Embed Size (px)
DESCRIPTION
Kaizen Manual
Citation preview
KAIZEN EYE
Procedure for Focused Improvement Implementation
(Breaking out the vicious cycle that prevents
improvements)
1 – Select a topic
2 – Form a project team
3 – Register the topic
4 – Implement the improvement
5 – Evaluate the result
Step by step Procedure for
Focused Improvement
Activity/Step
Detailed outline
Step 0 - Select
Improvement topic
1. Select and register topic
2. Form project team
3. Plan activities
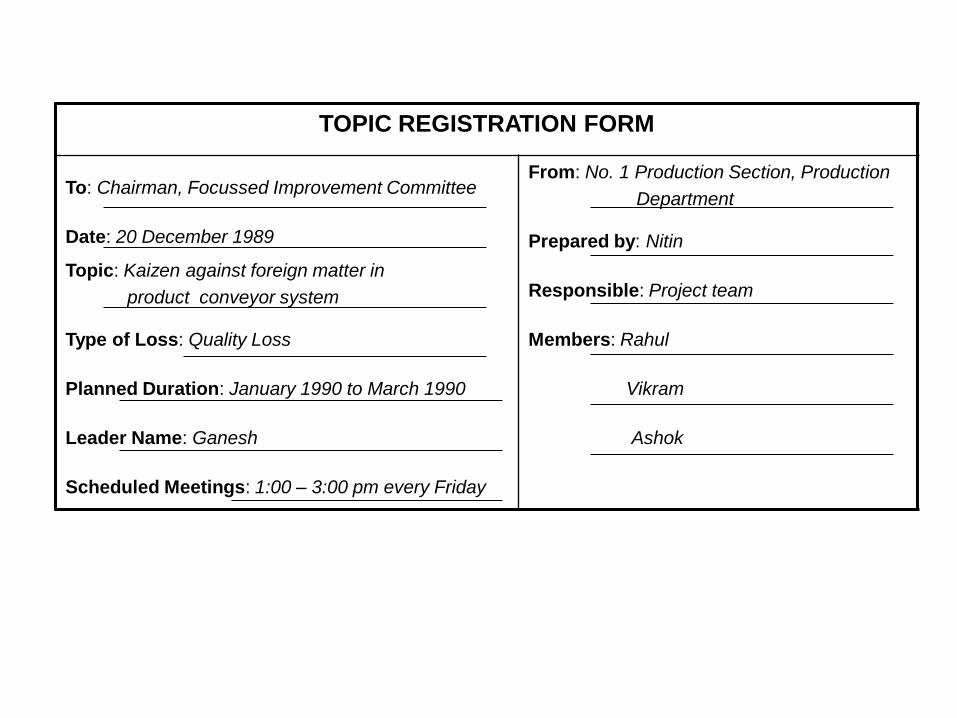
TOPIC REGISTRATION FORM
To: Chairman, Focussed Improvement Committee
Date: 20 December 1989
Topic: Kaizen against foreign matter in
product conveyor system
Type of Loss: Quality Loss
Planned Duration: January 1990 to March 1990
Leader Name: Ganesh
Scheduled Meetings: 1:00 – 3:00 pm every Friday
From: No. 1 Production Section, Production
Department
Prepared by: Nitin
Responsible: Project team
Members: Rahul
Vikram
Ashok
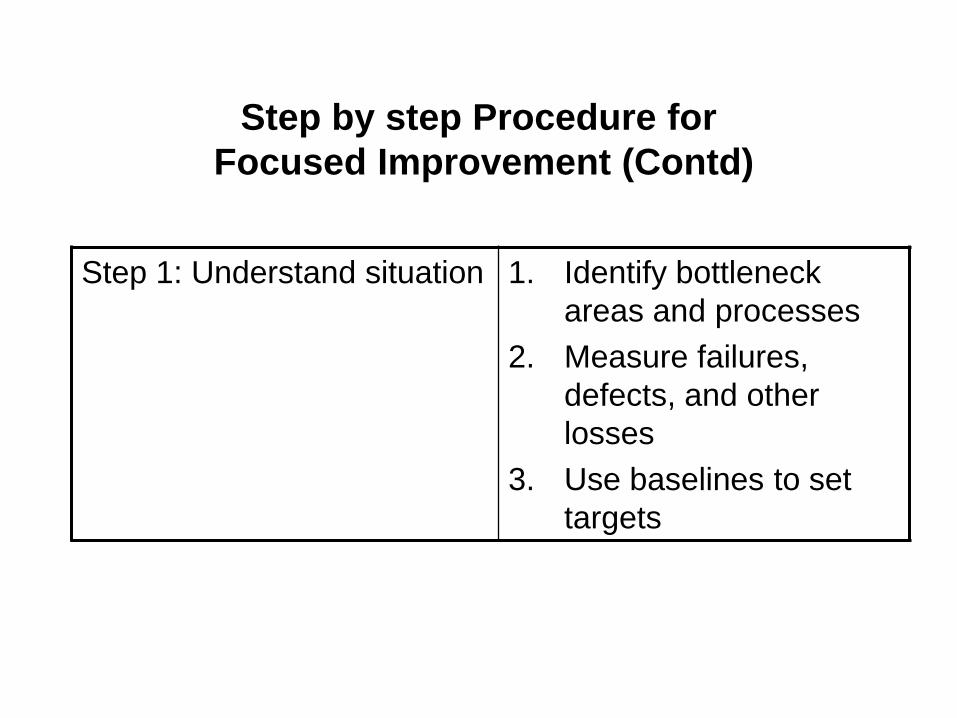
Step 1: Understand situation 1. Identify bottleneck
areas and processes
2. Measure failures,
defects, and other
losses
3. Use baselines to set
targets
Step by step Procedure for
Focused Improvement (Contd)
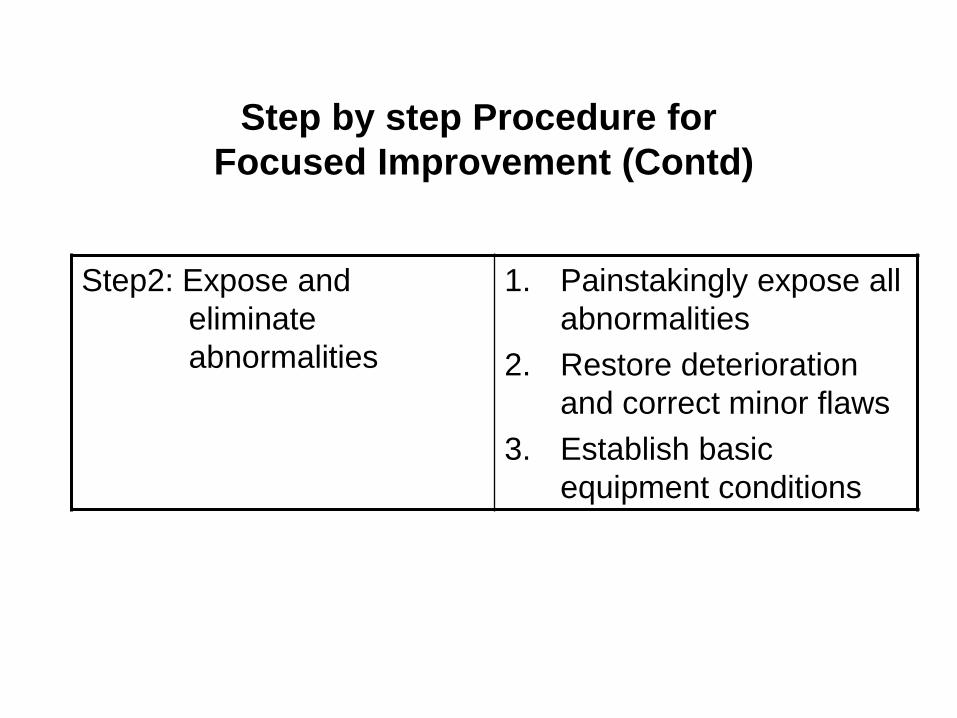
Step2: Expose and
eliminate
abnormalities
1. Painstakingly expose all
abnormalities
2. Restore deterioration
and correct minor flaws
3. Establish basic
equipment conditions
Step by step Procedure for
Focused Improvement (Contd)
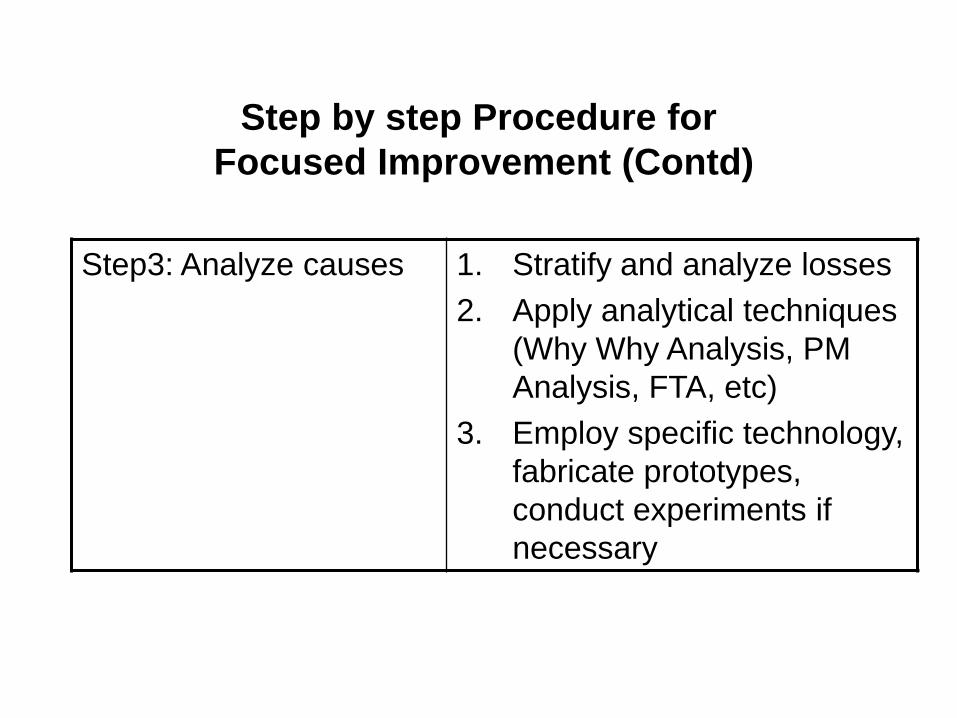
Step3: Analyze causes 1. Stratify and analyze losses
2. Apply analytical techniques
(Why Why Analysis, PM
Analysis, FTA, etc)
3. Employ specific technology,
fabricate prototypes,
conduct experiments if
necessary
Step by step Procedure for
Focused Improvement (Contd)
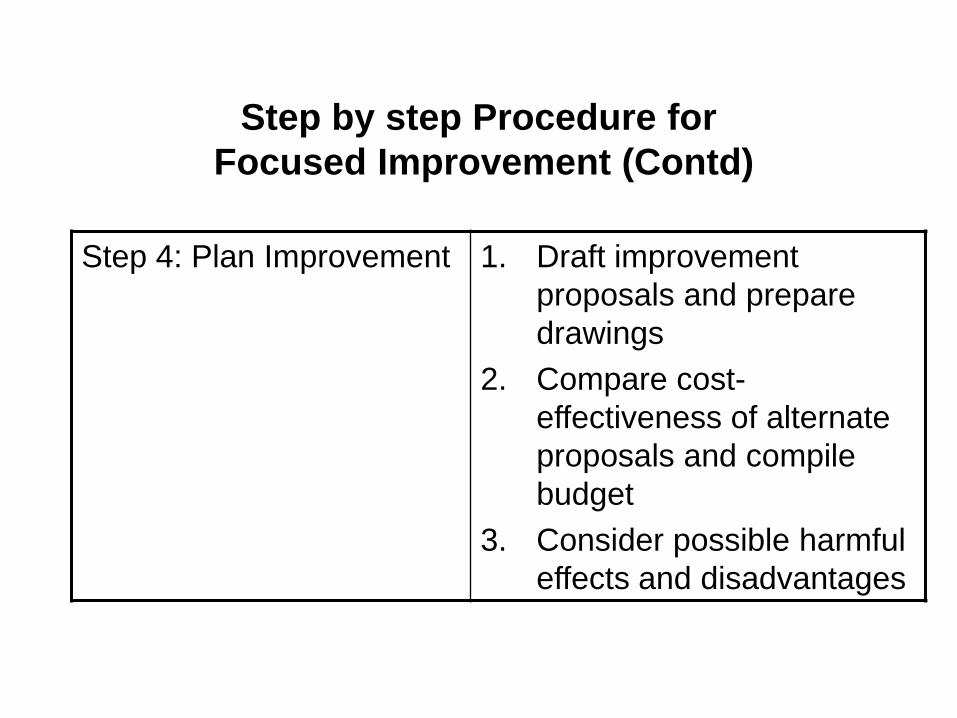
Step 4: Plan Improvement 1. Draft improvement
proposals and prepare
drawings
2. Compare cost-
effectiveness of alternate
proposals and compile
budget
3. Consider possible harmful
effects and disadvantages
Step by step Procedure for
Focused Improvement (Contd)
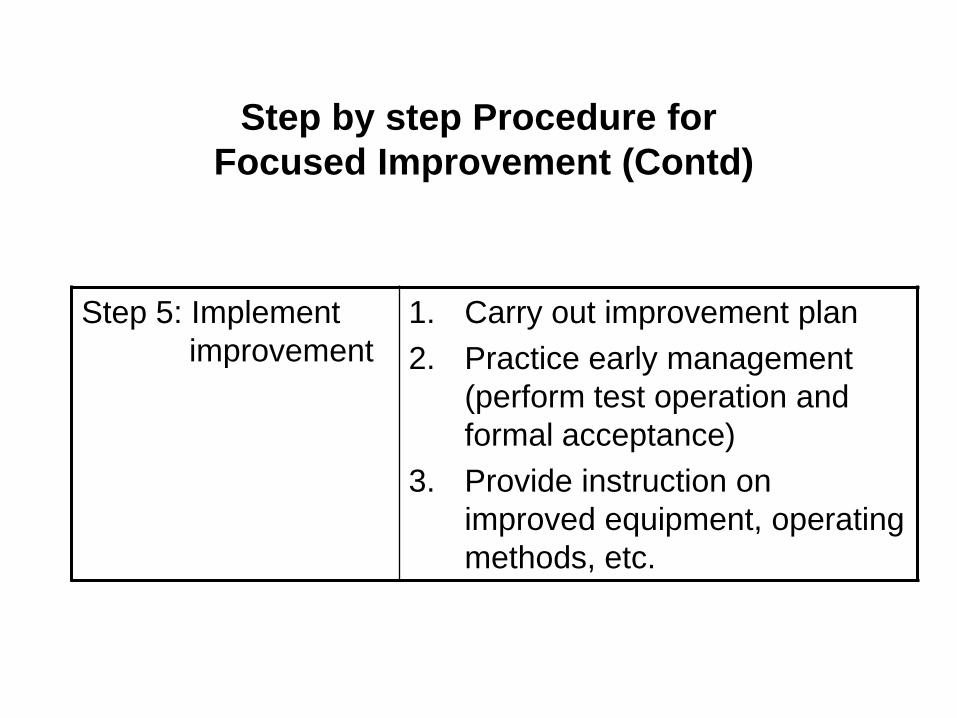
Step 5: Implement
improvement
1. Carry out improvement plan
2. Practice early management
(perform test operation and
formal acceptance)
3. Provide instruction on
improved equipment, operating
methods, etc.
Step by step Procedure for
Focused Improvement (Contd)
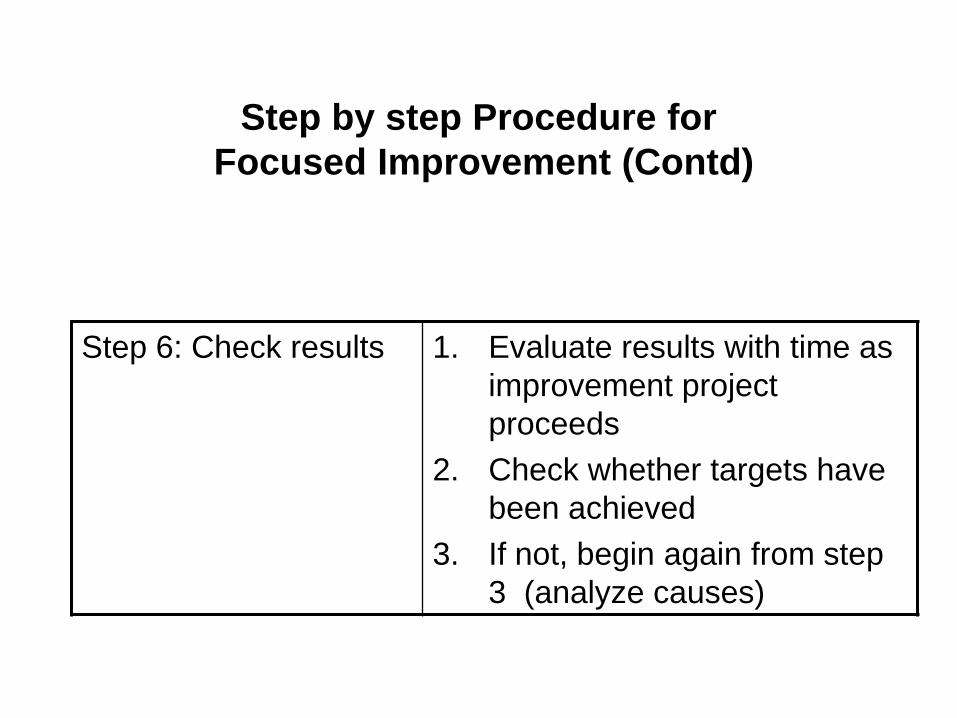
Step 6: Check results 1. Evaluate results with time as
improvement project
proceeds
2. Check whether targets have
been achieved
3. If not, begin again from step
3 (analyze causes)
Step by step Procedure for
Focused Improvement (Contd)
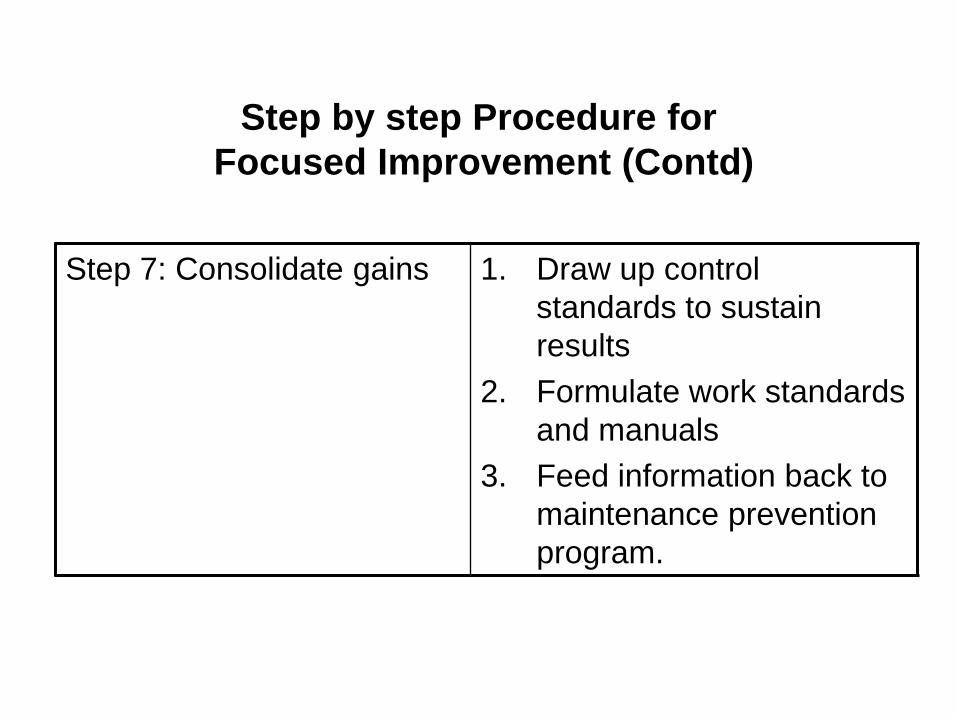
Step 7: Consolidate gains 1. Draw up control
standards to sustain
results
2. Formulate work standards
and manuals
3. Feed information back to
maintenance prevention
program.
Step by step Procedure for
Focused Improvement (Contd)
Countermeasure vs. Kaizen
• Countermeasure is for today’s problem
• Kaizen is for future
• Need for re-thinking about Kaizen
Kaizen thinking
– Physical phenomena of Breakdown/quality
defect
• Describes the problem exactly(e.g. worn out, crack
and not use abstract words like damage)
• As a gap between desired and actual status
• Is factual and data based
• Existence can be verified
Kaizen thinking
– Action taken
• Describes the action taken for this phenomena that led to problem removal on the day or at the earliest occasion after the problem was detected
• Problem and action are at the ‘gemba’ or ‘workplace’
• This action is adequate for this problem. This may not be appropriate whenever this problem occurs – as same problem can happen because of more than one causes
• This action is to be verified for some time before we record it as an effective action.(data should be available)
Kaizen thinking
– Why – Root cause identification
• Why was the ‘action’ required is the first question.
• Answer the why and decide on action
• Go to next why from the ‘answer’ of the previous
stage
• Try to go up to 5 times why
• Final answer must come from one of the five
categories.(see next page)
Kaizen thinking
– Why – Root cause identification (contd.)
• Poor JH or absence of CLIT activities
• Poor skill
• Poor design of process/equipment
• Natural deterioration(wear out) or age effect
• No standard for working or standards not in use.
• Based on this conclusion, we need to decide
whether a Kaizen is required. (Kaizen is for
future and different from countermeasure).
Kaizen thinking
– Kaizen Idea
• Exact opposite of root cause
– At this time decide ‘what was it that I did not
do which led to this problem’ and record that
in the Kaizen format.
Kaizen thinking
- Kaizen and action plan
a. Review the countermeasure
- If it is a poka yoke then integrate into a system for
periodically checking it and training people on the
standard.
b. Under below circumstances consider developing
the ‘Kaizen idea’ into a ‘Kaizen for future’:
- does its’ effectiveness depend on attentivity of people
- Will it be effective in a limited way, whereas the
machine/tool/equipment is used with many more
applications
- Will it fail if there are any changes in the process
parameters
C. Develop an action plan for implementing the
Kaizen that will sustain the improvement.
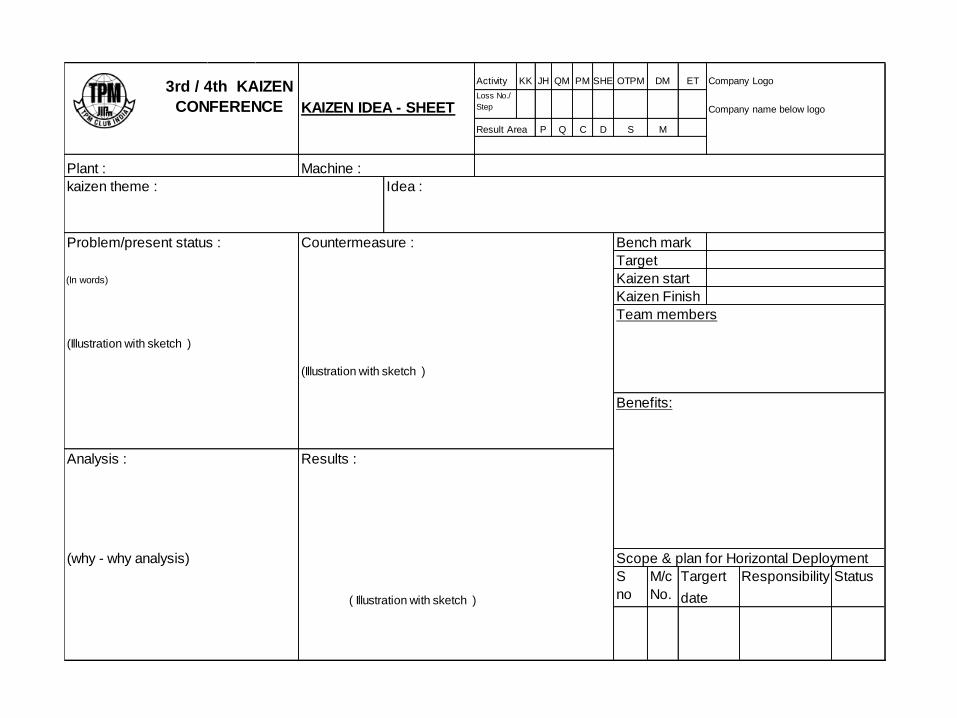
Activity KK JH QM PM SHE OTPM DM ET Company Logo
KAIZEN IDEA - SHEETLoss No./
Step Company name below logo
Result Area P Q C D S M
Plant : Machine :
kaizen theme : Idea :
Problem/present status : Countermeasure : Bench mark
Target
(In words) Kaizen start
Kaizen Finish
Team members
(Illustration with sketch )
(Illustration with sketch )
Benefits:
Analysis : Results :
(why - why analysis) Scope & plan for Horizontal Deployment
( Illustration with sketch )
S
no
M/c
No.
Responsibility StatusTargert
date
3rd / 4th KAIZEN
CONFERENCE
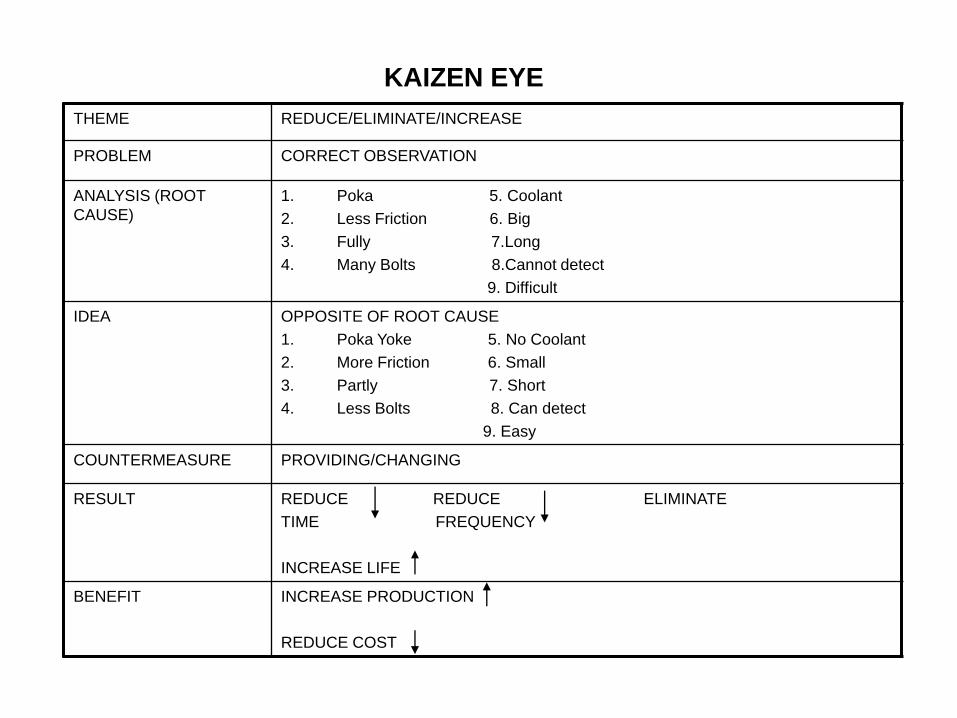
THEME REDUCE/ELIMINATE/INCREASE
PROBLEM CORRECT OBSERVATION
ANALYSIS (ROOT
CAUSE)
1. Poka 5. Coolant
2. Less Friction 6. Big
3. Fully 7.Long
4. Many Bolts 8.Cannot detect
9. Difficult
IDEA OPPOSITE OF ROOT CAUSE
1. Poka Yoke 5. No Coolant
2. More Friction 6. Small
3. Partly 7. Short
4. Less Bolts 8. Can detect
9. Easy
COUNTERMEASURE PROVIDING/CHANGING
RESULT REDUCE REDUCE ELIMINATE
TIME FREQUENCY
INCREASE LIFE
BENEFIT INCREASE PRODUCTION
REDUCE COST
KAIZEN EYE
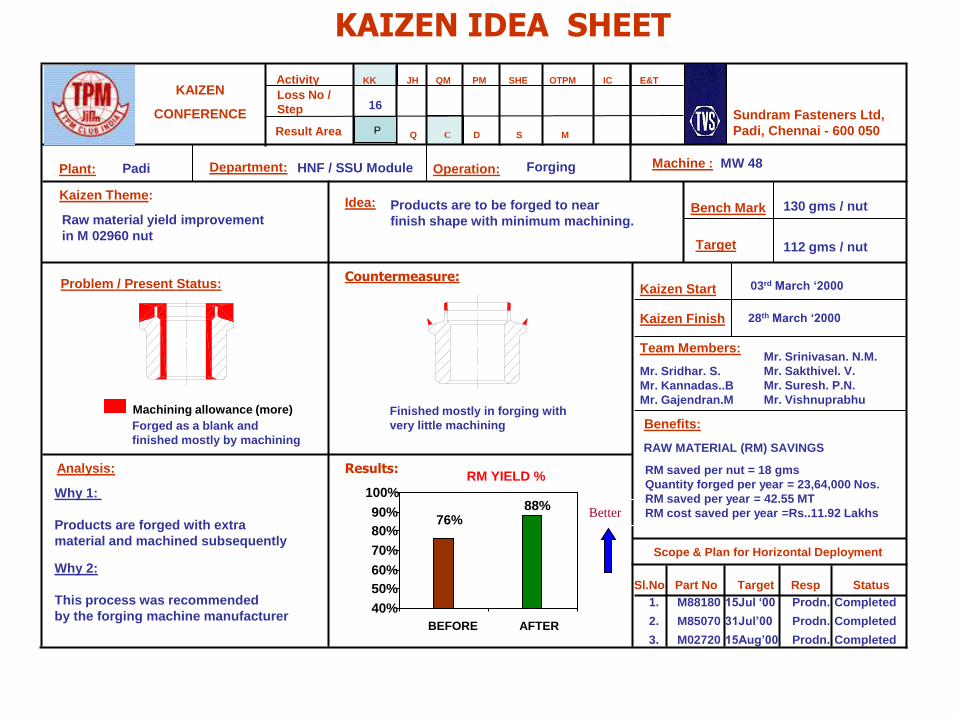
KAIZEN IDEA SHEET
Kaizen Theme:
Results:
Problem / Present Status:
Analysis:
Sundram Fasteners Ltd,
Padi, Chennai - 600 050
Idea:
Countermeasure:
Bench Mark
Target
Kaizen Start
Kaizen Finish
Team Members:
Benefits:
Scope & Plan for Horizontal Deployment
Sl.No Part No Target Resp Status
Activity
Result Area
KK JH QM PM SHE OTPM IC E&T
Loss No /
Step
P Q C D S M
KAIZEN
CONFERENCE
Plant: Department: Operation:
Raw material yield improvement
in M 02960 nut
Padi HNF / SSU Module Machine : MW 48 Forging
Machining allowance (more)
Forged as a blank and
finished mostly by machining
Finished mostly in forging with
very little machining
130 gms / nut
112 gms / nut
03rd March ‘2000
28th March ‘2000
Products are to be forged to near
finish shape with minimum machining.
RAW MATERIAL (RM) SAVINGS
RM saved per nut = 18 gms
Quantity forged per year = 23,64,000 Nos.
RM saved per year = 42.55 MT
RM cost saved per year =Rs..11.92 Lakhs
1. M88180 15Jul ‘00 Prodn. Completed
2. M85070 31Jul’00 Prodn. Completed
3. M02720 15Aug’00. Prodn. Completed
Why 1:
Products are forged with extra
material and machined subsequently
Why 2:
This process was recommended
by the forging machine manufacturer
Mr. Sridhar. S.
Mr. Kannadas..B
Mr. Gajendran.M
Mr. Srinivasan. N.M.
Mr. Sakthivel. V.
Mr. Suresh. P.N.
Mr. Vishnuprabhu
16
Better 88%
76%
40%
50%
60%
70%
80%
90%
100%
BEFORE AFTER
RM YIELD %
P