Embed Size (px)
Citation preview

LAPORAN KERJA PRAKTEK
DI PT. POLYMATECH INDONESIA
Oleh:
Dinda Ayu Karina Fatmadewi
NPM : 14 06 07705
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2017




iv
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa berkat rahmat dan kuasa-Nya penulis
dapat menyelesaikan kegiatan dan laporan Kerja Praktek di PT. Polymatech
Indonesia yang telah dilaksanakan selama 1 (satu) bulan atau 30 hari kerja, yaitu
pada tanggal 3 Juli 2017 sampai 5 Agustus 2017.
Tujuan dari penyusunan Laporan Kerja Praktek adalah sebagai salah satu syarat
akademis yang wajib dipenuhi oleh penulis dalam menempuh perkuliahan di
Fakultas Teknologi Industri Universitas Atma Jaya Yogyakarta, serta bukti
pertanggungjawaban terhadap kegiatan Kerja Praktek yang telah penulis
laksanakan. Tujuan dilaksanakannya Kerja Praktek yaitu memperkenalkan dunia
kerja yang sesungguhnya kepada mahasiswa, sehingga dapat menjadi bekal
bagi mahasiswa untuk menghadapi dunia kerja yang sesungguhnya.
Penulis menyadari bahwa terselesaikannya Laporan Kerja Praktek ini tidak lepas
dari bantuan berbagai pihak yang senantiasa memberikan bantuan dan motivasi
kepada penulis. Maka dari itu, dengan segala kerendahan hati penulis sampaikan
terima kasih kepada:
1. Bapak Dr. Drs. A. Teguh Siswantoro, M.Sc. selaku dekan Fakultas Teknologi
Industri Universitas Atma Jaya Yogyakarta.
2. Bapak V. Ariyono, S.T., M.T. selaku Kepala Program Studi Teknik Industri.
3. Ibu DM. Ratna Tungga D, S.Si., M.T. selaku Dosen Pembimbing dalam
penyusunan Laporan Kerja Praktek.
4. Ibu Endang Widawati, selaku Pembimbing Lapangan dalam pelaksanaan
Kerja Praktek.
5. Bapak manajer, supervisior, operator di bagian produksi dan Quality yang
sudah membantu dalam pelaksanaan kerja praktek.
6. Pihak-pihak lain yang tidak dapat penulis sebutkan satu per satu yang telah
membantu penulis selama pelaksanaan Kerja Praktek hingga
terselesaikannya Laporan Kerja Praktek ini.
Penulis menyadari bahwa penyusunan Laporan Kerja Praktek ini masih jauh
dari sempurna. Maka dari itu kritik dan saran yang membangun guna lebih

v
baiknya laporan ini sangat penulis harapkan. Penulis juga berharap agar
Laporan Kerja Praktek ini dapat berguna untuk semua pihak yang terkait.
Yogyakarta, 9 Oktober 2017
Penulis

vi
DAFTAR ISI
HALAMAN PENGESAHAN ................................................................................... i
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK .............................. iii
KATA PENGANTAR ............................................................................................ iv
DAFTAR ISI ......................................................................................................... vi
DAFTAR GAMBAR ............................................................................................ viii
BAB 1 PENDAHULUAN ....................................................................................... 1
1.1. Latar Belakang ...................................................................................... 1
1.2. Tujuan ................................................................................................... 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek ..................................... 2
BAB 2 TINJAUAN UMUM PERUSAHAAN ........................................................... 3
2.1. Sejarah Singkat Perusahaan ................................................................. 3
2.1.1. Sejarah Perusahaan ................................................................................ 3
2.1.2. Profil Perusahaan ..................................................................................... 3
2.1.3. Sertifikasi PT. Polymatech Indonesia .................................................... 4
2.3.2. Deskripsi Tugas dan Tanggung Jawab Pekerjaan ............................. 6
2.3. Manajemen Perusahaan ...................................................................... 18
2.3.1. Visi Misi Perusahaan ............................................................................. 18
2.3.2. Ketenagakerjaan .................................................................................... 18
2.3.3. Fasilitas Pendukung ............................................................................... 20
BAB 3 TINJAUAN SISTEM PERUSAHAAN ....................................................... 21
3.1. Proses Bisnis Perusahaan ................................................................... 21
3.1.1. Proses Bisnis .......................................................................................... 21
3.2. Produk yang Dihasilkan ....................................................................... 23
3.3. Proses Produksi .................................................................................. 25
3.4. Fasilitas Produksi ................................................................................ 36
BAB 4 TINJAUAN PEKERJAAN MAHASISWA ................................................. 38

vii
4.1. Lingkup Pekerjaan ............................................................................... 38
4.1.1. Nama Departemen Penempatan ......................................................... 38
4.1.2. Tugas yang Diberikan ............................................................................ 38
4.1.3. Rekan Kerja ............................................................................................. 38
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan ............................ 38
4.3. Metodologi Pelaksanaan Pekerjaan ..................................................... 39
4.4. Hasil Pekerjaan ................................................................................... 39
BAB 5 PENUTUP .............................................................................................. 51
5.1. Kesimpulan .......................................................................................... 51
5.2. Harapan............................................................................................... 51
DAFTAR PUSTAKA ........................................................................................... 52
LAMPIRAN...........................................................................................................53

viii
DAFTAR GAMBAR
Gambar 2. 1. PT. Polymatech Indonesia ............................................................. 3
Gambar 2. 2 Logo PT. Polymatech Indonesia ...................................................... 3
Gambar 2. 3 Profil President Director .................................................................. 6
Gambar 2. 4. Profil Divisi HR-GA ......................................................................... 8
Gambar 2. 5. Profil Divisi Quality ......................................................................... 9
Gambar 2. 6. Profil Divisi Produksi .................................................................... 11
Gambar 2. 7. Profil Divisi Engineering ............................................................... 13
Gambar 2. 8. Profil Divisi PPIC .......................................................................... 15
Gambar 2. 9. Profil Divisi Accounting ................................................................. 16
Gambar 3. 1. Production Control Sheet ............................................................. 21
Gambar 3. 2. Proses Bisnis PT. Polymatech Indonesia ..................................... 22
Gambar 3. 3. Produk Car ................................................................................... 23
Gambar 3. 4. Produk Eschuteon ........................................................................ 24
Gambar 3. 5. Produk Home ............................................................................... 24
Gambar 3. 6. Produk Mobile .............................................................................. 25
Gambar 3. 7. Proses Produksi ........................................................................... 25
Gambar 3. 8. Mesin Injeksi ................................................................................ 26
Gambar 3. 9. Box Produk Injeksi ....................................................................... 27
Gambar 3. 10. Produk Sebelum dan Sesudah Proses Gate cut......................... 27
Gambar 3. 11. Produk Disusun kedalam Jig ...................................................... 28
Gambar 3. 12. Arrange Produk .......................................................................... 28
Gambar 3. 13. Wiping Produk ............................................................................ 29
Gambar 3. 14. Proses Annealing ....................................................................... 29
Gambar 3. 15. Produk Dibersihkan dengan Air Gun .......................................... 30
Gambar 3. 16. Proses Spray.............................................................................. 30
Gambar 3. 17. Proses Inspeksi After Spray ....................................................... 31
Gambar 3. 18. Produk JVC yang Telah Dilaser ................................................. 32
Gambar 3. 19. Proses Printing Produk ............................................................... 32
Gambar 3. 20. Box NG ...................................................................................... 33
Gambar 3. 21. Packing Produk .......................................................................... 34
Gambar 3. 22. Gudang Produk Jadi................................................................... 34
Gambar 3. 23. Gudang Bahan Baku Bijih Plastik ............................................... 35

ix
Gambar 3. 24. Finger Cap ................................................................................. 35
Gambar 3. 25. Mesin Injeksi .............................................................................. 36
Gambar 3. 26. Robot Spray ............................................................................... 36
Gambar 3. 27. Mesin Laser ............................................................................... 37
Gambar 4. 1. Approval Sheet............................................................................. 41
Gambar 4. 2. Alat Reliability Test ....................................................................... 42
Gambar 4. 3. Counter ........................................................................................ 42
Gambar 4. 4. Form Reliability Test .................................................................... 45
Gambar 4. 5. Design Information Produk JVC ................................................... 46
Gambar 4. 6. Produk NG Pinhole ...................................................................... 47
Gambar 4. 7. Produk NG FM ............................................................................. 47
Gambar 4. 8. Produk NG Fiber .......................................................................... 48
Gambar 4. 9. Fishbone Diagram ........................................................................ 49
Gambar 5. 1. Foto Bersama Karyawan Pada Proses Spray .............................. 53

x
DAFTAR TABEL
Tabel 2. 1. KPI President Director ........................................................................ 7
Tabel 2. 2. KPI Divisi HR-GA ............................................................................... 8
Tabel 2. 3. KPI Divisi Quality ............................................................................. 10
Tabel 2. 4. KPI Divisi Produksi ........................................................................... 11
Tabel 2. 5. KPI Divisi Engineering ...................................................................... 13
Tabel 2. 6.KPI Divisi PPIC ................................................................................. 15
Tabel 2. 7. KPI Divisi Accounting ....................................................................... 17

1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya
Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan
kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang
kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk mengenali
suasana di industri serta menumbuhkan, meningkatkan, mengembangkan dan
mensimulasikan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahan masalah. Oleh karena itu, dalam pelaksanaan kerja praktek kegiatan
yang dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan,
b. Mengikuti proses kerja di perusahaan secara kontinyu,
c. Mengerjakan tugas yang diberikan oleh atasan, supervisor atau pembimbing
lapangan,
d. Mengamati perilaku sistem, dan
e. Menyusun laporan dalam bentuk tertulis.
Kerja praktek ini harus dilakukan selama minimal 1 (satu) bulan di perusahaan
yang bisa dipilih sendiri oleh para mahasiswa sepanjang perusahaan itu
memenuhi persyaratan sebagai tempat kerja praktek yang ditetapkan oleh PSTI
UAJY.
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.

2
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Melihat secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnisnya.
e. Melengkapi teori yang diperoleh di perkuliahan dengan keadaan sebenarnya
yang ada di perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini dilaksanakan terhitung mulai tanggal 3 Juli 2017 sampai dengan
5 Agustus 2017 di PT. Polymatech Indonesia yang berlokasi di Kawasan MM2100
Industrial Estate, Jalan Lombok 2 Blok O No. 9, Mekarwangi, Cikarang Barat,
Bekasi. Dalam hal ini penulis ditempatkan pada Departemen Quality dengan jam
kerja mulai pukul 07.00 WIB sampai dengan 16.00 WIB setiap harinya (hari Senin
– Jumat), dengan jam istirahat pukul 11.45 – 12.45 pada hari Senin hingga Kamis,
dan 12.15 – 13.15 pada hari Jumat, serta pukul 07.00 WIB sampai dengan 15.00
WIB pada hari Sabtu.

3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
2.1.1. Sejarah Perusahaan
Gambar 2. 1. PT. Polymatech Indonesia
PT. Polymatech Indonesia merupakan industri yang bergerak dalam bidang
Manufacturing Elastomer Switch yang terbagi dalam 4 bagian yaitu, Car, Home,
Mobile, dan Plastic. PT. Polymatech Indonesia didirakan oleh Mr. Toshihiro
Nishihara pada tanggal 21 Januari 1994.
PT. Polymatech Indonesia mempunya cabang di beberapa negara di Asia yaitu,
Jepang, Singapura, Thailand, China, dan India. Di Jepang, PT. Polymatech
Indonesia bernama Fukushima Factory dan Tochigi Factory, sedangkan nama
internasional PT. Polymatech Indonesia adalah PT. Fuji Polymatech.
PT. Polymatech Indonesia merupakan anak perusahaan PT. Polymatech Japan
Co Ltd, oleh karena itu tidak sedikit karyawan atau pekerja di PT. Polymatech
Indonesia merupakan warga Jepang.
2.1.2. Profil Perusahaan
Gambar 2. 2 Logo PT. Polymatech Indonesia

4
Berikut merupakan profil perusahaan dari PT. Polymatech Indonesia:
a. Nama Perusahaan : PT. Polymatech Indonesia
b. Alamat : Kawasan MM2100 Industrial Estate, Jalan Lombok
2 Blok O No. 9, Mekarwangi, Cikarang Barat, Bekasi
c. Luas Area : 50.699 m2
d. Luas Pabrik : 16.304 m2
e. Nomor Telpon : (021) 8980170
f. Website : www.polymatech.cn
2.1.3. Sertifikasi PT. Polymatech Indonesia
PT. Polymatech Indonesia telah mendapat beberapa sertifikasi ISO, antara lain
ISO 9001 pada tahun 2000 tentang Sistem Manajemen Mutu, ISO 14001 pada
tahun 2004 tentang Sistem Manajemen Lingkungan, dan ISO/TS 16949 tentang
Manajemen Mutu untuk Industri Otomotif.
2.3. Struktur Organisasi
Struktur organisasi perusahaan merupakan susunan hubungan bagian-bagian
sistem dalam suatu perusahaan yang menunjukkan kedudukan, tugas, dan
wewenang serta tanggung jawab tingkatan-tingkatan manajemen dalam suatu
organisasi. Struktur Organisasi perusahaan PT. Polymatech Indonesia dipimpin
oleh seorang Presiden Direktur. Presiden Direktur membawahi manager dan
manager membawahi departemen.
2.3.1. Struktur Organisasi PT. Polymatech Indonesia
Berikut merupakan struktur organisasi di PT. Polymatech Indonesia

PTI ORGANIZATION CHART Effective from "June 2011"
▲ ICR, Metal Pill
▲ GR, CCD-P, CDR
▲ Mobile Vik-Series
▲ Plastic
President Director
Assistant FM
IT
PPIC Planning
Maintenance
Management Management
Finance
Shipping
Purchasing
PlanningPlanning
Infra
ERP
Purchasing
PC
Process EngineeringProcess Engineering
Process Engineering Process Engineering
Process EngineeringProcess EngineeringProcess Engineering
Process EngineeringProcess EngineeringProcess Engineering
DesignDesign
Kaizen Quality
PLANT 2
PC
Set up
Cutting
Material Rolling
Plastic
Yamaha
CCD
GR
Quality Control
ICR Car 2
ICR Car 1
ICR Mobile
VIK-SPLANT 2
PLANT 3
Kaizen Gemba
MaintenanceMaintenance
Production
Engineering
Quality
SECTION
Quality Control
Incoming QC
Guarantee Inspection
Measurement
QA DATA
Legal
Factory Manager
PLANT 1PLANT 1
Quality Engineering
DIVISION DEPARTMENT
Quality AssuranceQuality
Fin & Accounting
Admin & Personnel
QEMS, EHS & HS
PSP
Purchasing / Storage / Shipping
UTK
Metal Pill
ICR HOME
CD ROLLERPLANT 3
Innovation

6
2.3.2. Deskripsi Tugas dan Tanggung Jawab Pekerjaan
PT. Polymatech Indonesia memiliki struktur organisasi yang membagi tugas dan
tanggung jawab pekerja menjadi beberapa divisi dimana dalam suatu divisi
terdapat beberapa departemen dan dalam satu departemen terdapat beberapa
section. Masing-masing departemen memiliki KPI (Key Performance Indicator)
yang ditentukan oleh kepala departemen tersebut. KPI ini digunakan untuk
mengukur performa kinerja apakah telah memenuhi target atau belum dan untuk
melihat tindakan apa saja yang perlu dilakukan untuk memenuhi target tersebut.
KPI ini dibagi menjadi beberapa poin menurut sudut pandangnya, yaitu dari sudut
pandang finansial, customer, proses, dan edukasi dan pertumbuhan.
a. President Director
Gambar 2. 3 Profil President Director
President Director merupakan posisi atau jabatan tertinggi di PT. Polymatech
Indonesia. Posisi ini ditempati oleh Mr. Kentaro Tsuboi. Berikut merupakan tugas
dan tanggung jawab dari seorang President Director:
1. Mengarahkan, membina dan mengembangkan perusahaan dalam seluruh
aspek kegiatan.
2. Menghadiri rapat manajemen, intern dan ekstern perusahaan.
3. Mengarahkan, membina dalam pelaksanaan Sistem Manajemen Mutu dan
Lingkungan sesuai dengan peraturan, persyaratan dan kebijakan perusahaan
yang telah ditetapkan.

7
Berikut merupakan tabel KPI dari Mr. Kentaro Tsuboi:
Tabel 2. 1. KPI President Director
KPI Biaya Kualitas Waktu
Dari sudut
pandang
finansial
Peningkatan
produktivitas
Pengurangan
biaya produksi
Pencapaian yield
rate terencana
Mengurangi lead
time produksi
Dari sudut
pandang
customer
Penurunan biaya
secara berkala
Aliran NG keluar
“0”
Tingkat
kesesuaian waktu
pengiriman 100%
Mengurangi waktu
pemrosesan klaim
Mengurangi lead
time pengurangan
Dari sudut
pandang proses
Pengurangan
biaya bahan
baku
Pengurangan
biaya proses
Pengurangan
tingkat kejadian
NG
Mempersingkat
waktu perubahan
dandory
Meningkatkan
output produksi
Dari sudut
pandang
edukasi &
pertumbuhan
Peningkatan
produktivitas nilai
tambah
Meningkatkan
jumlah aktivitas
improvement
Tingkat
kepatuhan
terhadap
kemajuan proses
Siklus aktivitas
improvement
b. Factory Manager
Berikut merupakan tugas dan tanggung jawab seorang Factory Manager (FM) di
PT. Polymatech Indonesia:
1. Bertanggung jawab terhadap seluruh aspek kegiatan produksi dan
administrasi.
2. Tercapainya stabilitas, peningkatan citra dan pengembangan perusahaan.
3. Membuat rencana jangka pendek dan jangka panjang untuk pengembangan
perusahaan dan lingkungan sesuai dengan kebijakan yang sudah ditetapkan.

8
c. Management Representative
Berikut merupakan tugas dan tanggung jawab seorang Management
Representative di PT. Polymatech Indonesia:
1. Menjadi wakil perusahaan, pada saat audit dan badan sertifikasi mutu dan
lingkungan dan atau pada saat customer audit.
2. Membantu Factory Manager dalam mencapai stabilitas peningkatan citra dan
pengembangan perusahaan.
3. Mengawasi dan memelihara pelaksanaan Sistem Manajemen Mutu dan
Lingkungan sesuai dengan peraturan, persyaratan dan kebijakan perusahaan
yang sudah ditetapkan.
4. Mempromosikan quality awarness dan enviroment awarness di seluruh fungsi
organisasi.
d. Divisi HR – GA
Gambar 2. 4. Profil Divisi HR-GA
Human Resource Development - General Affair atau biasa disingkat HR – GA
merupakan divisi yang berhubungan dengan SDM atau karyawan di PT.
Polymatech Indonesia. Kepala divisi HR – GA adalah Bapak Eko Budianto. Berikut
merupakan KPI dari divisi HR – GA:
Tabel 2. 2. KPI Divisi HR-GA
KPI Biaya Kualitas Waktu
Dari sudut
pandang
finansial
Memaksimalkan
efektivitas melebihi
rencana anggaran
Kinerja tinggi Efektif sesuai
dengan batas
waktu yang

9
ditentukan
Dari sudut
pandang
customer
Pelayanan yang
sesuai dengan
anggaran
Semua program
servis sesuai
dengan
kebutuhan
customer.
Tujuan tercapai
sesuai target
waktu yang
ditentukan.
Dari sudut
pandang proses
Meminimalisasi
kesalahan aksi
dalam mencapai
tujuan
Mengurangi
permasalahan
HR-GA.
Meningkatkan
kecepatan dan
tindakan yang
efektif.
Dari sudut
pandang
edukasi &
pertumbuhan
Mengembangkan
individu menuju
kompetensi yang
kuat.
Keseluruhan
karyawan
memiliki
kompetensi
tinggi.
Peningkatan
target dengan
cara SMART.
e. Divisi Quality
Gambar 2. 5. Profil Divisi Quality
Kepala divisi Quality di PT. Polymatech Indonesia adalah Ibu Sri W. Berikut
merupakan tugas dan tanggung jawab dari Divisi Quality:
1. Bertanggung jawab terhadap seluruh aspek produksi khususnya mutu.
2. Menciptakan iklim kerja yang sehat, rasa kebersamaan dalam bekerja, rasa
tanggung jawab, disiplin, kebersihan, keamanan dan citra perusahaan.
3. Melakukan koordinasi kepada departemen yang terkait jika ada customer
komplain atau ada temuan audit dari eksternal.

10
4. Memberikan laporan kepada Factory Manager dan Presiden Direktur.
5. Menjalankan dan memelihara pelaksanaan Sistem Manajemen Mutu dan
Lingkungan sesuai dengan peraturan, persyaratan dan kebijakan perusahaan
yang sudah ditetapkan.
Berikut merupakan tabel KPI dari divisi Quality:
Tabel 2. 3. KPI Divisi Quality
KPI Biaya Kualitas Waktu
Dari sudut
pandang
finansial
Mengurangi
COPQ (Cost of
Poor Quality)
sebesari 10%
dari hasil tahun
2016 dengan
target tahun 2017
= USD 79.800.
Mengurangi
biaya reject
sebesar 10% =
USD 14.000
Mengurangi
biaya disposal
sebesar 10% =
USD 4.000
Mengurangi
jumlah part yang
di-refund dari
customer.
Dari sudut
pandang
customer
Mengurangi biaya
sorting sebesar
20% dari hasil
tahun 2016
dengan target
tahun 2017 =
USD 24.264.
Mengurangi
overflow dan
klaim CQ = 0.78
PPM
Mengurangi
jumlah kasus
klaim.
Respon yang
cepat terhadap
customer.
Menaikan
customer score
card.
Dari sudut
pandang proses
Mengurangi nilai
reject internal
dengan target
tahun 2017 =
USD 148.700.
Mengurangi
tingkat MQ rate
dengan targer
tahun 2017
sebesar = 0.79%
Mengurangi
keberlanjutan NG.
Respon cepat
terhadap MQ
action.
Dari sudut
pandang
edukasi &
pertumbuhan
Meningkatkan
kemampuan staff
Quality & teknik
analitikal dari
staff QC.
Menaikkan
kemampuan nilai
tambah auditor
internal melalui
pendekatan
proses.
Meningkatkan
kuantitas dari
kemampuan
auditor internal.

11
f. Divisi Produksi
Gambar 2. 6. Profil Divisi Produksi
Kepala divisi Produksi di PT. Polymatech Indonesia adalah Bapak Edi M. Tugas
utama dari divisi produksi adalah menjaga stabilitas produksi. Berikut merupakan
tugas dan tanggung jawab Divisi Produksi / Manufacturing:
1. Bertanggung jawab terhadap seluruh aspek kegiatan Manufacturing sesuai
standar yang ada.
2. Menciptakan iklim kerja yang sehat, rasa kebersamaan, rasa tanggung jawab,
disiplin, kebersihan, keamanan, dan citra perusahaan.
3. Mengawasi dan menjalankan pelaksanaan dan lingkungan sesuai dengan
peraturan, persyaratan dan kebijakan yang sudah ditetapkan.
4. Memberikan laporan kepada Presiden Direktur.
Berikut merupakan tabel KPI dari Divisi Produksi:
Tabel 2. 4. KPI Divisi Produksi
KPI Biaya Kualitas Waktu
Dari sudut
pandang
finansial
Meningkatkan
produktivitas
untuk
meminimalkan
jumlah total jam
kerja yang
dibandingkan
Mencapai target
rencana dan
hasil 100% ±5%
Mengurangi
frekuensi
pengiriman.
Mengurangi rasio
biaya tenaga kerja.

12
dengan rasio
penjualan.
Pengurangan
biaya overtime ±
5% mulai bulan
Mei dan
seterusnya.
Dari sudut
pandang
customer
Mengurangi
keterlambatan
pengiriman.
Mengurangi
produk lot out.
Tingkat
penyesuaian
rencana
pengiriman
sesuai dengan
customer.
0 overflow untuk
produk lot out.
Pengiriman tepat
waktu 100%.
Mengurangi rasio
overflow ke
customer.
Dari sudut
pandang proses
Mengurangi 7
Muda / waste
Efisiensi proses
dengan nilai
tambah.
Mengurangi rasio
NG dan
mengalirnya NG
ke proses
selanjutnya.
Memperkuat
prosedur operasi
standar.
Mengurangi waktu
Choko Tei.
Memperpendek
waktu dandory.
Rencana dan
kontrol hasil.
Dari sudut
pandang
edukasi &
pertumbuhan
Mengupgrade
supervisor &
keterampilan
kontrol dari
leader.
Meningkatkan
jumlah PIC yang
memahami
konsep TPS.
Papan kontrol
manajemen.

13
g. Divisi Engineering
Gambar 2. 7. Profil Divisi Engineering
Divisi Engineering dipimpin oleh 2 orang, dimana salah satunya merupakan
pekerja Jepang. Berikut merupakan tugas dan tanggung jawab dari Divisi
Engineering:
1. Bertanggung jawab terhadap seluruh aspek produksi khususnya dalam bidang
engineering dan Trouble Shooting.
2. Menciptakan iklim kerja yang sehat, rasa kebersamaan, rasa tanggung jawab,
disiplin, kebersihan, keamanan dan citra perusahaan.
3. Berkerjasama dengan departemen Manufacturing, Quality dan PPC untuk
mencapai sasaran manajemen mutu dan lingkungan yang sudah ditetapkan.
4. Memberi hasil laporan kepada Presiden Direktur.
Berikut merupakan KPI dari Divisi Engineering:
Tabel 2. 5. KPI Divisi Engineering
KPI Biaya Kualitas Waktu
Dari sudut
pandang
finansial
Mempercepat
perhitungan
quotation untuk
memenuhi
deadline
Analisis yang
mendalam pada
quotation saat
tahap persiapan.
Mengevaluasi
QUO L/T : 2 hari
*Quotation Lead
Time

14
customer. penghitungan
dengan standar
nagae line,
penyusutan MC,
dll.
Dari sudut
pandang
customer
Mencapai
produktivitas
yang kompetitif
sebagai prioritas
tinggi.
Mempercepat
trial proses lead
time berdasarkan
event customer.
Mempercepat
lead time proses
transfer tooling.
CEA : 100%
*Customer Event
Achievement
Dari sudut
pandang proses
Komitmen untuk
memperkuat
akurasi desain
tooling.
Berkomitmen
untuk melibatkan
pengurangan
MQ.
NPQ RUB : 10
KPPM
NPQ ESC : 10
KPPM
*New Product
Quality
Dari sudut
pandang
edukasi &
pertumbuhan
Memperoleh
pengetahuan
yang terdepan
(maju) mengenai
tooling.
Standar desain
teknik.
Implementasi
total
pemelihataan
preventif agresif.
TD L/T : 2 hari
*Tooling Lead
Time
MTBF : 474 jam
*Mean Time
Between Failure

15
h. Divisi PPIC
Gambar 2. 8. Profil Divisi PPIC
Divisi PPIC dipimpin oleh Ibu Herawaty. Divisi ini dibagi lagi menjadi 3 tugas yang
berbeda, yaitu Planning, IT, dan Purchasing / Storage / Shipping. Ketiga divisi ini
dibagi lagi menjadi beberapa departemen dan section.
1. Divisi Planning, terdiri dari Departemen Planning dan Section Planning.
2. Divisi IT, terdiri dari Departemen Infra dan Departemen ERP.
3. Divisi Purchasing / Storage / Shipping, teridir dari Departemen Purchasing,
Section Purchasing, dan Section Shipping.
Tabel 2. 6.KPI Divisi PPIC
KPI Biaya Kualitas Waktu
Dari sudut
pandang
finansial
Pengurangan
biaya material.
Pengurangan
beban biaya.
Pengurangan
biaya
pengiriman.
Ketepatan
perencanaan
100% ±3%
Mengurangi
frekuensi
pengiriman untuk
customer
domestik.
Dari sudut
pandang
customer
“0” cost for
premium freight.
Mengurangi
pinalti biaya line
stop.
Tingkat survey
kepuasan
customer 4 atau
lebih.
Salah pengiriman
“0” kasus.
Pengiriman tepat
waktu 100%
Merespon order
dari customer
dalam 1 hari.

16
Dari sudut
pandang proses
Mengurangi
material stok
yang sudah mati
dan FG.
Menghentikan
keterlambatan
material dan
supporting,
maksimal 1 kasus
per 6 bulan.
Pergantian
inventory 2,5 kali.
Dari sudut
pandang
edukasi &
pertumbuhan
Meningkatkan
kemampuan
individu staff
PPIC.
Meningkatkan
jumlah staff yang
dapat
mengoperasikan
sistem SAP.
Memanfaatkan IT
untuk
menampilkan
rencana dan
output produksi
aktual.
g. Divisi Accounting
Gambar 2. 9. Profil Divisi Accounting
Divisi Accounting di PT. Polymatech Indonesia dipimpin oleh Ibu Edenta Jeanne.
Berikut merupakan tugas dan tanggung jawab Divisi Accounting:
1. Menjaga seluruh aspek keuangan dan aset yang dimiliki perusahaan.
2. Menciptakan iklim kerja yang sehat, rasa kebersamaan, rasa tanggung jawab,
disiplin, kebersihan dan keamanan.
3. Memberikan hasil laporan kepada Factory Manager dan Presiden Direktur.

17
Berikut merupakan tabel KPI divisi Accounting:
Tabel 2. 7. KPI Divisi Accounting
KPI Biaya Kualitas Waktu
Dari sudut
pandang
customer
Jumlah yang
benar dan
penagihan tepat
waktu pada
customer.
Pelaporan
penjualan dan
uang di masa
depan.
Tagihan sesuai
pengiriman
produk.
Dari sudut
pandang
supplier
Jumlah yang
benar dan
pembayaran
tepat waktu
kepada vendor,
komplain “0”
(nol)
Pelaporan biaya
dan beban serta
jadwal untuk
pembayaran.
Pembayaran
sesuai batas
waktu invoice dan
jadwal
pembayaran.
Dari sudut
pandang
finansial
Laporan
keuangan
berdasarkan
posisi keuangan
dan kinerja untuk
pengambilan
keputusan.
Melaporkan
keuangan tepat
waktu.
Minggu pertama
dalam setiap bulan
atau sesuai jadal
laporan.
Dari sudut
pandang cash
flow
Mengelola uang
untuk menjaga
operasi tetap
berjalan.
Ketersediaan
uang (Stabilitas
Cash Flow)
Jadwal
pembayaran
setiap minggu.
Implementasi
SAP
Mengurangi
overtime.
Menghemat
waktu untuk
memproses
tagihan dan
biaya.
Bulan April hanya
menggunakan
SAP saja.

18
2.3. Manajemen Perusahaan
2.3.1. Visi Misi Perusahaan
a. Visi Perusahaan:
Kami berusaha memberikan sumbangan yang berarti bagi bangsa dan umat
manusia.
b. Misi Perusahaan:
1. Bertanggung jawab bagi kepentingan konsumen.
2. Menjawab tantangan dalam perkembangan teknologi.
3. Menjunjung tinggi kemanusiaan.
c. Kebijakan Mutu:
1. Mutu adalah tindakan nyata dalam mendukung keberhasilan konsumen.
2. Mutu adalah tindakan nyata untuk memenangkan pasar.
3. Mutu adalah tindakan nyata untuk membuktikan kekuatan karyawan dan
perusahaan.
d. Slogan:
“STOP NG”
Tidak menerima produk NG, tidak membuat produk NG, tidak mengirim produk
NG.
2.3.2. Ketenagakerjaan
Hal-hal yang berkaitan dengan ketenagakerjaan di PT. Polymatech Indonesia
diatur dalam Perjanjian Kerja Bersama antara Pimpinan Perusahaan PT.
Polymatech Indonesia dengan Pimpinan Unit Kerja SPKEP SPSI PT. Polymatech
Indonesia, diantaranya sebagai berikut:
a. Persyaratan Pekerja Baru
b. WNI berusia 18 tahun ke atas, pendidikan minimal SLTA/Sederajat, kecuali
ditentukan lain oleh Perusahaan.
c. Mengajukan permohonan lamaran kerja.
d. Dinyatakan lulus ujian yang diadakan oleh Perusahaan.
e. Dinyatakan lulus tes kesehatan yang dilakukan oleh Rumah Sakit yang ditunjuk
Perusahaan.
f. Dinyatakan lulus masa percobaan, dengan diberikan surat keputusan
pengangkatan oleh Pimpinan Perusahaan.
g. Ketentuan masa percobaan diatur sebagai berikut:
i. Pekerja yang dinyatakan lulus seleksi penerimaan diangkat sebagai
pekerja dengan menjalani masa percobaan paling lama 3 (tiga) bulan.

19
ii. Pekerja yang masih menjalani masa percobaan mempunyai kewajiban
yang sama dengan pekerja yang sudah diangkat.
iii. Hubungan kerja dalam masa percobaan dapat diputuskan setiap saat oleh
kedua belah pihak dengan pemberitahuan terlebih dahulu dan tanpa
kewajiban apapun dari Perusahaan.
iv. Pekerja yang masih mengikuti masa percobaan sewaktu-waktu dapat
diangkat menjadi pekerja tetap oleh Perusahaan.
v. Masa percobaan ini diperhitungkan sebagai masa kerja, apabila pekerja
yang bersangkutan telah diangkat sebagai pekerja tetap.
vi. Adanya masa percobaan harus diberitahukan secara tertulis kepada
pekerja.
h. Hari dan Jam Kerja
i. Pada dasarnya hari kerja adalah hari Senin sampai dengan hari Jumat atau
5 (lima) hari dalam seminggu.
ii. Untuk hari Sabtu ketiga adalah libur Perusahaan untuk hari kerja 6 (enam)
hari kerja dalam seminggu (Senin sampai Sabtu).
iii. Jumlah jam kerja adalah 8 jam perhari dan 40 jam seminggu untuk kerja
shift 1 dan shift 2. Dan 7 jam per hari dan 35 jam seminggu untuk kerja shift
3 dengan pengaturan sebagai berikut:
Jam Kerja Shift Produksi
1. Shift 1
Senin s/d Jumat : 07.00 – 16.00
Istirahat a : 11.45 - 12.45
Istirahat b : 12.15 - 13.15
Istirahat Jumat : 11.45 – 13.15
2. Shift 2
Senin s/d Jumat : 14.00 – 23.00
Istirahat : 17.45 – 18.45
3. Shift 3
Senin s/d Jumat : 23.00 – 07.00
Istirahat : 03.00 – 04.00
4. Jam Kerja Staff / Administrasi
Senin s/d Jumat : 07.00 – 16.00
Istirahat : 12.15 – 13.15
i. Kesejahteraan Karyawan

20
Disamping gaji pokok, Perusahaan memberikan tunjangan-tunjangan sebagai
berikut:
1. Tunjangan tetap (tunjangan yang diberikan secara tetap dan teratur dan
tidak dipengaruhi oleh kehaditan atau pencapaian prestasi kerja tertentu):
a) Tunjangan jabatan
b) Tunjangan lokasi kerja
c) Tunjangan keluarga
d) Tunjangan keahlian
e) Tunjangan pendidikan anak
f) Tunjangan perumahan
2. Tunjangan tidak tetap (tunjangan yang diberikan secara tidak teratur dan
dipengaruhi oleh kehaditan atau pencapaian prestasi kerja tertentu).
a) Tunjangan transportasi
b) Tunjangan shift
c) Tunjangan kehadiran
2.3.3. Fasilitas Pendukung
a. Pos Satpam
Demi menjaga keamanan di lingkungan PT. Polymatech Indonesia maka setiap
pengunjung atau tamu yang mengunjungi Perusahaan diwajibkan melapor kepada
petugas keamaan di pos satpam yang terletak di pintu gerbang Perusahaan.
b. Masjid
Terdapat masjid di PT. Polymatech untuk tempat karyawan muslim yang akan
menjalankan ibadah.
c. Poliklinik
Sebagai wujud perhatian akan pentingnya kesehatan karyawan maka terdapat
poliklinik yang dilengkapi dengan petugas kesehatan dan obat-obat yang
sekiranya dibutuhkan.
d. Kantin
e. Loker karyawan
f. Air minum
Terdapat fasilitas air minum (dispenser) bagi karyawan yang ingin mengisi ulang
minumannya yang telah habis.

21
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan
3.1.1. Proses Bisnis
Proses bisnis menunjukkan aliran informasi yang terdapat di suatu perusahaan.
PT. Polymatech Indonesia menjual produknya ke Perusahaan lain sehingga dapat
dikatakan bahwa PT. Polymatech Indonesia merupakan supplier bagi perusahaan-
perusahaan yang menjadi customernya. Seperti contoh produksi di Departemen
Eschution memproduksi produk keypad atau tombol yang selanjutnya dikirim ke
PT. JVC yang kemudian akan dilakukan proses produksi lagi di perusahaan
tersebut hingga akhirnya menjadi produk dengan merk JVC Kenwood. Begitu juga
dengan PT. Yamaha Music dan PT. Denso yang membeli part atau komponen
produknya dari PT. Polymatech Indonesia.
Aktivitas produksi di PT. Polymatech Indonesia dimulai dari bagian pemasaran
yang bertugas menangani order yang kemudian dicatat dalam perintah order
kemudian dilanjutkan dengan bagian PC (Production Control) untuk mengatur dan
menyusun jadwal produksi dengan terlebih dahulu mengecek ketersediaan stock
produk jadi. Setelah itu PC mengeluarkan perintah produksi yang dilengkapi
dengan control sheet yang berisi informas tentang detail produk yang akan
diproses serta nama operator sehingga jika terjadi suatu kendala dapat diketahui
siapa operator yang bertanggungjawab saat itu. Selain itu pekerja di bagian
inspeksi masing-masing proses juga harus memberi keterangan jumlah produk
cacat yang ditemukan sehingga dapat diidentifikasi pada proses apa yang paling
bermasalah.
Gambar 3. 1. Production Control Sheet

22
Gambar 3. 2. Proses Bisnis PT. Polymatech Indonesia

23
3.2. Produk yang Dihasilkan
Produk yang dihasilkan PT. Polymatech Indonesia sangat beragam. Produk-
produk ini terbagi menjadi beberapa kategori yaitu; car , home, dan mobile.
a. Car
Prduk yang dihasilkan pada kategori car merupakan produk-produk yang
digunakan sebagai perangkat atau komponen di mobil. Produk kategori ini lebih
sering disebut produk plastik karena bahan baku dari produk ini adalah plastik.
Berikut merupakan daftar produk kategori Car: Produk ini dibuat di plant 3 PT.
Polymatech Indonesia.
Gambar 3. 3. Produk Car
Pada plant 3 ini terbagi menjadi dua section; Escutheon dan CD Roller. Pada
laporan KP ini akan dijelaskan lebih detail tentang produk Escutheon. Produk jenis
Escutheon antara lain JVC, Yamaha, Panasonic, dan Asahi Denso.

24
Gambar 3. 4. Produk Eschuteon
b. Produk Home
Produk yang dihasilkan pada kategori ini merupakan produk yang penggunaannya
adalah di rumah, khususnya remote. Produk ini diproduksi di Plant 1 PT.
Polymatech Indonesia. Berikut merupakan daftar produk kategori home:
Gambar 3. 5. Produk Home

25
c. Produk Mobile
Berikut merupakan daftar produk kategori mobile, namun produk ini sudah jarang
diproduksi karena permintaan yang menurun dari customer:
Gambar 3. 6. Produk Mobile
3.3. Proses Produksi
Berikut merupakan flow chart urutan proses produksi di section Escutheon yang
menghasilkan produk JVC, Yamaha, Asahi Denso, Toyoda Gosei, dan PASCAP:
Gambar 3. 7. Proses Produksi

26
a. Injection
Proses injeksi adalah proses awal pembuatan produk escutheon. Proses ini
dilakukan dengan mesin injeksi. Pada proses injeksi, terdapat 12 mesin injeksi di
PT. Polymatech Indonesia dimana produk yang dihasilkan berbeda tiap mesinnya.
Pada mesin injeksi ini terdapat dryer, yaitu tempat untuk meletakkan material (bijih
plastik) dan harus selalu dalam kondisi bersih sebelum digunakan. Sebelum
digunakan, bijih plastik harus dipanaskan terlebih dahulu ± 2 jam. Setelah semua
siap, pasang cetakan injeksi mold ke dalam mesin. Setelah mold terpasang
langkah selanjutnya adalah setting mesin sesuai dengan spesifikasi produk yang
akan dihasilkan. Setelah semua sesuai spesifikasi maka proses injeksi baru bisa
berjalan / running. Saat running, robot pada mesin injeksi akan meletakkan produk-
produk ke dalam box yang telah disediakan di samping mesin injeksi.
Check point:
i. Check aktual material dan samakan dengan standar.
ii. Check aktual setting parameter dan samakan dengan standar.
iii. Check appearance of product dan samakan dengan product sample approval.
iv. Pada saat awal running produk harus dibuang 10 – 50 shot pertama dan
setelah istirahat dibuang 10 shot pertama karena setting parameter belum
stabil.
Gambar 3. 8. Mesin Injeksi

27
Gambar 3. 9. Box Produk Injeksi
b. Gate cut
Produk yang dihasilkan dari mesin injeksi masih belum dikatakan sempurna
karena harus dipisahkan dari runner atau burry. Runner merupakan sisa-sisa
injeksi yang terdapat dalam produk sehingga harus dilakukan proses gate cut
untuk memisahkan produk dengan runner tersebut. Proses ini dapat dilakukan
dengan 3 cara yaitu menggunakan jig, gunting kuku, dan menggunakan tang.
Apabila setelah dilakukan proses gate cut namun masih tersisa burry maka produk
tersebut dikatakan produk cacat atau NG (Not Good).
Gambar 3. 10. Produk Sebelum dan Sesudah Proses Gate cut
c. Spray
Setelah proses gate cut, proses selanjutnya adalah spray, yaitu proses untuk
memberi cat atau warna pada produk. Pada proses spray ini terdapat beberapa

28
tahapan proses.
1. Langkah yang pertama adalah susun produk kedalam jig. Proses ini biasa
disebut proses inserting.
Gambar 3. 11. Produk Disusun kedalam Jig
2. Produk yang telah di-insert ke jig kemudian disusun ke palet. Proses ini biasa
disebut dengan proses arrange.
Gambar 3. 12. Arrange Produk
3. Setelah itu produk yang telah disusun di palet dibersihkan menggunakan kain
microseal yang telah dibasahi dengan larutan IPA. Proses ini sering disebut
dengan proses wiping.

29
Gambar 3. 13. Wiping Produk
4. Setelah itu dilakukan proses drying atau pengeringan. Tahap drying ini dapat
dilakukan menggunakan hairdryer ataupun mesin annealing. Proses annealing
ini dilakukan kurang lebih selama 5 menit.
Gambar 3. 14. Proses Annealing

30
5. Setelah palet dikeluarkan dari mesin annealing kemudian dilanjutkan ke proses
spray. Palet diletakkan ke suatu conveyor kecil sekaligus dilakukan
pendinginan atau cooling.
6. Setelah itu produk dibersihkan kembali dari sisa-sisa IPA dan debu
menggunakan air gun.
Gambar 3. 15. Produk Dibersihkan dengan Air Gun
7. Produk yang telah dibersihkan tersebut lalu dilakukan proses pengecatan atau
spray menggunakan robot yang akan mengecat secara otomatis. Waktu
pengecatan kurang lebih selama 4 menit per palet.
Gambar 3. 16. Proses Spray
8. Setelah produk selesai dilakukan spray, dilakukan proses pengeringan cat

31
menggunakan oven selama kurang lebih 2 jam. Setelah itu produk didiamkan
kemudian diletakkan kedalam rak after process untuk dilanjutkan ke proses
selanjutnya.
Pada lantai produksi atau ruangan untuk proses spray harus selalu dijaga
kebersihannya. Pada ruangan tersebut terdapat aturan untuk mengepel atau
membasahi lantai setiap satu jam sekali. Hal tersebut dilakukan untuk menjaga
kebersihan ruangan dari debu yang dapat menyebabkan produk NG.
Selain itu semua operator yang memasuki ruangan spray diwajibkan
menggunakan pakaian khusus untuk menjaga ruangan tetap steril. Selain itu
pakaian khusus tersebut berfungsi untuk melindungi seragam pekerja dari cat
yang digunakan pada spray.
d. Spray Inspection
Setelah cat kering maka dilakukan inspeksi. Produk yang cacat akan dipisahkan
dan diletakkan kedalam box NG kemudian dibuang.
Gambar 3. 17. Proses Inspeksi After Spray
e. Laser
Produk yang tidak cacat pada proses spray dilanjutkan dengan proses laser, yaitu
mencetak karakter pada produk. Produk disusun kedalam jig dan dimasukkan
kedalam mesin laser menggunakan suatu pemrograman.

32
Gambar 3. 18. Produk JVC yang Telah Dilaser
f. Laser Inspection
Setelah produk dilaser, dilakukan proses inspeksi kembali untuk melihat apakah
terdapat produk NG. Produk yang dinyatakan NG diletakkan kedalam box NG dan
dibuang.
g. Printing
Produk yang telah dilaser selanjutnya dilakukan proses printing. Tujuan pada
proses ini tidak jauh berbeda dengan proses laser yaitu untuk mencetak karakter
produk namun proses printing dilakukan secara manual dengan menggunakan
tinta.
Gambar 3. 19. Proses Printing Produk

33
h. Inspection keseluruhan
Proses selanjutnya adalah proses inspeksi secara keseluruhan. Produk diinspeksi
secara keseluruhan dari warna cat, karakter, dll. Jika masih ditemukan produk
cacat maka akan dimasukkan kedalam box NG dan akan dibuang.
Gambar 3. 20. Box NG
i. GI (Guarantee Inspection)
Untuk menjamin kualitas produk, setelah dilakukan inspeksi keseluruhan dilakukan
kembali inspeksi oleh bagian GI dengan bantuan kaca pembesar. Pada proses
inspeksi ini diharapkan produk yang akan dipasarkan sudah layak dan tidak
ditemukan kecacatan produk.
j. Packing
Produk yang lolos uji oleh GI kemudian disusun kedalam tray dan diletakkan
kedalam box pengiriman.

34
Gambar 3. 21. Packing Produk
k. Shipping
Produk jadi dikirim ke gudang dan nantinya akan dilakukan pengiriman ke
customer.
Gambar 3. 22. Gudang Produk Jadi

35
Bahan baku yang digunakan dalam pembuatan produk escutheon ini adalah bijih
plastik. Jenis bijih plastik yang digunakan berbeda tergantung jenis produk yang
akan dibuat. Selain itu terdapat bahan baku tinta untuk proses printing. Jenis tinta
yang digunakan juga berbeda tergantung jenis produk yang diproduksi.
Gambar 3. 23. Gudang Bahan Baku Bijih Plastik
Pada setiap proses produksi, setiap pekerja diwajibkan menggunakan finger cap
atau sarung tangan yang berfungsi untuk menjaga kualitas produk agar tidak
terkena kotoran dari tangan pekerja. Selain itu agar sidik jari pekerja tidak
menempel pada produk ketika melakukan proses produksi.
Gambar 3. 24. Finger Cap

36
3.4. Fasilitas Produksi
Peralatan atau mesin yang digunakan PT. Polymatech Indonesia dalam produksi
escutheon antara lain:
a. Mesin Injeksi
Gambar 3. 25. Mesin Injeksi Terdapat 10 mesin injeksi pada produksi escutheon. Mesin ini bekerja dengan cara
menginjeksikan bijih plastik kedalam cetakan / mold yang terlebih dahulu telah di-
setting kedalam mesin.
b. Robot Spray
Gambar 3. 26. Robot Spray

37
Proses spray produk dilakukan dengan bantuan robot. Terdapat 3 robot spray di
PT. Polymatech Indonesia, terdiri dari 1 robot Kawasaki dan 2 robot Motoman.
Tidak ada banyak perbedaan antara robot Kawasaki dan Motoman, hanya
berbeda pada proses setting awal robot.
c. Mesin Laser
Gambar 3. 27. Mesin Laser
Mesin ini digunakan pada proses laser, yaitu proses untuk mencetak karakter pada
produk. Pada produksi escutheon terdapat 3 mesin laser.

38
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Mahasiswa melakukan kerja praktek di PT. Polymatech Indonesia mulai tanggal 3
Juli 2017 hingga 5 Agustus 2017. Perusahaan memberikan kesempatan bagi
mahasiswa untuk mengamati dan belajar langsung mengenai proses produksi dan
pengendalian kualitas di PT. Polymatech Indonesia.
4.1.1. Nama Departemen Penempatan
Mahasiswa ditempatkan pada departemen Quaility produksi Eschuteon, atau lebih
sering disebut Departemen Plastik karena produk yang dihasilkan adalah produk
yang terbuat dari plastik. Departemen ini terletak di Plant 3. Produk yang dihasilkan
adalah JVC, Yamaha, Asahi Denso, Toyoda Gosei, dan PASCAP (Panasonic).
Penulis ditempatkan pada tiap proses produksi dengan durasi satu minggu setiap
prosesnya. Selain melakukan inspeksi produk, penulis juga membantu pekerja
dalam membuat produk di setiap prosesnya.
4.1.2. Tugas yang Diberikan
Selama melaksanakan kerja praktek, mahasiswa ikut serta terhadap jalannya
proses produksi pada Escutheon dan mengenali hubungan antar stasiun kerja.
Mahasiswa diberi tugas untuk melakukan inspeksi produk di setiap prosesnya
hingga inspeksi akhir pada produk jadi. Hasil inspeksi direkap pada sebuah form
yang kemudian diserahkan kepada pembimbing lapangan. Selain melakukan
inspeki produk, mahasiswa juga turut serta membantu pekerja dalam menjalankan
proses produksi.
4.1.3. Rekan Kerja
a. Ibu Endang Widyawati selaku supervisor sekaligus pembimibing lapangan.
b. Bapak Rendi selaku PC produk Escutheon.
c. Para operator mesin dan pekerja lainnya.
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
Dalam kerja praktek ini mahasiswa dituntut aktif dan mandiri dalam
mengeksplorasi hal-hal yang ada di lantai produksi tanpa mengesampingkan
faktor sopan santun dan tata krama. Dalam kerja praktek ini mahasiswa tidak
diberikan kebebasan untuk mengetahui dan mendapatkan semua data di

39
perusahaan. Mahasiswa hanya diperbolehkan mengetahui urutan proses
produksi.
4.3. Metodologi Pelaksanaan Pekerjaan
Selama pelaksanaan kerja praktek, penulis melakukan observasi terhadap
aktivitas produksi dengan cara:
a. Menanyakan hal-hal yang berkaitan dengan aktivitas produksi.
b. Mendampingi dan membantu operator menjalankan aktivitas produksi.
c. Mengobservasi jenis-jenis produk NG yang terdapat pada produk escutheon.
4.4. Hasil Pekerjaan
Dalam pelaksanaan kerja praktek, mahasiswa ditempatkan di Departemen Quality.
Pada departemen ini mahasiswa diberi tugas untuk melakukan inspeksi pada
produk di tiap prosesnya. Inspeksi yang dilakukan adalah middle dan reliability
test. Dari proses inspeksi yang dilakukan, penulis diminta untuk menganalisis
jenis-jenis NG pada produk Escutheon. Setelah itu penulis diminta untuk
menganalisis penyebab-penyebab terjadinya produk NG.
a. Middle Inspection
Middle inspection merupakan inspeksi yang dilakukan pada proses injeksi. Ketika
produk keluar dari mesin injeksi, penulis mengambil sample produk sebanyak 2
shot, dimana jumlah produk tiap shot berbeda, tergantung jenis produk yang
dibuat. Penulis menginspeksi apakah terdapat NG pada produk. Inspeksi ini
dilakukan pada salah satu shot dari sample yang telah diambil. Jika kondisi produk
tidak terdapat NG, maka pada form Approval Sheet ditulis “OK”. Jika terdapat NG
maka penulis melaporkan ke bagian General Inspection untuk dilakukan
pendataan. Selain itu penulis melapor ke bagian Maintenance untuk memperbaiki
mesin. Dengan terdapatnya produk NG pada proses injeksi maka dapat
disimpulkan bahwa terdapat gangguan pada mesin injeksi. Selanjutnya bagian
Maintenance akan melakukan pengecekan dan perbaikan mesin injeksi. Proses
injeksi tidak boleh dilanjutkan apabila ditemukan produk NG saat dilakukan middle
inspection karena dikhawatirkan semua produk akan NG. Proses bisa dilanjutkan
apabila bagian maintenance telah memperbaiki setting pada mesin. Selain
mengecek produk yang keluar dari mesin injeksi langsung, petugas middle
inspection juga harus mengecek kondisi mesin, apakah kondisi actual
(sesungguhnya) telah sesuai dengan ketentuan (setting) yang tertulis di Approval
Sheet. Kondisi mesin yang harus dicek oleh petugas middle injection antara lain

40
adalah suhu mesin, jenis material, dan lain-lain. Hasil dari middle injection ditulis
pada Approval Sheet dan kemudian diserahkan ke bagian Quality. Middle injection
dilakukan setiap 3 jam sekali, yaitu pada pukul 08.00, 11.00, dan 14.00. Shot
kedua dilakukan inspeksi dimensi produk. Produk dibawa ke ruangan khusus
untuk dilakukan inspeksi apakah dimensi dari produk telah sesuai atau tidak. Jika
tidak sesuai maka petugas middle inspection juga harus melaporkan ke bagian
maintenance.

41
Gambar 4. 1. Approval Sheet

42
b. Reliability Test
Reliability Test dilakukan untuk mengetahui apakah terjadi peel off pada produk.
Peel off merupakan kondisi dimana cat terkelupas. Apabila hal tersebut terjadi
maka akan menimbulkan claim atau komplain dari customer. Reliability Test
dilakukan dengan menggunakan alat abrasi. Pada reliability test terdapat 3 metode
uji yang dilakukan. Produk diuji dengan mengambil sampel sebanyak 3 buah
setiap harinya. Masing-masing diuji menggunakan metode yang berbeda.
Gambar 4. 2. Alat Reliability Test
Gambar 4. 3. Counter

43
i. Abrasion Resistance Test
1. Olesi produk dengan lotion
2. Letakkan produk di alat abrasi.
3. Berikan beban sebanyak 500 gr/cm2
4. Tekan tombol start hingga counter menunjukkan angka 1000 cycle.
5. Tekan stop.
6. Lihat apakah cat produk terkelupas.
7. Masukkan produk yang telah diuji kedalam plastik dan tempelkan pada form
Reliability Test.
ii. Alcohol Resistance Test
1. Semprotkan alkohol ke produk dan diamkan beberapa detik.
2. Letakkan produk di alat abrasi.
3. Berikan beban sebanyak 500 gr/cm2
4. Tekan tombol start hingga counter menunjukkan angka 100 cycle.
5. Tekan stop.
6. Lihat apakah cat produk terkelupas.
7. Masukkan produk yang telah diuji kedalam plastik dan tempelkan pada form
Reliability Test.
iii. Adhesivenes Test
1. Gores produk dengan cutter secara vertikal dan horizontal.
2. Tempelkan selotip ke produk.
3. Rekatkan dengan cara digosokkan menggunakan kuku tangan.
4. Tarik selotip secara cepat.
5. Lihat apakah ada cat yang menempel pada selotip.
6. Masukkan produk yang telah diuji kedalam plastik dan tempelkan pada form
Reliability Test.
Setelah melakukan uji Reliability Test selanjutnya form diberikan kepada
pembimbing lapangan. Form Reliability Test terdapat data number part, part name,
dan jenis material yang dapat dilihat dari design information yang terdapat pada
setiap stasiun kerja. Dari Reliability Test ini dapat diketahui kualitas cat produk.
Peel off dapat terjadi karena beberapa faktor, antara lain performa robot spray
yang tidak maksimal. Hal ini terjadi karena jarang dilakukan maintenance pada
robot spray. Maintenance hanya dilakukan apabila baru terjadi kerusakan. Padahal
robot spray harus secara rutin dilakukan pengecekan dan dibersihkan. Selain itu

44
faktor lingkungan di ruang spray yang tidak steril menyebabkan cat pada produk
tidak menempel dengan sempurna.

45
Gambar 4. 4. Form Reliability Test

46
Gambar 4. 5. Design Information Produk JVC

47
c. Analisis Produk NG
Terdapat dua kategori pada produk NG, yaitu NG mayor dan NG minor. NG mayor
merupakan NG yang tidak bisa diperbaiki / di-repair / di-rework dan berpengaruh
terhadap fungsi produk seingga produk tidak bisa dipakai / tidak bisa diproses di
customer. Contoh produk NG mayor adalah short mold, laser character (printing
terbalik), peel off spray (cat terkelupas), leakage, missing character.
NG minor merupakan NG yang bisa diperbaiki dan tidak berpengaruh terhadap
fungsi produk. Pada NG minor ini masih bisa diterima oleh customer namun ada
batas limit. Contoh NG minor adalah FM (terdapat benjolan), Fiber (terdapat
goresan), White ink, pinhole (terdapat cekungan).
Gambar 4. 6. Produk NG Pinhole
Gambar 4. 7. Produk NG FM

48
Gambar 4. 8. Produk NG Fiber
Tipe-tipe produk NG tersebut paling banyak ditemukan pada proses spray produk.
Berdasarkan hasil pengamatan wawancara dengan operator, faktor-faktor yang
menyebabkan terjadinya produk NG dapat digambarkan menggunakan fishbone
diagram sebagai dasar untuk pengambilan keputusan untuk memperbaiki sistem
yang sudah ada.

49
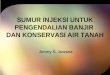
Gambar 4. 9. Fishbone Diagram
Produk NG (Not Good) pada
proses Spray
Operator
Mesin Spray
Lingkungan
Alat Kerja
Mesin spray kotor.
Tidak dilakukan maintenance pada mesin secara rutin.
Operator tidak menggunakan finger cap.
Alat kerja tidak tersusun rapi di tempat yang telah disediakan.
Lingkungan ruang spray kotor.
Suhu ruangan yang terlalu panas.
Mesin jarang dibersihkan
Jarang disapu dan dipel.
Terlalu banyak operator dalam
ruangan.
Operator meletakkan alat kerja di sembarang
tempat.
Sudah menjadi kebiasaan operator.
Maintenance hanya dilakukan ketika mesin rusak.

50
Berdasarkan hasil penggambaran fishbone diagram di atas, terdapat beberapa
faktor yang menyebabkan produk NG pada proses Spray, antara lain operator,
lingkungan, metode kerja, alat kerja, dan mesin spray.
a. Operator
Salah satu penyebab produk NG adalah operator. Pada semua proses produksi,
operator diwajibkan menggunakan finger cap apabila bersentuhan langsung
dengan produk. Finger cap berfungsi untuk melindungi produk dari kotoran-
kotoran dari tangan operator. Dalam kasus ini, beberapa operator sudah terbiasa
tidak menggunakan finger cap saat melakukan proses gate cut, inserting product,
arrange, dan wiping sehingga kotoran di tangan mereka menempel pada produk
dan menyebabkan produk NG.
b. Lingkungan
Berdasarkan hasil wawancara dengan operator, ruangan spray harus selalu dijaga
kebersihannya dengan cara disapu dan dipel setiap satu jam sekali. Hal ini
dilakukan untuk menjaga kebersihan ruangan dari debu-debu yang nantinya
dikhawatirkan akan menempel pada produk saat tinta spray masih basah. Namun
cara ini tidak dilakukan operator secara rutin. Operator hanya membersihkan
ruangan saat pergantian shift saja. Selain itu suhu ruangan terlalu panas karena
terdapat banyak operator dalam satu ruangan, yaitu sekitar 9 orang.
c. Alat Kerja
Alat-alat kerja di ruangan spray tidak tertata dengan rapi karena operator sering
meletakkan alat kerja sembarangan. Seperti contoh box produk yang berantakan
dan terletak di lantai. Padahal berdasarkan SOP, box produk tidak boleh diletakkan
di lantai. Selain itu alat bantu lainnya seperti tang, cutter, cairan alkohol, dan lain-
lain hanya diletakkan di sembarang tempat.
d. Mesin Spray
Faktor terakhir yang menyebabkan produk NG adalah mesin spray yang tidak
optimal. Operator hanya menggunakan mesin tanpa mengecek kondisi dari mesin
tersebut. Mesin spray yang kotor tentu dapat mengakibatkan hasil spray juga
menjadi kotor. Selain itu maintenance terhadap mesin spray tidak dilakukan secara
rutin namun hanya dilakukan apabila terjadi kerusakan parah.

51
BAB 5
PENUTUP
5.1. Kesimpulan
Berdasarkan analisis mengenai kualitas produk Escutheon yang telah dilakukan,
dapat ditarik kesimpulan sebagai berikut:
a. Terdapat 4 faktor utama yang menyebabkan produk NG, yaitu operator, kondisi
lingkungan, alat kerja yang digunakan, serta kondisi dari mesin spray.
b. Produk yang mengalami peel off tidak boleh didistribusikan ke konsumen.
c. Perlu dilakukan perbaikan proses produksi pada keempat faktor tersebut dan
operator harus selalu menerapkan SOP yang telah dibuat.
5.2. Harapan
Penulis memerlukan kritik dan saran dari para pembaca sebagai bahan evaluasi
untuk mendapatkan kualitas penulisan laporan yang berguna bagi pembaca.

52
DAFTAR PUSTAKA
http;//www.polymatech.co.jp/ diakses pada tanggal 17 Juli 2017 pukul 19.00
Teknik Industri. 2014. Buku Pedoman Pelaksanaan dan Penulisan Laporan Kerja
Praktek/Magang. Yogyakarta. Universitas Atma Jaya Yogyakarta

53
LAMPIRAN
Gambar 5. 1. Foto Bersama Karyawan Pada Proses Spray