Embed Size (px)
Citation preview
USAEmhart Teknologies49201 Gratiot AveChesterfield, MI 48051Tel. + 1 586 949 0440Fax + 1 586 949 8460
GermanyEmhart TeknologiesTucker GmbHP. O. Box 11 13 29D-35387 GiessenMax-Eyth-Strasse 1D-35394 GiessenTel. + 49 641 405-0Fax + 49 641 405-300
JapanEmhart TeknologiesNPR Division3rd Floor Park BuildingNo. 6 Kioicho 3 ChoumeChiyoda-ku / Tokyo 102Tel. + 81 33 36572-91Fax + 81 33 36572-98
BrazilEmhart TeknologiesRefal DivisionRua Ricardo Cavatton, 22605038-110 - Sao Paulo - SPTel. + 55 11 3871 6474Fax + 55 11 3871 3505
ChinaEmhart Teknologies488 Jia Lou RoadJiading District ShanghaiTel. + 86 21 59548626Fax + 86 21 59548775
Czech RepublicEmhart TeknologiesTucker S.R.O.Ujezd p. Troskami 6551263 Rovensko p. TroskamiTel. + 42 433 5465-11Fax + 42 433 5465-66
FranceEmhart TeknologiesTucker GmbHZA des Petits Carreaux2 bis avenue des Coquelicots94385 Bonneuil sur MarneTel. + 33 1 567124-36Fax + 33 1 567124-34
ItalyEmhart TeknologiesTucker GmbHAgenzia ItaliaVia Buenos Aires, 2710134 TorinoTel. + 39 11 3173964/65Fax + 39 11 3174830
SpainEmhart TeknologiesTucker GmbHOficina EspãnaCtra. M-300 Km 29,70028802 Alcalá de Henares (Madrid)Tel. + 34 91 8770380Fax + 34 91 8896340
SwedenEmhart TeknologiesNordic DivisionBox 203 / Skomaskisgatan 270144 ÖrebroTel. + 46 19 205800Fax + 46 19 262309
UKEmhart TeknologiesTucker GmbHUK OfficeWallsall Road / Perry BarrBirmingham B42 1BPTel. + 44 121 33125-97Fax + 44 121 33125-48
MexicoEmhart TeknologiesBosque de Cidros acceso Radiatas #42,Col. Bosque de Las Lomas05120 Mexico, D.F.Tel. + 52 55 5326 7132Fax + 52 55 5326 7132
South KoreaEmhart TeknologiesRm. 609 Seorin Bldg.45-15 Yeoido-DongYeongdeungpo-Ku150-891 SeoulTel. + 82 2783 9226 7Fax + 82 2783 9228 9
www.emhart.com
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
Panoramica dei dati tecnici.
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
Innovazione con fascino: DCE – Digitally Controlled Energy.
La nuova dimensione di qualità per l’intero processo di saldatura!
Online Clip Catalog: www.emhart-vic.com
Unità di alimentazione ETF
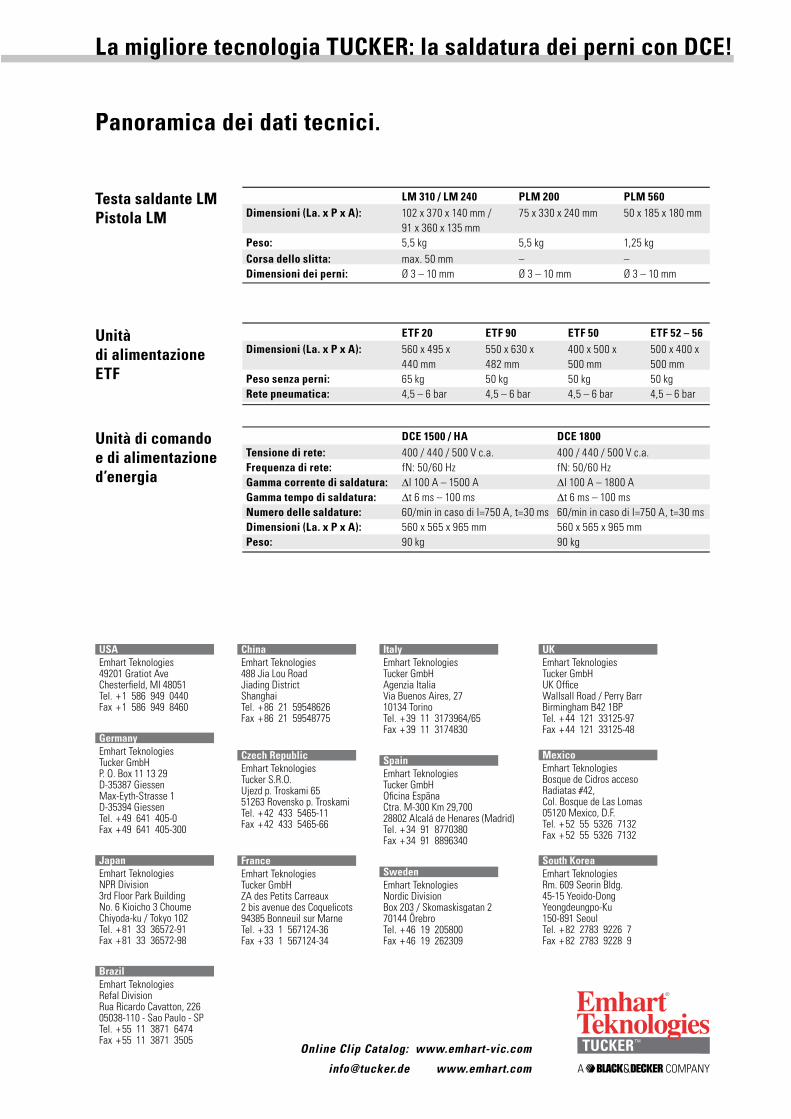
ETF 20 ETF 90 ETF 50 ETF 52 – 56Dimensioni (La. x P x A): 560 x 495 x 550 x 630 x 400 x 500 x 500 x 400 x 440 mm 482 mm 500 mm 500 mm Peso senza perni: 65 kg 50 kg 50 kg 50 kg Rete pneumatica: 4,5 – 6 bar 4,5 – 6 bar 4,5 – 6 bar 4,5 – 6 bar
Unità di comando e di alimentazione d’energia
Testa saldante LM Pistola LM
LM 310 / LM 240 PLM 200 PLM 560 Dimensioni (La. x P x A): 102 x 370 x 140 mm / 75 x 330 x 240 mm 50 x 185 x 180 mm 91 x 360 x 135 mm Peso: 5,5 kg 5,5 kg 1,25 kgCorsa dello slitta: max. 50 mm – – Dimensioni dei perni: Ø 3 – 10 mm Ø 3 – 10 mm Ø 3 – 10 mm
Ottimi accessori per la massima disponibilità!
Ausilii perfettamente adattati.
L’assortimento di accessori TUCKER vi offre un vasto numero di ausilii di completamento in lastratura.
Garanzia effettiva della qualità.
Fattori esteriori possono influenzare il risulta-to della saldatura. Ciò non significa necessa-riamente che si tratti di una saldatura di cat-tiva qualità, ma solo che sono stati superati i parametri limite impostati.
Un sistema di marcazione tramite colore con-trassegna le posizioni di saldatura sospette corrispondenti, direttamente dopo la salda-tura medesima. In seguito,l’ente preposto di assicurazione della qualità,sarà in grado di individuare il punto marcato in modo veloce ed effettivo.
Controllare – ma correttamente!
Potete scegliere tra un vasto numero di mezzi di controllo che sono ottimamente adattati al-l’esigenza di carico del perno corrispondente.
Unità d’energia
DCE 1500 e DCE 1800 per la produzione in serie (grande)
DCE 15HA per la produzione CKD oppure quella in serie limitata
Alimentatori della serie di costruzione ETF
Serie 20 e 50 soprattutto per perni filettati
Serie 12 e 90 soprattutto per perni di massa
Serie 52 fino a 55 per perni a gradini e perni a T
Uso comple-tamente automatico
Uso semiauto- matico
Uso manuale
Unità Alimen- Strumento d’energia tatore di saldatura
DCE 1500 ETF 20 LMR 410/420 DCE 1800 ETF 5X LM 310 ETF 90 LM 240 ETF 12
DCE 1500 ETF 20 PLM 200 DCE 1800 ETF 5X DCE 15HA ETF 90 ETF 12
DCE 15HA PKE PLM 560 e Control Box
Un impianto idoneo a qualsiasi concetto generato nell’ambito della lastratura !
Teste saldanti della serie LM
LM 240 per postazioni fisse
LM 310 per applicazioni con robot
LMR 410/420 per le posizioni di saldatura con accessibilità limitate e difficili
Pistole di saldatura con tecnologia LM
Per usi manuali e semiautomatici
PLM 200 con alimentazione automatica dei perni
PLM 560 con alimentazione manuale
Fatto su misura per penetrare le esigenze di produzione e di lastratura del cliente; Emhart Teknologies TUCKER vi offre il concetto d’impianto giusto.
Strumenti di controllo
Distributori di perni
Boccagli e boccole di guida
Marcatore tramite colore
Piastre adattatrici
Strumenti di controllo
DCE 1500 / HA DCE 1800Tensione di rete: 400 / 440 / 500 V c.a. 400 / 440 / 500 V c.a. Frequenza di rete: fN: 50/60 Hz fN: 50/60 Hz Gamma corrente di saldatura: ∆I 100 A – 1500 A ∆I 100 A – 1800 A Gamma tempo di saldatura: ∆t 6 ms – 100 ms ∆t 6 ms – 100 ms Numero delle saldature: 60/min in caso di I=750 A, t=30 ms 60/min in caso di I=750 A, t=30 ms Dimensioni (La. x P x A): 560 x 565 x 965 mm 560 x 565 x 965 mm Peso: 90 kg 90 kg
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
0
0 20 40 60 80
Unità di comando e di alimentazione d’energia DCE
Per la prima volta l’energia di saldatura e il movimento dei perni sono controllati in tempo reale!
Nella nuova unità di comando e di alimen-tazione d’energia DCE (Digitally Controlled Energy), l’intero processo di saldatura viene controllato e regolato in tempo reale con tut-ti i parametri corrispondenti tramite proces-sori di segnali digitali.
Questa regolazione elettronica del movi-mento dei perni viene effettuata in tempo reale. All’interno del circuito di regolazione, un sistema integrato di misurazione dello spostamento emette permanentemente una retrosegnalazione – il sistema reagisce im-mediatamente ed automaticamente in caso di cambiamento della geometria del compo-nente (catena chiusa di regolazione).
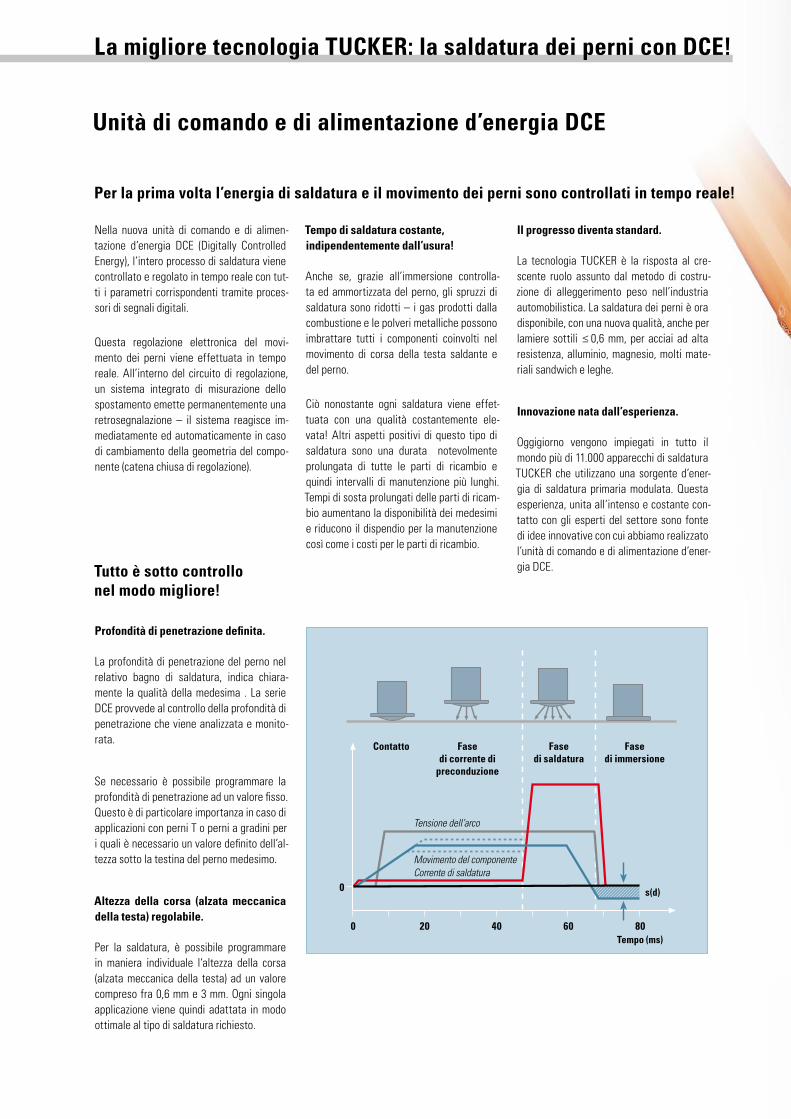
Profondità di penetrazione definita.
La profondità di penetrazione del perno nel relativo bagno di saldatura, indica chiara-mente la qualità della medesima . La serie DCE provvede al controllo della profondità di penetrazione che viene analizzata e monito-rata.
Se necessario è possibile programmare la profondità di penetrazione ad un valore fisso. Questo è di particolare importanza in caso di applicazioni con perni T o perni a gradini per i quali è necessario un valore definito dell’al-tezza sotto la testina del perno medesimo.
Altezza della corsa (alzata meccanica della testa) regolabile.
Per la saldatura, è possibile programmare in maniera individuale l‘altezza della corsa (alzata meccanica della testa) ad un valore compreso fra 0,6 mm e 3 mm. Ogni singola applicazione viene quindi adattata in modo ottimale al tipo di saldatura richiesto.
Tutto è sotto controllo nel modo migliore!
Varianti d’equipaggiamento unità di comando e di alimentazione d’energia DCE
Trasmissione di update del software senza la sostituzione di EPROM, bensì con Flash memory in modo veloce e sicuro diretta-mente dal pc
Software di rete DCE-Link per un manage-ment trasparente di manutenzione, con pro-tocollo Ethernet TCP/IP per la localizzazione in internet/intranet
Sensore Stud-Arrival sulla testa saldan-te – segnala immediatamente l’arrivo del perno e riduce quindi l’ulteriore processo d’alimentazione.
Stud ID / Carbody ID – tramite l’interfac-cia cliente, la sorgente d’energia DCE può ricevere i dati più vari della produzione. Nel nostro dispositivo di controllo dei parame-tri, questi dati vengono connessi con i dati attuali di saldatura e trasmessi al controllo cliente di ordine superiore. Questi dati sono la base per un management ottimale di qualità e per un processo di miglioramento effettivo con l‘obiettivo di errori zero al mon-taggio finale.
Interfacce cliente – oltre ad un’interfac-cia parallela sono disponibili anche dei si-stemi seriali di bus di campo come Interbus, Profibus, Modbus, Multibus e DeviceNet. È altrettanto possibile la comunicazione con sistemi basati su Ethernet come p.es. Profi-Net oppure Ethernet IP.
Funzionamento con deviatore – è possi-bile aumentare notevolmente la flessibilità all’interno di cellule di produzione impie-gando un deviatore posizionato a valle degli alimentatori che permette ad una testa sal-dante di operare con nr 2 perni differenti tra di loro per diametro e lunghezza.
Gas di protezione – per la saldatura di perni d’alluminio o di acciaio legato è pos-sibile attrezzare sia le teste saldanti sia le pistole di saldatura con un boccaglio di gas di protezione.
Tempo di saldatura costante, indipendentemente dall’usura!
Anche se, grazie all’immersione controlla-ta ed ammortizzata del perno, gli spruzzi di saldatura sono ridotti – i gas prodotti dalla combustione e le polveri metalliche possono imbrattare tutti i componenti coinvolti nel movimento di corsa della testa saldante e del perno.
Ciò nonostante ogni saldatura viene effet-tuata con una qualità costantemente ele-vata! Altri aspetti positivi di questo tipo di saldatura sono una durata notevolmente prolungata di tutte le parti di ricambio e quindi intervalli di manutenzione più lunghi. Tempi di sosta prolungati delle parti di ricam-bio aumentano la disponibilità dei medesimi e riducono il dispendio per la manutenzione così come i costi per le parti di ricambio.
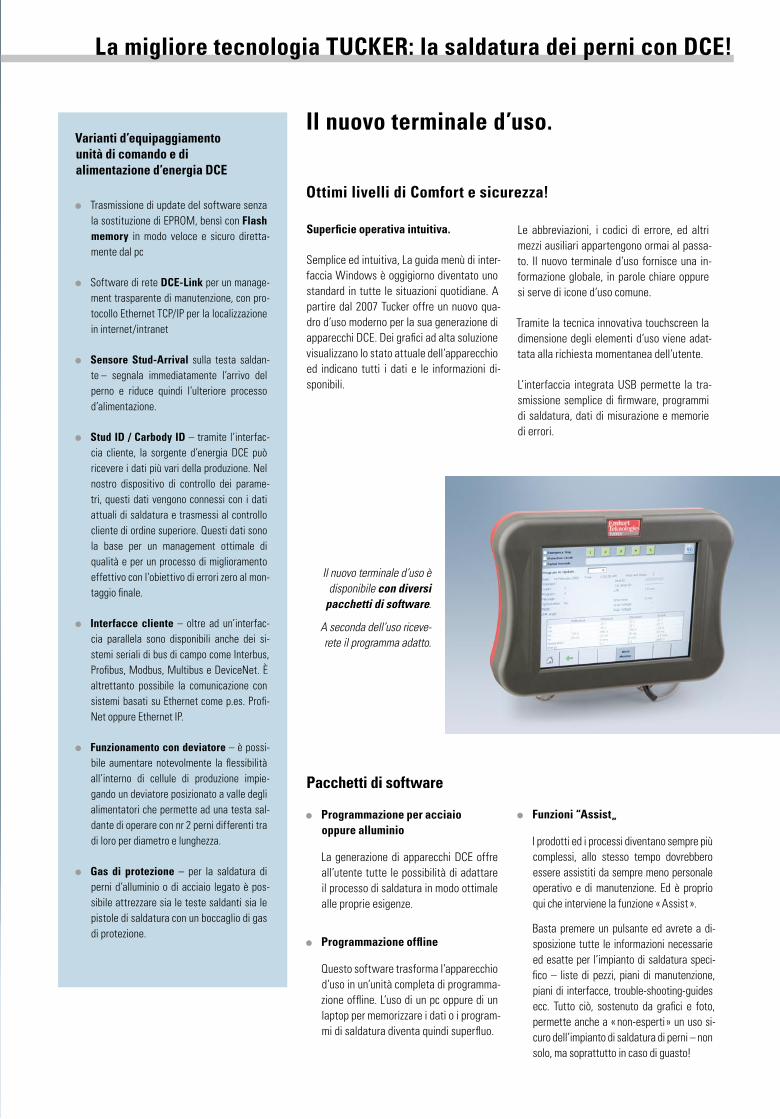
Il nuovo terminale d’uso.
Ottimi livelli di Comfort e sicurezza!
Superficie operativa intuitiva.
Semplice ed intuitiva, La guida menù di inter-faccia Windows è oggigiorno diventato uno standard in tutte le situazioni quotidiane. A partire dal 2007 Tucker offre un nuovo qua-dro d’uso moderno per la sua generazione di apparecchi DCE. Dei grafici ad alta soluzione visualizzano lo stato attuale dell’apparecchio ed indicano tutti i dati e le informazioni di-sponibili.
Pacchetti di software
Programmazione per acciaio oppure alluminio
La generazione di apparecchi DCE offre all’utente tutte le possibilità di adattare il processo di saldatura in modo ottimale alle proprie esigenze.
Programmazione offline
Questo software trasforma l’apparecchio d’uso in un’unità completa di programma-zione offline. L’uso di un pc oppure di un laptop per memorizzare i dati o i program-mi di saldatura diventa quindi superfluo.
Il progresso diventa standard.
La tecnologia TUCKER è la risposta al cre-scente ruolo assunto dal metodo di costru-zione di alleggerimento peso nell’industria automobilistica. La saldatura dei perni è ora disponibile, con una nuova qualità, anche per lamiere sottili ≤ 0,6 mm, per acciai ad alta resistenza, alluminio, magnesio, molti mate-riali sandwich e leghe.
Innovazione nata dall’esperienza.
Oggigiorno vengono impiegati in tutto il mondo più di 11.000 apparecchi di saldatura TUCKER che utilizzano una sorgente d’ener-gia di saldatura primaria modulata. Questa esperienza, unita all‘intenso e costante con-tatto con gli esperti del settore sono fonte di idee innovative con cui abbiamo realizzato l’unità di comando e di alimentazione d’ener-gia DCE.
Funzioni “Assist”
I prodotti ed i processi diventano sempre più complessi, allo stesso tempo dovrebbero essere assistiti da sempre meno personale operativo e di manutenzione. Ed è proprio qui che interviene la funzione « Assist ».
Basta premere un pulsante ed avrete a di-sposizione tutte le informazioni necessarie ed esatte per l’impianto di saldatura speci-fico – liste di pezzi, piani di manutenzione, piani di interfacce, trouble-shooting-guides ecc. Tutto ciò, sostenuto da grafici e foto, permette anche a « non-esperti » un uso si-curo dell’impianto di saldatura di perni – non solo, ma soprattutto in caso di guasto!
Le abbreviazioni, i codici di errore, ed altri mezzi ausiliari appartengono ormai al passa-to. Il nuovo terminale d’uso fornisce una in-formazione globale, in parole chiare oppure si serve di icone d’uso comune.
Tramite la tecnica innovativa touchscreen la dimensione degli elementi d’uso viene adat-tata alla richiesta momentanea dell’utente.
L’interfaccia integrata USB permette la tra-smissione semplice di firmware, programmi di saldatura, dati di misurazione e memorie di errori.
Il nuovo terminale d’uso è disponibile con diversi
pacchetti di software.
A seconda dell’uso riceve-rete il programma adatto.
Per ogni testa saldante un coperchio anti-imbrattamento su misura.
Il dispendio di lavoro per la pulizia si riduce sensibilmente, è più facile pro-grammare i tempi di manutenzione, si possono effettuare le manutenzioni più velocemente.
Contatto Fase di corrente di
preconduzione
Fase di saldatura
Fase di immersione
Tensione dell’arco
Movimento del componenteCorrente di saldatura
Tempo (ms)
s(d)
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!La migliore tecnologia TUCKER: la saldatura dei perni con DCE!

0
0 20 40 60 80
Unità di comando e di alimentazione d’energia DCE
Per la prima volta l’energia di saldatura e il movimento dei perni sono controllati in tempo reale!
Nella nuova unità di comando e di alimen-tazione d’energia DCE (Digitally Controlled Energy), l’intero processo di saldatura viene controllato e regolato in tempo reale con tut-ti i parametri corrispondenti tramite proces-sori di segnali digitali.
Questa regolazione elettronica del movi-mento dei perni viene effettuata in tempo reale. All’interno del circuito di regolazione, un sistema integrato di misurazione dello spostamento emette permanentemente una retrosegnalazione – il sistema reagisce im-mediatamente ed automaticamente in caso di cambiamento della geometria del compo-nente (catena chiusa di regolazione).
Profondità di penetrazione definita.
La profondità di penetrazione del perno nel relativo bagno di saldatura, indica chiara-mente la qualità della medesima . La serie DCE provvede al controllo della profondità di penetrazione che viene analizzata e monito-rata.
Se necessario è possibile programmare la profondità di penetrazione ad un valore fisso. Questo è di particolare importanza in caso di applicazioni con perni T o perni a gradini per i quali è necessario un valore definito dell’al-tezza sotto la testina del perno medesimo.
Altezza della corsa (alzata meccanica della testa) regolabile.
Per la saldatura, è possibile programmare in maniera individuale l‘altezza della corsa (alzata meccanica della testa) ad un valore compreso fra 0,6 mm e 3 mm. Ogni singola applicazione viene quindi adattata in modo ottimale al tipo di saldatura richiesto.
Tutto è sotto controllo nel modo migliore!
Varianti d’equipaggiamento unità di comando e di alimentazione d’energia DCE
Trasmissione di update del software senza la sostituzione di EPROM, bensì con Flash memory in modo veloce e sicuro diretta-mente dal pc
Software di rete DCE-Link per un manage-ment trasparente di manutenzione, con pro-tocollo Ethernet TCP/IP per la localizzazione in internet/intranet
Sensore Stud-Arrival sulla testa saldan-te – segnala immediatamente l’arrivo del perno e riduce quindi l’ulteriore processo d’alimentazione.
Stud ID / Carbody ID – tramite l’interfac-cia cliente, la sorgente d’energia DCE può ricevere i dati più vari della produzione. Nel nostro dispositivo di controllo dei parame-tri, questi dati vengono connessi con i dati attuali di saldatura e trasmessi al controllo cliente di ordine superiore. Questi dati sono la base per un management ottimale di qualità e per un processo di miglioramento effettivo con l‘obiettivo di errori zero al mon-taggio finale.
Interfacce cliente – oltre ad un’interfac-cia parallela sono disponibili anche dei si-stemi seriali di bus di campo come Interbus, Profibus, Modbus, Multibus e DeviceNet. È altrettanto possibile la comunicazione con sistemi basati su Ethernet come p.es. Profi-Net oppure Ethernet IP.
Funzionamento con deviatore – è possi-bile aumentare notevolmente la flessibilità all’interno di cellule di produzione impie-gando un deviatore posizionato a valle degli alimentatori che permette ad una testa sal-dante di operare con nr 2 perni differenti tra di loro per diametro e lunghezza.
Gas di protezione – per la saldatura di perni d’alluminio o di acciaio legato è pos-sibile attrezzare sia le teste saldanti sia le pistole di saldatura con un boccaglio di gas di protezione.
Tempo di saldatura costante, indipendentemente dall’usura!
Anche se, grazie all’immersione controlla-ta ed ammortizzata del perno, gli spruzzi di saldatura sono ridotti – i gas prodotti dalla combustione e le polveri metalliche possono imbrattare tutti i componenti coinvolti nel movimento di corsa della testa saldante e del perno.
Ciò nonostante ogni saldatura viene effet-tuata con una qualità costantemente ele-vata! Altri aspetti positivi di questo tipo di saldatura sono una durata notevolmente prolungata di tutte le parti di ricambio e quindi intervalli di manutenzione più lunghi. Tempi di sosta prolungati delle parti di ricam-bio aumentano la disponibilità dei medesimi e riducono il dispendio per la manutenzione così come i costi per le parti di ricambio.
Il nuovo terminale d’uso.
Ottimi livelli di Comfort e sicurezza!
Superficie operativa intuitiva.
Semplice ed intuitiva, La guida menù di inter-faccia Windows è oggigiorno diventato uno standard in tutte le situazioni quotidiane. A partire dal 2007 Tucker offre un nuovo qua-dro d’uso moderno per la sua generazione di apparecchi DCE. Dei grafici ad alta soluzione visualizzano lo stato attuale dell’apparecchio ed indicano tutti i dati e le informazioni di-sponibili.
Pacchetti di software
Programmazione per acciaio oppure alluminio
La generazione di apparecchi DCE offre all’utente tutte le possibilità di adattare il processo di saldatura in modo ottimale alle proprie esigenze.
Programmazione offline
Questo software trasforma l’apparecchio d’uso in un’unità completa di programma-zione offline. L’uso di un pc oppure di un laptop per memorizzare i dati o i program-mi di saldatura diventa quindi superfluo.
Il progresso diventa standard.
La tecnologia TUCKER è la risposta al cre-scente ruolo assunto dal metodo di costru-zione di alleggerimento peso nell’industria automobilistica. La saldatura dei perni è ora disponibile, con una nuova qualità, anche per lamiere sottili ≤ 0,6 mm, per acciai ad alta resistenza, alluminio, magnesio, molti mate-riali sandwich e leghe.
Innovazione nata dall’esperienza.
Oggigiorno vengono impiegati in tutto il mondo più di 11.000 apparecchi di saldatura TUCKER che utilizzano una sorgente d’ener-gia di saldatura primaria modulata. Questa esperienza, unita all‘intenso e costante con-tatto con gli esperti del settore sono fonte di idee innovative con cui abbiamo realizzato l’unità di comando e di alimentazione d’ener-gia DCE.
Funzioni “Assist”
I prodotti ed i processi diventano sempre più complessi, allo stesso tempo dovrebbero essere assistiti da sempre meno personale operativo e di manutenzione. Ed è proprio qui che interviene la funzione « Assist ».
Basta premere un pulsante ed avrete a di-sposizione tutte le informazioni necessarie ed esatte per l’impianto di saldatura speci-fico – liste di pezzi, piani di manutenzione, piani di interfacce, trouble-shooting-guides ecc. Tutto ciò, sostenuto da grafici e foto, permette anche a « non-esperti » un uso si-curo dell’impianto di saldatura di perni – non solo, ma soprattutto in caso di guasto!
Le abbreviazioni, i codici di errore, ed altri mezzi ausiliari appartengono ormai al passa-to. Il nuovo terminale d’uso fornisce una in-formazione globale, in parole chiare oppure si serve di icone d’uso comune.
Tramite la tecnica innovativa touchscreen la dimensione degli elementi d’uso viene adat-tata alla richiesta momentanea dell’utente.
L’interfaccia integrata USB permette la tra-smissione semplice di firmware, programmi di saldatura, dati di misurazione e memorie di errori.
Il nuovo terminale d’uso è disponibile con diversi
pacchetti di software.
A seconda dell’uso riceve-rete il programma adatto.
Per ogni testa saldante un coperchio anti-imbrattamento su misura.
Il dispendio di lavoro per la pulizia si riduce sensibilmente, è più facile pro-grammare i tempi di manutenzione, si possono effettuare le manutenzioni più velocemente.
Contatto Fase di corrente di
preconduzione
Fase di saldatura
Fase di immersione
Tensione dell’arco
Movimento del componenteCorrente di saldatura
Tempo (ms)
s(d)
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
0
0 20 40 60 80
Unità di comando e di alimentazione d’energia DCE
Per la prima volta l’energia di saldatura e il movimento dei perni sono controllati in tempo reale!
Nella nuova unità di comando e di alimen-tazione d’energia DCE (Digitally Controlled Energy), l’intero processo di saldatura viene controllato e regolato in tempo reale con tut-ti i parametri corrispondenti tramite proces-sori di segnali digitali.
Questa regolazione elettronica del movi-mento dei perni viene effettuata in tempo reale. All’interno del circuito di regolazione, un sistema integrato di misurazione dello spostamento emette permanentemente una retrosegnalazione – il sistema reagisce im-mediatamente ed automaticamente in caso di cambiamento della geometria del compo-nente (catena chiusa di regolazione).
Profondità di penetrazione definita.
La profondità di penetrazione del perno nel relativo bagno di saldatura, indica chiara-mente la qualità della medesima . La serie DCE provvede al controllo della profondità di penetrazione che viene analizzata e monito-rata.
Se necessario è possibile programmare la profondità di penetrazione ad un valore fisso. Questo è di particolare importanza in caso di applicazioni con perni T o perni a gradini per i quali è necessario un valore definito dell’al-tezza sotto la testina del perno medesimo.
Altezza della corsa (alzata meccanica della testa) regolabile.
Per la saldatura, è possibile programmare in maniera individuale l‘altezza della corsa (alzata meccanica della testa) ad un valore compreso fra 0,6 mm e 3 mm. Ogni singola applicazione viene quindi adattata in modo ottimale al tipo di saldatura richiesto.
Tutto è sotto controllo nel modo migliore!
Varianti d’equipaggiamento unità di comando e di alimentazione d’energia DCE
Trasmissione di update del software senza la sostituzione di EPROM, bensì con Flash memory in modo veloce e sicuro diretta-mente dal pc
Software di rete DCE-Link per un manage-ment trasparente di manutenzione, con pro-tocollo Ethernet TCP/IP per la localizzazione in internet/intranet
Sensore Stud-Arrival sulla testa saldan-te – segnala immediatamente l’arrivo del perno e riduce quindi l’ulteriore processo d’alimentazione.
Stud ID / Carbody ID – tramite l’interfac-cia cliente, la sorgente d’energia DCE può ricevere i dati più vari della produzione. Nel nostro dispositivo di controllo dei parame-tri, questi dati vengono connessi con i dati attuali di saldatura e trasmessi al controllo cliente di ordine superiore. Questi dati sono la base per un management ottimale di qualità e per un processo di miglioramento effettivo con l‘obiettivo di errori zero al mon-taggio finale.
Interfacce cliente – oltre ad un’interfac-cia parallela sono disponibili anche dei si-stemi seriali di bus di campo come Interbus, Profibus, Modbus, Multibus e DeviceNet. È altrettanto possibile la comunicazione con sistemi basati su Ethernet come p.es. Profi-Net oppure Ethernet IP.
Funzionamento con deviatore – è possi-bile aumentare notevolmente la flessibilità all’interno di cellule di produzione impie-gando un deviatore posizionato a valle degli alimentatori che permette ad una testa sal-dante di operare con nr 2 perni differenti tra di loro per diametro e lunghezza.
Gas di protezione – per la saldatura di perni d’alluminio o di acciaio legato è pos-sibile attrezzare sia le teste saldanti sia le pistole di saldatura con un boccaglio di gas di protezione.
Tempo di saldatura costante, indipendentemente dall’usura!
Anche se, grazie all’immersione controlla-ta ed ammortizzata del perno, gli spruzzi di saldatura sono ridotti – i gas prodotti dalla combustione e le polveri metalliche possono imbrattare tutti i componenti coinvolti nel movimento di corsa della testa saldante e del perno.
Ciò nonostante ogni saldatura viene effet-tuata con una qualità costantemente ele-vata! Altri aspetti positivi di questo tipo di saldatura sono una durata notevolmente prolungata di tutte le parti di ricambio e quindi intervalli di manutenzione più lunghi. Tempi di sosta prolungati delle parti di ricam-bio aumentano la disponibilità dei medesimi e riducono il dispendio per la manutenzione così come i costi per le parti di ricambio.
Il nuovo terminale d’uso.
Ottimi livelli di Comfort e sicurezza!
Superficie operativa intuitiva.
Semplice ed intuitiva, La guida menù di inter-faccia Windows è oggigiorno diventato uno standard in tutte le situazioni quotidiane. A partire dal 2007 Tucker offre un nuovo qua-dro d’uso moderno per la sua generazione di apparecchi DCE. Dei grafici ad alta soluzione visualizzano lo stato attuale dell’apparecchio ed indicano tutti i dati e le informazioni di-sponibili.
Pacchetti di software
Programmazione per acciaio oppure alluminio
La generazione di apparecchi DCE offre all’utente tutte le possibilità di adattare il processo di saldatura in modo ottimale alle proprie esigenze.
Programmazione offline
Questo software trasforma l’apparecchio d’uso in un’unità completa di programma-zione offline. L’uso di un pc oppure di un laptop per memorizzare i dati o i program-mi di saldatura diventa quindi superfluo.
Il progresso diventa standard.
La tecnologia TUCKER è la risposta al cre-scente ruolo assunto dal metodo di costru-zione di alleggerimento peso nell’industria automobilistica. La saldatura dei perni è ora disponibile, con una nuova qualità, anche per lamiere sottili ≤ 0,6 mm, per acciai ad alta resistenza, alluminio, magnesio, molti mate-riali sandwich e leghe.
Innovazione nata dall’esperienza.
Oggigiorno vengono impiegati in tutto il mondo più di 11.000 apparecchi di saldatura TUCKER che utilizzano una sorgente d’ener-gia di saldatura primaria modulata. Questa esperienza, unita all‘intenso e costante con-tatto con gli esperti del settore sono fonte di idee innovative con cui abbiamo realizzato l’unità di comando e di alimentazione d’ener-gia DCE.
Funzioni “Assist”
I prodotti ed i processi diventano sempre più complessi, allo stesso tempo dovrebbero essere assistiti da sempre meno personale operativo e di manutenzione. Ed è proprio qui che interviene la funzione « Assist ».
Basta premere un pulsante ed avrete a di-sposizione tutte le informazioni necessarie ed esatte per l’impianto di saldatura speci-fico – liste di pezzi, piani di manutenzione, piani di interfacce, trouble-shooting-guides ecc. Tutto ciò, sostenuto da grafici e foto, permette anche a « non-esperti » un uso si-curo dell’impianto di saldatura di perni – non solo, ma soprattutto in caso di guasto!
Le abbreviazioni, i codici di errore, ed altri mezzi ausiliari appartengono ormai al passa-to. Il nuovo terminale d’uso fornisce una in-formazione globale, in parole chiare oppure si serve di icone d’uso comune.
Tramite la tecnica innovativa touchscreen la dimensione degli elementi d’uso viene adat-tata alla richiesta momentanea dell’utente.
L’interfaccia integrata USB permette la tra-smissione semplice di firmware, programmi di saldatura, dati di misurazione e memorie di errori.
Il nuovo terminale d’uso è disponibile con diversi
pacchetti di software.
A seconda dell’uso riceve-rete il programma adatto.
Per ogni testa saldante un coperchio anti-imbrattamento su misura.
Il dispendio di lavoro per la pulizia si riduce sensibilmente, è più facile pro-grammare i tempi di manutenzione, si possono effettuare le manutenzioni più velocemente.
Contatto Fase di corrente di
preconduzione
Fase di saldatura
Fase di immersione
Tensione dell’arco
Movimento del componenteCorrente di saldatura
Tempo (ms)
s(d)
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!La migliore tecnologia TUCKER: la saldatura dei perni con DCE!

USAEmhart Teknologies49201 Gratiot AveChesterfield, MI 48051Tel. + 1 586 949 0440Fax + 1 586 949 8460
GermanyEmhart TeknologiesTucker GmbHP. O. Box 11 13 29D-35387 GiessenMax-Eyth-Strasse 1D-35394 GiessenTel. + 49 641 405-0Fax + 49 641 405-300
JapanEmhart TeknologiesNPR Division3rd Floor Park BuildingNo. 6 Kioicho 3 ChoumeChiyoda-ku / Tokyo 102Tel. + 81 33 36572-91Fax + 81 33 36572-98
BrazilEmhart TeknologiesRefal DivisionRua Ricardo Cavatton, 22605038-110 - Sao Paulo - SPTel. + 55 11 3871 6474Fax + 55 11 3871 3505
ChinaEmhart Teknologies488 Jia Lou RoadJiading District ShanghaiTel. + 86 21 59548626Fax + 86 21 59548775
Czech RepublicEmhart TeknologiesTucker S.R.O.Ujezd p. Troskami 6551263 Rovensko p. TroskamiTel. + 42 433 5465-11Fax + 42 433 5465-66
FranceEmhart TeknologiesTucker GmbHZA des Petits Carreaux2 bis avenue des Coquelicots94385 Bonneuil sur MarneTel. + 33 1 567124-36Fax + 33 1 567124-34
ItalyEmhart TeknologiesTucker GmbHAgenzia ItaliaVia Buenos Aires, 2710134 TorinoTel. + 39 11 3173964/65Fax + 39 11 3174830
SpainEmhart TeknologiesTucker GmbHOficina EspãnaCtra. M-300 Km 29,70028802 Alcalá de Henares (Madrid)Tel. + 34 91 8770380Fax + 34 91 8896340
SwedenEmhart TeknologiesNordic DivisionBox 203 / Skomaskisgatan 270144 ÖrebroTel. + 46 19 205800Fax + 46 19 262309
UKEmhart TeknologiesTucker GmbHUK OfficeWallsall Road / Perry BarrBirmingham B42 1BPTel. + 44 121 33125-97Fax + 44 121 33125-48
MexicoEmhart TeknologiesBosque de Cidros acceso Radiatas #42,Col. Bosque de Las Lomas05120 Mexico, D.F.Tel. + 52 55 5326 7132Fax + 52 55 5326 7132
South KoreaEmhart TeknologiesRm. 609 Seorin Bldg.45-15 Yeoido-DongYeongdeungpo-Ku150-891 SeoulTel. + 82 2783 9226 7Fax + 82 2783 9228 9
www.emhart.com
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
Panoramica dei dati tecnici.
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
Innovazione con fascino: DCE – Digitally Controlled Energy.
La nuova dimensione di qualità per l’intero processo di saldatura!
Online Clip Catalog: www.emhart-vic.com
Unità di alimentazione ETF
ETF 20 ETF 90 ETF 50 ETF 52 – 56Dimensioni (La. x P x A): 560 x 495 x 550 x 630 x 400 x 500 x 500 x 400 x 440 mm 482 mm 500 mm 500 mm Peso senza perni: 65 kg 50 kg 50 kg 50 kg Rete pneumatica: 4,5 – 6 bar 4,5 – 6 bar 4,5 – 6 bar 4,5 – 6 bar
Unità di comando e di alimentazione d’energia
Testa saldante LM Pistola LM
LM 310 / LM 240 PLM 200 PLM 560 Dimensioni (La. x P x A): 102 x 370 x 140 mm / 75 x 330 x 240 mm 50 x 185 x 180 mm 91 x 360 x 135 mm Peso: 5,5 kg 5,5 kg 1,25 kgCorsa dello slitta: max. 50 mm – – Dimensioni dei perni: Ø 3 – 10 mm Ø 3 – 10 mm Ø 3 – 10 mm
Ottimi accessori per la massima disponibilità!
Ausilii perfettamente adattati.
L’assortimento di accessori TUCKER vi offre un vasto numero di ausilii di completamento in lastratura.
Garanzia effettiva della qualità.
Fattori esteriori possono influenzare il risulta-to della saldatura. Ciò non significa necessa-riamente che si tratti di una saldatura di cat-tiva qualità, ma solo che sono stati superati i parametri limite impostati.
Un sistema di marcazione tramite colore con-trassegna le posizioni di saldatura sospette corrispondenti, direttamente dopo la salda-tura medesima. In seguito,l’ente preposto di assicurazione della qualità,sarà in grado di individuare il punto marcato in modo veloce ed effettivo.
Controllare – ma correttamente!
Potete scegliere tra un vasto numero di mezzi di controllo che sono ottimamente adattati al-l’esigenza di carico del perno corrispondente.
Unità d’energia
DCE 1500 e DCE 1800 per la produzione in serie (grande)
DCE 15HA per la produzione CKD oppure quella in serie limitata
Alimentatori della serie di costruzione ETF
Serie 20 e 50 soprattutto per perni filettati
Serie 12 e 90 soprattutto per perni di massa
Serie 52 fino a 55 per perni a gradini e perni a T
Uso comple-tamente automatico
Uso semiauto- matico
Uso manuale
Unità Alimen- Strumento d’energia tatore di saldatura
DCE 1500 ETF 20 LMR 410/420 DCE 1800 ETF 5X LM 310 ETF 90 LM 240 ETF 12
DCE 1500 ETF 20 PLM 200 DCE 1800 ETF 5X DCE 15HA ETF 90 ETF 12
DCE 15HA PKE PLM 560 e Control Box
Un impianto idoneo a qualsiasi concetto generato nell’ambito della lastratura !
Teste saldanti della serie LM
LM 240 per postazioni fisse
LM 310 per applicazioni con robot
LMR 410/420 per le posizioni di saldatura con accessibilità limitate e difficili
Pistole di saldatura con tecnologia LM
Per usi manuali e semiautomatici
PLM 200 con alimentazione automatica dei perni
PLM 560 con alimentazione manuale
Fatto su misura per penetrare le esigenze di produzione e di lastratura del cliente; Emhart Teknologies TUCKER vi offre il concetto d’impianto giusto.
Strumenti di controllo
Distributori di perni
Boccagli e boccole di guida
Marcatore tramite colore
Piastre adattatrici
Strumenti di controllo
DCE 1500 / HA DCE 1800Tensione di rete: 400 / 440 / 500 V c.a. 400 / 440 / 500 V c.a. Frequenza di rete: fN: 50/60 Hz fN: 50/60 Hz Gamma corrente di saldatura: ∆I 100 A – 1500 A ∆I 100 A – 1800 A Gamma tempo di saldatura: ∆t 6 ms – 100 ms ∆t 6 ms – 100 ms Numero delle saldature: 60/min in caso di I=750 A, t=30 ms 60/min in caso di I=750 A, t=30 ms Dimensioni (La. x P x A): 560 x 565 x 965 mm 560 x 565 x 965 mm Peso: 90 kg 90 kg
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
USAEmhart Teknologies49201 Gratiot AveChesterfield, MI 48051Tel. + 1 586 949 0440Fax + 1 586 949 8460
GermanyEmhart TeknologiesTucker GmbHP. O. Box 11 13 29D-35387 GiessenMax-Eyth-Strasse 1D-35394 GiessenTel. + 49 641 405-0Fax + 49 641 405-300
JapanEmhart TeknologiesNPR Division3rd Floor Park BuildingNo. 6 Kioicho 3 ChoumeChiyoda-ku / Tokyo 102Tel. + 81 33 36572-91Fax + 81 33 36572-98
BrazilEmhart TeknologiesRefal DivisionRua Ricardo Cavatton, 22605038-110 - Sao Paulo - SPTel. + 55 11 3871 6474Fax + 55 11 3871 3505
ChinaEmhart Teknologies488 Jia Lou RoadJiading District ShanghaiTel. + 86 21 59548626Fax + 86 21 59548775
Czech RepublicEmhart TeknologiesTucker S.R.O.Ujezd p. Troskami 6551263 Rovensko p. TroskamiTel. + 42 433 5465-11Fax + 42 433 5465-66
FranceEmhart TeknologiesTucker GmbHZA des Petits Carreaux2 bis avenue des Coquelicots94385 Bonneuil sur MarneTel. + 33 1 567124-36Fax + 33 1 567124-34
ItalyEmhart TeknologiesTucker GmbHAgenzia ItaliaVia Buenos Aires, 2710134 TorinoTel. + 39 11 3173964/65Fax + 39 11 3174830
SpainEmhart TeknologiesTucker GmbHOficina EspãnaCtra. M-300 Km 29,70028802 Alcalá de Henares (Madrid)Tel. + 34 91 8770380Fax + 34 91 8896340
SwedenEmhart TeknologiesNordic DivisionBox 203 / Skomaskisgatan 270144 ÖrebroTel. + 46 19 205800Fax + 46 19 262309
UKEmhart TeknologiesTucker GmbHUK OfficeWallsall Road / Perry BarrBirmingham B42 1BPTel. + 44 121 33125-97Fax + 44 121 33125-48
MexicoEmhart TeknologiesBosque de Cidros acceso Radiatas #42,Col. Bosque de Las Lomas05120 Mexico, D.F.Tel. + 52 55 5326 7132Fax + 52 55 5326 7132
South KoreaEmhart TeknologiesRm. 609 Seorin Bldg.45-15 Yeoido-DongYeongdeungpo-Ku150-891 SeoulTel. + 82 2783 9226 7Fax + 82 2783 9228 9
www.emhart.com
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
Panoramica dei dati tecnici.
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!
Innovazione con fascino: DCE – Digitally Controlled Energy.
La nuova dimensione di qualità per l’intero processo di saldatura!
Online Clip Catalog: www.emhart-vic.com
Unità di alimentazione ETF
ETF 20 ETF 90 ETF 50 ETF 52 – 56Dimensioni (La. x P x A): 560 x 495 x 550 x 630 x 400 x 500 x 500 x 400 x 440 mm 482 mm 500 mm 500 mm Peso senza perni: 65 kg 50 kg 50 kg 50 kg Rete pneumatica: 4,5 – 6 bar 4,5 – 6 bar 4,5 – 6 bar 4,5 – 6 bar
Unità di comando e di alimentazione d’energia
Testa saldante LM Pistola LM
LM 310 / LM 240 PLM 200 PLM 560 Dimensioni (La. x P x A): 102 x 370 x 140 mm / 75 x 330 x 240 mm 50 x 185 x 180 mm 91 x 360 x 135 mm Peso: 5,5 kg 5,5 kg 1,25 kgCorsa dello slitta: max. 50 mm – – Dimensioni dei perni: Ø 3 – 10 mm Ø 3 – 10 mm Ø 3 – 10 mm
Ottimi accessori per la massima disponibilità!
Ausilii perfettamente adattati.
L’assortimento di accessori TUCKER vi offre un vasto numero di ausilii di completamento in lastratura.
Garanzia effettiva della qualità.
Fattori esteriori possono influenzare il risulta-to della saldatura. Ciò non significa necessa-riamente che si tratti di una saldatura di cat-tiva qualità, ma solo che sono stati superati i parametri limite impostati.
Un sistema di marcazione tramite colore con-trassegna le posizioni di saldatura sospette corrispondenti, direttamente dopo la salda-tura medesima. In seguito,l’ente preposto di assicurazione della qualità,sarà in grado di individuare il punto marcato in modo veloce ed effettivo.
Controllare – ma correttamente!
Potete scegliere tra un vasto numero di mezzi di controllo che sono ottimamente adattati al-l’esigenza di carico del perno corrispondente.
Unità d’energia
DCE 1500 e DCE 1800 per la produzione in serie (grande)
DCE 15HA per la produzione CKD oppure quella in serie limitata
Alimentatori della serie di costruzione ETF
Serie 20 e 50 soprattutto per perni filettati
Serie 12 e 90 soprattutto per perni di massa
Serie 52 fino a 55 per perni a gradini e perni a T
Uso comple-tamente automatico
Uso semiauto- matico
Uso manuale
Unità Alimen- Strumento d’energia tatore di saldatura
DCE 1500 ETF 20 LMR 410/420 DCE 1800 ETF 5X LM 310 ETF 90 LM 240 ETF 12
DCE 1500 ETF 20 PLM 200 DCE 1800 ETF 5X DCE 15HA ETF 90 ETF 12
DCE 15HA PKE PLM 560 e Control Box
Un impianto idoneo a qualsiasi concetto generato nell’ambito della lastratura !
Teste saldanti della serie LM
LM 240 per postazioni fisse
LM 310 per applicazioni con robot
LMR 410/420 per le posizioni di saldatura con accessibilità limitate e difficili
Pistole di saldatura con tecnologia LM
Per usi manuali e semiautomatici
PLM 200 con alimentazione automatica dei perni
PLM 560 con alimentazione manuale
Fatto su misura per penetrare le esigenze di produzione e di lastratura del cliente; Emhart Teknologies TUCKER vi offre il concetto d’impianto giusto.
Strumenti di controllo
Distributori di perni
Boccagli e boccole di guida
Marcatore tramite colore
Piastre adattatrici
Strumenti di controllo
DCE 1500 / HA DCE 1800Tensione di rete: 400 / 440 / 500 V c.a. 400 / 440 / 500 V c.a. Frequenza di rete: fN: 50/60 Hz fN: 50/60 Hz Gamma corrente di saldatura: ∆I 100 A – 1500 A ∆I 100 A – 1800 A Gamma tempo di saldatura: ∆t 6 ms – 100 ms ∆t 6 ms – 100 ms Numero delle saldature: 60/min in caso di I=750 A, t=30 ms 60/min in caso di I=750 A, t=30 ms Dimensioni (La. x P x A): 560 x 565 x 965 mm 560 x 565 x 965 mm Peso: 90 kg 90 kg
La migliore tecnologia TUCKER: la saldatura dei perni con DCE!





























