle européenne d’ici cinq à dix ans », confie son président. « Cette évolution de-vrait surtout être le fruit du bouche-à-oreille. Actuellement, nous nous réunissons en as-semblée trois fois par an, durant une jour-née complète. Si nous nous développons, nous pourrions, par exemple, organiser une réunion des utilisateurs européens deux fois par an. Chaque date anniversaire de l’AGG est célébrée comme il se doit. Nous nous sommes déjà rendus pour l’occasion à Västerås (2002), Ratingen (2006), Berlin (2007), Göteborg (2009) et Mannheim (2012). Mannheim est d’ailleurs une desti-nation régulière pour l’AGG : nous y retour-nons tous les 1,5 à 2 ans afin d’y rencontrer les développeurs de produits et le départe-ment R&D d’ABB. »
Et Cuno van den Hondel d’ajouter : « Les rencontres sont consacrées au vo-let technique, mais aussi aux procédés. Je soutiens l’AGG autant que je peux. Je lui fournis du matériel au nom d’ABB car notre entreprise est bel et bien le sujet central de ce groupe. ABB peut ainsi continuer à évoluer et à optimiser les solutions qu’elle propose à ses clients. Les ventes ne sont pas la priorité absolue au cours de ces ré-unions. Le groupe d’utilisateurs représente une importante valeur ajoutée pour ABB. Nous aimons évoluer en suivant les ten-dances du marché et notre participation à l’AGG revêt un rôle prépondérant à cet égard. Avec les utilisateurs finaux, nous pouvons répertorier la manière dont les systèmes sont réellement utilisés, de quoi ils ont besoin et quelles conséquences cer-taines adaptations peuvent avoir sur ceux-ci. Je rassemble les informations et feed-back des utilisateurs finaux de manière structurée pour le département R&D d’ABB et recherche les compétences adéquates pour aborder ces différents points. Ces utilisateurs peuvent donc exercer indirecte-ment une influence sur les dernières avan-cées et améliorations. Les Pays-Bas sont souvent à la pointe de l’innovation et du développement. Il est donc précieux pour nous d’entretenir un dialogue avec ces utili-sateurs finaux ». Les entreprises qui veulent devenir membre de l’AGG ou recevoir davantage d’informations peuvent prendre contact avec Cuno van den Hondel ([email protected]).
Les entreprises membres de l’AGG :
• Waterleiding Maatschappij Drenthe• Sibelco (België)• Waternet • Dunea NV• NV Nederlandse Gasunie • Hoogheemraadschap van Delfland • Tata Steel • Waterschap Hollandse Delta• Trinseo• DOW• Waterbedrijf Groningen• Eastman Chemical• Friesland Campina• Waterschap Rijn en IJssel• Rijkswaterstaat• Electrabel NV (België)• ENGIE
5ABB et cetera 1|16
Prise de pouls
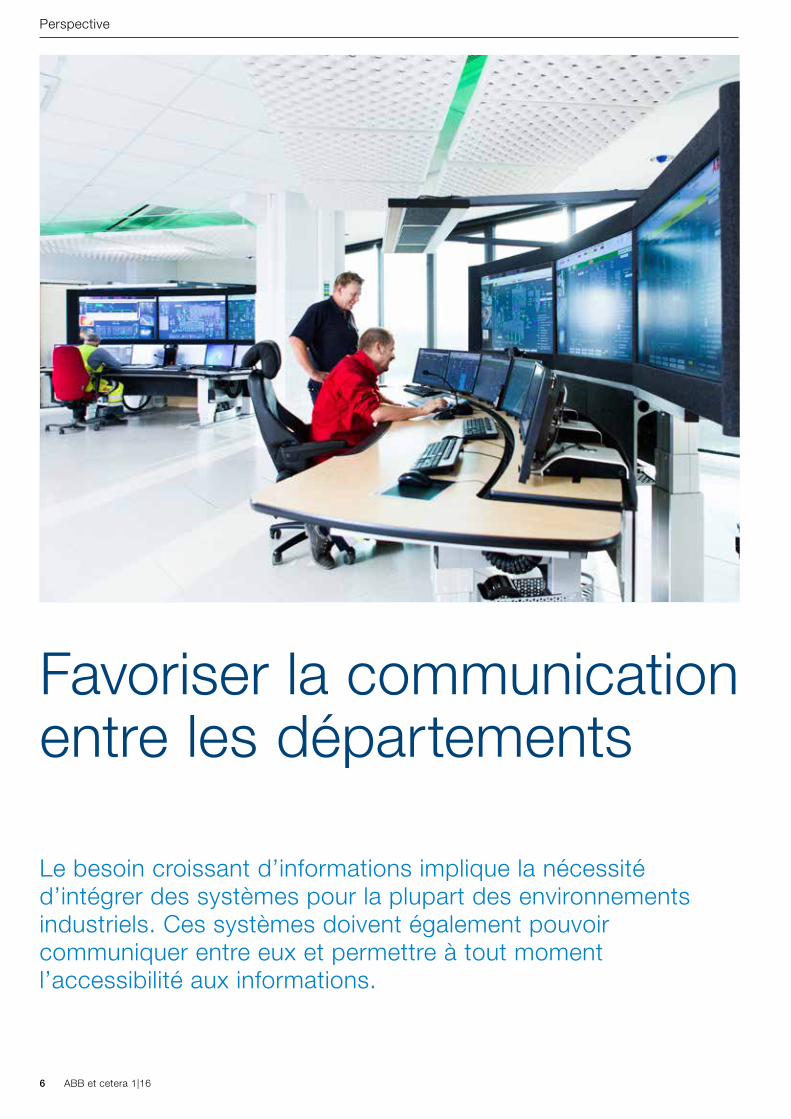
Favoriser la communication entre les départements
Le besoin croissant d’informations implique la nécessité d’intégrer des systèmes pour la plupart des environnements industriels. Ces systèmes doivent également pouvoir communiquer entre eux et permettre à tout moment l’accessibilité aux informations.
6 ABB et cetera 1|16
Perspective

Les environnements de produc-tion modernes sont répartis en plusieurs domaines d’activités et départements, à savoir la direc-
tion, les ventes, l’administration et l’IT, la production et la maintenance. Chacun de ces domaines d’activités utilise gé-néralement ses propres systèmes et son propre « jargon ». Des termes comme KPI (Key Performance Indicator) et Dashboarding sont surtout employés par les Plant Managers, alors que le départe-ment Production parlera plutôt de « OEE » (Overall Equipment Effectiveness) et que le département Maintenance dira, quant à lui, que le nombre d’heures d’utilisation des moteurs électriques peut fournir des données intéressantes. Chaque département au sein de l’en-treprise possède, en outre, ses propres domaines d’intérêt. C’est la raison pour la-quelle différents systèmes ont été conçus pour ces départements. Mais cette confi-guration est souvent à la base des pro-blèmes techniques. Comment faire pour que ces systèmes échangent des infor-mations entre eux et puissent fonction-ner comme un système unique, intégré virtuellement au sein de l’entreprise, pour que les informations nécessaires soient disponibles à l’endroit souhaité ? Souvent, les départements doivent, en effet, encore « traduire » ces données pour qu’elles soient interprétées correctement. Il faut dès lors envisager une solution (coûteuse) qui consiste à créer un logiciel permettant de relier ces différents systèmes. Mais alors, un autre problème se pose : celui de la maintenabilité du système.
Une intégration horizontale L’intégration des différents systèmes techniques est devenue une nécessité de-puis que de plus en plus de départements ont besoin d’informations émanant du procédé de production. L’intégration des MCC (centres de contrôle des moteurs) en est un exemple fréquent. Les répartiteurs d’énergie sont de plus en plus intelligents et donc de plus en plus souvent intégrés à des systèmes d’automatisation des
procédés. Les différents fournisseurs ont d’ailleurs développé, à la fin des années quatre-vingt, des passerelles standard permettant ce type de connexion entre les différents systèmes. Les principaux fournisseurs de MCC ont élaboré des passerelles standard pour que la plupart des protocoles de bus tels que Modbus, Profibus, Profinet et OPC puissent être in-tégrés aux systèmes de bus déjà standar-disés pour le client. Jaap Smit, Segment Manager Low Voltage Systems chez ABB, vend aux Pays-Bas l’un des premiers MCC intégrés, baptisé Insum. « À la fin des an-nées quatre-vingt, les plateformes de fo-rage des industries pétrolières et gazières avaient surtout besoin de MCC intelligents et compacts », précise-t-il. « D’abord, en raison du manque d’espace, puis à cause d’un besoin accru d’informations. L’étape suivante a été d’intégrer les MCC avec les systèmes de contrôle des procédés. Grâce à ces informations, il était possible de mieux répondre à certaines probléma-tiques telles que l’optimisation, la disponi-bilité et l’efficacité. »
Caractère ouvert La plupart des informations doivent ve-nir du procédé et donc des systèmes de contrôle des procédés, ou systèmes DCS (Distributed Control Systems). Le caractère ouvert des systèmes DCS est nécessaire pour pouvoir accéder aux informations re-quises. Par ailleurs, de nombreuses don-nées sont isolées dans les systèmes qui en dépendent directement ou indirectement, comme les MCC. Certains fournisseurs de systèmes DCS ont résolu ce problème en transformant leurs systèmes DCS en sys-tèmes OCS (Open Control Systems), qui facilitent l’intégration d’autres systèmes. Tout le monde a également accès, moyen-nant autorisation, à la base de données centrale où les données sont converties en différents types d’informations. En fonction des données de connexion et du besoin d’informations, celles-ci sont adaptées pour répondre aux souhaits de l’utilisateur. Les systèmes DCS modernes utilisent un logiciel axé sur l’objet. Celui-ci permet
de convertir facilement et automatique-ment les informations pour les différents utilisateurs afin de les faire correspondre aux critères souhaités. Un département pourra, par exemple, consulter la consom-mation énergétique des moteurs, tan-dis qu’un autre département vérifiera le nombre d’heures d’utilisation du même groupe de moteurs ou le statut de la main-tenance. Chaque département peut ainsi utiliser ses propres applications pour col-lecter des informations utiles et compré-hensibles à partir des différents systèmes.
Avantages ADM Cocoa, l’un des plus gros pro-ducteurs de cacao au monde, possède deux implantations aux Pays-Bas, l’une à Koog aan de Zaan et l’autre à Wormerveer. Hans Bleijendaal, Global Manager Process Automation, jouit d’une solide expérience en matière d’intégration des différents sys-tèmes au sein de son entreprise. Pour lui, cette solution ne présente que des avan-tages : « Le système DCS 800xA d’ABB est notre système central. L’intégration d’autres systèmes est relativement simple grâce au concept axé sur l’objet et du fait qu’il s’agit d’un système ouvert. Nous avons intégré les MCC dans le procédé pour nos implantations de Koog aan de Zaan et de Wormerveer. »
Maintenabilité du système Grâce à cette intégration, toutes les informations sont disponibles de manière centralisée. Hans Bleijendaal précise : « La centralisation de toutes les informations permet non seulement d’éviter les pannes et d’accélérer leur résolution, mais elle faci-lite également la maintenance de l’applica-tion du procédé. » Au sein de l’environne-ment de production d’ADM, on ne trouve donc aucun PC séparé, fonctionnant avec un logiciel peu clair ou non standardisé. Peter Schaak, Chef E&I chez ADM Cocoa, est également favorable à l’intégration des MCC. ADM avait opté à l’époque pour un MCC intelligent d’ABB (de type MNS-IS) permettant de relier tous les signaux des moteurs au système d’exploitation cen-
7ABB et cetera 1|16
Perspective

tral. « Grâce à ce dispositif, nous n’avons besoin d’aucune interface séparée, ce qui représente une économie considérable sur les coûts de maintenance », précise-t-il. La possibilité de pratiquer une main-tenance préventive est également l’un des atouts de cette intégration. Peter Schaak poursuit : « Grâce au système DCS cen-tral, nous avons reçu un signal préalable d’un relais moteur qui, à première vue, fonctionnait encore correctement. Lorsque nous l’avons examiné, il est effectivement apparu que la durée de commutation était à la limite. Le remplacement préventif du relais nous a permis d’éviter un arrêt de la production. »
Une communication réciproque ADM a déjà planifié un prochain projet d’intégration : celui d’un module de main-tenance, à savoir Maximo, au sein du sys-tème DCS d’ABB. Pour Hans Bleijendaal comme pour Pieter Schaak, cette solution
présente également des avantages. Hans Bleijendaal explique : « Actuellement, les ordres de travaux sont encodés manuelle-ment. Une tâche quotidienne qui demande du temps et n’est pas à l’abri de quelques erreurs. Grâce à l’intégration de Maximo, les opérateurs peuvent consulter directe-ment le statut de maintenance d’un objet à partir du système DCS central. Comme nous travaillons par roulement chez ADM, l’intégration d’un tel système facilite la communication lors du changement des équipes. Si un moteur est en cours de maintenance, les opérateurs peuvent exa-miner son statut à l’aide d’un simple clic. Un autre avantage de ce choix en faveur d’un MCC intelligent est que plus aucune interface de signal n’est désormais néces-saire, ce qui représente une économie en termes d’investissements et de mainte-nance. » ADM n’a-t-elle donc plus aucune requête à formuler pour l’avenir ? Hans Bleijendaal ajoute en souriant : « Les tech-
niciens apprécient quand l’on investit dans une entreprise et ADM est une société moderne pour laquelle les techniques de pointe représenteront toujours une prio-rité. » L’une des prochaines étapes pour Hans Bleijendaal et Peter Schaak sera l’in-tégration des convertisseurs de fréquence au sein du système central.
Une intégration horizontale Les entreprises visionnaires ont choisi d’intégrer divers systèmes dans différents domaines. ADM Cocoa a compris que l’intégration horizontale des systèmes fa-vorisait le transfert vertical d’informations. Le besoin croissant d’informations ne fera que renforcer la nécessité d’intégrer les divers systèmes et applications. ABB a démontré que son système ouvert DCS 800xA pouvait constituer un relais entre les différents départements de l’entreprise. De belles opportunités se profilent donc pour le fournisseur de système DCS.
Centre de contrôle des moteurs (MCC) auquel un système DCS 800xA d’ABB a été intégré.
8 ABB et cetera 1|16
Perspective

Les robots d’ABB fabriquent des cantres de métiers à tisser sur mesure
9ABB et cetera 1|16
Au travail
Livraison des commandes en 48 h
Le fabricant de métiers à tisser Michel Van de Wiele NV/SA, établi à Marke près de Courtrai, est l’un des leaders du secteur textile. Un projet complexe a été réalisé récemment avec la collaboration de l’intégrateur de systèmes Van Hoecke Automation. Deux robots d’ABB ont ainsi été intégrés dans une ligne d’automatisation pour la fabrication des cantres d’un métier à tisser.
Le temps des métiers à tisser en-tièrement mécaniques appartient bel et bien au passé. Aujourd’hui, l’électronique et les logiciels d’ex-
ploitation s’imposent de plus en plus. Pour être compétitive avec les pays où la main-d’œuvre est meilleur marché, Van de Wiele NV/SA investit en permanence dans l’au-tomatisation et les nouvelles technologies. Aucune machine fabriquée n’est identique à une autre. La fabrication des cantres est un procé-dé complexe. Des cadres métalliques sont coupés sur mesure, acheminés vers une installation de soudure et ensuite laqués. Dans un second temps, ils sont pourvus de grilles, puis emballés et conditionnés en palettes. Les composants séparés d’un cantre sont également coupés sur mesure, laqués, empilés et emballés sous forme de kit. Jusqu’il y a quelques années, c’était encore une ligne de production manuelle, répartie sur différentes implantations de la société Van de Wiele.
Réduction du délai de procédure « Nous avons intégré six types de ma-chines : deux lasers tubes, un robot de soudage avec calibre automatique, une ligne de laquage par poudrage, une ligne d’assemblage, un entrepôt automatique et une machine de conditionnement. Les deux robots d’ABB fonctionnent dans cet ensemble, explique Dieter Wittouck, res-
ponsable de la production chez Van de Wiele. C’est ainsi que nous fabriquons des kits prêts à l’emploi pour nos clients. Un tel kit contient près de 2.000 éléments, tous parfaitement imbriqués les uns dans les autres. Grâce à cette nouvelle méthode de travail, le délai de procédure s’en trouve considérablement réduit. Nous fabriquons un kit complet par jour. Auparavant, il fal-lait deux semaines. Le client peut donc, en principe, passer sa commande aujourd’hui et recevoir son kit 48 heures plus tard. Les coûts de production ont également bais-sé puisque le travail manuel a lui aussi été réduit. C’est également une bonne chose pour les opérateurs, qui souffrent désor-mais nettement moins du dos. Qui plus est, nous travaillons aujourd’hui pratique-ment sans stock intermédiaire. »
Un projet échelonné L’intégration de la ligne de production a fait l’objet d’une préparation minutieuse. Van Hoecke Automation et ABB sont par-tenaires depuis plus de vingt ans. Et Van de Wiele connaît également très bien les robots d’ABB. « Les premiers entretiens remontent à 2011. Nous avons travaillé ensemble sur ce projet pendant un an et demi. Comme il s’agissait d’un travail sur mesure, nous avons décidé de le ré-partir en plusieurs phases, confie Steven Van Cauwenberghe, chef de projet chez Van Hoecke Automation. L’un des pre-
miers défis a été de placer les grilles dans les cadres. Un travail qui requiert la plus grande précision. Pour permettre une ins-tallation robotisée, nous avons dû appor-ter une série de changements au produit initial. » Dieter Wittouck précise : « On peut véritablement parler de design to automate. Passer d’une activité manuelle à une fabrication automatisée nécessite toujours une adaptation. Sur le plan fonc-tionnel, nous n’avons toutefois fait au-cune concession. »
Un logiciel spécifique La communication pour coordonner le workflow a également fait l’objet d’une réflexion approfondie. Nous avons dû concevoir un logiciel spécifique pour l’in-terface entre les robots et les différentes unités de production. « Nous avons créé un modèle générique, précise Dieter Wittouck. De nombreuses manipulations fonctionnent avec des paramètres qui, en fonction du produit, doivent être gérés au-tomatiquement à partir des différents pro-grammes de découpe, de soudage et de laquage. Comme de nouveaux produits font leur apparition tous les jours et que nous souhaitions limiter nos interventions autant que possible, le modèle générique devait être capable de coordonner lui-même le workflow. » Les adaptations nécessaires ont com-pliqué le respect du timing. Mais comme
10 ABB et cetera 1|16
Au travail

le projet s’est déroulé en plusieurs phases, il y a néanmoins eu suffisamment de pos-sibilités pour intégrer des solutions mû-rement réfléchies. « Nous avons quelque peu sous-estimé le degré de complexité de cette intégration. Nous avons évalué toutes les phases consciencieusement pour déterminer la faisabilité et nous as-surer que le résultat final répond bien aux besoins et aux desiderata de Van de Wiele. Cette adaptation a pris du temps, mais il s’agit d’un modèle entièrement per-sonnalisé pour lequel il n’existait aucune solution préétablie », précise Linda Van den Berghe, Managing Director chez Van Hoecke Automation.
Sécurité Les deux robots sont installés chacun dans une cabine munie d’une porte d’ac-cès, d’un verrouillage électrique et d’un module de commande. Il est ainsi possible de les arrêter à tout moment. « Laisser un robot fonctionner à proximité des opéra-
teurs sans le moindre dispositif de sécurité peut être dangereux », confie Geert Huyck, Sales Engineer chez ABB. « Un robot en mouvement déploie beaucoup d’énergie et ne s’arrête pas instantanément lorsqu’il heurte un collaborateur. C’est la raison pour laquelle l’UE et les pouvoirs publics ont défini des normes et des directives strictes. Il convient donc d’ajouter des protocoles de sécurité aux tâches que doit exécuter un robot. Les robots sont éga-lement équipés du dispositif SafeMove. Celui-ci permet, par exemple, de délimiter la zone d’activité du robot, qui comprend le robot en tant que tel, mais aussi le grap-pin. Van Hoecke Automation possède une grande expérience et une solide expertise dans ce domaine, ce qui constitue une va-leur ajoutée. »
Les robots décident eux-mêmes Aujourd’hui, les robots opèrent sans la moindre fausse note au sein de la ligne de production. À l’aide d’un système de prio-
rités composé de différents paramètres, ils décident eux-mêmes de la tâche à accom-plir en premier lieu, en fonction des pro-duits qui sont fabriqués à ce moment-là. Grâce au modèle générique, le workflow ne doit plus être adapté. Les robots ne sont jamais à l’arrêt et sont supervisés par un opérateur (trois équipes de rotation sont prévues). « Il y a bien sûr encore des tâches manuelles. L’opérateur doit placer les tubes bruts dans la ligne de production et évacuer les produits finis. Il doit éga-lement résoudre les problèmes qui sur-viennent sur la ligne », précise Dieter. « Les tâches manuelles ont toutefois été réduites au strict minimum : l’installa-tion entièrement automatisée fonctionne sans aide extérieure et la préprogramma-tion a été réduite à sa plus simple expres-sion. C’était l’objectif initial et je pense que nous l’avons atteint », conclut-il.
De gauche à droite : Geert Huyck (ABB), Steven Van Cauwenberghe (Van Hoecke Automation), Dieter Wittouck (Michel Van de Wiele) et Linda Van den Berghe (Van Hoecke Automation).
11ABB et cetera 1|16
Au travail

De gauche à droite : Nico Rodenhuis (Vermilion), Jeroen de Bruin (ABB) et Jan Veen (ABB).
12 ABB et cetera 1|16
Au travail
Un exploit accompli en à peine quatre jours
ABB a placé trois nouveaux systèmes d’entraînement ACS1000 chez Vermilion Oil & Gas Netherlands à Garijp (Frise) en assurant elle-même les travaux d’installation nécessaires. Depuis la construction en 1993 de ce site de traitement et de compression de gaz naturel, où le gaz est acheminé depuis des gisements locaux avant d’être mis sous pression, ABB assure la maintenance des systèmes d’entraînement des moteurs et de pratiquement tous les autres composants à fonctionnement électrique.
Les systèmes d’entraînement et autres composants avaient at-teint le terme de leur durée de vie technique et devaient impé-
rativement être remplacés. Un défi de taille, dans la mesure où ABB n’avait que 96 heures pour effectuer l’opération. En effet, compte tenu du nombre de per-sonnes et d’entreprises dépendant du site, il s’agissait du temps d’arrêt maxi-mal autorisé. « La sécurité d’approvisionnement de ce site doit être très élevée, puisque la production se doit d’y être constante », in-dique Jeroen de Bruin, qui travaille pour le Service Drives au sein d’ABB. « La direc-tion de Vermilion aurait même préféré ne pas avoir à arrêter la production du tout. Nous devions donc trouver comment limi-ter le temps d’arrêt à un minimum absolu. Au bout du compte, nous nous sommes vu octroyer 96 heures, ce qui nécessitait une planification minutieuse minute par mi-
nute. Durant les 72 premières heures, nous devions donc retirer l’ancienne installation et connecter la nouvelle. Les 24 heures restantes devaient ensuite servir à réaliser les essais et à redémarrer l’usine. »
One ABB « Nous avons divisé le projet en mo-dules extrêmement réduits, que nous avons exécutés à l’aide d’une planifica-tion particulièrement précise », ajoute Jan Veen, Engineering Manager pour ABB Power Systems et Project Manager pour le projet Vermilion. « Les premières pro-positions avaient déjà été formulées en 2012. C’est à cette époque que l’idée est née de commencer par construire un nouveau bâtiment, qui hébergerait les nouveaux systèmes d’entraînement. Au cours des mois précédant la mise en œuvre, nous avons réalisé tous les tracés de câblage et procédé aux tests de mise en service à froid. Ce projet “One ABB”
a été le fruit d’une collaboration efficace entre Vermilion et les divisions PPPS (Power Products & Power Systems) et DM (Discrete Automation & Motion). »
Unique au monde Jeroen de Bruin : « Nous nous sommes beaucoup concertés, en interne comme en externe, tous disciplines et niveaux confondus. Nous avons également prévu des solutions de secours et un dédou-blement des systèmes, de sorte à pou-voir relancer directement la production en cas de mauvaise surprise. Nous avons littéralement pourvu à toutes les éven-tualités, jusqu’à prévoir un coupe-câble de rechange. Bref, rien n’a été laissé au hasard. L’usine suisse d’ABB avait même veillé à mettre des experts à notre dispo-sition en cas de besoin. Normalement, une procédure de demande est néces-saire, mais nous n’avions pas le temps pour cette démarche. »
13ABB et cetera 1|16
Au travail

« Chacun avait été préparé et savait ce qu’on attendait de lui », nous explique Jan. « Les équipes se sont succédé et ont dormi dans les environs, même quand la fin de leur service était en pleine journée. Tout avait été réglé dans les moindres dé-tails, même les repas. La seule chose qui ne s’est pas déroulée exactement selon le planning a été le raccordement d’une ali-mentation en huile pour les compresseurs, qui a pris un tout petit peu plus de temps que prévu. Mais, pour le reste, tout s’est passé comme sur des roulettes. J’estime que nous pouvons vraiment être satisfaits de tous les aspects de ce projet. C’était un défi unique au monde, qui a également été observé depuis l’étranger. En effet, jamais auparavant un système d’entraînement n’avait été remplacé de la sorte, et encore moins installé en si peu de temps. »
Parfait dès la réception « L’installation a parfaitement fonc-tionné dès sa réception », souligne Nico Rodenhuis, responsable de la maintenance
pour Vermilion et notamment en charge de l’installation. « Nous ne souhaitions pas uniquement remplacer l’installation : il fal-lait aussi qu’elle soit remise à niveau. Nous voulions ainsi nous débarrasser des filtres anti-harmoniques. Tout s’est déroulé pour
le mieux. À nos yeux, ce projet mérite vrai-ment un chapeau bas. Et malgré le niveau d’exigences élevé, tout le monde arpen-tait l’usine le sourire aux lèvres la semaine précédant la mise en œuvre, car chacun savait ce qu’il avait à faire. Nous n’avons rencontré aucun contretemps, et tout a immédiatement fonctionné, dès la remise en service. Autant dire que Vermilion est
fier de pouvoir associer son nom à un pro-jet aussi ambitieux. » « Vermilion doit aussi répondre à des directives très strictes en matière de sé-curité et d’environnement. Ce projet, qui impliquait déjà de nombreuses personnes
et toutes sortes d’équipements, a donc également intégré l’exécution d’inspec-tions. Heureusement, comme chacun sa-vait précisément ce qu’il avait à faire, tout s’est passé sans incident et dans la plus grande fluidité. Les systèmes d’ABB étant fort répandus, il y a fort à parier que nous devrons reproduire cette approche dans le cadre de projets ultérieurs. »
« L’installation a parfaitement fonctionné, dès sa réception » Nico Rodenhuis, responsable de la maintenance pour Vermilion
14 ABB et cetera 1|16
Au travail

ABB et Vermilion rénovent le site de traitement de gaz naturel à Garijp.
Projet record pour ABB et Vermilion Oil & Gas Netherlands
ABB n’a eu que 96 heures pour assurer le retrait de 700 mètres de câbles à haute tension, mais aussi le remplacement d’une grande partie d’entre eux et leur raccordement, ainsi que la réalisation de tests. Trois systèmes d’entraînement à vitesse variable (VSD) de 4 MW âgés de 23 ans ont été remplacés, tandis qu’un simple changement du relais de protection a suffi pour l’installation de 20 kV du même âge. Le tableau de basse tension devait, quant à lui, être
pourvu d’une extension, alors que le nouveau VSD devait être testé et mis en service. Au total, 55 membres d’ABB ont exécuté ces travaux en se relayant 24 h/24. La période d’installation de 72 heures a ainsi vu le déploiement de plus de 1.100 heures de main-d’œuvre, contre 200 pour les 24 heures de mise en service et de redémarrage, le tout sans incident SSE.
15ABB et cetera 1|16
Au travail
16 ABB et cetera 1|16
Au travail

Vento est un client fidèle d’ABB et d’Axymatic. ABB lui fournit les robots et Axymatic en assure l’intégration. La collaboration entre les trois sociétés est un modèle de situation gagnant-gagnant.
Les robots favorisent l’emploi et le chiffre d’affaires
La fédération belge de l’industrie technologique Agoria n’a pas nominé Vento pour le prestigieux Factory of the Future Award
par hasard : l’entreprise mise, en effet, énormément sur l’automatisation. Cette philosophie lui a d’ailleurs permis d’en-granger une croissance spectaculaire. Créée en 1999 seulement, Vento est au-jourd’hui le numéro deux sur le marché européen. Un succès fulgurant auquel les 49 robots d’ABB ne sont, bien sûr, pas étrangers.
Une croissance prospère Vento fabrique des profilés pour les conduits d’air rectangulaires ainsi que des raccords pressés pour les conduits d’air circulaires. La société exporte 95 % de sa production, principalement en Allemagne et en France. « Nous travaillons surtout pour les distributeurs », explique Bart Modde, Production & Technical Manager. « Ces derniers prennent, eux aussi, en charge une partie de la production. Nous fabriquons nous-mêmes les raccords. » La clé du succès de Vento ? Son service, ses délais de livraison et son rapport qua-lité/prix. « En effet, le prix reste toujours le principal argument », précise Bart.
Septante opérateurs répartis en trois équipes tournantes sont chargés de la manipulation des robots. La collabo-ration entre l’homme et la machine est essentielle pour Vento. « La concur-rence est rude avec l’Asie et l’Europe de l’est », précise Bart. « Nous avons dû automatiser nos procédés, notamment à cause des charges salariales élevées en Belgique. Sans nos robots, nous n’aurions jamais pu soutenir la concur-rence. Grâce à l’automatisation, nous n’avons licencié aucun travailleur : notre
croissance a été suffisamment forte pour nous permettre de conserver l’ensemble de nos collaborateurs. »
La clé du succès Un point de vue que partage Martin van der Have, Sales & Marketing Manager Robotics d’ABB : « Pour moi, l’automati-sation est la clé du succès. Les PME (pe-tites et moyennes entreprises) du secteur manufacturier doivent passer par là si elles veulent pouvoir survivre. La robotique est la solution aux problèmes du coût et de
L’intégration s’apprend« Vento est un cas d’école pour l’automa-tisation de l’industrie manufacturière », ajoute Martin van der Have. « L’entreprise est pour ainsi dire autodidacte : elle a franchi le pas de l’automatisation sur la base de conseils judicieux. » Le point de vue de Werner Geeroms a joué un rôle important dans cette décision. En tant que General Manager de l’intégrateur
de systèmes Axymatic, il a accompagné Vento dans son processus d’automatisa-tion. « Nous l’avons aidée à optimiser sa production », résume-t-il. « Nous avons proposé les solutions les plus appro-priées, mené des études préliminaires et défini le meilleur choix au cours des différentes réunions de consultation. »
17ABB et cetera 1|16
Au travail

la disponibilité de la main-d’œuvre, surtout dans les secteurs saisonniers. Si l’on veut préserver les emplois au sein de l’indus-
trie manufacturière, les pouvoirs publics doivent adapter leur politique en ce sens. » Les entrepreneurs montrent l’exemple. Ils savent d’expérience que l’automatisa-tion porte ses fruits. Chez Vento, les robots
d’ABB sont actuellement amortis dans les trois à cinq ans. Une durée qui est parfois réduite à un an seulement dans le cas d’in-
vestissements initiaux dans la robotique. Vento est satisfait des services d’ABB et d’Axymatic. « Si ce n’était pas le cas, nous ne travaillerions pas ensemble depuis dix ans », précise Bart Modde. « ABB est
un partenaire fiable tant sur le plan de la vente que de la maintenance et du sup-port. La meilleure preuve en est l’arrêt ex-trêmement limité de nos robots. Axymatic a, en outre, acquis une telle expérience dans notre secteur que la concurrence a beaucoup de mal à rivaliser avec elle. » Vento entend donc poursuivre sa colla-boration avec ABB et Axymatic. « Si la demande continue d’augmenter, nous de-vrons renforcer notre capacité », conclut Bart Modde. « Dans ce cas, nous ferons à nouveau appel à ABB et Axymatic. Et quoi qu’il en soit, nous avons décidé de colla-borer avec eux pour l’optimisation de notre logistique et de notre production. »
De gauche à droite : Werner Geeroms (Axymatic), Bart Modde (Vento) et Martin van der Have (ABB).
« Sans nos robots, nous n’aurions jamais pu soutenir la concurrence. » Bart Modde, Production & Technical Manager pour Vento
18 ABB et cetera 1|16
Au travail

De gauche à droite : Fabian Haest (Sumitomo), Xavier Vanhove (ABB) et Guy Daemen (ABB).
Un partenariat qui brave les obstacles
Sumitomo Bakelite Europe NV fait partie d’une grande multinationale japonaise cotée en Bourse. Elle produit des résines et polyesters destinés aux applications industrielles depuis plus de 45 ans. Son site de Genk compte 140 colla-borateurs et enregistre un chiffre d’affaires de 85 millions d’euros. Innovation, orientation clients, sécurité, environnement et qualité constituent ses principales priorités. Depuis de nombreuses années, l’entreprise fait appel à ABB pour les systèmes de commande des procédés de son usine.
19ABB et cetera 1|16
Au travail

Le récent passage du DCI System Six au 800xA a toutefois imposé son lot de défis aux deux parties. « Auparavant, les systèmes de
commande se composaient de coffrets électriques offrant une protection contre l’explosion et pourvus de boutons pous-soirs, de relais et de voyants lumineux. Dans les années 90, nous sommes passés au DCI System Six d’ABB, ce qui a ouvert la voie à une automatisation plus pous-sée », explique Fabian Haest, Engineering et Maintenance Manager pour Sumitomo. « Nous avons continué d’utiliser ce sys-tème jusqu’il y a quelques années, mais ABB était depuis passée à une solution plus récente : le 800xA. Si l’infrastructure matérielle de ces dernières années était compatible, l’enveloppe graphique, c’est-à-dire les écrans et l’interface utilisés par les opérateurs, devait être renouvelée. Une mise à niveau était donc recommandée. »
Un avantage sur la concurrence L’avantage du 800xA est qu’il permettait de conserver une partie de l’infrastructure matérielle, réduisant ainsi grandement la nécessité de recâbler. En 2012, Sumitomo a décidé de placer un réacteur supplé-mentaire et de l’accompagner d’un nou-veau système de commande. L’entreprise a comparé le 800xA aux systèmes de deux autres fabricants et a une nouvelle fois choisi de travailler avec ABB. Fabian : « Nous avions, en effet, déjà recouru aux services d’ABB, et notre expérience posi-tive dans le cadre du System Six a joué en sa faveur. Si, durant toutes ces années, les installations s’étaient avérées particulière-ment fiables, nous n’en avons pas moins envisagé sérieusement les autres acteurs du marché. Nous avons comparé les fa-bricants entre eux en mettant chaque fois l’accent sur les mêmes critères, notam-ment la fiabilité, la technique utilisée, le prix et la compatibilité, et c’est ABB qui en est ressortie gagnante. »
Un logiciel sur mesure Le premier projet impliquant le 800xA était l’installation du réacteur 12, utilisé pour la production de résines phéno-liques. ABB nous a dès lors fourni une solution prête à l’emploi. La collaboration de Xavier Vanhove, Application Engineer chez ABB, à celle-ci s’est avérée cru-ciale. Ayant précédemment travaillé pour le Service Department d’ABB, il avait déjà réalisé de nombreuses interventions chez Sumitomo et connaissait donc très bien notre entreprise.
Xavier : « J’ai d’abord programmé deux réacteurs en me servant du réacteur 12 comme projet pilote. En concevant le 800xA, ABB a également mis au point une documentation complète. Il s’agit d’un re-cueil de codes se référant aux fonctions et procédures pouvant être utilisées par les programmes. L’avantage de cette docu-mentation est que les programmeurs ne doivent pas écrire de nouveau code pour les opérations standard. Et moins vous devez apporter d’adaptations, moins vous aurez de problèmes lors des mises à jour ultérieures. Toutefois, il est quasi impos-sible de respecter totalement la configura-tion de base. Fabian et moi avons donc adapté la documentation aux besoins de Sumitomo pour que le code soit le plus ef-ficace possible. »
Plan de transition accéléré Dans la mesure où Xavier travaillait sou-vent sur le site, il lui était très facile de com-muniquer avec Fabian, ce qui a accéléré la procédure de concertation. Une fois le réacteur 12 en place, le projet de transition échelonnée visant à faire passer le reste du site au nouveau système a pu être dé-marré. Toutefois, un grave incendie inter-venu en février 2015 a tout à coup donné un coup d’accélérateur à sa progression. « Nous venions de mettre en œuvre une version allégée pour le réacteur 2. Le sys-
tème de commande datait des années 80 et fonctionnait encore au moyen de relais et de boutons », indique Fabian. Les dégâts engendrés par l’incendie ont été importants et ont entraîné l’arrêt de l’ensemble du procédé de production. Ce n’est qu’après quelques semaines de nettoyage que l’usine a pu redémarrer par phases. « Nous avons alors décidé d’affecter Xavier au site de manière per-manente », précise Guy Damen, Account Manager pour ABB. « Il s’est avéré d’une
aide précieuse lors de la remise en route et a été d’un véritable secours pour Fabian. Ensemble, ils sont parvenus à mettre le re-nouvellement du système sur les rails et à le déployer de manière accélérée malgré des délais très serrés. »
Une visualisation des enclenchements L’incident s’est, en fin de compte, avéré une bonne occasion d’intégrer des sécuri-tés supplémentaires et de remédier à une série de défauts du passé. « Le nouveau système permet de visualiser encore plus clairement les enclenchements, à savoir les fonctions qui permettent d’interconnecter l’état de deux mécanismes ou fonctions, comme les vannes de réglages », explique Xavier. « Ainsi, si une vanne s’ouvre, les autres sont automatiquement fermées. La visualisation des enclenchements est gé-nérée de manière automatique par le sys-tème, ce qui rend le tout à la fois plus sûr et plus efficace. Par ailleurs, chaque en-clenchement porte un nom bien spécifique et est facile à consulter. » D’un point de vue graphique égale-ment, les changements sont relativement impressionnants. Les écrans qu’utilisaient auparavant les opérateurs étaient basés sur de nombreux codes de couleur, ce qui compliquait parfois la visualisation. Fabian : « Aujourd’hui, tout est bien plus clair et bien plus fonctionnel ; l’opérateur
voit uniquement ce qui l’intéresse. Ce n’est que lorsqu’un problème intervient qu’un symbole s’illumine en rouge. D’un simple clic, l’opérateur peut alors consul-ter le niveau sous-jacent et déterminer ce qui se passe. Avant, une telle opération nécessitait d’en connaître un rayon sur le langage de programmation ! » Résultat : six des quinze réacteurs ont déjà été adaptés, et le reste suivra dans les trois prochaines années.
« Auparavant, les systèmes de commande se composaient de coffrets électriques offrant une protection contre l’explosion et pourvus de boutons poussoirs, de relais et de voyants lumineux. » Fabian Haest, Engineering en Maintenance Manager pour Sumitomo
20 ABB et cetera 1|16
Au travail

Collaborer avec ABBLa présence constante de l’ingénieur d’ABB Xavier Vanhove sur le site de Sumitomo à Genk a été jugée positive par les deux parties. Le principal avantage évoqué est la possibilité d’interagir et de prendre des décisions rapidement. « Mais il faut aussi souligner le fait que cela rend tout simple-
ment le travail plus efficace », indique Xavier. « Lorsque je travaille pour un autre client, je commence par programmer un bout de code, que je lui soumets. Je reçois ensuite ses remarques et les intègre à mon travail. Toute cette procédure nécessite du temps supplémentaire. Ici, j’ai la possibilité d’abor-
der directement les problèmes et solutions avec Fabian, ce qui accélère grandement le passage de tous les réacteurs au nouveau système. » Chez Sumitomo, l’implication de Xavier est très appréciée. Fabian : « Il lui est même déjà arrivé de venir travailler le jour du Nouvel An. »
Xavier Vanhove (ABB) et Fabian Haest (Sumitomo).
21ABB et cetera 1|16
Au travail

Une efficacité et une flexibilité accruesABB a commandé un navire à la pointe de l’innovation pour développer ses activités de câblage offshore. Ce câblier fabriqué entièrement sur mesure augmentera encore davantage l’efficacité et la précision du travail accompli.
22 ABB et cetera 1|16
Les merveilles du monde

Le SALT 306 va permettre à ABB de se distinguer dans le domaine des câbles haute tension offshore.
Les câbles haute tension sous-ma-rins jouent un rôle important dans la transmission de l’électricité sur de longues distances. Un domaine
dans lequel excelle ABB, dont l’expertise et le savoir-faire remontent à 1983. La conception du navire a été confiée à Salt Ship Design et sa construction au chantier naval de Kleven à Ulsteinvik (Norvège). La livraison de cette merveille technologique est prévue pour 2017. « Grâce à ce bateau équipé de la toute dernière technologie d’ABB, nous allons pouvoir nous distinguer encore davan-tage dans le domaine des câbles haute tension offshore. Il nous permettra, en effet, d’augmenter notre flexibilité, notre précision et notre capacité », confie Claudio Facchin, responsable d’ABB Power Systems. « Par ailleurs, nous fe-rons également preuve d’une plus grande efficacité opérationnelle et serons en me-
sure de fournir un meilleur service à la clientèle. Mais nous veillerons aussi à une croissance rentable qui soit conforme à notre Next Level Strategy. » Ce navire câblier, le SALT 306, exploi-tera plusieurs des principales techno-logies marines d’ABB et inaugurera une nouvelle norme en matière de fiabilité et de précision. Il sera équipé de citernes antiroulis et les activités sous-marines pourront être exécutées et suivies par un appareil commandé à distance grâce à l’installation de caméras et d’un sonar. Il ne sera donc plus nécessaire de recou-rir aux services de plongeurs. Le navire sera équipé d’une automatisation entière-ment intégrée fournie par ABB elle-même et accueillera trois unités Azipod pour la propulsion. Un dispositif de stockage de l’énergie électrique pour les activités ma-ritimes permettra également de réduire les émissions du navire de 27 %.
Un câblier doit impérativement pou-voir maintenir sa position avec la plus grande précision. C’est la raison pour la-quelle la technologie de positionnement dynamique la plus performante (DP3) a été prévue. Le navire sera, en outre, équipé de manière à pouvoir maîtriser un éventuel incendie ou inondation, sans compromettre sa position ni les autres systèmes essentiels. Grâce à des cap-teurs ainsi qu’à du matériel et à un logi-ciel de surveillance, les données seront envoyées par satellite vers le continent afin que les centres d’assistance tech-nique puissent travailler en étroite col-laboration avec le navire. À bord, un logiciel de pointe intégrera des fonction-nalités de surveillance et de prévision du comportement du bateau ainsi qu’un système d’aide à la décision.
23ABB et cetera 1|16
Les merveilles du monde

Peter van der Heijden (Project Manager ABB), et Marcel Koolen (Local Business Unit Manager PSPG).
Le 30 novembre 2014, un incendie s’est déclaré au sein d’AEB Amsterdam (AEB). L’incident n’a pas fait de blessés, mais l’intérieur de la cellule basse tension de l’épuration des gaz de fumées de deux des quatre lignes de la centrale a été réduit en cendres, ce qui a causé d’importants dégâts.
ABB garantit l’approvisionne-ment énergétique en hiver
24 ABB et cetera 1|16
Encore et toujours

L’incendie de la centrale énergé-tique située dans la partie ouest de la zone portuaire s’est déclaré vers 20 h 15 et n’a pu être maîtrisé tota-
lement qu’à 7 heures, le lendemain matin, en raison de sa complexité. La centrale se compose de plusieurs cellules compactes et possède des lignes à haute tension, ce qui pouvait entraîner un court-circuit. Cette configuration a considérablement compliqué le travail des pompiers.
Tout a été détruit « Après l’incendie, nous avons reçu un appel d’AEB », explique Marcel Koolen, Local Business Unit Manager PSPG. « Les dommages devaient encore être ré-pertoriés, mais il est rapidement apparu que, pendant une durée prolongée, nous ne pourrions pas recycler la même quan-tité de déchets qu’auparavant. Le fait que cet incident soit survenu au mois de novembre a encore aggravé les choses. La centrale fournit, en effet, le chauffage urbain et la demande énergétique est net-tement supérieure en hiver par rapport au reste de l’année. » « Je me suis immédiatement rendu sur place pour discuter avec la direction, poursuit Marcel Koolen. La cellule était entièrement détruite. Tout était carboni-sé, depuis le dispositif informatique au sol et les armoires hébergeant le système jusqu’au plafond. Au départ, nous espé-rions que la centrale pourrait à nouveau fonctionner normalement après un bon nettoyage, la réinstallation et la remise en service des équipements. Mais les tra-vaux de réfection se sont révélés plus im-portants que prévu. Il a, par exemple, fallu renouveler tous les câbles qui avaient été légèrement brûlés. En effet, si le point de
départ a fondu, il faut remplacer le câble jusqu’au point final. Les dégâts causés par l’eau et la suie étaient également considérables. »
Quatre mois de réparation « Nous avons élaboré sur place une première ébauche du plan de réhabilitation. Nous savions que la tâche serait ardue, notamment parce que des équipes d’ABB et de l’entrepreneur BAM allaient devoir travailler ensemble pour mener à bien ce projet dans les plus brefs délais. AEB vou-lait réduire le nombre d’intervenants pour
pouvoir conserver la mainmise sur la situa-tion. J’ai proposé que l’on s’adresse à moi pour toute question à soumettre à la direc-tion d’ABB. » « AEB pouvait, en outre, s’adresser à moi pour les questions qui concernaient spécifiquement le projet », explique Peter van der Heijden, Project Manager chez ABB et responsable de la direction et de la coordination de toutes les parties pre-nantes d’ABB concernées. « Tout devait être évacué : les MCC, les diviseurs de basse tension, le câblage, les unités de climatisation, les conduits d’air, le système d’automatisation, et j’en passe. Nos col-
lègues de Low Voltage, qui fournissent, par exemple, les centres de contrôle des moteurs et les divisions de basse tension, étaient déjà prêts à intervenir dès le lende-main. Au total, une trentaine de personnes d’ABB ont été mobilisées. Pas seulement la division Low Voltage, mais aussi nos collègues allemands, qui étaient chargés de l’installation, des tests et de la mise en service des équipements. » « Juste après l’incendie, il a fallu éva-luer rapidement la durée pendant laquelle cet espace resterait hors service. AEB, comme l’assureur, avaient tout à gagner
en concluant un bon arrangement. La date butoir a été fixée au 12 avril 2015, soit un peu plus de quatre mois après l’incendie. À cette date, tous les tests devaient avoir eu lieu et l’installation devait être prête pour la mise en service », poursuit Peter.
La sécurité avant tout Un délai court, mais permettant mal-gré tout d’accorder une priorité essen-tielle à la sécurité. Durant les premières opérations de nettoyage, AEB s’est ren-du compte qu’un délai trop serré pouvait comporter des risques. C’est pourquoi toutes les parties se sont d’abord réunies
« Nos directives de sécurité ont été mises à l’épreuve par la nécessité de mener à bien un projet d’une telle complexité dans un délai limité » Marcel Koolen, Local Business Unit Manager PSPG
25ABB et cetera 1|16
Encore et toujours
26 ABB et cetera 1|16
Encore et toujours
afin de déterminer les risques. Ensuite, le volet sécurité a fait l’objet d’une concer-tation particulière. Les procédures de permis de travail existantes ont été exa-minées avec la plus grande attention. Tous les collaborateurs ont été briefés : ils devaient immédiatement signaler les incidents ou situations potentiellement dangereuses et, si nécessaire, stopper directement le travail.
« ABB, BAM et AEB ont mené une concertation fructueuse et fourni un ex-cellent travail en matière de sécurité », précise Peter van der Heijden. « Face à un danger potentiel, plus personne ne bougeait le petit doigt nulle part. Les trois entreprises concernées ont fait de la sé-curité une de leurs priorités et ont donc accepté que les travailleurs interrompent leur travail en cas de doute. À un mo-ment donné, il était prévu que différentes équipes soient à pied d’œuvre le week-end, mais les responsables de projet avaient des doutes. AEB a donc renoncé à faire travailler ses équipes en dépit des coûts supplémentaires que cette décision entraînait. » Marcel Koolen ajoute : « Parfois, des dizaines de personnes étaient occupées
en même temps dans un espace de quelques mètres carrés seulement. Mais cela n’a jamais créé de problèmes ni de tensions. AEB avait défini un objectif clair, mais il n’a jamais été question d’amendes ou d’autres mécanismes de dédommage-ment si le délai n’était pas respecté. D’un autre côté, si nous pouvions accélérer la procédure à un moment donné en faisant appel à davantage de collaborateurs,
nous le faisions sans hésiter. AEB nous a fait confiance et nous a laissé carte blanche. Malgré le délai de procédure restreint, nous avons tout de même pris soin d’examiner les différentes possibili-tés d’adaptation ou d’amélioration. »
Une mise à l’épreuve pour les directives de sécurité « Ces travaux de réparation ont éga-lement représenté un véritable défi pour nos usines », ajoute Peter van der Heijden. « Tous les composants réalisés sur mesure devaient à nouveau être fabriqués et testés rapidement. Nous devions pour cela déga-ger la capacité nécessaire et revoir le plan-ning existant. En temps normal, une usine fabrique, par exemple, une série de vingt exemplaires d’un certain appareil. Mais
nous avons dû changer complètement notre méthode de travail puisque les diffé-rents appareils devaient être assemblés et livrés dans l’ordre dans lequel ils devaient être installés. Les usines ont géré cette si-tuation avec un grand professionnalisme. » « Nos directives de sécurité ont été ru-dement mises à l’épreuve par la nécessi-té de mener à bien un projet d’une telle complexité dans un délai limité », poursuit Marcel Koolen. « Mais cela nous a égale-ment permis de nous rendre compte que la sécurité n’était pas un domaine figé. Celle-ci doit effectivement faire l’objet de réflexions régulières et les solutions exis-tantes doivent parfois être revues en fonc-tion des nécessités. La collaboration avec plusieurs parties implique la nécessité de prendre en considération toutes les di-rectives, d’élaborer parfois de nouvelles solutions et de conclure des accords communs. Même si l’on a pensé à tout et couché ces éléments sur papier, la sécurité reste avant tout une question de vigilance, de bon sens et d’interprétation. Ce qui m’a d’ailleurs frappé lorsque j’ai consulté les photos prises lors des différentes phases de la reconstruction, c’est qu’aucun tra-vailleur n’a dérogé aux prescriptions de sécurité. Toutes les instructions en matière d’équipement de protection, d’outillage ainsi que les procédures ont été suivies à la lettre. » « En fin de compte, le projet a été ré-alisé conformément au plan et tout a été installé dans le délai imparti. AEB en a été très satisfaite et nous a félicités pour le bon travail fourni par nos collaborateurs. »
« ABB, BAM et AEB ont mené une concertation fructueuse et fourni un excellent travail en matière de sécurité. » Peter van der Heijden, Project Manager chez ABB
27ABB et cetera 1|16
Encore et toujours
ABB apporte son soutien aux mesures nationales et inter-nationales destinées à réduire et prévenir au maximum les
émissions de CO2 et leurs effets négatifs sur les écosystèmes et la société. Ces ob-jectifs ont d’ailleurs été inscrits dans notre « Statement on Climate Change and Global Warming ». C’est un fait, nos technologies contribuent à limiter le changement cli-matique. Beaucoup de ces solutions ont d’ailleurs déjà largement fait leurs preuves dans la pratique. En étendre l’application pourrait dès lors avoir un effet positif es-sentiel sur l’environnement.
Technologies GRID La solution réside souvent dans une réglementation stricte. Réduire la consom-mation d’énergie des moteurs électriques dans l’industrie, qui absorbe environ un tiers de l’électricité produite à l’échelle mon-diale, générerait des économies équivalant à la consommation électrique annuelle de l’ensemble des ménages de l’Union euro-péenne. Beaucoup des moteurs actuels sont plus grands que nécessaire, mais fonctionnent néanmoins à plein régime. En passant à des moteurs moins énergivores, commandés par un système d’entraîne-ment réglable et permettant d’adapter la vitesse et la puissance à la demande réelle, les économies pourraient être substan-tielles. La mise au point et la généralisation de technologies GRID rationnelles, que ce soit au moyen de solutions convention-nelles ou en micro réseau, devraient ainsi permettre d’optimiser la disponibilité de l’énergie produite durablement.
Agir maintenant Le 30 novembre 2015 a vu le lancement de la 21e Conférence annuelle sur le climat – la fameuse COP21 (pour « Conference of Parties ») – organisée par les Nations Unies à Paris. Cette conférence réunissant les parties de la Convention-cadre des Nations Unies sur les changements climatiques a duré deux semaines et donné lieu à un nouveau traité contraignant sur ce thème. Ulrich Spiesshofer, CEO d’ABB, était un des orateurs invités à Paris. « La lutte contre le changement climatique est ur-gente et doit être organisée au moyen des technologies actuelles. Nous devons tou-tefois veiller à ne pas entraver le passage à des énergies à faibles émissions de CO2 en nous focalisant sur les inconvénients des solutions existantes. Si nous avions laissé une telle attitude prendre le dessus il y a dix ans – lorsque l’énergie solaire n’était absolument pas concurrentielle – nous n’aurions jamais atteint la percée que nous connaissons actuellement, avec des énergies vertes efficaces et abordables », a-t-il indiqué à l’assistance. « Nous devons arrêter de nous ca-cher derrière des “si” et agir maintenant. Pratiquement toutes les techniques néces-saires pour réaliser des solutions durables existent déjà. À présent, il n’y a plus de temps à perdre ; nous devons exploiter les technologies existantes de manière intelli-gente pour pouvoir atteindre nos objectifs à court terme ».
Applications intelligentes au quotidien Au cours de la conférence sur le climat, ABB a présenté quelques-unes de ses so-
lutions contribuant à réduire les émissions de CO2. L’autobus électrique urbain TOSA équipé d’un système de chargement rapide mis au point par ABB a ainsi été dévoilé lors d’une présentation sur la mobilité durable au pied de la Tour Eiffel (2 décembre 2015). Ce bus a été testé à Genève et est en cours de déploiement au Luxembourg. Dans la salle des expositions historique du Grand Palais, située sur les Champs-Élysées, ABB a également fait la démonstration d’appli-cations électriques intelligentes pour les ménages : solutions smart home qui attirent toute l’attention, compteurs intelligents iné-dits, domotique et collecte de données vi-sant à mieux faire correspondre demande et offre énergétiques. Autant de systèmes contribuant en grande partie à un bilan énergétique durable. Les avantages offerts par de telles tech-nologies sont également applicables aux environnements de bureau. En y intégrant des systèmes intelligents, la température, l’éclairage et la consommation d’énergie des équipements peuvent être adaptés bien plus précisément aux besoins réels. Certaines études, comme la « Studie des Zentralverbandes der deutschen Elektrotechnik und Elektronikindustrie (ZVEI) », indiquent par ailleurs que la consommation d’énergie dans les bureaux peut être réduite jusqu’à 80 % grâce à l’utilisation de systèmes d’automatisation bien pensés pour les bâtiments. ABB dis-pose déjà des équipements nécessaires pour un grand nombre de ces solutions...
En lire plushttp://new.abb.com/betterworld
Les technologies pour réduire les émissions de CO2 existent !
ABB possède une longue tradition d’innovation dans l’énergie renouvelable, la rationalisation et les transports publics durables. Autant de domaines dans lesquels nous aidons nos clients à améliorer leur productivité tout en limitant les conséquences néfastes de leurs activités sur l’environnement.
28 ABB et cetera 1|16
For a better world

Ulrich Spiesshofer
29ABB et cetera 1|16
For a better world

Electrification Products
Relais de mesure et de contrôleProtection des moteurs contre la surchauffe et la surcharge
Les relais de mesure et de contrôle d’ABB assurent une protec-tion optimale des moteurs contre la surchauffe. Les relais sont connectés aux capteurs PTC du moteur pour une évaluation di-recte de sa température. Les différentes conditions possibles, comme la surchauffe, la surcharge et le refroidissement insuffisant, peuvent ainsi être contrôlées et surveillées. Les relais sont adaptés à toutes sortes d’applications industrielles, infra, maritimes et ATEX (selon le produit).
Visionnez la vidéo en scannant le code QR ou via le lien :www.youtube.com/watch?v=lPR10uiio90
Avantages − Fonctionnement fiable des moteurs − Indication simple du statut de différents
dysfonctionnements − Possibilité d’utilisation en milieu présentant un
risque d’explosion − Détection dynamique intermittente par fil − Vaste contrôle de la tension d’alimentation pour une
plage de 24 à 240 C (CA ou CC) − Surveillance des courts-circuits via le capteur − Signalement des dysfonctionnements au moyen
d’un voyant LED − Possibilité de raccord vissé ou à insertion directeElectrification Products
Commutateurs ABBFamille de commutateurs complète jusqu’à 4.000 A
Avantages − Gamme complète − Une solution adaptée à toutes
les applications
ABB est depuis des dizaines d’années un acteur majeur dans les commutateurs d’une intensité jusqu’à 4.000 A. Notre famille de commutateurs se compose, entre autres, d’une gamme complète de disjoncteurs, commutateurs de charge, interrupteurs section-neurs, inverseurs de source et commutateurs à cames. Les commutateurs d’ABB sont le gage d’un fonctionnement flexible et fiable pour toutes sortes d’applications comme les instal-lations de commutation et de répartition destinées aux infrastruc-tures et à l’industrie, au domaine HVAC, aux stations de pompage, aux centres de données et aux installations photovoltaïques.
Visionnez la vidéo en scannant le code QR ou via le lien :www.youtube.com/watch?v=UcJ6byyUJFI
30 ABB et cetera 1|16
Produit

Measurement & Analytics
Un diagnostic simple et efficaceUn compteur high-tech compact pour mesurer les débits de production de pétrole, gaz et eau en temps réel
Avantages − Absence totale de réactivité − Trois phases de mesure différentes
simultanées − Grande précision − Respect des normes les plus strictes du
secteur gazier et pétrolier − Excellentes performances en cas de
teneur élevée en gaz
ABB lance le débitmètre multiphase VIS pour mesurer, entre autres, en temps réel la production dans le secteur amont du gaz et du pétrole. Le débitmètre multiphase VIS (VEGA Isokinetic Sampling) d’ABB est la solution idéale pour contrôler le débit de production d’eau, de gaz et de pétrole à la source. Il permet de mesurer les trois phases différentes avec une précision inégalée. Ce comp-teur compact fournit les mêmes résultats de mesure précis qu’un séparateur de test conventionnel, sans engendrer de lenteurs et pour un investissement bien moindre. Le VIS d’ABB repose sur une technologie unique brevetée, appelée « méthode d’échan-tillonnage isocinétique », qui permet d’obtenir des données de mesure extrêmement précises sur la base d’un petit échantillon du débit principal et d’une répartition en différentes phases. Conçu en partenariat avec l’entreprise de recherche italienne TEA Sistemi, établie à Pise et active dans le secteur amont du gaz et du pétrole, le débitmètre multiphase VIS d’ABB répond aux exigences les plus strictes du secteur gazier et pétrolier. Il affiche ainsi des performances inégalées dans le domaine du suivi à la source, du contrôle et de l’allocation de la production et de la ges-tion des réservoirs. Le débitmètre VIS est capable de fonctionner sur toutes sortes de gaz humides ayant une fraction volumique de gaz (GVF) supérieure à 80 %, tout en garantissant un résultat optimal, même dans les conditions les plus difficiles. De quoi s’as-surer des performances supérieures lorsque la teneur en gaz est particulièrement élevée.
Absence de radioactivité Le VIS est aussi la meilleure manière d’investir en toute sé-curité dans des réservoirs plus anciens, où la fraction volumique de gaz augmente généralement, et dans des sources pétrolières avec système de remontée de gaz, dont de grandes quantités de gaz sont extraites pendant la phase liquide. Le principal avantage par rapport aux solutions multiphase traditionnelles réside dans le fait que le VIS d’ABB est totalement dépourvu de radioactivité : un élément essentiel pour le transport, le traitement et les procédures de mise en service et de déman-tèlement. C’est également un atout important au moment d’intro-duire une demande d’autorisation d’importation ou d’exportation ou pour la réalisation de travaux de maintenance. Grâce à cette technologie unique et à sa configuration originale, le débitmètre VIS d’ABB est particulièrement adapté aux champs de stockage de gaz, en remplacement des brides à orifice traditionnelles. Par ailleurs, le dispositif fournit des données en temps réel concernant le débit, lesquelles peuvent être utilisées pour améliorer et optimi-ser l’extraction de gaz. Le débitmètre multiphase d’ABB n’est pas limité en termes de dimensions et peut être utilisé sur tous les pipelines usuels. Sa configuration peut également être adaptée pour augmenter la plage de réglage du gaz jusqu’à 100:1, soit la plus élevée dispo-nible sur le marché pour une telle application.
31ABB et cetera 1|16
Produit

Produit
Avantages − Extrêmement précise − Grande rapidité d’exécution − Dimensions compactes − Indice de protection IP54 − Différentes longueurs de bras
disponibles
ABB est heureuse de pouvoir annoncer la disponibilité de sa toute première famille d’automates SCARA (Selective Compliance Articulated Robot Arm) : l’IRB 910SC. Ce nouvel ajout à la gamme d’automates compacts affiche une charge utile de maximum six kilos et est disponible en trois configurations (IRB 910SC – 3/0.45, IRB 910SC – 3/0.55 et IRB 910SC – 3/0.65). Chaque modèle est construit de façon modulable et affiche une longueur de bras dif-férente pour une portée respective de 450, 550 ou 650 mm. « L’IRB 910SC a été tout particulièrement conçu dans une optique de rapidité et de précision », souligne Phil Crowther, Product Manager en charge des petits automates pour ABB. « Sa compacité lui confère les mêmes carac-téristiques de qualité que tous les autres petits automates d’ABB : contrôle d’acheminement supérieur et précision exceptionnelle, le tout s’accompa-gnant d’une empreinte limitée. » La famille d’automates SCARA d’ABB a été conçue pour un large éventail d’applications requérant des mouvements rapides de poste à poste, ainsi qu’une grande précision de répétition. Il s’agit notamment des opérations de chargement et déchargement de palettes ou de machines. Cette série est également idéale pour l’assemblage de petits éléments où précision, fiabilité et rapidité jouent un rôle essentiel. Et elle est tout particulièrement adaptée à l’automatisation des laboratoires et à la délivrance de médicaments. « Par ailleurs, la longueur de bras variable de 450, 550 ou 650 mm laisse au client la flexibilité d’opter pour la solution convenant le mieux à son applica-tion », poursuit Crowther. Chaque configuration affiche un indice IP54 pour une protection optimale contre la poussière et les liquides et peut être fixée à un établi.
Robotics
ABB présente sa famille de petits automates SCARALa nouvelle série d’automates compacts IRB 910 SC (SCARA) est rapide, performante et, comme l’on pouvait s’y attendre de la part d’ABB, extrêmement précise.
32 ABB et cetera 1|16

Hotspot
ABB au Maritime IndustryMaritime Industry est le salon le plus complet consacré à la navigation fluviale et maritime, ainsi qu’au secteur de la pêche. Bref, un événement incontournable pour découvrir les innovations, notamment dans les domaines de la durabilité, de la construction navale, de la réparation/maintenance et de la formation.
Vaste ensemble de produits pour toutes les applications maritimes ABB y sera également présente, avec une vaste offre de solutions maritimes, dont des composants flexibles pour des solutions orientées clientèle en vue de surveiller, commander, mesurer, suivre et gérer l’installation. L’occasion pour ABB de présenter ses produits destinés à op-timiser les performances énergétiques : analyseurs de puissance, interrupteurs magnétiques, démarreurs progressifs,
disjoncteurs moteur, systèmes de surveil-lance d’arc, etc.
Performances et fiabilité Les produits, solutions et services d’ABB destinés aux applications mari-times sont un gage de performances éle-vées et de fiabilité, même en conditions difficiles. Notre réseau mondial vous as-sure, par ailleurs, une assistance rapide, où et quand vous en avez besoin. Enfin, la grande diversité de produits permet
à chaque équipementier, fabricant de tableaux et intégrateur de système de bénéficier d’une solution durable pour toutes ses applications.
Infos pratiques Nous vous invitons à nous rejoindre sur notre stand du 24 au 26 mai 2016 à l’Evenementenhal de Gorinchem. Le salon est ouvert tous les jours de 13 heures à 21 heures.
33ABB et cetera 1|16

Nos solutions d’automatisation au salon TechniShowTechniShow est le plus grand et le principal salon professionnel du Benelux dans le domaine de la production et du traitement des métaux et plastiques au sein des environnements industriels. Pour ABB Robotics, TechniShow est la plate-forme idéale pour présenter ses applications utiles et favorables à une automatisation flexible des procédés de production.
ABB Robotics est le leader de la fourniture d’automates indus-triels et de services associés. Les automates d’ABB prouvent
année après année qu’ils permettent de réduire les frais de production et d’amélio-rer les résultats opérationnels. Par ailleurs, ABB s’est fixé pour objectif de répondre de manière flexible aux besoins changeants des clients et d’intervenir rapidement au
moyen de solutions efficaces. L’automate de coopération YuMi et le robot de sou-dage IRB 2600ID sont deux de ces solu-tions spécifiques placées sous le feu des projecteurs lors du salon TechniShow.
Coopération entre « you and me » Le nouveau YuMi d’ABB est un robot à deux bras, spécialement mis au point en vue d’un rôle de collaboration et d’assis-
tance humaine. Lors de sa conception et de sa construction, les ingénieurs ont tout particulièrement tenu compte de la sécu-rité dans des situations où les humains travaillent main dans la main avec des automates. L’interaction humain-machine promet de devenir une tendance impor-tante dans les prochaines années, et YuMi permet déjà à ABB de disposer d’une so-lution en la matière.
Quand la science-fiction devient réalité : impression 3D d’un pont en acier L’impression 3D est sur toutes les lèvres… La start-up néerlandaise MX3D révolutionne encore plus le procédé en im-primant un pont en acier au moyen d’un robot de soudage IRB 2600ID d’ABB ! Ce pont sera placé sur l’un des canaux d’Amsterdam. Entièrement construit par nos automates, il ne nécessitera l’ajout d’aucun élément préfabriqué. L’application de la soudure robotisée à cette échelle constitue une véritable avancée pour la mise au point de nouvelles techniques de production. Le stand d’ABB vous permet-tra d’admirer tant l’IRB 2600ID qu’un des composants imprimés du pont.
Bienvenue chez ABB Les représentants d’ABB vous accueil-leront du 15 au 18 mars 2016 au salon TechniShow, qui se tiendra au Jaarbeurs d’Utrecht. L’occasion d’y découvrir com-ment l’entreprise repousse les limites de l’automatisation robotisée au moyen d’exemples pratiques.
34 ABB et cetera 1|16
Hotspot

Cette année, cela fait 125 ans que les deux jeunes ingénieurs Charles E.L. Brown et Walter Boveri ont fondé l’entreprise
Brown Boveri & Cie. (BBC) en Suisse – entreprise qui forma plus tard ABB suite à sa fusion avec ASEA. Après un an d’exis-tence, ses effectifs étaient déjà passés à 124 collaborateurs. Son premier gros contrat concernait la construction de deux générateurs de 200 cv (175 kVA), tous deux destinés à l’entreprise locale de production d’énergie, à Baden. Ces deux générateurs ont ainsi permis d’ali-menter le tout nouvel éclairage électrique public de la localité suisse. À l’époque, Baden comptait quelque 4.000 habitants et l’éclairage au gaz était encore la norme. Les générateurs de BBC ont permis d’ali-
menter le nombre inédit de 114 lampes électriques à incandescence et 7 arches lumineuses en énergie propre. Le soir, les rues et places de Baden se sont dès lors mises à briller d’une lumière éclatante en-core jamais vue, sans être polluées par les vapeurs de soufre et d’azote émises par l’éclairage au gaz. La photo illustrant l’intérieur de l’usine, qui date de début 1892, montre une lo-comotive à vapeur actionnant les per-ceuses et fraiseuses au moyen de cour-roies et axes de transmission. L’ingénieur au chapeau melon, Baerlocher, est visible à gauche, près de l’interrupteur action-nant l’éclairage de l’usine. À droite se trouve le premier directeur de l’entreprise, Leutenegger, près du générateur pro-duisant l’énergie électrique destinée à sa
consommation. Ce générateur avait, bien entendu, été conçu par Charles Brown. Beaucoup de choses se sont produites en 125 ans. BBC et ASEA ont fusionné en 1988 pour donner naissance à ABB. Le groupe ABB est aujourd’hui une entreprise internationale disposant d’implantations dans près de 100 pays. À ce jour, il emploie quelque 140.000 personnes. L’entreprise a évolué jusqu’à devenir le leader mondial du marché dans les domaines de l’énergie et des technologies d’automatisation. La base de ses activités est toutefois restée la même depuis sa création : aider les entreprises d’utilité publique, les clients industriels et les utilisateurs finaux à amé-liorer leurs performances tout en réduisant les conséquences de leurs activités sur l’environnement.
L’année 1891
35ABB et cetera 1|16
L’année
Une mobilité durable pour desmillions de personnes ?
Naturellement.
Croissance économique, urbanisation rapide et besoins croissants en matière de transports publics entraînent une extension des réseaux de tram, métro et chemin de fer à l’échelle mondiale. ABB propose toute une série de produits et solutions pour les transports urbains, les liaisons ferroviaires régionales et les lignes internationales à grande vitesse. De quoi transporter personnes et marchandises de manière à la fois plus rapide et plus effi cace. L’offre d’ABB se compose de produits, systèmes et services fi ables et performants destinés aux installations d’alimentation stationnaires et aux dispositifs de traction sur matériel roulant. Le portefeuille existant d’ABB dans le domaine ferroviaire montre bien le rôle essentiel joué par le groupe en faveur d’une mobilité durable. www.abb.com/betterworld
Et C
eter
a 20
16-0
1 FR
.indd
21
-01-
2016
JS
B












![[BD Fr] Sylvain Et Sylvette - 01 - La Ferme Abandonnée (Tonton Bouchetrou)](https://img.pdfslide.tips/doc/110x75/577c7e471a28abe054a0dbc8/bd-fr-sylvain-et-sylvette-01-la-ferme-abandonnee-tonton-bouchetrou.jpg)
















