Embed Size (px)
Citation preview
Manuale per la
S A L D A T U R A
2
Allora come oggi – ma anche
in futuro la tecnica di saldatura
rimarrà una componente
importante nell’odontotecnica
quotidiana. La saldatura è la
tecnica di unione maggior-
mente usata per i metalli. Per
realizzare una unione mediante
saldatura, i materiali necessari
devono essere preparati con la
massima cura. Ne fa parte la
conoscenza dei materiali,
nonché il corretto impiego
tecnico. Ciò nonostante
l’utilizzatore dovrebbe evitare
il più possibile unioni
metalliche.
Questo manuale Le tras-mette le informazioni piùimportanti sulla saldaturaprima e dopo la cottura,per poter realizzare i Suoilavori con sempre maggiore successo afavore del paziente.
3
Indice
Passato / presente / futuro 4
Tecnica di saldatura 5
Saldature 6
Umettabilità / diffusione 7
Fessura di saldatura 8
Ossidazione 9
Ausili per la saldatura 10
Cannello / uso della fiamma 11
Preparazione della superficie xx 12
Saldatura prima della cottura ceramica 13
Saldatura dopo la cottura ceramica 1 16
Tabella leghe/saldature 20
Tabella saldatura 21
Cosa fare, se… 22
Istruzione breve, saldatura prima della cottura 23
Istruzione breve, saldatura dopo la cottura 24

4
Passato
Gli antichi egizi fondevano l’oro, creando meravigliosi oggetti delle culture.
Anche nell’antichità si usava la salda-tura. La tecnica di saldatura di queltempo con minerali a base di rame eradi ausilio agli orafi nella realizzazione digioielli raffinati.
PresenteLa saldatura, attraverso le sue universalipossibilità d’impiego in odontotecnica,nonostante le moderne metodiche disaldatura e di adesione, non ha perso lasua importanza. Nei laboratori odonto-tecnici il numero delle saldature quoti-diane è ancora notevolmente superioreal numero di altri procedimenti di unione.
FuturoSaldatura ovunque – anche nell’universo……potrebbe in futuro essere di vitale importanza per le missioni su Marte.
Dai futuri astronauti ci siaspetta che siano in gradodi effettuare autonoma-mente riparazioni alle loronavicelle spaziali.
Da oltre 100 anni si impiega la saldatura nella tecnica dentale.
5
Tecnica di saldatura
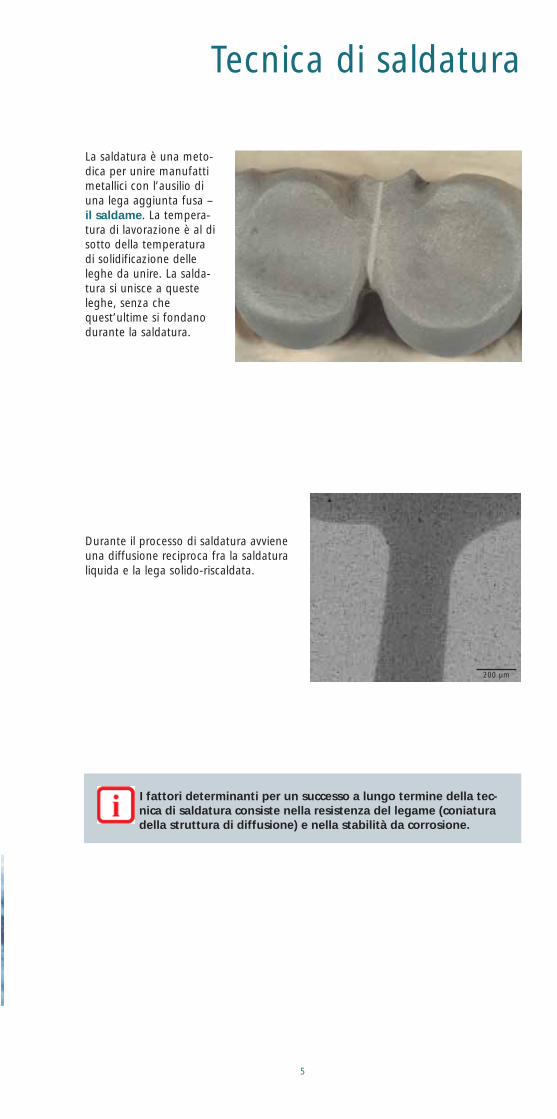
La saldatura è una meto-dica per unire manufattimetallici con l’ausilio diuna lega aggiunta fusa –il saldame. La tempera-tura di lavorazione è al disotto della temperaturadi solidificazione delleleghe da unire. La salda-tura si unisce a questeleghe, senza che quest’ultime si fondanodurante la saldatura.
Durante il processo di saldatura avvieneuna diffusione reciproca fra la saldaturaliquida e la lega solido-riscaldata.
I fattori determinanti per un successo a lungo termine della tec-nica di saldatura consiste nella resistenza del legame (coniaturadella struttura di diffusione) e nella stabilità da corrosione.
200 µm
6
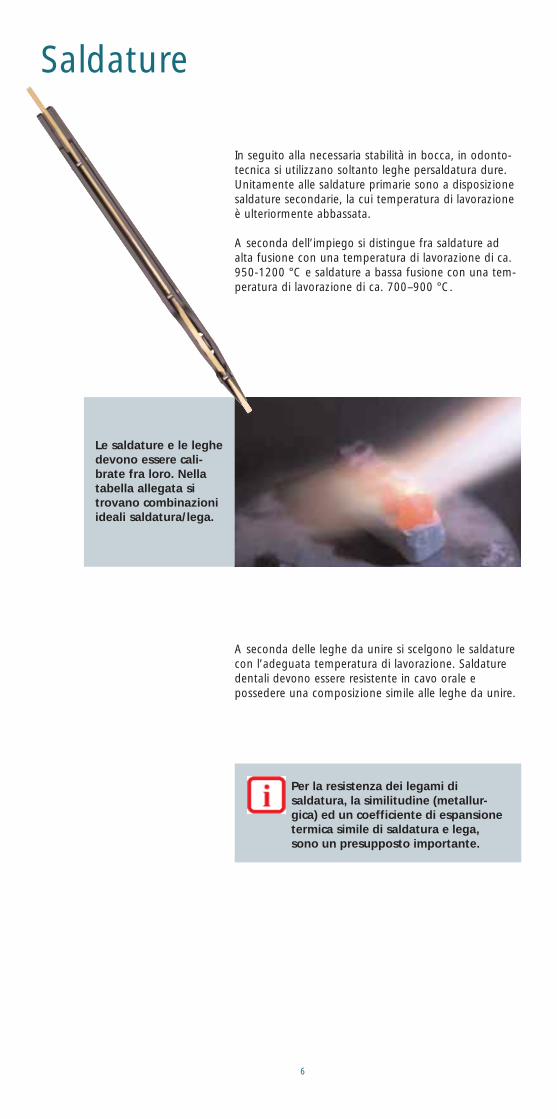
In seguito alla necessaria stabilità in bocca, in odonto-tecnica si utilizzano soltanto leghe persaldatura dure.Unitamente alle saldature primarie sono a disposizionesaldature secondarie, la cui temperatura di lavorazioneè ulteriormente abbassata.
A seconda dell’impiego si distingue fra saldature adalta fusione con una temperatura di lavorazione di ca.950-1200 °C e saldature a bassa fusione con una tem-peratura di lavorazione di ca. 700–900 °C.
A seconda delle leghe da unire si scelgono le saldaturecon l’adeguata temperatura di lavorazione. Saldaturedentali devono essere resistente in cavo orale e possedere una composizione simile alle leghe da unire.
Le saldature e le leghedevono essere cali-brate fra loro. Nellatabella allegata si trovano combinazioniideali saldatura/lega.
Per la resistenza dei legami disaldatura, la similitudine (metallur-gica) ed un coefficiente di espansionetermica simile di saldatura e lega,sono un presupposto importante.
Saldature
7
Umettabilità / diffusione
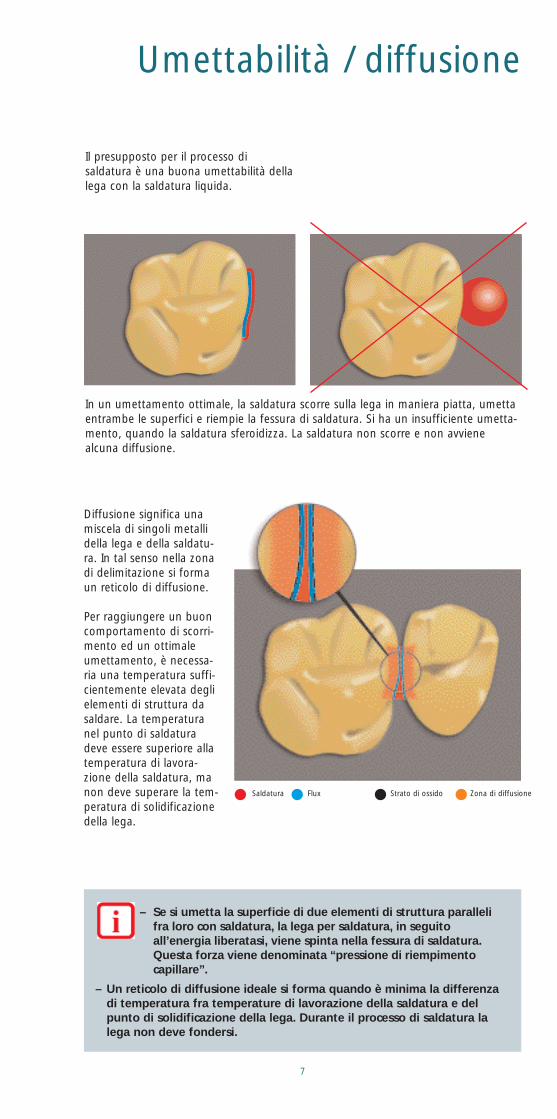
Diffusione significa unamiscela di singoli metallidella lega e della saldatu-ra. In tal senso nella zonadi delimitazione si formaun reticolo di diffusione.
Per raggiungere un buoncomportamento di scorri-mento ed un ottimaleumettamento, è necessa-ria una temperatura suffi-cientemente elevata deglielementi di struttura dasaldare. La temperaturanel punto di saldaturadeve essere superiore allatemperatura di lavora-zione della saldatura, manon deve superare la tem-peratura di solidificazionedella lega.
– Se si umetta la superficie di due elementi di struttura paralleli fra loro con saldatura, la lega per saldatura, in seguito all’energia liberatasi, viene spinta nella fessura di saldatura.Questa forza viene denominata “pressione di riempimento capillare”.
– Un reticolo di diffusione ideale si forma quando è minima la differenzadi temperatura fra temperature di lavorazione della saldatura e delpunto di solidificazione della lega. Durante il processo di saldatura lalega non deve fondersi.
FluxSaldatura Zona di diffusioneStrato di ossido
Il presupposto per il processo di saldatura è una buona umettabilità dellalega con la saldatura liquida.
In un umettamento ottimale, la saldatura scorre sulla lega in maniera piatta, umettaentrambe le superfici e riempie la fessura di saldatura. Si ha un insufficiente umetta-mento, quando la saldatura sferoidizza. La saldatura non scorre e non avviene alcuna diffusione.
8
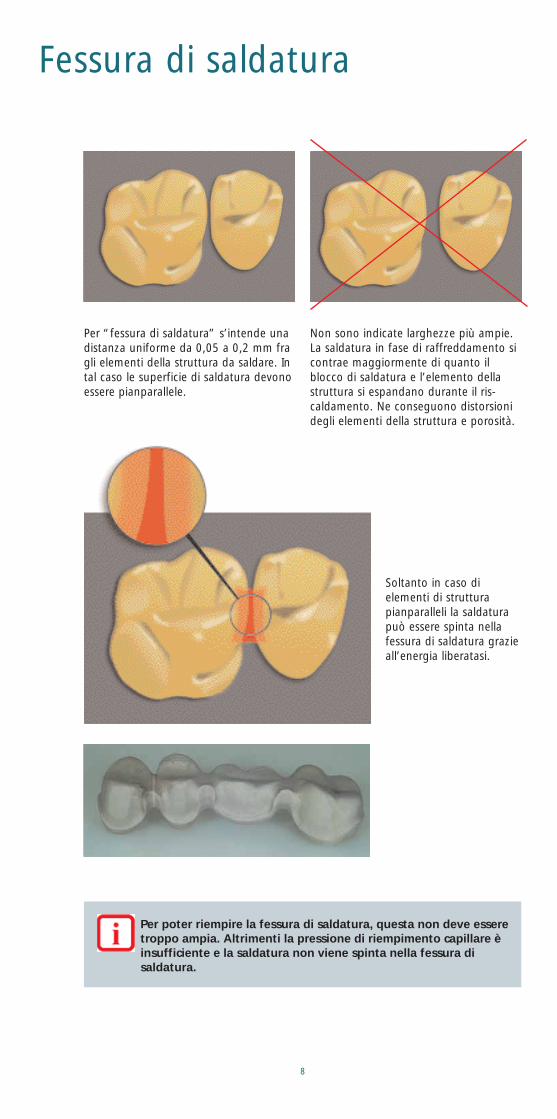
Per “fessura di saldatura” s’intende unadistanza uniforme da 0,05 a 0,2 mm fragli elementi della struttura da saldare. Intal caso le superficie di saldatura devonoessere pianparallele.
Non sono indicate larghezze più ampie.La saldatura in fase di raffreddamento sicontrae maggiormente di quanto il blocco di saldatura e l’elemento dellastruttura si espandano durante il ris-caldamento. Ne conseguono distorsionidegli elementi della struttura e porosità.
Soltanto in caso di elementi di struttura pianparalleli la saldaturapuò essere spinta nellafessura di saldatura grazieall’energia liberatasi.
Per poter riempire la fessura di saldatura, questa non deve esseretroppo ampia. Altrimenti la pressione di riempimento capillare èinsufficiente e la saldatura non viene spinta nella fessura di saldatura.
Fessura di saldatura
9
Ossidazione
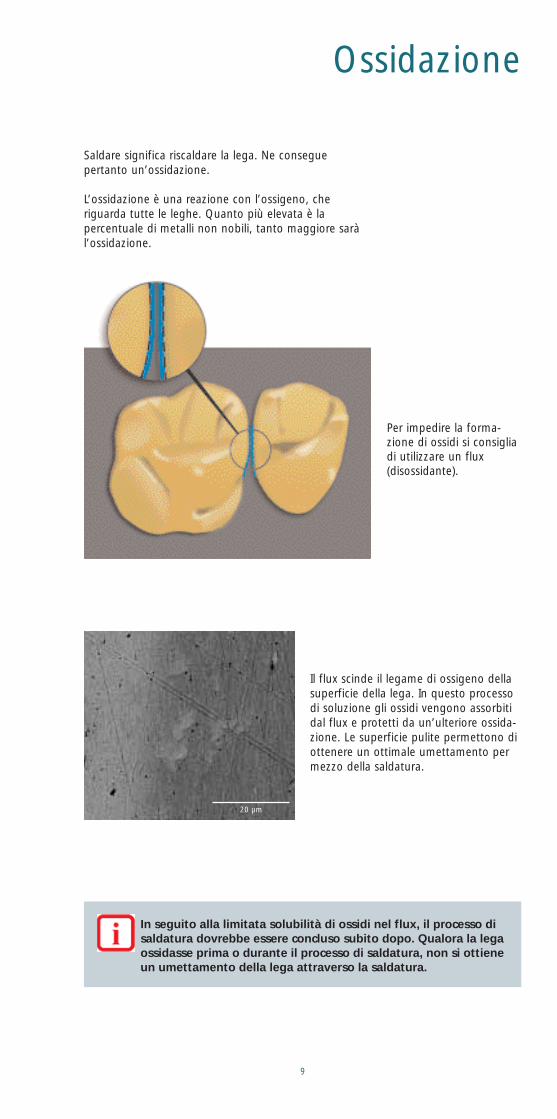
Saldare significa riscaldare la lega. Ne consegue pertanto un’ossidazione.
L’ossidazione è una reazione con l’ossigeno, che riguarda tutte le leghe. Quanto più elevata è la percentuale di metalli non nobili, tanto maggiore saràl’ossidazione.
Il flux scinde il legame di ossigeno dellasuperficie della lega. In questo processodi soluzione gli ossidi vengono assorbitidal flux e protetti da un’ulteriore ossida-zione. Le superficie pulite permettono diottenere un ottimale umettamento permezzo della saldatura.
In seguito alla limitata solubilità di ossidi nel flux, il processo disaldatura dovrebbe essere concluso subito dopo. Qualora la legaossidasse prima o durante il processo di saldatura, non si ottieneun umettamento della lega attraverso la saldatura.
Per impedire la forma-zione di ossidi si consigliadi utilizzare un flux(disossidante).
20 µm

10
I presupposti per un’ottimale saldaturasono: superfici metalliche deterse, unflux che scioglie gli ossidi, elementi distruttura preriscaldati uniformemente atemperatura di lavorazione ed una fessura di saldatura possibilmente apareti parallele ( 0,05–0,2 mm).
Flux per saldature con elevata temperatura di lavorazione: > 960°C (saldature prima della cottura)
Flux per saldature con bassa temperatura di lavorazione: > 900°C (saldature dopo la cottura e saldature universali)
Ausili per la saldatura
High-fusing Bondal™ Flux Bondal™ Flux
Un sistema a fiamma con valvola di sicurezza permette l’afflusso controllato di gas ed ossigeno durante la saldaturae la fusione di leghe.
Magic Wand
Il decappante elimina in brevissimotempo gli ossidi e residui di flux dallasuperficie di leghe nobili.
PCT AScid
Un pratico supporto per saldatura per un’applicazione sicurae razionale.
PCT Solder Pen
11
Cannello / uso della fiamma
A seconda della temperatura necessaria, per la saldatura si possono utilizzare diverse combinazioni di gas. È da osservare:quanto più a punta e calda è la fiamma, tanto più facilmente possono crearsi difetti sulla lega.
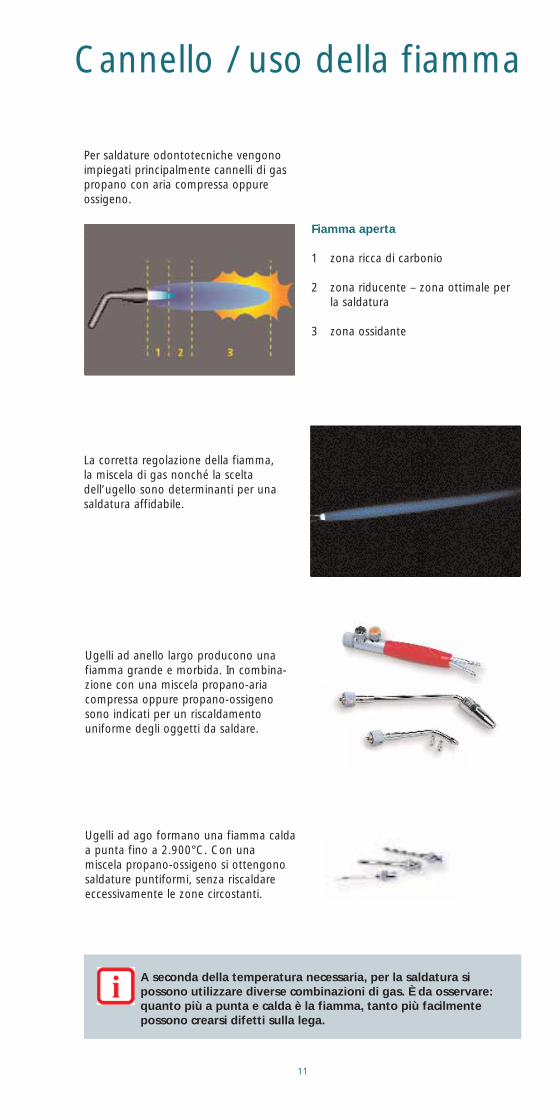
Per saldature odontotecniche vengonoimpiegati principalmente cannelli di gaspropano con aria compressa oppureossigeno.
La corretta regolazione della fiamma, la miscela di gas nonché la scelta dell’ugello sono determinanti per unasaldatura affidabile.
Fiamma aperta
1 zona ricca di carbonio
2 zona riducente – zona ottimale perla saldatura
3 zona ossidante
Ugelli ad anello largo producono unafiamma grande e morbida. In combina-zione con una miscela propano-ariacompressa oppure propano-ossigenosono indicati per un riscaldamento uniforme degli oggetti da saldare.
Ugelli ad ago formano una fiamma caldaa punta fino a 2.900°C. Con una miscela propano-ossigeno si ottengonosaldature puntiformi, senza riscaldareeccessivamente le zone circostanti.
12
Preparazione delle superfici
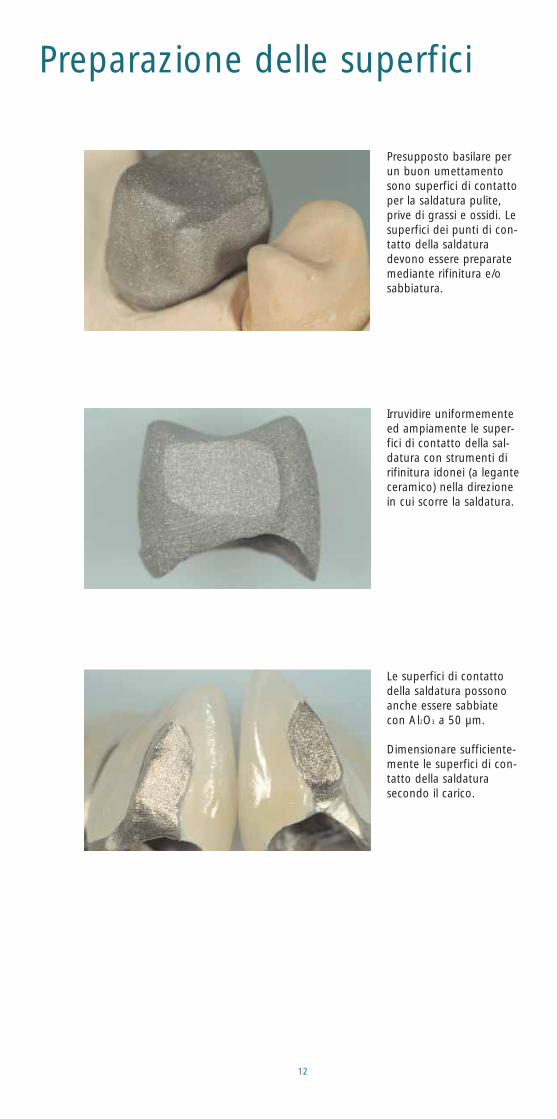
Presupposto basilare perun buon umettamentosono superfici di contattoper la saldatura pulite,prive di grassi e ossidi. Lesuperfici dei punti di con-tatto della saldaturadevono essere preparatemediante rifinitura e/osabbiatura.
Irruvidire uniformementeed ampiamente le super-fici di contatto della sal-datura con strumenti dirifinitura idonei (a leganteceramico) nella direzionein cui scorre la saldatura.
Le superfici di contattodella saldatura possonoanche essere sabbiatecon Al2O3 a 50 µm.
Dimensionare sufficiente-mente le superfici di con-tatto della saldaturasecondo il carico.
13
Saldatura prima della cottura
Lavorare la massa da rivestimento per saldatura secondo le indi-cazioni del produttore (in riguardo a rapporti di miscelazione etempi di riscaldamento).
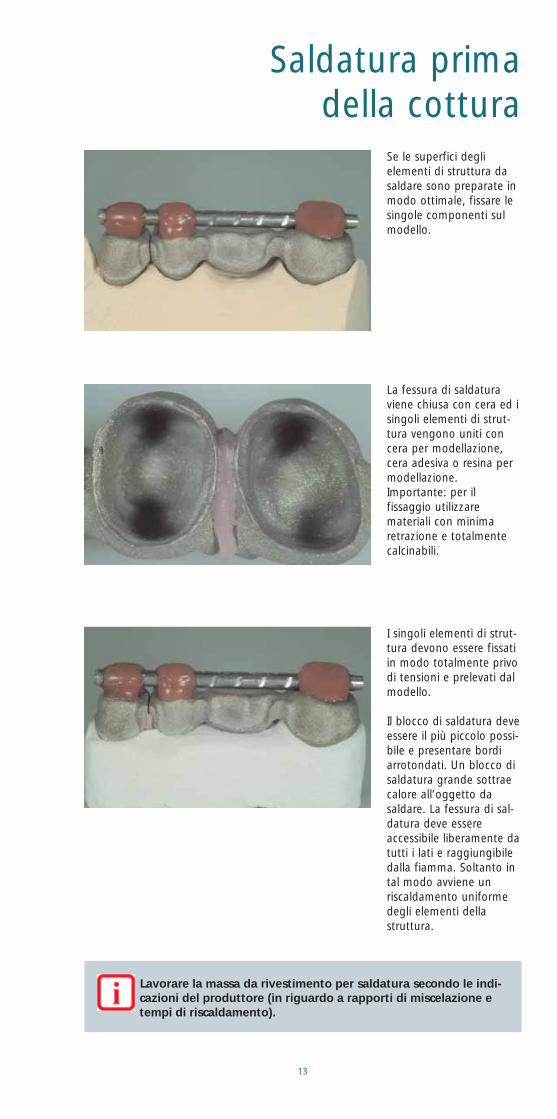
Se le superfici degli elementi di struttura dasaldare sono preparate inmodo ottimale, fissare lesingole componenti sulmodello.
La fessura di saldaturaviene chiusa con cera ed isingoli elementi di strut-tura vengono uniti concera per modellazione,cera adesiva o resina permodellazione.Importante: per il fissaggio utilizzare materiali con minimaretrazione e totalmentecalcinabili.
I singoli elementi di strut-tura devono essere fissatiin modo totalmente privodi tensioni e prelevati dalmodello.
Il blocco di saldatura deveessere il più piccolo possi-bile e presentare bordiarrotondati. Un blocco disaldatura grande sottraecalore all’oggetto dasaldare. La fessura di sal-datura deve essere accessibile liberamente datutti i lati e raggiungibiledalla fiamma. Soltanto intal modo avviene un riscaldamento uniformedegli elementi della struttura.
14
Saldatura prima della cottura
Consiglio:Allo stato ancora caldo, dopo la rimozione della cera di fissaggio o dellaresina per modellazione, il flux è facilmente applicabile nella fessura disaldatura. In tal modo è possibile evitare un’eventuale ossidazione giàdurante il preriscaldo dell’oggetto da saldare.
– Umettare la saldatura con flux. Utilizzare possibilmente poca saldatura e non imbrattare la saldatura sulla superficie della lega.
– È importante il calore dell’oggetto da saldare. La saldatura si dirigesempre nel punto più caldo. Unire la fiamma da un lato e la saldaturadal lato opposto.
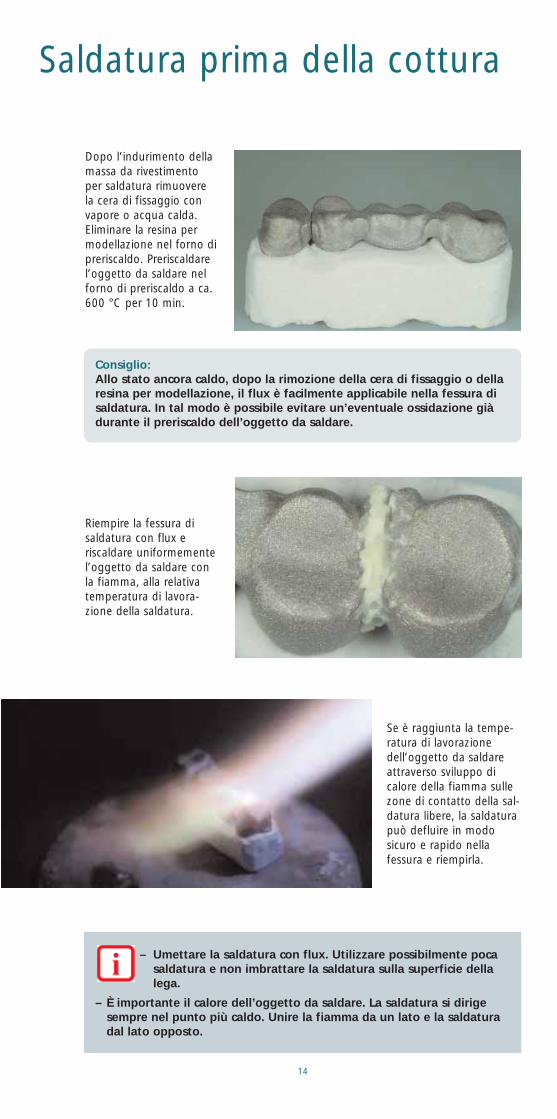
Riempire la fessura di saldatura con flux e riscaldare uniformementel’oggetto da saldare conla fiamma, alla relativatemperatura di lavora-zione della saldatura.
Se è raggiunta la tempe-ratura di lavorazionedell’oggetto da saldareattraverso sviluppo dicalore della fiamma sullezone di contatto della sal-datura libere, la saldaturapuò defluire in modosicuro e rapido nella fessura e riempirla.
Dopo l’indurimento dellamassa da rivestimentoper saldatura rimuoverela cera di fissaggio convapore o acqua calda.Eliminare la resina permodellazione nel forno dipreriscaldo. Preriscaldarel’oggetto da saldare nelforno di preriscaldo a ca.600 °C per 10 min.
15
Saldatura prima della cottura
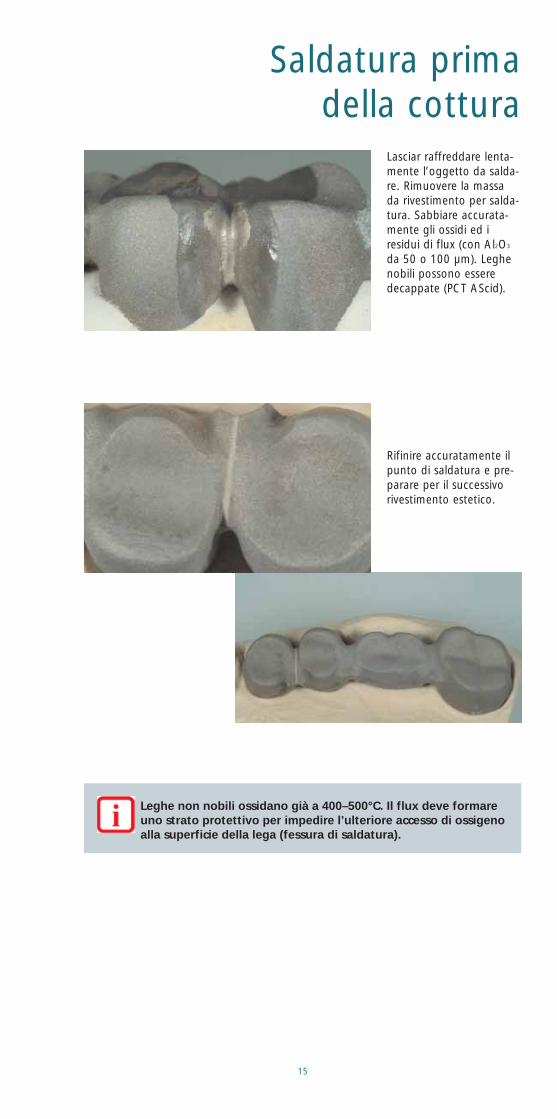
Lasciar raffreddare lenta-mente l’oggetto da salda-re. Rimuovere la massada rivestimento per salda-tura. Sabbiare accurata-mente gli ossidi ed i residui di flux (con Al2O3
da 50 o 100 µm). Leghenobili possono esseredecappate (PCT AScid).
Leghe non nobili ossidano già a 400–500°C. Il flux deve formareuno strato protettivo per impedire l’ulteriore accesso di ossigenoalla superficie della lega (fessura di saldatura).
Rifinire accuratamente ilpunto di saldatura e pre-parare per il successivorivestimento estetico.
16
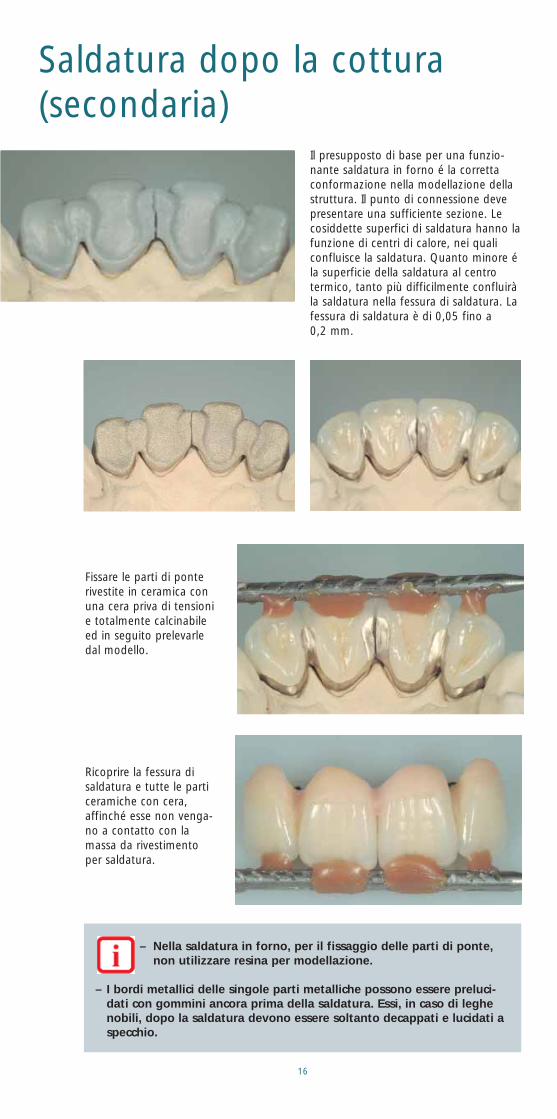
Il presupposto di base per una funzio-nante saldatura in forno é la correttaconformazione nella modellazione dellastruttura. Il punto di connessione devepresentare una sufficiente sezione. Lecosiddette superfici di saldatura hanno lafunzione di centri di calore, nei qualiconfluisce la saldatura. Quanto minore éla superficie della saldatura al centro termico, tanto più difficilmente confluiràla saldatura nella fessura di saldatura. Lafessura di saldatura è di 0,05 fino a 0,2 mm.
– Nella saldatura in forno, per il fissaggio delle parti di ponte, non utilizzare resina per modellazione.
– I bordi metallici delle singole parti metalliche possono essere preluci-dati con gommini ancora prima della saldatura. Essi, in caso di leghenobili, dopo la saldatura devono essere soltanto decappati e lucidati aspecchio.
Saldatura dopo la cottura(secondaria)
Fissare le parti di ponterivestite in ceramica conuna cera priva di tensionie totalmente calcinabileed in seguito prelevarledal modello.
Ricoprire la fessura di saldatura e tutte le particeramiche con cera, affinché esse non venga-no a contatto con lamassa da rivestimentoper saldatura.
17
Si sconsiglia una saldatura dopo la cottura di leghe non nobili.
Saldatura dopo la cottura(secondaria)
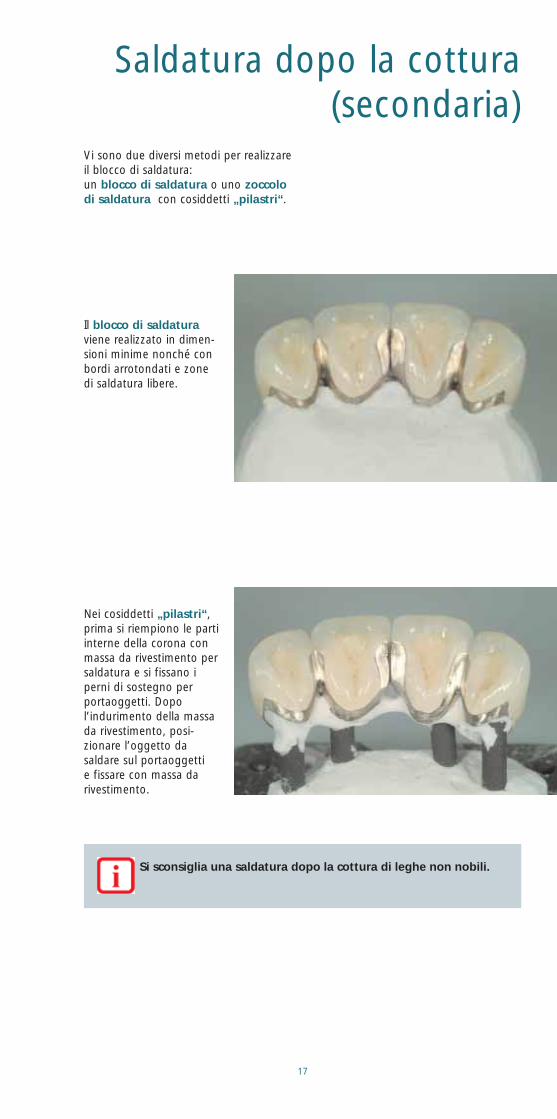
Vi sono due diversi metodi per realizzareil blocco di saldatura: un blocco di saldatura o uno zoccolodi saldatura con cosiddetti „pilastri“.
Il blocco di saldaturaviene realizzato in dimen-sioni minime nonché conbordi arrotondati e zonedi saldatura libere.
Nei cosiddetti „pilastri“,prima si riempiono le partiinterne della corona conmassa da rivestimento persaldatura e si fissano iperni di sostegno per portaoggetti. Dopo l’indurimento della massada rivestimento, posi-zionare l’oggetto dasaldare sul portaoggetti e fissare con massa darivestimento.
18
Saldatura dopo la cottura(secondaria)
Dopo l’indurimento della massa da rivestimento per saldatura e rimozione della cera con vapore o acquacalda, preparare l’oggetto da saldare per la saldatura inforno. Applicare il flux nella fessura di saldatura allostato ancora caldo.
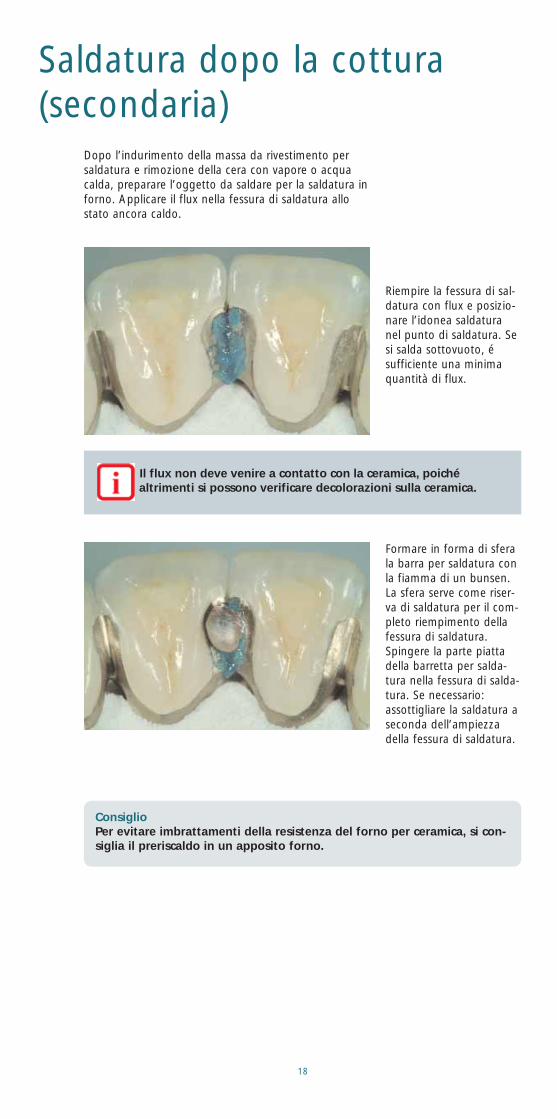
Riempire la fessura di sal-datura con flux e posizio-nare l’idonea saldaturanel punto di saldatura. Sesi salda sottovuoto, é sufficiente una minimaquantità di flux.
Formare in forma di sferala barra per saldatura conla fiamma di un bunsen.La sfera serve come riser-va di saldatura per il com-pleto riempimento dellafessura di saldatura.Spingere la parte piattadella barretta per salda-tura nella fessura di salda-tura. Se necessario: assottigliare la saldatura aseconda dell’ampiezzadella fessura di saldatura.
Il flux non deve venire a contatto con la ceramica, poichéaltrimenti si possono verificare decolorazioni sulla ceramica.
ConsiglioPer evitare imbrattamenti della resistenza del forno per ceramica, si con-siglia il preriscaldo in un apposito forno.
19
Saldatura dopo la cottura(secondaria)
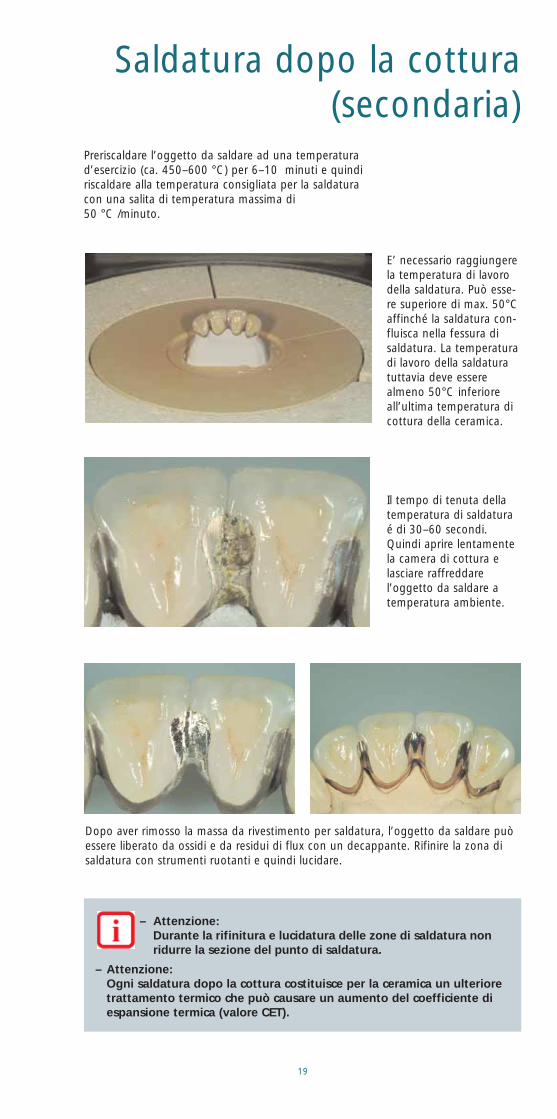
Preriscaldare l’oggetto da saldare ad una temperaturad’esercizio (ca. 450–600 °C) per 6–10 minuti e quindiriscaldare alla temperatura consigliata per la saldaturacon una salita di temperatura massima di 50 °C /minuto.
– Attenzione:Durante la rifinitura e lucidatura delle zone di saldatura non ridurre la sezione del punto di saldatura.
– Attenzione:Ogni saldatura dopo la cottura costituisce per la ceramica un ulterioretrattamento termico che può causare un aumento del coefficiente diespansione termica (valore CET).
E’ necessario raggiungerela temperatura di lavorodella saldatura. Può esse-re superiore di max. 50°Caffinché la saldatura con-fluisca nella fessura di saldatura. La temperaturadi lavoro della saldaturatuttavia deve esserealmeno 50°C inferioreall’ultima temperatura dicottura della ceramica.
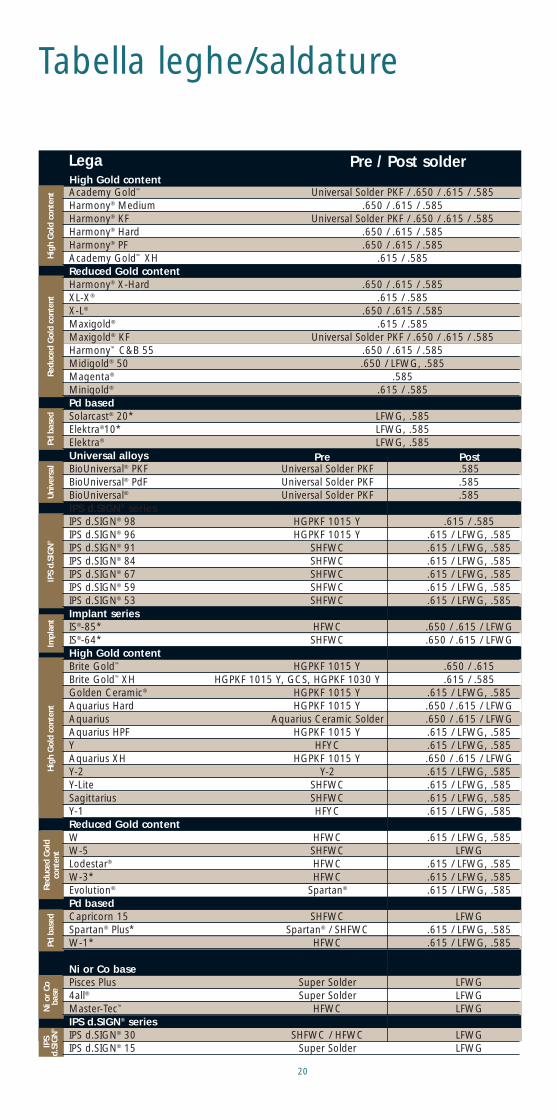
Il tempo di tenuta dellatemperatura di saldaturaé di 30–60 secondi.Quindi aprire lentamentela camera di cottura elasciare raffreddare l’oggetto da saldare atemperatura ambiente.
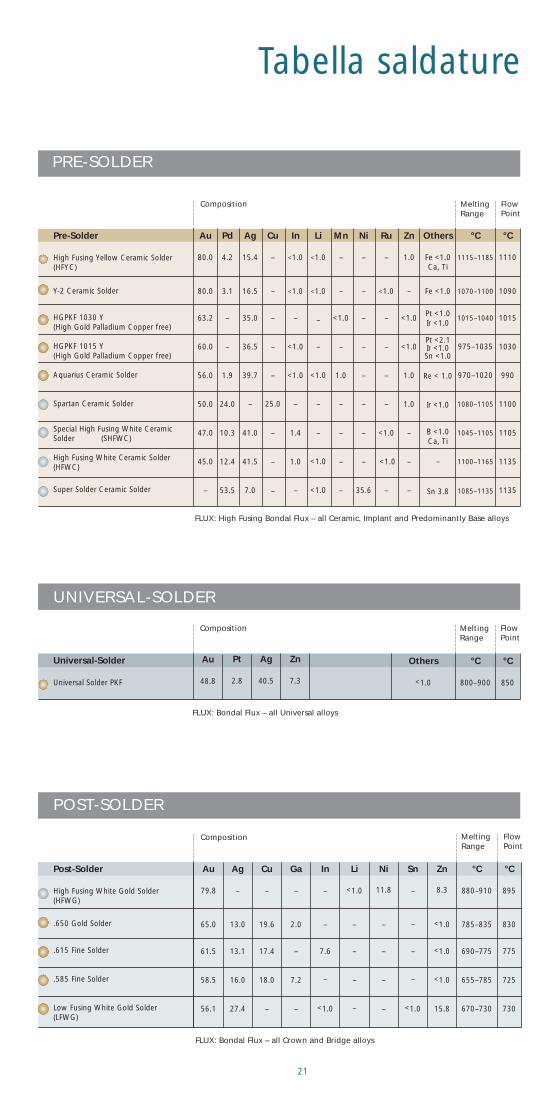
Dopo aver rimosso la massa da rivestimento per saldatura, l’oggetto da saldare puòessere liberato da ossidi e da residui di flux con un decappante. Rifinire la zona di saldatura con strumenti ruotanti e quindi lucidare.
20
Tabella leghe/saldature
Lega Pre / Post solderHigh Gold content
Pre Post
Pd b
ased
Uni
vers
alIP
S d.
SIG
N®
Impl
ant
Hig
h G
old
cont
ent
Hig
h G
old
cont
ent
Redu
ced
Gol
d co
nten
tRe
duce
d G
old
cont
ent
Pd b
ased
Ni o
r Co
base
IPS
d.SI
GN
®
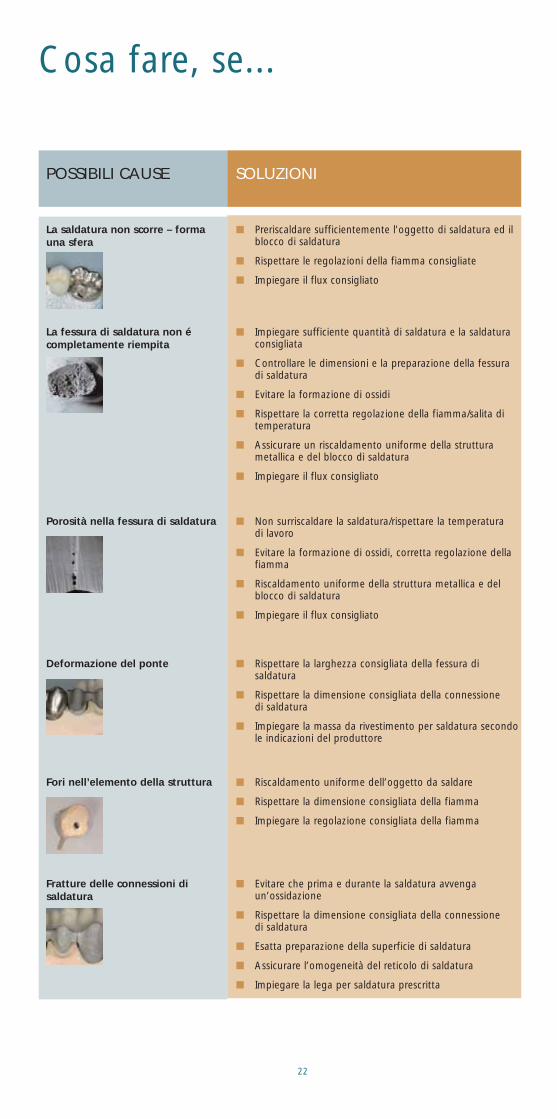
Academy Gold™ Universal Solder PKF / .650 / .615 / .585Harmony® Medium .650 / .615 / .585Harmony® KF Universal Solder PKF / .650 / .615 / .585Harmony® Hard .650 / .615 / .585Harmony® PF .650 / .615 / .585Academy Gold™ XH .615 / .585Reduced Gold contentHarmony® X-Hard .650 / .615 / .585XL-X® .615 / .585X-L® .650 / .615 / .585Maxigold® .615 / .585Maxigold® KF Universal Solder PKF / .650 / .615 / .585Harmony™ C&B 55 .650 / .615 / .585Midigold® 50 .650 / LFWG, .585Magenta® .585Minigold® .615 / .585Pd basedSolarcast® 20* LFWG, .585Elektra®10* LFWG, .585Elektra® LFWG, .585Universal alloysBioUniversal® PKF Universal Solder PKF .585BioUniversal® PdF Universal Solder PKF .585BioUniversal® Universal Solder PKF .585IPS d.SIGN® seriesIPS d.SIGN® 98 HGPKF 1015 Y .615 / .585IPS d.SIGN® 96 HGPKF 1015 Y .615 / LFWG, .585IPS d.SIGN® 91 SHFWC .615 / LFWG, .585IPS d.SIGN® 84 SHFWC .615 / LFWG, .585IPS d.SIGN® 67 SHFWC .615 / LFWG, .585IPS d.SIGN® 59 SHFWC .615 / LFWG, .585IPS d.SIGN® 53 SHFWC .615 / LFWG, .585Implant seriesIS®-85* HFWC .650 / .615 / LFWGIS®-64* SHFWC .650 / .615 / LFWGHigh Gold contentBrite Gold™ HGPKF 1015 Y .650 / .615Brite Gold™ XH HGPKF 1015 Y, GCS, HGPKF 1030 Y .615 / .585Golden Ceramic® HGPKF 1015 Y .615 / LFWG, .585Aquarius Hard HGPKF 1015 Y .650 / .615 / LFWGAquarius Aquarius Ceramic Solder .650 / .615 / LFWGAquarius HPF HGPKF 1015 Y .615 / LFWG, .585Y HFYC .615 / LFWG, .585Aquarius XH HGPKF 1015 Y .650 / .615 / LFWGY-2 Y-2 .615 / LFWG, .585Y-Lite SHFWC .615 / LFWG, .585Sagittarius SHFWC .615 / LFWG, .585Y-1 HFYC .615 / LFWG, .585Reduced Gold contentW HFWC .615 / LFWG, .585W-5 SHFWC LFWGLodestar® HFWC .615 / LFWG, .585W-3* HFWC .615 / LFWG, .585Evolution® Spartan® .615 / LFWG, .585Pd basedCapricorn 15 SHFWC LFWGSpartan® Plus* Spartan® / SHFWC .615 / LFWG, .585W-1* HFWC .615 / LFWG, .585
Ni or Co basePisces Plus Super Solder LFWG4all® Super Solder LFWGMaster-Tec™ HFWC LFWGIPS d.SIGN® seriesIPS d.SIGN® 30 SHFWC / HFWC LFWGIPS d.SIGN® 15 Super Solder LFWG
21
Tabella saldature
PRE-SOLDER
UNIVERSAL-SOLDER
POST-SOLDER
FLUX: High Fusing Bondal Flux – all Ceramic, Implant and Predominantly Base alloys
Pre-Solder
High Fusing Yellow Ceramic Solder(HFYC)
Y-2 Ceramic Solder
HGPKF 1030 Y(High Gold Palladium Copper free)
HGPKF 1015 Y(High Gold Palladium Copper free)
Aquarius Ceramic Solder
Spartan Ceramic Solder
Special High Fusing White CeramicSolder (SHFWC)
High Fusing White Ceramic Solder(HFWC)
Super Solder Ceramic Solder
Au
80.0
80.0
63.2
60.0
56.0
50.0
47.0
45.0
–
Pd
4.2
3.1
–
–
1.9
24.0
10.3
12.4
53.5
In
<1.0
<1.0
–
<1.0
<1.0
–
1.4
1.0
–
Cu
–
–
–
–
–
25.0
–
–
–
Ag
15.4
16.5
35.0
36.5
39.7
–
41.0
41.5
7.0
Li
<1.0
<1.0
–
–
<1.0
–
–
<1.0
<1.0
Mn
–
–
<1.0
–
1.0
–
–
–
–
Ni
–
–
–
–
–
–
–
–
35.6
Ru
–
<1.0
–
–
–
–
<1.0
<1.0
–
Zn
1.0
–
<1.0
<1.0
1.0
1.0
–
–
–
Others
Fe <1.0Ca, Ti
Fe <1.0
Pt <1.0Ir <1.0
Pt <2.1Ir <1.0Sn <1.0
Re < 1.0
Ir <1.0
B <1.0Ca, Ti
–
Sn 3.8
°C
1110
1090
1015
1030
990
1100
1105
1135
1135
°C
1115–1185
1070–1100
1015–1040
975–1035
970–1020
1080–1105
1045–1105
1100–1165
1085–1135
Composition MeltingRange
FlowPoint
Universal-Solder
Universal Solder PKF
Au
48.8
Pt
2.8
Ag
40.5
Zn
7.3
Others
<1.0
°C
850
°C
800–900
MeltingRange
FlowPoint
Composition
FLUX: Bondal Flux – all Universal alloys
FLUX: Bondal Flux – all Crown and Bridge alloys
Post-Solder
High Fusing White Gold Solder(HFWG)
.650 Gold Solder
.615 Fine Solder
.585 Fine Solder
Low Fusing White Gold Solder(LFWG)
Au
79.8
65.0
61.5
58.5
56.1
Ag
–
13.0
13.1
16.0
27.4
Cu
–
19.6
17.4
18.0
–
Ga
–
2.0
–
7.2
–
In
–
–
7.6
–
<1.0
Li
<1.0
–
–
–
–
Ni
11.8
–
–
–
–
Sn
–
–
–
–
<1.0
Zn
8.3
<1.0
<1.0
<1.0
15.8
°C
895
830
775
725
730
°C
880–910
785–835
690–775
655–785
670–730
MeltingRange
FlowPoint
Composition
22
Cosa fare, se...
SOLUZIONIPOSSIBILI CAUSE
La saldatura non scorre – formauna sfera
� Preriscaldare sufficientemente l’oggetto di saldatura ed ilblocco di saldatura
� Rispettare le regolazioni della fiamma consigliate
� Impiegare il flux consigliato
La fessura di saldatura non écompletamente riempita
� Impiegare sufficiente quantità di saldatura e la saldatura consigliata
� Controllare le dimensioni e la preparazione della fessuradi saldatura
� Evitare la formazione di ossidi
� Rispettare la corretta regolazione della fiamma/salita di temperatura
� Assicurare un riscaldamento uniforme della strutturametallica e del blocco di saldatura
� Impiegare il flux consigliato
Porosità nella fessura di saldatura � Non surriscaldare la saldatura/rispettare la temperatura di lavoro
� Evitare la formazione di ossidi, corretta regolazione dellafiamma
� Riscaldamento uniforme della struttura metallica e delblocco di saldatura
� Impiegare il flux consigliato
Deformazione del ponte � Rispettare la larghezza consigliata della fessura di saldatura
� Rispettare la dimensione consigliata della connessione di saldatura
� Impiegare la massa da rivestimento per saldatura secondole indicazioni del produttore
Fori nell’elemento della struttura � Riscaldamento uniforme dell’oggetto da saldare
� Rispettare la dimensione consigliata della fiamma
� Impiegare la regolazione consigliata della fiamma
Fratture delle connessioni di saldatura
� Evitare che prima e durante la saldatura avvenga un’ossidazione
� Rispettare la dimensione consigliata della connessione di saldatura
� Esatta preparazione della superficie di saldatura
� Assicurare l’omogeneità del reticolo di saldatura
� Impiegare la lega per saldatura prescritta
1
2
3
4
5
6
7
8
9
Istruzione breve
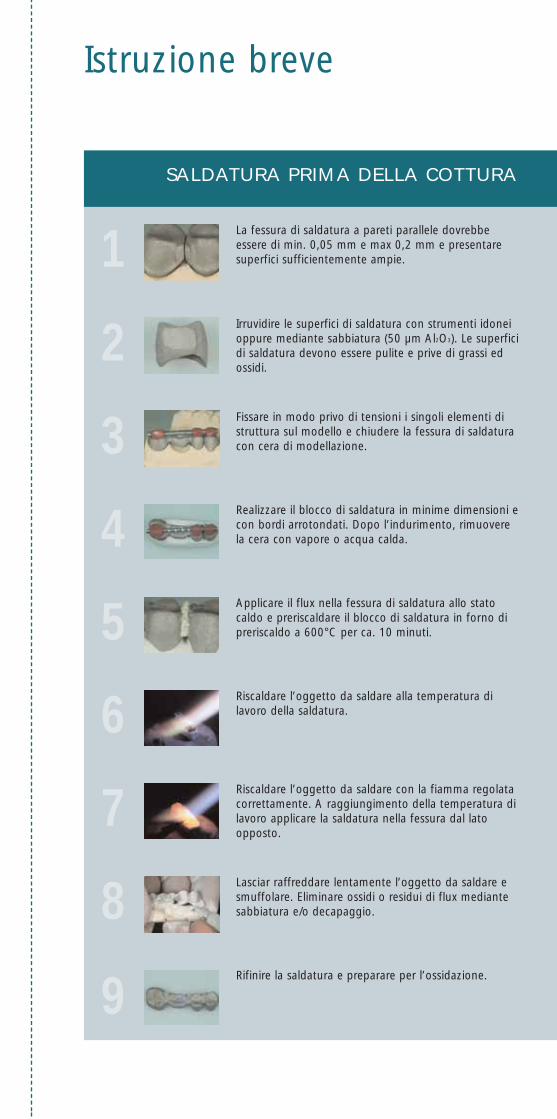
SALDATURA PRIMA DELLA COTTURA
La fessura di saldatura a pareti parallele dovrebbe essere di min. 0,05 mm e max 0,2 mm e presentaresuperfici sufficientemente ampie.
Irruvidire le superfici di saldatura con strumenti idoneioppure mediante sabbiatura (50 µm Al2O3). Le superficidi saldatura devono essere pulite e prive di grassi edossidi.
Fissare in modo privo di tensioni i singoli elementi distruttura sul modello e chiudere la fessura di saldaturacon cera di modellazione.
Realizzare il blocco di saldatura in minime dimensioni econ bordi arrotondati. Dopo l’indurimento, rimuoverela cera con vapore o acqua calda.
Applicare il flux nella fessura di saldatura allo statocaldo e preriscaldare il blocco di saldatura in forno dipreriscaldo a 600°C per ca. 10 minuti.
Riscaldare l’oggetto da saldare alla temperatura dilavoro della saldatura.
Riscaldare l’oggetto da saldare con la fiamma regolatacorrettamente. A raggiungimento della temperatura dilavoro applicare la saldatura nella fessura dal latoopposto.
Lasciar raffreddare lentamente l’oggetto da saldare esmuffolare. Eliminare ossidi o residui di flux mediantesabbiatura e/o decapaggio.
Rifinire la saldatura e preparare per l’ossidazione.

SALDATURA DOPO LA COTTURA
1
2
3
4
5
6
7
8
9
La modellazione in cera correttamente preparata formala base. Per la saldatura dopo la cottura ceramica sononecessarie superfici di saldatura sufficientementedimensionate.
La fessura di saldatura a pareti parallele dovrebbe essere di min. 0,05 mm e max 0,2 mm e presentaresuperfici sufficientemente ampie.
Irruvidire le superfici di saldatura con strumenti idoneioppure mediante sabbiatura (50 µm Al2O3). Le superficidi saldatura devono essere pulite e prive di grassi edossidi.
Fissare in modo privo di tensione le singole parti diponte sul modello e chiudere la fessura di saldaturacon cera. Ricoprire la ceramica con cera affinché essanon venga in contatto con la massa da rivestimentoper saldatura.
Realizzare il blocco di saldatura in minime dimensioni econ bordi arrotondati. Dopo l’indurimento, rimuoverela cera con vapore o acqua calda.
Applicare il flux nella fessura di saldatura allo statocaldo. Prestare attenzione che il flux non venga a con-tatto con la ceramica.
Dopo la cottura, dare all’idonea saldatura la forma disfera, umettare con flux e posizionare nella fessura disaldatura con la parte di saldatura piatta.
Preriscaldare l’oggetto da saldare nel forno per ceramica a ca. 600°C per 10 minuti e quindi riscaldaresottovuoto fino a ca. 50°C sopra la temperatura dilavoro della saldatura.
A saldatura avvenuta, lasciar raffreddare lentamente esmuffolare l’oggetto da saldare. Rimuovere ossidi eresidui di flux mediante decapante (PCT AScid).
10Lucidare a specchio il ponte.
Ivoclar Vivadent – worldwide
Ivoclar Vivadent AGBendererstrasse 2FL-9494 SchaanLiechtensteinTel. +423 235 35 35Fax +423 235 33 60www.ivoclarvivadent.com
Ivoclar Vivadent Pty. Ltd.1 – 5 Overseas DriveP.O. Box 367Noble Park, Vic. 3174AustraliaTel. +61 3 979 595 99Fax +61 3 979 596 45www.ivoclarvivadent.com.au
Ivoclar Vivadent GmbHBremschlstr. 16Postfach 223A-6706 BürsAustriaTel. +43 5552 624 49Fax +43 5552 675 15www.ivoclarvivadent.com
Ivoclar Vivadent Ltda.Rua Maestro João Gomes deAraújo 50; Salas 92/94Sao Paulo, CEP 02332-020Brazil Tel. +55 11 69 59 89 77 Fax +55 11 69 71 17 50www.ivoclarvivadent.com
Ivoclar Vivadent Inc.2785 Skymark Avenue, Unit 1MississaugaOntario L4W 4Y3CanadaTel. +1 905 238 57 00Fax +1 905 238 5711www.ivoclarvivadent.us.com
Ivoclar Vivadent Marketing Ltd.Rm 603 Kuen Yang International Business PlazaNo. 798 Zhao Jia Bang RoadShanghai 200030ChinaTel. +86 21 5456 0776Fax. +86 21 6445 1561www.ivoclarvivadent.com
Ivoclar Vivadent Marketing Ltd.Calle 134 No. 13-83, Of. 520BogotáColombiaTel. +57 1 627 33 99Fax +57 1 633 16 63www.ivoclarvivadent.com
Ivoclar Vivadent SASB.P. 118F-74410 Saint-JoriozFranceTel. +33 450 88 64 00Fax +33 450 68 91 52www.ivoclarvivadent.fr
Ivoclar Vivadent GmbH Dr. Adolf-Schneider-Str. 2D-73479 Ellwangen, JagstGermanyTel. +49 (0) 79 61 / 8 89-0Fax +49 (0) 79 61 / 63 26www.ivoclarvivadent.de
Ivoclar Vivadent Marketing Ltd114, Janki CentreShah Industrial EstateVeera Desai Road,Andheri (West)Mumbai 400 053IndiaTel. +91 (22) 673 0302Fax. +91 (22) 673 0301www.ivoclarvivadent.firm.in
Ivoclar Vivadent s.r.l.Via dell’Industria 16I-39025 Naturno (BZ)ItalyTel. +39 0473 67 01 11Fax +39 0473 66 77 80www.ivoclarvivadent.it
Ivoclar Vivadent S.A. de C.V.Av. Mazatlán No. 61, Piso 2Col. Condesa06170 México, D.F.MexicoTel. +52 (55) 5062-1000Fax +52 (55) 5062-1029www.ivoclarvivadent.com.mx
Ivoclar Vivadent Ltd12 Omega St, AlbanyPO Box 5243 Wellesley StAuckland, New ZealandTel. +64 9 914 9999Fax +64 9 630 61 48www.ivoclarvivadent.co.nz
Ivoclar Vivadent Polska Sp. z.o.o.ul. Jana Pawla II 78PL-01-501 WarszawaPolandTel. +48 22 635 54 96Fax +48 22 635 54 69www.ivoclarvivadent.pl
Ivoclar Vivadent Marketing Ltd.180 Paya Lebar Road# 07-03 Yi Guang BuildingSingapore 409032Tel. 65-68469183Fax 65-68469192
Ivoclar Vivadent S.A.c/Emilio Muñoz, 15 Esquina c/AlbarracínE-28037 MadridSpainTel. + 34 91 375 78 20Fax + 34 91 375 78 38www.ivoclarvivadent.com
Ivoclar Vivadent ABDalvägen 14S-169 56 SolnaSwedenTel. +46 8 514 93 943Fax +46 8 514 93 940www.ivoclarvivadent.se
Ivoclar Vivadent UK LimitedGround Floor Compass BuildingFeldspar CloseWarrens Business ParkEnderbyLeicester LE19 4SEUnited KingdomTel. +44 116 284 78 80Fax +44 116 284 78 81www.ivoclarvivadent.co.uk
Ivoclar Vivadent, Inc.175 Pineview DriveAmherst, N.Y. 14228USATel. +1 800 533 6825Fax +1 716 691 2285www.ivoclarvivadent.us.com
6016
06/0
506/
i





























