Embed Size (px)
Citation preview

Cnsc.3
LỜI NÓI ĐẦU
Giáo trình "Công nghệ sửa chữa đầu máy diezel” được biên soạn nhằm đáp ứng yêu cầu học tập của sinh viên chuyên ngành đầu máy-toa xe trong giai đoạn hiện tại. Giáo trình được chia thành hai phần chính: Phần thứ nhất là phần lý thuyết chung về công nghệ sửa chữa đầu máy và phần thứ hai là phần công nghệ sửa chữa các cụm chi tiết chính của đầu máy.
Trong phần thứ nhất, giới thiệu những kiến thức lý thuyết cơ bản về công nghệ sửa chữa đầu máy như quá trình hao mòn và ảnh hưởng của hao mòn chi tiết tới trạng thái kỹ thuật của đầu máy; các phương pháp làm sạch và kiểm tra trạng thái chi tiết; các phương pháp công nghệ phục hồi và sửa chữa chi tiết, các chỉ dẫn công nghệ về lắp ráp, thử nghiệm cụm chi tiết sau khi sửa chữa.
Phần thứ hai, giới thiệu quá trình công nghệ sửa chữa các nhóm chi tiết chính của động cơ diezel như: nhóm pittông-xécmăng-xylanh, nhóm trục khuỷu-tay quay-thanh truyền, nhóm cơ cấu phối khí, hệ thống nhiên liệu, các chi tiết giá xe và bộ phận chạy như khung giá chuyển hướng và bộ trục bánh xe, một số hệ thống phụ của đầu máy, quá trình thử nghiệm động cơ diezel và đầu máy sau khi sửa chữa.
Trong khi biên soạn, đã cố gắng đề cập đến những vấn đề cơ bản có tính chất chung nhất của quá trình công nghệ sửa chữa, phản ảnh có mức độ những tiến bộ - kỹ thuật hiện đại trong ngành sửa chữa đầu máy diezel ở các nước tiên tiến đồng thời có lưu ý tới các điều kiện cụ thể ở Việt Nam.
Giáo trình được biên soạn cho sinh viên hệ đào tạo chính quy dài hạn thuộc các chuyên ngành đầu máy (18.03.10.06) và đầu máy-toa xe (18.03.10.03), có thể dùng làm tài liệu tham khảo cho sinh viên các hệ đào tạo khác thuộc lĩnh vực đầu máy-toa xe. Mặt khác, giáo trình cũng có thể được sử dụng làm tài liệu tham khảo cho các cán bộ kỹ thuật trong ngành vận tải đường sắt có quan tâm tới lĩnh vực sửa chữa đầu máy-toa xe.
Về nội dung cũng như hình thức, giáo trình chắc chắn không tránh khỏi những sơ suất và thiếu sót. Chúng tôi chân thành mong nhận được các ý kiến đóng góp và xây dựng của bạn đọc. HÀ NỘI 8- 2004 PGS.TS. ĐỖ ĐỨC TUẤN

Cnsc.5
PHẦN THỨ NHẤT LÝ THUYẾT CHUNG VỀ CÔNG NGHỆ PHỤC HỒI VÀ SỬA CHỮA CHI
TIẾT
CHƯƠNG I HAO MÒN VÀ HƯ HỎNG CỦA CÁC CHI TIẾT TRÊN ĐẦU MÁY
1.1. Các dạng hư hỏng của chi tiết trên đầu máy diezel Trên đầu máy có rất nhiều loại chi tiết khác nhau, do đó trong quá trình vận
dụng, các chi tiết của đầu máy có thể gặp nhiều loại hư hỏng khác nhau, và nguyên nhân của các loại hư hỏng đó cũng hết sức đa dạng. Tuy nhiên, chung quy lại các dạng hư hỏng có thể quy về 3 nhóm chính như sau:
- Nhóm thứ nhất: các hư hỏng do hao mòn; - Nhóm thứ hai: các hư hỏng do tác động cơ giới; - Nhóm thứ ba: các hư hỏng do tác dụng hóa nhiệt. 1.1.1. Các dạng hư hỏng do hao mòn Hao mòn là qúa trình tất yếu xảy ra, là không thể tránh khỏi đối với các chi
tiết làm việc ở chế độ ma sát kể cả trong trường hợp tuân thủ đầy đủ các quy định về quy trình khai thác và bảo dưỡng sửa chữa.
Trong hao mòn lại chia ra: - Hao mòn bình thường (hao mòn dần dần): thông thường có quy luật và có
thể xác định được quy luật đó. - Hao mòn không bình thường (hao mòn đột biến như xước, kẹt, xây sát,
v.v…): thường xảy ra do không tuân thủ các quy trình kỹ thuật về khai thác, bảo dưỡng, sửa chữa, do không đảm bảo chế độ bôi trơn, do quá tải về nhiệt và các nguyên nhân khác như mòn vẹt, tróc, hao mòn với cường độ quá lớn. Nói chung dạng hao mòn này không có quy luật hoặc rất khó xác định các quy luật đó.
1. Mài mòn cơ học Là kết quả của sự ma sát giữa các bề mặt lắp ghép của chi tiết (píttông cùng
xécmăng và ống lót xylanh, cổ trục khuỷu và các ổ đỡ của nó, cổ trục cặp bánh xe và ổ đỡ động cơ điện kéo, v.v...). Do bị mòn nên các kích thước ban đầu của các bề mặt lắp ghép của chi tiết bị thay đổi, còn hình dạng hình học thì bị biến dạng nếu quá trình mài mòn xảy ra không đồng đều. Độ mòn của các chi tiết được xác định bởi các lực (tải trọng) tác dụng lên chúng, trị số khe hở giữa các chi tiết đó và điều kiện bôi trơn của chúng, số lượng và chất lượng vật liệu bôi trơn. Độ mòn còn phụ thuộc vào vật liệu chi tiết, độ bóng gia công bề mặt, chế độ nhiệt luyện v.v... Sự hao mòn của các chi tiết lắp ghép làm giảm chất lượng sử dụng của đầu máy. Thí dụ, do các xécmăng và rãnh píttông bị mòn nên độ kín của buồng cháy giảm xuống và áp suất nén cũng giảm xuống, do đó công suất của động cơ giảm và tiêu hao nhiên liệu tăng lên; hoặc khi cặp píttông-plông-giơ bơm cao áp bị mòn, khe hở giữa xylanh và píttông của nó tăng lên, do đó lượng nhiên liệu cung cấp trong một chu trình và áp lực phun giảm xuống dẫn đến chất lượng phun kém, cháy không tốt và như vậy hiệu suất nhiệt của động cơ giảm xuống.
Quá trình hao mòn của chi tiết đầu máy xảy ra kèm theo các hiện tượng lý-hóa phức tạp và chịu ảnh hưởng của nhiều yếu tố. Nhìn chung có thể chia ra những

Cnsc.6
dạng hao mòn chủ yếu như: mòn dính (mòn tróc), mòn oxy hóa, mòn do nhiệt, mòn do hạt mài, mòn rỗ (mòn đậu mùa).
2. Mòn dính (mòn tróc) Mòn dính xuất hiện trong trường hợp không có dầu bôi trơn và không có
màng ôxy hóa bảo vệ khi các chi tiết ma sát với nhau với vận tốc nhỏ v=1,0 m/s (đối với thép) và tại chỗ tiếp xúc thực tải trọng đơn vị lớn hơn giới hạn chảy của chi tiết. Mòn dính hình thành do các bề mặt kim loại bị biến dạng dẻo và giữa các phần tiếp xúc của các bề mặt phát sinh các liên kết kim loại. Sự dịch chuyển của các bề mặt tiếp xúc sau khi xuất hiện liên kết kim loại làm cho bề mặt tại các chỗ dính được cường hóa và những phoi kim loại bị bứt ra khỏi những chỗ có độ bền kém hơn hoặc làm cho bề mặt đó lõm xuống bởi phần biến cứng. Mòn dính kèm theo hệ số ma sát cao và cường độ mài mòn lớn nhất. Mòn dính xuất hiện ở những chi tiết được phục hồi bởi các phương pháp như hàn đắp, phun kim loại, v.v...
3. Mòn ôxy hóa Mòn ôxy hóa đặc trưng bởi hai quá trình xảy ra đồng thời khi các chi tiết chịu
ma sát: quá trình biến dạng dẻo của các thể tích kim loại vi mô của các lớp bề mặt và sự xâm nhập ôxy (ở không khí) vào các lớp kim loại biến dạng đó.
Ở giai đoạn đầu, sự ôxy hóa xảy ra ở những thể tích không lớn của kim loại nằm ở bề mặt trượt khi ma sát. Ở giai đoạn sau, sự ôxy hóa xâm nhập vào những thể tích lớn hơn của các lớp bề mặt. Chiều sâu ôxy hóa tương ứng với chiều sâu biến dạng dẻo. Ở giai đoạn hao mòn ban đầu, sự ôxy hóa sẽ tạo ra trên bề mặt chi tiết công tác một lớp dung dịch ôxy, ở giai đoạn thứ hai sẽ tạo ra các hợp chất hóa học của ôxy với kim loại và nhờ đó mà cấu trúc của các lớp bề mặt bị thay đổi. Quá trình khuếch tán (xâm nhập) của ôxy và quá trình biến dạng dẻo, tăng cường, hỗ trợ lẫn nhau. Điều đó có nghĩa rằng, khi có biến dạng thì trên bề mặt ma sát của chi tiết sẽ tạo ra một khối lượng các mặt phẳng trượt và nó tạo điều kiện cho ôxy xâm nhập vào kim loại. Ngược lại, khi trên bề mặt trượt có một khối lượng lớn các nguyên tử ôxy chuyển động làm tăng độ di động của cấu trúc lớp bề mặt thì sự biến dạng dẻo lại được tăng cường. Ở thời kỳ đầu của quá trình mài mòn ôxy hóa, xảy ra sự phá hủy các màng di động của dung dịch ôxy rắn được tạo ra một cách liên tục và biến chúng thành các phần tử rất nhỏ. Giai đoạn thứ hai đặc trưng bởi sự tạo thành một cách có chu kỳ của các màng ôxy ròn và không biến dạng và bởi sự tróc vỡ của chúng. Độ chống mòn của chi tiết khi mòn ôxy hóa phụ thuộc vào độ dẻo của kim loại, tốc độ ôxy hóa và tính chất của các ôxyt.
Mòn ôxy hóa xuất hiện khi có ma sát trượt và ma sát lăn. Khi có ma sát trượt, nó là dạng hao mòn cơ bản, còn khi có ma sát lăn nó xảy ra đồng thời với mòn rỗ. Khác với mòn nhiệt xảy ra ở tốc độ trượt lớn và tải trọng đơn vị cao, mòn ôxy hóa xuất hiện ở những chi tiết làm việc ở những điều kiện dễ dàng hơn. Mòn ôxy hóa có thể xảy ra ở cổ trục khuỷu, xylanh, chốt píttông và các chi tiết khác.
4. Mòn do hạt mài Mòn do hạt mài (hay gọi tắt là mòn hạt mài) xuất hiện do có biến dạng dẻo tế
vi và do kim loại của những lớp bề mặt chi tiết bị cắt bởi những hạt mài (hạt căn bản) nằm giữa các bề mặt ma sát. Sự tiến triển của qúa trình hao mòn không phụ thuộc vào sự xâm nhập của các hạt mài lên bề mặt ma sát. Dù các hạt mài đó từ bên ngoài

Cnsc.7
xâm nhập vào, hoặc là chúng tồn tại ở một trong các vật làm việc, chẳng hạn như ở trong các chi tiết bằng gang hoặc cuối cùng có thể tạo ra ngay trong quá trình ma sát như ở giai đoạn thứ hai của mòn ô xy hoá, thì đặc tính mài mòn vẫn không thay đổi.
Sự thay đổi kích thước của các chi tiết khi mài mòn do hạt mài phụ thuộc vào nhiều yếu tố như vật liệu và cơ tính của chi tiết, tính chất cắt của các hạt mài, áp lực đơn vị và vận tốc trượt khi ma sát.
Về bản chất thì mòn hạt mài giống như các hiện tượng khi cắt kim loại và khác ở chỗ là có những đặc điểm đặc biệt như hình dạng hạt mài và mặt cắt của phoi nhỏ. Mòn hạt mài thường gặp ở các chi tiết làm việc ở chế độ ma sát, đặc biệt khi làm việc ở môi trường bụi bẩn. Mòn hạt mài có thể xuất hiện ở các chi tiết đầu máy khi phục hồi bằng mạ crôm, mạ sắt, phun kim loại.
5. Mòn rỗ (mòn đậu mùa) Mòn rỗ xuất hiện khi có ma sát lăn và thể hiện khá rõ ràng trên các bề mặt
làm việc của các ổ lăn và bề mặt răng của bánh răng. Khi các chi tiết máy bị mòn rỗ thì xuất hiện biến dạng nén dẻo tế vi và gia cường các lớp bề mặt kim loại. Do bị gia cường nên xuất hiện ứng suất nén dư. Các tải trọng thay đổi theo chu kỳ vượt quá giới hạn chảy của kim loại khi có ma sát lăn sẽ gây nên hiện tượng mỏi phá huỷ các lớp bề mặt. Việc phá hủy các lớp bề mặt xảy ra do các vết nứt tế vi và vĩ mô đã xuất hiện từ trước, mà trong quá trình làm việc chúng phát triển thành những vết lõm đơn điệu hoặc thành những cụm vết rỗ. Chiều sâu của các vết nứt và vết lõm phụ thuộc vào cơ tính của vật liệu chi tiết, trị số áp lực đơn vị tại điểm tiếp xúc và kích thước các bề mặt tiếp xúc.
1.1.2. Các dạng hư hỏng do tác động cơ giới Các hư hỏng do tác động cơ giới thường có các biểu hiện dưới dạng nứt, vỡ,
bong, tróc, thủng, cong, xoắn, v.v... Trong quá trình làm việc của đầu máy, rất nhiều chi tiết chịu tải trọng thay
đổi về trị số và về hướng. Dưới tác dụng của các tải trọng đó, ở những vị trí tập trung ứng suất, sau một thời gian vận dụng sẽ xuất hiện những vết nứt tế vi, những vết nứt tế vi đó, tùy thuộc vào trị số và tần số của lực tác dụng, sẽ dần dần lan truyền thành những vết nứt lớn và cuối cùng chi tiết bị phá hủy. Các hiện tượng phá hủy này được gọi là phá hủy do mỏi của chi tiết (hoặc kim loại). Các chi tiết trên đầu máy thường bị phá hủy do mỏi là trục khuỷu, thanh truyền, các trục dẫn động cơ cấu phối khí, các bánh răng, lò xo tròn, lò xo nhíp, ổ lăn, cũng như các gu – giông chịu lực của bốc xi lanh, v.v... Ngoài ra khi chi tiết làm việc ở tải trọng lớn hơn tải trọng tính toán và khi độ cứng bề mặt và sự bố trí tương hỗ giữa chúng thay đổi thì sẽ xuất hiện ứng suất dư, làm cho chi tiết bị cong, xoắn, dập, tróc, thủng, v.v... Bên cạnh đó, các loại hư hỏng này còn có thể xuất hiện do không tuân thủ quy trình công nghệ sửa chữa, lắp ráp, do biến dạng và ứng suất đột biến trong quá trình làm việc.
Hiện tượng mỏi của kim loại và ảnh hưởng tương hỗ của sự hao mòn với độ mỏi, là một trong những nguyên nhân làm hư hỏng các chi tiết.
Độ mỏi của kim loại là quá trình phá hủy kim loại dần dần và lâu dài trong điều kiện có ứng suất thay đổi theo chu kỳ. Sự phá huỷ kim loại do tải trọng đổi hướng xảy ra không những ở những tải trọng có trị số nhỏ hơn giới hạn bền, mà cả ở những tải trọng có trị số nhỏ hơn giới hạn chảy. Sự xuất hiện các vết nứt mỏi có liên quan tới các đặc điểm cấu trúc tinh thể của kim loại. Những kim loại đa tinh thể được

Cnsc.8
cấu tạo bởi một khối lượng lớn các tinh thể có hướng khác nhau, các tinh thể đó phân cách với nhau bởi các đường biên, các lô nhỏ và các tạp chất không kim loại. Các tinh thể này định hướng khác nhau do điều kiện kết tinh, điều kiện gia công gây nên do đó chúng không phải là đồng nhất. Do tính không đồng hướng đó, nên các tinh thể có độ chống tải trọng bên ngoài khác nhau, hay nói khác có độ bền khác nhau.
Trong các tinh thể nằm không cùng hướng với tác dụng của tải trọng bên ngoài sẽ xuất hiện các ứng suất lớn và trong các tinh thể đó xuất hiện biến dạng dẻo ở dạng trượt (cắt). Trong các tinh thể khác, biến dạng mang đặc tính đàn hồi. Trong kim loại có tạp chất và các lỗ rỗng sẽ tạo ra tập trung ứng suất. Khi bị biến dạng đàn hồi, khoảng cách giữa các nguyên tử và sự biến dạng không đáng kể của mạng tinh thể sẽ được hồi phục sau khi nhả tải. Khi bị biến dạng dẻo, mối liên hệ giữa các nguyên tử của mạng tinh thể bị phá hoại theo các mặt phẳng cắt hoặc theo các mặt phẳng trượt.
Ở những chu trình đầu tiên của ứng suất thay đổi, kết quả biến dạng dẻo là gia cường mặt phẳng trượt trong các phần tử khác nhau và làm cho kim loại được bền hóa. Tuy nhiên, khi các chu trình ứng suất thay đổi tăng lên thì quá trình biến dạng dẻo của các phần tử yếu có thể mất đi, còn mức độ biến dạng của mạng tinh thể có thể làm xuất hiện những vùng mà ở đó liên kết nguyên tử sẽ bị phá hủy và những liên kết mới không xuất hiện. Do đó độ kín mịn của kim loại bị phá hủy và bắt đầu xuất hiện những vết nứt tế vi.
Giai đoạn bắt đầu phá hủy do mỏi là kết quả tác dụng của các ứng suất tiếp tuyến gây nên biến dạng dẻo lặp đi lặp lại nhiều lần. Sự xuất hiện và tiếp tục lớn lên của các vết nứt tế vi đã có và sự xuất hiện các vết nứt tế vi mới có thể sẽ chấm dứt, nếu xảy ra trạng thái cân bằng. Trạng thái cân bằng xảy ra trong trường hợp khi dưới tác dụng của các ứng suất tiếp tuyến sự yếu dần do phá huỷ các phần tử yếu hơn sẽ được bù trừ bởi sự bền hóa của những phần tử bền hơn. Nhưng cũng có thể có hiện tượng ngược lại, khi các vết nứt tế vi xuất hiện dưới ảnh hưởng của nguyên nhân này hoặc nguyên nhân khác tăng lên và liên kết lại thành một vết nứt chung. Trong trường hợp này ứng suất pháp đóng một vai trò quan trọng. Sự tạo thành các vết nứt mỏi trong phần lớn các trường hợp xảy ra theo hướng tác dụng của các ứng suất pháp tuyến lớn nhất.
Cơ cấu biến dạng dẻo và phá huỷ kim loại ở tải trọng chu kỳ và tải trọng tĩnh về bản chất và nguyên tắc không có gì khác nhau. Trong cả hai trường hợp mạng tinh thể đều bị biến dạng theo các mặt phẳng cắt. Tuy nhiên, ở tải trọng tĩnh biến dạng dẻo tác dụng về một hướng và lan truyền đều hơn lên tất cả các tinh thể, trong khi đó ở tải trọng chu kỳ biến dạng dẻo chỉ tập trung ở những phần tử gây ra cắt (trượt) thay đổi về hướng. Như vậy, độ bền của kim loại ở tại trọng tải tĩnh sẽ phụ thuộc vào sức chống phá huỷ, tính trung bình cho tất cả các phần tử kim loại, còn ở tải trọng chu kỳ thì nó sẽ phụ thuộc vào những phần tử yếu hơn.
Quá trình mỏi của kim loại có thể chia ra làm 3 thời kỳ:
1. Thời kỳ xuất hiện các vết nứt tế vi mỏi đầu tiên; 2. Thời kỳ phát triển các vết nứt tế vi mỏi; 3. Thời điểm phá hủy chi tiết do mỏi.

Cnsc.9
Cơ cấu hình thành vết nứt rất phức tạp và có nhiều quan điểm không thống nhất về nguyên nhân phát sinh của nó. Sự hình thành vết nứt mỏi thường thấy ở bề mặt kim loại, ở những chỗ tập trung ứng suất lớn, nhưng cũng có thể hình thành ở bên trong kim loại. Vết nứt không lan truyền theo toàn bộ thể tích của kim loại chi tiết mà chỉ lan truyền theo một trong những mặt cắt, theo những phần tử tương đối yếu có cấu trúc vật lý không đồng nhất và như vậy, phá huỷ do mỏi mang đặc tính cục bộ.
Sự hình thành vết nứt mỏi trên bề mặt chi tiết không chỉ do ứng suất uốn và xoắn có chu kỳ gây nên, mà cả khi kéo-nén theo chu kỳ. Vết nứt mỏi trong trường hợp này thường sinh ra trên bề mặt chi tiết vì các lớp bề mặt này chịu ứng suất chu kỳ kém hơn.
Mặt khác, khi các lớp bề mặt chi tiết được bền hóa bằng phương pháp gia công đặc biệt thì các vùng vết nứt mỏi thường xuất hiện dưới lớp bền hóa đó. Qua đây ta thấy sự xuất hiện vết nứt ở những chi tiết phục hồi bằng phủ đắp kim loại có thể xảy ra trên bề mặt kim loại cơ bản do có các tập trung ứng suất do mòn hoặc do phương pháp chuẩn bị bề mặt không kỹ lưỡng, cũng như trên bề mặt của lớp kim loại do đặc tính không đồng nhất về cấu trúc của chúng. Nguyên nhân làm giảm độ bền mỏi của các chi tiết phục hồi là:
1. Do trạng thái bề mặt chi tiết; 2. Do phủ đắp kim loại hoặc lắp thêm chi tiết phụ; 3. Do gia công cơ cho các chi tiết phục hồi. Sở dĩ độ mỏi của kim loại giảm xuống khi trạng thái bề mặt thay đổi là vì lúc
đó lớp bề mặt đã mang những khuyết tật do chi tiết bị mòn như vết xước, xây sát, vết nứt tế vi hoặc do bề mặt chịu ảnh hưởng của các nguyên công chuẩn bị chi tiết để phủ đắp như cắt bằng ren, gia công cơ-dương cực, v.v...
Nhóm nguyên nhân thứ hai có liên quan tới các hiện tượng xảy ra trong quá trình phủ đắp, tới đặc tính không đồng nhất về cấu trúc của chúng và ứng suất dư bên trong.
Nhóm nguyên nhân thứ ba có liên quan tới lượng dư gia công, tới trị số và sự đồng đều của nó trong quá trình gia công cơ cho các chi tiết phục hồi. Việc cắt gọt làm kim loại phủ đắp có chứa ôxy và các tạp chất khác một cách gián đoạn sẽ làm cho bề mặt bị rạch, bị lõm sâu và nhiều khi mài cũng không hết, do đó độ bền mỏi giảm xuống.
Ở một mức độ nào đó, các nguyên nhân kể trên cộng thêm với ứng suất dư bao giờ cũng là đặc trưng của các phương pháp phục hồi chi tiết bằng phủ đắp kim loại. Sự xuất hiện vết nứt làm giảm độ bền mỏi của đầu máy phụ thuộc vào bản chất của các liên kết lý - hóa của lớp phủ với kim loại cơ bản. Các phương pháp điện phân và tất cả các phương pháp phủ bằng hàn đắp không đòi hỏi phải có bề mặt thô để phục hồi cho tốt, trong khi đó khi phun kim loại điều đó lại rất cần thiết để tăng độ bền dán của lớp phủ với kim loại chi tiết. Các lớp phủ điện phân và hàn đắp đều làm việc đồng thời với kim loại cơ bản ở mọi tải trọng. Do đó các khuyết tật của lớp bề mặt chi tiết bị mòn, các đặc điểm của cấu trúc lớp phủ và ứng suất dư trong lớp bề mặt đó, ở mức độ nào đó, đều ảnh hưởng tới độ bền mỏi của chi tiết được phục hồi. Các lớp phun kim loại thường có độ bền bám nhỏ (1,2 - 2,5 kG/cm2), do đó dưới tác dụng của tải trọng chu kỳ, như các nghiên cứu cho biết, lớp phun đó sẽ không làm việc đồng thời với kim loại cơ bản và tóm lại độ không đồng nhất về cấu trúc lớp kim

Cnsc.10
loại phun, ứng suất dư bên trong của nó và việc gia công cơ khí của chi tiết đều không ảnh hưởng tới sự giảm độ bền mỏi. Ở đây ý nghĩa quyết định đối với độ bền mỏi là các phương pháp chuẩn bị bề mặt của chi tiết để phun kim loại và sự ảnh hưởng của quá trình phun kim loại tới sự xuất hiện những chỗ tập trung ứng suất. Do vậy, khi phục hồi chi tiết bằng những phương pháp khác nhau cần phải chú ý ảnh hưởng của lớp phủ tới độ bền mới của chi tiết.
1.1.3. Các dạng hư hỏng do tác động hóa - nhiệt Các hư hỏng do tác dụng hóa nhiệt thường biểu hiện dưới dạng cong vênh, ăn
mòn, già hóa lớp cách điện, cháy, rỗ, v.v... Mòn do nhiệt (hay mòn nhiệt) xuất hiện do tác dụng của lượng nhiệt sinh ra
khi các chi tiết bị ma sát ở tốc độ trượt lớn và tải trọng đơn vị cao. Trong các điều kiện đó, trên các bề mặt làm việc của chi tiết sản sinh ra một lượng nhiệt khá lớn không kịp tán sâu vào kim loại, do đó các lớp bề mặt chi tiết bị đốt nóng tới các nhiệt độ rất cao. Tuỳ thuộc vào vật liệu và chế độ gia công nhiệt luyện của chi tiết, nhiệt độ cao sinh ra ma sát có thể dẫn đến sự gia công nhiệt có đặc thù riêng của các lớp bề mặt chi tiết kèm theo các hiện tượng như kết tinh lại, ram, tôi, tôi thứ cấp và nóng chảy bề mặt trong một số trường hợp. Do những hiện tượng đó, cấu trúc các lớp bề mặt chi tiết bị thay đổi và độ bền của kim loại giảm xuống nhanh chóng.
Ngoài ra, nhiệt độ cao của các lớp bề mặt còn làm cho chúng bị mềm ra, bị dính tiếp xúc, bị dập và các thể tích nhỏ của các bề mặt tiếp xúc của chi tiết bị phá hủy. Đối với chi tiết, độ ổn định nhiệt có ý nghĩa quan trọng và ảnh hưởng trực tiếp tới độ chống mòn của nó. Khi đốt nóng kim loại có độ ổn định nhiệt nhỏ thì chi tiết bị mòn nhanh và ngược lại. Mòn nhiệt xuất hiện ở các cam của trục phối khí, các nấm con đội, xupáp, trên bề mặt làm việc của xylanh, cổ trục khuỷu, bánh răng và các chi tiết khác.
Hư hỏng do tác động hóa nhiệt có thể gặp ở các chi tiết như cổ trục khuỷu, thành xylanh, chốt píttông, các cam của trục phối khí, các tán con đội, xupáp, v.v... Các chi tiết này làm việc trong điều kiện nhiệt độ cao, do đó ngoài sự mài mòn như trên đã trình bày, chúng còn bị tác dụng ăn mòn của chất khí và chịu ảnh hưởng tác động hóa học của nước làm mát và dầu bôi trơn. Trên bề mặt của các chi tiết đó có thể xuất hiện các vết rỗ, bị ăn mòn và nhiều chi tiết còn bị cong, vênh do nhiệt độ quá cao. Chẳng hạn như phần phía trên của xylanh bị mòn nhiều không những là do sự cọ sát của xécmăng phía trên mà còn do ảnh hưởng của nhiệt độ cao tới điều kiện bôi trơn kém và của sự ăn mòn của chất khí với thành xylanh. Để khắc phục hiện tượng ăn mòn phải sử dụng các chất phụ gia chống ăn mòn cho nước làm mát và dùng các chất bôi trơn có chất lượng tốt.
Nhìn chung, ta thấy phần lớn các hư hỏng của chi tiết đầu máy đều xảy ra do quá trình mài mòn tự nhiên của chúng. Còn lại, các hư hỏng có tính chất đột xuất thường xảy ra ít hơn và nguyên nhân của chúng phần lớn là do hậu quả của việc không tuân thủ đầy đủ và triệt để các quy trình, quy tắc. Để ngăn ngừa những hư hỏng đột xuất, người ta thiết lập một hệ thống bảo dưỡng và sửa chữa đầu máy theo kế hoạch định trước và hệ thống đó có một vai trò rất quan trọng.
Hao mòn là kết quả không tránh khỏi của các chi tiết máy khi chúng làm việc và nó là một trong những yếu tố làm giảm thời gian vận dụng hay tuổi thọ của đầu máy. Để tiến hành bảo dưỡng cũng như sửa chữa đầu máy một cách khoa học và

Cnsc.11
đúng kỹ thuật phải tiến hành nghiên cứu và nắm được những yếu tố có ảnh hưởng trực tiếp tới tuổi thọ của đầu máy.
Việc phân tích các nguyên nhân hư hỏng của các chi tiết trên đầu máy cho thấy rằng, thời gian đầu tiên phát hiện ra các hư hỏng có liên quan tới chất lượng chế tạo ở nhà máy, còn sau đó các hư hỏng sinh ra do sửa chữa không kịp thời, chất lượng sửa chữa kém và do bảo dưỡng không chu đáo. Từ kinh nghiệm sử dụng đầu máy và tổ chức sửa chữa có thể thấy rằng, tay nghề của ban lái máy không chỉ đánh giá ở chỗ sử dụng hết công suất đầu máy mà còn ở chỗ biết phát hiện một cách nhanh chóng các trục trặc và khắc phục chúng một cách có hiệu quả. Do đó phải thường xuyên kiểm tra và bồi dưỡng kiến thức về nguyên lý, đặc tính của các cụm máy, sự tác động tương hỗ của chúng và về vấn đề công nghệ sửa chữa. Đồng thời để ngăn ngừa sự hao mòn quá lớn làm giảm tuổi thọ của đầu máy cần phải hiểu rõ sự diễn biến của nó theo thời gian và các hiện tượng xuất hiện trên lớp bề mặt chi tiết trong quá trình đó.
1.2. Hao mòn và quy luật hao mòn theo thời gian của các chi tiết trong mối ghép bôi trơn thuỷ động
Trong quá trình vận dụng đầu máy, chất lượng ban đầu của chi tiết bị thay đổi do chúng bị mòn hoặc do xuất hiện những khuyết tật khác. Sự hao mòn của chi tiết làm thay đổi chất lượng bề mặt của chúng, làm thay đổi kích thước và hình dạng ban đầu, trên các bề mặt công tác xuất hiện các vết xây sát và xước, các bề mặt làm việc biến thành ôvan, hình côn, ở một số chi tiết bị cong, vênh. Tính chất của lớp bề mặt chi tiết cũng thay đổi trong quá trình mòn. Chẳng hạn khi các chi tiết tôi bề mặt, thấm cacbon, thấm xi-a-nya bị mòn thì độ cứng bề mặt của chúng giảm xuống và cũng có đôi khi độ cứng bề mặt lại tăng lên do bị lăn ép. Do đó độ mòn của lớp bề mặt tăng càng thúc đẩy nhanh sự phá huỷ của nó như tróc, dập, nứt, vỡ.
Sự thay đổi kích thước và hình dạng hình học của chi tiết dẫn đến đặc tính lắp ghép ban đầu bị phá huỷ. Đối với các chi tiết lắp ghép lỏng với nhau khi bị mòn thì khe hở giữa chúng tăng lên từ trị số ban đầu cho tới trị số cho phép lớn nhất gây ra tiếng ồn và tiếng gõ đập khi làm việc. Trong quá trình vận dụng đầu máy nhất là ở những điều kiện không thuận lợi và bảo dưỡng không chu đáo thì độ mòn còn xuất hiện cả trong các mối ghép chặt. Trong trường hợp này, từ chỗ mối ghép có độ dôi có thể biến thành mối ghép có khe hở (đặc biệt là khi sử dụng chi tiết với độ mòn cho phép).
Mô hình hao mòn của cặp chi tiết ma sát có bôi trơn thủy động thể hiện trên hình 1.1.
Ở đây, trục tung Oi biểu thị độ mòn của chi tiết (có thể tính bằng mm); trục hoành OT hoặc OL biểu thị thời gian làm việc của mối ghép (có thể tính bằng giờ hoặc kilômét chạy).
Giả sử cặp chi tiết ma sát gồm có chi tiết bị bao và chi tiết bao làm việc ở chế độ ma sát bôi trơn thủy động, có nghĩa là hai bề mặt làm việc được ngăn cách bởi một màng dầu bôi trơn liên tục có áp suất xác định.
Hai chi tiết này lắp ghép với nhau với khe hở ban đầu Sbđ (A1A2), khe hở này cũng tương đương với chiều dày màng dầu bôi trơn. Trong quá trình làm việc, do ma

Cnsc.12
sát giữa màng dầu với bề mặt chi tiết, các chi tiết sẽ bị hao mòn dần dần, trong đó quá trình hao mòn của chi tiết bị bao được biểu diễn bởi đường cong A1B1C1, còn của chi tiết bao là đường cong A2B2C2 . Hiển nhiên, các đường cong này biến thiên và có xu hướng tăng dần theo thời gian.
Theo lý thuyết ma sát bôi trơn thủy động, đường cong hao mòn có thể chia làm 3 giai đoạn chính:
Giai đoạn I: Thời kỳ chạy rà ( các đoạn cong A1B1 và A2B2) Quá trình diễn biến hao mòn trên các đoạn A1B1, A2B2 đặc trưng cho sự bắt
đầu làm việc của mối ghép hay còn gọi là thời kỳ chạy rà các bề mặt chi tiết. Trị số và cường độ mòn khi chạy và phụ thuộc vào chất lượng bề mặt chi tiết. Các bề mặt làm việc của chi tiết càng gia công chính xác và càng tiếp xúc tốt thì độ mòn càng nhỏ.
Hình 1.1. Đồ thị biểu diễn độ mòn của chi tiết theo thời gian làm việc Thời kỳ này các độ nhấp nhô của bề mặt mối ghép sẽ bị san phẳng, do đó
cường độ hao mòn trong thời kỳ này không phải là hằng số mà có một giá trị lớn nhất nào đó, sau đó giảm dần theo thời gian.
Đường cong biểu diễn cường độ hao mòn của các chi tiết trong giai đoạn I là: /2
/2
/1
/1 ; BABA . Đến khi kết thúc quá trình chạy rà thì khe hở mối ghép có trị số là Schr
(B1B2). Giai đoạn II: Giai đoạn hao mòn bình thường hay giai đoạn vận dụng bình
thường Đoạn B1C1, B2C2 biểu thị sự làm việc bình thường của mối ghép. Độ mòn ở
giai đoạn này tăng dần dần và phụ thuộc vào thời gian làm việc của mối ghép. Ở giai

Cnsc.13
đoạn này cường độ hao mòn của các chi tiết được coi như không đổi, vì vậy đường cong hao mòn được coi là các đường thẳng: B1C1, B2C2 và tạo ra các góc nghiêng 1, 2 so với trục hoành. Các trị số 11 ctg ; 22 ctg được gọi là tốc độ hay cường độ hao mòn của các chi tiết trong qúa trình vận dụng bình thường.
Giai đoạn III: Giai đoạn hao mòn gia tăng (khốc liệt) Sau một quá trình làm việc lâu dài, tại các thời điểm C1, C2 nào đó xuất hiện
khe hở C1C2. Tại đây màng dầu bôi trơn bị phá vỡ (màng dầu không còn liên tục), do đó các bề mặt của hai chi tiết có nguy cơ tiếp xúc trực tiếp với nhau. Tại đó cường độ hao mòn của các chi tiết sẽ có xu hướng tăng nhanh và giai đoạn này gọi là giai đoạn hao mòn khốc liệt. Ở giai đoạn này mối ghép làm việc kèm theo tiếng ồn và tiếng gõ.
Phần kết thúc của giai đoạn II thường đặc trưng cho thời hạn làm việc tới trạng thái giới hạn của chi tiết. Đoạn thẳng C1C2 biểu thị số mòn giới hạn mà ở đó chi tiết phải được sửa chữa, tức là khe hở giới hạn C1C2 = cf
maxS . Thường người ta cho rằng thời hạn phục vụ (thời gian làm việc giữa các lần
sửa chữa) của chi tiết phải được hạn chế ở vùng I và vùng II, bởi vì nếu cứ tiếp tục làm việc sang giai đoạn III thì có thể dẫn sự phá hoại của chi tiết.
Từ đây có thể suy ra thời gian làm việc của mối ghép: T = T1 + T2 Như vậy, tại thời điểm C1, C2 mối ghép phải được giải thể để kiểm tra và
phục hồi hoặc sửa chữa nhằm khôi phục lại khe hở ban đầu Sbđ. Thời gian làm việc T còn gọi là chu kỳ bảo dưỡng hoặc sửa chữa của mối ghép hay chu kỳ giải thể của mối ghép đó.
Tóm lại, các đường cong A1B1C1, A2B2C2 được gọi là quy luật hao mòn theo thời gian của các chi tiết, còn các giá trị c1= tg1, c2= tg2 được gọi là cường độ hao
mòn của các chi tiết (h
mm ; kmmm , v.v...).
Qua đây ta thấy rằng, cường độ hao mòn của các chi tiết ở mỗi giai đoạn là rất khác nhau. Ở giai đoạn I và giai đoạn III cường độ mài mòn thay đổi nhanh, còn ở giai đoạn II cường độ mài mòn tương đối ổn định và được đặc trưng bởi độ nghiêng của các đoạn B1C1, B2C2 tức là bởi các giá trị 11 ctg ; 22 ctg .
Cần lưu ý rằng, độ mòn của cả hai chi tiết mới (chi tiết bị bao 1 và chi tiết bao 2) lắp ghép với nhau với khe hở ban đầu là A1A2 = Sbđ sẽ tiến triển theo các đường cong A1B1C1 và A2B2C2 và có cường độ hoàn toàn khác nhau. Kích thước giới hạn đối với các chi tiết sẽ xảy ra khi nào bắt đầu có mài mòn khốc liệt và tất nhiên thời hạn đó cũng lại khác nhau. Đối với chi tiết bị bao 1, thời hạn đó có thể xuất hiện không phải ở thời điểm C1 mà ở một thời điểm nào đó sau C1, còn đối với chi tiết bao 2 thì nó xuất hiện ở điểm C2. Khe hở giới hạn mà ở đó không xảy ra tình trạng phá hoại đó là khe hở C1C2. Các khe hở cho phép sẽ là tất cả các khe hở nằm trong khoảng thời gian làm việc (hoặc cây số chạy) T= T1+T2. Trong trường hợp này, thời gian làm việc giữa các lần sửa chữa của chi tiết 2 xét về mặt hao mòn sẽ không tận dụng hết. Trong những trường hợp như vậy thì một chi tiết vẫn tiếp tục làm việc, còn chi tiết thứ hai được thay thế. Trong quá trình sử dụng không phải tất cả các chi tiết cùng kiểu là bị hao mòn như nhau, vì vậy khi sửa chữa cần phải phân tích khoảng thời gian làm việc của các chi tiết mà tiến hành thay thế.

Cnsc.14
Trong thực tế độ mòn của các chi tiết lắp ghép như trên có thể diễn biến ở một chế độ không ổn định do tải trọng, vận tốc, chất lượng bôi trơn, trạng thái vật lý của các bề mặt làm việc, v.v... do vậy đường cong thực tế của độ mòn sẽ dao động xung quanh một giá trị trung bình nào đó.
Vì đầu máy làm việc dưới tác dụng có lực ma sát xuất hiện trên các bề mặt chi tiết khi chúng dịch chuyển tương đối với nhau, cho nên không thể khắc phục sự hao mòn một cách toàn diện được. Vì vậy sự hao mòn của các chi tiết đầu máy khi tuân thủ tất cả các quy trình bảo dưỡng kỹ thuật và vận dụng là kết quả tự nhiên của quá trình làm việc của chúng. Sự hao mòn đó gọi là sự hao mòn bình thường. Mức độ mài mòn hoặc cường độ mài mòn, như trên đã trình bày, phụ thuộc vào nhiều yếu tố như kết cấu của các bộ phận đầu máy, chất lượng vật liệu chi tiết, gia công cơ và nhiệt luyện, lắp ráp và điều chỉnh, chất lượng nhiên liệu, dầu mỡ, sự bảo dưỡng kịp thời và đầy đủ, điều kiện vận dụng, v.v...
Mài mòn là một quá trình lý hóa phức tạp mà cho đến nay vẫn chưa có ý kiến thống nhất về bản chất của nó. Để nghiên cứu quá trình mài mòn người ta tiến hành nhiều nghiên cứu trong phòng thí nghiệm và dựa vào kết quả của chúng thiết lập những mối quan hệ của tốc độ mài mòn với vật liệu chi tiết, với áp lực đơn vị trên bề mặt ma sát, với tốc độ nhớt của dầu bôi trơn, với sự ảnh hưởng của các cấp chất phụ gia, v.v... Mặc dù như vậy hiện nay vẫn chưa có phương pháp để tính toán mài mòn cho chi tiết trong thiết kế. Khó khăn của việc tính toán đó là ở chỗ độ mòn là một đại lượng phụ thuộc vào tải trọng, nhưng tải trọng lại chỉ có thể tính toán được một cách gần đúng. Chỉ có thể xác định được một khoảng thời gian đủ tin cậy mà trong khoảng thời gian đó tải trọng của chi tiết thay đổi. Những phương pháp phân tích hiện nay nhằm xác định áp lực đơn vị lên bề mặt ma sát cũng chỉ ra được những trị số quy ước, không phản ánh được sự phân bổ thực tế của tải trọng trên bề mặt tiếp xúc giữa các chi tiết. Tốc độ mài mòn phụ thuộc vào khe hở, nhưng ngay cả khe hở ban đầu khi lắp ráp cũng có thể có những trị số bất kỳ trong giới hạn dung sai chế tạo. Trong quá trình mài mòn nhưng trị số đó còn thay đổi ở những mức độ hoàn toàn khác. Mặt khác, tất cả các trị số có liên quan tới tốc độ mài mòn lại thay đổi liên tục trong quá trình vận dụng. Do đó sự mài mòn chi tiết được tiến triển như một quá trình ngẫu nhiên, còn sự hao mòn phải được xem như một hàm ngẫu nhiên của thời gian làm việc của chi tiết.
1.3. Phân tích quá trình hao mòn các cụm chi tiết chính trên đầu máy diezel
Tuổi thọ của đầu máy quyết định bởi tuổi thọ của các cụm máy chính như động cơ, bộ truyền động, bộ phận chạy, v.v... Tuổi thọ của các cụm máy lại quyết định bởi tuổi thọ của các chi tiết chính, do đó việc nghiên cứu hao mòn của chúng nhằm đưa ra những bện pháp nâng cao tuổi thọ là vấn đề cần được quan tâm. Trong tất cả các cụm máy thì các chi tiết của cụm động cơ bị hao mòn nhiều nhất, vì rằng các chi tiết của nó phải làm việc ở những điều kiện nặng nhọc, khó khăn. Điển hình hơn cả đó là các nhóm chi tiết như cổ trục-bạc lót, xiylanh- xécmăng, cơ cấu phối khí, v.v... Nói chung, người ta thường lấy mức độ mài mòn của xi lanh hoặc cổ trục khuỷu để làm mốc đưa vào sửa chữa.
Do hạn chế khuôn khổ giáo trình, trong chương này chúng ta chỉ xét sơ bộ quá trình mài mòn của một số nhóm chi tiết có tính chất điển hình.
1.3.1. Phân tích quá trình hao mòn nhóm trục khuỷu- bạc lót

Cnsc.15
1. Điều kiện ma sát của mối ghép Điều kiện ma sát của các chi tiết trong động cơ phụ thuộc rất nhiều yếu tố,
nhưng quan trọng nhất là yếu tố cơ -lý và hoá học của vật liệu, hình dạng hình học và kích thước chi tiết, độ nhám của bề mặt ma sát, các chế độ vận tốc, tải trọng và chế độ nhiệt của mối ghép, số lượng, chất lượng và phương pháp bôi trơn. Ngoài ra chế độ ma sát còn được xác định bởi đặc trưng về lượng và chất của các hạt mài tồn tại trong mối ghép, các yếu tố môi trường và nhiều yếu tố khác. Do ảnh hưởng của ma sát, lớp bề mặt cường hoá của các loại chi tiết, mối ghép sẽ bị thay đổi về tính chất cơ lý hoá, đôi khi còn thay đổi cả về cấu trúc.
Độ chống mòn của các chi tiết phụ thuộc vào trị số ma sát tức là phụ thuộc vào hệ số ma sát. Hệ số ma sát trượt có trong nửa khô được biểu diễn dưới dạng:
phvzc
ppff cc
.....
, (1.1)
trong đó: fc - hệ số ma sát khô và nửa khô đối với ma sát cổ trục và gối đỡ; p - áp lực truyền qua mối ghép, N; pc - áp lực truyền trực tiếp qua bề mặt tiếp xúc, N; c - hệ số phụ thuộc vào điều kiện đầu; z - độ nhớt của dầu bôi trơn, Ns/m2; v - vận tốc dịch chuyển cặp ma sát, m/s; h - chiều dày màng dầu, mm. Hệ số ma sát từ thời điểm khởi động tới khi mối ghép của trục, bạc trục làm
việc bình thường có giá trị như sau: - Tại thời điểm khởi động trong điều kiện ma sát khô: 0,02 - 0,25 - Ở chế độ ma sát khô ổn định: 0,15 - 0,20 - Ở chế độ ma sát nửa khô: 0,05 - 0,15 - Ở chế độ ma sát nửa ướt: 0,01 - 0,05 - Ở chế độ ma sát ướt: 0,001 – 0,01 Trong các điều kiện vận dụng thực tế sự làm việc của các mối ghép trong các
pha ma sát không ổn định là không thể tránh khỏi. Trong quá trình khởi động trục tựa trên màng dầu bôi trơn và một phần tựa trực tiếp trên các đỉnh nhấp nhô của bề mặt gối đỡ. Khi có độ cứng vững của màng ô-xy hoá và màng dầu bôi trơn có thể không đủ lớn và có thể dẫn tới tiếp xúc trực tiếp của các bề mặt kim loại. Việc chuyển từ chế độ làm việc không ổn định sang miền ma sát ướt có thể thực hiện được bằng cách tăng vòng quay trục khuỷu. Khi đó, hệ số ma sát giảm nhanh hơn so với độ tăng vận tốc, do vậy nhiệt độ mối ghép giảm.
Trong điều kiện bôi trơn giới hạn không thể hạn chế được hao mòn kể cả khi có tải trọng lớn, vì màng dầu giữa hai bề mặt chịu một áp lực lớn phân bố không đều trên bề mặt tiếp xúc; tại điểm có áp lực lớn nhất màng dầu bị gián đoạn và tại đó xảy ra sự tương tác của các phần tử kim loại. Trong quá trình làm việc của cặp ma sát cổ trục gối đỡ, độ nhấp nhô tế vi bị là phẳng. Các điều kiện ma sát sẽ dần dần ổn định và một chế độ ổn định sẽ được xác lập trong mối ghép. Lúc này sự thay đổi về phát nhiệt và sự gia tăng quá lớn lực ma sát sẽ làm cho các điều kiện ma sát xấu đi.
Diện tích tiếp xúc thực tế của vùng tiếp xúc khi có ma sát giới hạn tỷ lệ thuận với tỷ số bán kính r của đỉnh nhấp nhô với chiều cao nhấp nhô R. Đồng thời khi độ

Cnsc.16
nhấp nhô tế vi tăng lên thì tỷ số đó giảm xuống. Như vậy, diện tích tiếp xúc thực tế của các bề mặt gia công bằng giấy nhám nhỏ hơn so với bề mặt tiếp xúc gia công bằng đánh bóng bề mặt và trên các đỉnh nhấp nhô độ nhám lớn hơn tồn tại màng dầu bôi trơn khá mỏng. Khi đó sức cản ma sát xuất hiện, các vùng tiếp xúc kim loại sẽ tăng lên, khi tải trọng tăng lên thì diện tích tiếp xúc trực tiếp tăng lên. Nhưng sự tăng diện tích tiếp xúc xảy ra chậm hơn so với sự tăng tải trọng. Do đó nó tiến tới giới hạn xác định nào đó. Trong những điều kiện ma sát nửa ướt, sức cản dịch chuyển nhờ sự tổng hợp các lực xuất hiện trên các vùng tiếp xúc của các mặt và lực cản nhớt của màng dầu.
Khi tăng vận tốc dịch chuyển tương đối của các bề mặt ma sát thì lực nâng thủy động cũng tăng lên. Lực này có tác dụng làm cho trục khuỷu ngày càng quay tròn đều trong gối đỡ. Trị số lực nâng phụ thuộc vận tốc dịch chuyển tương đối và độ nhớt của vật liệu bôi trơn, khe hở hướng kính, tải trọng và các thông số kết cấu của trục và gối đỡ. Khi lực nâng càng tăng lên thì tải trọng sẽ được phân bố lại, phần lớn tải trọng sẽ do màng dầu tiếp nhận và do đó biến dạng tiếp xúc sẽ giảm xuống.
Sự tăng tải trọng ở cổ trục sẽ làm cho biến dạng ở các vòng tiếp xúc tăng lên. Hệ số ma sát nhỏ nhất đối với các mối ghép tương tự như ở những trị số áp lực khác khác nhau có giá trị gần như nhau, nhưng nó nghiêng về phía có vận tốc lớn hơn. Khi tăng áp lực lên, cổ trục sẽ chuyển tiếp từ chế độ ma sát hỗn hợp sang chế độ ma sát ướt xảy ra khi có tốc độ trượt tương đối lớn. Sự chuyển tiếp đó cũng xảy ra khi độ nhớt của vật liệu bôi trơn tăng.
Khi lượng dầu bôi trơn thiếu, lực nâng sẽ giảm. Từ đó trục chuyển động không linh hoạt, lúc này lực ma sát tăng kéo theo sự tăng nhiệt độ dẫn đến dầu bôi trơn giảm độ nhớt.
Cuối cùng chế độ ma sát chuyển sang ma sát khô. Vật liệu của cặp chi tiết cũng ảnh hưởng đến chế độ ma sát và quá trình chuyển tiếp.
Ở chế độ ma sát nửa khô, sự hao mòn bề mặt ma sát phụ thuộc chiều cao của độ nhấp nhô tế vi và tỷ số giữa chiều cao và chiều dài của chúng. Ngoài ra, lực nâng sẽ tăng khi chiều dài của chêm dầu tăng, do vậy các bề mặt có chiều cao độ nhấp nhô là như nhau nhưng có bước khác nhau sẽ hao mòn khác nhau.
Sự chuyển tiếp từ ma sát hỗn hợp sang chế độ ma sát ướt được qui định bởi hàng loạt các yếu tố. Trong đó yếu tố cơ bản là yếu tố cơ-lý của vật liệu, tải trọng, độ nhớt của dầu bôi trơn, hình dạng nhấp nhô tế vi của các mặt ma sát, tốc độ trượt và chất lượng dầu bôi trơn.
2. Ảnh hưởng của khe hở mối ghép tới điều kiện ma sát Độ cứng không đủ lớn của kết cấu, độ không chính xác khi chế tạo và lắp rắp,
ảnh hưởng của nhiệt độ và biến dạng của chi tiết trong quá trình làm việc đều dẫn đến thay đổi hình học của chúng.
Ảnh hưởng của hình dạng hình học sẽ được giảm bớt khi sử dụng những mối ghép trục -gối đỡ có khe hở gia tăng trong quá trình lắp ráp. Tuy nhiên, độ bền của chi tiết sẽ bị ảnh hưởng.
Để nâng cao độ bền của mối ghép trục-gối đỡ thì khe hở ban đầu phải có giá trị bé nhất. Tuy vậy cần thấy rằng những khe hở ban đầu quá nhỏ trong mối ghép cổ trục-ổ đỡ có thể làm hư hỏng bề mặt ma sát, làm tăng hệ số ma sát gây ra cào xước, tiếp xúc cục bộ gây bó kẹt và nóng chảy lớp phủ chóng mòn của gối đỡ. Ở những

Cnsc.17
khe hở nhỏ, khi tăng chúng lên 0,01mm sẽ làm giảm được đáng kể độ phát nhiệt bên trong của màng dầu so với khi chuyển tiếp từ vận tốc lớn xuống vận tốc nhỏ hơn.
Khi hình thành các vùng ma sát giới hạn và nhất là ma sát nửa khô, thì các qui luật thuỷ động sẽ không còn đúng nữa, nhiệt độ tăng làm cho độ nhớt của dầu bôi trơn giảm. Xuất phát từ lý thuyết bôi trơn thuỷ động cần phải sử dụng những loại dầu bôi trơn có độ nhớt đủ lớn cho quá trình làm việc của động cơ khi có tải. Tuy nhiên, khi sử dụng những loại dầu bôi trơn có độ nhớt thấp thì có thể giảm được thời kỳ chạy rà. Nhưng hao mòn chi tiết lại tăng nhanh và độ ổn định của quá trình chạy rà không được đảm bảo. Những loại dầu bôi trơn có độ nhớt lớn khả năng linh hoạt của dầu bôi trơn kém. Do đó làm mát và làm sạch bề mặt ma sát kém, vì vậy khi sử dụng chúng hao mòn chi tiết tăng nhanh.
Sự giảm độ nhớt của vùng ma sát khi tăng số vòng quay của trục trong gối đỡ cũng ảnh hưởng đến độ giảm giá trị nhỏ nhất của màng dầu. Do đó đối với mối ghép cụ thể và tải trọng cho trước thì trị số hợp lý của chiều dài màng dầu nhỏ nhất sẽ xuất hiện tại một tần số quay xác định của trục khuỷu.
Khe hở mà điều kiện ma sát ướt không được đảm bảo, tại đó xuất hiện va đập và độ mòn của các chi tiết tăng lên mãnh liệt, được gọi là khe hở giới hạn cho phép.
Khi giảm tải trọng mối ghép, do ma sát ướt được xác lập khi giảm giá trị tần số vòng quay tới hạn của trục khuỷu. Do đó khi khởi động động cơ không nên tăng tải một cách đột ngột. Cần để động cơ chạy không tải một thời gian để thiết lập độ ma sát ướt.
Việc dùng loại dầu bôi trơn có độ nhớt thấp làm xuất hiện ma sát nửa khô, vì lúc này ma sát ướt xuất hiện ở tần số vòng quay tương đối cao của trục khuỷu.
3. Hao mòn của cổ trục và bạc lót Trong quá trình vận dụng đầu máy, cổ trục khuỷu và bạc lót của động cơ phải
làm việc ở những điều kiện hết sức nặng nhọc, khó khăn. Bạc lót phải chịu áp suất lớn, tải trọng tác dụng lại không ổn định, nó thay đổi trong phạm vi lớn và tuỳ theo tốc độ vận hành của động cơ đồng thời thay đổi theo chu kỳ. Tốc độ dịch chuyển giữa cổ trục và bạc lót rất lớn, có thể vượt quá trị số 10m/s, nhiệt độ bề mặt cũng rất cao, nhiệt độ bôi trơn có thể đạt tới 100 - 1500C. Trong quá trình làm việc trục khuỷu có thể bị biến dạng đàn hồi, bị cong, xoắn... và do tất cả những yếu tố nói trên ma sát ướt giữa cổ, trục và bạc lót không được đảm bảo.
Như ta đã biết, nếu ma sát ướt không đảm bảo thì trong quá trình làm việc của cổ trục khuỷu và bạc lót có những lúc các mặt ma sát tiếp xúc với nhau, do đó tại chỗ tiếp xúc tải trọng đơn vị tăng lên và nhiệt độ cũng tăng lên làm ảnh hưởng tới điều kiện bôi trơn và mài mòn tăng lên.
Tất cả các cổ trục và cổ biên cùng với các bạc lót đều mòn không đều, hình thành độ ô van (méo) và độ côn. Lượng mài mòn quyết định bởi tính chất của tải trọng, chất lượng bôi trơn, kết cấu cụ thể và các điều kiện vận dụng khác.
Nguyên nhân chính gây nên đặc tính mòn không đều là do đặc tính di chuyển của các chi tiết có ma sát. Trong quá trình làm việc, mặt trong của cổ trục khuỷu tiếp xúc với bạc nhiều do đó mòn nhiều. Các điểm trên chu vi của bạc tuy cũng lần lượt tiếp xúc, nhưng từ quá trình nén đến quá trình nổ do tải trọng đổi hướng và trị số của nó thay đổi cho nên gây ra lực dồn và làm cho độ mòn không đồng đều. Tốc độ di

Cnsc.18
trượt của cổ biên lớn hơn cổ trục, điều kiện bôi trơn kém hơn, do đó cổ biên mòn nhiều hơn cổ trục.
Độ mòn không đều trên chiều trục của cổ biên và cổ trục là do kết cấu trục khuỷu. Ở một số động cơ do thanh biên không đối xứng, vì vậy lực tác dụng lên cổ biên không đều, nơi chịu lực lớn sẽ mòn nhiều hơn và ngược lại. Căn cứ vào sự bố trí không giống nhau và độ lệch của biên, phần mòn nhiều nhất sẽ sinh ra ở phần đầu cổ trục hoặc phần sau cổ trục.
Độ mòn không đều của cổ trục còn chịu ảnh hưởng của điều kiện bôi trơn. Các đường dầu trong trục khuỷu có độ nghiêng so với mặt ngoài cổ trục. Những tạp chất cơ học trong dầu nhờn dưới tác dụng của lực ty lâm sẽ dạt lên phần trên của đường dầu và sẽ từ miệng lỗ đường dầu đi vào mặt ma sát. Sự phân bố của các tạp chất này không đồng đều, ở ngay cửa ra của đường dầu tạp chất ít, còn ở vị trí khuất đường dầu tạp chất nhiều do đó mòn cũng không đều. Lượng mòn của cổ biên và bạc lót của nó, độ mòn của các cổ trục cũng không giống nhau, chẳng hạn có những động cơ cổ trục ở hai đầu trục khuỷu chỉ mòn bằng khoảng 30 - 40% các cổ trục ở giữa. Bên cạnh đó, độ mòn hướng kính của các cổ trục cũng không đều và thường những vị trí mòn ít nhất đều đối xứng với những vị trí mòn nhiều nhất.
a. Vật liệu cặp ma sát bạc lót - cổ trục Trục khuỷu được chế tạo từ thép hợp kim, nhiệt luyện bằng phương pháp
thấm ni-tơ. Độ cứng bề mặt làm việc đạt 67- 70 HRC. Độ bóng bề mặt đạt 8 - 9. Do đặc điểm kết cấu làm việc của động cơ đốt trong, vật liệu chịu mòn dùng làm ổ trục phải thoả mãn những yêu cầu sau: có tính chống mòn tốt, có độ cứng thích đáng và độ dẻo cần thiết, chóng rà khít với bề mặt cổ trục, ở nhiệt độ cao sức bền ít giảm sút, truyền dẫn nhiệt tốt, ít giãn nở, giữ được dầu bôi trơn, dễ đúc và dễ bám vào vỏ thép.
Vật liệu chế tạo bạc lót gồm: nhóm kim loại và nhóm phi kim loại. Nhóm kim loại gồm: hợp kim babit, đồng thanh-thiếc, đồng thanh-chì, hợp
kim nhôm, hợp kim kẽm… Ngày nay hợp kim babit và hợp kim đồng chì thuộc nhóm kim loại chống mòn được dùng phổ biến.
Hợp kim babit dùng phổ biến để làm bạc lót trong động cơ đốt trong. Tuỳ theo hàm lượng thiếc và chì có trong babit mà có babit thiếc và babit chì nền thiếc.
Ví dụ: Nền chì (Pb) có thành phần như sau: 9 - 11% Sn; 1,5 - 2,00%Cu; 13 - 15%Sb; 1,25 - 1.27%Cd; 0,7 - 1,25%Ni; 0,5 - 0,9%As còn lại là chì. Ngoài ra có tạp chất 0,10%Fe và 0,15%Zn.
Do tổ chức kim cương của hợp kim babit gồm những tinh thể cứng Cu, Sb phân bố đều trên các nền mềm, do đó nó có tính dẻo tốt và chịu được mòn đồng thời dễ rà khít với trục. Hợp kim babit dễ đúc và bám chắc vào thép. Tuy nhiên, ở nhiệt độ cao độ cứng giảm nhiều. Để nâng cao tuổi thọ người ta thường dùng bạc lót có ba lớp: lớp babit có chiều dài không vượt quá 0,15 mm phủ lên lớp hợp kim đồng - chì có chiều dày 0,6 – 0,65 mm và phủ lên lớp bạc lót làm bằng kẽm. Đôi khi người ta thay lớp babit bằng lớp chì mỏng có tẩm indi nhằm nâng cao tính chống ăn mòn. Ngoài ra, trong bạc còn có một vài kim loại khác; nói chung loại bạc ba lớp chế tạo rất phức tạp.

Cnsc.19
Bạc lót có tráng hợp kim đồng chì làm việc kém hơn bạc babit, thường làm chp các cổ trục bị mòn nhanh. Để khắc phục sự mòn dính phải gia công với độ bóng và độ chính xác cao. Độ mòn của hợp kim đồng chì còn chịu ảnh hưởng của vận tốc và nhiệt độ ma sát.
Ở một giai đoạn xác định của quá trình biến dạng dẻo, lớp màng bị phá hủy, khi đó trên bề mặt kim loại đồng tăng lên độ mòn lớn nhất trong phạm vi : T = 100 150 oC. Các tinh thể mòn đồng chì dễ bị phân huỷ sẽ phân cách kim loại gốc dẫn đến độ bền của bạc giảm.
Hợp kim đồng chì có sức bền cơ học cao, chịu được nhiệt độ cao nhưng khi đúc dễ bị thiên tích, gia công khó khăn, dầu bôi trơn tuyệt đối không được lẫn nước để không làm hư hỏng hợp kim đồng chì.
Việc dùng vật liệu chống mòn làm gối đỡ và dùng vật liệu bôi trơn có tính chất đảm bảo sẽ nâng cao đáng kể tuổi thọ của mối ghép.
b. Các thông số về độ nhám bề mặt Độ nhấp nhô tế vi tại các bề mặt tiếp xúc của cặp chi tiết trong mối ghép phụ
thuộc vào điều kiện ma sát, các quá trình biến dạng dẻo xảy ra trong vùng ma sát của hạt mài, phụ thuộc vào vật liệu chi tiết của mối ghép, độ dẫn nhiệt và các thông số khác.
Sau khi chạy rà động cơ, độ nhám bề mặt ổn định tuỳ thuộc vào điều kiện ma sát mối ghép. Độ nhám bề mặt tương ứng với độ mòn nhỏ nhất của cặp ma sát được gọi là độ nhám tối ưu. Việc lựa chọn độ nhám hợp lý được tiến hành bằng phương pháp thực nghiệm.
Những bề mặt có độ nhám lớn hơn độ nhám tối ưu, thì trong quá trình chạy rà sẽ được là phẳng. Ngược lại, các bề mặt có độ nhám nhỏ hơn độ nhám tối ưu sau khi chạy rà sẽ trở nên nhám hơn. Đới với những điều kiện ma sát nặng nhọc không cần thiết phải tạo bề mặt ma sát quá bóng bởi vì độ nhám tối ưu có thể sẽ lớn hơn.
Do độ nhám bề mặt của cùng một loại chi tiết mối ghép không ổn định trong quá trình làm việc, cho nên phải nắm được độ nhám tối ưu như một độ nhám xác định mà tại đó, ở những điều kiện ma sát cho trước các chi tiết hao mòn ít nhất. Đối với mỗi cặp ma sát ở những điều kiện hao mòn cụ thể, xác lập thông số tối ưu đảm bảo độ chống mòn lớn nhất.
Phương pháp lựa chọn khách quan để xác lập thông số tối ưu dựa vào điều kiện vận dụng của mối ghép, lựa chọn các thông số về độ nhám tương đối phù hợp với điều kiện làm việc của chi tiết mối ghép và sử dụng các phương pháp thống kê toán học.
Nói chung, cặp chi tiết trong mối ghép cổ trục-bạc bề mặt làm việc phải có độ nhám tương đối nhỏ, độ nhám đó phụ thuộc vào phương pháp gia công cơ khí. Đối với cổ trục khuỷu phương pháp gia công chủ yếu là mài và đánh bóng để đạt độ bóng 8 - 9 với chiều cao nhấp nhô tế vi bề mặt Rmax = 0.005 0.0016 mm. Trường hợp không có đánh bóng, thì chế độ mài tinh chỉ đạt 8 với Rmax = 0.0016 0.0032 mm. Với bạc lót, chế độ gia công chủ yếu là khoét và doa để đạt 8 - 9 với các thông số tế vi tương tự như cổ trục.
1.3.2. Hao mòn của các chi tiết nhóm xécmăng-xylanh

Cnsc.20
Xécmăng và xylanh phải làm việc trong những điều kiện khắc nghiệt như nhiệt độ cao, môi trường có chất ăn mòn, màng dầu bôi trơn luôn bị nhiên liệu làm loãng, dầu bôi trơn và nhiên liệu có lẫn cặn bẩn, v.v...
Trong toàn bộ hành trình của píttông, những vị trí khác nhau của xylanh chịu những điều kiện ma sát khác nhau và do đó độ mòn của xylanh theo chiều trục không đồng đều. Phía đỉnh xylanh bị mòn nhiều hơn phần dưới, do đó xylanh sau thời gian làm việc có dạng côn; theo chiều hướng kính xyanh bị mòn theo hình ô van. Lượng mài mòn lớn nhất trong xylanh ứng với điểm chết trên của xécmăng thứ nhất. Sở dĩ như vậy, là vì ở điểm chết trên của xécmăng thứ nhất điều kiện làm việc của xylanh là xấu nhất, áp suất của xécmăng lên xylanh là lớn nhất, nhiệt độ cháy cao nhất và bôi trơn kém nhất.
1. Ảnh hưởng của áp suất tác dụng lên xécmăng Áp suất của xécmăng tác dụng lên xylanh phụ thuộc vào sức bật của xécmăng
và áp lực của khí cháy tác dụng lên lưng xécmăng. Nếu coi áp suất của khí cháy là 100% thì áp lực tác dụng lên các xécmăng lần lượt sẽ là khoảng 76%, 20% và 7,6% (hình 1.2). Áp lực tác dụng lên xécmăng thứ nhất là lớn nhất. Khi píttông đi xuống, áp lực trong xylanh giảm dần, do đó áp suất tác dụng lên xylanh cũng giảm dần. Khi lực tác dụng vuông góc với mặt ma sát càng lớn thì những phân tử của các mặt ma sát găm vào nhau càng nhiều và do đó phần trên của xylanh bị mòn nhiều nhất. Dạng đường cong đặc tính mài mòn tương tự như dạng đường cong phân bổ áp lực trong xylanh theo chiều trục và điều đó đã nói lên ảnh hưởng của áp lực đối với độ mòn.
Trong quá trình làm việc cũng như không làm việc xécmăng luôn áp sát vào thành xylanh, để giải thích sự mài mòn của xécmăng có hai trường hợp:
- Đẳng áp: trong trường hợp này áp lực xécmăng lên thành xylanh là đồng đều nhưng nó chỉ dùng trên lý thuyết để tính toán, trong thực tế thì không có vì có khe hở miệng của xécmăng. Qua thời gian sử dụng và thực tế nhiều lần đo đạc khảo sát, thấy rằng khu vực gần miệng xécmăng là chịu mài mòn lớn nhất. Do đó khi lắp xécmăng vào píttôngngười ta phải phân bố đều hướng miệng xécmăng để tránh hiện tượng lọt khí xuống cácte, bảo đảm cho sự bao kín buồng cháy.
Hình 1.2. Sơ đồ lực ép của khí cháy lên xécmăng P1 = 0,76P, P2 = 0,20P; P3 = 0,076P.
0 100 % 10 20 30 40 50 60 70 80 90 p
p 1
p'
p
p'
p'
1
2 2
3 p 3

Cnsc.21
- Không đẳng áp: hiện tượng phân bố lực theo hình trái lê mà áp lực ở miệng
xécmăng là lớn nhất (có giá trị bằng 3P). Sau quá trình làm việc thì áp lực 3P giảm xuống còn từ 1P đến 2P do có sự mài mòn, do đó áp lực lớn nhất còn ở khu vực từ 1200 đến 2400. Đây là trường hợp mới được nghiên cứu và áp dụng. Hiện nay trong công nghệ chế tạo xécmăng người ta mạ một lớp crôm xốp gần miệng xécmăng có chiều dày lớn hơn ở vị trí khác trên xécmăng.
Tác dụng của xécmăng là bao kín buồng cháy và phải đảm bảo lượng lọt khí nhỏ nhất. Xécmăng phải khít với thành xylanh, khe hở giữa xécmăng và rãnh xécmăng phải đảm bảo ở trị số nhỏ nhất. Sự kín khít giữa xécmăng và xylanh đảm bảo được là do áp lực khí cháy giãn nở và sức bật của xécmăng. Ngoài quá trình giãn nở, thì ở các quá trình khác sức ép của khí trong xylanh không đáng kể. Do đó tuổi thọ của xécmăng có thể coi là thời gian mà xécmăng còn ép khít được với xylanh do sức bật của bản thân nó.
Sức bật của xécmăng sẽ giảm dần trong quá trình sử dụng do bị mòn theo hướng kính và nơi mòn nhiều nhất là miệng của xécmăng. Theo các nghiên cứu cho thấy, thì xécmăng thứ nhất sau khi sử dụng bị mòn nhiều nhất và như vậy sức bật của nó cũng giảm nhiều nhất. Các xécmăng càng ở phía sau bị mòn càng ít. Ngoài ra, nhiệt độ cao cũng làm cho sức bật của xécmănggiảm. Trong rãnh xécmăng thứ nhất còn tồn tại cả mài mòn do cặn bẩn, do đó độ hở của xécmăng và rãnh tăng lên.
Sự mài mòn của xylanh có tác dụng tương hỗ với sự mài mòn của xécmăng. Đặc điểm mòn của xécmăng là chiều dày mòn nhiều, chiều cao mòn ít, xécmăng khí mòn nhiều hơn xécmăng dầu, trong đó xécmăng khí thứ nhất do chịu áp lực lớn nhất, bôi trơn kém nhất, nhiệt độ cao nhất là do đó mòn nhiều nhất.
Để kéo dài tuổi thọ của xécmăng và làm giảm hao mòn của nó cũng như xylanh, người ta thường mạ crôm xốp cho những xécmăng thứ nhất là xécmăng làm việc ở những điều kiện khắc nghiệt nhất.
2. Điều kiện nhiệt độ Nhiệt độ ở các vị trí khác nhau trong xylanh cũng khác nhau. Nhiệt độ của
phần trên xi lanh cao nhất, chẳng hạn trong một số động cơ làm mát bằng nước tuần hoàn, nhiệt độ bình quân của khu vực điểm chết trên của píttông lên tới khoảng 3500C và ở khu vực điểm chết dưới là khoảng 2000C. Đối với một số động cơ làm mát bằng không khí, thì các nhiệt độ đó có thể lên tới khoảng 4300C và 2200C. Nhiệt độ của xécmăng thứ nhất ở điểm chết trên còn cao hơn nhiệt độ của xylanh. Nhiệt độ tăng làm cho độ nhớt của dầu giảm và do đó làm yếu màng dầu; thậm chí màng dầu tại nơi nhiệt độ cao còn có thể bị cháy, mặt khác sự cung cấp dầu cho phần trên của xylanh cũng khó khăn và đó cũng là lý do để giải thích tại sao phần trên của xylanh lại bị mòn nhiều. Khi động cơ làm việc, trong xylanh hình thành ba khu vực nhiệt độ:
- Khu vực nhiệt độ cao Dầu nhờn trong vùng nhiệt độ cao không có tác dụng bôi trơn, màng dầu bị
phá hủy, áp suất của nhiên liệu phun sương mạnh cũng làm ảnh hưởng đến màng dầu bôi trơn, đặc tính và trị số hao mòn của xylanh phụ thuộc vào chế độ nhiệt, kết cấu động cơ và mức độ làm mát khác nhau của xylanh trong cùng một động cơ. Khi nhiệt độ thành xylanh giảm thấp hơn nhiệt độ tạo sương của các sản phẩm cháy trên thành xylanh thì hơi nước bị ngưng tụ, các loại axít cao phân tử, lưu huỳnh và các hợp chất

Cnsc.22
lưu huỳnh trong nhiên liệu cũng làm tăng nhanh sự hao mòn. Dầu nhờn trong vùng này bị cháy tạo ra muội than và nhựa bám vào các chi tiết của píttông, xécmăng, xylanh làm xấu quá trình công tác, giảm khả năng truyền nhiệt, gây tắc vòi phun, tạo sự mài mòn các bề mặt kim loại. Khi nhiên liệu bị đốt cháy, nhiệt độ tăng cao, màng dầu bôi trơn bị giãn nở cục bộ, bị làm loãng do nhiên liệu phun vào có tốc độ cao, do luồng khí nạp thổi vào xylanh, do sự thay đổi áp suất ở thời kỳ giãn nở, do sự giảm tốc độ của píttôngcho tới không và do sự đổi hướng chuyển động của nó, dẫn đến sự phá huỷ hoặc làm giảm chiều dầy của màng dầu bôi trơn, làm cho các bề mặt kim loại tiếp xúc trực tiếp với nhau. Những yếu tố trên làm tăng ma sát và gây ra hao mòn không đồng đều trên chiều dài xylanh. Độ mòn lớn nhất thường thấy ở vùng xécmăng lửa đầu tiên. Khi độ mòn xylanh tăng lên thì khe hở của nhóm píttông-xécmăng-xylanh càng tăng do đó càng làm tăng nhanh quá trình hao mòn.
- Khu vực nhiệt độ trung bình Ở khu vực này các sản phẩm cháy và dầu bôi trơn tạo keo, gây bó kẹt
xécmăng, làm mòn xylanh và xécmăng. - Khu vực nhiệt độ thấp Ở khu vực này dầu bôi trơn hầu như vẫn giữ nguyên tính chất, ít bay hơi, do
vậy khi khí cháy lọt xuống các te, trong dầu có chứa lẫn hạt nhiên liệu, trong nhiên liệu có lưu huỳnh, các axít hữu cơ, có tác dụng làm loãng dầu nhớt mất phẩm chất cũng gây nên hiện tượng ăn mòn. Để giảm tính chất ăn mòn ta thêm chất phụ gia đa chức năng để làm giảm tính oxy hoá, chống tạo nhựa, chống tính ăn mòn. Trong toàn bộ hành trình píttônglàm việc ở những vị trí khác nhau của xylanh, chịu những điều kiện ma sát khác nhau, do đó độ mòn xylanh theo chiều trục không đồng đều: phía đỉnh xylanh mòn nhiều hơn phần dưới theo hướng trục xylanh có dạng hình côn, theo chiều hướng kính thì xylanh bị mòn theo hình ôvan. Lượng mài mòn lớn nhất trong xylanh ứng với điểm chết trên của xécmăng thứ nhất. Như vậy là vì ở điểm chết trên của xécmăng thứ nhất, điều kiện làm việc của xylanh xấu nhất, áp xuất của xécmăng lên xylanh là lớn nhất, nhiệt độ cháy cao nhất và bôi trơn kém nhất.
Tính ăn mòn của những sản phẩm cháy cũng ảnh hưởng tới mức độ và đặc tính ăn mòn của nhóm píttông, xécmăng, xylanh. Những sản phẩm cháy gồm có CO2, SO2,NO2, hơi nước và các axít hữu cơ CH2O, C2H4O2…
Chúng có thể trực tiếp ăn mòn hoặc hoà tan trong hơi nước rồi ăn mòn, sự ăn mòn do hai loại này cũng có tác dụng như nhau là ăn mòn hoá học và ăn mòn điện hoá học, mức độ bị ăn mòn của xylanh quyết định bởi nhiệt độ của vách xylanh, nhiệt độ càng cao thì sự ăn mòn càng mạnh, trong trường hợp này phần trên của xylanh cũng chịu điều kiện làm việc xấu nhất. Tuy nhiệt độ phần trên có cao nhưng do áp lực khí cũng lớn, do đó hơi nước bị ngưng tụ dẫn đến việc bôi trơn khó khăn, tác dụng chống ăn mòn của màng dầu hầu như không có, làm tăng độ mài mòn.
Trong một số tài liệu kỹ thuật đã lấy lực ngang N và kết quả của sự biến dạng của xi lanh và píttông ở nhiệt độ cao để cắt nghĩa sự mòn không đều của xylanh. Song căn cứ vào đặc tính mòn thực tế của xylanh thì quan điểm này chưa thể thỏa mãn được. Vì vậy nơi mòn nhiều nhất của xylanh thường lại xuất hiện ở nơi lực ngang N = 0 và ngược lại ở nơi N = Nmax thì lượng mòn lại nhỏ hơn. Mặt khác nếu dùng sự biến dạng của píttông để giải thích sự mòn không đều của xylanh cũng chưa được vì phần đầu píttông không tiếp xúc với xylanh.

Cnsc.23
Chung quy lại ta thấy, xylanh là chi tiết phải làm việc ở những điều kiện rất khắc nghiệt và đặc tính hao mòn của chúng đã được xét một cách sơ bộ, cụ thể theo hướng kính xylanh bị mòn thành ôvan, theo chiều trục bị mòn thành hình côn, phần bị mòn nhiều nhất là phía đỉnh của nó (tức là phần ở buồng cháy).
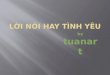
Hình 1.3. Đồ thị hao mòn xylanh động cơ đầu máy D9E
1. Cường độ hao mòn theo hướng song song với đường tâm trục khuỷu 2. Cường độ hao mòn theo hướng vuông góc với đường tâm trục khuỷu 3. Ảnh hưởng của luồng khí nạp thổi quét trên thành xylanh Luồng khí nạp thổi quét trên thành xylanh cũng là nguyên nhân làm xylanh
mòn không đều trên mặt cắt ngang. Trên hình 1.4 biểu thị sơ đồ đặc tính hao mòn của xylanh theo hướng kính. Ta thấy độ mòn theo hướng kính của xylanh (độ mòn lớn nhất) nằm ở vị trí
đối diện với xupáp nạp. Tác dụng thổi quét của khí nạp lên thành xylanh làm nhiệt độ của nó giảm
xuống, do đó sự ăn mòn xảy ra mạnh hơn và như vậy cường độ mài mòn tăng lên. Bên cạnh đó, điều kiện làm mát của động cơ cũng ảnh hưởng tới sự mài mòn của xylanh theo hướng kính. Nhiều thí nghiệm cho thấy rằng, vị trí mòn trên hướng kính của xylanh không phải lúc nào cũng hoàn toàn đối diện với xupáp nạp, mà ở nơi nào nhiệt độ thấp nhất. Trong thực tế, trên một động cơ đặc tính mòn của các xylanh nói
33
0 2 4 6 8 m/104km
1
2
158,75
179
SS SS
VG
VG

Cnsc.24
chung giống nhau về căn bản nhưng lượng mòn tuyệt đối có khác nhau. Nơi mòn nhiều nhất là các xylanh hai đầu có nhiệt độ thấp hơn các xylanh khác. Vị trí mòn nhiều nhất của xylanh của các động cơ khác nhau cũng khác nhau, điều đó phụ thuộc vào sự bố trí xupáp nạp và điều kiện làm mát của động cơ.
Trong quá trình nạp, không khí có tác dụng thổi quét lên thành xylanh và nhiên liệu ở thể hơi ngưng tụ sẽ rửa dầu nhờn trên vách xylanh, phá hoại màng dầu bôi trơn càng làm tăng cường độ mài mòn của phần trên xylanh.
Khi dầu bôi trơn ở môi trường có áp suất thấp (gần như chân không) thì nhiệt độ sôi bé, lúc đó sức căng trên bề mặt màng dầu bôi trơn lớn, làm bể rách màng dầu, các phần tử kim loại không bền vững trên bề mặt píttông, xécmăng, xylanh bị rách, bong ra gây hiện tượng rỗ nhám trên bề mặt. Hiện tượng này gọi là hiện tượng xâm thực.
Hình 1.4. Đặc tính hao mòn của xylanh theo hướng kính 1. Xupáp nạp; 2. Xupáp nạp thải; 3. Hao mòn của xylanh
4. Ảnh hưởng của nhiên liệu tới độ mòn các chi tiết nhóm píttông-xécmăng-xylanh
Sự ảnh hưởng của nhiên liệu tới độ mòn xylanh - píttông- xécmăng được xác định chủ yếu bởi lượng tạp chất có trong nhiên liệu, trong đó axít nhất là axít cao phân tử lưu huỳnh, và các hợp chất của lưu huỳnh có khả năng ăn mòn các chi tiết của động cơ, ngoài ra ta còn phải kể đến độ nhớt của nhiên liệu và chất lượng phun nhiên liệu vào xylanh.
Khi động cơ làm việc sẽ tạo ra khí SO2, SO3 trong khu vực cacte khí này kết hợp với hơi nước tạo ra axit H2SO3và H2SO4 cả hai loại axít cùng với bụi và một số axít khác trong nhiên liệu gây nên ăn mòn động cơ rất mạnh.
Tính ăn mòn của những sản phẩm cháy cũng ảnh hưởng lớn tới mức độ và đặc tính mòn của xi lanh. Những sản phẩm cháy này gồm có CO2, SO2, NO, hơi nước và các axít hữu cơ CH2O, C2H4O2, v.v... Chúng có thể trực tiếp ăn mòn xylanh hoặc hòa tan trong hơi nước rồi ăn mòn xylanh vì vậy sự ăn mòn do hai loại cùng có tác dụng như nhau là loại ăn mòn hóa học và ăn mòn điện - hóa học. Mức độ bị ăn mòn của xylanh quyết định bởi nhiệt độ của vách xylanh, nhiệt độ càng cao thì sự ăn mòn càng mạnh. Ta thấy, trong trường hợp này phần trên của xylanh cũng lại chịu
3 2
1

Cnsc.25
điều kiện làm việc xấu nhất. Cụ thể, tuy nhiệt độ phần trên xylanh có cao nhưng do áp lực khí cũng lớn do đó hơi nước bị ngưng tụ dẫn đến việc bôi trơn khó khăn, tác dụng chống ăn mòn của màng dầu hầu như không có và tóm lại độ mòn cũng lớn. Trong quá trình nạp không khí có tác dụng thổi quét lên thành xi lanh và nhiên liệu ở thể hơi ngưng tụ sẽ rửa dầu nhờn trên vách xi lanh, phá hoại màng dầu bôi trơn càng làm tăng cường độ mài mòn của phần trên xylanh.
Độ nhớt của nhiên liệu đúng yêu cầu thì động cơ sẽ làm việc bình thường, nếu độ nhớt lớn thì lúc lưu động sẽ gây ra cản trở lớn làm xấu chất lượng phun.
Độ nhớt bé làm giảm áp suất phun nhiên liệu, dễ bị rò rỉ qua khe hở giữa píttông- xécmăng - xylanh, kim phun và đế kim phun nhiên liệu hoà lẫn vào dầu bôi trơn làm giảm tính lý hoá dẫn đến sự hao mòn chi tiết. Ta còn phải để ý tới trị số xêtan của nhiên liệu, vì khi động cơ diesel dùng nhiên liệu có trị số xêtan bé thì kéo dài giai đoạn cháy trễ, động cơ có khói đen tạo muội than, sức tiêu hao nhiên liệu tăng, gây hiện tượng va đập, làm hao mòn xylanh, píttông, xécmăng. Do đó để nâng cao các chỉ tiêu kinh tế và kỹ thuật, làm giảm bớt sự mài mòn, thì nhiên liệu động cơ diesel có những yêu cầu sau:
- Nhiệt độ đông đặc, nhiệt độ vẩn đục, độ nhớt cần phải đúng đảm bảo cho việc cấp nhiên liệu qua vòi phun không bị gián đoạn, chứa ít tạp chất axít, lưu huỳnh, bụi;
- Phải có giai đoạn cháy trễ càng ngắn trong quá trình cháy; - Phải có khả năng tự bốc cháy tốt (nâng cao trị số xêtan); - Đảm bảo cháy hoàn toàn không có khói đen, không tích muội than, nhiên
liệu diesel nếu đạt yêu cầu trên thì nhóm píttông-xécmăng-xylanh trong động cơ sẽ giảm rất nhiều về độ hao mòn.
5. Ảnh hưởng chất lượng dầu bôi trơn Chất lượng dầu bôi trơn ảnh hưởng đáng kể tới độ mòn của các chi tiết nhóm
píttông- xécmăng-xylanh. Ngoài các nhiệm vụ cơ bản như: bôi trơn, làm sạch, làm mát, làm kín, chống han gỉ, dầu bôi trơn phải có tính năng làm giảm mài mòn, đảm bảo chi tiết máy làm việc lâu bền. Vì vậy dầu bôi trơn phải đạt các yêu cầu kỹ thuật sau:
- Có khả năng tạo thành màng dầu vững chắc trên bề mặt công tác của chi tiết;
- Có khả năng đông đặc ở nhiệt độ thấp; - Tạo muội than ít nhất; - Bền vững hoá học đối với ôxy và không khí; - Không có tạp chất cơ học và nước. Hàm lượng nước ngưng tụ lẫn vào dầu bôi trơn khi động cơ làm việc ở chế độ
nhiệt độ thấp cũng ảnh hưởng đến độ mài mòn. Nước sẽ làm xấu tính bôi trơn của màng dầu, khi lọt vào bề mặt xylanh nó sẽ thúc đẩy quá trình ăn mòn khốc liệt hơn.
Một số chỉ tiêu đặc trưng của dầu ảnh hưởng tới sự mài mòn: Nhiệt độ đông đặc: là nhiệt độ thấp nhất mà ở nhiệt độ đó dầu mất tính lưu
động, để đảm bảo dầu bôi trơn tốt nhất thì nhiệt độ đông đặc phải không lớn. Để làm giảm nhiệt độ đông đặc người ta pha thêm một chất phụ gia, việc làm giảm nhiệt độ đông đặc tức là tạo sự ổn định cho dầu khắc phục ít nhất sự mài mòn.

Cnsc.26
Độ nhớt: là một trong những tiêu chuẩn giới hạn của dầu bôi trơn, nó biểu thị công suất cần thiết trong khắc phục ma sát, khi những phân tử của dầu chịu lực tác dụng bên ngoài thì dầu có lực đối kháng hay còn gọi là độ nhớt.
Độ nhớt của dầu là một trong những tính chất quan trọng, nhất là trong những điều kiện nhiệt độ cao, các tính chất lý hoá của dầu cũng ảnh hưởng đến độ nhớt, khi nhiệt độ tăng thì độ nhớt giảm, tăng khe hở các chi tiết, tăng hao dầu, tăng tải trọng đơn vị trên bề mặt ma sát. Khi nhiệt độ thấp thì độ nhớt tăng gây khó khăn cho việc dẫn dầu bôi trơn đến các chi tiết, ảnh hưởng đến sự luân chuyển tuần hoàn của dầu bôi trơn từ đó gây hao mòn chi tiết. Dầu bôi trơn phải có tính ổn định lý hoá tốt khi vận chuyển và bảo quản trong một thời gian dài. Khi ở nhiệt độ cao để làm giảm tính chất ăn mòn, người ta pha thêm chất phụ gia để dầu không bị biến chất (giữ vững tính lý hoá).
6. Ảnh hưởng của quá trình khởi động động cơ Qúa trình khởi động động cơ làm cho động cơ từ trạng thái tĩnh chuyển sang
thạng thái động (làm việc), do đó không tránh khỏi hiện tượng hao mòn. Khi bắt đầu khởi động thì trong lòng xylanh đã có hơi nước ngưng tụ từ trước, lúc này màng dầu bôi trơn chưa hình thành và quá trình ăn mòn xylanh xảy ra (hiện tượng xâm thực). Khi khởi động các chi tiết bị ma sát ở tốc độ trượt lớn và tải trọng đơn vị cao, lúc này xuất hiện ma sát khô và ma sát giới hạn vì bề mặt kim loại trực tiếp chà sát vào nhau khi vật liệu bôi trơn chỉ có ở một số vùng trên bề mặt kim loại, bề mặt chi tiết sản sinh ra một lượng nhiệt không kịp tản sâu vào kim loại, nó làm thay đổi cấu trúc các lớp bề mặt chi tiết, độ mòn của kim loại giảm xuống nhanh chóng làm tăng nhanh sự hao mòn đó là mài mòn cơ học. Độ mòn lớn nhất xảy ra trong khoảng 1 đến 2 giây đầu tiên sau khi khởi động, sau đó nó sẽ trở lại trạng thái ổn định.Trên đầu máy diesel hiện nay, khi động cơ dừng hoạt động thì dầu bôi trơn sẽ rơi về cácte và khi khởi động thì phải nâng cần gia tốc mục đích là để đạt tới trị số vòng quay hợp lý làm động cơ hoạt động, đó cũng là nguyên nhân dẫn tới sự hao mòn. Nhiều thí nghiệm tiến hành trong các điều kiện khác nhau đã chứng tỏ rằng sự khởi động động cơ nguội trong một mức độ nào đó đều làm tăng nhanh quá trình hao mòn nhóm píttông-xécmăng-xylanh.
7. Quá trình thay đổi khe hở miệng xécmăng Trong quá trình vận dụng, kể từ thời điểm tương ứng với trạng thái tối ưu của
bề mặt ma sát đối với các chi tiết lắp ghép, sự làm việc tiếp theo của động cơ sẽ làm giảm các chỉ tiêu kinh tế kỹ thuật của nó, độ giảm đó càng lớn khi mức độ hao mòn càng tăng. Đối với một động cơ trong một quá trình làm việc píttôngchịu tác dụng của lực biến đổi về đại lượng và hướng như lực khí thể, quán tính và kể cả lực bền có xu hướng nén píttôngvào mặt xylanh, sự đốt nóng không đồng đều theo hướng kính và dọc trục của píttôngvà xylanh gây nên ứng suất nhiệt bổ sung. Những vùng khác nhau của píttôngsẽ chịu lực cục bộ như khoảng không gian của xécmăng khí, bề mặt trên và dưới của xé măng chịu lực quán tính khi píttôngthay đổi hướng chuyển động trong xylanh. Tác động tương hỗ của các lực đó gây nên sự hao mòn trong các chi tiết nhóm píttông, xylanh. Độ mòn này sẽ ảnh hưởng đến trị số hao mòn khe hở miệng trong mối ghép píttông, xylanh và ảnh hưởng đến trị số tiết diện thông qua.

Cnsc.27
1.3.3. Quá trình hao mòn chi tiết nhóm cơ cấu phối khí động cơ đầu máy diesel và ảnh hưởng của quá trình hao mòn chi tiết tới quá trình làm việc của động cơ
Trong quá trình làm việc, các chi tiết cơ bản của cơ cấu phối khí như xupáp, ống dẫn hướng, cổ trục cam, mặt làm việc của cam, xupáp, v.v… đều bị hao mòn và ít nhiều đều ảnh hưởng tới trạng thái kỹ thuật của động cơ và cụ thể là làm giảm công suất hữu ích của nó trong quá trình vận dụng. Tuy nhiên, việc nghiên cứu một cách tổng hợp ảnh hưởng của hao mòn tất cả các chi tiết nói trên tới độ giảm công suất hữu ích của động cơ bằng giải tích là một công việc rất khó khăn, phức tạp. Do đó, cần phân tích lựa chọn một số chi tiết hoặc mối ghép điển hình trong cơ cấu mà độ mòn của nó ảnh hưởng quyết định tới độ giảm công suất.
1. Ảnh hưởng của quá trình hao mòn trục cam nhóm cơ cấu phối khí tới quá trình làm việc của động cơ đầu máy diesel
Sự hao mòn cổ trục làm cho khe hở giữa chúng và bạc đỡ tăng lên, gây ra sự va đập lớn ảnh hưởng đến sự tiếp xúc giữa các vấu cam và con đội trong quá trình phối khí làm ảnh hưởng tới công suất hữu ích, mà cụ thể là làm giảm công suất hữu ích (Ne) của động cơ.
Trong nhóm cơ cấu phối khí, độ mòn chiều cao cam có ảnh hưởng lớn nhất tới độ giảm công suất hữu ích. Khi chiều cao cam bị mòn, độ nâng xupáp giảm làm tiết diện lưu thông trong quá trình nạp cũng giảm, dẫn đến lượng khí nạp vào xylanh giảm và lượng khí thải không thải hết được. Kết quả làm áp suất cuối kỳ nạp Pa cũng giảm theo.
Như đã biết:
Vcgik
k
k
hhe T
PMQniVN
....1.....67,89 , (1.2)
trong đó: Vh- thể tích công tác của xylanh; i - số xylanh của động cơ; n - số vòng quay của động cơ;
Qh - nhiệt trị thấp của nhiên liệu; Mk- khối lượng không khí nạp; - số kỳ của động cơ; Pk- áp suất trước đường ống nạp;
Tk - nhiệt độ không khí trước đường ống nạp; i - hiệu suất chỉ thị của động cơ; cg - hiệu suất cơ giới; V - hệ số nạp không khí. Hệ số nạp không khí được xác định như sau:
V = 1 .rrtk
k
k
a
TTTT
PP
....
1
, (1.3)
trong đó: - tỷ số nén của động cơ; Pa - áp suất cuối quá trình nạp;

Cnsc.28
1- hệ số nạp thêm; t - hệ số hiệu chỉnh tỷ nhiệt phụ thuộc vào vaứ tr ; r - hệ số khí sót; Tr - nhiệt độ khí sót. Ở đây ta chỉ xét ảnh hưởng của độ mòn chiều cao cam tới công suất hữu ích
còn các thông số khác coi như không thay đổi trong quá trình hao mòn của cam. Kết hợp (1.2) và (1.3) rồi rút gọn ta được:
Ne = k.Pa (1.4) trong đó:
k- hằng số rút gọn. Qua (1.3) thấy rằng khi Pa giảm thì Ne cũng giảm theo. Trị số của Pa được xác định như sau:
5,32
2
2
6
2
11
10.5201
tb
ha f
VnP , (1.5)
trong đó: n- số vòng quay định mức của động cơ;
Vh - thể tích của xylanh; =0,6- 0,8 hệ số tổn thất khí nạp;
ra
ar
TPTP..
,
ftb- tiết diện lưu thông trung bình của xupáp. Qua đó ta thấy rằng, Pa phụ thuộc vào ftb mà ftb lại bị chi phối bởi chiều cao
cam. Để xác định được ftb, ta tiến hành xây dựng mặt cam và kích thước thấp của cam, đã tính toán góc quay của cam và ứng với góc quay đó là các giá trị nâng xupáp khi cam chưa mòn và sau khi đã mòn theo các công thức đã biết.
Sự hao mòn mặt lăn cam dẫn đến sự thay đổi tiết diện (giảm nhỏ) của tiết diện các xupáp nạp và xupáp thải, làm thay đổi đặc tính đường cong nâng xupáp và làm cho pha phối khí tiêu chuẩn bị sai lệch, dẫn đến các chỉ tiêu làm việc và chỉ tiêu công suất của động cơ cũng bị ảnh hưởng. Giảm công suất của động cơ làm xấu các chỉ tiêu kinh tế kỹ thuật khác.
2. Ảnh hưởng của quá trình hao mòn xupáp nhóm cơ cấu phối khí tới quá trình làm việc của động cơ đầu máy diesel
Thân xupáp Thân xupáp và ống dẫn hướng xupáp làm việc ở chế độ ma sát giới hạn, tức
là luôn luôn duy trì màng dầu bôi trơn rất mỏng trên bề mặt ma sát giữa thân và ống dẫn hướng. Để đảm bảo cho việc bôi trơn được ổn định không những cần phải có độ nhớt thích hợp mà còn phải đảm bảo "tính dầu" tốt. Tính dầu ở đây là khả năng của dầu bôi trơn duy trì trên bề mặt ma sát những màng dầu bền vững có tính chất hút bám và ổn định hoá học. Khi việc bôi trơn không được đảm bảo ví dụ như do nhiệt độ quá cao làm giảm độ nhớt và phá huỷ màng dầu bôi trơn, lúc này sự tiếp xúc của

Cnsc.29
mối ghép giữa thân xupáp và ống dẫn hướng chuyển sang chế độ ma sát khô dẫn đến sự mài mòn tăng.
Nấm xupáp-đế xupáp Chế độ làm việc của nấm xupáp và đế xupáp là chế độ làm việc dưới sự va
đập giữa đế xupáp và nấm xupáp và ma sát giữa chúng khi va đập là ma sát khô. Do vậy chúng gây ra sự biến dạng ở mặt tiếp xúc. Ngoài ra, do nấm xupáp và đế xupáp thường xuyên tiếp xúc với khí cháy ở nhiệt độ cao (500- 600 C) làm cho bề mặt xupáp và đế xupáp sinh ra một lượng nhiệt rất lớn mà không kịp tản sâu vào trong kim loại, do đó các bề mặt chúng dễ bị mềm ra, bị dính tiếp xúc và dưới sự va đập giữa chúng làm cho bề mặt tiếp xúc chóng mòn.
Trong quá trình hoạt động, hư hỏng, hao mòn xupáp là hiện tượng xảy ra thường xuyên nhất.
Sự hư hỏng xupáp đều dẫn đến hiện tượng các bề mặt tiếp xúc giữa nấm xupáp và đế xupáp không được kín khít do:
- Dầu chảy dọc theo khe hở giữa thân xupáp và ống dẫn hướng xuống bề mặt nấm khi khe hở tăng lên và kết muội trên mặt nấm xupáp do nhiệt độ cao.
- Độ nâng của xupáp giảm làm tiết diện thông qua của xupáp nạp và xupáp thải giảm đi, tổn thất trong hệ thống nạp và thải tăng lên, do đó điều kiện điền đầy và thổi quét xylanh động cơ giảm xấu.
- Tất cả các nguyên nhân đều dẫn đến công suất của động cơ giảm. 3. Ảnh hưởng của sự sai lệch pha phối khí đến công suất động cơ Nếu xupáp nạp đóng sớm hơn thời điểm tiêu chuẩn thì lượng khí nạp vào
xylanh sẽ giảm, vì rằng tiết diện lưu thông của xupáp gần điểm chết trên (ĐCD) giảm và trở lực khí tăng lên, khi đó đường cong của quá trình nạp đi xuống. Nếu tăng góc đóng muộn xupáp thì lượng khí nạp cũng sẽ nhỏ, bởi vì lúc đó có một bộ phận khí nạp bị đẩy ngược lại.
Việc xác lập thời điểm đóng xupáp tốt nhất là căn cứ vào lượng nạp khí lớn nhất có thể đạt được trong quá trình nạp. Trên thực tế, điều đó chỉ có thể thực hiện được bằng cách chọn theo đồ thị công. Cũng có thể dùng phương pháp đo lượng không khí trong đường ống nạp để đạt được mục đích trên, nhưng cách này chỉ tiện lợi đối với động cơ không có quét buồng cháy.
Thời điểm mở xupáp nạp. Nếu giảm góc mở sớm thì gần ĐCT tiết diện lưu thông của xupáp sẽ giảm và do đó trở lực của khí lưu động trong xylanh tăng lên và đường cong của quá trình đi thấp xuống. Đồng thời tổn thất "bơm" tăng lên, hiệu suất cơ giới và công suất của động cơ giảm. Ngoài ra, khi tăng tốc độ khí nạp trong xupáp sẽ làm tăng nhiệt độ cuối cùng của khí nạp. Điều đó sẽ dẫn đến làm cho động năng của khí sau khi nạp vào xylanh chuyển thành nhiệt năng và kết quả đầu tiên là giảm trọng lượng khí nạp mới và giảm công suất động cơ. Do đó, căn cứ vào hình dạng của đồ thị công có thể phán đoán được về sự lựa chọn những góc phối khí đã nói ở trên có đúng đắn hay không. Cần phải tăng góc phối khí đó cho đến khi nào đường nạp gần như nằm ngang.

Cnsc.30
Nếu như mở xupáp nạp quá sớm trở lực của xupáp nạp sẽ giảm. Nhưng trong trường hợp đó, khí nạp mới không được sạch do lẫn nhiều sản vật cháy lọt vào ống nạp (độ bẩn tăng), vì xupáp nạp mở kéo dài trong thời kì mà áp suất sản vật cháy trong xylanh lớn hơn áp suất trong đường ống nạp. Ở thời kỳ đó sản vật cháy chạy ngược vào ống nạp và sau đó lại cùng với khí nạp mới đi vào trong xylanh. Việc chọn góc mở sớm xupáp nạp nên bắt đầu từ góc phối khí nhỏ và tăng dần cho đến khi không còn chỗ lồi trên đồ thị công là được. Bây giờ ta chuyển sang xét góc đóng muộn xupáp thải. Nếu xupáp thải được đóng sớm hơn, tức là góc đóng muộn của xupáp thải nhỏ thì lúc đó tiết diện lưu thông của xupáp tại vùng ĐCT nhỏ và khí thải thì không kịp thải ra khỏi xylanh. Khi píttông lên ĐCT, khí sót một phần nào bị nén, sau đó khí sót này giãn nở làm giảm lượng khí nạp mới, bởi vì khí nạp mới chỉ bắt đầu đi vào trong xylanh khi áp suất trong xylanh giảm đến áp suất môi trường xung quanh (p0). Do đó, giảm nhỏ góc phối khí này là không có lợi. Nếu như tăng góc đóng muộn xupáp thải thì lúc đó đường thải sẽ đi xuống. Trong trường hợp đó có thể lợi dụng toàn bộ hành trình của píttông để nạp. Nhưng điều đó có thể không tốt do khí nạp mới bị bẩn, bởi vì xupáp thải để mở quá lâu và sản vật cháy từ đường ống thải có thể đi ngược về xylanh. Tình trạng đó không nên phán đoán theo đồ thị công, mà nên tiến hành đo lượng tiêu hao không khí và tăng dần góc phối khí. Tiếp tục ta xem góc mở sớm của xupáp thải. Xupáp xả được mở trước khi hành trình xả bắt đầu nhằm mục đích cho một lượng đáng kể khí thải tự thoát ra ngoài, qua đó giảm được công tiêu hao cho việc đẩy khí trong hành trình xả và giảm lượng sản phẩm cháy sót lại trong xylanh. Nếu xupáp xả mở quá sớm khi mà áp suất sản phẩm cháy vẫn còn cao sẽ lãng phí một phần công của chu trình, làm giảm công suất của động cơ. Công suất có ích của động cơ cũng sẽ giảm nếu xupáp xả mở quá muộn vì khi đó phần công giãn nở tận dụng được không bù đắp nổi công tiêu hao do việc đẩy khí thải ra ngoài do áp suất môi chất công tác trong hành trình xả lớn. Ngoài ra áp suất khí sót lớn cũng là yếu tố làm tăng hệ số khí sót và làm giảm hệ số nạp.
Thời điểm mở xupáp thải tốt nhất thường được xác định bằng phương pháp thực nghiệm. Ảnh hưởng của góc phun sớm Khi động cơ làm việc ở một chế độ nhất định và cùng một loại nhiên liệu thì góc bắt đầu phun tốt nhất thường khoảng 20 trước ĐCT. Khi góc phun sớm lớn, giai đoạn bốc cháy trễ sẽ tăng bởi vì áp suất và nhiệt độ không khí lúc bắt đầu phun thấp. Các chỉ số pz và T cũng tương ứng tăng lên mãnh liệt, điều đó không phải chỉ là do tập trung được một số lớn nhiên liệu trong buồng cháy tới thời điểm bốc cháy mà còn do một phần lớn nhiên liệu cháy ở gần ĐCT khi v= const. Khi góc phun sớm nhỏ, giai đoạn bốc cháy trễ giảm, động cơ làm việc êm hơn nhưng công suất của động cơ giảm và sự cháy không được hoàn toàn, bởi vì một phần lớn nhiên liệu cháy ở quá trình giãn nở. Góc phun sớm tốt nhất phụ thuộc vào rất nhiều yếu tố: kết cấu của động cơ, chế độ nhiệt của động cơ, tỷ số nén, áp suất và nhiệt độ của không khí nạp vào xylanh quy luật cung cấp nhiên liệu, đặc tính phun và số vòng quay của trục khuỷu.
Qua nghiên cứu các góc phối khí của động cơ diezel, ta thấy chúng rất có ảnh hưởng tới việc nạp khí mới vào xylanh và thổi khí cháy ra khỏi xylanh. Trong các

Cnsc.31
động cơ làm việc ở các chế độ tốc độ thay đổi, thì cứ mỗi trị số của số vòng quay "n" ứng với góc phối khí tốt nhất để đảm bảo số vòng quay đã cho.
1.3.4. Quá trình hao mòn và ảnh hưởng của hao mòn chi tiết nhóm bơm cao áp tới quá trình làm việc của động cơ
1. Phân tích quá trình hao mòn cặp píttôngplông-giơ bơm cao áp a. Điều kiện ma sát của cặp píttôngplông-giơ Cặp píttôngplông-giơ được chế tạo với yêu cầu kỹ thuật rất cao, mối ghép của
cặp chi tiết này chỉ cho phép khe hở hướng kính giới hạn 2-3 m, phần dẫn hướng là 2,0 m. Trong khi làm việc, cặp píttôngplông-giơ bị hao mòn, khe hở hướng kính tăng dần, các khe hở cục bộ cũng phát triển, kết quả là lượng cung cấp nhiên liệu cho động cơ không đảm bảo, độ kín thủy lực giảm xuống, áp suất nhiên liệu cấp cho kim phun giảm làm cho quá trình tạo hỗn hợp cháy xấu đi, cụ thể là độ hạt nhiên liệu trong hỗn hợp cháy lớn lên, làm khó cho việc tự bốc cháy của hỗn hợp, ảnh hưởng không tốt tới quá trình làm việc của động cơ và dẫn đến mức tiêu hao nhiên liệu tăng lên.
Các bề mặt công tác của chi tiết bị hao mòn do ảnh hưởng của nhiều yếu tố vận dụng tổng hợp khác nhau như: lực tác dụng giữa chúng với nhau, vận tốc tương đối của píttôngvới xylanh, đặc điểm kết cấu cặp píttông plông-giơ, mức độ chính xác khi gia công các biên dạng làm việc của chi tiết, sự đồng nhất của vật liệu chế tạo, mức độ hoạt tính lý hóa học của nhiên liệu, độ chính xác của thông số hình học, ngoài ra còn phải kể đến độ nhớt của nhiên liệu, độ ẩm của không khí lớn làm lượng nước trong nhiên liệu cao, nhiệt độ môi trường vận dụng lớn sẽ làm thay đổi mức độ hoạt tính lý, hóa học của nhiên liệu. Các tạp chất lẫn vào nhiên liệu trong quá trình chuyên chở, vận chuyển và sử dụng cũng ảnh hưởng không nhỏ tới sự hao mòn cặp píttôngplông-giơ.
Khi bơm làm việc, píttôngplông-giơ chịu một lực hướng kính lớn làm mất cân bằng, lực này sinh ra do các nguyên nhân sau:
- Độ chênh áp của chất lỏng; - Tốc độ dịch chuyển của píttông; - Kết cấu bất đối xứng của píttông. - Độ chênh áp của chất lỏng ở hành trình hữu ích của píttônglà nhân tố gây
ảnh hưởng lớn nhất đến sự xuất hiện các lực hướng kính gây nghiêng lệch píttôngtrong xylanh. Khi kết thúc hành trình hữu ích, píttôngđi xuống, độ chênh áp sẽ mất đi.
Do có sự trượt tương đối của cặp píttôngplông-giơ, trên bề mặt làm việc của chúng xuất hiện một áp lực thủy động của chất lỏng. Áp lực thủy động phân bố không điều cũng làm cho píttôngbị nghiêng lệch trong xylanh và dẫn đến sự phân bố lại khe hở hướng kính. Với mỗi tốc độ trượt của píttôngkhác nhau, áp lực thủy động sẽ thay đổi làm píttôngsẽ bị nghiêng lệch khác nhau.
Sự sai lệch hình dáng hình học của mối ghép như độ côn, ôvan và độ không đồng tâm, chất lượng gia công, độ bóng bề mặt của píttôngvới xylanh sẽ làm cho chế độ bôi trơn ma sát ướt bị phá vỡ gây hao mòn nhanh chóng cặp píttông plông-giơ.
Mặt khác, vì một lý do nào đó các hạt mài bị lẫn vào trong nhiên liệu, xâm nhập vào bề mặt làm việc của píttôngvà xylanh sẽ gây trầy xước dẫn đến hao mòn rất lớn. Các hạt mài có kích thước nhỏ hơn khe hở ban đầu theo nhiên liệu lọt vào bề

Cnsc.32
mặt ma sát làm mài mòn chúng, khe hở hướng kính tăng dần cùng với sự nghiêng lệch của píttông, tạo điều kiện cho các hạt mài có kích thước lớn lọt vào, quá trình mài mòn tiếp tục xảy ra nhanh chóng hơn.
Sự nghiêng lệch của píttôngsẽ làm cho píttôngtiếp xúc trực tiếp với xylanh (khi có độ nghiêng lớn nhất) lúc này khe hở hướng kính coi như bằng không, về lý thuyết chế độ bôi trơn ma sát ướt không tồn tại, sự mài mòn xảy ra khốc liệt hơn, phá huỷ nhanh chóng cặp píttôngplông-giơ.
Nói tóm lại, cặp píttôngplông-giơ làm việc trong điều kiện áp lực lớn, tùy thuộc vào hành trình của píttôngmà có những lực gây nghiêng lệch dẫn đến các chi tiết mòn không đều. Mặt khác cặp píttôngplông-giơ còn chịu sự tác động của yếu tố vận dụng như thành phần lý, hóa học của nhiên liệu, môi trường nhiệt độ làm việc, điều kiện vận hành, chế độ sử dụng cụ thể.
b. Các nguyên nhân gây nghiêng lệch của píttôngtrong xylanh Các nguyên nhân chủ yếu gây nghiêng lệch píttôngtrong xylanh là do chênh
áp của chất lỏng và do kết cấu của cặp píttôngplông-giơ. Khi có sự sai lệch về hình dạng hình học do chế tạo hay hao mòn không đều,
thì píttôngbị nghiêng trong xylanh vì áp suất của chất lỏng ở các phía không giống nhau.
Khi độ nghiêng lệch càng tăng thì sức chuyển dịch của píttôngcàng tăng. Độ lệch của píttôngxảy ra trong giới hạn khe hở nhỏ nhất, có nghĩa là khe hở giữa xylanh và píttôngvới kích thước lớn nhất của píttông.
Độ côn, độ ô van và các kết cấu bất đối xứng của píttôngplông-giơ cộng với sự chênh áp và sự thay đổi khe hở hướng kính theo chiều dài mối ghép làm xuất hiện lực hướng kính mất cân bằng. Sự tác động của lực hướng kính chỉ xảy ra ở hành trình hữu ích của píttông, nên có thể coi rằng dưới tác dụng của lực này píttôngsẽ chuyển dịch theo hướng kính trong mỗi hành trình kép.
Khi bị nghiêng lệch của píttôngtrong xylanh, sức cản của lớp chất lỏng giữa chúng sẽ chống lại sự xích gần nhau của hai bề mặt trên. Mức độ xích lại gần nhau nhiều hay ít còn phụ thuộc vào nhiều yếu tố: độ chênh áp, độ nhớt, hình dạng hình học của bộ đôi píttôngplông-giơ.
c. Áp suất thủy động của cặp píttôngplông-giơ Sự làm việc của cặp píttôngplông-giơ theo điều kiện làm việc ở chế độ bôi
trơn ma sát ướt. Áp suất thủy động phụ thuộc vào các thông số kết cấu của bề mặt ma sát, tốc
độ di chuyển của hai bề mặt với nhau, độ nhớt của chất lỏng. Áp suất thủy động tác dụng lên các bề mặt còn lại cũng có hướng đối diện với
mặt kia. Như vậy, khi ma sát có tính chất đối xứng nhau thì áp suất thủy động sẽ bằng nhau, píttôngchịu một hệ lực cân bằng, không bị lệch khi di chuyển trong xylanh.
Trong thực tế, trên bề mặt píttôngcòn có các rãnh đứng, rãnh vát, trên bề mặt xylanh còn có lỗ nạp và lỗ thải, nên chiều dài mối ghép ở hai phía đối xứng của mặt phẳng đi qua tâm píttônglà không bằng nhau. Ở các phần rãnh vát lỗ nạp và thải áp suất thủy động thường nhỏ hơn ở những nơi khác, đặc biệt khi chiều dài bề mặt ma

Cnsc.33
sát nhỏ thì ảnh hưởng của các lỗ nạp và thoát tới sự giảm áp suất thủy động càng lớn. Áp suất thủy động còn thay đổi theo hành trình hữu ích của píttông.
Khi hành trình hữu ích giảm đi thì độ lệch tâm của píttôngtăng lên. Sự thay đổi áp suất thủy động còn ảnh hưởng đến quá trình mài mòn. Nếu các
hạt mài lẫn trong nhiên liệu có kích thước nhỏ hơn khe hở hướng kính thì chúng hầu như không ảnh hưởng đến mài mòn và bị dòng nhiên liệu đẩy đi. Khi khe hở đạt giá trị nhỏ nhất thì ngay cả các hạt mài có kích thước nhỏ cũng có thể gây mài mòn vì lúc này kích thước của chúng có thể bằng hay lớn hơn khe hở hướng kính. Trong thực tế, ta thường thấy cặp píttôngplông-giơ thường bị mòn nhiều ở phần rãnh vát, cửa nạp, cửa xả là nơi có khe hở nhỏ vì áp suất thủy động bé, điều đó phù hợp với lý luận ở trên.
Như vậy, từ các nguyên nhân gây nghiêng lệch píttônglàm điều kiện bôi trơn ma sát ướt bị phá vỡ, từ sự phân tích ở phần trên ta có thể rút ra kết luận về cường độ hao mòn của píttôngplông-giơ phụ thuộc vào các yếu tố sau:
- Đặc điểm của tải trọng; - Tốc độ chuyển động của píttôngtrong xylanh; - Trị số khe hở bán kính ban đầu; - Độ nhớt của chất lỏng; - Độ chấn áp của píttông; - Mức độ lý-hóa tính, độ tinh khiết của nhiên liệu; - Đặc điểm kết cấu của chi tiết, cấu trúc vi mô và vĩ mô của bề mặt ma sát. Trong đó tải trọng đóng vai trò quan trọng. d. Dạng hao mòn chi tiết của píttông Hao mòn của píttôngnhiều nhất ở phần đầu, rãnh vát, các mặt đối diện với
cửa nạp và cửa xả. Vùng mòn lớn nhất là vùng ứng với lỗ nạp có dạng gần giống với một tứ giác cong có đáy nằm trên đỉnh píttông, hai cạnh nằm hai phía chạy dọc theo đường sinh, cạnh thứ tư đối diện với cạnh đáy có dạng đường cong phức tạp lồi, lõm hay thẳng tùy thuộc vào đặc điểm bơm cao áp, đặc điểm tải trọng, điều kiện vận dụng.
Vệt mòn lỗ nạp không kéo dài suốt vùng mòn, mà tập hợp vùng này là các rãnh mòn đứt đoạn chạy dọc theo đường sinh. Điểm chấm dứt một vết mòn là điểm gây cản trở thủy lực của dòng nhiên liệu rò rỉ qua rãnh, kích thước của rãnh quyết định kích thước dòng chảy qua nó.
Sở dĩ có các vết sước chạy dọc theo đường sinh là do các hạt mài có kích thước xấp xỉ hay lớn hơn khe hở đã bị kẹt vào giữa hai bề mặt trong đầu hành trình của píttôngkhi bắt đầu đóng lỗ nạp. Khi píttông đi lên các mép sắc của các hạt mài sẽ cuốn vào thành xylanh và píttônglàm hạt mài bị vo tròn lại và lao theo chuyển động của píttông, các cạnh sắc của hạt mài có tác dụng cắt kim loại gây nên mòn cho cả píttônglẫn xylanh. Vì áp suất dẫn hạt mài vào giữa khe hở của bộ đôi là lớn nhất, ở vùng nạp là nơi có áp suất lớn nên hao mòn ở vùng ứng với lỗ nạp lớn, nếu tải trọng không đổi píttôngchỉ có chuyển động tịnh tiến mà không có chuyển động xoay thì hao mòn chỉ xảy ra ở vùng hẹp, nhưng ở đây tải trọng thay đổi, píttông có thể vừa chuyển động quay vừa tịnh tiến nên hao mòn xẩy ra trên suốt bề mặt làm việc của cặp píttông plông-giơ.

Cnsc.34
Khảo sát nhiều chi tiết bị bào mòn cho thấy góc nghiêng của các vết liên tiếp có độ sai khác không lớn, còn độ dài vết mòn vùng cạnh vát và cạnh đứng đều biến động một cách ngẫu nhiên với độ sai khác nhau rất lớn.
Nói chung chiều dài vết mòn vùng nạp lớn hơn nhiều so với vùng cạnh vát, vì vậy nhiên liệu rò rỉ theo rãnh mòn, vùng lỗ nạp được thông suốt từ khi bắt đầu đến khi kết thúc hành trình píttông. Đường rò rỉ theo rãnh mòn lỗ thoát chỉ được nối thông ở phần cuối hành trình. Tình hình trên làm lượng nhiên liệu rò rỉ ở vùng lỗ nạp lớn hơn ở vùng lỗ thoát, ngay cả khi vết mòn ở hai vùng có độ sâu bằng nhau.
Khe hở đường kính tăng thì độ mòn tăng theo với độ gia tăng lớn, nhất là ở khe hở hướng kính lớn. Việc thay đổi khe hở hướng kính có nhiều nguyên nhân, song sự biến dạng của xylanh ở thời điểm nén ép nhiên liệu cũng làm khe hở tăng lên, độ nghiêng lệch tăng theo, khả năng các hạt mài có kích thước lớn hơn lọt vào, quá trình mài mòn xảy ra nhanh hơn.
Qua phân tích ở trên ta thấy cặp píttôngplông-giơ hao mòn chủ yếu do hạt mài, các hạt mài lẫn trong nhiên liệu lọt vào giữa hai bề mặt có gradien áp suất cao bị chèn dập trong quá trình lẫn kèm theo trượt khi píttôngchuyển động trong xylanh. Vì vậy để tăng tuổi thọ cho bộ đôi cần phải làm sạch nhiên liệu bằng cách lọc thật sạch trước lúc vào bơm cao áp.
Hao mòn thủy động do dòng chảy có hạt mài chỉ đóng vai trò thứ yếu trong tỉ lệ mòn, tác động thứ yếu ở vùng cạnh vát và cạnh đứng. Độ cong vết mòn vùng này cho biết tỉ lệ tốc độ dòng chảy có hạt mài so với tốc độ píttông.
Hao mòn do dính kim loại không phải là nguyên nhân chính gây hư hỏng đối với cặp píttôngplông-giơ sử dụng đúng kỹ thuật.
Những vùng mòn nhiều nhất là phần đầu píttông, các bề mặt đối diện với hai cửa nạp và cửa thải của xylanh trong đó cửa thải mòn ít hơn. Nói chung, các vùng mòn đều có những vết xước theo hướng đường sinh, nguyên nhân là do cặn bã cơ giới lẫn trong nhiên liệu.
2. Ảnh hưởng của hao mòn cặp píttôngplông-giơ bơm cao áp tới quá trình hoạt động của động cơ
Sau một thời gian làm việc cặp píttôngplông-giơ bị hao mòn, khe hở hướng kính tăng lên làm tiết diện thông qua tăng lên, độ kín thủy lực giảm xuống, lượng nhiên liệu rò rỉ tăng, lượng cấp thực tế trong một chu trình giảm xuống, bên cạnh đó thời điểm nhiên liệu phun vào buồng cháy muộn đi do áp suất tăng chậm, độ không đều của lượng nhiên liệu cấp vào mỗi xylanh lớn lên làm ảnh hưởng tới công suất và tuổi thọ của động cơ.
a. Ảnh hưởng tới thời điểm phun Do áp suất nhiên liệu trong không gian cặp píttôngplông-giơ tăng lên chậm
làm thời điểm phun nhiên liệu vào buồng cháy muộn đi. Góc phun sớm giảm làm tăng thời gian cháy trễ ảnh hưởng xấu tới toàn bộ quá trình hình thành hỗn hợp, quá trình bốc lửa và cháy. Giai đoạn cháy của hỗn hợp bị lùi sau điểm chết trên khá xa do đó thể tích buồng cháy tăng, áp suất cuối quá trình cháy giảm, nhiên liệu cháy cả ở thời kỳ giãn nở và cháy không hết, tổn thất nhiệt lớn, công suất và tuổi thọ giảm.
b. Ảnh hưởng tới thời gian cấp nhiên liệu Áp suất nhiên liệu tăng chậm làm thời gian cấp nhiên liệu tăng, độ sương mù,
độ đồng đều, độ phun xa giảm, chất lượng hỗn hợp cháy kém, kết quả là giảm hệ số sử dụng nhiệt và công suất hữu ích của động cơ.

Cnsc.35
c. Ảnh hưởng tới độ không đồng đều của lượng nhiên liệu cấp vào xylanh động cơ
Khi vòng quay động cơ thấp, thời gian thực hiện một chu trình công tác của bơm lớn, chiều cao của bề mặt làm kín nhỏ và chiều dài dòng chảy ngắn, lượng rỏ rỉ qua khe hở hướng kính tăng. Mặt khác mỗi cặp píttôngplông-giơ có một giá trị mòn khác nhau nên lượng rò rỉ cũng khác nhau, đặc biệt khi động cơ ở chế độ phụ tải lượng nhiên liệu cấp ở mỗi bơm chênh lệch nhau rất lớn làm công suất phát ra ở mỗi xylanh không đều, công suất chung giảm, động cơ làm việc bị rung động, dẫn đến tuổi thọ giảm.
d. Ảnh hưởng tới quá trình khởi động động cơ Khi cặp píttôngplông-giơ có độ mòn đạt tới một giá trị nào đó làm tỉ lệ số hạt
nhiên kiệu có đường kính lớn tăng, số hạt nhiên liệu ít không đảm bảo tới giá trị tự cháy. Độ mòn lớn làm qui luật cấp nhiên liệu ở chế độ khởi động thay đổi, động cơ khó khởi động thậm chí không khởi động được.
3. Ảnh hưởng của hao mòn trục cam bơm cao áp tới quá trình hoạt động của động cơ
Sự hao mòn prôphin cam dẫn đến sự thay đổi hình dạng của nó và làm cho chiều cao cam thay đổi, dẫn đến chiều cao nâng con đội của píttôngplông-giơ cũng thay đổi. Khi chiều cao nâng píttôngplông-giơ giảm đi thì lượng dầu đi qua píttôngplông-giơ cấp cho buồng cháy giảm xuống, do đó điều kiện làm việc của píttôngplông-giơ trong bơm không đảm bảo lưu lượng nhiên liệu cần thiết. Điều đó làm giảm công suất của bơm cao áp đồng thời làm giảm công suất động cơ. Khi prôphin cam thay đổi sẽ ảnh hưởng trực tiếp tới thời điểm phun nhiên liệu. Đặc biệt khi các prôphin cam hao mòn không đều dẫn đến lưu lượng và thời điểm cấp nhiên liệu cho mỗi buồng đốt sẽ không đều làm cho công suất ở mỗi xylanh của động cơ không đồng đều gây ảnh hưởng rất xấu đến các chi tiết khác và công suất động cơ giảm hẳn.
1.3.5. Quá trình hao mòn bánh xe đầu máy diezel Bộ trục bánh xe là cụm chi tiết quan trọng trong bộ phận chạy đầu máy, nó đóng vai trò quyết định trong việc hình thành lực kéo và lực hãm và liên quan trực tiếp đến sự chuyển động an toàn của đoàn tàu.
Hiện tượng hư hỏng, hao mòn của bộ trục bánh xe khá đa dạng nhưng có thể phân thành hai nhóm chính:
Nhóm 1: Hư hỏng do hao mòn Hao mòn có thể phân ra làm hai loại: - Hao mòn bình thường
Loại hao mòn này xảy ra chủ yếu do ma sát giữa các bề mặt tiếp xúc của mặt lăn bánh xe với mặt đỉnh ray, giữa gờ bánh xe với má (hông) ray. Trong quá trình vận dụng, bánh xe chịu tải trọng thay đổi, do đó tại vùng tiếp xúc giữa bánh xe với ray phát sinh ứng suất tiếp xúc khá lớn. Ngoài ra, nguyên nhân gây hao mòn mặt lăn còn là do sức kéo bám phát huy không đồng đều giữa các bánh xe, do hiện tượng chuyển động rắn bò của đầu máy, bánh xe dịch chuyển và trượt theo phương ngang dẫn đến mặt lăn và gờ bánh đều bị hao mòn. Đây là quá trình hao

Cnsc.36
mòn tất yếu, xảy ra có quy luật và có thể xác định được quy luật đó theo thời gian làm việc tính bằng kilômét chạy của đầu máy.
- Hao mòn không bình thường Là hao mòn có cường độ hao mòn bất thường, xảy ra đột xuất, không ổn
định với phạm vi cục bộ, chẳng hạn: mòn vẹt mặt lăn và gờ bánh bánh xe đầu máy do tác động cơ giới, do bó hãm, do bánh xe bị trượt lết trên ray khi có chênh lệch đường kính bánh xe quá giới hạn cho phép, hoặc hao mòn bất thường một bên gờ bánh xe nào đó của đầu máy, v.v...
Đây là loại hao mòn xảy ra do không tuân thủ các quy định vận hành. Nhóm 2: Hư hỏng bất thường hay hư hỏng đột xuất
Loại hư hỏng này chủ yếu là do tác động cơ giới và ngoại cảnh khách quan gây ra như:
- Nứt, mẻ gờ bánh xe khi cán phải chướng ngại vật trên đường; - Cong trục, nứt bánh do trật bánh, đổ tàu; - Cào xước nơi lắp ổ đỡ động cơ điện kéo do thiếu dầu bôi trơn; - Nứt, rỗ bề mặt làm việc của bánh răng truyền động khi chất lượng bôi
trơn không tốt; - Mài mòn cổ trục bánh xe do độ dôi của mối ghép giữa vòng trong của ổ
lăn và cổ trục không đảm bảo, làm vòng trong của ổ lăn đầu trục bị xoay. Những hư hỏng này do không tuân thủ đúng các yêu cầu của quy trình kỹ
thuật và chế độ làm việc cuả đầu máy. Khi bánh xe bị hao mòn sẽ làm xuất hiện sức cản phụ, đặc biệt khi đầu máy chuyển động vào đường cong, lực ma sát tăng lên làm cản trở chuyển động bình thường của đầu máy; khi gờ bánh bị mòn nhiều có thể gây trật bánh (đặc biệt khi đi qua ghi), ảnh hưởng nghiêm trọng đến an toàn chạy tàu. Biên dạng mòn mặt lăn và gờ bánh xe đầu máy được thể hiện trên hình 1.5.

Cnsc.37
Hình 1.5. Biên dạng mòn mặt lăn và gờ bánh xe đầu máy
Đường I. Biên dạng ban đầu của bánh xe; Đường II. Biên dạng mòn của bánh xe sau quá trình vận dụng; Đường III. Biên dạng của bánh xe sau khi khi phục hồi có hàn đắp gờ bánh; Đường IV. Biên dạng của bánh xe sau khi phục hồi không có hàn đắp gờ bánh.
Bộ trục bánh xe đầu máy có rất nhiều dạng hư hỏng, ta có thể phân hư hỏng làm ba khu vực theo chi tiết là bánh xe, trục bánh và bánh răng truyền động.
1. Các hư hỏng đối với bánh xe Bánh xe là chi tiết quan trọng và bị hao mòn nhiều nhất, dẫn đến hay phải
tiện khôi phục biên dạng mặt lăn, cuối cùng đi đến thay thế cả bánh xe. Nguyên nhân là do quá trình vận hành, mặt lăn bánh xe làm việc ở điều kiện nặng nhọc, thường phát sinh ứng suất tiếp xúc rất lớn với đường ray, có khi vượt quá giới hạn chảy. Ngoài ra bánh xe thường bị trượt, làm mài mòn mặt lăn quá nhanh, sự trượt của mặt lăn bánh xe theo ray thường thường xảy ra khi bánh xe tịnh tiến lăn theo ray. Nguyên nhân gây ra sự trượt này bao gồm:
- Do kết cấu hình học Mặt lăn bánh xe không phải lúc nào cũng phù hợp với nhu cầu vào đường
cong của đầu máy. Ta biết rằng bánh xe tiếp xúc với ray không phải ở một điểm mà trên bề mặt rộng có diện tích khoảng 2,5 cm2, vì dạng hình học của mặt lăn bánh xe có độ côn, nên những điểm nằm trên đường tròn có đường kính nhỏ, sẽ có vận tốc tiếp tuyến nhỏ hơn so với những điểm nằm trên đường tròn có đường kính lớn. Trong khi đó bánh xe quay với một tốc độ góc xác định, như vậy hai điểm cùng nằm trên mặt lăn của bánh xe lại có vận tốc tiếp tuyến khác nhau và phải thực hiện quãng đường dài như nhau, điều này không thể chấp nhận được.
Vì thế trục bánh xe có sự tự điều chỉnh tốc độ cho các điểm nằm trên mặt lăn bánh xe khi lăn theo ray sẽ thực hiện được chiều dài là như nhau. Sự tự điều chỉnh này thông qua việc “trượt” tương đối giữa các điểm nói trên với đường ray, sự trượt này gây ra sức cản cơ bản. Theo thí nghiệm sức cản cơ bản gây ra độ ma sát phụ trong trường hợp này dạt 0,1 kG/T. Nếu ở giai đoạn khởi động, giá trị sức cản này tăng lên một cách đáng kể.
- Do phát huy sức kéo bám không đồng đều Giữa các trục bánh xe đầu máy truyền động điện có các động cơ điện kéo treo
gá kiểu tựa trục, thì hệ số lợi dụng bám nhỏ.
- Chuyển động rắn bò của đầu máy Chuyển động rắn bò của đầu máy tồn tại ngay trong quá trình vận động tịnh
tiến của nó, do có sự dịch chuyển theo phương ngang, về phía phải hay phía trái tuỳ thuộc vào kết cấu của đường và bộ phận chạy, mà dẫn đến sự trượt ngang và dọc của

Cnsc.38
mặt lăn. Sự trượt này cũng là một trong các nguyên nhân gây ra hao mòn mặt lăn và gờ bánh xe.
- Sự sai sót trong chế tạo: Việc sửa chữa biên dạng mặt lăn và lắp ráp cụm bánh xe không chính xác
cũng làm tăng sự trượt phụ và cũng là nguyên nhân gây ra hao mòn mặt lăn bánh xe do trượt.
Hiện tượng mài mòn của bề mặt làm việc của mặt lăn bánh xe chủ yếu tập trung vào vùng tiếp xúc giữa mặt lăn với ray và ở chân gờ bánh xe nơi sát mặt lăn.
2. Các hư hỏng đối với trục bánh Trong các chi tiết hợp thành bộ trục bánh xe thì các hư hỏng bình thường do
hao mòn của trục bánh là ổn định nhất. Vì các bề mặt lắp ghép của trục với hai bánh xe và bánh răng là lắp chặt, duy nhất có thân giữa trục với bạc lót là mối ghép lỏng và có chế độ bôi trơn thuỷ động, cường độ hao mòn của kích thước này rất nhỏ. Sau đây ta chỉ đề cập các hư hỏng bất thường (tai nạn) của trục đã xảy ra như:
- Cào xước thân giữa trục, vị trí lắp ổ đỡ động cơ điện kéo, do chế độ bôi trơn không đảm bảo hoặc hư hỏng của bạc lót như tróc lớp chịu mòn, mạt kim loại lẫn vào màng dầu bôi trơn làm lây lan sự cạo xước nhanh chóng;
- Cào xước cổ trục, do vòng trong của ổ lăn đầu trục xoay, nguyên nhân thường là độ dôi lắp ghép giữa hai bề mặt chi tiết trên không đảm bảo;
- Cong trục do tai nạn chạy tàu như trật bánh, đổ tàu, v.v... - Nứt do mỏi hoặc tải trọng lớn trong quá trình làm việc. a. Ảnh hưởng của hao mòn bánh xe tới quá trình làm việc của đầu máy Sự hao mòn hư hỏng của bánh xe gây ảnh hưởng rất lớn tới quá trình làm
việc của đầu máy, trong đó có việc gây gia tăng số vòng quay của bánh xe. Với cùng một quãng đường như nhau thì bánh xe có đường kính nhỏ phải quay nhiều vòng hơn bánh xe có đường kính lớn.
Ví dụ, với quãng đường chạy 100.000 km của đầu máy D9E (vận dụng tại Xí nghiệp đầu máy Sài Gòn), thì khi bánh xe đường kính 1016 mm, nó phải quay 31.345.604 vòng; còn khi đường kính giảm xuống còn 900 mm thì nó phải quay 35.385.704 vòng.
Như vậy, với cùng một vận tốc chạy tàu cho phép, thì các trục bánh xe có đường kính nhỏ sẽ kéo theo các bộ phận tham gia chuyển động quay của bánh xe như hai ổ lăn đầu trục và 2 ổ lăn đỡ rôto động cơ điện kéo cũng phải quay với vận tốc góc khá lớn, có thể gây quá tải về vòng quay. Các ổ lăn này rất dễ bị vượt tốc độ quay cho phép, đặt biệt là ổ đỡ rôto động cơ điện kéo, do có tỷ số truyền của trục bánh xe với bánh răng thụ động xấp xỉ gấp 5 lần. Tương tự cổ góp động cơ điện kéo sẽ bị mòn nhanh hơn.
b. Ảnh hưởng hao mòn gờ bánh xe đến vận hành của đầu máy - Đầu máy bị lắc ngang: Khi gờ bánh xe bị mòn, khe hở làm việc giữa cặp
bánh với 2 ray tăng lên, làm cho biên độ các dao động theo phương ngang của đầu máy sẽ lớn. Kết quả là đầu máy bị lắc ngang nhiều va mạnh hơn. Kể cả chuyển động “rắn bò” là chuyển động đặt trưng của phương tiện đường sắt, cũng không dễ dàng ổn định, mà cũng bị dao động qua lại cọ gờ bánh xe vào hai hông đường ray. Hay nói cách khác, sự hao mòn gờ bánh xe làm tăng tần số và biên độ dao động ngang của

Cnsc.39
trục bánh xe và giá chuyển hướng, dẫn đến gia tăng cường độ hao mòn gờ và mặt lăn, do bánh xe bị trượt theo phương ngang trên mặt ray.
- Gây ra sức cản phụ: Khi đầu máy chuyển động vào đường cong phụ tải các má trượt chịu mòn tăng, sinh ra các ma sát cản trở chuyển động bình thường của đầu máy.
- Hao mòn bề mặt bạc lót ổ đỡ động cơ điện kéo và trục bánh xe tăng, do trục bánh xe bị dao động ngang nhiều hơn bình thường.
- Ảnh hưởng an toàn chạy tàu: Mòn gờ bánh xe có thể gây trật bánh ảnh hưởng nghiêm trọng an toàn của đầu máy, nếu không kiểm tra có biện pháp xử lý kịp thời có thể dẫn đến nứt vỡ gờ bánh xe gây tai nạn chạy tàu.
- Các lực xung kích cộng hưởng gây quá tải cho các bộ phận dưới lò xo nói chung và hệ lò xo nói riêng.
c. Ảnh hưởng của hao mòn biên dạng mặt lăn Quan trọng nhất của biên dạng mặt lăn là độ côn của nó, trong quá trình đầu
máy vận hành giữa hai cấp sửa chữa (cấp 3), sự hao mòn mặt lăn diễn ra từ từ ở vùng quanh vòng lăn và chân gờ bánh xe, làm mất dần độ côn cần thiết nói trên. Hậu quả của hao mòn này là khi đầu máy đi vào đường cong, hai bánh xe không có độ côn của mặt lăn điều chỉnh tốc độ thích hợp như được thiết kế đã đề cập ở phần 1-3, buộc mặt lăn bánh xe phải trượt dọc trên mặt ray để tự điều chỉnh bằng cách:
- Nếu bánh xe phía ray lưng lăn thuần tuý thì bánh xe phía ray trong (bụng) sẽ bị xoắn do quay đủ tốc độ góc, nhưng lại phải “quay tròn” tại chỗ để “chờ” bánh xe ngoài thực hiện quãng đường lớn hơn, bản chất của sự “quay tròn” này là “quay trượt” bánh xe hay còn gọi là hiện tượng rẫy máy.
- Ngược lại, bánh xe ở phía ray trong được quay thuần tuý, bánh xe ở phía ray ngoài không lăn theo kịp, buộc bánh xe ngoài phải trượt lết trên mặt ray, bản chất của sự trượt này là bị lết dọc theo ray hay còn gọi là lết trượt.
Cả hai hiện tượng trên đều làm cho mặt lăn bánh xe vốn đã bị mòn lại càng bị mòn nhanh hơn và gây ra hư hỏng cả mặt đường ray đặc biệt là bề mặt của ray bụng, chỗ đường cong.
Mặt khác khi độ côn mặt lăn thiếu, thì khả năng tự định tâm của trục bánh xe với trục tâm của đường sắt cũng sẽ giảm, tần số chuyển động “rắn bò” tăng lên và cũng là nguyên nhân dẫn đến làm mòn gờ bánh xe.
1.4. Các yếu tố ảnh hưởng tới trạng thái kỹ thuật và tuổi thọ của đầu máy
1.4.1. Chất lượng vật liệu chi tiết Tuổi thọ của đầu máy trước hết xác định bởi độ chống mòn và độ bền mỏi
của các chi tiết. Khi làm việc ở tải trọng tĩnh tuổi thọ của chi tiết giảm xuống do các bề mặt làm việc bị mòn, còn trong các điều kiện tải trọng động thì tuổi thọ giảm xuống do chi tiết bị mòn và bị mỏi.
Chất lượng vật liệu và sự gia công nhiệt luyện, hóa nhiệt luyện có ảnh hưởng lớn tới tuổi thọ của các chi tiết. Việc chọn vật liệu khi sửa chữa phải tiến hành dựa theo trị số và đặc tính của tải trọng tác dụng lên chi tiết, điều kiện làm việc của chi tiết trong lĩnh vực bôi trơn, tốc độ di chuyển, nhiệt độ, sự ăn mòn và quá trình công nghệ chế tạo các chi tiết đó. Trong quá trình sửa chữa đầu máy phải chế tạo một số chi tiết thay thế cho những chi tiết bị mòn, hoặc lắp thêm những chi tiết phụ để bù trừ

Cnsc.40
lượng hao mòn, do vậy sau đây sẽ đơn cử một số cơ sở để chọn vật liệu phù hợp cho các chi tiết.
Tính đa dạng của vật liệu, độ cứng và độ dẻo của nó có một ý nghĩa rất lớn đối với sự làm việc của mối ghép và độ chống mòn của các chi tiết. Đối với cặp chi tiết cùng làm việc với nhau, thì không nên lấy các vật liệu có độ cứng như nhau. Chi tiết nào có kết cấu phức tạp hơn và khi chế tạo, sửa chữa khó khăn hơn, thì cần được chế tạo từ loại vật liệu có chất lượng tốt hơn đảm bảo độ chống mòn của nó cao hơn và ngược lại. Cũng cần lưu ý rằng, độ chống mòn của chi tiết có độ cứng cao chỉ có thể đảm bảo được, nếu sau khi gia công cơ độ bóng bề mặt của nó tương ứng (phù hợp) với yêu cầu làm việc. Khi chất lượng gia công cơ kém thì các phần tử cứng, nhỏ của bề mặt chi tiết trong quá trình làm việc có thể bị bong ra, bị tróc ra và nó sẽ có tác dụng như một hạt mài, làm tăng lượng hao mòn.
Đối với các chi tiết làm việc ở tải trọng động nếu độ cứng cao thì sẽ gây ra độ ròn lớn, do vậy, ngoài việc đảm bảo độ cứng bề mặt cần phải đảm bảo độ dẻo trong lõi của chúng. Vì thế mà các chi tiết làm việc ở tải trọng động thường người ta ít chế tạo từ thép hợp kim cao, mà chế tạo từ thép kết cấu các bon thấp hoặc thép hợp kim, sau đó tiến hành gia cường bề mặt như thấm các bon rồi đem tôi và ủ. Trong trường hợp này, độ cứng bề mặt cao đảm bảo cho chi tiết có độ chống mòn lớn, còn lõi của chi tiết dẻo đảm bảo cho nó chịu đựng được tải trọng va đập.
Khi chọn thép để chế tạo chi tiết không những chỉ chú ý tới sự chống mòn mà phải chú ý cả tới điều kiện làm việc và đặc tính tải trọng của chúng. Ta biết rằng, việc thử nghiệm tĩnh tại để xác định giới hạn bền của thép khi chịu kéo, xác định giới hạn chảy, v.v... không thể cung cấp một cách đầy đủ khái niệm về độ bền của thép trong các điều kiện vận dụng được. Do đó để nâng cao tính chất động lực của đầu máy đòi hỏi phải sử dụng các loại thép có độ bền cao, đáp ứng không những độ chống mòn lớn và giới hạn bền cao mà phải có tính chống tải trọng động tốt. Vì thế, ngoài các loại thép kết cấu các bon người ta còn sử dụng rộng rãi các thép hợp kim như thép crôm-niken, thép crôm, v.v...
Khi cho các thành phần hợp kim vào thép sẽ đảm bảo được việc kết hợp độ bền cao của thép và độ dẻo lớn của nó và như vậy sẽ tạo ra được độ cán tốt hơn. Các tính chất đó có giá trị rất lớn đối với việc chế tạo các chi tiết đầu máy, chẳng hạn như các bánh răng của hộp đảo chiều, hộp giảm tốc trục. Nếu độ cán quá lớn sẽ dẫn đến răng bị ròn và gẫy, còn nếu độ cán quá nhỏ thì sẽ làm cho răng bị biến dạng, bị gẫy và như vậy nó sẽ hư hỏng sớm hơn. Các thành tựu trong lĩnh vực gia công nhiệt luyện và công nghệ chế tạo máy cho phép có thể sử dụng, trong một số trường hợp, để chế tạo các chi tiết thay thế cho thép hợp kim đắt tiền bằng thép các bon. Thí dụ, việc ứng dụng tôi bề mặt bằng dòng điện cao tần cho phép thay thế thép hợp kim các bon thấp bằng thép 45.
Nếu không tuân thủ các yêu cầu về lựa chọn vật liệu và gia công nhiệt luyện cho chi tiết thì trên thực tế chúng sẽ chóng bị phá hủy và như vậy tuổi thọ đầu máy giảm xuống.
1.4.2. Chất lượng bề mặt chi tiết sau khi gia công Chất lượng bề mặt được đặc trưng bởi các thông số hình học và các thông số
lý học của lớp bề mặt chi tiết và nó ảnh hưởng tới tất cả các tính chất vận dụng của đầu máy. Các thông số hình học thể hiện ở độ côn, độ ô van, độ tang trống, độ yên ngựa, độ lượn sóng, độ nhám và hướng của các vết gia công. Các thông số vật lý thể

Cnsc.41
hiện ở cấu trúc kim loại, độ cứng tế vi, mức độ và chiều sâu biến cứng, ứng suất dư ở lớp bề mặt chi tiết.
Trong các thông số hình học quan trọng nhất là độ nhám (độ bóng) của bề mặt chi tiết. Mức độ nhám của bề mặt quyết định bởi quá trình gia công cơ khí. Độ bóng bề mặt ảnh hưởng lớn tới độ chống mòn của chi tiết đặc biệt ở thời kỳ chạy rà của chúng. Trong quá trình chạy rà chi tiết tiếp xúc với nhau ở những chỗ nhấp nhô, do đó bề mặt tiếp xúc thực tế sẽ nhỏ hơn bề mặt tiếp xúc tính toán. Vì vậy, áp lực đơn vị và nhiệt độ của một số điểm tại những chỗ tiếp xúc tăng lên đột ngột và tại những chỗ đó xảy ra quá trình mài mòn nhanh, kết quả độ hao mòn của chi tiết tăng lên. Độ mòn của chi tiết còn chịu ảnh hưởng của các thông số lý học trong đó có sự thay đổi cấu trúc các lớp bề mặt kim loại. Khi gia công cơ do dụng cụ cắt có áp lực lớn và nhiệt độ cao cho nên lớp bề mặt chi tiết bị biến cứng. Trong quá trình làm việc (hoặc khi chạy rà) các phần tử của lớp kim loại biến cứng dễ bị bong (tróc) ra và tạo thành các hạt mài làm cho độ mòn tăng lên. Bên cạnh đó độ bóng của bề mặt còn ảnh hưởng đáng kể tới độ bền của các mối ghép chặt. Trong quá trình ép, các đỉnh nhấp nhô bề mặt bị biến dạng dẻo và bị cắt, do đó dôi thực tế của mối ghép bị giảm xuống so với độ dôi tính toán. Trị số chuyển vị của các đỉnh nhấp nhô vào những chỗ lõm của kim loại ảnh hưởng trực tiếp tới độ bền của mối ghép. Sau khi ép, các đỉnh nhấp nhô bị là bằng và kích thước còn lại của chi tiết được gọi là kích thước là bằng, kích thước này lại phụ thuộc vào chế độ gia công của chi tiết.
Khi chất lượng các bề mặt lắp ghép tốt thì độ bền của mối ghép còn tăng lên nữa vì hệ số ma sát tăng.
Các bề mặt nhám sẽ còn ảnh hưởng xấu tới điều kiện bôi trơn. Trong thực tế do có các độ nhám khác nhau cho nên khi cơ cấu làm việc thì độ liên tục của màng dầu bị phá hủy, các bề mặt kim loại bị hở ra và dẫn đến ma sát biên và ma sát khô, từ đó cường độ hao mòn tăng lên. Tuy nhiên cũng cần phải lưu ý rằng phải có một chất lượng bề mặt hợp lý đối với điều kiện bôi trơn, bởi vì nếu các bề mặt chi tiết quá bóng thì điều kiện bôi trơn lại xấu đi vì dầu sẽ bị ép ra ngoài. Độ bóng bề mặt trong cùng một kiểu gia công phụ thuộc vào nhiều yếu tố: Chế độ gia công (vận tốc cắt và ăn dao), hình dạng và vật liệu dụng cụ cắt, tính chất và cấu trúc của kim loại cần gia công, độ rung của chi tiết và dụng cụ cắt trong quá trình gia công, độ cứng vững của máy, v.v...
1.4.3. Khe hở và độ dôi trong các chi tiết lắp ghép Tuổi thọ của các mối ghép và của toàn bộ đầu máy phụ thuộc rất nhiều vào
khe hở và độ dôi của các mối ghép thực hiện trong quá trình chế tạo cũng như sửa chữa đầu máy.
Thời hạn phục vụ của mối ghép càng lớn nếu khe hở ban đầu và độ mòn khi chạy rà càng nhỏ. Còn độ mòn khi chạy rà lại phụ thuộc vào độ bóng của bề mặt chi tiết lắp ghép. Trị số khe hở ban đầu phải hạn chế trong những giới hạn hẹp, mà muốn đạt được những điều đó thì phải nâng cao độ chính xác chế tạo chi tiết. Tuy nhiên, điều đó lại làm tăng giá thành gia công của chi tiết trong quá trình chế tạo cũng như sửa chữa đầu máy. Do đó khi cần thiết duy trì khe hở hoặc độ dôi trong những giới hạn khá nhỏ mà việc nâng cao độ chính xác gia công để giảm dung sai lại không lợi về mặt kinh tế, thì có thể dùng phương pháp chọn lắp chi tiết. Các chi tiết được chế tạo với dung sai tương đối rộng và phương pháp do người ta phân ra các nhóm có dung sai nhỏ hơn, hoặc là chọn bộ (chọn lắp) cho các chi tiết để đạt được khe hở cần

Cnsc.42
thiết. Phương pháp đầu thường dùng trong chế tạo, còn phương pháp thứ hai thường dùng trong sửa chữa.
Trong thực tế sửa chữa có những trường hợp chọn lắp mối ghép có khe hở nhỏ hơn khe hở cho phép, do đó chế độ ma sát ướt không được bảo đảm vì không tạo ra được màng dầu và như vậy các chi tiết công tác bị đốt nóng và trên bề mặt của chúng có thể sinh ra các vết cào xước. Ngược lại khi lắp ghép với khe hở lớn hơn khe hở cho phép thì dầu bôi trơn sẽ bị ép ra ngoài làm tăng tải trọng động và hao mòn các bề mặt làm việc của chi tiết. Sự tăng khe hở ở những mối ghép khác nhau có ảnh hưởng khác nhau tới sự tăng độ hao mòn. Trong những mối ghép làm việc ở tải trọng động, khe hở tăng lên làm cho tốc độ mòn tăng nhanh. Còn trong những mối ghép không có tải trọng động, thì độ tăng khe hở không ảnh hưởng đáng kể tới độ mòn và độ mòn đó thường tăng lên một cách từ từ theo thời gian làm việc của mối ghép. Tóm lại, khe hở trong các mối ghép cần phải được duy trì trong những giới hạn nhất định.
Trong quá trình vận dụng dưới tác động của tải trọng, độ dôi trong mối ghép chặt sẽ giảm xuống và mối ghép chặt có thể sẽ biến thành mối ghép lỏng. Do đó trong quá trình tháo - lắp có thể phải ép ra ép vào cho chi tiết rất nhiều lần. Sự chuyển tiếp từ mối ghép chặt sang ghép lỏng sẽ phá hoại độ bền của mối ghép và dẫn đến các chi tiết bị hao mòn nhanh. Mối ghép chặt sẽ còn giữ được khả năng làm việc cho tới khi độ dôi của nó chưa nhỏ hơn độ dôi nhỏ nhất cho phép đối với mối ghép đó. Vì vậy trị số độ dôi cho phép giới hạn trong các mối ghép chặt sẽ là trị số nhỏ nhất của nó xác định bởi dung sai gia công chi tiết trong quá trình chế tạo hoặc sửa chữa. Để kéo dài khả năng làm việc của các mối ghép chặt cần phải gia công chi tiết khi sửa chữa cho phù hợp với yêu cầu kỹ thuật. Trong quá trình vận dụng không nên thường xuyên tháo lắp các mối ghép nếu không cần thiết và không nên làm lẫn lộn các chi tiết lắp lẫn khi sửa chữa.
1.4.4. Điều kiện vận dụng Một trong những điều kiện vận dụng có ảnh hưởng tới sự mài mòn của chi
tiết là chất lượng nhiên liệu và chất lượng bôi trơn. Các chi tiết của đầu máy làm việc ở những điều kiện ma sát và bôi trơn khác nhau, tuỳ thuộc vào trạng thái của bề mặt làm việc và việc bôi trơn giữa chúng mà có thể phân ra những loại ma sát sau đây:
1. Ma sát khô; 2. Ma sát giới hạn (ma sát biên); 3. Ma sát ướt. Ở chế độ ma sát khô giữa các bề mặt lắp ghép hoàn toàn không có bôi trơn,
do đó các phân tử có tác động tương hỗ với nhau. Quá trình ma sát kèm theo nhiệt độ cao phát sinh ở những bộ phận tiếp xúc của bề mặt, vì vậy các lớp bề mặt kim loại có thể bị biến dạng dẻo và làm cho hao mòn tăng lên. Cũng có thể xuất hiện hiện tượng tróc ở một số điểm tiếp xúc và đây là một dạng mài mòn có tính chất phá huỷ hơn cả.
Tuy nhiên, cần lưu ý rằng ma sát khô thật sự chỉ có thể tồn tại giữa các bề mặt sạch lý tưởng. Trong thực tế trên các bề mặt chi tiết bao giờ cũng có các màng nước hoặc màng mỡ và ma sát trong những trường hợp này được gọi là ma sát nửa -ướt.
Ma sát giới hạn (ma sát biên) là loại ma sát khí có một lớp dầu bôi trơn mỏng, chiều dày khoảng 0,1 m. Trong trường hợp có ma sát giới hạn, tính chất của màng dầu diễn biến khác xa so với tính chất của chất lỏng bôi trơn. Trong trường hợp này,

Cnsc.43
tác dụng của việc bôi trơn không chỉ phụ thuộc vào độ nhớt của dầu mà còn phụ thuộc vào sự có mặt của các phần tử hoạt tính bề mặt có khả năng bám trên các mặt công tác. Do cách bố trí đặc biệt của các phần tử, nên độ nhớt của dầu bôi trơn ở phần tiếp xúc với bề mặt cứng (của chi tiết) thường lớn hơn so với độ nhớt ở giữa lớp dầu. Ảnh hưởng của chất hoạt tính bề mặt có tác dụng tốt tới sự hao mòn đặc biệt là ở tải trọng nhỏ. Khi tải trọng lớn màng dầu bôi trơn bị phá hủy mặc dù có các phân tử hoạt tính bề mặt và các độ nhấp nhô bắt đầu bám vào nhau và bị cắt đứt. Trong những thời điểm đó xuất hiện các lực cục bộ khá lớn và do tác động của chúng các vết nứt tế vi bề mặt càng sâu xuống và hao mòn càng tăng lên. Trong khi đó các chất hoạt tính bề mặt nằm trong các vết nứt tế vi sẽ tăng cường sự phá hủy và biến dạng dẻo các bề mặt làm việc.
Đối với ma sát giới hạn việc duy trì màng dầu rất mỏng trên bề mặt ma sát là điều cần thiết. Để đảm bảo việc bôi trơn được ổn định không những cần phải có độ nhớt thích hợp mà phải đảm bảo "tính dầu" tốt. Tính chất của "tính dầu" được đặc trưng bởi sự tác dụng tương hỗ giữa vật rắn và chất bôi trơn. "Tính dầu" là khả năng của dầu duy trì trên bề mặt ma sát những màng dầu bền vững, có tính chất hút bám và ổn định hóa học. Ma sát giới hạn là một loại ma sát không ổn định và dễ biến thành ma sát khô.
Hao mòn khi có ma sát khô và ma sát giới hạn phụ thuộc phần lớn vào độ cứng và độ bóng bề mặt chi tiết. Khi độ bóng và độ cứng bề mặt chi tiết càng gần với độ bóng và độ cứng hợp lý đối với điều kiện làm việc cụ thể của chi tiết đó thì hao mòn càng giảm.
Trong ma sát ướt (ma sát thủy động) các bề mặt chi tiết được phân cách hoàn toàn bởi một lớp dầu bôi trơn, do đó hao mòn hầu như không đáng kể. Quá trình ma sát tương đối ổn định, sức cản chuyển động của chi tiết được xác định bởi độ nhớt của dầu.
Trong các chi tiết lắp ghép của đầu máy có thể gặp cả ba loại ma sát. Các chi tiết như trục khuỷu-ổ đỡ, trục cam-ổ đỡ và các chi tiết làm việc trong các bể dầu hoặc làm việc có bôi trơn cưỡng bức thì hầu hết làm việc ở chế độ ma sát ướt. Chỉ có ở những điều kiện khó khăn thì ma sát của những chi tiết đó mới có thể biến thành ma sát giới hạn. Các chi tiết chuyển động tịnh tiến và tiếp tuyến như xupáp và con đội cùng các bạc dẫn hướng của chúng thì làm việc ở chế độ ma sát giới hạn, còn các guốc hãm, xupáp-đế xupáp (xie xupáp) thì làm việc ở ma sát khô. Khi sử dụng nhiên liệu kém chất lượng thì điều kiện bôi trơn có thể bị xấu đi. Khi sử dụng loại nhiên liệu khó bay hơi và ngưng tụ, thì dầu sẽ bị loãng ra và độ nhớt giảm xuống.
Hiện tượng ngưng tụ nhiên liệu thường thấy khá rõ khi khởi động động cơ, lúc các thành xi lanh còn đang nguội. Trong trường hợp này, độ nhớt của chất bôi trơn tương đối lớn do đó không thể không làm tăng nhanh hao mòn của thành xylanh. Vì vậy để tránh ngưng tụ nhiên liệu và làm giảm hao mòn cần phải hâm nóng động cơ.
Ở thời điểm bắt đầu khởi động động cơ, khi dầu chưa kịp chạy tới tất cả các bộ phận làm việc (đối với một số động cơ nhất định) thì một số chi tiết, trong một khoảng thời gian ngắn, phải làm việc ở chế độ ma sát khô và như vậy hao mòn sẽ tăng. Khi dầu bôi trơn có lẫn bụi bẩn, cáu than thì chất lượng bôi trơn cũng giảm xuống. Do vậy ngoài vấn đề độ nhớt, tính dầu, v.v… dầu bôi trơn phải sạch, không chứa axít và tạp chất cơ giới, có độ ổn định hóa học, đảm bảo tạo ra các sản phẩm

Cnsc.44
oxy hóa ít nhất. Độ bền hóa học thấp của dầu sẽ tạo ra các chất keo và ở nhiệt độ cao chúng sẽ kết hợp với các tạp chất cơ giới, đông đặc lại rồi tách ra khỏi phần gốc của dầu và bám lên bề mặt chi tiết, làm giảm điều kiện bôi trơn, tạo ra cáu than.
Để duy trì chế độ ma sát ướt phải đảm bảo cho chiều dày màng dầu là 21 h trong đó 1 và 2 là độ nhấp nhô của các bề mặt trục và ổ. Khi 21 h thì các đỉnh nhấp nhô của các bề mặt có thể cà vào nhau và phá vỡ chế
độ ma sát ướt. Theo lý thuyết thủy động về bôi trơn, chiều cao nhỏ nhất của màng dầu tại chỗ nhỏ nhất của khe hở hình nêm phụ thuộc vào các trị số sau đây:
cspndh
...36,18..2
, (1.6)
trong đó: s - khe hở giữa cổ trục và ổ đỡ. Công thức (1.6) cho thấy rằng việc đảm bảo ma sát ướt chủ yếu phụ thuộc
vào chất lượng bôi trơn và chế độ làm việc của máy trong vận dụng. Đối với một kết cấu nhất định thì đường kính trục và hệ số c xác định tỷ số giữa đường kính và chiều dài ổ l có thể coi là không đổi, bởi vì sự thay đổi của chúng trong quá trình mòn là không đáng kể. Tùy thuộc vào chế độ làm việc của máy mà tải trọng p và số vòng quay n của trục thay đổi, độ nhớt của dầu thay đổi do chất bôi trơn bị loãng ra, còn khe hở thì thay đổi do các chi tiết bị mài mòn. Sự mất khả năng làm việc của mối ghép phần lớn là do khe hở tăng quá nhanh. Do đó trong quá trình vận dụng cần phải cố gắng làm sao cho tốc độ mòn theo thời gian là nhỏ nhất, và khe hở tăng lên một
cách từ từ. Vì thế cần phải làm sao duy trì cho tỷ số p
n. là không đổi và để chế độ
ma sát trượt không bị phá vỡ. 1.5. Hệ thống bảo dưỡng sửa chữa đầu máy diezel 1.5.1. Một số khái niệm về hệ thống bảo dưỡng, sửa chữa đầu máy Hệ thống bảo dưỡng và sửa chữa đầu máy diesel là một hệ thống dự phòng có
kế hoạch các công việc kiểm tra và sửa chữa, nhằm đảm bảo kéo dài thời hạn phục vụ của đầu máy, nâng cao việc sử dụng đầu máy, giảm khối lượng và giá thành sửa chữa với chất lượng cao cũng như việc chi phí nhỏ nhất các bộ phận phụ tùng và vật liệu. Trong hệ thống này, đầu máy được đưa vào kiểm tra hoặc sửa chữa sau khoảng thời gian làm việc hoặc số km chạy xác định. Trong khi sửa chữa, tùy thuộc vào khối lượng công việc mà tiến hành giải thể các bộ phận, các cụm máy, khi cần thiết thì tiến hành sửa chữa hoặc thay thế cho các chi tiết.
Hệ thống bảo dưỡng, sửa chữa đầu máy là tập hợp các quy định kỹ thuật cho việc bảo dưỡng sửa chữa bao gồm các chu kỳ bảo dưỡng, sửa chữa.
Các quy trình sửa chữa: là các quy định cụ thể về qúa trình sửa chữa và các thông số kỹ thuật khi sửa chữa, khối lượng công việc cần tiến hành trong qúa trình bảo dưỡng, sửa chữa.
Hệ thống các chu kỳ bảo dưỡng, sửa chữa là thời điểm, thời gian cần phải tiến hành bảo dưỡng hoặc giải thể các chi tiết, cụm chi tiết nào đó để tiến hành bảo dưỡng, sửa chữa.
- Bảo dưỡng kỹ thuật: là tập hợp tất cả những công việc có tính chất kiểm tra dự phòng như kiểm tra, xem xét, làm sạch, xiết chặt, điều chỉnh, v.v..., mục đích của nó là ngăn ngừa những trục trặc, làm giảm hao mòn của các chi tiết và tóm lại là duy

Cnsc.45
trì đầu máy diezel ở trạng thái kỹ thuật lành lặn và luôn luôn sẵn sàng làm việc. Việc bảo dưỡng hoặc kiểm tra kỹ thuật được tiến hành một cách cưỡng bức.
- Sửa chữa: là tập hợp tất cả những công việc nhằm phục hồi trạng thái kỹ thuật của đầu máy bằng cách phục hồi các chi tiết hoặc mối ghép đã mất khả năng làm việc. Việc sửa chữa chỉ được tiến hành khi cần thiết mà thôi.
Xét một cách tổng quát về mặt nguyên tắc, hệ thống bảo dưỡng, sửa chữa được phân ra các cấp:
1. Các cấp bảo dưỡng kỹ thuật (BDKT hay BD) - Bảo dưỡng kỹ thuật cấp 1 (BD1);
- Bảo dưỡng kỹ thuật cấp 2 (BD2); - Bảo dưỡng kỹ thuật cấp 3 (BD3). Các cấp bảo dưỡng kỹ thuật là tập hợp tất cả những công việc có tính chất
kiểm tra dự phòng như kiểm tra, xem xét, làm sạch, xiết chặt, hiệu chỉnh, điều chỉnh, v.v…, mục đích là để ngăn ngừa các trục trặc, làm giảm hao mòn của các chi tiết. Tóm lại, các công việc thuộc nhóm bảo dưỡng là duy trì đầu máy diesel ở trạng thái kỹ thuật tốt và luôn luôn sẵn sàng làm việc. Việc bảo dưỡng hoặc kiểm tra kỹ thuật là công việc bắt buộc phải thực hiện.
2. Các cấp sửa chữa thường kỳ - Sửa chữa thường kỳ cấp 1 (SC1); - Sửa chữa thường kỳ cấp 2 (SC2); - Sửa chữa thường kỳ cấp 3 (SC3). Ở các cấp sửa chữa thường kỳ bắt buộc phải giải thể chi tiết hoặc cụm chi
tiết. Việc sửa chữa các chi tiết trong các cấp sửa chữa thường kỳ chỉ được tiến hành khi cần thiết.
3. Các cấp sửa chữa lớn (sửa chữa xưởng) Đây là các cấp sửa chữa nhằm phục hồi hầu hết các tính năng kỹ thuật hay
trạng thái kỹ thuật ban đầu của các chi tiết và cụm chi tiết trên đầu máy, bao gồm: -Trung tu (TT); - Đại tu (ĐT). Các cấp bảo dưỡng kỹ thuật và các cấp sửa chữa thường kỳ được tiến hành ở
các Xí nghiệp đầu máy. Các cấp phục hồi trạng thái kỹ thuật ban đầu của đầu máy (trung tu hoặc đại tu) được tiến hành ở nhà máy sửa chữa đầu máy. Ở Việt Nam được các cấp trung tu và đại tu được tiến hành tại các Xí nghiệp đầu máy.
Các dạng kiểm tra và sửa chữa BD1, BD2, BD3, SC1, SC2 và SC3 thuộc về dạng sửa chữa tại Xí nghiệp và được tiến hành trên các vị trí chuyên dùng của các Xí nghiệp đầu máy. Ngoài ra BD1 còn có thể được tiến hành ở những trạm chuyên dùng để kiểm tra kỹ thuật khi chính bị, ở những ga trung gian và ở các đoạn quay đầu.
- Bảo dưỡng kỹ thuật cấp 1 (BD1) Khi kiểm tra kỹ thuật phải thực hiện những công việc sau: Kiểm tra các cụm
chi tiết của bộ phận chạy và của động cơ điện kéo, khắc phục những trục trặc về kỹ thuật mà ban lái máy chưa khắc phục được trên đường vận hành. Ngoài ra tiến hành kiểm tra trạng thái của động cơ và trang thiết bị phụ của nó, máy phát, máy điện phụ, thiết bị điện và bộ phận hãm bằng cách xem xét và nghe (tiếng ồn) của các tổ máy làm việc.

Cnsc.46
Đối với các đầu máy chạy đường dài do thợ nguội của các tổ sửa chữa ở các trạm bảo dưỡng kỹ thuật đảm nhiệm, còn đối với các đầu máy chạy đường ngắn thì do các ban lái máy tiến hành đảm nhiệm trên các đường trong ga hoặc trên các trạm chỉnh bị.
Thời gian kiểm tra là 1giờ, khi kiểm tra nên bổ sung nhiên liệu cho đầu máy. - Bảo dưỡng kỹ thuật cấp 2 (BD2) và cấp 3 (BD3) Do thợ nguội của các tổ tổng hợp tiến hành trên các vị trí máy của Xí nghiệp . Khi tiến hành kiểm tra phải xem xét toàn bộ trạng thái trang thiết bị trong
thùng xe bằng cách mở hết các cửa sổ nhỏ (cửa kiểm tra) của động cơ, của các máy điện và các cụm máy khác. Cách một lần BD3 lại tiến hành kiểm tra trạng thái của vòi phun của động cơ trên bàn thử, trong mỗi lần BD3 phải rửa sạch các bầu lọc không khí và thay các bối lọc của các bầu lọc dầu bằng lới và cần lọc nhiên liệu.
Đo mức độ chất điện phân trong mỗi bình ác quy và kiểm tra mật độ chất điện phân bằng cách lựa chọn đối với những bình tương đối yếu.
Trong BD3 cũng như BD2 tiến hành kiểm tra trạng thái của các chi tiết bộ phận chạy, mở nắp các động cơ điện kéo, bổ sung dầu bôi trơn vào hộp bánh răng và ổ trục treo động cơ điện kéo, bôi trơn cho các chốt của hệ thống treo lò xo và các ke trượt bầu dầu.
Sửa chữa thường kỳ cấp 1 (SC1) Do thợ nguội của các tổ tổng hợp tiến hành trên các vị trí chuyên dùng của
Xí nghiệp. Ngoài những công việc tiến hành ở BD3 còn phải đo "khe hở dầu" trong các
cổ trục khuỷu, làm sạch cáu than ở các cửa sổ của xylanh động cơ. Thay thế các bộ phận bằng giấy của các bầu lọc dầu tinh. Kiểm tra mức độ, mật độ và nhiệt độ của chất điện phân cũng như điện áp của mỗi bình ác qui. Khi cần thiết thì tiến hành nạp phục vụ cho ác qui nhờ thiết bị nạp tĩnh tại. Đo khe hở chiều trục (độ dơ ngang) của cặp bánh xe và "khe hở dầu" trong ổ trục treo động cơ điện kéo. Tiến hành kiểm tra trang thiết bị hãm thay thế các van của máy nén bằng các van đã sửa chữa. Thay dầu các te động cơ và máy nén khí bằng dầu mới.
- Sửa chữa thường kỳ cấp 2 (SC2) Do thợ nguội của các tổ tổng hợp tiến hành trên các vị trí chuyên dùng của
Xí nghiệp. Ngoài những công việc của cấp sửa chữa SC1 còn phải xem xét, kiểm tra các
bộ phận chính của động cơ diezel, tiến hành sửa chữa nhóm píttông-xécmăng-xylanh, thay xécmăng, sửa chữa nắp quy lát của động cơ diezel, sửa chữa các thiết bị phụ như bơm gió, bơm dầu, bơm nước của động cơ; kiểm tra, điều chỉnh lại hệ thống cung cấp nhiên liệu, sửa chữa hệ thống nhiên liệu và các bộ điều tốc, hộp giảm tốc cơ giới - thủy lực, máy tăng áp tuốc bin và bộ phận tiêu âm.
Kiểm tra trạng thái các ổ lăn của các máy điện, sửa chữa thiết bị điện, sửa chữa các bộ phận dẫn động điện-khí và các van điện không. Tháo ác qui để nạp lại.
Ngoài ra còn tháo hộp và kiểm tra bộ truyền động bánh răng và các ổ của cổ trục treo động cơ điện kéo, hộp giảm tốc trục, trục liên kết giữa động cơ và bộ truyền động thủy lực. Kiểm tra các ổ đỡ bầu dầu và điều chỉnh độ giơ ngang của cặp bánh xe, tiện băng-đa của một số cặp bánh xe mà không cần đẩy ra khỏi gầm máy. Sửa chữa các thiết bị hãm tự động kiểm tra toàn bộ đầu đấm tự động, máy giảm chấn ma sát và dầm liên kết đầu máy.

Cnsc.47
Khi kết thúc sửa chữa thiết bị động cơ máy phát được thử nghiệm biến trở toàn phần.
- Sửa chữa thường kỳ cấp 3 (SC3) hay ky chữa Do thợ nguội của các tổ tổng hợp tiến hành trên các vị trí chuyên dùng của Xí
nghiệp. Ngoài những công việc thực hiện ở cấp SC2 còn tiến hành sửa chữa nắp máy
và nhóm píttông thanh truyền động cơ, các ổ đỡ trục khuỷu, bơm bánh răng và các bộ phận dẫn động của chúng, máy tăng áp, két làm mát và hộp giảm tốc của nó,
Kiểm tra, sửa chữa máy phát và máy khởi động, các thiết bị điện và ác qui để phù hợp với hạn độ đã quy định; sửa chữa bộ truyền động thủy lực, bộ đảo chiều, kiểm tra, sửa chữa các bánh răng hộp giảm tốc trục; sửa quạt gió và phần truyền dẫn quạt gió,
Tháo và sửa chữa các bộ phận và chi tiết của giá chuyển, tiện lại vành bánh xe, kiểm tra ổ đỡ bầu dầu, sửa chữa và sơn thùng xe nếu cần thiết.
Sau khi sửa chữa, cụm động cơ máy phát được thử nghiệm biến trở toàn phần và đầu máy phải được chạy rà.
Trong một số trường hợp, khi ky chữa cần phải đại tu lại động cơ diezel.
- Các cấp sửa chữa xưởng (trung tu,đại tu: TT, ĐT) Khi đầu máy vào sửa chữa xưởng (đại tu) phải tiến hành tháo và kiểm tra tất
cả các bộ phận của đầu máy, thay thế các chi tiết không dùng được và phục hồi các chi tiết bị mòn. Cụ thể đối với động cơ phải phục hồi hình dạng hình trụ của các gối đỡ ổ trục trong thân các te và của các cổ trục khuỷu, thay mới các ổ trượt và ổ lăn, thay píttông và lót xylanh.
Sửa chữa thân máy, phục hồi hình dạng hình trụ của các lỗ ở thân và các gối đỡ ổ bi, thay thế cách điện của thân các cuộn dây cực từ phụ và cách một lần đại tu thay cách điện cho các cuộn dây của cực từ chính động cơ điện kéo, sửa chữa có thay thế các cuộn dây phần ứng khi chúng bị ngắn mạch hoặc thủng cách điện và khi lõi phần ứng bị lỏng hoặc có những hư hỏng khác. Thay thế một phần các dây dẫn chịu điện áp cao và điện áp thấp và sau hai lần đại tu thì thay toàn bộ dây. Các ác qui đều thay mới tất cả.
Đối với bộ phận chạy: sửa chữa các giá chuyển có thay mới các ke trượt trượt bầu dầu, các chốt và ống lót của hệ treo lò xo, sửa chữa cặp bánh xe có thay mới các bộ phận của nó.
Cách một lần đại tu thì tháo lớp lót bên trong của thùng xe và thay những phần hư hỏng và trong mỗi lần sửa chữa phải sơn lại tất cả các trang thiết bị.
1.5.2. Những hướng dẫn kỹ thuật cơ bản về sửa chữa đầu máy diezel 1. Quy trình sửa chữa tại Xí nghiệp (tại đoạn) và sửa chữa xưởng đầu máy
diezel Đây là những tài liệu kỹ thuật do Tổng công ty Đường sắt hoặc Cục Đầu máy
toa xe của Bộ Giao thông Vận tải ban hành. Trong những quy trình này ghi rõ khối lượng công việc cần thực hiện trong mỗi lần kiểm tra hoặc sửa chữa định kỳ của đầu máy, ghi rõ các yêu cầu kỹ thuật đối với các chi tiết, các bộ phận đồng thời có chỉ

Cnsc.48
dẫn các kích thước và khe hở cho phép của các chi tiết và trong các mặt lắp ghép khi cho đầu máy ra xưởng. Ngoài ra, trong quy trình còn chỉ rõ các yêu cầu kỹ thuật cho việc thử nghiệm các cụm máy của đầu máy như động cơ, bộ truyền động thủy lực, máy nén khí, thiết bị hãm, v.v... và các chế độ thử nghiệm của chúng.
2. Hướng dẫn kỹ thuật về sửa chữa các chi tiết và các bộ phận của đầu máy Trong những hướng dẫn kỹ thuật này ghi rõ trình tự các công việc, các định
mức và các vật liệu sử dụng khi sửa chữa chi tiết, cụ thể là ghi rõ trình tự giải thể, làm sạch, kiểm tra trạng thái, quá trình công nghệ phục hồi, sửa chữa, trật tự lắp ráp, điều chỉnh và thử nghiệm của một chi tiết hoặc một cụm chi tiết. Những hướng dẫn kỹ thuật này có thể là hướng dẫn kỹ thuật về sửa chữa bơm cao áp, sửa chữa nhóm píttông-xécmăng, sửa chữa cặp bánh xe, bộ điều tốc ly tâm truyền động thủy lực, v.v...
3. Biểu đồ quá trình công nghệ hoặc sơ đồ mạng sửa chữa Sơ đồ mạng cho phép tìm đường găng nhằm giảm bớt thời gian dừng của đầu
máy khi sửa chữa, xác định việc phân bổ sức lao động một cách hợp lý. Đó cũng là những hướng dẫn của Tổng Công ty đường sắt hoặc Bộ Giao thông Vận tải về sửa chữa các bộ phận của đầu máy.
4. Sổ sửa chữa đầu máy Dùng cho mỗi đầu máy, trong đó có ghi tất cả những công việc cần thực hiện
khi sửa chữa theo kế hoạch cũng như ngoài kế hoạch. Đồng thời ghi rõ lý lịch của các cụm máy trên đầu máy đó, số lần kiểm tra hoặc sửa chữa mà chúng đã trải qua hoặc được thay thế bằng những cụm máy nào, ký hiệu, tính năng, chất lượng v.v...
Ngoài ra còn có lý lịch đầu máy, số dò khuyết tật, các bản vẽ công nghệ phục hồi và sửa chữa, v.v...
1.6. Một số nguyên tắc cơ bản thiết lập chu kỳ bảo dưỡng, sửa chữa các cụm chi tiết chính trên đầu máy đầu máy diezel thông qua nghiên cứu hao mòn
Nguyên tắc thiết lập các chu kỳ bảo dưỡng, sửa chữa thực chất là thiết lập chu kỳ sửa chữa. Thiết lập chu kỳ sửa chữa thực chất là thiết lập chu kỳ giải thể cụm chi tiết khi khe hở hoặc độ mòn, các thông số kỹ thuật khác có khả năng đã đạt tới giá trị tới hạn.
Việc giải thể các cụm chi tiết để sửa chữa nó phụ thuộc vào mức độ quan trọng của chính cụm chi tiết đó. Hay nói khác chu kỳ sửa chữa của đầu máy (chu kỳ giải thể) các cụm chi tiết phụ thuộc vào các cụm chi tiết cơ bản nhất của đầu máy, tức là phụ thuộc vào những cụm chi tiết ảnh hưởng một cách quyết định tới khả năng làm việc của đầu máy.
Như vậy, chu kỳ bảo dưỡng, sửa chữa đầu máy phụ thuộc vào các cụm chi tiết chính: động cơ diesel, hệ thống truyền động và bộ phận chạy.
Qua nhiều nghiên cứu thấy rằng cấp giải thể sớm nhất trên đầu máy là nhóm píttôngxécmăng-xylanh, cấp tiếp theo là nhóm trục khuỷu-thanh truyền. Hai nhóm này thuộc động cơ diesel. Hệ thống truyền động cần giải thể khi cổ góp máy phát điện chính, động cơ điện kéo, hoặc gối đỡ động cơ điện kéo đã hao mòn tới giới hạn cho phép, hoặc độ bền cách điện của máy phát điện chính, động cơ điện kéo đã suy giảm qúa mức độ cho phép.
Đối với bộ phận chạy, việc giải thể được tiến hành khi hao mòn mặt lăn và gờ bánh xe đã đạt tới giá trị giới hạn.

Cnsc.49
Việc giải thể các cụm chi tiết nói trên đòi hỏi khối lượng công việc lớn và đòi hỏi thời gian dừng sửa chữa tương đối lớn. Do vậy, cần được xác định một cách có căn cứ khoa học để đảm bảo hiệu quả vận dụng đầu máy là cao nhất.
Nhìn chung, việc thiết lập hay xác định chu kỳ sửa chữa của đầu máy có thể được tiến hành bằng một số phương pháp:
- Phương pháp thứ nhất: Phương pháp tính toán lý thuyết; - Phương pháp thứ hai: Phương pháp nghiên cứu thực nghiệm trong phòng
thí nghiệm; Dựa theo hai phương pháp trên nhà chế tạo sẽ tiến hành và đề xuất chu kỳ
bảo dưỡng sửa chữa cho đầu máy (có tham khảo điều kiện khai thác). - Phương pháp thứ ba: Phương pháp nghiên cứu, hiệu chỉnh chu kỳ bảo
dưỡng, sửa chữa đầu máy thông qua nghiên cứu hao mòn trong qúa trình vận dụng thực tế.
Trong phương pháp này cần xác định được cường độ hao mòn của các loại chi tiết khác nhau trong các điều kiện vận dụng cụ thể, sau đó căn cứ các giá trị, các thông số giới hạn về hao mòn tiến hành xác định các chu kỳ giải thể tương ứng với các điều kiện khai thác cụ thể.
Hiện nay tất cả các đầu máy đang sử dụng đều là đầu máy nhập từ nước ngoài. Chúng ta chưa chế tạo được một bộ phận nào trên đầu máy, do đó ta không có cơ sở ban đầu của việc tính toán độ tin cậy hoặc quy luật hao mòn khi thiết kế.
Vì vậy, để xác định chu kỳ sửa chữa là phải dựa vào các số liệu thống kê lấy từ thực tế vận dụng cụ thể ở các đoạn đầu máy và các tuyến đường. Xuất phát từ yêu cầu đó, cơ sở cho việc thiết lập hoặc hiệu chỉnh chu kì của hệ thống bảo dưỡng và sửa chữa cho đầu máy ở nước ta cần được tiến hành thông qua việc thu thập số liệu thống kê về hao mòn của các cụm chi tiết chính trên đầu máy ở các điều kiện vận dụng cụ thể trên tuyến đường do các Xí nghiệp đầu máy quản lý. Dùng các phương pháp lý thuyết xác suất xử lý số liệu trên, để xây dựng các quy luật hao mòn của chúng theo thời gian hoặc km chạy đã thông qua các điều kiện vận dụng cục bộ. Thông qua cường độ hao mòn có thể đánh giá được trạng thái kỹ thuật của đầu máy trong quá trình vận dụng.
Trong quá trình thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa, có thể quy ước như sau:
Cấp giải thể các chi tiết nhóm píttông-xecmăng-xylanh tương ứng với sửa chữa cấp 1;
Cấp giải thể các chi tiết nhóm trục khuỷu-thanh truyền tương ứng sửa chữa cấp 2;
Cấp giải thể bộ phận chạy gồm bộ trục bánh xe, động cơ điện kéo tương ứng sửa chữa cấp 3. Theo nghiên cứu của nhiều tác giả ngoài nước, trong đó có các nhà khoa học Liên Xô trước đây, chu kỳ sửa chữa đầu máy diezel được xây dựng trên các nguyên tắc sau đây: 1- Căn cứ vào độ mòn của các chi tiết nhóm píttông-xécmăng-xylanh tiến hành xác lập thời hạn giải thể nhóm chi tiết khi một trong các thông số về độ mòn hoặc khe hở của chúng có biểu hiện vượt quá giới hạn. Việc giải thể nhóm píttông-xécmăng-xylanh thường được gọi sửa chữa cấp 2.

Cnsc.50
2- Căn cứ vào độ mòn của các chi tiết nhóm trục khuỷu-tay quay-thanh truyền tiến hành xác lập thời hạn giải thể nhóm chi tiết, khi một trong các thông số về độ mòn hoặc khe hở của chúng có biểu hiện vượt quá giới hạn. Việc giải thể nhóm trục khuỷu-tay quay-thanh truyền thường được gọi là sửa chữa cấp 3. Cần lưu ý rằng, việc giải thể nhóm trục khuỷu-tay quay-thanh truyền thường diễn ra muộn hơn so với việc giải thể nhóm píttông-xécmăng-xylanh. 3- Căn cứ độ mòn của lợi và mặt lăn bánh xe tiến hành xác lập thời hạn giải thể nhóm chi tiết, khi một trong các thông số về độ mòn của chúng có biểu hiện vượt quá giới hạn. Việc giải thể bộ trục bánh xe thường được gọi là sửa chữa cấp ky. Cần lưu ý rằng, việc giải thể bộ trục bánh xe thường diễn ra đồng thời với việc giải thể nhóm trục khuỷu-tay quay-thanh truyền hoặc cũng có thể diễn ra muộn hơn, thậm chí có khi sớm hơn.
4- Căn cứ cường độ hao mòn và lượng dự trữ hao mòn cụ thể của các chi tiết trong các cụm chi tiết chính đã nêu, tiến hành xác lập thời hạn giải thể nhóm chi tiết để phục hồi kích thước danh nghĩa của chúng. Việc giải thể như vậy thường được gọi là cấp đại tu. Cấp đại tu còn có thể được căn cứ vào mức độ già hoá cách điện, mức độ hao mòn cổ góp của các thiết bị điện trên đầu máy như máy phát điện chính và động cơ điện kéo, độ ôvan hoặc độ côn của các cổ trục, cổ biên trục khuỷu, của píttônghoặc xylanh động cơ diezel, v.v... Các cấp sửa chữa nêu trên, đều là các cấp sửa chữa định kỳ. Ngoài các cấp sửa chữa chính nêu trên, trong một chu trình sửa chữa còn có các cấp bảo dưỡng kỹ thuật xen kẽ, các cấp bảo dưỡng kỹ thuật hoặc khám chữa thường kỳ chỉ mang tính chất dự phòng, chúng được thiết lập chủ yếu để kiểm tra trạng thái, điều chỉnh lại các bộ phận và cụm chi tiết, làm sạch và bôi trơn các bộ phận, v.v.... Như vậy, nếu các cấp sửa chữa định kỳ và đại tu ở một mức độ nào đó dùng để khôi phục các thông số về khe hở và phục hồi các bề mặt làm việc của chi tiết, cụm chi tiết, v.v..., thì việc bảo dưỡng kỹ thuật chủ yếu dùng để duy trì đầu máy ở trạng thái vận hành tin cậy. 1.6.1. Cơ sở thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa nhóm píttông-xécmăng-xylanh động cơ đầu máy diezel Mối ghép nhóm píttông-xécmăng-xylanh làm nhiệm vụ bao kín buồng cháy, với điều kiện làm việc khắc nghiệt, chúng bị hao mòn về kích thước rất lớn. Nhóm píttông-xécmăng-xylanh động cơ đầu máy diesel làm việc ở chế độ ma sát giới hạn và ma sát ướt trong điều kiện hết sức phức tạp và khó khăn. Độ mòn của các chi tiết phụ thuộc vào hàng loạt các yếu tố, trong đó có kết cấu và vật liệu chi tiết, trị số khe hở giữa píttôngvà xylanh, giữa xécmăng và rãnh xécmăng, chiều rộng, chiều dày và áp lực hướng kính của xécmăng, độ nhớt, thành phần hóa học và tính ổn định của dầu bôi trơn, thành phần và độ bốc cháy của nhiên liệu diesel, v.v… Qúa trình hao mòn các bề mặt làm việc của xylanh và xécmăng xảy ra trong môi trường ăn mòn. Trong qúa trình làm việc, cặp ma sát này có thể bị hư hỏng do tác động cơ giới, do tác động hóa-nhiệt và do hao mòn, trong đó hao mòn là qúa trình tất yếu và thường có quy luật. Loại hao mòn này xảy ra kể cả khi tuân thủ đầy đủ các quy trình, quy tắc vận hành, bảo dưỡng và sửa chữa. Tất cả các xylanh của các loại động cơ diesel đều được chế tạo từ vật liệu có độ bền cao. Sơ đồ mối ghép nhóm píttông-xécmăng-xylanh động cơ được thể hiện trên hình 1.6.

Cnsc.51
1. Quá trình thay đổi khe hở miệng xécmăng Trong quá trình vận dụng, kể từ thời điểm tương ứng với trạng thái tối ưu của
bề mặt ma sát của các chi tiết lắp ghép, sự làm việc tiếp theo của động cơ sẽ làm giảm xấu các chỉ tiêu kinh tế kỹ thuật của nó, đặc biệt khi mức độ hao mòn của chúng gia tăng. Độ mòn của xecmăng, píttôngvà xylanh làm thay đổi khe hở trong mối ghép và ảnh hưởng đến tiết diện thông qua. Trị số khe hở miệng xecmăng khi thiết kế được xác định theo điều kiện đảm bảo cho động cơ có thể làm việc được, nghĩa là
l nh xl xl xlt
xm xm xmtD D¹ .. . . . . . , (1.7)
Còn trị số khe hở giữa píttôngvà xylanh được xác định từ điều kiện đảm bảo cho píttôngkhông bị kẹt trong động cơ:
hk xl xl xlt
pt pt pttD I D I 0 5 1, . . , (1.8)
trong đó: lạnh - khe hở miệng xécmăng ở trạng thái lạnh (nguội);
Dxl, Dpt, Dxm, - đường kính trong của xylanh, đường kính ngoài của píttôngvà xécmăng;
I - trị số hao mòn xécmăng; I1 - trị số hao mòn của xylanh; rxl, rpt, rxm - bán kính của xylanh, píttông, xécmăng; xl, pt, xm- hệ số nở dài của vật liệu xylanh, píttông, xécmăng;
txl, t
pt, txm- nhiệt độ đốt nóng của xylanh, píttông, xécmăng.
Khi xécmăng bị mòn theo hướng kính theo đường kính ngoài của nó thì tiết
diện thông qua ở miệng xécmăng, mà qua đó khí sẽ lọt xuống cácte, sẽ tăng lên, và bằng
F
r r I r I rI
xmng
xmng
xmtr
xmtr
hk hk1
2 2 2 2
22
. .. . . ,
(1.9) trong đó: r rxm
ngxmtr, - bán kính trong và bán kính ngoài của xécmăng (mm);
I - độ mòn hướng kính của xécmăng (mm).
Trong quá trình làm việc của động cơ, xylanh mòn không đều theo chiều cao, vì vậy trị số khe hở miệng xécmăng sẽ được xác định bởi vị trí của píttôngtrong xylanh của động cơ.
Diện tích tiết diện thông qua phụ thuộc vào độ mòn xylanh I1. Khi xylanh mòn, diện tích tiết diện là:
Fr I r r I r
Ixl xl xm
trxmtr
hk21 1
1
2 2 2 2
2
. ..
2 1 1 . .I Ihk , (1.10)

Cnsc.52
Vì rằng trong quá trình làm việc của động cơ, xảy ra hao mòn đồng thời cả xylanh và xécmăng, nên diện tích tổng cộng của tiết diện thông qua do xécmăng bị mòn một lượng I và do xylanh bị mòn một lượng I1, sẽ là:
F3 = [ 2.I + 2.I1 + ].[hk + I1], (1.11) Ta xét những trường hợp cụ thể của trạng thái nhóm píttôngvà xylanh . Nếu
thay vào biểu thức (1.11) các giá trị I = 0 và I1 = 0, tương ứng với trạng thái píttông, xécmăng, xylanh mới và khi đại tu, ta có:
F hk3' . , (1.12)
Khi độ mòn xécmăng I = 0 tương ứng với trạng thái của nhóm píttôngvà xylanh sau khi thay xécmăng trong vận dụng, biểu thức F3 có dạng
F I Ihk3 1 12' ' . . , (1.13)
Hình 1.6. Sơ đồ mối ghép nhóm píttông-xécmăng-xylanh và cơ chế gia tăng khe hở miệng xecmăng
XLR - đường kính ban đầu của xylanh; tr
xmngxm R,R - đường kính ngoài và trong ban đầu của xecmăng;
PTR - đường kính ban đầu của píttông; 21,SS - độ mòn tương ứng của xylanh và xecmăng; bñ - khe hở miệng ban đầu của xecmăng; 1 - lượng tăng khe hở miệng sau khi xylanh mòn một lượng là S1; 2 - lượng tăng khe hở miệng sau khi xecmăng mòn một lượng là S2;
Khi xécmăng bị kẹt trong các rãnh píttông, thì diện tích thông qua được xác định như sau:
F r I r r r I Ixl xl xmng
xmng
hk3 12 2 2 2'' . . , (1.14)
hay F r I I r I I Ixl xm
nghk3 1 1
2 22 2' ' . . . . . . .

Cnsc.53
2 1 12 2 r I r I I I Ixl xl hk. . . , (1.15)
Diện tích tổng cộng của tiết diện thông qua trong mặt cắt tuỳ ý của mối ghép píttôngvà xylanh, có tính tới độ mòn, biểu diễn dưới hàm góc quay trục khuỷu như sau:
F R tg I R tghk42 22 1
22 1
2
. . sin cos . . . sin cos
(1.16) trong đó:
- góc quay trục khuỷu; - góc hợp bởi đường sinh xylanh với vị trí hao mòn; = R/L - tỷ lệ giữa bán kính tay quay và chiều dài thanh truyền. 2. Cơ sở thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa nhóm píttông-xécmăng-xylanh động cơ đầu máy diezel Cơ sở thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa nhóm píttông-xécmăng-xylanh động cơ đầu máy diezel chủ yếu dựa vào:
- Cường độ hao mòn của xylanh, píttông, xécmăng; - Sự gia tăng khe hở miệng xécmăng; - Sự gia tăng khe hở giữa píttôngvà xylanh; - Lượng dự trữ hao mòn của xylanh. Mối quan hệ trên cho phép ở thời điểm bất kỳ trong quá trình làm việc của
động cơ, khi biết độ mòn của xylanh I1 và của xécmăng I, biểu thị diện tích tiết diện thông qua trong mối ghép píttông-xécmăng-xylanh dưới dạng hàm góc quay trục khuỷu, mà diện tích này xác định sự lọt khí ở miệng xécmăng và làm ảnh hưởng tới chỉ tiêu công suất và tiêu hao nhiên liệu của động cơ. Trong suốt qúa trình làm việc xecmăng và xylanh mòn đi một lượng là S1 thì khe hở miệng giữa xecmăng sẽ là:
11 .2.2.2 SRSR , (1.17) Và khi xecmăng mòn đi một lượng là S2 thì khe hở miệng xecmăng sẽ tăng lên một lượng là:
22 .2.2.2 SSRR , (1.18) Trong qúa trình làm việc độ mòn xylanh và xecmăng xảy ra đồng thời. Do đó
khe hở miệng xecmăng sẽ có giá trị là: bñ 21 .2.2 SS , (1.19)

Cnsc.54
Hình 1.7. Mối ghép nhóm píttông-xécmăng-xylanh
1. Xecmăng; 2. Xylanh; 3. Píttông Việc xác định tuổi thọ của mối ghép này được tiến hành bằng cách dựa vào các giá trị hạn độ của mối ghép hoặc chiều sâu lớp cường hoá trên bề mặt làm việc của xylanh. Ngoài ra, còn có thể dựa vào hạn độ cho phép của khe hở miệng xécmăng để tính tuổi thọ của mối ghép khi các chi tiết xécmăng-xylanh bị hao mòn. Khe hở ban đầu giữa píttôngvà xylanh là Sbđ, khe hở này đảm bảo cho píttônglàm việc (dịch chuyển) an toàn trong xylanh mà không bị kẹt trong quá trình cháy. Sau một khoảng thời gian làm việc nhất định, các bề mặt của xylanh và xécmăng xẽ bị mòn, xécmăng tiếp tục bung ra và khe hở giữa xécmăng và xylanh hầu như không thay đổi. Tuy nhiên, do xylanh bị mòn, nên khe hở giữa píttôngvà xylanh tăng lên. Trong ttrường hợp này, cần lưu ý rằng bề mặt phía dưới của thân píttônghầu như không bị hao mòn trong suốt quá trình làm việc. Khe hở cho phép hay khe hở giới hạn Sgh giữa píttôngvà xylanh là khe hở mà ở đó píttôngbắt đầu bị lệch trong xylanh và hiện tượng va đập bắt đầu tăng lên. Tuy nhiên, khe hở giữa xécmăng và xylanh không phải là tiêu chuẩn để đánh giá tuổi thọ mối ghép, vì với tính chất đàn hồi của xecmăng, khe hở của xylanh và xecmăng lại trở về trạng thái ban đầu (bằng không) khi cả hai chi tiết đó bị hao mòn. 1.6.2. Cơ sở thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa nhóm khuỷu-tay quay-thanh truyền động cơ đầu máy diezel
Cơ sở thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa nhóm khuỷu-tay quay-thanh truyền động cơ đầu máy diezel chủ yếu dựa vào:
- Cường độ hao mòn của cổ trục, bạc trục, cổ biên và bạc biên; - Sự gia tăng khe hở cổ trục và cổ biên; - Lượng dự trữ hao mòn của của cổ trục hoặc cổ biên.
Hình 1.8. Đồ thị biểu diễn độ mòn của chi tiết theo thời gian hoặc quãng đường chạy

Cnsc.55
Việc thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa nhóm trục khuỷu-thanh
truyền, thực chất là thiết lập chu kỳ giải thể nhóm chi tiết, được dựa trên cơ sở lý thuyết bôi trơn thuỷ động đối với mối ghép cổ trục-gối đỡ cổ trục khuỷu động cơ.
Cơ sở tính toán hao mòn gồm các đường đặc tính hao mòn chi tiết xác định bằng phương pháp lý thuyết xác suất và quy luật bôi trơn thủy động. Trình tự tính toán bao gồm xác định khe hở lợi nhất trong mối ghép xuất phát từ điều kiện hao mòn nhỏ nhất, khe hở lớn nhất cho phép và sau cùng là chu kỳ sửa chữa của mối ghép ở giá trị khe hở lớn nhất cho phép.
Trong lý thuyết bôi trơn thủy động người ta quy định khe hở có lợi nhất nhằm đảm bảo điều kiện bôi trơn là tối ưu. Khe hở đó được gọi là khe hở lợi nhất.
Khe hở lợi nhất xuất phát từ điều kiện hệ số ma sát là nhỏ nhất và cường độ hao mòn bé nhất của mối ghép được xác định theo công thức lý thuyết bôi trơn thủy động:
cpndSS....467,0
ñaàu bannhaát lôïi , (mm) (1.20)
trong đó: d-đường kính danh nghĩa của mối ghép, (mm); -độ nhớt tuyệt đối của dầu bôi trơn ở nhiệt độ làm việc của mối
ghép, 2mdaNs ;
n-số vòng quay của chi tiết bị bao, (vòng/phút); c-hệ số kích thước của mối ghép
l
dlc , với l - chiều dài mối ghép, (mm);
p -áp lực (tải trọng) đơn vị tác dụng lên mối ghép, )( 2mdaN ;
dlPp.
, với P - tải trọng tác dụng lên mối ghép, (daN).
Từ khe hở lợi nhất có thể xác định khe hở lớn nhất cho phép. Theo lý thuyết bôi trơn thủy động, khe hở lớn nhất cho phép ở chế độ ma sát ướt được xác định theo công thức:
21
2
max .....0545,0
pc
dnSS cf
max
2nhaát lôïi
4.R, mm (1.21)
hoặc )(4 21
2
max lôïinhaátSS cf , mm (1.22)
trong đó: 2
lôïinhaátS - bình phương khe hở lợi nhất; 21max R - tổng chiều cao nhấp nhô của hai bề mặt chi tiết bao
và chi tiết bị bao (bề mặt cổ trục và bạc trục).

Cnsc.56
Giá trị 21maxR phụ thuộc vào chế độ gia công cơ khí của chi tiết mối ghép. Nếu tổng chiều cao nhấp nhô của hai bề mặt chi tiết bao và chi tiết bị bao )(005,0003,021 mm , )(004,021 mm thì:
pcdnS cf
...6,13
2
max
, mm (1.23)
Đồng thời cũng xác định được khe hở nhỏ nhất cho phép
cpndS cf
....3,0min
, mm (1.24)
Khe hở nhỏ nhất cho phép đảm bảo sự liên tục của màng dầu bôi trơn. Mặt khác, có thể xác định khe hở lớn nhất của mối ghép.
)(2S.7,0S)(2S.7,1S
21min
21max
lôïinhaát
lôïinhaát (1.25)
Khe hở ban đầu Sbđ là khe hở lắp ghép thực tế của mối ghép, nó được lựa chọn theo các giá trị tính toán Slợi nhất và Smin cho phép nhưng không nhất thiết phải bằng các giá trị đó.
Trên thực tế khe hở ban đầu phụ thuộc vào thiết bị và quy trình công nghệ chế tạo và điều kiện lắp ghép thực tế của mối ghép, thông thường Sban đầu > Slợi nhất ; Sban đầu >Smin.
Khe hở sau khi chạy rà phụ thuộc vào chất lượng bề mặt của các chi tiết. Trong thực tế thời gian chạy rà T1 là rất nhỏ so với thời gian làm việc bình thường của mối ghép T2.
Vì vậy trong tính toán có thể coi T1 0 và như vậy Schr Sbđ.
Như vậy thời gian làm việc hay tuổi thọ của mối ghép:
tg
bñbñ SSc
SSTcfcf
maxmax , (1.26)
trong đó: bñSS cf max - độ mòn tổng cộng của chi tiết bao và chi tiết bị bao,
c = tg -cường độ hao mòn tổng cộng của chi tiết bao và chi tiết bị bao.
Từ công thức trên, tính được thời gian làm việc của mối ghép:
1
max
1
max1
2/)(2/)(tgSS
cSSTT
cfcfbñbñ
, (1.27)
2
max
2
max2
2/)(2/)(tgSS
cSSTT
cfcfbñbñ
, (1.28)
hay 1
11 c
iT ; 2
22 c
iT (1.29)
với:

Cnsc.57
1i - độ mòn của chi tiết bị bao sau thời gian làm việc T, mm; 2i - độ mòn của chi tiết bao sau thời gian làm việc T, mm.
Để xác định được 1i , 2i cần phải biết quy luật hao mòn cụ thể của các chi tiết.
Độ mòn tổng cộng của chi tiết bị bao và chi tiết bao (trục và bạc) ở khe hở lợi nhất cho phép BT
cf IIiiSSI 21maxmax nhaát lôïi , mm (1.30) Độ mòn của chi tiết bị bao và chi tiết bao (trục và bạc) sau cùng một thời gian
làm việc được xác định như sau:
1.
1
max2
max1
IIi
IIi
B
T
(1.31)
trong đó: -tỷ số hao mòn của chi tiết bao và chi tiết bị bao (bạc và trục).
T
B
CC
сс
1
2 (1.32)
Với: c2, c1 hoặc CB, CT - cường độ hao mòn trung bình của chi tiết bao và chi tiết bị bao (bạc và trục) (mm/104km).
Chu kỳ sửa chữa của mối ghép ở giá trị khe hở lớn nhất cho phép:
T
Tsc C
IL hoặc B
Bsc C
IL , km (1.33)
Số lần giải thể để sửa chữa trục khuỷu khi khe hở mối ghép đạt giá trị giới hạn:
minddm
nghóa danh , (1.34)
trong đó: ddanh nghĩa -đường kính danh nghĩa cổ trục (mm); dmin - đường kính danh nghĩa cổ trục xác định từ điều kiện bền (mm); - bước sửa chữa. Bước sửa chữa, trong trường hợp hao mòn đồng đều, được xác định như sau: )(2 rIT , (1.35) với r - lượng dư gia công về một phía khi trục mòn được sửa chữa ở cốt
tiếp theo. Nếu biết được fchS .
max và khe hở trung bình (khe hở ban đầu) Sb.đ thì có thể xác định được hệ số dự trữ cho hao mòn.
bd
fch
SSk
.max , (1.36)
Trong thực tế k = 2 - 4.
Trong một số trường hợp khi khe hở của mối ghép tăng lên quá nhanh sẽ gây ra tải trọng va đập chẳng hạn như trong mối ghép: chốt píttông-bạc lót thanh truyền.

Cnsc.58
Nếu trị số tải trọng động vượt quá giới hạn cho phép, thì chi tiết có thể bị phá huỷ trước khi khe hở trong mối ghép đạt tới trị số cho phép lớn nhất. Đối với mối ghép kiểu này khe hở cho phép lớn nhất có thể tính:
tplS fch
..5,21.
max
, (1.37)
trong đó: l - chiều dài phần đỡ (chịu lực) của bạc lót, mm;
p - áp suất trung bình ở kỳ nén và dãn nở, kG/cm2 (N/m2); t - thời gian tác dụng của áp suất nén và dãn nở, giây; - độ nhớt tuyệt đối của dầu bôi trơn, kG.s/m2 (N.s/m2). Các mối ghép chặt được đặc trưng bởi trị số dôi xác định bởi kiểu lắp ghép
đó. Trong cùng một kiểu lắp ghép, độ dôi thực tế trong mối ghép, như đã nói ở trên, sẽ phụ thuộc vào độ bóng bề mặt gia công của chi tiết.
Trên hình 1.8. biểu diễn quy luật hao mòn của chi tiết theo thời gian hoặc cây số chạy nêu trên là tương ứng cặp chi tiết đồng tuổi thọ. Trong thực tế rất ít khi gặp chi tiết loại này mà thường chi tiết bị bao sẽ có tuổi thọ dài hơn nhiều so với chi tiết bao (chi tiết có tuổi thọ lớn thường là chi tiết phức tạp, khó chế tạo, khó thay thế). Ngoài ra đối với chi tiết làm việc ở chế độ ma sát khô hoặc ma sát giới hạn (ma sát biên) thì quy luật hao mòn của nó theo thời gian cũng tương tự như vậy.
1.6.3. Cơ sở thiết lập chu kỳ sửa chữa bộ trục bánh xe đầu máy Sau một thời gian vận dụng biên dạng ban đầu của mặt lăn và gờ bánh xe sẽ
bị mòn đi một lượng, nếu mòn qúa kích thước quy định sẽ ảnh hưởng đến sự an toàn của đầu máy cũng như của đoàn tàu trong qúa trình chạy tàu. Một khi mặt lăn và gờ bánh xe bị hao mòn, để nâng cao độ tin cậy trong qúa trình vận dụng cũng như nâng cao hiệu qủa khai thác kinh tế cặp bánh xe, ta tiến hành hàn đắp gờ bánh xe và tiện lại theo biên dạng quy định.
Cơ sở thiết lập hoặc hiệu chỉnh chu kỳ sửa chữa bộ trục bánh xe đầu máy yếu dựa vào:
- Cường độ hao mòn mặt lăn và gờ bánh xe;
- Độ mòn giới hạn của mặt lăn hoặc gờ bánh xe; - Lượng dự trữ hao mòn của mặt lăn hoặc gờ bánh.
Nội dung phần này có thể tham khảo thêm tại mục 1.3.
1.6.4. Một số nguyên tắc về thu thập số liệu thống kê hao mòn các chi tiết trên đầu máy vận dụng trong điều kiện Việt Nam
Để nghiên cứu hao mòn các mối ghép cơ bản (các cụm chi tiết chính) trên đầu máy như nhóm píttông-xecmăng-xylanh, nhóm gối đỡ-bạc trục khuỷu, cặp bánh xe… cần phải thu thập số liệu thống kê và tính toán các đặc tính hao mòn theo một trình tự xác định.
Để lấy số liệu đạt yêu cầu cần đảm bảo những nguyên tắc sau đây:

Cnsc.59
1. Khi thu thập số liệu thống kê, chỉ được đo kích thước của các chi tiết của cùng một loại động cơ hoặc đầu máy, với điều kiện tất cả các động cơ hoặc đầu máy đều được vận dụng ở những điều kiện tương tự như nhau.
2. Phải đo lường tất cả các chi tiết cùng kiểu loại cần nghiên cứu trước khi dò khuyết tật không kể tới nguyên nhân hư hỏng của chúng hoặc trạng thái của chúng. Không được phân nhóm sơ bộ cho các chi tiết hoặc bỏ qua các số đo có sai lệch lớn so với trị số bình thường. Các phương pháp lý thuyết xác suất chỉ có thể dùng các cụm số liệu thống kê ngẫu nhiên, do đó các chi tiết phân nhóm trước không tạo nên cụm số liệu ngẫu nhiên.
3. Để đo những chi tiết đã qua vận dụng, phải sử dụng dụng cụ đo và các thiết bị có độ chính xác không nhỏ hơn so với dụng cụ và thiết bị sử dụng khi chế tạo các chi tiết được nghiên cứu này.
4. Chi tiết của động cơ hoặc đầu máy được loại bỏ khi độ mòn của bề mặt ma sát dù chỉ ở một vị trí bất kỳ nào đó đã vượt qúa giới hạn cho phép. Vì vậy, về mặt nguyên tắc, đối với mỗi chi tiết chỉ cần lựa chọn lấy độ mòn cục bộ lớn nhất là đủ.
Tuy nhiên, để phục vụ cho những nghiên cứu có tính toàn diện hơn, có thể thu thập hoặc ghi nhận tất cả các số đo ở tất cả những vị trí đo đã được quy định trong quy trình sửa chữa.
5. Trước khi xử lý số liệu cũng cần lưu ý vấn đề khử các sai số thô. Ở đây cần nhận rõ là các số liệu thống kê chỉ được coi là có chứa sai số thô khi nó không phản ánh đúng bản chất vật lý hoặc phi lý so với thực tế chứ không phải số liệu có giá trị lớn hơn các giá trị trung bình qúa nhiều.
6. Trong xử lý số liệu thống kê cần chú ý tới số lượng mẫu. Tuy nhiên vấn đề số lượng mẫu trong trong quá trình nghiên cứu hao mòn các chi tiết của đầu máy hiện đang vận dụng ở Việt Nam coi như không phải đề cập tới, vì các số liệu thống kê hầu như bao hàm toàn bộ số đầu máy hiện có và do đó các quy luật nhận được chắc chắn sẽ phản ánh đúng bản chất của tập hợp đầu máy đang khảo sát. Câu hỏi kiểm tra:
1. Hao mòn và quy luật hao mòn theo thời gian của chi tiết; hệ thông bảo dưỡng, sửa chữa đầu máy diesel.
2. Phân tích quá trình hao mòn các cụm chi tiết chính trên đầu mây diesel và ảnh hưởng của hao mòn tới trạng thái kỹ thuật của đầu máy.
3. Cơ sở thiết lập chu kỳ sửa chữa các cụm chi tiết chính trên đầu máy diesel.

58.Cnsc
CHƯƠNG IICÁC PHƯƠNG PHÁP RỬA VÀ LÀM SẠCH CHI TIẾT
2.1. Phân loại các phương pháp làm sạch chi tiếtTuỳ thuộc vào tính chất của lớp cặn bẩn bám trên chi tiết và vật liệu của bản
thân chi tiết đó, mà có thể tiến hành làm sạch bằng những phương pháp khác nhau.Bên cạnh đó, các chi tiết của đầu máy rất đa dạng về mặt kết cấu cũng như kiểu loạiv.v… Do vậy, có thể phân loại việc làm sạch bằng nhiều cách khác nhau. Ở đây cóthể tham khảo một số cách phân loại chung nhất như sau.
2.1.1. Phân loại theo tính chất của lớp cặn bẩnCác chi tiết khác nhau của đầu máy phải làm việc ở những chế độ và điều
kiện rất khác nhau, do đó tính chất các lớp cặn bẩn bám vào chúng cũng đa dạng.Nhìn chung có thể phân ra một số nhóm làm sạch chính như sau:
1. Khử dầu cho chi tiết (tẩy dầu mỡ);
2. Khử cặn cho chi tiết;
3. Khử muội than;
4. Làm sạch gỉ (lớp ăn mòn).
2.1.2. Phân loại theo kết cấu của chi tiếtCác chi tiết có kết cấu và vật liệu khác nhau phải làm sạch bằng những
phương pháp khác nhau, do đó có thể phân ra những nhóm chính như sau:
1. Rửa và làm sạch những chi tiết lớn của đầu máy;
2. Làm sạch sơ mi xylanh và lót xylanh;
3. Làm sạch các bộ phận của hệ thống cao áp;
4. Làm sạch các chi tiết chính xác;
5. Làm sạch ổ lăn;
6. Làm sạch ổ trượt;7. Làm sạch bầu lọc dầu ;
8. Làm sạch bầu lọc nhiên liệu;
9. Làm sạch bầu lọc khí.
2.1.3. Phân loại theo phương thức làm sạchHiện nay trong sửa chữa đầu máy người ta sử dụng một số phương pháp rửa
và làm sạch như sau:
1. Các phương pháp rửa1. Rửa bằng dầu hỏa hoặc nhiên liệu;
2. Rửa bằng dung dịch kiềm;

59.Cnsc
3. Rửa bằng dung dịch nước của các chất hoạt tính bề mặt;4. Rửa bằng các chất hòa tan;5. Rửa bằng hơi của những chất hòa tan;6. Rửa bằng cách nhúng tẩm;7. Rửa bằng phương pháp dòng phun;8. Rửa bằng phương pháp hoàn lưu cưỡng bức dung dịch.
2. Các phương pháp làm sạch1. Làm sạch bằng các dụng cụ cơ khí;2. Làm sạch bằng khí nén;3. Làm sạch bằng phương pháp thổi bột, hạt kim loại;4. Làm sạch bằng bột hạt (hạt trái cây);5. Làm sạch bằng phương pháp phun cát;6. Làm sạch bằng siêu âm.
2.2. Các phương pháp rửa chi tiết và cụm chi tiết2.2.1. Rửa bằng dầu hỏa hoặc nhiên liệuĐây là phương pháp thông dụng và đơn giản nhất được sử dụng trong quá
trình sửa chữa; chất lượng làm sạch được đảm bảo và không phải trung hòa. Phươngpháp này có thể làm sạch cho nhiều loại chi tiết, tuy nhiên cũng không nên áp dụngtùy tiện vì hơi của các chất rửa này dễ bắt lửa, dễ gây nổ và tương đối độc hại. Chitiết được nhúng vào khay hoặc thùng có chứa dung dịch rửa (nhiên liệu) và được rửabằng dẻ, sau đó lau khô và thổi sạch bằng khí nén.
2.2.2. Rửa bằng dung dịch kiềmNhững cặn bẩn dầu mỡ theo thành phần hóa học có thể chia ra chất xà phòng
hóa và chất không xà phòng hóa. Các chất xà phòng hóa là các mỡ hữu cơ như mỡthực vật, mỡ động vật, còn các chất không xà phòng hóa đó là dầu khoáng, các chấtbôi trơn tổng hợp, v.v... Những chất dầu mỡ có khả năng xà phòng hóa khi tác dụngvới dung dịch kiềm sẽ tạo ra xà phòng và dễ tẩy khỏi bề mặt chi tiết. Các chất dầumỡ không có khả năng xà phòng hóa thì dễ tan trong xăng, dầu hỏa và dễ tẩy khỏi bềmặt chi tiết bằng những chất đó nhưng không xà phòng hóa được trong dung dịchkiềm. Muốn làm sạch những loại mỡ này cần phải cho thêm các chất ê-myn-hóa vàodung dịch như thủy tinh lỏng, tri-natri-phốt-phát, v.v... Các chất nhũ tương này làmgiảm độ bám ở bề mặt, đồng thời để làm giảm liên kết giữa dầu mỡ với bề mặt kimloại và thúc đẩy quá trình rửa người ta hâm nóng dung dịch lên tới 70-950C.
Các chi tiết bằng gang và thép (các te, blốc, xylanh, khung giá chuyển, cặpbánh xe, bầu dầu, v.v...) được rửa bằng các loại dung dịch rửa trong các bể rửa nhờcác vòi cao su hoặc trong các máy rửa. Phương pháp này tương đối tiện lợi, chấtlượng làm sạch cao và cho phép cơ giới hóa tới mức cao nhất. Việc rửa bằng dungdịch kiềm trong máy rửa năng suất hơn rửa trong các bể hở từ 5 đến 8 lần. Nhượcđiểm của phương pháp này là phải trung hòa một cách cẩn thận các bề mặt đã rửa.

60.Cnsc
Trong bảng 2.1 chỉ dẫn thành phần của một số dung dịch kiềm dùng để rửachi tiết ở các xí nghiệp sửa chữa.

58.Cnsc
Bảng 2.1. Thành phần một số dung dịch rửa dùng để rửa chi tiết và bộ phận
Lượng các chất thành phần cần thiết trong 1 lít nước (gam/lít)Đối với các chi tiết bằng kimloại màu và kim loại đen của
động cơ(sau khi đã giải thể)
Đối với các chi tiết bằng kimloại màu và kim loại đen của
động cơ(trước khi đã giải thể)
Đối với các chitiết làm bằng hợp
kim nhôm
Rửa trong máy rửahai buồng
Rửa trong máy rửahai buồng
Các chấtthành phần
củadung dịch
Buồngthứ nhất
Buồngthứ hai
Rửatrong
máy rửamột
buồng
Buồngthứ nhất
Buồngthứ hai
Rửatrong
máy rửamột
buồng
Dùngđể rửatrunggian
Dùngđể rửa
kếtthúc
Dùng để rửatrung gian vàkết thúc chocác chi tiết
bằng kim loạiđen
Xà phòng đen hoặc ê-mun-xi
2-5 2-5 2-5 3-5 3-5 3 - 2 2-5
Xôđa nung hoặc tri-natri-phốt-phát(Na2CO3) hoặc Na3PO4
2-5 1-2 2-5 2-4 1-2 2 2 2 2-5
Thủy tinh lỏng(Na2SiO3)
- 0,5-0,7 0,5 - 0,5-0,7 0,5 0,7 0,7 -
Bỉcômat (K2C2O7) hoặcnatri nitrat (NaCO3)
- 2 2 - 2 - - - 3
Quá trình tẩy dầu mỡ khỏi bề mặt chi tiết bằng dung dịch kiềm có thể giải thích như sau. Do tác dụng của dung dịch kiềmnóng lớp dầu mỡ bị đốt nóng một cách nhanh chóng. Do bị dãn nở và do tác dụng của các lực căng bề mặt lớp dầu mỡ sẽ bị dúm lạivà khi vỡ ra chúng tạo thành những giọt nhỏ bám chắc trên bề mặt chi tiết. Các giọt dầu mỡ vừa hình thành bị các chất ê-myn hóa
60.Cnsc

59.Cnsc
tác dụng và lực bám của chúng với kim loại nhỏ hơn so với lực bám của dầu mỡ với kim loại và do vậy những giọt dầu mỡ này cóthể được tẩy một cách dễ dàng khỏi bề mặt chi tiết bằng dòng tia dung dịch kiềm hoặc nước.

61.Cnsc
Thời gian và chất lượng của việc khử mỡ cho bề mặt chi tiết phụ thuộc phầnlớn vào tính chất và nồng độ của dung dịch kiềm. Chẳng hạn thời gian khử mỡ chochi tiết có thể giảm xuống rất nhiều nếu tăng nồng độ của dung dịch kiềm. Tuynhiên, các dung dịch kiềm đặc sẽ làm cho bề mặt chi tiết bị ăn mòn, do đó hàm lượngxô đa ăn da và xô đa nung trong dung dịch phải hạn chế. Ngoài ra, trong thành phầncủa các dung dịch kiềm còn có thêm các chất chống ăn mòn và sau khi rửa hoặc làmsạch phải rửa chi tiết một cách kỹ lưỡng bằng nước nóng.
Trong quá trình sử dụng động cơ, muội than sẽ bám lên thành buồng cháy ởmặt quy-lát, bám trên thành và đỉnh píttông, trên các nấm xupáp và các chi tiết khác.Muốn làm sạch muội than có thể dùng hai phương pháp, đó là phương pháp làm sạchbằng cơ khí (như đã trình bày) và làm sạch bằng hóa học (bằng dung dịch kiềm). Khilàm sạch muội than cho các chi tiết người ta ngâm chúng trong dung dịch kiềm nóng(95-1000C) trong khoảng thời gian 40-60 phút. Thành phần dung dịch trong trườnghợp này có thể tham khảo ở bảng 2.2.
Bảng 2.2. Dung dịch rửa để khử muội than
Hàm lượng các chất thành phần,gam/lít nước
Các chất thành phần của dung dịch Đối với các chi tiếtbằng gang và thép
Đối với các chi tiếtbằng hợp kim nhôm
Xô đa ăn da (NaOH) 25 -
Xô đa nung (Na2CO3) 35 10
Xà phòng đen 24 10
Thủy tinh lỏng (Na2SiO3) 1,5 10
Bicromat (K2C2O7) - 1
Những dung dịch này không thể làm sạch muội than một cách hoàn toànđược mà chỉ có tác dụng làm mềm chúng ra là chính, do đó sau khi rửa trong dungdịch chi tiết được làm sạch lại bằng chổi lông hoặc nạo gỗ. Không nên dùng bàn chảikim loại hoặc nạo kim loại để làm sạch những chi tiết trên vì có thể gây ra xước hoặcsây sát. Sau khi rửa và làm sạch, các chi tiết được thổi bằng khí nén.
Phương pháp rửa bằng dung dịch kiểm để khử muội than có năng suất vàchất lượng không cao, nhất là đối với những chi tiết có kết cấu phức tạp.
Thiết bị làm sạch muội than và cặn nước cho chi tiết được thể hiện trênhình 2.1.
.

62.Cnsc
.
Hình 2.1. Thiết bị làm sạch muội than và cặn nước cho chi tiếttrong dung dịch muối và kiềm
1. Bể dung dịch muối và kiềm; 2. Bể nước để rửa; 3. Bể trung hoà;4. Bể làm sạch; 5. Chi tiết rửa.
Các chi tiết bằng nhôm không nên rửa trong dung dịch có chứa xút ăn da bởivì chất kiềm có tác dụng phá hoại nhôm theo phản ứng sau đây:
2Al + 6NaOH đ Na2AlO3 + 3H2O
Các chi tiết bằng nhôm còn có thể dùng các thành phần dung dịch cho trongbảng 2.3.
Bảng 2.3. Dung dịch rửa các chi tiết bằng nhôm
Thành phần (kg/100 lít nước)Các chất thành phần của dung dịch
1 2 3
Xô đa nung, (Na2CO3) 1,85 2,0 1,0
Xà phòng 1,00 1,0 1,0
Thủy tinh lỏng, (Na2SiO) 0,85 0,8 -
Bicrômat, (K2C2O7) - 0,5 0,5
Trên hình 2.2 là sơ đồ máy rửa tổng hợp dùng để làm sạch bầu lọc. Thân 4của máy được đậy kín ở phía trên nhờ nắp 7; bên trong ống trụ dọc theo trục có lắpmột trục đứng 6, ở phía dưới tựa lên ổ chặn 2 và ở phía trên tựa lên ổ bi. Đầu trên củatrục có lắp puli 10, puli này được dẫn động nhờ động cơ 13 có công suất 6kW thôngqua ba dây cua-roa. Ở chiều cao 100 mm so với đáy của thân máy người ta hàn đĩa 1vào trục 6 và đồng thời lại hàn đính và kẹp chặt bốn dầm chữ V vào đĩa này nhờ cácbản nối, các dầm này được liên kết với nhau bằng ba dãy thanh kéo 5. Ở phía trêncủa nắp 7 có hàn một thùng chứa 9 và trong thùng này có đặt ba ống đối xứng 8 có
54321

63.Cnsc
xẻ rãnh theo chiều dài. Ống thông hơi 11 có bơm hút công suất lớn được hàn vàonắp máy rửa.
.
Hình 2.2. Máy rửa tổng hợp để làm sạch các bầu lọc của đầu máy
1. Đĩa; 2. Gối đỡ trục; 3. Thanh thép hình (chữ U); 4.Thân máy (vỏ máy);5.Thanh giằng; 6.Trục; 7. Nắp; 8. Ống nhỏ; 9. Thùng chứa (khoang chứa);
10. Bánh đai (puli); 11. Ống thông gió có quạt; 12. Puli (bánh đai) dẫn động;13. Động cơ điện.
Khi làm sạch có thể đặt bốn bầu lọc khí (bầu lọc khí tăng áp của động cơ, củađộng cơ điện kéo hoặc của máy phát) hoặc 12 bầu lọc dầu thô hoặc 4 bầu lọc củamáy nén. Hơi nước dưới áp suất 8 kG/cm2 và nhiệt độ hơn 1000C theo ống đườngkính tới 50mm được đưa tới thùng chứa 9 của máy rửa và qua các rãnh trong ống 8và xả vào các bầu lọc được quay với vận tốc lớn xung quanh ống.
Như vậy khi làm sạch các bầu lọc các hạt cặn bẩn cùng với hơi nước theo ốngthông hơi 11 nhờ bơm hút được thải ra ngoài. Khi cần thiết có thể cho hỗn hợp nhiênliệu diezel hoặc dầu với khí nén theo ống 8 để rửa hoặc phun dầu cho một số bầu lọc.
Muốn làm sạch các bầu lọc khí phải mở nắp 7 và dùng hơi thổi sạch mặttrong của máy rửa cho tới khi không còn cặn nước sau đó đặt bốn bầu lọc khí vào,đóng nắp lại, mở máy cho động cơ điện và xoay mở khóa hơi đi hai vòng, saukhoảng 7 phút đóng khóa hơi lại và mở khóa khí nén và mở khóa bình chứa nhiênliệu. Sau khi mức nhiên liệu trong bình chứa giảm xuống 10cm thì đóng các khóa khínén và khóa nhiên liệu lại còn khóa hơi thì mở ra và dùng hơi thổi cho các bầu lọckhoảng 6 phút. Sau đó khóa hơi được đóng lại còn khóa khí nén và khóa dầu đượcmở ra và máy tiếp tục làm việc khoảng hai phút nữa.
2.2.3. Rửa trong dung dịch nước của chất hoạt tính bề mặtCác chất hoạt tính bề mặt khi bổ sung thêm các muối kiềm có thể làm sạch
các cặn bẩn dầu mỡ. Cặn bẩn dầu mỡ khi tác dụng với dung dịch rửa sẽ bị nhũ tương
a
12345678
9
10
11
13
12

64.Cnsc
hóa và được làm sạch dễ dàng. Phương pháp này có ưu điểm là chất lượng làm sạchtốt, không độc và cho phép cơ giới hóa cao. Dùng phương pháp này có thể làm sạchcác phần ứng của động cơ điện.
Đối với các loại máy điện, ngoài việc làm sạch bằng phương pháp thổi khínén người ta còn rửa và làm sạch các phần ứng của chúng trong các buồng chuyêndùng. Dung dịch rửa được dùng ở đây là dung dịch nước của các chất hoạt tính bềmặt OP.7 (OP.7) và OP.10 (OP.10) có pha thêm các muối kiềm. Các cặn bẩn dầu mỡtác dụng với dung dịch rửa sẽ trở thành chất ê-myn và chất ê-myn này dễ dàng đượctẩy sạch bằng hỗn hợp hơi và nước phun ra khỏi hệ thống vòi phun dưới một áp lựcnhất định. Dung dịch này không gây tác hại cho lớp cách điện, không độc và khônggây nổ. Để tiến hành làm sạch phần ứng người ta đặt chúng lên bàn 1 của buồng rửa(hình 2.3) và trên bàn này phần ứng được quay từ từ xung quanh trục của nó. Chuyểnđộng quay thực hiện được nhờ các bánh răng côn 5 và các bánh răng trụ 3 thông quahộp giảm tốc 4. Dung dịch rửa được phun ra dưới áp suất 1,2 - 1,5 kG/cm2 qua cácvòi phun sau khi đã được cấp vào các ống dẫn 8, 10, 11. Xylanh khí nén 9 dùng đểđóng mở nắp 6.
Hình 2.3. Thiết bị làm sạch phần ứng của máy điện
1. Bàn; 2. Buồng kín hai vách; 3. Các bánh răng trụ; 4. Hộp giảm tốc; 5. Các bánhrăng côn; 6. Nắp đậy; 7. Thanh kéo; 8, 10, 11. Các đường ống; 9. Xylanh khí nén.
2.2.4. Rửa bằng các chất hòa tanCác chất hòa tan thường dùng để rửa chi tiết đó là tri-clo-êti-len, tê-tra-clo-
êti-len, tê-tra-clorua-cácbon. Chất lượng làm sạch tương đối tốt.Phương pháp này rất nguy hiểm vì các chất hữu cơ bay hơi làm cho môi
trường sản xuất bị nhiễm độc. Có thể làm giảm ảnh hưởng của hơi độc bằng cáchlàm kín và thông gió cho các buồng rửa. Sau khi rửa phải khử mỡ cho bề mặt chi tiết.
8
4 5 6
7
9
1011
2
31
Sµn nhµ
100

65.Cnsc
2.2.5. Rửa bằng hơi của những chất hòa tanCác chất hòa tan chứa trong bể được đốt nóng tới một nhiệt độ nhất định và
chúng sẽ bay hơi. Cùng lúc đem chi tiết đưa vào bể và hơi sẽ bám vào chi tiết sau đóngưng đọng lại rồi chảy đi, kéo theo các cặn bẩn. Dùng phương pháp này có thể làmsạch được các chi tiết có bọc cách điện. Thiết bị làm sạch phần ứng máy điện bằnghơi của những chất hòa tan dược thể hiện trên hình 2.4.
Hình 2.4. Thiết bị làm sạch phần ứng
1. Đường ống có áp suất (vòi phun);2,10. Ống ruột gà làm lạnh và ống ruột gà chứa hơi nước;3,8. Bơm; 4. Bộ phận lắng; 5. Thùng dự trữ;6. Thiệt bị làm sạch; 7. Phễu xả cặn;9. Van khoá; 11. Bể chứa chất hoà tan;12. Buồng rửa; 13. Máng hứng;14. Cảm ứng nhiệt độ điều khiển quá trình hâm nóng;15. Quạt hút.
2.2.6. Rửa bằng cách nhúng tẩmChi tiết được nâng lên hạ xuống trong bể chứa nước hoặc dung dịch và được
làm sạch. Hoặc cũng có thể chi tiết được ngâm trong dung dịch và các cặn bẩn bị tanrữa ra do tác dụng nhũ tương hóa. Phương pháp này có thể áp dụng đối với các chitiết cồng kềnh như khung giá chuyên, cặp bánh xe, các-te,v.v... Nhược điểm là năngsuất rửa thấp, tiêu hao chất hòa tan lớn. Hiện nay các chi tiết này đều được rửa trongcác máy rửa tổng hợp chuyên dùng.
2.2.7. Rửa bằng phương pháp dòng phun
15
14
13
12
11 10 9 8
65
4
3
2
1
H¬i níc nãng
H¬i níc
Níc
NÒn nhµ (mÆt sµn)

66.Cnsc
Phương pháp này là phương pháp phun nước hoặc dung dịch bằng hệ thốngdàn có vòi phun. Đây là phương pháp hiện đang được sử dụng rất rộng rãi, năng suấtcao nhờ vào tác dụng động lực của dòng phun, chất lượng làm sạch cao.
Trên hình 2.5. thể hiện thiết bị rửa giá chuyển hướng bằng phương pháp dòngphun.
Hình 2.5. Thiết bị rửa (buồng rửa) giá chuyển hướng
2.2.8. Rửa bằng phương pháp hoàn lưu cưỡng bức dung dịch
Dung dịch rửa được tuần hoàn trong một mạch (hệ thống) kín, hoặc chảy quabể có chứa chi tiết để làm sạch chúng, hoặc chảy dưới một áp lực nào đó qua cácđường thông trong thân chi tiết và làm sạch bể mặt bên trong của nó. Phương phápnày dùng để làm sạch những chỗ ngóc ngách của chi tiết như nắp qui-lát, blốc xylanhhoặc bầu lọc của đầu máy.
2.2.9. Làm sạch chi tiết bằng siêu âm
Bản chất của phương pháp này là năng lượng điện được chuyển hóa thànhdao động có tần số cao (28 nghìn chu trình trong 1 giây) và làm cho chất lỏng bị dãnnở theo chu kỳ. Trong nửa chu kỳ dãn các sóng siêu âm tạo nên hiện tượng khí xâmthực của chất lỏng và như vậy do tác dụng của trường siêu âm trong chất lỏng sẽ xuấthiện các bọt khí. Trong nửa chu kỳ nén các bọt khí bị phá vỡ và xuất hiện các sóngva đập do đó các màng dầu mỡ bị bong ra, lực bám của chúng giảm xuống và nhưvậy sẽ được chất lỏng làm sạch một cách dễ dàng. Nói khác đi, bản chất của phươngpháp làm sạch bằng siêu âm là tác động cơ giới của các bọt khí lên bề mặt bị bámbẩn của chi tiết. Khi các bọt khí bị phá vỡ ở bề mặt chi tiết sẽ tạo ra một áp suất thủylực tức thời rất lớn và nhờ đó các hạt cặn bẩn, dầu mỡ bị bứt ra khỏi bề mặt chi tiếtvà bị dòng chảy liên tục của chất lỏng do sóng siêu âm gây ra cuốn đi.

67.Cnsc
Tốc độ và chất lượng làm sạch bằng siêu âm phụ thuộc vào độ hoạt tính hóahọc của chất lỏng. Nếu chất lỏng (hoặc dung dịch) có thể hòa tan được cặn bẩn thìquá trình làm sạch được thực hiện không những chỉ do tác động của các bọt khi xâmthực mà còn là do tác động hóa học tương hỗ của chất hòa tan và cặn bẩn. Trongtrường hợp này quá trình làm sạch bằng siêu âm sẽ được thúc đẩy khá nhanh.
Dung dịch rửa chi tiết bằng siêu âm có thể có những thành phần cho trongbảng 2.4.
Bảng 2.4. Dung dịch rửa chi tiết bằng siêu âm
Thành phần (kg/lít nước)Các chất thành phần của dung dịch
1 2 3
Xút ăn da, NaOH 10 - -
Xô đa nung (natrisunfit), Na2CO3 30 - 30
Tri-natri-phôphát, Na3PO4 30 30 -
Chất hoạt tính bề mặt, OP-7 3 3 3
Xà phòng đen - - 2
Nhiệt độ của dung dịch khi rửa duy trì trong khoảng 50-600, thời gian làmsạch khoảng 1- 5 phút.
Việc tạo ra sóng siêu âm dựa trên cơ sở sử dụng các hiệu ứng từ giao và hiệuứng áp điện.
Hiệu ứng từ giao là khả năng thay đổi kích thước tuyến tính của một số kimloại và hợp kim dưới tác dụng của từ trường (niken nguyên chất, hợp kim niken-sắt,côban, v.v...).
Hiệu ứng áp điện là hiện tượng xuất hiện các diện tích trên bề mặt tinh thể khiáp đặt một áp lực hoặc lực căng cơ giới lên các mặt của nó (hiệu ứng áp thuận). Đểnhận được các sóng siêu âm phải sử dụng hiệu ứng áp điện nghịch. Hiệu ứng áp điệnnghịch là sự thay đổi các kích thước của tinh thể khi truyền các điện tích tới các mặtcủa nó. Các tinh thể thạch anh, tuốc-ma-lin... đều có hiệu ứng áp điện thuận vànghịch.
Các thiết bị làm sạch bằng siêu âm cho chi tiết gồm có nguồn dao động điện(thường là máy phát kiểu đèn), bộ biến đổi dao động diện thành sóng cơ giới đàn hồivà bể chứa dung dịch. Người ta thường dùng các máy bức xạ áp điện và máy bức xạtừ giao làm các máy biến đổi.
Các máy phát siêu âm được chế tạo theo ba nhóm:1. Nhóm có tần số dao động từ 15 đến 30 kHec để cung cấp cho các máy biến
đổi từ giao.2. Nhóm có tần số dao động từ 12 đến 2000 kHec để cung cấp cho các máy
biến đổi từ giao cũng như các máy biến đổi áp điện.3. Nhóm có tần số từ 2000 kHec đến vài MHec để cung cấp cho các máy
biến đổi áp điện.

68.Cnsc
Đối với các chi tiết quá bẩn nên dùng các máy phát nhóm 1 với các sóng cótần số 15 - 30 kHec.
Trên hình 2.6. là sơ đồ bể làm sạch chi tiết bằng siêu âm. Bể công tác 3 (đượcchế tạo từ vi-nhi-plát) cùng với dung dịch được lồng vào bể hàn bằng kim loại 1.Máy biến đổi từ giảo 2 đặt trong bể kim loại được cung cấp nguồn từ máy phát siêuâm. Trong thời gian làm việc máy biến đổi được làm mát bằng nước chảy. Các chitiết được treo vào bể trong các dỏ chuyên dùng hoặc qua các lỗ của đĩa.
Chất lượng làm sạch bằng phương pháp này tương đối cao, thời gian làmsạch ít, có khả năng cơ giới hóa. Tuy nhiên các nguồn sóng siêu âm hiện nay chưalớn lắm cho nên chỉ có thể làm sạch được các chi tiết cỡ nhỏ mà thôi.
Hình 2.6. Bể làm sạch chi tiết bằng siêu âm1. Thân bể; 2. Máy biến đổi từ giảo; 3. Bể công tác
2.2.10. Rửa ngoài cho đầu máyỞ các nhà máy đầu máy được làm sạch và rửa ngoài trong các buồng rửa kín
trên các xe con công nghệ. Trước hết người ta chuẩn bị việc làm sạch như sau: Nútkín các lỗ có kích thước 1mm trở lên và những chỗ có khả năng làm lọt dung dịchrửa vào trong. Các đầu dây dẫn điện dưới gầm xe được cách ly bằng các bọc lót caosu. Đầu máy được đưa vào buồng rửa bằng thiết bị băng chuyển có thể chuyển độngtịnh tiến 3–4 lần với vận tốc khoảng 0,7m/phút. Để làm sạch bề mặt ngoài của thùngxe và giá chuyển người ta sử dụng dung dịch 3% xút ăn đa (NaOH) đun nóng tới 85 -1000C. Sau khi rửa bằng dung dịch, đầu máy được rửa bằng nước nóng và sấy khôbằng không khí nóng. Đầu máy đã rửa xong được đưa ra khỏi buồng rửa, sau đó tháophần vỏ thùng xe, tháo một số trang thiết bị và tiến hành rửa bên trong ngay trongbuồng rửa đó và sấy khô như đối với rửa ngoài.
Các máy rửa ngoài cho đầu máy Xí nghiệp (ở đoạn) hoặc ở nhà máy có thể cónhiều loại như máy rửa kiểu thông qua, máy rửa kiểu "cụt", máy rửa một buồng, haibuồng và ba buồng, các máy rửa này có thể có các thiết bị rửa tĩnh tại hoặc di động.
Máy rửa kiểu thông qua là loại máy rửa có hai cửa ở hai đầu, đầu máy đượcđưa vào buồng rửa ở cửa này và sau khi rửa được đưa ra khỏi buồng rửa ở cửa kia.

69.Cnsc
Đầu máy được thông qua buồng rửa trên băng chuyền hoặc các xe công nghệ. Cũngcó khi đầu máy vừa thông qua và vừa được tiến hành rửa một cách đồng thời. Đốivới các chi tiết, ngoài phương pháp thông qua bằng băng chuyền, chúng còn có thểthông qua bằng palăng.
Máy rửa kiểu cụt là loại chỉ có một cửa. Đầu máy (hoặc chi tiết) được đưavào rửa và đưa ra sau khi rửa thông qua cửa duy nhất đó. Trong các máy rửa này đầumáy có thể đứng yên trong khi rửa hoặc chuyển động tịnh tiến, đối với các chi tiếtngoài ra còn có thể chuyển động quay trên các bàn chuyên dùng.
Trong máy rửa một buồng thường chỉ tiến hành rửa bằng dung dịch xút (khửdầu và cặn bẩn), còn trong các máy rửa hai hoặc ba buồng thì ở buồng thứ nhất đầumáy (hoặc chi tiết) được khử dầu và cặn bẩn (bằng dung dịch xút), ở buồng thứ haiđược rửa bằng nước nóng và ở buồng thứ ba có thể được thổi bằng khí nén. Khi cầnthiết có thể bố trí các buồng trung gian để ngăn ngừa cho dung dịch khỏi lẫnvới nước.
Các trang thiết bị hâm nóng dung dịch hoặc nước có thể là các bể chứa hoặccác xi-téc, việc hâm nóng có thể tiến hành bằng hơi nước thông qua các ống ruột gàđặt trong bể hoặc bằng điện.
Trong các buồng rửa người ta bố trí hệ thống dàn phun, dàn phun có thể làdàn cố định hoặc di động (chuyển động tịnh tiến hoặc chuyển động quay). Dung dịchrửa được phun lên bề mặt chi tiết qua các vòi phun của hệ thống dàn phun với áp lựckhoảng 2-6 kG/cm2. Một số nhà máy người ta còn bố trí các dàn phun ở dưới gầmđầu máy và phun dung dịch ngược lên với áp lực tới 100 kG/cm2.
Trên hình 2.7. biểu thị một kiểu máy rửa dùng để rửa ngoài cho đầu máy khisửa chữa xưởng. Đây là loại máy rửa một buồng kiểu thông qua có các thiết bị rửa(hệ thống dàn phun) tĩnh tại. Trong quá trình rửa đầu máy được dịch chuyển tịnh tiếnnhờ một băng chuyền (đặt trên xe con) dẫn động bằng động cơ khi qua hộp giảm tốc.
Trong điều kiện của các đoạn, đầu máy có thể được làm sạch và rửa trongcác máy rửa đặt ngoài trời bằng dung dịch kiềm. Ở một số đoạn người ta còn dùngthiết bị rửa ngoài và thiết bị làm vệ sinh phía trong của đầu máy. Thiết bị này chophép rửa sạch buồng tài xế, các khoang máy và các buồng vệ sinh, làm sạch bụi bẩncho buồng cao áp và các trang thiết bị khác và đồng thời để rửa ngoài cho đầu máy.Thiết bị này gồm những kết cấu như trạm bơm, mặt bằng để rửa trong, thiết bị rửangoài, các bể chứa, các bình lọc dầu và cặn bẩn bằng cát và có bộ phận gom dầu, cácmặt bằng để chứanước bùn.

70.Cnsc
Hình 2.7. Thiết bị rửa ngoài cho đầu máy
1. Buồng rửa; 2. Thiết bị thoát khí; 3. Các ống hút khí; 4. Đường ống của hệthống dàn phun; 5. Hệ thống thoát khí khi tẩm sấy; 6. Cửa chính có vòi phun mặtđầu; 7. Cơ cấu dịch chuyển đầu máy; 8. Đầu máy; 9. Xe con công nghệ; 10. Thiết bịbơm của hệ thống rửa; 11. Các thiết bị làm sạch.
Thiết bị rửa ngoài còn được trang bị các bàn chải quay tròn đặt thẳng đứngdọc theo thành xe đầu máy. Thông thường các thiết bị này có bốn cặp bàn chải, mộtcặp dùng để tán nhỏ nhất ê-mun- xy còn ba cặp kia dùng để rửa. Tất cả các bàn chảiđều được dẫn động độc lập nhờ các động cơ và các hộp giảm tốc. Các bàn chải đượclàm bằng sợi kaprôn thành từng khúc nửa hình trụ (nửa tang trống) rồi ghép với nhaudọc theo chiều dài. Các khung bàn chải được xoay vào vị trí làm việc trên các cộtnhờ khí nén đa vào các xi lanh của cơ cấu dẫn động quay, còn khi đưa về vị trí khônglàm việc thì tiến hành nhờ các lò xo tự hồi vị.
2.3. Các phương pháp làm sạch chi tiết2.3.1. Làm sạch bằng dung dịch cơ khíĐây là phương pháp thô sơ, sử dụng được ở nhiều nơi đối với nhiều kiểu loại
chi tiết. Dụng cụ chủ yếu để làm sạch là bàn chải sắt, nạo, dao cạo, giấy nhám, v.v...Dùng các dụng cụ này có thể làm sạch được các lớp ô-xy hóa, các lớp ăn mòn (gỉ),muội than. Nhược điểm của phương pháp này là không phù hợp với việc làm sạchcác chi tiết chế tạo từ kim loại mềm và không làm sạch được những chỗ ngóc ngáchcủa chi tiết.
2.3.2. Làm sạch bằng khí nénThường áp dụng để làm sạch các chi tiết có bụi bẩn khô như các thiết bị điện,
các máy điện, hoặc để thổi khô các chi tiết sau khi rửa. Khi nén dùng để thổi đượclấy từ hệ thống khí nén của phân xưởng, của xí nghiệp hoặc của nhà máy. Ngoài ra,có thể lấy trực tiếp từ thùng chứa do máy nén cung cấp. Tuỳ thuộc vào lớp bụi bẩn,tuỳ thuộc vào kiểu loại chi tiết và mức độ cần làm sạch mà áp suất của luồng khí néncó thể lấy trong khoảng từ 1,5 đến 6 kG/cm2.
Đối với các máy điện (như máy phát, động cơ điện kéo, máy điện phụ) tùythuộc vào tính chất lớp cặn bẩn của các cuộn dây, các cực từ và của phần ứng, tuỳthuộc vào trạng thái của chúng (đã giải thể hoặc chưa giải thể) mà tiến hành thổi sạchbằng khí nén có áp suất 2-3 kG/cm2. Bề mặt trong của thân máy điện và cực từ đượclàm sạch kết thúc bằng máy hút bụi và lau bằng dẻ có thấm xăng.
2.3.3. Làm sạch bằng phương pháp phun hạt kim loại

71.Cnsc
Bản chất của phương pháp này là bề mặt chi tiết được gia công bằng hạt kimloại phun ra dưới áp lực của buồng khí nén. Thường có hai loại hạt kim loại: hạtcứng và hạt mềm.
Hạt kim loại cứng là các loại hạt (hay còn gọi là bột) thạch anh, gang trắngdùng để làm sạch những chi tiết gia công thô như các chi tiết đúc. Những chi tiết cóbám dầu mỡ không nên làm sạch bằng phương pháp này.
Hạt kim loại mềm là các loại hạt (hoặc bột) nhôm, hạt thô, có kích thước lớndùng để làm sạch bề mặt những chi tiết chế tạo từ kim loại màu đồng thời có thể làmsạch cho các chi tiết có bọc cách điện.
Ưu điểm của phương pháp phun hạt kim loại là độ bền cao, chất lượng làmsạch tốt. Nhược điểm là cần trang bị hệ thống khí nén cồng kềnh, đắt tiền và phải bảovệ cơ thể khỏi những tạp chất độc hại.
Khi làm sạch chi tiết bằng phương pháp này cần lưu ý là khi áp suất và tốc độcủa luồng khí càng lớn thì áp suất và độ hạt của các hạt kim loại càng phải nhỏ.
Dùng phương pháp này có thể làm sạch được gỉ sắt, lớp ăn mòn kim loại, khửđược muội than của các chi tiết bằng gang, thép. Áp suất khí nén có thể dao độngtrong khoảng 5 - 6 kG/cm2.
Các bề mặt ngoài của lót xylanh, mặt quy lát và các chi tiết khác được làmsạch bằng hạt kim loại trong các máy phun tổng hợp hoặc chuyên dùng.
Bề mặt phía trong của các đường ống cao áp được làm sạch bằng bột thạchanh nhờ thiết bị kín chuyên dùng (hình 2.8). Thiết bị này gồm bình chứa 10, thùngchứa 14 và cột đỡ 2. Ống 5 được luồn qua nắp bình chứa 10 và phần dưới của nó cóđầu phun 11. Khí nén qua ống dẫn 4 và khoá 3 vào ống 5. Bột thạch anh khô (kíchthước hạt hạt 0,5-1,0mm) được để vào bình chứa 10 qua nút đậy 7. Ống cao áp đượcbắt chặt vào phần côn của đầu phun có đường kính lỗ là 2 mm nhờ êcu 12. Ống 5được nâng lên bằng cách quay tay gạt 9 cho chạm vào mặt tỳ 8 sao cho giữa mặt côncủa bình chứa 10 và mặt đầu của ống tạo ra một khe hở và bột kim loại từ thùng chứa14 dưới áp lực của khí nén được đưa tới đầu
phun 11. Luồng khí nén ra khỏi đầu phuncủa ống 5 sẽ đẩy bột kim loại vào ống cao ápvới vận tốc lớn và làm sạch bề mặt phía trongcủa nó. Bột kim loại sau khi đã sử dụng đượcxả về thùng chứa 14 và từ đó theo từng chu kỳ
được tháo qua van 15 vào vại 16 để tiếptục dùng lại. Quá trình phun được theo dõi quacửa sổ 13. Thùng chứa 14 được nối với quạthút qua ống hút 1.
Quá trình làm sạch kéo dài khoảng2 - 3 phút, sau đó quay tay gạt 9 thả ống 5
xuống cho chạm vào mặt côn của bìnhchứa 10 và thổi nó bằng không khí sạch. Vít 6
dùng để điều chỉnh khe hở giữa mặt đầucủa ống và mặt côn của bình chứa.

72.Cnsc
1. Ống hút;2. Cột đỡ;3. Khoá;4. Ống dẫn;5. Ống;6. Vít;7. Nút đậy;8. Mặt tỳ;9. Tay gạt;10. Bình chứa;11. Đầu phun;12. Êcu;13. Cửa sổ;14. Thùng chứa;15. Van;16. Vại.
Hình 2.8. Thiết bị làm sạch các đường ống cao áp2.3.4. Làm sạch bằng phương pháp phun bột hạt
Bột hạt là bột của vỏ hạt trái cây nghiền vụn, do đó không nên nhầm với hạtkim loại hoặc bột kim loại ở phần trên. Làm sạch chi tiết bằng bột hạt là phươngpháp tương đối hoàn thiện được ứng dụng rộng rãi trong ngành sửa chữa đầu máy.Cũng tương tự như phương pháp trên bột hạt được luồng khí nén thổi lên bề mặt chitiết và làm sạch muội than bám trên đó.
Bột hạt là loại bột mềm do đó khi va đập vào bề mặt chi tiết nó sẽ bị biếndạng và như vậy trên bề mặt chi tiết sẽ không có vết xước và sây sát, bề mặt trở nênsạch và bóng. Áp suất của luồng khí nén là 4- 5 kG/cm2. Đây là phương pháp tươngđối kinh tế và có năng suất cao. Chẳng hạn để làm sạch một mặt quy lát và các-te củađộng cơ công suất 400 ml thì phải tiêu hao một lượng bột hạt không quá 2 kg và thờigian làm sạch chỉ mất khoảng 15 - 20 phút.
Sơ đồ kết cấu thiết bị làm sạch chi tiết bằng bột hạt dược biểu thị trênhình 2.9.
Bột hạt khô được chất vào thân 2 qua cửa 4. Ở đây bột hạt được đưa qua lưới13 và van 12 tới thùng chứa 11 và sau đó vào bộ phận trộn 8. Van 12 được mở ra nhờtay gạt 3. Khí nén đi theo đường ống 1 vào bộ phận trộn sẽ kéo theo bột hạt vào cácống dẫn 9 và 10 rồi đưa tới các đầu phun 16. Lượng khí nén đưa vào bộ phận trộnđược điều chỉnh nhờ van 19 thông qua bàn đạp 18.

73.Cnsc
Hình 2.9. Thiết bị làm sạch chi tiết bằng bột hạt1. Đường ống; 2. Thân; 3. Tay gạt; 4. Cửa; 5. Cửa kính; 6. Nguồn sáng; 7.
Ống thải; 8. Bộ phận trộn; 9, 10. Ống dẫn; 11 .12.Van; 13. Lưới; 14. Bàn quay; 15.Buồng kín; 16.Đầu phun; 17. Van; 18. Bàn đạp; 19. Van; 20. Đường ống.
Các chi tiết cần làm sạch được đặt lên bàn quay 14. Người công nhân cho tayvào các bao tay bảo vệ qua các lỗ ở phía trước và điều khiển các đầu phun làm sạchchi tiết. Phía trước có cửa kính 5 dùng để theo dõi quá trình làm sạch. Không gianbên trong buồng kín 15 được chiếu sáng nhờ nguồn sáng 6. Bụi do bột hạt gây ra vàcác hạt muội than được đẩy khỏi bề mặt chi tiết qua ống thải 7 nhờ bơm hút. Khi van12 bị bột hạt làm bẩn thì tiến hành đánh sạch bằng khí nén thông qua van 17 theođường ống 20.
Để tiện lợi cho việc làm sạch các chi tiết lớn như các mặt quy-lát, các-te trên,các-te dưới, người ta trang bị cho buồng làm sạch này một bàn có thể đẩy ra đẩyvào được.
2.3.5. Làm sạch bằng phương pháp phun cátPhương pháp này được sử dụng để làm sạch gỉ sắt, lớp ăn mòn kim loại, lớp
cặn bẩn ở những chi tiết không gia công hoặc những bộ phận hàn, làm sạch muộithan các chi tiết bằng gang, thép hoặc phá vỡ lớp sơn cũ. Chi tiết được gia công bằngcách phun cát nhờ áp lực khí nén 5-6 kG/cm2. Trang thiết bị cũng tương tự nhưphương pháp phun hạt kim loại và bột hạt, chất lượng làm sạch cao nhưng đòi hỏiđầu tư lớn.
Tuỳ theo vật liệu chế tạo chi tiết mà người ta còn tiến hành khử muội thanbằng phương pháp phun dung dịch cát. Dung dịch cát có thể có một số đặc tính sauđây:
+ Kích thước hạt cát: 60-500;+ Tỷ lệ cát trong dung dịch :

74.Cnsc
- Khi khử muội than cho các chi tiết bằng kim loại màu mềm: 15-18%;- Khử muội than cho chi tiết bằng kim loại màu cứng: 18-20%;- Khử muội than cho chi tiết bằng thép: 20-30%;- Khử muội than cho chi tiết bằng gang: 30-45%;+ Khoảng cách giữa vòi phun và chi tiết: 80-100mm;+ Góc phun: 37-400;+ Áp lực dung dịch cát: 1, 8 á 2,0 kG/cm2 (0,16 á 0,20 MN/m2);+ Áp lực không khí: 4 á 5 kG/cm2 (0,4 - 0,5MN/m2).Thiết bị phun dung dịch cát (cát trộn nước) được thể hiện trên hình 2.10.
Hình 2.10. Thiết bị phun dung dịch cát1.Vòi phun; 2. Bộ phận trộn; 3. Khóa; 4. Thùng chứa cát phía dưới;
5. Thùng chứa cát phía trên; 6. Bình chứa nước.
1.Trình bày quá trình làm sạch chi tiết bằng các phương pháp rửa ( rửa bằng dungdịch kiềm, rửa bằng hơi của các chất hoà tan, rủa bằng phương pháp phun dung dịch,rửa bằng siêu âm). 2.Trình bày quá trình làm sạch chi tiết bằng các phương pháp phun hạt (bột hạt,hạt kim loại, cát).
Níc
Kh«ng khÝ
Kh«ng khÝ
Kh«ng khÝ
Níc
C¸t

74.Cnsc
CHƯƠNG III CÁC PHƯƠNG PHÁP KIỂM TRA TRẠNG THÁI CHI TIẾT
Như ñã trình bày ở chương I, trong quá trình sử dụng, các chi tiết ñầu máy
thường bị hư hỏng theo ba nguyên nhân chính như sau. - Hư hỏng do bị hao mòn:
Khi các chi tiết bị mòn thì kích thước ban ñầu của chúng thay ñổi, hình dạng hình học cũng thay ñổi và còn có thể sinh ra xước và kẹt.
Hư hỏng do tác ñộng cơ giới: Là do ñầu máy làm việc quá tải và dẫn ñến các chi tiết có thể bị rạn, nứt, gẫy,
vỡ, uốn, xoắn, cong, biến dạng, bị tróc, bị lõm thủng, v.v... - Hư hỏng do ảnh hưởng hóa nhiệt:
Trong trường hợp này chi tiết có thể bị cong, vênh, cháy, rỗ, han gỉ, bị ăn mòn thủng, bị nứt rạn, v.v…
Muốn tiến hành sửa chữa ñược nhanh chóng và có chất lượng thì vấn ñề ñặt ra ñầu tiên là phải xác ñịnh ñược các dạng hư hỏng của chi tiết và phải ñánh giá ñược mức ñộ hư hỏng cũng như ñặc tính của các hư hỏng ñó. Do vậy, vấn ñề kiểm tra trạng thái của chi tiết là vấn ñề quan trọng và có tính chất quyết ñịnh trong toàn bộ quá trình công nghệ sửa chữa.
Dựa theo sự phân loại các hư hỏng như trên, ta có thể phân ra làm hai nhóm chi tiết chính là: nhóm chi tiết có hư hỏng mang ñặc tính hao mòn và nhóm chi tiết có hư hỏng mang ñặc tính cơ giới. Sau ñây chúng ta sẽ lần lượt xét các phương pháp kiểm tra và phát hiện các dạng hư hỏng nêu trên của chi tiết.
3.1. Các phương pháp kiểm tra trạng thái chi tiết hư hỏng có ñặc tính hao mòn
3.1.1. Phương pháp ño trực tiếp
Phương pháp ño trực tiếp hay còn gọi là phương pháp tiếp xúc ñược sử dụng rộng rãi ñể xác ñịnh lượng hao mòn trên bề mặt chi tiết, cũng như ñặc tính hao mòn của chúng nhờ những dụng cụ ño tổng hợp hoặc chuyên dùng. Các loại dụng cụ ño có thể phân ra một vài nhóm như sau:
1. Các dụng cụ ño tổng hợp: gồm có pan-me, thước ño trong, thước cặp, th-ước cặp ño ñộ cao và thước cặp ño ñộ sâu.
2. ðồng hồ cơ giới kiểu ñòn bẩy: gồm có ñồng hồ ño trong (in-ñi-ca-tơ), pan-me kiểu ñòn bẩy, các loại ñồng hồ ño khác.
3. Dụng cụ ño răng: gồm thước cặp ño răng, dưỡng ño răng. ðối với những chi tiết khác nhau và ñối với mỗi loại dụng cụ ño khác nhau
phải tiến hành lựa chọn và sử dụng những dụng cụ ño phù hợp. Chẳng hạn ñối với chi tiết hệ trục có thể dùng panme, ñồng hồ ño hoặc dưỡng. ðộ ôvan của cổ trục xác ñịnh theo hiệu số của các chỉ số của ñồng hồ khi ño ở hai mặt vuông góc với nhau của cổ trục, còn ñộ côn thì xác ñịnh theo hiệu các chỉ số khi ño theo chiều dài trục. Muốn xác ñịnh ñộ cong của trục thì kẹp chặt trục lên các mâm cặp và ño ñộ ñảo bằng ñồng hồ ở cổ trục giữa.

75.Cnsc
Muốn kiểm tra ñường kính trong và ñường kính ngoài của các trục then hoa thì có thể dùng pan me hoặc các dưỡng hoặc vòng chuyên dùng (các calíp chuyên dùng). Việc kiểm tra chiều rộng của răng then hoa tiến hành nhờ các loại dưỡng, còn chiều rộng của rãnh then hoa dùng calíp nút.
Việc kiểm tra các rãnh then (ca vét) trên trục cũng như trong moay-ơ các bánh răng tiến hành nhờ các ca-líp tấm.
Việc kiểm tra các mặt prô-phin của trục chẳng hạn như các cam của trục phối khí tiến hành nhờ các dưỡng hoặc các mẫu.
ðối với các lỗ của chi tiết, tùy thuộc vào ñiều kiện làm việc mà chúng có thể mòn theo hình ô van hoặc hình côn. Do ñó khi kiểm tra lỗ, chẳng hạn như kiểm tra xi lanh không những cần phải ño ñường kính lớn nhất mà phải tiến hành ño ở hai mặt vuông góc ñể xác ñịnh ñộ ô van và ño theo chiều dài ñể xác ñịnh ñộ côn của nó.
ðộ mòn các bề mặt làm việc của răng của các bánh răng xác ñịnh bằng cách ño chiều dày các răng nhờ thước cặp ño răng hoặc các dưỡng (ca-líp) ño răng (kiểu pan-me hoặc kiểu ñồng hồ). ðo chiều dày răng bằng thước cặp tiến hành theo vòng tròn chia ở bốn răng ñối diện qua ñường kính, sau ñó xác ñịnh trị số trung bình của chiều dày răng.
3.1.2. Phương pháp cân
Trong quá trình làm việc do bị mòn nên chi tiết có sự thay ñổi về kích thước thể tích và trọng lượng. Do ñó dùng cân cân chi tiết trước và sau khi sử dụng thì có thể xác ñịnh ñược lượng hao mòn của chi tiết. Phương pháp này chỉ xác ñịnh ñược trị số hao mòn chứ không xác ñịnh ñược ñặc tính hao mòn của chi tiết, ñặc biệt là ñối với các chi tiết làm từ vật liệu xốp và từ vật liệu dễ bị biến dạng dẻo thì thậm chí trị số hao mòn cũng khó có thể xác ñịnh ñược. ðể ñạt ñộ chính xác cao phải dùng cân tiểu ly ñể cân, ñộ nhạy của cân phải ñạt 0,4- 0,1 mi-crô-gam. Những loại cân thường dùng trong công nghiệp do sai số bản thân lớn (0,5-2,5 gam) không thể dùng ñể ño lượng mòn của chi tiết.
Tuy vậy, cân tiểu ly chỉ ño ñược trọng lượng lớn nhất không quá 200 gam do ñó phương pháp này chỉ dùng ñược cho các chi tiết nhỏ mà thôi.
Căn cứ vào trọng lượng hao mòn, kích thước của chi tiết, tỷ trọng vật liệu có thể tính ñược lượng mài mòn bình quân vuông góc với mặt ma sát với giả thiết lượng mòn phân bố ñồng ñều theo mặt ma sát ñó. Song, trong thực tế sự phân bố lượng mòn có thể theo một quy luật hoàn toàn khác hoặc ñối với chi tiết có nhiều mặt ma sát, thì việc ñánh giá như trên sẽ gặp khó khăn.
3.1.3. Phương pháp ghi biểu ñồ biến dạng
Người ta dùng máy ghi lại hình dạng bề mặt chi tiết trước và sau khi sử dụng sau ñó ñem so sánh với nhau ñể xác ñịnh lượng hao mòn. Hoặc cũng có thể dùng máy ghi lại cùng một lúc cả các bề mặt không làm việc và bề mặt làm việc của chi tiết, sau ñó ño trị số chiều cao và căn cứ vào tỷ lệ phóng ñại của máy ghi ta sẽ xác ñịnh ñược lượng hao mòn. Phương pháp này ñược sử dụng rộng rãi ñể xác ñịnh lượng mòn cũng như ñặc tính mòn của các chi tiết khi nghiên cứu trong phòng thí nghiệm.
Lợi dụng phương pháp này có thể ño ñược lượng mòn trên bề mặt răng, và khi ño cần phải lấy phần không mòn (chân răng và ñỉnh răng) làm chuẩn ño.

76.Cnsc
3.1.4. Phương pháp ño bằng mặt chuẩn nhân tạo
Phương pháp này còn có thể gọi ngắn gọn hơn là phương pháp chuẩn nhân tạo hay phương pháp vết rãnh. Bản chất của phương pháp này là tạo ra một mặt chuẩn có hình dạng nhất ñịnh trên bề mặt ma sát, khi chi tiết bị mòn thì mặt chuẩn cũng bị mòn và khi ño ñược lượng mòn của mặt chuẩn sẽ xác ñịnh ñược lượng mòn cục bộ của chi tiết. Cụ thể có thể tiến hành vạch một vết rãnh có hình dạng và kích thước xác ñịnh bằng một dụng cụ chuyên dùng nào ñó lên bề mặt làm việc của chi tiết. ðáy của rãnh ñược lấy làm chuẩn ñể ño vì nó không bị mòn trong quá trình làm việc và sai số về chiều sâu của rãnh trước và sau khi mòn sẽ tương ứng với trị số hao mòn của bề mặt chi tiết.
Mặt chuẩn có thể tạo bằng cách ép thành một vết lõm trên bề mặt ma sát (núng lỗ), hoặc khoan lỗ, cắt gọt hoặc mài thành rãnh có hình dạng nhất ñịnh. Trong các phương pháp tạo mặt chuẩn, phương pháp ép hằn bằng mũi kim cương và cách khóet rãnh bằng dao phay tròn hoặc dao kim cương là các phương pháp ñược áp dụng tương ñối rộng rãi. Những loại chi tiết như xylanh, xécmăng và cổ trục khuỷu ñều ñược tạo mặt chuẩn bằng cách phay rãnh hình bán nguyệt.
Trên hình 3.1 biểu thị sơ ñồ ñặt dao và mặt cắt của rãnh khi tạo mặt chuẩn nhân tạo.
Dùng rãnh như hình bán nguyệt làm mặt chuẩn, sau khi biết chiều dài l của rãnh thì chiều sâu h của nó sẽ ñược tính theo công thức (3.1), (hình 3.1).
r
lh
2
125,0= , (3.1)
trong ñó: r - bán kính của dao kim cương.
l
∆
l
r
2
1

77.Cnsc
Hình 3.1. Sơ ñồ ñặt dao (a) và mặt cắt của vết rãnh (b)
A. Bề mặt trước khi bị mòn B. Bề mặt sau khi bị mòn
1. Chi tiết; 2. Vết rãnh (mặt chuẩn nhân tạo); 3. Dao kim cương. Sau khi mòn ñộ sâu giảm, chiều dài rãnh cũng giảm do ñó ñộ mòn h∆ vuông
góc với rãnh ñược tính như sau:
−=∆
r
llh
22
21125,0 , (3.2)
trong ñó: l1 - chiều dài rãnh bán nguyệt trước khi mòn; l2 - chiều dài của rãnh bán nguyệt sau khi mòn. ðối với rãnh nằm ngang với ñường sinh trên mặt trụ tròn thì chiều sâu của
nó là:
±=
Rrlh
11.125,0 2 , (3.3)
trong ñó: r - bán kính dao kim cương; R - bán kính của mặt trụ trên ñó có vết rãnh. Dấu "+" dùng cho bề mặt lồi còn dấu "-" dùng cho bề mặt lõm. Khi ñó ñộ mòn Dh ñược tính như sau:
( )
±−=−=∆
Rrllhhh
11125,0 2
22
121 , (3.4)
Trong trường hợp dùng ñá kim cương hình chóp vuông ñể tạo mặt chuẩn thì ñộ sâu chóp lõm ñược tính như sau (hình 3.2).
2.22
αtg
dh = , (3.5)
trong ñó: d- chiều dài ñường chéo chóp vuông lõm;
a - Góc ñỉnh chóp: khi a =1360 thì 7
dh =
Sau khi mòn Dh tính như sau:
( )217
1ddh −=∆ , (3.6)
α

78.Cnsc
Hình 3.2. Lỗ hình chóp vuông góc trên mặt chuẩn nhân tạo
a. Hình lập thể của chóp b. Hình chiếu của chóp Phương pháp này sử dụng ñể nghiên cứu trong phòng thí nghiệm hoặc ñể xác
ñịnh nhanh lượng mòn của từng chi tiết trong ñiều kiện vận dụng thực tế. Tuy nhiên phương pháp này có hai nhược ñiểm như sau: - Thứ nhất, hai bên rãnh kim loại sẽ ñùn lên phá hoại ñộ bóng ban ñầu của
mặt ma sát; - Thứ hai, nếu vật liệu chi tiết có giới hạn chảy cao thì biến dạng ñàn hồi sẽ
ñược khôi phục, do ñó hình dáng lỗ ép sẽ bị thay ñổi và tóm lại sẽ làm giảm ñộ chính xác khi ño. Bên cạnh ñó khi ño phải tiến hành tháo các chi tiết khỏi cụm máy hoặc tháo một phần chi tiết khỏi cụm máy. Khi ño ñi ño lại nhiều lần cần tháo lắp nhiều lần do ñó làm thay ñổi vị trí tương ứng giữa các chi tiết vì vậy mặt rà khít giữa các mặt ma sát bị phá hoại, ñặc tính mài mòn và ñiều kiện ma sát thay ñổi.
3.1.5. Phương pháp phân tích dầu bôi trơn
ðể xác ñịnh trạng thái các chi tiết của ñộng cơ mà không cần tháo rời, người ta có thể khảo sát hàm lượng các tạp chất kim loại trong dầu bôi trơn. Khi làm việc, các bề mặt ma sát ñược bôi trơn liên tục nhờ dòng dầu tuần hoàn có áp lực cao và các tạp chất kim loại (mạt sắt, mạt kim loại khác...) sẽ bị dòng dầu ñó cuốn ñi rồi ñược hòa trộn và nằm ở trạng thái lơ lửng trong dầu bôi trơn. Hàm lượng các tạp chất này có thể phân tích ñược nhờ các phương pháp hóa học hoặc phương pháp quang phổ. Qua phân tích nếu thấy hàm lượng tạp chất càng nhiều thì chứng tỏ chi tiết mòn nhiều, mặt khác, căn cứ vào thành phần hóa học của tạp chất (chất kim loại nào nhiều hơn) có thể biết chi tiết nào mòn nhiều, chi tiết nào mòn ít.
ðể tiến hành phân tích dầu bôi trơn có thể làm như sau: sau mỗi một khoảng thời gian nhất ñịnh lấy một mẫu dầu bôi trơn ñem ñốt cháy thành tro và sau ñó dùng các phương pháp như phân tích hóa học, phương pháp phân cực, phương pháp quang phổ, v.v... ñể xác ñịnh lượng tạp chất của từng kim loại trong mẫu dầu. Sự thay ñổi nồng ñộ các tạp chất trong mẫu dầu phản ảnh lượng hao mòn của chi tiết, còn lượng chênh lệch của các tạp chất ở các mẫu dầu lấy ở các thời ñiểm khác nhau phản ảnh tốc ñộ mài mòn của các chi tiết ñó.
Dùng phương pháp này, vấn ñề quan trọng là lấy mẫu. Mẫu dầu phải ñảm bảo phản ảnh ñúng lượng chất kim loại trung bình tương ứng với mỗi thời ñiểm lấy mẫu. Vì vậy, khi lấy mẫu phải cất bầu lọc tinh ñi ñể có thể phản ảnh chân thực hàm lượng tạp chất trong dầu nhờn, tức là phản ảnh chân thực lượng hao mòn của chi tiết. Khi lấy mẫu dầu dưới cácte nên khuấy ñều dầu ñể ñảm bảo lượng tạp chất bình quân trong dầu.
1. ðộng học về hàm lượng tạp chất trong dầu bôi trơn
Hàm lượng tạp chất trong dầu bôi trơn phụ thuộc vào mức ñộ nhiễm tạp chất và mức ñộ lọc sạch của bầu lọc, ñồng thời phụ thuộc vào hoạt ñộng của ñộng cơ. Trong cùng ñiều kiện như nhau khi ñộ mòn của chi tiết tăng lên sẽ làm hàm lượng

79.Cnsc
tạp chất trong dầu tăng lên. ðiều này cho phép ta có thể sử dụng phương pháp ño lượng sản vật mài mòn lắng trong dầu ñể xác ñịnh trạng thái kỹ thuật của ñộng cơ mà không cần giải thể.
Việc ñánh giá trạng thái kỹ thuật ñộng cơ không cần giải thể, trên cơ sở xác ñịnh hàm lượng sản vật mài mòn trong dầu, trong quá trình vận hành là phương pháp gián tiếp. Muốn vậy, cần phải nghiên cứu sự biến ñộng hàm lượng tạp chất trong dầu nhờn có kể ñến từng ñiều kiện vận hành cụ thể, ñến chu kỳ sửa chữa và cần vận dụng lý thuyết ñộ tin cậy của máy, cơ cấu máy. Những công trình nghiên cứu ở một số nước ñã thiết lập ñược ñồ thị mối quan hệ hàm lượng tạp chất trong giai ñoạn mài mòn trên cơ sở phân tích dầu bằng quang phổ. ðể có thể thiết lập ñược phương pháp kiểm tra trạng thái kỹ thuật của ñộng cơ không cần phải tháo rời, ta phải nắm chắc ñược sự biến ñộng của hàm lượng tạp chất trong dầu (có chú ý ñến ñặc ñiểm của ñiều kiện vận hành và ñộ bền của ñộng cơ).
Nếu coi tạp chất trong dầu cacte của một ñộng cơ làm việc phân bố ñều và có sự bù ñắp lượng dầu hao tổn thì phương trình vi phân của sự cân bằng vật chất trong hệ thống dầu bôi trơn sẽ có dạng sau:
( )( )tqqqQ
Kqqqg
dt
dK
nlbxch
nlbxloc
−−−−−−
=0
, (3.7)
trong ñó : K- hàm lượng tạp chất trong dầu tại thời ñiểm t, kg/kg; K0- hàm lượng tạp chất trong dầu tại thời ñiểm ban ñầu, kg/kg;
g- tốc ñộ nhiễm tạp chất (sản vật mòn) trong dầu, kg/h; qbx- tốc ñộ bổ sung dầu sạch vào cacte, kg/h; qnl- lượng nhiên liệu chưa cháy lọt vào dầu cacte, kg/h;
qch- tốc ñộ dầu bị ñốt cháy và thải khỏi cacte (hoặc kết cốc), kg/h; Qo -lượng dầu ban ñầu trong cacte, kg;
qloc = qdb. locη - lượng dầu ñược lọc sạch, kg/h;
qdb -lượng dầu bẩn ñi qua bầu lọc, kg/h ; locη - hệ số lọc sạch.
t- thời gian làm việc của ñộng cơ kể từ khi thay dầu mới, h.
Sau khi giải phương trình (3.7) ta ñược :
−−+
−=
B
A
Q
Bt
A
g
B
A
Q
BtKK
000 111 , (3.8)
trong ñó : A = qloc - qbx - qnl ; B = qch - qbx - qnl.
Khi ñộng cơ làm việc với số lượng dầu giữ ở một mức xác ñịnh, nghĩa là khi qch = qbx - qnl thì mối quan hệ giữa hàm lượng sản vật mòn và tốc ñộ (hay cường ñộ) hao mòn có dạng phương trình:
−
−+=
+−
+− t
Q
chloc
tQ
qq chlocchloc
eqq
geKK 00 10 , (3.9)

80.Cnsc
Hay có thể viết dưới dạng:
( ) ( )
+−−
−+
+−=
000 exp1exp
Q
tqq
g
Q
tqqKK chloc
chloc
chloc , (3.10)
ðặc biệt khi dầu ñược bổ sung liên tục và khối lượng dầu trong cácte là không ñổi thì
( ) ( )
+−−
−+
+−=
000 exp1exp
Q
tqq
g
Q
tqqKK locbx
locbx
locbx , (3.11)
Khi ñộng cơ làm việc trong ñiều kiện không bổ sung dầu sạch (qbx = 0) và không có nhiên liệu chưa cháy lọt vào cácte (qnl = 0) thì phương trình (3.7) có dạng:
( )
+−
+−=
00 1ln
Q
tqq
gKK locch
chloc
, (3.12)
Nếu dầu trong hệ thống không ñược lọc (qloc = 0) với (qbx = 0) và (qnl = 0)
thì:
−−=
00 1ln
Q
tq
q
gKK ch
ch
(3.13)
Phương trình (3.8) và (3.9) phù hợp với chế ñộ làm việc chính của ñộng cơ trong thực tế vận hành và trong quá trình thí nghiệm. Phương trình (3.12) ñược thiết lập trên nguyên tắc ñộng cơ làm việc không bổ sung dầu và chỉ ñược áp dụng ñể tính toán khi biết chắc rằng lượng nhiên liệu chưa cháy lọt rất ít vào dầu cacte.
Nói tóm lại, cần lưu ý rằng:
-Phương trình (3.8) ñược sử dụng khi lượng dầu biến ñổi; -Phương trình (3.9) ñược sử dụng khi lượng dầu xác ñịnh ở một mức nào ñó; -Phương trình (3.12) ñược sử dụng khi không có bổ sung dầu và không có
nhiên liệu lọt vào các te; -Phương trình (3.13) ñược sử dụng khi dầu không ñược lọc.
Khi xác ñịnh ñộ mài mòn của các bộ phận ñộng cơ theo trị số hàm lượng tạp chất trong dầu cần phải kể ñến sản vật mài mòn của nhóm xylanh- píttôngñã bị ñẩy theo khí thải ra ngoài.
Phân tích phương trình (3.9) thấy rằng quá trình tích tụ tạp chất trong dầu với ñiều kiện qch = qbx + qloc là có thể biến ñộng tự ñiều chỉnh ñược. Khi trị số hàm lượng tạp chất tăng lên thì cường ñộ cháy, thải ra ngoài và ñược giữ lại trong bầu lọc cũng tăng lên. Khi ñó trị số hàm lượng cuối (cực ñại) của các tạp chất sẽ không thể cao hơn tỉ số:
nlbxloct qqq
gKLim
++=
∞→,

81.Cnsc
Biểu thức tQ
qq chloc
−
0
ở phương trình (3.9) ñược gọi là hệ số thể tích dầu
tham gia trong hệ thống dầu bôi trơn ứng với một thời gian nào ñó, ký hiệu bằng chữ m. Phương trình (3.9) có dạng ñơn giản sau :
( )m
ch
eq
gK −−+ 1 , (3.14)
hay
[ ]m
chloc
m eqq
geKK −− −
++= 1.0 , (3.15)
Từ phương trình (3.8) và (3.9) cho thấy trị số lớn nhất và trị số trung gian của hàm lượng tạp chất trong dầu (khi giữ nguyên các ñiều kiện khác) tỉ lệ bậc nhất với tốc ñộ biến thiên tạp chất g. Thiết lập mối quan hệ giữa ñộ mài mòn các chi tiết ñộng cơ và ñộ nhiễm tạp chất mài mòn (sản vật mài mòn ) trong dầu ta có thể xác ñịnh không chỉ về mặt ñịnh tính mà cả về mặt ñịnh lượng của mài mòn. ðối với các chi tiết trục khuỷu, ổ ñỡ và các bộ phận khác ngâm trong dầu, tốc ñộ mài mòn sẽ phù hợp với phương trình (3.9) trong ñiều kiện thể tích dầu trong cácte biến ñổi, ñược xác ñịnh theo công thức:
B
A
B
A
Q
Bt
AQ
BtKK
c
−−
−−
=
0
00
11
1
, (3.16)
trong ñó: c - tốc ñộ mài mòn của chi tiết, kg/h; K - hàm lượng sản vật mài mòn trong khoảng thời gian t, kg/h; K0 - giá trị hàm lượng ban ñầu của sản vật mài mòn.
Khi thể tích dầu cố ñịnh, trị số c ñược tính theo công thức :
( ) ( )
tQ
chloc
tQ
qchq
chloc
loc
e
qqeKKc
+−
+−
−
+−−=
0
0
1
0 , (3.17)
Nếu như trị số hàm lượng này không tăng lên nữa trong quá trình ñộng cơ hoạt ñộng (quá trình ổn ñịnh hóa ) và ñạt tới trị số cực ñại thì :
c = K(qloc + qch) (3.18)
Khi không làm sạch dầu :
c = K qch (3.19)
ðộ mòn tổng cộng của chi tiết ñó trong thời kỳ hoạt ñộng của ñộng cơ ñược tính theo công thức:

82.Cnsc
I = ct (3.20) Khi xác ñịnh ñộ mài mòn của lót xylanh và xecmăng theo trị số hàm lượng Fe trong dầu, ta cần phải dựa vào hệ số kể ñến hiện tượng có một số sản vật mài mòn bị thải ra khí trời theo khí thải.
ðể tính toán sơ bộ và ñánh giá ñịnh tính ñộ mài mòn của chi tiết ñộng cơ thì không cần ñể ý ñến ñộ tiêu thụ nhiên liệu, bởi vì nếu chú ý ñến yếu tố này kết quả cũng chỉ thay ñổi trong phạm vi ± 5%. Số lượng sản vật mài mòn bám trong thành cácte, trong ống dẫn dầu, trong két làm mát dầu chỉ bằng khoảng 5% tổng hàm lượng sản vật mài mòn trong dầu.
Mối quan hệ giữa hàm lượng sản phẩm hao mòn và cường ñộ hao mòn có dạng:
a. Với ñiều kiện qch=qbx - qnl
( ) ( )
+−−
++
+−=
Q
tqq
g
Q
tqqKK chloc
chloc
chloct exp1exp0 , (3.21)
trong ñó:
K0, Kt - hàm lượng sản vật mòn trong dầu bôi trơn ở thời ñiểm ban ñầu và thời ñiểm ñang xét t, kg/kg;
qlọc, qch- cường ñộ làm sạch và cường ñộ cháy (kết cốc) của dầu bôi trơn, kg/h;
Q- khối luợng dầu trong cácte, kg;
g- cường ñộ (tốc ñộ) tích tụ sản vật mòn hay cường ñộ hao mòn, kg/h;
t- thời gian làm việc kể từ khi thay dầu, h.
b. Khi dầu ñược bổ sung liên tục và khối lượng dầu trong các te là không
ñổi thì:
( ) ( )
+−−
++
+−=
Q
tqq
g
Q
tqqKK locbx
locbx
locbx exp1exp0 , (3.22)
c- Khi không có bổ sung dầu, qbx=0, thì:
( )
+−
+−=
Q
tqq
gKK locch
chloc
1ln0 , (3.23)
d- Nếu dầu không ñược lọc, qloc=0 thì:
−
−=
Q
tq
q
gKK ch
ch
.1ln0 , (3.24)
2. Mối quan hệ giữa trị số cho phép của hàm lượng sản vật mài mòn với khoảng hành trình giữa hai kỳ sửa chữa ñộng cơ

83.Cnsc
ðể xác ñịnh trị số giới hạn cho phép về sản phẩm mài mòn trong dầu phụ thuộc vào hành trình hoạt ñộng và mức ñộ mài mòn cần phải biết rõ số lượng kim loại bong khỏi bề mặt làm việc khi các chi tiết máy ñạt tới kích thước tới hạn.
Theo các nghiên cứu của Liên Xô trước ñây, số liệu vận hành trung bình của loại ñộng cơ diezen 2D-100 ñược chotrong bảng 3.1 (tr. 83).
Từ bảng 3.1 thấy rằng khi ñộng cơ hoạt ñộng bình thường thì cự ly hoạt ñộng giữa hai kỳ sửa chữa dài hay ngắn phụ thuộc vào chi tiết khống chế là xécmăng thứ nhất, sau ñó tới các xécmăng còn lại, lót xylanh, trục khuỷu. Các cụm khác trong loại ñộng cơ này không cần xét ñến là chốt píttôngvà bạc chốt pittông, vì chúng mài mòn tương ñối ít so với các chi tiết khác và ít ảnh hưởng tới sự biến ñổi hàm lượng sắt (Fe) và ñồng (Cu) trong dầu cácte.
Qua nhiều công trình thí nghiệm kiểm tra trạng thái kỹ thuật ñộng cơ ñốt trong ñầu máy diezel bằng phân tích quang phổ sản vật mài mòn trong dầu cácte ñều ñem lại kết quả tương tự.
.
Bảng 3.1. Số liệu vận hành trung bình của ñộng cơ diezen 2D-100
Kim loại
Chi tiết mài mòn Tổng khối
lượng kim loại mài mòn, g
Cường ñộ mài mòn, g/h
Hành trình giả ñịnh giữa hai kỳ sửa chữa (1000 km)
Sắt
Xecmăng thứ nhất Xecmăng thứ hai Các xécmăng còn lại Lót xi lanh Trục khuỷu Cổ thứ nhất trục khuỷu Các chi tiết khác
200 200 500-600 2000-2500 700-800 20 500
0,03 0,015 0,03-0,04 0,07 0,01-0,22 0,0005-0,0007 0,02
200-300 500 650-800 900-1000 1400-2000 1000-1500 1000
ðồng Xecmăng thứ nhất Các xécmăng còn lại Trục khuỷu
100 300 200
0,015 0,02 0,005-0,007
250-300 500 1000-1500
Chì Bạc lót trục khuỷu và thanh truyền
600-700 0,015-0,02 100 1600-1800
Mối quan hệ giữa khoảng hành trình hoạt ñộng của ñầu máy diezel với trạng
thái kỹ thuật của ñộng cơ diezel (dựa trên thông số hàm lượng sản vật mài mòn) có thể xác ñịnh bằng phương trình sau:
c
tbtbg K
KLL = , (3.25)
trong ñó:
Lg - hành trình lớn nhất cho phép giữa hai lần sửa chữa của ñầu máy;

84.Cnsc
Ltb - trị số tính toán hành trình của ñầu máy giữa hai lần sửa chữa, dựa trên cơ sở tốc ñộ mài mòn vận hành trung bình của các chi tiết ñộng cơ (hành trình giữa chu kỳ sửa chữa);
Ktb - trị số tính toán trung bình của hàm lượng sản vật mài mòn trong dầu trong quá trình vận hành ñầu máy diezel.
Trị số hàm lượng tính toán trên ứng với giá trị trung bình của lượng dầu bị cháy hao và thải mất. Trong thực tế hàm lượng sản vật mài mòn là một hàm số ñối với giá trị thực tế của cường ñộ dầu bị cháy hao và thải mất. Vì vậy ñể xác ñịnh ñúng trị số hành trình hoạt ñộng của ñầu máy ta cần phải kể ñến mức ñộ chênh lệch giữa trị số tính toán và thực tế của lượng dầu cháy hao. Khi ñó:
+
+=
nyp
nygcgc qq
qqKK , (3.26)
trong ñó:
Kcg- trị số trung bình của hàm lượng sản vật mài mòn xác ñịnh bằng cách phân tích;
qyg- cường ñộ dòng cháy hao trong khi ñộng cơ làm việc, kg/h; qyp- cường ñộ cháy hao trung bình, kg/h.
Như vậy, muốn kiểm tra trạng thái kỹ thuật ñộng cơ ñốt trong không cần tháo rời dựa trên cơ sở phân tích sản vật mài mòn trong dầu nhằm kéo dài hành trình hoạt ñộng giữa hai lần sửa chữa, thì cần phải tính toán ñến lượng tiêu thụ nhiên liệu và lượng dầu nhờn bị cháy hao ñối với từng loại ñộng cơ. Nếu không chú ý ñến ñiều này sai số sẽ tăng lên nhiều.
ðể ñáp ứng vào thực tế phương pháp kiểm tra ñộng cơ không phải tháo rời, người ta thường xác ñịnh trị số giới hạn lớn nhất cho phép của các thành phần mài mòn có trong dầu cácte ứng với từng thời gian sử dụng giữa hai lần ñại tu ñộng cơ.
Mối quan hệ giữa trị số trung bình cho phép của hàm lượng sản vật mài mòn trong dầu nhờn ñộng cơ ứng với từng giai ñoạn vận hành trong khoảng giữa hai kỳ sửa chữa trong xưởng, có thể biểu thị bằng phương trình sau :
np
cggt K
LKKK −= ' , (3.27)
trong ñó :
Kgt - giá trị trung bình cho phép của hàm lượng sản vật mài mòn trong giai ñoạn sắp tới; K’g- trị số trung bình cho phép của hàm lượng sản vật mài mòn trong giai ñoạn L = Lnp; Kc - trị số trung bình cho phép của hàm lượng sản vật mài mòn trong khoảng hành trình ñã hoạt ñộng (quá khứ ) bằng L; L - hành trình hoạt ñộng của ñầu máy diezen từ lúc ngừng sửa chữa trong xưởng tới ñầu thời kỳ kế tiếp; Lnp - hành trình của ñầu máy diezen tới thời kỳ sửa chữa sắp tới.

85.Cnsc
Phân tích sự biến ñộng hàm lượng sản vật mài mòn trong dầu cacte ñể xác ñịnh trạng thái kỹ thuật của ñộng cơ ñốt trong không phải tháo rời còn cho phép thiết lập ñược một ñiều kiện ñặc trưng mức ñộ hợp lý của phương pháp:
cgn KKM −<η , (3.28)
Nghĩa là mức ñộ chính xác của những phương pháp kiểm tra phải bảo ñảm xác ñịnh ñược ñộ chênh lệch giữa trị số cho phép và trị số thực tế (hoặc giá trị vận hành trung bình) của hàm lượng sản vật mài mòn trong dầu.
Áp dụng phương pháp ñánh giá trạng thái ñộng cơ không tháo rời với mục ñích tăng hành trình hoạt ñộng giữa hai kỳ sửa chữa có lưu ý ñến sự mòn khác nhau của các chi tiết sẽ ñem lại hiệu quả kinh tế cao tiến hành công việc kiểm tra này ở trước lúc ñưa sửa chữa hoặc trong khoảng giữa hai kỳ sửa chữa.
3. Phương pháp phân tích quang phổ dầu bôi trơn
Phân tích quang phổ là xác ñịnh thành phần hóa học của vật chất thông qua vị trí và mật ñộ tương ñối của các vạch quang phổ bức xạ hoặc hấp thụ vật chất ñó.
Bản chất của phương pháp này là ñánh giá mức ñộ thay ñổi hàm lượng sản phẩm hao mòn trong dầu bôi trơn, từ ñó ñánh giá ñược cường ñộ hao mòn và trị số hao mòn của chi tiết.
Mối quan hệ giữa hàm lượng sản phẩm hao mòn và cường ñộ hao mòn có dạng:
Ct = C0 exp {- (q1 + qc) + [g/(q1 +qc)]}{1 - exp [- (q1 + qc) t /Q]}, (3.29) trong ñó:
C0, Ct - hàm lượng sản phẩm hao mòn trong dầu bôi trơn ở thời ñiểm ban ñầu và ở thời ñiểm ñang xét t ; q1 , qc - cường ñộ làm sạch (lọc) là cường ñộ kết cốc của dầu bôi trơn; Q - khối lượn dầu bôi trơn trong các te ñộng cơ ; g - cường ñộ hao mòn của chi tiết ; t - thời gian làm việc của ñộng cơ. Ngoài ra, quá trình tích tụ của sản phẩm hao mòn và các tạp chất khác trong
dầu bôi trơn phụ thuộc vào chế ñộ bổ sung dầu bôi trơn cho ñộng cơ. Ở chế ñộ bổ sung liên tục với khối lượng không ñổi dầu bôi trơn vào các te ñộng cơ, thì sự thay ñổi hàm lượng của sản phẩm hao mòn ñược biểu diễn bởi quan hệ sau:
Ct = C0 exp [-(qbx+ q1)t/Q]+[g/(qbx+q1)] {1 - exp [- (qbx+ q1) t/Q]}, (3.30)
trong ñó: qbx - cường ñộ bổ sung dầu bôi trơn.
Nếu dầu bôi trơn không ñược bổ sung thì: Ct = C0 [g/(qc + q1)] ln {1 -[(qc + q1) t /Q]}, (3.31)
Tùy thuộc vào các ñiều kiện cụ thể mà tiến hành sử dụng một trong các tương quan nói trên ñể ñánh giá cường ñộ xâm nhập của sản phẩm ăn mòn vào dầu bôi trơn, từ ñó ñánh giá ñược trạng thái kỹ thuật của ñộng cơ.

86.Cnsc
Khi ñộng cơ làm việc ở chế ñộ xác lập thì hàm lượng sản phẩm hao mòn trong dầu bôi trơn không phụ thuộc vào dung tích của hệ thống, mà chỉ phụ thuộc vào cường ñộ hao mòn g và cường ñộ kết cốc qc.
Khi hao mòn của các chi tiết tăng lên, thì tốc ñộ kết cốc trong xylanh cũng tăng lên và sản phẩm hao mòn cũng bị ñốt cháy cùng với dầu bôi trơn, do ñó mức ñộ ổn ñịnh của hàm lượng sản phẩm hao mòn sẽ giảm xuống.
Thông qua phân tích dầu bôi trơn có thể xác ñịnh ñược hàm lượng sản phẩm hao mòn trong dầu các te và thời gian làm việc của ñộng cơ:
C = a0 + a1L +a2L2 , (3.32)
trong ñó:
C - hàm lượng tạp chất; L - thời gian làm việc (km chạy); a0 - hàm lượng tạp chất ở thời ñiểm ban ñầu; a1, a2 - tốc ñộ và gradien tốc ñộ tích tụ sản phẩm hao mòn trong ñầu các te ñộng cơ. ðể ñánh giá ñược ñộ mòn của các chi tiết cần căn cứ vào hàm lượng của các
chất chỉ thị. Các chất chỉ thị là các chất cung cấp thông tin về ñộ mòn của chi tiết, chẳng hạn:
Crôm - là chất chỉ thị về hao mòn xécmăng có mạ crôm hoặc mặt gương xylanh có mạ crôm;
Nhôm - là chất chỉ thị về hao mòn pitông chế tạo từ hợp kim nhôm; Chì - là chất chỉ thị về hao mòn bạc trục khuỷu. Sắt - là chất chỉ thị về hao mòn cho phần lớn các chi tiết chế tạo từ thép (có
tới 70 ÷ 80% thành phần sắt chứa trong dầu bôi là sản phẩm hao mòn của xylanh), v.v...
Khi phân tích quang phổ dầu bôi trơn bằng các máy quang phổ, người ta ñánh giá trạng thái ñộng cơ dựa trên cơ sở so sánh hàm lượng tạp chất với các giá trị ngưỡng của nó thông qua các giá trị giới hạn C1 và C2:
Nếu C ≤ C1 - trạng thái ñộng cơ bình thường; Nếu C1 < C ≤ C2 - trạng thái ñộng cơ ñã bị giảm xấu; Nếu C > C2 - ñộng cơ ñã ở trạng thái giới hạn.
Theo các nghiên cứu của Liên Xô trước ñây, giá trị giới hạn hàm lượng sản phẩm hao mòn ñối với một số ñộng cơ (g/tấn) ñược cho trong bảng 3.2.
Bảng 3.2. Giá trị giới hạn hàm lượng sản phẩm hao mòn ñối với một số ñộng cơ
Loại ñộng cơ diezel và ñầu máy Phân tố D100 11D45 5D49 D50 6S310D
TE3, TE10
TEP60, M62
TE 116 TE1,TE2,TEM1, TEM2
ME2, ME3
Sắt 50/100 50/100 65/100 100/200 100/200 ðồng 25/70 35/70 50/100 40/60 20/40 Chì 25/100 15/25 15/25 40/100 40/100
Nhôm 20/30 20/30 20/30 25/50 25/50

87.Cnsc
Thiếc 5/10 5/10 5/10 5/10 5/10 Crôm 10/15 10/15 10/15 - -
Ghi chú: Tử số - hàm lượng tương ứng với giá trị giới hạn C1. Mẫu số - hàm lượng tương ứng với giá trị giới hạn C2. Ngoài ra theo công thức (3.32) có thể xác ñịnh ñược hàm lượng sản phẩm hao
mòn trong dầu bôi trơn thay ñổi theo thời gian làm việc của ñộng cơ (km chạy). Các mối quan hệ ñó ñược thể hiện trên hình 3.3.
a) b) Hình 3.3. Mối quan hệ giữa hàm lượng sản phẩm hao mòn trong dầu các te
và thời gian làm việc; a. Hàm lượng sắt; b - Hàm lượng chì 1. Hao mòn không bình thường; 2. Hao mòn bình thường; 3, 4. Hao mòn gia tăng của nhóm pitông-xecmăng-xylanh và cổ trục khuỷu-bạc trục
Phương pháp chẩn ñoán trạng thái kỹ thuật ñộng cơ thông qua phân tích quang phổ dầu bôi trơn có những ưu nhược ñiểm như sau:
Ưu ñiểm:
- Không cần giải thể ñộng cơ mà vẫn xác ñịnh ñược ñộ mòn và cường ñộ hao mòn cũng như trạng thái kỹ thuật của nó một cách liên tục;
- Xác ñịnh ñược cường ñộ và trị số hao mòn tổng thể của các chi tiết một cách tương ñối chính xác;
- Dùng phương pháp này có lợi cho những thí nghiệm có tính chất so sánh, nó có thể giúp cho việc xác ñịnh những nhân tố ảnh hưởng tới mài mòn của chi tiết mà không cần tháo rời chúng.
Nhược ñiểm:
- Hàm lượng các sản phẩm hao mòn phụ thuộc vào tốc ñộ kết cốc của dầu bôi trơn do ñó nó ảnh hưởng tới mức ñộ chính xác của phương pháp;
- Phương pháp phân tích dầu bôi trơn chỉ có thể xác ñịnh ñược tốc ñộ mòn chung của chi tiết, mà không xác ñịnh ñược lượng mòn tuyệt ñối của chi tiết cũng như sự phân bố của lượng hao mòn ñó;
Fe g/T
100
50
0 20 40 L, 103 km
1
2
3
4
Fe g/T
100
50
0 20 40 L, 103 km
1
4
3
2

88.Cnsc
- Lượng hao mòn xác ñịnh ñược là lượng mòn chung của tất cả các mặt ma sát, do ñó hàm lượng tạp chất trong dầu nhờn không thể phản ảnh chính xác lượng hao mòn của một chi tiết cụ thể;
- Không xác ñịnh ñược ñặc tính hao mòn của chi tiết cũng như không xác ñịnh ñược mức ñộ hao mòn cục bộ của các bộ phận và các chi tiết khác nhau.
Ngoài ra, trong quá trình chi tiết làm việc, một lượng dầu nhờn nhất ñịnh nào ñó sẽ bị mất mát ñi kèm theo cả các tạp chất kim loại và một số hạt tạp chất có kích thước lớn sẽ lắng xuống ñáy các thùng chứa mà không chạy qua các ống dẫn khi lấy mẫu, do ñó ñộ chính xác không thể ñảm bảo cao ñược.
Phương pháp ñánh giá trạng thái kỹ thuật ñộng cơ thông qua phân tích dầu bôi trơn là phương pháp tiên tiến ñã ñược sử dụng rộng rãi ở nhiều nước trên thế giới. Việc áp dụng nó vào ñiều kiện Việt Nam hiện nay là hết sức cần thiết. Một khi ñã có các thiết bị kỹ thuật chúng ta hoàn toàn có khả năng làm chủ về mặt học thuật cũng như hoàn toàn có khả năng sử dụng thành công nó trong sửa chữa ñộng cơ diezel ở Việt Nam.
3.1.6. Phương pháp ñồng vị phóng xạ
Phương pháp xác ñịnh ñộ hao mòn nhờ các chất ñồng vị phóng xạ (còn gọi là phương pháp nguyên tử ñánh dấu) ñược sử dụng khá rộng rãi.
Bản chất của phương pháp này là cho chất phóng xạ tác dụng lên mặt ma sát (hay nói cách khác các bề mặt ấy ñược hoạt hóa bằng các ñồng vị phóng xạ), khi mặt ma sát bị mòn, mặt kim loại kéo theo cả nguyên tử của chất phóng xạ vào dầu bôi trơn. Lượng nguyên tử của chất phóng xạ tỷ lệ thuận với lượng mạt kim loại, do ñó khi ño ñược cường ñộ bức xạ là có thể xác ñịnh ñược mạt kim loại trong dầu nhờn và như vậy xác ñịnh ñược lượng hao mòn của chi tiết. Năng lượng bức xạ của các chất ñồng vị ñược ghi bằng các máy ñếm hạt cơ bản ñặt ngay trên ñường ống dẫn dầu của hệ thống máy móc. Theo sự thay ñổi cường ñộ bức xạ có thể ñánh giá ñược chế ñộ mòn của chi tiết cả về mặt số lượng cũng như chất lượng.
Dùng ñồng vị phóng xạ ñể xác ñịnh lượng mòn của chi tiết có ñộ chính xác khá cao (ñạt tới 10-8 gam), có thể xác ñịnh ñược lượng mòn của chi tiết mà không cần tháo máy, có thể xác ñịnh ñược lượng mòn của từng chi tiết riêng biệt. Phương pháp này thường ñược dùng ñể nghiên cứu sự mài mòn của xylanh, xécmăng, chốt píttông, cổ trục khuỷu và ổ bi, ổ trượt.
Khi áp dụng ñồng vị phóng xạ ñể xác ñịnh lượng mòn có thể sử dụng nhiều phương pháp. Sự khác nhau giữa các phương pháp sử dụng chỉ ở chỗ dùng kỹ thuật khác nhau ñể ño tính phóng xạ của sản phẩm mài mòn. Khi nghiên cứu sự mài mòn của từng chi tiết trong ñộng cơ có thể tiến hành trực tiếp trên ñộng cơ, có thể tiến hành trong phòng thí nghiệm và trên cơ cấu tương tự với vật cần thí nghiệm.
ðể xác ñịnh hoạt tính của dầu nhờn xối qua các mặt ma sát ngoài cách dùng ống ghi bức xạ cắm trực tiếp trong ñường dầu của ñộng cơ, còn có thể lấy mẫu theo một chu kỳ nhất ñịnh.
Dùng cách thứ nhất có nhiều ưu ñiểm rõ rệt, có thể ghi lại cường ñộ bức xạ của các hạt phóng xạ chạy qua ống ghi bức xạ. Cách này ñơn giản và rút ngắn quá trình thí nghiệm ñồng thời còn có thể tự ñộng ghi lại sự thay ñổi về hoạt tính của dầu nhờn. Tuy nhiên, phương pháp này có quan hệ mật thiết tới sự ổn ñịnh về dung tích của lớp dầu chảy quanh vỏ ngoài ống bức xạ, nếu có bọt hơi trong ñường dầu thì

89.Cnsc
dung tích chảy trong vỏ ngoài ống ghi bức xạ sẽ thay ñổi, do ñó ảnh hưởng tới tốc ñộ chính xác khi ño.
Cách lấy mẫu theo chu kỳ có thể phân tích hoạt tính của dầu nhờn trong ñiều kiện phòng thí nghiệm ñồng nhất so sánh với mẫu tiêu chuẩn. Nếu lượng dầu lưu thông trong hệ thống bôi trơn không nhiều, các hạt phóng xạ phân bố ñều trong dầu thì dùng cách này có thể ñạt kết quả tương ñối tốt, vì mẫu dầu lấy lần lượt sẽ phản ảnh ñược tính chất thay ñổi của cường ñộ mòn. Song, trong thực tế khi thí nghiệm trên ñộng cơ ñiều này khó ñạt ñược vì lượng dầu lưu thông lớn, tốc ñộ lưu thông nhanh, sản phẩm mài mòn không kịp phân bố ñều trong dầu mà tập trung ở một số chỗ nào ñó, do vậy mẫu dầu lấy ra không phản ảnh ñúng lượng mòn của chi tiết có mang chất phóng xạ.
ðể ñảm bảo ñộ chính xác khi ño phải tìm biện pháp tránh sự lắng ñọng của các hạt phóng xạ. Do ñó các ñường dầu phải nhẵn và bóng, phải bố trí vị trí của ống ghi bức xạ gần với chi tiết thử nghiệm, kết cấu lắp ống ghi phải ñảm bảo tránh sự lắng ñọng của các hạt phóng xạ.
Sau khi ño ñược hoạt tính của dầu, sẽ dùng phương pháp so sánh ñể tính ra lượng mòn của chi tiết có mang chất phóng xạ. Muốn vậy, cần có mẫu dầu tiêu chuẩn ñể so sánh, mẫu dầu này ñã có lượng nguyên tố phóng xạ nhất ñịnh. So sánh mẫu dầu tiêu chuẩn và mẫu dầu thử là có thể tính ñược trọng lượng sản phẩm mòn:
10
1 mA
MAm −= , (3.33)
trong ñó: m - trọng lượng sản phẩm mòn;
M - trọng lượng nguyên tố phóng xạ trong mẫu tiêu chuẩn; A0 - hoạt tính của mẫu dầu tiêu chuẩn; A1 - hoạt tính của mẫu dầu thí nghiệm;
m1 -trọng lượng sản vật mài mòn trong mẫu lấy ở miệng ống dầu vào trong máy.
Khi tìm ra ñược trọng lượng sản phẩm mài mòn trong mẫu thử nghiệm thì có thể tính ñược trọng lượng của sản phẩm mài mòn trong toàn bộ dầu nhờn theo công thức.
v
mVQ
.= , (3.34)
trong ñó: V - dung tích dầu bôi trơn trong máy; v - dung tích dầu mẫu thí nghiệm. Khi dùng phương pháp ñồng vị phóng xạ ñể xác ñịnh lượng mòn của chi tiết
phải chú ý tới việc chọn chất ñồng vị phóng xạ và phương pháp hoạt tính hóa chi tiết. Khi chọn chất ñồng vị phóng xạ cần lưu ý: 1. Tính chất hóa học của chất ñồng vị phóng xạ: nên chọn chất phóng xạ có
tính chất tương tự với một chất của vật liệu chi tiết ñể ñảm bảo chất phóng xạ phân bố ñều trong chi tiết thí nghiệm.
2. Thời kỳ phóng xạ yếu dần: biểu thị thời gian có thể tiến hành thí nghiệm của chất ñồng vị phóng xạ ñó, thời gian này ít nhất là 10 ngày.

90.Cnsc
3. Hình thức bức xạ và năng lượng: khi nghiên cứu sự mài mòn của chi tiết nên dùng tia γ và β mà không nên dùng tia α . Nếu chọn nguyên tố phóng tia β thì cần xét tới sự hấp thụ của ñường ống. Năng lượng của vật thể bức xạ có thể tính theo công thức sau:
d.δ = 0,54E - 0,16, (3.35) trong ñó: δ - ñộ dày của vật thể hấp thụ, mm;
d- mật ñộ của vật liệu vật thể hấp thụ; E- năng lượng của vật thể bức xạ, mêga ñiện tử vôn. Khi cùng nghiên cứu một lúc một số chi tiết, sẽ hoạt tính hóa chi tiết bằng các
loại nguyên tố ñồng vị phóng xạ có tính chất xuyên thấu khác nhau. Ví dụ một chi tiết dùng tia γ thì chi tiết khác dùng tia β , hoặc dùng tia γ nhưng tính chất xuyên thấu hơn kém nhau quá một lần và lúc ñó phải dùng hai tổ ống ñể ño lượng phóng xạ. Một tổ ống ghi sẽ ño tổng số lượng phóng xạ của cả hai tia mạnh và yếu, một tổ sẽ hấp thụ tia yếu chỉ ño tia mạnh. Hiệu số của các trị số hai tổ ghi ñược sẽ là lượng mòn của chi tiết hoạt hóa bằng tia yếu. Hiện nay người ta ñã có thể nghiên cứu cùng một lúc ba chi tiết khác nhau.
Chất ñồng vị phóng xạ ñược nhiễm vào chi tiết bằng các phương pháp sau (hay còn gọi là các phương pháp hoạt hóa chi tiết):
1. Cho chất ñồng vị phóng xạ vào chi tiết từ khi ñúc nó. 2. Gắn chất ñồng vị phóng xạ lên chi tiết; 3. Hoạt hóa bằng cách phóng các tia lên chi tiết; 4. Dùng phương pháp khuyếch tán; 5. Mạ chất ñồng vị phóng xạ lên bề mặt chi tiết; 6. Dùng gia công tia lửa ñiện cấy chất phóng xạ lên chi tiết. Nếu kích thước của chi tiết gia công rất nhỏ, nhất là ñối với các chi tiết bằng
kim loại màu thường áp dụng phương pháp thứ nhất. Nhược ñiểm của phương pháp này là lượng tiêu thụ nguyên tố phóng xạ lớn lượng phóng xạ nhiều ảnh hưởng tới sức khoẻ của công nhân.
Khi nghiên cứu mài mòn của chi tiết có mặt ma sát lớn và lượng mòn phân bố ñều trên mặt ma sát thì nên dùng phương pháp thứ hai. Vật gắn thường làm thành hình ñũa ñường kính 1-3 mm và ép lên mặt ma sát của chi tiết. Vật liệu vật gắn chi tiết và chi tiết có thể không giống nhau. Phương pháp này dùng ñể hoạt hóa chi tiết cho cổ trục khuỷu và xécmăng.
ðối với chi tiết nhỏ và hình dạng phức tạp thường hoạt hóa cách chiếu tia phóng xạ lên chi tiết. Phương pháp này cần có thiết bị phức tạp, thời gian phóng xạ lên chi tiết lâu.
Phương pháp khuếch tán cũng ít dùng vì rằng quá trình khuếch tán lâu, cần khuếch tán ở nhiệt ñộ cao do ñó chi tiết có thể bị thay ñổi về kết cấu kim tương.
Phương pháp ño lượng mòn bằng ñồng vị phóng xạ tuy hiện ñại nhưng chưa ñược ứng dụng rộng rãi vì có những nhược ñiểm như việc chuẩn bị chi tiết tương ñối phức tạp, cần phải có những thiết bị ñặc biệt ñể ño cường ñộ phóng xạ và ñể ñảm bảo sức khoẻ cho người thí nghiệm cần có những biện pháp ñề phòng nhiễm xạ ñặc biệt.
3.1.7. Phương pháp phân tích tạp chất trong khí thải bằng máy quang phổ

91.Cnsc
1. Ảnh hưởng của trạng thái làm việc của ñộng cơ ñến hàm lượng tạp chất trong khí
Trong quá trình ñộng cơ hoạt ñộng các sản phẩm mài mòn hình thành trên bề mặt làm việc của nhóm xylanh-pittông, theo dấu bôi trơn chảy về cacte, nhưng sẽ có một phần theo khí thải xả ra ngoài. Dưới ảnh hưởng của nhiệt ñộ cao dầu sẽ bị bốc hơi hoặc cháy hoặc bị thải ra ngoài trời. Ngoài ra, trong lớp dầu bôi trơn xecmăng còn có sản phẩm cháy của nhiên liệu và bụi ngoài trời xâm nhập vào xylanh. Như vậy trong buồng cháy sẽ có hiện tượng biến ñộng các yếu tố tạp chất trong khí thải như hiện tượng diễn biến trong dầu cacte. Chính vì vậy, phân tích ñịnh lượng sản vật mài mòn trong khí thải có thể xác ñịnh ñược cường ñộ mài mòn chi tiết ñộng cơ. Kết quả phân tích sản vật mài mòn trong dầu cacte là những thông tin về trạng thái kỹ thuật của ñộng cơ. Hàm lượng hơi dầu trong khí thải cho phép xác ñịnh ñược lượng tiêu hao dầu nhờn do bốc hơi tùy thuộc vào chế ñộ làm việc và trạng thái kỹ thuật của ñộng cơ.
Gần ñây ñể xác ñịnh lượng dầu nhờn tiêu hao này người ta áp dụng cách ño gián tiếp, kết quả không cao vì có nhiều ảnh hưởng ngoại lai (vì lượng tiêu hao dầu nhờn do bị ñốt cháy ñược xác ñịnh bằng cách ño thể tích hoặc ño mức dầu theo ñịnh kỳ-kiểm tra theo ñịnh kỳ, còn lượng tiêu hao sản vật mài mòn bị thải ra ngoài trời thì thực tế không xác ñịnh ñược).
ðã từ lâu người ta cho rằng tất cả sản vật mài mòn của chi tiết trục khuỷu, ổ ñỡ bánh răng, nhóm xylanh-píttôngñều lắng vào dầu cacte. Do ñó phương pháp ñánh giá tốc ñộ mài mòn bằng cách xác ñịnh hàm lượng sắt trong dầu và xây dựng “ ñường cong mòn “ mắc một sai lầm là ñã không chú ý ñến sản vật kim loại mài mòn theo khí thải ra ngoài trời. Theo kết quả nghiên cứu có dùng chất phóng xạ cho thấy số lượng sản vật mài mòn theo khí thải ra ngoài khá lớn. Số lượng sản vật mài mòn của nhóm xylanh-píttôngkhông lọt vào dầu mà lọt ra ngoài trời khi ñộng cơ chạy chưa ñủ tải là khoảng 30 %, khi ñầy tải là 60 %.
Kết quả thí nghiệm cho thấy cách phân tích tạp chất trong khí thải có thể xác ñịnh ñược lượng tiêu hao dầu nhờn trong thời gian thí nghiệm. ðây là ưu ñiểm nổi bật so với các phương pháp khác
2. Sơ ñồ nguyên lý xác ñịnh tạp chất trong khí thải
Dùng ñộng cơ thí nghiệm một xylanh, tiến hành phân tích tạp chất trong khí thải như sau (hình 3.4).

92.Cnsc
Hình 3.4. Sơ ñồ nguyên lý bình hút khí thải có chứa tạp chất ñể phân tích quang phổ
1-Bình chứa; 2-Van; 3-ðồng hồ ño hơi; 4-Áp kế; 5-Xylanh; 6-Tấm lọc; 7-Lõi lọc; 8-Buồng chứa khí thải; 9-Buồng trộn;
10-Chùm ống hứng; 11-Ống hứng khí.
ðể xác ñịnh tốc ñộ nhiễm tạp chất trong khí thải ta có thể dùng công thức
hgn
kCgC
H
HBHn /,
100= (3.36)
trong ñó:
Hg -khối lượng của mẫu dùng ñể phân tích quang phổ riêng;
Hk - hàm lượng tạp chất trong bột than, %;
BC - lưu lượng khí thải ở 20 oC, m3/h;
Bn -dung tích khí ñi quan bộ lọc tinh ở 20oC, lít.
Suất tiêu hao dầu nhờn của ñộng cơ (nếu trong dầu có pha Ba) ñược tính theo
công thức:
CBaB
BHHM NYG
CkgC
1000= , g/mã lực.h (3.37)
trong ñó :
Hk - hàm lượng bari trong bột than,%;
BC - lưu lượng khí thải, kg/h;
1000B
B
nG = - khối lượng mẫu khi ñem ñi phân tích;
NC - công suất hữu ích của ñộng cơ, mã lực; 1γ - khối lượng riêng của khí. 3.1.8. Phương pháp xác ñịnh bằng thiết bị khí nén
Phương pháp khí nén dùng ñể xác ñịnh trị số và ñặc tính hao mòn của chi tiết ñược thiết lập trên cơ sở mối quan hệ giữa trị số khe hở (hay còn gọi là tiết diện thông qua) mà khí nén thông qua ñó ra ngoài trời và sự thay ñổi áp suất hoặc lưu lượng của luồng khí nén ñó.
Hiện nay người ta thường dùng ba loại dụng cụ khí nén chế tạo trên cơ sở của rô-ta-mét, áp lực kế lò xo và áp lực kế tích phân. Rô-ta-mét là loại dụng cụ ño liên

93.Cnsc
tục vận tốc của luồng khí (hoặc chất lỏng), nó là dụng cụ thông dụng nhất có ñộ chính xác cao và năng suất lớn.
Rô-ta-mét (hình 3.5) làm việc trên nguyên tắc ño lượng tiêu hao khí nén. Một phần luồng khí nén chuyển ñộng qua ống thủy tinh hình côn có ñường kính lớn quay về phía trên. Trong ống thủy tinh có một phao kim loại, dưới tác ñộng của luồng khí phao này sẽ nằm ở chiều cao nào ñó tuỳ thuộc vào vận tốc luồng khí. Vận tốc của luồng khí trong ống càng lớn thì phao càng bị nâng lên cao làm cho khe hở vành khuyên giữa thân của phao và thành ống thủy tinh tăng lên ñảm bảo cho luồng khí nén thông qua với vận tốc lớn hơn.
Hình 3.5. Sơ ñồ nguyên lý rô-ta-mét 1. Van ñiều chỉnh; 2. Ống cao su; 3. ðầu ño;
4. Chi tiết cần ño; 5. Bầu lọc khí; 6. Máy giảm áp; 7, 9. Kim chỉ số di ñộng; 8. Phao nhôm; 10. ống thuỷ tinh hình côn.
Các bộ phận chính của rô-ta-mét gồm có: bộ ổn ñịnh áp lực, thiết bị ñếm và ñầu ño.
Bộ ổn áp là một máy giảm áp hai cấp nhằm mục ñích cấp khí nén có áp suất không ñổi vào rô-ta-mét từ hệ thống khí nén của xí nghiệp. Thiết bị ñếm gồm ống thủy tinh hình côn 10 (ñộ côn 1:1000 hoặc 1:500), phao nhôm 8 và thang chia vạch. ðầu ño 3 dùng ñể ño kích thước như ñường kính hoặc chiều dài của chi tiết. Bầu lọc 5 dùng ñể làm sạch không khí trước khi vào máy.
Khi ño khe hở người ta ñưa ñầu ño 3 vào chi tiết (hoặc calíp) 4. Khi chi tiết bị mòn nhiều thì khe hở giữa nó và ñầu ño tăng lên do ñó lưu lượng khí nén thông qua lớn và phao bị ñẩy lên và ngược lại. Dựa vào vị trí của phao có thể ñánh giá ñược sự
10
6
54
1
2
7
9
8
3

94.Cnsc
hao mòn của chi tiết 4, có nghĩa là mỗi vị trí của phao trong ống ñều tương ứng với một lượng tiêu hao không khí nhất ñịnh. Tùy thuộc vào lưu lượng không khí có thể xác ñịnh ñược kích thước của chi tiết tại mặt cắt ñược ño hoặc trị số tiết diện thông qua (khe hở), theo thang chia vạch của dụng cụ.
Việc ñiều chỉnh rô-ta-mét phải tiến hành phù hợp với hướng dẫn ñã quy ñịnh sao cho khi nối chi tiết mới (chưa bị mòn) với rô-ta-mét thì phao phải nằm ở vị trí dưới của ống, còn khi nối chi tiết có lượng hao mòn giới hạn (lớn nhất) thì phao phải nằm ở vị trí trên của ống. Vị trí trên và vị trí dưới của phao ñược ñịnh vị nhờ hai kim di ñộng 9 và 7 gắn trên thang chia vạch.
Muốn thay ñổi vị trí của phao thì phải ñiều chỉnh áp suất của không khí nhờ máy giảm áp 6 và nhờ van ñiều chỉnh 1. ðầu ño hoặc chi tiết ñược nối với rô-ta-mét nhờ ống cao su 2.
Trong các dụng cụ dựa trên cơ sở áp kế lò xo (hình 3.6) người ta dùng thiết bị ñể ño vận tốc lưu ñộng của không khí. Thiết bị này gồm buồng 7, buồng ra 3, và van vào 6, van này nối thông hai buồng với nhau. Cả hai buồng ñều ñược trang bị các ñồng hồ 1 và 2. Áp suất trong buồng vào ñược duy trì không ñổi nhờ bộ ổn ñịnh áp suất. Khi tốc ñộ của luồng không khí tăng lên, sức cản của van vào 6 tăng lên và áp suất ở buồng thứ hai (buồng vào) giảm xuống. Calíp khí nén 5 với ống nối cao su 4 của dụng cụ ño này hoàn toàn giống như của rô-ta-mét. Thang chia ñộ của áp kế thứ hai 2 ñược chia theo các calíp chuẩn lắp trên calíp khí nén 5.
Sơ ñồ kết cấu thiết bị ño ñộ kín cặp pittông-plông-giơ bằng khí nén ñược thể hiện trên hình 3.7.
P=const
1
2
3 4 5
6
7

95.Cnsc
Hình 3.6. Dụng cụ ño bằng khí nén dựa trên cơ sở ñồng hồ áp lực lò xo 1,2. Các ñồng hồ; 3. Buồng ra; 4. Ống nối cao su; 5. Calíp khí nén;
6. Van vào; 7. Buồng.
1. Bộ lọc khí; 2. Bình giảm áp; 3. Phao nhôm; 4. . ống thuỷ tinh hình côn có thước
ño; 5. Van ñiều chỉnh; 6. ðồng hồ ño áp suất; 7. Xylanh (sơmi); 8. Píttôngplông-giơ.
Hình 3.7. Sơ ñồ thiết bị kiểm tra cặp pittông-plông-giơ bằng khí nén
Các dụng cụ khi nén, như ñã trình bày, có ñộ ổn ñịnh, ñộ tin cậy và ñộ chính xác cao. Vì dụng cụ này không có các bộ phận truyền dẫn cơ khí và không có tiếp xúc khi ño cho nên nó có tuổi thọ lớn. Dùng các dụng cụ này có tính ưu việt là ño các kích thước bên trong có ñường kính nhỏ dưới 20 mm, cụ thể có thể dùng ñể kiểm tra cặp píttông plông-giơ bơm cao áp, vòi phun, v.v... Tuy nhiên, các dụng cụ ño bằng khí nén thường chỉ có luồng khí rất nhỏ do ñó không phải lúc nào cũng thỏa mãn các yêu cầu của cơ sở sửa chữa.
3.1.9. Phương pháp xác ñịnh bằng thiết bị thuỷ lực
Phương pháp thủy lực ñể xác ñịnh hao mòn của chi tiết dựa trên quan hệ giữa trị số của khe hở mà chất lỏng có áp suất chảy qua với sự thay ñổi của áp suất hoặc lưu lượng của chất lỏng ñó.
Các bàn thử nghiệm ñộ kín thủy lực của cặp píttông plông-giơ bơm cao áp làm việc theo nguyên tắc này.
Trên hình 3.8. biểu thị sơ ñồ nguyên lý bàn thử ñộ kín thủy lực của cặp píttông plông-giơ.
Lực F tác dụng theo ñường tâm của píttông plông-giơ ñược ñiều chỉnh nhờ tải trọng G. Lực F này phải ñảm bảo tạo nên áp suất thử nghiệm tương ñương với áp suất công tác của các bơm cao áp, do ñó ñối với mỗi kiểu píttông plông-giơ khác nhau thì trị số F cũng khác nhau. Lực F ñiều chỉnh ñược nhờ các cặp thay thế của tải
65
4
2 1
38
7

96.Cnsc
trọng G. Trên mỗi tải trọng (hay quả nặng) có ñánh dấu ghi rõ trọng lượng của nó và ghi rõ dùng cho loại cơ ñộng nào.
Áp suất trong không gian phía ñỉnh píttông plông-giơ xác ñịnh theo biểu thức sau:
2.
4
d
Fp
π= , kG/cm2 (daN/cm2), (3.38)
trong ñó: F -lực ép cho trước, tác dụng dọc theo píttông plông-giơ, kG (daN); d- ñường kính của píttôngplông-giơ bơm cao áp, cm.
1. Thùng chứa nhiên liệu; 2. Bầu lọc; 3. Bình lắng; 4. ðệm làm kín; 5. Cặp píttôngplông-giơ
cần kiểm tra; 6. Con ñẩy; 7. Tải trọng G; 8. Bệ ñỡ lò xo.
Hình 3.8. Sơ ñồ bàn thử ñể xác ñịnh ñộ kín thủy lực của cặp píttông plông-giơ
Nguyên lý làm việc của bàn thử như sau:
ðầu tiên treo quả nặng 7 của bàn thử lên móc giữ ở phía trên. Cặp píttôngplông-giơ cần kiểm tra 5 ñược lắp vào thân của bàn thử ở vị trí tương ứng với lượng cấp nhiên liệu khi ñộng cơ làm việc ở công suất ñịnh mức. Nhiên liệu từ thùng chứa 1 qua thùng lắng 3 và bầu lọc 2 ñược cấp vào không gian phía ñỉnh píttôngplông-giơ. Xylanh của píttôngñược ñậy kín nhờ tấm ñệm 4. Sau ñó thả quả nặng ra khỏi móc giữ và trọng lực của quả nặng ñược truyền qua hệ thống ñòn bẩy và con ñội 6 tới píttôngplông-giơ sẽ dịch chuyển lên phía trên. Lượng nhiên liệu ở phía ñình píttôngbị nén lại và ñạt tới một trị số áp suất nhất ñịnh và dưới áp suất ñó nhiên liệu sẽ rò rỉ qua khe hở giữa xylanh và píttôngra ngoài. Sau một khoảng thời gian nhất ñịnh lượng nhiên liệu ñó sẽ bị rò rỉ hết, píttôngsẽ dịch chuyển tới vị trí trên cùng còn qủa nặng thì chạm vào bệ ñỡ 8.

97.Cnsc
Khoảng thời gian quả nặng rơi từ vị trí trên cùng (sau khi rời khỏi móc giữ) cho tới khi chạm vào bệ ñỡ lò xo 8 ñược gọi là "ñộ kín thủy lực" của cặp píttôngplông-giơ. Khoảng thời gian này xác ñịnh nhờ ñồng hồ và ñược tính bằng giây.
Trước khi tiến hành thử nghiệm phải bôi trơn cho các chi tiết của hệ thống ñòn bẩy và con ñội, phải ñổ nhiên liệu hoặc hỗn hợp nhiên liệu với dầu bôi trơn vào thùng chứa. Chất lỏng thử nghiệm phải có ñộ nhớt tiêu chuẩn ở 200C là 1,43+0,02 0 E (ñộ Engle).
Trước khi thử nghiệm cũng cần phải tiến hành ñiều chỉnh chiều dài của con ñội và kiểm tra áp suất của không gian phía ñỉnh píttông plông-giơ và kiểm tra chỉ số của bàn thử theo cặp píttôngplông-giơ mẫu.
Về kết cấu của bàn thử, quy trình thử nghiệm cụ thể của loại bàn thử này, sẽ ñược trình bày cụ thể hơn ở phần sửa chữa cặp píttôngplông-giơ bơm cao áp ñộng cơ diezel (chương VI).
3.2. Các phương pháp phát hiện hư hỏng có ñặc tính cơ giới 3.2.1. Phát hiện bằng mắt thường ðây là phương pháp ñơn giản nhất nhưng không chính xác và kém tin cậy.
Phương pháp này dùng ñể phát hiện những khuyết tật có thể nhìn thấy một cách rõ ràng. Trong phương pháp này người ta còn sử dụng kính lúp phóng ñại 5-10 lần hoặc kính hiển vi. Dùng phương pháp này có thể phát hiện ñược các vết nứt, vết dập, vết lõm, vết xước, v.v...
3.2.2. Phương pháp âm học (Phương pháp ñập gõ) Trong phương pháp này người ta phân biệt các âm thanh phát ra khi gõ ñập
vào các chi tiết lành lặn và các chi tiết có vết nứt, các mối ghép bình thường và các mối ghép ñã mất khả năng làm việc. Tùy thuộc từng loại chi tiết, nhưng phần lớn các chi tiết lành lặn ñều phát ra các âm trong và thanh còn các chi tiết có vết nứt phát ra các âm trầm và rè. Dựa vào các âm thanh phát ra ñó mà có thể nhận biết chi tiết có vết nứt hay không. Phương pháp này ñơn giản nhưng ñộ chính xác không cao.
3.2.3. Phương pháp thử bằng áp lực chất lỏng Phương pháp thử nghiệm thủy lực hay còn gọi là phương pháp ép nước ñược
sử dụng khá rộng rãi ñể kiểm tra vết nứt hoặc ñộ thẩm thấu của các nồi hơi, các thùng gió cũng như của các thân máy hoặc các chi tiết lắp ghép của một số cơ cấu như ñộ kín lắp ghép của lót xylanh với thân máy, của các mặt quy lát, v.v... Bản chất của phương pháp này là người ta ñổ các chất lỏng kiểm tra (như nước, dầu hỏa, dầu nhờn hoặc nhiên liệu, v.v...) vào các khoang hay các lỗ lõm của chi tiết, sau ñó ép các dung dịch ñó tới một áp suất nhất ñịnh. Nếu chi tiết có khuyết tật (có vết nứt, vết thủng hoặc dập) thì chất lỏng sẽ rò gỉ ra hoặc xuất hiện trên bề mặt của chi tiết, làm giảm áp suất ño ñược trên ñồng hồ. Bằng phương pháp này có thể tiến hành thử nghiệm lưu lượng cũng như kiểm tra vết nứt trong các ống dẫn của các két làm mát, hộp giảm tốc, bình trao ñổi nhiệt, v.v…Trước khi ép nước cần làm sạch các khoang của chi tiết và dung dịch thử nghiệm phải có nhiệt ñộ và áp suất tương ñương với ñiều kiện vận dụng thực tế.
3.2.4. Phương pháp dò khuyết tật màu Phương pháp này dùng ñể kiểm tra trạng thái của các chi tiết chế tạo từ các
vật liệu không nhiễm từ (như các kim loại màu, chất dẻo, các hợp kim cứng v.v...) có

98.Cnsc
các khuyết tật như vết nứt, vết rỗ trên bề mặt. Bản chất của phương pháp này dựa trên sự xâm nhập mao dẫn của chất lỏng nhuộm màu vào vết nứt, vết rỗ của chi tiết.
Trước khi kiểm tra, chi tiết ñược làm sạch và tẩy mỡ, sau ñó nhúng vào chất lỏng nhuộm màu hoặc lấy chất lỏng nhuộm màu phết lên bề mặt chi tiết. Trong khoảng 5-10 phút khi dung dịch màu ñã thấm sâu vào các vết nứt và vết rỗ thì chi tiết ñược ñem rửa trong nước lạnh chảy hoặc trong dung dịch 5% kiềm ăn da (NaOH). Sau ñó chi tiết ñược sấy khô (thường là bằng không khí nóng) và ñược phủ một lớp bột xốp tế vi mỏng xê-li-ca-ghen (SiO2), hoặc ñược thấm vào dung dịch nước của cao lanh hoặc phấn trắng (tỷ lệ: 1 lít nước cho 600-700g cao lanh hoặc 300-400g bột phấn). Cao lanh hoặc bột phấn phủ lên bề mặt chi tiết phải ñược sấy khô.
Chừng nào kích thước của các lỗ nhỏ trong xê-li-ca-ghen (trong cao lanh hoặc phấn) nhỏ hơn chiều rộng của vết nứt, thì dưới tác dụng của các lực mao dẫn, chất lỏng màu sẽ bị hút vào các lỗ tế vi của xê-li-ca-ghen. Kết quả trên vét nứt sẽ xuất hiện một ñường vạch màu theo ñúng hình dạng và kích thước của vết nứt ñó. Theo chiều rộng của vạch màu ñó người ta có thể xác ñịnh ñược chiều sâu của vết nứt: khi vạch màu càng rộng thì vết nứt càng sâu.
Chất lỏng màu (người ta còn gọi là chất chỉ thị, chất kiểm tra hoặc chất tìm kiếm) có thể có thành phần là 80% dầu hỏa, 15% dầu biến áp, 5% dầu thông và 10 gam bột màu pha với một lít nước, hoặc 75% dầu hỏa, 20% dầu biến áp và 5% dầu an-tra-xen và còn lại là bột xê-li-ca-ghen (SiO2).
Trong sửa chữa ñầu máy diezel dạng ñơn giản nhất của phép dò khuyết tật màu là phương pháp nhuộm bột phấn ñược sử dụng rộng rãi. Chi tiết cần kiểm tra ñược nhúng vào dầu hỏa hoặc dầu nhờn hâm nóng tới 50-600C, sau ñó lau khô và phết một lớp dung dịch phấn. Sau khi dung dịch khô lấy búa gõ lên chi tiết, chỗ nào có vết nứt bột phấn sẽ bám thành vệt lên bề mặt của chi tiết ñó.
Phương pháp dò khuyết tật màu cho phép phát hiện trên bề mặt chi tiết các vết nứt có chiều sâu tới 0,01 và chiều rộng tới 0,001 mm ở nhiệt ñộ chi tiết là 15-200C. Nhược ñiểm của phương pháp này là cần phải làm sạch chi tiết một cách cẩn thận, nhất là ñối với các chi tiết ngâm lâu trong dầu và ñối với các chi tiết cồng kềnh thì việc sấy khô sẽ gặp khó khăn.
3.2.5. Phương pháp dò khuyết tật bằng huỳnh quang Phương pháp này dùng ñể phát hiện những vết nứt rỗ bề mặt của chi tiết. Phát
quang là hiện tượng khi một chất nào ñó hấp thụ năng lượng tia (chẳng hạn tia tử ngoại) và tự mình phát sáng (phát quang) trong một khoảng thời gian nào ñó, do vậy phương pháp này ñược gọi là phương pháp huỳnh quang.
Bản chất của phép dò khuyết tật bằng huỳnh quang như sau: Người ta pha một loại dung dịch (hỗn hợp) phát quang gồm 0,25 lít dầu biến
áp hoặc dầu va-zê-lin, 0,5 lít dầu hỏa và 0,25 lít xăng (bezin) cộng thêm khoảng 0,2-0,25 gam bột màu vàng- xanh. Sau ñó ñem nhúng các chi tiết cần kiểm tra ñã ñược làm sạch và khử dầu mỡ vào bể có chứa dung dịch phát quang trong khoảng 10-15 phút hoặc dùng chổi lông phết dung dịch lên bề mặt chi tiết và ñể trong 10-15 phút. Dung dịch phát quang có tính thấm ướt tốt dễ thẩm thấu vào các vết nứt rỗ và ñược giữ lại ở ñó. Sau ñó dùng tia nước lạnh có áp suất khoảng 2 kG/cm2 (2 daN/cm2) xối lên bề mặt chi tiết ñể rửa sạch dung dịch màu. Tiếp theo chi tiết ñược sấy khô bằng khí nén ñã sấy nóng. Việc sấy khô và ñốt nóng chi tiết làm cho dung dịch phát quang chảy ra bề mặt chi tiết và bao lấy rìa vết nứt. Muốn phát hiện vết nứt ñược dễ dàng,

99.Cnsc
người ta phủ lên bề mặt chi tiết một lớp bột xê-li-ca-ghen (SiO2) mỏng và ñể trong không khí khoảng 5-30 phút. Phần bột thừa ñược rũ sạch hoặc thổi sạch. Lớp bột xê-li-ca-ghen xốp, mịn và khô sẽ có tác dụng hút dung dịch màu từ khe hở lên. Sau ñó dùng ñèn thủy ngân-thạch anh phát tia tử ngoại ñể soi lên chi tiết (trong buồng tối) và bột xê-li-ca-ghen ñã thấm dung dịch phát quang ở chỗ vết nứt sẽ phát sáng và có màu xanh-vàng rõ rệt. Sự phát sáng ñó có thể chụp ảnh ñể phân tích và ñánh giá mức ñộ hư hỏng của chi tiết. Việc soi chi tiết cũng có thể tiến hành ngay sau khi tẩm bột khoảng 1-2 phút, ñối với các vết nứt tế vi thì sau 10-15 phút có thể tiến hành kiểm tra.
Nguồn ánh sáng cực tím (tử ngoại) là các loại ñèn thuỷ ngân-thạch anh, ánh sáng của các ñèn này ñược lọc qua các bầu lọc tia tử ngoại.
Phương pháp huỳnh quang có thể phát hiện các vết nứt sâu và rộng (phát quang ở dạng các dải rộng) hoặc các vết nứt tế vi phát quang ở dạng các ñường thẳng mảnh.
3.2.6. Phương pháp dò khuyết tật từ Ở các cơ sở sửa chữa ñầu máy phương pháp dò khuyết tật bằng từ trường
ñược áp dụng khá rộng rãi vì nó có ñộ chính xác cao, thời gian kiểm tra chi tiết nhanh và thiết bị tương ñối ñơn giản. Bản chất của phương pháp dò khuyết tật từ là: nếu cho một từ thông xuyên qua chi tiết, thì khi trong chi tiết có vết nứt ñộ dẫn từ của nó sẽ thay ñổi (sẽ không ñồng nhất) và do ñó từ thông sẽ bị thay ñổi cả về trị số cũng như về hướng. Kết quả là các ñường sức từ sẽ bị biến dạng, xung quanh vết nứt sẽ xuất hiện một từ trường cục bộ, trên các rìa của vết nứt sẽ phát sinh các cực từ và nếu rắc mạt sắt hoặc bột từ lên bề mặt chi tiết thì mạt sắt sẽ tụ lại xung quanh vết nứt và do ñó sẽ phát hiện ñược chúng. Phương pháp này dùng ñể phát hiện những vết nứt bề mặt trên thân các chi tiết bằng gang, thép và nói chung của các vật liệu nhiễm từ.
Hình 3.9. Sơ ñồ ñường sức từ trong vật liệu chi tiết a. Khi chi tiết không có khuyết tật (vết nứt); b. Khi chi tiết có khuyết tật;
1, 3. Các cực nam châm ñiện; 2. Chi tiết kiểm tra. Trên hình 3.9. biểu thị sơ ñồ các ñường sức từ trong vật liệu chi tiết. Khi
trong chi tiết không có vết nứt thì các ñường sức phân bố ñồng ñều. Còn khi trong chi tiết có vết nứt thì hình dạng các ñường sức thay ñổi, ở hai phía của vết nứt mật ñộ phân bố các ñường sức lớn hơn, do ñó tại ñây sẽ xuất hiện một từ trường cục bộ (từ trường nhỏ) và nếu rắc mạt sắt lên bề mặt chi tiết thì chúng sẽ tụ lại ở phía có mật ñộ từ thông lớn hơn và sẽ vẽ lên ñúng hình dạng, kích thước và vị trí của vết nứt. Cũng trên sơ ñồ này ta có thể thấy, nếu vết nứt có kích thước nhỏ và nằm cùng chiều với ñường sức thì ñường sức sẽ biến dạng không ñáng kể và do ñó việc phát hiện sẽ gặp
N
N
S
S
1 2 3
a)
b)

100.Cnsc
khó khăn. Do vậy, ñể khắc phục một số yếu ñiểm ñó phải dùng các phương pháp nhiễm từ khác nhau ñể phát hiện những vết nứt phân bố khác nhau của các chi tiết.
Có ba phương pháp nhiễm từ cho chi tiết: nhiễm từ dọc (nhiễm từ có cực), nhiễm từ vòng (nhiễm từ không có cực) và nhiễm từ hỗn hợp.
Ở phương pháp thứ nhất, chi tiết ñược nhiễm từ bằng nam châm ñiện hoặc bằng xô-lê-nô-it (cuộn dây nhiễm từ) (hình 3.10). Trong trường hợp này trong chi tiết xuất hiện những ñường sức dọc và khuyết tật có thể phát hiện khi vẫn áp ñặt từ trường lên chi tiết hoặc cũng có thể phát hiện khi còn từ trường dư.
Ở phương pháp thứ hai (nhiễm từ vòng-nhiễm từ không có cực), chi tiết ñược mắc vào mạch ñiện, còn chi tiết rỗng ñược nhiễm từ nhờ dây dẫn cố ñịnh ñặt ở phía trong chi tiết thông qua nguồn ñiện (hình 3.11). Trong trường hợp này trong chi tiết sẽ xuất hiện những ñường sức từ nằm ngang. Lúc này chi tiết vừa là vật dẫn ñiện lại vừa là vật dẫn từ, xung quanh chi tiết có dòng ñiện chạy qua sẽ xuất hiện một từ trường, hướng của nó ñược xác ñịnh theo "quy tắc vặn nút chai".
Hình 3.10. Sơ ñồ nhiễm từ dọc (nhiễm từ có cực) của chi tiết. 1. Chi tiết cần nhiễm từ; 2. Nam châm; 3. Xô-lê-nô-it
Khi dò khuyết tật bằng từ trường, vết nứt chỉ có thể ñược phát hiện khi nó cắt ngang các ñường sức từ. Vì vậy, phương pháp nhiễm từ có cực ñược sử dụng ñể phát hiện những vết nứt nằm ngang trong thân chi tiết, còn nhiễm từ không có cực dùng ñể phát hiện những vết nứt nằm dọc trong chi tiết. Khi cần thiết có thể sử dụng loại nhiễm từ hỗn hợp, trong trường hợp này chi tiết ñược nhiễm từ dọc và nhiễm từ vòng.
3
2
1
4
32
1

101.Cnsc
Hình 3.11. Sơ ñồ nhiễm từ vòng (nhiễm từ không có cực) của chi tiết.
1,2. Chi tiết nhiễm từ; 3. ðiện cực.
Ở cả hai phương pháp nhiễm từ trình bày trên, các ñường sức từ phân bố ñều trong toàn bộ mặt cắt ngang của chi tiết, do ñó các hạt bột từ cũng ñược phân bố ñều trên bề mặt chi tiết và như vậy có thể phát hiện những vết nứt rất nhỏ.
Chất dò khuyết tật thường dùng là bột sắt từ (vảy sắt rèn, oxít sắt, thép non...) kích thước của các hạt vào khoảng 50-60 mµ .
ðôi khi, người ta còn dùng hỗn hợp dung dịch gồm dầu hỏa hoặc dầu biến áp pha với bột từ theo tỷ lệ bột từ và dung dịch là 1:30 - 1:50.
ðể kiểm tra trạng thái chi tiết bằng bột từ người ta dùng các dụng cụ ñặc biệt gọi là các máy dò từ. Các máy dò từ có thể làm việc ở dòng ñiện một chiều cũng như xoay chiều với tần số công nghiệp. Dòng ñiện một chiều có thể dùng cho bất kỳ kiểu nhiễm từ nào. Các máy dò khuyết tật từ làm việc ở dòng ñiện xoay chiều có kết cấu ñơn giản hơn so với máy dò một chiều nhưng có một số nhược ñiểm hạn chế việc sử dụng của chúng. Cường ñộ của từ trường dư phụ thuộc vào thời ñiểm ngắt dòng ñiện. Nếu dòng ñiện bị ngắt ở pha có từ thông nhỏ nhất thì chi tiết có thể không ñược nhiễm từ. Người ta ñã tính ñược rằng xác suất cường ñộ dòng ñiện nhiễm từ nhỏ hơn 2 lần so với dòng ñiện ñịnh mức là 33%, do ñó khi nhiễm từ cho chi tiết bằng dòng xoay chiều thì phải sử dụng dòng ñiện có cường ñộ lớn gấp 2 lần so với cường ñộ khi dò bằng ñiện một chiều. Ngoài ra, dòng ñiện xoay chiều có hiệu ứng bề mặt nên chiều sâu của từ trường nhỏ, chỉ có thể kiểm tra những vết nứt không nằm sâu trong chi tiết. Dùng dòng ñiện xoay chiều chỉ cần một máy biến thế, khi kiểm tra thường ñiện áp thấp, cường ñộ lớn do vậy an toàn.
Một ñiều cần chú ý là khi dùng phương pháp nhiễm từ hỗn hợp thì nên dùng ñiện một chiều cho từ trường dọc và ñiện xoay chiều cho từ trường ngang. Trong khi dùng ñiện, cường ñộ dòng ñiện là một yếu tố quan trọng. Nếu cường ñộ dòng ñiện quá lớn, mạt sắt sẽ bám ñầy lên chi tiết do ñó khó nhận biết chỗ nào có vết nứt, chỗ nào không. Ngược lại khi cường ñộ dòng ñiện quá nhỏ thì từ trường sẽ yếu và các vết nứt không thể hiện lên một cách rõ ràng ñược. Hiện nay cường ñộ dùng là khoảng 60 ampe, nhưng cũng có những trường hợp lên tới hàng nghìn am-pe (ñối với nhiễm từ vòng).
Sau khi kiểm tra, trong chi tiết sẽ còn lại một lượng từ dư, do ñó phải khử từ cho chi tiết. Khi khử từ người ta lồng chi tiết qua một cuộn dây (xô-lê-nô-it) rồi cho di chuyển từ từ. Trong cuộn dây này có dòng ñiện xoay chiều chạy qua. Sau khi ñã kéo chi tiết ra khỏi cuộn dây và ít nhất chi tiết cũng phải cách xa ñầu cuộn dây 0,5 m thì mới ñược ngắt dòng ñiện, nếu không thì chi tiết vẫn có thể bị nhiễm từ.

102.Cnsc
Hình 3.12. Kết cấu một loại máy dò khuyết tật bằng từ trường 1. Cuộn dây nhiễm từ; 2. Thân máy; 3. Cáp 3 chấu; 4. Chân chống; 5. Mẫu; 6. Máy biến áp (giảm áp);
7. Bình ñựng dung dịch nhiễm từ. Ngoài ra, cũng có thể khử từ bằng cách cho dòng ñiện xoay chiều chạy qua
chi tiết sau ñó dùng biến trở giảm cường ñộ từ từ cho tới khi bằng không. Dòng ñiện xoay chiều chỉ khử từ ñược ở mặt ngoài chi tiết, do ñó các chi tiết ñược nhiễm từ bằng dòng ñiện một chiều thì cũng phải ñược khử từ bằng dòng ñiện một chiều. Trong trường hợp này cũng cho dòng ñiện một chiều chạy qua chi tiết, sau ñó giảm dần trị số của nó tới không ñồng thời luôn luôn thay ñổi cực tính của từ trường.
Phương pháp này có hiệu quả cao khi cần phát hiện những khuyết tật trên bề mặt. Việc kiểm tra nhanh, tin cậy, rõ ràng. Tuy nhiên phương pháp này còn một số nhược ñiểm là việc khử từ cho các chi tiết cồng kềnh gặp khó khăn (như trục khuỷu, blốc xylanh, v.v...), không kiểm tra ñược các chi tiết làm bằng kim loại màu hoặc các loại thép ôxtenit.
Kết cấu một số loại máy dò khuyết tật bằng từ trường ñược thể hiện trên hình 3.12 và 3.13. Sơ ñồ xác ñịnh vết nứt trong sơmi và ống lót xylanh loại ñộng cơ D100 ñược thể hiện trên hình 3.14.

103.Cnsc
1. Công tắc; 2. Lõi thép; 3. Giá giắc cắm; 4. Thân (vỏ) máy; 5. Cáp 3 lõi; 6,7. Các cuộn dây nhiễm từ và cuộn dây phụ.
Hình 3.13. Máy dò khuyết tật kiểu DGS-M
1. Thanh ñồng ñược cách li, ñường kính 20-22 mm; 2. Sơmi xylanh; 3. Ống lót xylanh; 4. Chân ñế; 5. ðầu kẹp; 6. Biến áp.
Hình 3.14. Sơ ñồ xác ñịnh vết nứt trong sơmi và ống lót xylanh ñộng cơ
D100
3.2.7. Phương pháp dò khuyết tật bằng siêu âm Phương pháp dò khuyết tật bằng siêu âm dùng ñể phát hiện những khuyết tật
hoặc vết nứt nằm sâu trong lòng chi tiết (cách bề mặt chi tiết từ 1ñến 6 cm). Sóng siêu âm ñó là những âm thanh có tần số rất lớn (khoảng 16.000-20.000 dao ñộng trong một giây) tai người không thể nghe thấy. Phương pháp dò khuyết tật bằng siêu âm dựa trên tính chất của các sóng siêu âm có thể lan truyền trong các môi trường ñồng nhất, ñậm ñặc (như kim loại, chất lỏng, chất khí...) và bị phản xạ ở những chỗ tiếp giáp giữa hai môi trường không ñồng nhất như không khí - kim loại, kim loại - tạp chất khác, chất lỏng - chất khí v.v... ðể thực hiện phương pháp này cần phải có các tần số cao với công suất bức xạ lớn. Vì vậy ở ñây phải sử dụng hiệu ứng áp ñiện. Hiện tượng này dựa trên tính chất của một số vật liệu như các tinh thể thạch anh, ba-ri và một số vật liệu khác có khả năng bức xạ ra các sóng siêu âm khi áp ñặt lên chúng những dao ñộng ñiện cao tần. Trong các ngành kỹ thuật, hiện nay người ta
+3190
38
0
500
1 2
7
6 5
43
2-4V
~220V
6
5
4
321

104.Cnsc
thường dùng ba kiểu dò khuyết tật bằng siêu âm, ñó là kiểu "bóng âm", kiểu "tiếng ñội" (phản xạ) và kiểu "cộng hưởng".
Trên hình 3.15 biểu thị sơ ñồ máy dò khuyết tật siêu âm làm việc theo nguyên tắc "bóng âm".
Máy bức xạ 2 và máy thu 6 ñược di chuyển dọc theo chi tiết kiểm tra và nếu trong chi tiết có khuyết tật hoặc vết nứt thì tia siêu âm do máy bức xạ phóng ra sẽ bị phản xạ từ bề mặt khuyết tật và không tới ñược máy thu 6. Vùng tính từ khuyết tật tới máy thu 6 ñược gọi là vùng "bóng âm". Từ máy phát siêu âm 1 hiệu ñiện thể xoay chiều ñược truyền tới tầm áp ñiện bức xạ 2 và nhờ hiệu ñiện thế này tấm áp ñiện bắt ñầu dao ñộng. Nếu cho tấm áp ñiện 2 tiếp xúc khít với chi tiết 4 thì các dao ñộng dưới dạng sóng siêu âm lại ñược truyền vào chi tiết 4. Khi có khuyết tật, các sóng siêu âm 5 do máy bức xạ 2 phóng ñi bị phản xạ từ khuyết tật 3 và không xuyên ñược tới tấm thu áp ñiện 6 và do ñó phía sau khuyết tật tạo ra một bóng âm. Trên máy thu không xuất hiện các xung áp ñiện, do ñó ñồng hồ chỉ thị 8 sẽ không cho chỉ số và dựa vào ñó có thể biết ñược trong chi tiết có khuyết tật hay không.
Hình 3.15. Sơ ñồ máy dò siêu âm làm việc theo nguyên tắc "bóng âm"
a. Trong chi tiết không có khuyết tật; b. Trong chi tiết có khuyết tật.
1. Máy phát sóng siêu âm; 2. Máy bức xạ áp ñiện; 3. Vết nứt; 4. Chi tiết;
5. Tia siêu âm; 6. Máy thu áp ñiện; 7. Máy khuếch ñại; 8. ðồng hồ.
Trên hình 3.16 biểu thị sơ ñồ máy dò khuyết tật siêu âm làm việc theo nguyên tắc phản xạ sóng siêu âm (nguyên tắc "tiếng ñội"). Máy phát xung 6 làm nhiệm vụ kích thích cho máy bức xạ áp ñiện 3. Khi máy bức xạ tiếp xúc với chi tiết 1 nó sẽ phóng các dao ñộng siêu âm dưới dạng các xung ngắn trong khoảng thời gian 0,5-10 sµ phân cách nhau bởi những khoảng thời gian 1-5 sµ . Khi các xung siêu âm
1
2 3 4
5 6
7 8
2 4
1
3
6 7 8
a) b)

105.Cnsc
xuyên tới bề mặt bên kia của chi tiết (tới ñáy của chi tiết) chúng bị phản xạ và quay trở lại máy thu áp ñiện 2. Nếu trong chi tiết có khuyết tật (8) thì các xung siêu âm phóng ñi sẽ bị phản xạ lại trước khi xuyên tới mặt bên kia của chi tiết. Các xung phản xạ gây ra các dao ñộng cơ học trong máy thu áp ñiện, nhờ các dao ñộng cơ học ñó trong tấm áp ñiện xuất hiện các tín hiệu ñiện. Các tín hiệu ñiện này ñi vào máy khuếch ñại ñèn ñiện tử 4 và dưới dạng xung khuếch ñại chúng ñi vào ống tia ñiện từ 5. ðồng thời với việc mở máy phát xung 6 khởi ñộng luôn cả máy phát quét 7 dùng ñể thu nhận hình khai triển nằm ngang tạm thời của tia trên màn ảnh của ống thu. Khi máy phát làm việc, trên màn ảnh của ống tia ñiện từ 5 sẽ xuất hiện xung ñầu tiên (còn gọi là xung ban ñầu) có dạng răng cưa thẳng ñứng. Khi trong chi tiết có khuyết tật ngầm, các tia siêu âm bị phản xạ lại và trên màn ảnh xuất hiện một xung gọi là xung phản xạ từ khuyết tật. Xung thứ hai này nằm trên màn ảnh của ống tia ñiện tử cách xung thứ nhất một khoảng cách xác ñịnh l1. Ở cuối hình khai triển của tia xuất hiện một xung gọi là xung ñáy (xung này ñược phản xạ lại từ phía bên kia của chi tiết) và nằm cách xung ban ñầu một khoảng l2. Khoảng cách l1 tương ứng với chiều sâu của vị trí vết nứt so với bề mặt chi tiết, còn khoảng cách l2 tương ứng với chiều dày của chi tiết.
Hình 3.16. Sơ ñồ máy dò khuyết siêu âm làm việc theo nguyên tắc phản xạ sóng siêu âm.
1. Chi tiết; 2. Máy thu áp ñiện; 3. Máy bức xạ sóng siêu âm; 4. Máy khuếch ñại ñèn ñiện tử; 5. Ống hiện sóng; 6. Máy phát xung;
7. Máy phát quét; 8. Khuyết tật. Khi tiến hành dò khuyết tật, bề mặt tiếp xúc giữa tấm áp ñiện (ống thăm) với
chi tiết ñược bôi một lớp mỏng dầu nhờn biến áp hoặc va-zê-lin.
Phương pháp bóng âm có ñộ nhậy tương ñối nhỏ vì vậy hiện nay thường áp dụng phương pháp phản xạ sóng siêu âm.
Các ống thăm (các ống áp ñiện) của máy bức xạ áp ñiện ñược chế tạo từ các tấm gốm bri-ta-nát, bề mặt của chúng ñược mạ một lớp bạc mỏng.
l1 l2
1
xung ban ñầu
xung phản xạ từ khuyết tật
tín hiệu ñáy
2 3
4
5
6
7
8

106.Cnsc
Phương pháp dò khuyết tật bằng siêu âm có ưu ñiểm là có thể phát hiện ñược các khuyết tật ngầm của chi tiết riêng biệt cũng như những chi tiết nằm trong cụm máy không phân biệt chi tiết ñó làm từ vật liệu gì. Dùng phương pháp này có thể phát hiện các khuyết tật trong trục của cặp bánh xe, trong cổ trục khuỷu mà không cần giải thể khỏi ñộng cơ trong các bu-lông bắt chặt các cực từ của ñộng cơ ñiện kéo, v.v...
Tuy nhiên phương pháp này một số nhược ñiểm là phải chế tạo những ống thăm hoặc còn gọi là ñầu dò từ chuyên dùng ñể kiểm tra từng loại chi tiết hoặc thậm chí cho từng vị trí cụ thể của một chi tiết. Ngoài ra phương pháp này không những ñòi hỏi phải hiệu chỉnh máy dò ñể kiểm tra từng loại chi tiết mà còn phải có hiểu biết về ñặc ñiểm làm việc của máy móc và thói quen nhận biết các khuyết tật.
Hình 3.17. ðầu dò siêu âm kiểm tra vết nứt trong rãnh xécmăng trên píttôngñộng cơ diezel
1.Phích cắm; 2. Thân; 3. Cuộn cảm ứng; 4. Bộ phận giảm chấn; 5,6. Các tấm áp ñiện (bộ phận bức xạ áp ñiện);
7. Pittông; 8. Dây dẫn cố ñịnh.
Xung ban ®Çu
ChiÒu cao giíi h¹n cñatÝn hiÖu m¸y dß siªu ©m
TÝn hiÖu hiÖu chØnh theo pitong kh«ng bÞ h− háng
25
-27
5-7
mm
567
84
3
2
1

107.Cnsc
Hình 3.18. Sơ ñồ kiểm tra cổ trục khuỷu ñộng cơ diezel bằng máy dò siêu âm a. Tín hiệu từ khuyết tật gần phía ñầu dò; b. Tín hiệu từ khuyết tật ở góc lượn; c. Tín hiệu từ gờ (mép) của má khuỷu.
1. ðầu dò siêu âm; 2. Cổ trục khuỷu; 3. Má khuỷu; 4. Thang ñiều chỉnh chiều sâu.
67
8
91 00
1
2
34 5
cba
4Xung lµm viÖc
Xung ban ®Çu
§iÓm b¾t ®Çu tÝnh cù ly
1
2
3
A
KhuyÕt tËt
2
45
1
3
Nh×n theo A

108.Cnsc
Hình 3.19. ðầu dò siêu âm xác ñịnh vết nứt ngang trong cổ trục khuỷu ñộng cơ diezel
1. Tấm áp ñiện; 2. Cuộn cảm ứng; 3. Thân; 4. Ổ cắm; 5. Bộ giảm chấn (giảm xung). 3.2.8. Phương pháp dò khuyết tật bằng X quang và tia ga-ma Những phương pháp này dựa trên tính chất của tia rơn-ghen và tia ga-ma có
thể chiếu sáng cho chi tiết ở ñộ sâu tương ñối lớn (80-200 m ñối với tia rơn-ghen và 300 m ñối với tia ga-ma). Khi xuyên qua kim loại các tia này sẽ bị mất một phần năng lượng và các tia xuyên qua lỗ rỗ, vết nứt và các khuyết tật khác sẽ có cường ñộ lớn hơn so với các tia xuyên thấu qua kim loại ở những chỗ không có khuyết tật (hình 3.20). Do vậy, ñánh giá ñược cường ñộ của các tia xuyên qua chi tiết là có thể xác ñịnh ñược trong chi tiết có khuyết tật hay không. Việc ñánh giá cường ñộ của các tia ñược thực hiện nhờ các màn huỳnh quang hoặc ñược chụp lại trên các phim ảnh có ñộ nhạy cao. Trên tấm phim ñã tráng những chỗ có khuyết tật sẽ có màu tối (sẫm hơn còn trên ảnh hoặc màn ảnh những chỗ ñó sẽ có màu sáng hơn).
Phương pháp này ñòi hỏi phải trang bị phức tạp và ñòi hỏi nhiều thời gian ñể xử lý phim ảnh. Ngoài ra, các tấm ảnh ghi lại hình của các khuyết tật ngầm thường là không rõ ràng nên ñòi hỏi phải có kinh nghiệm cao. Phương pháp này ít ñược áp dụng trong ngành sửa chữa ñầu máy diezel.
Hình 3.20. Sơ ñồ chiếu tia rơn-ghen
1. Nguồn chiếu sáng;
2. Khuyết tật trong chi tiết;
3. Chi tiết;
4. Vật chỉ thị (inñicatơ);
5. ðồ thị cường ñộ chiếu sáng của các tia sau khi xuyên qua chi tiết.
3.2.9. Phương pháp kiểm tra ñộ ñồng tâm, ñộ cong của chi tiết
Sau khi sử dụng các chi tiết có thể bị biến dạng, vì vậy sau khi giải thể nếu không kiểm tra và nắn sửa lại thì khi lắp lại chi tiết sẽ không nằm ñúng vị trí thiết kế và như vậy có thể sinh ra các tải trọng phụ làm giảm tuổi thọ của các chi tiết liên quan. Chẳng hạn, các loại trục như trục khuỷu, trục cam... khi giải thể xong cần phải tiến hành ño ñộ ñồng
2
4
3
1
1
2
4
3
5
Hình 3.21. Sơ ñồ ño ñộ cong của trục khuỷu
1. Mũi chống tâm (hoặc khối V); 2. ðồng hồ; 3. Chân gá ñồng hồ; 4. Trục khuỷu.

109.Cnsc
tâm, cong của chúng. Muốn xác ñịnh ñộ ñồng tâm và ñộ cong của các trục này cần phải có giá ñỡ và ñồng hồ ño. Trục ñược ñặt lên hai khối V của bàn máy hoặc nhờ các mũi chống tâm, sau ñó dùng ñồng hồ ñể ño ñộ ñảo của các cổ trục. Căn cứ vào sự sai lệch của kim ñồng hồ khi trục quay một vòng ta có thể xác ñịnh ñược ñộ cong của trục. Vị trí ñặt kim ñồng hồ nên chọn bề mặt không bị mòn hoặc mòn ít nhất ñể giảm sai số khi ño. Ví dụ kim ño ñộ cong của trục khuỷu có thể ñặt vào vùng cạnh lỗ ñầu của ñường dầu bôi trơn, vì ở vị trí này cổ trục mòn ít nhất. Sơ ñồ ño ñộ cong của trục khuỷu có thể tham khảo trên hình 3.21.
Sơ ñồ kiểm tra ñộ ñồng tâm của trục hình trụ và các cổ biên trục khuỷu ñược thể hiên trên hình 3.22.
c)
d '
c'
b 'a'
d
cb
a
-0,12+0,10
+0,04
+0,08
+0,010
-0,02
-0,12III
IIIIII
b)
a)
Hình 3.22. Sơ ñồ kiểm tra ñộ ñồng tâm của trục hình trụ và các cổ biên trục khuỷu
a. Sơ ñồ ño ñộ ñồng tâm của trục hình trụ (không có ñộ ñảo)
(trục ñược gá bằng hai ñầu chống tâm hoặc bằng hai gối chữ V);
b. Sơ ñồ kiểm ta các cổ biên trục khuỷu
(trục ñược tựa lên hai gối V có chống luynét ở giữa).
Các vị trí ño I, II, III ñối với trục hình trụ ñược lựa chọn tuỳ ý, nhưng không
ñược ít hơn 3 vị trí trển chiều dài trục (tại vị trí giữa và hai ñầu). Còn ñối với mỗi cổ trục khuỷu cần ít nhất là hai vị trí ở phía hai ñầu cổ trục, cách các góc lượn 15-20 mm. Trước khi ño cần chỉnh kim ñồng hồ ño về vị trí số 0. Sau ñó từ từ quay trục ñi một vòng, sau mỗi góc 45º tiến hành ñọc và ghi chỉ số ñồng hồ lên biểu ñồ (hình 3.22) ñối với mỗi vị trí ño I, II, III. ðộ lệch của kim ñồng hồ so với vị trí 0 nếu ngược chiều với kim ñồng hồ thì ñược ghi với dấu trừ (-), còn nếu cùng với chiều kim ñồng hồ thì ñược ghi với dấu cộng (+). Các kết quả ño ñược coi là ñúng nếu sau một vòng quay của trục, kim ñồng hồ ño (ñược ñặt ở phía trên ñiểm a) lại trở về vị trí 0. Nếu không, cần phải tiến hành lại phép ño.
Sau khi ño, tiến hành xác ñịnh hiệu ñại số giữa các chỉ số (số ño) của ñồng hồ tại mỗi mặt phẳng a-a’, b-b’, c-c’, d-d’ một cách riêng biệt cho từng vị trí ño. Hiệu ñại

110.Cnsc
số này chính là trị số không ñồng tâm thực tế (ñộ ñảo) của trục cần kiểm tra. Trong ví dụ kể trên ta có ñộ không ñồng tâm là 'cc
C−
= 0,08 – (-0,12) = 0,2 mm.
Căn cứ vào trị số ñộ ñảo của các cổ trục khuỷu (ñã trải qua vận dụng) có thể gián tiếp ñánh giá ñược ñặc trưng hao mòn của cổ trục cũng như ñộ ñồng tâm của chúng ( tức là ñộ võng có thể). ðộ ñảo của cổ trục mới hoặc cổ trục sau khi sửa chữa (sau khi ñã ñánh bóng) nếu lớn hơn 1 mm thì chứng tỏ là việc gia công các cổ trục là không chính xác hoặc trục bị cong (võng).
Việc kiểm tra ñộ ñồng tâm còn dựa trên nguyên lý dùng một mặt chuẩn có liên quan chung tới các hệ cổ trục và dùng ñồng hồ ñể ño.
ðộ ñồng tâm của các lỗ có cùng một ñường tâm hình học có thể xác ñịnh nhờ trục công nghệ, bằng phương pháp căng dây hoặc phương pháp quang học.
Thiết bị ño ñộ ñồng tâm của các gối ñỡ ổ trục khuỷu trong thân máy bằng phương pháp căng dây ñược thể hiện trên hình 3.23.
Sử dụng trục công nghệ có thể kiểm tra ñộ ñồng tâm và ñộ bậc thang của các gối ñỡ trục khuỷu ñộng cơ diezel. Thiết bị ño ñộ ñồng tâm của các gối ñỡ ổ trục khuỷu trong thân máy bằng phương pháp trục công nghệ ñược thể hiện trên hình 3.24.
Dụng cụ chuyên dùng ño ñộ ñồng tâm của trục khuỷu ñược thể hiện trên hình 3.25. Thiết bị ño ñộ ñồng tâm giữa trục khuỷu và trục máy phát ñiện chính ñược thể hiện trên hình 3.26.
32
1
Hình 3.23.Thiết bị ño ñộ ñồng tâm của các gối ñỡ ổ trục khuỷu trong thân máy bằng phương pháp căng dây
1. Con lăn (ròng rọc); 2. Quả nặng; 3. Dây thép

111.Cnsc
Hình 3.24. Thiết bị ño ñộ ñồng tâm của các gối ñỡ ổ trục khuỷu trong thân máy bằng phương pháp trục công nghệ
a. ðường tâm của trục công nghệ; b. ðường tâm của gối ñỡ trục khuỷu; 1. Blốc ñộng cơ; 2. Gối ñỡ trục khuỷu; 3. Trục công nghệ tựa trên gối ñỡ.
Hình 3.25. Dụng cụ ño ñộ ñồng tâm của trục khuỷu
Hình 3.26. Thiết bị ño ñộ ñồng tâm giữa trục khuỷu và trục máy phát ñiện chính
1600
Ø105
Khe hë Khe hëb
a
3
2
1
180°
90°
0°
270°+0.04
01
+0.03
-0.03
1 3
2

112.Cnsc
3.2.10. Phương pháp kiểm tra ñộ xoắn và ñồng tâm của chi tiết
ðối với các loại trục ngoài các hư hỏng ño cong, chúng còn bị xoắn. ðộ xoắn của trục có thể kiểm tra như sau: ñặt trục khuỷu lên giá ñỡ chữ V, ñặt kim ñồng hồ ño vào vị trí ño ở cổ trục thứ nhất, sau ñó ghi lại trị số của kim chỉ trên ñồng hồ ño. Tiếp theo tiến hành xê dịch ñồng hồ ño tới cổ trục cùng hướng với cổ thứ nhất và ño tại vị trí tương ứng, sau ñó xác ñịnh sai lệch của các chỉ số ño của hai lần ñồng thời phải chú ý giữ cho vị trí giữa ñường tâm của trục ño và ñường tâm của trục khuỷu không thay ñổi. Khi ñó góc xoắn sẽ ñược tính như sau:
R
∆=ϕ , radian, (3.39)
trong ñó: ∆ - hiệu số của các chỉ số hai lần ño; ϕ - góc xoắn của trục khuỷu; R -bán kính tay quay của trục khuỷu. Góc xoắn của trục khuỷu thường phải nằm trong giới hạn cho phép là 0,5
mm. ðối với thanh truyền có thể kiểm tra ñộ cong và xoắn như ở ñồ thị hình 3.27.
Sau khi gá thanh truyền lên giá ño ñúng ñồng hồ ñể xác ñịnh sai số. Sai số giữa hai kim ñồng hồ ñặt ñứng chỉ ñộ cong của thanh truyền, còn sai số giữa các kim ñồng hồ khi ñặt ngang chỉ ñộ xoắn của thanh truyền.
200200
M2
m2
M1
m1
H2
h2h1H
1

113.Cnsc
Hình 3.27.Thiết bị ño ñộ xoắn của thanh truyền
1. Gối V; 2,4. Trục gá; 3. Thanh truyền; 5. ðồng hồ ño có chân ñứng. Câu hỏi kiểm tra:
1. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng mặt chuẩn nhân tạo. 2. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng phân tích quang . 3. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng thiết bị khí nén. 4. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng thiết bị thuỷ lực. 5. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng dò khuyết tật màu,
bang huỳnh quang và dò khuyết tật từ.. 6. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng siêu âm và bằng
chùm tia. 7. Trình bày các phương pháp xác ñịnh ñộ cong và ñộ xoắn của chi tiết .

Cnsc.111
CHƯƠNG IV CÁC PHƯƠNG PHÁP PHỤC HỒI VÀ SỬA CHỮA CHI TIẾT
4.1. Ý nghĩa kinh tế kỹ thuật của việc sửa chữa chi tiết Trong quá trình sử dụng các chi tiết đầu máy bị hao mòn làm cho hình dạng
hình học, kích thước nguyên thủy và đặc tính lắp ghép của chúng thay đổi dẫn đến các bộ phận của đầu máy mất khả năng làm việc hoặc không đảm bảo an toàn khi sử dụng. Mục đích của việc sửa chữa là để phục hồi lại hình dáng, kích thước, đặc tính lắp ghép của các chi tiết và các cụm máy hay nói cách khác là phục hồi khả năng làm việc của chúng.
Khi sửa chữa, thời hạn làm việc (tuổi thọ) của chi tiết được tăng lên và như vậy có thể tận dụng hết khả năng làm việc ban đầu của nó. Giá thành sử dụng cuả chi tiết sửa chữa được xác định bởi tuổi thọ của nó vì vậy giá trị sử dụng càng cao nếu tuổi thọ của chi tiết sửa chữa càng lớn. Giá thành sử dụng Esd của chi tiết sửa chữa có thể tính như sau:
00 E
TEETTE sc
sd
, đồng (4.1)
trong đó: T - tuổi thọ trung bình của chi tiết khi sử dụng mà không sửa chữa, giờ (km); Tsc - tuổi thọ trung bình của chi tiết với điều kiện có sửa chữa, giờ (km); E - giá thành của chi tiết mới, đồng ; E0 - giá thành thanh lý của chi tiết (giá thành khi bán sắt vụn), đồng.
Như ta đã biết trong quá trình lắp ráp đầu máy ở xưởng (hoặc đoạn) thường phải dùng ba loại chi tiết sau đây:
- Các chi tiết sau khi kiểm tra thấy vẫn còn đáp ứng được yêu cầu kỹ thuật, đó là những chi tiết cũ còn sử dụng được.
- Các chi tiết có hư hỏng hoặc khuyết tật đã được phục hồi và sửa chữa. - Các chi tiết mới, đó là những chi tiết mua hoặc tự chế tạo.
Giá thành và số lượng của mỗi chi tiết trên đây đều khác nhau. Theo kinh nghiệm ở các xưởng sửa chữa của Liên Xô (cũ) thì số lượng chi tiết còn dùng được chiếm khoảng 30 - 40%, số lượng các chi tiết phục hồi chiếm khoảng 20 - 40% và số lượng các chi tiết mới chiếm khoảng 20 - 50%.
Không kể các chi tiết còn dùng được, giá thành chi tiết phục hồi giảm rất nhiều so với chi tiết mua mới và nó chiếm khoảng 20 - 30% giá thành chi tiết mới. Việc phục hồi khả năng làm việc của chi tiết dẫn đến tiết kiệm nguyên vật liệu. Trong nhiều trường hợp khi phục hồi bằng những phương pháp hiện đại tuổi thọ và tính năng làm việc của chi tiết đảm bảo không những như chi tiết mới mà còn có thể cao hơn 1,5 - 2 lần.

Cnsc.112
Muốn phục hồi chi tiết có hiệu quả kinh tế cao phải đảm bảo yêu cầu sao cho chi phí sửa chữa nhỏ hơn trị số tăng giá thành sử dụng của chi tiết đạt được do sửa chữa. Điều kiện để sửa chữa chi tiết có lợi về mặt kinh tế được xác định bằng bất đẳng thức sau:
EEETTR sc
sc0
, (4.2)
trong đó: Rs.c - giá thành sửa chữa chi tiết, đồng. Hoặc còn có thể xác định như sau:
m
m
sc
sc
LC
LC
, (4.3)
trong đó: Cs.c - toàn bộ chi phí để phục hồi chi tiết, đồng; Ls.c - thời gian sử dụng (tuổi thọ) của chi tiết sau khi sửa chữa; Cm - giá tiền mua phụ tùng mới; Ls.c - thời gian sử dụng của chi tiết. Ngoài ra khi sửa chữa phải chú ý tới giá thành ban đầu của chi tiết. Những
chi tiết đắt tiền thì sửa chữa sẽ có lợi hơn. Do mòn không đều nên một số bề mặt làm việc của những chi tiết phức tạp có thể bị mòn không đáng kể và để phục hồi những bề mặt đó không cần phải chi phí nhiều vật liệu và lao động. Chẳng hạn giá thành của những con đội của bơm cao áp HK-10 có tất cả hai bề mặt làm việc chỉ chiếm 23-25% giá thành mua mới của nó, giá thành sửa chữa của một số chi tiết đắt tiền phức tạp và thậm chí khó sửa chữa như trục cam bơm cao áp cũng chỉ chiếm 6,5-7,5% giá thành của trục mới.
Muốn nâng cao tính kinh tế của các chi phí cho sửa chữa chi tiết thì phải giảm giá thành sửa chữa và tăng tuổi thọ của những chi tiết sửa chữa.
Giá thành sửa chữa chi tiết có thể xác định như sau: Rs.c = Rt.l + Rpx + Ev.l + Rt.x, đồng (4.4)
trong đó: Rt.l - tiền lương cơ bản của công nhân sản xuất;
Rv.l - giá thành vật liệu chi phí cho sửa chữa chi tiết; Rp.x - các chi phí của phân xưởng; Rt.x - các chi phí chung của toàn xí nghiệp hoặc nhà máy.
Nếu một chi tiết được phục hồi bằng những phương pháp khác nhau mà đảm bảo chất lượng như nhau, thì phương pháp có lợi về kinh tế nhất là phương pháp mà ở đó tỷ số giữa chi phí sửa chữa với trị số nâng cao tuổi thọ trung bình của chi tiết đạt được do sửa chữa là nhỏ nhất, có nghĩa là:
minTT
R
sc
sc , (4.5)
Việc phục hồi chi tiết có lợi hay không còn thể hiện ở những mặt như chất lượng phục hồi, quy trình công nghệ, phương pháp phục hồi và các trang thiết bị sẵn có của xí nghiệp hay nhà máy sửa chữa.
4.2. Phục hồi chi tiết bằng các phương pháp nguội

Cnsc.113
4.2.1. Phương pháp cạo Cạo là công việc gia công bằng tay cho các bề mặt chi tiết bằng dụng cụ
nguội gọi là dao cạo. Phương pháp này được sử dụng tương đối rộng rãi để gia công các bề mặt cong, chủ yếu khắc phục độ ô van không đáng kể của lỗ các ổ trượt không tháo rời được hoặc để rà khít các bạc lót với cổ trục hoặc gối đỡ của các ổ.
Nhiều khi còn dùng cạo để rà khít các mặt phẳng của các bề mặt tiếp xúc, đặc biệt của các mặt phẳng của các chi tiết lớn.
Quá trình cạo được tiến hành như sau: Bề mặt cổ trục hoặc một chi tiết công nghệ nào đó được bôi một lớp bột màu
mỏng, sau đó chi tiết cần cạo được đặt lên bề mặt của chi tiết công nghệ, hay ngược lại chi tiết công nghệ được đặt vào lỗ của chi tiết cần gia công, sau đó quay đi vài vòng. Như vậy trên bề mặt của chi tiết gia công sẽ xuất hiện những vết tiếp xúc bột màu và khi cạo sẽ cạo vào chỗ những vết tiếp xúc đó. Cứ như thế tiến hành lặp đi lặp lại nhiều lần cho tới khi các vết tiếp xúc lấm chấm hoa dâu phân bố đều trên bề mặt chi tiết cần gia công thì thôi. Đối với các bề mặt có độ chính xác trung bình thì trên diện tích 25x25 mm cần phải có khoảng 10-15 vết tiếp xúc và đối với các bề mặt có độ chính xác cao phải có 20 – 25 vết tiếp xúc.
Nhược điểm của phương pháp này là năng suất lao động thấp, giá thành cao. Trong sửa chữa đầu máy khi rà khít các bạc lót của cổ trục treo động cơ điện kéo với các cổ trục và các gối đỡ trong thân máy người ta dùng phương pháp cạo, hoặc để khắc phục những hư hỏng nhỏ của lớp hợp kim ba-bít của các bạc lót cổ trục khuỷu và trục cam, v.v... cũng dùng phương pháp này.
4.2.2. Phương pháp doa Gia công bằng dao doa (hay dao khoét) được sử dụng cơ bản để gia công lần
cuối cho các lỗ của các ổ trượt không tháo rời được sau khi ép chúng vào thân máy hoặc để khắc phục độ ô van của các lỗ của một số chi tiết bị mòn. Khi doa hai lỗ trở lên cùng một lúc, muốn đạt được độ đồng tâm của chúng phải dùng các mũi dao có thể điều chỉnh được, có nghĩa là các mũi dao có phần dẫn hướng lắp trong trục dao hoặc lắp trên vành điều chỉnh ngắn với trục dao.
Phương pháp này chỉ được sử dụng trong những trường hợp khi các ổ trượt đã lắp vào thân máy mà việc gia công các lỗ của chúng trên máy gặp khó khăn.
4.2.3. Phương pháp dũa Phương pháp gia công bằng đũa dùng để khắc phục độ ô van không lớn hoặc
các khuyết tật cục bộ như vết xước, vết dập hoặc vết nứt nhỏ của các trục. 4.2.4. Phương pháp cấy chốt Phương pháp cấy chốt được sử dụng để khắc phục các vết nứt ở các bộ phận
không quan trọng (không chịu tải) của chi tiết như trong các vách ngăn làm mát của blốc xylanh, trong thân các hộp giảm tốc hoặc máy tăng áp v.v..., có nghĩa là ở những chỗ mà ở đó vết nứt không thể khắc phục được bằng phương pháp hàn, hàn gắn hoặc bằng chất ê-pốc- xi vì nguyên nhân công nghệ nào đó.
Để tránh cho vết nứt khỏi phát triển thêm phải tiến hành khoan chặn hai đầu bằng hai lỗ khoan 1 và 2 (hình 4.1a). Sau đó tiến hành cắt ren trong các lỗ đó rồi cấy các chốt vào đấy; các đầu nhô lên của chốt được xén cho bằng mặt với bề mặt chi tiết. Dọc theo vết nứt giữa hai chốt dùng dao phay hoặc dũa một rãnh A sâu 1,5 - 2,0mm và có chiều rộng lớn hơn đường kính của chốt cấy một chút (hình 4.1b). Sau

Cnsc.114
đó khoan các lỗ 3 và 5 (hình 4.1c), ta rô ren và lắp các chốt, phần chốt nhô lên được xén đi và chừa lại khoảng 5mm (hình 4.1đ, d) tiếp theo xảm các đầu đỏ (đập toè ra) cho tới khi đầy kín rãnh (hình 4.1đ). Tiếp đó khoan các lỗ 4 và 6 (hình 4.1e) và lặp lại quá trình như trên cho tới khi toàn bộ vết nứt được lấp đầy bởi các chốt găm chồng lên nhau. Mối xảm được đánh sạch cho bằng mặt với bề mặt chi tiết rồi hàn thiếc lên chốc. Chất lượng sửa chữa được đánh giá bằng cách ép nước.
Hình 4.1. Sơ đồ phục hồi chi tiết có vết nứt bằng phương pháp cấy chốt Khi sửa chữa bằng phương pháp cấy chốt phải lưu ý mấy điểm sau đây: - Không được nong vết nứt và không được làm lỏng các chốt đã cấy lên tr-
ước. Mỗi lỗ khoan tiếp theo kể từ lỗ thứ 3 cần phải chờm lên lỗ trước đã được cấy chốt một khoảng bằng 1/3 đường kính.
- Chốt phải được chế tạo từ thanh đồng đỏ chiều dài khoảng 100-200mm. Ren của chốt phải dày hơn một chút so với ren của lỗ để khi lắp vào sẽ tạo ra lực căng nhất định.
- Đường kính chốt không được lớn hơn chiều dày của chi tiết ở vùng có vết nứt. Thường dùng các loại chốt có đường kính 5-10mm.
- Trước khi lắp chốt nên bôi một lớp keo lên phần ren của lỗ và của chốt. Phương pháp này tương đối đơn giản và tin cậy nhưng đắt tiền và lâu công,
đòi hỏi thợ tay nghề cao vì vậy việc sử dụng bị hạn chế.
a/
b/
c/
d/
e/ 12
A
®/
43 6
5
1 2

Cnsc.115
4.3. Phục hồi chi tiết bằng các phương pháp gia công cơ khí 4.3.1. Phục hồi chi tiết bằng phương pháp lắp thêm chi tiết phụ Phục hồi các bề mặt bị mòn của chi tiết bằng phương pháp lắp thêm chi tiết
phụ được sử dụng rộng rãi để phục hồi chi tiết theo kích thước sửa chữa và đặc biệt là để phục hồi kích thước danh nghĩa. Bằng phương pháp này còn có thể phục hồi các mặt làm việc của chi tiết phẳng bằng cách sử dụng các tấm có kích thước khác nhau táp lên chi tiết đó.
Việc gia công các lỗ bị mòn của chi tiết để lắp ống lót được tiến hành bằng nhiều phương pháp khác nhau, thường là tiện trong sau đó mài hoặc không mài, khoan rộng lỗ và doa hoặc chỉ khoan rộng ra, chẳng hạn như khi phục hồi lỗ có ren. Các cổ trục có độ cứng không cao thường được tiện láng và sau đó mài, trong một số trường hợp chỉ tiện láng mà thôi.
Việc chọn vật liệu để làm chi tiết phụ phải dựa vào vật liệu của chi tiết cần phục hồi. Ngoài ra đối với các chi tiết bằng gang thì có thể chế tạo chi tiết phụ không những bằng gang mà còn cho phép bằng thép (thường là thép 20).
Bề mặt làm việc của chi tiết phụ cần phải thỏa mãn tất cả các yêu cầu về độ cứng như bề mặt làm việc của chi tiết được phục hồi. Vì vậy nếu cần thiết thì chi tiết phụ phải được gia công nhiệt luyện để đạt được các yêu cầu tương ứng.
Phương pháp lắp ghép chi tiết phụ thường là lắp ghép có độ dôi. Trong một số trường hợp nếu dùng lắp trung gian thì có thể hàn chấm ở một vài điểm hoặc hàm theo toàn bộ chu vi hoặc dùng vít, gugiông để kẹp chặt.
Việc kẹp chặt các tấm chi tiết phụ tiến hành nhờ các vít, đinh tán hoặc hàn theo chu vi. Khi sửa chữa khung giá thường dùng phương pháp hàn để ghép các tấm chi tiết phụ.
Phục hồi các chi tiết chính như blốc xylanh, các te, thân các loại bơm bằng phương pháp lắp chi tiết phụ có thể đạt chất lượng cao nếu đảm bảo các yêu cầu công nghệ và chọn vật liệu của chi tiết phụ (nếu cần thì gia công nhiệt luyện), đảm bảo độ bóng của các bề mặt lắp ghép và bề mặt làm việc của chi tiết phụ sau khi gia công cơ hoàn chỉnh và đảm bảo trị số độ dôi của mối ghép.
Trong thực tế sửa chữa có rất nhiều những trường hợp do chọn độ dôi không đúng nên ống lót (chi tiết phụ) chóng bị xoay và bị lỏng hoặc cả hai chi tiết đều bị phá hoại, thậm chí ngay trong quá trình ép do độ dôi quá lớn. Vật liệu ống lót kém chất lượng cũng như khi không gia công nhiệt luyện đều dẫn đến hư hỏng nhanh chóng.
Chúng ta đều biết rằng độ dôi thực tế bao giờ cũng nhỏ hơn độ dôi quy chuẩn (cho loại mối ghép đã định), còn bề mặt tiếp xúc thực tế của các chi tiết lắp ghép thì nhỏ hơn bề mặt hình học do trên bề mặt chi tiết sau khi gia công cơ khí để lại các vết lõm, nhấp nhô. Từ đó thấy rằng để đảm bảo lắp ghép chắc chắn ống lót vào lỗ hoặc lên cổ trục cần phải gia công thật bóng bề mặt chi tiết và ống lót, còn trị số nhấp nhô thì phải được chú ý tới khi tính toán độ dôi thực tế. Thực nghiệm chứng minh rằng khi độ bóng bề mặt chi tiết tăng lên thì hệ số ma sát tăng lên và do đó làm cho mối ghép càng chắc chắn hơn. Tuy nhiên, không cần cố gắng để đạt được độ bóng lớn hơn 810 bởi vì các bề mặt quá bóng sẽ không đem lại kết quả mong muốn đối với độ bền của mối ghép. Có lợi nhất nên gia công chi tiết và ống lót theo dung sai lắp chặt có độ chính xác cấp 2 hoặc cấp 3.

Cnsc.116
Trị số độ dôi tính toán (thực tế) có thể xác định theo công thức cho trước hoặc lấy độ dôi trong bảng (quy chuẩn), t trừ đi một trị số quy ước u, trị số này xét tới sự san bằng các độ nhấp nhô khi ép:
ut , (4.6) Với 212,1 hhu , (4.7) trong đó:
h1 và h2 - trị số nhấp nhô lớn nhất của bề mặt lắp ghép của các chi tiết, lấy trong bảng 4.1.
Khi ép ống lót không đốt nóng hoặc không làm lạnh chi tiết thì nên bôi lên bề mặt ống lót một lớp dầu máy nhằm làm cho bề mặt khỏi bị kẹt và làm cho quá trình ép dễ dàng.
Bảng 4.1. Độ sâu lớn nhất của các độ nhấp nhô ở các dạng gia công khác nhau
Kiểu gia công Trị số h ( m ) Kiểu gia công
Trị số h ( m )
Tiện Mài Thô 16 - 40 Thô 16 - 40
Trung bình 6 - 16 Trung bình 6 - 16 Tinh 2,5 - 6 Tinh 2,5 -6
Khoan Rất tinh 1,0-2,5 Trung bình + một lần doa 10 - 25 Chuốt 2 - 4
Tinh + một lần doa 6 - 10 Tinh + doa hai lần 2,5 - 6
Chừng nào việc kiểm tra độ bền lắp ghép ống lót vào lỗ hoặc lắp lên cổ trục
của chi tiết này hoặc chi tiết khác không thể tiến hành bằng các phương tiện thông thường được, cho nên đối với các chi tiết cơ bản nên kiểm tra độ bền theo lực ép, và lực ép đó là tiêu chuẩn duy nhất để đánh giá độ bền.
Lực ép xác định như sau:
ldpfP nn .... , (4.8) trong đó: Pn - lực ép, daN;
fn - hệ số ma sát khi ép; p - ứng suất nén trên bề mặt tiếp xúc, daN/cm2; d- đường kính bề mặt lắp ghép của chi tiết, mm; l - chiều dài mối ghép, mm. Hệ số ma sát khi ép lấy theo bảng 4.2. Ứng suất nén p trên bề mặt tiếp xúc phụ thuộc vào độ dôi và liên hệ với nó
bằng biểu thức sau đây:

Cnsc.117
dEC
EC
p.
10.
2
2
1
1
3
, daN/cm2; (4.9)
trong đó: E1 và E2 - mô đuyn đàn hồi của chi tiết bị bao và chi tiết bao daN/mm2; C1 và C2 - hệ số phụ thuộc vào vật liệu của các chi tiết lắp ghép và
phụ thuộc vào tỷ số dd1 ;
- độ dôi tính toán, m ; d- đường kính của các chi tiết lắp ghép, mm.
Trị số mô đuyn đàn hồi lấy theo bảng 4.3. Các trị số C1 và C2 tuỳ thuộc vào tỷ số các đường kính (hình 4.2) lấy theo bảng 4.4. Việc kiểm tra lực ép có thể tiến hành theo áp lực của dầu của đồng hồ.
Khi ép ống lót sẽ bị biến dạng. Khi ép lên trục đường kính ngoài của ống lót sẽ tăng lên, còn khi ép ống lót vào lỗ đường kính trong của nó giảm xuống. Điều đó cần phải được lưu ý khi cho lượng gia công cơ của các bề mặt làm việc của ống lót sau khi ép chúng lên trục.
Bảng 4.2. Hệ số ma sát khi ép
Vật liệu chi tiết Kiểu lắp ghép Hệ số ma sát Bị bao Bao f fn Thép 30, 50 Thép 30, 50 Ép 0,06 - 0,13 0,06 - 0,22 Thép 30, 50 Gang Cì 28-48 Ép 0,07 - 0,12 0,06 - 0,14 Thép 30, 50 Đồng thau Ép - 0,05 - 0,10 Thép 30, 50 Thép 30, 50 Có đốt nóng 0,08 -0,19 - Thép 30, 50 Thép 30, 50 Có làm lạnh 0,07 - 0,16 - Thép 30, 50 Gang Cì 28-48 Có đốt nóng
hoặc làm lạnh 0,07 - 0,09 -
Ghi chú: f- hệ số ma sát ép ra khi máy ép ổn định còn chi tiết dịch chuyển.
Bảng 4.3. Mô đuyn đàn hồi và hệ số dãn nở
Vật liệu Mô đuyn đàn hồi E Hệ số dãn nở = 10-6
kG/cm2 CM/m2 Đốt nóng Làm lạnh Thép và thép đúc 20000- 21000 200 - 210 11 - 8,5 Gang đúc 7500 - 10500 75 - 105 10 - 8 Gang rèn 9000 - 15000 90 - 150 10 - 8 Đồng đỏ 8500 85 17 - 15 Đồng thau 8000 80 18 - 16

Cnsc.118
Bảng 4.4. Các trị số hệ số C1 và C2
Hệ số Hệ số
dd1
hoặc2d
d C1 C2
dd1
hoặc2d
d C1 C2
0,0 0,70 - 0,5 1,37 1,97 0,1 0,72 1,32 0,6 1,83 2,43 0,2 0,78 1,38 0,7 2,62 3,22 0,3 0,89 1,49 0,8 4,25 4,85 0,4 1,08 1,68 0,9 0,25 9,83
d1
d2 d
P
P
Hình 4.2. Sơ đồ mối ghép có độ dôi Khi ép bạc lót lên trục đường kính ngoài nó sẽ tăng lên một lượng:
2222
32
2
210....2
ddEddp
, m (4.10)
trong đó: d2 - đường kính ngoài của ống lót, mm; d- đường kính trong của ống lót, mm. Khi ép ống lót vào lỗ đường kính trong sẽ giảm đi một lượng:
21
21
31
2
110....2
ddEddp
, m (4.11)
trong đó: d - đường kính ngoài của ống lót, mm; d1 - đường kính trong của ống lót, mm. Trong những trường hợp khi các chi tiết lắp ghép làm việc với các tải trọng
lớn hoặc chế tạo từ những vật liệu có các hệ số dãn nở dài khác nhau và mối ghép

Cnsc.119
phải chịu tác dụng của nhiệt độ cao hoặc khi phải lắp ghép với độ dôi lớn, thì khi ép nên đốt nóng chi tiết bao hoặc làm lạnh chi tiết bị bao.
Việc đốt nóng ống lót khi ép còn tiến hành cả trong khi ép có độ dôi nhỏ nhằm làm cho quá trình ép được nhẹ nhàng và nâng cao độ bền của nó. Độ bền các mối ghép có đốt nóng, trong các điều kiện như nhau, lớn hơn 3 lần so với các mối ghép ép nguội, còn trị số độ dôi trung bình lớn gấp 2 lần do các độ nhấp nhô của bề mặt chi tiết không bị là phẳng như khi ép nguội.
Khi lắp ép có đốt nóng cần phải biết nhiệt độ cần đốt nóng chi tiết bao hoặc cần làm lạnh chi tiết bị bao.
Nhiệt độ đốt nóng chi tiết bao hoặc làm lạnh chi tiết bị bao xác định theo điều kiện:
dt..10. 3 , (4.12) Từ đó
d
t.
10. 3
, (4.13)
trong đó: -trị số độ dôi lắp ghép lớn nhất, m ; - hệ số dãn nở (co hẹp) khi đốt nóng (làm lạnh) lấy theo bảng 4.3; d- đường kính mối ghép, mm; t - nhiệt độ đốt nóng hoặc làm lạnh, 0C. Trị số t nhận được cần phải tăng thêm khi đốt nóng và giảm đi khi làm lạnh
độ 20 - 30% nhằm bù trừ sự thay đổi nhiệt độ trong quá trình đưa ống lót tới và lắp lên chi tiết.
Hình dạng các gờ có ảnh hưởng tới lực ép và sự xuất hiện vết xước, còn ống lót, tùy thuộc vào ép ống lót lên trục hay ép vào lỗ cần phải có góc vát 30-450.
Phương pháp phục hồi các lỗ hình trụ và lỗ ren bằng cách lắp thêm chi tiết phụ là phương pháp tin cậy và phổ biến. Tuy nhiên, phương pháp đó còn có những nhược điểm sau đây:
1. Ép bạc lót lên trục làm giảm độ bền mỏi của trục, điều đó rất quan trọng đối với các chi tiết làm việc với tải trọng đổi dấu.
2. Phương pháp này đắt tiền, bởi vì không những phải gia công sơ bộ bề mặt bị mòn của chi tiết mà còn phải chế tạo chi tiết phụ mà sau khi ép đòi hỏi phải gia công tinh lần nữa.
4.3.2. Phục hồi chi tiết theo kích thước sửa chữa Đây là phương pháp sửa chữa nhằm phục hồi hình dạng hình học đúng đắn và
độ bóng bề mặt chi tiết mà không cần phải đảm bảo kích thước ban đầu, hay nói khác kích thước danh nghĩa của nó. Nhờ gia công cơ khí, lớp bề mặt bị mòn của chi tiết được phá bỏ và chi tiết nhận được một kích thước mới, lớn hơn, hoặc nhỏ hơn kích thước danh nghĩa. Khi gia công cơ khí, kích thước danh nghĩa bị thay đổi (về phía thịt của chi tiết) do đó không thể lắp ghép chúng với những chi tiết mới có kích th-ước danh nghĩa. Vì vậy, khi lắp ráp phải dùng những chi tiết phụ tùng có kích thước sửa chữa tương ứng đã được chế tạo sẵn hoặc phải phục hồi chi tiết lắp ghép sao cho chúng có kích thước tương ứng với những chi tiết cơ bản.
Trong sửa chữa thường dùng hai loại kích thước sửa chữa: kích thước sửa chữa quy chuẩn (định trước) và kích thước sửa chữa tự do (không định trước).

Cnsc.120
Kích thước sửa chữa quy chuẩn sử dụng rộng rãi đối với các chi tiết như píttông, xécmăng, chốt pittông, con đội, các bạc lót. Những chi tiết có kích thước sửa chữa như trên được chế tạo hàng loạt ở các nhà máy chế tạo phụ tùng và được sử dụng rộng rãi trong các xí nghiệp sửa chữa.
Ngoài ra, các nhà máy còn tiến hành phục hồi theo kích thước sửa chữa các chi tiết khác như blốc xylanh (sơ mi xylanh), trục khuỷu, lỗ dẫn hướng trục cam và bạc lót, xupáp và ống dẫn hướng của chúng, v.v...
Ưu điểm của phương pháp phục hồi theo kích thước sửa chữa quy chuẩn so với kích thước sửa chữa tự do là nó cho phép chế tạo sẵn các chi tiết và tiến hành sửa chữa bằng phương pháp lắp lẫn, do đó giảm thời gian sửa chữa một cách đáng kể.
Khi gia công chi tiết theo kích thước sửa chữa quy chuẩn, không những chỉ phải phá bỏ lớp bề mặt bị hao mòn của chi tiết để phục hồi hình dạng hình học đúng đắn, mà còn phải tiếp tục gia công cho tới khi nào đạt được kích thước sửa chữa mới thôi.
Đối với loại kích thước sửa chữa không quy chuẩn (tự do) việc gia công được tiến hành cho tới khi đạt được hình dạng hình học đúng đắn và độ bóng cần thiết của bề mặt làm việc của chi tiết; tùy thuộc vào đặc tính và trị số hao mòn của chúng mà chi tiết có thể nhận những kích thước khác nhau. Chi tiết lắp ráp với chi tiết được phục hồi cũng phải có kích thước tương ứng. Như vậy, lắp ráp các mối ghép có kích thước sửa chữa tự do có liên quan tới phương pháp sửa lắp và sử dụng trong sản xuất sửa chữa nhỏ và đơn chiếc. Trong phương pháp này không thể chế tạo trước những chi tiết có kích thước nhất định, tuy nhiên, có thể chế tạo chúng ở dạng bán thành phẩm với độ dư gia công nhất định để sửa lắp.
Trị số kích thước sửa chữa mới của chi tiết phụ thuộc vào độ hao mòn của nó và lượng dư gia công. Trị số hao mòn có thể đo trực tiếp. Lượng dư gia công lắp dựa theo đặc tính gia công, kiểu loại trang thiết bị, kích thước và vật liệu chi tiết. Khi lấy lượng dư gia công phải chú ý tới trị số biến dạng của hình dạng hình học, tới độ ô van và độ côn. Lượng dư gia công cần phải đảm bảo để nhận được hình dạng hình học đúng đắn của chi tiết bị mòn sau khi gia công cơ và không để lại dấu vết mòn nào trên bề mặt làm việc của nó.
Nếu ký hiệu: dn - đường kính danh nghĩa (nguyên thủy) của cổ trục; dsc1, dsc2 ..., dscn - kích thước sửa chữa cổ trục; imax - trị số độ mòn lớn nhất về một phía của cổ trục; a - lượng dư gia công về một phía của cổ trục. Khi đó kích thước sửa chữa sẽ là:
dsc1 = dn - 2 (imax + a) dsc2 = dsc1 - 2 (imax + a) = dn - 4(imax + a) (4.14)
... ... dscn = dscn-1 - 2(imax + a) = dn - 2.n(imax + a) Kích thước sửa chữa cuối cùng xác định bởi kích thước cho phép nhỏ nhất
của cổ trục, nếu nhỏ hơn kích thước đó điều kiện độ bền sẽ không đảm bảo. Các kích thước giới hạn cho phép của các chi tiết khác nhau xác định bởi độ bền của chi tiết, chiều dày của lớp thấm các bon hoặc lớp tôi và kích thước của chi tiết lắp ghép.

Cnsc.121
Số kích thước sửa chữa của trục (hay số lần sửa chữa):
scnn ddn
, (4.15)
Ở đây, hiệu của đường kính danh nghĩa và đường kính giới hạn dn - dscn chỉ độ giảm kích thước cổ trục mà không phá hoại độ bền của nó trong các lần sửa chữa. Độ giảm đường kính cổ trục sau 1 lần sửa chữa do mài mòn và do lượng dư gia công được ký hiệu là và gọi là khoảng sửa chữa: = 2 (imax + a), (4.16)
Hoàn toàn tương tự như trên có thể xác định các kích thước sửa chữa đối với lỗ, chỉ có điều trong các công thức cần thay dấu trừ thành dấu cộng, còn số lượng các kích thước sửa chữa sẽ là:
nDDn max , (4.17)
trong đó: Dmax - đường kính lớn nhất cho phép của lỗ Việc chọn phương pháp gia công chi tiết theo kích thước sửa chữa phụ thuộc
vào vật liệu và gia công nhiệt luyện của chi tiết, vào trị số hao mòn, lượng dư gia công và thiết bị cắt gọt.
Phục hồi chi tiết theo kích thước sửa chữa là phương pháp thông dụng và phổ biến và tương đối rẻ tiền so với các phương pháp khác. Tuy nhiên nó còn có một số nhược điểm chẳng hạn như nó phá vỡ tính lắp lẫn của các chi tiết và tính lắp lẫn đó chỉ còn tồn tại đối với một kích thước sửa chữa nhất định mà thôi.
Hình 4.3. Sơ đồ tính toán kích thước sửa chữa của trục và lỗ
a. Trục; b. Lỗ. 4.4. Hàn và hàn đắp các chi tiết bằng gang và hợp kim nhôm
d
ii
a a
d
a a
di i
max
min
max maxn
n
scdsc

Cnsc.122
Hàn và hàn đắp chiếm một vị trí quan trọng không thể thiếu ở các xí nghiệp sửa chữa như hàn đắp bề mặt bị mòn của các chi tiết, hàn các đường nứt, các chi tiết bị hư hỏng, v.v... Hàn là quá trình liên kết các phần kim loại với nhau thông qua sự chảy lỏng của kim loại bằng nhiệt độ. Còn hàn đắp là lớp kim loại hàn phủ lên bề mặt chi tiết nhằm làm tăng kích thước, tăng chất lượng bề mặt (độ cứng, khả năng chống mòn...). Hàn đắp thường dùng để phục hồi các bề mặt chi tiết bị mòn của máy.
Hiện nay công nghệ hàn đã phát triển đến mức độ cao, hoàn thiện về thể loại cũng như chất lượng. Nhiều công việc cũng như toàn bộ quá trình công nghệ đã tiến tới bán tự động và tự động. Tuy vậy, hàn tay vẫn còn được sử dụng rộng rãi, trong những điều kiện cụ thể nhất định nó vẫn tỏ ra vạn năng, linh hoạt.
Bên cạnh đó hàn còn một số nhược điểm như: vi phạm nhiệt luyện và cấu trúc kim loại, giảm độ bền mỏi, khó hàn cho thép chứa nhiều các bon, thép hợp kim và kim loại màu, gây ra ứng suất tập trung, gây ra nứt và cong vênh chi tiết, cháy cục bộ các thành phần vật liệu kim loại.
Dựa vào nguồn nhiệt cung cấp người ta chia ra hàn hơi và hàn điện hồ quang. Ngoài ra tuỳ theo tính chất đặc trưng của quá trình hàn còn chia ra các loại như: hàn tiếp xúc, hàn điểm, hàn với tần số cao, hàn ma sát, hàn dùng siêu âm, v.v... Trong thực tế sửa chữa, người ta thường dùng hàn điện và hàn hơi để phục hồi các chi tiết chế tạo bằng gang và thép. Về nguyên lý của các phương pháp hàn và các trang thiết bị hàn có thể tham khảo trong các tài liệu về "hàn và máy hàn"; trong phần này chỉ đề cập tới một số trường hợp đặc biệt đó là hàn gang, hàn nhôm và hàn rung mà thôi.
4.4.1. Hàn các chi tiết bằng gang 1. Tính chất của gang xám và ảnh hưởng của các thành phần hóa học Gang xám là một trong những sản phẩm đúc, dùng rất phổ biến trong ngành
chế tạo máy. Từ gang xám người ta chế tạo ra nhiều chi tiết ô tô, máy kéo, đầu máy và các máy móc khác. Gang là hợp kim của sắt với hàm lượng các bon cao hơn 1,7%. Theo kết cấu, gang xám bao gồm phần lớn là sắt, trong đó một số ít các bon (không quá 0,8%) có liên kết hóa học với sắt (xêmentít) và graphit ở trạng thái tự do. Cơ tính của gang không những phụ thuộc vào thành phần hóa học mà còn bởi sự tương quan giữa số lượng liên kết hóa học và các bon tự do.Thành phần liên kết hóa học của các bon càng lớn thì độ cứng và độ bền càng cao. Độ bền của gang còn phụ thuộc vào kích thước và hình dáng của mạng tinh thể graphit. Mức độ chứa các thành phần hóa học của gang và tốc độ làm nguội khi gang chuyển từ trạng thái lỏng sang rắn.
Thành phần của gang xám thông thường ngoài sắt, các bon chiếm tỷ lệ từ 0,3 - 3,6% và các nguyên tố khác như silic, măngan, phốt pho và lưu huỳnh.
Silíc có tác dụng thúc đẩy việc tạo thành các bon tự do, trong quá trình nguội của gang nó phân tích xêmentít thành pherit graphit. Trong các loại gang xám thông thường hàm lượng silích dao động trong khoảng 2 - 3%.
Măngan có tác dụng cản trở việc tạo thành graphit và thúc đẩy quá trình tạo gang trắng. Măngan chiếm khoảng 0,5 - 0,8%. Măngan còn có tác dụng làm trung hòa tác dụng của lưu huỳnh và kết hợp với lưu huỳnh thành liên kết hóa học.

Cnsc.123
Lưu huỳnh cũng có tác dụng ngăn cản việc tạo thành graphít, làm giảm độ bền cơ học và tăng độ giòn của gang khi bị đốt nóng. Ngoài ra nó còn giảm đặc tính chảy lỏng của gang, tăng độ co và thúc đẩy việc tạo thành các vết nứt. Trong gang lưu huỳnh chiếm khoảng 0,08 - 0,12%.
Phốt pho có hàm lượng trung bình 0,3% tạo nên thể trung hòa phức tạp và được sinh ra trong thể tạp riêng. Phôtphit cùng tinh làm tăng độ cứng và độ chống mòn của gang đồng thời cũng làm tăng độ giòn. Ngược với lưu huỳnh, phốt pho làm tăng khả năng chảy lỏng của gang; trong các phôi đúc quan trọng bằng gang phốt pho chiếm tỷ lệ 0,2 - 0,3%. Gang dùng chế tạo các chi tiết cần độ chống mòn cao, lượng phốt pho chiếm 0,7 - 0,8%. Phốt pho hầu như không ảnh hưởng đến việc tạo thành graphít.
2. Ảnh hưởng của tốc độ làm nguội và ứng suất trong chi tiết gang đúc Tốc độ làm nguội của gang ảnh hưởng rất lớn tới quá trình graphit hóa gang
nóng chảy và tạo nên kết cấu của gang sau khi nguội. Nếu tốc độ làm nguội nhanh thì quá trình graphit hóa bị ngăn trở và kết quả
gang bị biến trắng. Ngược lại nếu tốc độ làm nguội của gang nóng chảy không nhanh quá thì graphit kịp thời xuất hiện với số lượng đáng kể.
Trong khi làm nguội gang nóng chảy thì silic ảnh hưởng tới quá trình graphit hóa.Nếu tăng lượng silic thì thậm chí với tốc độ làm nguội nhanh vẫn có khả năng loại trừ hiện tượng biến trắng của gang.
Kết cấu gang trắng hoặc gang hóa trắng (biến trắng) có thể thay đổi được bằng cách gia công nhiệt. Nếu đốt nóng gang đến 5000C thì trong thực tế không xảy ra graphit hóa và trong khoảng nhiệt độ 650-7500 thì quá trình đó lại xảy ra một cách nhanh chóng. Gang bị graphit rất nhanh khi nhiệt độ cao hơn nhiệt độ tới hạn (cao hơn 7500C).
Trong quá trình đông đặc của các chi tiết bằng gang đúc có bề dày khác nhau, khi làm nguội các bộ phận đó không được làm nguội đồng đều và như vậy sẽ xuất hiện ứng suất bên trong khá lớn. Các ứng suất này có khả năng làm chi tiết bị cong vênh và sinh ra vệt nứt.
Để giảm ứng suất trong các chi tiết bằng gang người ta thường đốt nóng tới nhiệt độ 400-5000C. Ở nhiệt độ này không làm thay đổi kết cấu kim loại trong gang, nhưng ứng suất bên trong được giảm đi nhiều. Kinh nghiệm cho thấy rằng ứng suất xảy ra trong quá trình đúc có thể giảm tới 80% và hơn nữa nếu để phôi gang đó "già hóa" ở nhiệt độ bình thường trong khoảng thời gian nửa năm hay một năm.
Đối với các chi tiết của đầu máy phần lớn không phải ủ ở nhiệt độ thấp hoặc cho thêm thời gian già tự nhiên. Các chi tiết này ngay trong quá trình sử dụng ứng suất được giảm đi rất lớn. Tuy vậy khi phục hồi chúng bằng phương pháp hàn và hàn đắp, do bị đốt nóng ở nhiệt độ cao, làm nguội nhanh, không đều, sẽ làm xuất hiện ứng suất cục bộ lớn. Vì vậy, việc khử ứng suất trong và sau khi hàn là việc rất quan trọng. Biện pháp chủ yếu khử ứng suất đối với các chi tiết gang là đốt nóng chi tiết trước khi hàn. Thông thường chi tiết đốt nóng trước đến 3500C thì hiệu quả khử ứng suất tương đối rõ. Đốt nóng trước tới 5500C và giữ chi tiết ở nhiệt độ này từ 3 - 4 giờ và hàn ngay ở nhiệt độ đó thì có thể khử được hoàn toàn ứng suất bên trong.

Cnsc.124
Khi phục hồi bằng hàn và hàn đắp, tùy theo tầm quan trọng, đặc điểm và kết cấu của chi tiết ta có thể dùng phương pháp hàn nóng hoặc hàn nửa nóng. Khi hàn nóng, có thể đốt nóng toàn bộ chi tiết hay từng phần (còn gọi là đốt nóng cục bộ) chi tiết. Đối với các chi tiết phức tạp và quan trọng khó đốt nóng cục bộ thì để giảm ứng suất bên trong trước khi hàn phải đốt nóng toàn bộ với tốc độ đốt nóng chậm và tốc độ làm nguội chậm.
3. Hàn các chi tiết bằng gang Như các đặc điểm đã trình bày ở trên ta thấy gang là một loại vật liệu khó hàn
vì trong gang xuất hiện các nội ứng suất lớn, gang bị biến trắng, trong trạng thái nóng gang không có tính dẻo và có đặc tính chảy lỏng. Tính chảy loãng của gang làm cho nước kim loại của gang chảy tràn trên bề mặt chi tiết nhanh cho nên khó tạo thành những mối hàn đặc biệt khi hàn những chi tiết nằm ở vị trí thẳng đứng. Hàn gang có thể chia ra hai loại: hàn nóng và hàn nguội.
a. Hàn nóng Gọi là hàn nóng vì chi tiết trước khi hàn đã được đốt nóng tới nhiệt độ nào đó
và được giữ ở nhiệt độ này trong suốt quá trình hàn. Nhờ đốt nóng ở nhiệt độ cao toàn bộ (hay một vùng tương đối lớn) mà vùng được hàn sau đó được làm nguội từ từ cùng với toàn bộ chi tiết, tạo điều kiện dễ dàng cho quá trình graphit hóa của gang. Việc đốt nóng cao và làm nguội từ từ còn có tác dụng khử ứng suất bên trong do quá trình hàn gây ra.
Nếu hàn nóng bằng hơi thì vật liệu hàn nên dùng các que gang, còn nếu hàn điện hồ quang thì có thể dùng que gang hoặc thép có thuốc bọc đặc biệt.
Quá trình công nghệ hàn gồm các nguyên công sau đây: đốt nóng sơ bộ, hàn, làm nguội.
Đốt nóng chi tiết trước khi hàn là một nguyên công chính ảnh hưởng đến chất lượng hàn, đốt nóng là để đảm bảo cho các chi tiết giãn nở đều về mọi phía. Các chi tiết không lớn thì có thể đốt nóng bằng khí đốt, lò điện hoặc lò đốt bằng than gỗ. Đốt nóng chi tiết cho phép tiến hành theo hai biện pháp sau đây: đầu tiên đốt nóng chi tiết đến 200-2500C trong vòng 20 phút (tốc độ khoảng 6000C/giờ,) sau đó tiến hành đốt nóng lần cuối tới nhiệt độ 7000C trong thời gian 20 - 25 phút.
Quá trình hàn có thể tiến hành trong một chu kỳ khi mà nhiệt độ chi tiết chưa giảm xuống dưới 350-4000C. Để bảo vệ cho chi tiết khỏi nguội nhanh và nguội không đều thì sau khi đốt nóng chi tiết người ta ủ trong cát, tro hoặc bọc bằng bộ điều nhiệt chế tạo bằng thép tấm có bọc amiăng chỉ để hở chỗ cán hàn. Ngoài ra sau khi hàn cũng có thể lại phải đốt chi tiết đến 650-7000C sau đó làm nguội từ từ để loại trừ ứng suất bên trong.
Hàn hơi cho gang thì dùng ngọn lửa trung hòa với lượng dư axêtylen không lớn. Muốn đạt được phẩm chất tốt nên dùng các que gang có thành phần hóa học sau đây (bảng 4.5).
Bảng 4.5. Thành phần hóa học các que hàn gang
Mã Thành phần hóa học, % Ứng

Cnsc.125
Lưu huỳnh
S
Phôt pho P
Crôm Cr
Niken Ni
hiệu que hàn
Cácbon C
Silic S
Măngan Mn
Không quá
dụng
A 3-3,6 3-3,5 0,5-0,8 0,08 0,2-0,5 0,05 0,03 Hàn nóng
B 3-3,6 3,6-4,8 0,5-0,8 0,08 0,3-0,5 0,05 0,03
Hàn nóng và hàn nguội
Chất trợ dung thường là burax hay hỗn hợp gồm 50% burax, 47% bicácbênát
và 3% silic oxyt. Sau khi hàn xong cần ủ chi tiết trong thời gian 10 - 12 phút ở nhiệt độ 600-
6500C và sau đó làm nguội chậm đều bằng cách phủ cát, tro hay ủ trong lò. Dùng que hàn gang với lớp thiếc đã kê ở bảng trên nhằm tạo xỉ trên bề mặt
mối hàn và ngăn chặn cho măngan khỏi bị cháy hoàn toàn, mối hàn nhận được sẽ là mối hàn mềm.
Để hàn nóng các chi tiết bằng gang đòi hỏi phải có đầy đủ thiết bị như: lò xo, nhiệt luyện, nhiệt kế, v.v... Do đó, phương pháp này chỉ nên dùng ở những trường hợp cần thiết khi yêu cầu lớp kim loại hàn giống như kim loại chính về mọi tính chất. Bằng phương pháp này có thể hàn các ổ đặt xupáp bị mòn trên nắp động cơ bằng gang (chú ý là hàn hơi) hoặc hàn các vết nứt trong thành vỏ giữa hai xylanh hoặc ở các vị trí cách các ổ đỡ xupáp một khoảng nhỏ nào đó.
b. Hàn nguội Sở dĩ gọi là hàn nguội vì trước khi hàn chi tiết không được đốt nóng sơ bộ.
Khi đó kim loại ở vùng hàn được làm nguội rất nhanh hạn chế quá trình graphít hóa của gang cho nên sinh ra hiện tượng hóa trắng và tôi trong mối hàn, làm tăng ứng suất bên trong và có khả năng sinh ra vết nứt. Vì vậy, phải có phương pháp hạn chế nào đó có thể loại trừ hoặc hạn chế các hiện tượng trên. Đó là điều rất quan trọng vì rằng hàn nguội là phương pháp có nhiều ưu điểm so với phương pháp hàn nóng, năng suất cao. Dùng phương pháp này có thể phục hồi những chi tiết cỡ lớn bằng gang xám mà việc đốt nóng chúng tương đối khó khăn như thân máy, giá xe, v.v...
Hàn nguội cho gang thường được thực hiện bằng phương pháp điện hồ quang với các que hàn bằng thép, gang, kim loại màu (ni ken, đồng thau, đồng đỏ), bột kim loại hoặc bằng chùm que.
Để tránh cho cấu trúc mối hàn khỏi bị giòn và biến trắng, nên tiến hành hàn với mối hàn rộng và ngắn, có chiều dài khoảng 40-50mm.
Để khử cấu trúc giòn tạo ra trong mối hàn cần phải tiến hành ủ sau đó làm nguội từ từ. Còn để giảm ứng suất dư trong mối hàn, tăng độ đậm đặc của kim loại mối hàn, giảm độ biến trắng của gang cần tiến hành như sau: lớp kim loại hàn thứ nhất được hàn đắp với tốc độ lớn bằng que hàn có đường kính 3mm ở cường độ dòng

Cnsc.126
điện cao. Để tránh tập trung nhiệt ở một chỗ khi hàn phải lắc que hàn hoặc phải nghỉ ngắt quãng. Trước khi mối hàn thứ nhất đông đặc thì phủ lên nó một lớp thứ hai bằng những mối hàn ngang. Nếu lớp hàn thứ nhất bị xếp rõ thì các lớp sau cũng sẽ tương đối đậm đặc.
4.4.2. Hàn các chi tiết bằng nhôm và hợp kim nhôm Hàn nhôm và các hợp kim của nó là một quá trình rất phức tạp vì trên bề mặt
của nhôm và hợp kim nhôm luôn luôn tồn tại một lớp oxyt Al2O3 rất khó nóng chảy (nóng chảy ở nhiệt độ 20500C), có tỷ trọng lớn hơn so với tỷ trọng của nhôm nguyên chất. Lớp ôxyt này chỉ có chiều dày khoảng 0,002mm nhưng rất vững chắc, nhiệt độ nóng chảy của nó còn cao hơn nhiệt độ nóng chảy của nhôm và nó làm cản trở công việc hàn rất lớn. Khi hàn nó khó nóng chảy nên khả năng bám của kim loại hàn và kim loại chính sẽ rất kém nếu như không làm sạch cẩn thận. Màng ôxyt có thể bị phá hủy nhờ một chất trợ dung đặc biệt cho vào vùng hàn. Khi tác dụng lên oxyt nhôm chất trợ dung phân tích nó, nhôm được hoàn nguyên tạo điều kiện đảm bảo công việc hàn được tốt.
Các chất trợ dung đặc biệt và thuốc hàn dùng khi hàn nhôm và các hợp kim nhôm gồm các muối ftorit hoặc clorua liti, kali, natri và canxi. Các muối ftorit và clorit nói trên có khả năng hòa tan rất tốt với ôxyt nhôm và làm cho nó dễ nóng chảy. Các chất trợ dung này không làm ảnh hưởng xấu đến mối hàn vì chúng không tạo với nhôm thành liên kết và không làm giảm cơ tính của nó. Khi kết hợp với các chất trợ dung màng ôxyt trở thành chất nhẹ nổi lên trên không làm bẩn mối hàn. Muối liti là loại có tác dụng hòa tan tích cực đối với màng ôxyt nhôm, song, vì là loại muối tương đối độc nên không được dùng rộng rãi lắm.
Khi hàn các chi tiết nhôm hoặc hợp kim nhôm, để ngăn ngừa hiện tượng biến dạng (vênh) nứt và ổn định cho quá trình kết tinh của kim loại chảy trong vùng hàn, ta phải đốt nóng sơ bộ, cục bộ hoặc đôi khi phải đốt nóng toàn bộ chi tiết, đồng thời phải làm nguội chậm sau khi đã hàn xong.
Trước khi hàn phải làm sạch chi tiết một cách kỹ càng bằng bàn chải kim loại sau đó rửa bằng xăng hoặc axêtôn.
1. Hàn hồ quang đối với nhôm và hợp kim nhôm Có thể tiến hành hàn nhôm bằng cực than hoặc bằng que kim loại. Khi hàn
điện hồ quang bằng cực than, thường dùng thân cực graphit hoặc thỏi than dài từ 200-700mm có đường kính từ 6-25 mm tùy thuộc vào chiều dày của vật hàn. Đầu cực than được mài côn một góc 60-700. Chế độ hàn bằng cực than hoặc cực graphít xem bảng 4.6. Hàn bằng cực than hoặc graphít tiến hành ở dòng 1 chiều, ngược cực. Phương pháp này dùng để hàn hợp kim nhôm- magiê.
Bảng 4.6. Chế độ hàn bằng cực than hoặc cực graphít
Bề dày kim loại được hàn, mm
Cường độ dòng điện hàn, A
Đường kính của cực than, mm
Đường kính cực graphít, mm
2 - 5 120 - 250 12,5 10,0

Cnsc.127
5 - 10 250 - 400 15,0 12,5
10 - 15 400 - 500 18,0 15,0
Khi hàn cực than cũng như khi hàn hơi có thể tiến hành bằng phương pháp
hàn trái hoặc hàn phải. Hàn phải (kim loại đắp theo sau cung hàn) thường để phục vụ các chi tiết dày. Trường hợp này nhiệt của cung hồ quang đốt nóng trước cho kim loại chính như vậy tốc độ hàn được tăng lên. Mặt khác, khi hàn phải, thì việc làm nguội chậm như vậy đảm bảo điều kiện tốt cho kim loại kết tinh, đảm bảo cơ tính tốt. Đường kính que hàn được chọn phụ thuộc vào bề dày chi tiết hàn, số liệu cụ thể xem bảng 4.7.
Bảng 4.7. Lựa chọn đường kính que hàn
Bề dày vật hàn, mm
Đường kính cực hàn, mm
Bề dày vật hàn, mm
Đường kính cực hàn, mm
3 - 5 4 - 6 12 - 15 8 - 10
5 - 8 5 - 6 15 - 20 10 - 12
8 - 10 6 - 7 20 và hơn nữa 12 - 15
10 - 12 7 - 8 - -
Chất trợ dung được đưa vào vùng hàn nhờ que hàn, bột xỉ và các phần không
hòa tan của ôxyt cũng được đưa ra khỏi vùng han nhờ que hàn. Các chi tiết trước khi hàn phải nung tới nhiệt độ 250-3000C, nhằm mục đích giảm biến dạng.
Hàn điện hồ quang bằng các điện cực nhôm (que hàn nhôm) trần là không nên, vì như vậy hiện tượng ôxy hóa xảy ra rất mạnh. Các giọt nhôm hay hợp kim nhôm nóng chảy ra sẽ bị bọc bởi màng ôxyt, do vậy các giọt đó sẽ không dính lại với nhau và với kim loại cơ bản. Do đó để hàn được tốt, các que nhôm được bọc thuốc hàn đặc biệt thành phần như đã trình bày ở trên. Trong trường hợp này lớp thuốc hàn đóng vai trò của một chất trợ dung, thành phần của nó xem bảng 4.8.
Bảng 4.8. Thành phần của thuốc hàn
Các loại hóa chất Thành phần thuốc hàn, % 1 2 3 4
Kali clorua (KCl) - 50 50 50 Natri clorua (NaCl) 27,2 15 30 35,5 Liti Clorua (LiCl) 18,2 - - 10,0 Natri Florua (NaF) - - - 1,5 Kali florua (KF) - - - 3,0

Cnsc.128
Kroiôlit 45,5 35 20 - Sunfua natri 9,1 - - -
Để bọc thuốc cho que hàn, các chất được nghiền nhỏ và khuấy trong dung
dịch muối ăn bão hoà cho đến khi thấy đặc lại như hồ dán là được. Sau đó nhúng que hàn vào dung dịch, lấy ra ngoài để khô trong 2 - 3 giờ ở nhiệt độ bình thường rồi cho vào lò sấy ở nhiệt độ 150-2500C trong thời gian từ 0,5 - 1,5 giờ.
Bề dày lớp thuốc bọc phụ thuộc vào đường kính quen hàn như sau: Đường kính que hàn, mm: 3 4 5 6 Bề dày thuốc bọc, mm: 0,25-0,30 0,3-0,5 0,5-0,75 0,75-1,6 Kim loại dùng làm que hàn thường là các hợp kim nhôm có 5-6% silic và tốt
nhất là chọn thế nào để hợp kim đó có thành phần phù hợp với thành phần kim loại chính.
Khi hàn điện hồ quang đối với các chi tiết nhôm hay hợp kim nhôm phải tuân theo những quy tắc chung sau đây: chỉ hàn bằng dòng điện một chiều ngược cực, trong thời gian hàn que hàn chỉ dịch chuyển dọc theo mối hàn mà không phải cho dao động qua lại theo phương vuông góc với mối hàn. Cố gắng cho cung hàn thật ngắn càng ngắn càng tốt. Trên bảng 4.9 ghi chế độ hàn các chi tiết nhôm và hợp kim nhôm tùy thuộc vào chiều dày chi tiết và đường kính que hàn với điện áp nhỏ hơn 60 V.
Bảng 4.9. Chế độ hàn đối với các chi tiết nhôm và hợp kim nhôm
Bề dày kim loại hàn,
mm
Đường kính que hàn,
mm
Cường độ dòng điện que
hàn, A
Số lượt hàn, lần Chi chú
1,5 - 4,0 2,5 - 4,0 90 - 180 1 Hàn có lót đệm 4 - 6 5 - 6,3 220 - 240 1 Nếu bề dày chi tiết
là 6mm thì phải đốt nóng tới 2000C
6 - 10 4 - 5 180 - 250 1 Đốt nóng đến 2000C hơn 10 4 - 6 200 - 250 2 và có thể
hơn Đốt nóng tới 5000C
Khi hàn các chi tiết có kích thước lớn cường độ dòng điện hàn có thể tăng lên
tới mật độ 40A cho 1mm đường kính que hàn với chiều dài cung hàn là 4mm và điện áp làm việc là 22-27V. Quá trình hàn được tiến hành có nung nóng sơ bộ và không cần dao động ngang cho que hàn.
Khi hàn những chi tiết có chiều dày dưới 5mm có thể đốt nóng cục bộ ở một vùng nhỏ bằng điện cực trong vòng vài giây là đủ.
Hàn nhôm cũng có thể tiến hành trên các máy hàn tự động thông thường có chất trợ dung với giới hạn không lớn lắm. Trường hợp này gặp khó khăn lớn là chuẩn bị cho cơ cấu cung cấp chất trợ dung một cách đều đặn trong suốt quá trình hàn. Trong hàn tự động người ta dùng chất trợ dung có mã hiệu AH-A1 có thành phần

Cnsc.129
như sau: 50% kaliclorua, 20% natri clorua, 30% kriclit. Chất trợ dung A -4 có thành phần 28% NaCl, 50% Kol, 14% LiCl, 8% NaF.
2. Hàn nhôm và hợp kim nhôm bằng hàn hơi Hàn nhôm và các hợp kim của nó bằng phương pháp hàn hơi nói chung
không có gì đặc biệt khác so với hàn hơi các chi tiết bằng thép hay gang. Nhược điểm lớn của hàn hơi là không tập trung nhiệt. Cho nên trong hàn hơi, ngọn lửa sẽ đốt nóng bề mặt chi tiết trên một vùng rộng và trong một vài trường hợp có thể làm thay đổi cấu trúc của kim loại chi tiết. Tuy vậy, hàn hơi có ưu điểm là có thể điều chỉnh được nhiệt lượng và môi trường hơi đốt (từ ngọn lửa oxy đến ngọn lửa axêtylen) ngoài ra còn cho phép giữ kim loại trong vùng hàn ở trạng thái nóng chảy, điều đó cho phép tăng thời gian thoát khí của mối hàn tránh được hiện tượng rỗ khí.
Trong hàn hơi phải dùng ngọn lửa có công suất bé hơn so với hàn hơi đối với các chi tiết bằng thép và phải dùng ngọn lửa trung hòa. Tùy thuộc vào chiều dày của chi tiết hàn mà tiến hành chọn công suất ngọn lửa và số hiệu đầu mỏ hàn như trong bảng 4.10.
Sở dĩ phải dùng ngọn lửa trung hòa để hàn là vì nếu trong khi thừa ôxy thì nhôm bị ôxy hóa mạnh và tạo ra màng ôxyt khó chảy. Nếu là ngọn lửa axêtylen mà thừa hyđrô thì làm cho mối hàn dễ bị rỗ.
Bảng 4.10. Lựa chọn công suất ngọn lửa và số hiệu đầu mỏ hàn
Chiều dày chi tiết,
mm
Công suất ngọn lửa
axetylen, l/h
Số hiệu, đầu mỏ
hàn
Chiều dày chi tiết, mm
Công suất ngọn lửa
axetylen, l/h
Số hiệu đầu mỏ
hàn 0,8 50 0 4,0 750 4 1,0 75 0 6,0 1200 5 1,5 150 1 10,0 1750 6 2,0 300 2 Lớn hơn 10,0 2500 7 3,0 500 3 - - -
Chất trợ dung dùng để hòa tan lớp ôxyt nhôm khó chảy là các chất đã nêu ở
trên như các hợp chất muối clorua và florua ở dạng kali clorua (KCl), natri clorua (NaCl), liti clorua (KliCl), kali ftorit (KF), natri ftorit (NaF) với các hợp chất khác như kriôlit và kim loại kiềm thô.
Trước khi hàn các chi tiết đúc từ hợp kim nhôm phải đốt nóng sơ bộ chi tiết đến nhiệt độ 150-2000C để tránh hiện tượng nứt. Sau khi hàn cũng phải đốt nóng bên trong. Trong trường hợp này cũng sử dụng chất trợ dung kiểu có thành phần như sau: kali clorit (KCl) - 50%, natri clorit (NaCl) - 28%, liti clorit (LiCl) - 14% và natri ftorit (NaF) - 8%.
Ngoài ra, người ta còn đề ra thêm một công nghệ mới để hàn một vài hợp kim nhôm mà không cần chất trợ dung. Công nghệ đó đảm bảo chất lượng cao: mối hàn hoàn toàn đồng nhất với kim loại chính của chi tiết. Sở dĩ đề ra như vậy là vì các chất trợ dung và bọt xỉ do chúng tạo ra có thể tác dụng với kim loại và phá hủy nó ngoài ra lại là chất đắt tiền không thường xuyên sẵn có ở các cơ sở sản xuất. Khi hàn không

Cnsc.130
có chất trợ dung thì lớp ôxyt nhôm được tẩy sạch bằng phương pháp cơ khí bằng mỏ thép đặc biệt hoặc bằng que hàn. Việc tẩy sạch màng kim loại bằng móc thép có thể dùng khi sửa chữa các chi tiết không quan trọng, đồng thời móc thép không được để ở trong vùng hàn bởi vì ngược lại thì lượng tạp chất có hại của sắt sẽ tăng lên.
Phương pháp hàn này thường dùng cho các chi tiết làm từ hợp kim nhôm loại xilimin (píttông động cơ đầu máy). Loại công nghệ này gồm những bước sau đây:
Bất kỳ chi tiết nào cũng đốt nóng tới 250-3000C. Cạnh chỗ cần hàn đặt mẫu kim loại hàn, kim loại đó có thành phần tương ứng với thành phần của kim loại chính. Như vậy tay trái của người thợ hàn được tự do. Người thợ hàn chỉ hướng ngọn lửa trung hòa vào vùng hàn sao cho ngọn lửa cũng phủ kín toàn bộ mẫu hợp kim hàn. Khi đó, tay trái người thợ cầm mỏ sắt, đưa mỏ nhọn vào vùng cháy sáng của ngọn lửa hàn và đốt nó đến khi nóng đỏ. Từ đó mỏ sắt luôn tỳ vào chỗ cần hàn, để nhằm xác định điểm nóng chảy của kim loại chính ở từng chỗ một. Khi kim loại chính bắt đầu chảy, người thợ dùng mỏ sắt đẩy mẫu kim loại đến vị trí cần hàn và sao cho mẫu kim loại đó được trùm lên toàn bộ vị trí cần hàn. Sau đó điều chỉnh ngọn lửa thành ngọn lửa thừa axetylen (còn gọi là ngọn lửa hoàn nguyên).
Khi tiếp tục đốt nóng chỗ hàn và mẫu kim loại hàn thợ hàn phải chú ý làm nóng chảy thật kỹ. Song, sự nóng chảy kim loại chính với kim loại hàn khi chưa hoàn toàn, hoặc có trường hợp khó chảy, đó là nguyên nhân do màng ôxýt nhôm bao phủ. Nên chú ý rằng, nếu kim loại chính chỗ vùng hàn đã được chảy thì phải chuyển nhanh mỏ hàn sang chỗ khác để tiếp màng ôxýt đồng thời làm cho kim loại hàn nóng chảy. Ở thời điểm kim loại chính và kim loại hàn vừa chảy, phải chuyển toàn bộ sang vị trí kế tiếp. Thợ hàn phải luôn luôn giữ mỏ sắt sao cho ngọn lửa hoàn nguyên bao trùm vùng hàn, nhằm bảo vệ vùng hàn được nóng chảy cùng một chỗ người thợ hàn mới chuyển vị trí hàn và tiếp tục mối hàn. Nhờ đó, người thợ hàn đã làm cho các mảnh tạp chất vụn trở thành bọt xỉ nổi lên và vùng hàn đã được nóng chảy hoàn toàn.
Sau khi vừa hoàn thành xong công việc hàn cần phải đốt nóng lại một lần nữa, hướng ngọn lửa mỏ hàn lên mối hàn, kiểm tra lại các vị trí hàn.
Sau khi kết thúc mọi công việc hàn, chi tiết phải được làm nguội từ từ, hoặc tốt hơn nên đốt nóng tới nhiệt độ 3000C và sau đó cho nguội chậm. Làm như vậy sẽ khử được ứng suất bên trong sinh ra trong quá trình hàn.
Khi hàn đắp các píttông động cơ đầu máy làm bằng hợp kim xilumin người ta dùng que hàn xiluumin đường kính 10-12 mm có chiều dài 300-350mm. Khi hàn đắp, que hàn được dao động theo hình lưỡi liềm dọc theo vùng hàn có chiều rộng khoảng 30-40 mm. Sau khi hàn tiến hành làm nguội chậm.
4.5. Phục hồi chi tiết bằng phương pháp hàn đắp rung 4.5.1. Nguyên lý hoạt động Hàn đắp rung là một dạng hàn cơ khí tự động, nguyên tắc hoạt động cơ bản
của nó cũng giống như nguyên tắc của hàn tự động duy chỉ có khác là trong quá trình làm việc mỏ hàn luôn luôn rung với tần số và biên độ nhất định.
Sơ đồ nguyên lý thiết bị hàn đắp rung được thể hiện trên hình (hình 4.4).
3
4
5
6
78
9
10

Cnsc.131
Hình 4.4. Sơ đồ thiết bị hàn đắp rung 1. Chi tiết cần hàn đắp 7. Các con lăn 2. Dây hàn 8. Rãnh dẫn nước cần làm mát 3. Mỏ hàn rung 9. Nguồn điện 4. Lò xo 10. Bơm bánh răng 5. Bộ gây rung 11. Cảm kháng 6. Hộp cuốn dây 12. Bể chứa nước làm mát Dây hàn 2 (que hàn) từ hộp cuốn dây 6 nhờ các con lăn 7 được đưa qua mỏ
hàn rung 3 tới bề mặt cần hàn đắp của chi tiết 1 quay với tốc độ nhất định nào đó. Độ rung dọc của dây hàn cùng với mỏ hàn được thực hiện nhờ bộ gây rung 5 và các lò xo 4. Khi chạm vào bề mặt của chi tiết, dây hàn bị nóng chảy dưới tác dụng phóng điện xung từ nguồn điện 9 và kim loại nóng chảy được phủ lên bề mặt của chi tiết.
Để nâng cao độ ổn định và tăng hiệu suất của quá trình hàn đắp người ta mắc nối tiếp cảm kháng 11 vào mạch điện. Từ bể chứa 12, nhờ bơm bánh răng 10 chất lỏng làm mát được đưa theo rãnh 8 qua mỏ hàn 3 tới vị trí kim loại nóng chảy. Chất lỏng làm mát có tác dụng thúc đẩy việc tạo thành mối hàn một cách nhanh chóng, còn hơi nước bốc lên sẽ bảo vệ cho kim loại nóng chảy khỏi bị tác dụng của ôxy và nitơ trong không khí. Chất lỏng làm mát thường là dung dịch 5% nước xô đa nung hoặc dung dịch 20-30% nước glixêrin kỹ thuật [C3H5(CH)3] và những dung dịch khác. Tiêu chuẩn hao nước làm mát là khoảng 0,2-0,7 lít/phút.
Trong mỗi chu trình rung của điện cực, việc hàn đắp được thực hiện thông qua các giai đoạn chính sau đây (hình 4.5):
1. Thời kỳ ngắn mạch của điện cực với bề mặt chi tiết; 2. Thời kỳ ngắt mạch; 3. Thời kỳ phóng hồ quang; 4. Thời kỳ chạy không.

Cnsc.132
Nhiều nghiên cứu cho thấy rằng, trong cả một chu trình rung của dây hàn khoảng 0,01 giây thì hành trình chạy không chiếm tới 60-70% tổng số thời gian. Còn lại thời kỳ ngắn mạch chiếm khoảng 2,5-3,0.10-3 giây, thời kỳ ngắt mạch và phóng hồ quang là 1.10-3 giây.
Ở thời điểm ngắn mạch điện áp không tải của nguồn điện giảm xuống đột ngột còn dòng điện thì tăng lên nhanh chóng tới khoảng 1100-1200 A (trong khi đó trị số trung bình là 180 A). Mật độ dòng điện lúc này đạt tới 3.10-3 A/mm2. Dưới tác dụng của lượng nhiệt sinh ra các điện cực bị đốt nóng và đầu dây hàn bị nóng chảy.
Hình 4.5. Sơ đồ các quá trình trong khi hàn rung a. Thời kì ngắn mạch b. Thời kì ngắt mạch c. Thời kì phóng hồ quang d. Thời kì chạy không
Ở thời điểm ngắt mạch cường độ dòng điện giảm xuống, còn điện áp giữa các điện cực tăng lên do có suất điện động tự cảm cùng chiều với điện áp của nguồn điện. Khi đó xuất hiện hiện tượng phóng hồ quang và tỏa ra một khối lượng nhiệt lớn (tới 70%). Kim loại ở đầu điện cực bị nóng chảy và bị bức xạ, một phần được bám chặt vào bề mặt chi tiết còn một phần bị văng ra. Trong quá trình phóng hồ quang thì hầu như hiệu điện thế không thay đổi. Cuối thời kỳ này, tức là thời kỳ đi ra của điện cực quá xa (d) điện áp hàn lại giảm, nhưng không đột ngột vì nó vẫn dự trữ một độ cảm ứng nhất định. Khi hành trình chạy không càng lớn thì tổn hao kim loại càng lớn và năng suất hàn càng giảm. Độ bền bám của lớp hàn đắp với kim loại cơ bản không cao lắm vì bề mặt kim loại bị oxy hóa. Để khắc phục hiện tượng đó cần phải giảm thời kỳ chạy không và giảm trị số xung của dòng ngắn mạch. Việc tăng điện cảm nhờ cảm kháng (11) sẽ làm giảm trị số xung của dòng điện ở thời kỳ ngắn mạch, khi đó độ tăng giảm của xung sẽ đều hơn, thời gian tồn tại và độ ổn định của hồ quang khi ngắt mạch tăng lên và như vậy hiện tượng không tải được khắc phục.
Ngoài ra để khắc phục giai đoạn chạy không cần phải chọn chế độ hàn (V và I) cho phù hợp, chọn tần số và biên độ rung cho đúng và cuối cùng là tính toán, chọn mạch cho phù hợp.
a) b) c) d)
22
13

Cnsc.133
Hình 4.6. Sơ đồ bố trí dây hàn với chi tiết 1. Chi tiết; 2. Điện cực; 3. Lớp hàn đắp.
4.5.2. Quá trình công nghệ hàn Hàn rung có thể tiến hành nhờ nguồn điện một chiều hoặc xoay chiều và cũng
có thể dùng hỗn hợp cả một chiều và xoay chiều. Khi dùng dòng điện một chiều và hàn ngược cực thì chất lượng lớp hàn đắp sẽ cao hơn. Trong trường hợp này độ bền bám của lớp hàn đắp với kim loại cơ bản cao hơn đáng kể so với trường hợp hàn đắp ở dòng điện xoay chiều hoặc hỗn hợp. Khi hàn bằng dòng xoay chiều hoặc hỗn hợp, cực dòng điện luôn thay đổi do đó trên điện cực lượng nhiệt sản sinh ra không đồng đều và quá trình hàn không ổn định. Từ những nguyên nhân đó chất lượng hàn giảm xuống. Hàn đắp ở dòng điện hỗn hợp gây phức tạp vì phải có hai nguồn điện: Máy phát một chiều và biến áp bàn. Bên cạnh những nhược điểm trên nguồn xoay chiều có ưu điểm nổi bật là dễ tạo hơn, mạng điện sẵn hơn giá thành hạ so với ngồn một chiều.
Khi hàn đắp bằng dòng một chiều, nguồn điện có thể là máy phát một chiều, hoặc chỉnh lưu, hoặc máy phát điện áp thấp có mắc nối tiếp một cuộn cảm vào mạch hàn thay đổi điện cảm bằng cách thay đổi số vòng.
Trên các sơ đồ dưới đây giới thiệu phương pháp hàn rung với nguồn điện một chiều và với nguồn điện xoay chiều có lắp cảm ứng bổ sung:
Hình 4.7. Sơ đồ nguyên lý làm việc của thiết bị hàn rung với nguồn điện một chiều
1. Động cơ đưa dây; 9. Vòi nước làm mát; 2. Hộp giảm tốc; 10. Thùng chứa nước làm mát; 3. Hộp cuốn dây hàn; 11. Bơm nước; 4. Con lăn đưa dây; 12. Cuộn cảm ứng bổ sung; 5. Bộ rung động; 13. Ampe kế; 6. Lò xo bộ rung động; 14. Vôn kế; 7. Biến áp của bộ rung; 15. Máy phát một chiều; 8. Chi tiết phục hồi; 16. Động cơ (xoay chiều 3 pha).
9
8
11
10 12 13 14
1
76
5
2
3
15 16

Cnsc.134
Để tiến hành hàn đắp người ta gá chi tiết lên mâm cặp của máy tiện, còn mỏ hàn có hộp cuốn dây hàn được gá lên bàn dao của máy tiện. Trục chính máy tiện có thể phải có hộp giảm tốc để giảm số vòng quay theo yêu cầu công nghệ (tới 1 vòng/phút).
Số vòng quay của chi tiết có thể xác định theo công thức sau đây:
.....15
2
Dshvdn n , vòng/phút (4.18)
trong đó: d- đường kính dây kim loại hàn, mm;
vn - vận tốc đưa dây hàn, mm/giây; - hệ số chuyển kim loại dây hàn vào lớp hàn đắp, ( = 0,85 - 0,90);
h - chiều dày lớp hàn đắp, mm; s - bước hàn đắp, mm/vòng; D - đường kính của chi tiết, mm. Chi tiết cần hàn đắp phải được làm sạch bẩn và gỉ bằng giấy giáp hoặc bàn
chải sắt. Các chi tiết lắp lỏng có độ mòn không lớn (0,1 - 0,2 mm) hoặc bị cong hoặc có độ ô van lớn nên mài sơ bộ để sau khi gia công cơ lớp kim loại phủ có chất lượng tốt hơn về thành phần hóa học, cấu trúc và cơ tính.
Hình 4.8. Sơ đồ thiết bị hàn rung nguồn xoay chiều có cảm ứng bổ sung 1. Biến áp hàn; 5. Cuộn từ gây rung; 2. Cuộn dây; 6. Mỏ hàn rung; 3. Động cơ điện đưa dây; 7. Chi tiết; 4. Con lăn đưa dây; 8. Cuộn cảm ứng bổ sung. Độ ổn định và chất lượng hàn đắp phụ thuộc vào điện áp, điện cảm và cực
của dòng điện; vào thành phần và khối lượng chất lỏng làm mát và trị số khoảng cách giữa các điện cực. Hàn đắp rung có thể tiến hành ở điện áp 4-30 V. Việc phục hồi các chi tiết bằng hàn đắp thường tiến hành ở điện áp 18-22V và dòng điện 80-300
7
56
32
1
8
4 VA

Cnsc.135
A. Khi tăng điện áp thì năng suất và tác dụng nhiệt của dòng điện đối với kim loại tăng lên. Một số thành phần như cácbon, măngan ... bị đốt cháy nhiều hơn và độ cứng của chi tiết hàn đắp giảm xuống, còn kim loại bị tổn hao do bị bắn toé tăng lên. Vì vậy, để nhận được lớp phủ có độ chống mòn tốt thì nên hàn đắp ở điện áp thấp.
Sau hàn đắp chi tiết được đem gia công cơ bằng cách mài, đầu tiên mài thô, sau đó mài tinh để đạt được kích thước cần thiết.
Trên đây ta vừa xét về hàn đắp điện-hồ quang rung. Trong thực tế còn có những phương pháp hàn rung như tia lửa tiếp điểm rung và hồ quang tiếp điểm rung. Các phương pháp này khác nhau về quá trình sơ đồ điện và nguồn điện.
Về đầu hàn rung thì ngoài loại đầu hàn được gây rung bằng điện (hình 4.4), người ta còn dùng các loại đầu hàn có bộ phận gây rung điện tử và cơ học.
4.5.3. Các yếu tố ảnh hưởng tới chất lượng hàn đắp Ngoài các thông số về điện, quá trình và chất lượng hàn rung còn chịu ảnh
hưởng của độ rung của mỏ hàn và chất lỏng làm mát. Tần số rung của mỏ hàn (tức là của dây hàn) vào khoảng 50-100 lần/s gây ra bằng ấy lần phóng hồ quang và như vậy nó làm tăng độ ổn định của quá trình hàn và tăng lượng phun kim loại lên bề mặt bằng những suất phun không lớn lắm. Trị số biên độ rung của dây hàn và góc hợp bởi nó với chi tiết đều ảnh hưởng tới trị số khoảng cách giữa các điện cực. Khi khoảng cách đó tăng lên thì điện áp tăng lên và cường độ nóng chảy của kim loại tăng lên. Việc bố trí điện cực so với chi tiết được trình bày trên hình 4.6.71. Góc phải nằm trong khoảng 35 - 450 (0,612 - 0,787 rad), còn góc trong khoảng 70-900
(1,22 - 1,57 rad). Chất lỏng làm mát làm giảm ảnh hưởng nhiệt của tia hồ quang đối với chi tiết
và làm tăng vận tốc làm mát của lớp hàn, như vậy lớp hàn đắp sẽ có cấu trúc tôi và có độ cứng và độ chống mòn cao. Ngoài ra chất lỏng còn bảo vệ cho lớp hàn đắp khỏi bị tác động của ôxy và nitơ ngoài không khí.
4.5.4. Ưu nhược điểm của phương pháp hàn đắp rung 1. Ưu điểm - Ưu điểm của hàn đắp rung so với các phương pháp hàn đắp khác là chi tiết
phục hồi bị đốt nóng không đáng kể, vùng ảnh hưởng nhiệt không lớn, do đó thành phần hóa học và tính chất cơ lý của chi tiết hầu như không bị thay đổi. Ngoài ra, nếu dùng dây hàn có hàm lượng các bon tương ứng thì có thể nhận được tất cả các dạng cấu trúc tôi của kim loại hàn đắp có độ cứng và chống mòn cao;
- Cơ khí hóa được quá trình hàn, không phụ thuộc vào tay nghề công nhân; - Cho phép sửa chữa những chi tiết tròn có đường kính nhỏ cỡ 10-15mm mà
không thể sửa chữa bằng hàn đắp tự động có bột hàn; - Năng suất cao khi phủ những lớp mỏng; - Khi hàn nhờ phương pháp sinh hồ quang bắt buộc nên có thể dùng nước làm
nguội, và như vậy chi tiết không bị đốt nóng quá và không bị biến dạng (và đó cũng là điều rất quan trọng);
- Sau khi hàn coi như chi tiết được tôi ngay do đó không phải gia công nhiệt luyện.
2. Nhược điểm

Cnsc.136
Nhược điểm của hàn đắp rung là cấu trúc của lớp hàn đắp là không đồng nhất còn độ cứng là không đồng đều, trên bề mặt xuất hiện những vết nứt tế vi. Điều đó có thể giải thích là khi hàn đắp được một vòng lên chi tiết thì mối hàn đó được tôi với độ cứng cao, còn sau đó khi hàn đắp mối tiếp theo thì mối hàn đó lại được ram một phần.
Do vậy độ bền mỏi của chi tiết bị giảm đi đáng kể. Vì vậy, khi sử dụng phương pháp hàn rung phải thận trọng xem xét điều kiện làm việc và đặc điểm kết cấu của chi tiết.
Các chi tiết chịu tải trọng đổi dấu như trục khuỷu thì không nên sửa chữa bằng phương pháp này.
Cho đến nay toàn bộ quá trình hàn vẫn chưa được nghiên cứu một cách triệt để. Các số liệu có tính chất tiêu chuẩn về tần số dao động chưa được quy định, về mối quan hệ giữa biên độ dao động với chế độ kỹ thuật, về hướng dao động tương đối của các đầu dây đối với chi tiết hiện nay mới chỉ được chọn qua thực tế sản xuất mà thôi.
4.6. Phục hồi chi tiết bằng phương pháp phun kim loại 4.6.1. Nguyên lý phun kim loại điện hồ quang Phun kim loại là quá trình tạo ra lớp phủ bằng cách phun các hạt kim loại
nóng chảy nhờ luồng khí nén hoặc khí trơ lên bề mặt chi tiết đã được chuẩn bị trước. Việc làm nóng chảy và phun kim loại được tiến hành nhờ các máy phun kim loại. Tùy thuộc vào phương pháp làm nóng chảy kim loại, việc phun kim loại được chia ra: phun kim loại điện hồ quang, phun kim loại hơi, phun kim loại cao tần, phun kim loại hồ quang plazma, v.v...
Phun kim loại điện hồ quang dựa trên cơ sở sử dụng nguồn nhiệt của tia hồ quang làm nóng chảy kim loại cần phun. Trên sơ đồ (hình 4.9) ta thấy các dây kim loại 1 cách ly với nhau và được đẩy đi trong rãnh của vỏ máy phun nhờ các con lăn 5. Trong đầu phun của máy phun, giữa các dây kim loại có chênh lệch điện áp vì vậy xuất hiện tia hồ quang và dưới tác dụng của nó chúng bị nóng chảy. Các phần tử kim loại nóng chảy nhờ luồng khí nén 2 được thổi lên bề mặt đã chuẩn bị sẵn của chi tiết 3.
3 4
1
4

Cnsc.137
PHVNTheùp,ñoàng,ñoàng ñoû, nhoâm thieác , keõm,ñoàng thau, nhoâm,thieác ñoàng ñoû,ñoàng thau keõm LEÂN CAÙC VAÄT LIEÄU Theùp vaø caùc Goã giaáy söù kim loaïi khaùc
75 125 20050
0
50
100
150
200
250
25 75 100 200 300 400
V [ m/s ]
khoâng khí
4
3
2
1
khoaûng caùch phun kim loaïi(mm)
Hình 4.9. Sơ đồ làm việc của máy phun kim loại điện hồ quang
1. Dây phun; 2. Luồng khí nén; 3. Chi tiết được phun; 4. Dây dẫn từ nguồn điện; 5. Các con lăn.
Khi phun kim loại có thể phủ một lớp kim loại bất kỳ có chiều dày từ 0,03
mm tới vài milimét lên bất kỳ vật liệu nào như kim loại, gỗ, thủy tinh, thạch cao, giấy, v.v... mà không làm những vật liệu đó bị nóng chảy.
Hình 4.10. Sơ đồ quá trình phun kim loại
1. Bề mặt được phun; 2. Dây kim loại phun; 3. Đường cong thay đổi vận tốc khí nén; 4. Đường cong thay đổi tốc độ hạt kim loại
Quá trình phun kim loại có thể chia ra làm 3 giai đoạn: Giai đoạn làm nóng chảy kim loại dây phun, giai đoạn phun kim loại nóng chảy đó nhờ luồng khí và giai đoạn hình thành lớp phủ. Hình 4.10 miêu tả sơ đồ quá trình phun kim loại.
Theo nghiên cứu A.Ph.Trô-it-xki, khi đốt chảy dây kim loại trong máy phun xảy ra những chu trình như sau đây:

Cnsc.138
1. Xuất hiện hồ quang giữa các điện cực và đốt chảy chúng; 2. Ngắt mạch đầu tiên của mạch điện các điện cực; 3. Ngắn mạch và làm nóng chảy điện cực; 4. Phóng tia lửa điện và tiếp tục tia hồ quang mới.
Sự nóng chảy kim loại xảy ra ở thời điểm chảy và ngắn mạch của tia hồ quang, ở những thời điểm ngắt mạch điện của các điện cực kim loại không bị nóng chảy.
Nhiệt độ nóng chảy của kim loại ở những giai đoạn khác nhau đều khác nhau. Khi hồ quang cháy thì nhiệt độ của kim loại phun tương đối lớn, lúc đó sẽ tạo ra số lượng các hạt kim loại có kích thước nhỏ, còn khi đoản mạch nhiệt độ giảm xuống và lúc này tạo ra các hạt kim loại có kích thước lớn hơn.
Khi các phần tử va vào bề mặt phun thì chúng bị làm lạnh bởi dòng không khí nén hoặc khi trơ và do truyền nhiệt từ các phần tử đã bám tới kim loại của chi tiết. Từ đó thấy được rằng, nhiệt độ đốt nóng của chi tiết khi phun kim loại không cao lắm, vào khoảng trên dưới 2000C.
Người ta cho rằng liên kết bên trong của lớp kim loại phun với kim loại chi tiết có được là do lực bám tương hỗ cơ giới và tác động của các lực phân từ. Độ bám của lớp kim loại phủ với kim loại cơ bản phụ thuộc vào trạng thái bề mặt sửa chữa của các chi tiết, vào nhiệt độ và vận tốc của các hạt phun vào, kim loại phun và chế độ phun kim loại.
Khi phun kim loại có thể tạo ra những hạt kim loại có kích thước khác nhau từ 2 đến 100 m . Tốc độ bay của các hạt kim loại có thể đạt tới khoảng 85-190 m/s còn thời gian chuyển động tới chi tiết thì không tới 0,003 giây. Ở vận tốc lớn và thời gian chuyển động nhỏ như vậy các phần tử không kịp làm lạnh một cách nhanh chóng được và khi chạm vào bề mặt chi tiết chúng vẫn nằm ở trạng thái dẻo. Vì bị va đập mạnh cho nên những phần tử này bị đàn hồi (biến dạng đi) và dính vào nhau, kết quả là nhờ tác dụng của các lực bám giữa các phân tử và nguyên tử tại chỗ tiếp xúc, các phân tử kim loại được liên kết với kim loại của chi tiết và với những phần tử kim loại phun lên trước nó.
Vận tốc đưa dây và áp suất luồng khí cũng làm ảnh hưởng tới các quá trình trên. Khi vận tốc đưa dây lớn thì cường độ cực đại của dòng điện tăng lên và kéo dài thời gian ngắn mạch của điện cực và như vậy sẽ làm tăng khối lượng các hạt kim loại có kích thước lớn. Khi tăng áp suất luồng khí sẽ làm tăng chu kỳ cháy của tia hồ quang và như vậy chất lượng phun tốt hơn vì sẽ làm tăng khối lượng của các hạt có kích thước nhỏ. Tuy nhiên, cần chú ý rằng áp suất cao của luồng khí và sự tăng đột ngột vận tốc đưa dây tới một trị số lớn hơn trị số cực đại nào có thể dẫn đến là ở chu kỳ ngắn mạch kim loại không kịp nóng chảy hết. Những hạt kim loại lớn thậm chí những cục kim loại có thể bị bứt ra, va vào chi tiết làm ảnh hưởng không tốt tới chất lượng phun.
Cấu trúc và tính chất của lớp phủ chịu ảnh hưởng lớn của các yếu tố như vận tốc của các hạt, khối lượng và kích thước của chúng, nhiệt độ của các hạt trong thời gian chúng di chuyển, các hiện tượng xảy ra trong quá trình phun cũng như trạng

Cnsc.139
thái bề mặt chi tiết và vật liệu dây kim loại. Đại bộ phận các yếu tố đó phụ thuộc vào chế độ phun.
Cấu trúc của lớp kim loại phun rất khác biệt so với cấu trúc của kim loại đúc hoặc cán. Lớp phủ thường là xốp, trị số độ xốp phụ thuộc vào hàng loạt yếu tố, trong đó quan trọng nhất là phương pháp làm nóng chảy kim loại và chế độ làm việc của máy phun kim loại. Thành phần hóa học của lớp phủ cũng khác so với thành phần hóa học của dây phun bởi vì trong khi phun một số thành phần của nó như các bon, silic, mangan, v.v... đã bị đốt cháy.
Sự tồn tại các màng ôxy hóa trên bề mặt các phần tử kim loại phun cản trở sự tạo thành cấu trúc đồng nhất bình thường cuả lớp phủ và là nguyên nhân làm giảm độ dẻo của nó, đồng thời so với kim loại của chi tiết thì sức cản va đập, sức cản đứt, sức cản xoắn, sức cản uốn của nó nhỏ hơn rất nhiều. Lớp phủ chịu nén tốt nhưng chịu kéo tồi.
Độ cứng của lớp phủ lớn hơn độ cứng của dây phun là do khi bị làm lạnh thì các phần tử đã được tôi (đối với dây các bon cao). Cấu trúc xốp và độ cứng cao của lớp phủ đảm bảo cho nó có độ chống mòn cao khi làm việc có bôi trơn.
Tại điểm tiếp xúc giữa hai điện cực nhiệt độ sinh ra lớn, lớn hơn khá nhiều so với nhiệt độ nóng chảy của kim loại, do đó tại đây xuất hiện hai trạng thái của kim loại: kim loại lỏng và hơi kim loại. Kim loại nóng chảy được luồng khí cuốn đi và được phun ra thành những hạt nhỏ với vận tốc lớn của luồng khí. Kim loại cũng như nhiệt độ của các hạt thay đổi từ điểm nóng chảy tới bề mặt của chi tiết và theo tiết diện của luồng khi từ đường tâm luồng khi ra tới lớp biên. Vận tốc của các hạt tăng dần từ vận tốc ban đầu khoảng 18 m/s cho tới trị số cực đại và sau đó càng xa vùng chảy thì càng giảm xuống. Trị số cực đại khi phun thép có thể đạt tới 190 m/s.
Vận tốc cuối cùng của các hạt ở khoảng cách 250 mm cách đầu máy phun vào khoảng 85 m/s, thời gian bay của hạt vào khoảng 0,003 giây. Do đó hạt không bị làm lạnh đột ngột khi chạm tới bề mặt chi tiết và nó vẫn còn ở trạng thái dẻo. Sau đây là một số số liệu.
- Khoảng cách từ đầu máy phun, mm: 50 100 200 - Nhiệt độ của các hạt kim loại trên đường tâm của luồng khi thổi 0C 1030 980 900 Như trên đã nói, vận tốc nhiệt độ của các hạt kim loại giảm xuống theo tiết
diện của luồng khí thổi từ đường tâm ra tới chu vi. Nếu cho rằng trong quá trình bay, các hạt kim loại được làm mát không đồng đều và bị ôxy hóa một phần ở những mức độ khác nhau, thì thấy rõ ràng rằng, khi đạt tới bề mặt chi tiết, các hạt kim loại sẽ có kích thước, khối lượng, vận tốc và nhiệt độ khác nhau. Khi va đập vào bề mặt chi tiết, do những nguyên nhân trên, các hạt kim loại sẽ bị biến dạng, biến cứng và bị làm lạnh do bề mặt nguội của chi tiết ở những mức độ khác nhau và do vậy cấu trúc lớp phủ sẽ không đồng nhất và sẽ khác biệt rất nhiều so với cấu trúc của kim loại phun.
Độ bền bám giữa các hạt kim loại với nhau có thể xem như độ bền tiếp xúc tạo bởi sự tác dụng của các lực bám giữa các nguyên tử, phân tử của các phần tiếp xúc.

Cnsc.140
Thành phần hóa học của lớp phủ rất khác so với thành phần hóa học của dây phun vì khi bị nóng chảy, dây phun bị cháy mất một số các thành phần: C25-35%, Si 25-45%, Mn 35-38%, S 25-26%.
Lớp phủ nhận được bằng cách phun dây kim loại có thành phần 0,7-0,8%C có cấu trúc gồm xoocbit, troxit, mactenxit.
4.6.2. Độ bền bám của lớp kim loại phủ với kim loại cơ bản Tính chất cơ bản xác định khả năng làm việc của các chi tiết phục hồi bằng
phun kim loại đó là độ bền bám của lớp phủ với kim loại cơ bản. Độ bám của lớp phủ với kim loại cơ bản được xác định bởi trạng thái bề mặt chi tiết cần phục hồi nhiệt độ, vận tốc của các hạt kim loại, vật liệu dây phun và chế độ phun kim loại.
Muốn nâng cao độ bền bám của lớp kim loại phủ với kim loại cơ bản thì bề mặt chi tiết phải được làm nhám bằng cách cắt ren hỏng, gia công cơ-dương cực, v.v... Nhiều thí nghiệm đã chứng minh rằng, độ nhám bề mặt càng lớn thì độ bền bám giữa lớp phủ với kim loại chi tiết càng cao. Vì vậy nhiều nhà nghiên cứu cho rằng độ bền bám là sự liên kết cơ học đơn thuần của các hạt kim loại với độ nhấp nhô bề mặt chi tiết. Nhưng theo quan điểm đó thì không thể giải thích được rất nhiều những hiện tượng khác, chẳng hạn như nâng cao độ bền bám bằng cách nung nóng sơ bộ chi tiết, phủ lót một lớp kim loại hoặc hợp kim nhẹ (dễ nóng chảy). Do vậy, liên kết cơ học có lẽ chỉ có một vai trò nào đó trong độ bền bám mà thôi. Tuy nhiên, ý nghĩa cơ bản của độ nhám để tăng độ bền bám là ở chỗ làm giảm góc biên, có nghĩa là cải thiện điều kiện thấm ướt bề mặt chi tiết bằng các hạt kim loại.
Độ dẻo của các hạt kim loại cho phép có thể coi quá trình phun kim loại lên bề mặt chi tiết như một hiện tượng gần giống với hiện tượng thấm ướt. Theo R. Gurvink thì sự thấm ướt đối với một hệ gồm hai vật thể sẽ xảy ra trong những trường hợp khi ít nhất có một vật được mang tới bề mặt của vật kia trong trạng thái lỏng hoặc dẻo. Nhưng cũng có thể xuất hiện câu hỏi là trong trường hợp này liệu có thể xảy ra hiện tượng thấm ướt không, chừng nào các hạt kim loại phun có thể bị bao học một màng ôxyt. Có thể trả lời câu hỏi này một cách khẳng định theo những nguyên nhân sau. Một là độ cứng của màng ôxyt lớn hơn rất nhiều so với độ cứng của hạt kim loại phun (trong các lớp kim loại phun các ôxyt thường gặp nhất là ôxyt sắt Fe2O3 và sắt từ Fe2O4, độ cứng Mooxơ của chúng là 6,5, trong khi đó của bản thân kim loại là (4-5). Hai là độ dày của các màng ôxyt không lớn lắm và có trị số vào khoảng vài chục ăngxtrem. Vì vậy, khi các hạt kim loại đập phải bề mặt chi tiết thì các màng ôxyt vừa cứng vừa ròn bao quanh các hạt đó sẽ bị nứt ra và làm cho các bề mặt của hạt kim loại và của kim loại trở nên tinh sạch. Khi các điểm khác nhau của các phần bề mặt kim loại tinh sạch xích lại với nhau ở cự ly khoảng vài chục ăngxtrem thì lúc đó sẽ xuất hiện những lực tác dụng tương hỗ của liên kết phân tử. Các mảnh vỡ của màng ôxyt lẫn vào lớp phủ làm cho nó có thành phần ôxyt càng lớn.
Độ bám của lớp kim loại phun với kim loại cơ bản có được, là do liên kết phân tử xuất hiện khi bề mặt chi tiết bị các hạt kim loại nửa ướt. Trên hình 4.11. biểu thị hạt kim loại trên phun bề mặt chi tiết.

Cnsc.141
Sức căng bề mặt 3,2 xuất hiện trên biên chi tiết - không khí, 3,1 - trên biên hạt kim loại - chi tiết và 2,1 - trên biên hạt kim loại - không khí. Lực căng bề mặt
3,2 có xu hướng kéo dẫn giọt kim loại theo đường tiếp xúc còn lực căng bề mặt 3,1 có xu hướng kéo có giọt kim loại ngược trở lại. Góc tạo bởi lực căng bề mặt 3,1 với bề mặt chi tiết gọi là góc biên hay góc thấm ướt. Giọt kim loại sẽ nằm ở vị trí cân bằng nếu:
2,1 + 3,1 cos = 3,2 , (4.19)
Hình 4.11. Sơ đồ hạt kim loại phun trên bề mặt chi tiết
Góc biên có hướng về phía chất lỏng, có nghĩa là về phía giọt kim loại phun. Từ phương trình (4.11) có thể suy ra điều kiện thấm ướt. Đơn vị đo độ thấm
ướt được dùng bằng trị số 3,1
2,13,2cos
B hoặc góc biên . Góc biên càng
nhỏ thì độ thấm ướt càng tốt. Khi 0 < < 900 (1,57 radian) thì các hạt kim loại sẽ thấm ướt chi tiết. 3,2 > 3,1 + 2,1 , (4.20)
Chi tiết sẽ không bị thấm ướt bởi các hạt kim loại, nếu > 900. Công cần thiết để đưa hạt kim loại lên chi tiết, hay nói khác năng lượng hút
bám bằng: A = 3,1 + 3,2 - 2,1 , (4.21)
Từ các phương trình trên ta có: A = 3,1 (1 + cos ), (4.22)
Trong đó A - năng lượng hút bám (hay công thấm ướt) cần bỏ ra để tách một hạt (một giọt) kim loại phun khỏi bề mặt chi tiết theo hướng vuông góc với bề mặt tiếp xúc.
ThÊm ít
1,2 2,3
1,3
1,3
2,3 1,2
H¹t kim lo¹i
Chi tiÕt

Cnsc.142
Khi = 0, A = 2 3,1 , đây là trường hợp thấm ướt hoàn toàn bề mặt, nhưng hiện tượng này không thể có trong phun kim loại.
Như đã biết khi phun kim loại cần tạo độ nhám lớn để tăng bề mặt tiếp xúc. Độ nhám bề mặt chi tiết trong phun kim loại có thể đánh giá bởi hệ số k, hệ số này là tỷ số giữa bề mặt thấm ướt thực tế với bề mặt nhẵn. Nếu bề mặt nhám của chi tiết lớn gấp k lần hình chiếu của bề mặt nhẵn thì: k. 3,2 = k. 2,1 + 3,1 . cos , (4.23)
Khi k >1 góc biên của bề mặt nhám sẽ có trị số khác, chẳng hạn là 1 . Sự cân bằng sẽ xảy ra khi: k. 2,1 = 3,1 cos 1 = k. 3,2 , (4.24)
k. ( 3,2 - 2,1 ) = 3,1 cos 1 , (4.25)
Nhưng 3,2 - 2,1 = 3,1 cos
Cho nên: 3,1 cos =k
13,1 cos. hoặc cos 1 = k.cos , (4.26)
Khi k < 1 góc biên 1 > và độ thấm ướt bề mặt chi tiết bởi các giọt kim loại kém hơn so với khi k > 1 tức là khi 1 < .
Trong trường hợp thứ hai này, tức là khi bề mặt chi tiết nhám thì sự thấm ướt tốt hơn sẽ làm cho độ bền bám tăng lên. Cùng lúc đó độ bền bám cơ học cũng được tăng lên cùng với liên kết phân tử và độ bền bám cơ học đó có thể đóng một vai trò nào đó trong độ bền của lớp kim loại phủ với kim loại cơ bản. Theo nghiên cứu của A.Ph.Trô-it-xki, góc biên trong phun kim loại có trị số khoảng 23-450 (0,4-0,78 rad) và lớn hơn nữa. Độ bền liên kết phần tử là loại độ bền yếu nhất trong 4 loại liên kết của chất rắn (độ bền liên kết đo bằng năng lượng cần để phá vỡ toàn bộ liên kết đó, năng lượng này tính cho 1 môl và tính bằng kilôcalo hoặc electrônoat). Theo A.I. Brôt-xki, liên kết hóa học có năng lượng 1-10 eV, liên kết phân tử 0,001-0,1 eV. Độ bền phân tử trong phun kim loại lại càng yếu hơn vì các điều kiện thấm ướt không thuận lợi.
Từ những dẫn dắt trên đây có thể kết luận rằng, độ bền bám của lớp kim loại phủ với kim loại cơ bản phụ thuộc vào rất nhiều nguyên nhân, một trong những nguyên nhân đó và là cơ bản nhất, là trạng thái bề mặt chi tiết cần phun và của các hạt kim loại phun. Ngoài ra độ bền bám còn phụ thuộc vào nội ứng suất dư, tùy thuộc vào nó mang dấu nào và tuỳ thuộc vào hình dạng hình học của chi tiết mà có thể làm tăng hoặc giảm độ bền.
4.6.3. Các phương pháp nâng cao độ bền bám của lớp kim loại phủ Như đã biết, trị số độ bền lớn nhất của lớp phủ với kim loại cơ bản đạt được
là do dùng các phương pháp cơ khí thô sơ để chuẩn bị bề mặt chi tiết như cắt bằng ren hỏng, gia công tia lửa điện, v.v... Tất cả những phương pháp đó đều làm giảm độ bền mỏi của chi tiết. Vì vậy, cần phải nâng cao độ bền bám bằng cách thay thế những phương pháp thô sơ bằng những phương pháp có khả năng không những không làm giảm độ bền của lớp phủ với kim loại cơ bản, mà còn làm tăng thêm độ bền đó.

Cnsc.143
Độ bền bám của lớp phủ với kim loại cơ bản chịu ảnh hưởng rất lớn của lớp kim loại phủ đầu tiên, như một cái nền cho những lớp sau. Độ bám của các hạt kim loại của lớp đầu tiên này xảy ra trong các điều kiện không thuận lợi hơn so với những lớp sau. Các hạt kim loại bay tới bề mặt nguội của chi tiết và bị làm lạnh, do đó mức độ dẻo của nó giảm xuống. Do đó hiện tượng thấm ướt bề mặt cứng của chi tiết cũng xảy ra ở những điều kiện không thuận lợi hơn so với sự thấm ướt của các lớp sau. Do bề mặt của chi tiết cũng như của chính bản thân các hạt kim loại bị ôxy hóa, đồng thời do không đủ biến dạng để bám cho nên đã làm thiếu mất điều kiện cần thiết để tạo ra sự tác động của các lực phân tử đối với rất nhiều hạt kim loại. Ngoài ra, do nhiệt độ chênh lệch ở bề mặt chi tiết và của các hạt kim loại, trong lớp phủ trên biên giữa các lớp xuất hiện nội ứng suất và làm cho bề mặt tiếp xúc có đặc tính ứng suất: Nhiệt độ của lớp biên, là nền tảng cho những lớp sau, cao hơn nhiệt độ của bề mặt chi tiết, do đó độ dẻo của tất cả các hạt ở những lớp sau sẽ lớn hơn so với độ dẻo của lớp đầu tiên đã bị bề mặt chi tiết làm nguội. Bề mặt lớp đầu tiên thường là nhám hơn so với bề mặt chi tiết, do đó điều kiện thấm ướt ở những lớp sau đều thuận lợi hơn.
Những quan điểm trên đây về bản chất của các lực bám của lớp phủ kim loại cho phép xác định phương pháp nâng cao độ bền bám của nó với kim loại cơ bản cũng như cơ tính của lớp phủ. Những phương pháp đó có thể là: phun kim loại bằng cách thổi khí trơ, tăng độ thấm ướt bề mặt cứng của chi tiết bằng các hạt của lớp biên đầu tiên, sử dụng các lớp lót. Ngoài ra nung nóng sơ bộ cho chi tiết cũng làm tăng độ bền bám, chẳng hạn khi nung sơ bộ tới 2000C, độ bền bám có thể tăng lên 30% (V.M. Kria-giơ-kốp). Tuy nhiên, cũng phải chú ý rằng khi nung nóng sơ bộ chi tiết có thể làm cho cơ tính của nó thay đổi, nhất là đối với những chi tiết đã qua gia công nhiệt luyện. Tuy nhiên có thể đốt nóng chi tiết bằng điện cao tần, làm như vậy tính chất của chi tiết không bị thay đổi.
Độ bền bám còn tăng lên nếu phủ các lớp lót bằng kim loại và hợp kim dễ dàng chảy (nhẹ) kết hợp với đốt nóng bằng điện cao tần. Lớp lót bằng các kim loại và hợp kim trên bề mặt chi tiết làm tăng độ thấm ướt ở bề mặt phân cách chi tiết lớp phủ. Tuy nhiên trong trường hợp này vẫn dùng lớp biên và như vậy ta thấy rằng nên dùng lớp mà không đốt nóng thì hiệu quả không đáng kể.
Ngoài ra, còn dùng luồng khí nitơ để thổi cũng làm tăng độ bền bám hoặc dùng môlíp đen làm lớp lót dày độ 0,3mm cũng tăng độ bám của nó với kim loại cơ bản.
Tóm lại, có thể đưa ra những kết luận sau đây: - Độ bám của lớp kim loại phủ với kim loại cơ bản phát sinh nhờ liên kết
phân tử tạo ra dưới tác dụng thấm ướt bề mặt chi tiết bởi các phần tử kim loại nửa -ướt. Liên kết phân tử trong phun kim loại càng trở nên yếu ớt vì những điều kiện đặc biệt của quá trình phun.
- Độ bền bám của lớp phủ kim loại có thể được nâng cao bằng cách dùng các lớp phủ lót bằng kim loại hoặc hợp kim dễ nóng chảy đó đốt nóng bằng dòng điện cao tần, đồng thời có thể dùng lớp lót bằng môlíp đen. Độ bền bám tăng lên trong những trường hợp trên là do điều kiện thấm ướt tốt hơn và bề mặt tiếp xúc tăng lên.

Cnsc.144
- Phun kim loại có thổi khí nitơ cũng làm tăng độ bền bám nhưng mức độ thấp hơn so với trường hợp sử dụng các lớp lót và có đốt nóng cao tần.
4.6.4. Trang bị phun kim loại, quá trình công nghệ phun Để tiến hành các công việc về phun kim loại cần phải có những trang thiết bị
cơ bản sau đây: Máy phun kim loại, biến áp, máy nén khí và bình chứa, bộ phận lọc khí (ngưng tụ hơi ấm và đầu), máy tiện (khi phun kim loại cho trục) máy phun cát và buồng phun cát, buồng kín (để phun các chi tiết phẳng).
Các máy phun kim loại điện - hồ quang có thể dùng nguồn xoay chiều hoặc một chiều. Trên hình vẽ dưới đây trình bày thiết bị phun kim loại điện (hình 4.12).
Hình 4.12. Sơ đồ thiết bị phun kim loại.
1. Chi tiết phun kim loại; 8. Thùng chứa; 2. Máy phun kim loại; 9. Bình lọc khí; 3. Thiết bị cuốn dây; 10. Đồng hồ đo áp suất; 4. Lưới điện ; 11. Máy biến áp; 5. Bảng điện ; 12. Ống dẫn khí nén; 6. Động cơ điện; 13. Dây dẫn từ biến áp. 7. Máy nén khí;
Quá trình công nghệ sửa chữa chi tiết bằng phương pháp phun kim loại gồm 3 giai đoạn chính sau đây:
1. Chuẩn bị bề mặt chi tiết trước khi phun kim loại; 2. Phun kim loại lên bề mặt chi tiết; 3. Gia công chi tiết sau khi phun.
1. Chuẩn bị bề mặt chi tiết trước khi phun kim loại Đây là giai đoạn rất quan trọng, bởi vì nó liên quan trực tiếp tới chất lượng
bám của lớp kim loại phun với kim loại cơ bản. Về các phương pháp chuẩn bị thì như đã biết, người ta dùng ren hỏng để tạo nhám bề mặt, dùng các phương pháp điện như gia công cơ dương cực, v.v... Các phương pháp này một mặt nâng cao được độ bền bám nhưng mặt khác lại làm giảm độ bền mỏi của chi tiết, đặc biệt đối với các chi tiết làm việc ở chế độ tải trọng đổi dấu như trục khuỷu, các gối quay, v.v...
1 23 5 4 10
9 8 7 6
1213
11

Cnsc.145
Gia công tia lửa điện và gia công cơ dương cực cho phép chuẩn bị những chi tiết có độ cứng bề mặt cao (tới HRC 60-61). Đối với những chi tiết có độ cứng cao người ta còn sử dụng các phương pháp điện-hồ quang và điện xung. Nhưng thí nghiệm cho thấy rằng những phương pháp này đều ảnh hưởng xấu tới giới hạn mỏi của chi tiết.
Độ nhám bề mặt chi tiết trong những phương pháp chuẩn bị bằng điện được tạo ra bởi sự phá hủy các lớp bề mặt kim loại cơ bản và tạo ra các vết lõm (rãnh) lớn hoặc nhỏ hoặc các độ lồi có kích thước khác nhau, tuỳ thuộc vào chế độ gia công.
Chuẩn bị bề mặt chi tiết bằng phương pháp gia công cơ-dương cực tiến hành ở chế độ tương đối thô ở điện áp 22-24V và dòng điện 100-150A, do đó ảnh hưởng nhiệt và chiều sâu ảnh hưởng của nó tương đối lớn. Do đó dù chỉ sai lệch một chút so với chế độ trên thì trên bề mặt chi tiết cũng đã có thể xuất hiện các vết nứt tế vi và chúng là nguyên nhân làm giảm giới hạn mỏi của chi tiết.
Còn đối với các phương pháp gia công cơ, nếu gia công càng thô thì giới hạn mỏi càng thấp. Khi có các độ nhấp nhô bề mặt ở dang cắt (rạch) thì hệ số tập trung ứng suất sẽ là:
t21 , (4.27)
trong đó: t - chiều cao các độ nhấp nhô tế vi; - bán kính làm tròn ở đáy của rãnh; -hệ số phụ thuộc vào tỷ số của bước của các độ nhấp nhô với chiều cao của chúng.
Đối với các bề mặt sau khi gia công cơ bằng cắt gọt 1 và
3,005,0 t
. Trong những trường hợp đó hệ số tập trung ứng suất là
5,25,1 . Từ đây thấy rõ rằng chiều cao của các độ nhấp nhô (độ nhám) tăng lên thì làm giảm đáng kể độ bền mỏi của chi tiết làm việc ở chế độ tải trọng đổi đầu. Khi chuẩn bị chi tiết phun kim loại bằng phương pháp cắt bằng ren lỏng hệ số tập trung ứng suất còn lớn hơn những trị số trên, vì còn xuất hiện các độ nhấp nhô phụ do dao cắt rung vì tầm với quả nó dài.
Tóm lại, những phương pháp chuẩn bị chi tiết trên đây đều làm giảm giới hạn mỏi của chi tiết. Do vậy, các phương pháp chuẩn bị bằng gia công cơ, nếu độ cứng chi tiết cho phép, cần phải được thay thế bằng các kiểu lăn ép khác nhau. Chi tiết đo độ cứng bề mặt lớn nên thổi bằng bột thép. Hai phương pháp này không làm giảm giới hạn mỏi và độ bền bám của nó so với gia công bằng ren hỏng cũng không nhỏ hơn bao nhiêu.
Việc chuẩn bị bề mặt chi tiết gồm những thao tác sau đây: Làm sạch cặn bẩn, sạch gỉ và khử mỡ, tạo độ nhám bề mặt và cách ly các bề mặt không phun.
Việc tạo nhám, như trên đã nói, phải thực hiện bằng những phương pháp sau: cắt bằng ren hỏng, gia công bằng bột thép, gia công bằng điện, v.v... Gia công bằng bột thép là phương pháp chuẩn bị tương đối có hiệu quả. Người ta dùng luồng khí

Cnsc.146
nén có áp suất 5-6 kG/m2 thổi bột thép (0,8 -1,5 mm) lên bề mặt chi tiết. Bề mặt của các chi tiết hình trụ có độ mòn không lớn trước khi tạo nhám cần phải tiện láng để đạt được hình dạng hình học đúng đắn và đảm bảo độ dầy cho phép nhỏ nhất của lớp phun.
Các bề mặt chi tiết không phun kim loại được bảo vệ bằng giây mịn, bằng các tông hoặc bằng hộp kim loại. Thời gian từ lúc chuẩn bị bề mặt chi tiết đến khi phun không được quá 2 giờ.
Đối với các phương pháp chuẩn bị bằng gia công cơ, để tăng độ bền bám của lớp phủ với kim cơ bản, trên đầu mút của cổ của các trục hở nên xọc các rãnh sâu 1,5 mm, rộng 1,5-2,0 mm cách mặt đầu 1,5-2,0 mm. Đồng thời, cổ trục trước khi gia công bằng ren hỏng hoặc lăn ép nên tiện láng và để lại một gờ rộng 1,5 mm ở phía đầu (hình 4.13).
Hình 4.13. Sơ đồ lớp kim loại phun trên chi tiết
1. Kim loại cơ bản; 2. Lớp phủ; 3. Gờ giới hạn (gờ hạn chế). 2. Quá trình phun kim loại Các chi tiết có bề mặt trụ thì việc phun kim loại tiến hành trên máy tiện, còn
các chi tiết có bề mặt phẳng thì tiến hành phun trong buồng kín.
Khi phun kim loại trên máy tiện, chi tiết được kẹp chặt trên mâm cặp (kích thước của máy tiện phải phù hợp với chiều dài chi tiết) hoặc trên tấm máy và sẽ được quay tròn. Còn máy phun thì được dịch chuyển dọc theo chi tiết, bằng tay hoặc được cặp lên bàn dao của máy tiện nhờ đồ gá chuyên dùng. Khi phun kim loại cho các chi tiết có đường kính 100-150mm bằng máy phun, chuyển động tịnh tiện của máy khoảng 10-15mm/vòng, còn chi tiết quay với vận tốc 15-20m/phút. Khi phun kim loại cho các chi tiết có kích thước bất kỳ bằng máy phun tay, vận tốc của máy phun là 1-5mm/vòng, còn chi tiết quay với tốc độ 12-15 m/phút.
Phun kim loại cho các bề mặt bị mòn của chi tiết được tiến hành cho tới khi đạt được kích thước danh nghĩa cộng thêm với lượng dư gia công. Lượng dư gia công khi tiện láng là 0,5-1,0 mm về một phía và cho mài tiếp theo là 0,15-0,20 mm. Còn nếu lớp phủ chỉ phải mài thì lượng dư gia công lấy 0,3-0,7 mm về một phía tuỳ thuộc kích thước đường kính của chi tiết.
Thời gian cơ bản cần thiết để phun kim loại cho các chi tiết hình trụ:
12
A
A - A
1
23
A

Cnsc.147
kqhld
kqhldT
.....006,0
..1000.1060.....
, phút (4.28)
trong đó: d - đường kính chi tiết cần phun kim loại, cm; l - chiều dài chi tiết cần phun, cộng với hành trình chạy quá của máy phun, cm;
h - chiều dày lớp phủ, mm; - trọng lượng riêng của lớp phủ, g/cm3; q - năng suất máy phun, kg/giờ;
k - hệ số sử dụng hữu ích dây kim loại có tính tới tổn thất kim loại khi phun.
Bảng 4.11. Chỉ dẫn về một số chế độ phun kim loại
Kiểu phun kim loại Các chỉ tiêu Điện hồ
quang Điện cao tần Hơi Hồ
quang plazma
Khoảng cách từ buồng phun tới bề mặt, mm
80 -100
100 - 125
100 - 150
80 - 120
Điện áp, V 25 - 35 - - 60 - 100 Cường độ dòng điện, A 80 - 120 - - 400 Áp suất khí nén, kG/cm2 5 - 6 4 3 - 5 - Áp suất axêtilen, kG/cm2 - - 0,04 - 0,6 - Áp lực ôxy, kG/cm2 - - 2 - 4 -
. Nếu d và l tính bằng m, tính bằng kg/m3 và q bằng kg/s thì:
310..
.... kqhldT , giây (4.29)
Trị số k phụ thuộc vào rất nhiều yếu tố: kiểu máy phun, chế độ phun, khoảng cách từ đầu máy phun tới chi tiết, đường kính chi tiết, v.v... Hệ số k có thể lấy trong khoảng 0,70 - 0,80. Chỉ dẫn về một số chế độ phun kim loại được cho trong bảng 4.11.
3. Gia công chi tiết sau khi phun kim loại Sau khi phun kim loại phải tiến hành gia công cơ cho chi tiết. Các lớp phủ
được phun từ dây thép có hàm lượng các bon dưới 0,30% cũng như phun từ kim loại màu được đem tiện láng và sau đó đem mài. Khi tiện dùng dao có lưỡi cắt bằng hợp kim cứng như T15K6, BK6, BK8.
Các lớp phủ được phun từ dây thép có hàm lượng các bon lớn hơn 0,30% thì không tiện mà chỉ mài. Mài với vận tốc cắt là 25-30 m/s, vận tốc quay của chi tiết là 10-12 m/phút (0,17 - 0,20 m/s), chiều sâu cắt 0,015 - 0,03mm, lượng ăn đá 5-10 mm/vòng.
Các bề mặt trụ gia công trên máy tiện, máy mài, các mặt phẳng gia công trên máy tiện hoặc bằng tay.

Cnsc.148
Trên đây ta đã xét về phun kim loại điện-hồ quang. Như đã nói, ngoài phương pháp này còn có các phương pháp phun kim loại khác như: phun kim loại hơi (bằng ôxy hoặc axetylen), phun kim loại điện cao tần và phun kim loại plazma-hồ quang. Về nguyên lý chúng chỉ khác nhau ở chỗ nguồn điện cung cấp để làm nóng chảy kim loại, còn các bước công nghệ khác đều tương tự. Vì khuôn khổ giáo trình có hạn chúng ta không xét cụ thể những phương pháp đó ở đây.
4.6.5. Ưu nhược điểm của phương pháp phun kim loại 1. Ưu điểm Có thể phun bất kỳ loại kim loại hoặc hợp kim nào lên những vật liệu rất
khác nhau như kim loại, gỗ, thuỷ tinh, thạch cao, giấy, sứ v.v... với chiều dày lớp phủ có thể đạt tới 0,03mm tới vài milimét thậm chí tới 10-15 mm mà không làm những vật liệu đó bị nóng chảy, điều đó cho phép có thể sửa chữa những chi tiết có độ mòn lớn.
Nhiệt độ đốt nóng của chi tiết khi phun kim loại không cao lắm, vào khoảng trên dưới 2000C.
Độ cứng của lớp phủ lớn hơn độ cứng của dây phun là do khi bị làm lạnh thì các phần tử đã được tôi (đối với dây các bon cao). Cấu trúc xốp và độ cứng cao của lớp phủ đảm bảo cho nó có độ chống mòn cao khi làm việc có bôi trơn ở chế độ ma sát ướt và nửa ướt.
2. Nhược điểm Thành phần hóa học và cấu trúc của lớp phủ khác biệt so với thành phần hóa
học của dây phun bởi vì trong khi phun một số thành phần của nó như các bon, silic, mangan, v.v... đã bị đốt cháy, do đó lớp phủ thường là xốp và ròn.
Sự tồn tại các màng ôxy hóa trên bề mặt các phần tử kim loại phun cản trở sự tạo thành cấu trúc đồng nhất bình thường cuả lớp phủ và là nguyên nhân làm giảm độ dẻo của nó.
So với kim loại của chi tiết thì sức cản va đập, sức cản đứt, sức cản xoắn, sức cản uốn của nó nhỏ hơn rất nhiều. Lớp phủ chịu nén tốt nhưng chịu kéo tồi, nhạy cảm với tải trọng va đập cho nên không thể tiện ren trên phần đó được.
Việc chuẩn bị chi tiết để phun khá phức tạp và khó khăn nhất là đối với những chi tiết có độ cứng bề mặt cao, tổn hao kim loại tương đối lớn khi phun cho những chi tiết có kích thước nhỏ.
Do những nhược điểm trên, cho nên hiện nay phun kim loại vẫn chưa được ứng dụng rộng rãi trong các xí nghiệp sửa chữa đầu máy diezel nói riêng cũng như trong công nghiệp nói chung.
4.7. Phục hồi chi tiết bằng phương pháp mạ điện phân 4.7.1. Khái niệm chung về mạ điện phân Phục hồi chi tiết bằng các phương pháp mạ điện phân có nghĩa là phủ một lớp
kim loại lên bề mặt chi tiết bằng cách điện phân.

Cnsc.149
Ta đã biết, các kim loại thường được gọi là các chất dẫn điện bậc nhất, còn các dung dịch nước của kiềm, axit và muối là các chất dẫn điện bậc hai hay còn gọi là chất điện phân. Khi hòa tan các kiềm, axit và muối trong nước, các phân tử của chúng được phân ly thành các nguyên tử hoặc các nhóm nguyên tử (ion) mang điện tích dương (kation) và mang điện tích âm (anion). Quá trình phân tích các hợp chất hóa học thành các ion dưới tác dụng của chất hòa tan (của nước) được gọi là quá trình phân ly.
Khi phân ly, các ion của kim loại và nước nhận điện tích dương, còn các ion của các chất kết tủa của axit và hyđroxit thì nhận điện tích âm.
Để mạ điện phân kim loại, người ta đưa vào chất điện phân các thành kim loại và nối chúng với nguồn điện. Thanh kim loại nối với cực dương gọi là anốt và thanh nối với cực âm gọi là katôt. Khi đóng mạch dòng điện, các ion mang điện tích dương bắt đầu chuyển động về phía katốt, còn các ion mang điện tích âm chuyển động về phía anốt. Các ion dương (kation) sau khi về tới mặt katốt sẽ nhận thêm điện tử còn thiếu và trở thành các nguyên tử trung tính. Khi đó hyđrô biến thành khí, còn kim loại trong những điều kiện thuận lợi có thể kết tủa xuống katốt và tạo thành lớp mạ điện phân. Các ion âm (anion) sau khi về tới bề mặt của anốt sẽ phóng điện và cho đi những điện tử thừa, tức là bị oxy hóa và trở thành các nguyên tử trung tính tham gia vào các phản ứng hóa học hoặc được thoát ra ở trạng thái tự do. Quá trình ôxy hóa khử đó gọi là quá trình điện phân.
Trong khi điện phân để tạo ra lớp mạ kim loại, chi tiết cần mạ được dùng làm katốt, con anốt thường là các tấm hoặc thanh kim loại. Anốt có thể hòa tan trong dung dịch hoặc không hòa tan, tuỳ từng trường hợp cụ thể. Chất hòa tan được làm từ chính kim loại cần phủ lên chi tiết. Hiện tượng điện phân hoàn toàn tuân theo định luật của Pha-ra-đây.
Định luật Pha-ra-đây phát biểu như sau: 1. Khối lượng chất kết tủa khi điện phân tỷ lệ với khối lượng điện tích thông
qua chất điện phân, có nghĩa là tỷ lệ với cường độ dòng điện nhân với thời gian. 2. Khối lượng chất kết tủa khi dòng điện chạy qua chất điện phân tỷ lệ thuận
với đương lượng điện hóa của nó. Đương lượng điện hóa là khối lượng kim loại tính bằng gam được kết tủa trong thời gian 1 giờ khi dòng điện chạy qua là 1 ampe.
Định luật Pha-ra-đây được biểu thị bằng công thức:
tICm .. , (4.30) trong đó: C- đương lượng điện hóa, g/A.h;
I- cường độ dòng điện, A; t- thời gian điện phân, h. Thực tế trong phần lớn các trường hợp, khối lượng kim loại kết tủa ở katốt ít
hơn so với khối lượng tính toán theo định luật Pha-ra-đây. Để làm sáng tỏ vấn đề đó người ta đưa ra các khái niệm:
1. Hiệu suất dòng điện

Cnsc.150
Hiệu suất dòng điện là tỷ số giữa khối lượng kim loại kết tủa thực tế trong khi mạ với khối lượng tính toán theo lý thuyết (theo định luật Pha-ra-đây), tính bằng phần trăm.
%100..
.
thl
tth
mm
, (4.31)
trong đó: -hiệu suất dòng điện, %;
mth.t - khối lượng kết tủa thực tế, gam; ml.th - khối lượng kết tủa tính theo lý thuyết, gam.
2. Mật độ dòng điện Mật độ dòng điện là tỷ số giữa cường độ dòng điện chạy qua chất điện phân
với diện tích bề mặt của điện cực, tính bằng ampe/dm2.
FID , (4.32)
trong đó: D -mật độ dòng điện, A/dm2; I - cường độ dòng điện chạy qua chất điện phân, A; F - diện tích bề mặt điện cực, dm2. Mật độ dòng điện của katốt được ký hiệu là Dk còn của anốt ký hiệu là Da.
Cường độ dòng điện đi qua chất điện phân được tính bằng định luật Ôm (hình 4.14).
rUI , A (4.33)
trong đó:
sLr.
- điện trở của chất điện phân, ôm;
L- khoảng cách giữa các điện cực, cm; s- diện tích mặt cắt ngang của chất điện phân nằm giữa 2 điện cực, cm2;
- độ dẫn điện đơn vị của chất điện phân (điện trở suất), cmom.
1 .
Một trong những yêu cầu cơ bản đối với chất lượng mạ điện phân là độ phân bố đồng đều lớp kết tủa kim loại, có nghĩa là chiều dày lớp mạ phải như nhau trên toàn bộ bề mặt chi tiết. Thực tế thì chiều dày của lớp mạ ở các rìa và các góc của chi tiết lớn hơn rất nhiều so với phần giữa của bề mặt chi tiết. Độ không đồng đều đó phụ thuộc vào nhiều yếu tố trong đó có thành phần của chất điện phân, mật độ dòng điện, khoảng cách giữa các điện cực, sự bố trí tương hỗ giữa các điện cực.
Chaát ñieän phaân
U
L

Cnsc.151
Hình 4.14. Định luật ôm đối với chất điện phân Độ không đồng đều bề dày của lớp kim loại tăng lên khi mạ các chi tiết có
hình dạng phức tạp. Trong trường hợp này, ở những phần chi tiết nằm gần anốt hơn có mật độ dòng điện lớn, còn ở những phần xa hơn thì ngược lại mật độ dòng điện sẽ nhỏ hơn. Qua đó rút ra định nghĩa:
3. Năng lực mạ đều Năng lực mạ đều (hay năng lực khuếch tán) của bể là khả năng của chất điện
phân có thể làm cho lớp mạ đồng đều theo chiều dày trên các katốt có hình dạng phức tạp.
Điện áp của bể mạ có thể tính: U = Ed + Ir - Ea, (4.34) trong đó:
U - điện áp mạ, V; Ed -điện thế của dương cực, V; Ea -điện thế của âm cực, V; I và r -dòng điện và điện trở của dung dịch, (A và ).
4.7.2. Phục hồi chi tiết bằng phương pháp mạ crôm Mạ crôm dùng để phục hồi các chi tiết bị hao mòn như các thân dẫn hướng
của xupáp con đội, các cổ trục của trục phối khí, các loại chốt, ắc, các loại xécmăng, xylanh, v.v... và dùng để mạ bảo vệ trang trí cho các chi tiết như các tay vịn, các nút điện và một số chi tiết khác.
Crôm có các tính chất cơ bản là độ cứng cao (HB 700-800), chịu được nhiệt độ tới 5000C, tính chống ăn mòn và chống mài mòn cao. Không bị axit tác dụng cùng với tính chịu nhiệt và tính chống mòn cao đó là tính chất cơ bản của crôm cho phép mạ các chi tiết làm việc ở môi trường khí như xécmăng, xylanh. Ngoài ra lớp mạ crôm có độ ròn cao và bôi trơn kém.
1. Sơ đồ nguyên lý thiết bị mạ crôm Thiết bị mạ crôm được thể hiện trên hình 4.15. Thân bể là một thùng hình
chữ nhật được hàn từ thép tấm dầy 4-6mm. Thân bể được đặt trong một thùng hàn khác dùng làm vỏ. Khoảng không gian giữa thân bể và vỏ có chứa nước dùng để hâm nóng đều đặn chất điện phân và duy trì nhiệt độ của nó ở những giới hạn nhất định. Nước trong vỏ bể được hâm nóng bằng hơi nước hoặc bằng điện. Để bảo vệ bề mặt bên trong của thành bể khỏi bị tác dụng phá hoại của chất điện phân người ta lót bể bằng một loại vật liệu có độ bền hóa học cao so với chất điện phân và có độ bền cơ khí cao như chì, viniplát, hoặc các tấm matít. Trên thành bể có đặt miệng quạt hút để thải các chất bay hơi độc hại ra ngoài. Kích thước của các bể được chọn tùy thuộc vào kích thước giới hạn và số lượng các chi tiết mạ trong bể.

Cnsc.152
Trong quá trình mạ crôm người ta thường dùng các anốt không tan bằng chì hoặc hợp kim của chì với 6% ăng-timoan (Sb). Sở dĩ không sử dụng các anốt tan bởi vì khi tan trong chất điện phân, do hiệu suất dòng điện thấp nên sẽ sinh ra một lượng dư crôm và như vậy bể sẽ không làm việc bình thường được. Như vậy, việc kết tủa crôm trên katốt gây ra sự giảm nồng độ crôm trong chất điện phân, vì vậy chất điện phân phải được bổ sung ôxyt crôm một cách liên tục. Katốt trong bể mạ chính là các chi tiết cần mạ.
Để cấp dòng điện một chiều cho bể mạ người ta sử dụng các cầu nắn dòng hoặc các máy phát một chiều.
Hình 4.15. Sơ đồ bể mạ crôm 1.Thanh treo katốt; 8. Thân bể; 2. Thiết bị treo; 9. Katốt (chi tiết); 3. Thanh treo anốt; 10. Anốt (thanh chì); 4. Miệng quạt hút; 11. Chất điện phân; 5. Vỏ bể; 12. Dây hâm nóng; 6. Nước hâm nóng; 13. Giá đỡ. 7. Lớp lót bể;
Ngoài những tính chất và ưu điểm đã trình bày ở trên, quá trình mạ crôm còn
có những đặc điểm sau đây: - Qúa trình mạ lâu, các nguyên công chuẩn bị phức tạp; - Chỉ phục hồi được những chi tiết có độ mòn tương đối nhỏ, bởi vì lớp mạ
crôm có chiều dày lớn ( 0,3-0,4mm) có tính chống mòn thấp và đắt tiền;
1
2
3
4
5
6
7
8
9
10
11
12 13
3

Cnsc.153
- Hiệu suất bể mạ thấp (12-18%), giá thành cao; - Có thể dùng các anốt không tan: chì hoặc hợp kim + ăngtimoan, (cho
ăngtimoan vào để chì khỏi bị ăn mòn); - Mật độ dòng điện cao. Khi sử dụng mật độ dòng điện thấp thì crôm sẽ
không kết tủa lên chi tiết và khi đó do hiệu suất dòng điện thấp nên quá trình mạ phải kéo dài rất nhiều. (Tùy thuộc vào thành phần và nhiệt độ của bể mà người ta sử dụng các mật độ từ 25 – 65A/dm2);
- Năng lực mạ đều kém. Vì độ dẫn điện của bể mạ crôm kém nên phải sử dụng điện áp lớn 6-10V, trong khi đó các loại mạ khác chỉ cần 3-4 V.
Trong khi mạ crôm một phần năng lượng của dòng điện dùng vào việc di chuyển kim loại giữa 2 cực, một phần dùng vào việc làm thoát các chất khí sinh ra trong khi mạ ra khỏi dung dịch. Vì vậy, năng lượng dòng điện không được dùng hoàn toàn vào việc di chuyển kim loại giữa hai cực. Do đó hiệu suất dòng điện là tỷ số lượng kim loại được di chuyển từ dương cực sang âm cực và lượng kim loại tính toán.
2. Bản chất của quá trình mạ crôm Đặc điểm của mạ crôm là dung dịch mạ không phải là dung dịch muối crôm
mà là dung dịch oxyt crôm, cực dương không phải là thanh crôm nguyên chất mà là một tấm chì (Pb), trong quá trình điện phân chì không tham gia phản ứng hóa học.
Trong quá trình mạ, ngoài lượng kim loại crôm bám lên cực âm ra còn một lượng khí rất lớn cũng được thoát ra ở âm cực âm do đó sẽ giảm thấp hiệu suất dòng điện. Do khí hyđrô bám ở âm cực nhiều nên điện trở lớn lại cần Da lớn cho nên hiệu điện áp cũng càng lớn, vì vậy quá trình mạ crôm là một quá trình tương đối phức tạp. Cho đến nay chưa có một kết luận nào hoàn hảo về vấn đề này cho nên ta tạm xét quá trình mạ crôm như sau:
a. Ở âm cực (katốt) N2SO4 + CrO3 = H2CrO4 axitcrômic, (4.35) - Crôm được trung hòa ở âm cực và bám lên cực âm H2CrO4 + 6H + 6e Cr + 4H2O, (4.36) - Ion hyđrô được trung hòa và bay ra: 2H + 2e H2 , (4.37) - Crôm hóa trị 6 hoàn nguyên thành hóa trị 3 H2CrO4 + 6H + 3e Cr+++ + 4H2O,
(4.38) Trong quá trình diễn biến ở cực âm, năng lượng dùng vào việc kết tủa kim
loại crôm chỉ là một phần nhỏ, còn đại bộ phận năng lượng dùng vào việc làm thoát hyđrô. Chính vì vậy thấp.
b. Ở cực dương (anốt) - Giải phóng oxy ra khỏi cực dương: 4OH- - 4e O2 + 2H2O, (4.39) - Crôm hóa trị 3 oxy hóa thành crôm hóa trị 6. C2
+++ + 4H2O - 3e H2CrO4 + 6H2, (4.40)

Cnsc.154
Trong hai hiện tượng trên, hiện tượng giải phóng oxy ra khỏi cực dương chiếm ưu thế, do đó bọt oxy sủi lên ở cực dương rất mãnh liệt.
Trong chất điện phân có thành phần của H2SO4 tham gia. Sở dĩ làm như vậy là vì khi dung dịch mà không có H2SO4 thì ở cực âm không có crôm nguyên chất xuất hiện, mà sẽ xuất hiện muối crôm hóa trị 2 hoặc hóa trị 3 màu nâu.
Khi có H2SO4 và Cr+++ sẽ hóa hợp với nhau và tạo thành muối Cr2 (SO4)3 có thể hòa tan trong nước. Do đó trên cực âm xuất hiện crôm nguyên chất.
Đối với loại dung dịch có nồng độ loãng thì năng lực mạ đều lớn, độ cứng của lớp mạ cao, lượng điện tích ở dạng khí bay ra ít nên hiệu suất dòng điện lớn và lượng CrO3 hao tổn cũng ít. Song vì dung dịch loãng nên lượng ion ít, điện trở của dung dịch lớn nên đòi hỏi điện áp mạ phải cao, mặt khác do dung dịch loãng nên tỷ lệ giữa oxyt crôm CrO3 và axit sunfuric H2SO4 luôn luôn thay đổi do đó phải thường xuyên điều chỉnh chất điện phân.
Ngược lại, đối với loại dung dịch nồng độ đậm đặc thì khả năng mạ sâu lớn lượng ion trong dung dịch nhiều, do đó điện trở nhỏ và như vậy điện áp mạ yêu cầu cũng nhỏ. Tỷ lệ giữa oxyt crôm CrO3 và axit sunfurc H2SO4 thay đổi tương đối chậm, do đó thời gian cần thiết để điều chỉnh dung dịch cũng kéo dài hơn. Song, lượng điện tích ở dạng khi thoát ra cũng lớn do vậy hiệu suất dòng điện sẽ nhỏ và tóm lại lượng CrO3 hao tổn do hơi mang theo khi bốc ra cũng nhiều hơn.
3. Một số biện pháp nâng cao năng lực mạ đều Để nâng cao khả năng mạ đều cho chất điện phân có thể dùng các biện pháp
thay đổi kích thước và hình dáng của các anốt và sự bố trí tương hỗ giữa chúng trong bể với chi tiết mạ cũng như khoảng cách giữa katốt và anốt. Khi mạ crôm cho các chi tiết có hình dạng phức tạp, để đạt được lớp mạ tương đối đồng đều người ta thường sử dụng các anốt mà hình dạng của chúng tương tự với hình dạng của các bề mặt mạ. Trên hình 4.16 chỉ rõ ảnh hưởng của cách bố trí tương hỗ các anốt và chi tiết mạ crôm tới độ đồng đều của lớp mạ. Do kết quả tập trung các đường sức trên bề mặt chi tiết từ phía các anốt phẳng (a) nên chiều dày của lớp crôm ở những chỗ đó lớn hơn, còn bề mặt chi tiết sau khi mạ sẽ có hình ô van. Khi bố trí kín anốt so với bề mặt của chi tiết (b) các đường sức phân bố đồng đều và chiều dày của lớp mạ crôm cũng đồng đều, còn bề mặt chi tiết sau khi mạ sẽ là hình trụ đều.

Cnsc.155
Hình 4.16. Ảnh hưởng của sự bố trí các anốt và hình dạng của chúng tới đặc tính của các đường sức và tới độ đồng đều của lớp mạ.
a). Khi mạ có các anốt phẳng; b). Khi mạ có các anốt tròn. 1. Lớp mạ crôm; 2. Chi tiết mạ Crôm; 3. Anốt chì. Việc bố trí theo yêu cầu cần thiết của anốt trong bể so với chi tiết mạ crôm
được tiến hành nhờ các thiết bị treo. Kết cấu của chúng cần phải đảm bảo việc gá đặt chi tiết một cách vững chắc, đảm bảo tiếp xúc điện tốt cũng như đảm bảo việc tháo lắp chi tiết một cách dễ dàng.
4. Một số đặc điểm của quá trình mạ crôm Để mạ crôm người ta sử dụng các chất điện phân từ dung dịch nước của hai
thành phần: crôm anhyrit CrO3 (ôxyt crôm) và axit sunfuric H2SO4. Nồng độ ôxyt crôm CrO3 trong chất điện phân có thể thay đổi trong khoảng 100-400gam/lít. Nếu nồng độ CrO3 lớn thì năng suất dòng điện và năng lực mạ đều sẽ giảm xuống. Nếu nồng độ thấp thì phải thường xuyên điều chỉnh chất điện phân vì tỷ số giữa CrO3 và H2SO4 bị phá vỡ và phải có điện áp cao bởi vì lúc đó điện trở của chất điện phân tăng lên. Để cho chất điện phân có năng lực mạ đều tốt và có hiệu suất dòng điện cao thì tỷ số giữa CrO3 và H2SO4 phải là 100:1. Khi tỷ số đó nhỏ hơn 100, có nghĩa là khi hàm lượng H2SO4 lớn thì năng lực mạ đều và hiệu suất của bể mạ giảm xuống. Còn khi hàm lượng H2SO4 giảm thì hiệu suất dòng điện và năng lực mạ đều tăng lên nhưng chất lượng lớp mạ bị giảm một chút.

Cnsc.156
Trong các ngành sửa chữa cơ khí nói chung và ngành sửa chữa đầu máy diezel nói riêng người ta sử dụng rộng rãi hai loại bể mạ.
1. Bể mạ có nồng độ ôxyt crôm CrO3 thấp hay còn gọi là bể có dung dịch loãng:
CrO3 : 150g/lít, H2SO4: 1,5 g/lít. 2. Bể mạ tổng hợp với nồng độ oxit crôm CrO3 trung bình:
CrO3 : 250g/lít, H2SO4: 2,5g/lít. Trong công nghiệp người ta còn dùng loại bể có dung dịch đặc với
hàm lượng: CrO3 : 350g/lít, H2SO4: 3,5g/lít.
Bể mạ có dung dịch loãng là loại bể tương đối kinh tế về tiêu hao axit crôm, dòng điện phân bố đều hơn trên bề mặt katốt (chi tiết), hiệu suất dòng điện tương đối cao và sự phá hoại lớp cách ly yếu. Bên cạnh đó, nhược điểm của loại bể này là điện áp phải cao (6-8V) và phải thường xuyên hiệu chỉnh chất điện phân. Loại bể có nồng độ cao (bể đặc) có khả năng phủ cho những chi tiết lồi lõm ghồ ghề, điện áp thấp và không cần thường xuyên hiệu chỉnh. Bể tổng hợp có các tính chất trung gian giữa hai loại bể trên.
Trong quá trình mạ, mật độ dòng điện và nhiệt độ bể mạ có ảnh hưởng rất lớn với chất lượng của lớp mạ, khi mật độ dòng điện tăng lên thì hiệu suất dòng điện tăng lên, còn khi nhiệt độ tăng thì hiệu suất dòng điện giảm. Để nhận được lớp mạ có chất lượng tốt cần phải duy trì tỷ số nhất định giữa mật độ dòng điện và nhiệt độ.
Trong mạ crôm có thể nhận được ba loại lớp mạ: lớp mạ sáng, lớp mạ sữa và lớp mạ xám. Hai loại đầu có độ chống mòn lớn. Lớp mạ sáng có độ cứng cao, độ chống mòn lớn, xốp và ròn. Lớp mạ sữa có độ chống mòn và độ dẻo lớn, so với lớp mạ sáng thì loại lớp mạ này có độ xốp nhỏ hơn. Lớp mạ có độ cứng cao, hơi ròn và độ chống mòn kém. Tùy theo chi tiết làm việc trong điều kiện nào mà tiến hành mạ để nhận được lớp mạ này hoặc kiểu khác. Chẳng hạn đối với các chi tiết lắp ghép chặt thì có thể dùng cả hai loại lớp mạ đầu, trong khi đó đối với các chi tiết làm việc ở chế độ mài mòn thì nên dùng lớp mạ sáng, đối với các chi tiết làm việc với áp suất đơn vị lớn và tải trọng đối đầu thì nên dùng loại mạ sữa. Để nhận được kiểu lớp mạ này hoặc kiểu lớp mạ khác (tuỳ theo điều kiện làm việc của chi tiết) mà việc mạ crôm được tiến hành trong các bể dung dịch loãng hoặc trung bình ở chế độ mật độ dòng điện và nhiệt độ tương ứng. Trên các biểu đồ hình 4.17 có chỉ rõ sự bố trí các vùng lớp mạ đối với các bề dung dịch loãng và dung dịch tổng hợp.
Đối với một bể mạ nhất định thì hình dạng và chất lượng lớp mạ chỉ phụ thuộc vào chế độ mạ, có nghĩa là phụ thuộc vào mật độ dòng điện và nhiệt độ của bể. Việc lựa chọn lớp mạ và chế độ mạ tùy thuộc vào điều kiện làm việc của chi tiết có thể tham khảo ở bảng 4.12. Tuy nhiên, khi lựa chọn chế độ mạ không thể chỉ hạn chế ở những số liệu bảng 4.12, mà phải tham khảo những ý kiến khác. Về chế độ mạ có thể xem ở bảng 4.13.

Cnsc.157
Độ chống mòn của lớp mạ crôm chịu ảnh hưởng của sự thay đổi nhiệt độ nhiều hơn là của sự thay đổi mật độ dòng điện. Những lớp mạ nhận được trong các bể loãng và bể tổng hợp ở nhiệt độ t = 450C là có độ chống mòn nhỏ nhất. Còn độ chống mòn lớn nhất là của các lớp mạ nhận được ở bể tổng hợp với nhiệt độ là 55 - 650C, còn đối với các bể loãng thì phải ở nhiệt độ 65-700C. Độ chống mòn tương đối lớn của crôm đối với hai loại bể trên nằm ở vùng chuyển tiếp giữa lớp mạ sáng và lớp mạ sữa.
Hình 4.17. Biểu đồ phân bố các vùng kết tủa crôm
a. Bể loãng; b. Bể tổng hợp
1. Lớp mạ xám; 2. Lớp mạ sáng; 3. Lớp mạ sữa; 4. Vùng chuyển tiếp giữa sáng và xám; 5. Vùng chuyển tiếp giữa sáng và sữa.
.
Bảng 4.12. Phân loại chi tiết và chế độ mạ crôm
Điều kiện làm việc của chi tiết
Dạng kết tủa và chiều dày Chế độ mạ
Các chi tiết lắp chặt (các cổ trục lắp ép và các ổ bi lắp ép)
Lớp mạ sáng và sữa, chiều dày tùy theo điều kiện
Dk = 30 A/dm2 t = 45 - 500C
Bề mặt mạ crôm của chi tiết làm việc ở chế độ mài mòn (ma sát) với tải trọng không đáng kể, dưới 5kG/cm2
Lớp mạ sáng, chiều dày lớp mạ 0,08 - 0,12mm
Dk = 50 A/dm2 t = 50 - 350C
Bề mặt mạ crôm của chi Lớp mạ sáng, chiều dày lớp Dk = 20 - 30 A/dm2
0 40 50 60 70 80 (t°C)
20
40
60
80
100
120 120
100
0
80
20
40
60
40 50 7060 80 (t°C)
dm2A
DK
Adm2
1 2
354
1 2 3
DK

Cnsc.158
tiết làm việc ở chế độ mài mòn (ma sát) với tải trọng trung bình 5-20kG/cm2
mạ 0,05 - 0,10mm Lớp mạ sữa
t = 50 - 550C Dk = 35 - 40 A/dm2 t = 60 - 650C
Bề mặt mạ crôm của chi tiết làm ở chế độ mài mòn (ma sát) với tải trọng động và áp suất tương đối lớn 20kG/cm2
Lớp mạ sữa, chiều dày lớp mạ 0,03 - 0,05mm
Dk = 30 - 40 A/dm2 t = 60 - 650C Dk = 20 - 25 A/dm2 t = 67 - 700C
Bảng 4.13. Thành phần chất điện phân và chế độ mạ crôm
Thành phần chất điện phân Chế độ mạ crôm
Công dụng mạ crôm Oxyt crôm CrO3
Axit sunfuric H2SO4
Mật độ dòng điện A/dm2
Nhiệt độ chất điện phần 0C
Mạ chống mòn 150 - 180 1,5 - 1,8 35 - 100 55 - 70 Mạ bảo vệ trang trí và chống mòn
230 - 260
2,3 - 2,6
30 - 45
53 - 55
Mạ bảo vệ trang trí 350 - 400 3,5 - 4,0 45 - 55 10 - 20 Các kết quả thử nghiệm đã ghi nhận được rằng, lớp mạ crôm sáng có độ
chống mòn cao. Còn đối với chế độ mạ crôm, thì mặc dù có nhiều ý kiến khác nhau, nhưng chung quy lại như thực tế đã chứng minh, thì lớp mạ ở bề loãng với chế độ Dk = 60 A/dm2 và t = 350C có độ chống mòn tương đối lớn.
Ngoài ra, cũng cần lưu ý rằng, khi thay đổi một trong hai yếu tố (mật độ dòng điện hoặc nhiệt độ) thì phải thay đổi cả yếu tố kia. Đối với một mật độ dòng điện xác định thì sự sai lệch của nhiệt độ không được quá 1-20C. Khi mật độ dòng điện tăng lên thì hiệu suất dòng điện tăng lên, còn khi nhiệt độ tăng lên thì hiệu suất giảm.
Thời gian mạ crôm phụ thuộc vào chiều dày lớp mạ, thành phần chất điện phân, chế độ làm việc của bể và được tính theo công thức:
..1000..
0 CDhT
k
, giờ, (4.41)
trong đó: h - chiều dày lớp mạ, mm;
- trọng lượng riêng của crôm (của lớp mạ, =6,7 g/cm3); Dk - mật độ dòng điện ở katốt, A/dm2;
C - đương lượng điện hóa (lượng kết tủa crôm theo lý thuyết trong 1 A.h), C = 0,323 g/A.h;
- Hiệu suất dòng điện, 12-18%. 5. Quá trình công nghệ tổng quát mạ crôm Mặc dù các phương pháp mạ crôm rất đa dạng như mạ chống mòn, mạ bảo vệ
trang trí, mạ crôm trơn (mạ cứng), mạ crôm xốp, v.v... nhưng quá trình công nghệ

Cnsc.159
của chúng có rất nhiều điểm giống nhau. Quá trình mạ crôm có thể chia ra làm 3 giai đoạn: chuẩn bị chi tiết, mạ crôm, gia công chi tiết sau khi mạ.
a. Chuẩn bị chi tiết Việc chuẩn bị chi tiết để mạ crôm bao gồm: gia công cơ khí, lắp ráp chi tiết
lên giá treo, khử mỡ, rửa, cách ly các bề mặt không mạ của chi tiết và giá treo, cuối cùng là tẩy gỉ cho bề mặt chi tiết.
Các bề mặt được gia công bằng cách mài và sau đó đánh bóng. Khi mạ chống mòn, bề mặt chi tiết phải có hình dạng hình học đúng đắn và phải có độ nhám cần thiết. Nếu như bề mặt cần mạ crôm có phủ sơ bộ một lớp đồng hoặc niken, thì chúng cũng phải được đánh bóng. Các chi tiết có thể được gia công trên các máy mài thông thường và đánh bóng trên các máy chuyên dùng. Việc đánh bóng cũng có thể tiến hành bằng đá, bằng giấy nhám hoặc phớt.
Sau khi gia công chi tiết, tiến hành khử mỡ bằng các chất hữu cơ hoà tan (benzin), bằng các phương tiện rửa hóa học và nhờ siêu âm. Ngoài ra, người ta còn dùng phương pháp khử mỡ điện - hóa. Bản chất của phương pháp đó như sau: chi tiết được đưa vào bể chứa dung dịch kiềm và được treo lên thanh katốt. Các anốt được làm bằng các tấm thép các bon thấp hoặc niken. Dưới tác dụng của dòng điện một chiều sinh ra trong quá trình điện phân, ở katốt xuất hiện nhiều bọt khí hyđrô làm phá vỡ màng mỡ trên bề mặt chi tiết. Trong khi khử mỡ cho chi tiết bằng phương pháp điện hóa đồng thời xảy ra các quá trình xà phòng hóa và ê-mun hóa của mỡ. Tuy nhiên, hyđrô thoát ra katốt ngoài tác dụng có lợi nó còn gây ra tác dụng có hại như: một phần thâm nhập vào chi tiết mạ làm cho nó bị ròn và làm cho crôm bám không tốt với kim loại cơ bản. Để khắc phục những nhược điểm trên, việc khử mỡ điện hóa được tiến hành lúc đầu ở katốt (5-8 phút), còn sau đó kết thúc ở anốt (1-2 phút). Việc thay đổi cực được tiến hành nhờ các cầu dao. Các chi tiết khử mỡ được treo ngay trên giá treo dùng khi mạ. Để khử mỡ điện hóa người ta có thể sử dụng dung dịch có thành phần gồm xút ăn da NaOH, natri cácbonnát NaCO3, natri phốt phát 3 lần. Cũng có thể dùng ngay những dung dịch khi khử mỡ hóa học nhưng nồng độ thấp hơn chế độ khử mỡ.
Mật độ dòng điện, Dk (a/dm2): 3-8 Điện áp, V: 6-10 Nhiệt độ dung dịch, 0C: 60-80 Thời gian khử mỡ, phút: 5-10
Khử mỡ điện hóa có hiệu suất cao hơn đáng kể so với khử mỡ hóa học, nó đảm bảo năng suất và chất lượng làm sạch cao.
Sau khi khử mỡ chi tiết được rửa bằng nước một cách kỹ càng. Mục đích rửa trong nước nóng, nước lạnh là để tẩy khỏi bề mặt chi tiết các cặn dung dịch axit và kiềm có thể làm bẩn bề mạ.
Sau khi khử mỡ và rửa trong nước những chỗ không cần mạ của chi tiết và giá treo được phủ sơn cách ly. Sơn được phủ lên 2-3 lớp bằng chổi lông. Sau khi phủ một lớp phải sấy khô lớp đó. Chi tiết có 2-3 lớp sơn được sấy khô trong tủ sấy trong vòng 2-3 giờ ở nhiệt độ 40-600C.
Cuối cùng quá trình chuẩn bị chi tiết được kết thúc bằng việc tẩy gỉ hóa học hoặc điện phân - hóa học. Tẩy gỉ là quá trình tẩy khỏi bề mặt chi tiết lớp màng ôxy

Cnsc.160
hóa rất mỏng sinh ra trong các khoảng thời gian giữa các lần thao tác. Khi tẩy gỉ lớp ngoài của kim loại được tẩy nhẹ nhàng và cấu trúc tinh thể của nó được hiện ra làm cho lớp mạ bắt chặt với kim loại cơ bản. Việc tẩy gỉ được tiến hành trực tiếp ngay tr-ước khi đưa chi tiết vào bể mạ crôm.
Việc tẩy gỉ hóa học được tiến hành trong dung dịch loãng (5-7%) của axit clohyđric HCl hoặc axit sunfuric H2SO4 hoặc trong hỗn hợp dung dịch của các axit đó bằng cách nhúng chi tiết trong vòng 15-20 giây và sau đó rửa trong nưước lạnh chảy.
Việc tẩy gỉ điện hóa có hiệu suất cao hơn so với phương pháp hóa học. Phương pháp này tiến hành trực tiếp ngay trong bể mạ crôm hoặc trong bể có chứa chất điện phân crôm. Chi tiết gia công được dùng làm anốt còn thanh chì dùng làm katốt. Mật độ dòng điện Da = 5-100 A/dm2. Thời gian tẩy gỉ là 30-60 giây. Sau khi tẩy gỉ anốt trong dung dịch điện phân crôm người ta không rửa chi tiết trong nước mà chuyển ngay sang bể mạ crôm.
b. Mạ crôm cho chi tiết Quá trình mạ crôm bao gồm các thao tác cho chi tiết vào bể, duy trì chúng
trong bể ở các chế độ cho trước và lấy chi tiết ra khỏi bể. Thời gian duy trì chi tiết trong bể phụ thuộc vào chiều dày đòi hỏi của lớp mạ và được tính theo công thức như đã dẫn ở trên.
Các chi tiết đã gá lắp trên các thiết bị treo được đưa vào bể crôm treo lên thanh katốt và giữ chúng trong chất điện phân không có dòng điện để hâm nóng trong vòng 3-5 phút. Việc hâm nóng chi tiết tới nhiệt độ của chất điện phân sẽ làm giảm trị số ứng suất bên trong của lớp mạ crôm. Sau đó đóng mạch điện, cường độ của nó phải lớn hơn dòng điện mạ khoảng 1,5 lần. Sau 1-2 phút cường độ dòng điện được giảm xuống tới trị số định mức. Sở dĩ phải tăng dòng điện ở thời điểm đầu là để đảm bảo cho crôm kết tủa trên những phần lõm sâu của chi tiết có hình dạng phức tạp. Khi quá trình mạ kết thúc, người ta ngắt dòng điện và tháo các thiết bị treo cùng với chi tiết ra khỏi bể.
c. Gia công chi tiết sau khi mạ Việc xử lý chi tiết sau khi mạ gồm rửa chi tiết và các thiết bị treo trong nước
lặng, sau đó trong nước lạnh và nước nóng chảy, tháo các chi tiết khỏi giá treo và phá bỏ sơn cách ly, gia công nhiệt luyện cho chi tiết, kiểm tra và gia công cơ để đạt kích thước và độ bóng cần thiết.
Việc rửa chi tiết và thiết bị treo tiến hành ngay sau khi đưa chúng ra khỏi bể trong nước lặng nhằm làm sạch cặn điện phân bám trên chúng. Sau đó nước này được sử dụng để đổ thêm vào bể khi điều chỉnh chất điện phân. Rửa chi tiết và thiết bị treo trong nước nóng làm cho việc sấy khô chúng được nhanh chóng.
Gia công nhiệt luyện và đốt nóng trong bể dầu nhờn hoặc trong tủ sấy ở nhiệt độ 150-2000C trong vòng 2-3 giờ. Việc này nhằm thải hyđrô ra khỏi lớp mạ và loại trừ độ ròn của các chi tiết. Sau khi gia công nhiệt luyện, người ta kiểm tra lớp mạ theo hình dạng bề ngoài bằng cách xem xét chi tiết bằng mắt thường hoặc nhờ kính lúp phóng đại 10 lần.
Nếu kiểm tra xong mà lớp mạ không đảm bảo chất lượng thì phải phá bỏ toàn bộ lớp đó và tiếp tục mạ lại. Lớp crôm được phá đi bằng phương pháp điện hóa học

Cnsc.161
trong bể khử mỡ. Chi tiết được dùng làm anốt còn katốt là một lá thép. Mật độ dòng điện khi đó là Da = 10 - 20 A/dm2, nồng độ xút ăn da NaOH 5-10%, nhiệt độ dung dịch 200C.
Gia công cơ khí gồm có mài hoặc mài sau đó đánh bóng trên các máy thông dụng hoặc chuyên dùng.
6. Quá trình công nghệ mạ crôm cứng (mạ crôm trơn) Như đã nói, mạ crôm có thể chia làm hai loại: mạ crôm cứng (hay còn gọi là
mạ crôm trơn) và mạ crôm xốp (hay còn gọi là mạ rỗ). Quá trình mạ crôm cứng nói chung rất giống nhau đối với các chi tiết về nội dung công việc cũng như trình tự thao tác. Có một vài điểm khác nhau có thể là thành phần bể mạ và chế độ mạ. Vì thế không cần thiết phải trình bày quá trình mạ cho từng chi tiết mà chỉ miêu tả trình tự và nội dung các thao tác mạ crôm cho chi tiết.
1. Gia công cơ cho chi tiết bằng cách mài và đánh bóng bằng giấy nháp nhằm làm cho bề mặt nhẵn và tạo hình dạng hình học đúng đắn, sau đó rửa trong xăng;
2. Cách ly những chỗ không cần mạ crôm bằng sơn, xenlulôit, v.v… Các lỗ trên chi tiết được nút bằng các nút chì nhằm tránh làm cong các đường sức từ và các phần không mạ xung quanh lỗ;
3. Lắp chi tiết lên giá treo, việc đó làm giảm nhẹ quá trình chất chi tiết vào bề mạ và đảm bảo giữ cho khoảng cách tương đối đồng đều giữa anốt và chi tiết, nhằm làm cho lớp mạ đồng đều;
4. Khử mỡ điện phân trong chất điện phân có thành phần và chế độ như sau: NaOH 100 gam, thủy tinh lỏng Na2SiO3 2 - 3 lít, mật độ dòng điện Dk =5 A/dm2, nhiệt độ bể mạ 800C;
Chi tiết được dùng làm katốt, còn anốt là một thanh sắt. Hyđrô thoát ra một cách mạnh mẽ khi có dòng điện chạy qua sẽ tẩy sạch các phần tử dầu mỡ khỏi bề mặt chi tiết.
5. Rửa trong nước nóng; 6. Tẩy gỉ nhằm phá bỏ màng ôxy hóa rất mỏng xuất hiện do tác dụng của ôxy
của không khí nhằm làm lộ rõ cấu trúc kim loại. Việc tẩy gỉ được tiến hành trong dung dịch 5% H2SO4 hoặc trong bể có thành phần: C2O3 100 g/l, H2SO4 2-3 g/l; Dk = 5 A/dm2, nhiệt độ 200C, thời gian 1 phút;
7. Rửa trong nước lạnh chảy; Đối với các chi tiết có hình dạng phức tạp sau khi tẩy gỉ phải sát bằng vôi
viên, sau đó rửa trong nước lạnh chảy. Vôi viên là một hỗn hợp từ ôxyt can xi và magiê không có pha lẫn ôxit alic. Để tẩy mỡ, vôi được hòa với nước cho tới trạng thái đặc như hồ và cho thêm 1,5% NaOH hoặc 3% xô đa.
8. Mạ crôm cho tới khi đạt được kích thước cần thiết với việc tính toán tới lượng dư gia công khi mài. Mạ crôm tiến hành trong bể có thành phần cho trước tương ứng với từng chế độ cụ thể;
9. Rửa chi tiết trong nước cất để thu thập chất điện phân; 10. Rửa chi tiết trong nước nóng chảy; 11. Tháo chi tiết khỏi giá treo, tháo bỏ chất cách ly; 12. Sấy chi tiết trong tủ sấy; 13. Kiểm tra chất lượng bề mặt chi tiết;

Cnsc.162
14. Mài chi tiết tới kích thước cần thiết. 7. Quá trình công nghệ mạ crôm xốp (mạ crôm rỗ) Mạ crôm xốp dùng để phục hồi các chi tiết làm việc ở chế độ mát giới hạn,
chẳng hạn như các xécmăng và lót xylanh. Ưu điểm của mạ crôm xốp so với mạ crôm trơn là nó giữ được màng dầu bôi
trơn tốt, do đó chi tiết không bị ma sát khô và ma sát giới hạn và nâng cao được tính chống mòn của chúng.
Mạ crôm xốp khác mạ crôm trơn là ở chỗ trong lớp mạ có các vết rỗ, các vết nứt mà hình dạng và kích thước của chúng phụ thuộc vào chế độ mạ. Lớp crôm điện phân thường là có ứng suất bên trong lớn và là lớp xốp. Nhưng thực tế độ xốp đó không đủ để giữ dầu bôi trơn. Vì vậy sau khi mạ xong, bề mặt đã được phủ crôm của chi tiết được tiến hành gia công dương cực. Chi tiết được treo lên anốt trong bể có thành phần như khi mạ crôm. Dưới tác dụng của dung dịch, anốt sẽ bị tan ra và như vậy trong quá trình gia công dương cực (hoặc tẩy gỉ anốt) các vết rỗ sẽ tăng lên và chiều dày lớp mạ sẽ giảm xuống một chút. Số lượng các vết rỗ (khoảng 30% bề mặt) sẽ có ảnh hưởng lớn tới điều kiện bôi trơn. Bề mặt lớp crôm xốp được thấm dầu, dầu đó được giữ lại trong các vết rỗ của lớp mạ sẽ bảo đảm dầu được liên tục.
Cũng có tính chống ăn mòn và chịu nhiệt như mạ crôm trơn, mạ crôm xốp còn chịu được điều kiện ma sát như xylanh và xécmăng.
Bây giờ ta xét xem những yếu tố nào ảnh hưởng tới dạng và trị số độ xốp. Tuỳ thuộc vào chế độ mạ crôm và tẩy gỉ anốt mà có thể nhận được những độ xốp khác nhau của dạng xốp rỗ hoặc xốp nứt. Khi nhiệt độ của bể không đổi tỷ số CrO3/H2SO4 bằng 100/1 sẽ cho một loại kích thước điện tích nhất định, còn khi tỷ số bằng 125/1 thì kích thước đó sẽ tăng lên. Nồng độ CrO3 trong chất điện phân ở giới hạn 250-400g/l sẽ không ảnh hưởng đáng kể tới kích thước của vết nứt. Khi tăng nhiệt độ của bể mà vẫn giữ các điều kiện khác không đổi thì các điện tích sẽ có kích thước lớn. Nếu nhiệt độ tương đối thấp sẽ cho dạng xốp rỗ, còn nhiệt độ tương đối cao sẽ cho dạng xốp rãnh (nứt).
Mật độ dòng điện khi nhiệt độ không đổi và tỷ số CrO3/H2SO4 không đổi sẽ có ảnh hưởng lớn tới mạng kích thước (hay kích thước của mạng), do vậy việc theo dõi chế độ mật độ dòng điện rất quan trọng bởi vì nó quyết định vận tốc kết tủa và chiều dày lớp phủ, mà chiều dày lớp phủ có vai trò rất lớn trong mạ crôm xốp.
Mức độ tẩy gỉ anốt có ý nghĩa rất lớn và phụ thuộc vào thời gian kéo dài của nó. Độ lâu của tẩy gỉ anốt làm tăng nhanh kích thước và độ đậm đặc (độ dày) của các rãnh, làm giảm chiều dày lớp phủ crôm và giảm tính chống mòn của nó. Vì vậy thời gian tẩy gỉ cần phải đủ để nhận được mạng vết nứt phát triển (có nghĩa là độ xốp nhiều và đồng đều) và không được lâu quá để đạt được một số lượng lớn hơn các vết rỗ bổ sung và không phá vỡ các điện tích giữa chúng. Thường thời gian tẩy gỉ là 6-10 phút.
Về cơ bản, quá trình mạ crôm xốp không khác gì so với mạ crôm trơn. Cũng như mạ crôm trơn, chi tiết cần mạ phải trải qua tất cả các nguyên công chuẩn bị chỉ có khác là gia công cơ khí phải chú trọng cẩn thận hơn.
Đối với lót xylanh hoặc xylanh công việc chuẩn bị là doa bằng miếng đá mài với độ chính xác tới 0,01-0,02mm. Sau khi gia công cơ khí chi tiết được treo lên giá,

Cnsc.163
tẩy mỡ, rửa, tẩy gỉ và mạ crôm trong chất điện phân có thành phần và chế độ làm việc cho trước. Kết cấu giá treo và hình dạng anốt trong trường hợp này có ý nghĩa khá quan trọng. Giá treo phải đảm bảo định tâm anốt một cách chính xác so với chi tiết, thí dụ sơmi, xylanh hoặc xécmăng.
Khi mạ crôm cho xécmăng người ta dùng các anốt tròn. Để đảm bảo khoảng cách như nhau tới bề mặt chi tiết mạ crôm, anốt cần phải được gia công chính xác. Chiều dày của lớp mạ là 0,01-0,15mm có tính cả lượng dư gia công công cơ khí lần cuối cùng. Lượng dư gia công các sơmi xylanh lấy trong khoảng 0,015 - 0,25mm.
Bề mặt được mạ crôm của chi tiết được tẩy gỉ anốt trong bể có thành phần như khi mạ trơn, còn sau đó tiến hành các nguyên công rửa. Để đẩy hyđrô ra khỏi lớp mạ cần đốt nóng chi tiết trong dầu hoặc trong tủ sấy trong vòng 0,5-2 giờ ở nhiệt độ 150-2000C. Sở dĩ phải giải phóng hyđrô khỏi lớp mạ crôm vì hyđrô làm giảm độ bền bám của crôm với kim loại cơ bản và làm tăng độ ròn.
Đối với sơ mi xylanh, gia công cơ khí là mài nghiền hoặc mài hẫng bằng các thanh đá mài có độ cứng CM1 và CM2, độ hạt M40.
Việc mài hẫng (mài khôn) bằng các thanh đá mài tiến hành ở áp lực thấp và số vòng quay cao. Dùng dầu hoả để làm mát và đẩy trôi các hạt mài. Các hạt mài được đẩy khỏi các lỗ rỗ của lớp mạ bằng cách rửa một cách tỷ mỷ sơ mi xylanh trong dung dịch kiềm và sau đó thổi bằng khí nén.
Đối với xécmăng việc mài tiến hành trong xylanh chuyên dùng có bôi kem mài làm từ bột mài cùng với dầu hỏa ở dạng hồ và bôi lên thành xylanh. Việc đẩy các hạt mài từ các lỗ rỗ của lớp mạ tiến hành trong dầu hỏa và nước xô đa nóng sau đó thổi bằng khí nén.
8. Hoàn thiện quá trình phục hồi chi tiết bằng mạ crôm trong chất điện phân tự điều chỉnh
Nhược điểm cơ bản của quá trình mạ crôm cho các chi tiết là hiệu suất dòng điện thấp (12-18%) và không ổn định. Vì sử dụng các anốt không tan nên tỷ số thích hợp giữa CrO3 và H2SO4 (100:1) bị thay đổi, nồng độ ôxyt crôm trong bể mạ giảm xuống, do đó cần phải liên tục điều chỉnh chất điệu phân. Do đó trong các ngành sửa chữa việc ứng dụng những chất điện phân mới và sử dụng các phương pháp hoàn thiện quá trình mạ crôm có một ý nghĩa hết sức quan trọng. Sau đây ta xét một số quá trình như mạ crôm trong chất điện phân tự điều chỉnh, mạ crôm trong dòng điện xoay chiều, mạ crôm trong chất điện phân tetraclomat nguội, mạ crôm trong chất điện phân chảy, mạ crôm trong trường siêu âm, v.v...
Hiện nay người ta sử dụng rộng rãi mạ crôm trong chất điện phân tự điều chỉnh có thành phần và chế độ sau đây:
Oxit crôm CrO3, g/l : 200 - 300 Sunfat strônsi SrSO4, g/l : 5,5 - 6,5 Silic florit kali K2SiF, g/l : 18 - 20 Mật độ dòng điện Dk, A/dm2 : 50 - 100 Nhiệt độ chất điện phân, 0C : 50 - 70 Hiệu suất dòng điện, % : 17 - 18

Cnsc.164
Chất điện phân được gọi là tự điều chỉnh vì ở nhiệt độ và nồng độ xác định của ôxyt crôm, trong chất điện phân tỷ số giữa CrO3 và lượng SO4
-- và SiF6-- được
duy trì một cách tự động, tỷ số đó thực tế không thay đổi trong suốt thời gian điện phân. Việc đó đạt được nhờ đưa vào chất điện phân một lượng dư các muối sunfat strônsi và silic florit kali khó hòa tan. Tuỳ thuộc vào sự thay đổi nồng độ ôxyt crôm (CrO3) và nhiệt độ mà độ hòa tan của các muối đó cũng thay đổi. Khi lượng dư các muối trên trong chất điện phân lớn hơn trị số hòa tan của chúng thì một phần các muối sẽ nằm trong dung dịch ở trạng thái những ion phân ly, còn một phần nằm ở đáy bể ở dạng rắn. Trong khi bể làm việc (khi t0 = const) và khi nồng độ CrO3 giảm xuống thì tỷ số của CrO3 với SO4
-- và SiF6-- sẽ được duy trì không đổi nhờ sự chuyển
hóa các muối hòa tan SrSO4 và K2SiF thành dạng rắn. Ngược lại, khi tăng nồng độ CrO3 tới 300 g/l thì lượng dư của các muối nằm ở đáy bể ở dạng rắn sẽ được hòa tan và tỷ số giữa CrO3 với các ion SO4
-- và SiF6-- vẫn được duy trì không đổi. Do đó chất
điện phân trở thành bền vững và như vậy không cần phải điều chỉnh nó một cách thường xuyên nữa.
Trong chất điện phân tự điều chỉnh có thể nhận được cả 3 loại lớp mạ. Đồng thời vùng mạ sáng có độ chống mòn cao sẽ rộng hơn và sẽ dịch về phía mật độ và nhiệt độ lớn (hình 4.18). Vận tốc kết tủa ở mật độ 60 A/dm2 và t = 55 - 650C đạt tới 45-50 m /h. Nhờ những ưu điểm nói trên của chất điện phân tự điều chỉnh nên giá thành mạ chi tiết giảm xuống khoảng 25-30% so với mạ trong bể tổng hợp.
Về độ bền bám của lớp mạ với kim loại cơ bản, độ chống mòn và ảnh hưởng tới độ bền mỏi của chi tiết thì cũng tương tự như khi mạ trong các chất điện phân thông thường.
Quá trình công nghệ mạ crôm trong chất điện phân tự điều chỉnh có một số đặc điểm so với mạ crôm trong dung dịch thông thường. Do chất điện phân có tác dụng phá hoại lớn đối với kim loại, cho nên phải bảo vệ một cách kỹ lưỡng bề mặt của các chi tiết không cần mạ. Chất cách ly ở đây có thể là vinhiplat, pôliclovinin, plecxiglat và những thành phần đặc biệt.
Vì rằng sự bão hòa chát điện phân bởi các chất xúc tác S2SO4 và K2SiF6 đi từ lớp kết tủa nằm ở đáy bể, cho nên hiệu suất dòng điện trong chất điện phân tự điều chỉnh tăng lên khi dịch chuyển chi tiết gần về phía đáy. Vì vậy, cần phải treo chi tiết vào bể sao cho càng sâu càng tốt, nhưng không được gần đáy bể quá 70-100mm.
Chất điện phân tự điều chỉnh tương đối hoạt tính so với chất điện phân thông thường cho nên lót bể bằng chì sẽ không dùng được vì sẽ bị tan (phá hủy) nhanh. Vật liệu tốt nhất để lót bể là vinhiplat hoặc
10
20
30
4050
60
70
80
90
100110
40 45 50 55 60 65 70 750 C
Dka/dm2
1 2 2 1
I II III
IVII
III

Cnsc.165
ximăng điabat chịu axit.
Hình 4.18. Biểu đồ phân bố các vùng kết tủa crôm 1. Trong chất điện phân tự điều chỉnh; 2. Trong chất điện phân tổng hợp.
I- Lớp mạ xám; II- Lớp mạ chuyển tiếp; III- Lớp mạ sáng; IV- Lớp mạ sữa. Việc sử dụng chất điện phân tự điều chỉnh có lợi về mặt kinh tế, đặc biệt khi
phục hồi chi tiết một cách tập trung.
Trên đây trình bày sơ lược về phương pháp mạ crôm trong dung dịch tự điều chỉnh. Ngoài ra còn có những phương pháp khác như mạ crôm bằng dòng điện xoay chiều, mạ crôm trong dung dịch chảy, mạ crôm trong trường siêu âm, v.v...
4.7.3. Phục hồi chi tiết bằng phương pháp mạ thép 1. Tổng quan về quá trình mạ thép
Quá trình mạ điện phân bằng sắt cho các chi tiết gọi là mạ sắt hay mạ thép. Xét về thành phần thì sắt điện phân gần giống thép các bon thấp có hàm lượng các bon là 0,03-0,06%. Dùng mạ thép có thể nhận được lớp mạ có độ cứng tế vi 550 - 650 daN/mm2 (HRC 50 - 56) mà không cần gia công nhiệt luyện tiếp theo.
Lớp mạ thép có độ chống mòn cao, nhất là ở các chế độ mạ sắt trượt độ chống mòn của nó còn lớn hơn so với thép 45 tôi cao tần cũng như so với các lớp hàn đắp và phun kim loại. Điều đó có thể giải thích được rằng ngoài độ cứng cao, lớp mạ thép còn có độ oxy hóa lớn ngoài không khí. Các màng ôxy hóa sinh ra trên bề mặt lớp mạ trong quá trình ma sát, có tác dụng tương tựa như chất bôi trơn sẽ hạn chế sự mòn dính và làm cho quá trình mài mòn chậm lại. Ở chế độ ma sát giới hạn và ma sát ướt dưới áp lực lớn, lớp mạ thép sẽ mất tính năng oxy hóa do đó nó trở nên có tính chống mòn kém hơn so với thép 45 tôi cao tần.
Dung dịch dùng cho mạ thép là dung dịch clorit sắt (FeCl2.4H2O) hoặc sunphit sắt (FeSO4.4H2O), cực dương là một thanh thép các bon thấp còn cực âm là chi tiết cần mạ. Nguyên lý mạ thép giống như nguyên lý mạ điện phân nói chung. Sau khi dòng điện chạy qua dung dịch, trên chi tiết sẽ được phủ một lớp kim loại có thành phần hóa học là thép cácbon thấp, tính năng cơ học của nó lại gần giống như thép các bon trung bình. Sở dĩ như vậy là do tính chất kết tinh của nguyên tử ferit khi chúng phủ lên cực âm khác với tính chất kết tinh của ferit từ trạng thái lỏng chuyển sang trạng thái đặc. Ferit kết tinh khi đông đặc thì các nguyên tử xếp sắp theo một quy luật nhất định, còn ferit kết tinh khi điện phân thì khoảng cách giữa các nguyên tử sắp xếp không theo quy luật nào (hình 4.19), do đó lớp mạ tuy có thành phần là thép các bon thấp nhưng độ cứng lại tương tự như thép cácbon trung bình.
Độ bền mỏi của chi tiết sửa chữa bằng phương pháp mạ thép giảm xuống chừng 25 - 30%, đó là do ứng suất kéo dư xuất hiện trong lớp mạ. Vì vậy, khi mạ cần phải chú ý đến điều kiện làm việc của chi tiết.
a. Ưu điểm của mạ thép Mạ thép có những ưu điểm cơ bản sau đây:
1. Tốc độ mạ nhanh, khoảng 0,15 - 0,25mm/giờ;

Cnsc.166
2. Chiều dày lớp mạ lớn, có thể đạt tới 2-3mm hoặc hơn nữa; 3. Cơ cấu kim tương khi nhiệt luyện của chi tiết không bị phá hoại;
4. Hiệu suất dòng điện lớn = 80-90%;
5. Giá thành hạ, v.v...
Hình 4.19. Sơ đồ kết tinh của ferit
a. Kết tinh khi đông đặc; b. Kết tinh khi điện phân. Do có những ưu điểm trên cho nên rất nhiều chi tiết trước kia phục hồi bằng
mạ crôm thì ngày nay đã được thay bằng mạ thép nhất là đối với các loại chốt píttông, thanh đẩy xupáp, chữ thập khớp các-đăng, v.v...
Trang thiết bị để mạ thép cũng tương tự như trang thiết bị để mạ crôm. Tuy nhiên, các thiết bị mạ thép có thể có những đặc điểm riêng và có thêm các đồ gá phụ khác với các bể mạ crôm.
Để tạo ra lớp mạ thép cứng người ta sử dụng các chất điện phân clorua nóng, thành phần của chúng gồm clorua sắt và axit clohyđric. Vì vậy các trang thiết bị cần được bảo vệ chống tác động phá hoại của axit và chất điện phân. Vật liệu lót bể ở đây là các tấm cácbon chì hoặc men, sơn chịu axit, hoặc lót bằng cao su, epôxy.
Việc mạ thép có thể tiến hành ở nhiệt độ cao (90-1050C) hoặc tiến hành ở nhiệt độ thấp (20-600C); hiện nay mạ ở nhiệt độ thấp ít được sử dụng.
b. Dung dịch mạ thép và phương pháp điều chế Khi mạ thép ở nhiệt độ cao có thể dùng dung dịch có thành phần như sau: Loại dung dịch muối sunfit sắt FeSO4 .7H2O FeSO4.7H2O : 150 gam/lít nước Na2SO4 : 100 g/l H2SO4 : 5 g/l Với loại dung dịch này thường chỉ đạt được lớp mạ mỏng (0,2mm) do đó hiện
nay trong thực tế ít được sử dụng. Loại dung dịch muối clorua sắt (FeCl2 .4H2O) Thành phần của chất điện phân và chế độ mạ có thể tham khảo bảng 4.14.
Bảng 4.14. Chất điện phân và chế độ mạ
a) b)

Cnsc.167
Kiểu chất điện phân Thành phần chất điện phân và chế độ làm việc 1 2 3
Clorua sắt FeCl2.4H2O, g/l 680 450 200 Axit Clohyđric HCl, g/l 0,8 - 1,0 0,6 - 0,8 0,6 - 0,8 Nhiệt độ, 0C 60 - 100 50 – 80 50 - 80 Mật độ dòng điện, A/dm2 5 - 140 10 – 80 10 - 80
Ngoài ra người ta còn cho thêm các chất NaCl, MnCl2, CaCl2, v.v... vào dung dịch nhằm cải thiện tính dẫn điện của dung dịch và chất lượng lớp mạ.
Muốn điều chế FeCl2.4H2O dùng thép non (thép 10, 20) và axit clohyđric HCl. Thứ tự pha chế như sau:
1. Tiện thép non thành phoi, rửa phoi trong dung dịch 10% NaCl trong vòng 1-2 giờ, sau đó rửa bằng nước nóng và nước lạnh;
2. Căn cứ vào dung tích thùng mạ tính ra lượng axit HCl cần thiết (tham khảo bảng 4.15);
Chẳng hạn nếu loại nồng độ của FeCl2.4H2O là 250 g/l và dung tích thùng mạ là 200 lít, tỷ trọng của axit HCl là 1,4 thì lượng axit HCl cần thiết sẽ là:
0,335 Kg/l x200 lít = 67 kg (Cách điều chế: 2HCl + Fe + 4H2O = FeCl2 . 4H2O + H2) 3. Cứ mỗi lít axit HCl pha thêm 0,5 lít nước, khuấy đều; 4. Tính trọng lượng phoi: Căn cứ vào nồng độ FeCl2. 4H2O đã chọn, ứng với loại nồng độ đo trong
bảng 22. Ta được nồng độ sắt Fe. Trong ví dụ trên, nồng độ sắt là 70,9 g/l. Sau đó nhân thêm với hệ số điều chỉnh do tổn hao là = 1,1 ta được lượng phoi thép cần thiết:
G= 70,9 g/l x 200l x 1,1 = 15,4 kg 5. Đem phoi thép chia nhiều đợt bỏ vào dung dịch HCl đến khi ngừng sủi bọt
là được. Khi hòa tan phoi thép dung dịch được hâm nóng ở nhiệt độ 30 - 400C và đựng trong bình chịu axit.
Sau khi có FeCl2.4H2O đem lọc sạch rồi có thể pha thêm với NaCl, MnCl2, CaCl2,v.v... theo lượng cần thiết, cuối cùng pha với nước theo tỷ lệ nào đó để được dung dịch quy định.
Bảng 4.15. Các thông số tính toán lượng axit để điều chế dung dịch mạ
Lượng HCl cần thiết để hòa tan phoi sắt, g/l Tỷ trọng axit HCl
1,14 1,19
Nồng độ
FeCl2 . 4H2O, g/l
Nồng độ sắt
(Fe++ + Fe+++),
g/l Lượng HCl trong dung dịch, g/l
27,66 37,23 200 55,7 268 119

Cnsc.168
250 70,9 335 249 300 85,2 402 299 350 99,4 469 349 400 113,5 536 388 500 141,9 670 498 600 170,4 804 597 700 198,8 938 698 800 226,9 1072 796 . Khi mạ, đổ dung dịch vào bể mạ rồi hâm nóng tới 95-1050C, treo cực dương
vào và dùng cực âm tạm thời để điều chỉnh dung dịch mạ, nhằm làm cho Fe hóa trị 3 hoàn nguyên thành Fe hóa trị 2. Sau khi Fe+3 hoàn nguyên thành Fe+2 dung dịch sẽ có màu lục sẫm. Trong khi mạ, ở âm cực xảy ra các quá trình như sau:
Fe++ + 2e Fe
2F+ + 2e H2
Và Fe+++ + e Fe++
Còn ở cực dương ion hóa kim loại hòa tan:
Fe - 2e Fe++
Fe - e Fe++ và giải phóng oxy.
Chất lượng lớp mạ chịu ảnh hưởng của rất nhiều yếu tố như nhiệt độ dung dịch mạ, mật độ dòng điện, nồng độ dung dịch và nồng độ axit.
Thực tế cho thấy rằng, khi nhiệt độ dung dịch mạ thay đổi đi 2-30C trong khi mạ thì độ cứng có thể thay đổi tới 10-15 đơn vị HB hay nói một cách tổng quát hơn nhiệt độ dung dịch mạ càng tăng lên, thì độ cứng của lớp mạ càng giảm xuống. Khi mạ ở nhiệt độ thấp lớp mạ hay bị bong, sở dĩ như vậy là vì ở nhiệt độ thấp lớp mạ hấp thụ lượng hyđrô khá lớn. Nếu chế độ mạ không đổi thì lượng hyđrô sẽ giảm xuống theo thời gian. Kết quả là nồng độ hyđrô trong lớp mạ không đồng đều do đó tạo thành nội ứng suất và ứng suất đó làm cho lớp mạ bị bong ra.
Ngược lại, ở nhiệt độ mạ cao do hấp thụ hyđrô ít hơn nên lớp mạ dẻo hơn. Ở nhiệt độ mạ cao ion sắt hoạt động mạnh hơn, muối sắt phân giải nhanh hơn do đó hiệu suất dòng điện mạ cũng cao hơn, tốc độ bám của sắt lên cực âm cũng tăng lên.
Mật độ dòng điện cũng ảnh hưởng không nhỏ tới chất lượng lớp mạ. Trong trường hợp các điều kiện khác không thay đổi thì khi mật độ dòng điện Da tăng lớp mạ sẽ cứng hơn, song lại ròn hơn so với lớp mạ khi Da nhỏ. Mặt khác, khi Da tăng sẽ kích thích cho các ion Fe bám vào âm cực với tốc độ nhanh hơn, trong cùng một thời gian số lượng hạt kết tinh lên cực âm nhiều nên lớp mạ mịn, láng. Song, không thể tăng mật độ dòng điện quá lớn được, vì như vậy lượng Fe xung quanh cực âm sẽ

Cnsc.169
giảm xuống rất nhanh sinh ra sự chênh lệch về nồng độ ion Fe giữa dung dịch và xung quanh cực âm ion Fe vào cực âm, do đó lớp mạ xốp và ghồ ghề.
Bên cạnh đó nồng độ dung dịch cũng ảnh hưởng tới chất lượng lớp mạ. Khi nồng độ dung dịch lớn tức là lượng ion Fe nhiều, nếu mật độ dòng điện không đổi thì lớp mạ sẽ thô, trong quá trình mạ nồng độ dung dịch thay đổi ít, do đó đối với nồng độ dung dịch lớn nên dùng mật độ dòng điện lớn, như vậy số lượng hạt kết tinh sẽ tăng lên ta được lớp mạ mịn.
Cuối cùng, nồng độ axit cũng là nhân tố ảnh hưởng tới chất lượng lớp mạ. Trong dung dịch phải đảm bảo một nồng độ axit nhất định, vì nếu nồng độ axit thấp sẽ không đủ để trung hòa gốc OH và khi đó gốc OH sẽ tác dụng với ion++ tạo thành Fe(OH)2 là một chất rất ổn định. Fe(OH)2 sẽ bám vào cực âm và làm thay đổi cơ tính của lớp mạ. Tuy nhiên, nồng độ axit quá cao cũng không tốt vì lúc đó ion H+ nhiều và do đó cũng làm thay đổi cơ tính của lớp mạ.
Bình thường khi nồng độ axit vừa phải dung dịch sẽ có màu lục nhạt, nếu nồng độ axit cao dung dịch có màu lục thẫm còn khi nồng độ axit thấp dung dịch có mầu nâu vân trắng.
Như trên đã trình bày, chất điện phân được hâm nóng tới nhiệt độ 80-1000C. Việc hâm nóng có thể tiến hành bằng hơi nước, nước nóng hoặc bằng điện. Khi mạ thép anốt làm bằng các tấm thép cácbon thấp do đó trong quá trình điện phân anốt bị hòa tan làm bẩn chất điện phân. Các cặn bẩn của anốt này có thể lẫn vào lớp mạ và làm giảm chất lượng của nó. Do đó thiết bị mạ thép cần phải có bộ phận lọc chất điện phân, việc lọc có thể tiến hành liên tục hoặc theo chu kỳ.
Thiết bị lọc theo chu kỳ gồm những thùng lắng đặt trên bể mạ và một bơm, nhờ bơm đó chất điện phân bẩn từ bể được đưa lên thùng. Trong thùng chất điện phân sẽ lắng xuống trong vòng 12 - 18 giờ và sau đó nó tự chảy vào bể mạ qua bầu lọc.
Thiết bị lọc liên tục gồm một bơm và một bình lọc mắc nối tiếp với nhau. Một phần chất điện phân được bơm liên tục từ bể qua bầu lọc lại được trở về bể. Như vậy, sẽ đảm bảo thay đổi 3-4 lần toàn bộ chất điện phân trong một ca sản xuất. Bơm được chế tạo từ vật liệu hỗn hợp của nhựa và amiăng và các vật liệu chịu axit khác.
Mặt khác, khi mạ thép do nhiệt độ cao (80-1000C) nên chất điện phân bị bay hơi nên khối lượng nước và axit clohyđrit giảm xuống. Ngoài ra một phân của axit clorua hyđric phải tiêu hao cho các phản ứng khi điện phân. Tất cả những cái đó làm thay đổi nồng độ thành phần chất điện phân và tính chất của lớp mạ. Vì vậy, thiết bị mạ thép cần phải có các bộ phận để bổ sung nước và axit clorua hyđric cho chất điện phân.
2. Quá trình công nghệ mạ thép Quá trình công nghệ mạ thép cũng tương tự như mạ crôm, có nghĩa là gồm ba
bước chuẩn bị chi tiết, mạ, gia công sau khi mạ. Sơ đồ quá trình công nghệ như sau: Gia công cơ khí các bề mặt, rửa bằng xăng, đánh sạch bề mặt bằng giấy giáp,
lắp ráp chi tiết lên thiết bị treo, cách ly những chỗ không cần mạ của chi tiết và thiết

Cnsc.170
bị treo, khử mỡ cho chi tiết bằng vôi bột hoặc vôi viên, rửa bằng nước lạnh chảy, gia công anốt trong dung dịch 30% axit sunfuric, rửa bằng nưước nóng, rửa - hâm nóng bằng nước nóng (50-600C), mạ thép, rửa bằng nước nóng 900C, trung hòa trong dung dịch 10% kiềm ăn da, rửa bằng nước nóng 800C - 900C, tháo chi tiết ra khỏi thiết bị treo và tẩy sạch các chất cách ly, gia công cơ bề mặt mạ, kiểm tra chất lượng.
Thông qua sơ đồ này ta thấy nhiều thao tác mạ thép cũng giống hệt như những thao tác mạ crôm hoặc tương tự như vậy. Vì vậy, dưới đây chỉ xét những thao tác khác biệt so với mạ crôm.
a. Cách ly những chỗ không cần mạ của chi tiết và đồ gá Thao tác này nhằm làm giảm mất mát dòng điện cho việc phân ly kim loại
thừa ở những chỗ không cần mạ và như vậy nhằm nâng cao năng suất mạ. Ngoài ra, việc cách ly còn bảo vệ cho các bề mặt phía trong của chi tiết và thiết bị treo khỏi bị tác động phá hoại của chất điện phân. Nếu không có cách ly, chúng sẽ bị hòa tan trong chất điện phân clorua nóng. Vật liệu cách ly là êmalit, keo dán Áễ-2 (BF2), sơn bakelit, cao su và các loại men. Trong một số trường hợp các bề mặt được cách ly bằng các áo bọc chế tạo bằng chất dẻo chịu axit có thể tháo rời được và sử dụng được nhiều lần.
b. Gia công anốt trong dung dịch axit sunfuric Đây là một nguyên công rất cần thiết ảnh hưởng tới độ bền bám của lớp kim
loại mạ. Gia công anốt nhằm tẩy sạch màng ôxy hóa khỏi bề mặt chi tiết làm hiện rõ cấu trúc kim loại. Gia công anốt tiến hành trong bể có chất điện phân thành phần như sau: dung dịch 30% axit sunfuric và sunfua sắt (FeSO4.7H2O) với khối lượng 10 - 25 g/lít nước. Chi tiết gia công được dùng làm anốt, còn katốt là các thanh chì hoặc thép không gỉ. Diện tích bề mặt của katốt phải lớn gấp 3-4 lần diện tích bề mặt anốt. Chế độ gia công như sau:
- Mật độ dòng điện Da , A/dm2 : 10 - 70 - Nhiệt độ chất điện phân, 0C : 16 - 22 - Thời gian gia công, phút : 0,5 - 4 Sau khi gia công anốt xong chi tiết được rửa bằng nước nóng để rửa sạch các
cặn axit ở những chỗ gồ ghề, lồi lõm. c. Mạ thép cho chi tiết Chi tiết đã kẹp chặt trên các thiết bị treo được đưa vào bể mạ và giữ trong đó
khoảng 10 - 50 giây không có dòng điện (nhằm phá bỏ màng gỉ tạo ra khi gia công anốt). Sau đó đóng mạch điện có mật độ Dk = 5A/dm2 và trong khoảng 5-10 phút thì đa mật độ tới giá trị cho trước.
Như đã nói ở trên, khi mạ thép người ta sử dụng các anốt hòa tan, do đó để làm giảm độ bẩn của chất điện phân do cặn tạo ra khi hòa tan anốt, nên đặt anốt vào các áo bọc bằng thủy tinh, len hoặc amiăng.
Thời gian giữ chi tiết trong bể mạ thép phụ thuộc vào chiều dày cần thiết của lớp mạ và có thể tính như sau:
..
10.. 3
cDhTk
, (4.42)
trong đó: - trọng lượng riêng của lớp mạ sắt,( = 7,8 g/cm3);

Cnsc.171
h - chiều dày lớp mạ, mm; c - đương lượng điện hóa của sắt, (c = 1,042 g/a.h); - hiệu suất dòng điện khi mạ sắt, ( = 80 - 90%). Tốc độ bám của chi tiết là 0,3 - 0,5mm/h; các lớp mạ trơn khi mạ thép cứng
có chiều dày 1,0 - 1,2 mm. d. Mạ thép xốp Mạ thép xốp cũng tương tự như mạ crôm xốp, có nghĩa là dùng phương pháp
ăn mòn bằng điện để mở rộng các vết nứt tế vi của lớp mạ nhằm cải thiện điều kiện bôi trơn của chi tiết. Thực tế cho thấy rằng sau khi chi tiết được mạ xốp khả năng chịu mòn của nó tăng lên 4 - 6 lần so với khi mạ trơn (mạ cứng). Sau khi mạ xốp chiều dày lớp mạ sẽ giảm. Tốc độ giảm chiều dày của lớp mạ phụ thuộc vào số điện tích giữa các vết nứt. Khi có cùng cường độ dòng điện như nhau, thì khi mật độ vết nứt lớn, chiều dày lớp mạ của chi tiết có ít vết nứt sẽ giảm nhanh hơn so với chi tiết có nhiều vết nứt. Khi mật độ vết nứt lớn thì ta có lớp mạ có vết rỗ tròn, còn khi mật độ vết nứt nhỏ thì ta có lớp mạ có vết rỗ mắt lưới.
Sau khi kết thúc quá trình mạ thép chi tiết được rửa kỹ lưỡng trong nước nóng có nhiệt độ 800-900C, sau đó rửa 30 phút trong dung dịch nóng 10% xút ăn da (80-900C). Nguyên nhân này nhằm làm sạch toàn bộ các cặn điện phân clorua khỏi chi tiết nhằm khắc phục tính ăn mòn kim loại của chúng. Sau đó chi tiết được rửa trong nước nóng nhằm làm sạch các cặn kiềm và tạo điều kiện sấy khô được dễ dàng.
Ngoài phương pháp mạ trong bể như đã trình bày ở trên, người ta còn tiến hành mạ tiếp ngoài bể, có nghĩa là người ta lợi dụng ngay những bề mặt mạ của chi tiết làm bể mạ. Vì điều kiện có hạn ở đây không đề cập tới vấn đề đó.
Hiện nay người ta còn dùng một phương pháp mạ khác nữa đó là phương pháp mạ thép nguội bằng dòng điện xoay chiều không đối xứng. Sau đây ta sẽ tham khảo trường hợp đó.
e. Mạ thép nguội bằng dòng điện xoay chiều không đối xứng Phương pháp này có giá trị thực tiễn rất lớn. Bản chất của phương pháp này
là quá trình điện phân được tiến hành bằng dòng điện xoay chiều không đối xứng có tần số công nghiệp. Dòng điện kiểu này nhận được bằng cách kết hợp dòng điện xoay chiều tần số công nghiệp với dòng điện một chiều. Trong trường hợp này phải phân biệt hai loại dòng điện: dòng điện thuận (dòng điện katốt) và dòng điện ngược (dòng điện anốt).
Dòng điện thuận là dòng điện tồn tại khi trên chi tiết mạ dùng làm katốt có kim loại kết tủa xuống. Dòng điện ngược là dòng điện có hướng ngược lại và khi đó chi tiết mạ biến thành anốt, còn lớp kết tủa trên đó bị hòa tan đi một phần.
Cường độ dòng điện của nửa chu kỳ katốt Ik lớn hơn cường độ dòng điện của nửa chu kỳ anốt Ia (hình 4.20). Hiệu số giữa hai dòng điện này được gọi là cường độ dòng điện hữu ích:
Ih.i = Ik - Ia, (4.43) Như vậy mật độ dòng điện hữu ích sẽ là: Dh.i = Dk - Da, (4.43)

Cnsc.172
Trị số không đối xứng của dòng điện được đặc trưng bởi hệ số biểu thị tỷ số các giá trị trung bình của mật độ dòng điện katốt với mật độ dòng điện anốt:
a
k
DD
, (4.44)
Hình 4.20. Đồ thị dòng điện xoay chiều không đối xứng Ia - Giá trị tức thời của dòng anốt; Ik - Giá trị tức thời của dòng katốt; Ih.i - Trị số dòng điện hữu ích.
Trị số không đối xứng của dòng điện ảnh hưởng quyết định tới tính chất cơ
học của lớp mạ. Khi trị số đó tăng lên thì độ cứng và độ chống mòn của lớp mạ cũng như năng suất của quá trình tăng lên.
Thành phần chất điện phân: - Clorua sắt FeCl2.4H2O, g/l: 200 - 220 - Axit clohyđric HCl, g/l: 1,3 - 1,5 - Iốt kaly KI, g/l: 5,5 - Axit sunfuric H2SO4, g/l: 1 - Nhiệt độ chất điện phân: 18 - 400C
Đặc điểm của mạ thép bằng dòng điện xoay chiều không đối xứng là chế độ điện phân luôn thay đổi; các chỉ số cơ bản của nó dần dần tăng lên.
Đầu tiên thiết lập trị số =1,3-1,5 và Dh.i = 5-15 A/dm2. Chế độ đó được duy trì trong 0,5-1 phút. Sau đó tăng lên và đưa tới 2 và Dh.i tới 15-20 a/dm2 rồi kéo dài trong 5-8 phút. Trong vòng 4-5 phút sau nâng từ từ hoặc bằng 3-4 cấp đưa trị số lên tới bằng 8-10 và Dh.i tới 50 A/dm2. Ở các chế độ này lớp mạ sẽ có độ cứng 630 - 650 kG/mm2, tốc độ kết tủa kim loại ở chế độ lớn nhất là 1,0-1,2mm/h.
Mạ thép bằng dòng điện xoay chiều không đối xứng có một số ưu điểm so với mạ thép bằng dòng điện một chiều. Sự thay đổi hướng theo chu kỳ của dòng điện cải thiện được việc khuấy trộn chất điện phân, cho phép tiến hành điện phân ở mật độ dòng điện tăng hơn và như vậy năng suất tăng lên 4 lần so với mạ thép bằng dòng điện một chiều, đồng thời đảm bảo độ bám vững chắc của lớp mạ với bề mặt chi tiết.
Khi mạ thép cần chú ý một số điểm sau đây: - Không nên khử dầu bằng phương pháp điện phân, vì như vậy chi tiết sẽ
nhiễm hyđrô ảnh hưởng đến độ bám của lớp mạ (nên khử dầu bằng xăng hoặc bằng vôi Na2CO3 sau đó thổi khô);
Ih.I
I I

Cnsc.173
- Khi nhúng chi tiết vào thùng mạ phải để nhiệt độ chi tiết lên tới bằng nhiệt độ dung dịch mới cho dòng điện chạy qua;
Tỷ lệ diện tích giữa anốt và katốt nên lấy là 1: 1 để tránh cực dương bị mòn, anốt và katốt được nhúng vào và lấy ra khỏi bể mạ cùng lúc.
Tóm lại, mạ thép có nhiều ưu điểm so với mạ crôm, như hiệu suất dòng điện cao hơn (6-7 lần) chiều dày lớp mạ lớn hơn, giá thành nhỏ hơn (2-4 lần) và độ bền mỏi của chi tiết giảm xuống ít hơn. Tuy nhiên, quá trình chuẩn bị chi tiết phức tạp, khi mạ ở nhiệt độ cao cần phải dùng chi tiết chống ăn mòn, cần có thiết bị duy trì nhiệt độ, bổ sung nước và dung dịch, v.v... Do đó, hiện nay người ta đang nghiên cứu cải tiến để có thể áp dụng mạ thép ở nhiệt độ thấp, trong đó hướng chủ yếu là dùng dung dịch mạ là dung dịch muối sun-phát hoặc muối bo-rich fluarich sắt.
Ngoài việc phục hồi chi tiết bằng phương pháp mạ crôm, mạ thép người ta còn dùng các phương pháp mạ đồng, mạ niken bằng điện phân cũng như bằng phương pháp hóa học. Trong phạm vi giáo trình này chúng ta sẽ không đề cập tới những vấn đề nêu trên.
4.8. Phục hồi chi tiết bằng các phương pháp điện 4.8.1. Gia công tia lửa điện Gia công tia lửa điện cho kim loại được ứng dụng khá rộng rãi trong các
ngành chế tạo máy bởi vì dùng phương pháp này có thể gia công được tất cả các kim loại và hợp kim có tính dẫn điện không phụ thuộc vào độ cứng của chúng mà lại không ảnh hưởng tới gia công nhiệt luyện của chi tiết. Bên cạnh đó, gia công tia lửa điện còn có ưu điểm là kết cấu của các máy và thiết bị khá đơn giản, phạm vi của các chế độ làm việc tương đối rộng.
Trong ngành sửa chữa đầu máy diezel gia công tia lửa điện có thể được sử dụng để cắt các phần chi tiết bị mòn khi sửa chữa chúng bằng phương pháp hàn nối, để phá bỏ các chi tiết kẹp chặt và các dụng cụ bị gãy, để bù đắp cho các chi tiết, để chuẩn bị các chi tiết có độ cứng cao cho quá trình phun kim loại, cường hóa các dụng cụ, v.v...
Phương pháp gia công tia lửa dựa trên hiện tượng phá hủy kim loại khi phóng tia lửa điện. Trên hình 4.21 biểu thị sơ đồ thiết bị gia công tia lửa điện. Chi tiết và điện cực (dụng cụ) đều là các điện cực của khung dao động làm việc trong vùng phóng tia lửa điện. Khi gia công, dụng cụ là katốt còn chi tiết là anốt. Khi cấp cho thiết bị dòng điện một chiều thì tụ được nạp điện, còn khi đóng mạch thì tụ này sẽ phóng điện qua không gian tia lửa điện giữa các điện cực. Việc ngắt mạch cho khung dao động được tiến hành bằng phương pháp tiếp điểm hoặc không tiếp điểm (bằng cách chọc thủng không gian giữa các điện cực). Phương pháp sau là phương pháp tương đối phổ biến hơn cả. Trong khi đó các phần tử (hạt) kim loại sẽ bị bứt ra khỏi chi tiết và dịch chuyển về phía dụng cụ gia công. Vật liệu của điện cực dụng cụ thường là đồng thau.
-
+1
3
6
4
5
2
a2 a1

Cnsc.174
Hình 4.21. Sơ đồ thiết bị gia công tia lửa điện
1. Chi tiết; 2. Dụng cụ gia công; 3. Xôlênôit (cuộn dây); 4. Tụ ác quy; 5. Khóa chuyển mạch; 6. Điện trở thay đổi.
Khi đưa dụng cụ chạm vào chi tiết, mạch sẽ khép kín; khi tách ra, điện tích của tụ điện phóng thành tia lửa. Trong khoảng không gian giữa hai điện cực khi phóng tia lửa điện nhiệt độ lên tới 10.000 - 15.0000C. Kim loại giữa hai cực nóng chảy, bốc hơi thành những nguyên tử kim loại và dưới tác dụng của điện trường các nguyên tử này phân giải thành các ion dương và các điện tử. Các ion dương dịch chuyển về cực âm (katốt) và nhận điện tử ở đó để trở thành các nguyên tử kim loại, tạo nên một lớp kim loại ở katốt và do đó nó được bồi lên còn anốt thì bị mòn đi.
Ở đây cần phân biệt giữa tia lửa điện và tia hồ quang. Hồ quang là do tác dụng của điện trường làm cho môi trường không khí xung quanh bị ion hóa dẫn điện được và sinh ra ngọn lửa tiếp diễn trong thời gian dài. Còn tia lửa điện là dòng điện tử phóng từ cực này qua cực kia trong khoảng thời gian rất ngắn (10-4-10-7 s) và mật độ dòng điện giữa 2 cực rất lớn (106 -109 A/cm2).
Để tránh cho các hạt kim loại bứt ra khỏi bám vào điện cực-dụng cụ và cơ bản để làm tăng điện trở chuyển tiếp giữa tia lửa và kim loại thì khoảng phóng tia lửa điện cần phải được đổ đầy chất lỏng. Trong trường hợp này, lượng kim loại bứt ra được tăng lên đáng kể so với môi trường chất khí. Vì vậy, việc gia công tia lửa điện thường được tiến trong môi trường chất lỏng: chi tiết cần gia công được đặt vào bể có chứa chất lỏng hoặc tới chất lỏng trên chi tiết đó. Trong trường hợp gia công các chi tiết có kích thước lớn như khi cần nhổ các gu-jông hoặc bu-lông gãy ra khỏi blốc xylanh hoặc cácte, người ta dùng các loại bể cục bộ (bể xách tay) để đặt lên chi tiết gia công.
Chất lỏng công tác thường dùng là dầu hỏa, dầu khoáng và các chất lỏng không dẫn điện khác.
Nguồn điện cung cấp cho thiết bị có thể là máy phát kích từ độc lập công suất 8 – 10kW, điện áp 220V. Nếu không có máy phát thì có thể dùng nguồn xoay chiều đưa qua các bộ nắn dòng. Khi gia công tia lửa cần phải giữ cho khoảng cách giữa 2 điện cực không thay đổi, mà khoảng cách này tất yếu sẽ thay đổi do điện cực dụng cụ bị rung khi phóng tia lửa điện và do các điện cực bị mòn. Tóm lại, khi càng bị mòn thì các điện cực càng phải được xích gần lại nhau. Việc điều chỉnh bằng tay không thể làm cho khoảng phóng tia lửa điện đồng đều được, vì vậy các máy gia công tia lửa điện thường được trang bị các thiết bị dẫn động cơ giới, thuỷ lực hoặc điện từ gây ra chuyển động tính tiến của một điện cực gần về phía điện cực kia. Tùy thuộc vào trị số dòng điện trong mạch phóng điện các chế độ gia công tia lửa điện có thể chia ra làm 3 nhóm:

Cnsc.175
- Chế độ gia công cứng: cường độ dòng điện I 11A, - Chế độ trung bình: cường độ dòng điện I = 1 - 10A, - Chế độ gia công mềm: cường độ dòng điện I 1A. Chế độ gia công cứng dùng để gia công thô, còn chế độ gia công mềm và gia
công trung bình dùng để gia công tinh. Để đảm bảo độ chính xác cần thiết và độ bóng bề mặt cũng như để tăng năng
suất việc gia công được tiến hành như khi gia công cơ khí. Từ gia công thô đến gia công tinh tiến hành ngay trên một máy không thay đổi dụng cụ.
Các thiết bị gia công tia lửa điện gồm có phần điện và phần động học. Phần điện gồm có: nguồn điện một chiều, biến trở, ắc quy tụ điện và các dụng cụ đo. Phần động học gồm có thân máy, bể chứa chất lỏng, phần thuỷ lực, đầu kẹp dụng cụ gia công và các đồ gá dùng để lắp đặt và di chuyển khi gia công, các đồ gá để xích gần các điện cực và điều chỉnh khoảng cách giữa các điện cực. Phần thủy lực đảm bảo cung cấp chất lỏng một cách liên tục vào bể và gồm có một bể lắng, bơm ly tâm bình chứa và hệ thống đường ống.
Các thiết bị gia công tia lửa điện kiểu tụ điện làm việc ở điện áp 100-250V, với cường độ dòng điện 0,1- 40A và điện cung của các tụ với 50 F.
Các thiết bị gia công tia lửa điện kiểu tụ điện thường gặp là các máy tia lửa điện dùng để gia công lỗ, dùng để nhổ các chi tiết gẫy trong thân máy, để xọc rãnh then trên trục và các khe hẹp và để phủ đắp cho kim loại. Các máy này có các điện cực-dụng cụ hoặc điện cực-chi tiết có thể chuyển động tịnh tiến hoặc tịnh tiến - rung hoặc rung như đối với trường hợp phủ đắp kim loại cho chi tiết.
Tất cả các thiết bị kể trên làm việc do phóng xung ở điện áp 100 - 250V khi các tụ phóng điện. Ngoài việc phóng xung, gia công tia lửa điện còn có thể tiến hành trên các thiết bị không có tụ điện ở điện áp thấp 6-36V và cường độ dòng điện 2-200A (hình 4.22). Trên các thiết bị này có hiện tượng phóng tia hồ quang đứt quãng trong những khoảng thời gian ngắn. Vì rằng việc gia công được tiến hành ở cường độ dòng điện tương đối lớn, cho nên ở những thời điểm xuất hiện sự tiếp xúc giữa các đỉnh nhấp nhô tế vi của các chi tiết, tia hồ quang phóng ra làm chúng bị nóng chảy đột ngột và bị phá hủy.
Dựa vào nguyên tắc này người ta chế tạo những máy gia công, trong đó một trong những điện cực được dịch chuyển tương đối với điện cực kia với vận tốc từ 8m/sec trở lên. Những máy đó là những máy mài nghiền, máy cắt phôi và cắt chi tiết máy mài dụng cụ, có nghĩa là những máy có điện cực dụng cụ chuyển động quay - tịnh tiến hoặc chuyển động quay khi chi tiết chuyển động tịnh tiến.
Ngoài những công dụng trình bày ở trên, gia công tia lửa điện còn được sử dụng để phủ đắp kim loại cho những chi tiết bị mòn. Sơ đồ thiết bị phủ đắp kim loại bằng phương pháp gia công tia lửa điện được trình bày trên hình 4.23. Thiết bị này gồm hộp di động trong đó có đặt các chi tiết của hệ thống điện và một dụng cụ gây rung cầm tay. Bộ gây rung là một cơ cấu điện từ làm cho điện cực dụng cụ rung động trong quá trình làm việc (di chuyển tịnh tiến). Trong những thiết bị này, điện cực dụng cụ là anốt còn chi tiết phục hồi là katốt. Công việc phủ đắp được thực hiện không cần dùng chất lỏng công tác. Kim loại bứt ra khỏi anốt sẽ được đắp đầy lên katốt tức là lên chi tiết và tạo thành một lớp bám chắc với nó.

Cnsc.176
1. Điện cực-dụng cụ; 2. Chi tiết; 3. Vòng tiếp điểm; 4. Giá đỡ chổi than; 5. Đèn kiểm tra.
Hình 4.22. Sơ đồ thiết bị gia công tia lửa điện,
điện áp thấp, dòng một chiều.
Ngoài việc gia công bằng tay, việc phủ đắp bề mặt chi tiết còn có thể tiến
hành bằng phương pháp cơ giới hóa có dùng chất êmun để làm mát và dùng khí nén. Muốn vậy, ngoài trang bị phủ đắp bằng tia lửa điện còn phải có máy tiện và hộp giảm tốc, đầu bán tự động đặt trên bàn dao và bàn điều khiển.
Khi sử dụng các thiết bị tia lửa điện công suất nhỏ (0,3-1,2 kW) có thể phủ được lớp kim loại có chiều dày tới 0,05 mm với năng suất 0,1 -0,3 cm2/ph. Những thiết bị công suất lớn có thể cho năng suất từ 30 đến 50 cm2/phút và chiều dày lớp phủ từ 0,05 đến 2,0 mm.
Sự phóng tia lửa điện trong quá trình phủ đắp và cường hóa bề mặt chi tiết gây ra sự thay đổi khá lớn về tính chất cơ lý của lớp bề mặt kim loại cơ bản. Khi dùng dụng cụ-điện cực là phêrô-crôm hoặc các hợp kim cứng thì kim loại cơ bản sẽ bị "hợp kim hóa", độ cứng và độ chống mòn của lớp bề mặt tăng lên do hình thành nitrit và các-bit. Mặt khác độ cứng và độ chống mòn tăng lên là do hình thành các cấu trúc tôi do các hạt kim loại bị làm lạnh một phần bởi bề mặt nguội của chi tiết.
Ưu điểm nổi bật của phương pháp phủ đắp bằng tia lửa điện cho các chi tiết bị mòn là có thể phủ đắp cho chi tiết bằng các kim loại và hợp kim cứng khác nhau do đó làm tăng độ chống mòn của nó. Bằng phương pháp này có thể phục hồi các mặt lắp ghép của ổ lăn trên trục và trong thân máy khi độ mòn chưa quá 0,1mm. Việc sử dụng phương pháp tia lửa điện để phục hồi các chi tiết nói trên có lợi hơn rất nhiều so với các phương pháp hàn đắp và lắp thêm chi tiết phụ.
Dùng bộ gây rung điện từ và thiết bị trình bày trên có thể chuẩn bị cho các chi tiết có độ cứng bề mặt cao trước khi phun kim loại.
aR
v
+ -
5
4
3
1
3
2
4

Cnsc.177
1
2
3
4
6
7
8
Hình 4.23. Sơ đồ thiết bị phủ đắp kim loại bằng tia lửa điện cho chi tiết.
1. Chuyển mạch; 2. Biến áp; 3. Nắn dòng; 4. Tụ điện; 5, 6. Các phích nối; 7. Bộ gây rung điện từ; 8. Chi tiết.
4.8.2. Gia công cơ - dương cực Gia công cơ - dương cực có thể sử dụng để mài các chi tiết được phục hồi
bằng phương pháp hàn đắp hoặc phun kim loại, để cắt các phần chi tiết bị mòn khi phục hồi chúng bằng phương pháp hàn nối đồng thời để chuẩn bị những chi tiết có độ cứng bề mặt cao trước khi phun kim loại, để mài dụng cụ có gắn hợp kim cứng và để cắt kim loại.
Khi gia công cơ-dương cực chi tiết được nối với cực dương (anốt) còn dụng cụ gia công được nối với cực âm (katốt).
Hình 4.24. Sơ đồ nguyên lý gia công cơ - dương cực 1. Chi tiết cần gia công (anốt); 2. Dụng cụ gia công (katốt); 3. Chất lỏng công tác;
4. Nguồn điện; 5. Biến trở. Trên hình 4.24 biểu thị sơ đồ nguyên lý gia công cơ - dương cực cho kim
loại. Dụng cụ gia công là một đĩa chế tạo bằng thép, gang hay đồng. Chi tiết và dụng
v
a
4
5
1
2
3
chÊt ®iÖn dÞch

Cnsc.178
cụ được mắc vào mạch điện áp thấp và tại chỗ tiếp xúc giữa dụng cụ và chi tiết có tới một dung dịch công tác đặc biệt mà dưới tác dụng của dòng điện nó sẽ tạo ra trên bề mặt chi tiết một màng bảo vệ không hòa tan có điện trở lớn. Dụng cụ liên tục hớt đi một phần đáng kể lớp màng vừa tạo ra khỏi bề mặt chi tiết. Lớp màng mỏng còn lại và những phần hở ra của các đỉnh nhấp nhô sẽ bị tác động của dòng điện.
Vì điện trở của màng rất lớn so với điện trở của các dây dẫn kim loại cho nên trên bề mặt gia công một lượng nhiệt lớn sẽ được tỏa ra. Khi mật độ dòng điện lớn (15-25 A/cm2 và hơn nữa) lượng nhiệt ở những điểm có dòng điện chạy qua sẽ rất lớn làm cho bề mặt kim loại bị nóng chảy. Sự thoát nhiệt ở bề mặt xảy ra rất nhanh đến nỗi lượng nhiệt đó không kịp xâm nhập vào sâu trong kim loại chi tiết và điều đó còn chịu ảnh hưởng của "độ đứt quãng" của quá trình. Do những nguyên nhân đó sự đốt nóng kim loại xảy ra ở độ sâu không lớn lắm. Kim loại nóng chảy ra được dụng cụ gia công hớt đi và cứ theo trình tự đó quá trình gia công chi tiết được tiếp diễn một cách liên tục. Khi mật độ dòng điện nhỏ việc hớt kim loại đi được tiến hành bằng cách hòa tan điện hóa, khi mật độ dòng điện lớn kim loại được hớt đi do nó bị đốt nóng bởi tác dụng nhiệt điện của dòng điện. Muốn tăng mật độ dòng điện thì phải tăng điện áp giữa các điện cực, nhưng người ta ít dùng điện áp lớn hơn 25-30V, bởi vì nếu tiếp tục tăng thì có thể phát sinh tia hồ quang tĩnh tại làm ảnh hưởng xấu tới quá trình gia công. Mật độ dòng điện không những chỉ ảnh hưởng tới lượng hớt kim loại có nghĩa là năng suất của quá trình, mà còn ảnh hưởng tới cả chất lượng gia công. Khi gia công với mật độ dòng điện nhỏ, ở đó việc hớt lại xảy ra do hòa tan điện hóa, chất lượng bề mặt gia công tương đối cao (chiều cao của các độ nhấp nhô 0,2-0,3 m). Trong các quá trình nhiệt điện (mật độ dòng điện lớn) chất lượng bề mặt giảm xuống, chiều cao các độ nhấp nhô tăng lên tới 80 -100 m.
Năng suất của quá trình gia công còn phụ thuộc vào trị số áp lực của dụng cụ tác dụng lên bề mặt gia công. Khi tăng áp lực thì dụng cụ gia công sẽ bớt đi một lớp màng lớn hơn, chiều dày và điện trở của lớp còn lại sẽ giảm xuống, cường độ dòng điện và lượng kim loại hớt đi tăng lên. Việc tăng áp lực bị hạn chế bởi một giới hạn mà ở đó lớp màng mỏng trở nên nhỏ nhất còn lượng kim loại hớt đi trở nên lớn nhất. Nếu tiếp tục tăng áp lực của dụng cụ gia công lên bề mặt chi tiết, thì màng chất lỏng sẽ bị phá huỷ và các điện cực sẽ bị chập mạch và lượng kim loại hớt đi giảm xuống. Lượng kim loại hớt đi còn chịu ảnh hưởng của tốc độ quay của dụng cụ (của đĩa), đặc biệt ở mật độ dòng điện lớn. Khi gia công với vận tốc không lớn lượng kim loại hớt đi giảm xuống.
Khi tăng vận tốc quay của đĩa lượng kim loại hớt đi tăng lên, nhiệt tập trung trên bề mặt gia công và nó bị nóng chảy ra. Tuy nhiên, ở vận tốc rất lớn thì thời gian nung nóng sẽ ngắn đi còn vùng gia công bị làm lạnh quá mạnh, như vậy bề mặt gia công của kim loại không kịp nóng chảy do đó lượng kim loại hớt đi lại giảm xuống.
Chất lỏng công tác dùng cho gia công cơ-dương cực có thể là silitcát natri (thuỷ tinh lỏng) hoặc natri clorua với hàm lượng 11g/lít nước hoặc natri sunfat 11g/lít nước.
Khi đột chi tiết bằng phương pháp cơ-dương cực thì điện cực-dụng cụ chuyển động tịnh tiến lên xuống. Dùng phương pháp này có thể gia công các lỗ suốt hoặc lỗ có đáy, các rãnh theo trên các trục thép hoặc hợp kim cứng bất kỳ.

Cnsc.179
Muốn mài dụng cụ bằng phương pháp cơ-dương cực người ta dùng các đĩa bằng thép hoặc gang xám và gang biến trắng. Trên bề mặt đầu của đĩa có tiện các rãnh để dẫn dung dịch công tác một cách đều đặn tới bề mặt cần mài của dụng cụ. Đường kính của đĩa là 150 – 200 mm còn chiều rộng bề mặt công tác là 40-50mm. Vận tốc quay của đĩa đảm bảo năng suất lớn nhất là 8-18m/s.
Sơ đồ mài dụng cụ bằng phương pháp cơ-dương cực trình bày trên hình 4.25.
Hình 4.25. Sơ đồ mài dụng cụ bằng phương pháp cơ-dương cực 1. Dao cần mài; 2. Đĩa mài; 3. Lò xo đẩy đĩa; 4. Biến trở; 5. Chất lỏng công tác.
Ngoài ra, người ta còn ứng dụng phương pháp gia công cơ-dương cực để cắt kim loại. Các loại đĩa trong trường hợp này được chế tạo từ thép 08 hoặc thép 10 hoặc thép tấm ram cán nguội. Cũng có thể dùng đĩa chế tạo từ đồng đỏ hoặc đồng thau, nhưng đĩa kim loại màu này ít bị mòn hơn so với các đĩa thép. Vận tốc quay của đĩa khi cắt là 15 – 25 m/s, điện áp công tác không vợt quá 28V.
4.8.3. Gia công điện- cơ kim loại Phương pháp gia công điện-cơ được ứng dụng để phục hồi các chi tiết chế tạo
từ thép thường hóa cũng như để chuẩn bị chi tiết có độ cứng bề mặt cao trước khi phun kim loại.
Bản chất của phương pháp này như sau: Khi chi tiết quay trên máy tiện, qua chỗ tiếp xúc của nó với dụng cụ người ta phóng một dòng điện cường độ lớn và điện áp thấp. Cường độ dòng điện đạt tới trị số 400-1200A,còn điện áp khoảng 2-6V. Do bị đốt nóng tới nhiệt độ cao và do áp lực của dụng cụ nén lên bề mặt tiếp xúc, đồng thời tuỳ thuộc vào hình dạng mà bề mặt đó bị san phẳng đi hoặc bị ép lại. Trong khi đó nhờ tốc độ làm lạnh nhanh cho lớp bề mặt do nhiệt truyền sâu vào kim loại, nó sẽ được tôi tới độ cứng cao.
Khi sử dụng phương pháp này để gia công tinh thay cho phương pháp mài thì dụng cụ được dùng là một tấm là phẳng, còn khi phục hồi chi tiết thì dùng các tấm là phẳng hoặc các tấm chồn ép. Nếu thay thế các tấm đó bằng con lăn thì phương pháp này có thể dùng để cường hóa bề mặt với chiều sâu 0,2-0,3 mm. Trên hình 4.26 biểu
5

Cnsc.180
thị sơ đồ điện của thiết bị gia công điện - cơ kim loại. Việc cấp điện tới chi tiết 1 từ cuộn thứ cấp của biến áp được thực hiện nhờ dây dẫn có tiết diện 300 mm2 và chổi than. Đầu dây thứ hai của cuộn thứ cấp được nối với lò xo của tay cặp dụng cụ, tay cặp này được cách điện và kẹp chặt trên bàn dao của máy tiện. Quá trình phục hồi chi tiết gồm các nguyên chồn ép kim loại và là phẳng bề mặt cho tới khi đạt được kích thước cần thiết (hình 4.27). Để chồn ép kim loại người ta dùng các tấm hợp kim cứng có nhiều rộng mặt vát 0,3-0,4mm. Lượng ăn dao của dụng cụ được thực hiện nhờ một vitme; khi chồn ép, bước ăn dao thường lấy là 1,5 mm. Nếu sau khi là bằng mà độ tăng đường kính chi tiết phải lớn hơn 0,2 mm, thì bước ăn dao phải tăng tới 2 mm. Độ tăng đường kính chi tiết cần chồn ép không được vợt quá 0,4 mm. Trong bảng 4.16 ghi rõ các chế độ gia công cho các chi tiết.
Phương pháp trên đây cho phép tăng đường kính của các chi tiết phục hồi lên tới 0,2mm. Kích thước của chi tiết cần gia công bằng phương pháp là bằng, cần phải lớn hơn kích thước ban đầu để đảm bảo có độ dôi lớn khi ép vào mối ghép. Độ dôi phải lớn gấp 1,3 lần so với độ dôi tính toán (trong bảng) của mối ghép quy định.
Phương pháp điện-cơ có thể dùng để chuẩn bị các chi tiết có độ cứng cao trước khi phun kim loaị như các cổ trục khuỷu, tuy nhiên dùng phương pháp này sẽ làm giảm độ bền mỏi của chi tiết rất nhiều.
BK1
K
~380 V
119
190
280
98
98
119142
190
p1P
p2
M
280 voøngTp
Tp2
KÑ
NGAÉT
1
2
Hình 4.26. Sơ đồ nguyên lý thiết bị gia công điện cơ
P- Chuyển mạch; M - Khởi động từ; K- Cuộn dây khởi động từ; Tp - Biến áp; p- Cầu chì; BK- Ngắt mạch; KĐ- Công tắc khởi động; Ngắt - Công tắc ngắt.
1. Chi tiết; 2. Dụng cụ.
Bảng 4.16. Các chế độ gia công
Chế độ gia công
Dòng điện Tốc độ Lượng ăn dao Tên các nguyên công
A m/phút m/s mm/vòng
Số lần chạy dao

Cnsc.181
Chồn các chi tiết thô 450 - 500 3 - 6 0,05 - 0,10 1,5 2 - 3 Là bằng các chi tiết thô
400 - 450 12 - 15 0,2 -0,25 0,3 2 - 3
Chồn ép chi tiết tôi 550 - 600 1,5 - 2,5 0,025-0,04 1,5 2 - 4 Là bằng các chi tiết tôi
500 - 550 8 - 12 0,13 - 0,20 0,3 2 - 3
Hình 4.27. Sơ đồ chồn ép và là bằng kim loại 1. Chi tiết; 2. Tấm là bằng; 3. Tấm chồn ép;
D0 - Đường kính sau khi là bằng; D1 - Đường kính sau khi chồn ép; D2 - Đường kính ban đầu
4.9. Phục hồi chi tiết bằng các phương gia công áp lực Phục hồi chi tiết bằng gia công áp lực dựa trên cơ sở lợi dụng tính chất dẻo
của kim loại. Tính dẻo của kim loại là khả năng của nó, ở những điều kiện nhất định, dưới tác dụng của tải trọng sẽ nhận được những biến dạng dẻo mà không bị phá hủy.
Biến dạng dẻo của chi tiết khi phục hồi được thực hiện nhờ cách nắn, nong, chồn, ép, v.v...
Gia công áp lực (biến dạng dẻo) tiến hành ở nhiệt độ thấp hơn quá trình kết tinh lại và gây ra biến cứng cho chi tiết được gọi là gia công nguội.
Gia công áp lực tiến hành ở nhiệt độ lớn hơn nhiệt độ kết tinh lại mà ở đó kim loại có cấu trúc không bị gia cường gọi là gia công nóng.
Việc nắn chi tiết khi sửa chữa bằng áp lực được tiến hành ở trạng thái nguội hoặc đốt nóng cục bộ hoặc đốt nóng toàn bộ.
4.9.1. Phương pháp chồn Trong trường hợp này ngoại lực tác dụng có hướng không trùng với hướng
biến dạng yêu cầu (hình 4.28).

Cnsc.182
Như ta thấy trên hình vẽ, phương của lực tác dụng P vuông góc với phương của biến dạng. Sau khi gia công đường kính ngoài của chi tiết (đặc và rỗng) tăng lên, đường kính trong của chi tiết rỗng giảm xuống và độ cao của các chi tiết (đặc, rỗng) đều giảm.
Các bạc lót làm từ các hợp kim, kim loại màu khi có các bề mặt trong hoặc ngoài bị mòn được phục hồi bằng phương pháp chồn trên máy ép nhờ đồ gá (hình 4.29) ở trạng thái nguội.
Công việc chốt được tiến hành như sau: Người ta đặt một chốt chuyên dùng 2 vào bạc bị mòn, chốt này có đường kính nhỏ hơn so với đường kính của lỗ sau khi gia công hoàn thiện là 0,2 mm. Sau đó chi tiết và chốt được đặt vào đồ gá để chồn. Dưới một áp lực nhất định máy ép hai tấm đệm 1 và 5 tới mặt tỳ của cối 4 và bạc 3 được chồn lại (chiều dài giảm xuống) và làm đầy khe hở giữa chốt về bề mặt bị mòn. Sau đó bạc được gia công tới kích thước cần thiết.
Các bạc lót chì có thể sửa chữa được một lần. Độ giảm chiều dài của chúng khi chồn cho phép là 5 -15%.
Độ tăng áp lực đơn vị lên bạc lót trong quá trình vận dụng do chiều dài của nó giảm đi thực tế không đáng kể là bao và không ảnh hưởng đáng kể gì tới tính năng làm việc của bạc trong mối ghép.
Hình 4.28. Sơ đồ gia công áp lực bằng phương pháp chồn.
P 1
2
3
4
p p

Cnsc.183
Hình 4.29. Sơ đồ thiết bị chồn bạc lót. 1-5. Các tấm đệm; 2. Chốt; 3, Bạc lót sửa chữa; 4. Cối (khuôn).
4.9.2. Phương pháp nong Trong phương pháp này của ngoại lực P trùng với phương của biến dạng
(hình 4.30). Bằng phương pháp này có thể tăng kích thước ngoài của chi tiết rỗng mà
không làm giảm đáng kể chiều cao của nó. Các chi tiết thường được nong ở trạng thái nguội. Các chốt pittông có thể sửa chữa bằng cách nong ở trạng thái nguội hoặc trạng thái nóng. Nong ở trạng thái nguội tiến hành trên máy ép, còn ở trạng thái nóng tiến hành trên búa máy.
Khi cần nong, ắc pittông được đặt vào khuôn của đồ gá, sau đó dùng lực của cần máy ép hoặc bằng lực đập của búa máy đẩy chày dập qua lỗ ắc pittông. Lúc đó đường kính ngoài của nó sẽ tăng lên.
Sau khi nong, ắc pittông được gia công nhiệt luyện và gia công cơ khí. Khi nong ắc pittông được nung tới 650 - 7000C.
Hình 4.30. Sơ đồ nong chi tiết 1. Chi tiết; 2. Khuôn; 3. Chày đập.
4.9.3. Phương pháp ép Trong phương pháp này hướng của lực tác dụng P trùng với hướng của biến
dạng cần thiết (hình 4.31). Sau khi ép đường kính trong của chi tiết giảm xuống. Dùng phương pháp này có thể sửa chữa các chi tiết bằng kim loại màu.
5
p
3
1
2dd
1
2
3
P
PP

Cnsc.184
Hình 4.31. Sơ đồ ép chi tiết. 1.Tấm đệm; 2.Chi tiết; 3. Khuôn ép.
4.9.4. Phương pháp uốn (nắn) Phương của lực P cùng chiều với biến dạng. Dùng để sửa chữa các chi tiết bị
biến dạng như trục khuỷu, biên, trục cam, cần đẩy v.v... (hình 4.32). Ngoài ra người ta còn cách vặn lại chi tiết khi nó bị xoắn. Trong trường hợp
này mômen M cùng chiều với biến dạng. Phương pháp dùng để sửa biên động cơ khi bị xoắn và một số chi tiết khác (h 4.33).
Hình 4.32. Sơ đồ nắn chi tiết bằng ngoại lực.
Hình 4.33. Sơ đồ nắn (vặn) chi tiết khi bị xoắn.
4.9.5. Phương pháp lăn ép Dùng để gia cường các bề mặt chi tiết lăn ép có thể dùng con lăn hoặc đập
bằng búa. Hướng của lực P ngược hướng với biến dạng. Dùng chữa các bánh răng đã mòn và vành ngoài vòng bi, các cổ trục tại vị trí lắp ghép có độ dôi, v.v... (hình 4.34).
p
Md
VTrVL
VL
VL
TrV
TrV
VL
TrV120o
Truïc
Con laên
VTrVL

Cnsc.185
Hình 4.34. Sơ đồ lăn ép cho chi tiết. a. Hệ thống con lăn đơn ; b. Hệ thống on lăn đôi ;
c. Hệ thống 3 con lăn ; d. Hệ thống 4 con lăn. Đối với gia công sửa chữa, vật cần gia công đã có hình thù, kích thước và
điều kiện kỹ thuật nhất định, lượng biến dạng tuỳ thuộc vào lượng mài mòn, sau khi gia công ép lực xong chỉ tiến hành khâu cuối cùng của gia công cơ khí. Vì vậy, trong gia công áp lực sửa chữa, việc chọn chế độ gia công, thiết kế khuôn dập khá phức tạp, các khâu này ảnh hưởng trực tiếp tới chất lượng và giá thành sản phẩm.
Khi gia công áp lực nóng, nhiệt độ lúc đầu và cuối khi gia công có ảnh hưởng rất lớn tới cơ tính của chi tiết. Nhiệt độ ban đầu khi gia công (max) không được làm cho kim loại bị cháy hoặc quá nóng. Khi kết thúc gia công cũng phải tiến hành ở nhiệt độ hợp lý nhất định bởi vì gia công áp lực nóng ở nhiệt độ thấp đối với những thép mềm có thể gây ra biến cứng và đối với thép cứng có thể gây ra vết nứt.
Trong bảng 4.17 chỉ dẫn khoảng nhiệt độ gia công áp lực nóng cho một số vật liệu.
Bảng 4.17. Nhiệt độ đốt nóng chi tiết khi gia công áp lực
Các loại thép và các loại hợp kim
Thành phần hóa học hoặc mác thép
Nhiệt độ lúc bắt đầu gia công
Nhiệt độ khi kết thúc gia công
Thép các bon C dưới 0,35% C dưới 0,3 - 0,5% C dưới 0,5 - 0,9%
1200 - 1150 1150 - 1100 1100 - 1050
800- 850 800 - 850 800- 850
Thép hợp kim Hợp kim thép Hợp kim trung bình Hợp kim cao
1100 1100 - 1150
1150
825 - 850 850 - 875 875 - 900
Hợp kim đồng Đồng đỏ C59
850 750
700 600
Tuỳ thuộc vào kết cấu của chi tiết, đặc điểm và vị trí của chỗ bị mòn mà có
thể tiến hành đốt nóng cục bộ, đốt nóng toàn phần. Đối với những điều kiện đó tốc độ (thời gian đốt nóng), kể cả thời gian duy
trì chi tiết trong lò ở thời kỳ cuối của quá trình đốt nóng, cần thiết để cân bằng nhiệt độ của chi tiết có thể tính sơ bộ theo công thức.
T = k . D , (4.45)
trong đó: T- thời gian đốt nóng và giữ chi tiết, giờ; D- đường kính chi tiết, mm;

Cnsc.186
k - hệ số, đối với thép các bon k = 12,5 ; đối với thép hợp kim k = 25.
Trong quá trình gia công áp lực nóng những chi tiết gia công nhiệt luyện phải tiến hành nhiệt luyện lại theo yêu cầu bản vẽ.
Bằng những phương pháp trên đây có thể phục hồi nấm xupáp, nắn trục khuỷu bị cong, nắn trục khuỷu bằng gia công biến cứng, chồn bạc lót đầu nhỏ thanh truyền.
4.10. Phục hồi chi tiết bằng vật liệu phi kim loại (polime) Trong giao thông vận tải đường sắt pôlime được sử dụng khá rộng rãi trong
các ngành chế tạo đầu máy, toa xe và những năm gần đây chúng đã được sử dụng để sửa chữa, phục hồi các chi tiết đầu máy, thay thế một phần cho những kim loại đắt tiền và những vật liệu khan hiếm khác.
Sửa chữa chi tiết bằng vật liệu pôlime hay gọi đơn giản là chất dẻo, tương đối đơn giản, kinh tế và tin cậy. Dùng chất dẻo có thể phủ đắp các bề mặt chi tiết chịu mòn, tạo độ dôi cho các mối ghép, hàn các vết nứt, vết thủng, dán các chi tiết, trám phẳng các bề mặt, làm kín các mối ghép, bít kín các lỗ trong bất kỳ chi tiết nào, v.v... Các thành phần keo dán và chất dẻo trong một số trường hợp có thể thay thế một cách thành công cho hàn, gắn, mạ crôm, mạ thép và đôi khi chúng còn là những vật liệu duy nhất dùng để phục hồi. Dưới đây chúng ta sẽ điểm qua một số thành phần keo dán và chất dẻo hiện đang được sử dụng trong sửa chữa đầu máy diezel.
Chất dẻo đó là các pôlime, có nghĩa là các hợp chất hữu cơ cao phân tử hoặc các hợp chất trong đó ngoài pôlime còn có thêm các chất độn, chất hóa dẻo, chất hóa cứng và các chất khác đem lại những tính chất cần thiết cho chất dẻo.
Các chất dẻo dùng trong sửa chữa đầu máy diezel có thể chia ra hai nhóm. Nhóm thứ nhất gồm có các chất dẻo kháng nhiệt, có nghĩa là các chất dẻo khi bị nung nóng thì chúng bị cứng lại và bị mất các tính dẻo của mình. Những loại chất dẻo này được sử dụng dưới dạng những hợp chất khác nhau (ở trạng thái lỏng hoặc bột nhão) để phủ đắp, dán, làm kín, hàn vết nứt và vết thủng. Những hợp chất này có gốc là các hắc ín (nhựa) khác nhau. Nhóm thứ hai gồm các chất dẻo chịu nhiệt, tức là khi bị đốt nóng chúng không bị biến cứng và vẫn giữ nguyên tính chất dẻo của mình. Những chất dẻo này dùng để phủ đắp và chế tạo các chi tiết khác nhau.
4.10.1. Các thành phần keo dán Trong sửa chữa đầu máy diezel người ta sử dụng các thành phần keo dán
sau đây: 1. Các thành phần keo dán thể lỏng Keo dán là các dung dịch cồn của các nhựa (hắc ín) kháng nhiệt. Có loại keo
dán dùng để dán và phủ đắp các chi tiết kim loại làm việc ở nhiệt độ 60 - 800C và cao hơn, có loại keo dán dùng trong những trường hợp khi cần độ dẻo lớn và độ bền chịu rung động cao, có loại để dán kim loại với chất dẻo và vải. Màng keo dán và các liên kết keo dán này rất bền vững, chịu nước, chịu lạnh, chịu tác động của các sản phẩm dầu mỡ cũng như các axit có nồng độ dưới 20%. Những loại keo dán này là chất cách điện tốt, được chế tạo ở dạng thành phẩm.

Cnsc.187
a. Keo dán ÃíÍ-150 (GEN-150V): là sản phẩm hỗn hợp của nhựa (hắc ín) ÂÄể (VDU) với cao-su nitrin CKH-40 có thể hòa tan trong hỗn hợp axêtôn và benzol hoặc bezel toluol. Loại keo này được chế tạo thành từng tấm dát mỏng, dày 2-4mm. Dung dịch keo dán được điều chế như sau: cắt những tấm keo khô dày 204 mm thành những mẫu nhỏ rồi cho vào bình thủy tinh có nút kín, sau đó đổ hỗn hợp dung dịch axêtôn với benzol hoặc với benzel tonuol theo tỷ lệ 1: 5 và giữ trong vòng 8-10 giờ. Sau khi các mẫu keo đã phồng nở, cầm chai sóc mạnh theo từng đợt trong vòng 2-3 giờ cho tới khi đạt được dung dịch đồng nhất. Tiếp đó để cho dung dịch lắng trong khoảng 30 phút rồi đem lọc qua lưới kim loại (100-500 lỗ trên 1cm2). Độ nhớt của dung dịch phải nằm trong khoảng 20-60 s, đồng thời muốn làm kín khít các mối ghép thì độ nhớt phải là 55-60 s và để dán những lớp mỏng thì độ nhớt phải là 20-30 s.
Dung dịch keo dán không được chứa những tạp chất khó tan, khi đổ ra trên kính nó phải tạo nên màng đồng nhất, bằng phẳng. Lớp màng này có độ bám cao với kim loại, có độ dẻo và độ bền kéo tốt, chịu được những áp lực lớn và tải trọng động đáng kể, sau khi phun lên bề mặt không cần phải gia công. Ngoài ra, các bề mặt chi tiết được phủ lớp keo dán này sẽ không bị ăn mòn. Keo dán là chất cách điện tốt, dung dịch keo dán có thể dùng để phủ đắp cũng như để dán chi tiết. Có độ bám, độ dẻo, độ chịu rung động và chịu tác dụng của dầu mỡ cao nên keo dán ÃíÍ-150 (GEN-150V) được dùng để phục hồi độ găng trong các mối ghép của các ổ bi, các khớp nối, các bánh răng, của thân máy ở những chỗ lắp ổ bi, làm kín sơ mi xylanh động cơ v.v... Chiều dày có lợi nhất của lớp phủ đắp là khoảng 0,20mm trở xuống.
b. Keo dán BC-10T: đó là dung dịch của các nhựa tổng hợp trong các chất hòa tan hữu cơ. Keo dán này được dùng để phủ đắp và dán các kim loại và vật liệu không kim loại khác trong bất kỳ tổ hợp nào. Màng keo dán có tính chịu nhiệt cao. Các mối ghép bằng keo này có thể chịu nhiệt độ 2000C trong vòng 5 giờ. Keo này chịu được nước, chịu lạnh, chịu lửa và tác dụng của các sản phẩm dầu mỡ. Trong sửa chữa đầu máy dùng để dán các đĩa ma sát của côn ly hợp.
2. Các thành phần keo dán có thể bột nhão Thành phần các bột nhão thường dùng có gốc là các nhựa êpôxy được ghi
trong bảng 4.18. Chất hóa cứng được da vào bột nhão nhằm biến nó từ dạng bột thành dạng cứng không thuận nghịch, chất hóa dẻo làm tăng độ dẻo của màng keo, tăng độ dẻo va đập và chịu dao động nhiệt. Các chất độn được cho thêm nhằm làm tăng độ bền cơ giới và tính chịu nhiệt của thành phần keo dán, làm giảm độ ngót và làm cho hệ số nở nhiệt của bột nhão xích gần với hệ số nở nhiệt của chi tiết. Việc cho thêm chất độn làm giảm giá thành bột nhão.
Muốn điều chế bột nhão cần đun nóng nhựa epôcxy tới 120-1600C và giữ ở nhiệt độ đó trong một khoảng thời gian để hơi nước bay hết. Sau đó cho chất hóa dẻo vào và khuấy đều. Trong quá trình khuấy cho các chất độn vào. Sau đó giữ ở nhiệt độ 80 - 1000C trong khoảng 10 - 15 phút rồi làm lạnh tới nhiệt độ 20 50C. Trước khi sử dụng keo dán mới cho chất hóa cứng vào và khuấy đều bởi vì khoảng 30 phút sau khi cho chất hóa cứng vào là bột nhão bắt đầu cứng lại. Bột nhão biến cứng hoàn toàn ở nhiệt độ 200C trong vòng 24 - 70 giờ, còn ở nhiệt độ 80-1000C thì thời gian đó giảm xuống tới 1-5 giờ. Không nên đốt nóng bột nhão bằng ngọn lửa trực tiếp. Thành phần keo dán khi chưa pha chất hóa cứng có thể để trong thời gian không hạn chế.

Cnsc.188
Loại keo này thường dùng để hoàn vết nứt, vết thủng, phủ đắp các bề mặt chi tiết để khắc phục độ gồ ghề của chúng (như vết thủng, dập, sây sát, v.v...).
Bảng 4.18. Các thành phần bột nhão có gốc là các nhựa êpôxy
Các thành phần Các thành phần tính bằng % N0 1 N0 2 N0 3 N0 4 N0 5
Nhựa êpôcxy íÄ6 (ED6) 100 100 100 100 100 Chất làm cứng: pôliêtilen pôliamin hoặc hecxômetilen diamin
10 10 10 10 10
Các chất độn - Bột gang 150 - - - - - Oxit sắt - 150 - - - - Gratphit - - - 50 - - Mica 20 20 - - - - Bột nhôm - - - - 90 - Etrôl - - - - 90 Chất làm dẻo: dibutinphtalat 15-20 15-20 15-20 - 20 15-20 Sử dụng để sửa chữa các chi tiết bằng
Gang Thép Nhôm Gang Chất dẻo
4.10.2. Các chất dẻo dạng bột Trong sửa chữa đầu máy người ta thường dùng các loại chất dẻo sau đây để
phủ đắp. 1. Kaprôn Đó là chất dẻo đại diện cho các loại nhựa pôliamit. Loại chất dẻo này có tính
chất hóa lý tốt, một trong những tính chất có giá trị của nó là độ chống mòn cao và hệ số ma sát thấp. Kaprôn dùng để chế tạo các loại ổ trục, bánh răng và các chi tiết khác, đồng thời còn để phủ đắp những lớp phủ chống mòn hoặc trang trí lên các bề mặt kim loại. Kaprôn có nhiệt độ nóng chảy ở 2150C, ở nhiệt độ dưới 0 có độ cứng cao, ngoài ra còn chịu được tác dụng của các chất kiềm, dầu axêtôn, răng, v.v...
Kaprôn có độ dẫn điện nhỏ, khoảng 250-300 lần nhỏ hơn so với kim loại, có hệ số nở dài lớn, khoảng 10 lần lớn hơn so với thép. Nó được chế tạo dưới dạng hạt có kích thước 7-8mm và phải dùng cối xay để nghiền nhỏ khi sử dụng.
2. Pôliamit (nhựa hoặc hắc ín) Đó là các chất rắn có dạng sừng màu trắng hoặc vàng. Nhựa được chế tạo
dưới dạng bột hoặc hạt. Ngoài ra còn có thêm các chất độn để làm tăng độ chống mòn, độ cứng và các tính chất khác.
3. Chất dẻo chịu nhiệt Là một hỗn hợp dạng bột gồm 54% nhựa pôlivinhinbutan, 23% graphit, 21%
iditôn và 2% utrôpitan. Nhiệt độ nóng chảy của bột này là 210-2200C. Chất dẻo này được dùng để phủ đắp lớp bề mặt chi tiết bằng ngọn lửa khi axetilen hoặc ôxy để khắc phục vết dập, lõm, gồ ghề và các khuyết tật khác.
4.10.3. Phủ đắp bằng keo dán

Cnsc.189
Quá trình phủ đắp gồm việc chuẩn bị bề mặt chi tiết và gia công nhiệt (sấy khô). Việc chuẩn bị bề mặt chi tiết nhằm tạo điều kiện tốt nhất cho lớp keo bám chắc với chi tiết. Để tăng độ bám phải khử mỡ bề mặt, làm sạch bề mặt và tạo độ nhám nhân tạo. Tuỳ thuộc vào vật liệu và gia công nhiệt của chi tiết mà có thể làm nhám bằng giấy giáp, bột kim loại, bằng cát hoặc bằng đá mài hạt thô, bằng dũa hoặc bàn chải sắt, gia công tia lửa điện, bằng đục, bằng đột, v.v... Bề mặt chi tiết được rửa cẩn thận bằng các chất hòa tan vài ba lần, bằng vải mềm hoặc bàn chải lông có thêm chất hòa tan. Các chất hòa tan thường dùng là xăng, benzol, kxilôn, tôluôl, axêton và uát-xprit.
Việc phủ keo dán lên chi tiết có thể tiến hành bằng tay hoặc trên máy. Khi phủ đắp bằng tay thì dùng chổi lông phết keo dán lên bề mặt chi tiết. Để
đảm bảo cho lớp phủ được đều đặn phải đều tay sao cho chổi ngập sâu vào dung dịch trong mỗi lần đều như nhau và quét chổi về một phía, các vạch sơn phải song song với nhau và không được chồng lên nhau. Lớp thứ hai được phủ tiếp lên lớp thứ nhất sau khi để ở nhiệt độ bình thường trong khoảng 15-20 phút hoặc sau khi sấy khô trong lò 60-650C khoảng 3-5 phút. Khoảng thời gian đó nhằm làm cho hơi của các chất hòa tan thoát ra hết. Chiều dày của lớp phủ phụ thuộc vào số lớp phủ và độ nhớt quy ước của dung dịch.
Ngoài phương pháp phủ bằng tay người ta còn tiến hành phun bằng máy. Bằng phương pháp này có thể phục hồi cho các chi tiết hình tròn, nếu là các chi tiết hệ "lỗ" thì dùng phương pháp ly tâm còn nếu là các chi tiết hệ "trục" thì dùng phương pháp phun đắp.
Bằng phương pháp ly tâm có thể phục hồi các vòng trong của ổ lăn, các lỗ ở thân máy, v.v... Trên hình 4.35 biểu thị sơ đồ máy phun keo dán ÃíÍ-150 (GEN-150V) cho vòng trong ổ lăn. Trong trường hợp này người ta dùng máy tiện có đồ gá chuyên dùng với vận tốc quay của trục chính là 1000-1500 v/phút. Ống định lượng chứa keo dán được đặt trong ống lót của bàn dao máy tiện trên chiều dài 1 bằng chiều rộng vòng bi. Ở vận tốc trục chính là 1000-1500 v/phút người ta quay chốt định lượng quanh trục bằng chốt 6 đi 1800 và keo dán chảy từ ống định lượng ra được phân bố đều đặn trên toàn bộ chiều rộng vòng bi. Quá trình phun kéo dài 3-4 phút.
Khối lượng keo dán cần thiết để phun là: lhdkQ .... , (4.46)
trong đó: d- đường kính lắp ghép của chi tiết phục hồi, cm; l- chiều rộng vòng bi, cm; h- chiều dày lớp keo dán, cm; k- hệ số phụ thuộc độ nhớt.
Ở độ nhớt quy ước là 20 s thì k = 30-40, còn ở độ nhốt quy ước là 40 và 60 s thì k = 15 - 20 và k = 7 - 10.
l 1
1 2 34 5 6

Cnsc.190
Hình 4.35. Sơ đồ máy phủ keo dán ÃíÍ-150 (GEN-150V) lên vòng trong của ổ lăn
1. Mâm cặp của máy tiện vạn năng; 2. Đồ gá để kẹp vòng bi; 3. Vòng bi; 4. Ống định lượng; 5. Ống lót; 6. Chốt.
Khi phun keo dán lên mặt ngoài của chi tiết hình tròn người ta dùng máy
phun với vận tốc quay của trục chính máy tiện là 20 - 30 vòng/phút, áp lực phun 3 - 4 kG/cm2.
Việc gia công nhiệt (sấy khô) cho lớp keo dán được tiến hành nhằm làm nhanh quá trình biến cứng và nhận được những tính chất bền lớn nhất. Việc sấy khô thường tiến hành trong lò điện. Sau khi phun lớp cuối cùng, chi tiết được để ngoài không khí khoảng 15-20 phút, sau đó đưa vào tủ sấy và nâng nhiệt độ tới 150 50C đối với keo dán ÃíÍ-150 (GEN-150V), hoặc tới 1800 50C đối với keo dán BC-10T. Tốc độ tăng nhiệt độ là 2-30C trong 1 giờ. Ở những nhiệt độ trên chi tiết được giữ trong tủ 1 giờ sau đó làm nguội chậm (tốc độ 2- 30C trong 1 giờ) tới nhiệt độ bình thường.
Nếu chi tiết phủ chất dẻo được lắp ghép có độ dôi với chi tiết khác thì sau khi nhiệt luyện nên bôi lên bề mặt lớp keo dán một lớp dung dịch graphit koloit hoặc dung dịch 5% cao su si-li-côn với tôlyol, những chất này có tác dụng bảo vệ không cho hai bề mặt lắp ghép dính lại với nhau và tạo điều kiện dễ dàng khi tháo sau này.
Ưu điểm của việc phủ đắp chi tiết bằng keo dán là quá trình công nghệ đơn giản, có thể phun bằng các lớp keo có chiều dày từ 0,001 tới 0,002 mm, không phải gia công cơ sau khi phủ đắp, cấu trúc kim loại không thay đổi.
4.10.4. Sửa chữa chi tiết bằng nhựa epocxy Nhựa êpôcxy là sản phẩm ngưng tụ của epiclohyđrit với phinilprôpan và xút
ăn da (NaOH). Nhựa êpôcxy thường được dùng để hàn các vết nứt. Có hai phương pháp sửa vết nứt. Trong trường hợp thứ nhất, chỗ có vết nứt
được làm sạch bằng cách rửa và lau sạch, sau đó khoan chặn 2 đầu bằng mũi khoan 3-5 mm (tùy thuộc vào chiều dày chi tiết) và tiện vát dưới một góc 900-1200 bằng đá mài K4-16-24CT có đường kính 30 mm. Dùng đá này mài toàn bộ vùng có vết nứt trong vòng 20-30 mm về mỗi phía.
Sau khi khử mỡ bằng axêtôn người ta bôi lên bề mặt chi tiết một lớp keo có thành phần như sau:
Nhựa êpôcxy íÄ6: 100g, chất hóa dẻo dibutil phtalat: 15g, bột mica: 25g, ximăng: 35 g, bột nhôm: 25g, pôliêtylen pôliamit (chất hóa cứng): 10g. Trước khi điều chế keo dán, nhựa êpôcxy được đốt nóng tới 60-800C, còn bột mica và bột nhôm (chất độn) phải trộn đều với nhau. Khi hòa trộn người ta cho thêm dibutin phtalat và từ từ rắc các chất độn vào. Pôliêttilen-pôliamit có tác dụng như một chất định hình. Vì vậy người ta cho nó vào hỗn hợp không sớm hơn 20 phút trước khi bôi keo lên vết

Cnsc.191
nứt. Chỗ có vết nứt được nung nóng tới 70-800C sau đó dùng xẻng nhỏ bằng kim loại xúc keo đắp lên đó. Thời gian biến cứng của lớp keo kéo dài khoảng 24-26 giờ tùy thuộc vào nhiệt độ môi trường và không được thấp hơn 200C.
Trong phương pháp thứ hai việc gia cố những chỗ có vết nứt tiến hành như sau:
Bôi lên bề mặt đã được làm sạch và khử mỡ bằng axêtôn của chi tiết có vết nứt một lớp nhựa êpôcxy dày 1mm. Sau đó lấy một mảnh vải thuỷ tinh (có kích th-ước ô lỗ là 0,5 - 1mm) chờm ra hai phía vết nứt khoảng 15 - 20mm và ép chặt miếng đó bằng một con lăn có bề mặt lăn nhám. Sau đó lại bôi lên vải thuỷ tinh một lớp nhựa nữa và đặt một miếng ép khác chùm lên hết miếng dưới khoảng 5-10mm và lại dùng con lăn để lăn. Như vậy bôi chừng 4-6 lớp độ dày tổng cộng là 3-4mm. Lớp vải thuỷ tinh trên cùng được phủ để bảo vệ khỏi bị ẩm bằng chính loại nhựa đó. Cuối cùng tiến hành sấy khô trong lò.
Tính chất quan trọng nhất của nhựa epôcxy là có độ bám tốt với các kim loại và các vật liệu phi kim loại khác nhau, có tính cách điện cao, chịu nước, có độ bền hóa học lớn, độ bền cơ học cao, có khả năng biến cứng ở nhiệt độ bình thường hoặc khi đốt nóng không đáng kể. Lớp hỗn hợp có gốc là nhựa epôcxy có thể gia công dễ dàng trên máy. Các nhựa epôcxy kết hợp với các chất thành phần khác tạo ra những hợp chất khác sử dụng làm keo dán, trong đó có loại keo dán ÃíÍ-150B và các keo khác.
Ngoài việc phủ đắp bằng các thành phần keo dán, hàn vết nứt bằng nhựa êpôcxy người ta còn phủ đắp cho chi tiết bằng keo dán có dạng bột nhão và các chất dẻo có dạng bột.
4.10.5. Dán chi tiết Kinh nghiệm cho thấy rằng độ bền của các liên kết bằng keo dán với kim loại
phụ thuộc cơ bản vào chất lượng chuẩn bị các bề mặt, vào chiều dày lớp keo dán, chiều dày giảm thì độ bền của mối dán tăng lên, vào diện tích tiếp xúc của hai chi tiết, vào chế độ nhiệt luyện trong quá trình biến cứng của mối keo dán.
Việc tăng diện tích tiếp xúc của các bề mặt dán có thể đạt được bằng cách tăng độ nhám và dùng đồ gá ép chặt các chi tiết. Lực ép của đồ gá phụ thuộc vào vật liệu và độ mềm dẻo của chi tiết. Các chi tiết dán chỉ nên đưa vào sử dụng với tải trọng vận doa như sau khi sấy khô (nhiệt luyện) và làm nguội 20-30 giờ. Trong khoảng thời gian đó độ bền của mối keo dán được tăng lên.
Ưu điểm của mối ghép các chi tiết bằng keo dán là có thể dán bất kỳ vật liệu nào với nhau, có thể tạo ra các liên kết có độ kín khít, ổn định, chịu tác dụng của dầu, chịu rung, trong mối dán không phát sinh nội ứng suất. Quá trình dán tiến hành ở nhiệt độ không quá 1800C. Bên cạnh đó có một số nhược điểm là độ chịu nhiệt thấp và độ bền không cao lắm.
Quá trình dán có thể gồm những bước sau đây: a. Điều chế keo dán (như đã trình bày ở trên).

Cnsc.192
b. Chuẩn bị bề mặt của các chi tiết cần dán: gia công hóa học hoặc gia công hóa lý, tạo độ nhám.
c. Dán các bề mặt ở nhiệt độ, áp suất tương ứng và giữ trong khoảng thời gian quy định.
Dùng phương pháp này người ta có thể dán các đĩa ma sát của các loại ly hợp trên đầu đầu máy và để làm kín khoang làm mát của sơ mi xylanh động cơ.
CHƯƠNG IV CÁC PHƯƠNG PHÁP PHỤC HỒI VÀ SỬA CHỮA CHI TIẾT
4.1. Ý nghĩa kinh tế kỹ thuật của việc sửa chữa chi tiết Trong quá trình sử dụng các chi tiết đầu máy bị hao mòn làm cho hình dạng
hình học, kích thước nguyên thủy và đặc tính lắp ghép của chúng thay đổi dẫn đến các bộ phận của đầu máy mất khả năng làm việc hoặc không đảm bảo an toàn khi sử dụng. Mục đích của việc sửa chữa là để phục hồi lại hình dáng, kích thước, đặc tính lắp ghép của các chi tiết và các cụm máy hay nói cách khác là phục hồi khả năng làm việc của chúng.
Khi sửa chữa, thời hạn làm việc (tuổi thọ) của chi tiết được tăng lên và như vậy có thể tận dụng hết khả năng làm việc ban đầu của nó. Giá thành sử dụng cuả chi tiết sửa chữa được xác định bởi tuổi thọ của nó vì vậy giá trị sử dụng càng cao nếu tuổi thọ của chi tiết sửa chữa càng lớn. Giá thành sử dụng Esd của chi tiết sửa chữa có thể tính như sau:
00 E
TEETTE sc
sd
, đồng (4.1)
trong đó: T - tuổi thọ trung bình của chi tiết khi sử dụng mà không sửa chữa, giờ (km); Tsc - tuổi thọ trung bình của chi tiết với điều kiện có sửa chữa, giờ (km); E - giá thành của chi tiết mới, đồng ; E0 - giá thành thanh lý của chi tiết (giá thành khi bán sắt vụn), đồng.
Như ta đã biết trong quá trình lắp ráp đầu máy ở xưởng (hoặc đoạn) thường phải dùng ba loại chi tiết sau đây:
- Các chi tiết sau khi kiểm tra thấy vẫn còn đáp ứng được yêu cầu kỹ thuật, đó là những chi tiết cũ còn sử dụng được.
- Các chi tiết có hư hỏng hoặc khuyết tật đã được phục hồi và sửa chữa. - Các chi tiết mới, đó là những chi tiết mua hoặc tự chế tạo.
Giá thành và số lượng của mỗi chi tiết trên đây đều khác nhau. Theo kinh nghiệm ở các xưởng sửa chữa của Liên Xô (cũ) thì số lượng chi tiết còn dùng được chiếm khoảng 30 - 40%, số lượng các chi tiết phục hồi chiếm khoảng 20 - 40% và số lượng các chi tiết mới chiếm khoảng 20 - 50%.

Cnsc.193
Không kể các chi tiết còn dùng được, giá thành chi tiết phục hồi giảm rất nhiều so với chi tiết mua mới và nó chiếm khoảng 20 - 30% giá thành chi tiết mới. Việc phục hồi khả năng làm việc của chi tiết dẫn đến tiết kiệm nguyên vật liệu. Trong nhiều trường hợp khi phục hồi bằng những phương pháp hiện đại tuổi thọ và tính năng làm việc của chi tiết đảm bảo không những như chi tiết mới mà còn có thể cao hơn 1,5 - 2 lần.
Muốn phục hồi chi tiết có hiệu quả kinh tế cao phải đảm bảo yêu cầu sao cho chi phí sửa chữa nhỏ hơn trị số tăng giá thành sử dụng của chi tiết đạt được do sửa chữa. Điều kiện để sửa chữa chi tiết có lợi về mặt kinh tế được xác định bằng bất đẳng thức sau:
EEETTR sc
sc0
, (4.2)
trong đó: Rs.c - giá thành sửa chữa chi tiết, đồng. Hoặc còn có thể xác định như sau:
m
m
sc
sc
LC
LC
, (4.3)
trong đó: Cs.c - toàn bộ chi phí để phục hồi chi tiết, đồng; Ls.c - thời gian sử dụng (tuổi thọ) của chi tiết sau khi sửa chữa; Cm - giá tiền mua phụ tùng mới; Ls.c - thời gian sử dụng của chi tiết.
Ngoài ra khi sửa chữa phải chú ý tới giá thành ban đầu của chi tiết. Những chi tiết đắt tiền thì sửa chữa sẽ có lợi hơn. Do mòn không đều nên một số bề mặt làm việc của những chi tiết phức tạp có thể bị mòn không đáng kể và để phục hồi những bề mặt đó không cần phải chi phí nhiều vật liệu và lao động. Chẳng hạn giá thành của những con đội của bơm cao áp HK-10 có tất cả hai bề mặt làm việc chỉ chiếm 23-25% giá thành mua mới của nó, giá thành sửa chữa của một số chi tiết đắt tiền phức tạp và thậm chí khó sửa chữa như trục cam bơm cao áp cũng chỉ chiếm 6,5-7,5% giá thành của trục mới.
Muốn nâng cao tính kinh tế của các chi phí cho sửa chữa chi tiết thì phải giảm giá thành sửa chữa và tăng tuổi thọ của những chi tiết sửa chữa.
Giá thành sửa chữa chi tiết có thể xác định như sau: Rs.c = Rt.l + Rpx + Ev.l + Rt.x, đồng (4.4)
trong đó: Rt.l - tiền lương cơ bản của công nhân sản xuất;
Rv.l - giá thành vật liệu chi phí cho sửa chữa chi tiết; Rp.x - các chi phí của phân xưởng; Rt.x - các chi phí chung của toàn xí nghiệp hoặc nhà máy. Nếu một chi tiết được phục hồi bằng những phương pháp khác nhau mà đảm
bảo chất lượng như nhau, thì phương pháp có lợi về kinh tế nhất là phương pháp mà ở đó tỷ số giữa chi phí sửa chữa với trị số nâng cao tuổi thọ trung bình của chi tiết đạt được do sửa chữa là nhỏ nhất, có nghĩa là:

Cnsc.194
minTT
R
sc
sc , (4.5)
Việc phục hồi chi tiết có lợi hay không còn thể hiện ở những mặt như chất lượng phục hồi, quy trình công nghệ, phương pháp phục hồi và các trang thiết bị sẵn có của xí nghiệp hay nhà máy sửa chữa.
4.2. Phục hồi chi tiết bằng các phương pháp nguội 4.2.1. Phương pháp cạo Cạo là công việc gia công bằng tay cho các bề mặt chi tiết bằng dụng cụ
nguội gọi là dao cạo. Phương pháp này được sử dụng tương đối rộng rãi để gia công các bề mặt cong, chủ yếu khắc phục độ ô van không đáng kể của lỗ các ổ trượt không tháo rời được hoặc để rà khít các bạc lót với cổ trục hoặc gối đỡ của các ổ.
Nhiều khi còn dùng cạo để rà khít các mặt phẳng của các bề mặt tiếp xúc, đặc biệt của các mặt phẳng của các chi tiết lớn.
Quá trình cạo được tiến hành như sau: Bề mặt cổ trục hoặc một chi tiết công nghệ nào đó được bôi một lớp bột màu
mỏng, sau đó chi tiết cần cạo được đặt lên bề mặt của chi tiết công nghệ, hay ngược lại chi tiết công nghệ được đặt vào lỗ của chi tiết cần gia công, sau đó quay đi vài vòng. Như vậy trên bề mặt của chi tiết gia công sẽ xuất hiện những vết tiếp xúc bột màu và khi cạo sẽ cạo vào chỗ những vết tiếp xúc đó. Cứ như thế tiến hành lặp đi lặp lại nhiều lần cho tới khi các vết tiếp xúc lấm chấm hoa dâu phân bố đều trên bề mặt chi tiết cần gia công thì thôi. Đối với các bề mặt có độ chính xác trung bình thì trên diện tích 25x25 mm cần phải có khoảng 10-15 vết tiếp xúc và đối với các bề mặt có độ chính xác cao phải có 20 – 25 vết tiếp xúc.
Nhược điểm của phương pháp này là năng suất lao động thấp, giá thành cao. Trong sửa chữa đầu máy khi rà khít các bạc lót của cổ trục treo động cơ điện kéo với các cổ trục và các gối đỡ trong thân máy người ta dùng phương pháp cạo, hoặc để khắc phục những hư hỏng nhỏ của lớp hợp kim ba-bít của các bạc lót cổ trục khuỷu và trục cam, v.v... cũng dùng phương pháp này.
4.2.2. Phương pháp doa Gia công bằng dao doa (hay dao khoét) được sử dụng cơ bản để gia công lần
cuối cho các lỗ của các ổ trượt không tháo rời được sau khi ép chúng vào thân máy hoặc để khắc phục độ ô van của các lỗ của một số chi tiết bị mòn. Khi doa hai lỗ trở lên cùng một lúc, muốn đạt được độ đồng tâm của chúng phải dùng các mũi dao có thể điều chỉnh được, có nghĩa là các mũi dao có phần dẫn hướng lắp trong trục dao hoặc lắp trên vành điều chỉnh ngắn với trục dao.
Phương pháp này chỉ được sử dụng trong những trường hợp khi các ổ trượt đã lắp vào thân máy mà việc gia công các lỗ của chúng trên máy gặp khó khăn.
4.2.3. Phương pháp dũa Phương pháp gia công bằng đũa dùng để khắc phục độ ô van không lớn hoặc
các khuyết tật cục bộ như vết xước, vết dập hoặc vết nứt nhỏ của các trục. 4.2.4. Phương pháp cấy chốt Phương pháp cấy chốt được sử dụng để khắc phục các vết nứt ở các bộ phận
không quan trọng (không chịu tải) của chi tiết như trong các vách ngăn làm mát của blốc xylanh, trong thân các hộp giảm tốc hoặc máy tăng áp v.v..., có nghĩa là ở

Cnsc.195
những chỗ mà ở đó vết nứt không thể khắc phục được bằng phương pháp hàn, hàn gắn hoặc bằng chất ê-pốc- xi vì nguyên nhân công nghệ nào đó.
Để tránh cho vết nứt khỏi phát triển thêm phải tiến hành khoan chặn hai đầu bằng hai lỗ khoan 1 và 2 (hình 4.1a). Sau đó tiến hành cắt ren trong các lỗ đó rồi cấy các chốt vào đấy; các đầu nhô lên của chốt được xén cho bằng mặt với bề mặt chi tiết. Dọc theo vết nứt giữa hai chốt dùng dao phay hoặc dũa một rãnh A sâu 1,5 - 2,0mm và có chiều rộng lớn hơn đường kính của chốt cấy một chút (hình 4.1b). Sau đó khoan các lỗ 3 và 5 (hình 4.1c), ta rô ren và lắp các chốt, phần chốt nhô lên được xén đi và chừa lại khoảng 5mm (hình 4.1đ, d) tiếp theo xảm các đầu đỏ (đập toè ra) cho tới khi đầy kín rãnh (hình 4.1đ). Tiếp đó khoan các lỗ 4 và 6 (hình 4.1e) và lặp lại quá trình như trên cho tới khi toàn bộ vết nứt được lấp đầy bởi các chốt găm chồng lên nhau. Mối xảm được đánh sạch cho bằng mặt với bề mặt chi tiết rồi hàn thiếc lên chốc. Chất lượng sửa chữa được đánh giá bằng cách ép nước.
Hình 4.1. Sơ đồ phục hồi chi tiết có vết nứt bằng phương pháp cấy chốt Khi sửa chữa bằng phương pháp cấy chốt phải lưu ý mấy điểm sau đây: - Không được nong vết nứt và không được làm lỏng các chốt đã cấy lên tr-
ước. Mỗi lỗ khoan tiếp theo kể từ lỗ thứ 3 cần phải chờm lên lỗ trước đã được cấy chốt một khoảng bằng 1/3 đường kính.
a/
b/
c/
d/
e/ 12
A
®/
43 6
5
1 2

Cnsc.196
- Chốt phải được chế tạo từ thanh đồng đỏ chiều dài khoảng 100-200mm. Ren của chốt phải dày hơn một chút so với ren của lỗ để khi lắp vào sẽ tạo ra lực căng nhất định.
- Đường kính chốt không được lớn hơn chiều dày của chi tiết ở vùng có vết nứt. Thường dùng các loại chốt có đường kính 5-10mm.
- Trước khi lắp chốt nên bôi một lớp keo lên phần ren của lỗ và của chốt. Phương pháp này tương đối đơn giản và tin cậy nhưng đắt tiền và lâu công,
đòi hỏi thợ tay nghề cao vì vậy việc sử dụng bị hạn chế.
4.3. Phục hồi chi tiết bằng các phương pháp gia công cơ khí 4.3.1. Phục hồi chi tiết bằng phương pháp lắp thêm chi tiết phụ Phục hồi các bề mặt bị mòn của chi tiết bằng phương pháp lắp thêm chi tiết
phụ được sử dụng rộng rãi để phục hồi chi tiết theo kích thước sửa chữa và đặc biệt là để phục hồi kích thước danh nghĩa. Bằng phương pháp này còn có thể phục hồi các mặt làm việc của chi tiết phẳng bằng cách sử dụng các tấm có kích thước khác nhau táp lên chi tiết đó.
Việc gia công các lỗ bị mòn của chi tiết để lắp ống lót được tiến hành bằng nhiều phương pháp khác nhau, thường là tiện trong sau đó mài hoặc không mài, khoan rộng lỗ và doa hoặc chỉ khoan rộng ra, chẳng hạn như khi phục hồi lỗ có ren. Các cổ trục có độ cứng không cao thường được tiện láng và sau đó mài, trong một số trường hợp chỉ tiện láng mà thôi.
Việc chọn vật liệu để làm chi tiết phụ phải dựa vào vật liệu của chi tiết cần phục hồi. Ngoài ra đối với các chi tiết bằng gang thì có thể chế tạo chi tiết phụ không những bằng gang mà còn cho phép bằng thép (thường là thép 20).
Bề mặt làm việc của chi tiết phụ cần phải thỏa mãn tất cả các yêu cầu về độ cứng như bề mặt làm việc của chi tiết được phục hồi. Vì vậy nếu cần thiết thì chi tiết phụ phải được gia công nhiệt luyện để đạt được các yêu cầu tương ứng.
Phương pháp lắp ghép chi tiết phụ thường là lắp ghép có độ dôi. Trong một số trường hợp nếu dùng lắp trung gian thì có thể hàn chấm ở một vài điểm hoặc hàm theo toàn bộ chu vi hoặc dùng vít, gugiông để kẹp chặt.
Việc kẹp chặt các tấm chi tiết phụ tiến hành nhờ các vít, đinh tán hoặc hàn theo chu vi. Khi sửa chữa khung giá thường dùng phương pháp hàn để ghép các tấm chi tiết phụ.
Phục hồi các chi tiết chính như blốc xylanh, các te, thân các loại bơm bằng phương pháp lắp chi tiết phụ có thể đạt chất lượng cao nếu đảm bảo các yêu cầu công nghệ và chọn vật liệu của chi tiết phụ (nếu cần thì gia công nhiệt luyện), đảm bảo độ bóng của các bề mặt lắp ghép và bề mặt làm việc của chi tiết phụ sau khi gia công cơ hoàn chỉnh và đảm bảo trị số độ dôi của mối ghép.
Trong thực tế sửa chữa có rất nhiều những trường hợp do chọn độ dôi không đúng nên ống lót (chi tiết phụ) chóng bị xoay và bị lỏng hoặc cả hai chi tiết đều bị phá hoại, thậm chí ngay trong quá trình ép do độ dôi quá lớn. Vật liệu ống lót kém chất lượng cũng như khi không gia công nhiệt luyện đều dẫn đến hư hỏng nhanh chóng.
Chúng ta đều biết rằng độ dôi thực tế bao giờ cũng nhỏ hơn độ dôi quy chuẩn (cho loại mối ghép đã định), còn bề mặt tiếp xúc thực tế của các chi tiết lắp ghép thì nhỏ hơn bề mặt hình học do trên bề mặt chi tiết sau khi gia công cơ khí để lại các vết

Cnsc.197
lõm, nhấp nhô. Từ đó thấy rằng để đảm bảo lắp ghép chắc chắn ống lót vào lỗ hoặc lên cổ trục cần phải gia công thật bóng bề mặt chi tiết và ống lót, còn trị số nhấp nhô thì phải được chú ý tới khi tính toán độ dôi thực tế. Thực nghiệm chứng minh rằng khi độ bóng bề mặt chi tiết tăng lên thì hệ số ma sát tăng lên và do đó làm cho mối ghép càng chắc chắn hơn. Tuy nhiên, không cần cố gắng để đạt được độ bóng lớn hơn 810 bởi vì các bề mặt quá bóng sẽ không đem lại kết quả mong muốn đối với độ bền của mối ghép. Có lợi nhất nên gia công chi tiết và ống lót theo dung sai lắp chặt có độ chính xác cấp 2 hoặc cấp 3.
Trị số độ dôi tính toán (thực tế) có thể xác định theo công thức cho trước hoặc lấy độ dôi trong bảng (quy chuẩn), t trừ đi một trị số quy ước u, trị số này xét tới sự san bằng các độ nhấp nhô khi ép:
ut , (4.6) Với 212,1 hhu , (4.7) trong đó:
h1 và h2 - trị số nhấp nhô lớn nhất của bề mặt lắp ghép của các chi tiết, lấy trong bảng 4.1.
Khi ép ống lót không đốt nóng hoặc không làm lạnh chi tiết thì nên bôi lên bề mặt ống lót một lớp dầu máy nhằm làm cho bề mặt khỏi bị kẹt và làm cho quá trình ép dễ dàng.
Bảng 4.1. Độ sâu lớn nhất của các độ nhấp nhô ở các dạng gia công khác nhau
Kiểu gia công Trị số h ( m ) Kiểu gia công
Trị số h ( m )
Tiện Mài Thô 16 - 40 Thô 16 - 40
Trung bình 6 - 16 Trung bình 6 - 16 Tinh 2,5 - 6 Tinh 2,5 -6
Khoan Rất tinh 1,0-2,5 Trung bình + một lần doa 10 - 25 Chuốt 2 - 4
Tinh + một lần doa 6 - 10 Tinh + doa hai lần 2,5 - 6
Chừng nào việc kiểm tra độ bền lắp ghép ống lót vào lỗ hoặc lắp lên cổ trục
của chi tiết này hoặc chi tiết khác không thể tiến hành bằng các phương tiện thông thường được, cho nên đối với các chi tiết cơ bản nên kiểm tra độ bền theo lực ép, và lực ép đó là tiêu chuẩn duy nhất để đánh giá độ bền.
Lực ép xác định như sau:
ldpfP nn .... , (4.8) trong đó: Pn - lực ép, daN;
fn - hệ số ma sát khi ép; p - ứng suất nén trên bề mặt tiếp xúc, daN/cm2;

Cnsc.198
d- đường kính bề mặt lắp ghép của chi tiết, mm; l - chiều dài mối ghép, mm. Hệ số ma sát khi ép lấy theo bảng 4.2. Ứng suất nén p trên bề mặt tiếp xúc phụ thuộc vào độ dôi và liên hệ với nó
bằng biểu thức sau đây:
dEC
EC
p.
10.
2
2
1
1
3
, daN/cm2; (4.9)
trong đó: E1 và E2 - mô đuyn đàn hồi của chi tiết bị bao và chi tiết bao daN/mm2; C1 và C2 - hệ số phụ thuộc vào vật liệu của các chi tiết lắp ghép và
phụ thuộc vào tỷ số dd1 ;
- độ dôi tính toán, m ; d- đường kính của các chi tiết lắp ghép, mm.
Trị số mô đuyn đàn hồi lấy theo bảng 4.3. Các trị số C1 và C2 tuỳ thuộc vào tỷ số các đường kính (hình 4.2) lấy theo bảng 4.4. Việc kiểm tra lực ép có thể tiến hành theo áp lực của dầu của đồng hồ.
Khi ép ống lót sẽ bị biến dạng. Khi ép lên trục đường kính ngoài của ống lót sẽ tăng lên, còn khi ép ống lót vào lỗ đường kính trong của nó giảm xuống. Điều đó cần phải được lưu ý khi cho lượng gia công cơ của các bề mặt làm việc của ống lót sau khi ép chúng lên trục.
Bảng 4.2. Hệ số ma sát khi ép
Vật liệu chi tiết Kiểu lắp ghép Hệ số ma sát Bị bao Bao f fn Thép 30, 50 Thép 30, 50 Ép 0,06 - 0,13 0,06 - 0,22 Thép 30, 50 Gang Cì 28-48 Ép 0,07 - 0,12 0,06 - 0,14 Thép 30, 50 Đồng thau Ép - 0,05 - 0,10 Thép 30, 50 Thép 30, 50 Có đốt nóng 0,08 -0,19 - Thép 30, 50 Thép 30, 50 Có làm lạnh 0,07 - 0,16 - Thép 30, 50 Gang Cì 28-48 Có đốt nóng
hoặc làm lạnh 0,07 - 0,09 -
Ghi chú: f- hệ số ma sát ép ra khi máy ép ổn định còn chi tiết dịch chuyển.
Bảng 4.3. Mô đuyn đàn hồi và hệ số dãn nở
Vật liệu Mô đuyn đàn hồi E Hệ số dãn nở = 10-6

Cnsc.199
kG/cm2 CM/m2 Đốt nóng Làm lạnh Thép và thép đúc 20000- 21000 200 - 210 11 - 8,5 Gang đúc 7500 - 10500 75 - 105 10 - 8 Gang rèn 9000 - 15000 90 - 150 10 - 8 Đồng đỏ 8500 85 17 - 15 Đồng thau 8000 80 18 - 16
Bảng 4.4. Các trị số hệ số C1 và C2
Hệ số Hệ số
dd1
hoặc2d
d C1 C2
dd1
hoặc2d
d C1 C2
0,0 0,70 - 0,5 1,37 1,97 0,1 0,72 1,32 0,6 1,83 2,43 0,2 0,78 1,38 0,7 2,62 3,22 0,3 0,89 1,49 0,8 4,25 4,85 0,4 1,08 1,68 0,9 0,25 9,83
d1
d2 d
P
P
Hình 4.2. Sơ đồ mối ghép có độ dôi Khi ép bạc lót lên trục đường kính ngoài nó sẽ tăng lên một lượng:
2222
32
2
210....2
ddEddp
, m (4.10)
trong đó: d2 - đường kính ngoài của ống lót, mm; d- đường kính trong của ống lót, mm. Khi ép ống lót vào lỗ đường kính trong sẽ giảm đi một lượng:

Cnsc.200
21
21
31
2
110....2
ddEddp
, m (4.11)
trong đó: d - đường kính ngoài của ống lót, mm; d1 - đường kính trong của ống lót, mm. Trong những trường hợp khi các chi tiết lắp ghép làm việc với các tải trọng
lớn hoặc chế tạo từ những vật liệu có các hệ số dãn nở dài khác nhau và mối ghép phải chịu tác dụng của nhiệt độ cao hoặc khi phải lắp ghép với độ dôi lớn, thì khi ép nên đốt nóng chi tiết bao hoặc làm lạnh chi tiết bị bao.
Việc đốt nóng ống lót khi ép còn tiến hành cả trong khi ép có độ dôi nhỏ nhằm làm cho quá trình ép được nhẹ nhàng và nâng cao độ bền của nó. Độ bền các mối ghép có đốt nóng, trong các điều kiện như nhau, lớn hơn 3 lần so với các mối ghép ép nguội, còn trị số độ dôi trung bình lớn gấp 2 lần do các độ nhấp nhô của bề mặt chi tiết không bị là phẳng như khi ép nguội.
Khi lắp ép có đốt nóng cần phải biết nhiệt độ cần đốt nóng chi tiết bao hoặc cần làm lạnh chi tiết bị bao.
Nhiệt độ đốt nóng chi tiết bao hoặc làm lạnh chi tiết bị bao xác định theo điều kiện:
dt..10. 3 , (4.12) Từ đó
d
t.
10. 3
, (4.13)
trong đó: -trị số độ dôi lắp ghép lớn nhất, m ; - hệ số dãn nở (co hẹp) khi đốt nóng (làm lạnh) lấy theo bảng 4.3; d- đường kính mối ghép, mm; t - nhiệt độ đốt nóng hoặc làm lạnh, 0C. Trị số t nhận được cần phải tăng thêm khi đốt nóng và giảm đi khi làm lạnh
độ 20 - 30% nhằm bù trừ sự thay đổi nhiệt độ trong quá trình đưa ống lót tới và lắp lên chi tiết.
Hình dạng các gờ có ảnh hưởng tới lực ép và sự xuất hiện vết xước, còn ống lót, tùy thuộc vào ép ống lót lên trục hay ép vào lỗ cần phải có góc vát 30-450.
Phương pháp phục hồi các lỗ hình trụ và lỗ ren bằng cách lắp thêm chi tiết phụ là phương pháp tin cậy và phổ biến. Tuy nhiên, phương pháp đó còn có những nhược điểm sau đây:
1. Ép bạc lót lên trục làm giảm độ bền mỏi của trục, điều đó rất quan trọng đối với các chi tiết làm việc với tải trọng đổi dấu.
2. Phương pháp này đắt tiền, bởi vì không những phải gia công sơ bộ bề mặt bị mòn của chi tiết mà còn phải chế tạo chi tiết phụ mà sau khi ép đòi hỏi phải gia công tinh lần nữa.
4.3.2. Phục hồi chi tiết theo kích thước sửa chữa Đây là phương pháp sửa chữa nhằm phục hồi hình dạng hình học đúng đắn và
độ bóng bề mặt chi tiết mà không cần phải đảm bảo kích thước ban đầu, hay nói khác kích thước danh nghĩa của nó. Nhờ gia công cơ khí, lớp bề mặt bị mòn của chi tiết được phá bỏ và chi tiết nhận được một kích thước mới, lớn hơn, hoặc nhỏ hơn kích

Cnsc.201
thước danh nghĩa. Khi gia công cơ khí, kích thước danh nghĩa bị thay đổi (về phía thịt của chi tiết) do đó không thể lắp ghép chúng với những chi tiết mới có kích th-ước danh nghĩa. Vì vậy, khi lắp ráp phải dùng những chi tiết phụ tùng có kích thước sửa chữa tương ứng đã được chế tạo sẵn hoặc phải phục hồi chi tiết lắp ghép sao cho chúng có kích thước tương ứng với những chi tiết cơ bản.
Trong sửa chữa thường dùng hai loại kích thước sửa chữa: kích thước sửa chữa quy chuẩn (định trước) và kích thước sửa chữa tự do (không định trước).
Kích thước sửa chữa quy chuẩn sử dụng rộng rãi đối với các chi tiết như píttông, xécmăng, chốt pittông, con đội, các bạc lót. Những chi tiết có kích thước sửa chữa như trên được chế tạo hàng loạt ở các nhà máy chế tạo phụ tùng và được sử dụng rộng rãi trong các xí nghiệp sửa chữa.
Ngoài ra, các nhà máy còn tiến hành phục hồi theo kích thước sửa chữa các chi tiết khác như blốc xylanh (sơ mi xylanh), trục khuỷu, lỗ dẫn hướng trục cam và bạc lót, xupáp và ống dẫn hướng của chúng, v.v...
Ưu điểm của phương pháp phục hồi theo kích thước sửa chữa quy chuẩn so với kích thước sửa chữa tự do là nó cho phép chế tạo sẵn các chi tiết và tiến hành sửa chữa bằng phương pháp lắp lẫn, do đó giảm thời gian sửa chữa một cách đáng kể.
Khi gia công chi tiết theo kích thước sửa chữa quy chuẩn, không những chỉ phải phá bỏ lớp bề mặt bị hao mòn của chi tiết để phục hồi hình dạng hình học đúng đắn, mà còn phải tiếp tục gia công cho tới khi nào đạt được kích thước sửa chữa mới thôi.
Đối với loại kích thước sửa chữa không quy chuẩn (tự do) việc gia công được tiến hành cho tới khi đạt được hình dạng hình học đúng đắn và độ bóng cần thiết của bề mặt làm việc của chi tiết; tùy thuộc vào đặc tính và trị số hao mòn của chúng mà chi tiết có thể nhận những kích thước khác nhau. Chi tiết lắp ráp với chi tiết được phục hồi cũng phải có kích thước tương ứng. Như vậy, lắp ráp các mối ghép có kích thước sửa chữa tự do có liên quan tới phương pháp sửa lắp và sử dụng trong sản xuất sửa chữa nhỏ và đơn chiếc. Trong phương pháp này không thể chế tạo trước những chi tiết có kích thước nhất định, tuy nhiên, có thể chế tạo chúng ở dạng bán thành phẩm với độ dư gia công nhất định để sửa lắp.
Trị số kích thước sửa chữa mới của chi tiết phụ thuộc vào độ hao mòn của nó và lượng dư gia công. Trị số hao mòn có thể đo trực tiếp. Lượng dư gia công lắp dựa theo đặc tính gia công, kiểu loại trang thiết bị, kích thước và vật liệu chi tiết. Khi lấy lượng dư gia công phải chú ý tới trị số biến dạng của hình dạng hình học, tới độ ô van và độ côn. Lượng dư gia công cần phải đảm bảo để nhận được hình dạng hình học đúng đắn của chi tiết bị mòn sau khi gia công cơ và không để lại dấu vết mòn nào trên bề mặt làm việc của nó.
Nếu ký hiệu: dn - đường kính danh nghĩa (nguyên thủy) của cổ trục; dsc1, dsc2 ..., dscn - kích thước sửa chữa cổ trục; imax - trị số độ mòn lớn nhất về một phía của cổ trục; a - lượng dư gia công về một phía của cổ trục. Khi đó kích thước sửa chữa sẽ là:
dsc1 = dn - 2 (imax + a) dsc2 = dsc1 - 2 (imax + a) = dn - 4(imax + a) (4.14)

Cnsc.202
... ... dscn = dscn-1 - 2(imax + a) = dn - 2.n(imax + a) Kích thước sửa chữa cuối cùng xác định bởi kích thước cho phép nhỏ nhất
của cổ trục, nếu nhỏ hơn kích thước đó điều kiện độ bền sẽ không đảm bảo. Các kích thước giới hạn cho phép của các chi tiết khác nhau xác định bởi độ bền của chi tiết, chiều dày của lớp thấm các bon hoặc lớp tôi và kích thước của chi tiết lắp ghép.
Số kích thước sửa chữa của trục (hay số lần sửa chữa):
scnn ddn
, (4.15)
Ở đây, hiệu của đường kính danh nghĩa và đường kính giới hạn dn - dscn chỉ độ giảm kích thước cổ trục mà không phá hoại độ bền của nó trong các lần sửa chữa. Độ giảm đường kính cổ trục sau 1 lần sửa chữa do mài mòn và do lượng dư gia công được ký hiệu là và gọi là khoảng sửa chữa: = 2 (imax + a), (4.16)
Hoàn toàn tương tự như trên có thể xác định các kích thước sửa chữa đối với lỗ, chỉ có điều trong các công thức cần thay dấu trừ thành dấu cộng, còn số lượng các kích thước sửa chữa sẽ là:
nDDn max , (4.17)
trong đó: Dmax - đường kính lớn nhất cho phép của lỗ
Việc chọn phương pháp gia công chi tiết theo kích thước sửa chữa phụ thuộc vào vật liệu và gia công nhiệt luyện của chi tiết, vào trị số hao mòn, lượng dư gia công và thiết bị cắt gọt.
Phục hồi chi tiết theo kích thước sửa chữa là phương pháp thông dụng và phổ biến và tương đối rẻ tiền so với các phương pháp khác. Tuy nhiên nó còn có một số nhược điểm chẳng hạn như nó phá vỡ tính lắp lẫn của các chi tiết và tính lắp lẫn đó chỉ còn tồn tại đối với một kích thước sửa chữa nhất định mà thôi.
d
ii
a a
d
a a
di i
max
min
max maxn
n
scdsc

Cnsc.203
Hình 4.3. Sơ đồ tính toán kích thước sửa chữa của trục và lỗ
a. Trục; b. Lỗ. 4.4. Hàn và hàn đắp các chi tiết bằng gang và hợp kim nhôm Hàn và hàn đắp chiếm một vị trí quan trọng không thể thiếu ở các xí nghiệp
sửa chữa như hàn đắp bề mặt bị mòn của các chi tiết, hàn các đường nứt, các chi tiết bị hư hỏng, v.v... Hàn là quá trình liên kết các phần kim loại với nhau thông qua sự chảy lỏng của kim loại bằng nhiệt độ. Còn hàn đắp là lớp kim loại hàn phủ lên bề mặt chi tiết nhằm làm tăng kích thước, tăng chất lượng bề mặt (độ cứng, khả năng chống mòn...). Hàn đắp thường dùng để phục hồi các bề mặt chi tiết bị mòn của máy.
Hiện nay công nghệ hàn đã phát triển đến mức độ cao, hoàn thiện về thể loại cũng như chất lượng. Nhiều công việc cũng như toàn bộ quá trình công nghệ đã tiến tới bán tự động và tự động. Tuy vậy, hàn tay vẫn còn được sử dụng rộng rãi, trong những điều kiện cụ thể nhất định nó vẫn tỏ ra vạn năng, linh hoạt.
Bên cạnh đó hàn còn một số nhược điểm như: vi phạm nhiệt luyện và cấu trúc kim loại, giảm độ bền mỏi, khó hàn cho thép chứa nhiều các bon, thép hợp kim và kim loại màu, gây ra ứng suất tập trung, gây ra nứt và cong vênh chi tiết, cháy cục bộ các thành phần vật liệu kim loại.
Dựa vào nguồn nhiệt cung cấp người ta chia ra hàn hơi và hàn điện hồ quang. Ngoài ra tuỳ theo tính chất đặc trưng của quá trình hàn còn chia ra các loại như: hàn tiếp xúc, hàn điểm, hàn với tần số cao, hàn ma sát, hàn dùng siêu âm, v.v... Trong thực tế sửa chữa, người ta thường dùng hàn điện và hàn hơi để phục hồi các chi tiết chế tạo bằng gang và thép. Về nguyên lý của các phương pháp hàn và các trang thiết bị hàn có thể tham khảo trong các tài liệu về "hàn và máy hàn"; trong phần này chỉ đề cập tới một số trường hợp đặc biệt đó là hàn gang, hàn nhôm và hàn rung mà thôi.
4.4.1. Hàn các chi tiết bằng gang 1. Tính chất của gang xám và ảnh hưởng của các thành phần hóa học Gang xám là một trong những sản phẩm đúc, dùng rất phổ biến trong ngành
chế tạo máy. Từ gang xám người ta chế tạo ra nhiều chi tiết ô tô, máy kéo, đầu máy và các máy móc khác. Gang là hợp kim của sắt với hàm lượng các bon cao hơn 1,7%. Theo kết cấu, gang xám bao gồm phần lớn là sắt, trong đó một số ít các bon (không quá 0,8%) có liên kết hóa học với sắt (xêmentít) và graphit ở trạng thái tự do. Cơ tính của gang không những phụ thuộc vào thành phần hóa học mà còn bởi sự tương quan giữa số lượng liên kết hóa học và các bon tự do.Thành phần liên kết hóa học của các bon càng lớn thì độ cứng và độ bền càng cao. Độ bền của gang còn phụ thuộc vào kích thước và hình dáng của mạng tinh thể graphit. Mức độ chứa các thành phần hóa học của gang và tốc độ làm nguội khi gang chuyển từ trạng thái lỏng sang rắn.
Thành phần của gang xám thông thường ngoài sắt, các bon chiếm tỷ lệ từ 0,3 - 3,6% và các nguyên tố khác như silic, măngan, phốt pho và lưu huỳnh.

Cnsc.204
Silíc có tác dụng thúc đẩy việc tạo thành các bon tự do, trong quá trình nguội của gang nó phân tích xêmentít thành pherit graphit. Trong các loại gang xám thông thường hàm lượng silích dao động trong khoảng 2 - 3%.
Măngan có tác dụng cản trở việc tạo thành graphit và thúc đẩy quá trình tạo gang trắng. Măngan chiếm khoảng 0,5 - 0,8%. Măngan còn có tác dụng làm trung hòa tác dụng của lưu huỳnh và kết hợp với lưu huỳnh thành liên kết hóa học.
Lưu huỳnh cũng có tác dụng ngăn cản việc tạo thành graphít, làm giảm độ bền cơ học và tăng độ giòn của gang khi bị đốt nóng. Ngoài ra nó còn giảm đặc tính chảy lỏng của gang, tăng độ co và thúc đẩy việc tạo thành các vết nứt. Trong gang lưu huỳnh chiếm khoảng 0,08 - 0,12%.
Phốt pho có hàm lượng trung bình 0,3% tạo nên thể trung hòa phức tạp và được sinh ra trong thể tạp riêng. Phôtphit cùng tinh làm tăng độ cứng và độ chống mòn của gang đồng thời cũng làm tăng độ giòn. Ngược với lưu huỳnh, phốt pho làm tăng khả năng chảy lỏng của gang; trong các phôi đúc quan trọng bằng gang phốt pho chiếm tỷ lệ 0,2 - 0,3%. Gang dùng chế tạo các chi tiết cần độ chống mòn cao, lượng phốt pho chiếm 0,7 - 0,8%. Phốt pho hầu như không ảnh hưởng đến việc tạo thành graphít.
2. Ảnh hưởng của tốc độ làm nguội và ứng suất trong chi tiết gang đúc Tốc độ làm nguội của gang ảnh hưởng rất lớn tới quá trình graphit hóa gang
nóng chảy và tạo nên kết cấu của gang sau khi nguội. Nếu tốc độ làm nguội nhanh thì quá trình graphit hóa bị ngăn trở và kết quả
gang bị biến trắng. Ngược lại nếu tốc độ làm nguội của gang nóng chảy không nhanh quá thì graphit kịp thời xuất hiện với số lượng đáng kể.
Trong khi làm nguội gang nóng chảy thì silic ảnh hưởng tới quá trình graphit hóa.Nếu tăng lượng silic thì thậm chí với tốc độ làm nguội nhanh vẫn có khả năng loại trừ hiện tượng biến trắng của gang.
Kết cấu gang trắng hoặc gang hóa trắng (biến trắng) có thể thay đổi được bằng cách gia công nhiệt. Nếu đốt nóng gang đến 5000C thì trong thực tế không xảy ra graphit hóa và trong khoảng nhiệt độ 650-7500 thì quá trình đó lại xảy ra một cách nhanh chóng. Gang bị graphit rất nhanh khi nhiệt độ cao hơn nhiệt độ tới hạn (cao hơn 7500C).
Trong quá trình đông đặc của các chi tiết bằng gang đúc có bề dày khác nhau, khi làm nguội các bộ phận đó không được làm nguội đồng đều và như vậy sẽ xuất hiện ứng suất bên trong khá lớn. Các ứng suất này có khả năng làm chi tiết bị cong vênh và sinh ra vệt nứt.
Để giảm ứng suất trong các chi tiết bằng gang người ta thường đốt nóng tới nhiệt độ 400-5000C. Ở nhiệt độ này không làm thay đổi kết cấu kim loại trong gang, nhưng ứng suất bên trong được giảm đi nhiều. Kinh nghiệm cho thấy rằng ứng suất xảy ra trong quá trình đúc có thể giảm tới 80% và hơn nữa nếu để phôi gang đó "già hóa" ở nhiệt độ bình thường trong khoảng thời gian nửa năm hay một năm.
Đối với các chi tiết của đầu máy phần lớn không phải ủ ở nhiệt độ thấp hoặc cho thêm thời gian già tự nhiên. Các chi tiết này ngay trong quá trình sử dụng ứng suất được giảm đi rất lớn. Tuy vậy khi phục hồi chúng bằng phương pháp hàn và hàn

Cnsc.205
đắp, do bị đốt nóng ở nhiệt độ cao, làm nguội nhanh, không đều, sẽ làm xuất hiện ứng suất cục bộ lớn. Vì vậy, việc khử ứng suất trong và sau khi hàn là việc rất quan trọng. Biện pháp chủ yếu khử ứng suất đối với các chi tiết gang là đốt nóng chi tiết trước khi hàn. Thông thường chi tiết đốt nóng trước đến 3500C thì hiệu quả khử ứng suất tương đối rõ. Đốt nóng trước tới 5500C và giữ chi tiết ở nhiệt độ này từ 3 - 4 giờ và hàn ngay ở nhiệt độ đó thì có thể khử được hoàn toàn ứng suất bên trong.
Khi phục hồi bằng hàn và hàn đắp, tùy theo tầm quan trọng, đặc điểm và kết cấu của chi tiết ta có thể dùng phương pháp hàn nóng hoặc hàn nửa nóng. Khi hàn nóng, có thể đốt nóng toàn bộ chi tiết hay từng phần (còn gọi là đốt nóng cục bộ) chi tiết. Đối với các chi tiết phức tạp và quan trọng khó đốt nóng cục bộ thì để giảm ứng suất bên trong trước khi hàn phải đốt nóng toàn bộ với tốc độ đốt nóng chậm và tốc độ làm nguội chậm.
3. Hàn các chi tiết bằng gang Như các đặc điểm đã trình bày ở trên ta thấy gang là một loại vật liệu khó hàn
vì trong gang xuất hiện các nội ứng suất lớn, gang bị biến trắng, trong trạng thái nóng gang không có tính dẻo và có đặc tính chảy lỏng. Tính chảy loãng của gang làm cho nước kim loại của gang chảy tràn trên bề mặt chi tiết nhanh cho nên khó tạo thành những mối hàn đặc biệt khi hàn những chi tiết nằm ở vị trí thẳng đứng. Hàn gang có thể chia ra hai loại: hàn nóng và hàn nguội.
a. Hàn nóng Gọi là hàn nóng vì chi tiết trước khi hàn đã được đốt nóng tới nhiệt độ nào đó
và được giữ ở nhiệt độ này trong suốt quá trình hàn. Nhờ đốt nóng ở nhiệt độ cao toàn bộ (hay một vùng tương đối lớn) mà vùng được hàn sau đó được làm nguội từ từ cùng với toàn bộ chi tiết, tạo điều kiện dễ dàng cho quá trình graphit hóa của gang. Việc đốt nóng cao và làm nguội từ từ còn có tác dụng khử ứng suất bên trong do quá trình hàn gây ra.
Nếu hàn nóng bằng hơi thì vật liệu hàn nên dùng các que gang, còn nếu hàn điện hồ quang thì có thể dùng que gang hoặc thép có thuốc bọc đặc biệt.
Quá trình công nghệ hàn gồm các nguyên công sau đây: đốt nóng sơ bộ, hàn, làm nguội.
Đốt nóng chi tiết trước khi hàn là một nguyên công chính ảnh hưởng đến chất lượng hàn, đốt nóng là để đảm bảo cho các chi tiết giãn nở đều về mọi phía. Các chi tiết không lớn thì có thể đốt nóng bằng khí đốt, lò điện hoặc lò đốt bằng than gỗ. Đốt nóng chi tiết cho phép tiến hành theo hai biện pháp sau đây: đầu tiên đốt nóng chi tiết đến 200-2500C trong vòng 20 phút (tốc độ khoảng 6000C/giờ,) sau đó tiến hành đốt nóng lần cuối tới nhiệt độ 7000C trong thời gian 20 - 25 phút.
Quá trình hàn có thể tiến hành trong một chu kỳ khi mà nhiệt độ chi tiết chưa giảm xuống dưới 350-4000C. Để bảo vệ cho chi tiết khỏi nguội nhanh và nguội không đều thì sau khi đốt nóng chi tiết người ta ủ trong cát, tro hoặc bọc bằng bộ điều nhiệt chế tạo bằng thép tấm có bọc amiăng chỉ để hở chỗ cán hàn. Ngoài ra sau khi hàn cũng có thể lại phải đốt chi tiết đến 650-7000C sau đó làm nguội từ từ để loại trừ ứng suất bên trong.

Cnsc.206
Hàn hơi cho gang thì dùng ngọn lửa trung hòa với lượng dư axêtylen không lớn. Muốn đạt được phẩm chất tốt nên dùng các que gang có thành phần hóa học sau đây (bảng 4.5).
Bảng 4.5. Thành phần hóa học các que hàn gang
Thành phần hóa học, % Lưu
huỳnh S
Phôt pho P
Crôm Cr
Niken Ni
Mã hiệu que hàn
Cácbon C
Silic S
Măngan Mn
Không quá
Ứng dụng
A 3-3,6 3-3,5 0,5-0,8 0,08 0,2-0,5 0,05 0,03 Hàn nóng
B 3-3,6 3,6-4,8 0,5-0,8 0,08 0,3-0,5 0,05 0,03
Hàn nóng và hàn nguội
Chất trợ dung thường là burax hay hỗn hợp gồm 50% burax, 47% bicácbênát
và 3% silic oxyt. Sau khi hàn xong cần ủ chi tiết trong thời gian 10 - 12 phút ở nhiệt độ 600-
6500C và sau đó làm nguội chậm đều bằng cách phủ cát, tro hay ủ trong lò. Dùng que hàn gang với lớp thiếc đã kê ở bảng trên nhằm tạo xỉ trên bề mặt
mối hàn và ngăn chặn cho măngan khỏi bị cháy hoàn toàn, mối hàn nhận được sẽ là mối hàn mềm.
Để hàn nóng các chi tiết bằng gang đòi hỏi phải có đầy đủ thiết bị như: lò xo, nhiệt luyện, nhiệt kế, v.v... Do đó, phương pháp này chỉ nên dùng ở những trường hợp cần thiết khi yêu cầu lớp kim loại hàn giống như kim loại chính về mọi tính chất. Bằng phương pháp này có thể hàn các ổ đặt xupáp bị mòn trên nắp động cơ bằng gang (chú ý là hàn hơi) hoặc hàn các vết nứt trong thành vỏ giữa hai xylanh hoặc ở các vị trí cách các ổ đỡ xupáp một khoảng nhỏ nào đó.
b. Hàn nguội Sở dĩ gọi là hàn nguội vì trước khi hàn chi tiết không được đốt nóng sơ bộ.
Khi đó kim loại ở vùng hàn được làm nguội rất nhanh hạn chế quá trình graphít hóa của gang cho nên sinh ra hiện tượng hóa trắng và tôi trong mối hàn, làm tăng ứng suất bên trong và có khả năng sinh ra vết nứt. Vì vậy, phải có phương pháp hạn chế nào đó có thể loại trừ hoặc hạn chế các hiện tượng trên. Đó là điều rất quan trọng vì rằng hàn nguội là phương pháp có nhiều ưu điểm so với phương pháp hàn nóng, năng suất cao. Dùng phương pháp này có thể phục hồi những chi tiết cỡ lớn bằng gang xám mà việc đốt nóng chúng tương đối khó khăn như thân máy, giá xe, v.v...
Hàn nguội cho gang thường được thực hiện bằng phương pháp điện hồ quang với các que hàn bằng thép, gang, kim loại màu (ni ken, đồng thau, đồng đỏ), bột kim loại hoặc bằng chùm que.

Cnsc.207
Để tránh cho cấu trúc mối hàn khỏi bị giòn và biến trắng, nên tiến hành hàn với mối hàn rộng và ngắn, có chiều dài khoảng 40-50mm.
Để khử cấu trúc giòn tạo ra trong mối hàn cần phải tiến hành ủ sau đó làm nguội từ từ. Còn để giảm ứng suất dư trong mối hàn, tăng độ đậm đặc của kim loại mối hàn, giảm độ biến trắng của gang cần tiến hành như sau: lớp kim loại hàn thứ nhất được hàn đắp với tốc độ lớn bằng que hàn có đường kính 3mm ở cường độ dòng điện cao. Để tránh tập trung nhiệt ở một chỗ khi hàn phải lắc que hàn hoặc phải nghỉ ngắt quãng. Trước khi mối hàn thứ nhất đông đặc thì phủ lên nó một lớp thứ hai bằng những mối hàn ngang. Nếu lớp hàn thứ nhất bị xếp rõ thì các lớp sau cũng sẽ tương đối đậm đặc.
4.4.2. Hàn các chi tiết bằng nhôm và hợp kim nhôm Hàn nhôm và các hợp kim của nó là một quá trình rất phức tạp vì trên bề mặt
của nhôm và hợp kim nhôm luôn luôn tồn tại một lớp oxyt Al2O3 rất khó nóng chảy (nóng chảy ở nhiệt độ 20500C), có tỷ trọng lớn hơn so với tỷ trọng của nhôm nguyên chất. Lớp ôxyt này chỉ có chiều dày khoảng 0,002mm nhưng rất vững chắc, nhiệt độ nóng chảy của nó còn cao hơn nhiệt độ nóng chảy của nhôm và nó làm cản trở công việc hàn rất lớn. Khi hàn nó khó nóng chảy nên khả năng bám của kim loại hàn và kim loại chính sẽ rất kém nếu như không làm sạch cẩn thận. Màng ôxyt có thể bị phá hủy nhờ một chất trợ dung đặc biệt cho vào vùng hàn. Khi tác dụng lên oxyt nhôm chất trợ dung phân tích nó, nhôm được hoàn nguyên tạo điều kiện đảm bảo công việc hàn được tốt.
Các chất trợ dung đặc biệt và thuốc hàn dùng khi hàn nhôm và các hợp kim nhôm gồm các muối ftorit hoặc clorua liti, kali, natri và canxi. Các muối ftorit và clorit nói trên có khả năng hòa tan rất tốt với ôxyt nhôm và làm cho nó dễ nóng chảy. Các chất trợ dung này không làm ảnh hưởng xấu đến mối hàn vì chúng không tạo với nhôm thành liên kết và không làm giảm cơ tính của nó. Khi kết hợp với các chất trợ dung màng ôxyt trở thành chất nhẹ nổi lên trên không làm bẩn mối hàn. Muối liti là loại có tác dụng hòa tan tích cực đối với màng ôxyt nhôm, song, vì là loại muối tương đối độc nên không được dùng rộng rãi lắm.
Khi hàn các chi tiết nhôm hoặc hợp kim nhôm, để ngăn ngừa hiện tượng biến dạng (vênh) nứt và ổn định cho quá trình kết tinh của kim loại chảy trong vùng hàn, ta phải đốt nóng sơ bộ, cục bộ hoặc đôi khi phải đốt nóng toàn bộ chi tiết, đồng thời phải làm nguội chậm sau khi đã hàn xong.
Trước khi hàn phải làm sạch chi tiết một cách kỹ càng bằng bàn chải kim loại sau đó rửa bằng xăng hoặc axêtôn.
1. Hàn hồ quang đối với nhôm và hợp kim nhôm Có thể tiến hành hàn nhôm bằng cực than hoặc bằng que kim loại. Khi hàn
điện hồ quang bằng cực than, thường dùng thân cực graphit hoặc thỏi than dài từ 200-700mm có đường kính từ 6-25 mm tùy thuộc vào chiều dày của vật hàn. Đầu cực than được mài côn một góc 60-700. Chế độ hàn bằng cực than hoặc cực graphít xem bảng 4.6. Hàn bằng cực than hoặc graphít tiến hành ở dòng 1 chiều, ngược cực. Phương pháp này dùng để hàn hợp kim nhôm- magiê.

Cnsc.208
Bảng 4.6. Chế độ hàn bằng cực than hoặc cực graphít
Bề dày kim loại được hàn, mm
Cường độ dòng điện hàn, A
Đường kính của cực than, mm
Đường kính cực graphít, mm
2 - 5 120 - 250 12,5 10,0
5 - 10 250 - 400 15,0 12,5
10 - 15 400 - 500 18,0 15,0
Khi hàn cực than cũng như khi hàn hơi có thể tiến hành bằng phương pháp
hàn trái hoặc hàn phải. Hàn phải (kim loại đắp theo sau cung hàn) thường để phục vụ các chi tiết dày. Trường hợp này nhiệt của cung hồ quang đốt nóng trước cho kim loại chính như vậy tốc độ hàn được tăng lên. Mặt khác, khi hàn phải, thì việc làm nguội chậm như vậy đảm bảo điều kiện tốt cho kim loại kết tinh, đảm bảo cơ tính tốt. Đường kính que hàn được chọn phụ thuộc vào bề dày chi tiết hàn, số liệu cụ thể xem bảng 4.7.
Bảng 4.7. Lựa chọn đường kính que hàn
Bề dày vật hàn, mm
Đường kính cực hàn, mm
Bề dày vật hàn, mm
Đường kính cực hàn, mm
3 - 5 4 - 6 12 - 15 8 - 10
5 - 8 5 - 6 15 - 20 10 - 12
8 - 10 6 - 7 20 và hơn nữa 12 - 15
10 - 12 7 - 8 - -
Chất trợ dung được đưa vào vùng hàn nhờ que hàn, bột xỉ và các phần không
hòa tan của ôxyt cũng được đưa ra khỏi vùng han nhờ que hàn. Các chi tiết trước khi hàn phải nung tới nhiệt độ 250-3000C, nhằm mục đích giảm biến dạng.
Hàn điện hồ quang bằng các điện cực nhôm (que hàn nhôm) trần là không nên, vì như vậy hiện tượng ôxy hóa xảy ra rất mạnh. Các giọt nhôm hay hợp kim nhôm nóng chảy ra sẽ bị bọc bởi màng ôxyt, do vậy các giọt đó sẽ không dính lại với nhau và với kim loại cơ bản. Do đó để hàn được tốt, các que nhôm được bọc thuốc hàn đặc biệt thành phần như đã trình bày ở trên. Trong trường hợp này lớp thuốc hàn đóng vai trò của một chất trợ dung, thành phần của nó xem bảng 4.8.
Bảng 4.8. Thành phần của thuốc hàn
Các loại hóa chất Thành phần thuốc hàn, %

Cnsc.209
1 2 3 4 Kali clorua (KCl) - 50 50 50
Natri clorua (NaCl) 27,2 15 30 35,5 Liti Clorua (LiCl) 18,2 - - 10,0 Natri Florua (NaF) - - - 1,5 Kali florua (KF) - - - 3,0
Kroiôlit 45,5 35 20 - Sunfua natri 9,1 - - -
Để bọc thuốc cho que hàn, các chất được nghiền nhỏ và khuấy trong dung
dịch muối ăn bão hoà cho đến khi thấy đặc lại như hồ dán là được. Sau đó nhúng que hàn vào dung dịch, lấy ra ngoài để khô trong 2 - 3 giờ ở nhiệt độ bình thường rồi cho vào lò sấy ở nhiệt độ 150-2500C trong thời gian từ 0,5 - 1,5 giờ.
Bề dày lớp thuốc bọc phụ thuộc vào đường kính quen hàn như sau:
Đường kính que hàn, mm: 3 4 5 6 Bề dày thuốc bọc, mm: 0,25-0,30 0,3-0,5 0,5-0,75 0,75-1,6
Kim loại dùng làm que hàn thường là các hợp kim nhôm có 5-6% silic và tốt nhất là chọn thế nào để hợp kim đó có thành phần phù hợp với thành phần kim loại chính.
Khi hàn điện hồ quang đối với các chi tiết nhôm hay hợp kim nhôm phải tuân theo những quy tắc chung sau đây: chỉ hàn bằng dòng điện một chiều ngược cực, trong thời gian hàn que hàn chỉ dịch chuyển dọc theo mối hàn mà không phải cho dao động qua lại theo phương vuông góc với mối hàn. Cố gắng cho cung hàn thật ngắn càng ngắn càng tốt. Trên bảng 4.9 ghi chế độ hàn các chi tiết nhôm và hợp kim nhôm tùy thuộc vào chiều dày chi tiết và đường kính que hàn với điện áp nhỏ hơn 60 V.
Bảng 4.9. Chế độ hàn đối với các chi tiết nhôm và hợp kim nhôm
Bề dày kim loại hàn,
mm
Đường kính que hàn,
mm
Cường độ dòng điện que
hàn, A
Số lượt hàn, lần Chi chú
1,5 - 4,0 2,5 - 4,0 90 - 180 1 Hàn có lót đệm 4 - 6 5 - 6,3 220 - 240 1 Nếu bề dày chi tiết
là 6mm thì phải đốt nóng tới 2000C
6 - 10 4 - 5 180 - 250 1 Đốt nóng đến 2000C hơn 10 4 - 6 200 - 250 2 và có thể
hơn Đốt nóng tới 5000C
Khi hàn các chi tiết có kích thước lớn cường độ dòng điện hàn có thể tăng lên
tới mật độ 40A cho 1mm đường kính que hàn với chiều dài cung hàn là 4mm và điện áp làm việc là 22-27V. Quá trình hàn được tiến hành có nung nóng sơ bộ và không cần dao động ngang cho que hàn.

Cnsc.210
Khi hàn những chi tiết có chiều dày dưới 5mm có thể đốt nóng cục bộ ở một vùng nhỏ bằng điện cực trong vòng vài giây là đủ.
Hàn nhôm cũng có thể tiến hành trên các máy hàn tự động thông thường có chất trợ dung với giới hạn không lớn lắm. Trường hợp này gặp khó khăn lớn là chuẩn bị cho cơ cấu cung cấp chất trợ dung một cách đều đặn trong suốt quá trình hàn. Trong hàn tự động người ta dùng chất trợ dung có mã hiệu AH-A1 có thành phần như sau: 50% kaliclorua, 20% natri clorua, 30% kriclit. Chất trợ dung A -4 có thành phần 28% NaCl, 50% Kol, 14% LiCl, 8% NaF.
2. Hàn nhôm và hợp kim nhôm bằng hàn hơi Hàn nhôm và các hợp kim của nó bằng phương pháp hàn hơi nói chung
không có gì đặc biệt khác so với hàn hơi các chi tiết bằng thép hay gang. Nhược điểm lớn của hàn hơi là không tập trung nhiệt. Cho nên trong hàn hơi, ngọn lửa sẽ đốt nóng bề mặt chi tiết trên một vùng rộng và trong một vài trường hợp có thể làm thay đổi cấu trúc của kim loại chi tiết. Tuy vậy, hàn hơi có ưu điểm là có thể điều chỉnh được nhiệt lượng và môi trường hơi đốt (từ ngọn lửa oxy đến ngọn lửa axêtylen) ngoài ra còn cho phép giữ kim loại trong vùng hàn ở trạng thái nóng chảy, điều đó cho phép tăng thời gian thoát khí của mối hàn tránh được hiện tượng rỗ khí.
Trong hàn hơi phải dùng ngọn lửa có công suất bé hơn so với hàn hơi đối với các chi tiết bằng thép và phải dùng ngọn lửa trung hòa. Tùy thuộc vào chiều dày của chi tiết hàn mà tiến hành chọn công suất ngọn lửa và số hiệu đầu mỏ hàn như trong bảng 4.10.
Sở dĩ phải dùng ngọn lửa trung hòa để hàn là vì nếu trong khi thừa ôxy thì nhôm bị ôxy hóa mạnh và tạo ra màng ôxyt khó chảy. Nếu là ngọn lửa axêtylen mà thừa hyđrô thì làm cho mối hàn dễ bị rỗ.
Bảng 4.10. Lựa chọn công suất ngọn lửa và số hiệu đầu mỏ hàn
Chiều dày chi tiết,
mm
Công suất ngọn lửa
axetylen, l/h
Số hiệu, đầu mỏ
hàn
Chiều dày chi tiết, mm
Công suất ngọn lửa
axetylen, l/h
Số hiệu đầu mỏ
hàn 0,8 50 0 4,0 750 4 1,0 75 0 6,0 1200 5 1,5 150 1 10,0 1750 6 2,0 300 2 Lớn hơn 10,0 2500 7 3,0 500 3 - - -
Chất trợ dung dùng để hòa tan lớp ôxyt nhôm khó chảy là các chất đã nêu ở
trên như các hợp chất muối clorua và florua ở dạng kali clorua (KCl), natri clorua (NaCl), liti clorua (KliCl), kali ftorit (KF), natri ftorit (NaF) với các hợp chất khác như kriôlit và kim loại kiềm thô.
Trước khi hàn các chi tiết đúc từ hợp kim nhôm phải đốt nóng sơ bộ chi tiết đến nhiệt độ 150-2000C để tránh hiện tượng nứt. Sau khi hàn cũng phải đốt nóng bên trong. Trong trường hợp này cũng sử dụng chất trợ dung kiểu có thành phần như sau:

Cnsc.211
kali clorit (KCl) - 50%, natri clorit (NaCl) - 28%, liti clorit (LiCl) - 14% và natri ftorit (NaF) - 8%.
Ngoài ra, người ta còn đề ra thêm một công nghệ mới để hàn một vài hợp kim nhôm mà không cần chất trợ dung. Công nghệ đó đảm bảo chất lượng cao: mối hàn hoàn toàn đồng nhất với kim loại chính của chi tiết. Sở dĩ đề ra như vậy là vì các chất trợ dung và bọt xỉ do chúng tạo ra có thể tác dụng với kim loại và phá hủy nó ngoài ra lại là chất đắt tiền không thường xuyên sẵn có ở các cơ sở sản xuất. Khi hàn không có chất trợ dung thì lớp ôxyt nhôm được tẩy sạch bằng phương pháp cơ khí bằng mỏ thép đặc biệt hoặc bằng que hàn. Việc tẩy sạch màng kim loại bằng móc thép có thể dùng khi sửa chữa các chi tiết không quan trọng, đồng thời móc thép không được để ở trong vùng hàn bởi vì ngược lại thì lượng tạp chất có hại của sắt sẽ tăng lên.
Phương pháp hàn này thường dùng cho các chi tiết làm từ hợp kim nhôm loại xilimin (píttông động cơ đầu máy). Loại công nghệ này gồm những bước sau đây:
Bất kỳ chi tiết nào cũng đốt nóng tới 250-3000C. Cạnh chỗ cần hàn đặt mẫu kim loại hàn, kim loại đó có thành phần tương ứng với thành phần của kim loại chính. Như vậy tay trái của người thợ hàn được tự do. Người thợ hàn chỉ hướng ngọn lửa trung hòa vào vùng hàn sao cho ngọn lửa cũng phủ kín toàn bộ mẫu hợp kim hàn. Khi đó, tay trái người thợ cầm mỏ sắt, đưa mỏ nhọn vào vùng cháy sáng của ngọn lửa hàn và đốt nó đến khi nóng đỏ. Từ đó mỏ sắt luôn tỳ vào chỗ cần hàn, để nhằm xác định điểm nóng chảy của kim loại chính ở từng chỗ một. Khi kim loại chính bắt đầu chảy, người thợ dùng mỏ sắt đẩy mẫu kim loại đến vị trí cần hàn và sao cho mẫu kim loại đó được trùm lên toàn bộ vị trí cần hàn. Sau đó điều chỉnh ngọn lửa thành ngọn lửa thừa axetylen (còn gọi là ngọn lửa hoàn nguyên).
Khi tiếp tục đốt nóng chỗ hàn và mẫu kim loại hàn thợ hàn phải chú ý làm nóng chảy thật kỹ. Song, sự nóng chảy kim loại chính với kim loại hàn khi chưa hoàn toàn, hoặc có trường hợp khó chảy, đó là nguyên nhân do màng ôxýt nhôm bao phủ. Nên chú ý rằng, nếu kim loại chính chỗ vùng hàn đã được chảy thì phải chuyển nhanh mỏ hàn sang chỗ khác để tiếp màng ôxýt đồng thời làm cho kim loại hàn nóng chảy. Ở thời điểm kim loại chính và kim loại hàn vừa chảy, phải chuyển toàn bộ sang vị trí kế tiếp. Thợ hàn phải luôn luôn giữ mỏ sắt sao cho ngọn lửa hoàn nguyên bao trùm vùng hàn, nhằm bảo vệ vùng hàn được nóng chảy cùng một chỗ người thợ hàn mới chuyển vị trí hàn và tiếp tục mối hàn. Nhờ đó, người thợ hàn đã làm cho các mảnh tạp chất vụn trở thành bọt xỉ nổi lên và vùng hàn đã được nóng chảy hoàn toàn.
Sau khi vừa hoàn thành xong công việc hàn cần phải đốt nóng lại một lần nữa, hướng ngọn lửa mỏ hàn lên mối hàn, kiểm tra lại các vị trí hàn.
Sau khi kết thúc mọi công việc hàn, chi tiết phải được làm nguội từ từ, hoặc tốt hơn nên đốt nóng tới nhiệt độ 3000C và sau đó cho nguội chậm. Làm như vậy sẽ khử được ứng suất bên trong sinh ra trong quá trình hàn.
Khi hàn đắp các píttông động cơ đầu máy làm bằng hợp kim xilumin người ta dùng que hàn xiluumin đường kính 10-12 mm có chiều dài 300-350mm. Khi hàn đắp, que hàn được dao động theo hình lưỡi liềm dọc theo vùng hàn có chiều rộng khoảng 30-40 mm. Sau khi hàn tiến hành làm nguội chậm.
4.5. Phục hồi chi tiết bằng phương pháp hàn đắp rung 4.5.1. Nguyên lý hoạt động

Cnsc.212
Hàn đắp rung là một dạng hàn cơ khí tự động, nguyên tắc hoạt động cơ bản của nó cũng giống như nguyên tắc của hàn tự động duy chỉ có khác là trong quá trình làm việc mỏ hàn luôn luôn rung với tần số và biên độ nhất định.
Sơ đồ nguyên lý thiết bị hàn đắp rung được thể hiện trên hình (hình 4.4).
Hình 4.4. Sơ đồ thiết bị hàn đắp rung
1. Chi tiết cần hàn đắp 7. Các con lăn 2. Dây hàn 8. Rãnh dẫn nước cần làm mát 3. Mỏ hàn rung 9. Nguồn điện 4. Lò xo 10. Bơm bánh răng 5. Bộ gây rung 11. Cảm kháng 6. Hộp cuốn dây 12. Bể chứa nước làm mát Dây hàn 2 (que hàn) từ hộp cuốn dây 6 nhờ các con lăn 7 được đưa qua mỏ
hàn rung 3 tới bề mặt cần hàn đắp của chi tiết 1 quay với tốc độ nhất định nào đó. Độ rung dọc của dây hàn cùng với mỏ hàn được thực hiện nhờ bộ gây rung 5 và các lò xo 4. Khi chạm vào bề mặt của chi tiết, dây hàn bị nóng chảy dưới tác dụng phóng điện xung từ nguồn điện 9 và kim loại nóng chảy được phủ lên bề mặt của chi tiết.
Để nâng cao độ ổn định và tăng hiệu suất của quá trình hàn đắp người ta mắc nối tiếp cảm kháng 11 vào mạch điện. Từ bể chứa 12, nhờ bơm bánh răng 10 chất lỏng làm mát được đưa theo rãnh 8 qua mỏ hàn 3 tới vị trí kim loại nóng chảy. Chất lỏng làm mát có tác dụng thúc đẩy việc tạo thành mối hàn một cách nhanh chóng, còn hơi nước bốc lên sẽ bảo vệ cho kim loại nóng chảy khỏi bị tác dụng của ôxy và nitơ trong không khí. Chất lỏng làm mát thường là dung dịch 5% nước xô đa nung hoặc dung dịch 20-30% nước glixêrin kỹ thuật [C3H5(CH)3] và những dung dịch khác. Tiêu chuẩn hao nước làm mát là khoảng 0,2-0,7 lít/phút.
V
A1
2
3
4
5
6
78
9
10
11
12

Cnsc.213
Trong mỗi chu trình rung của điện cực, việc hàn đắp được thực hiện thông qua các giai đoạn chính sau đây (hình 4.5):
1. Thời kỳ ngắn mạch của điện cực với bề mặt chi tiết; 2. Thời kỳ ngắt mạch; 3. Thời kỳ phóng hồ quang; 4. Thời kỳ chạy không. Nhiều nghiên cứu cho thấy rằng, trong cả một chu trình rung của dây hàn
khoảng 0,01 giây thì hành trình chạy không chiếm tới 60-70% tổng số thời gian. Còn lại thời kỳ ngắn mạch chiếm khoảng 2,5-3,0.10-3 giây, thời kỳ ngắt mạch và phóng hồ quang là 1.10-3 giây.
Ở thời điểm ngắn mạch điện áp không tải của nguồn điện giảm xuống đột ngột còn dòng điện thì tăng lên nhanh chóng tới khoảng 1100-1200 A (trong khi đó trị số trung bình là 180 A). Mật độ dòng điện lúc này đạt tới 3.10-3 A/mm2. Dưới tác dụng của lượng nhiệt sinh ra các điện cực bị đốt nóng và đầu dây hàn bị nóng chảy.
Hình 4.5. Sơ đồ các quá trình trong khi hàn rung a. Thời kì ngắn mạch b. Thời kì ngắt mạch c. Thời kì phóng hồ quang d. Thời kì chạy không Ở thời điểm ngắt mạch cường độ dòng điện giảm xuống, còn điện áp giữa các
điện cực tăng lên do có suất điện động tự cảm cùng chiều với điện áp của nguồn điện. Khi đó xuất hiện hiện tượng phóng hồ quang và tỏa ra một khối lượng nhiệt lớn (tới 70%). Kim loại ở đầu điện cực bị nóng chảy và bị bức xạ, một phần được bám chặt vào bề mặt chi tiết còn một phần bị văng ra. Trong quá trình phóng hồ quang thì hầu như hiệu điện thế không thay đổi. Cuối thời kỳ này, tức là thời kỳ đi ra của điện cực quá xa (d) điện áp hàn lại giảm, nhưng không đột ngột vì nó vẫn dự trữ một độ cảm ứng nhất định. Khi hành trình chạy không càng lớn thì tổn hao kim loại càng lớn và năng suất hàn càng giảm. Độ bền bám của lớp hàn đắp với kim loại cơ bản không cao lắm vì bề mặt kim loại bị oxy hóa. Để khắc phục hiện tượng đó cần phải giảm thời kỳ chạy không và giảm trị số xung của dòng ngắn mạch. Việc tăng điện cảm nhờ cảm kháng (11) sẽ làm giảm trị số xung của dòng điện ở thời kỳ ngắn mạch, khi đó độ tăng giảm của xung sẽ đều hơn, thời gian tồn tại và độ ổn định của hồ quang khi ngắt mạch tăng lên và như vậy hiện tượng không tải được khắc phục.
Ngoài ra để khắc phục giai đoạn chạy không cần phải chọn chế độ hàn (V và I) cho phù hợp, chọn tần số và biên độ rung cho đúng và cuối cùng là tính toán, chọn mạch cho phù hợp.
a) b) c) d)
22
13

Cnsc.214
Hình 4.6. Sơ đồ bố trí dây hàn với chi tiết 1. Chi tiết; 2. Điện cực; 3. Lớp hàn đắp.
4.5.2. Quá trình công nghệ hàn Hàn rung có thể tiến hành nhờ nguồn điện một chiều hoặc xoay chiều và cũng
có thể dùng hỗn hợp cả một chiều và xoay chiều. Khi dùng dòng điện một chiều và hàn ngược cực thì chất lượng lớp hàn đắp sẽ cao hơn. Trong trường hợp này độ bền bám của lớp hàn đắp với kim loại cơ bản cao hơn đáng kể so với trường hợp hàn đắp ở dòng điện xoay chiều hoặc hỗn hợp. Khi hàn bằng dòng xoay chiều hoặc hỗn hợp, cực dòng điện luôn thay đổi do đó trên điện cực lượng nhiệt sản sinh ra không đồng đều và quá trình hàn không ổn định. Từ những nguyên nhân đó chất lượng hàn giảm xuống. Hàn đắp ở dòng điện hỗn hợp gây phức tạp vì phải có hai nguồn điện: Máy phát một chiều và biến áp bàn. Bên cạnh những nhược điểm trên nguồn xoay chiều có ưu điểm nổi bật là dễ tạo hơn, mạng điện sẵn hơn giá thành hạ so với ngồn một chiều.
Khi hàn đắp bằng dòng một chiều, nguồn điện có thể là máy phát một chiều, hoặc chỉnh lưu, hoặc máy phát điện áp thấp có mắc nối tiếp một cuộn cảm vào mạch hàn thay đổi điện cảm bằng cách thay đổi số vòng.
Trên các sơ đồ dưới đây giới thiệu phương pháp hàn rung với nguồn điện một chiều và với nguồn điện xoay chiều có lắp cảm ứng bổ sung:
Hình 4.7. Sơ đồ nguyên lý làm việc của thiết bị hàn rung với nguồn điện một chiều
1. Động cơ đưa dây; 9. Vòi nước làm mát; 2. Hộp giảm tốc; 10. Thùng chứa nước làm mát; 3. Hộp cuốn dây hàn; 11. Bơm nước;
9
8
11
10 12 13 14
1
76
5
2
3
15 16

Cnsc.215
4. Con lăn đưa dây; 12. Cuộn cảm ứng bổ sung; 5. Bộ rung động; 13. Ampe kế; 6. Lò xo bộ rung động; 14. Vôn kế; 7. Biến áp của bộ rung; 15. Máy phát một chiều; 8. Chi tiết phục hồi; 16. Động cơ (xoay chiều 3 pha).
Để tiến hành hàn đắp người ta gá chi tiết lên mâm cặp của máy tiện, còn mỏ
hàn có hộp cuốn dây hàn được gá lên bàn dao của máy tiện. Trục chính máy tiện có thể phải có hộp giảm tốc để giảm số vòng quay theo yêu cầu công nghệ (tới 1 vòng/phút).
Số vòng quay của chi tiết có thể xác định theo công thức sau đây:
.....15
2
Dshvdn n , vòng/phút (4.18)
trong đó: d- đường kính dây kim loại hàn, mm;
vn - vận tốc đưa dây hàn, mm/giây; - hệ số chuyển kim loại dây hàn vào lớp hàn đắp, ( = 0,85 - 0,90);
h - chiều dày lớp hàn đắp, mm; s - bước hàn đắp, mm/vòng; D - đường kính của chi tiết, mm. Chi tiết cần hàn đắp phải được làm sạch bẩn và gỉ bằng giấy giáp hoặc bàn
chải sắt. Các chi tiết lắp lỏng có độ mòn không lớn (0,1 - 0,2 mm) hoặc bị cong hoặc có độ ô van lớn nên mài sơ bộ để sau khi gia công cơ lớp kim loại phủ có chất lượng tốt hơn về thành phần hóa học, cấu trúc và cơ tính.
Hình 4.8. Sơ đồ thiết bị hàn rung nguồn xoay chiều có cảm ứng bổ sung 1. Biến áp hàn; 5. Cuộn từ gây rung; 2. Cuộn dây; 6. Mỏ hàn rung; 3. Động cơ điện đưa dây; 7. Chi tiết;
7
56
32
1
8
4 VA

Cnsc.216
4. Con lăn đưa dây; 8. Cuộn cảm ứng bổ sung. Độ ổn định và chất lượng hàn đắp phụ thuộc vào điện áp, điện cảm và cực
của dòng điện; vào thành phần và khối lượng chất lỏng làm mát và trị số khoảng cách giữa các điện cực. Hàn đắp rung có thể tiến hành ở điện áp 4-30 V. Việc phục hồi các chi tiết bằng hàn đắp thường tiến hành ở điện áp 18-22V và dòng điện 80-300 A. Khi tăng điện áp thì năng suất và tác dụng nhiệt của dòng điện đối với kim loại tăng lên. Một số thành phần như cácbon, măngan ... bị đốt cháy nhiều hơn và độ cứng của chi tiết hàn đắp giảm xuống, còn kim loại bị tổn hao do bị bắn toé tăng lên. Vì vậy, để nhận được lớp phủ có độ chống mòn tốt thì nên hàn đắp ở điện áp thấp.
Sau hàn đắp chi tiết được đem gia công cơ bằng cách mài, đầu tiên mài thô, sau đó mài tinh để đạt được kích thước cần thiết.
Trên đây ta vừa xét về hàn đắp điện-hồ quang rung. Trong thực tế còn có những phương pháp hàn rung như tia lửa tiếp điểm rung và hồ quang tiếp điểm rung. Các phương pháp này khác nhau về quá trình sơ đồ điện và nguồn điện.
Về đầu hàn rung thì ngoài loại đầu hàn được gây rung bằng điện (hình 4.4), người ta còn dùng các loại đầu hàn có bộ phận gây rung điện tử và cơ học.
4.5.3. Các yếu tố ảnh hưởng tới chất lượng hàn đắp Ngoài các thông số về điện, quá trình và chất lượng hàn rung còn chịu ảnh
hưởng của độ rung của mỏ hàn và chất lỏng làm mát. Tần số rung của mỏ hàn (tức là của dây hàn) vào khoảng 50-100 lần/s gây ra bằng ấy lần phóng hồ quang và như vậy nó làm tăng độ ổn định của quá trình hàn và tăng lượng phun kim loại lên bề mặt bằng những suất phun không lớn lắm. Trị số biên độ rung của dây hàn và góc hợp bởi nó với chi tiết đều ảnh hưởng tới trị số khoảng cách giữa các điện cực. Khi khoảng cách đó tăng lên thì điện áp tăng lên và cường độ nóng chảy của kim loại tăng lên. Việc bố trí điện cực so với chi tiết được trình bày trên hình 4.6.71. Góc phải nằm trong khoảng 35 - 450 (0,612 - 0,787 rad), còn góc trong khoảng 70-900
(1,22 - 1,57 rad). Chất lỏng làm mát làm giảm ảnh hưởng nhiệt của tia hồ quang đối với chi tiết
và làm tăng vận tốc làm mát của lớp hàn, như vậy lớp hàn đắp sẽ có cấu trúc tôi và có độ cứng và độ chống mòn cao. Ngoài ra chất lỏng còn bảo vệ cho lớp hàn đắp khỏi bị tác động của ôxy và nitơ ngoài không khí.
4.5.4. Ưu nhược điểm của phương pháp hàn đắp rung 1. Ưu điểm - Ưu điểm của hàn đắp rung so với các phương pháp hàn đắp khác là chi tiết
phục hồi bị đốt nóng không đáng kể, vùng ảnh hưởng nhiệt không lớn, do đó thành phần hóa học và tính chất cơ lý của chi tiết hầu như không bị thay đổi. Ngoài ra, nếu dùng dây hàn có hàm lượng các bon tương ứng thì có thể nhận được tất cả các dạng cấu trúc tôi của kim loại hàn đắp có độ cứng và chống mòn cao;
- Cơ khí hóa được quá trình hàn, không phụ thuộc vào tay nghề công nhân; - Cho phép sửa chữa những chi tiết tròn có đường kính nhỏ cỡ 10-15mm mà
không thể sửa chữa bằng hàn đắp tự động có bột hàn; - Năng suất cao khi phủ những lớp mỏng;

Cnsc.217
- Khi hàn nhờ phương pháp sinh hồ quang bắt buộc nên có thể dùng nước làm nguội, và như vậy chi tiết không bị đốt nóng quá và không bị biến dạng (và đó cũng là điều rất quan trọng);
- Sau khi hàn coi như chi tiết được tôi ngay do đó không phải gia công nhiệt luyện.
2. Nhược điểm Nhược điểm của hàn đắp rung là cấu trúc của lớp hàn đắp là không đồng nhất
còn độ cứng là không đồng đều, trên bề mặt xuất hiện những vết nứt tế vi. Điều đó có thể giải thích là khi hàn đắp được một vòng lên chi tiết thì mối hàn đó được tôi với độ cứng cao, còn sau đó khi hàn đắp mối tiếp theo thì mối hàn đó lại được ram một phần.
Do vậy độ bền mỏi của chi tiết bị giảm đi đáng kể. Vì vậy, khi sử dụng phương pháp hàn rung phải thận trọng xem xét điều kiện làm việc và đặc điểm kết cấu của chi tiết.
Các chi tiết chịu tải trọng đổi dấu như trục khuỷu thì không nên sửa chữa bằng phương pháp này.
Cho đến nay toàn bộ quá trình hàn vẫn chưa được nghiên cứu một cách triệt để. Các số liệu có tính chất tiêu chuẩn về tần số dao động chưa được quy định, về mối quan hệ giữa biên độ dao động với chế độ kỹ thuật, về hướng dao động tương đối của các đầu dây đối với chi tiết hiện nay mới chỉ được chọn qua thực tế sản xuất mà thôi.
4.6. Phục hồi chi tiết bằng phương pháp phun kim loại 4.6.1. Nguyên lý phun kim loại điện hồ quang Phun kim loại là quá trình tạo ra lớp phủ bằng cách phun các hạt kim loại
nóng chảy nhờ luồng khí nén hoặc khí trơ lên bề mặt chi tiết đã được chuẩn bị trước. Việc làm nóng chảy và phun kim loại được tiến hành nhờ các máy phun kim loại. Tùy thuộc vào phương pháp làm nóng chảy kim loại, việc phun kim loại được chia ra: phun kim loại điện hồ quang, phun kim loại hơi, phun kim loại cao tần, phun kim loại hồ quang plazma, v.v...
Phun kim loại điện hồ quang dựa trên cơ sở sử dụng nguồn nhiệt của tia hồ quang làm nóng chảy kim loại cần phun. Trên sơ đồ (hình 4.9) ta thấy các dây kim loại 1 cách ly với nhau và được đẩy đi trong rãnh của vỏ máy phun nhờ các con lăn 5. Trong đầu phun của máy phun, giữa các dây kim loại có chênh lệch điện áp vì vậy xuất hiện tia hồ quang và dưới tác dụng của nó chúng bị nóng chảy. Các phần tử kim loại nóng chảy nhờ luồng khí nén 2 được thổi lên bề mặt đã chuẩn bị sẵn của chi tiết 3.
3 4
1
4

Cnsc.218
PHVNTheùp,ñoàng,ñoàng ñoû, nhoâm thieác , keõm,ñoàng thau, nhoâm,thieác ñoàng ñoû,ñoàng thau keõm LEÂN CAÙC VAÄT LIEÄU Theùp vaø caùc Goã giaáy söù kim loaïi khaùc
75 125 20050
0
50
100
150
200
250
25 75 100 200 300 400
V [ m/s ]
khoâng khí
4
3
2
1
khoaûng caùch phun kim loaïi(mm)
Hình 4.9. Sơ đồ làm việc của máy phun kim loại điện hồ quang
6. Dây phun; 7. Luồng khí nén; 8. Chi tiết được phun; 9. Dây dẫn từ nguồn điện; 10. Các con lăn.
Khi phun kim loại có thể phủ một lớp kim loại bất kỳ có chiều dày từ 0,03
mm tới vài milimét lên bất kỳ vật liệu nào như kim loại, gỗ, thủy tinh, thạch cao, giấy, v.v... mà không làm những vật liệu đó bị nóng chảy.
Hình 4.10. Sơ đồ quá trình phun kim loại
2. Bề mặt được phun; 2. Dây kim loại phun; 3. Đường cong thay đổi vận tốc khí nén; 4. Đường cong thay đổi tốc độ hạt kim loại

Cnsc.219
Quá trình phun kim loại có thể chia ra làm 3 giai đoạn: Giai đoạn làm nóng
chảy kim loại dây phun, giai đoạn phun kim loại nóng chảy đó nhờ luồng khí và giai đoạn hình thành lớp phủ. Hình 4.10 miêu tả sơ đồ quá trình phun kim loại.
Theo nghiên cứu A.Ph.Trô-it-xki, khi đốt chảy dây kim loại trong máy phun xảy ra những chu trình như sau đây:
1. Xuất hiện hồ quang giữa các điện cực và đốt chảy chúng; 2. Ngắt mạch đầu tiên của mạch điện các điện cực; 3. Ngắn mạch và làm nóng chảy điện cực; 4. Phóng tia lửa điện và tiếp tục tia hồ quang mới.
Sự nóng chảy kim loại xảy ra ở thời điểm chảy và ngắn mạch của tia hồ quang, ở những thời điểm ngắt mạch điện của các điện cực kim loại không bị nóng chảy.
Nhiệt độ nóng chảy của kim loại ở những giai đoạn khác nhau đều khác nhau. Khi hồ quang cháy thì nhiệt độ của kim loại phun tương đối lớn, lúc đó sẽ tạo ra số lượng các hạt kim loại có kích thước nhỏ, còn khi đoản mạch nhiệt độ giảm xuống và lúc này tạo ra các hạt kim loại có kích thước lớn hơn.
Khi các phần tử va vào bề mặt phun thì chúng bị làm lạnh bởi dòng không khí nén hoặc khi trơ và do truyền nhiệt từ các phần tử đã bám tới kim loại của chi tiết. Từ đó thấy được rằng, nhiệt độ đốt nóng của chi tiết khi phun kim loại không cao lắm, vào khoảng trên dưới 2000C.
Người ta cho rằng liên kết bên trong của lớp kim loại phun với kim loại chi tiết có được là do lực bám tương hỗ cơ giới và tác động của các lực phân từ. Độ bám của lớp kim loại phủ với kim loại cơ bản phụ thuộc vào trạng thái bề mặt sửa chữa của các chi tiết, vào nhiệt độ và vận tốc của các hạt phun vào, kim loại phun và chế độ phun kim loại.
Khi phun kim loại có thể tạo ra những hạt kim loại có kích thước khác nhau từ 2 đến 100 m . Tốc độ bay của các hạt kim loại có thể đạt tới khoảng 85-190 m/s còn thời gian chuyển động tới chi tiết thì không tới 0,003 giây. Ở vận tốc lớn và thời gian chuyển động nhỏ như vậy các phần tử không kịp làm lạnh một cách nhanh chóng được và khi chạm vào bề mặt chi tiết chúng vẫn nằm ở trạng thái dẻo. Vì bị va đập mạnh cho nên những phần tử này bị đàn hồi (biến dạng đi) và dính vào nhau, kết quả là nhờ tác dụng của các lực bám giữa các phân tử và nguyên tử tại chỗ tiếp xúc, các phân tử kim loại được liên kết với kim loại của chi tiết và với những phần tử kim loại phun lên trước nó.
Vận tốc đưa dây và áp suất luồng khí cũng làm ảnh hưởng tới các quá trình trên. Khi vận tốc đưa dây lớn thì cường độ cực đại của dòng điện tăng lên và kéo dài thời gian ngắn mạch của điện cực và như vậy sẽ làm tăng khối lượng các hạt kim loại có kích thước lớn. Khi tăng áp suất luồng khí sẽ làm tăng chu kỳ cháy của tia hồ quang và như vậy chất lượng phun tốt hơn vì sẽ làm tăng khối lượng của các hạt có kích thước nhỏ. Tuy nhiên, cần chú ý rằng áp suất cao của luồng khí và sự tăng đột ngột vận tốc đưa dây tới một trị số lớn hơn trị số cực đại nào có thể dẫn đến là ở chu

Cnsc.220
kỳ ngắn mạch kim loại không kịp nóng chảy hết. Những hạt kim loại lớn thậm chí những cục kim loại có thể bị bứt ra, va vào chi tiết làm ảnh hưởng không tốt tới chất lượng phun.
Cấu trúc và tính chất của lớp phủ chịu ảnh hưởng lớn của các yếu tố như vận tốc của các hạt, khối lượng và kích thước của chúng, nhiệt độ của các hạt trong thời gian chúng di chuyển, các hiện tượng xảy ra trong quá trình phun cũng như trạng thái bề mặt chi tiết và vật liệu dây kim loại. Đại bộ phận các yếu tố đó phụ thuộc vào chế độ phun.
Cấu trúc của lớp kim loại phun rất khác biệt so với cấu trúc của kim loại đúc hoặc cán. Lớp phủ thường là xốp, trị số độ xốp phụ thuộc vào hàng loạt yếu tố, trong đó quan trọng nhất là phương pháp làm nóng chảy kim loại và chế độ làm việc của máy phun kim loại. Thành phần hóa học của lớp phủ cũng khác so với thành phần hóa học của dây phun bởi vì trong khi phun một số thành phần của nó như các bon, silic, mangan, v.v... đã bị đốt cháy.
Sự tồn tại các màng ôxy hóa trên bề mặt các phần tử kim loại phun cản trở sự tạo thành cấu trúc đồng nhất bình thường cuả lớp phủ và là nguyên nhân làm giảm độ dẻo của nó, đồng thời so với kim loại của chi tiết thì sức cản va đập, sức cản đứt, sức cản xoắn, sức cản uốn của nó nhỏ hơn rất nhiều. Lớp phủ chịu nén tốt nhưng chịu kéo tồi.
Độ cứng của lớp phủ lớn hơn độ cứng của dây phun là do khi bị làm lạnh thì các phần tử đã được tôi (đối với dây các bon cao). Cấu trúc xốp và độ cứng cao của lớp phủ đảm bảo cho nó có độ chống mòn cao khi làm việc có bôi trơn.
Tại điểm tiếp xúc giữa hai điện cực nhiệt độ sinh ra lớn, lớn hơn khá nhiều so với nhiệt độ nóng chảy của kim loại, do đó tại đây xuất hiện hai trạng thái của kim loại: kim loại lỏng và hơi kim loại. Kim loại nóng chảy được luồng khí cuốn đi và được phun ra thành những hạt nhỏ với vận tốc lớn của luồng khí. Kim loại cũng như nhiệt độ của các hạt thay đổi từ điểm nóng chảy tới bề mặt của chi tiết và theo tiết diện của luồng khi từ đường tâm luồng khi ra tới lớp biên. Vận tốc của các hạt tăng dần từ vận tốc ban đầu khoảng 18 m/s cho tới trị số cực đại và sau đó càng xa vùng chảy thì càng giảm xuống. Trị số cực đại khi phun thép có thể đạt tới 190 m/s.
Vận tốc cuối cùng của các hạt ở khoảng cách 250 mm cách đầu máy phun vào khoảng 85 m/s, thời gian bay của hạt vào khoảng 0,003 giây. Do đó hạt không bị làm lạnh đột ngột khi chạm tới bề mặt chi tiết và nó vẫn còn ở trạng thái dẻo. Sau đây là một số số liệu.
- Khoảng cách từ đầu máy phun, mm: 50 100 200 - Nhiệt độ của các hạt kim loại trên đường tâm của luồng khi thổi 0C 1030 980 900 Như trên đã nói, vận tốc nhiệt độ của các hạt kim loại giảm xuống theo tiết
diện của luồng khí thổi từ đường tâm ra tới chu vi. Nếu cho rằng trong quá trình bay, các hạt kim loại được làm mát không đồng đều và bị ôxy hóa một phần ở những mức độ khác nhau, thì thấy rõ ràng rằng, khi đạt tới bề mặt chi tiết, các hạt kim loại sẽ có kích thước, khối lượng, vận tốc và nhiệt độ khác nhau. Khi va đập vào bề mặt chi tiết, do những nguyên nhân trên, các hạt kim loại sẽ bị biến dạng, biến cứng và bị làm lạnh do bề mặt nguội của chi tiết ở những mức độ khác nhau và do vậy cấu trúc

Cnsc.221
lớp phủ sẽ không đồng nhất và sẽ khác biệt rất nhiều so với cấu trúc của kim loại phun.
Độ bền bám giữa các hạt kim loại với nhau có thể xem như độ bền tiếp xúc tạo bởi sự tác dụng của các lực bám giữa các nguyên tử, phân tử của các phần tiếp xúc.
Thành phần hóa học của lớp phủ rất khác so với thành phần hóa học của dây phun vì khi bị nóng chảy, dây phun bị cháy mất một số các thành phần: C25-35%, Si 25-45%, Mn 35-38%, S 25-26%.
Lớp phủ nhận được bằng cách phun dây kim loại có thành phần 0,7-0,8%C có cấu trúc gồm xoocbit, troxit, mactenxit.
4.6.2. Độ bền bám của lớp kim loại phủ với kim loại cơ bản Tính chất cơ bản xác định khả năng làm việc của các chi tiết phục hồi bằng
phun kim loại đó là độ bền bám của lớp phủ với kim loại cơ bản. Độ bám của lớp phủ với kim loại cơ bản được xác định bởi trạng thái bề mặt chi tiết cần phục hồi nhiệt độ, vận tốc của các hạt kim loại, vật liệu dây phun và chế độ phun kim loại.
Muốn nâng cao độ bền bám của lớp kim loại phủ với kim loại cơ bản thì bề mặt chi tiết phải được làm nhám bằng cách cắt ren hỏng, gia công cơ-dương cực, v.v... Nhiều thí nghiệm đã chứng minh rằng, độ nhám bề mặt càng lớn thì độ bền bám giữa lớp phủ với kim loại chi tiết càng cao. Vì vậy nhiều nhà nghiên cứu cho rằng độ bền bám là sự liên kết cơ học đơn thuần của các hạt kim loại với độ nhấp nhô bề mặt chi tiết. Nhưng theo quan điểm đó thì không thể giải thích được rất nhiều những hiện tượng khác, chẳng hạn như nâng cao độ bền bám bằng cách nung nóng sơ bộ chi tiết, phủ lót một lớp kim loại hoặc hợp kim nhẹ (dễ nóng chảy). Do vậy, liên kết cơ học có lẽ chỉ có một vai trò nào đó trong độ bền bám mà thôi. Tuy nhiên, ý nghĩa cơ bản của độ nhám để tăng độ bền bám là ở chỗ làm giảm góc biên, có nghĩa là cải thiện điều kiện thấm ướt bề mặt chi tiết bằng các hạt kim loại.
Độ dẻo của các hạt kim loại cho phép có thể coi quá trình phun kim loại lên bề mặt chi tiết như một hiện tượng gần giống với hiện tượng thấm ướt. Theo R. Gurvink thì sự thấm ướt đối với một hệ gồm hai vật thể sẽ xảy ra trong những trường hợp khi ít nhất có một vật được mang tới bề mặt của vật kia trong trạng thái lỏng hoặc dẻo. Nhưng cũng có thể xuất hiện câu hỏi là trong trường hợp này liệu có thể xảy ra hiện tượng thấm ướt không, chừng nào các hạt kim loại phun có thể bị bao học một màng ôxyt. Có thể trả lời câu hỏi này một cách khẳng định theo những nguyên nhân sau. Một là độ cứng của màng ôxyt lớn hơn rất nhiều so với độ cứng của hạt kim loại phun (trong các lớp kim loại phun các ôxyt thường gặp nhất là ôxyt sắt Fe2O3 và sắt từ Fe2O4, độ cứng Mooxơ của chúng là 6,5, trong khi đó của bản thân kim loại là (4-5). Hai là độ dày của các màng ôxyt không lớn lắm và có trị số vào khoảng vài chục ăngxtrem. Vì vậy, khi các hạt kim loại đập phải bề mặt chi tiết thì các màng ôxyt vừa cứng vừa ròn bao quanh các hạt đó sẽ bị nứt ra và làm cho các bề mặt của hạt kim loại và của kim loại trở nên tinh sạch. Khi các điểm khác nhau của các phần bề mặt kim loại tinh sạch xích lại với nhau ở cự ly khoảng vài chục ăngxtrem thì lúc đó sẽ xuất hiện những lực tác dụng tương hỗ của liên kết phân

Cnsc.222
tử. Các mảnh vỡ của màng ôxyt lẫn vào lớp phủ làm cho nó có thành phần ôxyt càng lớn.
Độ bám của lớp kim loại phun với kim loại cơ bản có được, là do liên kết phân tử xuất hiện khi bề mặt chi tiết bị các hạt kim loại nửa ướt. Trên hình 4.11. biểu thị hạt kim loại trên phun bề mặt chi tiết.
Sức căng bề mặt 3,2 xuất hiện trên biên chi tiết - không khí, 3,1 - trên biên hạt kim loại - chi tiết và 2,1 - trên biên hạt kim loại - không khí. Lực căng bề mặt
3,2 có xu hướng kéo dẫn giọt kim loại theo đường tiếp xúc còn lực căng bề mặt 3,1 có xu hướng kéo có giọt kim loại ngược trở lại. Góc tạo bởi lực căng bề mặt 3,1 với bề mặt chi tiết gọi là góc biên hay góc thấm ướt. Giọt kim loại sẽ nằm ở vị trí cân bằng nếu:
2,1 + 3,1 cos = 3,2 , (4.19)
Hình 4.11. Sơ đồ hạt kim loại phun trên bề mặt chi tiết
Góc biên có hướng về phía chất lỏng, có nghĩa là về phía giọt kim loại phun. Từ phương trình (4.11) có thể suy ra điều kiện thấm ướt. Đơn vị đo độ thấm
ướt được dùng bằng trị số 3,1
2,13,2cos
B hoặc góc biên . Góc biên càng
nhỏ thì độ thấm ướt càng tốt. Khi 0 < < 900 (1,57 radian) thì các hạt kim loại sẽ thấm ướt chi tiết. 3,2 > 3,1 + 2,1 , (4.20)
Chi tiết sẽ không bị thấm ướt bởi các hạt kim loại, nếu > 900. Công cần thiết để đưa hạt kim loại lên chi tiết, hay nói khác năng lượng hút
bám bằng: A = 3,1 + 3,2 - 2,1 , (4.21)
Từ các phương trình trên ta có: A = 3,1 (1 + cos ), (4.22)
ThÊm ít
1,2 2,3
1,3
1,3
2,3 1,2
H¹t kim lo¹i
Chi tiÕt

Cnsc.223
Trong đó A - năng lượng hút bám (hay công thấm ướt) cần bỏ ra để tách một hạt (một giọt) kim loại phun khỏi bề mặt chi tiết theo hướng vuông góc với bề mặt tiếp xúc.
Khi = 0, A = 2 3,1 , đây là trường hợp thấm ướt hoàn toàn bề mặt, nhưng hiện tượng này không thể có trong phun kim loại.
Như đã biết khi phun kim loại cần tạo độ nhám lớn để tăng bề mặt tiếp xúc. Độ nhám bề mặt chi tiết trong phun kim loại có thể đánh giá bởi hệ số k, hệ số này là tỷ số giữa bề mặt thấm ướt thực tế với bề mặt nhẵn. Nếu bề mặt nhám của chi tiết lớn gấp k lần hình chiếu của bề mặt nhẵn thì: k. 3,2 = k. 2,1 + 3,1 . cos , (4.23)
Khi k >1 góc biên của bề mặt nhám sẽ có trị số khác, chẳng hạn là 1 . Sự cân bằng sẽ xảy ra khi: k. 2,1 = 3,1 cos 1 = k. 3,2 , (4.24)
k. ( 3,2 - 2,1 ) = 3,1 cos 1 , (4.25)
Nhưng 3,2 - 2,1 = 3,1 cos
Cho nên: 3,1 cos =k
13,1 cos. hoặc cos 1 = k.cos , (4.26)
Khi k < 1 góc biên 1 > và độ thấm ướt bề mặt chi tiết bởi các giọt kim loại kém hơn so với khi k > 1 tức là khi 1 < .
Trong trường hợp thứ hai này, tức là khi bề mặt chi tiết nhám thì sự thấm ướt tốt hơn sẽ làm cho độ bền bám tăng lên. Cùng lúc đó độ bền bám cơ học cũng được tăng lên cùng với liên kết phân tử và độ bền bám cơ học đó có thể đóng một vai trò nào đó trong độ bền của lớp kim loại phủ với kim loại cơ bản. Theo nghiên cứu của A.Ph.Trô-it-xki, góc biên trong phun kim loại có trị số khoảng 23-450 (0,4-0,78 rad) và lớn hơn nữa. Độ bền liên kết phần tử là loại độ bền yếu nhất trong 4 loại liên kết của chất rắn (độ bền liên kết đo bằng năng lượng cần để phá vỡ toàn bộ liên kết đó, năng lượng này tính cho 1 môl và tính bằng kilôcalo hoặc electrônoat). Theo A.I. Brôt-xki, liên kết hóa học có năng lượng 1-10 eV, liên kết phân tử 0,001-0,1 eV. Độ bền phân tử trong phun kim loại lại càng yếu hơn vì các điều kiện thấm ướt không thuận lợi.
Từ những dẫn dắt trên đây có thể kết luận rằng, độ bền bám của lớp kim loại phủ với kim loại cơ bản phụ thuộc vào rất nhiều nguyên nhân, một trong những nguyên nhân đó và là cơ bản nhất, là trạng thái bề mặt chi tiết cần phun và của các hạt kim loại phun. Ngoài ra độ bền bám còn phụ thuộc vào nội ứng suất dư, tùy thuộc vào nó mang dấu nào và tuỳ thuộc vào hình dạng hình học của chi tiết mà có thể làm tăng hoặc giảm độ bền.
4.6.3. Các phương pháp nâng cao độ bền bám của lớp kim loại phủ Như đã biết, trị số độ bền lớn nhất của lớp phủ với kim loại cơ bản đạt được
là do dùng các phương pháp cơ khí thô sơ để chuẩn bị bề mặt chi tiết như cắt bằng ren hỏng, gia công tia lửa điện, v.v... Tất cả những phương pháp đó đều làm giảm độ

Cnsc.224
bền mỏi của chi tiết. Vì vậy, cần phải nâng cao độ bền bám bằng cách thay thế những phương pháp thô sơ bằng những phương pháp có khả năng không những không làm giảm độ bền của lớp phủ với kim loại cơ bản, mà còn làm tăng thêm độ bền đó.
Độ bền bám của lớp phủ với kim loại cơ bản chịu ảnh hưởng rất lớn của lớp kim loại phủ đầu tiên, như một cái nền cho những lớp sau. Độ bám của các hạt kim loại của lớp đầu tiên này xảy ra trong các điều kiện không thuận lợi hơn so với những lớp sau. Các hạt kim loại bay tới bề mặt nguội của chi tiết và bị làm lạnh, do đó mức độ dẻo của nó giảm xuống. Do đó hiện tượng thấm ướt bề mặt cứng của chi tiết cũng xảy ra ở những điều kiện không thuận lợi hơn so với sự thấm ướt của các lớp sau. Do bề mặt của chi tiết cũng như của chính bản thân các hạt kim loại bị ôxy hóa, đồng thời do không đủ biến dạng để bám cho nên đã làm thiếu mất điều kiện cần thiết để tạo ra sự tác động của các lực phân tử đối với rất nhiều hạt kim loại. Ngoài ra, do nhiệt độ chênh lệch ở bề mặt chi tiết và của các hạt kim loại, trong lớp phủ trên biên giữa các lớp xuất hiện nội ứng suất và làm cho bề mặt tiếp xúc có đặc tính ứng suất: Nhiệt độ của lớp biên, là nền tảng cho những lớp sau, cao hơn nhiệt độ của bề mặt chi tiết, do đó độ dẻo của tất cả các hạt ở những lớp sau sẽ lớn hơn so với độ dẻo của lớp đầu tiên đã bị bề mặt chi tiết làm nguội. Bề mặt lớp đầu tiên thường là nhám hơn so với bề mặt chi tiết, do đó điều kiện thấm ướt ở những lớp sau đều thuận lợi hơn.
Những quan điểm trên đây về bản chất của các lực bám của lớp phủ kim loại cho phép xác định phương pháp nâng cao độ bền bám của nó với kim loại cơ bản cũng như cơ tính của lớp phủ. Những phương pháp đó có thể là: phun kim loại bằng cách thổi khí trơ, tăng độ thấm ướt bề mặt cứng của chi tiết bằng các hạt của lớp biên đầu tiên, sử dụng các lớp lót. Ngoài ra nung nóng sơ bộ cho chi tiết cũng làm tăng độ bền bám, chẳng hạn khi nung sơ bộ tới 2000C, độ bền bám có thể tăng lên 30% (V.M. Kria-giơ-kốp). Tuy nhiên, cũng phải chú ý rằng khi nung nóng sơ bộ chi tiết có thể làm cho cơ tính của nó thay đổi, nhất là đối với những chi tiết đã qua gia công nhiệt luyện. Tuy nhiên có thể đốt nóng chi tiết bằng điện cao tần, làm như vậy tính chất của chi tiết không bị thay đổi.
Độ bền bám còn tăng lên nếu phủ các lớp lót bằng kim loại và hợp kim dễ dàng chảy (nhẹ) kết hợp với đốt nóng bằng điện cao tần. Lớp lót bằng các kim loại và hợp kim trên bề mặt chi tiết làm tăng độ thấm ướt ở bề mặt phân cách chi tiết lớp phủ. Tuy nhiên trong trường hợp này vẫn dùng lớp biên và như vậy ta thấy rằng nên dùng lớp mà không đốt nóng thì hiệu quả không đáng kể.
Ngoài ra, còn dùng luồng khí nitơ để thổi cũng làm tăng độ bền bám hoặc dùng môlíp đen làm lớp lót dày độ 0,3mm cũng tăng độ bám của nó với kim loại cơ bản.
Tóm lại, có thể đưa ra những kết luận sau đây: - Độ bám của lớp kim loại phủ với kim loại cơ bản phát sinh nhờ liên kết
phân tử tạo ra dưới tác dụng thấm ướt bề mặt chi tiết bởi các phần tử kim loại nửa -ướt. Liên kết phân tử trong phun kim loại càng trở nên yếu ớt vì những điều kiện đặc biệt của quá trình phun.
- Độ bền bám của lớp phủ kim loại có thể được nâng cao bằng cách dùng các lớp phủ lót bằng kim loại hoặc hợp kim dễ nóng chảy đó đốt nóng bằng dòng điện

Cnsc.225
cao tần, đồng thời có thể dùng lớp lót bằng môlíp đen. Độ bền bám tăng lên trong những trường hợp trên là do điều kiện thấm ướt tốt hơn và bề mặt tiếp xúc tăng lên.
- Phun kim loại có thổi khí nitơ cũng làm tăng độ bền bám nhưng mức độ thấp hơn so với trường hợp sử dụng các lớp lót và có đốt nóng cao tần.
4.6.4. Trang bị phun kim loại, quá trình công nghệ phun Để tiến hành các công việc về phun kim loại cần phải có những trang thiết bị
cơ bản sau đây: Máy phun kim loại, biến áp, máy nén khí và bình chứa, bộ phận lọc khí (ngưng tụ hơi ấm và đầu), máy tiện (khi phun kim loại cho trục) máy phun cát và buồng phun cát, buồng kín (để phun các chi tiết phẳng).
Các máy phun kim loại điện - hồ quang có thể dùng nguồn xoay chiều hoặc một chiều. Trên hình vẽ dưới đây trình bày thiết bị phun kim loại điện (hình 4.12).
Hình 4.12. Sơ đồ thiết bị phun kim loại.
1. Chi tiết phun kim loại; 8. Thùng chứa; 2. Máy phun kim loại; 9. Bình lọc khí; 3. Thiết bị cuốn dây; 10. Đồng hồ đo áp suất; 4. Lưới điện ; 11. Máy biến áp; 5. Bảng điện ; 12. Ống dẫn khí nén; 6. Động cơ điện; 13. Dây dẫn từ biến áp. 7. Máy nén khí;
Quá trình công nghệ sửa chữa chi tiết bằng phương pháp phun kim loại gồm 3 giai đoạn chính sau đây:
1. Chuẩn bị bề mặt chi tiết trước khi phun kim loại; 2. Phun kim loại lên bề mặt chi tiết; 3. Gia công chi tiết sau khi phun.
1. Chuẩn bị bề mặt chi tiết trước khi phun kim loại Đây là giai đoạn rất quan trọng, bởi vì nó liên quan trực tiếp tới chất lượng
bám của lớp kim loại phun với kim loại cơ bản. Về các phương pháp chuẩn bị thì như đã biết, người ta dùng ren hỏng để tạo nhám bề mặt, dùng các phương pháp điện như gia công cơ dương cực, v.v... Các phương pháp này một mặt nâng cao được độ
1 23 5 4 10
9 8 7 6
1213
11

Cnsc.226
bền bám nhưng mặt khác lại làm giảm độ bền mỏi của chi tiết, đặc biệt đối với các chi tiết làm việc ở chế độ tải trọng đổi dấu như trục khuỷu, các gối quay, v.v...
Gia công tia lửa điện và gia công cơ dương cực cho phép chuẩn bị những chi tiết có độ cứng bề mặt cao (tới HRC 60-61). Đối với những chi tiết có độ cứng cao người ta còn sử dụng các phương pháp điện-hồ quang và điện xung. Nhưng thí nghiệm cho thấy rằng những phương pháp này đều ảnh hưởng xấu tới giới hạn mỏi của chi tiết.
Độ nhám bề mặt chi tiết trong những phương pháp chuẩn bị bằng điện được tạo ra bởi sự phá hủy các lớp bề mặt kim loại cơ bản và tạo ra các vết lõm (rãnh) lớn hoặc nhỏ hoặc các độ lồi có kích thước khác nhau, tuỳ thuộc vào chế độ gia công.
Chuẩn bị bề mặt chi tiết bằng phương pháp gia công cơ-dương cực tiến hành ở chế độ tương đối thô ở điện áp 22-24V và dòng điện 100-150A, do đó ảnh hưởng nhiệt và chiều sâu ảnh hưởng của nó tương đối lớn. Do đó dù chỉ sai lệch một chút so với chế độ trên thì trên bề mặt chi tiết cũng đã có thể xuất hiện các vết nứt tế vi và chúng là nguyên nhân làm giảm giới hạn mỏi của chi tiết.
Còn đối với các phương pháp gia công cơ, nếu gia công càng thô thì giới hạn mỏi càng thấp. Khi có các độ nhấp nhô bề mặt ở dang cắt (rạch) thì hệ số tập trung ứng suất sẽ là:
t21 , (4.27)
trong đó: t - chiều cao các độ nhấp nhô tế vi; - bán kính làm tròn ở đáy của rãnh; -hệ số phụ thuộc vào tỷ số của bước của các độ nhấp nhô với chiều cao của chúng.
Đối với các bề mặt sau khi gia công cơ bằng cắt gọt 1 và
3,005,0 t
. Trong những trường hợp đó hệ số tập trung ứng suất là
5,25,1 . Từ đây thấy rõ rằng chiều cao của các độ nhấp nhô (độ nhám) tăng lên thì làm giảm đáng kể độ bền mỏi của chi tiết làm việc ở chế độ tải trọng đổi đầu. Khi chuẩn bị chi tiết phun kim loại bằng phương pháp cắt bằng ren lỏng hệ số tập trung ứng suất còn lớn hơn những trị số trên, vì còn xuất hiện các độ nhấp nhô phụ do dao cắt rung vì tầm với quả nó dài.
Tóm lại, những phương pháp chuẩn bị chi tiết trên đây đều làm giảm giới hạn mỏi của chi tiết. Do vậy, các phương pháp chuẩn bị bằng gia công cơ, nếu độ cứng chi tiết cho phép, cần phải được thay thế bằng các kiểu lăn ép khác nhau. Chi tiết đo độ cứng bề mặt lớn nên thổi bằng bột thép. Hai phương pháp này không làm giảm giới hạn mỏi và độ bền bám của nó so với gia công bằng ren hỏng cũng không nhỏ hơn bao nhiêu.
Việc chuẩn bị bề mặt chi tiết gồm những thao tác sau đây: Làm sạch cặn bẩn, sạch gỉ và khử mỡ, tạo độ nhám bề mặt và cách ly các bề mặt không phun.

Cnsc.227
Việc tạo nhám, như trên đã nói, phải thực hiện bằng những phương pháp sau: cắt bằng ren hỏng, gia công bằng bột thép, gia công bằng điện, v.v... Gia công bằng bột thép là phương pháp chuẩn bị tương đối có hiệu quả. Người ta dùng luồng khí nén có áp suất 5-6 kG/m2 thổi bột thép (0,8 -1,5 mm) lên bề mặt chi tiết. Bề mặt của các chi tiết hình trụ có độ mòn không lớn trước khi tạo nhám cần phải tiện láng để đạt được hình dạng hình học đúng đắn và đảm bảo độ dầy cho phép nhỏ nhất của lớp phun.
Các bề mặt chi tiết không phun kim loại được bảo vệ bằng giây mịn, bằng các tông hoặc bằng hộp kim loại. Thời gian từ lúc chuẩn bị bề mặt chi tiết đến khi phun không được quá 2 giờ.
Đối với các phương pháp chuẩn bị bằng gia công cơ, để tăng độ bền bám của lớp phủ với kim cơ bản, trên đầu mút của cổ của các trục hở nên xọc các rãnh sâu 1,5 mm, rộng 1,5-2,0 mm cách mặt đầu 1,5-2,0 mm. Đồng thời, cổ trục trước khi gia công bằng ren hỏng hoặc lăn ép nên tiện láng và để lại một gờ rộng 1,5 mm ở phía đầu (hình 4.13).
Hình 4.13. Sơ đồ lớp kim loại phun trên chi tiết
1. Kim loại cơ bản; 2. Lớp phủ; 3. Gờ giới hạn (gờ hạn chế). 2. Quá trình phun kim loại Các chi tiết có bề mặt trụ thì việc phun kim loại tiến hành trên máy tiện, còn
các chi tiết có bề mặt phẳng thì tiến hành phun trong buồng kín. Khi phun kim loại trên máy tiện, chi tiết được kẹp chặt trên mâm cặp (kích
thước của máy tiện phải phù hợp với chiều dài chi tiết) hoặc trên tấm máy và sẽ được quay tròn. Còn máy phun thì được dịch chuyển dọc theo chi tiết, bằng tay hoặc được cặp lên bàn dao của máy tiện nhờ đồ gá chuyên dùng. Khi phun kim loại cho các chi tiết có đường kính 100-150mm bằng máy phun, chuyển động tịnh tiện của máy khoảng 10-15mm/vòng, còn chi tiết quay với vận tốc 15-20m/phút. Khi phun kim loại cho các chi tiết có kích thước bất kỳ bằng máy phun tay, vận tốc của máy phun là 1-5mm/vòng, còn chi tiết quay với tốc độ 12-15 m/phút.
Phun kim loại cho các bề mặt bị mòn của chi tiết được tiến hành cho tới khi đạt được kích thước danh nghĩa cộng thêm với lượng dư gia công. Lượng dư gia công khi tiện láng là 0,5-1,0 mm về một phía và cho mài tiếp theo là 0,15-0,20 mm. Còn nếu lớp phủ chỉ phải mài thì lượng dư gia công lấy 0,3-0,7 mm về một phía tuỳ thuộc kích thước đường kính của chi tiết.
12
A
A - A
1
23
A

Cnsc.228
Thời gian cơ bản cần thiết để phun kim loại cho các chi tiết hình trụ:
kqhld
kqhldT
.....006,0
..1000.1060.....
, phút (4.28)
trong đó: d - đường kính chi tiết cần phun kim loại, cm; l - chiều dài chi tiết cần phun, cộng với hành trình chạy quá của máy phun, cm;
h - chiều dày lớp phủ, mm; - trọng lượng riêng của lớp phủ, g/cm3; q - năng suất máy phun, kg/giờ;
k - hệ số sử dụng hữu ích dây kim loại có tính tới tổn thất kim loại khi phun.
Bảng 4.11. Chỉ dẫn về một số chế độ phun kim loại
Kiểu phun kim loại Các chỉ tiêu
Điện hồ quang Điện cao tần Hơi
Hồ quang plazma
Khoảng cách từ buồng phun tới bề mặt, mm
80 -100
100 - 125
100 - 150
80 - 120
Điện áp, V 25 - 35 - - 60 - 100 Cường độ dòng điện, A 80 - 120 - - 400 Áp suất khí nén, kG/cm2 5 - 6 4 3 - 5 - Áp suất axêtilen, kG/cm2 - - 0,04 - 0,6 - Áp lực ôxy, kG/cm2 - - 2 - 4 -
. Nếu d và l tính bằng m, tính bằng kg/m3 và q bằng kg/s thì:
310..
.... kqhldT , giây (4.29)
Trị số k phụ thuộc vào rất nhiều yếu tố: kiểu máy phun, chế độ phun, khoảng cách từ đầu máy phun tới chi tiết, đường kính chi tiết, v.v... Hệ số k có thể lấy trong khoảng 0,70 - 0,80. Chỉ dẫn về một số chế độ phun kim loại được cho trong bảng 4.11.
3. Gia công chi tiết sau khi phun kim loại Sau khi phun kim loại phải tiến hành gia công cơ cho chi tiết. Các lớp phủ
được phun từ dây thép có hàm lượng các bon dưới 0,30% cũng như phun từ kim loại màu được đem tiện láng và sau đó đem mài. Khi tiện dùng dao có lưỡi cắt bằng hợp kim cứng như T15K6, BK6, BK8.
Các lớp phủ được phun từ dây thép có hàm lượng các bon lớn hơn 0,30% thì không tiện mà chỉ mài. Mài với vận tốc cắt là 25-30 m/s, vận tốc quay của chi tiết là 10-12 m/phút (0,17 - 0,20 m/s), chiều sâu cắt 0,015 - 0,03mm, lượng ăn đá 5-10 mm/vòng.

Cnsc.229
Các bề mặt trụ gia công trên máy tiện, máy mài, các mặt phẳng gia công trên máy tiện hoặc bằng tay.
Trên đây ta đã xét về phun kim loại điện-hồ quang. Như đã nói, ngoài phương pháp này còn có các phương pháp phun kim loại khác như: phun kim loại hơi (bằng ôxy hoặc axetylen), phun kim loại điện cao tần và phun kim loại plazma-hồ quang. Về nguyên lý chúng chỉ khác nhau ở chỗ nguồn điện cung cấp để làm nóng chảy kim loại, còn các bước công nghệ khác đều tương tự. Vì khuôn khổ giáo trình có hạn chúng ta không xét cụ thể những phương pháp đó ở đây.
4.6.5. Ưu nhược điểm của phương pháp phun kim loại 1. Ưu điểm Có thể phun bất kỳ loại kim loại hoặc hợp kim nào lên những vật liệu rất
khác nhau như kim loại, gỗ, thuỷ tinh, thạch cao, giấy, sứ v.v... với chiều dày lớp phủ có thể đạt tới 0,03mm tới vài milimét thậm chí tới 10-15 mm mà không làm những vật liệu đó bị nóng chảy, điều đó cho phép có thể sửa chữa những chi tiết có độ mòn lớn.
Nhiệt độ đốt nóng của chi tiết khi phun kim loại không cao lắm, vào khoảng trên dưới 2000C.
Độ cứng của lớp phủ lớn hơn độ cứng của dây phun là do khi bị làm lạnh thì các phần tử đã được tôi (đối với dây các bon cao). Cấu trúc xốp và độ cứng cao của lớp phủ đảm bảo cho nó có độ chống mòn cao khi làm việc có bôi trơn ở chế độ ma sát ướt và nửa ướt.
2. Nhược điểm Thành phần hóa học và cấu trúc của lớp phủ khác biệt so với thành phần hóa
học của dây phun bởi vì trong khi phun một số thành phần của nó như các bon, silic, mangan, v.v... đã bị đốt cháy, do đó lớp phủ thường là xốp và ròn.
Sự tồn tại các màng ôxy hóa trên bề mặt các phần tử kim loại phun cản trở sự tạo thành cấu trúc đồng nhất bình thường cuả lớp phủ và là nguyên nhân làm giảm độ dẻo của nó.
So với kim loại của chi tiết thì sức cản va đập, sức cản đứt, sức cản xoắn, sức cản uốn của nó nhỏ hơn rất nhiều. Lớp phủ chịu nén tốt nhưng chịu kéo tồi, nhạy cảm với tải trọng va đập cho nên không thể tiện ren trên phần đó được.
Việc chuẩn bị chi tiết để phun khá phức tạp và khó khăn nhất là đối với những chi tiết có độ cứng bề mặt cao, tổn hao kim loại tương đối lớn khi phun cho những chi tiết có kích thước nhỏ.
Do những nhược điểm trên, cho nên hiện nay phun kim loại vẫn chưa được ứng dụng rộng rãi trong các xí nghiệp sửa chữa đầu máy diezel nói riêng cũng như trong công nghiệp nói chung.
4.7. Phục hồi chi tiết bằng phương pháp mạ điện phân 4.7.1. Khái niệm chung về mạ điện phân

Cnsc.230
Phục hồi chi tiết bằng các phương pháp mạ điện phân có nghĩa là phủ một lớp kim loại lên bề mặt chi tiết bằng cách điện phân.
Ta đã biết, các kim loại thường được gọi là các chất dẫn điện bậc nhất, còn các dung dịch nước của kiềm, axit và muối là các chất dẫn điện bậc hai hay còn gọi là chất điện phân. Khi hòa tan các kiềm, axit và muối trong nước, các phân tử của chúng được phân ly thành các nguyên tử hoặc các nhóm nguyên tử (ion) mang điện tích dương (kation) và mang điện tích âm (anion). Quá trình phân tích các hợp chất hóa học thành các ion dưới tác dụng của chất hòa tan (của nước) được gọi là quá trình phân ly.
Khi phân ly, các ion của kim loại và nước nhận điện tích dương, còn các ion của các chất kết tủa của axit và hyđroxit thì nhận điện tích âm.
Để mạ điện phân kim loại, người ta đưa vào chất điện phân các thành kim loại và nối chúng với nguồn điện. Thanh kim loại nối với cực dương gọi là anốt và thanh nối với cực âm gọi là katôt. Khi đóng mạch dòng điện, các ion mang điện tích dương bắt đầu chuyển động về phía katốt, còn các ion mang điện tích âm chuyển động về phía anốt. Các ion dương (kation) sau khi về tới mặt katốt sẽ nhận thêm điện tử còn thiếu và trở thành các nguyên tử trung tính. Khi đó hyđrô biến thành khí, còn kim loại trong những điều kiện thuận lợi có thể kết tủa xuống katốt và tạo thành lớp mạ điện phân. Các ion âm (anion) sau khi về tới bề mặt của anốt sẽ phóng điện và cho đi những điện tử thừa, tức là bị oxy hóa và trở thành các nguyên tử trung tính tham gia vào các phản ứng hóa học hoặc được thoát ra ở trạng thái tự do. Quá trình ôxy hóa khử đó gọi là quá trình điện phân.
Trong khi điện phân để tạo ra lớp mạ kim loại, chi tiết cần mạ được dùng làm katốt, con anốt thường là các tấm hoặc thanh kim loại. Anốt có thể hòa tan trong dung dịch hoặc không hòa tan, tuỳ từng trường hợp cụ thể. Chất hòa tan được làm từ chính kim loại cần phủ lên chi tiết. Hiện tượng điện phân hoàn toàn tuân theo định luật của Pha-ra-đây.
Định luật Pha-ra-đây phát biểu như sau:
1. Khối lượng chất kết tủa khi điện phân tỷ lệ với khối lượng điện tích thông qua chất điện phân, có nghĩa là tỷ lệ với cường độ dòng điện nhân với thời gian.
2. Khối lượng chất kết tủa khi dòng điện chạy qua chất điện phân tỷ lệ thuận với đương lượng điện hóa của nó. Đương lượng điện hóa là khối lượng kim loại tính bằng gam được kết tủa trong thời gian 1 giờ khi dòng điện chạy qua là 1 ampe.
Định luật Pha-ra-đây được biểu thị bằng công thức:
tICm .. , (4.30) trong đó: C- đương lượng điện hóa, g/A.h;
I- cường độ dòng điện, A; t- thời gian điện phân, h.

Cnsc.231
Thực tế trong phần lớn các trường hợp, khối lượng kim loại kết tủa ở katốt ít hơn so với khối lượng tính toán theo định luật Pha-ra-đây. Để làm sáng tỏ vấn đề đó người ta đưa ra các khái niệm:
1. Hiệu suất dòng điện
Hiệu suất dòng điện là tỷ số giữa khối lượng kim loại kết tủa thực tế trong khi mạ với khối lượng tính toán theo lý thuyết (theo định luật Pha-ra-đây), tính bằng phần trăm.
%100..
.
thl
tth
mm
, (4.31)
trong đó: -hiệu suất dòng điện, %;
mth.t - khối lượng kết tủa thực tế, gam; ml.th - khối lượng kết tủa tính theo lý thuyết, gam.
2. Mật độ dòng điện Mật độ dòng điện là tỷ số giữa cường độ dòng điện chạy qua chất điện phân
với diện tích bề mặt của điện cực, tính bằng ampe/dm2.
FID , (4.32)
trong đó: D -mật độ dòng điện, A/dm2; I - cường độ dòng điện chạy qua chất điện phân, A; F - diện tích bề mặt điện cực, dm2. Mật độ dòng điện của katốt được ký hiệu là Dk còn của anốt ký hiệu là Da.
Cường độ dòng điện đi qua chất điện phân được tính bằng định luật Ôm (hình 4.14).
rUI , A (4.33)
trong đó:
sLr.
- điện trở của chất điện phân, ôm;
L- khoảng cách giữa các điện cực, cm; s- diện tích mặt cắt ngang của chất điện phân nằm giữa 2 điện cực, cm2;
- độ dẫn điện đơn vị của chất điện phân (điện trở suất), cmom.
1 .
Một trong những yêu cầu cơ bản đối với chất lượng mạ điện phân là độ phân bố đồng đều lớp kết tủa kim loại, có nghĩa là chiều dày lớp mạ phải như nhau trên toàn bộ bề mặt chi tiết. Thực tế thì chiều dày của lớp mạ ở các rìa và các góc của chi tiết lớn hơn rất nhiều so với phần giữa của bề mặt chi tiết. Độ không đồng đều đó phụ thuộc vào nhiều yếu tố trong đó có thành phần của chất điện phân, mật độ dòng điện, khoảng cách giữa các điện cực, sự bố trí tương hỗ giữa các điện cực.
U

Cnsc.232
Hình 4.14. Định luật ôm đối với chất điện phân Độ không đồng đều bề dày của lớp kim loại tăng lên khi mạ các chi tiết có
hình dạng phức tạp. Trong trường hợp này, ở những phần chi tiết nằm gần anốt hơn có mật độ dòng điện lớn, còn ở những phần xa hơn thì ngược lại mật độ dòng điện sẽ nhỏ hơn. Qua đó rút ra định nghĩa:
3. Năng lực mạ đều Năng lực mạ đều (hay năng lực khuếch tán) của bể là khả năng của chất điện
phân có thể làm cho lớp mạ đồng đều theo chiều dày trên các katốt có hình dạng phức tạp.
Điện áp của bể mạ có thể tính: U = Ed + Ir - Ea, (4.34) trong đó:
U - điện áp mạ, V; Ed -điện thế của dương cực, V; Ea -điện thế của âm cực, V; I và r -dòng điện và điện trở của dung dịch, (A và ).
4.7.2. Phục hồi chi tiết bằng phương pháp mạ crôm Mạ crôm dùng để phục hồi các chi tiết bị hao mòn như các thân dẫn hướng
của xupáp con đội, các cổ trục của trục phối khí, các loại chốt, ắc, các loại xécmăng, xylanh, v.v... và dùng để mạ bảo vệ trang trí cho các chi tiết như các tay vịn, các nút điện và một số chi tiết khác.
Crôm có các tính chất cơ bản là độ cứng cao (HB 700-800), chịu được nhiệt độ tới 5000C, tính chống ăn mòn và chống mài mòn cao. Không bị axit tác dụng cùng với tính chịu nhiệt và tính chống mòn cao đó là tính chất cơ bản của crôm cho phép mạ các chi tiết làm việc ở môi trường khí như xécmăng, xylanh. Ngoài ra lớp mạ crôm có độ ròn cao và bôi trơn kém.
1. Sơ đồ nguyên lý thiết bị mạ crôm Thiết bị mạ crôm được thể hiện trên hình 4.15. Thân bể là một thùng hình
chữ nhật được hàn từ thép tấm dầy 4-6mm. Thân bể được đặt trong một thùng hàn khác dùng làm vỏ. Khoảng không gian giữa thân bể và vỏ có chứa nước dùng để hâm nóng đều đặn chất điện phân và duy trì nhiệt độ của nó ở những giới hạn nhất định. Nước trong vỏ bể được hâm nóng bằng hơi nước hoặc bằng điện. Để bảo vệ bề mặt

Cnsc.233
bên trong của thành bể khỏi bị tác dụng phá hoại của chất điện phân người ta lót bể bằng một loại vật liệu có độ bền hóa học cao so với chất điện phân và có độ bền cơ khí cao như chì, viniplát, hoặc các tấm matít. Trên thành bể có đặt miệng quạt hút để thải các chất bay hơi độc hại ra ngoài. Kích thước của các bể được chọn tùy thuộc vào kích thước giới hạn và số lượng các chi tiết mạ trong bể.
Trong quá trình mạ crôm người ta thường dùng các anốt không tan bằng chì hoặc hợp kim của chì với 6% ăng-timoan (Sb). Sở dĩ không sử dụng các anốt tan bởi vì khi tan trong chất điện phân, do hiệu suất dòng điện thấp nên sẽ sinh ra một lượng dư crôm và như vậy bể sẽ không làm việc bình thường được. Như vậy, việc kết tủa crôm trên katốt gây ra sự giảm nồng độ crôm trong chất điện phân, vì vậy chất điện phân phải được bổ sung ôxyt crôm một cách liên tục. Katốt trong bể mạ chính là các chi tiết cần mạ.
Để cấp dòng điện một chiều cho bể mạ người ta sử dụng các cầu nắn dòng hoặc các máy phát một chiều.
Hình 4.15. Sơ đồ bể mạ crôm 1.Thanh treo katốt; 8. Thân bể; 2. Thiết bị treo; 9. Katốt (chi tiết); 3. Thanh treo anốt; 10. Anốt (thanh chì); 4. Miệng quạt hút; 11. Chất điện phân; 5. Vỏ bể; 12. Dây hâm nóng; 6. Nước hâm nóng; 13. Giá đỡ. 7. Lớp lót bể;
1
2
3
4
5
6
7
8
9
10
11
12 13
3

Cnsc.234
Ngoài những tính chất và ưu điểm đã trình bày ở trên, quá trình mạ crôm còn có những đặc điểm sau đây:
- Qúa trình mạ lâu, các nguyên công chuẩn bị phức tạp; - Chỉ phục hồi được những chi tiết có độ mòn tương đối nhỏ, bởi vì lớp mạ
crôm có chiều dày lớn ( 0,3-0,4mm) có tính chống mòn thấp và đắt tiền; - Hiệu suất bể mạ thấp (12-18%), giá thành cao; - Có thể dùng các anốt không tan: chì hoặc hợp kim + ăngtimoan, (cho
ăngtimoan vào để chì khỏi bị ăn mòn); - Mật độ dòng điện cao. Khi sử dụng mật độ dòng điện thấp thì crôm sẽ
không kết tủa lên chi tiết và khi đó do hiệu suất dòng điện thấp nên quá trình mạ phải kéo dài rất nhiều. (Tùy thuộc vào thành phần và nhiệt độ của bể mà người ta sử dụng các mật độ từ 25 – 65A/dm2);
- Năng lực mạ đều kém. Vì độ dẫn điện của bể mạ crôm kém nên phải sử dụng điện áp lớn 6-10V, trong khi đó các loại mạ khác chỉ cần 3-4 V.
Trong khi mạ crôm một phần năng lượng của dòng điện dùng vào việc di chuyển kim loại giữa 2 cực, một phần dùng vào việc làm thoát các chất khí sinh ra trong khi mạ ra khỏi dung dịch. Vì vậy, năng lượng dòng điện không được dùng hoàn toàn vào việc di chuyển kim loại giữa hai cực. Do đó hiệu suất dòng điện là tỷ số lượng kim loại được di chuyển từ dương cực sang âm cực và lượng kim loại tính toán.
2. Bản chất của quá trình mạ crôm Đặc điểm của mạ crôm là dung dịch mạ không phải là dung dịch muối crôm
mà là dung dịch oxyt crôm, cực dương không phải là thanh crôm nguyên chất mà là một tấm chì (Pb), trong quá trình điện phân chì không tham gia phản ứng hóa học.
Trong quá trình mạ, ngoài lượng kim loại crôm bám lên cực âm ra còn một lượng khí rất lớn cũng được thoát ra ở âm cực âm do đó sẽ giảm thấp hiệu suất dòng điện. Do khí hyđrô bám ở âm cực nhiều nên điện trở lớn lại cần Da lớn cho nên hiệu điện áp cũng càng lớn, vì vậy quá trình mạ crôm là một quá trình tương đối phức tạp. Cho đến nay chưa có một kết luận nào hoàn hảo về vấn đề này cho nên ta tạm xét quá trình mạ crôm như sau:
a. Ở âm cực (katốt) N2SO4 + CrO3 = H2CrO4 axitcrômic, (4.35) - Crôm được trung hòa ở âm cực và bám lên cực âm H2CrO4 + 6H + 6e Cr + 4H2O, (4.36) - Ion hyđrô được trung hòa và bay ra: 2H + 2e H2 , (4.37) - Crôm hóa trị 6 hoàn nguyên thành hóa trị 3 H2CrO4 + 6H + 3e Cr+++ + 4H2O,
(4.38) Trong quá trình diễn biến ở cực âm, năng lượng dùng vào việc kết tủa kim
loại crôm chỉ là một phần nhỏ, còn đại bộ phận năng lượng dùng vào việc làm thoát hyđrô. Chính vì vậy thấp.
b. Ở cực dương (anốt)

Cnsc.235
- Giải phóng oxy ra khỏi cực dương: 4OH- - 4e O2 + 2H2O, (4.39) - Crôm hóa trị 3 oxy hóa thành crôm hóa trị 6. C2
+++ + 4H2O - 3e H2CrO4 + 6H2, (4.40)
Trong hai hiện tượng trên, hiện tượng giải phóng oxy ra khỏi cực dương chiếm ưu thế, do đó bọt oxy sủi lên ở cực dương rất mãnh liệt.
Trong chất điện phân có thành phần của H2SO4 tham gia. Sở dĩ làm như vậy là vì khi dung dịch mà không có H2SO4 thì ở cực âm không có crôm nguyên chất xuất hiện, mà sẽ xuất hiện muối crôm hóa trị 2 hoặc hóa trị 3 màu nâu.
Khi có H2SO4 và Cr+++ sẽ hóa hợp với nhau và tạo thành muối Cr2 (SO4)3 có thể hòa tan trong nước. Do đó trên cực âm xuất hiện crôm nguyên chất.
Đối với loại dung dịch có nồng độ loãng thì năng lực mạ đều lớn, độ cứng của lớp mạ cao, lượng điện tích ở dạng khí bay ra ít nên hiệu suất dòng điện lớn và lượng CrO3 hao tổn cũng ít. Song vì dung dịch loãng nên lượng ion ít, điện trở của dung dịch lớn nên đòi hỏi điện áp mạ phải cao, mặt khác do dung dịch loãng nên tỷ lệ giữa oxyt crôm CrO3 và axit sunfuric H2SO4 luôn luôn thay đổi do đó phải thường xuyên điều chỉnh chất điện phân.
Ngược lại, đối với loại dung dịch nồng độ đậm đặc thì khả năng mạ sâu lớn lượng ion trong dung dịch nhiều, do đó điện trở nhỏ và như vậy điện áp mạ yêu cầu cũng nhỏ. Tỷ lệ giữa oxyt crôm CrO3 và axit sunfurc H2SO4 thay đổi tương đối chậm, do đó thời gian cần thiết để điều chỉnh dung dịch cũng kéo dài hơn. Song, lượng điện tích ở dạng khi thoát ra cũng lớn do vậy hiệu suất dòng điện sẽ nhỏ và tóm lại lượng CrO3 hao tổn do hơi mang theo khi bốc ra cũng nhiều hơn.
3. Một số biện pháp nâng cao năng lực mạ đều Để nâng cao khả năng mạ đều cho chất điện phân có thể dùng các biện pháp
thay đổi kích thước và hình dáng của các anốt và sự bố trí tương hỗ giữa chúng trong bể với chi tiết mạ cũng như khoảng cách giữa katốt và anốt. Khi mạ crôm cho các chi tiết có hình dạng phức tạp, để đạt được lớp mạ tương đối đồng đều người ta thường sử dụng các anốt mà hình dạng của chúng tương tự với hình dạng của các bề mặt mạ. Trên hình 4.16 chỉ rõ ảnh hưởng của cách bố trí tương hỗ các anốt và chi tiết mạ crôm tới độ đồng đều của lớp mạ. Do kết quả tập trung các đường sức trên bề mặt chi tiết từ phía các anốt phẳng (a) nên chiều dày của lớp crôm ở những chỗ đó lớn hơn, còn bề mặt chi tiết sau khi mạ sẽ có hình ô van. Khi bố trí kín anốt so với bề mặt của chi tiết (b) các đường sức phân bố đồng đều và chiều dày của lớp mạ crôm cũng đồng đều, còn bề mặt chi tiết sau khi mạ sẽ là hình trụ đều.

Cnsc.236
Hình 4.16. Ảnh hưởng của sự bố trí các anốt và hình dạng của chúng tới đặc tính của các đường sức và tới độ đồng đều của lớp mạ.
a). Khi mạ có các anốt phẳng; b). Khi mạ có các anốt tròn. 1. Lớp mạ crôm; 2. Chi tiết mạ Crôm; 3. Anốt chì. Việc bố trí theo yêu cầu cần thiết của anốt trong bể so với chi tiết mạ crôm
được tiến hành nhờ các thiết bị treo. Kết cấu của chúng cần phải đảm bảo việc gá đặt chi tiết một cách vững chắc, đảm bảo tiếp xúc điện tốt cũng như đảm bảo việc tháo lắp chi tiết một cách dễ dàng.
4. Một số đặc điểm của quá trình mạ crôm Để mạ crôm người ta sử dụng các chất điện phân từ dung dịch nước của hai
thành phần: crôm anhyrit CrO3 (ôxyt crôm) và axit sunfuric H2SO4. Nồng độ ôxyt crôm CrO3 trong chất điện phân có thể thay đổi trong khoảng 100-400gam/lít. Nếu nồng độ CrO3 lớn thì năng suất dòng điện và năng lực mạ đều sẽ giảm xuống. Nếu nồng độ thấp thì phải thường xuyên điều chỉnh chất điện phân vì tỷ số giữa CrO3 và H2SO4 bị phá vỡ và phải có điện áp cao bởi vì lúc đó điện trở của chất điện phân tăng lên. Để cho chất điện phân có năng lực mạ đều tốt và có hiệu suất dòng điện cao thì tỷ số giữa CrO3 và H2SO4 phải là 100:1. Khi tỷ số đó nhỏ hơn 100, có nghĩa là khi hàm lượng H2SO4 lớn thì năng lực mạ đều và hiệu suất của bể mạ giảm xuống. Còn khi hàm lượng H2SO4 giảm thì hiệu suất dòng điện và năng lực mạ đều tăng lên nhưng chất lượng lớp mạ bị giảm một chút.

Cnsc.237
Trong các ngành sửa chữa cơ khí nói chung và ngành sửa chữa đầu máy diezel nói riêng người ta sử dụng rộng rãi hai loại bể mạ.
1. Bể mạ có nồng độ ôxyt crôm CrO3 thấp hay còn gọi là bể có dung dịch loãng:
CrO3 : 150g/lít, H2SO4: 1,5 g/lít. 2. Bể mạ tổng hợp với nồng độ oxit crôm CrO3 trung bình:
CrO3 : 250g/lít, H2SO4: 2,5g/lít. Trong công nghiệp người ta còn dùng loại bể có dung dịch đặc với
hàm lượng: CrO3 : 350g/lít, H2SO4: 3,5g/lít.
Bể mạ có dung dịch loãng là loại bể tương đối kinh tế về tiêu hao axit crôm, dòng điện phân bố đều hơn trên bề mặt katốt (chi tiết), hiệu suất dòng điện tương đối cao và sự phá hoại lớp cách ly yếu. Bên cạnh đó, nhược điểm của loại bể này là điện áp phải cao (6-8V) và phải thường xuyên hiệu chỉnh chất điện phân. Loại bể có nồng độ cao (bể đặc) có khả năng phủ cho những chi tiết lồi lõm ghồ ghề, điện áp thấp và không cần thường xuyên hiệu chỉnh. Bể tổng hợp có các tính chất trung gian giữa hai loại bể trên.
Trong quá trình mạ, mật độ dòng điện và nhiệt độ bể mạ có ảnh hưởng rất lớn với chất lượng của lớp mạ, khi mật độ dòng điện tăng lên thì hiệu suất dòng điện tăng lên, còn khi nhiệt độ tăng thì hiệu suất dòng điện giảm. Để nhận được lớp mạ có chất lượng tốt cần phải duy trì tỷ số nhất định giữa mật độ dòng điện và nhiệt độ.
Trong mạ crôm có thể nhận được ba loại lớp mạ: lớp mạ sáng, lớp mạ sữa và lớp mạ xám. Hai loại đầu có độ chống mòn lớn. Lớp mạ sáng có độ cứng cao, độ chống mòn lớn, xốp và ròn. Lớp mạ sữa có độ chống mòn và độ dẻo lớn, so với lớp mạ sáng thì loại lớp mạ này có độ xốp nhỏ hơn. Lớp mạ có độ cứng cao, hơi ròn và độ chống mòn kém. Tùy theo chi tiết làm việc trong điều kiện nào mà tiến hành mạ để nhận được lớp mạ này hoặc kiểu khác. Chẳng hạn đối với các chi tiết lắp ghép chặt thì có thể dùng cả hai loại lớp mạ đầu, trong khi đó đối với các chi tiết làm việc ở chế độ mài mòn thì nên dùng lớp mạ sáng, đối với các chi tiết làm việc với áp suất đơn vị lớn và tải trọng đối đầu thì nên dùng loại mạ sữa. Để nhận được kiểu lớp mạ này hoặc kiểu lớp mạ khác (tuỳ theo điều kiện làm việc của chi tiết) mà việc mạ crôm được tiến hành trong các bể dung dịch loãng hoặc trung bình ở chế độ mật độ dòng điện và nhiệt độ tương ứng. Trên các biểu đồ hình 4.17 có chỉ rõ sự bố trí các vùng lớp mạ đối với các bề dung dịch loãng và dung dịch tổng hợp.
Đối với một bể mạ nhất định thì hình dạng và chất lượng lớp mạ chỉ phụ thuộc vào chế độ mạ, có nghĩa là phụ thuộc vào mật độ dòng điện và nhiệt độ của bể. Việc lựa chọn lớp mạ và chế độ mạ tùy thuộc vào điều kiện làm việc của chi tiết có thể tham khảo ở bảng 4.12. Tuy nhiên, khi lựa chọn chế độ mạ không thể chỉ hạn chế ở những số liệu bảng 4.12, mà phải tham khảo những ý kiến khác. Về chế độ mạ có thể xem ở bảng 4.13.

Cnsc.238
Độ chống mòn của lớp mạ crôm chịu ảnh hưởng của sự thay đổi nhiệt độ nhiều hơn là của sự thay đổi mật độ dòng điện. Những lớp mạ nhận được trong các bể loãng và bể tổng hợp ở nhiệt độ t = 450C là có độ chống mòn nhỏ nhất. Còn độ chống mòn lớn nhất là của các lớp mạ nhận được ở bể tổng hợp với nhiệt độ là 55 - 650C, còn đối với các bể loãng thì phải ở nhiệt độ 65-700C. Độ chống mòn tương đối lớn của crôm đối với hai loại bể trên nằm ở vùng chuyển tiếp giữa lớp mạ sáng và lớp mạ sữa.
Hình 4.17. Biểu đồ phân bố các vùng kết tủa crôm
b. Bể loãng; b. Bể tổng hợp
1. Lớp mạ xám; 2. Lớp mạ sáng; 3. Lớp mạ sữa; 4. Vùng chuyển tiếp giữa sáng và xám; 5. Vùng chuyển tiếp giữa sáng và sữa.
.
Bảng 4.12. Phân loại chi tiết và chế độ mạ crôm
Điều kiện làm việc của chi tiết
Dạng kết tủa và chiều dày Chế độ mạ
Các chi tiết lắp chặt (các cổ trục lắp ép và các ổ bi lắp ép)
Lớp mạ sáng và sữa, chiều dày tùy theo điều kiện
Dk = 30 A/dm2 t = 45 - 500C
Bề mặt mạ crôm của chi tiết làm việc ở chế độ mài mòn (ma sát) với tải trọng không đáng kể, dưới 5kG/cm2
Lớp mạ sáng, chiều dày lớp mạ 0,08 - 0,12mm
Dk = 50 A/dm2 t = 50 - 350C
Bề mặt mạ crôm của chi Lớp mạ sáng, chiều dày lớp Dk = 20 - 30 A/dm2
0 40 50 60 70 80 (t°C)
20
40
60
80
100
120 120
100
0
80
20
40
60
40 50 7060 80 (t°C)
dm2A
DK
Adm2
1 2
354
1 2 3
DK

Cnsc.239
tiết làm việc ở chế độ mài mòn (ma sát) với tải trọng trung bình 5-20kG/cm2
mạ 0,05 - 0,10mm Lớp mạ sữa
t = 50 - 550C Dk = 35 - 40 A/dm2 t = 60 - 650C
Bề mặt mạ crôm của chi tiết làm ở chế độ mài mòn (ma sát) với tải trọng động và áp suất tương đối lớn 20kG/cm2
Lớp mạ sữa, chiều dày lớp mạ 0,03 - 0,05mm
Dk = 30 - 40 A/dm2 t = 60 - 650C Dk = 20 - 25 A/dm2 t = 67 - 700C
Bảng 4.13. Thành phần chất điện phân và chế độ mạ crôm
Thành phần chất điện phân Chế độ mạ crôm
Công dụng mạ crôm Oxyt crôm CrO3
Axit sunfuric H2SO4
Mật độ dòng điện A/dm2
Nhiệt độ chất điện phần 0C
Mạ chống mòn 150 - 180 1,5 - 1,8 35 - 100 55 - 70 Mạ bảo vệ trang trí và chống mòn
230 - 260
2,3 - 2,6
30 - 45
53 - 55
Mạ bảo vệ trang trí 350 - 400 3,5 - 4,0 45 - 55 10 - 20 Các kết quả thử nghiệm đã ghi nhận được rằng, lớp mạ crôm sáng có độ
chống mòn cao. Còn đối với chế độ mạ crôm, thì mặc dù có nhiều ý kiến khác nhau, nhưng chung quy lại như thực tế đã chứng minh, thì lớp mạ ở bề loãng với chế độ Dk = 60 A/dm2 và t = 350C có độ chống mòn tương đối lớn.
Ngoài ra, cũng cần lưu ý rằng, khi thay đổi một trong hai yếu tố (mật độ dòng điện hoặc nhiệt độ) thì phải thay đổi cả yếu tố kia. Đối với một mật độ dòng điện xác định thì sự sai lệch của nhiệt độ không được quá 1-20C. Khi mật độ dòng điện tăng lên thì hiệu suất dòng điện tăng lên, còn khi nhiệt độ tăng lên thì hiệu suất giảm.
Thời gian mạ crôm phụ thuộc vào chiều dày lớp mạ, thành phần chất điện phân, chế độ làm việc của bể và được tính theo công thức:
..1000..
0 CDhT
k
, giờ, (4.41)
trong đó: h - chiều dày lớp mạ, mm;
- trọng lượng riêng của crôm (của lớp mạ, =6,7 g/cm3); Dk - mật độ dòng điện ở katốt, A/dm2;
C - đương lượng điện hóa (lượng kết tủa crôm theo lý thuyết trong 1 A.h), C = 0,323 g/A.h;
- Hiệu suất dòng điện, 12-18%. 5. Quá trình công nghệ tổng quát mạ crôm Mặc dù các phương pháp mạ crôm rất đa dạng như mạ chống mòn, mạ bảo vệ
trang trí, mạ crôm trơn (mạ cứng), mạ crôm xốp, v.v... nhưng quá trình công nghệ

Cnsc.240
của chúng có rất nhiều điểm giống nhau. Quá trình mạ crôm có thể chia ra làm 3 giai đoạn: chuẩn bị chi tiết, mạ crôm, gia công chi tiết sau khi mạ.
a. Chuẩn bị chi tiết Việc chuẩn bị chi tiết để mạ crôm bao gồm: gia công cơ khí, lắp ráp chi tiết
lên giá treo, khử mỡ, rửa, cách ly các bề mặt không mạ của chi tiết và giá treo, cuối cùng là tẩy gỉ cho bề mặt chi tiết.
Các bề mặt được gia công bằng cách mài và sau đó đánh bóng. Khi mạ chống mòn, bề mặt chi tiết phải có hình dạng hình học đúng đắn và phải có độ nhám cần thiết. Nếu như bề mặt cần mạ crôm có phủ sơ bộ một lớp đồng hoặc niken, thì chúng cũng phải được đánh bóng. Các chi tiết có thể được gia công trên các máy mài thông thường và đánh bóng trên các máy chuyên dùng. Việc đánh bóng cũng có thể tiến hành bằng đá, bằng giấy nhám hoặc phớt.
Sau khi gia công chi tiết, tiến hành khử mỡ bằng các chất hữu cơ hoà tan (benzin), bằng các phương tiện rửa hóa học và nhờ siêu âm. Ngoài ra, người ta còn dùng phương pháp khử mỡ điện - hóa. Bản chất của phương pháp đó như sau: chi tiết được đưa vào bể chứa dung dịch kiềm và được treo lên thanh katốt. Các anốt được làm bằng các tấm thép các bon thấp hoặc niken. Dưới tác dụng của dòng điện một chiều sinh ra trong quá trình điện phân, ở katốt xuất hiện nhiều bọt khí hyđrô làm phá vỡ màng mỡ trên bề mặt chi tiết. Trong khi khử mỡ cho chi tiết bằng phương pháp điện hóa đồng thời xảy ra các quá trình xà phòng hóa và ê-mun hóa của mỡ. Tuy nhiên, hyđrô thoát ra katốt ngoài tác dụng có lợi nó còn gây ra tác dụng có hại như: một phần thâm nhập vào chi tiết mạ làm cho nó bị ròn và làm cho crôm bám không tốt với kim loại cơ bản. Để khắc phục những nhược điểm trên, việc khử mỡ điện hóa được tiến hành lúc đầu ở katốt (5-8 phút), còn sau đó kết thúc ở anốt (1-2 phút). Việc thay đổi cực được tiến hành nhờ các cầu dao. Các chi tiết khử mỡ được treo ngay trên giá treo dùng khi mạ. Để khử mỡ điện hóa người ta có thể sử dụng dung dịch có thành phần gồm xút ăn da NaOH, natri cácbonnát NaCO3, natri phốt phát 3 lần. Cũng có thể dùng ngay những dung dịch khi khử mỡ hóa học nhưng nồng độ thấp hơn chế độ khử mỡ.
Mật độ dòng điện, Dk (a/dm2): 3-8 Điện áp, V: 6-10 Nhiệt độ dung dịch, 0C: 60-80 Thời gian khử mỡ, phút: 5-10
Khử mỡ điện hóa có hiệu suất cao hơn đáng kể so với khử mỡ hóa học, nó đảm bảo năng suất và chất lượng làm sạch cao.
Sau khi khử mỡ chi tiết được rửa bằng nước một cách kỹ càng. Mục đích rửa trong nước nóng, nước lạnh là để tẩy khỏi bề mặt chi tiết các cặn dung dịch axit và kiềm có thể làm bẩn bề mạ.
Sau khi khử mỡ và rửa trong nước những chỗ không cần mạ của chi tiết và giá treo được phủ sơn cách ly. Sơn được phủ lên 2-3 lớp bằng chổi lông. Sau khi phủ một lớp phải sấy khô lớp đó. Chi tiết có 2-3 lớp sơn được sấy khô trong tủ sấy trong vòng 2-3 giờ ở nhiệt độ 40-600C.
Cuối cùng quá trình chuẩn bị chi tiết được kết thúc bằng việc tẩy gỉ hóa học hoặc điện phân - hóa học. Tẩy gỉ là quá trình tẩy khỏi bề mặt chi tiết lớp màng ôxy

Cnsc.241
hóa rất mỏng sinh ra trong các khoảng thời gian giữa các lần thao tác. Khi tẩy gỉ lớp ngoài của kim loại được tẩy nhẹ nhàng và cấu trúc tinh thể của nó được hiện ra làm cho lớp mạ bắt chặt với kim loại cơ bản. Việc tẩy gỉ được tiến hành trực tiếp ngay tr-ước khi đưa chi tiết vào bể mạ crôm.
Việc tẩy gỉ hóa học được tiến hành trong dung dịch loãng (5-7%) của axit clohyđric HCl hoặc axit sunfuric H2SO4 hoặc trong hỗn hợp dung dịch của các axit đó bằng cách nhúng chi tiết trong vòng 15-20 giây và sau đó rửa trong nưước lạnh chảy.
Việc tẩy gỉ điện hóa có hiệu suất cao hơn so với phương pháp hóa học. Phương pháp này tiến hành trực tiếp ngay trong bể mạ crôm hoặc trong bể có chứa chất điện phân crôm. Chi tiết gia công được dùng làm anốt còn thanh chì dùng làm katốt. Mật độ dòng điện Da = 5-100 A/dm2. Thời gian tẩy gỉ là 30-60 giây. Sau khi tẩy gỉ anốt trong dung dịch điện phân crôm người ta không rửa chi tiết trong nước mà chuyển ngay sang bể mạ crôm.
b. Mạ crôm cho chi tiết Quá trình mạ crôm bao gồm các thao tác cho chi tiết vào bể, duy trì chúng
trong bể ở các chế độ cho trước và lấy chi tiết ra khỏi bể. Thời gian duy trì chi tiết trong bể phụ thuộc vào chiều dày đòi hỏi của lớp mạ và được tính theo công thức như đã dẫn ở trên.
Các chi tiết đã gá lắp trên các thiết bị treo được đưa vào bể crôm treo lên thanh katốt và giữ chúng trong chất điện phân không có dòng điện để hâm nóng trong vòng 3-5 phút. Việc hâm nóng chi tiết tới nhiệt độ của chất điện phân sẽ làm giảm trị số ứng suất bên trong của lớp mạ crôm. Sau đó đóng mạch điện, cường độ của nó phải lớn hơn dòng điện mạ khoảng 1,5 lần. Sau 1-2 phút cường độ dòng điện được giảm xuống tới trị số định mức. Sở dĩ phải tăng dòng điện ở thời điểm đầu là để đảm bảo cho crôm kết tủa trên những phần lõm sâu của chi tiết có hình dạng phức tạp. Khi quá trình mạ kết thúc, người ta ngắt dòng điện và tháo các thiết bị treo cùng với chi tiết ra khỏi bể.
c. Gia công chi tiết sau khi mạ Việc xử lý chi tiết sau khi mạ gồm rửa chi tiết và các thiết bị treo trong nước
lặng, sau đó trong nước lạnh và nước nóng chảy, tháo các chi tiết khỏi giá treo và phá bỏ sơn cách ly, gia công nhiệt luyện cho chi tiết, kiểm tra và gia công cơ để đạt kích thước và độ bóng cần thiết.
Việc rửa chi tiết và thiết bị treo tiến hành ngay sau khi đưa chúng ra khỏi bể trong nước lặng nhằm làm sạch cặn điện phân bám trên chúng. Sau đó nước này được sử dụng để đổ thêm vào bể khi điều chỉnh chất điện phân. Rửa chi tiết và thiết bị treo trong nước nóng làm cho việc sấy khô chúng được nhanh chóng.
Gia công nhiệt luyện và đốt nóng trong bể dầu nhờn hoặc trong tủ sấy ở nhiệt độ 150-2000C trong vòng 2-3 giờ. Việc này nhằm thải hyđrô ra khỏi lớp mạ và loại trừ độ ròn của các chi tiết. Sau khi gia công nhiệt luyện, người ta kiểm tra lớp mạ theo hình dạng bề ngoài bằng cách xem xét chi tiết bằng mắt thường hoặc nhờ kính lúp phóng đại 10 lần.
Nếu kiểm tra xong mà lớp mạ không đảm bảo chất lượng thì phải phá bỏ toàn bộ lớp đó và tiếp tục mạ lại. Lớp crôm được phá đi bằng phương pháp điện hóa học

Cnsc.242
trong bể khử mỡ. Chi tiết được dùng làm anốt còn katốt là một lá thép. Mật độ dòng điện khi đó là Da = 10 - 20 A/dm2, nồng độ xút ăn da NaOH 5-10%, nhiệt độ dung dịch 200C.
Gia công cơ khí gồm có mài hoặc mài sau đó đánh bóng trên các máy thông dụng hoặc chuyên dùng.
6. Quá trình công nghệ mạ crôm cứng (mạ crôm trơn) Như đã nói, mạ crôm có thể chia làm hai loại: mạ crôm cứng (hay còn gọi là
mạ crôm trơn) và mạ crôm xốp (hay còn gọi là mạ rỗ). Quá trình mạ crôm cứng nói chung rất giống nhau đối với các chi tiết về nội dung công việc cũng như trình tự thao tác. Có một vài điểm khác nhau có thể là thành phần bể mạ và chế độ mạ. Vì thế không cần thiết phải trình bày quá trình mạ cho từng chi tiết mà chỉ miêu tả trình tự và nội dung các thao tác mạ crôm cho chi tiết.
1. Gia công cơ cho chi tiết bằng cách mài và đánh bóng bằng giấy nháp nhằm làm cho bề mặt nhẵn và tạo hình dạng hình học đúng đắn, sau đó rửa trong xăng;
2. Cách ly những chỗ không cần mạ crôm bằng sơn, xenlulôit, v.v… Các lỗ trên chi tiết được nút bằng các nút chì nhằm tránh làm cong các đường sức từ và các phần không mạ xung quanh lỗ;
3. Lắp chi tiết lên giá treo, việc đó làm giảm nhẹ quá trình chất chi tiết vào bề mạ và đảm bảo giữ cho khoảng cách tương đối đồng đều giữa anốt và chi tiết, nhằm làm cho lớp mạ đồng đều;
4. Khử mỡ điện phân trong chất điện phân có thành phần và chế độ như sau: NaOH 100 gam, thủy tinh lỏng Na2SiO3 2 - 3 lít, mật độ dòng điện Dk =5 A/dm2, nhiệt độ bể mạ 800C;
Chi tiết được dùng làm katốt, còn anốt là một thanh sắt. Hyđrô thoát ra một cách mạnh mẽ khi có dòng điện chạy qua sẽ tẩy sạch các phần tử dầu mỡ khỏi bề mặt chi tiết.
5. Rửa trong nước nóng; 6. Tẩy gỉ nhằm phá bỏ màng ôxy hóa rất mỏng xuất hiện do tác dụng của ôxy
của không khí nhằm làm lộ rõ cấu trúc kim loại. Việc tẩy gỉ được tiến hành trong dung dịch 5% H2SO4 hoặc trong bể có thành phần: C2O3 100 g/l, H2SO4 2-3 g/l; Dk = 5 A/dm2, nhiệt độ 200C, thời gian 1 phút;
7. Rửa trong nước lạnh chảy; Đối với các chi tiết có hình dạng phức tạp sau khi tẩy gỉ phải sát bằng vôi
viên, sau đó rửa trong nước lạnh chảy. Vôi viên là một hỗn hợp từ ôxyt can xi và magiê không có pha lẫn ôxit alic. Để tẩy mỡ, vôi được hòa với nước cho tới trạng thái đặc như hồ và cho thêm 1,5% NaOH hoặc 3% xô đa.
8. Mạ crôm cho tới khi đạt được kích thước cần thiết với việc tính toán tới lượng dư gia công khi mài. Mạ crôm tiến hành trong bể có thành phần cho trước tương ứng với từng chế độ cụ thể;
9. Rửa chi tiết trong nước cất để thu thập chất điện phân; 10. Rửa chi tiết trong nước nóng chảy; 11. Tháo chi tiết khỏi giá treo, tháo bỏ chất cách ly; 12. Sấy chi tiết trong tủ sấy; 13. Kiểm tra chất lượng bề mặt chi tiết;

Cnsc.243
14. Mài chi tiết tới kích thước cần thiết. 7. Quá trình công nghệ mạ crôm xốp (mạ crôm rỗ) Mạ crôm xốp dùng để phục hồi các chi tiết làm việc ở chế độ mát giới hạn,
chẳng hạn như các xécmăng và lót xylanh. Ưu điểm của mạ crôm xốp so với mạ crôm trơn là nó giữ được màng dầu bôi
trơn tốt, do đó chi tiết không bị ma sát khô và ma sát giới hạn và nâng cao được tính chống mòn của chúng.
Mạ crôm xốp khác mạ crôm trơn là ở chỗ trong lớp mạ có các vết rỗ, các vết nứt mà hình dạng và kích thước của chúng phụ thuộc vào chế độ mạ. Lớp crôm điện phân thường là có ứng suất bên trong lớn và là lớp xốp. Nhưng thực tế độ xốp đó không đủ để giữ dầu bôi trơn. Vì vậy sau khi mạ xong, bề mặt đã được phủ crôm của chi tiết được tiến hành gia công dương cực. Chi tiết được treo lên anốt trong bể có thành phần như khi mạ crôm. Dưới tác dụng của dung dịch, anốt sẽ bị tan ra và như vậy trong quá trình gia công dương cực (hoặc tẩy gỉ anốt) các vết rỗ sẽ tăng lên và chiều dày lớp mạ sẽ giảm xuống một chút. Số lượng các vết rỗ (khoảng 30% bề mặt) sẽ có ảnh hưởng lớn tới điều kiện bôi trơn. Bề mặt lớp crôm xốp được thấm dầu, dầu đó được giữ lại trong các vết rỗ của lớp mạ sẽ bảo đảm dầu được liên tục.
Cũng có tính chống ăn mòn và chịu nhiệt như mạ crôm trơn, mạ crôm xốp còn chịu được điều kiện ma sát như xylanh và xécmăng.
Bây giờ ta xét xem những yếu tố nào ảnh hưởng tới dạng và trị số độ xốp. Tuỳ thuộc vào chế độ mạ crôm và tẩy gỉ anốt mà có thể nhận được những độ xốp khác nhau của dạng xốp rỗ hoặc xốp nứt. Khi nhiệt độ của bể không đổi tỷ số CrO3/H2SO4 bằng 100/1 sẽ cho một loại kích thước điện tích nhất định, còn khi tỷ số bằng 125/1 thì kích thước đó sẽ tăng lên. Nồng độ CrO3 trong chất điện phân ở giới hạn 250-400g/l sẽ không ảnh hưởng đáng kể tới kích thước của vết nứt. Khi tăng nhiệt độ của bể mà vẫn giữ các điều kiện khác không đổi thì các điện tích sẽ có kích thước lớn. Nếu nhiệt độ tương đối thấp sẽ cho dạng xốp rỗ, còn nhiệt độ tương đối cao sẽ cho dạng xốp rãnh (nứt).
Mật độ dòng điện khi nhiệt độ không đổi và tỷ số CrO3/H2SO4 không đổi sẽ có ảnh hưởng lớn tới mạng kích thước (hay kích thước của mạng), do vậy việc theo dõi chế độ mật độ dòng điện rất quan trọng bởi vì nó quyết định vận tốc kết tủa và chiều dày lớp phủ, mà chiều dày lớp phủ có vai trò rất lớn trong mạ crôm xốp.
Mức độ tẩy gỉ anốt có ý nghĩa rất lớn và phụ thuộc vào thời gian kéo dài của nó. Độ lâu của tẩy gỉ anốt làm tăng nhanh kích thước và độ đậm đặc (độ dày) của các rãnh, làm giảm chiều dày lớp phủ crôm và giảm tính chống mòn của nó. Vì vậy thời gian tẩy gỉ cần phải đủ để nhận được mạng vết nứt phát triển (có nghĩa là độ xốp nhiều và đồng đều) và không được lâu quá để đạt được một số lượng lớn hơn các vết rỗ bổ sung và không phá vỡ các điện tích giữa chúng. Thường thời gian tẩy gỉ là 6-10 phút.
Về cơ bản, quá trình mạ crôm xốp không khác gì so với mạ crôm trơn. Cũng như mạ crôm trơn, chi tiết cần mạ phải trải qua tất cả các nguyên công chuẩn bị chỉ có khác là gia công cơ khí phải chú trọng cẩn thận hơn.
Đối với lót xylanh hoặc xylanh công việc chuẩn bị là doa bằng miếng đá mài với độ chính xác tới 0,01-0,02mm. Sau khi gia công cơ khí chi tiết được treo lên giá,

Cnsc.244
tẩy mỡ, rửa, tẩy gỉ và mạ crôm trong chất điện phân có thành phần và chế độ làm việc cho trước. Kết cấu giá treo và hình dạng anốt trong trường hợp này có ý nghĩa khá quan trọng. Giá treo phải đảm bảo định tâm anốt một cách chính xác so với chi tiết, thí dụ sơmi, xylanh hoặc xécmăng.
Khi mạ crôm cho xécmăng người ta dùng các anốt tròn. Để đảm bảo khoảng cách như nhau tới bề mặt chi tiết mạ crôm, anốt cần phải được gia công chính xác. Chiều dày của lớp mạ là 0,01-0,15mm có tính cả lượng dư gia công công cơ khí lần cuối cùng. Lượng dư gia công các sơmi xylanh lấy trong khoảng 0,015 - 0,25mm.
Bề mặt được mạ crôm của chi tiết được tẩy gỉ anốt trong bể có thành phần như khi mạ trơn, còn sau đó tiến hành các nguyên công rửa. Để đẩy hyđrô ra khỏi lớp mạ cần đốt nóng chi tiết trong dầu hoặc trong tủ sấy trong vòng 0,5-2 giờ ở nhiệt độ 150-2000C. Sở dĩ phải giải phóng hyđrô khỏi lớp mạ crôm vì hyđrô làm giảm độ bền bám của crôm với kim loại cơ bản và làm tăng độ ròn.
Đối với sơ mi xylanh, gia công cơ khí là mài nghiền hoặc mài hẫng bằng các thanh đá mài có độ cứng CM1 và CM2, độ hạt M40.
Việc mài hẫng (mài khôn) bằng các thanh đá mài tiến hành ở áp lực thấp và số vòng quay cao. Dùng dầu hoả để làm mát và đẩy trôi các hạt mài. Các hạt mài được đẩy khỏi các lỗ rỗ của lớp mạ bằng cách rửa một cách tỷ mỷ sơ mi xylanh trong dung dịch kiềm và sau đó thổi bằng khí nén.
Đối với xécmăng việc mài tiến hành trong xylanh chuyên dùng có bôi kem mài làm từ bột mài cùng với dầu hỏa ở dạng hồ và bôi lên thành xylanh. Việc đẩy các hạt mài từ các lỗ rỗ của lớp mạ tiến hành trong dầu hỏa và nước xô đa nóng sau đó thổi bằng khí nén.
8. Hoàn thiện quá trình phục hồi chi tiết bằng mạ crôm trong chất điện phân tự điều chỉnh
Nhược điểm cơ bản của quá trình mạ crôm cho các chi tiết là hiệu suất dòng điện thấp (12-18%) và không ổn định. Vì sử dụng các anốt không tan nên tỷ số thích hợp giữa CrO3 và H2SO4 (100:1) bị thay đổi, nồng độ ôxyt crôm trong bể mạ giảm xuống, do đó cần phải liên tục điều chỉnh chất điệu phân. Do đó trong các ngành sửa chữa việc ứng dụng những chất điện phân mới và sử dụng các phương pháp hoàn thiện quá trình mạ crôm có một ý nghĩa hết sức quan trọng. Sau đây ta xét một số quá trình như mạ crôm trong chất điện phân tự điều chỉnh, mạ crôm trong dòng điện xoay chiều, mạ crôm trong chất điện phân tetraclomat nguội, mạ crôm trong chất điện phân chảy, mạ crôm trong trường siêu âm, v.v...
Hiện nay người ta sử dụng rộng rãi mạ crôm trong chất điện phân tự điều chỉnh có thành phần và chế độ sau đây:
Oxit crôm CrO3, g/l : 200 - 300 Sunfat strônsi SrSO4, g/l : 5,5 - 6,5 Silic florit kali K2SiF, g/l : 18 - 20 Mật độ dòng điện Dk, A/dm2 : 50 - 100 Nhiệt độ chất điện phân, 0C : 50 - 70 Hiệu suất dòng điện, % : 17 - 18

Cnsc.245
Chất điện phân được gọi là tự điều chỉnh vì ở nhiệt độ và nồng độ xác định của ôxyt crôm, trong chất điện phân tỷ số giữa CrO3 và lượng SO4
-- và SiF6-- được
duy trì một cách tự động, tỷ số đó thực tế không thay đổi trong suốt thời gian điện phân. Việc đó đạt được nhờ đưa vào chất điện phân một lượng dư các muối sunfat strônsi và silic florit kali khó hòa tan. Tuỳ thuộc vào sự thay đổi nồng độ ôxyt crôm (CrO3) và nhiệt độ mà độ hòa tan của các muối đó cũng thay đổi. Khi lượng dư các muối trên trong chất điện phân lớn hơn trị số hòa tan của chúng thì một phần các muối sẽ nằm trong dung dịch ở trạng thái những ion phân ly, còn một phần nằm ở đáy bể ở dạng rắn. Trong khi bể làm việc (khi t0 = const) và khi nồng độ CrO3 giảm xuống thì tỷ số của CrO3 với SO4
-- và SiF6-- sẽ được duy trì không đổi nhờ sự chuyển
hóa các muối hòa tan SrSO4 và K2SiF thành dạng rắn. Ngược lại, khi tăng nồng độ CrO3 tới 300 g/l thì lượng dư của các muối nằm ở đáy bể ở dạng rắn sẽ được hòa tan và tỷ số giữa CrO3 với các ion SO4
-- và SiF6-- vẫn được duy trì không đổi. Do đó chất
điện phân trở thành bền vững và như vậy không cần phải điều chỉnh nó một cách thường xuyên nữa.
Trong chất điện phân tự điều chỉnh có thể nhận được cả 3 loại lớp mạ. Đồng thời vùng mạ sáng có độ chống mòn cao sẽ rộng hơn và sẽ dịch về phía mật độ và nhiệt độ lớn (hình 4.18). Vận tốc kết tủa ở mật độ 60 A/dm2 và t = 55 - 650C đạt tới 45-50 m /h. Nhờ những ưu điểm nói trên của chất điện phân tự điều chỉnh nên giá thành mạ chi tiết giảm xuống khoảng 25-30% so với mạ trong bể tổng hợp.
Về độ bền bám của lớp mạ với kim loại cơ bản, độ chống mòn và ảnh hưởng tới độ bền mỏi của chi tiết thì cũng tương tự như khi mạ trong các chất điện phân thông thường.
Quá trình công nghệ mạ crôm trong chất điện phân tự điều chỉnh có một số đặc điểm so với mạ crôm trong dung dịch thông thường. Do chất điện phân có tác dụng phá hoại lớn đối với kim loại, cho nên phải bảo vệ một cách kỹ lưỡng bề mặt của các chi tiết không cần mạ. Chất cách ly ở đây có thể là vinhiplat, pôliclovinin, plecxiglat và những thành phần đặc biệt.
Vì rằng sự bão hòa chát điện phân bởi các chất xúc tác S2SO4 và K2SiF6 đi từ lớp kết tủa nằm ở đáy bể, cho nên hiệu suất dòng điện trong chất điện phân tự điều chỉnh tăng lên khi dịch chuyển chi tiết gần về phía đáy. Vì vậy, cần phải treo chi tiết vào bể sao cho càng sâu càng tốt, nhưng không được gần đáy bể quá 70-100mm.
Chất điện phân tự điều chỉnh tương đối hoạt tính so với chất điện phân thông thường cho nên lót bể bằng chì sẽ không dùng được vì sẽ bị tan (phá hủy) nhanh. Vật liệu tốt nhất để lót bể là vinhiplat hoặc
10
20
30
4050
60
70
80
90
100110
40 45 50 55 60 65 70 750 C
Dka/dm2
1 2 2 1
I II III
IVII
III

Cnsc.246
ximăng điabat chịu axit.
Hình 4.18. Biểu đồ phân bố các vùng kết tủa crôm 1. Trong chất điện phân tự điều chỉnh; 2. Trong chất điện phân tổng hợp.
I- Lớp mạ xám; II- Lớp mạ chuyển tiếp; III- Lớp mạ sáng; IV- Lớp mạ sữa. Việc sử dụng chất điện phân tự điều chỉnh có lợi về mặt kinh tế, đặc biệt khi
phục hồi chi tiết một cách tập trung.
Trên đây trình bày sơ lược về phương pháp mạ crôm trong dung dịch tự điều chỉnh. Ngoài ra còn có những phương pháp khác như mạ crôm bằng dòng điện xoay chiều, mạ crôm trong dung dịch chảy, mạ crôm trong trường siêu âm, v.v...
4.7.3. Phục hồi chi tiết bằng phương pháp mạ thép 1. Tổng quan về quá trình mạ thép
Quá trình mạ điện phân bằng sắt cho các chi tiết gọi là mạ sắt hay mạ thép. Xét về thành phần thì sắt điện phân gần giống thép các bon thấp có hàm lượng các bon là 0,03-0,06%. Dùng mạ thép có thể nhận được lớp mạ có độ cứng tế vi 550 - 650 daN/mm2 (HRC 50 - 56) mà không cần gia công nhiệt luyện tiếp theo.
Lớp mạ thép có độ chống mòn cao, nhất là ở các chế độ mạ sắt trượt độ chống mòn của nó còn lớn hơn so với thép 45 tôi cao tần cũng như so với các lớp hàn đắp và phun kim loại. Điều đó có thể giải thích được rằng ngoài độ cứng cao, lớp mạ thép còn có độ oxy hóa lớn ngoài không khí. Các màng ôxy hóa sinh ra trên bề mặt lớp mạ trong quá trình ma sát, có tác dụng tương tựa như chất bôi trơn sẽ hạn chế sự mòn dính và làm cho quá trình mài mòn chậm lại. Ở chế độ ma sát giới hạn và ma sát ướt dưới áp lực lớn, lớp mạ thép sẽ mất tính năng oxy hóa do đó nó trở nên có tính chống mòn kém hơn so với thép 45 tôi cao tần.
Dung dịch dùng cho mạ thép là dung dịch clorit sắt (FeCl2.4H2O) hoặc sunphit sắt (FeSO4.4H2O), cực dương là một thanh thép các bon thấp còn cực âm là chi tiết cần mạ. Nguyên lý mạ thép giống như nguyên lý mạ điện phân nói chung. Sau khi dòng điện chạy qua dung dịch, trên chi tiết sẽ được phủ một lớp kim loại có thành phần hóa học là thép cácbon thấp, tính năng cơ học của nó lại gần giống như thép các bon trung bình. Sở dĩ như vậy là do tính chất kết tinh của nguyên tử ferit khi chúng phủ lên cực âm khác với tính chất kết tinh của ferit từ trạng thái lỏng chuyển sang trạng thái đặc. Ferit kết tinh khi đông đặc thì các nguyên tử xếp sắp theo một quy luật nhất định, còn ferit kết tinh khi điện phân thì khoảng cách giữa các nguyên tử sắp xếp không theo quy luật nào (hình 4.19), do đó lớp mạ tuy có thành phần là thép các bon thấp nhưng độ cứng lại tương tự như thép cácbon trung bình.
Độ bền mỏi của chi tiết sửa chữa bằng phương pháp mạ thép giảm xuống chừng 25 - 30%, đó là do ứng suất kéo dư xuất hiện trong lớp mạ. Vì vậy, khi mạ cần phải chú ý đến điều kiện làm việc của chi tiết.
a. Ưu điểm của mạ thép Mạ thép có những ưu điểm cơ bản sau đây:
1. Tốc độ mạ nhanh, khoảng 0,15 - 0,25mm/giờ;

Cnsc.247
2. Chiều dày lớp mạ lớn, có thể đạt tới 2-3mm hoặc hơn nữa; 3. Cơ cấu kim tương khi nhiệt luyện của chi tiết không bị phá hoại;
4. Hiệu suất dòng điện lớn = 80-90%;
5. Giá thành hạ, v.v...
Hình 4.19. Sơ đồ kết tinh của ferit
a. Kết tinh khi đông đặc; b. Kết tinh khi điện phân. Do có những ưu điểm trên cho nên rất nhiều chi tiết trước kia phục hồi bằng
mạ crôm thì ngày nay đã được thay bằng mạ thép nhất là đối với các loại chốt píttông, thanh đẩy xupáp, chữ thập khớp các-đăng, v.v...
Trang thiết bị để mạ thép cũng tương tự như trang thiết bị để mạ crôm. Tuy nhiên, các thiết bị mạ thép có thể có những đặc điểm riêng và có thêm các đồ gá phụ khác với các bể mạ crôm.
Để tạo ra lớp mạ thép cứng người ta sử dụng các chất điện phân clorua nóng, thành phần của chúng gồm clorua sắt và axit clohyđric. Vì vậy các trang thiết bị cần được bảo vệ chống tác động phá hoại của axit và chất điện phân. Vật liệu lót bể ở đây là các tấm cácbon chì hoặc men, sơn chịu axit, hoặc lót bằng cao su, epôxy.
Việc mạ thép có thể tiến hành ở nhiệt độ cao (90-1050C) hoặc tiến hành ở nhiệt độ thấp (20-600C); hiện nay mạ ở nhiệt độ thấp ít được sử dụng.
b. Dung dịch mạ thép và phương pháp điều chế Khi mạ thép ở nhiệt độ cao có thể dùng dung dịch có thành phần như sau: Loại dung dịch muối sunfit sắt FeSO4 .7H2O FeSO4.7H2O : 150 gam/lít nước Na2SO4 : 100 g/l H2SO4 : 5 g/l Với loại dung dịch này thường chỉ đạt được lớp mạ mỏng (0,2mm) do đó hiện
nay trong thực tế ít được sử dụng. Loại dung dịch muối clorua sắt (FeCl2 .4H2O) Thành phần của chất điện phân và chế độ mạ có thể tham khảo bảng 4.14.
Bảng 4.14. Chất điện phân và chế độ mạ
a) b)

Cnsc.248
Kiểu chất điện phân Thành phần chất điện phân và chế độ làm việc 1 2 3
Clorua sắt FeCl2.4H2O, g/l 680 450 200 Axit Clohyđric HCl, g/l 0,8 - 1,0 0,6 - 0,8 0,6 - 0,8 Nhiệt độ, 0C 60 - 100 50 – 80 50 - 80 Mật độ dòng điện, A/dm2 5 - 140 10 – 80 10 - 80
Ngoài ra người ta còn cho thêm các chất NaCl, MnCl2, CaCl2, v.v... vào dung dịch nhằm cải thiện tính dẫn điện của dung dịch và chất lượng lớp mạ.
Muốn điều chế FeCl2.4H2O dùng thép non (thép 10, 20) và axit clohyđric HCl. Thứ tự pha chế như sau:
1. Tiện thép non thành phoi, rửa phoi trong dung dịch 10% NaCl trong vòng 1-2 giờ, sau đó rửa bằng nước nóng và nước lạnh;
2. Căn cứ vào dung tích thùng mạ tính ra lượng axit HCl cần thiết (tham khảo bảng 4.15);
Chẳng hạn nếu loại nồng độ của FeCl2.4H2O là 250 g/l và dung tích thùng mạ là 200 lít, tỷ trọng của axit HCl là 1,4 thì lượng axit HCl cần thiết sẽ là:
0,335 Kg/l x200 lít = 67 kg (Cách điều chế: 2HCl + Fe + 4H2O = FeCl2 . 4H2O + H2) 3. Cứ mỗi lít axit HCl pha thêm 0,5 lít nước, khuấy đều; 4. Tính trọng lượng phoi: Căn cứ vào nồng độ FeCl2. 4H2O đã chọn, ứng với loại nồng độ đo trong
bảng 22. Ta được nồng độ sắt Fe. Trong ví dụ trên, nồng độ sắt là 70,9 g/l. Sau đó nhân thêm với hệ số điều chỉnh do tổn hao là = 1,1 ta được lượng phoi thép cần thiết:
G= 70,9 g/l x 200l x 1,1 = 15,4 kg 5. Đem phoi thép chia nhiều đợt bỏ vào dung dịch HCl đến khi ngừng sủi bọt
là được. Khi hòa tan phoi thép dung dịch được hâm nóng ở nhiệt độ 30 - 400C và đựng trong bình chịu axit.
Sau khi có FeCl2.4H2O đem lọc sạch rồi có thể pha thêm với NaCl, MnCl2, CaCl2,v.v... theo lượng cần thiết, cuối cùng pha với nước theo tỷ lệ nào đó để được dung dịch quy định.
Bảng 4.15. Các thông số tính toán lượng axit để điều chế dung dịch mạ
Lượng HCl cần thiết để hòa tan phoi sắt, g/l Tỷ trọng axit HCl
1,14 1,19
Nồng độ
FeCl2 . 4H2O, g/l
Nồng độ sắt
(Fe++ + Fe+++),
g/l Lượng HCl trong dung dịch, g/l
27,66 37,23 200 55,7 268 119

Cnsc.249
250 70,9 335 249 300 85,2 402 299 350 99,4 469 349 400 113,5 536 388 500 141,9 670 498 600 170,4 804 597 700 198,8 938 698 800 226,9 1072 796 . Khi mạ, đổ dung dịch vào bể mạ rồi hâm nóng tới 95-1050C, treo cực dương
vào và dùng cực âm tạm thời để điều chỉnh dung dịch mạ, nhằm làm cho Fe hóa trị 3 hoàn nguyên thành Fe hóa trị 2. Sau khi Fe+3 hoàn nguyên thành Fe+2 dung dịch sẽ có màu lục sẫm. Trong khi mạ, ở âm cực xảy ra các quá trình như sau:
Fe++ + 2e Fe
2F+ + 2e H2
Và Fe+++ + e Fe++
Còn ở cực dương ion hóa kim loại hòa tan:
Fe - 2e Fe++
Fe - e Fe++ và giải phóng oxy.
Chất lượng lớp mạ chịu ảnh hưởng của rất nhiều yếu tố như nhiệt độ dung dịch mạ, mật độ dòng điện, nồng độ dung dịch và nồng độ axit.
Thực tế cho thấy rằng, khi nhiệt độ dung dịch mạ thay đổi đi 2-30C trong khi mạ thì độ cứng có thể thay đổi tới 10-15 đơn vị HB hay nói một cách tổng quát hơn nhiệt độ dung dịch mạ càng tăng lên, thì độ cứng của lớp mạ càng giảm xuống. Khi mạ ở nhiệt độ thấp lớp mạ hay bị bong, sở dĩ như vậy là vì ở nhiệt độ thấp lớp mạ hấp thụ lượng hyđrô khá lớn. Nếu chế độ mạ không đổi thì lượng hyđrô sẽ giảm xuống theo thời gian. Kết quả là nồng độ hyđrô trong lớp mạ không đồng đều do đó tạo thành nội ứng suất và ứng suất đó làm cho lớp mạ bị bong ra.
Ngược lại, ở nhiệt độ mạ cao do hấp thụ hyđrô ít hơn nên lớp mạ dẻo hơn. Ở nhiệt độ mạ cao ion sắt hoạt động mạnh hơn, muối sắt phân giải nhanh hơn do đó hiệu suất dòng điện mạ cũng cao hơn, tốc độ bám của sắt lên cực âm cũng tăng lên.
Mật độ dòng điện cũng ảnh hưởng không nhỏ tới chất lượng lớp mạ. Trong trường hợp các điều kiện khác không thay đổi thì khi mật độ dòng điện Da tăng lớp mạ sẽ cứng hơn, song lại ròn hơn so với lớp mạ khi Da nhỏ. Mặt khác, khi Da tăng sẽ kích thích cho các ion Fe bám vào âm cực với tốc độ nhanh hơn, trong cùng một thời gian số lượng hạt kết tinh lên cực âm nhiều nên lớp mạ mịn, láng. Song, không thể tăng mật độ dòng điện quá lớn được, vì như vậy lượng Fe xung quanh cực âm sẽ

Cnsc.250
giảm xuống rất nhanh sinh ra sự chênh lệch về nồng độ ion Fe giữa dung dịch và xung quanh cực âm ion Fe vào cực âm, do đó lớp mạ xốp và ghồ ghề.
Bên cạnh đó nồng độ dung dịch cũng ảnh hưởng tới chất lượng lớp mạ. Khi nồng độ dung dịch lớn tức là lượng ion Fe nhiều, nếu mật độ dòng điện không đổi thì lớp mạ sẽ thô, trong quá trình mạ nồng độ dung dịch thay đổi ít, do đó đối với nồng độ dung dịch lớn nên dùng mật độ dòng điện lớn, như vậy số lượng hạt kết tinh sẽ tăng lên ta được lớp mạ mịn.
Cuối cùng, nồng độ axit cũng là nhân tố ảnh hưởng tới chất lượng lớp mạ. Trong dung dịch phải đảm bảo một nồng độ axit nhất định, vì nếu nồng độ axit thấp sẽ không đủ để trung hòa gốc OH và khi đó gốc OH sẽ tác dụng với ion++ tạo thành Fe(OH)2 là một chất rất ổn định. Fe(OH)2 sẽ bám vào cực âm và làm thay đổi cơ tính của lớp mạ. Tuy nhiên, nồng độ axit quá cao cũng không tốt vì lúc đó ion H+ nhiều và do đó cũng làm thay đổi cơ tính của lớp mạ.
Bình thường khi nồng độ axit vừa phải dung dịch sẽ có màu lục nhạt, nếu nồng độ axit cao dung dịch có màu lục thẫm còn khi nồng độ axit thấp dung dịch có mầu nâu vân trắng.
Như trên đã trình bày, chất điện phân được hâm nóng tới nhiệt độ 80-1000C. Việc hâm nóng có thể tiến hành bằng hơi nước, nước nóng hoặc bằng điện. Khi mạ thép anốt làm bằng các tấm thép cácbon thấp do đó trong quá trình điện phân anốt bị hòa tan làm bẩn chất điện phân. Các cặn bẩn của anốt này có thể lẫn vào lớp mạ và làm giảm chất lượng của nó. Do đó thiết bị mạ thép cần phải có bộ phận lọc chất điện phân, việc lọc có thể tiến hành liên tục hoặc theo chu kỳ.
Thiết bị lọc theo chu kỳ gồm những thùng lắng đặt trên bể mạ và một bơm, nhờ bơm đó chất điện phân bẩn từ bể được đưa lên thùng. Trong thùng chất điện phân sẽ lắng xuống trong vòng 12 - 18 giờ và sau đó nó tự chảy vào bể mạ qua bầu lọc.
Thiết bị lọc liên tục gồm một bơm và một bình lọc mắc nối tiếp với nhau. Một phần chất điện phân được bơm liên tục từ bể qua bầu lọc lại được trở về bể. Như vậy, sẽ đảm bảo thay đổi 3-4 lần toàn bộ chất điện phân trong một ca sản xuất. Bơm được chế tạo từ vật liệu hỗn hợp của nhựa và amiăng và các vật liệu chịu axit khác.
Mặt khác, khi mạ thép do nhiệt độ cao (80-1000C) nên chất điện phân bị bay hơi nên khối lượng nước và axit clohyđrit giảm xuống. Ngoài ra một phân của axit clorua hyđric phải tiêu hao cho các phản ứng khi điện phân. Tất cả những cái đó làm thay đổi nồng độ thành phần chất điện phân và tính chất của lớp mạ. Vì vậy, thiết bị mạ thép cần phải có các bộ phận để bổ sung nước và axit clorua hyđric cho chất điện phân.
2. Quá trình công nghệ mạ thép Quá trình công nghệ mạ thép cũng tương tự như mạ crôm, có nghĩa là gồm ba
bước chuẩn bị chi tiết, mạ, gia công sau khi mạ. Sơ đồ quá trình công nghệ như sau: Gia công cơ khí các bề mặt, rửa bằng xăng, đánh sạch bề mặt bằng giấy giáp,
lắp ráp chi tiết lên thiết bị treo, cách ly những chỗ không cần mạ của chi tiết và thiết

Cnsc.251
bị treo, khử mỡ cho chi tiết bằng vôi bột hoặc vôi viên, rửa bằng nước lạnh chảy, gia công anốt trong dung dịch 30% axit sunfuric, rửa bằng nưước nóng, rửa - hâm nóng bằng nước nóng (50-600C), mạ thép, rửa bằng nước nóng 900C, trung hòa trong dung dịch 10% kiềm ăn da, rửa bằng nước nóng 800C - 900C, tháo chi tiết ra khỏi thiết bị treo và tẩy sạch các chất cách ly, gia công cơ bề mặt mạ, kiểm tra chất lượng.
Thông qua sơ đồ này ta thấy nhiều thao tác mạ thép cũng giống hệt như những thao tác mạ crôm hoặc tương tự như vậy. Vì vậy, dưới đây chỉ xét những thao tác khác biệt so với mạ crôm.
a. Cách ly những chỗ không cần mạ của chi tiết và đồ gá Thao tác này nhằm làm giảm mất mát dòng điện cho việc phân ly kim loại
thừa ở những chỗ không cần mạ và như vậy nhằm nâng cao năng suất mạ. Ngoài ra, việc cách ly còn bảo vệ cho các bề mặt phía trong của chi tiết và thiết bị treo khỏi bị tác động phá hoại của chất điện phân. Nếu không có cách ly, chúng sẽ bị hòa tan trong chất điện phân clorua nóng. Vật liệu cách ly là êmalit, keo dán Áễ-2 (BF2), sơn bakelit, cao su và các loại men. Trong một số trường hợp các bề mặt được cách ly bằng các áo bọc chế tạo bằng chất dẻo chịu axit có thể tháo rời được và sử dụng được nhiều lần.
b. Gia công anốt trong dung dịch axit sunfuric Đây là một nguyên công rất cần thiết ảnh hưởng tới độ bền bám của lớp kim
loại mạ. Gia công anốt nhằm tẩy sạch màng ôxy hóa khỏi bề mặt chi tiết làm hiện rõ cấu trúc kim loại. Gia công anốt tiến hành trong bể có chất điện phân thành phần như sau: dung dịch 30% axit sunfuric và sunfua sắt (FeSO4.7H2O) với khối lượng 10 - 25 g/lít nước. Chi tiết gia công được dùng làm anốt, còn katốt là các thanh chì hoặc thép không gỉ. Diện tích bề mặt của katốt phải lớn gấp 3-4 lần diện tích bề mặt anốt. Chế độ gia công như sau:
- Mật độ dòng điện Da , A/dm2 : 10 - 70 - Nhiệt độ chất điện phân, 0C : 16 - 22 - Thời gian gia công, phút : 0,5 - 4 Sau khi gia công anốt xong chi tiết được rửa bằng nước nóng để rửa sạch các
cặn axit ở những chỗ gồ ghề, lồi lõm. c. Mạ thép cho chi tiết Chi tiết đã kẹp chặt trên các thiết bị treo được đưa vào bể mạ và giữ trong đó
khoảng 10 - 50 giây không có dòng điện (nhằm phá bỏ màng gỉ tạo ra khi gia công anốt). Sau đó đóng mạch điện có mật độ Dk = 5A/dm2 và trong khoảng 5-10 phút thì đa mật độ tới giá trị cho trước.
Như đã nói ở trên, khi mạ thép người ta sử dụng các anốt hòa tan, do đó để làm giảm độ bẩn của chất điện phân do cặn tạo ra khi hòa tan anốt, nên đặt anốt vào các áo bọc bằng thủy tinh, len hoặc amiăng.
Thời gian giữ chi tiết trong bể mạ thép phụ thuộc vào chiều dày cần thiết của lớp mạ và có thể tính như sau:
..
10.. 3
cDhTk
, (4.42)
trong đó: - trọng lượng riêng của lớp mạ sắt,( = 7,8 g/cm3);

Cnsc.252
h - chiều dày lớp mạ, mm; c - đương lượng điện hóa của sắt, (c = 1,042 g/a.h); - hiệu suất dòng điện khi mạ sắt, ( = 80 - 90%). Tốc độ bám của chi tiết là 0,3 - 0,5mm/h; các lớp mạ trơn khi mạ thép cứng
có chiều dày 1,0 - 1,2 mm. d. Mạ thép xốp Mạ thép xốp cũng tương tự như mạ crôm xốp, có nghĩa là dùng phương pháp
ăn mòn bằng điện để mở rộng các vết nứt tế vi của lớp mạ nhằm cải thiện điều kiện bôi trơn của chi tiết. Thực tế cho thấy rằng sau khi chi tiết được mạ xốp khả năng chịu mòn của nó tăng lên 4 - 6 lần so với khi mạ trơn (mạ cứng). Sau khi mạ xốp chiều dày lớp mạ sẽ giảm. Tốc độ giảm chiều dày của lớp mạ phụ thuộc vào số điện tích giữa các vết nứt. Khi có cùng cường độ dòng điện như nhau, thì khi mật độ vết nứt lớn, chiều dày lớp mạ của chi tiết có ít vết nứt sẽ giảm nhanh hơn so với chi tiết có nhiều vết nứt. Khi mật độ vết nứt lớn thì ta có lớp mạ có vết rỗ tròn, còn khi mật độ vết nứt nhỏ thì ta có lớp mạ có vết rỗ mắt lưới.
Sau khi kết thúc quá trình mạ thép chi tiết được rửa kỹ lưỡng trong nước nóng có nhiệt độ 800-900C, sau đó rửa 30 phút trong dung dịch nóng 10% xút ăn da (80-900C). Nguyên nhân này nhằm làm sạch toàn bộ các cặn điện phân clorua khỏi chi tiết nhằm khắc phục tính ăn mòn kim loại của chúng. Sau đó chi tiết được rửa trong nước nóng nhằm làm sạch các cặn kiềm và tạo điều kiện sấy khô được dễ dàng.
Ngoài phương pháp mạ trong bể như đã trình bày ở trên, người ta còn tiến hành mạ tiếp ngoài bể, có nghĩa là người ta lợi dụng ngay những bề mặt mạ của chi tiết làm bể mạ. Vì điều kiện có hạn ở đây không đề cập tới vấn đề đó.
Hiện nay người ta còn dùng một phương pháp mạ khác nữa đó là phương pháp mạ thép nguội bằng dòng điện xoay chiều không đối xứng. Sau đây ta sẽ tham khảo trường hợp đó.
e. Mạ thép nguội bằng dòng điện xoay chiều không đối xứng Phương pháp này có giá trị thực tiễn rất lớn. Bản chất của phương pháp này
là quá trình điện phân được tiến hành bằng dòng điện xoay chiều không đối xứng có tần số công nghiệp. Dòng điện kiểu này nhận được bằng cách kết hợp dòng điện xoay chiều tần số công nghiệp với dòng điện một chiều. Trong trường hợp này phải phân biệt hai loại dòng điện: dòng điện thuận (dòng điện katốt) và dòng điện ngược (dòng điện anốt).
Dòng điện thuận là dòng điện tồn tại khi trên chi tiết mạ dùng làm katốt có kim loại kết tủa xuống. Dòng điện ngược là dòng điện có hướng ngược lại và khi đó chi tiết mạ biến thành anốt, còn lớp kết tủa trên đó bị hòa tan đi một phần.
Cường độ dòng điện của nửa chu kỳ katốt Ik lớn hơn cường độ dòng điện của nửa chu kỳ anốt Ia (hình 4.20). Hiệu số giữa hai dòng điện này được gọi là cường độ dòng điện hữu ích:
Ih.i = Ik - Ia, (4.43) Như vậy mật độ dòng điện hữu ích sẽ là: Dh.i = Dk - Da, (4.43)

Cnsc.253
Trị số không đối xứng của dòng điện được đặc trưng bởi hệ số biểu thị tỷ số các giá trị trung bình của mật độ dòng điện katốt với mật độ dòng điện anốt:
a
k
DD
, (4.44)
Hình 4.20. Đồ thị dòng điện xoay chiều không đối xứng Ia - Giá trị tức thời của dòng anốt; Ik - Giá trị tức thời của dòng katốt; Ih.i - Trị số dòng điện hữu ích.
Trị số không đối xứng của dòng điện ảnh hưởng quyết định tới tính chất cơ
học của lớp mạ. Khi trị số đó tăng lên thì độ cứng và độ chống mòn của lớp mạ cũng như năng suất của quá trình tăng lên.
Thành phần chất điện phân: - Clorua sắt FeCl2.4H2O, g/l: 200 - 220 - Axit clohyđric HCl, g/l: 1,3 - 1,5 - Iốt kaly KI, g/l: 5,5 - Axit sunfuric H2SO4, g/l: 1 - Nhiệt độ chất điện phân: 18 - 400C
Đặc điểm của mạ thép bằng dòng điện xoay chiều không đối xứng là chế độ điện phân luôn thay đổi; các chỉ số cơ bản của nó dần dần tăng lên.
Đầu tiên thiết lập trị số =1,3-1,5 và Dh.i = 5-15 A/dm2. Chế độ đó được duy trì trong 0,5-1 phút. Sau đó tăng lên và đưa tới 2 và Dh.i tới 15-20 a/dm2 rồi kéo dài trong 5-8 phút. Trong vòng 4-5 phút sau nâng từ từ hoặc bằng 3-4 cấp đưa trị số lên tới bằng 8-10 và Dh.i tới 50 A/dm2. Ở các chế độ này lớp mạ sẽ có độ cứng 630 - 650 kG/mm2, tốc độ kết tủa kim loại ở chế độ lớn nhất là 1,0-1,2mm/h.
Mạ thép bằng dòng điện xoay chiều không đối xứng có một số ưu điểm so với mạ thép bằng dòng điện một chiều. Sự thay đổi hướng theo chu kỳ của dòng điện cải thiện được việc khuấy trộn chất điện phân, cho phép tiến hành điện phân ở mật độ dòng điện tăng hơn và như vậy năng suất tăng lên 4 lần so với mạ thép bằng dòng điện một chiều, đồng thời đảm bảo độ bám vững chắc của lớp mạ với bề mặt chi tiết.
Khi mạ thép cần chú ý một số điểm sau đây: - Không nên khử dầu bằng phương pháp điện phân, vì như vậy chi tiết sẽ
nhiễm hyđrô ảnh hưởng đến độ bám của lớp mạ (nên khử dầu bằng xăng hoặc bằng vôi Na2CO3 sau đó thổi khô);
Ih.I
I I

Cnsc.254
- Khi nhúng chi tiết vào thùng mạ phải để nhiệt độ chi tiết lên tới bằng nhiệt độ dung dịch mới cho dòng điện chạy qua;
Tỷ lệ diện tích giữa anốt và katốt nên lấy là 1: 1 để tránh cực dương bị mòn, anốt và katốt được nhúng vào và lấy ra khỏi bể mạ cùng lúc.
Tóm lại, mạ thép có nhiều ưu điểm so với mạ crôm, như hiệu suất dòng điện cao hơn (6-7 lần) chiều dày lớp mạ lớn hơn, giá thành nhỏ hơn (2-4 lần) và độ bền mỏi của chi tiết giảm xuống ít hơn. Tuy nhiên, quá trình chuẩn bị chi tiết phức tạp, khi mạ ở nhiệt độ cao cần phải dùng chi tiết chống ăn mòn, cần có thiết bị duy trì nhiệt độ, bổ sung nước và dung dịch, v.v... Do đó, hiện nay người ta đang nghiên cứu cải tiến để có thể áp dụng mạ thép ở nhiệt độ thấp, trong đó hướng chủ yếu là dùng dung dịch mạ là dung dịch muối sun-phát hoặc muối bo-rich fluarich sắt.
Ngoài việc phục hồi chi tiết bằng phương pháp mạ crôm, mạ thép người ta còn dùng các phương pháp mạ đồng, mạ niken bằng điện phân cũng như bằng phương pháp hóa học. Trong phạm vi giáo trình này chúng ta sẽ không đề cập tới những vấn đề nêu trên.
4.8. Phục hồi chi tiết bằng các phương pháp điện 4.8.1. Gia công tia lửa điện Gia công tia lửa điện cho kim loại được ứng dụng khá rộng rãi trong các
ngành chế tạo máy bởi vì dùng phương pháp này có thể gia công được tất cả các kim loại và hợp kim có tính dẫn điện không phụ thuộc vào độ cứng của chúng mà lại không ảnh hưởng tới gia công nhiệt luyện của chi tiết. Bên cạnh đó, gia công tia lửa điện còn có ưu điểm là kết cấu của các máy và thiết bị khá đơn giản, phạm vi của các chế độ làm việc tương đối rộng.
Trong ngành sửa chữa đầu máy diezel gia công tia lửa điện có thể được sử dụng để cắt các phần chi tiết bị mòn khi sửa chữa chúng bằng phương pháp hàn nối, để phá bỏ các chi tiết kẹp chặt và các dụng cụ bị gãy, để bù đắp cho các chi tiết, để chuẩn bị các chi tiết có độ cứng cao cho quá trình phun kim loại, cường hóa các dụng cụ, v.v...
Phương pháp gia công tia lửa dựa trên hiện tượng phá hủy kim loại khi phóng tia lửa điện. Trên hình 4.21 biểu thị sơ đồ thiết bị gia công tia lửa điện. Chi tiết và điện cực (dụng cụ) đều là các điện cực của khung dao động làm việc trong vùng phóng tia lửa điện. Khi gia công, dụng cụ là katốt còn chi tiết là anốt. Khi cấp cho thiết bị dòng điện một chiều thì tụ được nạp điện, còn khi đóng mạch thì tụ này sẽ phóng điện qua không gian tia lửa điện giữa các điện cực. Việc ngắt mạch cho khung dao động được tiến hành bằng phương pháp tiếp điểm hoặc không tiếp điểm (bằng cách chọc thủng không gian giữa các điện cực). Phương pháp sau là phương pháp tương đối phổ biến hơn cả. Trong khi đó các phần tử (hạt) kim loại sẽ bị bứt ra khỏi chi tiết và dịch chuyển về phía dụng cụ gia công. Vật liệu của điện cực dụng cụ thường là đồng thau.
-
+1
3
6
4
5
2
a2 a1

Cnsc.255
Hình 4.21. Sơ đồ thiết bị gia công tia lửa điện
1. Chi tiết; 2. Dụng cụ gia công; 3. Xôlênôit (cuộn dây); 4. Tụ ác quy; 5. Khóa chuyển mạch; 6. Điện trở thay đổi.
Khi đưa dụng cụ chạm vào chi tiết, mạch sẽ khép kín; khi tách ra, điện tích của tụ điện phóng thành tia lửa. Trong khoảng không gian giữa hai điện cực khi phóng tia lửa điện nhiệt độ lên tới 10.000 - 15.0000C. Kim loại giữa hai cực nóng chảy, bốc hơi thành những nguyên tử kim loại và dưới tác dụng của điện trường các nguyên tử này phân giải thành các ion dương và các điện tử. Các ion dương dịch chuyển về cực âm (katốt) và nhận điện tử ở đó để trở thành các nguyên tử kim loại, tạo nên một lớp kim loại ở katốt và do đó nó được bồi lên còn anốt thì bị mòn đi.
Ở đây cần phân biệt giữa tia lửa điện và tia hồ quang. Hồ quang là do tác dụng của điện trường làm cho môi trường không khí xung quanh bị ion hóa dẫn điện được và sinh ra ngọn lửa tiếp diễn trong thời gian dài. Còn tia lửa điện là dòng điện tử phóng từ cực này qua cực kia trong khoảng thời gian rất ngắn (10-4-10-7 s) và mật độ dòng điện giữa 2 cực rất lớn (106 -109 A/cm2).
Để tránh cho các hạt kim loại bứt ra khỏi bám vào điện cực-dụng cụ và cơ bản để làm tăng điện trở chuyển tiếp giữa tia lửa và kim loại thì khoảng phóng tia lửa điện cần phải được đổ đầy chất lỏng. Trong trường hợp này, lượng kim loại bứt ra được tăng lên đáng kể so với môi trường chất khí. Vì vậy, việc gia công tia lửa điện thường được tiến trong môi trường chất lỏng: chi tiết cần gia công được đặt vào bể có chứa chất lỏng hoặc tới chất lỏng trên chi tiết đó. Trong trường hợp gia công các chi tiết có kích thước lớn như khi cần nhổ các gu-jông hoặc bu-lông gãy ra khỏi blốc xylanh hoặc cácte, người ta dùng các loại bể cục bộ (bể xách tay) để đặt lên chi tiết gia công.
Chất lỏng công tác thường dùng là dầu hỏa, dầu khoáng và các chất lỏng không dẫn điện khác.
Nguồn điện cung cấp cho thiết bị có thể là máy phát kích từ độc lập công suất 8 – 10kW, điện áp 220V. Nếu không có máy phát thì có thể dùng nguồn xoay chiều đưa qua các bộ nắn dòng. Khi gia công tia lửa cần phải giữ cho khoảng cách giữa 2 điện cực không thay đổi, mà khoảng cách này tất yếu sẽ thay đổi do điện cực dụng cụ bị rung khi phóng tia lửa điện và do các điện cực bị mòn. Tóm lại, khi càng bị mòn thì các điện cực càng phải được xích gần lại nhau. Việc điều chỉnh bằng tay không thể làm cho khoảng phóng tia lửa điện đồng đều được, vì vậy các máy gia công tia lửa điện thường được trang bị các thiết bị dẫn động cơ giới, thuỷ lực hoặc điện từ gây ra chuyển động tính tiến của một điện cực gần về phía điện cực kia. Tùy thuộc vào trị số dòng điện trong mạch phóng điện các chế độ gia công tia lửa điện có thể chia ra làm 3 nhóm:

Cnsc.256
- Chế độ gia công cứng: cường độ dòng điện I 11A, - Chế độ trung bình: cường độ dòng điện I = 1 - 10A, - Chế độ gia công mềm: cường độ dòng điện I 1A. Chế độ gia công cứng dùng để gia công thô, còn chế độ gia công mềm và gia
công trung bình dùng để gia công tinh. Để đảm bảo độ chính xác cần thiết và độ bóng bề mặt cũng như để tăng năng
suất việc gia công được tiến hành như khi gia công cơ khí. Từ gia công thô đến gia công tinh tiến hành ngay trên một máy không thay đổi dụng cụ.
Các thiết bị gia công tia lửa điện gồm có phần điện và phần động học. Phần điện gồm có: nguồn điện một chiều, biến trở, ắc quy tụ điện và các dụng cụ đo. Phần động học gồm có thân máy, bể chứa chất lỏng, phần thuỷ lực, đầu kẹp dụng cụ gia công và các đồ gá dùng để lắp đặt và di chuyển khi gia công, các đồ gá để xích gần các điện cực và điều chỉnh khoảng cách giữa các điện cực. Phần thủy lực đảm bảo cung cấp chất lỏng một cách liên tục vào bể và gồm có một bể lắng, bơm ly tâm bình chứa và hệ thống đường ống.
Các thiết bị gia công tia lửa điện kiểu tụ điện làm việc ở điện áp 100-250V, với cường độ dòng điện 0,1- 40A và điện cung của các tụ với 50 F.
Các thiết bị gia công tia lửa điện kiểu tụ điện thường gặp là các máy tia lửa điện dùng để gia công lỗ, dùng để nhổ các chi tiết gẫy trong thân máy, để xọc rãnh then trên trục và các khe hẹp và để phủ đắp cho kim loại. Các máy này có các điện cực-dụng cụ hoặc điện cực-chi tiết có thể chuyển động tịnh tiến hoặc tịnh tiến - rung hoặc rung như đối với trường hợp phủ đắp kim loại cho chi tiết.
Tất cả các thiết bị kể trên làm việc do phóng xung ở điện áp 100 - 250V khi các tụ phóng điện. Ngoài việc phóng xung, gia công tia lửa điện còn có thể tiến hành trên các thiết bị không có tụ điện ở điện áp thấp 6-36V và cường độ dòng điện 2-200A (hình 4.22). Trên các thiết bị này có hiện tượng phóng tia hồ quang đứt quãng trong những khoảng thời gian ngắn. Vì rằng việc gia công được tiến hành ở cường độ dòng điện tương đối lớn, cho nên ở những thời điểm xuất hiện sự tiếp xúc giữa các đỉnh nhấp nhô tế vi của các chi tiết, tia hồ quang phóng ra làm chúng bị nóng chảy đột ngột và bị phá hủy.
Dựa vào nguyên tắc này người ta chế tạo những máy gia công, trong đó một trong những điện cực được dịch chuyển tương đối với điện cực kia với vận tốc từ 8m/sec trở lên. Những máy đó là những máy mài nghiền, máy cắt phôi và cắt chi tiết máy mài dụng cụ, có nghĩa là những máy có điện cực dụng cụ chuyển động quay - tịnh tiến hoặc chuyển động quay khi chi tiết chuyển động tịnh tiến.
Ngoài những công dụng trình bày ở trên, gia công tia lửa điện còn được sử dụng để phủ đắp kim loại cho những chi tiết bị mòn. Sơ đồ thiết bị phủ đắp kim loại bằng phương pháp gia công tia lửa điện được trình bày trên hình 4.23. Thiết bị này gồm hộp di động trong đó có đặt các chi tiết của hệ thống điện và một dụng cụ gây rung cầm tay. Bộ gây rung là một cơ cấu điện từ làm cho điện cực dụng cụ rung động trong quá trình làm việc (di chuyển tịnh tiến). Trong những thiết bị này, điện cực dụng cụ là anốt còn chi tiết phục hồi là katốt. Công việc phủ đắp được thực hiện không cần dùng chất lỏng công tác. Kim loại bứt ra khỏi anốt sẽ được đắp đầy lên katốt tức là lên chi tiết và tạo thành một lớp bám chắc với nó.

Cnsc.257
6. Điện cực-dụng cụ; 7. Chi tiết; 8. Vòng tiếp điểm; 9. Giá đỡ chổi than; 10. Đèn kiểm tra.
Hình 4.22. Sơ đồ thiết bị gia công tia lửa điện,
điện áp thấp, dòng một chiều.
Ngoài việc gia công bằng tay, việc phủ đắp bề mặt chi tiết còn có thể tiến
hành bằng phương pháp cơ giới hóa có dùng chất êmun để làm mát và dùng khí nén. Muốn vậy, ngoài trang bị phủ đắp bằng tia lửa điện còn phải có máy tiện và hộp giảm tốc, đầu bán tự động đặt trên bàn dao và bàn điều khiển.
Khi sử dụng các thiết bị tia lửa điện công suất nhỏ (0,3-1,2 kW) có thể phủ được lớp kim loại có chiều dày tới 0,05 mm với năng suất 0,1 -0,3 cm2/ph. Những thiết bị công suất lớn có thể cho năng suất từ 30 đến 50 cm2/phút và chiều dày lớp phủ từ 0,05 đến 2,0 mm.
Sự phóng tia lửa điện trong quá trình phủ đắp và cường hóa bề mặt chi tiết gây ra sự thay đổi khá lớn về tính chất cơ lý của lớp bề mặt kim loại cơ bản. Khi dùng dụng cụ-điện cực là phêrô-crôm hoặc các hợp kim cứng thì kim loại cơ bản sẽ bị "hợp kim hóa", độ cứng và độ chống mòn của lớp bề mặt tăng lên do hình thành nitrit và các-bit. Mặt khác độ cứng và độ chống mòn tăng lên là do hình thành các cấu trúc tôi do các hạt kim loại bị làm lạnh một phần bởi bề mặt nguội của chi tiết.
Ưu điểm nổi bật của phương pháp phủ đắp bằng tia lửa điện cho các chi tiết bị mòn là có thể phủ đắp cho chi tiết bằng các kim loại và hợp kim cứng khác nhau do đó làm tăng độ chống mòn của nó. Bằng phương pháp này có thể phục hồi các mặt lắp ghép của ổ lăn trên trục và trong thân máy khi độ mòn chưa quá 0,1mm. Việc sử dụng phương pháp tia lửa điện để phục hồi các chi tiết nói trên có lợi hơn rất nhiều so với các phương pháp hàn đắp và lắp thêm chi tiết phụ.
Dùng bộ gây rung điện từ và thiết bị trình bày trên có thể chuẩn bị cho các chi tiết có độ cứng bề mặt cao trước khi phun kim loại.
aR
v
+ -
5
4
3
1
3
2
4

Cnsc.258
1
2
3
4
6
7
8
Hình 4.23. Sơ đồ thiết bị phủ đắp kim loại bằng tia lửa điện cho chi tiết.
1. Chuyển mạch; 2. Biến áp; 3. Nắn dòng; 4. Tụ điện; 5, 6. Các phích nối; 7. Bộ gây rung điện từ; 8. Chi tiết.
4.8.2. Gia công cơ - dương cực Gia công cơ - dương cực có thể sử dụng để mài các chi tiết được phục hồi
bằng phương pháp hàn đắp hoặc phun kim loại, để cắt các phần chi tiết bị mòn khi phục hồi chúng bằng phương pháp hàn nối đồng thời để chuẩn bị những chi tiết có độ cứng bề mặt cao trước khi phun kim loại, để mài dụng cụ có gắn hợp kim cứng và để cắt kim loại.
Khi gia công cơ-dương cực chi tiết được nối với cực dương (anốt) còn dụng cụ gia công được nối với cực âm (katốt).
Hình 4.24. Sơ đồ nguyên lý gia công cơ - dương cực 1. Chi tiết cần gia công (anốt); 2. Dụng cụ gia công (katốt); 3. Chất lỏng công tác;
4. Nguồn điện; 5. Biến trở. Trên hình 4.24 biểu thị sơ đồ nguyên lý gia công cơ - dương cực cho kim
loại. Dụng cụ gia công là một đĩa chế tạo bằng thép, gang hay đồng. Chi tiết và dụng
v
a
4
5
1
2
3
chÊt ®iÖn dÞch

Cnsc.259
cụ được mắc vào mạch điện áp thấp và tại chỗ tiếp xúc giữa dụng cụ và chi tiết có tới một dung dịch công tác đặc biệt mà dưới tác dụng của dòng điện nó sẽ tạo ra trên bề mặt chi tiết một màng bảo vệ không hòa tan có điện trở lớn. Dụng cụ liên tục hớt đi một phần đáng kể lớp màng vừa tạo ra khỏi bề mặt chi tiết. Lớp màng mỏng còn lại và những phần hở ra của các đỉnh nhấp nhô sẽ bị tác động của dòng điện.
Vì điện trở của màng rất lớn so với điện trở của các dây dẫn kim loại cho nên trên bề mặt gia công một lượng nhiệt lớn sẽ được tỏa ra. Khi mật độ dòng điện lớn (15-25 A/cm2 và hơn nữa) lượng nhiệt ở những điểm có dòng điện chạy qua sẽ rất lớn làm cho bề mặt kim loại bị nóng chảy. Sự thoát nhiệt ở bề mặt xảy ra rất nhanh đến nỗi lượng nhiệt đó không kịp xâm nhập vào sâu trong kim loại chi tiết và điều đó còn chịu ảnh hưởng của "độ đứt quãng" của quá trình. Do những nguyên nhân đó sự đốt nóng kim loại xảy ra ở độ sâu không lớn lắm. Kim loại nóng chảy ra được dụng cụ gia công hớt đi và cứ theo trình tự đó quá trình gia công chi tiết được tiếp diễn một cách liên tục. Khi mật độ dòng điện nhỏ việc hớt kim loại đi được tiến hành bằng cách hòa tan điện hóa, khi mật độ dòng điện lớn kim loại được hớt đi do nó bị đốt nóng bởi tác dụng nhiệt điện của dòng điện. Muốn tăng mật độ dòng điện thì phải tăng điện áp giữa các điện cực, nhưng người ta ít dùng điện áp lớn hơn 25-30V, bởi vì nếu tiếp tục tăng thì có thể phát sinh tia hồ quang tĩnh tại làm ảnh hưởng xấu tới quá trình gia công. Mật độ dòng điện không những chỉ ảnh hưởng tới lượng hớt kim loại có nghĩa là năng suất của quá trình, mà còn ảnh hưởng tới cả chất lượng gia công. Khi gia công với mật độ dòng điện nhỏ, ở đó việc hớt lại xảy ra do hòa tan điện hóa, chất lượng bề mặt gia công tương đối cao (chiều cao của các độ nhấp nhô 0,2-0,3 m). Trong các quá trình nhiệt điện (mật độ dòng điện lớn) chất lượng bề mặt giảm xuống, chiều cao các độ nhấp nhô tăng lên tới 80 -100 m.
Năng suất của quá trình gia công còn phụ thuộc vào trị số áp lực của dụng cụ tác dụng lên bề mặt gia công. Khi tăng áp lực thì dụng cụ gia công sẽ bớt đi một lớp màng lớn hơn, chiều dày và điện trở của lớp còn lại sẽ giảm xuống, cường độ dòng điện và lượng kim loại hớt đi tăng lên. Việc tăng áp lực bị hạn chế bởi một giới hạn mà ở đó lớp màng mỏng trở nên nhỏ nhất còn lượng kim loại hớt đi trở nên lớn nhất. Nếu tiếp tục tăng áp lực của dụng cụ gia công lên bề mặt chi tiết, thì màng chất lỏng sẽ bị phá huỷ và các điện cực sẽ bị chập mạch và lượng kim loại hớt đi giảm xuống. Lượng kim loại hớt đi còn chịu ảnh hưởng của tốc độ quay của dụng cụ (của đĩa), đặc biệt ở mật độ dòng điện lớn. Khi gia công với vận tốc không lớn lượng kim loại hớt đi giảm xuống.
Khi tăng vận tốc quay của đĩa lượng kim loại hớt đi tăng lên, nhiệt tập trung trên bề mặt gia công và nó bị nóng chảy ra. Tuy nhiên, ở vận tốc rất lớn thì thời gian nung nóng sẽ ngắn đi còn vùng gia công bị làm lạnh quá mạnh, như vậy bề mặt gia công của kim loại không kịp nóng chảy do đó lượng kim loại hớt đi lại giảm xuống.
Chất lỏng công tác dùng cho gia công cơ-dương cực có thể là silitcát natri (thuỷ tinh lỏng) hoặc natri clorua với hàm lượng 11g/lít nước hoặc natri sunfat 11g/lít nước.
Khi đột chi tiết bằng phương pháp cơ-dương cực thì điện cực-dụng cụ chuyển động tịnh tiến lên xuống. Dùng phương pháp này có thể gia công các lỗ suốt hoặc lỗ có đáy, các rãnh theo trên các trục thép hoặc hợp kim cứng bất kỳ.

Cnsc.260
Muốn mài dụng cụ bằng phương pháp cơ-dương cực người ta dùng các đĩa bằng thép hoặc gang xám và gang biến trắng. Trên bề mặt đầu của đĩa có tiện các rãnh để dẫn dung dịch công tác một cách đều đặn tới bề mặt cần mài của dụng cụ. Đường kính của đĩa là 150 – 200 mm còn chiều rộng bề mặt công tác là 40-50mm. Vận tốc quay của đĩa đảm bảo năng suất lớn nhất là 8-18m/s.
Sơ đồ mài dụng cụ bằng phương pháp cơ-dương cực trình bày trên hình 4.25.
Hình 4.25. Sơ đồ mài dụng cụ bằng phương pháp cơ-dương cực 1. Dao cần mài; 2. Đĩa mài; 3. Lò xo đẩy đĩa; 4. Biến trở; 5. Chất lỏng công tác.
Ngoài ra, người ta còn ứng dụng phương pháp gia công cơ-dương cực để cắt kim loại. Các loại đĩa trong trường hợp này được chế tạo từ thép 08 hoặc thép 10 hoặc thép tấm ram cán nguội. Cũng có thể dùng đĩa chế tạo từ đồng đỏ hoặc đồng thau, nhưng đĩa kim loại màu này ít bị mòn hơn so với các đĩa thép. Vận tốc quay của đĩa khi cắt là 15 – 25 m/s, điện áp công tác không vợt quá 28V.
4.8.3. Gia công điện- cơ kim loại Phương pháp gia công điện-cơ được ứng dụng để phục hồi các chi tiết chế tạo
từ thép thường hóa cũng như để chuẩn bị chi tiết có độ cứng bề mặt cao trước khi phun kim loại.
Bản chất của phương pháp này như sau: Khi chi tiết quay trên máy tiện, qua chỗ tiếp xúc của nó với dụng cụ người ta phóng một dòng điện cường độ lớn và điện áp thấp. Cường độ dòng điện đạt tới trị số 400-1200A,còn điện áp khoảng 2-6V. Do bị đốt nóng tới nhiệt độ cao và do áp lực của dụng cụ nén lên bề mặt tiếp xúc, đồng thời tuỳ thuộc vào hình dạng mà bề mặt đó bị san phẳng đi hoặc bị ép lại. Trong khi đó nhờ tốc độ làm lạnh nhanh cho lớp bề mặt do nhiệt truyền sâu vào kim loại, nó sẽ được tôi tới độ cứng cao.
Khi sử dụng phương pháp này để gia công tinh thay cho phương pháp mài thì dụng cụ được dùng là một tấm là phẳng, còn khi phục hồi chi tiết thì dùng các tấm là phẳng hoặc các tấm chồn ép. Nếu thay thế các tấm đó bằng con lăn thì phương pháp này có thể dùng để cường hóa bề mặt với chiều sâu 0,2-0,3 mm. Trên hình 4.26 biểu
5

Cnsc.261
thị sơ đồ điện của thiết bị gia công điện - cơ kim loại. Việc cấp điện tới chi tiết 1 từ cuộn thứ cấp của biến áp được thực hiện nhờ dây dẫn có tiết diện 300 mm2 và chổi than. Đầu dây thứ hai của cuộn thứ cấp được nối với lò xo của tay cặp dụng cụ, tay cặp này được cách điện và kẹp chặt trên bàn dao của máy tiện. Quá trình phục hồi chi tiết gồm các nguyên chồn ép kim loại và là phẳng bề mặt cho tới khi đạt được kích thước cần thiết (hình 4.27). Để chồn ép kim loại người ta dùng các tấm hợp kim cứng có nhiều rộng mặt vát 0,3-0,4mm. Lượng ăn dao của dụng cụ được thực hiện nhờ một vitme; khi chồn ép, bước ăn dao thường lấy là 1,5 mm. Nếu sau khi là bằng mà độ tăng đường kính chi tiết phải lớn hơn 0,2 mm, thì bước ăn dao phải tăng tới 2 mm. Độ tăng đường kính chi tiết cần chồn ép không được vợt quá 0,4 mm. Trong bảng 4.16 ghi rõ các chế độ gia công cho các chi tiết.
Phương pháp trên đây cho phép tăng đường kính của các chi tiết phục hồi lên tới 0,2mm. Kích thước của chi tiết cần gia công bằng phương pháp là bằng, cần phải lớn hơn kích thước ban đầu để đảm bảo có độ dôi lớn khi ép vào mối ghép. Độ dôi phải lớn gấp 1,3 lần so với độ dôi tính toán (trong bảng) của mối ghép quy định.
Phương pháp điện-cơ có thể dùng để chuẩn bị các chi tiết có độ cứng cao trước khi phun kim loaị như các cổ trục khuỷu, tuy nhiên dùng phương pháp này sẽ làm giảm độ bền mỏi của chi tiết rất nhiều.
BK1
K
~380 V
119
190
280
98
98
119142
190
p1P
p2
M
280 voøngTp
Tp2
KÑ
NGAÉT
1
2
Hình 4.26. Sơ đồ nguyên lý thiết bị gia công điện cơ
P- Chuyển mạch; M - Khởi động từ; K- Cuộn dây khởi động từ; Tp - Biến áp; p- Cầu chì; BK- Ngắt mạch; KĐ- Công tắc khởi động; Ngắt - Công tắc ngắt.
1. Chi tiết; 2. Dụng cụ.
Bảng 4.16. Các chế độ gia công
Chế độ gia công
Dòng điện Tốc độ Lượng ăn dao Tên các nguyên công
A m/phút m/s mm/vòng
Số lần chạy dao

Cnsc.262
Chồn các chi tiết thô 450 - 500 3 - 6 0,05 - 0,10 1,5 2 - 3 Là bằng các chi tiết thô
400 - 450 12 - 15 0,2 -0,25 0,3 2 - 3
Chồn ép chi tiết tôi 550 - 600 1,5 - 2,5 0,025-0,04 1,5 2 - 4 Là bằng các chi tiết tôi
500 - 550 8 - 12 0,13 - 0,20 0,3 2 - 3
Hình 4.27. Sơ đồ chồn ép và là bằng kim loại 1. Chi tiết; 2. Tấm là bằng; 3. Tấm chồn ép;
D0 - Đường kính sau khi là bằng; D1 - Đường kính sau khi chồn ép; D2 - Đường kính ban đầu
4.9. Phục hồi chi tiết bằng các phương gia công áp lực Phục hồi chi tiết bằng gia công áp lực dựa trên cơ sở lợi dụng tính chất dẻo
của kim loại. Tính dẻo của kim loại là khả năng của nó, ở những điều kiện nhất định, dưới tác dụng của tải trọng sẽ nhận được những biến dạng dẻo mà không bị phá hủy.
Biến dạng dẻo của chi tiết khi phục hồi được thực hiện nhờ cách nắn, nong, chồn, ép, v.v...
Gia công áp lực (biến dạng dẻo) tiến hành ở nhiệt độ thấp hơn quá trình kết tinh lại và gây ra biến cứng cho chi tiết được gọi là gia công nguội.
Gia công áp lực tiến hành ở nhiệt độ lớn hơn nhiệt độ kết tinh lại mà ở đó kim loại có cấu trúc không bị gia cường gọi là gia công nóng.
Việc nắn chi tiết khi sửa chữa bằng áp lực được tiến hành ở trạng thái nguội hoặc đốt nóng cục bộ hoặc đốt nóng toàn bộ.
4.9.1. Phương pháp chồn Trong trường hợp này ngoại lực tác dụng có hướng không trùng với hướng
biến dạng yêu cầu (hình 4.28).

Cnsc.263
Như ta thấy trên hình vẽ, phương của lực tác dụng P vuông góc với phương của biến dạng. Sau khi gia công đường kính ngoài của chi tiết (đặc và rỗng) tăng lên, đường kính trong của chi tiết rỗng giảm xuống và độ cao của các chi tiết (đặc, rỗng) đều giảm.
Các bạc lót làm từ các hợp kim, kim loại màu khi có các bề mặt trong hoặc ngoài bị mòn được phục hồi bằng phương pháp chồn trên máy ép nhờ đồ gá (hình 4.29) ở trạng thái nguội.
Công việc chốt được tiến hành như sau: Người ta đặt một chốt chuyên dùng 2 vào bạc bị mòn, chốt này có đường kính nhỏ hơn so với đường kính của lỗ sau khi gia công hoàn thiện là 0,2 mm. Sau đó chi tiết và chốt được đặt vào đồ gá để chồn. Dưới một áp lực nhất định máy ép hai tấm đệm 1 và 5 tới mặt tỳ của cối 4 và bạc 3 được chồn lại (chiều dài giảm xuống) và làm đầy khe hở giữa chốt về bề mặt bị mòn. Sau đó bạc được gia công tới kích thước cần thiết.
Các bạc lót chì có thể sửa chữa được một lần. Độ giảm chiều dài của chúng khi chồn cho phép là 5 -15%.
Độ tăng áp lực đơn vị lên bạc lót trong quá trình vận dụng do chiều dài của nó giảm đi thực tế không đáng kể là bao và không ảnh hưởng đáng kể gì tới tính năng làm việc của bạc trong mối ghép.
Hình 4.28. Sơ đồ gia công áp lực bằng phương pháp chồn.
P 1
2
3
4
p p

Cnsc.264
Hình 4.29. Sơ đồ thiết bị chồn bạc lót. 1-5. Các tấm đệm; 2. Chốt; 3, Bạc lót sửa chữa; 4. Cối (khuôn).
4.9.2. Phương pháp nong Trong phương pháp này của ngoại lực P trùng với phương của biến dạng
(hình 4.30). Bằng phương pháp này có thể tăng kích thước ngoài của chi tiết rỗng mà
không làm giảm đáng kể chiều cao của nó. Các chi tiết thường được nong ở trạng thái nguội. Các chốt pittông có thể sửa chữa bằng cách nong ở trạng thái nguội hoặc trạng thái nóng. Nong ở trạng thái nguội tiến hành trên máy ép, còn ở trạng thái nóng tiến hành trên búa máy.
Khi cần nong, ắc pittông được đặt vào khuôn của đồ gá, sau đó dùng lực của cần máy ép hoặc bằng lực đập của búa máy đẩy chày dập qua lỗ ắc pittông. Lúc đó đường kính ngoài của nó sẽ tăng lên.
Sau khi nong, ắc pittông được gia công nhiệt luyện và gia công cơ khí. Khi nong ắc pittông được nung tới 650 - 7000C.
Hình 4.30. Sơ đồ nong chi tiết 1. Chi tiết; 2. Khuôn; 3. Chày đập.
4.9.3. Phương pháp ép Trong phương pháp này hướng của lực tác dụng P trùng với hướng của biến
dạng cần thiết (hình 4.31). Sau khi ép đường kính trong của chi tiết giảm xuống. Dùng phương pháp này có thể sửa chữa các chi tiết bằng kim loại màu.
5
p
3
1
2dd
1
2
3
P
PP

Cnsc.265
Hình 4.31. Sơ đồ ép chi tiết. 1.Tấm đệm; 2.Chi tiết; 3. Khuôn ép.
4.9.4. Phương pháp uốn (nắn) Phương của lực P cùng chiều với biến dạng. Dùng để sửa chữa các chi tiết bị
biến dạng như trục khuỷu, biên, trục cam, cần đẩy v.v... (hình 4.32). Ngoài ra người ta còn cách vặn lại chi tiết khi nó bị xoắn. Trong trường hợp
này mômen M cùng chiều với biến dạng. Phương pháp dùng để sửa biên động cơ khi bị xoắn và một số chi tiết khác (h 4.33).
Hình 4.32. Sơ đồ nắn chi tiết bằng ngoại lực.
Hình 4.33. Sơ đồ nắn (vặn) chi tiết khi bị xoắn.
4.9.5. Phương pháp lăn ép Dùng để gia cường các bề mặt chi tiết lăn ép có thể dùng con lăn hoặc đập
bằng búa. Hướng của lực P ngược hướng với biến dạng. Dùng chữa các bánh răng đã mòn và vành ngoài vòng bi, các cổ trục tại vị trí lắp ghép có độ dôi, v.v... (hình 4.34).
p
Md
VTrVL
VL
VL
TrV
TrV
VL
TrV120o
Truïc
Con laên
VTrVL

Cnsc.266
Hình 4.34. Sơ đồ lăn ép cho chi tiết. a. Hệ thống con lăn đơn ; b. Hệ thống on lăn đôi ;
c. Hệ thống 3 con lăn ; d. Hệ thống 4 con lăn. Đối với gia công sửa chữa, vật cần gia công đã có hình thù, kích thước và
điều kiện kỹ thuật nhất định, lượng biến dạng tuỳ thuộc vào lượng mài mòn, sau khi gia công ép lực xong chỉ tiến hành khâu cuối cùng của gia công cơ khí. Vì vậy, trong gia công áp lực sửa chữa, việc chọn chế độ gia công, thiết kế khuôn dập khá phức tạp, các khâu này ảnh hưởng trực tiếp tới chất lượng và giá thành sản phẩm.
Khi gia công áp lực nóng, nhiệt độ lúc đầu và cuối khi gia công có ảnh hưởng rất lớn tới cơ tính của chi tiết. Nhiệt độ ban đầu khi gia công (max) không được làm cho kim loại bị cháy hoặc quá nóng. Khi kết thúc gia công cũng phải tiến hành ở nhiệt độ hợp lý nhất định bởi vì gia công áp lực nóng ở nhiệt độ thấp đối với những thép mềm có thể gây ra biến cứng và đối với thép cứng có thể gây ra vết nứt.
Trong bảng 4.17 chỉ dẫn khoảng nhiệt độ gia công áp lực nóng cho một số vật liệu.
Bảng 4.17. Nhiệt độ đốt nóng chi tiết khi gia công áp lực
Các loại thép và các loại hợp kim
Thành phần hóa học hoặc mác thép
Nhiệt độ lúc bắt đầu gia công
Nhiệt độ khi kết thúc gia công
Thép các bon C dưới 0,35% C dưới 0,3 - 0,5% C dưới 0,5 - 0,9%
1200 - 1150 1150 - 1100 1100 - 1050
800- 850 800 - 850 800- 850
Thép hợp kim Hợp kim thép Hợp kim trung bình Hợp kim cao
1100 1100 - 1150
1150
825 - 850 850 - 875 875 - 900
Hợp kim đồng Đồng đỏ C59
850 750
700 600
Tuỳ thuộc vào kết cấu của chi tiết, đặc điểm và vị trí của chỗ bị mòn mà có
thể tiến hành đốt nóng cục bộ, đốt nóng toàn phần. Đối với những điều kiện đó tốc độ (thời gian đốt nóng), kể cả thời gian duy
trì chi tiết trong lò ở thời kỳ cuối của quá trình đốt nóng, cần thiết để cân bằng nhiệt độ của chi tiết có thể tính sơ bộ theo công thức.
T = k . D , (4.45)
trong đó: T- thời gian đốt nóng và giữ chi tiết, giờ; D- đường kính chi tiết, mm;

Cnsc.267
k - hệ số, đối với thép các bon k = 12,5 ; đối với thép hợp kim k = 25.
Trong quá trình gia công áp lực nóng những chi tiết gia công nhiệt luyện phải tiến hành nhiệt luyện lại theo yêu cầu bản vẽ.
Bằng những phương pháp trên đây có thể phục hồi nấm xupáp, nắn trục khuỷu bị cong, nắn trục khuỷu bằng gia công biến cứng, chồn bạc lót đầu nhỏ thanh truyền.
4.10. Phục hồi chi tiết bằng vật liệu phi kim loại (polime) Trong giao thông vận tải đường sắt pôlime được sử dụng khá rộng rãi trong
các ngành chế tạo đầu máy, toa xe và những năm gần đây chúng đã được sử dụng để sửa chữa, phục hồi các chi tiết đầu máy, thay thế một phần cho những kim loại đắt tiền và những vật liệu khan hiếm khác.
Sửa chữa chi tiết bằng vật liệu pôlime hay gọi đơn giản là chất dẻo, tương đối đơn giản, kinh tế và tin cậy. Dùng chất dẻo có thể phủ đắp các bề mặt chi tiết chịu mòn, tạo độ dôi cho các mối ghép, hàn các vết nứt, vết thủng, dán các chi tiết, trám phẳng các bề mặt, làm kín các mối ghép, bít kín các lỗ trong bất kỳ chi tiết nào, v.v... Các thành phần keo dán và chất dẻo trong một số trường hợp có thể thay thế một cách thành công cho hàn, gắn, mạ crôm, mạ thép và đôi khi chúng còn là những vật liệu duy nhất dùng để phục hồi. Dưới đây chúng ta sẽ điểm qua một số thành phần keo dán và chất dẻo hiện đang được sử dụng trong sửa chữa đầu máy diezel.
Chất dẻo đó là các pôlime, có nghĩa là các hợp chất hữu cơ cao phân tử hoặc các hợp chất trong đó ngoài pôlime còn có thêm các chất độn, chất hóa dẻo, chất hóa cứng và các chất khác đem lại những tính chất cần thiết cho chất dẻo.
Các chất dẻo dùng trong sửa chữa đầu máy diezel có thể chia ra hai nhóm. Nhóm thứ nhất gồm có các chất dẻo kháng nhiệt, có nghĩa là các chất dẻo khi bị nung nóng thì chúng bị cứng lại và bị mất các tính dẻo của mình. Những loại chất dẻo này được sử dụng dưới dạng những hợp chất khác nhau (ở trạng thái lỏng hoặc bột nhão) để phủ đắp, dán, làm kín, hàn vết nứt và vết thủng. Những hợp chất này có gốc là các hắc ín (nhựa) khác nhau. Nhóm thứ hai gồm các chất dẻo chịu nhiệt, tức là khi bị đốt nóng chúng không bị biến cứng và vẫn giữ nguyên tính chất dẻo của mình. Những chất dẻo này dùng để phủ đắp và chế tạo các chi tiết khác nhau.
4.10.1. Các thành phần keo dán Trong sửa chữa đầu máy diezel người ta sử dụng các thành phần keo dán
sau đây: 1. Các thành phần keo dán thể lỏng Keo dán là các dung dịch cồn của các nhựa (hắc ín) kháng nhiệt. Có loại keo
dán dùng để dán và phủ đắp các chi tiết kim loại làm việc ở nhiệt độ 60 - 800C và cao hơn, có loại keo dán dùng trong những trường hợp khi cần độ dẻo lớn và độ bền chịu rung động cao, có loại để dán kim loại với chất dẻo và vải. Màng keo dán và các liên kết keo dán này rất bền vững, chịu nước, chịu lạnh, chịu tác động của các sản phẩm dầu mỡ cũng như các axit có nồng độ dưới 20%. Những loại keo dán này là chất cách điện tốt, được chế tạo ở dạng thành phẩm.

Cnsc.268
a. Keo dán ÃíÍ-150 (GEN-150V): là sản phẩm hỗn hợp của nhựa (hắc ín) ÂÄể (VDU) với cao-su nitrin CKH-40 có thể hòa tan trong hỗn hợp axêtôn và benzol hoặc bezel toluol. Loại keo này được chế tạo thành từng tấm dát mỏng, dày 2-4mm. Dung dịch keo dán được điều chế như sau: cắt những tấm keo khô dày 204 mm thành những mẫu nhỏ rồi cho vào bình thủy tinh có nút kín, sau đó đổ hỗn hợp dung dịch axêtôn với benzol hoặc với benzel tonuol theo tỷ lệ 1: 5 và giữ trong vòng 8-10 giờ. Sau khi các mẫu keo đã phồng nở, cầm chai sóc mạnh theo từng đợt trong vòng 2-3 giờ cho tới khi đạt được dung dịch đồng nhất. Tiếp đó để cho dung dịch lắng trong khoảng 30 phút rồi đem lọc qua lưới kim loại (100-500 lỗ trên 1cm2). Độ nhớt của dung dịch phải nằm trong khoảng 20-60 s, đồng thời muốn làm kín khít các mối ghép thì độ nhớt phải là 55-60 s và để dán những lớp mỏng thì độ nhớt phải là 20-30 s.
Dung dịch keo dán không được chứa những tạp chất khó tan, khi đổ ra trên kính nó phải tạo nên màng đồng nhất, bằng phẳng. Lớp màng này có độ bám cao với kim loại, có độ dẻo và độ bền kéo tốt, chịu được những áp lực lớn và tải trọng động đáng kể, sau khi phun lên bề mặt không cần phải gia công. Ngoài ra, các bề mặt chi tiết được phủ lớp keo dán này sẽ không bị ăn mòn. Keo dán là chất cách điện tốt, dung dịch keo dán có thể dùng để phủ đắp cũng như để dán chi tiết. Có độ bám, độ dẻo, độ chịu rung động và chịu tác dụng của dầu mỡ cao nên keo dán ÃíÍ-150 (GEN-150V) được dùng để phục hồi độ găng trong các mối ghép của các ổ bi, các khớp nối, các bánh răng, của thân máy ở những chỗ lắp ổ bi, làm kín sơ mi xylanh động cơ v.v... Chiều dày có lợi nhất của lớp phủ đắp là khoảng 0,20mm trở xuống.
b. Keo dán BC-10T: đó là dung dịch của các nhựa tổng hợp trong các chất hòa tan hữu cơ. Keo dán này được dùng để phủ đắp và dán các kim loại và vật liệu không kim loại khác trong bất kỳ tổ hợp nào. Màng keo dán có tính chịu nhiệt cao. Các mối ghép bằng keo này có thể chịu nhiệt độ 2000C trong vòng 5 giờ. Keo này chịu được nước, chịu lạnh, chịu lửa và tác dụng của các sản phẩm dầu mỡ. Trong sửa chữa đầu máy dùng để dán các đĩa ma sát của côn ly hợp.
2. Các thành phần keo dán có thể bột nhão Thành phần các bột nhão thường dùng có gốc là các nhựa êpôxy được ghi
trong bảng 4.18. Chất hóa cứng được da vào bột nhão nhằm biến nó từ dạng bột thành dạng cứng không thuận nghịch, chất hóa dẻo làm tăng độ dẻo của màng keo, tăng độ dẻo va đập và chịu dao động nhiệt. Các chất độn được cho thêm nhằm làm tăng độ bền cơ giới và tính chịu nhiệt của thành phần keo dán, làm giảm độ ngót và làm cho hệ số nở nhiệt của bột nhão xích gần với hệ số nở nhiệt của chi tiết. Việc cho thêm chất độn làm giảm giá thành bột nhão.
Muốn điều chế bột nhão cần đun nóng nhựa epôcxy tới 120-1600C và giữ ở nhiệt độ đó trong một khoảng thời gian để hơi nước bay hết. Sau đó cho chất hóa dẻo vào và khuấy đều. Trong quá trình khuấy cho các chất độn vào. Sau đó giữ ở nhiệt độ 80 - 1000C trong khoảng 10 - 15 phút rồi làm lạnh tới nhiệt độ 20 50C. Trước khi sử dụng keo dán mới cho chất hóa cứng vào và khuấy đều bởi vì khoảng 30 phút sau khi cho chất hóa cứng vào là bột nhão bắt đầu cứng lại. Bột nhão biến cứng hoàn toàn ở nhiệt độ 200C trong vòng 24 - 70 giờ, còn ở nhiệt độ 80-1000C thì thời gian đó giảm xuống tới 1-5 giờ. Không nên đốt nóng bột nhão bằng ngọn lửa trực tiếp. Thành phần keo dán khi chưa pha chất hóa cứng có thể để trong thời gian không hạn chế.

Cnsc.269
Loại keo này thường dùng để hoàn vết nứt, vết thủng, phủ đắp các bề mặt chi tiết để khắc phục độ gồ ghề của chúng (như vết thủng, dập, sây sát, v.v...).
Bảng 4.18. Các thành phần bột nhão có gốc là các nhựa êpôxy
Các thành phần Các thành phần tính bằng % N0 1 N0 2 N0 3 N0 4 N0 5
Nhựa êpôcxy íÄ6 (ED6) 100 100 100 100 100 Chất làm cứng: pôliêtilen pôliamin hoặc hecxômetilen diamin
10 10 10 10 10
Các chất độn - Bột gang 150 - - - - - Oxit sắt - 150 - - - - Gratphit - - - 50 - - Mica 20 20 - - - - Bột nhôm - - - - 90 - Etrôl - - - - 90 Chất làm dẻo: dibutinphtalat 15-20 15-20 15-20 - 20 15-20 Sử dụng để sửa chữa các chi tiết bằng
Gang Thép Nhôm Gang Chất dẻo
4.10.2. Các chất dẻo dạng bột Trong sửa chữa đầu máy người ta thường dùng các loại chất dẻo sau đây để
phủ đắp. 1. Kaprôn Đó là chất dẻo đại diện cho các loại nhựa pôliamit. Loại chất dẻo này có tính
chất hóa lý tốt, một trong những tính chất có giá trị của nó là độ chống mòn cao và hệ số ma sát thấp. Kaprôn dùng để chế tạo các loại ổ trục, bánh răng và các chi tiết khác, đồng thời còn để phủ đắp những lớp phủ chống mòn hoặc trang trí lên các bề mặt kim loại. Kaprôn có nhiệt độ nóng chảy ở 2150C, ở nhiệt độ dưới 0 có độ cứng cao, ngoài ra còn chịu được tác dụng của các chất kiềm, dầu axêtôn, răng, v.v...
Kaprôn có độ dẫn điện nhỏ, khoảng 250-300 lần nhỏ hơn so với kim loại, có hệ số nở dài lớn, khoảng 10 lần lớn hơn so với thép. Nó được chế tạo dưới dạng hạt có kích thước 7-8mm và phải dùng cối xay để nghiền nhỏ khi sử dụng.
2. Pôliamit (nhựa hoặc hắc ín) Đó là các chất rắn có dạng sừng màu trắng hoặc vàng. Nhựa được chế tạo
dưới dạng bột hoặc hạt. Ngoài ra còn có thêm các chất độn để làm tăng độ chống mòn, độ cứng và các tính chất khác.
3. Chất dẻo chịu nhiệt Là một hỗn hợp dạng bột gồm 54% nhựa pôlivinhinbutan, 23% graphit, 21%
iditôn và 2% utrôpitan. Nhiệt độ nóng chảy của bột này là 210-2200C. Chất dẻo này được dùng để phủ đắp lớp bề mặt chi tiết bằng ngọn lửa khi axetilen hoặc ôxy để khắc phục vết dập, lõm, gồ ghề và các khuyết tật khác.
4.10.3. Phủ đắp bằng keo dán

Cnsc.270
Quá trình phủ đắp gồm việc chuẩn bị bề mặt chi tiết và gia công nhiệt (sấy khô). Việc chuẩn bị bề mặt chi tiết nhằm tạo điều kiện tốt nhất cho lớp keo bám chắc với chi tiết. Để tăng độ bám phải khử mỡ bề mặt, làm sạch bề mặt và tạo độ nhám nhân tạo. Tuỳ thuộc vào vật liệu và gia công nhiệt của chi tiết mà có thể làm nhám bằng giấy giáp, bột kim loại, bằng cát hoặc bằng đá mài hạt thô, bằng dũa hoặc bàn chải sắt, gia công tia lửa điện, bằng đục, bằng đột, v.v... Bề mặt chi tiết được rửa cẩn thận bằng các chất hòa tan vài ba lần, bằng vải mềm hoặc bàn chải lông có thêm chất hòa tan. Các chất hòa tan thường dùng là xăng, benzol, kxilôn, tôluôl, axêton và uát-xprit.
Việc phủ keo dán lên chi tiết có thể tiến hành bằng tay hoặc trên máy. Khi phủ đắp bằng tay thì dùng chổi lông phết keo dán lên bề mặt chi tiết. Để
đảm bảo cho lớp phủ được đều đặn phải đều tay sao cho chổi ngập sâu vào dung dịch trong mỗi lần đều như nhau và quét chổi về một phía, các vạch sơn phải song song với nhau và không được chồng lên nhau. Lớp thứ hai được phủ tiếp lên lớp thứ nhất sau khi để ở nhiệt độ bình thường trong khoảng 15-20 phút hoặc sau khi sấy khô trong lò 60-650C khoảng 3-5 phút. Khoảng thời gian đó nhằm làm cho hơi của các chất hòa tan thoát ra hết. Chiều dày của lớp phủ phụ thuộc vào số lớp phủ và độ nhớt quy ước của dung dịch.
Ngoài phương pháp phủ bằng tay người ta còn tiến hành phun bằng máy. Bằng phương pháp này có thể phục hồi cho các chi tiết hình tròn, nếu là các chi tiết hệ "lỗ" thì dùng phương pháp ly tâm còn nếu là các chi tiết hệ "trục" thì dùng phương pháp phun đắp.
Bằng phương pháp ly tâm có thể phục hồi các vòng trong của ổ lăn, các lỗ ở thân máy, v.v... Trên hình 4.35 biểu thị sơ đồ máy phun keo dán ÃíÍ-150 (GEN-150V) cho vòng trong ổ lăn. Trong trường hợp này người ta dùng máy tiện có đồ gá chuyên dùng với vận tốc quay của trục chính là 1000-1500 v/phút. Ống định lượng chứa keo dán được đặt trong ống lót của bàn dao máy tiện trên chiều dài 1 bằng chiều rộng vòng bi. Ở vận tốc trục chính là 1000-1500 v/phút người ta quay chốt định lượng quanh trục bằng chốt 6 đi 1800 và keo dán chảy từ ống định lượng ra được phân bố đều đặn trên toàn bộ chiều rộng vòng bi. Quá trình phun kéo dài 3-4 phút.
Khối lượng keo dán cần thiết để phun là: lhdkQ .... , (4.46)
trong đó: d- đường kính lắp ghép của chi tiết phục hồi, cm; l- chiều rộng vòng bi, cm; h- chiều dày lớp keo dán, cm; k- hệ số phụ thuộc độ nhớt.
Ở độ nhớt quy ước là 20 s thì k = 30-40, còn ở độ nhốt quy ước là 40 và 60 s thì k = 15 - 20 và k = 7 - 10.
l 1
1 2 34 5 6

Cnsc.271
Hình 4.35. Sơ đồ máy phủ keo dán ÃíÍ-150 (GEN-150V) lên vòng trong của ổ lăn
1. Mâm cặp của máy tiện vạn năng; 2. Đồ gá để kẹp vòng bi; 3. Vòng bi; 4. Ống định lượng; 5. Ống lót; 6. Chốt.
Khi phun keo dán lên mặt ngoài của chi tiết hình tròn người ta dùng máy
phun với vận tốc quay của trục chính máy tiện là 20 - 30 vòng/phút, áp lực phun 3 - 4 kG/cm2.
Việc gia công nhiệt (sấy khô) cho lớp keo dán được tiến hành nhằm làm nhanh quá trình biến cứng và nhận được những tính chất bền lớn nhất. Việc sấy khô thường tiến hành trong lò điện. Sau khi phun lớp cuối cùng, chi tiết được để ngoài không khí khoảng 15-20 phút, sau đó đưa vào tủ sấy và nâng nhiệt độ tới 150 50C đối với keo dán ÃíÍ-150 (GEN-150V), hoặc tới 1800 50C đối với keo dán BC-10T. Tốc độ tăng nhiệt độ là 2-30C trong 1 giờ. Ở những nhiệt độ trên chi tiết được giữ trong tủ 1 giờ sau đó làm nguội chậm (tốc độ 2- 30C trong 1 giờ) tới nhiệt độ bình thường.
Nếu chi tiết phủ chất dẻo được lắp ghép có độ dôi với chi tiết khác thì sau khi nhiệt luyện nên bôi lên bề mặt lớp keo dán một lớp dung dịch graphit koloit hoặc dung dịch 5% cao su si-li-côn với tôlyol, những chất này có tác dụng bảo vệ không cho hai bề mặt lắp ghép dính lại với nhau và tạo điều kiện dễ dàng khi tháo sau này.
Ưu điểm của việc phủ đắp chi tiết bằng keo dán là quá trình công nghệ đơn giản, có thể phun bằng các lớp keo có chiều dày từ 0,001 tới 0,002 mm, không phải gia công cơ sau khi phủ đắp, cấu trúc kim loại không thay đổi.
4.10.4. Sửa chữa chi tiết bằng nhựa epocxy Nhựa êpôcxy là sản phẩm ngưng tụ của epiclohyđrit với phinilprôpan và xút
ăn da (NaOH). Nhựa êpôcxy thường được dùng để hàn các vết nứt. Có hai phương pháp sửa vết nứt. Trong trường hợp thứ nhất, chỗ có vết nứt
được làm sạch bằng cách rửa và lau sạch, sau đó khoan chặn 2 đầu bằng mũi khoan 3-5 mm (tùy thuộc vào chiều dày chi tiết) và tiện vát dưới một góc 900-1200 bằng đá mài K4-16-24CT có đường kính 30 mm. Dùng đá này mài toàn bộ vùng có vết nứt trong vòng 20-30 mm về mỗi phía.
Sau khi khử mỡ bằng axêtôn người ta bôi lên bề mặt chi tiết một lớp keo có thành phần như sau:
Nhựa êpôcxy íÄ6: 100g, chất hóa dẻo dibutil phtalat: 15g, bột mica: 25g, ximăng: 35 g, bột nhôm: 25g, pôliêtylen pôliamit (chất hóa cứng): 10g. Trước khi điều chế keo dán, nhựa êpôcxy được đốt nóng tới 60-800C, còn bột mica và bột nhôm (chất độn) phải trộn đều với nhau. Khi hòa trộn người ta cho thêm dibutin phtalat và từ từ rắc các chất độn vào. Pôliêttilen-pôliamit có tác dụng như một chất định hình. Vì vậy người ta cho nó vào hỗn hợp không sớm hơn 20 phút trước khi bôi keo lên vết

Cnsc.272
nứt. Chỗ có vết nứt được nung nóng tới 70-800C sau đó dùng xẻng nhỏ bằng kim loại xúc keo đắp lên đó. Thời gian biến cứng của lớp keo kéo dài khoảng 24-26 giờ tùy thuộc vào nhiệt độ môi trường và không được thấp hơn 200C.
Trong phương pháp thứ hai việc gia cố những chỗ có vết nứt tiến hành như sau:
Bôi lên bề mặt đã được làm sạch và khử mỡ bằng axêtôn của chi tiết có vết nứt một lớp nhựa êpôcxy dày 1mm. Sau đó lấy một mảnh vải thuỷ tinh (có kích th-ước ô lỗ là 0,5 - 1mm) chờm ra hai phía vết nứt khoảng 15 - 20mm và ép chặt miếng đó bằng một con lăn có bề mặt lăn nhám. Sau đó lại bôi lên vải thuỷ tinh một lớp nhựa nữa và đặt một miếng ép khác chùm lên hết miếng dưới khoảng 5-10mm và lại dùng con lăn để lăn. Như vậy bôi chừng 4-6 lớp độ dày tổng cộng là 3-4mm. Lớp vải thuỷ tinh trên cùng được phủ để bảo vệ khỏi bị ẩm bằng chính loại nhựa đó. Cuối cùng tiến hành sấy khô trong lò.
Tính chất quan trọng nhất của nhựa epôcxy là có độ bám tốt với các kim loại và các vật liệu phi kim loại khác nhau, có tính cách điện cao, chịu nước, có độ bền hóa học lớn, độ bền cơ học cao, có khả năng biến cứng ở nhiệt độ bình thường hoặc khi đốt nóng không đáng kể. Lớp hỗn hợp có gốc là nhựa epôcxy có thể gia công dễ dàng trên máy. Các nhựa epôcxy kết hợp với các chất thành phần khác tạo ra những hợp chất khác sử dụng làm keo dán, trong đó có loại keo dán ÃíÍ-150B và các keo khác.
Ngoài việc phủ đắp bằng các thành phần keo dán, hàn vết nứt bằng nhựa êpôcxy người ta còn phủ đắp cho chi tiết bằng keo dán có dạng bột nhão và các chất dẻo có dạng bột.
4.10.5. Dán chi tiết Kinh nghiệm cho thấy rằng độ bền của các liên kết bằng keo dán với kim loại
phụ thuộc cơ bản vào chất lượng chuẩn bị các bề mặt, vào chiều dày lớp keo dán, chiều dày giảm thì độ bền của mối dán tăng lên, vào diện tích tiếp xúc của hai chi tiết, vào chế độ nhiệt luyện trong quá trình biến cứng của mối keo dán.
Việc tăng diện tích tiếp xúc của các bề mặt dán có thể đạt được bằng cách tăng độ nhám và dùng đồ gá ép chặt các chi tiết. Lực ép của đồ gá phụ thuộc vào vật liệu và độ mềm dẻo của chi tiết. Các chi tiết dán chỉ nên đưa vào sử dụng với tải trọng vận doa như sau khi sấy khô (nhiệt luyện) và làm nguội 20-30 giờ. Trong khoảng thời gian đó độ bền của mối keo dán được tăng lên.
Ưu điểm của mối ghép các chi tiết bằng keo dán là có thể dán bất kỳ vật liệu nào với nhau, có thể tạo ra các liên kết có độ kín khít, ổn định, chịu tác dụng của dầu, chịu rung, trong mối dán không phát sinh nội ứng suất. Quá trình dán tiến hành ở nhiệt độ không quá 1800C. Bên cạnh đó có một số nhược điểm là độ chịu nhiệt thấp và độ bền không cao lắm.
Quá trình dán có thể gồm những bước sau đây: a. Điều chế keo dán (như đã trình bày ở trên).

Cnsc.273
b. Chuẩn bị bề mặt của các chi tiết cần dán: gia công hóa học hoặc gia công hóa lý, tạo độ nhám.
c. Dán các bề mặt ở nhiệt độ, áp suất tương ứng và giữ trong khoảng thời gian quy định.
Dùng phương pháp này người ta có thể dán các đĩa ma sát của các loại ly hợp trên đầu đầu máy và để làm kín khoang làm mát của sơ mi xylanh động cơ.
Câu hỏi kiểm tra:
1. Trình bày phương pháp phục hồi và sửa chữa chi tiết gia công cơ khí: phục hồi chi tiết bằng phương pháp lắp thêm chi tiết phụ, phục hồi chi tiết theo kích thước sửa chữa.
2. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng hàn đắp rung (nguyên lý, ưu nhược điểm và phạm vi ứng dụng).
3. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng phun kim loại (nguyên lý, ưu nhược điểm và phạm vi ứng dụng).
4. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng mạ điện phân: mạ crôm (nguyên lý, ưu nhược điểm và phạm vi ứng dụng)
5. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng mạ điện phân: mạ thép (nguyên lý, ưu nhược điểm và phạm vi ứng dụng)
6. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng gia công tia lửa điện (nguyên lý, ưu nhược điểm và phạm vi ứng dụng).
7. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng gia công áp lực. 8. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng vật liệu phi kim
loại (chất dẻo).

Cnsc.188
CHƯƠNG V
MỘT SỐ CHỈ DẪN CÔNG NGHỆ VỀ GIẢI THỂ, SỬA CHỮA, LẮP RÁP VÀ THỬ NGHIỆM
5.1. Phương pháp tổ chức bảo dưỡng và sửa chữa
Việc tổ chức bảo dưỡng và sửa chữa thường kỳ cho ñầu máy diezel phải ñảm bảo trạng thái vận doanh tin cậy của chúng, nâng cao chất lượng sửa chữa, nâng cao năng suất lao ñộng, giảm giá thành sửa chữa và giảm thời gian dừng của ñầu máy khi sửa chữa.
Cơ sở của việc tổ chức bảo dưỡng và sửa chữa ñầu máy là những yếu tố sau ñây:
1. Hệ thống kiểm tra dự phòng theo kế hoạch cho ñầu máy, tức là hệ thống mà ở ñó các bộ phận quan trọng nhất của ñầu máy ñược kiểm tra và sửa chữa và những khoảng thời gian ñịnh trước với một khối lượng công việc xác ñịnh.
2. Tập trung tới mức tối ña việc ky chữa và sửa chữa lớn ñầu máy của một hai kiểu loại vào những ñoạn có trang thiết bị tương ñối lớn. ðiều ñó cho phép tổ chức sửa chữa ñầu máy theo phương pháp dây chuyền trên cơ sở lắp lẫn các cụm, các bộ phận và các chi tiết, sử dụng rộng rãi các thiết bị cơ giới hóa các công việc lắp ráp, sử dụng hết công suất của các trang thiết bị và mặt bằng sản xuất cũng như nâng cao chất lượng sửa chữa và cải thiện ñiều kiện lao ñộng của công nhân sản xuất.
3. Chuyên môn hóa việc sửa chữa xưởng của ñầu máy và các cụm máy quan trọng của chúng cùng với việc hợp tác hóa ñồng bộ giữa các nhà máy. ðiều ñó cho phép tổ chức sửa chữa các cụm máy quan trọng nhất bằng phương pháp dây chuyền.
4. Chuyên môn hóa và phân hóa các công việc sửa chữa. Các tổ chức sửa chữa của Xí nghiệp có cơ cấu là khi kiểm tra, tháo, lắp các bộ phận chính và các cụm máy chính trên ñầu máy thì do thợ nguội của tổ tổng hợp ñảm nhiệm, còn việc sửa chữa những chi tiết ñó thì do các tổ chuyên môn và các xưởng dự bị phải ñảm nhiệm. Ở nhà máy sửa chữa ñầu máy ñược sửa chữa theo nguyên tắc này.
Việc bảo dưỡng và sửa chữa ñầu máy diezel ñược tiến hành tại các Xí nghiệp ñầu máy Các Xí nghiệp ñầu máy tuỳ thuộc vào ñiều kiện cụ thể của các tuyến ñường có thể chia ra các loại như: Xí nghiệp vận dụng, Xí nghiệp sửa chữa và Xí nghiệp hỗn hợp.
Các Xí nghiệp vận dụng ñược chuyên môn hóa ñể thực hiện các công việc vận chuyển hành khách và hàng hóa bằng các ñầu máy ñăng ký ở Xí nghiệp mình và tiến hành kiểm tra dự phòng (giữa kỳ) và sửa chữa ñịnh kỳ nhỏ cho ñầu máy.
Các Xí nghiệp sửa chữa là các ñoạn chuyên dùng ñể tiến hành sửa chữa ñịnh kỳ lớn và ky chữa cho ñầu máy. Trong các Xí nghiệp này còn có thể tiến hành sửa chữa các ñầu máy cùng loại. Các Xí nghiệp hỗn hợp là các ñoạn có ñồng thời hai chức năng nói trên.
Hiện nay trong các phân xưởng sửa chữa ñầu máy người ta thường áp dụng hai phương thức sản xuất.
5.1.1.Phương pháp sửa chữa tổng thành
Theo phương pháp này người ta tiến hành sửa chữa ñầu máy và thay thế các cụm máy lớn và phức tạp hơn như cụm ñộng cơ máy phát, giá chuyển, các cụm két

Cnsc.189
làm mát bằng cụm máy ñã ñược sửa chữa từ trước trong phân xưởng dự bị phẩm. Khi ñầu máy ñược vào Xí nghiệp hoặc xưởng sửa chữa, các cụm máy chính ñược tháo khỏi ñầu máy và ñược ñưa về các phân xưởng chuyên môn như phân xưởng ñộng cơ, phân xưởng giá chuyển, phân xưởng máy ñiện... Tại các phân xưởng ñó các cụm máy ñược sửa chữa và sau khi sửa chữa xong nếu cần thiết, chúng có thể ñược xuất ra ñể lắp lên bất kỳ một giá xe của ñầu máy nào ñó ñã sửa chữa xong. Nói như vậy có nghĩa là sau khi các cụm máy ñã ñược tháo khỏi ñầu máy và ñược chuyển ñi thì thùng xe vẫn ñược giữ ở vị trí cũ và ñược sửa chữa tại chỗ. Sau khi thùng xe ñã sửa chữa xong, người ta huy ñộng các cụm máy ñã sửa chữa xong từ trước ở các phân xưởng ñem lắp lên ñầu máy này. Kết quả cuối cùng là sau khi sửa chữa, một ñầu máy nào ñó có thể ñược trang bị bằng các cụm máy mới sửa chữa của một ñầu máy khác và ngược lại. Phương pháp sửa chữa tổng thành tạo thành một nhịp ñiệu trong quá trình công nghệ, ñảm bảo cho ñầu máy ra xưởng theo tiến ñộ và nâng cao chất lượng sửa chữa.
5.1.2. Phương pháp sửa chữa dây chuyền
Việc tổ chức và áp dụng phương pháp sửa chữa tổng thành mở ra khả năng chuyền tiếp sang phương pháp sửa chữa dây chuyển bởi vì các ñầu máy sau này là những ñối tượng cho việc tổ chức phương pháp sửa chữa dây chuyền và thỏa mãn những yêu cầu cơ bản của hệ thống dây chuyền là bảo toàn nguyên tắc công nghệ liên tục khi phân bố các vị trí làm việc. Các chi tiết và các bộ phận của ñầu máy cần thay thế không phải mất thì giờ rà lắp lâu mà phần lớn các cụm máy và các bộ phận ñược sửa chữa theo một trình tự nhất ñịnh có tính tới số lượng các vị trí của dây chuyền và khối lượng cân ñối của mỗi dây chuyền ñó.
Việc áp dụng các phương pháp sửa chữa tổng thành và dây chuyền ñược ñảm bảo bằng sự thống nhất hóa các chi tiết và các bộ phận và bằng cách tạo ra một khối lượng dự trữ lớn các cụm máy lắp lẫn. Thống nhất hóa có nghĩa là sử dụng các chi tiết và các bộ phận cùng kiểu như nhau ñể lắp ñặt cho những ñầu máy khác nhau. Những bộ phân và chi tiết ñó có thể là: lót xylanh, các chi tiết nhóm píttông-thanh truyền, bơm cao áp và các chi tiết khác.
Ngoài ra tuỳ thuộc theo phương pháp sửa chữa mà người ta còn tổ chức sửa chữa theo hai cách:
- Sửa chữa tổng hợp: ðó là một dạng sửa chữa mà trong ñó một công nhân hoặc một nhóm công nhân ñảm nhiệm nhiều công việc khác nhau. Phương pháp này ñòi hỏi công nhân phải có tay nghề cao thời gian dừng sửa chữa lâu, thường chỉ áp dụng cho những nơi khối lượng sửa chữa nhỏ.
- Sửa chữa chuyên môn hóa: Công việc sửa chữa từng chi tiết hoặc từng cụm chi tiết do một nhóm hoặc một vài nhóm công nhân ñảm nhiệm. Phương pháp này áp dụng với những xưởng sửa chữa có khối lượng lớn.
5.2. Một số chỉ dẫn về giải thể ñầu máy và các cụm chi tiết
Khi ñưa vào sửa chữa ñầu máy phải ñược kiểm tra và xác ñịnh mức ñộ hư hỏng một cách kỹ lưỡng. Các máy ñiện và thiết bị ñiện phải ñược thổi bằng khí nén khô với áp suất 2 - 3 kG/cm2 lấy từ hệ thống khí nén của Xí nghiệp hoặc của ñầu máy sau khi ñã qua bầu lọc. Bộ phận chạy của ñầu máy và thùng xe phải ñược ñánh sạch bụi bẩn. Phải xả hết dầu khỏi hệ thống bôi trơn nếu số cây số chạy của ñầu máy

Cnsc.190
sau khi thay dầu lớn hơn ñịnh mức hoặc sau khi phân tích trong phòng thí nghiệm mà phát hiện ra một trong những biểu hiện loại bỏ cũng như khi tháo píttông khỏi hai xylanh trở lên. Trước khi sửa chữa phải kiểm tra áp suất của dầu trong hệ thống ñộng cơ và máy nén, kiểm tra sự làm việc của hệ thống ñiện và các cụm máy phụ nhằm phát hiện các tiếng gõ hoặc những sự không bình thường khác ñồng thời kiểm tra sự tác ñộng của hệ thống hãm và hệ thống xả cát.
ðối với những ñầu máy ñưa vào sửa chữa ñịnh kỳ lớn hoặc ky chữa phải xả hết dầu và nước, phải xúc rửa hệ thống nước bằng thiết bị tuần hoàn và thổi bằng không khí nén. Khi ñưa vào ky chữa phải xả hết nhiên liệu và chuẩn bị xúc rửa các thùng chứa nhiên liệu. Phải làm sạch cát khỏi các thùng chứa và kiểm tra cột áp tĩnh của không khí làm mát ñộng cơ ñiện.
Sau khi ñã kiểm tra, ñầu máy ñược ñưa vào thiết bị rửa ngoài và sau ñó tiến hành giải thể các cụm máy chính.
Quá trình công nghệ sửa chữa ñầu máy thực chất là quá trình công nghệ sửa chữa những cụm máy chính và những bộ phận của chúng. Quá trình công nghệ bao gồm các công việc như khám xét, tháo, kiểm tra, phục hồi, lắp ráp, ñiều chỉnh v.v...
Việc giải thể ñầu máy và tháo các cụm chi tiết ñược thực hiện theo quá trình công nghệ ñã ñịnh trước cùng với việc sử dụng các dụng cụ, ñồ gá và các thiết bị cơ giới hóa.
Khi sửa chữa các cụm máy, phần lớn các chi tiết ñược trả lại vị trí cũ của mình, mà qui trình sửa chữa thì chỉ xét tới những kích thước giới hạn và khe hở giới hạn thiết lập cho dạng sửa chữa này hoặc sửa chữa khác của các chi tiết, cho nên tr-ước khi tháo hoặc trong quá trình tháo phải ño lường ñể xác ñịnh lượng hao mòn và xác ñịnh sự cần thiết phục hồi hoặc thay thế của chi tiết. Các chi tiết sau khi ñã sửa chữa phải ñược ñánh dấu và ñóng dấu.
Trong khi sử dụng ñầu máy, các chi tiết của nhóm píttông - thanh truyền, nhóm bơm cao áp, các ổ ñỡ, các bộ truyền ñộng bánh răng, thiết bị chổi than của máy ñiện, các bộ phận bầu dầu và các bộ phận khác không những chỉ bị mòn mà còn bị biến dạng. Trạng thái và khuyết tật của những chi tiết này ñôi khi không thể xác ñịnh ñược sau khi ñã tháo rời, vì vậy trước khi tháo khỏi ñầu máy và trước khi tháo rời từng bộ phận phải tiến hành kiểm tra khe hở và ñộ dơ, từ ñó xác ñịnh mức ñộ hao mòn và biến dạng của chi tiết, chẳng hạn như "khe hở dầu" của các ổ trục và ổ biên trục khuỷu, ñộ dơ chiều trục của trục khuỷu và trục cam, khe hở giữa các bánh răng của các cơ cấu dẫn ñộng, khe hở hướng kính của các ổ trượt, v.v... Khi giải thể phải kiểm tra các dấu ñánh dấu và ñóng dấu theo cặp của các chi tiết mà dựa theo ñó có thể xác ñịnh ñược vị trí lắp ñặt của chúng trên ñầu máy và xác ñịnh ñược sự ñúng ñắn lắp ráp. Nếu trên chi tiết không có dầu thì phải ñánh dấu, nếu dấu ñã mờ hoặc ñã bị lấp mất thì phải khôi phục lại, ngoại lệ có thể cho phép dấu bằng sơn. Khi thay thế một chi tiết của một bộ phận nào ñó thì phải ñánh dấu lại trên chi tiết mới theo ñúng dấu ñã ghi ở chi tiết cũ vào vị trí như bản vẽ quy ñịnh. Nếu khi tháo các bánh răng mà không có dấu thì tiến hành ñánh dấu lên hai răng cạnh tranh của một bánh răng và ñánh dấu vào chân răng của bánh răng kia bằng sơn ñể sau ñó khi lắp cho ñúng với tiếp xúc ban ñầu.

Cnsc.191
Chẳng hạn các chi tiết ñi theo cặp như xécmăng và píttông, píttông và xylanh, v.v... phải ñánh dấu ñể khi lắp ráp ñúng vị trí của chúng trước khi tháo. Nếu ñặt chúng không ñúng vị trí thì khe hở thay ñổi công suất giảm xuống, tiêu hao nhiên liệu tăng lên và như vậy hiệu quả kinh tế sửa chữa kém.
ðể khi lắp ráp ñược nhanh chóng, khi tháo phải chú ý giữ gìn các chốt ñịnh vị, các tấm ñệm làm kín, ñệm ñiều chỉnh và các chi tiết nẹp chặt như bu lông, êcu, rông ñen, v.v...
5.3. Chỉ dẫn về lắp ráp một số kết cấu ñiển hình
Sau khi ñã kiểm tra và ñánh giá mức ñộ hư hỏng, các chi tiết ñược phân chia ra làm ba nhóm chính: nhóm chi tiết còn sử dụng lại ñược, nhóm chi tiết phải phục hồi, sửa chữa và nhóm chi tiết loại bỏ. Các chi tiết cần sửa chữa sẽ ñược phục hồi và sửa chữa theo các phương pháp khác nhau. Những phương pháp này ñã ñược trình bày tỷ mỷ ở chương IV. Sau khi các chi tiết ñã ñược sửa chữa và kiểm tra song chúng ñược ñưa tới bộ phận lắp ráp ñể tiến hành lắp các cụm chi tiết nói riêng cũng như toàn bộ ñầu máy nói chung. Việc lắp ráp cần phải tiến hành theo trình tự nhất ñịnh và phải tuân theo quy trình công nghệ nghiêm ngặt. Sau khi lắp ráp, các cụm máy ñược thử nghiệm ñể xác ñịnh các ñặc tính ñơn vị và cuối cùng phải tiến hành thử nghiệm toàn bộ cho ñầu máy.
Trước khi lắp ráp các chi tiết thành cụm phải lưu ý ba loại sau ñây: loại ñã mòn nhưng vẫn nằm trong phạm vi cho phép và vẫn sử dụng ñược, loại chi tiết ñã ñược phục hồi, sửa chữa và loại chi tiết chế tạo mới. Do ñặc ñiểm trên dung sai kích thước của các chi tiết này chênh lệch nhau rất nhiều, do ñó nếu không tiến hành chọn lắp thì sẽ có một số chi tiết không thể lắp lên cụm máy ñược. Vì vậy việc chọn lắp là công việc có ý nghĩa không những về mặt ñảm bảo ñiều kiện kỹ thuật mà cả về mặt kinh tế. Chọn lắp các chi tiết phù hợp thì việc gia công và lắp sẽ ñược giảm nhẹ và ñạt ñược những yêu cầu về dung sai cao hơn. Các mối ghép trong ñộng cơ như píttông-xylanh, píttông-chốt píttông, con ñội xupáp và ống dẫn hướng, v.v... ñều phải chọn lắp. Ngoài ra các chi tiết như píttông còn phải chọn theo trọng lượng, sắp thành từng bộ, từng tổ ñể ñảm bảo cân bằng ly tâm khi ñộng cơ làm việc. Các chi tiết như các quả văng bộ ñiều tốc ly tâm, cặp píttông plông-giơ bơm cao áp phải lắp theo bộ với dung sai giữa các bộ nằm trong giới hạn cho phép.
Khi chọn lắp không phải bao giờ cũng lắp ñược ngay mà ñối với một số chi tiết cần phải sửa chữa trước khi lắp. Các công việc sửa thêm này bao gồm dũa, nạo, mài và doa lỗ, ta-rô lại ren v.v... ðối với một số chi tiết có tốc ñộ quay lớn cần phải tiến hành cân bằng. Tuỳ theo kết cấu và ñặc tính làm việc của chi tiết mà có thể tiến hành cân bằng tĩnh và cân bằng ñộng.
5.3.1. Lắp mối ghép bằng ren
Trong các cơ cấu của ñầu máy số mối ghép bằng ren chiếm tới 60%. Những mối ghép ren cố ñịnh này phải ñảm bảo ñủ cường ñộ, tính ổn ñịnh, tính lắp lẫn và ñộ bền. Một số mối ghép ren còn yêu cầu phải làm kín hoàn toàn cho hai chi tiết nhằm không cho không khí, nhiên liệu, dầu, nước rò rỉ qua.
Khi xiết các mối ren quan trọng phải chú ý xiết ñúng mô men vặn ñã quy ñịnh ñể ñảm bảo lực kẹp chặt ñồng thời tránh biến dạng, nứt, cong vênh, vỡ chi tiết,

Cnsc.192
gãy bulông và cháy ren. ðối với những chi tiết này nên dùng cờ lê lực ñể bắt chặt, còn nói chung khi bắt chặt phải chú ý những yêu cầu sau ñây: ñối với những chi tiết quan trọng ñược bắt chặt bằng nhiều bulông khi xiết chặt phải theo một trình tự nhất ñịnh và ñối xứng. Lực xiết lần ñầu bằng 1/3 mô-men quy ñịnh, sau ñó tăng tới 2/3 và cuối cùng mới xiết chặt tới mô-men quy ñịnh.
ðể ñề phòng ñinh ốc hoặc ñai ốc tự long ra do chấn ñộng khi máy làm việc, ñối với một số chi tiết quan trọng phải có ñệm vênh, chốt chẻ hoặc dây thép ñể cố ñịnh vị trí của các ñinh ốc hoặc ñai ốc.
5.3.2. Lắp ráp ổ bi Ổ bi là mối ghép có ñộ chính xác cao do ñó khi lắp cần phải tuân thủ những
nguyên tắc nhất ñịnh nhằm ñảm bảo chất lượng mối ghép cũng như chất lượng của máy trong vận dụng. ðộ bóng bề mặt chi tiết ở chỗ lắp ổ lăn ñối với trục không ñược thấp hơn ẹ8 và ñối với lỗ trong thân máy (như thân hộp giảm tốc v.v...) không ñược thấp hơn ẹ6. Các bề mặt của trục và của lỗ cần phải ñược gia công với ñộ chính xác theo quy ñịnh của bản vẽ chi tiết hoặc trong các ñiều kiện kỹ thuật khi sửa chữa. Các sai lệch cho phép của các vị trí lắp ổ bi so với hình dạng hình học ban ñầu của nó (ñộ ô van, ñộ côn...) phải thỏa mãn những ñiều kiện sau ñây (hình 5.1):
( ) ( )2
1'min
'maxminmax ≤−+− dddd dung sai của ñường kính trục; (5.1)
( ) ( )2
1'min
'maxminmax ≤−+− DDDD dung sai của ñường kính lỗ. (5.2)
Hình 5.1. Sai lệch của trục và của lỗ so với hình dạng hình học ñúng ñắn của chúng ở những vị trí lắp ổ bi.
ðộ ñảo của gờ hạn chế (vai tỳ) cho phép C Ê 0,005mm trên chiều dài 10mm của ñường kính lỗ.
vÞ trÝ l¾p æ bi
vÞ trÝ l¾p æ bi

Cnsc.193
Nếu không tuân thủ những yêu cầu kể trên về ñộ ô van và ñộ côn thì có thể làm lỏng mối ghép của ổ và mòn các bề mặt lắp ghép.
Khi các gờ hạn chế có các mặt ñầu bị lệch nhau thì dẫn ñến các ổ bi cũng bị lệch và nó sẽ không làm việc bình thường ñược. ðộ lệch sinh ra cơ bản là do các chi tiết lắp ráp không ñúng hoặc ño các lỗ ñể lắp ổ bi trong thân máy không ñồng tâm. Khi phục hồi những chi tiết này bằng phương pháp lắp thêm chi tiết phụ, việc gia công các lỗ ñể lắp ổ bi cần phải thực hiện trên các máy chuyên dùng và ñồ gá ñặc biệt nhằm bảo ñảm ñộ ñồng tâm của nó.
Khi giải thể ổ bi nói riêng hoặc giải thể các mối ghép có ñộ dôi nói chung cần sử dụng các dụng cụ chuyên dùng. Một trong các dụng cụ chuyên dùng ñược thể hiện trên các hình 5.2 và 5.3. Sơ ñồ triệt tiêu ñộ dôi khi giải thể mối ghép ñược thể hiện trên hình 5.4.
Hình 5.2. Thiết bị tháo ổ bi bằng tay kiểu ren vít 1. ðầu có thể thay thế; 2. Tay quay
Hình 5.3. Thiết bị tháo mối ghép có ñộ dôi (Bơm pittông plông-giơ áp suất cao)
1. Van; 2,8. Các van bi; 3. Bộ phận hạn chế ñộ nâng; 4. Lò xo; 5. Thùng chứa dầu; 6. ðầu nối (rắc-co); 7. ðòn bẩy; 9. Pittông plông-giơ.
1
21
A3
982
1
7
6
4
5

Cnsc.194
Hình 5.4. Sơ ñồ tịêt tiêu ñộ dôi khi giải thể bằng vam thuỷ lực Khi sửa chữa chi tiết cũng cần chú ý sửa các góc lượn ở các gờ hạn chế trên
trục và trong lỗ của thân máy một cách tỷ mỷ. ðiều này rất cần thiết ñối với các chi tiết có ổ bi côn ñũa lắp ráp với khe hở chiều trục nhỏ nhất (hộp giảm tốc). Muốn lắp ổ bi ñúng yêu cầu không phải làm cho bán kính góc lượn trên trục hoặc trong thân nhỏ hơn bán kính góc lượn ở mặt ñầu ổ bi. Chất lượng lắp ổ bi có ảnh hưởng rất lớn tới ñộ bền và thời hạn làm việc của chúng. Lắp ghép ổ lăn lên cổ trục tiến hành theo hệ lỗ, còn lắp ổ vào lỗ trong thân máy tiến hành theo hệ trục.
Khi ép ổ bi lên trục hoặc vào lỗ ở thân máy trị số khe hở hướng kính trong ổ bi giảm xuống do các vành bị biến dạng: ñường kính vành trong tăng lên còn ñường kính vành ngoài giảm xuống. Như trên hình 5.5. khe hở ở hướng kính ban ñầu s khi ép ổ bi lên trục giảm xuống từ:
( )vbdDDs .212 +−= , (5.3)
tới ( )vbdDDs .2'
121 +−= , (5.4)
và khi lắp ổ vào lỗ của thân nó giảm xuống tới: ( )vbdDDs .2'
2'2
' −−= , (5.5)
trong ñó: '1D - ñường kính rãnh của vòng trong sau khi ép lên trục;
'2D - ñường kính vòng ngoài sau khi ép vào lỗ thân máy;
vbd - ñường kính viên bi.
Tóm lại, ñộ giảm khe hở hướng kính của ổ bi sau khi ép lên trục sẽ là: sDDss ∆=−=− 1
'11 , (5.6)
Hình 5.5. Sơ ñồ khe hở trong ổ bi
Trong thực tế sự thay ñổi ñường kính rãnh của các vòng trong khi ép ổ bi lên trục ñược lấy gần bằng 0,7 ñộ dôi thực tế và nằng 0,8 ñối với vòng ngoài khi ép vào thân. ðộ dôi thực tế lấy bằng 80% ñộ dôi tính toán.
DÇuDÇuc)b)a)

Cnsc.195
Ngoài sự biến dạng của các vòng khi ép, ñộ giảm trị số khe hở hướng kính có thể còn do ñốt nóng không ñồng ñều gây nên. Cách lắp ghép các vòng bi vào trục và vào thân phải khác nhau.
Khi có tải trọng không ñổi tác dụng lên mối ghép thì việc lắp ghép vòng bi lên trục (khi trục quay) hoặc vào lỗ của thân (khi thân quay) phải là lắp chặt. Lắp vòng bi lên các thân cố ñịnh hoặc trục cố ñịnh thì phải lắp lỏng hơn và cho phép vòng bi có thể xoay ñược một chút. Việc này cần thiết ñể làm giảm ñộ mòn và làm cho ổ mòn ñồng ñều hơn. Bởi vì khi vòng bi cố ñịnh thì lực tác ñộng của tải trọng luôn luôn truyền qua phần rãnh của vòng bi, do vậy có thể nó bị mòn khốc liệt hơn, trong khi ñó ñối với các vòng bi quay thì ñộ mòn của rãnh có thể ñồng ñều hơn. Ngoài ra không cho phép lắp chặt cả hai vòng (lắp có ñộ dôi) vì như vậy khi ép chúng sẽ bị biến dạng: vòng ngoài bị nén lại và vòng trong bị rộng ra, do ñó có thể làm cho các viên bi (bi tròn, bi ñũa) bị kẹt vì khe hở hướng kính của chúng quá nhỏ.
Tuỳ thuộc vào ñiều kiện làm việc của chi tiết việc lắp ghép ổ bi có thể khác nhau. Nói chung khi lắp ổ bi lên trục quay (vòng trong quay) thì vòng trong nên lắp căng với trục còn vòng ngoài lắp trung gian hoặc lắp lỏng. Khi lắp vòng ngoài lên thân hoặc bệ có chuyển ñộng quay thì vòng ngoài lắp căng còn vòng trong lắp lỏng hoặc lắp trung gian. Cụ thể có thể sử dụng những kiểu mối ghép sau ñây: khi lắp vòng trong của ổ bi lên trục quay thì dùng các kiểu lắp T4, T3, T2, T1 ( Gn, Tn, Hn và Pn), còn ñối với các thân máy cố ñịnh thì dùng T1 và L1 (Pn và Cn). Khi trục cố ñịnh và thân quay, thì ñối với trục lấy L1 và L2 (Pn và Cn) còn ñối với thân là T4 và T3 (Gn và Tn). Trong các trường hợp khi hướng tác dụng của lực xuống mối ghép không xác ñịnh thì ñối với trục nên dùng T1 (Pn) còn ñối với thân thì dùng T2 (Hn). Những kiểu lắp ghép này còn có thể dùng cho cả các loại ổ chặn.
Khi lắp căng ổ bi có thể dùng phương pháp ép hay ñóng bằng búa qua vật trung gian bằng kim loại màu hoặc bằng gỗ. ðể ñảm bảo lắp ráp tốt nên dùng phương pháp lắp nóng: khi ổ bi lắp căng với trục thì tiến hành nung nóng ổ bi trong dầu nhờn 1200C, khi lắp căng với ổ cần nung nóng thân máy.
Trước khi lắp ráp cần ño khe hở hướng kính và hướng tâm của ổ, các trị số ñó phải nằm trong giới hạn quy ñịnh.
Trên ñầu máy, khe hở của các ổ bi côn ñược ñiều chỉnh bằng cách xê dịch vòng ngoài ổ bi (hình 5.6a). Tùy từng kiểu kết cấu có thể ñiều chỉnh bằng tấm ñệm (hình 5.6b) hoặc bằng mũ ốc (hình 5.6c). Trong thực tế có một số ổ bi côn chịu lực chiều trục khá lớn do ñó có thể làm thay ñổi khe hở của ổ bi do ñó khi lắp có khi phải lắp chặt không có khe hở giữa viên bi và vòng bi ñể khi lực chiều trục hình thành khe hở là vừa. Song thực tế chứng mình rằng khó có thể xác ñịnh ñược lực ép chặt ñó vì vậy phải dùng lực kế ño mô-men xoắn ñể kiểm tra. Mô men ñó ñối với từng loại chi tiết ñược thiết lập khác nhau. Việc ñiều chỉnh ổ bi côn có thể tham khảo rõ hơn trong phần sửa chữa hộp giảm tốc trục của giáo trình này.

Cnsc.196
Hình 5.6. Cách ñiều chỉnh khe hở của ổ bi côn; a. ðiều chỉnh khe hở bằng cách xê dịch vòng ngoài; b. ðiều chỉnh khe hở bằng tấm ñệm; c. ðiều chỉnh khe hở bằng mũ ốc.
5.3.3. Lắp bánh răng
Các bánh răng trụ và bánh răng côn chỉ làm việc bình thường khi khe hở bên giữa các bánh răng ñược thiết lập ở trị số hợp lý. Khi lắp bánh răng phải chú ý lắp ñúng tâm, không cho phép có ñộ dẻo hoặc ñộ nghiêng giữa các bánh răng ñó. Muốn kiểm tra khe hở bên có thể dùng ñồng hồ hoặc kẹp chì. Trên hình 5.7 là sơ ñồ ño khe hở bên giữa các răng của bánh răng bằng ñồng hồ.
Hình 5.7. Sơ ñồ ño khe hở bên của bánh răng bằng ñồng hồ 1. Thanh ngang; 2. ðồng hồ ño; 3. Chân chống của ñồng hồ.
Trục của một bánh răng ñược giữ chặt, trên trục kia có gắn một thanh ngang
và ñầu mút của nó ñược tỳ lên mũi ño của ñồng hồ. ðồng hồ ñược gắn trên cột chống và cột chống ñược ñặt lên bàn máp. Khi xoay bánh răng thứ hai về hai phía thì ñồng
cã khe hë
kh«ng cã khe hë
1
2
3
2 1
a/ b/ c/
khe hë bªn
khe hë h−íng kÝnh

Cnsc.197
hồ sẽ chỉ trị số khe hở bên giữa các răng của hai bánh răng. Nếu như ñầu ño của ñồng hồ ñặt tại ñiểm cách tâm trục một khoảng bằng bán kính ñường tròn chia của bánh răng thì trong trường hợp ñó ñồng hồ sẽ chỉ trị số thực của khe hở bên. Trong những trường hợp khác trị số khe hở ñó có thể tính như sau:
aL
Rb .= , (5.7)
trong ñó: a - chỉ số ño của ñồng hồ;
R - bán kính ñường tròn chia hoặc ñường tròn ban ñầu của bánh răng;
L - khoảng cách từ tâm bánh răng tới ñiểm ñặt của ñầu ño.
ðối với các bánh răng côn khe hở bên giữa các răng ñược ño ở hai vị trí tận cùng khi ñã hãm trục lại. Khi ñẩy trục về phía ăn khớp khe hở sẽ giảm xuống và khi xê dịch trục ra xa bánh răng khe hở sẽ tăng lên.
Nếu kết cấu của các bộ phận không cho phép ño khe hở bằng ñồng hồ ño thì có thể ño bằng cách kẹp chì. ðặt một dây chì vào giữa các bánh răng và quay các bánh răng ñó, dây chì sẽ ép lại. Dùng thước cặp hoặc pan-me ño chiều dày miếng chì ñó có thể xác ñịnh ñược khe hở bên giữa các bánh răng. ðôi khi khe hở giữa các bánh răng nhất là bánh răng côn còn có thể ño bằng thước lá. Trị số khe hở bên phải nằm trong giới hạn cho phép.
Muốn kiểm tra ñộ ăn khớp của bánh răng người ta bôi một lớp sơn hoặc hồng hoàng pha dầu lên bề mặt răng sau ñó quay bánh răng và quan sát dầu ăn khớp. Chiều rộng của vết tiếp xúc ñối với bánh răng côn phải chiếm 50% chiều cao răng trở lên còn chiêù dài vết tiếp xúc không ñược nhỏ hơn 50% chiều dài răng. Vết tiếp xúc phải nằm ở vùng ñường tròn chia và phải nằm cách mặt ñầu có ñường kính nhỏ hơn khoảng 3mm ñể khi làm việc có tải mà một phần bề mặt răng bị biến dạng thì các răng sẽ tiếp xúc với nhau trên toàn bộ chiều dài của bề mặt làm việc.
ðối với các bánh răng trụ vết tiếp xúc nằm ở phần giữa bề mặt bên của răng và phải chiếm 65% chiều dài và 60% chiều rộng phần giữa của nó.
Mặc dù dung sai chế tạo bảo ñảm nhưng do lắp ráp không chính xác nên vẫn có thể gây ra tình trạng răng ăn khớp không ñúng. Trên hình 5.8 là sơ ñồ một số trường hợp ăn khớp không chính xác của bánh răng khi lắp.
Hình 5.8. Sơ ñồ ăn khớp của các bánh răng trụ a. Ăn khớp chính xác; b. Khoảng cách giữa hai tâm lớn hơn tiêu chuẩn;
c. Khoảng cách giữa hai tâm nhỏ hơn tiêu chuẩn; d. ðường tâm của hai bánh răng bị lệch ngang.
ðối với bánh răng côn yêu cầu cơ bản là phải làm việc không có tiếng ồn và mòn ñều trên mặt răng theo chiều răng. Muốn vậy hai ñỉnh bánh răng côn O1 - O2

Cnsc.198
phải trùng nhau và vòng tròn chia I-I--II-II phải tiếp xúc với nhau (hình 5.9). Nhưng muốn vậy phải kiểm tra hình dạng bộ lắp ổ bi của bánh răng (hình 5.10). Nếu bệ ổ bi không biến dạng thì ñầu dưỡng ño 1 có thể cắm vào lỗ của ñầu dưỡng ño 2. Bình thường việc kiểm tra biến dạng của bệ ổ bi chỉ tiến hành như sau: khi phần vỏ máy ñã qua sửa chữa như hàn hoặc nhiệt luyện. Tuy nhiên khi lắp ráp mà không thấy ñạt ñược những yêu cầu kỹ thuật quyết ñịnh thì cũng phải kiểm tra nếu ñã xác minh ñược bánh răng và trục không hư hỏng, biến dạng.
Hình 5.9. Sơ ñồ ăn khớp của các bánh răng côn a. Ăn khớp bình thường; b. Khoảng cách giữa 2 tâm lớn hơn tiêu chuẩn;
c. Khoảng cách giữa 2 tâm nhỏ hơn tiêu chuẩn; d. Hai tâm bị lệch nhau (nghiêng).
Hình 5.10. ðiều chỉnh sự ăn khớp của bánh răng côn a. ðúng; b. Sai (hai tâm 01 và 02 không trùng nhau), hai ñường sinh O1C1 và
O2C không trùng nhau; A, A1 - khoảng cách từ mặt ñầu bánh răng tới bề mặt phẳng thân hộp giảm tốc.
b¸nh r¨ng chñ ®éng
b¸nh r¨ng bÞ ®éng

Cnsc.199
Hình 5.11. Dưỡng kiểm tra bệ ổ bi trên vỏ máy A, B - Các vị trí ño khe hở
5.3.4. Chỉnh tâm các cụm máy
ðể ñảm bảo làm việc bình thường của các cụm máy cần phải làm cho các tâm hình học của các trục liên kết trùng với nhau hay nói khác là ñược ñồng tâm. Thực tế vận dụng ñầu máy cho thấy rằng một số chi tiết như các ổ bi, các khâu liên kết (các khớp nối) của các cơ cấu ñộng lực, v.v... bị hư hỏng và nhiều khi là nguyên nhân của sự mất ñồng tâm của các trục. Có thể có ba trường hợp không ñồng tâm của trục ñó là: lệch tâm, gãy khúc và lệch tâm ñồng thời với gãy khúc (hình 5.12).
αα
a a BBB
AAA
c)b)a)
Hình 5.12. Sơ ñồ liên kết của các trục a. Lệch tâm; b. Gãy khúc; c. Lệch tâm và gãy khúc ñồng thời.
ðộ lệch tâm ñược biểu thị trên hình 5.12a, trong ñó trị số a là trị số sai lệch
của tâm trục A so với tâm trục B. ðộ gãy khúc biểu thị trên hình 5.12b, trong ñó a là trị số gãy khúc của trục B so với trục A. Trên hình 5.12c biểu thị ñộ lệch tâm và gãy khúc ñồng thời.
ðể tiến hành chỉnh tâm cho các trục người ta dùng bộ ñồ gá có sơ ñồ như hình 5.13.
ðặt lên hai trục cần chỉnh tâm A và B bộ ñồ gá có các mũi kim tạo thành các khe hở a và b. Các chân ñỡ của ñồ gá liên kết với nhau bởi một chốt nhằm ñảm bảo cho hai trục cùng ñược quay khi ño các khe hở trên. Khi quay các trục người ta ñặt

Cnsc.200
các giá ñỡ vào vị trí thẳng ñứng (1) và ño khe hở giữa các kim bằng thước lá hoặc bằng ñồng hồ sau ñó ghi kết quả như biểu ñồ ño. Sau ñó quay cả hai trục ñi 900 và lại ño và ghi kết quả. Trong khi quay ñể ño có thể các trục sẽ lại bị lệch nhau, do ñó cần phải kiểm tra lại bằng cách quay hết một vòng 3600 ñể cho chân ñỡ trở về vị trí ban ñầu. Nếu kết quả ghi ñược lần ñầu và lần này ăn khớp với nhau là ñược. Nếu không, cần phải phát hiện nguyên nhân sai lệch (có thể do kẹp chặt không tốt, ổ, trục không bắt chặt...) sau ñó lắp lại và kiểm tra lại lần nữa.
Hình 5.13 . Sơ ñồ thiết bị ño ñộ lệch tâm và gãy khúc của trục và biểu ñồ ño của chúng
Trị số thực của ñộ lệch tâm a xác ñịnh bằng một nửa hiệu số khe hở giữa các
kim của ñồ gá ño ñược ở các vị trí lệch nhau 1800:
231 aa
a−
= hoặc 2
42 aaa
−= , (5.8)
Trị số gãy khúc cũng ñược xác ñịnh tương tự:
231 bb
b−
= hoặc 2
42 bbb
−= , (5.9)
Khi chỉnh tâm các trục của các cụm máy phải dùng các tấm ñệm. Sau khi bắt chặt các cụm máy phải tiến hành kiểm tra lại xem các trục có ñồng tâm hay không.
Ngoài ra ñể xác ñịnh xem các lỗ có ñồng tâm với nhau hay không người ta có thể dùng phương pháp "bạc công nghệ" hoặc "trục công nghệ" và ñối với trục khuỷu khi lắp với trục của máy phát người ta dùng ñồng hồ chuyên dùng ñể xác ñịnh ñộ lệch tâm của chúng (xem chương III).
5.4. Cân bằng tĩnh và cân bằng ñộng trong sửa chữa 5.4.1. Cân bằng tĩnh
Cân bằng tĩnh chỉ tiến hành ñối với một số chi tiết có ñường kính tương ñối lớn và chiều dài tương ñối nhỏ hay nói khác là các chi tiết có dạng hình ñĩa như bánh ñà, puly, ñĩa côn, v.v... Cân bằng tĩnh nhằm mục ñích ñể khử ñộ mất cân bằng do trọng tâm của vật không trùng với tâm quay. Khi trọng tâm của chi tiết lệch so với tâm quay thì khi làm việc sẽ xuất hiện một lực ly tâm làm cho chi tiết bị rung. Trị số của lực ly tâm có thể tính như sau:
2
2
30
....
==n
g
rQrmI
πω , (5.10)
trong ñó: m - khối lượng mất cân bằng, kg; Q - trọng lượng của chi tiết, N ; g - gia tốc trọng trường, (m/s2) ; r - trị số xê dịch của trọng tâm chi tiết so với tâm quay, m; n - số vòng quay của chi tiết trong một giây.
Khi cân bằng tĩnh, bằng phương pháp thực nghiệm sẽ xác ñịnh ñược trị số cũng như vị trí của phần khối lượng cần gắn thêm vào chi tiết hoặc cần cắt bỏ khỏi chi tiết ñể cho trọng tâm của chi tiết trùng với tâm quay của nó.

Cnsc.201
Cân bằng tĩnh có thể tiến hành trên các giá có lưỡi dao, trên các khối chữ V hoặc trên các con lăn. Nếu ñặt chi tiết mất cân bằng lên giá chữ V hoặc lên các con lăn thì phần trọng lượng mất cân bằng sẽ tạo ra một mômen quay Mq=Q1.r1 có xu hướng quay chi tiết cho tới khi phía nặng hơn (phía có khối lượng mất cân bằng Q1) của nó nằm ở vị trí dưới cùng. Trị số trọng lượng của ñối tượng Q2 và khoảng cách từ tâm quay r2 của nó ñược lựa chọn sao cho biểu thức sau ñây ñược bảo ñảm:
2211 .. rQrQ = , (5.11) Từ ñó suy ra:
=
2
112 r
rQQ , (5.12)
Việc khử ñộ mất cân bằng có thể tiến hành bằng cách khoan, phay, cạo, cắt bớt một phần kim loại tương ñương ở phía nặng hơn của chi tiết. Ngoài ra cũng có thể gắn lên chi tiết một ñối trọng, song phương pháp này rất ít dùng.
5.4.2. Cân bằng ñộng ðối với một số chi tiết, việc cân bằng tĩnh chưa thể thỏa mãn hoàn toàn ñược
bởi vì khi chi tiết làm việc ở số vòng quay lớn thì chỉ cần một sự mất cân bằng rất nhỏ (mà nhiều khi cân bằng tĩnh không thể khắc phục ñược) cũng có thể gây ra những rung ñộng rất lớn làm tăng hao mòn của cổ trục và ổ ñỡ. ðể khắc phục những nhược ñiểm ñó, các chi tiết quan trọng như rôto, trục khuỷu, trục các ñăng v.v... sau khi sửa chữa cần phải ñược tiến hành cân bằng ñộng.
Nếu một chi tiết ñã ñược cân bằng tĩnh bởi các ñối trọng Q1 và Q2 (hình 5.14) bố trí ñối diện theo ñường kính, ñem quay xung quanh trục thì ở hai ñầu của nó sẽ xuất hiện hai lực ly tâm I1 và I2 ngược hướng với nhau và tạo thành một ngẫu lực. Những lực hướng tâm này có xu hướng kéo chi tiết ra khỏi ổ ñỡ của nó, làm cho tải trọng tăng lên và có khả năng gây ra rung ñộng. Trị số mất cân bằng ñộng sẽ càng lớn nếu chiều dài cánh tay ñòn của ngẫu lực cưỡng bức càng lớn. Trị số mô men cưỡng bức là:
g
LrQILM
2
... 2ω== , (5.13)
Muốn cho chi tiết ñược cân bằng ñộng thì phải ñặt các ñối trọng '
1Q và '2Q vào những ñiểm ñối
diện với các ñối trọng Q1 và Q2 và có trị số bằng chúng. Chi tiết cũng có thể ñược cân bằng bởi các ñối trọng G1 và G2 ñặt ở bất kỳ mặt phẳng nào vuông góc với tâm trục với ñiều kiện mômen của các lực ly tâm do các ñối trọng này gây nên trong quá trình chi tiết quay phải bằng mômen của lực ly tâm I1 và I2 do các ñối trọng Q1 và Q2 gây nên, có nghĩa là với ñiều kiện I1L = Q1L, trong ñó l- cánh tay ñòn của ngẫu lực cưỡng bức; L- cánh tay ñòn của ngẫu lực cân bằng.
Như vậy cân bằng ñộng là tạo ra một ngẫu lực bổ sung nhờ các ñối trọng cân bằng. Qua ñây ta thấy ở một số chi tiết như pu-li, bánh ñà không thể có cánh tay ñòn lớn của ngẫu lực vì vậy ñộ mất cân bằng ñộng của nó nhỏ hơn ñộ mất cân bằng tĩnh.
I2
Q'1 Q2
Q1Q'2
I'1 I'2
0 0
LI1
Hình 5.14. Sơ ñồ ñộ mất can bằng ñộng

Cnsc.202
Do ñường kính của những chi tiết này lớn nên ñộ mất cân bằng tĩnh của chúng có thể lớn và vì vậy chúng ñược cân bằng tĩnh là chủ yếu. Ngược lại ñối với trục khuỷu và trục các ñăng thì ñộ mất cân bằng ñộng lại có trị số lớn hơn rất nhiều. ðộ mất cân bằng ñộng bao gồm cả ñộ mất cân bằng tĩnh, nhưng không ngược lại.
Hình 5.15a:
1, 2. Các gối ñỡ; a) 3. Giá ño ñồng hồ; 4. Lò xo; 5. Thân của máy cân bằng; 6. Giá di ñộng.
Hình 5.15b:
1, 2. Các gối ñỡ. b) 3. Giá ño ñồng hồ; 4. Giá.
Hình 5.15. Sơ ñồ tác ñộng của các máy cân bằng ñộng.
Việc cân bằng ñộng ñược tiến hành khi chi tiết quay trên các ổ ñỡ ñàn hồi, các ổ ñỡ này sẽ dao ñộng dưới tác dụng của các lực ly tâm quán tính và các mô men của chúng. Trong khi ñó tiến hành ño biên ñộ của các dao ñộng lớn nhất của một trong các ổ ñỡ. Sau ñó lấy một ñối trọng thử gắn vào chi tiết và ñiều chỉnh sao cho dao ñộng của một ổ ñỡ ñược chấm dứt. Những thao tác này ñược tiếp tục lặp lại cho ổ kia. Khi nào các ổ hết dao ñộng thì coi như việc cân bằng ñã hoàn thành. Việc cân bằng ñộng ñược tiến hành trên các máy chuyên dùng, sơ ñồ tác ñộng của các máy này ñược thể hiện trên hình 5.15.
Ở sơ ñồ thứ nhất (5.15 a) chi tiết cần cân bằng ñược ñặt lên các gối ñỡ 1và 2, các gối ñỡ này ñược ñặt trên giá di ñộng 6. Giá 6 ñược tựa lên thân 5 của máy cân bằng ở mặt phẳng A và ở ñầu kia ñược giữ nhờ lò xo 4. Khối lượng mất cân bằng của bất kỳ phần nào của chi tiết, không kể phần nằm trong mặt phẳng A, trong quá trình chi tiết quay ñều làm cho giá 6 dao ñộng. Theo biên ñộ dao ñộng của giá ño ñồng hồ 3 ghi ñược có thể ñánh giá ñược ñộ mất cân bằng của chi tiết.
Ở sơ ñồ thứ hai (5.15b) chi tiết cần cân bằng ñược ñặt lên các ổ ñỡ 1 và 2 của giá 4, khi chi tiết quay giá này sẽ lắc lư. Giá này lắc tương ñối với mặt phẳng B, nơi có các ñỉnh hình côn ño ñường tâm trục của chi tiết tạo nên nếu như các ổ ñỡ có thể dịch chuyển tự do trong không gian. Chỉ số của ñồng hồ ño gắn vào giá ở mặt phẳng B sẽ bằng không, trong khi ñó ở mặt phẳng A và C chúng sẽ tỷ lệ với các khối lượng
23
4
5
1
B A
1
4
3
2
C B A
6

Cnsc.203
mất cân bằng nằm về hai phía so với mặt phẳng B. Ngoài ra còn có thể có các loại sơ ñồ cân bằng khác nữa.
5.5. Chạy rà sau quá trình sửa chữa Sau khi lắp ráp, các cụm máy cần phải ñược chạy rà trước khi ñưa vào sử
dụng. Sở dĩ phải tiến hành công việc ñó vì sau khi gia công, sửa chữa các bề mặt chi tiết chưa hoàn toàn bóng nên diện tích tiếp xúc chỉ bằng 1/100-1/1000 diện tích tiếp xúc tính toán. Nếu sau khi sửa chữa không tiến hành chạy rà, các chi tiết phải làm việc ngay với phụ tải lớn (phụ tải tính toán) thì các ñiểm tiếp xúc sẽ phải chịu tải gấp 100-1000 lần tải trọng tính toán. Do ñó những ñiểm tiếp xúc này sẽ bị mòn một cách nhanh chóng, phát nhiệt và chảy lỏng rồi nguội ñi rất nhanh thành những hạt có ñộ cứng rất cao dính chặt vào mặt tiếp xúc của chi tiết, trở thành những hạt mài không ngừng cào xước bề mặt làm việc, làm cho khe hở lắp ráp tăng nhanh, ñiều kiện bôi trơn bình thường bị phá hoại, mài mòn tăng nhanh và tuổi thọ giảm xuống. Từ nguyên nhân ñó có thể xảy ra kẹt, bó cháy máy, gây ra tai nạn bất thường. Do vậy ñể ngăn ngừa những nguyên nhân trên phải tiến hành chạy rà cho các cụm máy sau khi sửa chữa.
Ở các xưởng hoặc nhà máy sửa chữa, các cụm máy riêng biệt như ñộng cơ, bộ truyền ñộng thủy lực, máy phát, ñộng cơ ñiện kéo, hệ thống hãm, v.v... ñều ñược chạy rà và thử nghiệm trước khi lắp lên ñầu máy. Sau khi lắp ráp toàn bộ, ñầu máy lại tiếp tục ñược chạy rà và thử nghiệm ở những chế ñộ quy ñịnh.
Dưới ñây ta sẽ xét một trường hợp ñặc trưng ñó là thử nghiệm ñộng cơ diezel. Chạy rà ñộng cơ diezel gồm ba giai ñoạn chính: chạy rà nguội, chạy rà nóng
không tải và chạy rà nóng có tải. Chạy rà nguội không tải Chạy rà nguội không tải ñược tiến hành ngay trong phân xưởng lắp ráp nhằm
rà trơn những bề mặt làm việc quan trọng như pittông-xylanh, xécmăng-xylanh, cổ trục khuỷu-bạc lót, v.v... Sau khi chạy rà xong nếu phát hiện các trục trặc và khi thấy cần thiết thì tiến hành tháo các chi tiết, kiểm tra các mặt ma sát, rửa sạch và lắp lại.
Chạy rà nóng không tải Sau khi chạy rà nguội không tải ñộng cơ ñược chuyển qua phân xưởng chạy
rà nóng. Ở ñây ñộng cơ ñược khởi ñộng và chạy ở số vòng quay không tải. Trong giai ñoạn này chủ yếu nghe qua tiếng máy sẽ phán ñoán những hư hỏng có thể xảy ra trong quá trình lắp ráp, tiến hành ñiều chỉnh các hệ thống nhiên liệu, ñiện, nước, dầu, phối khí, v.v... cho phù hợp với yêu cầu kỹ thuật. Sau khi kiểm tra nếu mọi bộ phận ñã làm việc bình thường ñộng cơ ñược chuyển sang bộ phận chạy rà nóng có tải ñể thử nghiệm công suất.
Chạy rà nóng có tải Trong khâu này cho ñộng cơ làm việc ở những tải trọng quy ñịnh, nhằm làm
cho các bề mặt ma sát tiếp tục rà tốt hơn ñể chịu tải trọng tính toán ñồng thời kết hợp ñiều chỉnh các hệ thống nhiên liệu, ñiện, dầu bôi trơn, v.v... Tùy thuộc từng loại ñộng cơ và các trang thiết bị thử nghiệm mà ñưa ra các quy phạm và chế ñộ chạy rà hoặc thử nghiệm khác nhau. Khi thử nghiệm tiến hành xác ñịnh nhiệt ñộ nước làm mát, dầu bôi trơn của ñộng cơ, xác ñịnh suất tiêu hao nhiên liệu và tiêu hao dầu nhờn, xác ñịnh công suất cực ñại của ñộng cơ. Qua những chỉ tiêu trên có thể ñánh giá ñược chất lượng sửa chữa và tính năng kỹ thuật của ñộng cơ.

Cnsc.204
Tùy thuộc vào tính chất tác dụng của phụ tải thiết bị thử nghiệm công suất của ñộng cơ có thể chia ra một số loại như sau:
- Phanh cơ giới; - Phanh thủy lực; - Phanh ñiện một chiều; - Phanh ñiện xoay chiều; - Phanh ñiện từ, v.v...
5.6. Thử nghiệm công suất ñộng cơ diezel 5.6.1. Thử nghiệm bằng thiết bị phanh cơ giới
p
L
M
M
Hình 5.16. Sơ ñồ nguyên lý thiết bị phanh cơ giới. Công suất hữu ích Ne (kG.m/s) lấy từ ñầu ra trục khuỷu ñộng cơ disel ñược
tiêu tán bởi một thiết bị cản ngoại vi nào ñó (thường ñược gọi là phanh), ñược xác ñịnh bằng ño mômen xoắn Mq do ñộng cơ diesel sinh ra ở số vòng quay n ñã cho của trục khuỷu.
==
30
..
nMMN qqe
πω , (5.14)
trong ñó: ω - tốc ñộ góc của vòng quay trục khuỷu, rad/s
Khi công suất của ñộng cơ diesel xác ñịnh bằng mã lực (ml) thì:
2,71675
1.
30.
nMnMN q
qe ==π
, (5.15)
Thiết bị hãm phải ñược chế tạo sao cho có thể xác ñịnh ñược mômen xoắn do ñộng cơ diesel sinh ra. Như vậy mômen ma sát Mms, tác dụng lên rôto (tang) của phanh cơ giới bằng mômen xoắn Mq (kG.s.m) của ñộng cơ diesel sẽ ñược cân bằng bởi tải trọng P ñược treo trên trên cánh tay ñòn có chiều dài xác ñịnh L (hình 5.16).

Cnsc.205
PLMM msq == , (5.16)
khi công suất (tính bằng mã lực)
kPnPnLPLnnM
N qe ==== .
2,7162,7162,716, (5.17)
Hệ số k ñược gọi là hằng số của phanh. Trị số hằng số của phanh phải ñược ghi trong lý lịch của phanh. Thay vì trị số k ñôi khi người ta sử dụng giá trị 1/k, khi ñó
k
PnNe = , (5.18)
ðể ñơn giản quá trình ño và xác ñịnh công suất ñộng cơ, chiều dài cánh tay ñòn L của phanh ñược lựa chọn là ước số của 716,2, và thường ñược lấy là 0,7162 hoặc 0,3581 m. Cũng có thể lấy bất kỳ các giá trị nào khác, nhưng là các giá trị sao cho hằng số của phanh ñược biểu thị bằng một số ñơn giản và không gây khó khăn cho việc xử lý các kết quả thử nghiệm. Như vậy, với các giá trị chiều dài cánh tay ñòn L nêu trên, ta có các hằng số tương ứng của phanh là:
k = 0,7162/716,2 = 0,001; 1/k = 1000, (5.19)
k = 0,3581716,2 = 0,0005; 1/k = 2000, (5.20)
Theo Hệ ñơn vị Quốc tế SI công suất ñược ño bằng kW. Vì rằng 1 kW = 1,36 ml cho nên công thức tính ñổi công suất (kW) có dạng như sau:
97436,1
1
2,716
nMnMN qq
e == , (5.21)
Các thiết bị phanh tiêu hao (tiêu tán) cơ năng do ñộng cơ sinh ra và biến ñổi nó thành năng lượng nhiệt hoặc dưới dạng năng lượng khác có thể dễ dàng ño lường ñược, chẳng hạn dưới dạng năng lượng ñiện có thể sử dụng cho các mục ñích khác, hoặc cũng có thể biến ñổi thành nhiệt hoặc cho tiêu tán.
ðồng thời với việc tiêu tán công suất của ñộng cơ, kết cấu của phanh thường phải cho phép dẫn ñộng cả các thiết bị ño mômen xoắn do chúng sinh ra. ðể thực hiện ñược ñiều ñó vỏ hộp (thân) của phanh ñược lắp ñặt cân bằng với chân ñế và bằng cách ñó nó ñược liên kết với thiết bị ño. Thiết bị phanh và thiết bị ño trong trường hợp này tạo thành một cụm thiết bị thống nhất và ñược gọi là máy ño mômen (công suất). Nếu vỏ của phanh không có xà (treo) thăng bằng thì sự làm việc của thiết bị ño ñược thiết lập trên cơ sở ño góc quay (xoắn) của trục liên kết của phanh với ñộng cơ dưới tác dụng của mômen xoắn truyền bởi trục ñộng cơ. Trong trường hợp này, một máy tiêu thụ năng lượng có thể ñược sử dụng làm phanh, mà không phải chỉ là các thiết bị phanh chuyên dụng. Ưu ñiểm của các thiết bị ño loại này là khả năng có thể ño ñược cả các giá trị mômen xoắn trung bình cũng như các giá trị tức thời.
5.6.2. Thử nghiệm bằng thiết bị phanh thuỷ lực 1. Khái niệm chung về phanh thuỷ lực

Cnsc.206
Sự làm việc của các loại phanh thuỷ lực ñược dựa trên cơ sở sử dụng các tính chất của các loại máy thuỷ lực cho phép trong những trường hợp cụ thể tạo ra lực cản ñối với chuyển ñộng tịnh tiến hoặc chuyển ñộng quay của các phần tử của các máy khác liên kết với chúng. khả năng này của các máy thuỷ lực cũng ñược sử dụng trong các mục ñích tạo ra lực cản cần thiết ñối với chuyển ñộng quay của trục khuỷu ñộng cơ ñốt trong, có nghĩa là ñể tạo ra tải trọng nhân tạo hoặc như người ta thường nói, ñể hãm chúng trong quá trình thử nghiệm trên bàn thử.
Các loại phanh hãm thuỷu lực có dung năng lớn và cho phép ñiều chỉnh một cách sâu rộng theo tải trọng và theo số vòng quay trục khuỷu. Theo các ñặc ñiểm ñặc trưng của các quá trình thuỷ ñộng diễn ra trong khoang công tác người ta phân ra các loại phanh thủy ñộng và phanh thuỷ tĩnh.
Phanh thuỷ tĩnh là các loại máy thuỷ lực kiểu pittông, trong số ñó có các pittông quay. Trong các phòng thí nghiệm ñộng cơ trong số các loại phanh này ñôi khi người ta còn sử dụng các loại phanh này ñôi khi người ta cong sử dụng các loại phanh bánh răng (bơm bánh răng)
Phanh thuỷ ñộng theo ñặc ñiểm kết cấu ñược phân ra phanh ñĩa, phanh cánh quạt, phanh răng lược …(phanh có chốt). ðể hãm ñộng cơ người ta thường sử dụng cả ba loại phanh thuỷ ñộng nói trên. Công suất do ñộng cơ sinh ra ñược tiêu hao trong phanh thuỷ lực cho việc tăng ñộng năng của các dòng nước ñi vào stato và hâm nóng nó dưới tác dụng của ma sát với chi tiết và trong lòng chất lỏng, nên khi việc khắc phục sức cản trong các gối ñỡ và các vòng làm kín xuất hiện khi roto quay. Kết quả là cơ năng của ñộng cơ ñược biến thành nhiệt năng trong phanh thuỷ lực.
Lượng nhiệt toả ra khi phanh có thể ñược xác ñịnh dựa trên cơ sở là 1ml = 75 kG.m/s, còn công sinh ra trong 1 giờ là 1ml.h = 75.3600 = 270 000 kG.m hay 1130 MJ. Vì rằng 1kG.m = 1/427 Kcal, nên 1ml.h = 270 000/427 = 632 Kcal.
Tóm lại công suất hữu ích Ne (ml) do ñộng cơ sinh ra và ñược tiêu tán bởi phanh thuỷ lực trong 1 giờ là việc tương ñương với 632 Ne Kcal (2,64 Ne MJ) nhiệt. Cũng trong khoảng thời gian này lượng nhiệt (kcal/h) ñược ñưa ra phủ phanh cùng với nước là:
Qh = Gh(tra – tv).c, (5.22) trong ñó:
Gh - lượng nước ñi qua phanh trong thời gian 1h, l/h; tra , tv - tương ứng với nhiệt ñộ của nước ở ñầu ra và ñầu vào của phanh, C° ;
c- nhiệt dung của nước, gần bằng 1Kcal/l. C° .
Như vậy trạng thái nhiệt hợp lý của phanh chỉ có thể ñược duy trì trong trường hợp khi ñẳng thức sau ñược thoả mãn:
Gh.(tra – tv).c = 632Ne, (5.23)
ðẳng thức này biểu thị cân bằng nhiệt của phanh, từ ñó có thể xác ñịnh ñược lượng nước (l/h) cần thiết cho việc tiêu tán công suất ñộng cơ trong 1 giờ làm của nó.
Gh. = 632Ne/[Gh(tra – tv).c], (5.24)
Kinh nghiệm sử dụng phanh thuỷ lực cho thấy nhiệt ñộ của nước ở ñầu ra tra cần ñược duy trì ở giá trị 50 – 60 C° . Nếu không, sự bốc hơi mạnh mẽ của nước cũng

Cnsc.207
như khả năng xuất hiện hiện tượng xâm thực và kết tủa cặn nước (lắng cặn nước) có thể phá vỡ quá trình làm việc ổn ñịnh của thiết bị phanh. ðôi khi trong trường hợp giới hạn, người ta cho phép tăng nhiệt ñộ nước trong phanh tới 65 C° và thậm chí tới 75 C° , nhưng lưu ý rằng làm như vậy sẽ gây ra sự phá huỷ không tránh khỏi của các chi tiết do ăn mòn và xâm thực và sẽ làm giảm tuổi thọ của phanh. Như ñã trình bày, sự ñốt nóng tối ưu của phanh không ñược vượt quá 60oC. Khi ñó nếu tv = 15 C° thì lượng tiêu hao nước [l/(ml.h)], [l/kW.h] ñi qua phanh sẽ là
gh = Gh/Ne =14 ÷ 24 (19 ÷ 24 )
Vì vậy việc cung cấp nước vào phanh cần phải ñảm bảo tương ứng với công suất tiêu thụ của nó.
Tuỳ thuộc vào kiểu loại và ñặc ñiểm kết cấu của các loại phanh, mà trong quá trình làm việc, nước ñược cấp vào phanh có thể thể ñiền ñầy hoàn toàn hoặc chỉ ñiền ñầy một phần khoang phía trong của nó. Vì vậy người ta phân biệt các loại phanh có sự ñiền ñầy nước toàn phần và ñiền ñầy nước một phần. Tuy nhiên cần lưu ý là cách phân biệt như vậy chỉ là tương ñối và chỉ phản ảnh ñược trường hợp làm việc của phanh ở chế ñộ toàn tải. Khi làm việc ở các chế ñộ phụ tải, như ñã nói ở trên, các loại phanh khác nhau ñều làm việc ở chế ñộ ñiền ñầy nước một phần.
2. Cấu tạo và nguyên lý hoạt ñộng của phanh thuỷ lực
Sơ ñồ kết cấu của loại phanh thuỷ lực ñơn giản nhất ñược thể hiện trên hình 5.17.
Rôto 1 của phanh ñược chế tạo dưới dạng một ñĩa phẳng và ñược lắp chặt trên trục 7. Trục 7 của phanh ñược liên kết với trục khuỷu của ñộng cơ cần thử nghiệm. Trục cùng với rôto (ñược chế tạo từ một hoặc nhiều ñĩa ghép lại) ñược lắp vào một vỏ hộp kín gọi là stato. Stato có khả năng xoay ñược trên các gối ñỡ ổ bi 3. Nước ñược ñưa vào phanh, hay nói chính xác hơn, ñược ñưa vào stato qua các phễu cấp 2 và các lỗ 8. Các lỗ 8 ñược bố trí ñể có thể cấp nước vào vùng moay-ơ của phanh. Khi phanh hoạt ñộng nước sẽ bị nóng lên và ñược dẫn ra ngoài qua van ñiều chỉnh 4 và lỗ thoát 5 trong vỏ của phanh.
Khi ñĩa rôto 1 quay, trên các bề mặt của nó xuất hiện các lực ma sát, nhờ ñó nước nhận ñược một lực ly tâm do ñĩa truyền qua và nước ñược văng ra từ trung tâm ra phía chu vi. Kết quả là áp suất của nước trong không gian (khe hở) giữa ñĩa quay và thành vách cố ñịnh của stato tăng lên theo tỷ lệ bình phương khoảng cách tính từ tâm quay.

Cnsc.208
Hình 5.17. Sơ ñồ nguyên lý thiết bị phanh thuỷ lực
1. Rôto; 2. Phễu cấp nước; 3. Gối ñỡ ổ bi; 4. Van ñiều chỉnh; 5. Lỗ thoát; 6. Vòng tuần hoàn của nước trong phanh; 7. Trục phanh; 8. Lỗ.
Tại lớp biên ở bề mặt ñĩa, vận tốc góc chuyển ñộng của các phần tử nước lớn
hơn so với trong phần lõi của nó, ñồng thời theo mặt phẳng của ñĩa, các phần tử nước dịch chuyển từ trung tâm ra chu vi. Khi va chạm vào thành vách, tạo ra bởi bề mặt trụ của stato, các phần tử nước bị hãm lại và gradien hướng kính của áp suất bắt ñầu lớn hơn so với các lực ly tâm, kết quả là tại lớp biên ở các thành bên của stato xuất hiện sự di chuyển ngược lại của các phần tử nước theo hướng kính (từ chu vi vào tâm). Cuối cùng, trong stato hình thành chuyển ñộng rối của nước theo sơ ñồ biểu diễn bằng mũi tên trên hình 5.17; còn rôto thì luôn bị chất tải (gia tải) trên phần bề mặt của nó theo chiều sâu (chiều dày) của lớp nước vành khăn. Chiều dày hướng kính của lớp nước vành khăn (vành nước) càng lớn thì phần bề mặt của ñĩa tham gia vào quá trình làm việc (ở chế ñộ) ma sát hữu ích với nước càng lớn và hiệu quả của phanh càng tăng.
Mức ñộ ñiền ñầy của phanh ñược xác ñịnh bởi hệ số ñiền ñầy:
tr
ng
tr
trng
D
D
D
DD−=
−= 1ϕ , (5.25)
trong ñó:
Dng
Dtr
6
8
7
5
4
3
2
1

Cnsc.209
Dng- ñường kính chất tải bên ngoài, có giá trị bằng ñường kính của ñĩa;
Dtr- ñường kính trong của lớp vành khăn (hình 5.17). Hệ số ϕ ñặc trưng cho ñại lượng phần chủ ñộng của ñĩa và nó quyết ñịnh khả
năng ñiều chỉnh sự chất tải (gia tải) cho phanh. Giá trị tối ưu là ϕ = 0,5. Ở các giá trị ϕ ≥0,5, hiệu quả của phanh hầu như không tăng, bởi vì rằng ñường kính trong Dtr của vành nước giảm xuống ñến mức làm cho vận tốc vòng của của các phần tử nước ở phía trong của nó giảm xuống ñáng kể.
Rõ ràng là tốc ñộ chảy rối của nước trong phanh ñược thiết lập từ ñiều kiện cân bằng ñộng năng do nước nhận ñược từ ñĩa rôto 1 và năng lượng mà nó truyền cho stato 6 nhờ ma sát với thành vách của nó khi chuyển ñộng về phía tâm. Vì vậy mômen của lực ma sát của nước với thành stato bằng mômen quay (mômen xoắn) ñặt trên trục 7 của rôto 1. Dưới tác dụng của mômen này, stato 6 xoay ñi trên các gối ñỡ 3 và ñể cân bằng nó, cần phải ñặt một lực P trên chiều dài l cánh tay ñòn của phanh. Khi ñó mômen do phanh phát huy bằng:
MT = P.l; (5.26) Vì rằng ñại lượng cánh tay ñòn l của phanh là ñại lượng biết trước, cho nên
nếu ño ñược trị số lực P thì có thể xác ñịnh ñược mômen MT , và tức là bằng mômen Mq của nó do ñộng cơ phát ra.
Trong trị số MT ño ñược bao gồm cả mômen phản lực phát sinh do ma sát trong các gối ñỡ ổ trượt của trục rôto và của các vòng làm kín trục, ñược bố trí trên các nắp thành bên của stato. Ma sát trong các gối ñỡ ổ bi ñỡ trực tiếp cho rôto, thì phanh không ghi nhận ñược (không ño ñược). Tuy nhiên trị số mômen ma sát trong các ổ ñỡ này chỉ chiếm khoảng 0,01-0,02% so với mômen ño, vì vậy trong thực tế nó không ảnh hưởng ñến mômen này.
Biểu thức giải tích ñể ñánh giá sức cản ñược tạo ra bởi phanh thuỷ lực và công suất mà nó tiêu thụ (tiêu hao), tuỳ thuộc vào số vòng quay n của ñĩa phanh, ñược xác ñịnh với giả thiết là trên bề mặt các ñĩa, chuyển ñộng có tính chất áp ñảo (chủ yếu) của chất lỏng là chuyển ñộng chảy tầng. Với mật ñộ của nước là ρ và ñộ nhớt ñộng học của nó làϑ , ta có:
( ) 8,26,46,42,0 ... nDDkN trngTT −= ϑρ , (5.27)
trong ñó: kT- hệ số tổng hợp của phanh, có tính ñến ñặc tính dòng chảy và tất cả các ñại lượng cố ñịnh (không ñổi) tham gia vào biểu thức ban ñầu.
Trong các loại phanh có các ñĩa phẳng và thành stato nhẵn, hệ số kT = 0,017. ðối với các ñĩa không phẳng và thành stato nhám thì kT = 0,118.
Như vậy trong các phanh thuỷ lực dạng ñĩa, tiêu hao công suất phụ thuộc vào số vòng quay của trục, về mặt lý thuyết, theo quy luật mũ ba và tỷ lệ thuận với khoảng mũ năm hiệu các ñường kính ngoài và ñường kính trong của vành nước trong stato.
Quan hệ lý thuyết nêu trên và ñó chính là mối quan hệ giữa mômen quay của phanh với số vòng quay của trục, ñược gọi là ñường ñặc tính của phanh. Người ta phân biệt hai loại ñường ñặc tính: ñặc tính lý thuyết và ñặc tính thực tế.

Cnsc.210
3. ðặc tính của phanh thuỷ lực
ðặc tính lý thuyết của các loại phanh thuỷ lực (kiểu thuỷ ñộng) ñược biểu diễn một cách tổng quát dưới dạng parabol và với mức chính xác ñủ lớn có thể ñược biểu diễn bằng biểu thức:
3.naNT ≈ , (5.28) trong ñó:
5.. Dka T ρ= - hệ số tỷ lệ, là một ñại lượng không ñổi ñối với một loại phanh cụ thể, khi nó ñược ñiền ñầy nước và khi vị trí của các bộ phận ñiều chỉnh không thay ñổi. D - ñường kính hữu ích của rôto, m.
ðặc tính thực tế của phanh thuỷ lực cho phép ñánh giá khả năng ứng dụng của nó ñể phanh (hãm) một ñộng cơ cụ thể. ðặc tính này thường ñược gọi là ñặc tính ngoài và ñược thể hiện dưới dạng ñồ thị, mô tả sự thay ñổi công suất theo số vòng quay của trục (hình 5.18).
Phân tích ñường ñặc tính này thấy rằng phạm vi tiêu hao (tiêu tán) công suất có thể của phanh ñược xác ñịnh bởi ñường bao khép kín oabcdo. Vì vậy khi lựa chọn phanh cần phải tuân thủ nghiêm ngặt các ñiều kiện, sao cho một ñường ñặc tính giới hạn bất kỳ có thể nào ñó của ñộng cơ, mà phanh cần ñược chọn ñể ứng dụng, phải ñược nằm gọn trong phạm vi của ñường bao ñã vẽ, có nghĩa là phải ñược nằm trong phạm vi (miền) công tác của phanh. Về mặt thực tiễn, ñể làm việc này, người ta mang ñường ñặc tính tốc ñộ ngoài của ñộng cơ cần thử nghiệm ñặt lên ñồ thị ñường ñặc tính của phanh. Nếu ñường ñặc tính này vượt ra khỏi giới hạn các ñường bao oab và cd thì phanh có tốc ñộ cao hơn, hoặc tương ứng, thấp hơn ñối với ñộng cơ cần thử nghiệm. Khi ñường ñặc tính của ñộng cơ nằm cao hơn ñường bc, thì nói chung phanh không thể sử dụng ñược vì không tương ứng với công suất. Người ta mong muốn sao cho ñường ñặc tính Ne nằm trọn vẹn trong phạm vi ñường ñặc tính của phanh, như trên hình 5.18.
1'
2 2'
a'
b'
c'd'
Ne
d
c1b
a
N(ml)
n, v/ph0

Cnsc.211
Hình 5.18. ðường ñặc tính của phanh thuỷ lực
Ở chế ñộ toàn tải công suất do phanh thuỷ lực tiêu thụ tăng lên theo ñường cong parabol oa với chỉ số mũ là 2,7÷3,0. Tại ñiểm a tải trọng do phanh tạo ra, tức là mômen phanh, ñạt giá trị lớn nhất, mà từ giá trị này người ta tiến hành tính toán ñộ bền cho rôto và stato của nó. Trên ñoạn thẳng giới hạn bởi ñường ab của ñường ñặc tính, trị số mômen quay là không ñổi và bằng giá trị của nó tại ñiểm a. Sự tăng công suất tới mức b diễn ra là do sự tăng vòng quay của trục, và sự tăng công suất bị giới hạn (khống chế) bởi nhiệt ñộ ñốt nóng cho phép của nước trong phanh. Vì vậy trên ñoạn ab công suất không ñổi, còn số vòng quay tăng lên là do mômen phanh giảm xuống. ðiểm c tương ứng với trị số vòng quay lớn nhất cho phép của rôto, ñược quy ñịnh bởi ñộ bền của nó dưới tác ñộng của các lực ly tâm. ðường bao cd ñặc trưng cho sự giảm của công suất phanh khi số vòng quay cho phép lớn nhất của trục rôto là không ñổi.
ðoạn giới hạn phía dưới của ñường ñặc tính, bị hạn chế bởi ñường do, tương ứng với công suất phanh nhỏ nhất ñược tiêu tán khi trong phanh không có nước, và ñược quyết ñịnh bởi sức cản của không khí khi rôto quay, bởi ma sát trong các ổ ñỡ và trong các vòng làm kín, v.v...
Các ñường cong oa’, ob’, oc’ và od’ tương ứng với mức ñộ ñiền ñầy từng phần của nước trong phanh ở các vị trí cố ñịnh khác nhau của bộ phận ñiều chỉnh của phanh. Như vậy, thay ñổi vị trí của bộ phận này, có thể nhận ñược công suất, tương ứng với các ñiểm a’, b’, c’,d’, tức là lấy ñược (ño ñược) ñường ñặc tính tốc ñộ của ñộng cơ. Các ñường thẳng 1-1’, 2’-2’ tương ứng với các ñường ñặc tính của ñộng cơ, nhận ñược ở các giá trị không ñổi của số vòng quay của trục và hoặc công suất. Như vậy, khi cho thay ñổi vị trí của bộ phận ñiều chỉnh của phanh, có thể, trong phạm vi miền làm việc (công tác) của nó, cho trước (ñặt trước) ñược các chế ñộ tốc ñộ hoặc chế ñộ tải trọng khác nhau, tương thích ñối với ñộng cơ cần thử nghiệm.
5.6.3. Thử nghiệm bằng thiết bị phanh ñiện
Các loại phanh ñiện hiện ñại ñều là các loại phanh ñiện ñược chế tạo cân bằng, trục của chúng ñược liên kết với trục của ñộng cơ cần thử nghiệm.
Trong các loại phanh này cơ năng ñược biến ñổi thành ñiện năng. Nhưng vì rằng các máy ñiện là thuận nghịch, cho nên trong trường hợp cấp năng lượng từ nguồn ñiện bên ngoài, chúng trở thành ñộng cơ ñiện và biến ñổi ñiện năng thành cơ năng. Nhờ tính chất này mà phanh ñiện có có ưu việt hơn so với phanh thuỷ lực và các loại phanh khác.
Phanh ñiện cho phép quay trục khuỷu của ñộng cơ thử nghiệm, cho phép tiến hành rà nguội ñộng cơ sau khi lắp ráp, khởi ñộng ñộng cơ mà không cần máy khởi ñộng (máy ñề), cho phép xác ñịnh ñược các tổn hao cơ giới trong ñộng cơ, v.v... Khi có những ñiều kiện nhất ñịnh, năng lượng của các phanh ñiện nên ñược ñưa vào lưới ñiện chung của phòng thí nghiệm, và bằng cách ñó tiêu tán ñược cơ năng của các ñộng ñốt trong cần thử nghiệm. ðể phanh các ñộng cơ ñốt trong, người ta sử dụng cả máy ñiện xoay chiều cũng như một chiều, gọi chúng một cách tương ứng là các phanh ñiện xoay chiều và phanh ñiện một chiều.

Cnsc.212
1. Phanh ñiện xoay chiều
ðó là những máy ñiện dị bộ hoặc ñồng bộ ñược ñiều chỉnh nhờ các biến trở và các bộ biến ñổi máy khác nhau. Việc ñiều chỉnh bằng biến trở ñược ứng dụng trong các máy dị bộ có phần ứng pha, trong mạch của nó mắc ñiện trở ñiều khiển ñược. ðể ñảm bảo việc ñiều chỉnh một cách tương ñối trơn tru (ñều ñặn), người ta sử dụng các biến trở chất lỏng. Loại biến trở này tương ñối cồng kềnh và không thật thuận tiện trong quá trình sử dụng, nhưng cơ bản là không ñảm bảo ñược các giới hạn ñiều chỉnh cần thiết. Vì vậy các loại phanh ñiện xoay chiều có ñiều chỉnh bằng biến trở ñược sử dụng một cách hạn chế, chẳng hạn chỉ ñể phanh khi chạy rà ñộng cơ, ñể bàn giao ñộng cơ sau khi sửa chữa và ñể cho các thử nghiệm tương tự khác. Việc ñiều chỉnh dựa trên cơ sở ứng dụng các bộ biến ñổi tần số và các khớp nối trượt (côn) kiểu ñiện từ ñảm bảo ñược ñộ êm dịu và các giới hạn thay ñổi chế ñộ cần thiết, cho phép tự ñộng hóa ñược quá trình ñiều khiển, nhưng làm phức kết cấu của thiết bị phanh. Các bộ biến ñổ tần số làm việc phối hợp với các máy ñiện dị bộ có phần ứng ngắn mạch. Các côn trượt ñiện từ ñược sử dụng ñồng thời kể cả với các máy ñiện ñồng bộ cũng như dị bộ. Các loại phanh với cách ñiều khiển như vậy hiện nay vẫn chưa có ñược sự ứng dụng rộng rãi.
2. Phanh ñiện một chiều
Phanh ñiện một chiều dựa trên cơ sở các máy ñiện kích từ hỗn hợp ñộc lập và ñiều chỉnh ñồng thời cường ñộ dòng ñiện trong mạch ñiện phần ứng. Những loại phanh này có ñộ êm dịu và có các phạm vi ñiều chỉnh các chế ñộ tốc ñộ và chế ñộ tải trọng khá rộng. Vì vậy nó ñược sử dụng khá rộng rãi, ñặc biệt là ñối với các mục ñích nghiên cứu.
Kết cấu tổng thể của máy ñiện một chiều cân bằng ñược thể hiện trên hình 5.19. Thân (stato) 1, tựa lên các gối ñỡ ổ bi 14, ñược ñặt lên các giá ñỡ (chân ñỡ) 3. Ở các nắp bên của stato có lắp các ổ bi cầu và ổ bi ñũa 13 của trục 4 của phần ứng (rôto) 2; việc bôi trơn các ổ này ñược thực hiện qua ống nhỏ giọt 7. Stato và rôto, cùng có chung trục quay, có thể thực hiện ñược các dịch chuyển góc ñộc lập với nhau.
ðể phanh các ñộng cơ ñốt trong, cũng có thể sử dụng các máy ñiện một chiều không cân bằng. Cơ sở của các máy cân bằng cũng như máy không cân bằng là phần cố ñịnh của chúng - hệ thống từ và phần quay của chúng - phần ứng.
Hệ thống từ ñược sử dụng ñể (thiết lập) tạo ra từ thông và hướng của nó. Hệ thống từ ñược cấu tạo từ thân (vỏ) 8, các lõi cực từ 9 có các cuộn dây kích từ 10 và lõi sắt 5 của phần ứng, ñược ghép lại từ thép (sắt) lá. Các cực từ và phần ứng ñược làm mát bằng quạt. Các cánh quạt của các loại máy không cân bằng ñược lắp trên phần ứng, ñược biểu diễn bằng nét ñứt trên hình vẽ. Trong các máy cân bằng, quạt làm mát ñược ñưa ra khỏi phạm vi của stato và ñược dẫn ñộng từ một ñộng cơ ñiện riêng biệt.
Phần ứng của máy ñược cấu tạo từ cuộn dây 6, chế tạo từ các dây dẫn bằng ñồng cách ly với nhau và ñược ép vào các rãnh của lõi sắt 5, và của cổ góp 12, ñược lắp ghép từ các phiến ñồng ñược cách ly với nhau và với trục 4. Việc cấp dòng ñiện vào và ñưa dòng ñiện ra khỏi phần ứng ñược thực hiện qua các chổi than, ñược kẹp chặt vào các giá ñỡ cố ñịnh 11.

Cnsc.213
Khi phanh ñộng cơ ñốt trong bằng máy ñiện một chiều không cân bằng, công suất hữu ích của nó ñược xác ñịnh theo công suất do máy ñiện phát ra dưới dạng ñiện năng, mà tiêu hao của nó ñược tính toán theo các chỉ số (số ño) của các khí cụ ñiện: ampe kế và vôn kế hoặc oát kế. Công suất của ñộng cơ cần thử nghiệm (tính bằng mã lực):
η.5,735
.UINe = , (5.29)
trong ñó: I- cường ñộ dòng ñiện, A; U- ñiện áp của máy ñiện, V; η - hiệu suất của máy ñiện.
Tuy nhiên, trị số η phụn thuộc vào vào tảo trọng và số vòng quay của trục và thay ñổi theo thời gian, ñiều ñó gây khó khăn cho việc sử dụng trực tiếp các máy ñiện một chiều không cân bằng ñể phanh ñộng cơ. Vì vậy, việc sử dụng của chúng chủ yếu chỉ giới hạn trong phạm vi chạy rà ñộng cơ sau khi sửa chữa tại xí nghiệp hoặc nhà máy.
Hình 5.19. Kết cấu của phanh ñiện một chiều.
1. Stato; 2. Phần ứng (rôto); 3. Chân máy (chân ñỡ); 4. Trục rôto; 5. Lõi sắt; 6. Cuộn dây phần ứng; 8. Vỏ máy (thân máy); 9. Lõi cực từ; 10. Cuộn dây kích từ;
11. Giá ñỡ chổi than; 12. Cổ góp; 13. Gối ñỡ ổ bi.
ðể thử tiến hành thử nghiệm, người ta chỉ sử dụng các loại máy ñiện cân bằng, vì nó không ñòi hỏi phải xác ñịnh trị số hiệu suất η .

Cnsc.214
Khi máy ñiện cân bằng làm việc ở chế ñộ ñộng cơ ñiện, do tác ñộng tương hỗ của từ trường phần ứng và từ trường stato, trong stato xuất hiện một mômen phản lực, có hướng ñối diện với chiều quay của phần ứng và có xu hướng xoay stato xung quanh trục của phần ứng. Vì vậy mômen quay, cần thiết ñể làm quay trục ñộng cơ thử nghiệm, ñược ño theo phản lực của stato. Lúc này các mômen phảm lực do ma sát của trong các gối ñỡ và ma sát của các chổi than với cổ góp có hướng cùng với chiều quay của phần ứng, kết quả là ñại lượng tổng của chúng Mms, trong khi tác ñộng lên stato, sẽ tự ñộng làm giảm mômen phản lực Ms của nó.
Như vậy, mômen hữu ích Mhi trên trục của máy ñiện cân bằng, và cũng là mômen quay Mq, cần thiết ñể làm quay trục của ñộng cơ thử nghiệm là
Mq = Mhi = Ms - Mms, (5.30) Khi máy ñiện cân bằng làm việc ở chế ñộ máy phát, trong cuộn dây phần ứng
xuất hiện một lực ñiện ñộng, gây ra dòng ñiện trong mạch của phần ứng. Dòng ñiện này, bằng từ trường của mình, sẽ cản trở sự quay của phần ứng và cuối cùng là cản trở sự quay của trục ñộng cơ thử nghiệm.
Mômen ñiện hữu ích ñối kháng của phần ứng Mhi ñược truyền toàn bộ sang stato dưới dạng mômen phản lực Ms, tác ñộng về hướng chiều quay của phần ứng, tức là cùng hướng tác ñộng của mômen quay của ñộng cơ thử nghiệm. Mômen phản lực ma sát tổng cộng Mms cũng có hướng về phía chiều quay của phần ứng và có xu hướng xoay stato về hướng này, kết quả là nó ñược cộng thêm với Mc. Lấy tổng các mômen ñã nêu ở trên ta ñược
Mq = Ms + Mms, (5.31) Cũng như trong các phanh thuỷ lực, bộ phận của phanh ñiện không tính tới
mômen ma sát trong các gối ñỡ của stato. Nhưng vì mômen này rất nhỏ, do ñó nó không ảnh hưởng ñáng kể tới kết quả ño.
3. ðặc tính của phanh ñiện ðặc tính của phanh ñiện là quan hệ giữa công suất ñược tiêu thụ của phanh
với số vòng quay của trục phanh, nó ñược xác ñịnh bởi cường ñộ dòng ñiện lớn nhất trong mạch phần ứng, mà dòng ñiện này bị hạn chế bởi mức ñộ ñốt nóng cho phép của cuộn dây phần ứng ở chế ñộ kích từ toàn phần của máy. Nói một cách khác, mức ñộ ñốt nóng của phanh ñiện, cũng như trong các loại phanh khác, là cơ sở ñể hạn chế công suất lớn nhất của nó, ñược tiêu thụ (hao tán) ở một chế ñộ tốc ñộ cho trước.
Rõ ràng là, khi ñiện trở của biến trở tải bằng R (ôm), thì cường ñộ dòng ñiện trong phần ứng (A) là:
R
UI = , (5.32)
trong ñó: U- ñiện áp trong phần ứng, V.
Nhưng vì rằng ñiện áp trong phần ứng tỷ lệ thuận với từ thông của stato và số vòng quay của trục, cho nên ñiện áp của máy ñiện kích từ ñộc lập tăng tỷ lệ với số vòng quay của trục máy, tức là:
nBU .1= , (5.33) trong ñó:

Cnsc.215
B1- hằng số, phụ thuộc kết cấu của máy và cường ñộ dòng ñiện trong mạch kích từ; n – số vòng quay của trục máy.
Tóm lại, công suất (mã lực), ñược tiêu thụ bởi máy ñiện một chiều ở tốc ñộ vòng quay ñã cho là
( ) ( )R
nBUINe ..5,735
.
.5,735
. 221
ηη== , (5.34)
trong ñó: η - hiệu suất của máy phát, phụ thuộc vào tải trọng và kết của của máy.
Nếu bỏ qua sự phụ thuộc của η vào tải trọng và các ñại lượng khác, tham gia vào công thức và lấy chúng làm hằng số của phanh, thì trong trường hợp tổng quát, ñường ñặc tính lý thuyết của phanh ñiện với ñộ chính xác ñủ lớn có thể ñược viết dưới dạng
2.nBNe ≈ , (5.35)
Như vậy, công suất do máy phát một chiều tiêu thụ, tỷ lệ thuận với bình phương số vòng quay của trục của nó, tức là khi số vòng quay tăng lên, nó tăng lên theo quy luật parabol và có thể ñược biểu diễn bằng một họ ñường cong parabol, không phụ thuộc vào việc ñiện trở R của mạch phần ứng hoặc ñại lượng từ thông của các cực từ của stato, gây ảnh hưởng tới hằng số B, có thay ñổi hay không.
Tương ứng với mỗi giá trị ñiện trở trong mạch phần ứng khi từ trường không ñổi sẽ có các giá trị công suất xác ñịnh, phụ thuộc vào số vòng quay của trục (hình 5.20). Trong trường hợp này ñường thẳng 0-1 tương ứng với ñiện trở lớn nhất, còn ñường thẳng 0-3 tương ứng với ñiện trở nhỏ nhất trong mạch phần ứng. ðường bao 0-3-2 hạn chế các giá trị công suất lớn nhất, mà máy phát có thể tiêu thụ mà không bị quá nhiệt trong khoảng thời gian làm việc dài hạn. Và tương ứng, một trường (miền) các chế ñộ phanh có thể, tức là ñường ñặc tính ngoài của phanh, ñược hạn chế bởi các ñường 0-1-2-3-0.
Nếu ñường cong công suất abc của ñộng cơ thử nghiệm nằm lọt vào ñường bao này, như thể hiện trên hình vẽ, thì số vòng quay của ñộng cơ tương ứng với, chẳng hạn ñiểm b, tại ñó các ñường ñặc tính của của ñộng cơ thử nghiệm và của phanh ñiện cân bằng giao nhau, sẽ hoàn toàn ổn ñịnh khi kích từ của nó là không ñổi và khi thay ñổi công suất theo ñường 0-2’. Trong trường hợp khi số vòng quay của trục ñộng cơ ñốt trong tăng lên, công suất phanh của máy ñiện tăng lên ñột ngột và số vòng quay của ñộng cơ ñốt trong sẽ giảm xuống tới trị số cho trước (ban ñầu).
Ngược lại, sự giảm ngẫu nhiên số vòng quay của trục ñộng cơ ñốt trong sẽ làm giảm ñáng kể công suất của máy ñiện, do ñó số vòng quay của ñộng ñốt trong lại tăng lên ñến trị số ban ñầu.
ðể chuyển sang một ñộ tốc ñộ làm việc khác, cần phải
2an
a
b
2' c
1
23
n, v/ph
N(ml)
0
Hình 5.20. ðường ñặc tính của phanh ñiện

Cnsc.216
thay ñổi kích từ cho máy. Thí dụ, giảm tới mức, mà ở ñó công suất của nó thay ñổi theo ñường 0-3, khi ñó vòng quay ổn ñịnh dịch chuyển dịch về ñiểm a và v.v... Nếu cần tăng công suất, ñược lấy ra từ ñộng cơ thử nghiệm, cần phải tăng từ thông và ñồng thời có thể giảm ñiện trở trong mạch phần ứng sao cho công suất của máy thay ñổi, chẳng hạn theo ñường 0-2. Khi ñó số vòng quay ổn ñịnh dịch chuyển tới ñiểm c, giao ñiểm của các ñường cong 0-2 và công suất Ne.
Như vậy, bằng cách thay ñổi ñiện trở trong mạch phần ứng và cường ñộ dòng ñiện kích từ của máy, có thể thay ñổi ñược công suất mà máy ñiện cân bằng phát ra và tóm lại, có thể thiết lập ñược số vòng quay bất kỳ của trục ñộng cơ thử nghiệm và trị số công suất phát ra của nó, ñiều này không vượt ra khỏi giới hạn của ñường ñặc tính ngoài của phanh ñiện và ñược giới hạn bởi kết cấu của chính bản thân ñộng cơ ñốt trong.
Còn về các giới hạn công tác thực tế của phanh ñiện, thì theo ñường ñặc tính ngoài, chúng bị hạn chế bởi:
- Cường ñộ dòng ñiện lớn nhất, bị giới hạn bởi sự quá nhiệt của dây dẫn ở mômen quay lớn nhất, theo ñường 0-3;
- Công suất lớn nhất, bị giới hạn bởi các ñiều kiện ñốt nóng máy ñiện (ñiểm 3), theo ñường 3-2 và bởi vận tốc góc giới hạn, liên quan ñến ñộ bền của phần ứng, ñược chất tải bởi lực ly tâm (ñiểm 2);
- ðiện áp lớn nhất, bị hạn chế bởi ñộ bền cách ñiện của các cuộn dây, theo ñường 2-1 và bởi công suất phanh nhỏ nhất do máy tiêu thụ khi không có dòng kích từ, theo ñường 0-1.
Nếu trong miền các ñiện trở thấp của mạch phần ứng tiến hành tự ñộng hiệu chỉnh cường ñộ từ thông, thì bằng cách ñiều chỉnh, ñược ứng dụng rộng rãi trong các phanh hiện ñại như vậy, trên ñoạn 0-3 có thể thay ñổi công suất do phanh tiêu thụ tỷ lệ thuận với việc tăng số vòng quay phần ứng, như biểu diễn bằng nét ñứt trên hình 5.20.
5.6.4. Thử nghiệm bằng thiết bị phanh cảm ứng (phanh ñiện từ) 1. Kết cấu của phanh ñiện từ
Phanh cảm ứng là một dạng của phanh ñiện và còn ñược gọi là phanh ñiện từ. Công suất của ñộng cơ ñốt trong cần thử nghiệm ñược tiêu hao trong loại phanh này ñể (cho việc) tạo ra các dòng ñiện xoáy trong mạch từ khi mạch từ này ñược nhiễm từ và khử từ theo chu kỳ.
Nếu quay một ñĩa ñặc bằng sắt giữa hai cực của một nam châm thì trong ñĩa sẽ xuất hiện các dòng ñiện xoáy, các dòng ñiện này tạo ra một từ trường, từ trường này tương tác với từ trường của nam châm và tạo ra mômen phanh, tương tự như trong bất lỳ loại máy ñiện nào. Nếu thay vì một ñĩa sắt, ta sử dụng một rôto có cuộn dây (nam châm ñiện), thì có thể ñiều chỉnh ñược mômen này trong một phạm vi rộng.
Vì rằng các dòng ñiện xoáy ñốt nóng phanh tỷ lệ với công suất ñược tiêu hao của ñộng cơ ñốt trong cần thử nghiệm, do ñó cần phải tản nhiệt tương tự như ñối với các loại phanh khác, trong ñó có phanh thuỷ lực. ðể thực hiện ñược việc này, rôto ñược chế tạo dưới dạng từ (khi ñó nó ñược gọi là bộ cảm ứng), còn stato- dưới dạng

Cnsc.217
ñiện từ và ñược làm mát bằng nước. Trong các kết cấu có tốc ñộ rất cao, bộ cảm ứng ñược làm mát bằng không khí.
ðể bố trí cuộn dây kích từ, người ta chế tạo một rãnh vành khăn sâu trong thân của stato, còn rôto ñược chế tạo với các rãnh dọc và vì vậy nó có hình dạng bánh răng, chẳng hạn như loại phanh của Hãng “Meidenxia” thể hiện trên hình 5.2.1 Stato của loại phanh này ñược cấu tạo từ thân (vỏ) 7 có ñộ thẩm từ tốt, từ cuộn dây kích từ vành khăn 8 và miếng ñệm vành khăn 6 có ñộ dẫn ñiện và dẫn từ cao. Stato ñược ñặt trên các gối ñỡ ổ bi 3, nhờ ñó nó có thể thực hiện chuyển ñộng lắc xung quanh tâm trục của rôto.
Khi có dòng ñiện chạy trong cuộn dây của cuộn kích từ, sẽ suất hiện một từ thông, ñiền ñầy khe hở (khoảng không) giữa miếng ñệm 6 và các răng của rôto 5, tạo ra một vòng (mạch) kín như trên hình 5.21. Nhờ ñó, khi rôto quay sẽ làm cho các vùng khác nhau của miếng ñệm 6 bị lần lượt nhiễm từ, và làm xuất hiện các dòng ñiện xoáy trong miếng ñệm. Các dòng ñiện xoáy này tạo ra từ trường, từ trường này tương tác với từ trường cơ bản.
Hình 5.21. Phanh ñiện từ (máy ñiện từ cân bằng)
Tõ th«ng
10
8
7
6
5
4
3
2
1
9
8
75
5
6
78

Cnsc.218
1. Lỗ thoát nước làm mát; 2. Ổ ñỡ trục rôto; 3. Ổ bi; 4. ðường ống dẫn nước; 5. Rôto; 6. Ống lót (tấm lót, ñệm); 7. Thân (vỏ) máy; 8. Cuộn dây kích từ;
9. ðầu cân (ñầu ño); 10. Máy phát vòng quay (cảm ứng tốc ñộ vòng quay).
Trong kết cấu của loại phanh ñang xét (hình 5.21), nước làm mát ñược dẫn
vào vùng phía trên của thân theo ñường ống 4. Nước, làm mát cho stato, ñồng thời làm ướt (thấm ướt) bộ cảm ứng (rôto) và ñược dẫn ra ngoài từ phía dưới qua lỗ 1 ở phía dưới thân. Tất cả các chi tiết bị thấm ứơt (bị ngâm trong nước) ñều có lớp phủ chống ăn mòn, các gối ñỡ 2 của trục rôto ñược bảo vệ chắc chắn bởi các vòng làm kín, còn cuộn kích từ ñược chế tạo dưới dạng không thấm nước. ðể loại bỏ các loại nhiễu ñối với dịch chuyển góc của rôto, nước ñược ñưa vào nó thông qua ống cao su mềm dưới cột áp 0,4 – 0,6 kG/cm2 (≈0,04-0,06 MN/m2). Vì vậy phanh có thể nối trực tiếp với hệ thống cấp nước chung mà không cần ñến bơm cấp hoặc thùng chứa tiêu hao. ðiều này là một trong những ưu ñiểm của phanh ñiện từ.
2. ðặc tính của phanh ñiện từ
ðặc tính của phanh ñiện từ ñược thể hiện trên hình 5.22. Các ñặc ñiểm diễn biến của ñường ñặc tính này cho thấy, ở dòng ñiện kích từ không ñổi cho trước, mômen do phanh tạo ra lúc ñầu tăng lên mạnh, còn sau ñó, khi số vòng quay tăng lên thì trị số mômen không thay ñổi. Với quy luật thay ñổi công suất như vậy, trong miền số vòng quay công tác của trục, mômen phanh không thay ñổi. Vì vậy quá trình làm việc ổn ñịnh của phanh chỉ có thể ñạt ñược bằng cách ñiều chỉnh tốc ñộ, vừa duy trì nó ở một mức cho trước các thiết bị tự ñộng.
3. ðiều chỉnh phanh ñiện từ
Phanh ñiện từ có thể ñược ñiều chỉnh bằng 3 cách: lựa chọn dòng kích, duy trì tốc ñộ quay của trục không ñổi và ñiều chỉnh dòng kích từ theo mức ñộ tăng tốc ñộ quay của trục. Trong bất kỳ phương pháp nào, tiêu hao năng lượng cho việc ñiều khiển cũng rất nhỏ và thường không vượt quá 0,5% so với công suất tiêu thụ.
Các phanh cảm ứng có thể làm việc với bất kỳ loại ñồng hồ ño lực nào. Thường gặp là các loại ñồng hồ ño lực có ñầu ño tải trọng 9 (hình 5.21). Việc hiệu chỉnh phanh ở chế ñộ tốc ñộ thử nghiệm cho trước ñược thực hiện nhờ máy phát vòng quay 10, ñược dẫn ñộng từ trục rôto bằng khớp mềm.

Cnsc.219
Hình 5.22. ðường ñặc tính của phanh ñiện từ
Phanh cảm ứng có ưu ñiểm là kết cấu gọn nhẹ và ñơn giản, có ñộ bền cao, dễ ñiều khiển từ xa và bảo dưỡng ñơn giản. Công suất của chúng có thể ñạt tới 3000 kW, còn tốc ñộ quay của rôto có thể tính toán ñến 10000 -15000 v/phút. Các loại phanh này thường ñược sử dụng ñể thử nghiệm dài hạn ñộng cơ ñốt trong theo một chương trình ñã lập sẵn có khống chế tự ñộng các chế ñộ làm việc.
5.7. Thử nghiệm ñầu máy sau khi sửa chữa
1. Mục ñích và nhiệm vụ thử nghiệm
Việc thử nghiệm ñầu máy ñược tiến hành sau khi sửa chữa ở nhà máy sửa chữa, sau khi ky chữa và sau cấp sửa chữa ñịnh kỳ lớn bằng máy biến trở hay bằng máy hãm thủy lực. Mục ñích và nhiệm vụ thử nghiệm bao gồm:
- Chạy rà bề mặt các chi tiết ñã ñược gia công sau khi sửa chữa;
- Kiểm tra chất lượng sửa chữa và lắp ráp và xác ñịnh các tham số cơ bản;
- ðiều chỉnh các cụm chi tiết và thiết bị;
- Kiểm tra ñộ kín của các hệ thống ống dẫn dầu, nước, nhiên liệu và khí nén;
- Kiểm tra ñặc tính của ñộng cơ diesel.
Quá trình thử nghiệm ñầu máy sau khi sửa chữa bao gồm:
- Thử nghiệm sau khi sửa chữa tại xí nghiệp (tại ñoạn hay ñềpô ñầu máy);
- Thử nghiệm sau khi sửa chữa tại nhà máy sửa chữa (nhà máy ñại tu ñầu máy);
- Thử nghiệm ñối với ñầu máy ñơn (thử nghiệm chạy ñơn trên ñường);
- Thử nghiệm kéo ñoàn tàu chạy trên ñường.
ðối với cụm ñộng cơ diezel và bộ truyền ñộng thủy lực, việc thử nghiệm có thể tiến hành bằng sự gia tải trên phanh thủy lực hay trên máy biến xoắn của bộ truyền ñộng thủy lực cỡ lớn.
ðối với cụm ñộng cơ-máy phát trên ñầu máy truyền ñộng ñiện có thể tiến hành thử nghiệm bằng sự gia tải trên ñiện trở hay cấp ñiện ngược lại cho lưới ñiện.

Cnsc.220
Tùy thuộc vào dạng sửa chữa và kiểm tra người ta chia thành ba dạng: thử nghiệm không tải, thử nghiệm phụ tải và thử nghiệm toàn tải.
2. Thử nghiệm không tải
Trong thời gian chạy rà và thử nghiệm người ta tiến hành kiểm tra ñộng cơ diesel về tốc ñộ vòng quay, áp lực khí cháy trong tất cả các xylanh khi tay máy ở vị trí số 0, nhiên liệu và khí nén trong hệ thống các thùng chứa, trong thùng tiêu hao và cácte khi tay máy ở vị trí lớn nhất.
Kiểm tra sự mài mòn của các bộ phận ñiều chỉnh cơ giới và thiết bị khác của ñộng cơ diesel.
Sau khi ñiều chỉnh làm việc ở vị trí của tay máy, tiến hành kiểm tra các phần còn chưa hoàn chỉnh và xác ñịnh những khuyết tật còn tồn tại của ñộng cơ.
Trong thời gian thử nghiệm chạy rà người ta kiểm tra sự làm việc của máy nén, ñộng cơ ñiện, quạt làm mát và sự làm việc tự ñộng ñiều khiển quạt làm mát.
Khi thử không tải người ta kiểm tra sự làm việc và ñiều chỉnh các thiết bị phụ mà còn kiểm tra sự kín của hệ thống hãm và hệ thống gió ép, trị số hành trình di chuyển của các xylanh hãm, sự làm việc của tay hãm lớn, tay hãm phụ, vòi xả cát, ñồng hồ và sự ñiều chỉnh ñiện áp.
3. Thử nghiệm có tải (toàn tải)
Sau khi sửa chữa, ñầu máy diesel ñược thử nghiệm phụ tải bằng máy biến trở nước hay hãm thủy lực, yêu cầu cơ bản là phải ño ñược lượng tiêu hao nhiên liệu và công suất hữu ích của ñộng cơ. Lượng tiêu hao nhiên liệu phải phù hợp với yêu cầu của từng ñộng cơ. Muốn vậy, bên cạnh bệ thử nghiệm ñầu máy diesel cần lắp ñặt một máy ño lượng tiêu hao nhiên liệu theo một kiểu cấu tạo thích hợp.
Trong thời gian thử nghiệm người ta tiến hành kiểm tra và ñiều chỉnh
- Số vòng quay trục khuỷu của ñộng cơ khi tay máy ở vị trí số không và vị trí số vòng quay lớn nhất;
- Thời gian khởi ñộng ñộng cơ và thời gian làm việc của bộ ñiều chỉnh tốc ñộ;
- Áp lực khí nén lên thành xylanh khi vị trí tay gạt ở số không;
- Công suất có ích, áp lực khí cháy, nhiệt ñộ khí xả vào xylanh trước tuabin, nhiệt ñộ nước làm mát và dầu ở vị trí cực ñại của tay máy;
- Áp lực dầu và nhiên liệu khi tay máy ở vị trí số 0 và cực ñại;
- Áp lực không khí trong thùng gió khi tay máy ở vị trí lớn nhất;
- Sự phun của bơm cao áp khi tay máy ở vị trí số không và tất cả các vị trí khác;
- ðiều chỉnh ñiện áp khi tay máy ở tất cả các vị trí. Nếu ñiều chỉnh không ñạt yêu cầu ñiện áp ñịnh mức, người ta giảm bớt ñiện áp và ñiều chỉnh ở trên bàn.
- ðặc tính ngoài của máy phát chính ñối với ñầu máy truyền ñộng ñiện, cụm tự ñộng ñiều chỉnh công suất ñộng cơ và cụm giới hạn dòng ñiện khi tay máy ở vị trí

Cnsc.221
lớn nhất. ðường ñặc tính bộ phận và ñường ñặc tính ngoài hệ thống kích từ, hệ thống ñiều khiển làm mát.
Sau khi ñã làm tốt công tác chuẩn bị trước khi thử nghiệm ñầu máy diezel cũng như ñã kiểm tra tỉ mỉ các tổ máy, người ta tiến hành khởi ñộng lần thứ nhất, lúc này tay máy ñể số 0, thời gian làm việc không phụ tải của ñộng cơ diezel không quá 7 ÷ 10 phút.
Sau ñó dừng ñộng cơ diezel, kiểm tra toàn bộ các bộ phận và các thiết bị, kiểm tra máy nén gió, tua bin tăng áp, làm sạch các bộ lọc.
Trong thời gian này phải ñiều chỉnh vòng quay trục khuỷu của ñộng cơ diezel khi tay máy ở vị trí số 0 và các vị trí khác của tay máy.
Khi ñộng cơ chạy toàn tải người ta xác ñịnh áp lực dầu nhờn trong ống góp, trước bầu lọc, áp lực của nhiên liệu trong thiết bị của hệ thống bơm cao áp. Người ta còn thử nghiệm và ñiều chỉnh nhiệt ñộ nước làm mát và dầu bôi trơn, khi ñiều chỉnh cho phép là 60 ÷ 750C.
Nhiệt ñộ khí xả không lớn hơn 4500C, khi ñầu máy tiến hành sửa chữa ở tất cả các dạng sửa chữa. Lúc này ñiều kiện của môi trường xung quanh là 150C và 750mmHg. Môi trường xung quanh thay ñổi 100C thì nhiệt ñộ khí xả thay ñổi 150C, nhiệt ñộ khác nhau giữa các xylanh cho phép ñến 600C.
Sự khác nhau của áp lực khí cháy cần không lớn hơn 8 kG/cm2. Khi nhiệt ñộ không khí xung quanh tăng 100C cho phép áp lực khí cháy tăng 1,5 ÷ 2 kG/cm2. Người ta ñiều chỉnh áp lực khí cháy bằng cách thay ñổi góc cung cấp nhiên liệu.
Trị số công suất của ñộng cơ diezel ñược quyết ñịnh căn cứ vào trị số ño ñược trên ñường ñiện chính biểu thị trên ñồng hồ ñồng thời có xét ñến hiệu suất của máy phát ñiện cũng như xét ñến công suất phụ tiêu thụ cho các thiết bị bổ trợ của ñầu máy diezel.
Còn ñầu máy diezel thử nghiệm trên bàn thử dùng hãm thủy lực thì công suất của ñộng cơ ñược quyết ñịnh bằng mômen và tốc ñộ vòng quay của trục khuỷu của ñộng cơ nhưng trị số này ñược biểu thị trên ñồng hồ ño.
Người ta tiến hành kiểm tra và ñiều chỉnh cuối cùng cho ñộng cơ và các thiết bị của tất cả các loại ñầu máy ở chế ñộ công suất giới hạn và ghi vào lý lịch của ñầu máy.
4. Thử nghiệm ñiện trở (biến trở nước)
ðiện trở ñể thử nghiệm công suất ñầu máy có thể là ñiện trở kim loại (biến trở khô) hay ñiện trở chất lỏng. Ở ñiều kiện của xí nghiệp và nhà máy người ta sử dụng dạng ñiện trở chất lỏng là phổ thông nhất. Ở ñây năng lượng ñiện của máy phát ñược ñưa ñến làm nóng nước trong thùng ñiện trở.
Kết cấu của thiết bị thử nghiệm biến trở nước ñơn giản nhất gồm có: thùng biến trở, các tấm bản cực di ñộng ñộng và cố ñịnh dùng làm ñiện cực, thiết bị ñiều chỉnh phụ tải, bảng ñiện và dây dẫn nối với ñầu phát ñiện của máy phát.

Cnsc.222
Thùng biến trở nước có thể tích 20 ÷ 30m3 ñược làm bằng các tấm thép hàn lại và ñược tiếp ñất thật tốt. Nước trong thùng ñược lưu ñộng liên tục ñể tránh bị nóng quá và bị sôi. Trong thùng lắp ñặt các tấm bản cực làm bằng thép tấm dày 8 ÷ 10mm. Kích thước và khối lượng tấm bản cực căn cứ vào mật ñộ dòng ñiện cho phép và dựa vào phụ tải lớn hay nhỏ ñể xác ñịnh. Khoảng cách giữa các tấm bản cực khác cực phải ñược cách ñiện tốt với nhau. Người ta nối ñầu dây dẫn dương (+) của máy phát ñến các tấm bản cực di ñộng. Dây dẫn âm (-) từ máy phát nối ñến các tấm bản cực cố ñịnh.
Việc nâng hạ bản cực trong thùng ñược thực hiện nhờ có hệ thống dẫn ñộng gồm có ñộng cơ ñiện xoay chiều, hộp giảm tốc, tang quấn cáp và hãm ñiện từ.
Sự thay ñổi ñiện trở ñược xác ñịnh trên bàn ñiều khiển, trên bàn này lắp ñặt các thiết bị, ñài tín hiệu và các dụng cụ ño dòng một chiều.
Khi thử trên bộ phận kiểm tra ñiện trở, người ta tiến hành kiểm tra và ñiều chỉnh cụm và các thiết bị cũng theo các bước như khi tiến hành chạy và thử nghiệm theo qui ñịnh ñã rút ngắn.
Sau khi thử nghiệm trên bàn thử, người ta tiến hành cho ñầu máy chạy thử kéo ñoàn tàu. Khoảng cách một lượt chạy thử không nhỏ hơn 30km. Khi chạy thử cần ñặc biệt chú ý ñến ñộ phát nhiệt của hộp ñầu trục, các gối ñỡ của ñộng cơ ñiện và trục bánh xe. Nếu phát hiện hộp ñầu trục và các gối ñỡ của ñộng cơ ñiện kéo và trục bánh xe không tốt, mặc dù chỉ là một cái, sau khi sửa chữa vẫn phải cho chạy thử lại ñầu máy.
ðầu máy diezel ñã sửa chữa xong thử nghiệm và chạy thử chuẩn bị ghi vào các văn bản ñể giao máy.
Câu hỏi kiểm tra:
1. Trình bày quá trình cân bằng tĩnh và cân bằng ñộng trong sửa chữa. 2. Mục ñích ý nghĩa của việc chạy rà nguội, chạy rà nóng và thử nghiệm công
suất ñộng cơ diesel sau khi sửa chữa. Nếu các thiết bị thử nghiệm công suất ñộng cơ diesel.
3. Trình bày thiết bị thử nghiệm công suất ñộng cơ: thiết bị phanh cơ giới và phanh thuỷ lực.
4. Mục ñích ý nghĩa của việc chạy rà, thử nghiệm ñầu máy sau khi sửa chữa. Thử nghiệm ñầu máy bằng biến trở nước.

Cnsc.222
PHẦN THỨ HAI
SỬA CHỮA MỘT SỐ CHI TIẾT CƠ BẢN TRÊN ðẦU MÁY DIEZEL
CHƯƠNG VI SỬA CHỮA MỘT SỐ CHI TIẾT CƠ BẢN CỦA ðỘNG CƠ DIEZEL
6.1. Sửa chữa các chi tiết nhóm trục khuỷu-tay quay-thanh truyền 6.1.1. Sửa chữa trục khuỷu
ðặc tính kỹ thuật nói chung và một số thông số cơ bản của các chi tiết nhóm trục khuỷu-bạc trục ñộng cơ ñâù máy D9E, D12E, D13E và D18E sử dụng ở Việt Nam ñược thể hiện trong bảng 6.1.
Bảng 6.1. ðặc tính kỹ thuật của trục khuỷu
một số loại ñộng cơ ñầu máy diezel sử dụng ở Việt Nam
TT
ðặc tính kỹ thuật D9E D12E D13E D18E
(1) (2) (3) (4) (5) (6) 1 Nước chế tạo Mỹ CH Séc Ấn ðộ Bỉ 2 Năm chế tạo - 1985 1983 1983 3 Năm sử dụng tại
VN 1963 1986 1985 1984
4 Loại ñộng cơ diezel
Caterpilla D398
K6S 230 DR
ALCO 251-D
CKL-8TR 240 CO
5 Công suất ñịnh mức (ML)
900 1200 1300 1800
6 Vòng quay ñịnh mức (v/ph)
1365 1150 1100 1000
7 Vòng quay không tải (v/ph)
450 500 400 500
8 Số xi lamh 12 6 6 8 9 Cách bố trí xylanh V ⊥ ⊥ ⊥
10 ðường kính xylanh (mm)
158,75 230 228,6 241,3
11 Hành trình pittông (mm)
203,2 260 266,7 304,8
12 Số kỳ ñộng cơ 4 4 4 4 13 ðường kính cổ trục
nguyên thuỷ, mm 146,02-146,05 175,0-0,12 215,84 241,12± 0,03
14 ðường kính cổ trục nhỏ nhất cho phép, mm
144,50
-
-
238,07± 0,03
(1) (2) (3) (4) (5) (6)

Cnsc.223
15 Lượng dự trữ hao mòn cổ trục (hai phía), mm
1,50
-
-
3,0
16 ðường kính cổ biên nguyên thuỷ, mm
126,97-127,00
175,0-0,12
152,33
182,00± 0,02
17 ðường kính cổ biên nhỏ nhất cho phép, mm
125,50
-
-
178,95
18 Lượng dự trữ hao mòn cổ biên (hai phía), mm
1,50
-
-
3,0
19 Chiều dài cổ trục, mm
117 97;100;102 142;180 108
20 Chiều dài cổ biên, mm
77 85 102 101
21 ðường kính bạc trục, mm
22 -ðường kính ngoài 162,20-162,22 184,89 ± 0,01
229,04 -229,06
249,68
23 -ðường kính trong 146,17-146,20 175,05 ± 0,02
215,98 -216,02
241,38
24 ðường kính bạc biên, mm
25 -ðường kính ngoài 138,20-138,22 184,89 ± 0,01
162,50 -162,52
190,65
26 -ðường kính trong 127,12-127,14 175,05 ± 0,02
152,46 -152,54
182,16
27 Chiều dài bạc trục, mm
54 90,00 119;141,6; 157
90
28 Chiều dài bạc biên, mm
47 77 75 83
29 Khe hở cổ trục, mm
0,127-0,20 0,14-0,28 0,13 -0,20
0,26-0,50
30 Khe hở cổ biên,mm
0,11-0,183 - 0,11 -0,18
0,17-0,26
31 Khe hở cổ trục lớn nhất cho phép, mm
0,38 0,28 0,35 0,50
32 Khe hở cổ biên lớn nhất cho phép, mm
0,31 - 0,30 0,26
Kết cấu của một số loại trục khuỷu ñộng cơ ñầu máy diezel sử dụng ở Việt
Nam ñược giới thiệu trên các hình 6.1 - 6.3. . .

Cnsc.224
.
Hình 6.1. Kết cấu trục khuỷu ñộng cơ ñầu máy D9E
Hình 6.2. Kết cấu trục khuỷu ñộng cơ ñầu máy D13E
I
II
R9
7.5
A
A - A
I
R9
7.5
II
120°
120°
120°
B - B
6 - 1
5 - 2 4 - 3
B
B
123456
1390
1290
1148
25
12
242174
72180
6 5 4 3 2 1
120°
120°
120°
A - A
6 - 1
1
5 - 2 4 - 3
A
A
B
B
Ø43
2
B-BØ432
Ø328
Ø28
5
C
C
Ø285
Ø235
12 loå Ø25
C - C
7 Coå Ø
215
,84
6 Coå Ø
152
,33
2776
174
384242
1006
1198
1166
1365
12 loå Ø32
III
R12
I
R15
12
II
10
1160
1206

Cnsc.225
. .
101
108
Ø2
20
171, 5 171, 5 171, 5 171, 5
235 7 x 343
3151
Ø3
15
Hình 6.3. Kết cấu trục khuỷu ñộng cơ ñầu máy D18E 1. Các hư hỏng thường gặp và nguyên nhân hư hỏng
a. Các hư hỏng thường gặp
Trục khuỷu thường ñược chế tạo từ thép cacbon 45, 50 có giới hạn ñàn hồi lớn, hàm lượng phốt pho và lưu huỳnh nhỏ, ñồng thời hàm lượng mănggan tương ñối cao. Một số trục khuỷu ñược chế tạo bằng thép hợp kim cao như 18X2H4BA, 18XH8A, 40XA. Trục khuỷu còn ñược nhiệt luyện bằng cách tôi cao tần ở cổ trục và cổ biên, chiều sâu lớp tôi khoảng 2-6 mm, ñộ cứng bề mặt HRC=50-60.
Các chi tiết nhóm trục khuỷu-bạc trục (các cổ trục, cổ biên, các bạc trục, bạc biên) làm việc trong ñiều kiện hết sức nặng nhọc xét cả về mặt bôi trơn cũng như về mặt chịu lực. Việc sửa chữa những chi tiết này khá phức tạp, ñộ mòn của các cổ trục khuỷu là nguyên nhân dẫn ñến việc ñại tu ñộng cơ tại nhà máy.
Trục khuỷu thường có các hư hỏng sau:
- Cổ trục và cổ biên thường bị mòn côn, mòn ô van;
- Cổ trục và cổ biên bị cào xước, tróc, xây sát hoặc có thể bị cháy;
- Các góc lượn bị mòn vẹt;
- Trục bị cong, nứt, gẫy;
- Các ñường ren mặt bích bị hỏng;
- Trục khuỷu bị tắc ñường dầu bôi trơn;
- Trục khuỷu có thể bị biến màu;
- Trục khuỷu bị chảy dầu ở hai ñầu.

Cnsc.226
Ngoài ra tùy thuộc vào kết cấu riêng biệt của từng loại trục khuỷu mà nó có những hư hỏng riêng như cơ cấu chống dao ñộng xoắn bị mòn chốt và bạc, hoặc chốt bị tuột làm cho ñộng cơ bị hư hỏng.
b. Nguyên nhân hư hỏng của trục khuỷu
Trục khuỷu thường ít khi bị hư hỏng (nứt hoặc gẫy) nếu ñược lắp ñặt chính xác và vận hành trong những ñiều kiện bình thường. Một số ñiều kiện có thể tác ñộng ñến sự hư hỏng của trục khuỷu bao gồm:
a. Bảo quản hoặc vận chuyển không hợp lý;
b. Tốc ñộ ñộng cơ quá cao, ñiều này có thể gây ra sự rung ñộng trục khuỷu vượt quá khả năng của bộ giảm rung;
c. Bán kính cong không chuẩn ở các ñầu trục và các lỗ dầu, có thể gây ra các vết nứt mỏi;
d. Bộ khử rung hoặc ñối trọng cân bằng của trục khuỷu bị lỏng, do lực siết không ñủ hoặc do bị hư hỏng trong khi bảo quản hoặc lắp ñặt. Trong trường hợp ñó, sự rung ñộng của trục khuỷu sẽ quá cao, gây ra ứng suất xoắn ở phần khuỷu;
e. Lắp ñặt nắp gối ñỡ không chuẩn, nắp gối ñỡ bị lỏng, ñiều này làm cho trục khuỷu ñược ñỡ không chuẩn, có thể bị cong theo từng vòng quay;
f. Sự lệch ở các gối ñỡ chính, làm cho trục bị lệch, hoặc gối ñỡ bị mòn, do ñó làm cho trục bị cong theo hai chiều;
g. Sự không thẳng hàng của bộ chuyển ñổi mômen xoắn, bộ truyền ñộng, máy phát ñiện… so với hộp bánh ñà. Sự không thẳng hàng này làm tăng tải ở các cổ biên nối thanh truyền và ổ ñỡ chính phía sau;
h. Khe hở quá lớn, do ñó thiếu dầu bôi trơn ở các bề mặt chặn, dần dần dẫn ñến các vết nứt mỏi, mài mòn, hoặc quá nhiệt. Sự kết hợp giữa mài mòn và nhiệt có thể làm cho trục chịu tải trọng cục bộ quá lớn, gây ra ứng suất uốn;
i. Dầu bôi trơn không ñủ, không ñúng chủng loại, hoặc dầu bị nhiễm bẩn;
k. Trục khuỷu ñộng cơ có thể bị lệch do lắp ñặt ñộng cơ không chính xác, khối xylanh có thể bị xoắn.
2. Các phương pháp kiểm tra phát hiện hư hỏng
Tháo trục khuỷu ra khỏi ñông cơ, lau chùi sạch và xem xét trạng thái bề mặt của trục bằng mắt thường hoặc kính lúp. Dùng máy dò vết nứt bằng từ trường hoặc siêu âm ñể kiểm tra các cổ trục chính, cổ biên và các góc lượn. Cổ trục và cổ biên bị cào xước, tróc, xây sát ñược phát hiện bằng mắt thường hoặc kính lúp. Các góc lượn bị mòn vẹt ñược xác ñịnh bằng mắt thường.
a. Kiểm tra ñộ mòn cổ trục và bạc trục
Nhìn chung ñộ mòn của các cổ trục là không giống nhau. Nếu vùng hao mòn lớn nhất của cổ biên nằm trên trục ñối xứng của má khuỷu, thì ñặc trưng và trị số hao mòn của các cổ biên là khác nhau. ðộ mòn lớn nhất thường thấy ở các cổ trục số

Cnsc.227
một; ñộ mòn của nó tính trung bình bằng khoảng 20-30% lớn hơn so với các cổ trục khác. Cổ trục cuối cùng thường là mòn ít nhất.
Phương pháp ño cổ trục và bạc ñược thể hiện trên hình 6.4.
Hình 6.4. Vị trí ño cổ trục và bạc trục
Kiểm tra ñộ côn và ôvan của các cổ trục và các cổ biên trục khuỷu: dùng panme có ñộ chính xác 0,01mm ñể ño ñường kính, mỗi tiết diện ño tại hai ñường kính: một ñường kính trong mặt phẳng của tâm cổ trục khuỷu, một ñường kính trong mặt phẳng vuông góc với mặt phẳng trước.
Tiến hành ño từng cổ trục cho ñến khi nhận ñược ñường kính nhỏ nhất, tại ñây ta ño hai lần, một ở bên trái và một ở bên phải. Thực hiện các ño ñạc riêng rẽ tại từng vị trí theo góc 900. Hiệu số các kết quả ño vuông góc sẽ xác ñịnh ñộ ôvan và theo chiều dài sẽ xác ñịnh ñộ côn. ðể tăng ñộ chính xác có thể ño ba lần, tại mọi vị trí ño riêng rẽ, thực hiện các ño ñạc ở từng vị trí theo một góc là 600, tức là ở 6 vị trí ño, khi ñó sẽ ñạt ñược ñộ chính xác cao hơn.
Khi ño các cổ biên lắp thanh truyền, ñộ mòn, ñộ ô van và cả ñộ côn sẽ lớn hơn so với các cổ trục chính. ðiều này là do ngõng trục lắp với thanh truyền, áp suất dầu và lượng dầu thấp hơn và lực tác dụng cao hơn.
Sau khi ño ta ghi kết quả ño và lập bảng ñể tính ñộ côn và ñộ ô van của từng cổ trục khuỷu và từng cổ biên, từ ñó xác ñịnh ñộ hao mòn.
Nguyên nhân của mòn côn là do tải trọng tác dụng không ñều theo chiều dài các cổ. Nguyên nhân của mòn ôvan chủ yếu là do tác dụng của lực quán tính ly tâm.
Trong khi ño ñường kính của các cổ ñể xác ñịnh ñộ côn và ñộ ôvan người ta xác ñịnh hạn ñộ còn dùng ñược của trục khuỷu và xác ñịnh kích thước sửa chữa trục khuỷu.
b. Kiểm tra ñộ xoắn, ñộ cong của trục khuỷu Trục khuỷu bị cong sẽ làm cho ñường tâm xylanh không vuông góc với
ñường tâm trục khuỷu, gây hư hỏng cho xylanh, pittông và thanh truyền. Trục khuỷu cong làm cho bề mặt các cổ khuỷu và bạc cổ tiếp xúc không ñều hay không tiếp xúc làm cháy các bạc ñỡ.

Cnsc.228
ðộ cong của trục khuỷu có thể chia ra: trục cong theo một chiều và cong theo nhiều chiều.
ðộ cong ñược xác ñịnh bằng hiệu số giữa trị số lớn nhất và nhỏ nhất trên ñồng hồ ño. Khi kiểm tra cần phân ñoạn ñể kiểm tra, ñộ cong chung của nửa ñầu và nửa cuối trục.
ðể ño ñộ cong (ñộ lệch tâm) của trục khuỷu, có thể gá trục khuỷu giữa các tâm trên máy tiện hoặc máy mài trục khuỷu, hoặc ñặt trục trên các khối V ñã ñược bôi trơn. ðối với các trục có chiều dài lớn có thể ñỡ thêm luy-net phần ở giữa.
Khi kiểm tra cong theo một chiều, ta ñặt trục khuỷu lên hai gối ñỡ chữ V và dùng ñồng hồ ñể ño ñộ võng tại cổ giữa. ðộ cong ñược xác ñịnh bằng hiệu số giữa trị số lớn nhất và nhỏ nhất trên ñồng hồ ño.
Khi kiểm tra trục khuỷu cong theo nhiều chiều, ta sử dụng hai gối ñỡ chữ V, ñồng hồ ño và bàn máp.
Quá trình ño ñộ cong của trục khuỷu ñộng cơ ñầu máy D9E tại Xí nghiệp có thể tham khảo trên hình 6.5.
123456
8988898 A B
A B
A
A
B
B
d
c
d
c
Hình 6.5. Sơ ñồ ño ñộ cong của trục khuỷu
1÷7. Thứ tự các cổ trục; 8. Các ñồng hồ ño; 9. ðế chữ V; A-A, B-B, c-c, d-d: Các vị trí ño.

Cnsc.229
Gá trục khuỷu lên thiết bị ño chuyên dùng, dùng hai mũi tâm của máy áp vào hai lỗ tâm ở hai ñầu trục khuỷu. Dùng ñồng hồ so ño từng cổ trục, ghi số ño và thống kê giá trị ñể tính số ño ñộ cong của trục khuỷu. ðối chiếu kết quả với giới hạn ñộ cong cho phép ñể quyết ñịnh sử dụng lại hay có biện pháp sửa chữa thích hợp. Khi ño, vị trí ñặt ñồng hồ ño ñầu tiên nên chọn bề mặt không bị mòn hoặc bị mòn ít làm chuẩn. Cách thực hiện ño như sau:
1. Dùng hai ñế chữ V ñặt trên bàn máp hay nền bê tông cứng, ñặt trục khuỷu lên khối chữ V ở vị trí cổ trục số 2 và cổ trục số 6;
2. Kiểm tra sự cố ñịnh của ñế V và trục khuỷu, trục khuỷu quay trên ñế V nhưng không ñược xê dịch dọc theo chiều trục. ðể giảm bớt ma sát giữa ñế V và cổ trục tại chỗ tiếp xúc, có thể nhỏ dầu bôi trơn vào ñế V và cổ trục;
3. Dùng một ñế thép có ba chân ñể giữ ñồng hồ so, ñế từ của ñồng hồ ñặt lên ñế thép, ñặt ty của ñồng hồ lên cổ trục số 1, ty của ñồng hồ phải vuông góc với trục khuỷu và nằm ngang, ñiểm tiếp xúc về một bên của lỗ ñầu trục khuỷu. Sau ñó chỉnh kim ñồng hồ về vị trí số 0;
4. Quay trục khuỷu 3600 và ghi lại trị số dao ñộng lớn nhất của ñồng hồ (giữa trị số lớn nhất và trị số nhỏ nhất của ñồng hồ). Chú ý không ñể lỗ dầu tiếp xúc với ñế V;
5. Di chuyển ñồng hồ ñến các cổ trục số 3, 5, 7 và thực hiện ño, quay trục khuỷu và ghi trị số như ño cổ trục số 1;
6. Di chuyển hai ñế V ñến dưới cổ trục số 3 và cổ trục số 5 ñể tiến hành ño các cổ trục 2, 4, 6 giống như ño các cổ trục 3, 5, 7;
7. Nếu trị số dao ñộng lớn nhất của ñồng hồ trên cùng một cổ trục nào lớn hơn 0,13mm (0,005 inch) thì không ñược tiếp tục sử dụng trục khuỷu ñó ñể lắp vào máy. Lưu ý khi ño có hai trị số dao ñộng lớn nhất của ñồng hồ trên cùng một cổ trục thì cần kiểm tra ñộ ô van của cổ trục, hoặc trị số ño không ñúng do lỗ nhớt trên cổ trục tiếp xúc với ñế V; ðặt ñồng hồ so vào ngõng trục chính ở giữa, chỉnh ñồng hồ về 0, quay chậm trục khuỷu và ghi kết quả ño. Cần bảo ñảm ñồng hồ ño tựa lên bề mặt có ñộ bóng cao và ñược ñịnh vị ñể ñồng hồ không bị xê dịch trong khi ño. ðộ lệch trung bình cho phép là 0,0025 inch (0,06 mm).
Cần kiểm tra tất cả kết quả ño ở từng ngõng trục chính. Ví dụ, ở một ngõng trục là +0,001inch và ngõng trục kế cận là -0.002 inch, ñộ lệch sẽ là 0,003 inch. Nếu ñộ lệch vượt quá các yêu cầu kỹ thuật cho phép, trục này phải ñược nắn thẳng.
3. Các phương pháp sửa chữa trục khuỷu
Tùy theo kết cấu cụ thể của trục khuỷu mà người ta sửa chữa theo các bước công nghệ khác nhau. Trình tự tổng quát sửa chữa trục khuỷu như sau:
1. Giải thể, làm sạch chi tiết; 2. Kiểm tra trạng thái chi tiết, phát hiện và phân phân tích nguyên nhân
hư hỏng; 3. So sánh kết quả kiểm tra các thông số kỹ thuật với hạn ñộ sửa chữa; Nếu các thông số kiểm tra vượt quá hạn ñộ loại bỏ thì tiến hành loại bỏ chi
tiết ñó.

Cnsc.230
Nếu các thông số kiểm tra nằm trong giới hạn cho phép của hạn ñộ sửa chữa thì tiến hành sửa chữa chi tiết.
Nếu các thông số kiểm tra nằm trong hạn ñộ cho phép sử dụng thì tiến hành sử dụng lại chi tiết ñó mà không cần sửa chữa.
4. Lập qui trình sửa chữa chi tiết; 5. Sửa chữa chi tiết; 6. Thử nghiệm sau sửa chữa (nếu có); 7. Nghiệm thu, bàn giao. Trục khuỷu phải thay thế nếu có các khuyết tật sau:
- Có vết nứt bất kỳ ở vị trí nào;
- ðường kính cổ trục chính nhỏ hơn giới hạn cho phép;
- ðường kính cổ biên nhỏ hơn giới hạn cho phép;
- ðộ ôvan và ñộ côn của cổ trục và cổ biên lớn hơn 0,15 mm mà không thể khắc phục ñược bằng phương pháp mài;
- Cổ trục và cổ biên có vết rạn, cháy sém mà không thể mài hết ñược.
Trên bề mặt cổ trục và cổ biên cho phép có các vết mòn gỉ, vết xây sát nhỏ hoặc ñốm ñen sâu không quá 0,1mm, tổng diện tích mỗi cổ không quá 1 cm2 và không quá hai chỗ.
Cho phép các vết xước vòng sâu không quá 0,1mm và không quá hai chỗ trên một cổ trục hoặc cổ biên.
a. Sửa chữa trục khuỷu bằng phương pháp nắn
Nếu ñộ cong của trục khuỷu nhỏ hơn 0,1mm, người ta tiến hành mài ngay ñể khử ñộ côn, ô van và ñộ cong mà không cần nắn. Nếu ñộ cong lớn hơn 0,1mm tiến hành nắn lại.
Trục khuỷu có thể ñược nắn bằng các phương pháp:
- Phương pháp sử dụng ngoại lực
Khi nắn trục khuỷu bằng ngoại lực, thường sử dụng cơ cấu vam hoặc máy ép chuyên dùng hoặc . Khi nắn cần cho trục khuỷu biến dạng khoảng 10-15 lần so với ñộ cong, giữ tải trọng ép từ 1,0-1,5 phút.
- Phương pháp sử dụng nhiệt (ñốt nóng cục bộ)
Nếu ñộ cong của trục nhỏ hơn trị số 2,5 mm có thể nắn lại như sau:
ðốt nóng trục khuỷu trong lò trong thời gian 90 phút ñến nhiệt ñộ 177oC- 232 oC.
ðặt hai ñế ñỡ hai bên cổ trục cần nắn rồi sau ñó kiểm tra các bề mặt tiếp xúc.
Quay trục khuỷu sao cho ñiểm cong nhất trên cổ trục tiếp xúc với ñầu ép, ñặt ñồng hồ so ñể theo dõi ñộ nắn khi ép.
ðặt ñầu nắn tiếp xúc với cổ trục. Cần chú ý là bề mặt tiếp xúc của ñầu ép và các ñế ñỡ phải ñược làm bằng thép mềm hoặc bằng ñồng và chiều rộng của các bề mặt ñó phải nhỏ hơn chiều rộng của cổ trục ñể tránh làm hỏng góc lượn của cổ trục khuỷu. Không dùng ñế V ñể thay thế ñế ñỡ.

Cnsc.231
Tiến hành ép trục xuống và quan sát ñộ nắn trên ñồng hồ, hành trình ép không ñược vượt quá 1/2 trị số ño ñược của cổ trục ñó khi ño ñộ cong.
Nhả ñầu ép ra và kiểm tra cổ trục khuỷu ñã bị nắn nhiều hay ít. ðặt ty ñồng hồ vào cổ trục rồi quay 3600, nếu trị số dao ñộng của ñồng hồ lớn hơn 0,13 mm thì tiếp tục ép với hành trình là 0,13 mm rồi ño lại một lần nữa.
Tiếp tục tăng lực ép từ từ cho ñến khi ño cổ trục thấy trị số dao ñộng của kim ñồng hồ nhỏ hơn hay bằng 0,13 mm. Cần chú ý không nên ép trục quá mạnh vì có thể làm cho trục bị cong theo chiều ngược lại và bị nứt.
Làm tất cả như qui trình trên cho bất cứ cổ trục nào khác bị cong.
Sau khi nắn trục xong, cần tiến hành ño lại ñộ cong của trục.
Sau khi nắn cần nung nóng trong dầu từ 180-200 oC và giữ nhiệt ñộ này trong 5-6 giờ ñể ñề phòng trục khuỷu cong trở lại trong quá trình sử dụng.
- Phương pháp nắn bằng biến cứng (gõ búa)
Phương pháp biến cứng ñược sử dụng ñối với trục khuỷu cong không quá 0,3 mm.
ðể nắn bằng phương pháp biến cứng người ta sử dụng một búa bằng khí nén có ñầu mổ vuông góc với má khuỷu. Tại vị trí biến cứng các sợi kim loại bị dãn ra, do ñó trục nhận ñược biến dạng dẻo ổn ñịnh. Nắn bằng phương pháp biến cứng có năng suất cao và không làm giảm ñộ bền mỏi của trục khuỷu.
Sơ ñồ nắn bằng biến cứng (phương pháp gõ búa) ñược thể hiện trên hình 6.6.
Trục khuỷu sau khi nắn cần tiến hành kiểm tra ñể phát hiện vết nứt có thể phát sinh trong quá trình nắn, sau ñó mới tiến hành theo các nguyên công sửa chữa tiếp theo.
Cần kiểm tra vết nứt của trục khuỷu tại các cổ trục ñược nắn sửa, ñặt biệt chú ý vị trí góc lượn của cổ trục, vị trí ñối diện với ñầu ép vì tại ñây là nơi tập trung ứng suất lớn nhất.
Kết cấu ñầu búa thuỷ lực dùng ñể nắn bằng phương pháp biến cứng ñược thể hiện trên hình 6.7.
Hình 6.6. Sơ ñồ nắn trục khuỷu bằng phương pháp biến cứng

Cnsc.232
Hình 6.7. ðầu búa thuỷ lực nắn trục khuỷu bằng phương pháp biến cứng b. Mài trục khuỷu theo kích thước sửa chữa
ðể khắc phục ñộ mòn côn, ô van ở cổ trục và cổ biên trục khuỷu có thể tiến hành bằng hai phương pháp:
- Mài lại theo kích thước sửa chữa;
- Mạ crôm ñể khôi phục lại kích thước thiết kế của trục khuỷu.
Phương pháp mài theo kích thước sửa chữa ñược sử dụng rộng rãi. Trục khuỷu thường ñược mài trên các máy mài chuyên dùng.
- Mài các cổ trục khuỷu
Việc mài các cổ trục khuỷu ñược tiến hành trên máy mài tròn ngoài. Sơ ñồ mài cổ trục khuỷu ñược thể hiện trên hình 6.8. Khi gá lắp người ta sử dụng mặt vát trong lỗ ở hai ñầu trục khuỷu, mặt bích hay dụng cụ chuyên dùng ñể gá lên ụ máy. Yêu cầu khi kẹp chặt không làm xây xước bề mặt lắp ghép hay làm việc của trục. Chuẩn ñể gá là các bề mặt không bị mài mòn, ñã ñược sử dụng ñể làm chuẩn trong quá trình nắn trục khuỷu. Trong quá trình mài cổ trục khuỷu phải dùng luy-net ñể ñỡ vào cổ ñang mài.
Khi mài trục khuỷu bằng thép ta sử dụng ñá mài 9K46CT3, 7K46CT2 thành phần chủ yếu là ôxit nhôm ñiện phân. Khi mài trục khuỷu bằng gang dùng ñá mài K4-K46CM2, K4-K46M2 thành phần chủ yếu là các-bíc silíc.
Chế ñộ mài: Tốc ñộ của ñá: 20 ÷ 30m/phút; Tốc ñộ quay của cổ trục: 10 ÷ 12m/phút;
Trục khuỷu quay cùng chiều với ñá. .
AA
A-A

Cnsc.233
Hình 6.8. Sơ ñồ mài cổ trục khuỷu
1,3. Luynet; 2. Cữ ñiều chỉnh; 4. Trục khuỷu; 5. ðá mài; 6. Trục ñá mài; 7. Trục chính máy mài.
- Mài các cổ biên trục khuỷu
Cổ biên trục khuỷu ñược mài trên máy mài chuyên dùng. Sơ ñồ mài cổ biên trục khuỷu ñược thể hiện trên hình 6.9. Trục khuỷu ñược bắt lên hai ụ của máy mài chuyên dùng và ñiều chỉnh cho tâm của các cổ biên cần mài trùng với tâm của máy mài. Việc ñiều chỉnh thực chất là ñánh lệch mâm cặp của máy mài ñi một cụ ly bằng bán kính tay quay của trục khuỷu. Khi gá xong phải ñặt ñối trọng ñể cân bằng.
Hình 6.9. Sơ ñồ mài cổ biên trục khuỷu 1,3. Luynet; 2. Cữ ñiều chỉnh; 4. Trục khuỷu;
3
7
1
6
5
4
3
7
1
6
5
4
7
A
A

Cnsc.234
5. ðá mài; 6. Trục ñá mài; 7. Mâm cặp trục máy mài. Chế ñộ mài: Tốc ñộ quay của ñá mài cổ biên: 25 ÷30m/phút; Tốc ñộ quay của trục khuỷu: 18 ÷ 20m/phút; Lượng tiến dao của ñá mài thô: s = 0,1mm/vòng; Lượng tiến dao của ñá mài tinh: s = 0,006mm/vòng.
Khi mài các cổ biên cần chống luy-net vào cổ ñang mài ñể khắc phục sai số do cong trục.
Khi mài cổ trục và cổ biên ta có thể mài theo phương pháp ñồng tâm hay lệch tâm. Thực tế thường sử dụng phương pháp mài lệch tâm. Vì mài lệch tâm có lợi là thao tác lắp ghép và ñiều chỉnh ñơn giản hơn và tăng ñược thời gian sử dụng so với phương pháp mài ñồng tâm, nhưng cần phải khống chế sai số nằm trong giới hạn cho phép.
Khi mài các góc lượn cần phải ñảm ñúng qui ñịnh, ñể tránh tập trung ứng suất và gây giảm ñộ bền mỏi. Trong quá trình mài cần bảo ñảm làm mát bằng dung dịch ñể tránh làm cho bề mặt các cổ mài bị rạn nứt.
Trục khuỷu sau khi mài phải ñảm bảo ñộ côn và ñộ côn của các cổ trục và cổ biên không lớn quá 0,1 mm; bề mặt cổ trục và cổ biên phải bóng nhẵn, không có vết hằn dập hoặc vết xây sát nào. Khi mài phải ñảm bảo bán kính các góc lượn ñúng theo qui ñịnh.
c. ðánh bóng các cổ trục khuỷu
ðể ñảm bảo ñộ bóng bề mặt các cổ trục và cổ biên theo yêu cầu kỹ thuật và khử những vết xước ñể lại sau khi mài, trục khuỷu cần ñược ñánh bóng. Trục khuỷu có thể ñược ñánh bóng bằng tay ñánh bóng hoặc bằng nhiều loại máy chuyên dùng khác nhau. Máy ñánh bóng chuyên dùng hiện ñại nhất và có nhiều ưu ñiểm nhất là máy ñánh bóng sử dụng tay ñánh bóng chuyên dùng (hình 6.10).

Cnsc.235
Hình 6.10. Sơ ñồ tổng thể tay ñánh bóng chuyên dùng
1. Cơ cấu bình hành; 2. Cánh tay ñòn; 3. Chốt quay; 4. Tay ñòn;
5. Vít kẹp; 6. Cung trên; 7. Miếng ñệm; 8. Cung dưới;
9. Chốt; 10. Xylanh thủy lực; 11. Trục lắc.
4. Kiểm tra trục khuỷu sau khi sửa chữa
Sau khi sửa chữa xong, trục khuỷu cần ñược kiểm tra các thông số sau:
- Kiểm tra ñộ côn và ñộ ôvan, ñộ chính xác của ñường kính cổ trục và cổ biên, bán kính tay quay giữa ñường tâm cổ trục và ñường tâm cổ biên;
- Kiểm tra ñộ ñồng tâm giữa các cổ trục và ñộ ñồng tâm giữa các cổ biên;
- Kiểm tra các góc lượn theo dưỡng mẫu;
- Tiến hành cân bằng tĩnh và cân bằng ñộng;
- Kiểm tra sự rò rỉ của dầu bôi trơn ở các bề mặt lắp ghép ñể bịt kín ñường dầu trong trục khuỷu.
Câu hỏi kiểm tra
1. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm trục khuỷư tay quay- thanh truyền.
2. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm pitông- xecmăng- xilanh.
3. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết cấu phối khí, ñiều chỉnh cơ cấu phối khí.

Cnsc.236
4. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm pitông-pơlông-giơ bơm cao áp và vòi phun. ðiều chỉnh, thử nghiệm bơm cao áp và vòi phun.

Cnsc.235
6.1.2. Sửa chữa thanh truyền 1. Các hư hỏng thường gặp Thanh truyền của động cơ diesel thường được chế tạo từ thép cácbon 40, 45
hoặc thép hợp kim crôm-niken (40X, 45 2, 18XHBA, v.v...). Kết cấu của thanh truyền động cơ đầu máy D9E được thể hiện trên hình 6.11.
Tùy theo kết cấu của thanh truyền mà nó có những hư hỏng khác nhau. Những hư hỏng chung của các loại thanh truyền:
- Nứt ở các vị trí bất kỳ; - Thanh truyền bị biến mầu và giảm độ cứng so với qui định; - Độ song song và xoắn của tâm lỗ đầu nhỏ và tâm lỗ đầu to không đảm bảo
qui định cho phép; - Độ mòn của bạc đầu nhỏ và máng đệm đầu to vượt quá qui định cho phép. - Chốt lắp ghép thanh truyền không đảm bảo độ dôi. Hư hỏng của thanh truyền thường do các nguyên nhân về ứng suất mỏi, do
tốc độ vòng quay động cơ vượt quá giới hạn, do các hư hỏng của pittông, do tạp chất trong xylanh hoặc do hệ thống bôi trơn bị tắc nghẽn, v.v... Sự hư hỏng thanh truyền do các ổ đỡ hoặc các ống lót bị mòn thường ít xảy ra. Việc lắp đặt một cách chuẩn xác, siết chặt các bulông thanh truyền theo đúng yêu cầu, thường xuyên kiểm tra và đo đạc các dung sai cho phép là một những biện pháp có thể kéo dài thời gian sử dụng của thanh truyền.
457,17
ỉ62,25
ỉ72,25
80
ỉ127,10
ỉ140,10
60
45
ỉ10
5,5x45°
58 185
5,5x45°

Cnsc.236
Hình 6. 11. Kết cấu thanh truyền động cơ đầu máy D9E 2. Phương pháp kiểm tra phát hiện hư hỏng Khi đưa thanh truyền vào sửa chữa phải ép các bạc đầu trên (đầu nhỏ), tháo
bạc đầu dưới của thanh truyền phụ (nếu có) và tháo mảng đệm đầu to ra khỏi thanh truyền.
Sử dụng phương pháp dò khuyết tật từ để phát hiện các vết nứt, đặc biệt chú ý vào phần gân phía trên lỗ đầu to thanh truyền và phía dưới lỗ chốt pittông.
Sau đó, tiến hành kiểm tra độ song song của các lỗ đầu to và đầu nhỏ, độ xoắn và hạn độ của đường kính các lỗ đầu nhỏ, lỗ đầu to và lỗ lắp chốt thanh truyền phụ (nếu có). Kiểm tra bề mặt lắp ghép giữa nắp và thanh truyền, kiểm tra bulông lắp ghép, chốt côn lắp ghép.
Độ song song và độ xoắn của tâm các lỗ đầu thanh truyền được kiểm tra trên thiết bị chuyên dùng (hình 6.12).
Kiểm tra và bảo đảm thân biên và các đầu biên phải cùng trên một mặt phẳng song song với đường tâm thân biên. Mặt khác, phải bảo đảm bề mặt của các đầu biên thẳng góc với đường tâm thân biên. Kiểm tra khoảng cách giữa hai tâm đầu biên so với kích thước nguyên hình cho phép sai lệch 0,07mm trên chiều dài là 100mm. Độ cong hoặc xoắn trung bình là 0,2mm.
Hình 6.12. Dụng cụ chuyên dùng kiểm tra độ song song và độ xoắn của các lỗ đầu thanh truyền
1. Bàn kiểm tra; 2,3. Chốt kiểm tra; 4. Tấm cữ; 5. Dụng cụ đo; 6. Khối chữ V; 7. Giá đỡ; 8. Gối tựa.

Cnsc.237
Hình 6.13. Sơ đồ kiểm tra khoảng cách giữa các đường tâm lỗ 1. Các trục gá; 2. Cần kiểm tra; 3. Đồng hồ có thang đo 1/100 mm;
4.L ò xo; 5. Chốt giữ hai cầu. 3. Các phương pháp sửa chữa thanh truyền Thanh truyền của động cơ được sửa chữa theo các bước công nghệ sau: - Nắn thanh truyền; - Phay mặt lắp ghép hay doa lại bề mặt lỗ lắp ghép của nắp và thân thanh
truyền; - Gia công các lỗ đầu thanh truyền; - Sửa chữa, thay thế, gia công bạc đầu to và bạc đầu nhỏ thanh truyền ; - Kiểm tra thanh truyền. Thanh truyền phải được loại bỏ và thay thế khi: - Có vết nứt với bất kỳ kích thước nào và ở bất kỳ vị trí nào; - Có vết mòn rỗ trên bề mặt thân biên dưới dạng lấm chấm sâu quá 0,1mm,
tổng diện tích vượt quá 2cm2 và ở quá 2 vị trí; - Không được phép tiến hành bất kỳ công tác hàn chữa nào đối với thân biên. Khi sửa chữa lớn, phải tiến hành tháo bạc đầu nhỏ và máng đệm đầu to ra
khỏi thanh truyền. Thường bạc các đầu nhỏ và bạc đầu dưới của thanh truyền phụ (nếu có) người ta ép ra bằng cơ cấu ép chuyên dùng.
a. Nắn thanh truyền Nếu thanh truyền bị biến dạng, bị cong và bị xoắn, cho phép sửa chữa bằng
phương pháp nắn nguội. Thanh truyền bị cong được nắn lại trên máy ép thủy lực hoặc cơ cấu trục vít. Độ cong cho phép sau khi nắn của thanh truyền không được lớn hơn 0,15 mm/200 mm.
Thanh truyền bị xoắn có thể nắn lại bằng cơ cấu kẹp và cờlê chuyên dùng, độ xoắn cho phép không lớn hơn 0,15 mm/100 mm.

Cnsc.238
b. Phay mặt lắp ghép hay doa lại bề mặt lỗ lắp ghép của nắp và thân chính thanh truyền
Sau khi đã nắn thanh truyền xong, tiến hành phay mặt lắp ghép giữa nắp và thân thanh truyền (mặt lắp ghép là mặt phẳng hay rãnh); phay hay doa lại bề mặt lỗ lắp ghép của nắp và thân chính thanh truyền. Sau đó lắp chặt nắp với thân rồi gia công lại lỗ lắp máng đệm (lắp bạc). Đối với loại thanh truyền sử dụng chốt côn để ghép nắp với thân phải tiến hành doa lại lỗ lắp chốt côn đến cốt sửa chữa tiếp theo và tiến hành lắp ghép bằng chốt côn mới. Vết tiếp xúc giữa chốt và lỗ không nhỏ hơn 70% bề mặt của lỗ. Độ căng của chốt lắp ghép và lỗ côn phải được kiểm tra trên dụng cụ chuyên dùng.
c. Gia công các lỗ đầu thanh truyền (khoét lỗ đầu thanh truyền) Sau khi sửa chữa mặt lắp ghép giữa nắp và thân, nắn và mài mặt đầu, tiến
hành gia công (khoét) lỗ đầu nhỏ và đầu to thanh truyền đến cấp sửa chữa tiếp theo trên dụng cụ chuyên dùng (hình 6.14).
Nếu bề mặt trong của lỗ đầu to (trục khuỷu) bị hư hỏng, bị lệch hoặc bị lõm, có thể sửa chữa bằng cách gia công lại kích cỡ lỗ.
Trước hết tiến hành đo chiều dài thanh truyền, vì chiều dài thanh truyền là thông số quan trọng xác định tỉ số nén, tránh pittông va đập với các xupap. Nếu chiều dài thanh truyền quá ngắn thì không thể định lại kích thước cho lỗ đầu to được.
Trước khi đo, cần siết chặt nắp theo yêu cầu và định vị thanh truyền. Thanh truyền được kẹp chặt trong ngàm kẹp thích hợp với đệm lót mềm để tránh xoay hoặc uốn cong. Nắp thanh truyền cần được kẹp chặt để không thể dịch chuyển trong khi gia công (mài). Điều này cũng sẽ đảm bảo sự thẳng hàng của các bu lông thanh truyền theo các lỗ và sự tiếp xúc hợp lý giữa các bề mặt lắp ghép, diện tích tiếp xúc phải lớn hơn 80%. Diện tích tiếp xúc có thể kiểm tra bằng chất nhuộm màu trên các bề mặt tương ứng.
Các lỗ đầu thanh truyền được gia công bằng phương pháp khoét, doa hoặc mài khôn. Đá mài được chọn phải mài được đến độ bóng 70 m hoặc chính xác hơn.
Khi gia công lỗ các đầu thanh truyền cần phải đảm bảo tâm lỗ nằm trong một mặt phẳng. Sai số về khoảng cách hai tâm phải nhỏ hơn 0,2 mm, độ côn và độ ô van của lỗ không lớn hơn 0,03 mm.
d. Sửa chữa và gia công bạc đầu nhỏ và bạc đầu to của thanh truyền Bao gồm: ép bạc đầu nhỏ của biên chính và biên phụ hoặc bạc đầu dưới của
biên phụ, thay thế bạc đầu nhỏ và máng đệm đầu to, khoét máng đệm và bạc đầu trên của thanh truyền.
Khi bạc đầu to và đầu nhỏ thanh truyền bị hao mòn vượt quá giới hạn, có thể gia công lại bằng thiết bị khoét hoặc doa. Khi bạc không còn khả năng sửa chữa, cần ép bạc ra khỏi thanh truyền, thay bạc mới và gia công tới kích thước phù hợp.
Việc ép bạc đầu trên của biên chính và biên phụ (nếu có) hoặc bạc đầu dưới của biên phụ (nếu có) được tiến hành bằng phương pháp gia công áp lực hoặc đốt nóng thanh truyền trong lò điện hay trong thùng dầu đến nhiệt độ 120-170 oC, sau đó tiến hành ép bạc mới vào lỗ đầu trên của thanh truyền. Độ dôi của bạc và lỗ là 0,072-0,052 mm, tốc độ ép khoảng 5 mm/giây.

Cnsc.239
Bạc đầu nhỏ phải được doa trong dụng cụ được định vị thích hợp để bảo đảm chiều dài chính xác giữa các tâm, ngoài ra cũng có thể đánh bóng lỗ đầu nhỏ theo kích thước sửa chữa.
Kiểm tra khe hở làm việc giữa ổ đỡ thanh truyền và cổ biên trục khuỷu bằng phương pháp tương tự phương pháp kiểm tra khe hở làm việc của các ổ đỡ cổ trục chính.
Sau khi ép bạc và lắp máng đệm, tiến hành gá thanh truyền lên máy khoét chuyên dùng và khoét theo chế độ gia công sau: tốc độ quay của trục dao 2000 vòng/phút, lượng dịch dao 0,02-0,04 mm/vòng. Tiếp theo tiến hành vát mép của bạc máng đệm và doa mép.
4. Phương pháp kiểm tra sau khi sửa chữa Thanh truyền sau khi sửa chữa phải bảo đảm các yêu cầu sau: - Sai số cho phép về khoảng cách giữa tâm lỗ bạc đầu nhỏ và tâm lỗ đầu to
của thanh truyền không lớn hơn 0,2 mm; - Độ không song song và độ xoắn của tâm lỗ bạc đầu nhỏ và tâm lỗ đầu to
không lớn hơn 0,15 mm/200 mm; - Độ côn và ô van của lỗ bạc không cho phép lớn hơn 0,02 mm.
Sau khi sửa chữa xong, thanh truyền được phân theo các nhóm. Sự chênh lệch về trọng lượng của các thanh truyền trong một nhóm cùng cấp sửa chữa không được quá 10 gam.
Sau khi đã lắp các chi tiết của thanh truyền gồm bạc, nắp thanh truyền, bulông, phải kiểm tra khoảng cách giữa tâm đầu nhỏ và tâm đầu to. Khoảng cách này không được sai lệch quá 0,07mm trên chiều dài 100mm so với kích thước thiết kế.
Hình 6.14. Dụng cụ chuyên dùng để doa lỗ đầu to
thanh truyền
1. Chốt định tâm; 2. Ống tựa; 3. Đĩa kẹp; 4. Vỏ; 5. Máng kẹp; 6. Chốt tựa.

Cnsc.240
Phải đảm bảo để bề mặt tiếp xúc giữa thân và nắp thanh truyền nằm trong cùng một mặt phẳng với đường tâm của bạc đầu to, đồng thời mặt phẳng ấy phải vuông góc với mặt phẳng nằm ngang của tâm thân thanh truyền. Sau đó cần kiểm tra lại đường dẫn dầu, lỗ phun, miệng phun để đảm bảo dầu được bôi trơn tốt.

Cnsc.240
6.1.3. Sửa chữa ổ đỡ cổ trục và bạc lót 1. Hao mòn các hư hỏng của ổ đỡ Kết cấu của một số loại bạc trục khuỷu động cơ đầu máy diezel sử dụng ở
Việt Nam được giới thiệu trên các hình 6.15 - 6.19.
Nguyên nhân hao mòn ổ đỡ có thể được chia thành bốn nhóm chính: bụi (45%), chất bôi trơn (25%), vận hành và lắp đặt (15%), phản ứng bề mặt (15%).
Trong quá trình sử dụng, các phần bề mặt lớp chì-thiếc bị mòn. Các vệt mòn tập trung về phía tâm ổ đỡ do đường kính ổ đỡ lớn hơn so với đường kính trục.
Phần cổ trục khuỷu bị mòn côn, bị lồi lõm… có thể gây ra sự hao mòn bất thường cho ổ đỡ và làm giảm rõ rệt tuổi thọ động cơ.
Hư hỏng ổ đỡ thường là do có các hạt mài trong dầu bôi trơn. Các hạt mài có thể phát sinh từ các bộ phận chuyển động của động cơ, do bảo quản hoặc xử lý chất bôi trơn không tốt, do bơm dầu, hoặc do các nguyên nhân khác.
Trong quá trình làm việc trục khuỷu có thể bị biến dạng đàn hồi, bị cong, xoắn v.v… và do tất cả những yếu tố nói trên, điều kiện ma sát ướt giữa cổ trục và bạc lót không được đảm bảo.
Nếu điều kiện ma sát ướt không đảm bảo thì trong quá trình làm việc, cổ trục khuỷu và bạc lót có những lúc tiếp xúc trực tiếp với nhau, do đó tại chỗ tiếp xúc tải trọng đơn vị tăng lên và nhiệt độ cũng tăng lên làm ảnh hưởng tới điều kiện bôi trơn và mài mòn tăng lên.
Hình 6.15. Bạc cổ trục động cơ đầu máy D9E
A- A
B-B

Cnsc.241
.
Hình 6.16. Bạc cổ biên động cơ đầu máy D9E
Hình 6.17. Bạc cổ trục số 1,2,3,5,6 động cơ đầu máy D13E

Cnsc.242
Hình 6.18. Bạc cổ trục số 7 động cơ đầu máy D13E
Hình 6.19. Bạc cổ biên động cơ đầu máy D13E
Lượng mòn hướng kính lớn nhất của cổ biên trục khuỷu nằm về phía đối diện với đường tâm trục khuỷu. Lượng mòn lớn nhất và nhỏ nhất của cổ biên trục khuỷu có thể chênh lệch nhau 5 - 7 lần. Đặc tính mòn của bạc ngược hẳn với đặc tính mòn của cổ biên. Chỗ mòn nhiều nhất là phần giữa nửa trên, còn nửa dưới thì mòn không đáng kể.
Độ mòn không đều trên chiều trục của cổ biên và cổ trục là do kết cấu trục khuỷu ở một số động cơ do thanh biên không đối xứng, vì vậy lực tác dụng lên cổ biên không đều, nơi chịu lực lớn sẽ mòn nhiều hơn và ngược lại. Căn cứ vào sự bố trí không giống nhau và độ lệch của biên, phần mòn nhiều nhất sẽ sinh ra ở phần đầu cổ trục hoặc phần sau cổ trục.
Hư hỏng ổ đỡ do tiếp xúc giữa mặt dưới ổ đỡ và lỗ: Các hạt mài còn lại giữa mặt dưới ổ đỡ và lỗ lắp ổ trong quá trình lắp ráp sẽ làm cho ổ đỡ không tựa chắc chắn lên bề mặt lỗ. Điều này làm giảm khe hở, phá sinh nhiệt cục bộ và tăng sự mài mòn của ổ đỡ. Các hạt lớn có thể phá hoại ổ đỡ cùng với trục, đặc biệt khi chúng tập trung ở khu vực chịu tải.
Sự lắp đặt nền ổ đỡ không chuẩn xác: Độ lệch này có thể làm cho ổ đỡ bị méo và trượt trong lỗ chốt khuỷu. Các nền ổ đỡ bị lỏng do lực siết không thích hợp khi lắp đặt, sẽ làm cho ổ đỡ trở nên không tròn, làm tăng ma sát và tỏa nhiệt không đủ, do đó ổ đỡ và trục sẽ bị hư hỏng. Mặt lưng hư hỏng thường có những vệt bóng hoặc mòn bất thường. Sự lắp đặt thanh truyền không chính xác sẽ làm lệch ổ đỡ và gây hư hại, ổ có thể bị nứt gẫy ở lỗ dầu.
Hư hỏng ổ đỡ do quá tốc độ và chạy không tải quá lâu: Khi quá tốc độ, tải ổ đỡ tăng lên làm giảm màng dầu, xuất hiện sự tiếp xúc kim loại -kim loại, nửa dưới
2loã

Cnsc.243
của ổ đỡ thanh truyền và nửa trên của ổ đỡ chính sẽ bị mòn rõ rệt. Chạy không tải quá lâu cũng có thể làm hư hỏng ổ đỡ, tuy nhiên hiện tượng này thường ít xảy ra.
Hư hỏng ổ đỡ do khởi động: Cần khoảng 15 đến 30 giây sau khi động cơ khởi động để dầu tạo đủ áp suất trong hệ thống bôi trơn, cung cấp cho các bộ phận. Nếu trong khoảng thời gian này, tốc độ động cơ vượt quá 1000 vòng/phút, các ổ đỡ có thể bôi trơn không đầy đủ. Tốc độ bề mặt cao, sự bôi trơn không đầy đủ, và tải cao, sẽ làm cho bề mặt ổ đỡ bị xước. Nếu tiếp tục khởi động, ổ đỡ thanh truyền sẽ bị xuống cấp và hư hỏng. Vấn đề này có thể khắc phục bằng cách sử dụng bơm bôi trơn sơ bộ. Hư hỏng ổ đỡ do thiếu bôi trơn: Nhiều điều kiện có thể đưa đến sự bôi trơn không đủ cho các ổ đỡ hoặc các bộ phận chuyển động khác. Sự hư hỏng có thể từ bị mài mòn nhẹ đến hủy hoại hoàn toàn ổ đỡ. Dầu bôi trơn bị pha với nhiên liệu, do đó bị giảm độ nhớt, có thể được coi là sự bôi trơn không đủ. Hư hỏng ổ đỡ do chất làm mát lẫn vào chất bôi trơn: Nguyên nhân sự rò rỉ chất làm mát lọt vào dầu đôi khi rất khó xác định do sự rò rỉ này có thể xuất phát từ các đệm kín ở đầu xylanh, sự hư hỏng đệm kín ống lót xylanh, hư hỏng bộ làm mát dầu, lắp đặt các ống phun không chuẩn xác, hư hỏng các đệm kín ở buồng đốt trước, do các vết nứt ở đầu xylanh hoặc blốc xylanh.
Khi chất bôi trơn có màu xám hoặc màu sữa tức là có thể bị nhiễm chất làm mát. Chất chống đông trong chất bôi trơn sẽ tạo ra tạp chất dạng keo. Hư hỏng ổ đỡ do lệch hàng: Khi ta thấy ổ đỡ mòn quá mức, nguyên nhân có thể do trục khuỷu bị cong. Khi có dạng mòn này, các lỗ ổ đỡ chính của blốc xylanh cần phải được kiểm tra về độ thẳng hàng và kiểm tra cả trục khuỷu. Hư hỏng ổ đỡ do phản ứng bề mặt: Hư hỏng ổ đỡ do dòng điện phân sẽ biểu hiện bằng các vết lõm nhỏ và các vệt đều đặn trên bề mặt. Sự hư hỏng ổ đỡ do dòng điện có thể xuất phát từ các bộ phận kích hoạt dòng điện như động cơ điện, công tắc, rơ le, v.v...
Ăn mòn hóa học: dạng hư hỏng này thường có dấu hiệu gồm các vết nhỏ, biến màu, sự nhám bề mặt, các vết nứt mỏi, do các hóa chất ở dạng khí trong không khí ô nhiễm.
Ăn mòn dạng hốc: sự tạo hốc trong màng dầu (sự sước màng dầu) có thể gây ra các hốc ăn mòn cục bộ trên các ổ đỡ. Dạng hư hỏng này chỉ xảy ra trên lớp bề mặt, không ảnh hưởng đến lớp đồng, nhôm hoặc đồng thau.
2.Kiểm tra ổ đỡ và bạc lót Kiểm tra trạng thái và kích thước, xác định vết nứt, vết tróc, vết rỗ, vết cháy,
vết ăn mòn; xác định độ mòn và đặc trưng hao mòn như độ ôvan, độ côn, độ tang trống, độ yên ngựa, v.v...
3. Sửa chữa bạc lót Bạc ổ đỡ chính (phần nửa dưới) nếu có các khuyết tật sau thì phải thay thế: - Lớp hợp kim chống mòn bị nứt, vỡ hoặc bị tróc; - Bạc bị mòn quá lớn hoặc mòn không đều làm tăng độ ôvan, không đảm bảo
khe hở hướng tâm giữa bạc và cổ trục trong phạm vi 0,2-0,35mm; - Bạc bị rỗ lỗ chỗ hơn 29% bề mặt tiếp xúc.

Cnsc.244
Khi lắp trả lại bạc cũ hoặc thay bạc mới phải kiểm tra khe hở của bạc và cổ trục, khe hở phải nằm trong giớ hạn 0,2-0,35mm. Sau khi lắp phải siết các bulông nắp ổ đỡ với mômen xiết 92-106 kG.m.
Bạc biên nếu có các khuyết tật sau đây thì phải thay thế: - Lớp hợp kim chống mòn bị tróc hoặc bị nứt vỡ; - Lớp hợp kim chống mòn bị mòn quá trị số cho phép hoặc mòn không đều
không đảm bảo khe hở giữa bạc và ngõng biên là 0,11-0,31mm; - Bị rỗ quá 30% bề mặt làm việc. Nếu bạc trục, bạc biên hao mòn thì tiến hành doa lại; khi gia công cổ trục, cổ
biên thì phải thay bạc mới có cốt sửa chữa tương ứng.Trước khi lắp trả bạc cũ hay thay bạc biên mới đều phải đánh bóng lại ngõng biên để tẩy nhẵn bề mặt.
Một số hạn độ hao mòn và tiêu chuẩn lắp ghép của trục khuỷu và ổ đỡ động cơ đầu máy D9E và D13E được cho trong các bảng 6.2-6.3.
6.1.4. Lắp ráp trục khuỷu 1. Đo khe hở của ổ đỡ Trước khi lắp ráp trục khuỷu cần phải đo khe hở của ổ đỡ với trục khuỷu. Để
kiểm tra khe hở của ổ đỡ với cổ trục, trước hết cần lắp các ổ đỡ và xiết chặt các bulông theo đúng lực yêu cầu. Sau đó dùng đồng hồ để đo đường kính trong của các ổ đỡ ở sáu vị trí khác nhau và ghi lại kết quả. Tiếp theo dùng vi kế để đo đường kính các cổ trục khuỷu cũng ở sáu vị trí như khi đo ở ổ đỡ, ghi lại kết quả. Lấy kết quả đo được của ổ đỡ trừ đi kết quả đo được của cổ trục khuỷu ta sẽ được khe hở giữa ổ đỡ với cổ trục. So sánh kết quả đo được với khe hở trong hạn độ cho phép, nếu khe hở nằm trong giới hạn cho phép thì trục khuỷu đạt được yêu cầu sửa chữa. Nếu không nằm trong giới hạn cho phép thì cần phải phải sửa chữa lại trục khuỷu.
Khe hở của ổ đỡ còn có thể đo bằng cách dùng thanh nhựa hoặc dây chì chuyên dùng. Tháo ổ đỡ chính hoặc nắp thanh truyền, làm sạch tất cả các chất bôi trơn và để lộ ổ trục khuỷu, sau khi đặt chiều dài thích hợp của thanh nhựa hoặc dây chì qua bề mặt ổ đỡ, tiến hành lắp đai ốc, hoặc bulông và siết chặt theo yêu cầu. Sau khi đã lắp chính xác, dây chì hoặc thanh nhựa sẽ bị dát mỏng theo đúng chiều rộng của khe hở giữa vành ổ đỡ và ngõng trục. Khi sử dụng dây chì ta tháo ổ đỡ và nhẹ nhành gỡ dây chì ra, đo chiều dày dây chì bằng vi kế. Nếu sử dụng thanh nhựa, không cần tháo thanh này, một thước vạch được dùng để đo chiều dày lớn nhất của thanh nhựa bị dát mỏng.
2. Lắp ráp trục khuỷu Mỗi khi lắp ráp trục khuỷu mới hoặc trục đã mài lại lên động cơ, đều phải sử
dụng các ổ đỡ mới và các vòng chặn mới.
Kích thước ổ đỡ phải tương thích với kích thước các cổ trục và cổ biên của trục khuỷu, và kích cỡ các vòng chặn được ghi trên trục khuỷu. Cách chính xác nhất để đo kích thước này hoặc xác định độ hao mòn là đo các vòng ngoài bằng vi kế, so sánh kết quả với các yêu cầu kỹ thuật.
Để lắp bánh răng lên trục khuỷu, cần bôi dầu bôi trơn áp suất cao lên trục ở vị trí bánh răng, lắp then bánh răng và nung nóng bánh răng trục khuỷu đến 200 oC,

Cnsc.245
định vị chính xác vị trí rãnh then bánh răng với then đó, sử dụng đúng dụng cụ và thao tác nhanh khi lắp bánh răng lên trục để tránh sự co ngót bánh răng do bị nguội.
Để lắp các ổ trục chính, cần tháo các nắp ổ đỡ, đặt chúng theo thứ tự trên bề mặt khối blốc xylanh đã làm sạch. Lần lượt tháo vành ngoài ổ đỡ mới ra khỏi bao bì và lắp đặt chúng theo thứ tự, trước khi lắp cần kiểm tra kỹ các vành này, tránh bụi, hạt mài hoặc dầu mỡ. Lắp vành ngoài phía trên (vành có lỗ dầu và rãnh), sau đó lắp vành dưới (không có lỗ dầu hoặc rãnh). Cần bảo đảm các vành này khớp với vị trí các lỗ dầu ăn khớp và bảo đảm tất cả các lỗ dầu thẳng hàng, do các lỗ này không được khoan với góc như nhau, không được dùng chất bôi trơn giữa vành và ổ đỡ.
Bảng 6.2. Một số hạn độ hao mòn và tiêu chuẩn lắp ghép của trục khuỷu và ổ đỡ động cơ đầu máy D9E
TT Tên gọi các chi tiết Kích thước nguyên thuỷ
(mm)
Hạn độ sửa chữa cấp Ky
(mm)
Hạn độ loại bỏ (mm)
1 Đường kính cổ trục chính 146,02-146,05 145,46 <144,50
2 Đường kính ngõng biên 126,97-127,00 126,66 <125,50
3 Độ méo và độ côn của cổ trục chính và ngõng biên 0,02-0,08 0,10 >0,15
4 Độ mòn cho phép của cổ trục chính 0,38 >0,38
5 Độ mòn cho phép của ngõng biên 0,254 >0,254
6 Độ dơ dọc trục của trục khuỷu 0,2-0,53 0,65 >0,89
7 Khe hở hướng tâm giữa cổ trục chính và ổ đỡ 0,127-0,2 0,2-0,25 >0,38
8 Khe hở giữa ngõng biên và bạc biên 0,11-0,183 0,20 >0,31
9 Độ ôvan và độ côn của cổ trục và cổ biên. 0,02-0,08 0,1 >0,15
10 Khe hở giữa cổ trục và bạc cổ trục. 0,127-0,2 0,2-0,25 >0,38
11 Độ đảo của cổ trục chính trên toàn bộ chiều dài của trục khuỷu
0,06-0,08 0,1 >0,12
Bảng 6.3. Một số hạn độ hao mòn và tiêu chuẩn lắp ghép
của trục khuỷu và ổ đỡ động cơ đầu máy D13E

Cnsc.246
TT Tên gọi các chi tiết Kích thước
nguyên thuỷ (mm)
Hạn độ sửa chữa cấp Ky
(mm)
Hạn độ loại bỏ (mm)
1 Đường kính cổ trục chính 215,85-215,90 <214,3
2 Đường kính ngõng biên 152,35-152,14 <150,85
3 Độ méo và độ côn của cổ trục chính và ngõng biên 0,00 0,05 >0,1
4 Khe hở dọc trục của trục khuỷu 0,20-0,50 0,85 >0,85
(1) (2) (3) (4) (5) 5 Khe hở hướng kính giữa cổ
trục và bạc trục 0,13-0,20 0,30 >0,35
6 Khe hở hướng kính giữa ngõng biên và bạc biên 0,11-0,18 0,25 >0,30
7 Độ đảo của cổ trục trên toàn chiều dài trục khuỷu 0,04-0,06 _ >0,1
8 Đường kính trong mặt trục 216,03-216,05 216,2 _
9 Độ ôvan và độ côn của cổ trục và cổ biên. 0,02-0,03 0,05 _
10 Độ dôi lắp ghép then hãm bánh răng trục khuỷu. 0,000-0,0127 _ _
11 Khe hở cạnh bánh xe răng 0,178-0,584 _ _
Nếu các bề mặt chặn đã được mài bóng, chúng cần được đánh dấu trên trục
khuỷu và các vành chặn phải trùng với các dấu có sẵn trong khi lắp đặt. Ta lắp nửa trên của vành chặn trục khuỷu sau đó lắp nửa dưới, các phía có rãnh của vòng đệm chặn phải quay về phía bề mặt chặn của trục khuỷu để bảo đảm tính bôi trơn.
Làm sạch và bôi trơn các cổ biên trục khuỷu, các bề mặt tựa, các vòng chặn bằng chất bôi trơn do nhà sản xuất đề nghị. Đưa trục khuỷu vào vị trí, chỉnh thẳng hàng các dấu thời chuẩn và lắp vào các ổ đỡ chính, sau đó lắp các nắp ổ đỡ, bôi trơn các ren bulông lục giác nếu cần thiết. Siết chặt các bulông này theo các lực siết yêu cầu, sau đó kiểm tra sự quay của trục khuỷu.
Khi lắp ráp cần đảm bảo: - Độ đảo của đầu bánh đà không quá giới hạn cho phép (chẳng hạn đối với
động cơ đầu máy D9E là 0,15mm); - Độ giơ dọc trục phải nằm trong phạm vi cho phép (chẳng hạn đối với đông
cơ đầu máy D9E là 0,2-0,65 mm). Sau khi lắp trục khuỷu vào động cơ, kiểm tra độ đảo của trục theo đúng hạn
độ qui định, nếu không đạt yêu cầu phải kiểm tra và điều chỉnh lại.

Cnsc.247
3. Kiểm tra độ đồng tâm giữa trục khuỷu động cơ và trục máy phát điện chính trên đầu máy D9E
Đo độ giơ ở đầu trục khuỷu Đo độ giơ ở đầu trục khuỷu có thể kiểm tra bằng thước chuẩn hoặc đồng hồ
so. Độ giơ trung bình khoảng 0,20-0,53 mm, nếu độ giơ rơ lớn hơn 0,89 mm (đối với động cơ đầu máy D9E) thì loại bỏ để kiểm tra. Dùng búa mềm gõ lên một phía bề mặt tựa của trục khuỷu, lắp các thước chuẩn với các chiều dày khác nhau vào giữa bề mặt chặn của trục khuỷu và vòng đệm chặn. Khi sử dụng đồng hồ so, cũng đẩy trục khuỷu về một phía, lắp đồng hồ so vào vị trí và chỉnh về 0, sau đó đẩy trục khuỷu theo hướng đối diện và đọc kết quả đo trên đồng hồ.
Kiểm tra độ đồng tâm
Độ đồng tâm của cụm động cơ máy phát được kiểm tra bằng cách đo độ lệch các cổ biên thứ nhất của trục khuỷu nằm trước mặt khớp nối máy phát điện. Khi kiểm tra cũng như điều chỉnh, nhiệt độ của động cơ máy phát điện phải tương dương với nhau. Việc kiểm tra được tiến hành như sau:
1. Mở nắp quan sát phía sau ở mỗi bên khối động cơ;
2. Vặn trục giảm sức nén đến vị trí xả áp suất; 3. Lắp đồng hồ so giữa các đối trọng khuỷu số 6 của trục khuỷu, đồng hồ phải
có độ chính xác cao và chỉ được tới 0,02-0,03 mm. Đầu trụ đồng hồ phải đặt gần tâm đối trọng cách cạnh ngoài một khoảng d = 12-13 mm, đồng hồ phải được tải căng trước để đảm bảo các số chỉ chính xác và khỏi tuột rơi xuống;
4. Quan sát và ghi lại những chỉ số trên đồng hồ khuỷu số 6 nằm ở các vị trí sau:
a. Ở khoảng 60 góc sau đường tâm thẳng điểm chết dưới (ĐCD) (hình 6.20a) lúc này điều chỉnh đồng hồ tới chỉ số 0 (không để đồng hồ chạm biên);
b. Ở khoảng 900 góc trước điểm chết trên (ĐCT), ngõng trục khuỷu nằm ngang về phía phải động cơ (hình 6.20b);
c. Ở ĐCT đồng hồ phải chỉ 0,1-0,15 mm (hình 6.20c);
d. Ở khoảng 900 sau ĐCT, ngõng trục nằm ngang về phía trái của động cơ (hình 6.20d). Ở các vị trí 6.20b và 6.20d đồng hồ phải chỉ không sai lệch nhau quá 0,025 mm;
e. Ở khoảng 60 trước điểm chết dưới (hình 6.20e) đồng hồ phải chỉ không sai lệch nhau quá 0,013mm so với ở điểm a (không để đồng hồ chạm biên).
Nếu các số đo được của đồng hồ không nằm trong phạm vi qui định trên thì phải đặt máy lại.
a) b) c)
d) e)

Cnsc.248
Hình 6.20. Sơ đồ chỉ tâm động cơ diesel- máy phát điện chính đầu máy D9E

Cnsc.248
6.2. Sửa chữa các chi tiết nhóm pittông-xécmăng-xylanh
ðặc tính kỹ thuật nói chung và một số thông số cơ bản của các chi tiết nhóm pittông-xécmăng-xylanh ñộng cơ ñầu máy D9E, D12E, D13E và D18E ñang sử dụng ở Việt Nam ñược cho trong bảng 6.4.
Kết cấu các loại pittông nói trên ñược thể hiện trên các hình 6.21–6.25.
Bảng 6.4. ðặc tính kỹ thuật một số
ñộng cơ ñầu máy diezel sử dụng ở Việt Nam
TT
ðặc tính kỹ thuật
D9E D12E D13E D18E
(1) (2) (3) (4) (5) (6)
1 Nước chế tạo Mỹ CH Séc Ấn ðộ Bỉ
2 Năm chế tạo - 1985 1983 1983
3 Năm sử dụng tại VN
1963 1986 1985 1984
4 Loại ñộng cơ dizel
Caterpilla D398
K6S
230 DR
ALCO 251-D
CKL-8TR 240
CO
5 Công suất ñịnh mức (ML)
900 1200 1300 1800
6 Vòng quay ñịnh mức (v/ph)
1365 1150 1100 1000
7 Vòng quay không tải (v/ph)
450 500 400 500
8 Số kỳ ñộng cơ 4 4 4 4
Xylanh
9 Số xi lamh 12 6 6 8
10 Cách bố trí xylanh
V ⊥ ⊥ ⊥
11 ðường kính trong (mm)
158,75 +0,04 230,00+0,046 228,56 241,30
12 ðường kính ngoài, mm
184,00 274 260,45 270,00
13 Chiều dài, mm 382,00 538,00 560,00 610,00
Pittông

Cnsc.249
14 Hành trình pittông (mm)
203,20 260,00 266,70 304,80
(1) (2) (3) (4) (5) (6)
15 ðường kính pittông, mm
157,65 -0,07 230,00 -0,05 226,51+0,08 241,30
16 Chiều dài pittông, mm
208,00 296,00 309,00 346,50
17 Số rãnh pittông 3 4 5 4
Xécmăng
Xécmăng lửa
18 Số lượng 1 - 1 -
19 ðường kính ngoài, mm
158,75-0,02 - 228,56-0,02 -
20 ðường kính trong, mm
144,75+0,02 - 212,56 ± 0,02 -
21 Khe hở miệng, mm
0,63+0,02 - 0,76+0,02 -
Xécmăng khí
22 Số lượng 1 3 2 3
23 ðường kính ngoài, mm
158,75-0,02 - 228,56-0,02 241,35
24 ðường kính trong, mm
146,35 ± 0,03 - 212,56 ± 0,05 233,15
25 Khe hở miệng, mm
0,58 1,10-1,50 0,76+0,02 0,80
Xécmăng dầu
26 Số lượng 1 1 2 1
27 ðường kính ngoài, mm
158,75-0,02 230,00 ± 0,05 228,56-0,02 241,35
28 ðường kính trong, mm
149,75 ± 0,05 222,10+0,02 210,56 ± 0,05 233,15
29 Khe hở miệng, mm
0,43+0,02 0,9-1,2 0,76+0,02 0,80
6.2.1. Sửa chữa pittông

Cnsc.250
1. Các hư hỏng thường gặp
Pittông thường ñược chế tạo từ hợp kim nhôm, thép hoặc gang hợp kim. Kết cấu của pittông khá ña dạng nhưng chúng ñều có những hư hỏng chính giống nhau.
Thân pittông bị mòn theo ñường sinh, có dạng ôvan theo mặt cắt ngang và dạng côn theo chiều dài pittông; lỗ chốt pittông bị mòn côn và ôvan, mặt trên và mặt dưới của lỗ pittông bị mòn nhiều hơn.
Rãnh xécmăng trên thân pittông bị mòn, rãnh phía trên bị mòn nhiều nhất, do áp lực và nhiệt ñộ khí cháy lớn tác dụng trực tiếp.
Pittông còn bị rạn nứt, cào xước do những nguyên nhân ngẫu nhiên như: thiếu nước làm mát, thiếu dầu bôi trơn, gãy xécmăng, v.v...
khe hở hướng kính giữa pittông và xilanh
C
A
C
+0,03
A
B 6,2 +0,05 +0,03
-0,07 -0,23
16 +0,05 +0,03 2,5 7
∇ -0,23
+0,075 +0,05 3,3 ∇ 4
∇ 6 -0,23
-0,07
B
56
30°
17 16 41
Φ
62,225
Φ 66,25
I
Φ 158,25
Φ 20
131,62
Φ 158,1 Φ 135,85
Φ 149,8 61
Φ 148,85
R10
R3
R3
R3
R5
0,2 0,5 >0,51
Φ 157,65 < Φ 157,65
Φ 158,25 < Φ 158,45 -0,07
R30
∇ 4
∇ 4
∇ 6
∇ 6
7
11 2

Cnsc.251
Hình 6.21.Kết cấu pittông ñộng cơ ñầu máy D9E

Cnsc.252
Hình 6.22. Kết cấu pittông ñộng cơ ñầu máy D13E
Hình 6.23. Kết cấu pittông ñộng cơ ñầu máy D13E

Cnsc.253
Hình 6.24. Kết cấu pittông ñộng cơ ñầu máy D18E
241,3
18
1,6
34
6,9
R25
R12
3,15
Ø98,5
+0,
35
Ø95
+0,
012
-0,0
23
R44
R15 5
60°
Ø171±1
Ø122±1

Cnsc.254
Hình 6. 25. Kết cấu pittông ñộng cơ ñầu máy D12E 2. Kiểm tra píttông
Khi kiểm tra khuyết tật nên kiểm tra trước bằng mắt thường nhằm nhanh chóng phát hiện những khuyết tật lớn ñể sớm loại bỏ những píttông không thể phục hồi. Sau ñó kiểm tra lại bằng phương pháp dò khuyết tật màu ñể phát hiện những vết nứt tế vi.
Kiểm tra ñộ côn, ñộ ôvan, ñộ sai lệch về trọng lượng, ñường kính ñỉnh, thân, ñuôi píttông, ñường kính lỗ ắc píttông, dung sai cho phép của lỗ ắc, ñộ lệch tâm của lỗ chốt và tâm píttông, khoảng cách từ tâm lỗ chốt ñến ñỉnh píttông, ñộ không vuông góc của xécmăng với ñường kính ngoài của ñầu píttông, ñộ không song song mặt ngoài phần ñầu píttông và mặt ñáy rãnh xécmăng bằng các dụng cụ chuyên dùng.
3. Sửa chữa pittông a. Sửa chữa thân pittông
Nếu phát hiện pittông phạm vào các khuyết tật sau thì phải loại bỏ hoàn toàn ñể thay mới cho ñộng cơ:
- Có vết nứt ở bất kỳ kích thước,vị trí nào;
- Có vết cháy lõm trên bề mặt buồng cháy sâu quá 1mm và diện tích quá 2 cm2;
- Rãnh xécmăng của pittông bị mòn quá giới hạn;
- ðường kính ñỉnh và ñuôi pittông bị mòn quá giới hạn.
Chỉ ñược phép sử dụng lại các pittông có vết nứt chân chim ở mép lỗ bulông chịu nhiệt nhưng chiều dài không quá 40 mm và không quá 2 vết cách nhau dưới 20 mm.
Khi thay pittông mới ta dựa vào ñường kính xylanh ñể chọn pittông và phải ñảm bảo chênh lệch về trọng lượng giữa các pittông theo ñúng quy ñịnh. Pittông sau khi ñược làm sạch trong dầu hoả và lắp xécmăng, có thể sử dụng xécmăng cũ nếu ñảm bảo khe hở hoặc thay xécmăng mới và chọn bề dầy theo rãnh pittông mới sao cho ñảm bảo khe hở quy ñịnh.
Do giữa pittông và bề mặt làm việc của xylanh có khe hở hướng kính nên các kích thước này của pittông ít bị hao mòn. Chỉ trừ phần ñuôi pittông là có thể bị mòn do chốt bị mòn nhiều vì nhiệt ñộ khí cháy làm pittông dãn nở, hoặc bạc ñầu nhỏ thanh truyền bị mòn nên trong quá trình làm việc ñuôi pittông sẽ bị cọ vào thành trong của xylanh dẫn ñến bị mòn do ma sát. Khi ño ta phát hiện kích thước bị mòn so với kích thước nguyên hình. Có thể tiến hành sửa chữa phục hồi như sau bằng phương pháp hàn ñắp hồ quang.
ðể tránh pittông bị biến dạng trong quá trình hàn, ñầu tiên phải nung nóng pittông ñến 250 ÷ 3000C và dùng que hàn có thành phần tương tự như kim loại chế tạo pittông, có ñường kính 10 ÷ 20mm, chiều dài 300 ÷ 350mm. Khi hàn di chuyển que hàn theo hình lưỡi liềm dọc theo vùng hàn và có chiều rộng 30 ÷ 40 mm. Cứ thế tiến hành hàn ñắp toàn bộ vùng cần hàn.

Cnsc.255
Khi hàn xong pittông ñược làm nguội chậm ñể khử ứng suất dư trong quá trình hàn.
Cuối cùng lắp pittông lên ñồ gá chuyên dùng ñể tiến hành gia công lại. Các buớc gia công như sau: ñầu tiên tiện lại, sau ñó mài tinh và cuối cùng là ñánh bóng lại phần thân, ñỉnh pittông. Trong khi tiện pittông cần ñể lại lượng dư gia công khoảng 0,01 ÷ 0,02mm.
Khi ñã xong các công ñoạn trên, kiểm tra lại ñộ song song và vuông góc cho lỗ chốt so với ñỉnh và thân pittông, nếu không vượt quá 0,05mm thì ñạt yêu cầu, còn nếu vượt quá giới hạn ñó thì tiến hành gia công lại.
b. Sửa chữa rãnh xécmăng
Thường rãnh xécmăng lửa bị mòn nhiều nhất do trong quá trình làm việc chịu áp lực khí cháy lớn nhất, ñiều kiện bôi trơn kém nhất. Các rãnh xécmăng trên thân pittông bị mòn có thể khôi phục lại bằng phương pháp hàn, có thể dùng hàn ñiện hay hàn hơi. Tiến hành hàn bằng máy hàn hồ quang tương tự như hàn ñắp thân pittông. Trước khi hàn, những chỗ không cần hàn ñược bịt kín lại bằng ñất sét hoặc cao lanh, ñốt nóng lên 3000 ÷ 5000C trong lò ñiện, sau ñó mới tiến hành hàn. Vật liệu ñể hàn thường là vật liệu những pittông hỏng ñúc thành que hàn ñường kính 8 ÷ 10mm dài 300 ÷ 350mm. Cũng có thể sử dụng nhôm silic mác AK4, AK6 kéo thành sợi ñể hàn.
Khi hàn ñắp bằng hàn hơi, người ta sử dụng ngọn lửa hàn trung tính. Hàn ñắp bằng hàn ñiện có thể sử dụng hàn trong môi trường khi cacbônic bảo vệ hay lớp thuốc hàn bảo vệ mã hiệu Aφ4.
Khi hàn phải giữ nhiệt cho pittông, sau ñó làm nguội từ từ trong tủ sấy. Sau khi hàn xong ta phải tiến hành gia công cơ khí. ðối với pittông chế tạo từ gang ta không tiến hành sửa chữa bằng phương pháp hàn.
Sau khi hàn ñắp xong phải tiện lại, mài và ñánh bóng.
c. Sửa chữa lỗ chốt pittông (khoét và doa lỗ chốt pittông)
Do chốt pittông có thể xoay tự do trong lỗ chốt nên trong quá trình làm việc sẽ bị mòn côn và ôvan. Lỗ chốt pittông bị mòn người ta tiến hành doa rộng lỗ chốt pittông ñến kích thước sửa chữa và lắp lẫn với chốt pittông có kích thước phù hợp.
ðầu tiên chọn chốt pittông có kích thước phù hợp truớc sau ñó sẽ chọn kích thước cần sửa chữa cho lỗ chốt pittông. Khoét và doa lỗ chốt pittông ñược tiến hành trên máy tiện với ñồ gá chuyên dùng (hình 6.26).
Sau khi lắp pittông lên bệ gá chuyên dùng, sử dụng máy doa chuyên dùng, mũi dao có phần dẫn hướng lắp trong trục dao ñể ñảm bảo ñộ vuông góc và song song của lỗ chốt so với thân và ñỉnh pittông.
Khi khoét cần ñể lại lượng dư gia công cho gia công tinh, giới hạn lượng dư là 0,01 ÷ 0,02mm. Sau khi doa và làm bóng xong cần phải kiểm tra ñộ song song của lỗ chốt pittông với ñỉnh pittông, ñộ vuông góc của chốt pittông với ñỉnh thân pittông.

Cnsc.256
Yêu cầu cho phép về ñộ không song song và vuông góc không vượt quá 0,05mm/100mm. ðối với một số loại pittông có buồng cháy ñặc biệt, sau khi tiện và mài ñỉnh, người ta còn tiến hành ñánh bóng ñỉnh.
Khi tiến hành tiện mài hay ñánh bóng người ta sử dụng dụng cụ chuyên dùng (hình 6.27).
1. Thân gá; 2. Ống dẫn hướng; 3. Mặt tỳ; 4. Ống lót; 5. Ống ñệm; 6. Vòng hãm; 7. Ống ren; 8. Tay quay; 9. Chốt; 10. Giá ñỡ tĩnh; 11. Giá ñỡ ñộng.
Hình 6.26. Bàn gá ñể doa lỗ chốt píttông
4. Phương pháp nâng cao ñộ bền của pittông
ðể nâng cao tính năng chống mòn của rãnh pittông nhôm người ta dùng phương pháp gia công anôt trong dung dịch gồm: 180 ÷ 240g/lit H2SO4 và 10 ÷ 15g/lit Al2(SO4)3.

Cnsc.257
Hình 6.27. Dụng cụ chuyên dùng ñể ñánh bóng ñỉnh pittông a. Khi gia công trên máy tiện; b. Khi gia công mài và ñánh bóng.
1. Êcu kẹp chặt; 2. Thanh rút; 3. ðĩa kẹp; 4. Chốt; 5. Tấm ñánh bóng; 6. Dồ gá; 7. Trục chính; 8. Thân máy; 9. ðai truyền; 10. ðộng cơ ñiện.
ðầu gia công là dụng cụ chuyên dùng, mật ñộ dòng ñiện d = 2 ÷ 3,5A/dm2, thế hiệu 25 ÷ 35V, trong thời gian 2 ÷ 3phút. Sau ñó tiếp tục gia công anôt với mật ñộ dòng ñiện như cũ, thế hiệu 75 ÷ 120V trong thời gian 100 ÷ 140 phút. Do sử dụng gia công anôt nếu bề mặt rãnh có lớp ôxit nhôm dày 50 ÷ 100 µm, ñộ cứng lớp này lớn. Vì vậy gia công anôt nâng cao ñược ñộ bền và tính chống mòn của rãnh pittông.
Sau khi ñã nống xong ta tiến hành nhiệt luyện và mài trên máy mài vô tâm.
6.2.2. Sửa chữa chốt pittông
Chốt pittông thường ñược chế tạo bằng thép 45 hay thép hợp kim 40XH. Chốt pittông thường ñược nhiệt luyện bằng tôi cao tần hoặc xemantit, ñảm bảo ñộ cứng HRC = 58 ÷ 65.
1. Những hư hỏng của chốt pittông
Do trong quá trình làm việc chốt pittông quay tự do nên sẽ bị mòn ở chỗ lắp với bạc ñầu nhỏ thanh truyền và chỗ lắp với chốt pittông.Khi khe hở lắp ghép quá hạn ñộ sẽ gây ra va ñập trong cơ cấu pittông và thanh truyền làm tăng sự phá hỏng của sơ cấu.
2. Kiểm tra chốt pittông
Cần kiểm tra các kích thước sau:
- ðường kính chốt;
- ðộ ôvan và côn của chốt;
- ðộ giơ giữa chốt và lỗ chốt;
- Khe hở giữa chốt và bạc ñầu nhỏ thanh truyền.
2. Sửa chữa chốt pittông
a. Gia công (mài) chốt pittông ñến kích thước sửa chữa
Khi mài phải ñảm bảo chiều dày còn lại của lớp kim loại nhiệt luyện bên ngoài tối thiểu là 0,8mm. Người ta thường tiến hành trên máy mài tròn ngoài vô tâm.
b. Nống chốt

Cnsc.258
Chốt pittông mòn nhiều còn có thể khôi phục bằng cách nống chốt. ðể sửa chữa chốt bằng cách nống, phải nung nóng chốt ñến nhiệt ñộ 900 ÷ 9200C.
ðể tháo chi tiết ra một cách dễ dàng, cần phải cho dầu vào ñể bôi trơn cối và chày nống.
c. Mạ crôm hoặc mạ thép
Khi chốt pittông bị mòn ít, có thể dùng phương pháp mạ crôm cho chốt pittông trong bể mạ crôm loãng, sau ñó mài và ñánh bóng lại. Khi chốt bị mòn nhiều người ta sử dụng phương pháp mạ thép sau ñó nhiệt luyện, mài và ñánh bóng chốt.

Cnsc.257
6.2.3. Sửa chữa xécmăng
Kết cấu các loại xécmăng ñộng cơ ñầu máy diezel sử dụng ở Việt Nam ñược thể hiện trên các hình 6.28–6.34.
Hình 6.28. Xécmăng lửa ñộng cơ ñầu máy D9E
Hình 6.29. Xécmăng khí ñộng cơ ñầu máy
-0.02
-0.02
÷+0,02
+0.02A
7
3
A
A-A
0,63 0,86 2,03
TL 4:1
Φ144,75 Φ158,75
B -B
±0,03
B
÷
±0,03
-0,02
B
1,8
2,2
TL 4:1
6,2
5,2
0,58 0,91 1,6
Φ148,35
Φ146,35Φ15
8,75

Cnsc.258
D9E

Cnsc.259
Hình 6.30. Xécmăng dầu ñộng cơ ñầu máy D9E
Hình 6.31. Xécmăng khí ñộng cơ ñầu máy D12E
C - C
±0,02
±0,05
-0 ,02
÷+0,02
±0,02
C
XEÙC MAÊNG DAÀU ÑOÄNG CÔ D9E
1
1
14,5
TL4:1
0,43 0,76 1,6
Φ149,75
Φ156,75
Φ158,75
Φ153,75
R26
R2
13,92±0,15VAÙT CAÏNH
1,1 ÷ 1,5
45°
LAØM NHOÏN KHOÙAA
ATæ leä 5 : 1
BOÙP LAÏI ø230 h6
4,4
8+
0,0
5
0,0
0
Ø142,14+0,02
0,00
Ø147,2 ±0,05
7+
0,0
5
0,9 ÷ 1,2
2
7,9+0,025
3,5
II
I - ITæ leä 5:1
5 -0
,05

Cnsc.260
Hình 6.32. Xécmăng lửa ñộng cơ ñầu máy D13E
4,69 4,66
XEÙC MAÊNG LÖÛA ÑOÄNG CÔ D13
A - ATL 4:1
-0,0 3
0,70,63
φ121,56φ228,56 -0,0 2
±0,0 2
0,76 0,51+0,0 2
A A
-0.038
Vaùt 20Vaùt 20O O
A A
-0.02
±0.05
XEÙC MAÊNG DAÀU ÑOÄNG CÔ D13E
5,42
7,92
1,2
0,76 3,175
A A
TL 4:1
2,4
0,7 0,7
Φ210,56
Φ228,56
42°28,9°

Cnsc.261
Hình 6.33. Xécmăng dầu ñộng cơ ñầu máy D13E

Cnsc.262
Hình 6.34 Xécmăng khí (bên trái) và xécmăng dầu (bên phải)
ñộng cơ ñầu máy D18E 1. Những hư hỏng thường gặp
- Nứt, gẫy;
- Mất ñàn tính;
- Hao mòn các bề mặt làm việc.
2. Kiểm tra xécmăng
Dùng dụng cụ chuyên dùng ñể kiểm tra các thông số kỹ thuật của xécmăng như bề mặt làm việc, khe hở miệng, khe hở theo chiều cao so với rãnh xécmăng.
Kiểm tra khe hở miệng xécmăng bằng cách lồng xécmăng vào xylanh, dùng thước lá ñể xác ñịnh ñộ gia tăng khe hở miệng của từng xécmăng.
3. Sửa chữa xécmăng
Khi kiểm tra nếu phát hiện có các khuyết tật và kích thước quá hạn ñộ sau thì phải thay mới:
- Có vết nứt hoặc bị mẻ, vỡ ở bề mặt làm việc của xécmăng;
- Khe hở miệng khi lắp vào xylanh lớn quá 2,0 mm ñối với xécmăng lửa và xécmăng khí, lớn quá 1,6 mm ñối với xécmăng dầu;
- Bề dày của xécmăng mòn quá hạn ñộ không ñảm bảo khe hở với rãnh pittông;
Khi thay mới, tiến hành rửa lại xécmăng trong dầu, sau ñó dùng kìm chuyên dùng lắp xécmăng vào với rãng pittông ñể kiểm tra khe hở về chiều dày và chiều cao,
Tæ leä 5:1A - A C - C
Tæ leä 5:1
A
A
C
C

Cnsc.263
khe hở miệng xem có ñảm bảo ñúng quy ñịnh chưa, nếu chưa thì ta dùng dũa ñể rà lại miệng xécmăng cho ñạt yêu cầu.
Nếu trong quá trình kiểm tra không phát hiện khuyết tật lớn mà chỉ bị hao mòn trong hạn ñộ sửa chữa phục hồi thì ta dùng xécmăng ñó ñể lắp lẫn vào các píttông khác.
Có thể dùng phương pháp mạ crôm xốp ñể phục hồi lại trạng thái bề mặt làm việc của xécmăng. Sau khi mạ xong tiến hành tẩy rỉ anốt, rửa, ñẩy hyñrô ra khỏi lớp mạ bằng cách ñốt nóng xécmăng lên nhiệt ñộ 150 ÷ 2000C trong 0,5 ÷ 2 giờ.
Sau khi mạ xong ta tiến hành gia công cơ khí lại xécmăng bằng phương pháp mài hâng. Phương pháp này ñược tiến hành trong xylanh chuyên dùng có bôi kem mài làm từ bột mài cùng vơi dầu hoả ở dạng hồ rồi bôi lên thành xylanh sau ñó tiến hành mài.
Việc ñẩy các hạt mài ra khỏi các lổ rỗ của lớp mạ bằng cách ta mang xécmăng nhúng và dầu hoả, sau ñó làm sạch lại lần nữa bằng sô ña và khí nén.
6.2.4. Sửa chữa xylanh
Ống lót xylanh ñộng cơ diezel thường ñược chế tạo từ gang hợp kim, thép hợp kim, có ñộ cứng HRC = 26 ÷ 33, bề mặt công tác của xylanh ñược thấm nitơ với ñộ sâu 0,3 ÷ 0,6 mm.
Kết cấu các loại xylanh ñộng cơ ñầu máy diezel sử dụng ở Việt Nam ñược thể hiện trên các hình 6.28–6.34.
+0,04
2x45°
-0,022
-0,28
-0,30
Φ171Φ190,5
329
207
1224,5
382-0,02
Φ175Φ179
+0,06-0,01
12,8 12,85 >12,85Φ184
Φ158,75 Φ159,80 >Φ159,80
Φ158,75
R2
Φ181

Cnsc.264
Hình 6.35. Kết cấu xylanh ñộng cơ ñầu máy D9E
.
Hình 6.36. Kết cấu xylanh ñộng cơ ñầu máy D12E
Φ273,05 Φ273,024 Φ272,97
Φ228,56 Φ228,64 >Φ228,64
Φ228,60 Φ228,83
Φ228,43 Φ228,83
Φ260,13
5
7,98
560
Φ260,48 Φ260,451 Φ260,425
32,156 32,105 31,724
0,89
250±0 ,001 5
230+ 0,04 6 0
262
3 x
45°
R10
30°9x3
55
7x4
R10
232+0 ,5- 0
268 0
-0 ,3
291 0
-0,3 1
380±
0,5
6,5 0 -0
,2
26,
5±0,
1
538
26
75
269
R2
0
R0,5
256

Cnsc.265
Hình 6.37. Kết cấu xylanh ñộng cơ ñầu máy D13E
Hình 6.38. Kết cấu xylanh ñộng cơ ñầu máy D18E
1. Những hư hỏng thường gặp của ống lót xylanh
Các bề mặt ngoài của xylanh do tiếp xúc với nước làm mát nên rất dễ bị ăn mòn và bị ôxi hoá. Mặt khác khi nước làm mát sôi sẽ sinh ra những bọt khí gây nên hiện tượng xâm thực bề mặt của xylanh.
Mặt ngoài của ống lót xylanh thường bị mòn ở chỗ lắp ghép với thân máy hay thân blốc xylanh, chỗ lắp vành cao su bị xâm thực do nước làm mát.
45
1
47
0
45
8
45°
61
0
80
30°
Ø 241,3
Ø 298,2
Ø 269,6
Ø 244
4,6
18
18
,5
4,6

Cnsc.266
Mặt trong của ống lót thường bị mòn, cào xước, mòn côn, mòn ôvan. Những hư hỏng này làm cho ñộng cơ giảm công suất, tăng lượng tiêu hao nhiên liệu và dầu nhờn.
Xylanh bị nứt ở vị trí bất kỳ.
2. Kiểm tra xác ñịnh hư hỏng của ống lót xylanh
ðể xác ñịnh ñộ mòn bề mặt làm việc của xylanh người ta dùng ñồng hồ ño chuyên dùng tại ba vị trí của xylanh theo hai hướng vuông góc nhau, tương ứng với các mặt phẳng vuông góc và song song với ñường tâm trục khuỷu.
Vị trí 1: cách mặt ñầu phía trên trên thành xylanh khoảng 3 ÷ 10mm;
Vị trí 2: tại vị trí giữa xylanh;
Vị trí 3: cách mặt ñầu phía dưới của xylanh khoảng 15 ÷ 20mm.
Từ giá trị các số ño tiến hành xác ñịnh ñộ mòn, ñộ côn và ñộ ôvan.
ðo ñộ ô van của xylanh ñược xác ñịnh theo hiệu số các chỉ số của ñồng hồ ño ở hai mặt vuông góc với nhau với cùng một ñường kính. ðộ côn là hiệu số lớn nhất giữa các số ño tại các vị trí 1, 2, 3 ñối với trong cùng một mặt phẳng.
ðể phát hiện các vết nứt tế vi trên bề mặt người ta sử dụng phương pháp kiểm tra khuyết tật màu, ñể xác ñịnh vết nứt ngầm người ta dùng phương pháp kiểm tra khuyết tật từ .
Sau khi kiểm tra ống lót, người ta quyết ñịnh phương pháp sửa chữa gồm: sửa chữa theo kích thước sửa chữa hay sửa chữa bằng cách thay thế xylanh mới. Trong quá trình kiểm tra nếu phát hiện các khuyết tật sau thì phải tháo xylanh ñó ra ñể thay mới:
- Phát hiện có vết nứt ở bất kỳ kích thước, vị trí nào;
- Có vết mòn gỉ trên bề mặt làm việc tổng diện tích quá 20cm2 mà không thể tẩy sạch ñược;
- Có các lỗ mọt;
- Có các vết xướt chiều dài quá 40 mm, sâu quá 0,3mm;
- ðộ méo và ñộ côn lớn quá 0,15mm.
3. Sửa chữa xylanh
Sơ ñồ tổng quát quá trình công nghệ sửa chữa xylanh:
- Nắn xylanh;
- Phục hồi các kích thước các vành lắp ghép;
- Khắc phục các hư hỏng của gờ chặn xylanh;
- Mài bề mặt bên trong của xylanh;
- Mạ thiếc cho mặt ngoài;
- Mài hâng và ñánh bóng bề mặt bên trong xylanh;

Cnsc.267
- Kiểm tra.
a. Nắn xylanh
Trong quá trình làm việc nếu xylanh bị biến dạng (méo) nhiều ta có thể dùng phương pháp nắn lại nhờ máy nắn chuyên dùng (hình 6.38). Trong quá trình nắn, dùng ñồng hồ ño ñộ méo của xylanh ở hai hướng vuông góc với nhau và vuông góc so với ñường kính của xylanh. Tiến hành nắn ñến khi xylanh ñạt kích thước theo yêu cầu.
Sau quá trình nắn tiếp tục phải thực hiện các nguyên công sửa chữa tiếp theo cho xylanh trước khi ñem sử dụng.
Hình 6.38. Thiết bị nắn ép xylanh bằng thuỷ lực
1. Miếng ñệm lót; 2. Miếng ñệm bằng dạ; 3. Gối ñỡ phía trên; 4. Pitông plông-giơ; 5. Ống bảo vệ lò xo; 6. Thân máy; 7. Gối ñỡ.
b. Sửa chữa bề mặt làm việc của xylanh theo kích thước sửa chữa
ðối với những ống lót xylanh bị mòn hay xước ít ta tiến hành doa, sau ñó mài ñến kích thước sửa chữa lớn hơn, ñồng thời tiến hành thay pittông và xécmăng mới phù hợp với kích thước sửa chữa.
ðể tiến hành doa xylanh người ta sử dụng các loại máy doa chuyên dùng.
ðể ñịnh tâm thường sử dụng bề mặt phía trên cách mép xylanh 3 ÷ 4 mm. Sau khi ñịnh tâm xong cần tháo ñầu ñịnh tâm, lắp dao doa vào và tiến hành doa (hình 6.39).

Cnsc.268
ðầu tiên ta lắp xylanh lên bàn máy bằng bệ gá chuyên dùng, và ñể ñịnh tâm cho xylanh ta dùng mũi ñịnh tâm hình cầu. ðể ñịnh tâm ñược chính xác ta chọn vị trí tại bề mặt phía trên cách mép xylanh 3 ÷ 4mm làm mặt chuẩn, ta lắp mũi ñịnh tâm lên ñầu trục của máy doa.
Khi ñịnh tâm xong ta cố ñịnh bàn dao vào thân máy doa, tháo ñầu ñịnh tâm ra và lắp ñầu doa vào ñể tiến hành doa. Khi gia công cần phải tuân theo các yêu cầu qui ñịnh về bước tiến dao và số lần doa.
Doa xylanh
Ta tiến hành doa hai lần: doa thô trước, doa tinh sau. Do bề mặt làm việc của xylanh thường rất cứng mà lượng cần gia công thì nhỏ nên ta dùng dao hợp kim cứng có góc cắt trước và sau nhỏ ñể phù hợp với ñộ cứng của vật liệu chế tạo xylanh.
Tốc ñộ cắt: 50 ÷ 80 m/ phút
Chiều sâu cắt: 0,1 ÷ 0,2 mm
Bước tiến dao tối ña: 0,1mm/ vòng
Doa tinh:
Tốc ñộ cắt: 120 ÷ 170 m/ phút.
Chiều sâu cắt: 0,05 ÷ 0,1mm.
Bước tiến dao: 0,02 ÷ 0,05mm/vòng.
Hình 6.39. Thiết bị ñịnh tâm và thiết bị dao cắt dùng ñể doa xylanh

Cnsc.269
Mài khôn (mài hâng cho xylanh)
Sau khi doa, xylanh ñược mài trên máy mài khôn (hay còn gọi là mài hâng);
Xylanh vẫn ñược giữ nguyên trên máy mài, ta chỉ cần lắp ñầu mài khôn vào trục máy và tiến hành mài.
ðầu mài khôn ñược nối với máy nhờ khớp nối. ðầu mài gồm 6 thanh ñá mài ñược lắp trên giá ñỡ, khi ñầu mài quay thì các thanh ñá văng ra nhờ lực quán tính và ép vào bề mặt chi tiết cần mài. Nhờ hệ thống lò xo nối giữa các thanh ñá và trục quay nên nó vừa khống chế lực ép nhưng ñồng thời nó cũng cho phép các thanh ñá di chuyển ra, vào tuỳ theo tốc ñộ vòng quay của trục quay mà ta không phải di chuyển dọc ñầu mài hay chi tiết. Các viên ñá có bề mặt làm việc hình côn theo bề mặt trong của xylanh.
Hình 6.40. Sơ ñồ mài hâng cho xylanh 1. Xylanh; 2. ðồ gá (ống gá xylanh);
3. Bàn máy; 4. Trục máy mài khôn; 5. Thanh ñá mài; 6. Lò xo hồi vị của ñầu mài khôn (lò xo liên kết giữa ñá mài và trục)
Trong quá trình mài hâng, ñầu mài cùng một lúc thực hiện hai chuyển ñộng là
chuyển ñộng quay và chuyển ñộng lên xuống.
Chế ñộ mài hâng:
- ðiều kiện lựa chọn ñá mài cho xylanh:
14,2159
382
d
L
lo
lo >==
- Chiều dài nhô ra khỏi xylanh của thanh ñá:
5
5
6
41
6
3
2
5

Cnsc.270
danho LL )5.025.0( ÷=
Lưu ý là chiều dài nhô ra của ñá phải hợp lý, nếu quá lớn sẽ tạo ra ñộ yên ngựa trong mặt xylanh, còn nếu chiều dài nhỏ quá thì sẽ tạo ra ñộ tang trống.
- Chiều dài hành trình mài của ñá: L = Llỗ + Lnhô 1 + Lnhô 2
-Tốc ñộ quay của ñầu khôn trong xylanh: n = 60 ÷75 vòng/phút (hay15 ÷ 30 m/phút) ñối với xylanh bằng gang; n = 45 ÷ 50 vòng/phút ñối với xylanh bằng thép.
- Tốc ñộ di chuyển tịnh tiến của ñầu mài trong xylanh: 15 ÷ 20m/ phút; - Hướng tiến của ñá mài theo hướng kính: 0,06 ÷ 0,2 µm - Lượng tiến ñá chính theo hướng kính:
0,06 ÷ 0,2 µm, ñối với xylanh bằng gang 0,05 ÷ 0,15 µm, ñối với xylanh thép
- Áp lực của ñá mài lên thành xylanh: 0,3 ÷ kG/cm2
ðá mài ñược sử dụng có ñộ hạt 200, ñộ cứng CM1 và CM2.
Trong quá trình mài cần phải tiến hành làm mát. Dung dịch làm mát thường dùng dầu hỏa hay hợp chất gồm dầu hỏa và 15 ÷ 20% dầu bôi trơn.
Sau khi ñã doa và mài khôn xylanh xong, tiến hành gia công gờ làm kín nước của xylanh bằng phương pháp rà trên máy mài chuyên dùng.
Hình 6.41. Sơ ñồ lựa chọn một số thông số mài khôn Nếu ñường kính xylanh bị mòn còn nằm trong giới hạn sửa chữa thì ta có thể
tiện hoặc mài ñến kích thước nhất ñịnh rồi sau ñó mạ crôm xốp cho bề mặt làm việc của xylanh.
L
Llç
®¸L
L
nh«1
nh«2
dlç

Cnsc.271
Sau khi mạ crôm cần gia công cơ khí bằng phương pháp mài tinh (mài hâng) ñể bề mặt làm việc xylanh ñạt ñộ bóng cao trước khi sử dụng.
c. Sửa chữa các bề mặt ngoài của xylanh
Các bề mặt ngoài cần sửa chữa bao gồm: bề mặt bị xâm thực, bề mặt gờ xylanh và vành lắp ghép với thân máy.
Bề mặt ngoài bị xâm thực
Nếu bề mặt ngoài của xylanh bị xâm thực, tiến hành phục hồi bằng phương pháp phủ ñắp keo epôcxy hoặc mạ thiếc.
Một trong những phương pháp khắc phục phổ biến nhất hiện nay là phủ một lớp keo lên bề mặt của chi tiết.
Do ñòi hỏi lớp keo phải ñược bám dính thật chắc lên lên bề mặt của xylanh nên bề mặt của xylanh cần ñược chuẩn bị kỹ trước khi phủ. ðầu tiên ta tẩy sạch các cặn bẩn và gỉ sét bằng bàn chải sắt và giấy nhám, sao ñó rửa lại bằng xăng và thổi sạch bằng khí nén.
Quá trình phủ lớp keo lên bề mặt xylanh: dùng chổi lông phết keo dán lên bề mặt cần phủ. Quá trình này ñược thực hiện hai lần (phủ hai lớp).
Phủ xong lớp thứ nhất ta ñể ở nhiệt ñộ bình thường khoảng 15 ÷ 20 phút rồi mới tiến hành phủ lớp thứ hai. Hoặc sau khi phủ lớp thứ nhất ta mang sấy khô trong lò ñiện ở nhiệt ñộ 60 ÷ 650C trong 3 ÷ 5 phút.
Sau khi phủ xong lớp thứ hai ta tiến hành sấy khô lớp thứ hai bằng lò ñiện, quá trình ñược thực hiện như sau: sau khi ñể xylanh ngoài không khí ở nhiệt ñộ thường khoảng 15 ÷ 20 phút thì ñưa xylanh vào buồng sấy và tăng nhiệt ñộ lên ñến 150 ± 50C, tốc ñộ tăng nhiệt ñộ khoảng 2 ÷ 30C/giờ và xylanh ñược sấy khoảng một giờ. Sau cùng ñem xylanh làm nguội chậm trong khoảng 2 ÷ 3giờ cho tới khi trở về nhiệt ñộ bình thường.
Vành lắp ghép giữa xylanh và blốc xylanh (thân máy)
ðối với vành lắp ghép của xylanh với thân máy nếu bị mòn tiến hành phục hồi. ðây là mối ghép chặt do ñó ít bị hư hỏng trong quá trình sử dụng, chủ yếu là bị mòn do tháo lắp nhiều lần. Có thể dùng phương pháp hàn ñắp hoặc mài rộng blốc máy rồi lắp vào ñó một bạc, sau ñó gia công lại cho khít với xylanh.
- Nếu bị mòn ít thì tiến hành hàn ñắp blốc bằng phương pháp hàn thông thường. Sau khi hàn tiến hành mài, sau ñó dùng bột rà cho vào bề mặt tiếp xúc giữa xylanh và blốc rà lại ñể ñảm bảo ñộ kín khít.
- Nếu bị mòn nhiều (khe hở rộng), ta tiến hành mài rộng lỗ ở thân máy và ép bạc (ống lót) có vật liệu tương ứng với vật liệu của thân máy (h 6.42). Sau khi ép bạc vào cần hàn ñể cố ñịnh bạc. Cuối cùng cũng dùng bột rà rà lại nhằm ñảm bảo ñộ kín. ðối với vành lắp ghép của xylanh với thân máy nếu bị mòn có thể phục hồi bằng phương pháp mạ thép.
Các bề mặt ngoài sau khi sửa chữa bằng hàn, hàn ñắp hoặc mạ ñiện phân ñều
phải ñược gia công cơ khí (mài) ñể ñảm bảo các yêu cầu quy ñịnh ñồ gá ñịnh tâm ñể mài các vành ngoài của xylanh ñược thể hiện trên hình 6.43.

Cnsc.272
1
1. Bạc (ống lót) phụ; 2. Xylanh ñộng cơ; 1. Ống lót; 2. Êcu; 3. Blốc xylanh; 4. Pittông. 3. Trục gá. Hình 6.42. Sơ ñồ phục hồi ñộ kín của Hình 6.43. ðồ gá ñịnh tâm ñể mài vành gioăng nước làm mát blốc xylanh. các vành ngoài của xylanh.
Gờ xylanh Gờ xylanh cần ñược lăn ép ñể nâng chiều cao của các rãnh. Sơ ñồ gia công
các rãnh trên gờ tỳ của xylanh bằng phương pháp lăn ép ñược thể hiện trên hình 6.44.
Hình 6.44. Sơ ñồ gia công các rãnh trên gờ tỳ của xylanh
1. Con lăn lăn ép gờ trong và gờ ngoài của xylanh. 2. Con lăn ñùn kim loại ra khỏi góc lượn.
f0-khe hở dọc trục
Toàn bộ ống lót xylanh sau khi ñã doa, mài trong và rà gờ xylanh với gờ ở thân blốc lắp ống lót xylanh ñược lắp vào thân máy hay blốc xylanh. ðể tháo và lắp ống lót xylanh người ta sử dụng dụng cụ chuyên dùng ñơn giản (hình 6.45).
3
2
1

Cnsc.273
Hình 6.45. Dụng cụ chuyên dùng ñể tháo lắp ống lót xylanh
1. ðai ốc; 2. Blôc ñộng cơ; 3. Xylanh; 4. ðầu cảo (ñầu ép); 5. Vòng ñịnh tâm; 6. Trục truyền lực ép (lực cảo); 7; Tay vặn và ñai ốc kẹp (quay bulông).
d. Các bước tiến hành thay mới xylanh
- Dùng dụng cụ chuyên dùng (cảo) ñể tháo xylanh cũ ra khỏi thân máy, làm sạch các gờ lắp ghép của blốc xylanh;
- Thay toàn bộ gioăng cao su làm kín nước, khi lắp gioăng vào xylanh cần tẩm nước xà phòng ñể lắp ñược dễ dàng;
- Sau ñó dùng dụng cụ chuyên dùng ñể ép xylanh vào blốc, khi ép cần ép với lực ép vừa phải, tốc ñộ từ từ ñể tránh cho các gioăng bị nhăn, xoắn, và ñể vị trí xylanh ñược chính xác cần dùng búa gỗ gõ nhẹ vào mặt ñầu xylanh ñể ñiều chỉnh vị trí của xylanh với blốc ñộng cơ. Cứ như thế ép xylanh vào ñến khi bề mặt gờ trên của xylanh còn nhô ra ngoài mặt phẳng thân máy khoảng 0,1 ÷ 0,2mm là ñạt yêu cầu.
4. Kiểm tra xylanh sau khi sửa chữa
Sau khi sửa chữa cần kiểm tra toàn bộ các thông số hình học và các thông số chất lượng gia công bề mặt của xylanh.
Sau khi ñã sửa chữa và lắp toàn bộ ống lót xylanh vào thân máy hay thân khối nắp xylanh, ta tiến hành kiểm tra bằng cách ép nước trên dụng cụ chuyên dùng ñể kiểm tra ñộ kín của các vòng làm kín bằng cao su và gờ làm kín nước. Nhiệt ñộ của nước là 600 ÷ 700C, áp lực của nước là 2,5 ÷ 3kG/cm2. Thời gian thử nghiệm là 5 phút.
6.2.5. Quá trình lắp ráp nhóm pittông-xécmăng-xylanh 1. Quá trình lắp ráp nhóm pittông-xécmăng-xylanh ñộng cơ D9E a. Quá trình lắp nhóm pittông-xécmăng-tay biên

Cnsc.274
- ðặt pittông thẳng ñứng lên bàn gá, kẹp chặt pittông ñể dễ dàng lắp xécmăng. Dùng kìm chuyên dùng ñể lắp lần lượt các xécmăng vào rãnh pittông;
- Lưu ý trước khi lắp kẹp xécmăng lên êtô ñể rà lại hai mặt miệng xécmăng cho ăn khớp với nhau;
- Khi lắp, tiến hành lắp xécmăng dầu (thứ 3) trước, sau ñó ñến xécmăng hơi (thứ 2) và cuối cùng là xécmăng lửa;
- Trong khi lắp, sắp xếp lại miệng của xécmăng sai lệch nhau 1200 ñể hạn chế không khí lọt xuống catte và tránh trùng với lỗ chốt pittông;
- Lắp cùng lúc tay biên và chốt pittông vào pittông, dùng kìm ñể lắp lại phớt chặn ở hai ñầu chốt pittông.
b. Lắp xylanh vào thân máy
Lắp các gioăng chắn nước bằng cao su vào xylanh trước, trước khi lắp cần tẩm nước xà phòng ñể khi lắp các gioăng này không bị nhăn, xoắn và ñể lắp ñược dễ dàng.
Dùng dụng cụ chuyên dùng (cảo) ñể lắp xylanh vào blốc. Trong quá trình lắp, cần ép với lực cảo ñều, tốc ñộ chậm, dùng búa gõ nhẹ
vào mặt ñầu xylanh ñể ñiều chỉnh vị trí xylanh cho chính xác, tránh làm hỏng các gioăng làm kín nước, không làm cào xước bề mặt lắp ghép giữa xylanh và blốc máy.
ðể tăng khả năng làm kín của buồng ñốt thì khi ép ta ñể mặt ñầu gờ xylanh dôi ra ngoài so với blốc khoảng 0,1 ÷ 0,2mm.
c. Lắp cụm pittông-xécmăng-tay biên vào xylanh
Quay bệ quay ñể ñưa blốc về vị trí thích hợp, sau ñó dùng cầu nâng ñể nâng cả cụm lên ñưa ñến vị trí lắp ráp. Bôi một lớp dầu bôi trơn lên bề mặt làm việc của xylanh và vào các rãnh xécmăng của pittông nhằm giảm ma sát khi khởi ñộng lần ñầu và ñể cho việc lắp ráp ñược dễ dàng.
ðể lắp pittông vào xylanh ta dùng dụng cụ chuyên dùng gọi là vòng bó xécmăng ñể cho việc lắp ráp ñược dễ dàng, ít tốn thời gian và không bị kẹt xécmăng.
Quay trục khuỷu ñến vị trí thích hợp sau ñó ñẩy pittông vào. ðiều chỉnh ñể ñưa thanh truyền vào ñúng vị trí trên trục khuỷu , sau ñó lắp ñầu to thanh truyền, bắt bulông và tiến hành xiết ñến lực xiết quy ñịnh. Lắp phớt chặn và xỏ chốt bi xong ta quay thử trục khuỷu ñể kiểm tra sơ bộ sự phối hợp làm việc của nhóm pittông-thanh truyền-xécmăng-xylanh xem có ổn ñịnh không.
Quá trình lắp ghép cứ như thế ñược tiến hành cho các nhóm khác còn lại của ñộng cơ.
2. Quá trình lắp ráp cụm pittông - xécmăng - xylanh ñộng cơ D13E
Sử dụng cảo chuyên dùng ñể lắp xylanh vào blôc. Khi lắp dùng lực ép vừa phải ñể có thể ñiều chỉnh ñược chính xác vị trí của xylanh với blôc và tránh làm hỏng các gioăng làm kín nước. Với xylanh ñông cơ ñầu máy D13E thì bên ngoài có rãnh ñể hai buồng nước làm mát thông nhau, do ñó khi lắp vào ta phải chú ý ñặt xylanh cho ñúng vị trí, không ñược xoay xylanh tuỳ ý như khi lắp ñối với ñầu máy D9E.
ðịnh hướng lắp ráp của xylanh: hướng làm việc và hướng không làm việc. Kiểm tra gioăng nước trên, gioăng nước dưới, thường thì thay toàn bộ các gioăng

Cnsc.275
chắn nước này. Khi xiết vào, xiết theo hướng ngẫu lực, kết thúc lực ép khi mặt ñầu xylanh nhô cao hơn so với blốc máy 32,5mm.
Thử ép nước với áp suất 2,5 ÷ 3kG/cm2, nhiệt ñộ 60 ÷ 700 C nhằm thử ñộ kín của các gioăng chắn nước và gờ lắp trong thời gian 5 phút. Nếu bị rò rỉ thì phải giải thể ra ñể khắc phục lại.
a. Lắp pittông
Dùng kìm chuyên dùng ñể lắp ráp các xécmăng vào pittông, khi lắp ta sắp xếp các miệng xécmăng sai lệch nhau 1200 và không ñược trùng lỗ chốt pittông.
Lắp tay biên và chốt pittông vào pittông, lắp phớt chặn chốt vào pittông và xoay cho miệng chốt xuống phía dưới (hướng ñuôi pittông).
b. Lắp nhóm xécmăng - pittông - thanh truyền vào xylanh
Trước khi lắp ráp ta bôi một lớp dầu bôi trơn lên bề mặt làm việc của xylanh, pittông và xécmăng ñể dễ lắp ráp cũng như giảm ma sát khi khởi ñộng lần ñầu.
Khi lắp pittông vào xylanh ta dùng vòng bó xécmăng ñể lắp (như ñối với D9E), dùng cầu nâng ñể ñưa pittông - biên lắp vào xylanh. Quay trục khuỷu ñến vị trí thích hợp, lắp tay biên lên cổ trục khuỷu, lắp nắp ñầu to biên, bắt bulông biên, lắp phớt chặn, xỏ chốt bi. Quay trục khuỷu ñể kiểm tra trạng thái làm việc của pittông-xécmăng-biên, nếu sự cố phải khắc phục ngay. Cứ như thế ta tiến hành lắp lần lượt cho các pittông-xécmăng-xylanh còn lại.
Hạn ñộ sửa chữa các chi tiết nhóm pittông-xécmăng-xylanh ñộng cơ ñầu máy D9E và D13E ñược giới thiệu trong các bảng 6.5-6.6.
Bảng 6.5. Hạn ñộ sửa chữa nhóm
pittông-xécmăng-xylanh ñộng cơ ñầu máy D9E
Tên gọi các bộ phận và chi tiết
Kích thước nguyên hình
(mm)
Hạn ñộ khám chữa
các cấp (mm)
Hạn ñộ khám
chữa cấp Ky
(mm)
Hạn ñộ loại bỏ (mm)
ðường kính xylanh ño tại ñiểm chết trên của xécmăng lửa 1
158,75÷158,77 159,80 159,60 >159,80
ở ðCT của xécmăng lửa 1 0,0÷0,05 0,12 0,10 0,15
ðộ ô van bề mặt làm việc của xylanh ño từ dưới lên:
ở ðCD của xécmăng dầu 3 0,0 ÷0,04 0,12 0,10 0,15
ðộ mòn cho phép của xylanh (ño ở vị trí ðCT xécmăng lửa)
0,51 - - > 0,51
Bề dày gờ trên xylanh 12,8÷12,85 - -

Cnsc.276
Bề sâu bệ lắp gờ trên xylanh 12,5÷12,7 - - -
Khe hở hướng kính giữa xylanh và pittông (ño ở ñuôi pittông)
0,20÷0,35 0,20÷ 0,50
0,20÷0,50 > 0,51
Xécmăng thứ 1 0,63 ÷ 0,86 - - 2,0
Xécmăng thứ 2 0,58 ÷ 0,91 - - 1,6
Khe hở miệng xécmăng ở trạng thái làm việc: Xécmăng thứ
3 0,43 ÷ 0,76 - - 1,6
Xécmăng thứ 1 0,127 ÷ 0,157 - - -
Xécmăng thứ 2 0,076 ÷ 0,12 - - -
Khe hở theo chiều cao của xécmăng và rãnh xécmăng: Xécmăng thứ
3 0,04 ÷ 0,08 - - -
ðường kính ñỉnh pittông 157,645-0,07 - -
ðường kính ñuôi pittông 158,45-0,05 - -
Khe hở giữa chốt pittông và bạc ñầu nhỏ thanh truyền 0,025 ÷ 0,05 0,15 0,12 > 0,16
ðường kính chốt pittông 62,22 ÷ 62,23 - 62,15 62,10
ðộ ôvan và ñộ côn chốt pittông
0,05 - 0,10 > 0,12
ðộ rơ giữa chốt và lỗ chốt pittông 0,01 ÷ 0,025 0,10 0,08 > 0,12
Bảng 6.6. Hạn ñộ sửa chữa nhóm pittông-xécmăng-xylanh ñộng cơ ñầu máy D13E
Kích thước
Chi tiết phụ tùng và các yêu cầu về tiêu chuẩn-hạn ñộ
Nguyên hình theo thiết kế
(mm)
Sau khi sửa chữa
(mm)
Hạn ñộ loại bỏ
(mm)
1. Xylanh
Chiều dài gờ trên xylanh 32,15 ÷ 32,10 - 31,72
Chiều sâu miệng vát ñắp joăng 0,890 - -
ðường kính trong xylanh (vị trí C) 228,56÷228,64 - -
ðường kính trong xylanh (vị trí D) ñường kính nhỏ nhất và 0,076 về ñộ ô van ngược với áo lót.
228,43 - -

Cnsc.277
ðường kính lớn nhất của xylanh ở bất kỳ ñiểm nào - -
≥2 29,60
ðường kính ngoài gờ trên xylanh (kích thước f) 273,05÷273,02 - 227,97
ðường kính ngoài gờ dưới xylanh (kích thước g) 260,48÷260,45 - 260,425
ðộ ô van ñường kính trong xylanh 0,030 - 0,102
2. Pittông
ðường kính thân pittông 227,96÷227,73 - -
ðường kính pittông ở phía trên và phía dưới xécmăng dầu cuối cùng 228,14÷228,12 - -
3. Xécmăng
Xécmăng hơi 4,85÷4,87 - 4,95 Chiều rộng rãnh xécmăng Xécmăng dầu 7,97÷8,00 - 8,04
Xécmăng hơi 0,13÷0,215 - 0,305 Khe hở xécmăng với rãnh Xécmăng dầu 0,051÷0,115 - 0,152
Xécmăng hơi 0,76 - min - 5,1 Khe hở miệng xécmăng Xécmăng dầu 0,76 - min - 3,175
.
.

Cnsc.275
6.3. Sửa chữa các chi tiết nhóm cơ cấu phối khí
H×nh 6.46. C¬ cÊu phèi khÝ ®éng c¬ ®Çu m¸y D9E
1. §Õ xupap (xye xupap); 2. Xupap; 3. èng dÉn h−íng xupap; 4. Lß xo xupap; 5. Lß xo nhá; 6. Kho¸ lf xo; 7. §Õ tùa lß xo; 8. Lç dÉn dÇu b«i tr¬n; 9. VÝt ®iÒu chØnh; 10. §ßn bÈy; 11. B¹c ®ßn bÈy; 12. Trôc ®ßn bÈy; 13, 15. N¾p ®Ëy; 14. §òa ®Èy; 16. Con
®éi; 17. Trôc cam
3
Naïp :0,38mm Xaû:0,89mm
0,046mm
1 2
17
16
15
14
7
5 4
8
6 nỏp =0,38mm
xaỷ =0,89mm
0,04-0,09mm 0,18mm 0,2
13
12 11
10
9
Khe hôû
4,2mm 3mm
φ31
ðộ dôi
ðộ giơ
ðộ nhô ra của xupap
Khe hụỷ ủuoừi xupap
CƠ CẤU PHỐI KHÍ ðẦU MÁY D9E

Cnsc.276
ðộng cơ diesel trên ñầu máy thường sử dụng hai loại cơ cấu phối khí: - Loại cơ cấu phối khí sử dụng trục cam trực tiếp tỳ vào ñế xupap ñể ñóng
mở xupap - Loại cơ cấu phối khí có trục cam không tác dụng trực tiếp vào ñĩa xupap
mà phải qua hệ thống thanh lắc, cần ñẩy, cò mổ rồi mới ñến xupap. Cơ cấu phối khí của ñộngcơ ñầu máy D9E và D13E ñược thể hiện trên các
hình 6.46-6.47.
Hình 6.47. Cơ cấu phối khí ñộng cơ ñầu máy D13E
14 15 12 16
ðộ dôi
ðộ dôi
ðộ thụt vào của ñế xupap nạp chìm
ðộ dôi
2
1
3
Khe hở
Ñoä doâi
ðộ thụt vào của ñế xupap
2
4
ðộ dôi
khe hở ñuôi xupap
9
6 5 7 10
8
Khe hở 17 11 13
CƠ CẤU PHỐI KHÍ ðẦU MÁY D13E

Cnsc.277
1. ðế xupap (xye xupap); 2. Xupap; 3. Ống dẫn hướng xupap; 4. Lò xo xupap; 5. Trục lắp dàn cò mổ;
6. Lò xo ñòn bẩy trung gian; 7. ðế tựa lò xo; 8. Vít ñiều chỉnh; 9. Khoá lò xo; 10. ðòn bẩy trung gian; 11. Nắp ñậy; 12. Vít ñiều chỉnh; 13. ðòn bẩy;
14. Bạc cò mổ; 15. Trục ñòn bẩy; 16. ðũa ñẩy; 17. Nắp máy.
6.3.1. Sửa chữa trục cam
Trục cam dùng ñể dẫn cơ cấu xupap ñóng mở theo một quy luật nhất ñịnh. Trục cam bao gồm các phần: cam thải, cam nạp và cổ trục. Vật liệu chế tạo trục cam thường là thép hợp kim có thành phần các bon thấp như thép 15X, 15MH, 12X… hoặc thép các bon có thành phần các bon trung bình như thép 40, 45 hay 50.
Μ12
Μ8
A A
B
C C
B - B
A - A
C - C
TRUÏC CAM ÑOÄNG CÔ D398

Cnsc.278
Hình 6.48. Trục cam cơ cấu phối khí ñộng cơ ñầu máy D9E
Các bề mặt ma sát của trục cam như bề mặt làm việc của quả cam, của cổ trục, của mặt ñầu trục cam thường ñược thấm than hoặc tôi cao tần. ðộ sâu lớp thấm than khoảng 0,7-2,0 mm, chiều sau lớp tôi cao tần khoảng 3-6mm, ñộ cứng ñạt ñến HRC 52-65. Các bề mặt khác có ñộ cứng thấp hơn thường khoảng HRC 30-40.
Trục cam cơ cấu phối khí ñộng cơ ñầu máy D9E
Kết cấu tổng thể của trục cam ñược thể hiện trên hình 6.48. Cam nạp và cam thải ñược bố trí trên cùng một trục và theo vị trí của các
xupap. Góc lệch của ñỉnh cam của cam nạp theo thứ tự làm việc của xylanh trrên ñộng cơ là: 1 -12 - 9- 4 - 5 - 8 -11 - 2 -3 - 10 - 7 - 6.
Cổ trục cam thường có ñường kính lớn hơn quả cam nhằm ñảm bảo khi lắp trục cam vào ổ trục cam không bị vướng. Các kích thước kỹ thuật ñược biểu hiện trên hình vẽ.
����
����
���
���
���
��
����
���
∇9
���
∇8
��
�� ��
A
B
A - A
B - B
C - C
��
���
��
�
�
B
C
��
�
��
TRUÏC CAM ÑOÄNG CÔ 1200BHI

Cnsc.279
Hình 6.49. Trục cam cơ cấu phối khí ñộng cơ ñầu máy D13E - Ổ trục ñược lắp bạc lót với khe hở cho phép giữa bạc lót và trục cam là
0,05- 0,2mm. - Ổ chắn dọc trục cam nhằm giữ cho trục cam không dịch chuyển theo chiều
trục (khi trục cam, thân máy hoặc nắp xylanh bị giãn nở) khiến cho các khe hở ăn khớp với bánh răng trục khuỷu và bánh răng trục cam thay ñổi làm ảnh hưởng ñến pha phân phối khí.
- Khe hở dọc trục ở trong khoảng 0,15 - 0,35 mm.
Trục cam cơ cấu phối khí ñộng cơ ñầu máy D13E
Kết cấu trục cam ñộng cơ ñầu máy D13E ñược thể hiện trên hình 6.49. Trục cam bao gồm bảy cổ trục và 12 quả cam (nạp và thải). Ngoài ra trên trục
cam còn có 6 quả cam nhiên liệu ñược bố trí ở giữa cam nạp và cam thải. Trục cam của ñộng cơ 1200HBI lắp trên ñầu máy D13E ñược chia làm ba
phần: ñoạn trục ñầu: 965 mm; ñoạn trục giữa: 820 mm; ñoạn trục cuối: 820 mm. Ba ñoạn trục ñược lắp ghép với nhau bằng 8 bu lông và ñược xiết chặt.
ðường kính thân cam: 83 mm; chiều cao quả cam:
- Cam hút và thải: 96,14 mm - Cam nhiên liệu: 94,74 mm
Chiều dày quả cam: - Cam hút, cam thải: 32 mm - Cam nhiên liệu: 37 mm
1. Những hư hỏng thường gặp của trục cam
- Mòn bề mặt cổ trục, bề mặt quả cam và gờ trục cam; - Trục cam bị biến màu làm giảm ñộ cứng yêu cầu; - Trục cam bị nứt, cong, xoắn; - Hỏng các ñường ren và rãnh then hoa ở ñầu trục.
2. Kiểm tra trục cam
Trục cam có hình dạng khá phức tạp và là chi tiết chế tạo chính xác, vì vậy cần phải kiểm tra tỉ mỉ mỗi khi giải thể. Sau khi giải thể cần kiểm tra các vết rạn, các vết xước hoặc vết nứt trên các bề mặt của trục cam. Các vết nứt ñược xác ñịnh bằng phương pháp dò khuyết tật từ hoặc bằng siêu âm.
Kiểm tra ñộ cong của trục cam: ðộ cong của trục cam có thể chia ra: cong theo một chiều và cong theo nhiều chiều.
Khi kiểm tra ñộ cong theo một chiều, người ta ñặt trục cam trên hai khối ñỡ chữ V và dùng ñồng hồ ñể ño ñộ võng tại cổ giữa. ðộ cong ñược xác ñịnh bằng hiệu số giữa trị số lớn nhất và nhỏ nhất trên ñồng hồ ño.

Cnsc.280
Khi kiểm tra trục cong theo nhiều chiều người ta sử dụng hai gối chữ V, ñồng hồ ño và bàn máp. Khi kiểm tra cần phân ñoạn ñể kiểm tra ñộ cong chung của nửa ñầu và nửa cuối của trục.
ðể xác ñịnh ñộ mòn, ñộ côn, ñộ ô van của trục cam người ta sử dụng panme ñể ño ñường kính các cổ trục và kiểm tra lại biên dạng của cam bằng dưỡng mẫu. Sơ ñồ kiểm tra biên dạng cam theo dưỡng mẫu ñược thể hiện trên hình 6.52.
3. Sửa chữa trục cam
Sau khi kiểm tra, những trục cam còn nằm trong hạn ñộ sửa chữa ta tiến hành sửa chữa; những trục cam quá hạn ñộ sửa chữa thì phải loại bỏ. Ngoài ra, ta có thể ứng dụng các phương pháp phục hồi chi tiết ñể phục hồi lại trục cam như: hàn ñắp rung, phun kim loại, mạ crôm, mạ thép.
Sơ ơơ công nghơ tơng quát:
- Kiểm tra và nắn trục cam; - Gia công lại bề mặt của cam; - Sửa chữa lại các ñường ren; - Mài lại cổ trục cam ñể mạ crôm; - Mạ crôm cổ và gờ trục cam; - Mài cổ sau khi mạ; - ðánh bóng trục cam; - Nhuộm màu trục cam.
Trường hợp các bề mặt cổ trục có các vết cào xước nhỏ, các vết mòn gợn, v.v… cho phép có thể dùng giấy nhám mịn, bôi một lớp dầu mỏng ñể ñánh bóng bằng tay hoặc trên máy mài. Cần lưu ý khi mài hoặc ñánh bóng ñều phải tôn trọng các quy ñịnh về ñường kính và ñộ bóng bề mặt .
a. Nắn trục cam
Sau khi ñã kiểm tra và xác ñịnh ñược ñộ cong của trục cam, nếu ñộ cong nhỏ hơn 0,1mm, có thể tiến hành mài ngay ñể trừ khử ñộ côn, ñộ ô van mà không cần nắn.
Nếu ñộ cong lớn hơn 0,1mm tiến hành nắn lại. Khi nắn thường sử dụng máy ép chuyên dùng có cơ cấu vam; cho trục cam biến dạng 1-1,5 lần so với ñộ cong, giữ tải trọng ép từ 10-15 phút. Sau khi nắn cần nung nóng trong dầu từ 180-200ºC và giữ nhiệt ñộ này trong thời gian 5-6 giờ ñể khử ứng suất dư (ñề phòng trục cong trở lại trong quá trình sử dụng). Ngoài ra ở một số nhà máy tiên tiến người ta còn sử dụng phương pháp ñốt nóng cục bộ hay phương pháp biến cứng ñể nắn trục cam bị cong. Phương pháp biến cứng chỉ sử dụng cho trục bị cong không quá 0,3mm. ðộ lệch tâm của các cổ trục sau khi nắn không ñược vượt quá 0,015-0,03 mm.
Sau khi nắn trục cam cần kiểm tra ñể phát hiện vết nứt có thể xảy ra trong quá trình nắn, tiếp theo ñó mới tiến hành kiểm tra các bước tiếp theo.
b. Mài trục cam theo kích thước sửa chữa Mài cổ trục cam và gờ trục cam
Tiến hành trên máy mài tròn ngoài thông thường: trục cam gá lên hai mũi chống tâm của máy, ñá mài tiến theo chiều ngang.
Mài thô: dùng máy mài tròn ngoài ñể mài cổ trục và gờ trục cam, lượng mài từ 0,05-0,1 mm, lượng dư mài 0, 04 mm.

Cnsc.281
Mài tinh: tiến hành trên máy mài tròn ngoài mài ñến kích thước sửa chữa, ñộ bóng phải ñạt∇ 8 - ∇ 9. Sau khi mài tinh ñộ côn và ñộ ô van của cổ trục không ñược lớn hơn 0,04mm. Có thể sử dụng ñá mài có ñộ hạt 80-120 như K460M hay 3K60…dung dịch làm mát chứa 10% emunxi.
Trong trường hợp mạ crôm có thể mài cổ trục cam theo hướng kính nhiều nhất là 0,4 mm. Khi mài phải ñảm bảo ñường kính cổ trục cam không ñược nhỏ hơn ñường kính cho phép.
Mài bề mặt các quả cam
ðể bảo ñảm qui luật phối khí của trục cam không thay ñổi, người ta mài ñều một lớp trên bề mặt quả cam so với biên dạng thiết kế của nó.
ðể bảo ñảm sau khi mài ñộ nâng của quả cam ñối với xupap là không thay ñổi, ta tiến hành mài quả cam theo biên dạng trên hình 6.50.
Hình 6.50. Biên dạng cam mài theo kích thước sửa chữa ------ Biên dạng cam mới chế tạo;
Biên dạng cam sau khi mài (sửa chữa) ðộ nâng của cam mới ñối với xupap h = H - R ðộ nâng của cam ñã sửa chữa: h1 = H1 - R1 = ( H - δ ) - ( R - δ ) = H - R = h. Vậy: h1 = h trong ñó: h, h1- ñộ nâng của cam, mm δ- chiều dày lớp mài, mm Bề mặt các quả cam ñược mài trên máy mài chép hình chuyên dùng hoặc các
máy mài tròn ngoài thông thường với ñồ gá chuyên dùng (với bộ gá lắc lư gá trên bàn máy) ñể chép hình. ðá mài sẽ mài hết cam này ñến cam khác theo một cam chép hình.
Nguyên tắc làm việc của máy mài chép hình cam thể hiện trên sơ ñồ hình 6.51.
δ
δ
H
H1
h
h1
R
R1

Cnsc.282
Hình 6.51. Sơ ñồ mài quả cam Giá lắc lư 2 lắp trên bàn máy 1 có thể lắc lư quanh tâm O. Giá có hai mũi
chống tâm ñể lắp trục cam gia công 3. Cam mẫu 4 quay cùng với cam gia công sẽ làm giá 2 lắc lư quanh tâm O chép dạng cam mẫu 4 sang cam gia công 3 .
Khi mài cam phải mài hai lần hoặc nhiều hơn. Thường là mài hai lần liên tiếp nhau bằng hai ñá mài có ñộ hạt khác nhau.
Chế ñộ mài: -Tốc ñộ quay của trục cam 3 m/ph. Trong quá trình làm bóng tốc ñộ giảm
xuống 2,5 m/phút; - Lựơng dư ñể lại cho mài tinh: 0,2 - 0,25 mm mỗi bên; - Lượng tiến ñá ngang: 0,03 - 0,05 m/vòng; - Tốc ñộ quay của ñá mài: 30 - 60 vòng/phút (50-60 m/phút). Mài tinh ñược tiến hành trên máy mài tròn ngoài và máy mài chép hình. Khi
mài tinh các cam, nên dùng hai cổ trục ở hai ñầu làm chuẩn. Lắp các cổ trục ñó lên hai mâm cặp tự ñịnh tâm. Gia công như vậy ñộ ñồng tâm giữa các cổ trục và các cam tương ñối cao. ðá mài có ñộ hạt 80-120. ðộ bóng sau khi mài cần ñạt ∇ 8.
c. Phục hồi cổ trục cam bằng phương pháp mạ crôm
ðộ mòn của cổ trục cam khi sửa chữa lớn thường không lớn, trung bình khoảng 0,05 ÷ 0,10mm. Vì vậy có thể khôi phục bằng phương pháp mạ crôm, sau ñó mài tới kích thước danh nghĩa. Chiều dày của lớp mạ crôm cần bảo ñảm trong phạm vi 0,15 ÷ 0,20 mm, trong ñó lượng dư gia công mài là khoảng 0,04 mm.
Dung dịch mạ crôm có thành phần như sau: - Ôxyt crôm Cr2O3 : 150 g/l - Axit sunfuric H2SO4: 1,5 g/l - Mật ñộ dòng ñiện: D = 20 ÷ 25 A/dm2 - Nhiệt ñộ chế ñộ mạ: t = 50 ÷ 650C. Sau khi mạ cần ñánh bóng các bề mặt ñể ñạt các thông số theo yêu cầu
kỹ thuật.
d. Phục hồi cổ trục cam và mặt cam bằng phương pháp hàn ñắp rung

Cnsc.283
Cổ trục cam và quả cam khi ñã bị mòn quá kích thước sửa chữa, có thể ñược phục hồi bằng phương pháp hàn ñắp rung. Trước khi hàn cần phải mài nhỏ trục và mặt cam ñể bảo ñảm cho lớp hàn ñắp có chất lượng cao. Người ta sử dụng loại dây hàn ñường kính 1,6 ÷1,8 mm, hiệu ñiện thế 12 ÷ 14V. Tốc ñộ cung cấp dây hàn là 1,3 m/phút khi ñường kính dây hàn 1,6mm và 1m/phút khi ñường kính dây hàn 1,8mm. Lượng tiêu hao chất làm mát là 0,5 lít/phút. Tốc ñộ quay của chi tiết n = 3,5 vòng/phút.
Sau khi tiến hành phục hồi trục cam bằng phương pháp hàn ñắp rung ta tiến hành gia công cơ trục cam theo các bước sau:
- Tiện các cổ trục cam tới ñường kính danh nghĩa trên máy tiện chuyên dùng, ñộ bóng cần ñạt là∇ 5.
- Tiện các quả cam tới kính thước danh nghĩa trên máy tiện chép hình theo biên dạng cam mẫu, có ñộ bóng ñạt ∇ 5.
- Mài các cổ trục cam và các quả cam trên máy mài tròn ngoài và máy mài chép hình chuyên dùng. Lượng dư còn lại ñể mài tinh là 0,2 - 0,25 mm. Các bề mặt sau khi gia công ñạt cấp 3.
ðộ bóng sau khi mài phải ñạt ∇ 8 và ñộ cứng HRC = 54 ÷ 64. Sau ñó tiến hành ñánh bóng trục cam và nhuộm màu. e. ðánh bóng trục cam
Việc ñánh bóng các cổ trục và các quả cam tiến hành trên máy ñánh bóng chuyên dùng bán tự ñộng nằm ngang bằng các băng giấy nhám. Khi ñánh bóng tiến hành ñánh bóng ñồng thời tất cả các cổ trục và các cổ cam. ðộ bóng cần ñạt là ∇ 8-∇ 9.
Chế ñộ ñánh bóng: - Tốc ñộ quay của trục cam gia công : 200 vòng/phút - Áp lực của băng giấy ráp lên mặt trụ: 0,7 kG/cm2 - Lơp kim loơi bơ mòn khi ơánh bóng: 5 µ m.
Ngoài ra có thể không ñánh bóng bằng giấy nhám mà dùng ñá mài có ñộ hạt 80-120 ñể mài tinh lần cuối.

Cnsc.284
Hình 6.52. Sơ ñồ kiểm tra biên dạng cam 1. Cam cần kiểm tra; 2. Cam mẫu; 3. ðồng hồ.
4. Kiểm tra biên dạng cam sau khi sửa chữa
Biên dạng cam sau khi sửa chữa ñược kiểm tra trên thiết bị chuyên dùng (hình 6.52).
Nếu biên dạng gia công hoàn toàn tương ứng biên dạng cam mẫu thì H=const và ñồng thời không thể hiện trị số trên ñồng hồ.
Nếu dạng cam gia công có sai khác so với cam mẫu thì H thay ñổi, và có ñộ lệch ñược thể hiện trên ñồng hồ ño và ñồ gá này cũng có thể xác ñịnh vị trí gá mà ở ñó biên dạng cam bị sai lệch.
Khi ñưa trục cam lắp vào ñộng cơ, cần chú ý quá trình vận chuyển thận trọng tránh sự biến dạng của trục cam.

Cnsc.284
6.3.2. Sửa chữa xupap Xupap động cơ diezel thường được chế tạo bằng các loại thép tốt và chịu
được nhiệt độ cao. Xupap xả của động cơ làm việc ở nhiệt độ cao hơn nên thường được chế tạo từ vật liệu tốt như X10C2M, X9C2. Xupap nạp thường được chế tạo từ thép 40X, 20XHA. Độ cứng sau nhiệt luyện HB = 255 302.
Xupáp của động cơ đầu máy D9E và D13E được thể hiện trên các hình 6.53- 6.54.
1. Những hư hỏng thường gặp Tuỳ theo cấu tạo của xupap là loại trục cam tỳ trực tiếp vào đĩa để đóng mở
xupap hay loại trục cam đóng mở xupap qua hệ thống thanh đẩy và cò mổ mà xupap có những hư hỏng khác nhau.
Những hư hỏng phổ biến của xupap thường là: - Thân xupap bị hao mòn, cong vênh; - Nấm xupap bị hao mòn, cháy, nứt.
2. Sửa chữa xupap a. Thân xupáp Thân xúpap bị cong có tiến hành nắn lại trên máy ép thủy lực, sau đó mài lại
thân xupáp đến kích thước sửa chữa và thay bạc dẫn hướng có kích thước phù hợp.
3.97
292
134
63,5
240
45
4
12,5
194
9,5
Hình 6.53. Xupap cơ cấu phối khí động cơ đầu máy D19E
Hình 6.54. Xupap cơ cấu phối khí động cơ đầu máy D13E

Cnsc.285
Nếu thân xupáp bị mòn quá hạn độ, có thể tiến hành mạ crôm hoặc mạ thép để khôi phục kích thước ban đầu. Yêu cầu chiều dày lớp crôm mỗi bên là 0,2 mm sau khi đã gia công.
Chế độ mạ crôm: - Dung dịch CrO3: 150 g/lít
H2SO4: 1,5 g/lít - Mật độ dòng điện: D = 20-25 A/dm2 - Nhiệt độ chất điện phân: T = 50-65 ºC - Chiều dày lớp mạ: 0,2 mm
b. Nấm xupáp Nấm xupáp bị xước, mòn, rỗ, tiến hành mài lại trên máy mài chuyên dùng
(hình 6.55). Chuẩn để mài nấm xupap là bề mặt trụ trên thân xupap. Sau khi mài phải bảo đảm chiều cao tối thiểu của phần hình trụ của nấm
xupap là 0,8mm. Nếu nấm xupap bị mòn quá hạn độ, có thể tiến hành hàn bằng hàn hơi với que hàn là thép có vật liệu tương ứng. Sau khi hàn tiến hành gia công đến kích thước danh nghĩa của nấm.
Chế độ mài nấm xupap trên máy mài: - Đường kính đá mài: D = 200mm. - Tốc độ quay của đá: n = 800 4000vòng/phút. - Tốc độ quay của xupap: n = 200 250 vòng/phút.
Hình 6.55. Sơ đồ thiết bị mài nấm xupap 1. Nâm xupap; 2. Đầu kẹp; 3.Êcu; 4. Thân kẹp; 5. Đá mài.
Nếu nấm xupáp bị mài quá hạn độ ta có thể tiến hành mạ thép. Sau khi mạ tiến hành gia công lại nấm xupáp bằng phương pháp mài đến kích thước danh nghĩa.
3. Kiểm tra sau khi sửa chữa Sau khi đã sửa chữa, đặt xupap lên hai đế chữ V của bàn kiểm tra, một đầu
của thân xupáp được tỳ vào mặt tựa, dùng đồng hồ để kiểm tra. Yêu cầu cần đạt được:

Cnsc.286
- Độ cong của thân không lớn hơn 0,02 - 0,05 mm; - Độ không đồng tâm giữa các mặt trụ và mặt côn không lớn hơn 0,03 mm; - Độ côn và độ ôvan của thân xupap không lớn hơn 0,01 0,03mm; - Độ không vuông góc giữa mặt nấm xupáp và thân không lớn hơn 0,02mm. 6.3.3. Sửa chữa nắp máy 1. Những hư hỏng của nắp máy Tùy theo cấu tạo và làm việc cụ thể mà nắp máy của động cơ có những hư
hỏng khác nhau. Nắp máy sử dụng trên động cơ đầu máy thường có những hư hỏng sau:
Xây sát, cong vênh bề mặt lắp ghép với thân máy; nứt ở thành áo nước hoặc các vách ngăn; mòn hay san bằng các đường ren trong lỗ bắt các gu-giông hay lỗ lắp buồng cháy dự bị. Mòn và hư hỏng các ổ đỡ trục cam hay ổ đỡ trục cò mổ xupap; mòn hoặc hư hỏng các ống dẫn hướng xupap và lỗ lắp đế (xye) xupap. Một số nắp máy có buồng cháy dự bị thường bị hỏng ở các đầu phun, nứt hỏng các buồng cháy dự bị.
2. Phương pháp sửa chữa nắp máy: Quá trình công nghệ tổng quát sửa chữa nắp máy: - Tháo và làm sạch bề mặt làm việc của nắp máy; - Hàn nắp máy, gia công ống dẫn hướng xupap, tiện lại mặt đầu lỗ lắp
vòi phun; - Thay ống dẫn của van khởi động, sửa chữa ren, thay các chốt và vít bị hỏng; - Kiểm tra các rãnh làm kín ở xung quanh buồng cháy; - Ép nước và xác định sự dò hở; - Lắp và xác định gối đỡ trục phối khí; - Lắp đặt trục đẩy; - Thay và gia công lại các bề mặt làm việc của xye; - Gia công bạc trục đẩy; - Lựa chọn lắp trục phối khí, bạc và ổ trượt; - Lắp trục phối khí và kiểm tra sự ăn khớp của các bánh răng. Nắp máy bị nứt và cong vênh quá hạn độ cho phép tiến hành thay mới. Những vết nứt của nắp máy không nằm ở bề mặt lắp ghép quan trọng, có thể
dùng phương pháp hàn. Chế độ hàn và phương pháp hàn tiến hành như hàn các vết nứt ở thân máy.
Khi các lỗ ren hỏng không quá hai ren tiến hành tarô lại. Khi hỏng quá hai đường ren, tiến hành hàn bít lại sau đó cắt ren theo kích thước cũ. Cũng có thể sửa chữa bằng cách cắt ren theo kích thước mới hay lắp thêm chi tiết phụ.
Sửa chữa hay thay thế ổ đỡ trục cam hoặc bạc trục cò mổ: Đối với loại ổ đỡ trục cam bằng hợp kim nhôm gồm hai nửa ghép lại ta có thể
tiến hành sửa chữa theo các phương pháp sau: hàn đắp bề mặt ổ bi mài mòn, sau đó tiến hành khoét các lỗ ổ đỡ trục cam bằng dụng cụ chuyên dùng, kích thước lỗ ổ đỡ trục cam phải phù hợp với kích thước sửa chữa của trục cam.
Đối với các ổ đỡ dùng bạc đồng và ổ đỡ cò mổ của động cơ, khi bạc bị mòn quá hạn độ ta tiến hành ép ra và thay bạc mới, sau đó gia công đến kích thước phù hợp với kích thước của trục cần mổ.

Cnsc.287
Sửa chữa và thay thế đế xupap (xye xupap): Trong quá trình làm việc của động cơ, bề mặt làm việc của đế xupap (xye
xupap) thường bị cháy rỗ hoặc bị mòn. Khi các đế xupap bị mòn hoặc bị cháy rỗ còn trong hạn độ, người ta tiến hành
phay lại bằng dao phay định hình. Đầu tiên sử dụng dao phay để phay mặt đầu của đế xupap, sau đó dùng dao phay mặt côn để gia công đế xupap.
Sau khi đã phay xong toàn bộ đế xupap phải tiến hành rà kín đế xupap với xupap theo từng cặp. Có thể tiến hành rà xúpap trên máy rà chuyên dùng hay rà bằng tay. Sau khi rà cần tiến hành thử độ kín của bề mặt tiếp xúc.
Khi đế xupap đã mòn quá hạn độ, cần tiến hành thay mới. Đế xupap thường được chế tạo bằng gang xám hoặc gang hợp kim crôm,
niken. Đế xupap được nhiệt luyện bằng cách đốt nóng trong lò đến 6000C khoảng 1giờ 30phút, sau đó làm nguội đến 2500C và làm nguội ngoài không khí.
Độ cứng của đế xupap sau khi đã nhiệt luyện cần đạt HRC = 50 60. Đế xupap được ép vào nắp máy với độ dôi khoảng 0,045 0,105mm. Trước khi ép vào nắp máy nên đốt nóng nắp máy đến 160 1750C. Sau khi đã ép xye vào ổ, ta tiến hành các bước gia công tiếp theo.
Đế xupap có thể được lắp vào nắp xylanh bằng trên máy ép thủy lực. Độ dôi lắp ghép đối với động cơ đầu máy D9E là 0,1mm và D13E là 0,12mm.
Sau khi ép đế xupap vào trong nắp xylanh cần tiến hành mài mặt vát của đế nhằm mục đích tạo độ kín khít giữa nấm xupap và đế xupap.
Phương pháp gia công lại mặt vát của đế xupap: - Đặt nắp máy lên bàn và kẹp chặt; - Đưa đá mài có độ côn thích hợp với yêu cầu của mặt vát; - Đá mài được chế tạo sao cho có một trục ở giữa để đảm bảo độ đồng tâm
giữa ống dẫn hướng và đế xupáp; Chế độ đá mài: - Đá mài có độ hạt: 80-120; - Trục đường kính tương đương với thân xupáp; - Tốc độ quay của đá mài: 200 v/ph. Ta có thể tiến hành rà lại bề mặt của đế xupáp bắng cách thủ công: - Rà xoáy bằng cát mịn chuyên dùng. Dùng lực của tay để tạo va đập giữa
nấm xupáp và đế xupáp đồng thời xoay xupáp. Rà xoáy đến khi mặt tiếp xúc của hai chi tiết nhẵn bằng là được.
Sau khi sửa chữa xong ta tiến hành kiểm tra bằng cách: - Dùng thuốc mài phủ ngoài mặt xúpap rồi xoay xupáp trên đế, tháo và kiểm
tra độ tiếp xúc giữa xupáp với đế. Nếu thấy đường tiếp xúc dính quanh chu vi đế xupáp chứng tỏ mặt tiếp xúc tốt.
- Kiểm tra độ đồng tâm bằng đồng hồ. Sơ đồ mài đế xupáp được thể hiện trên hình 6.56.
1
23
45 5

Cnsc.288
Hình 6.56. Sơ đồ mài đế (xye) xúpap 1. Đế xúpap; 2. Đá mài; 3. Ống dẫn hướng xúpap; 4. Trục đá mài; 5. Nắp xylanh
Sửa chữa ống dẫn hướng xupap Ống dẫn hướng xupáp thường bị mòn đường kính trong, ngoài ra bề mặt này
còn có thể bị xước, rỗ do bôi trơn kém trong điều kiện làm việc ở nhiệt độ cao, ống dẫn hướng còn có thể bị nứt. Trong một số trường hợp bề mặt ngoài cũng có thể bị hao mòn dẫn đến yêu cầu lắp ráp không được đảm bảo.
Sửa chữa và thay thế bạc dẫn hướng Khi lỗ trong ống dẫn hướng bị mòn, có thể doa lại và sử dụng theo kích thước
sửa chữa mới. Lỗ trong bạc dẫn hướng mòn quá hạn độ sửa chữa có thể tiến hành thay mới bạc dẫn hướng có kích thước phù hợp với nắp máy đã được sửa chữa. Độ dôi giữa ống dẫn hướng và nắp máy là 0,01 0,05mm.
Khi ép vào và ép ra đối với ống dẫn hướng, người ta có thể tiến hành trên các máy ép chuyên dùng với lực ép 2 540 kG cho một bạc. Cũng có thể đóng bằng búa trong điều kiện sửa chữa thủ công.
Có thể sửa chữa ống dẫn hướng bằng phương pháp gia công áp lực, mà cụ thể là phương pháp chồn. Công việc chồn được tiến hành như sau: người ta đặt một chốt chuyên dùng vào ống dẫn hướng xupap bị mòn, chốt này có đường kính nhỏ hơn so với đường kính trong của ống dẫn sau khi gia công hoàn thiện là 0,2mm. Sau đó ống dẫn hướng và chốt được đặt vào đồ gá để chồn. Dưới một áp lực nhất định của máy ép ép hai tấm đệm tới mặt tỳ của cối và ống dẫn hướng được chồn lại (chiều dài giảm xuống) và điền đầy khe hở giữa chốt và bề mặt bị mòn. Sau khi ép, tiến hành gia công lại đường kính trong và đường kính ngoài tới kích thước cần thiết. Độ giảm chiều dài của ống dẫn hướng khi chồn cho phép là: 5-15%.
Sau khi đã sửa chữa xong các bộ phận của nắp máy, tiến hành lắp xupap đã được sửa chữa rời hoặc xupap mới vào nắp máy và đưa lên máy rà chuyên dùng để tiến hành rà. Rà xong phải tiến hành kiểm tra độ kín của các cặp xupap và xuye của nó. Nắp máy đã được sửa chữa xong phải được ép nước để thử lại độ kín và kiểm tra sự nứt của nắp máy. Người ta tiến hành ép nước thử trên bàn ép nước chuyên dùng, nhiệt độ nước từ 600 700C, áp lực nước 3 kG/cm2, thời gian thử không nhỏ hơn 2 phút.
Đối với loại nắp máy có kết cấu phức tạp, sau khi đã được sửa chữa xong, người ta lắp ráp thành cụm và điều chỉnh sơ bộ, sau đó mới đưa đi lắp ráp với động cơ.
6.3.4. Điều chỉnh cơ cấu phối khí Mục đích của việc điều chỉnh cơ cấu phối khí là làm cho các xupap đóng mở
đúng với thời điểm quy định của từng xylanh động cơ. Đầu máy diesel ở nước ta sử dụng động cơ có hai kiểu cơ cấu phối khí khác nhau do đó việc điều chỉnh các cơ cấu phối khí đó cũng khác nhau.
Cơ cấu phối khí dẫn động trực tiếp

Cnsc.289
Trong hệ thống phối khí này, trục cam trực tiếp tác dụng vào đĩa xupap để đóng mở xupap. Vì vậy vị trí của trục cam và xupap sẽ ảnh hưởng đến qui luật đóng mở của xupap. Việc điều chỉnh hệ thống phối khí loại này tương đối phưc tạp.
Khi điều chỉnh ta tiến hành theo các bước sau đây: - Xác định điểm chết trên của một xylanh để làm chuẩn; - Điều chỉnh khe hở giữa gáy cam và đĩa xupap; - Đặt trục cam phù hợp với xylanh chuẩn; - Điều chỉnh sự đóng mở của các xupap xylanh còn lại cho phù hợp với qui
luật phối khí của các xylanh còn lại trong động cơ. Cơ cấu phối khí dẫn động gián tiếp Cơ cấu phối khí này gồm có trục cam, cần lắc, trục lắc, thanh đẩy cò mổ và
xupap. Điều chỉnh cơ cấu phối khí loại này tương đối đơn giản. Khi lắp ráp cơ cấu phối khí cần bảo đảm cho vạch dấu ở trên bánh răng trục khuỷu và vạch dấu ở trên bánh răng trục cam nằm trùng khớp với nhau. Sau đó tiến hành điều chỉnh khe hở nhiệt, là khe hở giữa vít của cò mổ và đuôi xupap đúng với giá trị khe hở qui định. Thông thường khe hở nhiệt đối với xupap nạp là 0,40 mm và đối với xupap xả là 0,45 mm. Điểm chết trên của xylanh động cơ được xác định bằng dụng cụ chuyên dùng (hình 6.57).
Hình 6.57.Thiết bị kiểm tra điểm chết trên 1. Khung giá; 2. Vành chia độ; 3. Kim chỉ thị; 4. Vít; 5. Lò xo. 6. Tấm chặn;
7. Trục; 8. Đầu thanh; 9. Thanh (cần); 10. Ống bao; 11. Đầu đo. 6.3.5. Lắp ráp và điều chỉnh cơ cấu phối khí trên động cơ đầu máy 1. Quá trình lắp ráp cơ cấu phối khí trên động cơ đầu máy D9E và D13E
11
3 4
12
10
9
8765

Cnsc.290
a. Đối với động cơ đầu máy D9E Lắp ráp trục cam Trong quá trình lắp ráp trục cam cần đảm bảo: - Độ giơ hướng kính giữa cổ trục và bạc trục phải nằm trong phạm vi 0,05-0,2
mm, diện tích tiếp xúc của cổ trục và bạc không được ít hơn 60% diện tích bề mặt; - Độ giơ dọc trục phải nằm trong phạm vi: 0,15-0,35 mm; - Khe hở giữa bánh răng trục cam và bánh răng trục khuỷu phải nằm trong
phạm vi 0,076- 0,15mm; Trình tự lắp ráp trục cam: - Chỉnh thẳng các lỗ dầu trong bạc cùng các rãnh dầu trong khối. Nếu cần
thay các bạc để đảm bảo kích thước; - Lắp trục cam; - Lắp khối bánh răng nhỏ, miếng đệm và chốt hãm, vặn chặt bulông gần chốt
hãm với mômen xoắn: 8,3-9,7 kG.m. Chú ý: - Đảm bảo động cơ được đặt với pittông số 1 ở ĐCT; - Đánh dấu bằng phấn trên khối bánh răng lớn trên điểm C và đánh dấu bằng
phấn trên răng đã đóng dấu sẽ giúp cho việc chỉnh thẳng các răng đó; - Làm nghiêng khối bánh răng lớn và quay tới khi các điểm "A" thẳng hàng; - Lắp hộp bánh đà, bộ phận dẫn động và các bộ phận khác của động cơ. Lắp ráp xupap Xupap thải có kí hiệu " EX" trên đầu xupap phải được lắp vào cửa thải và
xupap nạp có kí hiệu là "IN" trên đầu xupap phải được lắp vào cửa nạp. Thứ tự lắp: - Bôi trơn thân xupap và ống dẫn hướng xupap; - Lồng xupap vào ống dẫn hướng rồi lắp cơ cấu quay xupap, lò xo, vòng chặn
lò xo. Nén lò xo xuống và lắp các móng hãm (đầu lớn xuống dưới) rồi đập nhẹ vòng chặn để đảm bảo rằng móng hãm đã đặt đúng vị trí trong vòng chặn.
Lắp con đội - Cần bảo đảm độ giơ giữa con đội và ống dẫn hướng nằm trong phạm vi
0,076 0,127mm; - Lắp các con đội vào ống dẫn dầu bôi trơn, dùng dây cao su để giữ chúng
trong ống dẫn dầu bôi trơn; - Lắp toàn bộ cụm ống dẫn dầu bôi trơn vào thân máy, lắp khóa hãm và
bulông, bắt ống dẫn dầu bôi trơn chính. Lực xiết có mô men khoảng 20,4 kG.m. Lắp ống dẫn hướng xupap và đế xupap Được tiến hành lắp ráp trên nắp xylanh sau khi đã sửa chữa hoặc thay mới
với thiết bị chuyên dùng là máy ép thủy lực. Lắp cơ cấu xupap bao gồm dàn cò mổ, đũa đẩy, đũa làm giảm sức nén… lên
nắp xylanh Khi lắp cần đảm bảo: - Độ giơ hướng kính trục đòn bẩy với bạc phải nằm trong phạm vi
0,04-0,03 mm; - Độ giơ dọc trục giữa đòn bẩy và bạc phải nằm trong phạm vi 0,05-0,1 mm.

Cnsc.291
Lắp nắp xylanh lên thân máy Dùng cầu trục để lắp ráp với lực xiết quy định như sau:
- Lần đầu: 20,4 kG.m; - Lần sau: 34,57 kG.m.
2. Đối với cơ cấu phối khí trên độngcơ đầu máy D13E Lắp ráp trục cam Sau khi lắp ráp cần đảm bảo: - Độ giơ hướng kính giữa cổ trục và bạc trục phải nằm trong phạm vi
0,05 - 0,15 mm; - Độ giơ dọc trục giữa cổ trục với bánh răng trục khuỷu là 0,15mm; - Khe hở bánh răng của trục cam với bánh răng trục khuỷu là 0,15mm; - Lắp trục cam vào ổ đỡ; - Lắp vòng chặn, chốt hãm, bánh răng trục cam. Lắp ráp xupap Xupap thải và xupap nạp có thể lắp lẫn với nhau do đường kính thân, nấm
xupap đều như nhau. Thứ tự lắp ráp: Bôi trơn thân xupap và ống dẫn hướng xupap. Lồng xupap qua ống dẫn
hướng rồi lắp cơ cấu quay xupap, lò xo, vòng chặn lò xo. Nén lò xo xuống và nén các móng hãm (đầu lớn xuống dưới) rồi dùng tay đập nhẹ vòng chặn để đảm bảo móng hãm đã được đặt đúng vị trí trong vòng chặn.
Lắp ráp các chi tiết khác - Lắp nắp máy trên thân động cơ. Xiết chặt các bulông với lực xiết quy định
là 72,59 kG.m - Lắp đũa đẩy; - Lắp đòn gánh cân bằng; - Lắp dàn cò mổ. Sau khi lắp cần bảo đảm: - Khe hở hướng kính giữa trục đòn bẩy với bạc là 0,039 mm; - Khe hở hướng kính giữa trục đòn gánh cân bằng với cọc dẫn hướng
là 0,089mm. 6.3.5.1. Điều chỉnh cơ cấu phối khí trên động cơ đầu máy D9E và D13E Mục đích điều chỉnh cơ cấu phối khí là nhằm làm cho các xupáp đóng mở
đúng với quá trình làm việc của từng xylanh động cơ. Việc điều chỉnh tương đối đơn giản vì trên bánh đà đã có đánh dấu từng góc độ của mỗi xylanh và khi lắp đã đảm bảo dấu trên bánh răng trục khuỷu trùng với dấu trên bánh răng trục cam. Sau đó tiến hành điều chỉnh khe hở giữa vít của cò mổ và đuôi xupáp (khe hở nhiệt) đúng với khe hở quy định.
1. Điều chỉnh khe hở nhiệt của cơ cấu phối khí trên động cơ đầu máy D9E Quay trục khuỷu ngược chiều kim đồng hồ, cho đến khi điểm đánh dấu sẵn
trên bánh đà của xylanh 1 và xylanh 11 trùng với mũi tên cố định trên vỏ bánh đà. Tiếp tục quay từ từ trục khuỷu và kiểm tra xupáp thải của xylanh số 1 cho
đến khi xupáp đóng và cò mổ mở hết lên, tiến hành điều chỉnh khe hở nhiệt của

Cnsc.292
xupáp xylanh số 1. Điều chỉnh vít và cho thước vào để đo khe hở giữa cò mổ và xupáp.
Khe hở nhiệt xupáp nạp có trị số bằng 0,38mm. Khe hở nhiệt xupáp thải có trị số bằng 0,89mm. Sau khi điều chỉnh khe hở đúng yêu cầu, tiến hành xiết chặt các đai ốc để giữ vít điều chỉnh đảm bảo khe hở không bị thay đổi. Sau đó tiếp tục điều chỉnh các xylanh khác theo thứ tự nổ của động cơ là: 1-12-9-4-5-8-11-2-3-10-7-6.
2. Điều chỉnh khe hở nhiệt của cơ cấu phối khí trên động cơ đầu máy D13E Cách điều chỉnh cơ cấu phối khí động cơ 1200 BHI lắp trên đầu máy D13E
cũng tương tự như cách điều chỉnh cơ cấu phối khí của động cơ D398 lắp trên đầu máy D9E.
Quay trục khuỷu ngược chiều kim đồng hồ đến khi điểm đánh dấu trên bánh đà trùng với mũi tên cố định trên vỏ bánh đà.
Quay từ từ trục khuỷu cho đến khi xupáp xả đóng hoàn toàn, tiếp tục quay cho đến khi cò mổ mở hết rồi tiến hành điều chỉnh khe hở nhiệt của xupáp xả và nạp là 0,86mm.
Sau khi điều chỉnh khe hở nhiệt theo thứ tự làm việc của động cơ: 1-4-2-6-3-5 xong cần xiết chặt đai ốc giữ vít điều chỉnh khe hở ở đòn bẩy, nhằm tránh cho khe hở bị sai lệch.
Hạn độ sửa chữa các chi tiết cơ cấu phối khí động cơ đầu máy D9E và D13E được cho trong bảng 6.7-6.8.
Bảng 6.7. Hạn độ sửa chữa các chi tiết cơ cấu phối khí động cơ đầu máy D9E
TT Tên gọi các chi tiết Kích thước
nguyên hình (mm)
Hạn độ sửa
chữa các cấp
(mm)
Hạn độ cấp Ky
(mm)
Hạn độ loại bỏ (mm)
(1) (2) (3) (4) (5) (6) 1 Đường kính đuôi xupap
nạp và thải 12,53712,598 - - -
2 Đường kính trong ống dẫn hướng xupap 12,67512,7 - - -
3 Độ nhún lò xo xupap ngoài (với lực nén 12,27 - 24,9 kG)
49,5 - 49,5±5% -
4 Độ nhún lò xo xupap trong (với lực nén 12,25 - 13,6 kG)
48,8 - 49,5±5% -

Cnsc.293
5 Khe hở xupap lúc nguội - Xupap nạp - Xupap thải
0,38 0,89
0,38 0,89
0,38 0,89
-
6 Khe hở giữa cần đẩy và con đội của bộ giảm sức nén
0,640,76 - - -
7 Đường kính trong của ống dẫn con đội xupap
25,3725,4 - - >25,48
8 Độ giơ giữa đuôi con đội và ống dẫn hướng 0,0760,127 - - >0,23
9 Đường kính con đội xupap 25,325,37 - - <25 10 Đường kính cổ trục phân
phối 75,3475,36 - - 74,7
11 Độ mòn theo chiều cao vấu cam so với kích thước nguyên hình - - -
Nạp: 0,8
Thải: 0,1
(1) (2) (3) (4) (5) (6) 12 Độ giơ dọc trục của trục
phân phối 0,150,254 - 0,150,35 0,51
13 Độ giơ hướng kính giữa cổ trục và bạc trục phân phối
0,0050,15 0,23 0,2 > 0,23
14 Khe hở cạnh giữa bánh răng trục phân phối và bánh răng trục khuỷu
0,0760,127 0,2 0,15 0,25
15 Đường kính trong ổ trục phân phối
75,475,5 - - -
16 Đường kính trục đòn bẩy xupap
31,0631,09 - - -
17 Đường kính trong bạc trục đòn bẩy
31,3131,15 - - -
18 Độ giơ hướng kính giữa trục đòn bẩy và bạc trục
0,04 0,09 0,18 0,15 0,20
19 Độ giơ dọc trục giữa trục đòn bẩy và bạc trục
0,05 0,1 0,127 0,15 0,20
Bảng 6.8. Hạn độ sửa chữa các chi tiết cơ cấu phối khí động cơ tiết đầu máy D13E
TT Tên gọi các chi tiết Kích thước

Cnsc.294
Kích thước nguyên thuỷ
(mm)
Hạn độ sau khi sửa chữa
(mm)
Hạn độ không sử
dụng (mm)
(1) (2) (3) (4) (5) 1 Độ dôi lắp ghép ống dẫn
hướng xupap với nắp xylanh
0,046 - -
2 Độ dôi lắp ghép cọc dẫn hướng (lắp đòn gánh cân bằng) với nắp quy lát
0,038 - -
3 Khe hở giữa thân xupap với ống dẫn hướng
0,114 0,19
- 0,165 0,203
4 Áp lực xiết bulông nắp quy lát 225 kG/cm2 - -
5 Chiều dày nấm xupap 3,97 - - 6 Đường kính thân xupap 15,73 15,49 15,9 7 Khe hở xupap 0,863 - - 8 Độ dôi lắp ghép giữa đòn
bẩy cò mổ với đế lắp 0,0127-0,0635 - -
9 Khe hở hướng kính giữa trục đòn bẩy cò mổ với bạc
0,039 - -

Cnsc.294
(1) (2) (3) (4) (5)
10 Khe hở hướng kính giữa đòn gánh cân bằng với cọc dẫn hướng
0,051-0,089 - -
11 Khe hở hướng kính giữa trục cam và bạc 0,05 0,15 - >0,25
12 Khe hở dọc trục của trục cam - - >0,5
13 Đường kính trục cam ở vị trí lắp bạc 114,01-114,05 - -
14 Chiều cao vấu cam
- Cam nạp và cam thải
- Cam nhiên liệu
96,14 96,24
97,74 97,84
-
-
15 Độ mòn lớn nhất của vấu cam tính từ chỗ thấp nhất - - >0,5
6.4. Sửa chữa các chi tiết cơ bản trong hệ thống cung cấp nhiên liệu
(nhóm bơm cao áp-vòi phun)
Hệ thống cung cấp nhiên liệu của động cơ diezel gồm: bơm cung cấp, bầu lọc, bơm cao áp, vòi phun và các đường ống dẫn.
Hệ thống cung cấp nhiên liệu ảnh hưởng rất lớn đến sự làm việc của động cơ. Vì vậy, sửa chữa hệ thống cung cấp nhiên liệu là một vấn đề đặc biệt quan trọng.
Do điều kiện chương trình hạn chế, ở đây chỉ giới thiệu một số tổng thành quan trọng của hệ thống cung cấp nhiên liệu, đó là bơm cao áp và vòi phun.
Kết cấu tổng thể bơm cao áp động cơ đầu máy D13E và D9E được thể hiện trên các hình 6.58 và 6.59.

Cnsc.295
Hình 6.58. Kết cấu tổng thể bơm cao áp động cơ đầu máy D9E 1. Lò xo áp lực; 2. Van một chiều; 3. Thân van một chiều; 4. Thân van;
5. Xylanh bơm cao áp; 6. Pittông plông-giơ bơm cao áp; 7. Đai ốc chặn xylanh; 8. Thanh răng nhiên liệu; 9. Càng liên kết con đội pittông plông-giơ;
10. Đai ốc cố định; 11. Con đội; 12. Thân bơm; 13. Lò xo hồi vị con đội;
12 13
17
14 15
16
19
18
3 4
2
8
10 9 11
5
7 6
1
0.033-0.038 >0.127
0.0014-0.0040 >0.152
0.0013-0.0015 >0.127
0.127-0.178 >0.254
0.05-0.15 >0.25

Cnsc.296
14. Đường ống dẫn dầu bôi trơn; 15. Con lăn; 16. Cam dẫn động bơm. 17. Đường nhiên liệu vào; 18. Đường nhiên liệu về; 19. Vành răng.

Cnsc.297
Hình 6.59. Kết cấu tổng thể bơm cao áp động cơ đầu máy D13E
1. Thân trên van cấp; 2,4. Gioăng; 3. Lò xo van cấp; 5. Van cấp; 6. Thân dưới van cấp; 7. Đai ốc hãm; 8. Vành bao sơmi pittông plông-giơ;
9. Đường dầu vào; 10. Sơmi; 11. Pittông plông-giơ; 12. Vành răng; 13. Đế trên lò xo; 14. Lò xo; 15. Ống dẫn hướng; 16. Đế dưới lò xo. 17. Vòng hãm;
18. Vít định vị thanh răng; 19. Thanh răng; 20. Thân bơm.
6.4.1. Sửa chữa cặp pittông plông-giơ bơm cao áp Các cặp (bộ đôi) chi tiết chính xác của hệ thống cung cấp nhiên liệu bao gồm:
cặp pittông plông-giơ, van cấp nhiên liệu (van một chiều); đầu phun của vòi phun. Các chi tiết này được chế tạo từ các loại thép hợp kim cao (chủ yếu là hợp kim crôm) và thép đặc biệt. Độ cứng sau khi gia công nhiệt luyện là 58-60 HRC. Độ ôvan của lỗ xylanh và bề mặt dẫn hướng làm việc của pittông plông-giơ không được vượt quá 0,001mm; độ côn của các bề mặt này không cho phép tới 0,003 mm; không cho phép

Cnsc.298
có độ yên ngựa và độ tang trống. Độ không song song của các mặt đầu lắp ghép của xylanh phải nằm trong giới hạn 0,03 mm.
Ngoài các yêu cầu cao về hình dạng hình học, các chi tiết còn đòi hỏi có độ bóng cao của bề mặt gia công. Chiều cao nhấp nhô cho phép lớn nhất trên các bề mặt làm việc của chi tiết không vượt quá 0,0002 mm.
Độ bóng cao của bề mặt gia công sẽ làm tăng tính chống mòn và tính chống ăn mòn của chi tiết.
Khe hở hướng kính của cặp pittông plông-giơ phải nằm trong giới hạn 0,002-0,003 mm.
Độ ôvan và độ côn của bề mặt các chi tiết van cấp (van một chiều) không được vượt quá 0,002 mm. Khe hở giữa vành dẫn hướng của van và lỗ dẫn hướng của đế van phải nằm trong giới hạn 0,004 mm.
Khe hở phần dẫn hướng hình trụ của kim phun và thân vòi phun là 0,002 mm. Độ ôvan và độ côn của các bề mặt không đựơc vượt quá 0,001 mm.
Kết cấu cặp pittông plông-giơ bơm cao áp động cơ đầu máy D9E và D13E được thể hiện trên các hình 6.60 - 6.61.
Hình 6.60. Cặp pittông plông-giơ bơm cao áp động cơ đầu máy D9E

Cnsc.299
.
Hình 6.61. Cặp pittông plông-giơ bơm cao áp động cơ đầu máy D13E 1. Những hư hỏng thường gặp của cặp pittông plông-giơ bơm cao áp Trong quá trình vận dụng động cơ diezel, các chi tiết cặp pittông plông-giơ bị
hao mòn đáng kể. Chẳng hạn bề mặt làm việc của xylanh bị mòn cục bộ ở bề mặt các cửa nạp và cửa ngắt nhiên liệu; mòn ở mép trên và mép dưới lỗ cấp nhiên liệu trên thân xylanh (mòn gờ của các cửa sổ). Bề mặt của pittông plông-giơ bị mòn nhiều ở vành công tác, mòn ở gờ cấp nhiên liệu và ngắt nhiên liệu ở pittông, mòn ở bề mặt đối diện qua tâm với rãnh nhiên liệu trên thân pittông. Phần còn lại của bề mặt chi tiết mòn đều hơn. Đặc tính mòn như vậy làm tăng độ ôvan và độ côn các bề mặt công tác của các chi tiết.
Tại các vùng bị mòn cục bộ tương đối nhiều của pittông và xylanh có một số lượng lớn các vết xước dọc. Sự hình thành các vết xước dọc ở phần phía trên của bề mặt làm việc của pittông plông-giơ và xylanh là do có các tạp chất cơ học lẫn trong nhiên liệu.
Khi khe hở hướng kính giữa pittông plông-giơ và xylanh tăng lên, khi hình dạng hình học (độ ôvan) của các chi tiết thay đổi và khi xuất hiện các vết xước dọc sẽ
125,47
55,69
28,63
46,2
39,96
R1,25
4x60
12
10
55,417,9±0,004
4,37
R1,25
6,87 9,99
R1,25
126,73
186,75
48,42
10
38,82
13,73R4,99 25,09
11,6
12
22,3617,89 ±0,004
R0,25
8

Cnsc.300
làm tăng tiết diện (vành khăn) thông qua của cặp chi tiết. Kết quả là độ kín (thuỷ lực) của cặp pittông plông-giơ giảm xuống và sự rò rỉ của nhiên liệu qua khe hở tăng lên.
Khi độ kín thuỷ lực của cặp pittông plông-giơ giảm sẽ làm giảm hệ số cấp nhiên liệu và làm tăng độ không đồng đều cấp (phun) nhiên liệu vào các xylanh. Ngoài ra điều này còn làm muộn (trễ) thời điểm bắt đầu phun nhiên liệu.
Hệ số cấp nhiên liệu giảm mạnh hơn cả khi động cơ làm việc ở số vòng quay thấp và lưu lượng cấp nhỏ. Điều này được giải thích là lượng nhiên liệu rò rỉ tăng lên do thời gian thực hiện một hành trình của pittông plông-giơ tăng lên và chiều cao của bề mặt làm kín giảm xuống.
Do hệ số cấp nhiên liệu giảm sẽ dẫn đến giảm lượng nhiên liệu cấp trong một chu trình của các bơm và làm tăng độ không đồng đều phun nhiên liệu vào các xylanh. Khi độ không đồng đều phun nhiên liệu vào các xylanh tăng lên sẽ làm tăng suất tiêu hao nhiên liệu đơn vị và làm giảm công suất lớn nhất của động cơ. Lúc này động cơ sẽ bị rung, giật và làm việc không ổn định ở các chế độ không tải.
Độ mòn các bề mặt dẫn hướng của cặp pittông plông-giơ còn ảnh hưởng tới góc phun sớm và khoảng thời gian phun nhiên liệu vào xylanh. Điều này xảy ra là do khi khe hở của cặp pittông plông-giơ lớn thì độ kín của nó giảm, và áp suất trong hệ thống nhiên liệu tăng lên chậm (khoảng thời gian gia tăng áp suất tới giá trị áp suất đủ lớn để nâng kim phun bị kéo dài). Thời điểm phun nhiên liệu muộn đi sẽ ảnh hưởng xấu tới quá trình làm việc của động cơ.
Khi các gờ cửa sổ trên xylanh và mép vát của pittông plông-giơ bị mòn sẽ làm thay đổi hành trình hữu ích của pittông plông-giơ. Điều này dẫn đến khối lượng nhiên liệu do một cặp pittông plông-giơ cấp vào xylanh động cơ giảm đi.
Khi pittông và xylanh bị mòn, làm giảm lượng nhiên liệu phun vào xylanh và lượng nhiên liệu phun vào các xylanh không đều nhau. Qua các nghiên cứu thấy rằng nếu khe hở giữa pittông và xylanh tăng từ 0,005 tới 0,01mm thì lượng nhiên liệu phun vào các xylanh giảm 12% và thời điểm bắt đầu nhiên liệu chậm đi 30.
Ngoài ra khi khe hở tăng còn làm giảm áp suất phun, độ hoá sương không tốt, làm tăng thời gian cháy rớt.
2. Sửa chữa cặp pittông plông-giơ Quá trình công nghệ định hình sửa chữa cặp pittông plông-giơ bao gồm các
nguyên công sau đây: 1. Rửa (làm sạch), kiểm tra và phân loại chi tiết; 2. Gia công cơ khí cho sơmi xylanh và pittông plông-giơ ; 3. Phủ đắp bề mặt các chi tiết; 4. Gia công các bề mặt làm việc (công tác) của pittông plông-giơ sau khi
phủ đắp; 5. Chọn lắp và mài nghiền tương tác các chi tiết; 6. Kiểm tra và nghiệm thu.
Tuỳ thuộc vào trạng thái các chi tiết cặp pittông plông-giơ và mức độ phức tạp của việc sửa chữa, qúa trình công nghệ tổng quát trên đây có thể có sự thay đổi.

Cnsc.301
Sau khi rửa trong nhiên liệu sạch 2-3 lần tiến hành kiểm tra cặp pittông plông-giơ và phân loại. Cần đặc biệt lưu ý tới việc phát hiện các vết ăn mòn hoá học và các hư hỏng mang đặc tính cơ giới.
Các chi tiết cặp pittông plông-giơ phải loại bỏ khi có các vết nứt và vết mẻ ở gờ mặt đầu các bề mặt làm việc, ở các rãnh và gờ cửa sổ. Không cho phép độ mòn các mặt bên của pittông plông-giơ dẫn đến đường kính của nó nhỏ hơn giới hạn cho phép.
Các chi tiết cũng được loại bỏ khi phát hiện thấy các vết rỗ xuất hiện do ăn mòn hoá học, có chiều sâu lớn hơn 0,1 mm.
Nếu chiều sâu vết rỗ nhỏ hơn 0,1 mm hoặc có các vết xước dọc sâu thì pittông plông-giơ và sơ mi xylanh được quy về nhóm chi tiết đòi hỏi phải sửa chữa đặc biệt. Các cặp pittông plông-giơ thuộc nhóm này được tách bộ, còn các chi tiết được sửa chữa. Các cặp pittông plông-giơ có độ kín thuỷ lực đạt tiêu chuẩn kỹ thuật thì không cần phá bộ mà được sửa chữa theo quy trình công nghệ đơn giản hoá. Đầu tiên tiến hành mài mặt đầu. Sau khi rửa xylanh trong nhiên liệu sạch tiến hành kiểm tra độ linh động của pittông plông-giơ. Nếu có sự kẹt cục bộ của pittông plông-giơ thì các chi tiết cần được mài rà tương hỗ có sử dụng bột rà ký hiệu M3.
Các chi tiết đã phá bộ được sửa chữa bằng phương pháp chọn lắp hoặc phương pháp kích thước sửa chữa.
Việc sửa chữa các cặp pittông plông-giơ bằng phương pháp chọn lắp thực chất là ở chỗ các chi tiết bị hao mòn sau khi đã gia công cơ khí và phân nhóm, được lắp thành bộ và mài rà (mài nghiền) tương hỗ với nhau. Việc gia công cơ sơ bộ cho chi tiết là cần thiết để loại bỏ các vết ăn mòn hoá học, các vết xước dọc và tạo cho các bề mặt công tác có hình dạng hình học đúng đắn.
Phương pháp chọn lắp mặc dù tương đối đơn giản nhưng không nên coi đó là phương pháp sửa chữa cơ bản đối với cặp pittông plông-giơ, vì rằng nó chỉ cho phép phục hồi được khoảng 15-20% tổng số cặp chi tiết.
Để có thể tận dụng hết các cặp chi tiết chính xác khi đưa vào sửa chữa, người ta thường chế tạo các chi tiết có kích thước sửa chữa để chọn lắp với chúng.
a. Sửa chữa pittông plông-giơ Cắt đỉnh pittông Khi mép trên của pittông plông-giơ bơm cao áp bị mòn hay bị nứt, ta có thể
mài đỉnh pittông đi một đoạn từ 0,5 1,0 mm để loại bỏ phần bị mòn hay bị nứt. Sau khi mài, lắp pittông plông-giơ vào xylanh và điều chỉnh lại cho đúng lượng nhiên liệu cung cấp qui định.
Để khắc phục độ mòn của mép ngắt nhiên liệu của pittông, người ta tiến hành mở đường chéo đối diện với đường chéo cũ và cho pittông làm việc ở đường chéo này (chỉ dùng phương pháp này khi xylanh bơm cao áp có một lỗ nạp nhiên liệu).
Sửa chữa theo kích thước sửa chữa Ở phương pháp này, người ta gia công một trong hai chi tiết đến kích thước
sửa chữa, sau đó lắp với chi tiết mới có kích thước phù hợp. Để đảm bảo tính kinh tế và kỹ thuật, người ta thường dùng loại xylanh sau khi đã rà đến kích thước sửa chữa, còn pittông người ta tiến hành mạ Crôm, và gia công lại.

Cnsc.302
Sửa chữa pittông bằng phương pháp mạ crôm Quá trình sửa chữa pittông gồm các bước sau: Gia công cơ khí trước khi mạ: người ta thường dùng phương pháp mài để sửa
chữa lại hình dáng hình học và khử các vết xây xước trên bề mặt pittông, sau đó rửa sạch bằng xăng và cách điện chỗ không mạ. Ta tiến hành mạ theo chế độ sau:
Dung dịch mạ: CrO3 : 5055g/lít; H2SO4 : 0,5g/lít. Mật độ dòng điện: D = 20 25 A/dm2 Nhiệt độ mạ: T = 55 600C. Thời gian mạ tuỳ theo lớp mạ dày hay mỏng. Sau khi mạ ta ngâm pittông
trong dầu ở nhiệt độ 120 1500C với thời gian là 2 giờ. Gia công cơ: người ta có thể gia công cơ hay không gia công cơ tuỳ theo
trạng thái, kích thước và chất lượng lớp mạ. Do điều kiện công nghệ, chất lượng lớp mạ chưa cao, chi tiết lắp ghép yêu cầu chính xác cao. Vì vậy sau khi mạ, người ta phải mài đến kích thước sửa chữa trên máy chuyên dùng.
Sửa chửa bằng phương pháp chọn lắp Khi chế tạo, các cặp pittông plông-giơ và xylanh bơm cao áp có dung sai
không hoàn toàn bằng nhau. Do đó khi sửa chữa ta có thể dùng phương pháp phân chi tiết thành từng nhóm và chọn lắp. Chọn lắp xong người ta tiến hành rà hai chi tiết với nhau. Phương pháp sửa chữa này chỉ khôi phục được 20% số chi tiết cần sửa chữa.
Pittông plông-giơ được gia công theo trình tự sau đây: 1. Tẩy mỡ; 2. Mài nghiền sơ bộ; 3. Mài nghiền tinh. Nếu trên bề mặt trụ bên ngoài của pittông plông-giơ có vết ăn mòn mà không
thể khắc phục được bằng phương pháp mài nghiền, thì cho phép mài bằng đá mài tới kích thước không nhỏ hơn giới hạn cho phép. Độ ôvan và độ côn của bề mặt được mài cho phép tới 0,01 mm; độ góc cạnh cho phép không vượt quá 0,006 mm.
Để tiến hành mài, chi tiết được lắp lên các mâm cặp. Nên sử dụng đá mài electrokorun có chất kết dính keramic 16C1-16CT1.
Trước khi mài nghiền, các bề mặt không làm việc của pittông plông-giơ được tẩy gỉ (khử mỡ). Việc mài nghiền sơ bộ bề mặt làm việc của pittông plông-giơ được tiến hành bằng dụng cụ nghiền (dao nghiền) chế tạo bằng gang xám có xẻ rãnh trên mâm cặp mài nghiền chuyên dùng.
A
A A-A
1
2
34

Cnsc.303
Hình 6.62. Thiết bị mài nghiền pittông plông-giơ
1. Đồ gá bung; 2. Tai kẹp định vị; 3. Đầu gá dao nghiền; 4. Dao nghiền (ống nghiền).
Chi tiết cần gia công được kẹp chặt vào đầu gá bung nhờ hai tai kẹp định vị
(hình 6.62). Bề mặt gia công của pittông plông-giơ được phủ một lớp bột rà mịn và được mài nghiền bằng dao nghiền 4. Dao nghiền được lắp trên đầu gá dao nghiền 3 và được điều chỉnh sao cho dao nghiền không bị lắc khi dịch chuyển dọc theo chi tiết. Trong quá trình gia công chi tiết tiến hành điều chỉnh đều đặn bằng cách vặn bulông (vít) điều chỉnh dao nghiền.
Việc mài nghiền sơ bộ cho pittông plông-giơ được thực hiện qua hai giai đoạn. Đầu tiên tiến hành bằng dao nghiền thô với bột rà M10 hoặc bột rà trung bình GOI. Sau khi gia công bằng bột rà trung bình, chi tiết được rửa trong bằng nhiên liệu sạch. Tiếp theo chi tiết được mài nghiền bằng dao nghiền tinh với bột mài tinh (bột mài mịn). Nguyên công này được thực hiện với áp lực không đáng kể tác dụng lên dao nghiền, sao cho trên bề mặt chi tiết không tạo ra các vết xước và gợn.
Số vòng quay của trục chính máy mài nghiền là 800 v/phút, pittông chuyển động quay với tốc độ 350 450 v/phút, số hành trình kép là 150 hành trình/phút, hoặc thời gian rà 3 4 phút.
Sau khi mài nghiền thô, trên bề mặt trụ của chi tiết không được có các vết xước và vết lõm.
Độ ôvan của bề mặt cho phép không quá 0,002 mm. Đường kính lớn cần phải nằm về phía mặt đầu của pittông plông-giơ.
Việc mài nghiền tinh cho chi tiết được tiến hành trên máy mài nghiền chuyên dùng với việc sử dụng bột mài tinh GOI hoặc 3MC. Độ ôvan của bề mặt gia công cho phép không quá 0,002 mm, còn độ côn là 0,004 mm. Không cho phép có độ yên ngựa và độ tang trống. Trong quá trình kiểm tra, các chi tiết được phân nhóm với đường kính cách biệt nhau 0,002 mm.
Pittông plông-giơ được chọn lắp theo xylanh sao cho nó có thể lồng vào xylanh tới tận rãnh bôi trơn. Việc mài nghiền tương hỗ cho các chi tiết đã chọn lắp được tiến hành bằng bộ rà M3.
Số vòng quay trục chính của máy mài nghiền trong khoảng 150-200 v/phút. Việc di chuyển xylanh dọc theo pittông plông-giơ phải thực hiện đều đặn nhẹ nhàng và không bóp mạnh (không ấn mạnh tay). Việc gia công coi như kết thúc nếu xylanh dịch chuyển tự do theo toàn bộ bề mặt pittông plông-giơ. Các cặp pittông plông-giơ sau khi gia công được rửa sạch bằng xăng và thổi sạch bằng khí nén, sau đó tiến hành kiểm tra.
Các bề mặt đã mài nghiền của pittông plông-giơ và xylanh cần phải có độ sáng đồng đều theo toàn bộ bề mặt. Chất lượng bề mặt gia công cần phải tương ứng với mẫu (cấp chính xác 12). Pittông plông-giơ khi kéo ra khỏi xylanh khoảng 40-50 mm ở vị trí thẳng đứng dưới tác dụng của trọng lượng bản thân nó phải tự dịch chuyển xuống vị trí tận cùng tới mặt đầu của xylanh.

Cnsc.304
Không cho phép có sự cản trở hoặc tắc nghẽn cục bộ của pittông plông-giơ trong xylanh. Độ linh động của pittông plông-giơ trong xylanh được kiểm tra tại 2-3 vị trí theo góc xoay của pittông plông-giơ trong xylanh. Độ kín của cặp pittông plông-giơ được xác định bằng phương thử đo độ kín thuỷ lực dưới áp suất 300 kG/cm2 ở nhiệt độ 18-20 ºC.
Để thử nghiệm độ kín thuỷ lực người ta sử dụng hỗn hợp dầu bôi trơn và nhiên liệu có độ nhớt 1,9 0,5 độ Engle hoặc 11 Cst ở 50ºC. Thời gian rơi của quả nặng thể hiện độ kín thuỷ lực phải nằm trong giới hạn cho phép (15-20 giây).
Các cặp pittông plông-giơ không thoả mãn yêu cầu về độ kín thuỷ lực cần phải được chọn bộ lại. Trong trường hợp có kẹt nhẹ, cặp pittông plông-giơ cần được rửa lại một lần nữa trong nhiên liệu sạch và tiến hành thử nghiệm lại.
b. Sửa chữa xylanh Xylanh của cặp pittông plông-giơ được sửa chữa theo sơ đồ công nghệ
sau đây: 1. Mài rà sơ bộ lỗ xylanh; 2. Làm sạch gỉ bề mặt ngoài; 3. Mài rà (mài nghiền) tinh (mài kết thúc); 4. Mài nghiền bề mặt đầu; 5. Kiểm tra và phân nhóm các chi tiết. Trong quá trình mài nghiền sơ bộ lỗ xylanh có thể khắc phục được độ mòn
cục bộ và các vết xước dọc trên bề mặt công tác và lỗ xylanh sẽ nhận được hình dạng hình học đúng đắn. Độ ôvan của lỗ không được vượt quá 0,002 mm, còn độ côn trong giới hạn 0,005 mm. Đường kính lớn hơn của hình côn cho phép nằm ở mặt đầu phía dưới. Trong quá trình mài sơ bộ cũng cần đảm bảo độ vuông góc của các đường tâm lỗ và bề mặt đầu cần mài. Để làm điều này xylanh được kẹp chặt trên ống lót tự định vị (tự lựa). Việc mài nghiền sơ bộ lỗ xylanh được tiến hành nhờ bột mài M10 hoặc bột GOI trung bình.
Để sửa chữa lỗ của xylanh, người ta rà xylanh với ống gang có độ cứng HB = 270. Bề mặt trong của ống gang lắp ghép với trục côn có độ côn 1/50. Sau khi rà, người ta rửa sạch và kiểm tra xylanh. Cho phép độ ôvan của lỗ là 0,003 mm và độ côn cho phép là 0,001mm.
Chi tiết được gia công ở số vòng quay trục chính là 250-300 v/phút với số hành trình kép của dao nghiền là 150 hành trình/phút. Khi gia công chi tiết, dao nghiền cần phải nhô ra khỏi xylanh một đoạn bằng 1/4 chiều dài của nó; điều này sẽ đảm bảo cho bề mặt làm việc có được hình dạng hình học đúng đắn. Ngoài ra, dao nghiền cần phải ôm chặt lấy bề mặt gia công của xylanh. Muốn vậy, dao nghiền được phải kẹp chặt trên ống gá hình côn và được điều chỉnh khi nó bị hao mòn trong quá trình nghiền.
Sau khi kiểm tra chất lượng mài nghiền sơ bộ của lỗ, xylanh được đưa tới bộ phận mạ điện phân để tẩy gỉ (khử mỡ) các bề mặt trụ phía ngoài.

Cnsc.305
Cuối cùng lỗ xylanh được mài nghiền bằng bột mài 3MY, 3MC hoặc bột mịn GOI nhờ dao nghiền tinh. Trong quá trình này dao nghiền chỉ tiếp xúc nhẹ với bề mặt chi tiết.
Sau khi mài nghiền tinh (kết thúc), độ ôvan của lỗ xylanh cho phép tới 0,001 mm, còn độ côn theo chiều dài chi tiết cho phép tới 0,003 mm. Chất lượng bề mặt gia công tương đương với cấp độ bóng 12.
Bề mặt đầu của xylanh được mài nghiền bằng bột rà mịn (tinh) GOI hoặc bột 3MC.
Khi gia công bề mặt đầu có thể khắc phục được các vết xước và các vết ăn mòn hoá học. Độ không song song của bề mặt đầu cần mài so với bề mặt lắp ghép cho phép không vượt quá 0,03 mm. Việc kiểm tra được thực hiện nhờ thiết bị đồng hồ đo. Không cho phép có khe sáng giữa bề mặt đầu cần mài nghiền với bề mặt phẳng nhẵn của thước kiểm tra. Độ bóng bề mặt tương ứng với cấp 12 và được kiểm tra bằng cách so sánh với mẫu.
Khi kiểm tra kết thúc theo kích thước bề mặt bên trong, xylanh được phân thành các nhóm (cách nhau 0,001 mm). Đường kính của các xylanh trong một nhóm không chênh lệch quá 0,002mm.
Để đo lỗ và phân nhóm xylanh người ta sử dụng thiết bị đo bằng khí nén. Cần có 10 dưỡng (mẫu) có đường kính khác biệt nhau 0,02 mm. Thang đo của thiết bị khí nén được phân độ thành từng khoảng 0,02 mm với vạch chia 0,001 mm.
Bảng 6.9. Thành phần bột rà sử dụng cho mài nghiền cho các chi tiết chính xác
oại
Ôxitcrôm
(%)
Nhựa Si
(%) ỡ
(%)
Stearin (%)
Axitôlêic
(%)
Dầu hoả
(%)
Na2CO3 (%)
Màu
thuốc
hô 8
1 2 10 - 2 -
Xanh nhạt
ừa 7
6 2 0 1
0 - 2 - X
anh đậm
ịn 7
4 1
,8 0 1
0 0,
2 2 2 Xanh đen
c. Mài nghiền tương hỗ Sau khi đã mài nghiền (mài rà) pittông và xylanh riêng rẽ xong, tiến hành
chọn lắp và mài nghiền (mài rà) tương hỗ pittông với xylanh theo từng cặp. Khi chọn lắp ta lắp pittông hơi chặt vào xylanh và tiến hành rà theo chế độ sau:
Tốc độ quay của pittông 200 250v/phút. Pittông và xylanh chuyển động với nhau một cách nhẹ nhàng.

Cnsc.306
Sau khi mài nghiền xong, tiến hành rửa sạch bằng nhiên liệu. Nên lắp pittông vào xylanh và để nghiêng một góc 450 cho pittông rơi từ từ trong xylanh là được.
3. Kiểm tra độ kín của cặp pittông plông-giơ Người ta tiến hành kiểm tra độ kín khít của cặp pittông plông-giơ trên những
thiết bị chuyên dùng. Thiết bị đo độ kín thuỷ lực cặp pittông plông-giơ được thể hiện trên các hình 6.63 và 6.64.
Trên hình 6.63, cặp pittông plông-giơ cần thử nghiệm được lắp vào một ống lót chuyên dùng 3, trong đó xylanh được kẹp chặt bằng cơ cấu vít. Ống lót chuyên dùng có rãnh để xoay pittông plông-giơ tương đối với so với các cửa sổ của xylanh vào vị trí cấp nhiên liệu lớn nhất. Ống lót cùng với cặp pittông plông-giơ cần thử nghiệm được lắp đặt vào thân 9 của thiết bị. Mặt đầu của xylanh được làm kín bằng tấm đệm làm kín 8 và được kẹp chặt bằng vít 6 thông qua thanh đẩy (nén) 7. Quả nặng 12 thông qua hệ thống đòn bảy 1 và con đội 2 sẽ làm cho pittông plông-giơ dịch chuyển lên phía trên. Cánh tay đòn 5 dùng để nâng quả nặng lên vị trí phía trên, còn móc treo (lẫy) 11 dùng để treo quả quả nặng. Cánh tay đòn nhỏ chuyên dùng (thanh gạt) 10 dùng để gạt pittông pittông plông-giơ xuống phía dưới khi tiến hành lặp lại việc thử nghiệm.
Cặp pittông pittông plông-giơ được thử nghiệm theo trình tự sau đây: - Treo quả nặng lên phía trên; - Lắp đặt ống lót chuyên dùng và cặp pittông pittông plông-giơ cần thử
nghiệm vào thân thiết bị thử nghiệm; - Làm kín mặt đầu của xylanh và điền đầy dung dịch hỗn hợp thử nghiệm vào
khoang phía trên bằng cách mở van 4 của đường ống cấp nhiên liệu; - Thả quả nặng khỏi móc treo.
1
2
3
4
6
5
12
11
10987

Cnsc.307
Hình 6.63. Thiết bị đo độ kín thuỷ lực cặp pittông plông-giơ 1. Đòn bẩy; 2. Con đội; 3. Ống lót chuyên dùng; 4. Van cấp nhiên liệu; 5. Đòn bẩy nâng quả nặng; 6. Vít kẹp chặt; 7. Thanh đẩy (nén); 8. Tấm đệm làm kín; 9. Thân;
10. Thanh gạt; 11. Móc treo; 12. Quả nặng.
Dưới tác dụng của quả nặng pittông plông-giơ nén hỗn hợp thử nghiệm tới áp suất lớn (300 kG/cm2) và dịch chuyển lên phía trên làm cho nhiên liệu dần dần bị rò rỉ qua khe hở giữa pittông và xylanh.
Thời gian rơi của quả nặng được đo bằng đồng hồ bấm giây. Thời gian này phản ánh (xác định) độ kín của cặp pittông pittông plông-giơ .
Mỗi pittông pittông plông-giơ cần được thử nghiệm 3 lần. Các thử nghiệm được coi là đạt yêu cầu nếu sai số giữa ba lần thử nghiệm
không vượt quá 3 giây. Nếu sai số lớn hơn, cặp pittông pittông plông-giơ cần được rửa trong nhiên liệu sạch và tiến hành thử nghiệm lại.
Tuỳ theo cặp pittông và xylanh bơm cao áp của các loại động cơ khác nhau mà người ta sẽ có những yêu cầu khác nhau về áp lực, độ nhớt của chất lỏng và thời gian rơi của quả đối trọng.
Sau khi đã thử, tiến hành chia thành bộ các cặp pittông plông-giơ có cùng độ kín để lắp cho một động cơ.
Sự thay đổi hành trình hữu ích của pittông plông-giơ do mòn gờ rãnh vát pittông plông-giơ và các cửa sổ trong xylanh ảnh hưởng tới lượng nhiên liệu cấp trong chu trình, do đó nên kiểm tra trị số hành trình công tác hữu ích của pittông plông-giơ một cách gián tiếp khi kiểm tra độ kín cỉa cặp pittông plông-giơ. Theo thông số này có thể phân cặp pittông plông-giơ thành 2-3 nhóm.
Để hoàn thiện các thiết bị kiểm tra các cặp pittông plông-giơ nên sử dụng phương pháp đo bằng khí nén. Sơ đồ thiết bị thử độ kín cặp pittông plông-giơ bằng khí nén được thể hiện trên hình 3.7 (chương III).

Cnsc.308
.
Hình 6.64. Bàn thử độ kín cặp pittông plông-giơ bơm cao áp
1. Bàn; 2. Thiết bị thử độ kín cặp cặp pittông plông-giơ; 3. Bơm cao áp cần kiểm tra; 4.Thiết bị định vị; 5. Thước báo mức nhiên liệu;
6. Thùng nhiên liệu; 7. Bầu lọc; 8.Tay gạt của lẫy (móc treo); 9. Quả nặng; 10. Khay chứa nhiên liệu; 11. Thiết bị giảm chấn (bệ đỡ lò xo); 12. Van khoá;
13. Vít định vị; 14. Nắp; 15. Vít kẹp chặt; 16. Tấm đệm; 17. Ống lót định vị (chuyên dùng); 18,19. Thân trên và thân dưới;
20. Con đội; 21. Êcu điều chỉnh (ê cu hãm). 22. Bulông (vít) điều chỉnh.
6.4.2. Sửa chữa van cấp nhiên liệu của bơm cao áp 1. Những hư hỏng thường gặp Van cấp nhiên liệu của bơm cao áp thường bị hao mòn ở vành giảm áp (vành
dẫn hướng), mòn bề mặt côn, bề mặt cánh dẫn hướng và bề mặt trụ của van cấp, mòn đế van cấp.
Trên thân của van cấp và trên mặt côn của đế van thường hình thành vết rãnh vành khăn (do mòn). Khi vành giảm áp bị mòn thì thể tích đường ống giảm áp (khoang giảm áp) giảm xuống.
Thể tích của khoang giảm áp khi van đã đóng kín xuống đế van có ảnh hưởng tới mức độ giảm áp trong đường ống cấp nhiên liệu. Khi vành giảm áp mòn đi 0,008-

Cnsc.309
0,01mm thì thể tích khoang giảm áp thay đổi không đáng kể và hầu như không gây ảnh hưởng tới quá trình làm việc của hệ thống nhiên liệu.
Độ kín của các bề mặt côn của các chi tiết không đảm bảo sẽ dẫn đến phá vỡ tính quy luật của quá trình phun nhiên liệu. Trong khoảng thời gian giữa các lần phun áp suất trong đường ống nạp có thể giảm đáng kể do nhiên liệu lọt (rò rỉ) vào khoang pittông plông-giơ của nhánh bơm cao áp. Vì vậy hành trình của pittông plông-giơ cần thiết để nén nhiên liệu tới áp suất nâng kim phun sẽ tăng lên và lượng nhiên liệu phun sẽ giảm xuống; đồng thời góc phun sớm so với ĐCT của pittông cũng giảm xuống.
2. Sửa chữa van cấp Trình tự sửa chữa van cấp:
1. Rửa, kiểm tra và phân loại chi tiết; 2. Mài nghiền (mài rà) các bề mặt côn của chi tiết; 3. Mài nghiền các bề mặt đầu của đế van; 4. Kiểm tra và nghiệm thu. Các chi tiết được rửa cẩn thận trong nhiên liệu sạch và được thổi bằng khí nén. Trong quá trình kiểm tra và phân loại chi tiết cần chú ý đến trạng thái bề mặt của vành giảm áp, của bề mặt dẫn hướng và mặt đầu của đế van. Không cho phép có các vết xước, các vết ăn mòn.
Các chi tiết phải được loại bỏ nếu có các vết nứt và vết ăn mòn sâu hơn 0,1 mm. Van được coi là không sử dụng được nếu ren của van bị hỏng quá hai đường (hai mối).
Sau khi kiểm tra bề ngoài van cấp được thử nghiệm độ kín thuỷ lực đối với vành giảm áp và độ kín đối với bề mặt côn. Nếu độ kín thuỷ lực của vành giảm áp thoả mãn các yêu cầu kỹ thuật thì các chi tiết không cần phải phá bộ.
Các phần côn của van được mài nghiền (mài rà) theo phần côn của đế van bằng bột rà M1 và 3MC. Bột rà được bôi một lớp rất mỏng và chỉ bôi lên bề mặt phần côn, vì rằng nếu bột rà dính vào phần vành trụ thì sẽ làm nó bị mòn. Khi mài nghiền chi tiết cần ép nhẹ đế van lên thân van.
Để mài nghiền (mài rà) van cấp được gá lên đầu gá chuyên dùng (hình 6.67a). Số vòng quay của chi tiết khoảng 250-300 v/phút. Sau khi mài nghiền các chi tiết được rửa cẩn thận trong nhiên liệu sạch, còn chất lượng gia công được kiểm tra bằng mắt thường. Các bề mặt được mài nghiền cần phải có độ sáng bóng đồng đều, không được có các vết xước và các vết ăn mòn.
Khi có khuyết tật bề mặt đầu của đế van được mài nghiền (mài rà) trên mâm mài hoặc trên máy chuyên dùng có sử dụng bột rà mịn GOI hoặc 3MC. Chất lượng mài nghiền mặt đầu van được kiểm tra trên bàn kiểm tra hoặc bằng thước phẳng. Không cho phép có khe sáng giữa bề mặt đầu của đế van với mặt bàn hoặc thước kiểm tra. Chất lượng bề mặt cần tương ứng với mẫu chuẩn (cấp 12).
Khi kiểm tra kết thúc van cấp đã sửa chữa, người ta kiểm tra độ trơn tru của chuyển động của van, độ kín thuỷ lực của vành giảm áp và độ kín của phần côn.
Chuyển động của van trong đế phải nhẹ nhàng, không bị bó kẹt. Độ kín của mặt côn của van được kiểm tra bằng phương pháp khí nén. Van không được phép

Cnsc.310
cho không khí lọt qua dưới áp suất 4-4,5 kG/cm2 trong khoảng thời gian 15 giây; còn ở áp suất 5,5-7,0 kG/cm2 là trong 10 giây.
Độ kín thuỷ lực của cặp chi tiết theo vành giảm áp được đánh giá theo lượng tiêu hao không khí nén qua tiết diện thông qua giữa vành giảm áp của van và lỗ dẫn hướng của đế van. Để kiểm tra van cấp người ta sử dụng thiết bị đo bằng khí nén và đồ gá chuyên dùng.
Thử độ kín của mặt côn, người ta dẫn khí nén vào phía ngược chiều van, với áp lực 5kG/cm2 trong 15giây. Không thấy có hiện tượng lọt khí là đạt yêu cầu.
Nếu áp lực khí nén là 5,5 7kG/cm2 thì thời gian thử là 10 giây. Thử độ kín của gờ giảm áp, người ta để cho van mở hết phần côn còn phần
trụ vẫn nằm trong đế van, cho khí nén qua và đo lưu lượng. Tuỳ theo từng loại mà người ta đã qui định với lưu lượng nhất định.
6.4.3. Sửa chữa vòi phun Tuỳ theo cấu tạo mà vòi phun có thể có những hư hỏng khác nhau. Vòi phun
của động cơ đầu máy D9E và D13E được thể hiện trên các hình 6.65 và 6.66. 1. Những hư hỏng thường gặp
Các chi tiết cụm vòi phun thường có các hư hỏng sau đây:
- Mòn các các bề mặt dẫn hướng hình trụ của các chi tiết vòi phun, hao mòn mặt côn làm kín của kim phun và mặt côn của đế trong thân vòi phun, hao mòn gờ của các lỗ phun trong đầu phun;
- Xước các bề mặt lắp ghép gây rò rỉ nhiên liệu; - Bề mặt côn của kim phun và đầu phun bị bẩn
hoặc bị bám muội than làm cho kim phun đóng không kín; 1. Ống cao áp; 2. Đai ốc nối; 3. Thân liên kết; 4. Đai ốc liên kết; 5,7. Gioăng; 6. Chi tiết trung gian; 8. Thân mũi kim phun; 9. Thân buồng đốt phụ; 10. Buồng đốt phụ.
1. Thân kim phun; 2. Gioăng;
Hình 6.65. Cụm vòi phun động cơ đầu máy D9E

Cnsc.311
3. Đường cấp nhiên liệu; 4. Lò xo. 5. Đai ốc liên kết; 6. Đế lò xo; 7. Đệm chặn mũi kim phun; 8. Đót kim phun; 9. Thân mũi kim phun.
Hình 6.66. Cụm vòi phun động cơ đầu máy D13E - Lỗ phun ở đầu phun bị muội than bám vào làm tiết diện lỗ bị hẹp lại hoặc bị
tắc; - Lò xo bị gãy hoặc giảm sức căng; - Thanh đẩy bị cong hoặc bị gãy; - Thân vòi phun bị nứt; - Hỏng các đường ren của thân vòi phun. Các hư hỏng trên làm cho vòi phun làm việc không tốt, dẫn đến áp lực phun
giảm, chất lượng phun xấu, công suất động cơ giảm, động cơ khó khởi động và gia tăng mài mòn các chi tiết.
Khi các bề mặt dẫn hướng hình trụ của kim phun và lỗ thân vòi phun bị mòn thì độ kín khít của cặp chi tiết giảm xuống chút ít và lượng nhiên liệu rò rỉ (hồi về) tăng lên. Tuy nhiên, theo các nghiên cứu cho thấy, khi khe hở của các chi tiết tăng lên đến 0,005-0,007 mm thì lượng nhiên liệu phun vào xylanh hầu như không thay đổi. Do bị mòn, trên các bề mặt của mặt côn làm kín của kim phun và đế kim phun hình thành các rãnh vành khăn. Loại hao mòn này làm cho nhiên liệu bị rò rỉ và làm cho chất lượng phun giảm xấu; ngoài ra nó còn làm tăng độ nâng của kim phun và do đó tiết diện thông qua phía dưới của kim phun tăng lên. Khi chiều cao nâng của kim phun tăng lên, tiết diện thông qua phía dưới tăng lên và lượng nhiên liệu phun vào xylanh cũng tăng lên một chút. Do hao mòn mà đường kính các lỗ phun tăng lên. Các gờ của lỗ phun bị mòn không đều do đó hình dạng hình học của nó không đảm bảo.
Với sự gia tăng đường kính của các lỗ phun, khối lượng phun tăng lên. Điều này được giải thích như sau: cùng với sự gia tăng lượng nhiên liệu cấp qua vòi phun trong một giây, do tiết diện của lỗ phun tăng lên, áp suất của nhiên liệu trong hệ thống sẽ giảm xuống, vì vậy độ rò rỉ của nhiên liệu qua khe hở của cặp pittông plông-giơ và các bề mặt dẫn hướng của vòi phun giảm xuống. Như vậy lượng nhiên liệu cấp có phần tăng lên so với lượng tiêu hao nhiên liệu qua các vòi phun có tiết diện của các lỗ phun là nhỏ. Ảnh hưởng của sự thay đổi tiết diện các lỗ phun tới

Cnsc.312
lượng nhiên liệu phun sẽ đáng kể hơn khi động cơ làm việc ở số vòng quay lớn, khi mà áp suất tăng lên một cách tương đối mãnh liệt.
Nếu tiết diện của các lỗ đầu vòi phun lắp đặt trên cùng một động cơ mà khác biệt nhau, thì độ không đồng đều phun nhiên liệu vào các xylanh sẽ tăng lên đáng kể. Ngoài ra độ mòn không đồng đều của các gờ lỗ đầu phun sẽ gây ảnh hưởng tới góc phun của chùm tia nhiên liệu và do vậy việc hoà trộn của nhiên liệu với không khí trong xylanh sẽ xấu đi.
Để giảm sự khác biệt về lượng nhiên liệu phun vào xylanh cần phải lựa chọn các đầu phun theo đặc tính độ kín thuỷ lực.
2. Sửa chữa đầu phun và kim phun Đầu phun và kim phun là chi tiết quan trọng quyết định đến tính năng kỹ
thuật của vòi phun. Tất cả những đầu phun và kim phun có bề mặt làm việc bị xây xước lớn, thường người ta không tiến hành sửa chữa.
Việc sửa chữa đầu phun và kim phun được tiến hành theo các bước sau đây: rửa, kiểm tra khuyết tật, mài rà phần hình trụ dẫn hướng của thân vòi phun, mài rà mặt côn, mài rà phần hình trụ của kim phun, mài mặt côn của đầu kim phun. Rửa sạch, lắp ráp và mài rà theo cặp, kiểm tra và chọn theo bộ.
Khi sửa chữa cần phải bảo đảm khe hở giữa phần hình trụ của đầu phun và mặt trụ của kim phun là 3 4 m. Mặt côn của đầu phun và kim phun phải được rà khít với nhau để tránh rò rỉ nhiên liệu.
Quá trình công nghệ định hình sửa chữa đầu vòi phun như sau: 1. Chuẩn bị các chi tiết cho việc sửa chữa; 2. Kiểm tra, phân loại các chi tiết; 3. Gia công cơ khí cho các chi tiết; 4. Gia công cơ khí kim phun; 5. Chọn lắp và mài rà tương hỗ các chi tiết; 6. Kiểm tra và nghiệm thu đầu vòi phun. Tuỳ thuộc vào trạng thái thực tế của các chi tiết đầu vòi phun, mức độ phức
tạp của quá trình sửa chữa và khả năng sửa chữa của xí nghiệp mà có thể có những thay đổi so với quá trình công nghệ định hình đã nêu.
Các chi tiết phải được loại bỏ khi có các vết nứt và tróc, bị biến màu bề mặt; trên bề mặt gia công của kim phun có vết ăn mòn với chiều sâu lớn hơn 0,05 mm; các chi tiết có độ mòn đáng kể ở các gờ của lỗ vòi phun; kim phun bị cong.
Trong quá trình chuẩn bị chi tiết để sửa chữa người ta dùng giấy nhám đánh sạch muội than và các vết ăn mòn khỏi bề mặt ngoài của thân đầu phun. Để thực hiện nguyên công này chi tiết được kẹp vào đồ gá của mâm cặp.
Sau khi gia công bằng giấy nhám, trên bề mặt không được có các vết muội than, cho phép có các vết ăn mòn có chiều sâu tới 0,1 mm.
Các lỗ đầu vòi phun bị tắc, bị bít kín do muội than được làm sạch (thông sạch) bằng các mũi kim chuyên dùng và bằng dưỡng dây thép có đường kính 0,2 mm. Dây thép phải thông qua lỗ phun một cách tự do.

Cnsc.313
Các rãnh của kim phun được làm sạch bằng phiến đồng sau khi kẹp đuôi của kim phun lên mâm cặp của máy. Sau khi làm sạch muội than và vết ăn mòn, chi tiết được rửa cẩn thận trong nhiên liệu sạch.
Trạng thái của các lỗ trong thân vòi phun được kiểm tra bằng thiết bị khí nén thông qua lưu lượng không khí.
Trong quá trình kiểm tra các đầu vòi phun theo trạng thái bề mặt làm việc người ta phân ra làm hai nhóm:
Nhóm thứ nhất không đòi hỏi phải gia công cơ phức tạp. Những đầu vòi phun này thường chỉ cần rà lại phần côn là đủ.
Nhóm thứ hai là các chi tiết đòi hỏi phải gia công cơ khí các bề mặt làm việc. Những chi tiết này được giải thể tách bộ, sau đó tiến hành đo các bề mặt làm việc. Các chi tiết được sửa chữa nếu đường kính lỗ trong trong thân và đường kính kim phun chưa vượt quá giới hạn cho phép.
3. Sửa chữa thân đầu vòi phun Thân đầu vòi phun được sửa chữa theo trình tự sau: 1. Kiểm tra kích thước chiều dài hữu ích; 2. Mài mặt đầu; 3. Mài nghiền mặt đầu; 4. Gia công lỗ; 5. Gia công mặt côn; 6. Đánh bóng lỗ; 7. Kiểm tra và phân loại chi tiết. Khi có các vết xước, vết dập và vết ăn mòn, bề mặt đầu của thân được mài
bằng đá mài có sử dụng đồ gá chuyên dùng. Độ không song song của mặt đầu được gia công của thân so với gờ tỳ (gờ
chặn) không được vượt quá 0,03 mm trên đường kính 16 mm. Sau khi mài, bề mặt đầu của thân được mài nghiền bằng bột rà trên máy rà chuyên dùng. Độ chính xác gia công mặt đầu của thân được kiểm tra bằng thước phẳng, không cho phép có khe sáng. Độ bóng được so sánh với mẫu chuẩn.
Dụng cụ mài nghiền được lắp vào đầu gá côn và được kẹp chặt vào mâm cặp. Chi tiết được gá vào giá đỡ (ống tay nắm) và được di chuyển dọc theo dụng cụ mài nghiền. Số vòng quay 250-300 v/phút, số hành trình kép của chi tiết 30-40 lần/phút. Sau khi mài nghiền, bề mặt dẫn hướng phải nhẵn bóng, độ ôvan và độ côn cho phép không quá 0,002 mm. Đường kính lớn của côn cần phải nằm ở phía mặt đầu.
Mặt côn của thân đầu phun được mài nghiền bằng dụng cụ nghiền bằng gang (hình 6.67c), cần duy trì độ đồng tâm của mặt côn với lỗ dẫn hướng với độ chính xác tới 0,002 mm, độ đảo của bề mặt côn cho phép tới 0,005 mm. Sử dụng bột rà M3 hoặc bột rà mịn. Bột rà chỉ được bôi một lớp mỏng lên bề mặt côn của dụng cụ nghiền.
Để đảm bảo khe hở nhỏ giữa thân đầu phun và ống gá, các đường kính của ống gá sai khác nhau là 0,002 mm.

Cnsc.314
Bề mặt trụ của ống gá khi gia công chi tiết được bôi trơn bằng dầu máy và được kẹp vào mâm cặp. Số vòng quay của dụng cụ dao nghiền là 200-350 v/phút. Thân của đầu vòi phun được gá vào bộ phận kẹp chặt (tay nắm) và được dịch chuyển dọc theo kim phun với vận tốc 20-30 lần kép /phút. Chi tiết được di chuyển một cách nhẹ nhàng cho chạm nhẹ vào phần côn của dụng cụ mài nghiền.
Thân của dụng cụ mài nghiền khi bị mòn thì phải được sửa bằng dũa có sử dụng đồ gá chuyên dùng. Sau khi mài nghiền phần côn lỗ của thân đầu vòi phun được rửa bằng xăng. Để tẩy sạch bột rà khỏi bề mặt chi tiết, chi tiết nên được rửa bằng sóng siêu âm.
Độ đảo của phần côn của thân đầu vòi phun được kiểm tra nhờ đồ gá chuyên dùng. Khi đã khẳng định độ chính xác gia công phần côn, lỗ dẫn hướng của thân đầu vòi phun được đánh bóng bằng dụng cụ nghiền tinh có sử dụng bột rà 3M.
Sau khi sửa chữa đầu phun cần tiến hành phân nhóm theo đường kính các bề mặt dẫn hướng. Các đường kính trong một nhóm không sai khác nhau quá 0,002mm.
Độ côn của lỗ cho phép sau khi rà là 0,001 0,003mm. Sau khi đã sửa chữa xong phần hình trụ dẫn hướng ở đầu phun, cần rà hay mài mặt côn của đầu phun (hình 6.67c).
Để đo lỗ của thân người ta sử dụng thiết bị đo bằng khí nén với bộ calip mẫu. 4. Sửa chữa kim phun Kim phun được sửa chữa theo trình tự sau đây: 1. Kiểm tra kích thước chiều dài công tác; 2. Gia công sơ bộ mặt trụ; 3. Chọn lắp (chọn bộ) chi tiết theo kích thước mặt trụ; 4. Gia công lần cuối bề mặt hình trụ; 5. Mài mặt côn; 6. Kiểm tra và phân nhóm theo kích thước bề mặt nhình trụ. Mài nghiền sơ bộ mặt trụ Kim phun còn có thể được mài nghiền (mài rà) lại trên ống nghiền chuyên
dùng bằng gang (hình 6.67d) nhằm sửa lại hình trụ của đầu kim phun. Sau đó tiến hành mài đầu côn của kim phun trên thiết bị chuyên dùng.
Việc gia công cơ khí kim phun bắt đầu từ mài nghiền sơ bộ mặt trụ. Nguyên công này được thực hiện bằng dụng cụ nghiền (dao nghiền) bằng gang có xẻ rãnh (hình 6.67d) với tốc độ của trục chính là 250-300 v/phút, có sử dụng bột rà M10. Chi tiết được gia công một cách thận trọng, ép nhẹ một lực lên dụng cụ. Sau khi gia công sơ bộ, độ côn của bề mặt trụ cho phép không quá 0,002mm. Đường kính lớn của độ côn cần phải nằm về phía mặt côn công tác. Độ ôvan của bề mặt cho phép không quá 0,001mm.
Sau khi gia công sơ bộ bề mặt trụ chi tiết được phân nhóm cách biệt nhau 0,002 mm.
Mài nghiền tinh mặt trụ

Cnsc.315
Gia công tinh bề mặt trụ của kim phun được thực hiện trên máy chuyên dùng bằng phương pháp lăn ép (mài xoa) giữa hai đĩa bằng gang. Trên bề mặt của đĩa dưới có bôi một lớp bột mài mỏng. Trong các hộc của bàn máy bố trí các chi tiết có cùng một nhóm kích thước. Thời gian gia công là 20-30 giây.
Các bề mặt được mài xoa của các chi tiết phải có độ sáng đồng đều, độ bóng được kiểm tra bằng dưỡng mẫu. Độ côn cho phép không quá 0,002mm; không cho phép có độ ôvan, độ nhiều cạnh, độ yên ngựa và độ tang trống.
Mài mặt côn Sau khi gia công lần cuối bề mặt trụ tiến hành mài phần côn của kim. Khi mài
cần đảm bảo tối đa độ đồng tâm của phần côn với mặt trụ. Độ đảo của phần côn so với mặt trụ không được lớn hơn 0,003mm. Ngoài ra cần phải đảm bảo trị số kích thước chiều dài công tác của kim phun.
Để đảm bảo độ chính xác cần thiết, bề mặt trụ đã được gia công sơ bộ của thân kim phun được sử dụng làm chuẩn cho việc gia công phần côn.
Phần côn làm việc của kim phun được mài trên máy mài chuyên dùng. Chế độ mài mặt côn đầu kim phun trên máy mài chuyên dùng như sau:
Đường kính của đá = 50mm, tốc độ quay của đá 3600 v/phút, đá mài có độ hạt 120 150, tốc độ quay của kim phun là n = 200 225v/phút.
Ngoài ra, có thể sử dụng đá mài có độ hạt 150-200, tốc độ vòng quay 6200 v/phút.
Độ bóng gia công bề mặt côn được so sánh với mẫu chuẩn (cấp 8). Góc côn được kiểm tra bằng panme vikế. Để kiểm tra thông số này còn có thể sử dụng dưỡng chuyên dùng. Độ đảo của phần côn được kiểm tra bằng thiết bị đo đồng hồ.
Kim phun còn có thể khôi phục bằng phương pháp mạ crôm. Bằng phương pháp này có thể khôi phục được khe hở giữa đầu phun và kim phun ở phần mặt trụ.
Đầu tiên tiến hành mài hay rà phần mặt trụ của đầu kim phun, để bảo đảm hình dáng và chiều dày lớp mạ. Sau đó ta tiến hành mạ crôm cho kim phun. Chế độ mạ kim phun giống như chế độ mạ pittông bơm cao áp. Mạ xong tiến hành mài rà mặt trụ và mặt côn của kim phun, rửa sạch, phân nhóm, chọn lắp và rà khít với đầu phun.
5. Chọn lắp và mài nghiền tương hỗ Khi đã sửa chữa xong đầu phun và kim phun, tiến hành lắp thành bộ rà khít
đầu phun với kim phun. Phương pháp sửa chữa này chỉ khôi phục được khoảng 20% chi tiết. Còn lại có thể sửa chữa bằng mạ crôm kim phun và khôi phục lại kích thước sửa chữa.
Khi khi chọn lắp theo từng cặp (từng bộ), đầu phun với kim phun được mài rà để đảm bảo hình dạng hình học đúng đắn. Quá trình mài rà được tiến hành bằng thiết bị chuyên dùng (hình 6.67). Đầu phun chuyển động tịnh tiến 30 40 lần/phút; dụng cụ rà (thường là ống kim loại bằng gang) quay với tốc độ n = 350 450 v/phút.
Công nghệ lựa chọn và ghép bộ cho các chi tiết, quá trình mài nghiền tương hỗ giữa chúng và quá trinh kiểm tra như sau:
Kim phun được lựa chọn theo thân đầu vòi phun sao cho nó có thể lồng sâu vào lỗ của thân tới rãnh thứ hai trên kim phun. Để giảm nhẹ quá trình lựa chọn, kim phun được phân loại sơ bộ và được xếp vào các lỗ của khay chuyên dùng theo thứ tự kích thước tăng dần.

Cnsc.316
Sau khi lựa chọn, các chi tiết được mài nghiền (mài rà) tương hỗ theo các bề mặt trụ, sau đó theo các bề mặt côn, có sử dụng bột rà M1. Việc mài rà tương hỗ mặt trụ được tiến hành cho đến khi kim phun chuyển động nhẹ nhàng trong thân đầu vòi phun.
Sau khi mài nghiền các bề mặt trụ, các chi tiết được rửa trong xăng sạch và kiểm tra mức độ linh hoạt của hành trình kim. Kim được kéo ra khỏi thân 1/3 chiều dài, dưới góc nghiêng 45º nó phải dịch chuyển vào thân cho tới mặt côn dưới tác dụng của trọng lượng bản thân. Không cho phép có trở lực cục bộ ngăn cản quá trình dịch chuyển tự do của kim. Sau khi khẳng định về độ linh hoạt của chuyển động kim trong thân, tiến hành rà tương hỗ các bề mặt côn.
Bề mặt côn của kim được bôi một lớp bột rà mỏng M1, còn bề mặt trụ bôi dầu nhờn. Lồng nhẹ nhàng thân vào kim phun sao cho bột mài (bột rà) không lọt vào bề mặt trụ. Trong quá trình mài rà tương hỗ cần bóp nhẹ (bằng tay) lên thân và gõ (đập) nhẹ phần côn của thân vào phần côn của kim. Nếu trên bề mặt côn của kim hình thành một dải vành khăn rộng 0,7 mm thì việc mài nghiền có thể loại bỏ được. Các chi tiết đã mài nghiền được rửa cẩn thận và được kiểm tra trị số nâng của kim. Độ nâng phải nằm trong giới hạn cho phép (0,4-0,65 mm).
Hình 6.67. Thiết bị mài nghiền các chi tiết a. Van một chiều; b. Bề mặt trụ bên trong của đầu phun;
c. Bề mặt côn bên trong của đầu phun; d. Kim phun. 6. Lắp ghép và kiểm tra vòi phun Sau khi đã sửa chữa các chi tiết của vòi phun, tiến hành rửa sạch và kiểm tra
chất lượng sửa chữa. Kiểm tra độ bóng: tiến hành so sánh với độ bóng tiêu chuẩn.
d)c)
b)a)

Cnsc.317
Kiểm tra độ chuyển dịch: sau khi rà theo cặp xong, tiến hành lắp 1/3 chiều dài của kim phun vào đầu phun, để nghiêng góc 450, dưới tác dụng của trọng lượng bản thân kim phun có thể trượt xuống hết cỡ là được.
Các vòi phun đã được sửa chữa cần kiểm tra độ kín thuỷ lực của các bề mặt dẫn hướng, độ kín của phần mặt côn, chất lượng phun và trạng thái lỗ phun của thân.
Các chi tiết có độ kín thuỷ lực giảm thấp, sau khi rửa và kiểm tra cần tiến hành chọn bộ lại.
Độ kín của các bề mặt côn và chất lượng phun được kiểm tra ở áp suất tương ứng với áp suất nâng kim phun (thường gọi là áp suất phun).
Nhiên liệu phun cần phải có trạng thái sương mù và phải phân bố đều theo tiết diện ngang của chùm tia phun. Không cho phép có hiện tượng rò rỉ nhiên liệu thành giọt hoặc nhiên liệu phun thành chùm đậm đặc. Thời điểm bắt đầu và kết thúc phun phải dứt điểm. Không cho phép nhiên liệu chảy ngược (rò rỉ) về lỗ van khi tăng đều áp suất trong hệ thống lên tới giá trị áp suất phun (ví dụ đến 210 kG/cm2 với tốc độ tăng là 10 kG/cm2 trong thời gian 10-12 giây). Nếu nhiên liệu bị rò rỉ thì chi tiết phải được rửa và thử nghiệm lại. Nếu thử nghiệm lại không đạt kết quả thì phải mài nghiền lại các mặt côn.
Kích thước và trạng thái các gờ lỗ vòi phun có ảnh hưởng tới lưu lượng và độ đồng đều của nhiên phun. Để đảm bảo sự phun đồng đều nhiên liệu của đầu phun, người ta phân ra 5 nhóm theo lượng tiêu hao không khí khi thử nghiệm trên thiết bị đo bằng khí nén.
Hình 6.68. Sơ đồ bàn thử để lựa chọn chọn thân vòi phun mẫu
1,2. Các van khoá; 3. Đồng hồ áp suất thuỷ ngân; 4. Thùng chứa. 5. Sơ đồ thang đo của thiết bị kiểm tra độ côn của vòi phun.
II
IVIII
I0

Cnsc.318
Thân đầu vòi phun (không có kim phun) được lắp vào hộc của thiết bị đo và được bắt chặt bằng ren. Các thân vòi phun mà ở đó thời gian thông qua của không khí không nằm trong giới hạn đã thiết lập của thang đo thì cần phải loại bỏ. Sau khi lắp ráp vòi phun, trên thân của nó nên khắc dấu số hiệu của nhóm đầu vòi phun. Trên một động cơ cần phải lắp các vòi phun có các đầu phun cùng một nhóm.
Để hiệu chỉnh thiết bị đo bằng khí nén người ta sử dụng các dưỡng mẫu. Dưỡng mẫu được sử dụng là các đầu phun một lỗ được lựa chọn chuyên dùng, có diện tích lỗ tương đương với tổng diện tích của các lỗ của các vòi phun công tác.
Các vòi phun mẫu được lựa chọn trên bàn thử chuyên dùng (hình 6.68) với thùng chứa khí dung tích 22-55 lít. Thùng chứa được nạp khí tới áp suất 670-680 mm thuỷ ngân. Sau đó mở van và cho không khí đi qua lỗ phun của đầu phun một lỗ. Dùng đồng hồ bấm giây xác định thời gian giảm áp suất trong thùng từ 660 xuống 460 mm thuỷ ngân. Thời gian chảy của không khí đối với đầu phun mẫu của giới hạn trên của nhóm thứ nhất phải là 46-48 giây. Giới hạn giữa các nhóm thứ nhất, thứ hai, thứ ba và thứ tư được xác định bằng cách chia dải thang đo thành bốn phần bằng nhau. Chiều dài thang đo của mỗi nhóm không được nhỏ hơn 15mm.
Giới hạn trên cùng của nhóm “0” được xác định bằng cách đánh dấu một đoạn trên thang đo của dụng cụ bằng chiều dài của dải nhóm thứ nhất.
Sử dụng các đầu phun mẫu trước mỗi ca làm việc để kiểm tra và hiệu chỉnh dụng cụ đo khí nén cho việc kiểm tra và phân loại thân đầu vòi phun.
Ngoài ra có thể thử độ kín của vòi phun trên thiết các bị chuyên dùng khác với chế độ kiểm tra như sau:
Điều chỉnh lò xo ép với độ nén 380kG/cm2. Khi thử tiến hành tăng áp suất nhiên liệu trong thiết bị đến 370kG/cm2. Để cho áp suất giảm từ 350 300 kG/cm2, thời gian giảm áp suất diễn ra đo trong khoảng 7 14 giây thì chất lượng vòi phun coi như bảo đảm, nếu không đạt phải tiến hành rà lại.
Kiểm tra áp lực phun và điều chỉnh áp lực phun. Khi điều chỉnh vòi phun tiến hành điều chỉnh trên bàn thử chuyên dùng. Điều chỉnh lực nén của lò xo của vòi phun để áp lực đạt giá trị qui định.
Các thiết bị thử nghiệm vòi phun động cơ đầu máy D9E và D13E được thể hiện trên các hình 6.69 và 6.70.
5
4
3
2
1

Cnsc.319
Hình 6.69. Bàn thử kim phun bơm cao áp động cơ đầu máy D9E 1. Bình nhiên liệu; 2. Đồng hồ áp lực; 3. Cần gá bơm;
4. Nhiên liệu vào bơm cao áp; 5. Nhiên liệu vào kim phun.
Hình 6.70. Bàn thử vòi phun bơm cao áp động cơ đầu máy D13E 1. Đường nhiên liệu ra kim phun; 2. Đồng hồ áp lực; 3. Bình nhiên liệu; 4. Phin lọc;
5. Đường nhiên liệu vào; 6. Cần bơm; 7. Bơm cao áp; 8. Bệ đỡ; 9. Ống thuỷ tinh có thước đo; 10 - Đồ gá kim vào ống đỡ.
6.4.4. Thử nghiệm và điều chỉnh bơm cao áp Sau khi đã sửa chữa xong các chi tiết, bơm cao áp được lắp ráp, chạy rà và
thử nghiệm. Thử nghiệm và điều chỉnh bơm cao áp là công việc rất cần thiết khi đầu máy
vào sửa chữa các cấp lớn (cấp 3, cấp ky) nhằm đảm bảo cho động cơ hoạt động ổn định, êm dịu, đủ công suất, tiết kiệm nhiên liệu, nâng cao tuổi thọ cho các chi tiết.
Chạy rà bơm cao áp: lắp ráp bơm cao áp lên bàn thử chuyên dùng, chạy rà bơm trong thời gian 1 giờ. Hỗn hợp chạy ra gồm 40% dầu bôi trơn và 60% nhiên liệu diezel. Sau đó tiếp tục chạy rà 30 phút và sử dụng nhiên liệu diezel. Tốc độ trục cam khi chạy rà là 600 v/phút.

Cnsc.320
1. Điều chỉnh bơm cao áp Lắp bơm cao áp lên bàn thử chuyên dùng có vòi phun mẫu. Tiến hành điều
chỉnh hai thông số: Điều chỉnh thời điểm bắt đầu cấp nhiên liệu của xylanh làm chuẩn (hay góc
độ bắt đầu cấp nhiên liệu của xylanh làm chuẩn tính theo góc quay trục khuỷu) và của các xylanh còn lại, sau đó điều chỉnh lưu lượng phun của từng xylanh.
a. Điều chỉnh thời điểm bắt đầu cấp nhiên liệu (góc độ bắt đầu cấp nhiên liệu) của các xylanh
Lúc này chưa lắp vòi phun mà tiến hành lắp các ống thuỷ tinh (hình 6.71) vào đầu ống nối trên van cấp nhiên liệu, dựa vào sự dao động của mức nhiên liệu trong ống để xác định thời điểm pittông plông-giơ bắt đầu đóng cửa cấp (cửa nạp) trên thành xylanh, tức là thời điểm bắt đầu nén nhiên liệu.
Sau đó tiến hành điều chỉnh đúng thời điểm bắt đầu cấp nhiên liệu (bắt đầu nén) của các xylanh còn lại theo trình tự làm việc của nó trên động cơ.
Nếu thời điểm bắt đầu cấp nhiên liệu của các xylanh sai khác nhau quá 20’ thì cần điều chỉnh bằng cách nâng hay hạ vít hoặc thay đệm phía trên của con đội.
Hình 6.71. Dụng cụ xác định thời điểm bắt đầu cấp nhiên liệu
1,2. Ống cao su và ống thuỷ tinh; 3. Ống lót; 4. Đầu côn; 5. Êcu; 6. Rắc-co bơm cao áp.

Cnsc.321
b. Điều chỉnh lưu lượng nhiên phun liệu của từng xylanh Lắp bơm cao áp với các vòi phun mẫu và tiến hành điều chỉnh ở hai cấp tốc
độ: tốc độ trục cam tương ứng với vòng quay nhỏ nhất và tương ứng với vòng quay định mức của động cơ. Lượng nhiên liệu cấp vào các xylanh không cho phép chênh lệch quá 3%.
Nếu lượng lượng nhiên liệu phun không đạt yêu cầu, tiến hành nới lỏng vành răng, xoay ống dẫn hướng cùng với pittông plông-giơ đi một góc (lưu ý là pittông plông-giơ được lồng trong ống dẫn hướng, tai của pittông plông-giơ được kẹp trong rãnh của ống dẫn hướng, do đó khi xoay ống dẫn hướng đi thì pittông plông-giơ cũng xoay theo), nhằm thay đổi vị trí tường đối giữa đỉnh pittông plông-giơ với gờ cửa số trên thành xylanh, do đó có thể điều chỉnh được lượng cấp nhiên liệu theo đúng yêu cầu quy định.
6.4.5. Thử nghiệm và điều chỉnh bơm cao áp động cơ đầu máy D9E 1. Bàn thử bơm cao áp Bàn thử bơm cao áp độngcơ đầu máy D9E (hình 6.72) có ký hiệu
BACHARACH-GP-500C USA bao gồm: khung thép đỡ bệ bơm cao áp, có tấm thép trước và sau có thể tháo ra để kiểm tra các bộ phận bên trong. Một môtơ điện có tốc độ không đổi công suất 3 ml dẫn động bơm cao áp qua bộ biến đổi tốc độ và bộ truyền công suất. Cả hai hệ thống này đều truyền động bằng puly và cuaroa đặc biệt không trượt, giải tốc độ của bàn thử là 150 - 3800 vòng/phút
Bộ truyền công suất của máy chia làm hai dải tốc độ: - Dải tốc độ cao (High): 300 - 3800 vòng/phút; - Dải tốc độ thấp (Low): 150 - 1000 vòng/phút. Mục đích của nó là nhằm tạo nên mômen lớn ở giải tốc độ thấp khi thử những
bơm cao áp lớn và tạo nên vòng quay lớn khi thử những loại bơm cao áp nhỏ. Bộ truyền công suất có thể lắp vào bên trái hoặc bên phải bàn thử tùy theo loại bơm cao áp cần thử bằng cách vặn tay nắm ở giữa, ta có thể tháo lắp bộ máy dễ dàng.

Cnsc.322
Hình 6.72. Kết cấu bàn thử bơm cao áp động cơ D9E 1. Hộp chứa ống đo dầu; 2. Ống đo dầu; 3. Bộ truyền công suất; 4. Công tắc xoay chiều; 5. Giá đỡ; 6. Hộp chứa dầu và kim vịt.
2. Quá trình thử nghiệm bơm cao áp động cơ đầu máy D9E Gá bơm cao áp lên bàn thử. Xả không khí trong hệ thống bằng cách: - Đặt thanh răng ở vị trí cao (8,9 mm = 0,35”); - Bật công tắc bơm dầu, điều chỉnh áp lực dầu trong khoảng:
250 15 kps = kG/ cm2 = 30 psi; - Cho máy chạy ở tốc độ n = 125 vòng/ phút; - Nới lỏng ống dầu cao áp lần lượt từng cái để xả không khí; Vận hành máy tiếp tục khoảng 10 phút, nhiệt độ dầu 43 - 470C (110 - 1170F)
với tốc độ 400-600 vòng/phút với thanh răng ở vị trí cao. Điều chỉnh thanh răng ở vị trí cần đo tương ứng với số liệu trong bảng 6.10. - Thử nghiệm bơm ở tốc độ 350 vòng/phút; - Đo dung lượng nhiên liệu; - Xác định số hành trình của bơm (bảng 1) để bật công tắc hành trình cho
đúng; - Chạy thử một lần đầu để xem dung lượng nhiên liệu trong ống đo, không
ghi kết quả lần đầu này; - Xả nhiên liệu trong ống đo để ít nhất 10’; - Tiếp theo đo dung lượng phun 3 lần ở tốc độ 350 vòng/phút, ghi lại trị số
trung bình cho mỗi có bơm, chú ý đọc mức nhiên liệu dưới lớp bọt; - So sánh trị số trung bình với dung lượng đã cho trong bảng 1 và điều chỉnh
nếu cần; - Thứ lượng phun ở vị trí thanh răng có đánh dấu (x) các số liệu khác dùng để
tham khảo.
Bảng 6.10. Các thông số cơ bản để điều chỉnh bơm cao áp động cơ đầu máy D9E
TT
Vị trí thanh răng nhiên liệu (mm)
Lượng nhiên liệu cấp (mm3) trong 250 hành trình ở tốc độ vòng quay của trục bơm
n=350 v/phút (Chiều quay ngược kim đồng hồ)
1,27 58-67 0,63 63-72

Cnsc.323
0 68-77 0,63 72-82 1,27 77-88 1,90 82-93 2,54 87-99 3,17 92-104 3,81 96-109 4,44 100-114 5,08 104-119 5,71 110-121 6,35 116-124 6,98 120-128 7,62 124-132 8,25 127-136
6.4.6. Thử nghiệm và điều chỉnh bơm cao áp động cơ đầu máy D13E Bàn thử bơm cao áp động cơ đầu máy D13E được thể hiện trên hình 6.73. Các trị số về dung lượng phun của bơm cao áp trong bảng số liệu kỹ thuật chỉ
có ý nghĩa tham khảo và hướng dẫn chung. Muốn điều chỉnh một bơm cao áp còn mới hoặc sau khi sửa chữa kiểm tra xong phải so sánh dung lượng phun của nó với dung lượng phun của bơm chuẩn ở cả hai chế độ "toàn tải" và "không tải" với dung sai cho phép quy định. Cho nên trước khi điều chỉnh bơm cao áp cần phải gá bơm chuẩn lên bàn thử đo dung lượng phun ở hai chế độ để có số liệu so sánh.
1. Đồng hồ đo; 2. Ống nhiên liệu đến kim phun; 3. Ống nghiệm; 4. Bộ ngắt tự động; 5. Dầu từ thùng vào bơm; 6. Công tắc nhiệt độ; 7. Bộ đảo chiều; 8. Bàn thử; 9. Động cơ; 10. Bộ truyền động; 11. Đồng hồ áp lực.
Hình 6.73. Bàn thử bơm cao áp
động cơ đầu máy D13E
Nhiên liệu dùng cho bàn thử phải có độ nhớt phù hợp và phải kiểm tra thường xuyên về độ nhớt (độ nhớt 45 - 47 cSt ở 1000 F), nếu độ nhớt không đảm bảo phải thay thế dầu mới.

Cnsc.324
- Điều chỉnh khoảng cách giữa con đội và trục cam (khoảng cách từ đỉnh vít đến bề mặt trên của trục cam), khoảng cách này là: = 0,256 đến 6,5 0,3 mm. Việc điều chỉnh này nhằm khống chế hành trình của pittông plông-giơ khi di chuyển trong xylanh. Việc điều chỉnh được tiến hành bằng cách điều chỉnh vít trên con đội. Khi con đội tì lên gáy cam thì điều chỉnh khoảng cách từ đỉnh vít đến bề mặt trên của trục cam, có thể dùng panme đo sâu để đo.
- Điều chỉnh cơ cấu chỉnh thanh răng để đưa thanh răng về vị trí toàn tải và định vị chặt lại (hành trình thanh răng khoảng 28 mm).
- Cho bàn thử (động cơ điện) quay theo chiều thuận và tiến hành thử, sau đó lặp lại cho đến khi đạt được hai trị số liên tiếp giống nhau thì dừng lại. Cần tiến hành thử đối với thanh răng ở vị trí không tải ngay vì nhiệt độ của đầu máy thay đổi lớn sẽ làm ảnh hưởng đến kết quả thử.
- Điều chỉnh thanh răng để đưa thanh răng về vị trí “không tải” và định vị chặt lại (hành trình thanh răng khoảng 9 mm).
- Cho động cơ quay theo chiều nghịch và tiến hành thử cho đến khi đạt được hai trị số liên tiếp giống nhau.
- Nếu vị trí số dung lượng phun đo được không nằm trong phạm vi qui định thì tùy theo trị số mà ta tăng hay giảm thanh răng.
- Khi thử ở vị trí toàn tải thì không điều chỉnh thêm gì nữa, tiến hành kiểm tra ở vị trí không tải.
- Khi dung lượng đo được ở hai chế độ thử bơm “không tải” và “toàn tải” đều nằm trong phạm vi qui định, thì tiến hành thêm hoặc bớt căn đệm phía dưới tấm đo min trên thân bơm sao cho nó chỉ thanh răng ở 28 mm, ở chế độ “toàn tải”.
Chú ý: Nhiều khi ta cần phải chỉnh sao cho dung lượng ở 28 mm thanh răng “toàn
tải” nằm ở giới hạn trên hoặc dưới trong phạm vi quy định nhằm đưa dung lượng ở 9 mm thanh răng “không tải” vào trong phạm vi qui định ở chế độ này.
Kiểm tra thanh răng ở vị trí “0” bằng cách ấn thanh răng về phía giảm nhiên liệu tận cùng giới hạn bởi thanh chặn trong khe trên thanh răng.
Cho động cơ điện bàn thử chạy ở vị trí thuận, nhiên liệu không được chảy vào ống đo, nếu có nhiên liệu phun thì phải điều chỉnh lại thanh chặn thanh răng bằng cách căn chỉnh theo thanh chặn lên để đưa thanh răng ra thêm cho đến khi nhiên liệu không chảy ra nữa.
Nếu không thể điểu chỉnh bơm trong phạm vi qui định ở cả hai chế độ “toàn tải” và “không tải” thì cặp pittông plông-giơ hoặc van cấp ở đầu bơm có thể cần phải thay thế.
Việc thay thế bộ phận nào cho đúng có thể dựa vào kinh nghiệm khi xem xét các bộ phận của người thợ điểu chỉnh.
Bảng 6.11. Các thông số kỹ thuật cơ bản của bơm cao áp động cơ đầu máy D13E
Kiểu bơm cao áp
Kiểu bơm cao áp PFLCQ - 1707 -
504E8 ( PF1WV 170/6 )
Số danh điểm của vòi phun ống cao áp mẫu 2478048

Cnsc.325
Áp lực (PSI) 25 - 30 Dầu dùng để thử bơm Nhiệt độ 0F 115 - 120
Khoảng cách “A” 0,256” = 6,5 mm Không tải 45 mm3 Dung lượng phun của bơm
chuẩn (chỉ để tham khảo của nhà chế tạo) Toàn tải 401 mm3
Số hành trình bơm 300 v/phút Không tải CI
Dung lượng phun của bơm chuẩn đo tại xí nghiệp Toàn tải QF
Không tải 15QI Dung sai cho phép khi điều
chỉnh bơm so với bơm chuẩn Toàn tải 511QI
Chiều quay Thuận 500 v/phút Thử ở chế độ toàn tải Hành trình thanh răng (mm) 28 Chiều quay Nghịch 500 v/phút Thử ở chế độ không tải Hành trình thanh răng (mm) 9

Cnsc.323
CHƯƠNG VII
SỬA CHỮA GIÁ XE VÀ BỘ PHẬN CHẠY CỦA ðẦU MÁY 7.1. Sửa chữa giá xe
Khi kiểm tra trung gian và khám chữa các cấp, người ta kiểm tra giá xe ñầu máy nhưng không ñẩy giá chuyển ra khỏi ñầu máy. Khi ky chữa và sửa chữa ở nhà máy, người ta ñẩy giá chuyển ra khỏi giá xe của ñầu máy, làm sạch bụi bẩn, kiểm tra xác ñịnh hư hỏng của giá xe và tiến hành sửa chữa. Khi kiểm tra toàn bộ giá xe, ñặc biệt chú ý các mối hàn của các hộp ñầu ñấm, kiểm tra sự mài mòn của ngõng cối quay, cối chuyển và bàn trượt, sự lỏng lẻo của các ñinh tán hay mối hàn của nó.
Ở giá xe ñầu máy truyền ñộng ñiện cần chú ý các vết nứt ở góc của các lỗ khoét trên gía xe ñể dẫn không khí làm mát cho máy phát ñiện chính.
Trong thời gian vận dụng xà giảm xung kích và hộp ñầu ñấm móc nối sẽ hấp thụ các lực xung kích và sẽ dẫn ñến sự lỏng lẻo của các ñinh tán hay vết nứt của các mối hàn.
Vết nứt ở giá xe thường là vết nứt ñường, phát hiện chỗ nứt bằng cách bôi dầu hỏa, sau ñó bôi phấn và sấy cho phấn khô, dầu ở những kẽ nứt sẽ ngấm ra do sự hút của phấn. Vì vậy chỗ có vết nứt bị sẫm lại ta sẽ xác ñịnh ñược vết nứt và hình dạng của nó.
ðối với giá xe, cho phép sửa chữa vết nứt bằng hàn hơi. Trước khi hàn tiến hành khoan chặn ñầu vết nứt bằng mũi khoan có ñường kính 8 ÷ 10mm và vát mép chỗ hàn với góc 600, với chiều rộng 2 ÷ 4mm. Sau ñó tiến hành hàn và ñắp miếng thép với chiều dày không nhỏ hơn 20mm. Cho phép hàn vết nứt trên giá xe với que hàn ñiện loại 9 ÷ 50, hàn 4 ÷ 5 lớp. Tất cả các mối hàn sau khi hàn xong phải sửa lại bằng ñục, nối hàn cần phải bằng phẳng không bị rỗ khí.
Khi ky chữa và sửa chữa ở nhà máy, phải ky ñầu máy lên 1,2m, ñẩy giá chuyển ra khỏi ñầu máy, trước khi ky phải tháo các bộ phận sau ñây: ba-ñờ-sốc, bục lên xuống, các ñường ống gió và ñường ống cát liên kết giữa thân xe và giá chuyển, các bạt che bụi cho bàn trượt hay cơ cấu chuyển hướng.
ðối với ñầu máy truyền ñộng ñiện, tháo dây dẫn ñiện ñến ñộng cơ ñiện kéo, ống dẫn không khí làm mát cho ñộng cơ ñiện kéo. ðối với ñầu máy truyền ñộng thủy lực, tháo khớp các ñăng, sau ñó mới kê ñầu máy lên ñẩy giá chuyển ra, dùng giá gỗ hay giá sắt có lót gỗ ở mặt ñỡ ñể kê.
ðể ky ñầu máy người ta sử dụng loại ky cố ñịnh hay di ñộng, nhưng tiện lợi nhất là sử dụng loại ky có cánh vươn.
Trước khi ky người ta ñiều khiển cánh vươn ñỡ vào các vị trí ky qui ñịnh. Bệ ky gồm có 4 chiếc ky riêng rẽ ñược lắp chặt trên móng của hầm khám máy.
Sau khi ñã ky tiến hành tháo các bộ phận có liên quan và làm sạch bụi, dầu bám vào giá xe bằng nhiên liệu diezel và thổi khô, tiến hành kiểm tra vết nứt, vết lõm, bulông ñinh tán liên kết bị ñứt. Thổi sạch và kiểm tra ñường ống giá của giá xe, kiểm tra sự nguyên vẹn của các tấm gia cường và các mối hàn của nó, tháo cơ cấu phục hồi chuyển hướng, rửa các chi tiết và kiểm tra.

Cnsc.324
Kiểm tra sự kẹp chặt của vòng gối ñỡ vào khung giá xe khi ñiểm ñặt của các giá chuyển liên hệ ñến giá xe không chính xác. Trong thời gian hạ ñầu máy, nếu sự lắp ráp của ngõng cối quay với thân xe không chính xác và chắc chắn thì trong thời gian vận dụng sẽ phát sinh các vết nứt ở các mối hàn.
ðể thay ngõng cối quay hay hàn lại các vết nứt, trên ñường hàn phải tẩy sạch bằng ñục và hàn ngõng cối quay, sau khi hàn lại phải làm sạch bằng ñục hay bằng bánh mài.
Khi kiểm tra sửa chữa ở nhà máy, người ta dùng kẹp ñặc biệt hình chữ U và thước ñể kiểm tra và xác ñịnh vị trí của gối ñỡ cạnh so với trung tâm của ngõng cối quay và trung tâm dọc của giá xe cũng như khoảng cách ñến trục ngang của ngõng cối.
Dùng thước lá (căn) dày 0,05 mm ño khe hở giữa cạnh ñường kính lớn của gối và giá xe, không cho phép căn ñó ñó lọt qua.
Kiểm tra sai số về chiều cao của các gối ñỡ ở giá xe, sự sai số giữa các gối ñỡ không lớn hơn 0,5 mm.
Kiểm tra bề mặt cầu bằng dưỡng mẫu cho phép khe sáng không lớn hơn 1mm. ðộ vuông góc của lỗ lắp cơ cấu chuyển hướng khắc phục bằng cách thay ñổi các ống lót. Bề mặt cầu cao ta khắc phục bằng mài hay thay ñổi ñệm của gối ñỡ lắp bên trong ñầu mút các gối ñỡ.
Khi sửa chữa ở nhà máy, người ta phải kiểm tra ñộ cong của xà chính lắp ráp ñộng cơ diezel và thiết bị phụ, ñộ song song của các tấm ở sàn và các tấm thép góc. Kiểm tra sai lệch của các bề mặt gối ñỡ, vị trí trung tâm của cối quay với trung tâm dọc ở giá xe.
ðộ võng của giá xe xác ñịnh bằng phương pháp căng dây dọc giá xe hay bằng dụng cụ quang học, ño bằng thước tỷ lệ, thước mềm và thước lá. ðộ võng cho phép của giá xe là 12 mm.
Kiểm tra mặt phẳng trên của giá xe và bề mặt các tấm thép góc ở tất cả mọi hướng của giá xe bằng thước dài 5 m và thước lá (căn). ðộ không bằng phẳng cho phép là 3 mm. Nếu kiểm tra giá xe và ñộ võng quá 15 mm cho phép nắn bằng phương pháp ñốt nóng và uốn về vị trí cũ. Tải trọng uốn từ 10 ÷ 15 tấn.
Trong ky chữa, ñộ chênh lệch giữa các gối ñỡ không ñược quá 2 mm. ðộ song song giữa các bề mặt không sai lệch quá 0,5mm/ chiều dài tấm khi sửa chữa bằng phương pháp mài.
Kiểm tra bề mặt của ngõng cối quay bằng căn và mặt phẳng kiểm tra, khe hở cho phép giữa mặt phẳng cối quay và mặt phẳng kiểm tra là 1mm.
Khi sai số lớn hơn 1mm, ta mài bề mặt ngõng cối quay ñể khắc phục. Khi thay mới ngõng cối quay, người ta phải tiến hành kiểm tra trung tâm của
nó trên ñường tâm giá xe và hộp ñầu ñấm. Sự di dịch của tâm ngõng cối quay so với tâm của giá xe, hộp ñầu ñấm không lớn hơn 1mm.
Sau khi kiểm tra và sửa chữa toàn bộ giá xe, người ta tiến hành nâng ñầu máy lên và lắp giá chuyển.
ðầu tiên ky ñầu máy lên 1,2m, người ta tiến hành bỏ giá ñỡ và ñẩy giá chuyển vào, sau ñó hạ giá xe xuống giá chuyển bảo ñảm ñộ chính xác lớn nhất cho chỗ giáp của mỗi cối quay ñể nó quay tự do trong gối chặn. Khi hạ ñầu máy phải cố ñịnh bánh xe ñể tránh cho giá chuyển khỏi bị di ñộng.

Cnsc.325
Hạ ñầu máy xong ta tiến hành bắt các bộ phận liên quan giá xe với giá chuyển: bạt che gối trượt, ống gió làm mát ñộng cơ ñiện kéo, dây dẫn ñiện ñến ñộng cơ ñiện kéo, bộ phận gạt ñá (bañờ sốc), bậc lên xuống, thiết bị hãm tự ñộng và xả cát.
ðối với bộ gạt ñá (ba-ñờ-sốc), ta kiểm tra và xem xét lại trong tất cả các kì sửa chữa, khi kiểm tra trung gian và khám chữa các cấp phải kiểm tra toàn bộ gạt ñá, các góc hàn và các bulông kẹp chặt. Khi lắp chú ý khoảng cách từ chỗ thấp nhất của gạt ñường ñến mặt của ñường ray phải nằm trong giới hạn từ 100 ÷ 250mm.
7.2. Sửa chữa khung giá chuyển hướng
Giá chuyển hướng ñầu máy gồm hai loại: kiểu bầu dầu ke trượt và kiểu bầu dầu thanh kéo. Những ñầu máy sử dụng loại giá chuyển hướng kiểu bầu dầu ke trượt ñang sử dụng ở Việt Nam là D9E, D12E, D13E, D18E, còn ñầu máy sử dụng loại giá chuyển hướng kiểu bầu dầu thanh kéo (không ke trượt) là D19E.
Kết cấu tổng thể giá chuyển hướng ñầu máy D9E v à D13E ñược thể hiện trên các hình 7.1 và 7.2.
Hình 7.1. Giá chuyển hướng ñầu máy D9E
1. Bánh xe; 2. ðầu trục bánh xe; 3. Lò xo bầu dầu; 4. Bầu dầu kiểu ke trượt; 5. Khung giá chuyển hướng.
Hình 7.2. Giá chuyển hướng ñầu máy D13E
1. Bánh xe; 2. Bầu dầu kiểu ke trượt; 3. Cối chuyển hướng; 4. Bàn trượt;
1
3
2
4
5
5 43
2
677
8
1

Cnsc.326
5. Xylanh hãm; 6. Xà thăng bằng; 7. Hệ thống lò xo; 8. Khung giá chuyển. Khi kiểm tra trung gian và khám chữa các cấp người ta kiểm tra giá chuyển
mà không ñẩy giá chuyển ra khỏi ñầu máy. Thường chỉ dùng thiết bị dò khuyết tật ñể kiểm tra vết nứt và kiểm tra các bulông liên kết.
Khi sửa chữa ñịnh kỳ lớn phải ñẩy giá chuyển ra khỏi ñầu máy ñể kiểm tra và sửa chữa một số bộ phận, ñiều chỉnh lại bánh răng của các hộp giảm tốc, sửa chữa hệ thống giằng hãm, v.v...
Khi ky chữa và sửa chữa ở nhà máy, người ta ñẩy giá chuyển ra khỏi ñầu máy, giải thể toàn bộ ñầu máy, kiểm tra, sửa chữa và thay thế các bộ phận của giá chuyển. Trước khi giải thể người ta làm sạch giá chuyển và các bộ phận trong máy rửa chuyên dùng với dung dịch rửa 3% NaOH và sau ñó rửa sạch bằng nước nóng.
7.2.1. Giải thể giá chuyển hướng 7.2.1.1. ðẩy giá chuyển hướng ra khỏi ñầu máy
Trước khi ñẩy giá chuyển hướng ra khỏi ñầu máy phải tiến hành tháo các ống mềm dẫn dầu, dẫn khí ép của hệ thống hãm và xả cát, xích của bộ phận hãm, những dây dẫn ñiện vào ñộng cơ ñiện kéo, những ống dẫn làm mát ñộng cơ ñiện kéo. Tháo những cacñăng truyền momen từ bộ phận truyền ñộng thuỷ lực ñến hộp giảm tốc trục, tháo bộ phận dây dẫn của ñồng hồ tốc ñộ, tháo các bao chặn bụi của gối trượt.
Sau khi hoàn tất các công việc trên, tiến hành ky ñầu máy và ñẩy giá chuyển hướng ra khỏi ñầu máy.
ðể ñẩy giá chuyển hướng ra khỏi ñầu máy, người ta tiến hành ky ñầu máy bằng các bộ ky chuyên dùng. ðể làm việc dễ dàng và rút ngắn thời gian, khi ñẩy giá chuyển của ñầu máy truyền ñộng ñiện, người ta có thể cấp dòng ñiện một chiều vào ñộng cơ ñiện kéo ñể giá chuyển tự chạy ra.
7.2.1.2. Giải thể giá chuyển hướng a. Giải thể sơ bộ
ðầu tiên tiến hành tháo các ñòn gánh phía dưới hộp dầu, tháo hệ thống giằng hãm. ðối với ñầu máy truyền ñộng ñiện còn phải tháo gối ñỡ ñộng cơ ñiện kéo, tháo dây dẫn ñiện ñến ñộng cơ ñiện kéo. ðối với ñầu máy truyền ñộng thủy lực: tháo thanh kéo hộp giảm tốc trục, cacñăng và các bulông bắt hộp dầu.
Sau ñó người ta nhấc giá chuyển bằng cần cẩu, nhấc nó ra khỏi những cặp bánh xe và hộp giảm tốc ñã ñược trên những giá ñỡ ñặc biệt.
b. Giải thể toàn bộ
Tháo và nhấc ống hãm, ống dầu, ống cát, gối ñỡ ñộng cơ ñiện kéo, guốc hãm, xilanh hãm, các móc bảo vệ. Ở giá chuyển không ke trượt, trước khi tháo thanh kéo hộp dầu, người ta kiểm tra lỗ hình nêm và thân của thanh kéo; dùng dơ ñỡ căn dò khe hở giữa miếng vát và ñáy lỗ vát.
c. Rửa giá chuyển hướng
Việc rửa giá chuyển hướng ñược tiến hành trong máy rửa chuyên dùng. Quá trình rửa có thể ñược tiến hành theo ba giai ñoạn: rửa toàn bộ giá chuyển hướng khi

Cnsc.327
ñã dẩy ra khỏi ñầu máy, rửa khung giá chuyển khi ñã tháo các cặp bánh xe và rửa sạch toàn bộ các chi tiết của giá chuyển khi ñã giải thể toàn bộ.
7.2.2. Những hư hỏng thường gặp của khung giá chuyển hướng
Các hư hỏng ñặc trưng của khung giá chuyển hướng là:
Hao mòn các tấm ke trượt trong hốc bầu dầu, hao mòn ống lót ổ chốt quay cối chuyển (gối ñỡ cối chuyển), mòn ở các ổ quay, các bàn trượt, mòn gối ñỡ của lò xo, ñĩa và vòng bạc lót của ổ chặn, mòn phía trên và phía dưới tấm lò xo ñỡ ñộng cơ ñiện kéo, mòn cục bộ khung giá chuyển hướng.
Hao mòn của ke trượt hộp dầu, của ổ quay, ổ trượt, ống lót và trục ổ ñỡ lò xo, phía trên và phía dưới tấm ñỡ lò xo của ñộng cơ ñiện kéo là những hư hỏng tất nhiên. Ta có thể làm giảm dạng hao mòn này bằng cách bôi trơn tốt và tăng ñộ bền của bề mặt làm việc.
Nứt trong các mối hàn, nứt ở ke hộp dầu, nứt ổ chốt quay, nứt các tấm gia cường, thân của gối quay, lỏng các mối ghép liên kết của các xà trên bầu dầu, của thanh ñỡ phía dưới bầu dầu (ñòn gánh hộp dầu), các xà dọc và xà ngang bị cong, võng.
Những vết nứt ở chốt quay, các tấm gia cường của ổ chốt quay, thân của gối quay và các ke hộp dầu là do lực tác dụng dọc và ngang của giá xe vào giá chuyển hướng, nguyên nhân là do nền ñường và ñường không bằng phẳng, bán kính cong không phù hợp và do thao tác không hợp lý của tài xế.
Các hư hỏng ñáng kể và vết nứt trong thân khung giá chỉ xuất hiện trong trường hợp bị tai nạn.
7.2.3. Kiểm tra khung giá chuyển hướng (kiểu bầu dầu ke trượt)
Các ke trượt 10 và 11 của hốc bầu dầu (hình 7.3) bị mòn không ñều theo cả chiều cao và chiều rộng, trong ñó các ke trượt nhỏ 11 bị hao mòn nhiều hơn.
ðể ñánh giá mức ñộ hao mòn của các tấm ke trượt trong khi không giải thể cụm bầu dầu, người ta ño khe hở giữa bầu dầu và hốc bầu dầu bằng thước lá. Sau khi giải thể khung giá, khe hở này có thể ñược xác ñịnh bằng hiệu giữa chiều rộng của hốc bầu dầu (kích thức A, hình 7.3) và bầu dầu (kích thước B, hình 7.4). ðiều này hơi phức tạp hơn một chút. Trị số A và B ñược ño ở khoảng giữa chiều cao của các tấm ke trượt, có nghĩa là ở vị trí ñường tâm của trục bánh xe. ðộ mòn của tấm ke trượt nhỏ 11 (hình 7.3) ñược xác ñịnh bằng cách so sánh chiều dày của của các phần bị mòn và chưa mòn.
Sự hao mòn không ñồng ñều của các tấm ke trượt trong hốc bầu dầu của khung giá chuyển và trên bầu dầu sẽ làm cho các trục bánh xe bị nghiêng lệch trong khung giá chuyển.
Việc kiểm tra khung giá chuyển có thể ñược tiến hành bằng thước góc chữ thập và các dụng cụ quang học. Việc kiểm tra bằng các dụng cụ quang học cho kết quả chính xác hơn, tuy nhiên phương pháp sử dụng thước góc chữ thập ñơn giản hơn, không ñòi hỏi các thiết bị chuyên dùng, ñộ chính xác của phương pháp này là có thể chấp nhận ñược so với các yêu cầu của thực tế.

Cnsc.328
Quá trình kiểm tra khung giá chuyển thực chất là xác ñịnh trị số ñộ lệch của các bề mặt (mặt phẳng) của các tấm ke trượt nhỏ và các tấm ke trượt lớn của các hốc bầu dầu so với nhau và so với ñường tâm dọc của khung giá chuyển hướng. Việc kiểm tra bao gồm các bước sau ñây:
- Xác ñịnh một nửa hiệu số của chiều rộng khung giá ở các hốc bầu dầu ngoài cùng;
- Kiểm tra vị trí của các tấm ke trượt nhỏ;
- Kiểm tra vị trí của các tấm ke trượt lớn của mỗi (từng) hốc bầu dầu (ñộ song song và ñộ sai lệch).
Khi kiểm tra khung giá chuyển hướng bằng thước góc chữ thập (hình 7.4), chiều rộng của khung giá ở các hốc bầu dầu ngoài cùng ñược ño bằng thước ño trong.
Khi hiệu các khoảng cách a và b lớn hơn trị số cho phép, tại vị trí lớn (hơn) giữa khung giá và các tấm ke trượt nhỏ ta ñặt một tấm ñệm có chiều dầy bằng nửa hiệu các khoảng cách ñó, nghĩa là bằng (a-b)/2.
1. Kiểm tra vị trí của các ke trượt nhỏ
Việc kiểm tra vị trí của các ke trượt nhỏ ñược tiến hành bằng cách áp thước 3 vào vị trí giữa theo chiều cao và dùng thước lá ño khe hở giữa thước và bề mặt của mỗi tấm ke trượt. ðộ chênh lệch của khe hở ñó nếu lớn hơn 0,5 mm thì phải thay thế các tấm ke trượt hoặc ñệm thêm tấm ñệm vào phía dưới các ke trượt. Sự thụt vào của các tấm ke trượt của hốc bầu dầu ở giữa khung giá (kích thước c) so với các tấm ke trượt của các hốc bầu dầu phía ngoài cùng là ñể ñảm bảo ñộ dịch ngang cần thiết cho cặp bánh xe ở giữa của giá chuyển hướng.

Cnsc.329
Hình 7.3. Kết cấu khung giá chuyển hướng
a. Kiểu bầu dầu ke trượt; b. Kiểu bầu dầu thanh kéo. 1. Khung giá chuyển hướng kiểu ke trượt; 2,6. Giá treo ñộng cơ ñiện kéo;
3. Dầm chốt (dầm cối chuyển); 4. Giá treo xilanh hãm; 5. Gối ñỡ lò xo nhíp; 7. Thanh giằng (bảo hiểm); 8. Ống lót; 9. Vòng ñệm;
10,11.Tấm ñệm ke trượt lớn và ke trượt nhỏ; 12. Khung giá chuyển hướng kiểu thanh kéo;
13. Giá treo nhỏ ñể treo thanh kéo. 14. Giá treo giảm chấn ma sát; 15. Giá treo lớn ñể treo thanh kéo; 16. Gía ñỡ tổ lo xo.
2. Kiểm tra các ke trượt lớn Việc kiểm tra vị trí của các ke trượt lớn ñược tiến hành bằng cách áp thước
góc chữ thập 4 lên thước thẳng sau ñó áp nhẹ vào thước 3 và các bề mặt của các tấm ke trượt lớn. Tại vị trí này của các dụng cụ ño, khe sáng (khe hở) cho phép giữa thước góc chữ thập và các tấm ke trượt ñược thể hiện trên hình 7.4. Nếu có khe sáng xuyên suốt thì chứng tỏ rằng một trong các tấm ke trượt, chẳng hạn tấm ke trượt 2, có ñộ lệch dọc trục, hay ñộ dịch ngang so với tấm ke trượt cùng cặp 1 của xà bên bên kia của khung giá.
Tương tự như vậy tiến hành kiểm tra vị trí của các tấm ke trượt lớn phía bên kia của hốc bầu dầu này. Ngoài ra việc ño bằng panme ño trong hoặc thước ño trong cho phép xác ñịnh ñược ñộ không song song của các bề mặt của các tấm ke trượt lớn trong mặt phẳng thẳng ñứng ñối với (của) mỗi hốc bầu dầu. ðộ không song song cho
a-a
A
0,68-1,0 2,0 3,0Khe hë
II
9 8
5,9-6,0 3,0-8,0 3,0ChiÒu dÇy
b)
a)
AA
325 185018501020
21002100368
16
4 2 3 12 13 14 15
7654321

Cnsc.330
phép của các tấm ke trượt ñã mòn là 1,0 mm, còn khi lắp các tấm ke trượt mới lên khung giá là 0,5 mm.
Sự ñịnh vị ñúng ñắn của các tấm ke trượt lớn trên khung giá, có nghĩa là khi các bề mặt làm việc của chúng nằm trong mặt phẳng vuông góc với ñường tâm dọc của khung giá chuyển, trong ñiều kiện sửa chữa tại xí nghiệp, ñạt ñược bằng cách thay thế các tấm ke trượt hoặc ñệm thêm tấm ñệm phía dưới các ke trượt. Các tấm ke trượt cần thay thế ñược phá bỏ khỏi khung giá chuyển bằng ñục khí nén hoặc cắt bỏ bằng mỏ hàn hơi.
Bề mặt khung giá tại các vị trí lắp các tấm ke trượt cần ñược làm sạch kỹ lưỡng. Trước khi hàn các tấm ke trượt mới hoặc các tấm ke trượt còn sử dụng lại, cần phải ép chặt chúng vào khung giá chuyển bằng kẹp vít hoặc kẹp khí nén. Các tấm ke trượt ñược hàn vào khung giá chuyển bằng ñinh tán ñiện và mối hàn không liên tục theo chu vi. Sau khi hàn bề mặt của các tấm ke trượt phải bằng phẳng và sạch.
Hình 7.4. Sơ ñồ kiểm tra khung giá chuyển bằng thước góc chữ thập 7.2.4. Sửa chữa khung giá chuyển hướng kiểu ke trượt
Khung giá chuyển sau khi ñã vận dụng, vị trí các ke trượt hộp dầu sẽ thay ñổi so với thiết kế. ðể khắc phục vấn ñề này, người ta phải sử dụng những căn bằng và căn cạnh có chiều dày phù hợp ñể bù trừ xà cạnh bị cong và ke trượt di chuyển dọc trục giá chuyển.
Yêu cầu cơ bản khi sửa chữa là khôi phục những vị trị mòn ñến kích thước giới hạn, bảo ñảm ñộ bền làm việc của kết cấu và khôi phục những khe hở trong giới hạn của những bộ phận lắp ghép ñể ñảm bảo chuyển ñộng an toàn.
Người ta thường phục hồi những bộ phận bị mòn của giá chuyển bằng cách thay mới chi tiết hoặc dùng phương pháp hàn và hàn ñắp.
-2,2
+1,2
1962
Kh«ng qu 0.5mm
Kh«ng qu 1.2mm
Kh«ng qu 0.3mm
C=5±0.3
C=5±0.3
U
2
1
34

Cnsc.331
Khi kiểm tra giá chuyển bầu dầu ke trượt, người ta chú ý kiểm tra trạng thái của các ñường hàn, của giá giữ thanh kéo bầu dầu, chú ý bề mặt tiếp xúc lỗ hình nêm giữ chốt thanh kéo. Các tấm ke trượt có chiều dầy nhỏ hơn 4,0 mm cần ñược thay thế. Các bộ phận bị nứt phải ñược khắc phục.
Khung giá chuyển phải bảo ñảm sao cho khi lắp ráp các cặp bánh xe vào khung giá chuyển thì các cặp bánh xe này phải song song với nhau. ðường tâm của các cặp bánh xe phải vuông góc với trục tâm dọc của giá chuyển, còn tâm của cối quay phải nằm trên tâm dọc của giá chuyển. Mặt phẳng lắp bàn trượt hay cơ cấu chuyển hướng phải nằm trên mặt phẳng giá chuyển. Sau khi ñã hàn song khung giá chuyển, người ta tiến hành phát hiện các vết nứt trên má giá chuyển, cho phép hàn bằng phương pháp hàn ñiện. Trước khi hàn phải khoan chặn các vết nứt bằng mũi khoan có ñường kính 10 ÷ 20 mm, vát mép mối hàn theo hình chữ nhật, vết nứt ở ñường hàn cũ phải tẩy sạch sau ñó mới ñược hàn lại. Thường dùng que hàn ñường kính 5 ÷ 7mm.
Khung giá chuyển bị cong cho phép dùng phương pháp ñốt nóng và dụng cụ chuyên dùng ñể nắn. Trước khi nắn ta phải kiểm tra khung giá chuyển:
ðầu tiên, người ta ñiều chỉnh mặt bằng của khung giá chuyển bằng nivô hay ống ngắm thăng bằng bằng mực nước, sau ñó dùng phương pháp căng dây hay sử dụng dụng cụ quang học ñể kiểm tra. Tính toán và xác ñịnh lại ñộ vênh của các ke trượt hộp dầu theo chiều ngang của thành bên, xác ñịnh ñộ di chuyển của các ke trượt so với chiều dọc giá chuyển, ñộ lệch của cối quay với trung tâm dọc giá chuyển.
Khi sửa chữa ở nhà máy người ta còn phải xác ñịnh vị trí của cối quay và mặt bàn trượt trên khung giá chuyển.
Yêu cầu sau khi sửa chữa là sự di chuyển dọc của các ke không ñược lớn hơn 1,2 mm. Các tấm ke trượt (căn bằng) phải song song với nhau và vuông góc với trung tâm dọc của giá chuyển. ðộ lệch cho phép không ñược lớn hơn 0,3mm/chiều rộng của ke trượt (căn) hộp dầu. Các tấm ke trượt (các căn cạnh) phải nằm trong mặt phẳng và song song với trung tâm dọc của giá chuyển (ñộ sai số cho phép không lớn hơn 0,5mm).
Các vết nứt trong các mối hàn và hao mòn cục bộ của khung giá chuyển hướng (tại các vị trí gối ñỡ là xo nhíp, các giá ñỡ hệ thống treo lò xo, v.v...) ñược sửa chữa bằng phương pháp hàn. Các bề mặt bị mòn của các giá ñỡ 2 và 6 (hình 7.3) cũng như các bề mặt của các gía ñỡ lò xo ñộng cơ ñiện kéo ñược phục hồi bằng phương pháp hàn ñắp. Sau khi gia công các bề mặt tựa của các giá ñỡ cần phải nằm trong một mặt phẳng.
7.2.5. Sửa chữa giá chuyển hướng kiểu bầu dầu thanh kéo
Giá chuyển bầu dầu thanh kéo ñược sử dụng ở nước ta trên ñầu máy D19E. Loại giá chuyển này ñã từng ñược sử dụng trên các loại ñầu máy DFH3 (Trung Quốc) và ñầu máy Alsthom (Pháp) sử dụng ở Việt Nam những năm trước ñây.
Khi sửa chữa loại giá chuyển này, người ta cũng tiến hành tương tự như loại giá chuyển ke trượt. Khi kiểm tra có chú ý ñến vị trí của giá giữ thanh kéo bầu dầu, kiểm tra vị trí và trạng thái của cối quay, của các bàn trượt hay cơ cấu chuyển hướng.

Cnsc.332
Bạc của cối quay mòn quá hạn ñộ hay có khuyết tật ta tiến hành tháo và ép mới với kích thước phù hợp. Mặt của các bàn trượt mòn quá hạn ñộ tiến hành thay mặt trượt mới. Bề mặt của lỗ hình nêm có thể khôi phục bằng phương pháp hàn bằng que hàn chống mòn sau ñó gia công ñến kích thước phù hợp.
ðối với lò xo phải tiến hành kiểm tra sau ñó thay thế hay sửa chữa cho ñúng với yêu cầu kỹ thuật. Lò xo lá khi thấy có mạt sắt vụn, lỏng ñai người ta tháo toàn bộ lá lò xo ñể kiểm tra, sau ñó tiến hành sửa chữa.
Lò xo tròn khi bị nứt và mất ñàn tính phải thay thế. Khi thay thế phải chú ý các lò xo lắp trên cùng một ñầu máy phải có cùng một nhóm ñộ cứng. Lò xo không ñược sai lệch quá 1mm trên toàn bộ chiều cao khi ở trạng thái tự do so với thiết kế. Trên một giá chuyển hướng chiều cao của các lò xo không ñược chênh lệch quá 6 mm.
Khi sửa chữa ở xí nghiệp và ñặc biệt ở nhà máy, lò xo phải ñược ép thử trên máy ép chuyên dùng và phải bảo ñảm các tính năng kỹ thuật theo quy ñịnh.
Hao mòn bạc lót gối chuyển hướng ñược xác ñịnh theo trị số khe hở giữa chốt chuyển hướng và gối (ổ) ñỡ của nó bằng cách ño trực tiếp. Nếu khe hở nằm trong giới hạn ghi trong hình 7.3. thì cần phục hồi bằng cách thay ống lót 8 hoặc thay vòng ñệm 9.
7.2.6. Sửa chữa cối quay và cơ cấu chuyển hướng
Khi bạc lót cối quay bị xây xước lớn hơn 0,5mm, bị mòn lớn hơn 1,0 mm trên toàn bộ chiều dài ñường kính hoặc bị nứt, phải tiến hành tháo bạc lót cối quay ra khỏi ổ ñể sửa chữa hoặc thay thế. Khi ép bạc lót mới vào ổ của cối quay phải tính toán khe hở của chày và bạc lót cối quay là 0,2 ÷ 0,3mm. ðể bảo ñảm cối quay làm việc bình thường ta phải chú ý ñến ñường dẫn dầu bôi trơn cho cối quay.
Khi ky chữa và sửa chữa ở nhà máy, người ta sửa chữa cẩn thận hệ thống dầu và cần kiểm tra ñộ kín bằng dầu hỏa. Tiến hành rót dầu ñến mức 50mm so với hệ mặt ñáy sau ñó giữ lại 20 phút, không cho phép có dầu ñọng ở bề mặt ngoài và dưới nắp.
7.3. Sửa chữa bộ trục bánh xe
Một số thông số kỹ thuật của các bộ trục bánh xe ñầu máy ñang sử dụng ở Việt Nam ñược cho trong bảng 7.1. Kết cấu một số bộ trục bánh xe ñược thể hiện trên các hình 7.5 – 7.7.
Trong vận dụng, người ta chú ý kiểm tra cặp bánh xe ñể ñầu máy vận dụng ñược an toàn. Khi ky chữa và sửa chữa lớn ở nhà máy, người ta phải sửa chữa lại cặp bánh xe ñầu máy ñúng với yêu cầu kỹ thuật về hình dạng của mặt lăn, của băng ña và hạn ñộ của các mối ghép chặt cũng như ghép lỏng tuỳ theo yêu cầu kỹ thuật và cấu tạo của trục bánh.
Bảng 7.1. Một số ñặc tính kỹ thuật của ñầu máy D5H, D12E, D9E và D13E
TT Thông số kỹ thuật D5H D12E D9E D13E
1 Nước chế tạo Australia CH Séc Mỹ Ấn ðộ
2 Năm chế tạo - 1985 1962 1983

Cnsc.333
3 Năm sử dụng tại VN 1993 1986 1963 1985
4 ðơn vị sử dụng Xí nghiệp
ðầu máy Hà Lào
Xí nghiệp ðầu máy Hà Nội
Xí nghiệp
ðầu máy Sài Gòn
Xí nghiệp
ðầu máy Sài Gòn
5 Khổ ñường (mm) 1000 1000 1000 1000
6 Loại ñộng cơ dizel Caterpilla D353
K6S 230 DR
Caterpilla D398
ALCO 251-D
7 Công suất ñộng cơ (ML) 500 1200 900 1300
8 Phương thức truyền ñộng Thuỷ lực ðiện MC-MC
ðiện MC-MC
ðiện MC-MC
9 Trọng lượng chỉnh bị (T) 40 56 52 72
10 Tải trọng trục, (T/trục) 10 14 13 12
11 Tốc ñộ cấu tạo (km/h) 65 80 114 96
12 Bán kính cong Rmin,(m) 46 75 75 75
13 Công thức trục B-B (2-2)
B0-B0 (20-20)
B0-B0 (20-20)
C0-C0 (30-30)
14 ðường kính bánh xe mới (mm)
915 1000 1016 965
15 ðường kính bánh xe nhỏ nhất cho phép (mm)
810 930 870 882
16 Dự trữ hao mòn mặt lăn, (mm)
105 70 146 83
17 Bề rộng bản bánh xe, (mm)
127 135 139,7 120
18 Giang cách giữa hai bánh xe,(mm)
924± 3 925± 2 924± 3 927± 0,5
19 ðường kính cổ trục, (mm)
110 170 144,564 119,164
20 ðường kính vai trục, (mm)
158,25 - 206,375 207,800
21 Số lượng ñầu máy hiện có
13 25 32 14

Cnsc.334
1016
1894,6
924
292
445
140
206,375
280
567
184
284
137
139,7
114,3
Hình 7.5. Kết cấu bộ trục bánh xe ñầu máy D9E
728
889
1769,4
927
184,15
207,8
119,164
925
285
209,52
660
120
114
Hình 7.6. Kết cấu bộ trục bánh xe ñầu máy D13E

Cnsc.335
1000
±1
925± 2
1756 ± 5
751± 1
Ø 170
Ø 850Ø
185
1000 ± 1
Ø 850
100
0±
1
70
35
max
min
13 5+2
12 ,21 3
1 03/1 0
R222 ,5
10,5
3/1 0 R1 2R3
R1410
17
R15 R15
Hình 7.7. Kết cấu bộ trục bánh xe ñầu máy D12E
7.3.1. Những hư hỏng thường gặp ở các cặp bánh xe
Hao mòn bình thường mặt lăn và gờ bánh xe, hao mòn, xước, sây sát cổ trục bánh xe; cào xước ở vị trí nơi lắp ổ ñỡ ñộng cơ ñiện kéo do thiếu dầu bôi trơn.
Hao mòn cục bộ mặt lăn và gờ bánh xe: mòn vẹt mặt lăn và gờ bánh do tác ñộng cơ giới, do bó hãm, do bánh xe bị trượt lết trên ray khi có chênh lệch ñường kính bánh xe quá giới hạn cho phép, v.v...
Hư hỏng bất thường hay hư hỏng ñột xuất: rỗ, mẻ, sứt, nứt bánh xe, cong trục bánh xe;
Các mối ghép băng ña-mâm bánh, mâm bánh-trục bánh, bánh răng-trục bánh bị lỏng.
Sự xén thẳng ñứng gờ băng ña là hư hỏng chính và tất yếu của băng ña ở ñầu máy làm việc trên những ñoạn ñường cong với bán kính cong nhỏ.

Cnsc.336
Biên dạng mòn mặt lăn và gờ bánh xe ñầu máy ñược thể hiện trên hình 7.8.
Hình 7.8. Biên dạng mòn mặt lăn và gờ bánh xe ñầu máy
ðường I. Biên dạng ban ñầu của bánh xe ðường II. Biên dạng mòn của bánh xe sau quá trình vận dụng
7.3.2. Kiểm tra, phân loại trục bánh xe trước khi sửa chữa
Mục ñích của công việc này là ñể ñánh giá hao mòn hư hỏng toàn bộ trục bánh xe, từ ñó quyết ñịnh mức ñộ và phương thức sửa chữa từng bộ phận của trục bánh xe tuân thủ các yêu cầu, hạn ñộ kỹ thuật của qui trình sửa chữa, ñảm bảo bộ trục bánh xe vận dụng tốt ñến kỳ vào sửa chữa lần kế tiếp.
Các hao mòn, hư hỏng của bộ trục bánh xe rất ña dạng, muốn phân loại hư hỏng chính xác tránh tình trạng ñưa trục bánh xe không ñủ ñiều kiện vận dụng vào sửa chữa gây lãng phí nguyên công, ta phải tiến hành kiểm tra ñầy ñủ và thứ tự như dưới ñây.
7.3.2.1. Kiểm tra bộ trục bánh xe Bước 1: Kiểm tra trực tiếp
Bộ trục bánh xe sau khi tháo khỏi giá chuyển hướng cần ñược làm vệ sinh sạch bằng thiết bị phun nước-gió ép, sau ñó lau sạch bằng dầu máy (DO) và kiểm tra xem xét trực tiếp bằng mắt toàn bộ trục bánh xe.
Dùng kính lúp quan sát theo qui ñịnh của qui trình sửa chữa, cụ thể ñối với các bề mặt làm việc quan trọng của trục bánh xe như:
- Bề mặt bánh răng truyền ñộng; - Bề mặt ngõng trục;

Cnsc.337
- Bề mặt thân giữa trục.
Dùng kích thước dưỡng và dụng cụ ño chuyên dùng, ñể kiểm tra hạn ñộ, kích thước theo qui trình quy ñịnh cho từng bộ phận như bánh xe, trục bánh và bánh răng.
Bước 2: Kiểm tra bằng máy thiết bị chuyên dùng
Dùng máy dò vết nứt bằng siêu âm hoặc loại máy dò nhiễm từ có cực tương ñương ñể kiểm tra vết nứt trên bề mặt và bên trong trục bánh xe và bánh răng, nếu cấn thiết có thể kiểm tra cho cả gờ bánh xe.
Khi ky chữa và sửa chữa ở nhà máy, tiến hành kiểm tra toàn bộ cặp bánh xe: kiểm tra bề mặt làm việc của băng ña, chiều dày gờ và ñộ chặt của băng ña với mâm bánh xe.
Khi kiểm tra băng ña, người ta dùng dưỡng và thước cặp. Chiều dày băng ña ño bằng thước cặp (hình 7.9).
Kiểm tra hình dạng mặt lăn bằng dưỡng mẫu (hình 7.9). Khe hở ánh sáng giữa mặt lăn băng ña và mặt trong của thước không lớn hơn 0,5mm, trên gờ băng ña không lớn hơn 1mm theo chiều cao và bề rộng của gờ.
Khi kiểm tra trục bánh cần chú ý các hiện tượng sau: nứt rạn của trục ở những chỗ chuyển tiếp, bán kính góc lượn còn phù hợp với qui ñịnh không, nếu quá phải loại bỏ. Khi trục bị xước, xây xát quá mức hoặc có vết lõm trên cổ trục và phần lân cận, cổ trục bị côn, ôvan hay lệch tâm cho phép sửa chữa và lắp bánh xe có kích thước phù hợp.
a
b
70±0,01
75
60
25
0
Vßng l¨n
c )
b)
a) a-b
30±0,1
Hình 7.9. Dụng cụ ño trị số hao mòn và xác ñịnh ñặc trưng hao mòn băng ña bánh xe a. Dưỡng ño hình dạng (hao mòn) mặt lăn và chiều dầy gờ băng ña;
b. Dụng cụ ño chiều dày của băng ña theo vòng lăn; c. Dưỡng xác ñịnh ñộ xén thẳng ñứng của gờ bánh xe.

Cnsc.338
7.3.2.2. Phân loại các hư hỏng và nội dung phương pháp sửa chữa
Căn cứ các kết quả kiểm tra, có thể phân loại các trục bánh xe sau khi kiểm tra làm 3 mức ñộ cần sửa chữa như sau:
1. Mức thứ nhất: Các trục bánh xe cần giải thể ñể sửa chữa
a. Giải thể bộ trục bánh xe ñể loại bỏ các chi tiết bị hư hỏng như sau: - Có vết nứt ngang ở bất kỳ vị trí nào; - Có vết nứt dọc vượt quá mức cho phép của qui trình sửa chữa; - Hết kích thước sử dụng hoặc còn lượng dự trữ, nhưng sau sửa chữa hạn ñộ
ñó không thể vận hành ñến lần sửa chữa kế tiếp; - Bị các hư hỏng cục bộ nghiêm trọng, không ñủ kích thước sửa chữa như cào
xước sâu ngõng trục, thân giữa trục, bánh răng bị mẻ, vỡ, v.v… b. Giải thể bộ trục bánh xe ñể sửa chữa ñối với các chi tiết:
- Trục bánh bị cong, cho phép uốn, nắn lại, sau ñó kiểm tra ñạt yêu cầu thì cho phép hạ cốt trục;
- Lỗ moay-ơ bánh xe bị xoay lỏng, cho phép hàn ñắp và gia công lại lỗ moay-ơ;
- Các vị trí bệ bánh (vai trục) của trục không ñảm bảo kích thước ñể ñủ ñộ dôi quy ñịnh (sau nhiều lần ép tháo và lắp) thì cho phép gia công hạ cốt theo qui trình sửa chữa mà nhà chế tạo cho phép.
c. Giải thể bộ trục bánh xe ñể thay lẫn hoặc thay mới:
- ðối với bánh xe hư hỏng cho phép thay lẫn bánh xe khác tương ñương; - Các bánh xe hết hạn ñộ sử dụng thì cần phải thay mới; - Trục bánh xe hư hỏng nặng hoặc sửa chữa nhiều lần không thể hạ cốt ñược; - Các hư hỏng của bánh răng cần thay bánh răng khác.
2. Mức thứ hai: Các trục bánh xe bị mòn gờ cần hàn ñắp
Các trục bánh xe có gờ bị mòn nhiều hơn mặt lăn hay nói khác, tương quan
hao mòn của gờ với mặt lăn bánh xe ml
g
C
C > 1, thì phải ñưa các trục bánh xe này
sang dây chuyền hàn ñắp gờ bánh xe, nhằm tận dụng lượng dự trữ của mặt lăn bánh xe như hình 7.11.
Hình 7.10. Kích thước dự trữ của mặt lăn sử dụng không hợp lý
D
D a
30
17 10 1
3 2 vòng lăn
max
min
dt

Cnsc.339
khi không hàn ñắp gờ bánh xe
Hình 7.11. Sử dụng kích thước của mặt lăn bánh xe hợp lý 3. Mức thứ ba: Hao mòn bình thường
ðối vói các trục bánh xe không bị hư hỏng về trục và gờ bánh xe bị mòn ít hoặc hao mòn ở dưới mức tương quan qui ñịnh, thì cho phép chuyển thẳng sang dây chuyền kiểm tra ñộ cong trục và sau ñó có thể tiến hành tiện mặt lăn bánh xe.
7.3.3. Giải thể bộ trục bánh xe ( bằng phương pháp ép nguội)
Các bộ trục bánh xe hư hỏng nặng tới mức cần phải giải thể ñể sửa chữa hoặc thay thế như ñã trình bày ở trên, thông thường ñều ñược giải thể bằng phương pháp ép tháo nguội trên máy ép thuỷ lực chuyên dùng.
1. Thiết bị chuyên dùng ép trục bánh xe Một trong những loại máy ép thuỷ lực chuyên dùng ñang ñược sử dụng trong
ngành ðSVN ñó là loại máy hiệu NORDBERG- MANUFACTURING-COELME do Mỹ sản xuất ñang sử dụng tại Xí nghiệp ñầu máy Sài Gòn.
14 13 12 16
10
9
7
2
3
1
3
2
8
6 4 5
15 11
kim loại ñắp
1. Biên dạng mới 3. Bieân daïng moøn 4. Giôùi haïn loaïi boû 2 Biên dạng khôi phục

Cnsc.340
Hình 7.12. Nguyên lý máy ép thuỷ lực CORPORATION-FARRAEL
1.Thùng dầu thuỷ lực (480 lít) 9. Van một chiều 2. Ống hút dầu 10. Van ñiều khiển 3. Ống hồi áp 11. Buồng ép 4. ðộng cơ ñiện 12. Xylanh buồng ép 5. Bơm thuỷ lực thấp áp 13. Lò xo hồi vị 6. Bơm thuỷ lực cao áp 14. Pittông ép 7. Ống cấp dầu (thể tích) 15. Nắp xylanh 8. Ống cấp dầu (áp lực) 16. Ống cấp dầu ñến xylanh
Máy ép có nguyên lý làm việc như sơ ñồ 7.12 và các quy cách, thông số của máy ñược liệt kê trong bảng 4.1. Nguyên lý vận hành máy ép 400 T như sau:
Phần ñộng lực: ðộng cơ ñiện dẫn ñộng vận hành sẽ lại bơm thuỷ lực 5 và 6, nối trực tiếp ở 2 ñầu trục ñộng cơ ñiện quay ñồng tốc với tốc ñộ 970 v/ph.
Phần áp lực: Gồm 2 bơm thuỷ lực kết cấu bắt song song, cùng hút dầu thuỷ lực ở thùng 1 ñể ñưa ñến buồng ép.
Bơm thấp áp 5: Là loại bơm rôto lệch tâm một tầng, áp lực tối ña có thể ñạt 250 kG/cm2, công dụng chính là cấp nhanh và ñủ dung lượng (chế ñộ cấp ñịnh lượng) dầu thuỷ lực. Khi ñộng cơ ñiện quay, bơm thấp áp 5 sẽ hút dầu thuỷ lực từ thùng 1 ñẩy vào ống cấp 7, qua van ñiều chỉnh 9 ñể nạp ñến van ñiều khiển 10.
Bơm cao áp 6: Là loại bơm rôto lệch tâm hai tầng nối tiếp, áp lực tối ña có thể ñạt tối ña 400 kG/cm2, trên ñường ống ra cấp ñi ống số 8, có một van khống chế áp lực nén lớn nhất lên buồng ép và pittông 14 (hiện tại van này ñang chỉnh ở 320 kG/cm2). Bơm cao áp 6 cũng ñẩy dầu vào ống 8 và nạp ñến van ñiều khiển 10. Nếu van ñiều khiển 10 mở (ñang ép) cả hai nguồn dầu ñược nạp vào buồng ép 11, hoặc sẽ xả về thùng số 1 nếu van ñiều khiển 10 ñóng (không tải).
Khi áp lực trong buồng ép 11 lên khoảng 120 kG/cm2 thì áp lực ống 8 ñủ mạnh, sẽ ñóng van một chiều 9. Bơm thấp áp vẫn nâng áp lực sau van một chiều 9 ñến trị số áp lực khoảng 150 kG/cm2 thì sẽ gây tín hiệu làm bơm thấp áp 5 mở van an toàn dưới ñế bơm ñể xả dầu trực tiếp về thùng 1 (bơm thấp áp 5 ở trạng thái không tải hoàn toàn). Lúc này công suất của ñộng cơ ñiện tập trung cho bơm cao áp 6 ñể nâng cao áp lực ép (chế ñộ cấp dầu ñịnh tính). Nếu áp lực ống 8 dưới 100 kG/cm2 thì lò xo hồi vị an toàn ñóng cửa xả, bơm thấp áp 5 làm việc trở lại và tham gia cấp dầu cho van ñiều khiển 10.
Phần ñiều khiển: Van ñiều khiển 10 có nguyên lý như một van 3 ngã, người sử dụng ñiều khiển máy ép bằng cách ñóng mở ñường dầu thuỷ lực thông qua hệ thống cánh tay ñòn với 2 chế ñộ: mở là dẫn dầu vào buồng ép 11 và ñóng ñường xả về thùng; ñóng là xả dầu từ buồng ép 11 và ống dẫn 8 về thùng 1.
Phần cụm ép: Gồm pittông ép 14, hình trụ ñược dẫn trong xylanh buồng ép 11, giữa pittông 14 và nắp buồng ép 11 có lò xo hồi vị 13 ñể ñẩy pittông 14 hồi vị về vị trí ñầu hành trình ép.

Cnsc.341
Bảng 7.2. Quy cách máy ép thuỷ lực NORDBERG-COELME
Chi tiết và tính năng Quy cách và thông số (1) (2)
1 ñộng cơ ñiện (ñộng lực) Dẫn ñộng cùng một lúc 2 bơm thuỷ lực
quay ñồng tốc ở 2 phía ñầu trục
3 pha-50 Hz-kiểu lồng sóc ðiện thế: 220/440 (V) Công suất: 7,5 (Hp)
Cường ñộ: 23/11,5 (A) Vòng quay: 970 (v/ph)
2 bơm thuỷ lực - Bơm thấp áp: dùng cấp dầu ñầy thể tích - Bơm cao áp: dùng nâng cao áp lực ép
Áp lực tối ña: 250 kG/cm2 Áp lực tối ña: 320 kG/cm2
1 thùng dầu thuỷ lực - Dung tích - Loại dầu
480 lít TB22
1 pittông ép - ðường kính
- Hành trình ép tối ña - Áp suất làm việc
533,4 mm 457,2 mm 2100 PSI
(1) (2) 2 mâm ñỡ (cối) chịu chi tiết bao
- Dùng cho ép bánh xe - Dùng cho ép bánh răng
863,6 mm 203,2 mm
Lực ép tối ña có thể ñạt 400 tấn Khoảng cách của trụ di ñộng ngắn nhất
7 chế ñộ chỉnh, cự ly cách ñều Tổng cộng các khoảng cách (lớn nhất)
457,2 mm 465 mm
3048 mm Chiều cao ñường tâm pittông ép tới mặt
ñất 920 mm
Khoảng cách giữa 1828,8 mm Tốc ñộ dịch chuyển của pittông
- Khi tiến tới (chưa ép) - Khi ép
- Khi hồi vị
528,32 mm/ph 53,34 mm/ph 698,5 mm/ph
2. Trình tự tháo ép giải thể bộ trục bánh xe
Trước hết phải chọn cự ly của trụ di ñộng mang tấm ñỡ (cối chặn) cho phù hợp tầm với tối ña hành trình ép cần thiết. Dọc theo xà chịu lực trên dưới có 7 nấc ñiều chỉnh như bảng 7.2 ñã ñề cập. Như vậy ở nấc trong cùng vật ép gắn với giá chịu tối thiểu phải có chiều dài tối thiểu 270 mm, ở mức tối ña là 3500 mm và hết tầm với là 3900 mm.
Trường hợp giải thể toàn bộ:

Cnsc.342
Trục bánh xe cần giải thể toàn bộ ñược ép tháo theo thứ tự ngược lại với thứ tự khi ép vào. Ép tháo bánh xe bên phía có bánh răng trước, tiếp ñến ép tháo bánh xe còn lại và sau cùng ñổi bệ ñỡ ñúng cỡ bệ vai bánh răng rồi mới ép tháo bánh răng.
Trường hợp giải thể 2 bánh xe
Tương tự như trên, nên ép tháo bánh xe bên có bánh răng trước, sau ñó mới ép tháo bánh xe bên không có bánh răng.
Trường hợp giải thể thay bánh răng
Cho phép tháo ép bánh xe bên có bánh răng sau ñó tiến hành ñổi cự ly trụ di ñộng và ñổi bệ ñỡ ñúng cỡ bệ vai bánh răng ñể tháo ép bánh răng.
Các yêu cầu khi ép tháo
- Việc treo gá trục bánh xe ñể ép tháo phải ñảm bảo cho ñường tâm trục bánh xe trùng với ñường tâm của pittông ép;
- Mặt phẳng pittông ép phải áp sát toàn bộ diện tích ñầu trục ñược ép;
- Bệ ñỡ bánh xe hoặc bánh răng khi ép tháo phải cứng vững và giữ cho bánh xe vuông góc với ñường tâm pittông ép trong suốt hành trình ép;
- Trị số lực ép tháo tăng từ từ và ñạt giá trị cực ñại, ñạt khoảng 115% giá trị lực ép lắp dừng cuối hành trình (thường là ñể thắng ma sát “nghỉ” của 2 bề mặt bó chặt, ñang ñứng yên), khi bắt ñầu có dịch chuyển giữa trục bánh với bánh xe thì giá trị này giảm khoảng 40% và giữ trong suốt 2/3 phần trình ép tháo, cuối cùng còn 25% hành thì lực ép giảm hẳn.
Chú ý : Cần làm vệ sinh bề mặt vai trục, hướng ép tháo bánh xe moay-ơ ñi ngang,
nhằm tránh các tạp chất cơ học nêm vào bề mặt ép tháo gây sát thương tróc lột bế mặt vai trục.
- Khi chớm thắng ma sát ỳ (nghỉ) có tiếng ñộng khá lớn rồi trục mới chuyển ñộng.
- Cần ghi nhận áp lực ép tháo cực ñại ñể có cơ sở ñánh giá ñộ dôi và mức ñộ san phẳng “U” giúp việc ép lắp sau ñó ñược tốt.
7.3.4. Sửa chữa cặp bánh xe
Khi sửa chữa lớn cặp bánh xe của ñầu máy, cho phép dùng phương pháp hàn ñể hàn lỗ moay-ơ, hàn gờ cạnh moay-ơ, hàn gờ băng ña. Thường dùng máy hàn hồ quang.
Khi hàn gờ băng ña, ñặt trục ngang trên máy tiện, hàn cả hai gờ cùng một lúc, theo ñường xoắn trôn ốc. Thiết bị hàn ñặt trên bàn dao máy tiện. Tốc ñộ hàn gờ băng ña 25 ÷ 40m/h, cường ñộ dòng ñiện hàn I = 450 ÷ 500A/ΦΦΦΦque hàn = 3mm, ñiện áp hàn 30 ÷ 40V.
Khi hàn lỗ tâm moay-ơ, người ta ñặt tâm bánh nghiêng 10÷120 so với vị trí nằm ngang, tiến hành hàn theo ñường xoắn ốc. Tốc ñộ hàn 25m/h, cường ñộ dòng ñiện I = 250 ÷ 210A/ΦΦΦΦque hàn = 2mm, ñiện áp hàn 30 ÷ 34V.
Mâm bánh xe nứt người ta cũng tiến hành hàn ñắp riêng. Trục bánh xe cũ, khi có vết nứt ngang ta phải thay trục mới, có vết nứt dọc trên bề mặt không lắp ghép, cho phép tẩy và hàn bằng phương pháp hàn hồ quang.

Cnsc.343
Vết nứt xiên lớn hơn 300 coi là vết nứt ngang, vết nứt xiên nhỏ hơn 300, ngắn hơn 125mm, sâu không quá 2,5mm ta coi là vết nứt dọc. ðối với trục có các khuyết tật nhỏ, xây xát xước quá mức, lõm ở cổ trục bị côn ôvan và lệch tâm cho phép gia công trên máy tiện và mài ñến kích thước sửa chữa.
ðối với bánh răng của cặp bánh xe, khi có vết nứt nhỏ trên mặt ñầu bánh răng chiều dài lớn hơn 50mm, sâu hơn 2mm và các vết nứt nhỏ xuất phát từ mặt của răng và từ hốc chân răng lớn hơn 6mm thì phải thay thế. Khi vết nứt có chiều dài nhỏ hơn và nông hơn ở trên mặt ñầu bánh răng cho phép khắc phục bằng phương pháp mài sạch vết nứt sau ñó sử dụng vòng ñệm bằng dây thép có ñường kính 3 ÷ 4 mm. ðối với ñầu máy kéo tàu khách không cho phép sử dụng cặp bánh xe mà bánh răng có vết nứt.
7.3.4.1. Lăn ép cổ trục bánh xe
Vấn ñề lăn ép không những chỉ tiến hành với cổ trục mà còn ñược tiến hành cả với bộ phận bệ bánh (phần moay-ơ) nhằm nâng cao cường ñộ chống mỏi của trục bánh xe. Không những thế, người ta còn tiến hành lăn ép cả ñối với phần giữa trục xe sau khi gia công cơ khí, và khi ñó cường ñộ chống mỏi của trục xe ñược nâng cao một cách toàn diện và làm tăng tuổi thọ của trục bánh xe.
Bản chất của lăn ép là tạo nên một lớp biến dạng dẻo trên bề mặt kim loại, làm kim loại biến cứng và tồn tại một ứng suất dư, ñồng thời có thể làm cho ñộ bóng ñạt ∇8-∇9. Những yếu tố ñó làm cho giới hạn mỏi và ñộ chống mòn của cổ trục ñược nâng cao.
Kết quả thí nghiệm nói chung cho thấy, ñối với một mẫu thí nghiệm thẳng ñều, không có ứng lực tập trung thì sau khi lăn ép sức chịu mỏi tăng lên từ 20-30%. ðối với một trục có ứng lực tập trung, ví dụ như trục kết hợp với bánh, theo các nghiên cứu của Liên Xô, sức chịu mỏi tăng lên 50%.
Các thí nghiệm khác chỉ ra rằng sức chịu mỏi và tuổi thọ của chi tiết lăn ép trong giai ñoạn ñầu ñược tăng lên tùy theo chiều dầy của lớp kim loại ñược biến cứng, rồi tới một mức ñộ nhất ñịnh, ñạt tới một giá trị tối ña. Vượt qua giới hạn ñó, tác dụng của chiều dầy lớp biến cứng ñối với việc tăng cường sức chịu mỏi và tuổi thọ của chi tiết hầu như không còn tác dụng nữa. Căn cứ vào thí nghiệm lăn ép trục xe và các chi tiết tương tự, khi chiều dầy của lớp biến cứng bằng 15% chiều dài bán kính của chi tiết và ñộ cứng của bề mặt tăng lên 35 - 45% thì lúc này giới hạn mỏi của kim loại ñạt tới trị số lớn nhất.
Còn về phương diện chống mài mòn, các nghiên cứu ñều thống nhất cho rằng sở dĩ sức chống mài mòn của bề mặt lăn ép ñược nâng cao là nhờ ứng suất nén dư, ñộ bóng và ñộ cứng ñược tăng cường. Các kết quả nghiên cứu cho thấy lượng mài mòn của cổ trục lăn ép giảm từ 20 - 25%.
Cổ trục ñược lăn ép, tuổi thọ của cổ trục tăng lên hai lần. Góc lượn ñược lăn ép, tuổi thọ góc lượn tăng lên 30 ÷ 50%.
Sự tăng tuổi thọ khi lăn ép của chi tiết ñược giải thích bằng sự phân bố lại của các tinh thể theo bề mặt của chi tiết và có ứng suất dư. Trên bề mặt lăn ép ứng suất này chống lại ứng suất phát sinh ra các vết nứt mỏi.
1. Sơ ñồ hệ thống lăn ép Hệ thống lăn ép ñược thể hiện trên hình 7.13, trong ñó thường gặp nhất là hệ
thống con lăn 3 góc vì cấu tạo của nó không phức tạp như hệ thống 4 con lăn. Hệ

Cnsc.344
thống 3 con lăn cách ñều nhau một góc 1200, tự bản thân chúng tạo nên một thế cân bằng cho hệ thống, làm cho 3 con lăn chịu lực ñều nhau, trục không bị uốn cong. Những ưu ñiểm như vậy hệ thống con lăn ñơn và ñôi là không thể có ñược hoặc rất khó ñạt ñược. Trong quá trình lăn ép, trục xe quay (trục chủ ñộng), những con lăn quay theo (bị ñộng) ñồng thời di ñộng trên bề mặt lăn ép.
Hình 7.13. Sơ ñồ các hệ thống con lăn a. Hệ thống con lăn ñơn: Ép một phía b. Hệ thống con lăn ñôi: Ép hai phía ñối diện c. Hệ thống con lăn 3 góc: Ép 3 phía (tam giác ñều) d. Hệ thống 4 con lăn: Ép 4 phía ñối xứng vuông góc
2. Con lăn Tùy theo hình dạng của bề mặt cần lăn ép, ta có thể chọn những con lăn có
hình dạng khác nhau. Kích thước chủ yếu của con lăn gồm có ñường kính D, bán kính cong R và bán kính góc lượn r. ðể tăng cường sức chịu mỏi và sức chống mòn cho chi tiết, người ta có thể sử dụng loại con lăn có bề mặt làm việc là mặt côn.
Ví dụ trong khi lăn ép trục bánh xe, người ta có thể dùng loại con lăn có ñường kính D=150mm, bán kính cong R = 75mm (mặt cầu ñường kính cũng bằng 150mm). Thường ñường kính của con lăn có thể gần bằng với ñường kính của chi tiết cần lăn ép. Riêng bán kính cong R thay ñổi tùy theo yêu cầu và kết quả của trạng thái bề mặt sau khi lăn ép. Trong trường hợp muốn tăng chiều dày của lớp kim loại biến cứng và trị số của ứng suất dư, người ta chọn con lăn có bán kính cong nhỏ ñể tăng áp lực ñơn vị giữa con lăn và bề mặt lăn ép. Ngược lại, muốn tăng ñộ bóng của bề mặt lăn ép thì bán kính cong của con lăn càng lớn. Còn góc lượn r của con lăn thường ñược chọn theo kích thước góc lượn của mặt lăn ép.
Vật liệu chế tạo con lăn thường dùng chủ yếu là thép hợp kim X15, XBΓ, 5XHM v.v... và còn dùng cả thép công cụ Y10A, Y10 và Y12. Sau khi chế tạo, con lăn cần ñược tôi ram ở nhiệt ñộ thích hợp, sau ñó ñem mài bề mặt của con lăn ñể ñạt tới kích thước cần thiết và ñộ bóng yêu cầu từ cấp 8 ñến cấp 10. ðộ cứng trung bình của con lăn trong phạm vi HRC = 60 - 65.
3. Quy phạm lăn ép trục xe
VTr
VL
VL
VL
TrV
TrV
VL
TrV120o
Truïc
Con laên
VTr
VL

Cnsc.345
Việc lựa chọn quy phạm lăn ép chủ yếu bao gồm một số nội dung sau ñây: tốc ñộ quay của chi tiết ñược gia công, lượng ăn vào của con lăn, số lần lăn ép, chất bôi trơn.
a. Tốc ñộ quay của chi tiết gia công Tốc ñộ tiếp tuyến (m/phút) ñược lựa chọn tuỳ thuộc vào chiều dày δ của lớp
biến cứng, mặt khác cũng cần quan tâm ñến quan hệ giữa tốc ñộ tiếp tuyến của chi tiết gia công với ñộ cứng lớn nhất ñạt ñược sau khi lăn ép.
Cần lưu ý rằng trong những trường hợp áp lực quá lớn, tốc ñộ quay của chi tiết gia công cũng không nên quá lớn vì như vậy sẽ làm nhiệt lượng tỏa ra quá nhiều.
Chế ñộ tốc ñộ thường ñược sử dụng là 140 v/ph cho trục gia công. b. Lượng ăn vào của con lăn Lượng ăn vào của con lăn (tương ñương với lượng ăn dao) quyết ñịnh bởi
kích thước của con lăn và ñộ bóng cần ñạt ñược sau khi lăn ép. Lượng ñi vào của con lăn càng lớn thì chiều dày của lớp thép ñược biến cứng càng không ñều và ñộ bóng của bề mặt càng kém, nhưng không ảnh hưởng ñến chiều dày của lớp biến cứng.
Khi lăn ép, tốc ñộ quay của chi tiết và lượng ñi vào của con lăn là hai yếu tố có ảnh hưởng rất lớn tới hiệu suất công tác, cho nên với ñiều kiện ñảm bảo chiều dày lớp biến cứng ñều ñặn, cần tận dụng nâng cao tốc ñộ quay của chi tiết và lượng ñi vào của con lăn.
c. Chất bôi trơn Chất lượng của chất bôi trơn chủ yếu ảnh hưởng tới ñộ bóng của bề mặt lăn
ép. Thí nghiệm cho thấy ñộ lưu ñộng của chất bôi trơn càng lớn thì ñộ bóng của bề mặt lăn ép càng kém. Thông thường người ta sử dụng dầu máy phổ thông ñể làm chất bôi trơn.
d. Số lần lăn ép Nếu lăn ép nhiều lần có thể dẫn ñến hiện tượng biến cứng quá ñộ, khiến cho
ñộ cứng bề mặt có thể thấp hơn ñộ cứng của lớp kim loại nằm gần lớp biến cứng. Khi lăn ép lần thứ hai mức ñộ biến cứng chỉ tăng vào khoảng 4 - 5%, cho nên số lần lăn ép chỉ nên tới lần thứ hai là cùng.
e. Áp lực lăn ép ðây là nhân tố ảnh hưởng thứ yếu tới chiều dày và ñộ cứng của lớp thép biến
cứng. Trong ñiều kiện kích thước của chi tiết lăn ép không ñổi, cùng một loại con lăn, mức ñộ biến cứng càng tăng khi áp lực ép càng lớn.
ðối với quá trình lăn ép trục xe nên lựa chọn áp lực vào khoảng 2-3 tấn, thường không nên ñể cho áp suất khi lăn ép vượt quá 400 kG/cm2 (4 000 MN/m2).
ðể ñảm bảo có một áp lực chính xác không ñổi cần phải có máy ño. Cuối cùng cần nói thêm rằng việc lăn ép làm tăng ñộ bóng cho bề mặt của chi
tiết nhưng cũng có thể gây ra những nếp gợn trên bề mặt. Những nếp gợn ñó gây ảnh hưởng không tốt ñối với chất lượng của các mối lăn ép. Vì vậy sau khi lăn ép có thể tiến hành tiện tinh với lượng dư gia công từ 0,1-0,5mm. Việc gia công ñó vẫn ñảm bảo chất lượng cho bề mặt lăn ép.
f. Kiểm tra kết qủa lăn ép Kiểm tra chất lượng lăn ép bao gồm các nội dung chính sau ñây: - Trị số của ứng suất nén dư; - Chiều dầy phân bố của ứng suất dư; - ðộ cứng ñạt ñược sau khi lăn ép;

Cnsc.346
- Chiều dầy của lớp thép biến cứng. Các chỉ tiêu thứ nhất và thứ hai có thể xác ñịnh ñược bằng phương pháp dùng
máy ño ñiện trở với các tấm ñiện trở dán chặt lên mẫu thử. Hai chỉ tiêu thứ 3 và thứ 4 có thể dùng máy ño ñộ cứng ñể xác ñịnh. Tiện trục
xe ñã ñược lăn ép thành hình côn với ñộ nghiêng nhất ñịnh, một ñầu ñể lại một ñoạn thẳng ñể ño ñộ cứng mặt ngoài, sau ñó dùng vải nháp ñánh bóng.
Trong ñiều kiện không thể tiến hành nhiều thí nghiệm ñược thì có thể dùng chỉ tiêu chiều dầy của lớp thép biến cứng làm chỉ tiêu tổng hợp của chất lượng lăn ép. Chiều dày của lớp biến cứng δ hợp lý nhất là bằng hoặc lớn hơn 8 - 10% bán kính R của các chi tiết ñược lăn ép.
[(Chiều dầy của lớp thép biến cứng δ) / (Bán kính của chi tiết lăn ép)] = 0,08 - 0,10.
Nếu phù hợp với chỉ tiêu trên, chất lượng của trục xe ñược lăn ép có thể ñảm bảo, tuổi thọ của trục xe có thể ñược kéo dài.
Bảng 7.3. Số liệu tham khảo và về lăn ép trục bánh xe ñầu máy
Dữ liệu Chiều
dày δ, mm
Áp lực lăn ép, tấn
ðường kính con
lăn, mm
Bán kính cong
của con lăn, mm
Lượng ñi vào của con lăn,
mm/vòng
Số lần lăn ép
(1) (2) (3) (4) (5) (6) (7) Theo Viện chế tạo máy của Liên Xô
- Bệ bánh của trục toa xe
6 ÷ 8 2 ÷ 2,5
150 ÷ 170
15 ÷ 20 1 ÷ 2 -
(1) (2) (3) (4) (5) (6) (7) - Vai trục bánh ñầu máy diezen
3 ÷ 6 2 ÷ 2,5
150 ÷ 170
15 ÷ 20 1 ÷ 2 -
Theo Viện máy công trình Liên Xô
- Các loại trục - 4 ÷ 4,5
150 75 0,3 ÷ 0,6 1
Theo viện ñường sắt Trung Quốc
- 2 ÷ 2,4
170 130/40 0,3 ÷ 1,0 1
7.3.4.2. Gia công cơ khí (tiện) mặt lăn và gờ bánh xe
Việc gia công cơ khí mặt lăn và gờ bánh xe nhằm mục ñích:
- ðạt ñược biên dạng và ñường kính bánh xe ñúng theo qui ñịnh kích thước trong qui trình sửa chữa ñã ban hành;
- Gia công biên dạng mặt lăn và gờ bánh xe ñúng quy ñịnh của quy trình sửa chữa cho từng loại ñầu máy trước khi xuất xưởng;

Cnsc.347
- Sửa chữa khắc phục những sai sót về kích thước (giang cách) giữa 2 bánh xe trong khi lắp ép nếu có (với ñầu máy D9E nhỏ hơn 921mm và ñối với dầu máy D13E nhỏ hơn 927mm);
- ðối với các trục bánh xe ñang sử dụng, không qua dây chuyền lắp ép thì cần tiện nới rộng gian cách giữa hai bánh xe.
Khi gia công mặt lăn bánh xe thường sử dụng hai phương pháp:
- Phương pháp thứ nhất: Dùng lưỡi dao hình bát, trên giá dao có lắp cơ cấu khuôn mẫu ñể làm cho dao di chuyển và cắt gọt thành hình dạng yêu cầu. Phương pháp này thường ñược dùng nhiều ở Liên Xô trước ñây và một số nước châu Âu.
- Phương pháp thứ hai ñược sử dụng nhiều ở Anh, Mỹ và Nhật Bản. Theo phương pháp này, khi gia công mặt lăn, trước hết dùng dao tiện phổ thông tiện thô mặt lăn, sau ñó dùng dao tiện ñặc biệt có hình dạng giống với mặt lăn bánh xe cho tiện lại.
Phương pháp thứ nhất có nhược ñiểm là cơ cấu khuôn mẫu khá phức tạp, khi bị mài mòn rất khó ñiều chỉnh. Phương pháp thứ hai có nhược ñiểm cơ bản là không thể dùng mảnh thép hợp kim mỏng kiểu mới ñể làm lưỡi dao mẫu, nên không thể nâng cao ñược tốc ñộ cắt gọt. Ngoài ra việc mài dao mẫu là một việc rất phiền phức do ñó phương pháp thứ nhất ñược sử dụng nhiều hơn. Do phương pháp gia công khác nhau nên máy dùng ñể gia công cũng khác nhau.
1. Phân nhóm kích thước bánh xe ñể cắt gọt tối ưu
Mục ñích của việc này nhằm giúp ta lựa chọn trục bánh xe (ñủ cho một ñầu máy) có cách biệt nhau về ñường kính bánh xe là ít nhất, rồi mới căn cứ vào bánh xe có ñường kính nhỏ nhất ñể phân bố dung sai ñường kính cho các bánh xe còn lại (của cả ñầu máy) khi tiện, ñiều ñó ñem lại hai lợi ích:
- Khối lượng phôi gia công cắt bỏ ít nhất, tiết kiệm nguyên liệu và nguyên công sửa chữa;
- Tận dụng hữu hiệu tối ña lượng dự trữ kích thước mặt lăn bánh xe.
Hình 7.14. Phân nhóm kích thước bánh xe ñể cắt gọt tối ưu I. Biên dạng lăn trước khi vào sửa chữa
II. ðường thể hiện gia công tiện thô III. ðường biên dạng mặt lăn sau khi khôi phục 2. Qui trình tiện mặt lăn và gờ bánh xe ñầu máy D9E hoặc ñầu máy D13E
A
III II I A

Cnsc.348
Trong các trục bánh xe ñã chọn cho một ñầu máy, cần ñưa trục bánh xe có ñường kính nhỏ nhất vào tiện trước.
Thứ tự các bước gia công mặt lăn bánh xe trên máy tiện chuyên dùng SIMMONS-NILES áp dụng cho trục bánh xe của cả hai loại ñầu máy D9E và D13E tại Xí nghiệp ñầu máy Sài Gòn ñược thể hiện qua các bước sau ñây.
Bước 1. Chỉnh cự ly mũi chống tâm
Chỉnh cự ly mũi chống tâm tương quan với chấu kẹp, ñể khi ụ ñộng ép kẹp chặt trục bánh xe không gây hư hỏng mũi chống tâm. Mỗi mũi chống tâm ñều ñược ñỡ phía sau bằng một lò xo trụ, có hành trình làm việc 140 mm. Giữa mâm kẹp và mũi chống tâm có thể ñiều chỉnh khoảng cách theo chiều dọc trục. Mục ñích của bước một cho phép ñiều chỉnh ñỉnh mũi chống tâm và mặt chấu kẹp. ðối với trục bánh xe ñầu máy D9E là 315mm còn ñối với trục bánh xe ñầu máy D13E là 285 mm.
Bước 2. ðịnh vị và kẹp chặt
Trục bánh xe chỉnh trước cự ly ñịnh vị và cự ly kẹp chặt của hai mâm kẹp cho từng loại trục bánh xe khác nhau, sao cho khi trục bánh xe ñược kẹp chặt thì mũi chống tâm vẫn còn hành trình an toàn là 25%. Kế tiếp là dùng cẩu chuyên dùng ñưa trục bánh xe lên máy tiện, phía có bánh răng và mâm kẹp chính, ñảm bảo sự ñịnh vị của lỗ chống tâm và ñộ thăng bằng của toàn trục bánh xe, hoặc song song ñường tâm nối hai mũi chống tâm hoặc trục bánh xe thấp về phía ụ ñộng khoảng 3 ÷7mm. Tuyệt ñối không ñể ñường tâm trục bánh xe cao hơn ñường tâm mâm kẹp, vì dây cáp của cẩu trục bánh xe sẽ bị dằng xuống khi trục bánh xe ñược kẹp chặt, gây hỏng cẩu. Sau ñó ñiều khiển cho ụ ñộng tiến sát ñầu trục bánh xe còn lại. Khi hai mũi chống tâm ñã tiếp xúc hoàn toàn với hai lỗ chống tâm ñầu trục, ta xả bớt cáp cẩu khoảng 10 mm và tiếp tục cho ụ ñộng tiến khoảng 25% hành trình lún của mũi chống tâm. Sau ñó cho mâm kẹp chính quay, kiểm tra sơ bộ bằng nút ñiều khiển riêng tại phía ñiều khiển cẩu, trục bánh xe ñược nhích xoay 1÷2 vòng sẽ tự ổn ñịnh việc ñịnh tâm (nếu sai sót hoặc giang cách của hai bánh xe ngắn trong dung sai cho phép). Sau cùng cho ụ ñộng kẹp chặt trục bánh xe bằng cách cho tiến về phía ụ chính thêm 50% hành trình lún của mũi chống tâm. Như vậy trục bánh xe ñược kẹp chặt nhưng không gây biến dạng nén cong trục hoặc hư hỏng mũi chống tâm.
Bước 3. Kiểm tra ñộ cong trục bánh xe trước khi tiện
ðể chắc chắn các trục bánh xe sau khi lắp ép (nếu có) còn ñảm bảo ñộ cong cho phép sử dụng, thì sau khi kẹp chặt trục bánh xe ta cần dùng ñồng hồ so ñể ño mức ñộ cong trục với ñường tâm của nó, nếu không quá 0,05 mm là ñạt yêu cầu (hay nói cách khác giữa bề mặt hai phía của trục ñồng hồ không nhảy quá 0,1 mm). Tất cả các trục không ñạt tiêu chuẩn về ñộ cong nêu trên cần phải ñưa ra nắn thẳng lại nếu không ñược phải loại bỏ.
Bước 4. Tiện thô
Kiểm tra bề mặt bằng dao tiện dạng bát và tiện phá phần kim loại thừa (A) hình 7.14. hoặc phần kim loại khi hàn ñắp chảy dư, vết cắt phá như ñường (II) hình 7.14. Muốn nâng cao năng suất tiện trục bánh xe, cần phải tận dụng tối ña ñộ cứng vững của máy và khả năng chép hình tự ñộng của bàn dao. Sau khi ñã rà soát kiểm tra bề mặt gia công ñể tránh vấp dao, nên áp dụng chế ñộ chép hình tự ñộng ñể cắt bỏ những phần tiếp theo như hình 7.15.

Cnsc.349
Hình 7.15. Biên dạng mặt lăn và gờ bánh xe khi sửa chữa I. Biên dạng mòn; II. Phần cắt phá; III. Phần tiện chép hình
Các chế ñộ gia công thô ñược nêu dưới ñây: - Dao tiện: Hợp kim cứng BK-8 hoặc tương ñương. - Tốc ñộ cắt: 11,5 vòng/phút. - ðộ sâu cắt: 3 ÷4 mm. - Lượng ăn dao: 1,5 ÷2 mm. - Hướng tiến dao: Từ phía bề mặt lăn tiến vào gờ bánh xe, áp dụng cho cả hai
bánh xe. Mỗi bàn dao nên bố trí hai dao (hình 7.16) dao nghiêng (1) ñi trước dùng tiện mặt lăn, khi ñến gờ bánh xe ñổi dao thẳng (2) ñể tiếp tục tiện phần gờ còn lại, nhằm phù hợp góc ăn dao và góc thoát phoi theo biên dạng bề mặt lăn bánh xe ñược tiện, hình 7.16 áp dụng cho bánh xe trái, bánh xe phải ñối xứng tương tự.
- Dừng bước tiện thô khi lượng ăn gia công còn 1 ÷1,5 mm (theo kích thước vòng lăn bánh xe).
Sau bước gia công thô cần ñạt ñược: - Cắt bỏ lớp kim loại bề mặt hàn ñắp ñể kiểm tra chất lượng mối hàn, nếu có
qua dây chuyền hàn. ðịnh dạng ñược biên dạng mặt lăn và gờ bánh xe theo dưỡng chép hình tự ñộng.
-Tạo ñiều kiện cho những lần ăn dao sau ñó nhanh và không bị hư hỏng, mẻ dao tiện.
dbieân daïng ñaõ khoâi phuïc
III
III cheùp hìnhII caét boû
3
1
2

Cnsc.350
Hình 7.16. 4-14. Bàn dao ñôi dùng tiện bánh xe trái I. Dao nghiêng; II. Dao thẳng; III. Giá dao ñôi.
Bước 5. Tiện bán tinh
Do yêu cầu ñộ bóng của mặt lăn và gờ bánh xe khi xuất xưởng không cao (khoảng ∇3÷∇4), do ñó chỉ cần gia công ở mức bán tinh với các chế ñộ gia công sau ñây:
- Dao tiện: Loại thép T5K10 - Tốc dộ cắt: 38 vòng/phút - Hướng tiến dao: Tương tự như trên - ðộ sâu cắt: 1,0 ÷1,5 mm - Lượng ăn dao: 0,4 mm/vòng. Các yêu cầu ñạt ñược sau khi gia công tinh: - Khoảng cách chênh lệch giữa các bánh xe trong mức cho phép theo qui
trình sửa chữa; - Biên dạng mặt lăn và gờ bánh xe ñạt yêu cầu theo dưỡng chuẩn. Trong quá trình tiện mặt lăn và gờ bánh xe, cần dùng một số dụng cụ chuyên
dùng ñể kiểm tra. Dưỡng kiểm tra hình dạng mặt lăn và gờ bánh xe ñược biểu thị trên hình
7.18, khe hở không ñược phép quá 0,5 mm. Dùng dao ñứng ñể cắt (xén) hai bề mặt trong và ngoài của bánh xe khi cần
sửa chữa (ñiều chỉnh) kích thước giang cách sau lắp ép trục bánh xe (hình 7.17).
Hình 7.17. Bàn dao thẳng ñối xứng ñể vạt mặt
Dao trái (1) ñể vạt mặt phải; Dao phải (2) ñể vạt mặt trái
1/20
92.1
19
31.8 15.9
R17.46
47.6
15.9
75.6
28.2
Dao phải tiện bên trái
Dao trái
Giá dao trái
Thn dao
Dao phải
Lưỡi dao

Cnsc.351
Hình 7.18. Dưỡng dùng chép hình khi tiện mặt lăn và gờ bánh xe ñầu máy D9E
Bước 6. Kiểm tra trục bánh Trước khi tháo trục bánh xe xuống khỏi máy tiện cần kiểm tra các kích thước
và biên dạng mặt lăn bánh xe.
- Kích thước: Giang cách trong phải ñúng quy trình sửa chữa cho từng loại ñầu máy, ñường kính bánh xe phải phù hơp với chênh lệch cho phép trong bộ bánh xe.
- Mặt lăn: Biên dạng mặt lăn và gờ bánh xe phải ñúng dưỡng chuẩn quy ñịnh của từng loại ñầu máy. Khe hở nếu có giữa dưỡng với bề mặt cần kiểm tra không ñược lớn hơn 0,5 mm.
- Gờ bánh xe: ðộ dày ñảm bảo ở mức tối ña quy trình cho phép. Phần kim loại hàn ñắp không bị rỗ hở hay bọt rỗng.
ðường kính vòng lăn của hai bánh trên một trục không chênh lệch nhau 1,5mm. Sai lệch ñường kính vòng lăn giữa hai cặp bánh xe trong một giá chuyển không lớn hơn 10 mm và giữa hai cặp bánh xe trong hai giá chuyển không lớn hơn 15 mm. Khi có cặp bánh xe nào vượt quá qui ñịnh trên ta phải tiến hành tiện lại.
Hình 7.19. Dưỡng kiểm tra hình dạng của mặt lăn gờ bánh xe ñầu máy D9E
Câu hỏi kiểm tra: 1. Trình bày các hư hỏng và phương pháp sửa chữa khung giá chuyển hướng
và bầu dầu. ðiêu chỉnh ñộ dịch chuyển tự do của các cặp bánh xe trong bầu dầu giá chuyển hướng kiểu ke trượt .
2. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết bộ trục bánh xe ñầu máy.
101 28.2
15.998.4 31.8 19
47.6
15.9
75.6
25.4
15.910
9.5
17.46 25.4
90
9.5
50.8
Nghieâng 1/20
0
R

Cnsc.350
Hình 7.20. Số liệu tham khảo về các thông số kỹ thuật của bộ trục bánh xe
7.3.5. Lắp ép bộ trục bánh xe 7.3.5.1. Lắp ép vành băng ña vào mâm bánh
1. Các mô hình tính toán lý thuyết ñộ dôi mối ghép băng ña-mâm bánh
a. Mô hình tính toán lý thuyết thứ nhất
Áp lực ñơn vị p tại bề mặt tiếp xác của mối ghép ñược tính như sau
p =
+
2
2
1
1
E
C
E
CD
δ , daN/mm2
(7.1) trong ñó:
δ - ñộ dôi tính toán, mm; D - ñường kính danh nghĩa mối ghép, mm; E1, E2 - môñun ñàn hồi của chi tiết bị bao (mâm bánh) và chi tiết bao (băng ña), daN/mm2; C1, C2 - các hệ số phụ thuộc kích thước và vật liệu của các chi tiết trong mối ghép (hệ số Lame).
121
2
21
2
1 µ−
−
+=
DD
DDC , (7.2)
1222
222
2 µ+
−
+=
DD
DDC , (7.3)
với:
140 1440
160 158,5 -
§−êng kÝnh cæ trôc
§é d«i 1,1-1,45
II
xii
75 43 36
ChiÒu dÇyII
§é mßn kh«ng qu¸ 7mm
§é d«i 0,12-0,16
§é d«i 0.18-0.30
210 200 198
§−êng kÝnh cæ trôc
ChiÒu cao gê b¸nh xeChiÒu dÇy gê b¸nh xe
56
4
3
21

Cnsc.351
D1, D2 - ñường kính trong của chi tiết bị bao (mâm bánh) và ñường kính ngoài của chi tiết bao (băng ña), mm; µ1, µ2 - hệ số Poatxông của vật liệu mối ghép.
Trong trường hợp mối ghép chịu tải trọng dọc trục Pa, có xu hướng làm cho các chi tiết dịch chuyển tương ñối theo chiều dọc trục, thì trên bề mặt mối ghép xuất hiện lực ma sát chống lại sự dịch chuyển này. Khi ñó ñộ bền của mối ghép ñược ñảm bảo bởi ñiều kiện sau:
Pa ≤ π. D. l. p. f, (7.4) trong ñó:
D - ñường kính mối ghép, mm; l - chiều dài mối ghép, mmm; p - áp lực ñơn vị, daN/mm2; f - hệ số ma sát.
Giá trị mô mem xoắn mà mối ghép có thể tiếp nhận ñược xác ñịnh như sau
Mk ≤ π. D. l. p. f.(D/2) = (π/2).D2.l.p.f (7.5) Khi mối ghép ñồng thời chịu cả lực dọc trục lẫn mômen xoắn (Pa, Mk) thì
ñiều kiện bền có dạng
22
2a
k PD
M+
≤ π. D. l. p. f (7.6)
Dựa theo các công thức nêu trên có thể xác ñịnh ñộ dôi tính toán δ cho các trường hợp sau ñây:
Mối ghép chỉ chịu tải trọng chiều trục (lực ngang) Pa
δ =
+
2
2
1
1
.. E
C
E
C
fl
Pa
π, mm (7.7)
Mối ghép chỉ chịu mômen xoắn
δ =
+
2
2
1
1
...
2
E
C
E
C
flD
M k
π, mm (7.8)
Mối ghép chịu tác dụng ñồng thời của cả mômen xoắn và lực dọc trục
δ =
+
+
2
2
1
1
22
..
2
E
C
E
C
fl
PD
Ma
k
π, mm (7.9)
Khi lắp ghép, ñộ nhấp nhô bề mặt của các chi tiết có thể bị san phẳng một phần. Do vậy ñộ dôi thực tế có thể trở nên nhỏ hơn ñáng kể so với ñộ dôi ban ñầu. ðể bù lại phần bị san phẳng này, ñộ dôi lắp ghép cần ñược lấy lớn hơn so với tính toán, do vậy ñộ dôi thực tế là:
δT = δ + u (7.10) trong ñó:
δ - ñộ dôi lý thuyết, mm;

Cnsc.352
u = 1,2.(Rz1+Rz2) - ñại lượng ñặc trưng cho ñộ là phẳng các nhấp nhô bề mặt của các chi tiết khi lắp ghép; Rz1, Rz2 - chiều cao các ñộ nhấp nhô trong bề mặt mối ghép ñược lấy tuỳ thuộc vào ñộ bóng của các chi tiết, mm.
Khi tiến hành lắp ghép, trong mối ghép xuất hiện các ứng suất tương ñối lớn, nhất là khi ñộ dôi lớn, có thể gây phá huỷ mối ghép.
Ứng suất lớn nhất chính là ứng suất tác dụng lên bề mặt phía trong của chi tiết bao:
δt max= 22
2
222.
DD
DDp
−
+ ; δp = - p (7.11)
Khi tính toán theo mô hình này, ta xác ñịnh ñược áp lực ñơn vị tác dụng lên mối ghép dưới tác dụng của các tải trọng, xác ñịnh ñược ñộ dôi theo tải trọng, sau ñó xác ñịnh các ứng suất lớn nhất trong mối ghép theo ñộ dôi và căn cứ vào ứng suất lớn nhất cho phép biết ñược mối ghép có ñủ bền hay không. Mô hình này có nhược ñiểm là phải tính toán hai loại bài toán riêng rẽ: tính ñộ dôi theo tải trọng và sau ñó tính ứng suất theo ñộ dôi.
b. Mô hình tính toán lý thuyết thứ hai b1. Áp lực ñơn vị nhỏ nhất tác dụng lên bề mặt tiếp xúc của mối ghép
Khi mối ghép chịu tác dụng của lực chiều trục (lực ngang) Pa
,...)min( flD
Pp a
Pa π= daN/mm2 (7.12)
Khi mối ghép chịu tác dụng của mômen xoắn Mk
,...
22)min( flD
Mp k
M k π= daN/mm2 (7.13)
Khi mối ghép chịu ñồng thời cả lực chiều trục Pa và mômen xoắn Mk
,...
.22
2
),min( flD
D
MP
p
ka
MP ka π
+
= daN/mm2 (7.14)
b2. ðộ dôi tính toán nhỏ nhất ñể có thể truyền ñược tải trọng, tính theo áp lực ñơn vị nhỏ nhất pmin
,..2
2
1
1minmin
+=
E
C
E
CDpttδ mm (7.15)
Trong ñó giá trị pmin ñược lấy theo các kết quả tính ở công thức (7.12), (7.13) và (7.14). Do ñó ta có:
,..2
2
1
1)min()min(
+=
E
C
E
CDp
aa Ptt
Pδ mm (7.16)
,..2
2
1
1)min()min(
+=
E
C
E
CDp
kk Mtt
Mδ mm (7.17)

Cnsc.353
,..2
2
1
1),min(),min(
+=
E
C
E
CDp
kaka MPtt
MPδ mm (7.18)
b3. ðộ dôi nhỏ nhất cho phép có tính ñến các yếu tố ảnh hưởng của ñộ nhám bề mặt và nhiệt ñộ làm việc của chi tiết
21minmin kkttcf ++= δδ , (7.19) hay
21)min()min( kkttP
cfP aa
++= δδ , (7.20)
21)min()min( kkttM
cfM kk
++= δδ , (7.21)
21),min(),min( kkttMP
cfMP kaka
++= δδ , (7.22)
trong ñó:
k1 - hệ số tính ñến ảnh hưởng của ñộ nhám bề mặt; k1 = 1,2 (Rz1 + Rz2) = 5 (Ra1 + Ra2 ); (7.23) Rz1, Rz2 và Ra1, Ra2 - ñộ nhám bề mặt của chi tiết bị bao và chi tiết bao, mm; k2 - hệ số tính ñến sự dãn nở khác nhau của chi tiết bị bao và chi tiết bao khi nhiệt ñộ thay ñổi; k2 = - D (α1.∆t1 - α2.∆t2) , (7.24)
với: α1, α2 - hệ số dãn nở dài của chi tiết bị bao và chi tiết bao (ñối với thép và thép ñúc khi ñốt nóng α = 11.10 -6); ∆t1 - chênh lệch nhiệt ñộ khi làm việc và khi lắp của chi tiết bị bao; ∆t2 - chênh lệch nhiệt ñộ khi làm việc và khi lắp của chi tiết bao.
b4. Áp lực ñơn vị lớn nhất cho phép [pmax] ñể không xảy ra biến dạng dẻo trên bề mặt tiếp xúc của mối ghép, tính theo thuyết ứng suất tiếp lớn nhất
[ ]
−=
2
11max1 1.58,0
D
Dp chσ , daN/mm2 (7.25)
[ ]
−=
2
22max2 1.58,0
D
Dp chσ , daN/mm2 (7.26)
trong ñó: σch1, σch2 - giới hạn chảy của vật liệu chi tiết bị bao và chi tiết bao. Giá trị [pmax] ñược lấy theo giá trị nhỏ nhất trong hai giá trị p1max và p2max.
b5. ðộ dôi tính toán lớn nhất ttmaxδ
+=
2
2
1
1maxmax .].[
E
C
E
CDpttδ , (7.27)
b6. ðộ dôi lớn nhất cho phép cfmaxδ khi có xét tới các yếu tố ảnh hưởng của ñộ
nhám bề mặt và nhiệt ñộ làm việc của chi tiết
21maxmax kkttcf −+= δδ , (7.28)

Cnsc.354
b7. ðộ gia tăng ñường kính ngoài của chi tiết bao
( )2222
22
2
...2
DDE
DDpD
−=∆ , mm (7.29)
b8. ðộ giảm ñường kính trong của chi tiết bị bao
( )21
21
12
1
...2
DDE
DDpD
−=∆ , mm (7.30)
Khi tính toán theo mô hình này, ta xác ñịnh ñược áp lực ñơn vị tác dụng lên mối ghép dưới tác dụng của các tải trọng, xác ñịnh ñược ñộ dôi theo tải trọng và căn cứ vào giới hạn chảy có thể xác ñịnh ngay ñược ñộ dôi lớn nhất cho phép. Mô hình này có ưu ñiểm là không phải tính toán hai loại bài toán riêng rẽ, mặt khác khi tính toán ñộ dôi, ảnh hưởng của ñộ nhám bề mặt ñã ñược xét tới. Ngoài ra mô hình này còn cho phép xác ñịnh ñược ñộ gia tăng ñường kính ngoài của chi tiết bao và ñộ giảm ñường kính trong của chi tiết bị bao khi lắp ghép.
c. Xác ñịnh ñộ dôi theo các công thức thực nghiệm
Ngoài phương pháp lý thuyến ñã ñề cập trên ñây, trên thực tế người ta còn sử dụng một số công thức thực nghiệm như sau:
Theo tiêu chuẩn Liên Xô: δ = 0,001.D (7.31) δ = (1,0 ÷ 1,5) mm /1000mm D mối ghép (7.32) Theo tiêu chuẩn Rumani: δ =[0,9/1000 - 1,6/1000], với δ ≤ 2,0 mm (7.33) Theo tiêu chuẩn Trung Quốc: δ= (Dm- Dbd )/ Dm = 1/1000 - 1,2 /1000 (7.34) Theo tiêu chuẩn Mỹ
δ = 0,001 in /1 in. D mối ghép (7.35)
2. Lắp nóng băng ña vào mâm bánh
Trước khi lắp, băng ña cần ñược gia công cơ khí theo bề mặt trong. Người ta ñịnh tâm và kẹp chặt theo ñường kính ngoài và gia công mặt trong băng ña. Ta tiện ñường kính trong của băng ña ñến ñường kính nhỏ hơn so với ñường kính mâm bánh từ 1÷1,5mm/ D =1000mm.
Cuối cùng ta sửa lại mặt lăn băng ña trên máy tiện chuyên dùng ñể bảo ñảm ñúng hình dạng mặt lăn thiết kế.
ðể lắp băng ña vào mâm bánh của trục bánh, ta tiến hành ñốt nóng băng ña trong lò ñiện, lò dầu lò khí ga hay loại lò khác ñến nhiệt ñộ 200 ÷ 3200C.
ðối với băng ña cũ, lỗ trong băng ña bị rộng ra, do ñó cho phép ñặt các tấm ñệm giữa băng ña và mâm bánh, yêu cầu số lượng ñệm nhỏ hơn 4 tấm, cự ly giữa các tấm ñệm không lớn hơn 10mm.
Chiều dày cho phép của tấm ñệm khi sửa chữa ở nhà máy không lớn hơn 1mm, còn ở xí nghiệp không lớn hơn 2mm.
Băng ña dự ñịnh lắp vào trục bánh, trước tiên phải chọn ñường kính trong của băng ña phù hợp với kích thước qui ñịnh. ðộ cứng của hai băng ña trên một cặp trục bánh cho phép sai khác nhau ñến HB = 20. Sau ñó ñặt băng ña lên máy tiện băng ña.

Cnsc.355
ðể lắp chặt vành băng ña vào lòng bánh người ta thường sử dụng phương pháp lắp nóng. Ta ñã biết rằng sức bền của mối ghép có ñộ dôi chủ yếu phụ thuộc vào ñộ găng giữa chúng.
a. ðộ dôi nóng giữa vành băng ña và mâm bánh
ðộ dôi tương ñối ε giữa vành băng ña và mâm bánh là tỷ số giữa hiệu số của ñường kính ngoài của mâm bánh (D1) và ñường kính trong của băng ña (Db) trên ñường kính ngoài của mâm bánh (D1)
ε = (D1 - Db) / D1, (7.36) Nếu ñộ dôi quá nhỏ sẽ không ñảm bảo an toàn, ngược lại ñộ dôi quá lớn có
thể dẫn ñến sự phá hoại của mối ghép. Vì vậy cần phải lựa chọn ñộ dôi tương ñối giữa lòng bánh và băng ña một cách thích hợp.
Nếu như ñộ dôi tương ñối ε = 1/1000 - 1,2/1000, có nghĩa là trong phạm vi một mét thì ñường kính của thân bánh lớn hơn ñường kính của vành bánh từ 1,0 - 1,2 mm. Như vậy sau khi lắp xong, bên trong vành băng ña sẽ xuất hiện một ứng lực rất lớn. Giả sử răng thân bánh là một vật tuyệt ñối cứng, như vậy ñộ dôi tương ñối sẽ biến thành ñộ dãn tương ñối của vành băng ña. Mặt khác nếu coi ứng suất lắp có ñộ dôi trên vành băng ña ñược phân bố ñều thì ứng suất ñó sẽ bằng:
σtb = E . ε = 0,21 . 0,001 MN/m2, (7.37) trong ñó:
E - môñuyn ñàn hồi (2,1. 106 kG/cm2); ε - ñộ biến dạng tương ñối (lấy bằng 0,001).
Thực chất khi lắp có ñộ dôi lòng bánh sinh ra một biến dạng ñàn hồi nhất ñịnh, do ñó ứng suất thực tế sẽ không lớn bằng trị số tính toán nêu trên. Tuy vậy dù có nhỏ ñi nữa thì cũng còn khá lớn, cho nên không nên lựa chọn ñộ dôi quá lớn. Thường ñộ chênh lệch về ñường kính giữa mâm bánh và mặt trong của vành băng ña từ 0,7-1,0mm, trong ñó: xe hàng từ 0,7 - 0,9mm; xe khách từ 0,8 -1,0mm.
Sau khi chọn xong từng cặp mâm bánh và băng ña cần ñược ñánh dấu kỹ. Vành băng ña ñược kiểm tra từ trường ñể phát hiện các khuyết tật có thể phá hoại mối ghép, sau ñó ñược nung nóng ñể chuẩn bị lắp ghép. Có nhiều phương pháp nung nóng vành băng ña, nhưng phương pháp tiên tiến và có năng suất cao nhất vẫn là dùng lò cảm ứng ñiện từ.
Lò cảm ứng ñiện từ thực chất là một máy biến thế mà băng ña là cuộn thứ cấp thành vòng kín ñoản mạch. Trong băng ña sẽ sinh ra cảm ứng ñiện từ mung nóng băng ña.
b. Nhiệt ñộ nung nóng băng ña Nhiệt ñộ nung nóng thấp nhất của băng ña có thể tính theo công thức sau:
t = ε / λ , (7.38) trong ñó:
t - nhiệt ñộ nung nóng thấp nhất của băng ña, 0C; ε - ñộ dôi tương ñối; λ - ñộ dãn nở tương ñối của thép, (lấy bằng 0,000012).
Nếu như ε = 0,001, thì t = 0,001/0,000012 = 840C. Nhưng thực tế nếu chỉ ñốt nóng vành băng ña lên 850C thôi thì chưa ñủ, cho nên thường ñem vành văng ña

Cnsc.356
nung nóng tới 280 - 3250C. ðể theo dõi nhiệt ñộ nung nóng có thể dùng nhiệt ñiện kế, ñặt ñầu tiếp xúc của nhiệt ñiện kế vào chỗ sạch nhẵn của băng ña. Nếu không có nhiệt kế có thể dùng 4 miếng chì thuần chất (mỗi miếng dài 5 - 6mm, rộng 3 - 5mm, dày 1mm), ñặt trên mặt bằng ña sát ra ngoài ở 4 góc ñều nhau. Khi các miếng chì ñó bị nóng chảy, tức là ñã ñạt tới nhiệt ñộ cần thiết (chì thuần chất cháy ở nhiệt ñộ 3270C).
Vành băng ña sau khi ñược nung nóng tới nhiệt ñộ cần thiết ñược ñem ñặt lên vị trí lắp ráp. Sau ñó lòng bánh ñược lắp từ từ và cân ñối vào băng ña. Dùng búa gỗ gõ nhẹ và ñều. Cần chú ý trước khi lắp ghép mặt tiếp xúc của băng ña và lòng bánh phải sạch sẽ, không ñược dính bụi, ñất cát hoặc mạt kim loại ñể ñảm bảo chất lượng lắp ghép.
3. Lắp vòng hãm băng ña Sau khi lắp băng ña vào mâm bánh, ñể nhiệt ñộ giảm xuống 200 ÷ 1500C thì
tiến hành lắp vòng hãm băng ña. Vòng hãm ñược rèn bằng thép CT3 hay CT5. Vòng hãm tốt nhất nên là một
thanh liền, song cũng có thể cho phép dùng 3 ñoạn ghép lại với nhau. Vòng hãm có thể ñược ñóng bằng búa tay hoặc búa hơi. Sau ñó có thể dùng
máy ép chuyên dùng ñể ép cho vòng hãm nằm chặt vào rãnh vòng hãm. Nếu không có máy ép chuyên dùng có thể sử dụng búa lớn ñóng mạnh, hoặc dùng máy lăn cán ép mép cạnh trong băng ña. Sau khi ñóng vòng hãm xong, dùng búa nhỏ gõ ñều ñể kiểm tra lại một lượt mức ñộ khít chặt của mối ghép chặt giữa mâm bánh, băng ña và vòng hãm.
Cần lưu ý rằng việc dùng vòng hãm khiến cho công việc lắp mâm bánh vào băng ña trở nên phức tạp hơn nhiều. Cho nên ngày nay các bánh chủ ñộng của ñầu máy có băng ña ñã bỏ hẳn vòng hãm. Trong toa xe, khi hãm nhiệt tỏa ra ở nơi guốc hãm rất nhiều, dễ làm băng ña bị lỏng, ñe dọa nghiêm trọng tới an toàn chạy tàu. Vì vậy vấn ñề bỏ vòng hãm là vấn ñề còn phải tiếp tục nghiên cứu.
7.3.5.2. Lắp ép bánh xe (mâm bánh) vào trục 1. Phương pháp ép nguội a. ðộ dôi của mối ghép
Cho tới nay các kết quả nghiên cứu vẫn chưa cho phép ñịnh ra ñược một ñộ dôi chính xác cho quá trình ép nguội trục xe. Cũng vì thế nên chưa thể xác ñịnh rõ lực ép có trị số là bao nhiêu cho phù hợp với yêu cầu. Sở dĩ như vậy là vì những yếu tố ảnh hưởng tới chất lượng của mối ghép có ñộ dôi giữa trục và bánh rất ña dạng và khó khống chế. Tuy nhiên ñộ dôi của mối ghép lắp nguội cần ñảm bảo ñược những yêu cầu sau ñây:
- ðảm bảo ñộ bền (chặt) cho mối ép nguội,
- ðảm bảo ứng suất do mối ghép gây nên trong moay - ơ không vượt quá ứng suất cho phép.
Giữa hai yêu cầu trên có mâu thuẫn với nhau. Yêu cầu thứ nhất cần có ñộ dôi ñầy ñủ, yêu cầu thứ hai bắt buộc ñộ dôi không ñược quá lớn. Ở Liên Xô thường dùng công thức kinh nghiệm sau ñây ñể xac ñịnh ñộ dôi:
δ = (d + 12,5) . 0,001 mm , (7.39)

Cnsc.357
trong ñó: δ - ñộ dôi, mm;
d-ñường kính bệ bánh trục xe, mm. b. Lực ép
Trong thực tế, khi gia công bệ bánh moay-ơ, rất khó khống chế ñể có một ñộ dôi nhất ñịnh. Vì vậy, ñể ñánh giá chất lượng của mối ghép có ñộ dôi giữa bánh xe và trục, chủ yếu căn cứ vào lực ép kết thúc khi ép trục vào bánh. Trị số này là số liệu cơ bản ñể biểu thị cường ñộ lắp ghép.
Khi lực ép nhỏ hơn trị số nhỏ nhất quy ñịnh ñộ bền của mối ghép sẽ không ñược ñảm bảo. Ngược lại khi lực ép lớn hơn trị số lớn nhất quy ñịnh, bánh xe có thể bị nứt rạn và sau này trong quá trình vận dụng, do tác dụng của chấn ñộng, rất có thể bị nứt vỡ, hoặc làm cho lỗ moay-ơ bị nong rộng ra, dẫn ñến lực ép khi kết thúc lại giảm xuống, không ñảm bảo ñộ bền của mối ghép. Vì vậy không những chỉ khống chế lực ép cuối cùng mà còn phải khống chế cả quá trình biến thiên của lực ép biểu hiện qua biểu ñồ lực ép.
Những yếu tố chủ yếu ảnh hưởng tới lực ép bao gồm: - ðộ dôi của mối ghép; - Chất lượng gia công mặt ngoài; - Dung sai về hình dạng hình học của bệ bánh và lỗ moay-ơ; - Cơ tính của vật liệu; - Tốc ñộ ép bánh xe; - Chất lượng dầu bôi trơn.
c. ðánh giá chất lượng của mối ghép có ñộ dôi
ðộ bền của mối ghép có ñộ dôi giữa trục và bánh xe chủ yếu ñược quyết ñịnh bởi 3 yếu tố sau ñây:
Trạng thái của bề mặt lắp ghép
Nếu như mặt lắp ghép giữa trục và maoy-ơ không tốt nó sẽ làm ñộ dôi quy ñịnh sẽ mất chính xác, ñồng thời có thể dẫn ñến biến dạng dẻo của mặt ngoài làm mối ghép bị lỏng. Vì vậy ñồng thời với việc nâng cao chất lượng gia công ta cần phải ñảm bảo ñộ bóng của bề mặt tiếp xúc. Chất lượng của mặt tiếp xúc thường ñược kiểm tra bằng cách so sánh với vật mẫu.
Lực ép kết thúc
Lực ép kết thúc phản ánh trạng thái ứng suất ñàn hồi của bánh xe khi ép vào trục, trong một chừng mực nhất ñịnh nào ñó, nó phản ánh ñộ bền của mối ghép nhưng không hoàn toàn xác ñịnh ñược cường ñộ của mối ghép có ñảm bảo hay không. Giá trị lực ép kết thúc dao ñộng trong khoảng 90 ÷ 100% lực ép tối ña thực tế từng mối ghép. Với trục bánh xe ñầu máy D9E và D13E lực ép dừng P max từ 93 ÷ 127 tấn.
Diện tích tiếp xúc
ðộ bền của mối ghép ñược quyết ñịnh chủ yếu bởi diện tích tiếp xúc bệ trục bánh và moay-ơ. Tuy nhiên, sau khi ép bánh xe vào trục, không có cách nào ñể xác ñịnh diện tích tiếp xúc giữa chúng với nhau. Vì vậy biện pháp duy nhất ñể kiểm tra ñộ bền của mối ghép có ñộ dôi là thông qua ñồng hồ áp lực và băng ghi tự ñộng sự biến ñổi của lức ép.

Cnsc.358
Qua biểu ñồ này ta có thể ñánh giá ñược chất lượng của mối ghép (hình 7.21).
Dạng H.a: Là biểu ñồ biến thiên của lực ép khi phần bệ bánh với lỗ moay-ơ ñều là hình trụ. Ở ñoạn cuối của ñường biểu diễn có ñi xuống một chút, ñó là do trong quá trình ép các phần lồi lõm của mặt tiếp xúc bị san phẳng. Theo kinh nghiệm, phần ñi xuống ñó không nên vượt qua 10% toàn bộ chiều dài của ñường biểu diễn. Mặt khác lực ép cuối cùng không ñược nhỏ hơn quy ñịnh 5%.
Dạng H.b: Là ñường biểu diễn lực ép khi bệ bánh hoặc lỗ moay-ơ có ñộ côn không lớn lắm. Vì vậy phần cuối cùng của ñồ thị không ñi xuống mà lại có phần ñi lên.
Dạng H.c: Là ñường biểu diễn lực ép khi bệ bánh hoặc lỡ moay-ơ có ñộ côn tương ñối lớn. Ở giai ñoạn ñầu vì ñộ dôi tương ñối nhỏ (thậm chí không có ñộ dôi) nên lực ép tăng lên rất chậm. Sau ñó vì có ñộ côn nên ñộ dôi tăng lên dần, làm cho lực ép tăng, cho nên ñồ thị có dạng võng xuống.
Hình 7.21. Các dạng biểu ñồ lực ép trục bánh
Dạng H.a, H.b và H.c là hợp cách; Dạng H.d, H.e và H.f là không hợp cách.
Ở giai ñoạn ñầu vì ñộ dôi tương ñối nhỏ (thậm chí không có ñộ dôi) nên lực ép tăng lên chậm. Sau ñó vì có ñộ côn, nên hành trình ép ñi tới thì ñộ dôi tăng lên dần làm cho lực ép tăng. Có thể chiều dài thực tế lt của phần lực ép tăng lên trên biểu ñồ ngắn hơn chiều dài lý dài thuyết lo. Theo kinh nghiệm, cho phép lt nhỏ hơn l0 trong phạm vi 15% tức là (lo- lt ) ≤ 15%. Ngoài ra cho phép khi hành trình ép sắp kết thúc thì ñường biểu diễn có thể là một ñường thẳng nằm ngang trên chiều dài không quá 15% chiều dài toàn bộ lo.
L =LP[t]
H.a
L =L
H.b
L
L
H.d
L
H.e
L
H.c H.f
L(mm)
t o
t o
t
o
t
t

Cnsc.359
Các trường hợp sau ñây cũng ñược coi là hợp cách: nếu tất cả những ñiểm của ñường biểu diễn ñều nằm ở trên ñường thẳng nối liền từ ñiểm bắt ñầu ép ñến ñiểm có áp lực lớn hơn áp lực nhỏ nhất quy ñịnh, một vài ñoạn của ñường biểu diễn có thể lõm xuống, nhưng vẫn ở trên ñường thẳng nói trên.
ðối với ñầu máy D9E thì Pmin = 84,5 (T). Xét trên toàn ñường biểu diễn thì cho phép một vài ñoạn của ñường biểu diễn có thể bị lõm xuống nhưng vẫn ở trên ñường thẳng.
Dưới ñây là một vài ví dụ về trường hợp không hợp cách.
Dạng H.d: là ñường biểu diễn của lực ép khi bệ bánh và lỗ moay-ơ có sự sát thương, do ñó áp lực tăng lên rất nhanh và rất sớm rồi giảm xuống ñột ngột.
Trên hình 3-6 các biểu ñồ H.a, H.b, H.c là hợp cách, còn các biểu ñồ H.d, H.e, H. f là không ñạt yêu cầu.
d. Trình tự lắp ép bộ trục bánh xe
Khi tiến hành ép người ta sử dụng máy ép chuyên dùng hay máy ép thuỷ lực. Trên máy ép có ñồng hồ ño lực ép vào và lực ép ra. ðộ chính xác của ñồng hồ là 2 tấn. Ngoài ra còn phải có bộ tự ghi áp lực ép và hành trình ép.
Khi ép phải bảo ñảm lực ép trong giới hạn 45 ÷ 65 tấn với chiều dài ép 100mm.
Trước khi lắp ép cần tiến hành dò khuyết tật từ ñể kiểm tra toàn bộ bề mặt ngoài. Trước khi ép, người ta chọn cặp bánh xe theo kích thước phù hợp ñể bảo ñảm mối ghép ñúng theo yêu cầu kỹ thuật của các loại cặp bánh xe. ðo kích thước của bệ bánh và tiến hành chọn lắp với bánh xe, cụ thể ño ñường kính vai trục và ñường kính lỗ moay-ơ của bánh xe, trên kết quả hai trị số ño ñược ta nhóm chọn từng cặp (trục-bánh ) sao cho ñộ dôi ñạt yêu cầu qui ñịnh.
Phải có dụng cụ ñặc biệt ñể xác ñịnh ñiểm trung tâm của trục xe làm chuẩn cho ép bánh sau này. Tiếp theo treo trục và bánh lên máy ép. Bánh xe cần ñưa sát vào trục bánh, trục xe cần ñược treo sao cho ñường trung tâm của nó nằm trên ñường trung tâm pittông máy ép. Cần ñảm bảo ñộ vuông góc giữa trục và bánh (có thể dùng thước góc ñể kiểm tra). Trước khi ép cần làm sạch bề mặt tiếp xúc giữa bệ bánh và moay-ơ. Sau ñó bôi dầu nhờn lên rồi bắt ñầu ép bánh vào trục.
Trong quá trình ép cần chú ý theo dõi ñồng hồ áp lực và ñường biểu diễn lực ép xem có bình thường không, ñặc biệt nắm vững lực ép vào.
Chỉ có những trục bánh có ñường biểu diễn hợp cách mới ñược phép ñem ra sử dụng. Nếu không, bắt buộc phải ép bánh ra, tiến hành xử lý lại trục và bánh rồi mới ép lại ñúng yêu cầu kỹ thuật
ðể ñảm bảo chất lượng ép trục, tốc ñộ ép không ñược quá lớn, thường chọn vào khoảng 2,26 mm/s. Cần ñảm bảo chất lượng bề mặt của bệ bánh và lỗ moay-ơ không bị sây sát và chế ñộ bôi trơn ñều ñặn.
ðối với trục bánh xe truyền ñộng ñiện như trục bánh xe ñầu máy D9E và D13E cần chú ý: bánh xe bên không có bánh răng ñược ép lắp trước (do ñầu kia có trọng lượng của bánh răng). Trong khi treo gá trục lên giá ñỡ ñể ép, phải chỉnh sao cho tâm cho tâm trục bánh xe trùng với tâm của pittông máy ép, lỗ moay-ơ bánh xe

Cnsc.360
ñược ñưa sát với vai trục và ñảm bảo ñộ vuông góc giữa trục với bánh xe trong suốt quá trình ép (có thể dùng thước góc ñể kiểm tra). Hành trình ép dừng lại khi khoảng cách giữa vai moay-ơ bánh xe và vai bánh răng ñạt 727,5 ÷ 0,5 mm hoặc vai trục cách ñiểm giữa trục 444,5 ± 0,5 mm (hình 4-5). Tiếp ñến trở ñầu trục lại và tiến hành lắp ép bánh xe phía có bánh răng và dừng lại khi khoảng cách giữa hai má phía trong của trục bánh xe ñạt 923 ± 2 mm, sau cùng cẩu trục bánh xe xuống khỏi máy ép và ñưa sang dây chuyền tiện sữa chữa mặt lăn bánh xe.
ðể có cơ sở xác ñịnh ñộ bền chặt của mối ghép thì phải theo dõi ñồng hồ áp lực ép và sau ñó xem lại băng tự ñộng ghi ñường biểu diễn hành trình lực ép, yêu cầu các biểu ñồ hợp theo dạng chuẩn.
ðể ñảm bảo chất lượng của mối ghép tốc ñộ ép lắp không ñược quá lớn, thường chọn tốc ñộ ép lắp 0,9 ÷1,2 mm/giây (50 ÷55 mm/phút), ñồng thời giữ cho chế ñộ bôi trơn 2 bề mặt lắp ghép trong một quá trình ép.
Hình 7.22. Thứ tự ép và khoảng cách dừng ép ñối với trục bánh xe ñầu máy D9E 1. Bánh xe ñược lắp ép trước; 3. “A” Khoảng cách dừng theo vai trục;
2. Bánh xe ñược lắp ép sau; 4. “B” Khoảng cách dừng theo ñiểm giữa trục.
2. Phương pháp ép nóng
Dùng phương pháp ñốt nóng ñể tiến hành lắp các mối ghép có ñộ dôi là phương pháp tương ñối phổ biến và ñược áp dụng rộng rãi. Nhưng tại sao lắp băng ña vào mâm bánh người ta dùng phương pháp ép nóng, mà ép bánh vào trục người ta lại dùng phương pháp ép nguội. Lý do một phần là vì tập quán, nhưng phần khác là vì các nguyên nhân sau ñây: lắp mâm bánh vào băng ña bằng phương pháp nóng rất tiện lợi, không cần có máy ép, không sợ sinh ra xoắn lệch như ép lạnh (nhất là nếu ép lạnh một vật ngắn như băng ña), ñồng thời ép nóng không cần gia công mặt phối hợp cẩn thận như ép nguội, và lực ép lại có quan hệ với ñường kính của lỗ chi tiết ép, nên băng ña ép vào lòng bánh có ñường kính trong lớn hơn, như vậy nếu ép lạnh sẽ phải dùng máy ép rất lớn.
gian c¸ch ngoµi
ngâng trôc
1
2

Cnsc.361
Còn khi ép trục bánh dùng phương pháp ép nguội bởi vì có thể dựa vào biểu ñồ lực ép do máy ghi tự ñộng vẽ ñể kiểm tra chất lượng của mối ghép có ñộ dôi một cách dễ dàng và tiện lợi. Tuy nhiên ở các nước tiên tiến người ta ñã sử dụng phương pháp lắp nóng ñể ép trục bánh xe.
Dùng lò ñiện chuyên dùng ñốt nóng moay-ơ lên tới 200-2500C, ở nhiệt ñộ này lỗ moay-ơ sẽ rộng ra tới ñộ dôi quy ñịnh trong yêu cầu kỹ thuật và như vậy có thể lắp tự do trục vào bánh.
Các thử nghiệm ñã chứng tỏ rằng ñộ bền của mối ghép nóng lớn hơn ñộ bền của mối ghép nguội. Sở dĩ như vậy là vì khi ép nguội, lực ép làm phá hoại mặt phối hợp của chi tiết, còn khi ép nóng, chỗ lồi lõm của mặt tiếp xúc không những không bị san bằng, trái lại còn ăn khớp với nhau. Do ñó khi ñộ dôi bằng nhau và các ñiều kiện khác như nhau, khi tháo trục ra lắp lại, sức cản của trục ép nóng lớn gấp hai lần ép nguội.
Ép nóng có khả năng hoàn toàn loại trừ ñược lực kéo dọc trục do lắp ép gây ra và không làm hư hại mặt tiếp xúc của moay-ơ và trục bánh, cho nên cường ñộ chống mỏi không bị giảm. Ép nóng ñảm bảo quá trình công nghệ ổn ñịnh và hạ thấp tỷ lệ phế phẩm lắp ghép trục bánh, còn ñộ dôi so với ép nguội giảm ñược 25 - 30%.
Khi cần tháo trục bánh, ñể ñảm bảo mặt tiếp xúc không bị hư hỏng và có thể sử dụng lại, người ta có sửa ñổi lại cấu tạo của moay - ơ, thêm rãnh dầu ở giữa. Khi cần tháo trục ra, ép dầu vào trong rãnh ñể hình thành một màng dầu trong khu vực biến dạng ñàn hồi của mặt tiếp xúc rồi dùng máy ép ñể ñẩy bánh xe ra.
Dưới ñây là một số ưu ñiểm của phương pháp ép nóng so với phương pháp ép nguội.
a. Ưu ñiểm về phương diện chất lượng và cường ñộ
- Khi lắp ghép không làm hư hỏng mặt tiếp xúc; - Khi ép nóng cho phép có ñộ dôi nhỏ hơn, do ñó giảm bớt ñược ứng suất tiếp
xúc và ứng lực tập trung ở bộ phận moay-ơ và bệ bánh; - Dùng phương pháp ép nóng có thể sử dụng lại trục bánh nhiều lần, bởi vì
khi ép trục ra, trục mặt tiếp xúc có dầu cho nên không làm hư hại mặt tiếp xúc; - Sức bền của mối ghép bằng ép nóng tốt hơn, cường ñộ chống mỏi tăng lên
1,5-2,0 lần.
b. Ưu ñiểm về phương diện kinh tế - kỹ thuật
- Quá trình công nghệ ổn ñịnh và kinh tế, biểu hiện ở chỗ ít bị hư hỏng, ít khi phải làm lại;
- Quá trình công nghệ lắp ráp ñơn giản.
3. Phương pháp lắp lạnh
Mặc dù phương pháp lắp nóng có nhiều ưu ñiểm, song vì bánh xe là một chi tiết tương ñối lớn, có hình thức khá phức tạp, cho nên không thể tăng tốc ñộ nung nóng lên cao ñược và rất khó khống chế sự biến dạng một cách ñều ñặn ñể tránh sinh ra ứng lực nhiệt quá lớn. Trong một chừng mực nhất ñịnh, ñiều ñó ảnh hưởng tới tuổi thọ của trục bánh và ñó cũng là lý do ra ñời của phương pháp lắp lạnh.
a. Quá trình công nghệ chủ yếu

Cnsc.362
- Trước hết tiến hành mạ bệ bánh của trục bánh một lớp kim loại mềm (kẽm hoặc kền) nhằm mục ñích bảo vệ bề mặt tiếp xúc và tăng cường ñộ bền của mối lắp lạnh. Chiều dày lớp mạ vào khoảng 0,015 - 0,05 mm ñối với kẽm và 0,01mm ñối với kền. Thường mạ kẽm tốt hơn mạ kền. Lớp mạ này sau khi lắp ráp sẽ gắn chặt và khuyếch tán vào các vùng tiếp xúc do ñó làm tăng ñộ bền cho mối ghép;
- Dùng dung dịch nitơ lạnh (khoảng -1960C) làm lạnh phần bệ bánh của trục trong khoảng thời gian 8 - 10 phút, sau ñó ñem trục lắp vào bánh.
b. Ưu ñiểm của phương pháp lắp lạnh:
- ðộ bền lớn, có thể giảm ñộ dôi trên dưới 50% so với phương pháp ép nguội mà vẫn ñảm bảo ñược ñộ bền, do ñó giảm ñược ứng xuất tiếp xúc, cải thiện tình hình chịu lực cho trục bánh;
- Khi lắp vào cũng như khi ép ra, các bề mặt tiếp xúc ñều không bị sát thương, do ñó kéo dài ñược tuổi thọ của trục bánh;
- Lớp kim loại mạ ít nhiều còn tạo nên một lượng ứng lực nén ñối với phần bệ bánh, do ñó có tác dụng tăng cường sức bền cho trục;
- So với phương pháp lắp nóng còn tránh ñược nhược ñiểm biến dạng không ñều gây nên ứng lực cục bộ khi nung nóng bánh xe.
7.4. Sửa chữa bầu dầu
Trên ñầu máy diezel người ta sử dụng bầu dầu ổ bi chịu tải trọng lớn. Có hai loại bầu dầu: bầu dầu ke trượt sử dụng trên các loại ñầu máy như D9E, D11H, D12E, D13E, D18E v.v... và bầu dầu thanh kéo ñược sử dụng trên các ñầu máy như D19E (và DFH3, ALSTHOM trước ñây).
7.4.1. Sửa chữa bầu dầu ke trượt Kết cấu của bầu dầu ke trượt ñược thể hiện trên hình 7.23. Quá trình sửa chữa các loại bầu dầu ổ bi nói chung là gần giống nhau. Việc
sửa chữa bầu dầu chia làm hai loại: Khi kiểm tra trung gian: chỉ tiến hành tháo nắp và kiểm tra mặt ma sát giữa
ñầu trục và tấm hãm (tấm chặn) ñầu trục, kiểm tra lại dầu bôi trơn. Tiến hành tháo ít nhất 4 nắp ñể kiểm tra. Kiểm tra ñầu của ổ bi xem có sự xê dịch vòng ngoài với hộp dầu và vòng trong với ñầu trục hay không.
Khi ky chữa và sửa chữa ở nhà máy: tiến hành giải thể toàn bộ bầu dầu. ðể tháo (nhấc) bầu dầu ra khỏi ñầu trục, ñầu tiên tháo nắp nhỏ, tháo lò xo và ñệm ñầu trục ra khỏi bầu dầu. ðối với bầu dầu ổ bi cỡ lớn, phải tháo êcu và ñệm hãm ở ñầu trục, sau ñó dùng palăng và dụng cụ chuyên dùng nhẹ nhàng nhấc bầu dầu ra khỏi ñầu trục.
1. Giải thể toàn bộ bầu dầu
Sau khi ñã tháo thân bầu dầu ra khỏi ñầu trục, tiến hành tháo vòng ngoài ổ bi ra khỏi thân bầu dầu, có thể dùng dụng cụ chuyên dùng, hay dùng máy ép thuỷ lực hoặc gió ép.

Cnsc.363
xv ii iv ii
II
b
Khe hë 0,03-0,06
Khe hë
0,08-0,35 0,35 0,4
201918
21171615
14
13 1211
10
9 6785 4 3 2 1
Hình 7.23. Kết cấu bầu dầu ổ bi ñũa kiểu ke trượt
1. Vòng làm kín; 2. Tấm bảo vệ; 3. Nắp sau; 4. Tai; 5. Gối ñỡ xà thăng bằng; 6,7. Các vòng cách; 8. Thân bầu dầu; 9. Màng phân cách; 10. Nắp trước; 11. Các tấm ñệm ñiều chỉnh; 12. Gối chặn (tấm chặn) ñầu trục; 13. Nắp;
14. Lò xo tròn; 15. Lò xo lá; 16. Vành nỉ; 17. Vòng (vành) hãm; 18, 19. Các lỗ ñể bơm mỡ và dầu bôi trơn; 20. Ổ bi ñũa;
22. Gối chặn (tấm chặn) ñầu trục của cặp bánh xe ở giữa (giá chuyển hướng). Khi tháo vòng trong của ổ bi ra khỏi ñầu trục cần phải ñốt nóng, tốt nhất là
dùng bộ cảm ứng ñiện từ, ñốt nóng dần ñến nhiệt ñộ 100 ÷ 1200C; nếu không có phải tiến hành ñốt nóng bằng ñèn hay hơi ñốt. Sau khi ñốt khoảng 20 ÷ 30 giây, lấy búa gỗ gõ nhẹ ra. Nếu không ñược, tiến hành ñể nguội bằng nhiệt ñộ ngoài trời rồi lại nung nóng ñến 100 ÷ 1200C ñể tháo. Nếu dùng phương pháp này không tháo ñược, thì phải dùng vam hay bộ phận ép thuỷ lực ñể tháo. Cuối cùng tháo vòng chặn ñầu ra khỏi trục.
Sau khi ñã giải thể toàn bộ, bầu dầu ñược rửa sạch trong dầu diezel, kiểm tra vết nứt vòng chắn dầu, các nắp và thân hộp dầu bằng cách gõ búa, bằng phẩm màu hay bằng phương pháp phát quang. Nếu trên thân có vết nứt không xuyên qua thì cho phép hàn bằng hàn ñiện và hàn hơi. Khi hàn phải tuân theo ñiều kiện kỹ thuật, sau ñó phải gia công lại cho bằng với kim loại gốc.
Dùng ñồng hồ ño ñể ño ñộ ôvan và ñộ côn của lỗ lắp ổ bi. Yêu cầu với hộp dầu mới là: ñộ ôvan không lớn hơn 0,03mm. ðối với hộp dầu ñã sửa chữa lại, ñộ ôvan không ñược lớn hơn 0,1 mm, ñộ côn không lớn hơn 0,15 mm. Nếu bề mặt lắp ghép ổ bi trên thân hộp dầu bị mòn quá giới hạn, thì cho phép phục hồi bằng phương pháp hàn, sau ñó tiến hành gia công cơ khí theo yêu cầu kỹ thuật như ở bản vẽ thiết kế. Nếu lỗ lắp ắc mòn quá giới hạn, cho phép khắc phục bằng phương pháp hàn và gia công cơ khí ñến kích thước sửa chữa.
Các ke trượt lớn và ke trượt nhỏ (căn bằng và căn cạnh) của bầu dầu khi bị mòn quá hạn ñộ, hoặc khi sửa chữa lớn, phải tiến hành tháo ra và hàn các tấm ke trượt (tấm căn) mới. Cần hàn theo qui ñịnh trong bản vẽ chế tạo. ðộ bằng phẳng và

Cnsc.364
sự sai lệch ño từ mặt ñầu của bầu dầu ñến ke trượt (căn) của nó không ñược sai lệch lớn hơn 0,5mm. ðể hàn các tấm ke trượt (tấm căn) của hộp dầu ñược dễ dàng, người ta sử dụng cơ cấu lật.
2. Kiểm tra trạng thái của vòng bi
Bề mặt viên bi nếu có vết rỗ nhỏ thì cho phép mài lại, nếu rỗ lớn phải loại bỏ. Kiểm tra vết nứt ở vòng trong, vòng ngoài và vòng cách của viên bi, nếu có vết nứt phải loại bỏ. Mặt ngoài vòng ngoài, mặt trong vòng trong nếu có vết lõm phải thay mới. Bề mặt viên bi, mặt trong vòng ngoài, mặt ngoài vòng trong bị tróc phải loại bỏ. Khe hở hướng kính của các ổ bi trụ ñược kiểm tra bằng dụng cụ chuyên dùng.
Nếu khe hở hướng của ổ bi kính không phù hợp với khe hở cho phép cho trong bảng 7.3 sau thì ổ bi cần phải thay mới.
Bảng 7.3. Khe hở hướng hính giới hạn trong ổ bi bầu dầu
ðường kính trong của ổ bi (mm ) Ổ bi hình trụ Ổ bi tang trống Lớn hơn ðến Khe hở hướng kính giới hạn (mm )
100 120 155 195 120 140 180 220 140 460 300 400
Các tấm ñệm ñầu trục bị mòn quá hạn ñộ ta phải dùng khoan tháo ñinh tán và
tán tấm ñệm ñầu trục mới. Các lò xo khi có vết nứt hoặc không ñảm bảo ñộ ñàn hồi cần tiến hành thay thế.
3. Lắp ráp bầu dầu Nung nóng vòng chắn dầu trong thùng dầu ñến nhiệt ñộ 100 ÷ 1200C, ñể
trong thời gian 15 phút, sau ñó nhẹ nhàng lắp vào. Phải kiểm tra ñộ vuông góc của vòng chắn dầu với ñầu cổ trục. Khi ñiều chỉnh, dùng ống hình trụ ñể ñóng. ðộ dôi của vòng chắn dầu và ñầu trục cỡ nằm trong khoảng 0,035 ÷ 0,065 mm.
Lắp vòng trong ổ bi với ñầu trục, ñảm bảo ñộ dôi trong giới hạn 0,025 ÷ 0,077 mm. Khi lắp ta ñốt nóng vòng trong trong thùng dầu ñến nhiệt ñộ 100 ÷ 1200C.
Lắp vòng ngoài của ổ bi vào thân hộp dầu phải bảo ñảm chính xác, bề mặt lắp ráp không ñược sây sát. ðầu tiên ñặt thân hộp dầu lên nắp phía sau (ñặt nằm ngang và bảo ñảm tâm của thân và tâm của nắp phải chính xác), tiến hành nung nóng thân bằng lò ñiện, bôi một lớp dầu bôi trơn lên bề mặt lắp ráp.
Tiến hành lắp theo thứ tự kết cấu của bầu dầu: lắp vòng ngoài ổ bi thứ nhất sau ñó lắp vòng cách rời, lắp vòng ngoài của ổ bi thứ hai, dùng palăng và dụng cụ chuyên dùng lắp thân và nắp sau bầu dầu vào trong ổ bi trên cổ trục, lắp vòng hãm, hãm chặt bằng ñệm và êcu hãm. Lắp nắp trước của bầu dầu, lắp cốc lót có ñệm chắn ñầu trục và lắp nắp ñậy.
ðiều chỉnh khe hở giữa ñầu trục và ñệm chắn ñầu trục bằng chiều dày tấm ñệm giữa nắp trước và thân hộp dầu.

Cnsc.365
7.4.2. Sửa chữa bầu dầu thanh kéo
Hình 7.24. Kết cấu bầu dầu ổ bi kiểu thanh kéo 1. Vòng làm kín; 2. Tấm bảo hiểm; 3. Nắp sau; 4. Thân bầu dầu; 5,6. Vòng cách (ñiều chỉnh cự ly); 7. Vòng hãm; 8. Nắp trước; 9. Giá treo;
10. Nắp hộp chặn ñầu trục; 11. Tấm ñệm; 12. ðệm ñiều chỉnh; 13. Ổ bi cầu chặn; 14. Trục ñồng bộ; 15. Nút bơm mỡ bôi trơn; 16. Ổ lăn ñũa; 17. Thanh kéo;
18. Êcu hãm; 19. Tấm chặn; 20. Ổ bi côn (trên các trục bánh xe ở giữa của khung giá chuyển hướng); 21. Lò xo.
Bầu dầu kiểu thanh kéo có cấu tạo tương tự như cấu tạo của bầu dầu ke trượt. Kết cấu của bầu dầu thanh kéo ñược thể hiện trên hình 7.24.
Ngoài ra do bầu dầu thanh kéo có một kết cấu bên ngoài khác, vì vậy có thêm một số bước sửa chữa như sau.
Thay thế ống trục của xà thăng bằng và cao su giảm chấn ñã mòn quá hạn ñộ. Rửa sạch thanh kéo trong dầu hỏa, không ñược sử dụng dung dịch NaOH ñể tránh làm hỏng vật liệu cao su.
Kiểm tra thanh kéo có vết nứt, cao su giảm chấn cạnh và cao su giảm chấn hình trụ bị phân lớp hay bị chương phải tiến hành thay nhờ dụng cụ chuyên dùng.
Khi thay chốt tiến hành ép chốt bậc mới. Khi ñộ dôi lắp ghép của ñuôi vát của trục trong ổ của nó giảm, tiến hành phục
hồi chỗ lắp ghép trên giá xe và trên bầu dầu nhờ ñệm 3 phía. Lực vặn bulông từ 20 ÷ 30kG trên ñòn dài 600 ÷ 700 mm. ðộ tiếp xúc của mặt vát trong qui ñịnh không nhỏ hơn 50% bề mặt lắp ghép, trong ñiều kiện không còn khe hở giữa ñuôi trục và ñáy ổ.
7.4.3. ðiều chỉnh ñộ dịch chuyển tự do (ñộ dơ ngang) của các cặp bánh xe trong bầu dầu giá chuyển hướng kiểu ke trượt
16 15
12
1314
1110
987654321
2120
1819
17
17

Cnsc.366
ðể ñầu máy có thể ñi vào ñường cong ñược dễ dàng và ñảm bảo sự hao mòn ñồng ñều của tất cả các gờ băng ña bánh xe, thì các cặp bánh xe phải ñược bố trí, lắp ñặt trong khung giá chuyển sao cho:
- Các ñiểm giữa của các trục bánh xe phải trùng với ñường tâm dọc của khung giá chuyển hướng, có nghĩa là các cặp bánh xe phải ñược lắp ñặt một cách ñối xứng với ñường tâm dọc của khung giá chuyển hướng;
- ðộ dịch chuyển tự do trong bầu dầu của các cặp bánh xe ngoài cùng là 3+1 mm, còn của các cặp bánh xe ở giữa (giá chuyển) là 28+1 mm;
- ðường tâm của các cặp bánh xe phải vuông góc với ñường tâm dọc của khung giá chuyển hướng.
Tính ñối xứng của các cặp bánh xe so với ñường tâm dọc của khung giá chuyển hướng có thể ñạt ñược bằng lắp thêm tấm ñệm phụ “ñánh dấu” giữa nắp của bầu dầu và gối chặn (tấm chặn) ñầu trục. Chiều dầy của các tấm ñệm “ñánh dấu” Km ñược xác ñịnh như sau: Tiến hành dịch chuyển (ñẩy) các bầu dầu của một cặp bánh xe cho tới khi nó chạm vào mặt ñầu của trục (hình 7.25). Bằng cách ño ñạc, xác ñịnh kích thước A ñối với mỗi bầu dầu. Lấy kích thước lớn của A trừ ñi kích thước nhỏ hơn. Hiệu của các kích thước này chính là chiều dầy của các tấm ñệm “ñánh dấu” Km, cần ñể cân bằng (bù trừ) cho phía mà ở ñó kích thước A có giá trị lớn hơn. Cũng với trình tự như vậy tiến hành xác ñịnh chiều dầy của các tấm ñệm “ñánh dấu” của các cặp bánh xe còn lại.
ðộ dịch chuyển tự do của của các cặp bánh xe trong bầu dầu ñược ñiều chỉnh nhờ các tấm ñệm ñiều chỉnh, ñược lắp ñặt giữa nắp của mỗi bầu dầu gối chặn (tấm chặn) ñầu trục. Chiều dầy tổng cộng của các tấm ñệm ñiều chỉnh Kc, ñược lắp ñặt cho các bầu dầu của một cặp bánh xe, ñược xác ñịnh từ các công thức:
- ðối với cặp bánh xe ở giữa (giá chuyển hướng):
Kc,g = 28+1 – (a + b + c + d);
- ðối với cặp bánh xe ngoài cùng (giá chuyển hướng):
Kc,ng = 3+1 – (a + b + c + d).
trong ñó:
a,b - khe hở giữa các bề mặt làm việc của các tấm ke trượt nhỏ của bầu dầu và của hốc bầu dầu trên khung giá chuyển hướng, tương ứng với phía bên phải và bên trái của khung giá chuyển hướng, mm;
c,d - khe hở giữa gối chặn (tấm chặn) ñầu trục của bầu dầu và mặt ñầu ñầu trục của cặp bánh xe, tương ứng với phía bên phải và bên trái của khung giá chuyển hướng, mm.

Cnsc.367
Hình 7.25. Sơ ñồ ñiều chỉnh ñộ dịch chuyển ngang tự do của trục bánh xe trong bầu dầu ke trượt.
Các khe hở c và d - ñó là hiệu ñại số của các kích thước M và H, tức là chiều
cao của gối chặn (tấm chặn) ñầu trục và cự ly giữa các mặt ñầu của nắp (bầu dầu) và trục bánh xe. Các kích thước M và H ñược xác ñịnh bằng cách ño trực tiếp. Chiều dầy của các tấm ñệm ñiều chỉnh ở bầu dầu bên phải và bên trái của một cặp bánh xe (có trừ ñi chiều dày tấm ñệm “ñánh dấu”), ñược xác ñịnh:
Kp = Kt = (Kc – Km)/2
Sai số cho phép là 0,5 mm. Bộ các tấm ñệm ñiều chỉnh có chiều dầy tính toán ñược lắp vào giữa gối chặn (tấm chặn) ñầu trục và nắp trước của mỗi bầu dầu. Lúc này các tấm ñệm ñánh dấu chi ñược lắp cho bầu dầu nào mà ở ñó nó ñã ñược lắp trước khi ñiều chỉnh ñộ dịch chuyển ngang tự do của cặp bánh xe.
Mặt khác, có thể tiếp cận vấn ñề như sau:
Nếu ký hiệu khe hở giữa ke trượt nhỏ phía trong của bầu dầu (căn bằng phía trong hộp dầu) và ke trượt nhỏ trong hốc bầu dầu của khung giá chuyển (căn cạnh của ke hộp dầu) ở phía bên phải là a; tương tự, khe hở của phía bên trái trái là b. Khe hở giữa ñầu trục và tấm (gối) chặn ñầu trục bên ở phía bên phải là c, ở phía bên trái là d (hình 7.25).
Khi ñó, khe hở giữa ñầu trục và gối chặn ñầu trục ở bên phải và ở bên trái khi sửa chữa là:
p2
p1 LLc −=
t2
t1 LLd −=
trong ñó:
p2
p1 L,L - khoảng cách giữa ñầu trục và gờ nắp ñầu trục bên phải và bên
trái;
Kh
e h
ë
MH
A-Tíi gê trong
d-PhÝa bªn tr i
c-PhÝa bªn ph¶i
b-PhÝa bªn tr i
a-PhÝa bªn ph¶i
0,6
-1,8
25
cña b¨ng ®a

Cnsc.368
t2
t1 L,L - khoảng cách giữa tấm chặn ñầu trục ñến gờ nắp ñầu trục bên
phải và bên trái.
ðộ dơ ngang của cặp bánh xe trong khung giá chuyển tính bằng:
dcba +++
Chiều dày cho phép của tấm ñệm ñiều chỉnh khe hở giữa ñầu trục và tấm chặn là 0,5mm.

Cnsc.368
CHƯƠNG VIII
SỬA CHỮA MỘT SỐ THIẾT BỊ PHỤ CỦA ðẦU MÁY
8.1. Sửa chữa một số bộ phận và chi tiết của hệ thống làm mát
Khi ky chữa và sửa chữa ở nhà máy, người ta tháo toàn bộ két làm mát dầu và nước ra khỏi ñầu máy ñể rửa sạch, kiểm tra và sửa chữa. Cũng có thể tháo két làm mát ra khỏi ñầu máy ñể làm sạch, rửa bề mặt bên trong các ñường ống trong trường hợp két làm mát không ñảm bảo nhiệt ñộ qui ñịnh cho ñộng cơ làm việc.
Khi ñầu máy dừng ở trạm có thể kiểm tra nhưng không tháo két làm mát ra khỏi ñầu máy. Khi kiểm tra giữa kì, người ta kiểm tra két làm mát về lưu lượng của nước và dầu ñi qua hệ thống của két.
Kết cấu ñiển hình của két làm nước mát ñộng cơ trên ñầu máy diezel ñược thể hiện trên hình 8.1.
Hình 8.1. Kết cấu kết làm mát nước ñộng cơ diezel 1. Ống góp; 2.Hộp ñầu ống; 3. Tấm gia cường; 4. Phiến làm mát (cánh tản nhiệt);
3−0,2
A A
187−1
1206±111501145
1356±0,7(
Chi
Òu d
µi h
÷u d
ông
)
2,5±1
1,5
2,2
19
154
�1
6
5
4
3
2
1
a-a
93,5

Cnsc.369
5. Vỏ bên; 6. Ống dẫn nước làm mát. 8.1.1. Những hư hỏng của két làm mát
Rò, chảy qua các chỗ bị nứt, gãy; mối hàn bị hỏng, két làm mát bị tắc bên trong và bên ngoài, hỏng các bề mặt lắp ghép của két với các ñường ống.
Tất cả những hư hỏng trên làm cho áp lực và nhiệt ñộ của két bị thay ñổi, kết quả làm cho việc ñiều chỉnh sai các thiết bị làm mát, bơm và quạt làm mát làm việc quá mức.
Két làm mát bị tắc bên ngoài làm cho không khí lạnh không thổi qua két ñược, dẫn ñến nhiệt ñộ của nước và dầu tăng. Két làm mát bẩn bên trong sẽ làm giảm sự truyền nhiệt từ ống trong két và không khí và cũng dẫn ñến làm nóng dầu và nước. Sự bám bẩn của các két làm mát ta có thể phát hiện bằng cách so sánh nhiệt ñộ giữa các két gần nhau.
Các hư hỏng ñặc trưng của két làm mát nước có thể tham khảo trên hình 8.2.
Hình 8.2. Các hư hỏng ñặc trưng của két làm mát
1. Ống góp; 2. Hộp ñầu ống; 3. Tấm gia cường; 4. Ống dẫn nước làm mát
8.1.2. Rửa két làm mát
ðể tháo két làm mát, ñầu tiên cần phải tháo nước, xả dầu. Nhấc cửa chớp và các thiết bị liên quan, vặn bulông bắt két làm mát với ống nối và nhấc két làm mát ra khỏi ñầu máy. Sau ñó kiểm tra sơ bộ và rửa trên bàn rửa chuyên dùng (hình 8.3) cùng với các thiết bị thông gió mạnh.
ðể làm sạch bên trong các ñường ống của két làm mát, ñầu tiên dùng dung dịch ñặc biệt (Na2CO3, 15kg/1m3nước) trong thời gian 30phút. Sau ñó ngâm nước nóng trong 15 phút. Dung dịch và nước chứa trong thùng 10 và thùng 7 của bàn rửa. Dung dịch trong thùng 7 ñược hâm nóng nhờ bộ trao ñổi nhiệt 9, còn nước ñược hâm nóng qua bộ ñun nóng. Nhiệt ñộ của dung dịch và nước không nhỏ hơn 900C.
Khi sửa chữa ở nhà máy, người ta còn dùng máy rửa ñặc biệt gồm có 3 thùng chứa: axít, kiềm và nước nóng. Thùng chứa dung dịch axít có thể tích 1,5m3, thùng chứa dung dịch kiềm thể tích 1,0 m3 và thùng chứa nước có thể tích 2 m3. Dung dịch axít và kiềm ñược hâm nóng bằng bộ trao ñôi nhiệt 85 ÷ 900C. Axít, kiềm và dầu sau
c
4 b
b b
a a
c
1
3
2
2

Cnsc.370
khi rửa ñược ñưa ñến thùng chứa phải qua bộ phận lọc sạch ñể sử dụng lại. Người ta nâng cao công suất của bàn rửa bằng cách cùng rửa cả hệ thống két làm mát ở trên bàn rửa (hình 8.3).
Hình 8.3. Thiết bị rửa két làm mát Sơ ñồ thiết bị làm sạch bề mặt bên trong và bên ngoài của ngăn két làm mát
1. Ngăn két làm mát; 2. ðồng hồ áp lực; 3. Bơm nước; 4. ðồng hồ nhiệt ñộ; 5. Bầu lọc; 6. Bộ phận làm sủi bọt; 7. Bình chứa nước nóng; 8. Bộ phận ngưng tụ;
9. Bình trao ñổi nhiệt; 10. Bình chứa dung dịch; 11. Hệ thống phun. Khả năng của máy rửa cỡ lớn có thể tiến hành rửa một lúc 35 két làm mát
trên hệ thống. Trên máy này sau khi rửa cũng có thể tiến hành kiểm tra thời gian nước chạy qua két.
Người ta tiến hành rửa két làm mát theo các bước: - Súc rửa két bằng dung dịch 6 ÷ 7% HCl mỗi lần liên tục 20 phút. Trong thời
gian này áp lực làm việc không ñược nhỏ hơn 4kG/cm2; - Thổi các ống bàng gió ép trong thời gian 3 phút; - Súc rửa két bằng nước nóng trong thời gian 7 phút; - Thổi các ống chính bằng gió ép trong thời gian 3 phút; - Rửa két bằng dung dịch kiềm trong thời gian 5 phút; - Thổi các ống chính bằng gió ép trong thời gian 5 phút;
tõ ®−êng cÊp
N−íc l¹nh
C c ký hiÖu: N−íc nãng Dung dÞch N−íc l¹nh N−íc ng−ng tô H¬i n−íc
Vµo ®
−êng
th¶
i
Vµo
®−ê
ng
th¶i
Nø¬c nãngDung dÞch
S¬ ®å lµm s¹ch bÒ mÆt bªn trong cña ng¨n kÐt lµm m¸t
89
10
5
42
76
5
43
2
111
11
H¬i n
−íc
tõ
®−ên
g c
Êp

Cnsc.371
- Rửa két bằng nước nóng trong thời gian 5 phút và thổi bằng gió ép.
8.1.3. Kiểm tra phát hiện hư hỏng của két làm mát Người ta tiến hành ép nước ñối với những két ñã ñược rửa sạch ñể kiểm tra
và xác ñịnh vị trí dò hở. Ép nước với áp lực 3kG/cm2 ñối với két nước, còn két dầu là 8kG/cm2. ðể tiến hành ép phải cắt hay tháo mối hàn liên kết giữa két và cổ góp; người ta thường sử dụng ngọn lửa hàn hơi.
Xác ñịnh ñộ kín của các ống nhỏ trong két làm mát ñược tiến hành trên bàn thử (hình 8.4).
Hình 8.4. Thiết bị thử nghiệm két làm mát bằng khí nén
1. ðệm cao su; 2. Thân (vỏ); 3. Ngăn làm mát cần thử nghiệm; 4. ðường ống.
Không khí ñược dẫn vào thân vào thân qua van. Két ñược ñặt thẳng ñứng và ñược ñổ ñầy nước vào các ống. Người ta sẽ phán ñoán ñược các ống bị dò vì không khí lọt qua chỗ thủng của nó và tạo thành bong bóng.
Người ta sử dụng tấm ñiều chỉnh khoảng cách ñể ñiều chỉnh chiều dài của vỏ hộp thử nghiệm cho phù hợp với chiều dài của két cần thử.
8.1.4. Sửa chữa két làm mát
Trong trường hợp ống bị thủng, người ta khắc phục ống hỏng ñó bằng cách hàn hay trám nhựa cả hai lỗ ở hai ñầu ống bị thủng của két. Khi sửa chữa ở xí nghiệp những két có vết nứt ở các ống nhỏ, người ta cắt và hàn bít, số lượng không ñược lớn hơn 6 ống. Khi sửa chữa ở nhà máy số lượng ống không lớn hơn 5.
Két có nhiều chỗ xì hở ở các mối hàn của các ñầu ống nhỏ người ta cắt lát trên máy cưa cách tấm gia cường 4 ÷ 5mm về phía ống, sau ñó cắt vỏ bảo vệ bằng
Kh
«ng
kh
Ý
216
16
8
Nh×n theo A
A
Lç4A
3
21
A
A-A

Cnsc.372
cưa cách ñầu ống 8 mm. Phải tháo 5 ÷ 6 tấm tản nhiệt ñầu ống, ở két có ống chảy ñôi người ta làm sạch chỗ cắt ñể không làm tắc ñường dầu.
ðầu ống ñã làm sạch người ta làm bẹp lại một chút sau ñó lắp vào mặt sàng. ðể cho ống tiếp xúc chặt với thành mặt sàng người ta nung bằng gôi nung. Khe hở giữa thanh ống và thành mặt sàng phải nằm trong giới hạn 0,05 ÷ 0,3mm, ñầu ống cần phải nhô lên trên mặt của vỏ ống là 1,5 ÷ 3,5mm.
Sau khi tẩy bằng dung dịch 50% HCl và rửa bằng nước nóng, người ta tiến hành hàn bằng que hàn phốt pho. Thành phần que hàn phốt pho gồm: 6,5 ÷ 7,6 % phốtpho, 1,5 ÷ 2% bạc, 1,5% kẽm, còn lại là ñồng.
Người ta làm thành thanh và tiến hành trong chất trợ dung là borắc Na2BO4 - 10H2O. Khi hàn tiến hành hàn ñốt nóng 730 ÷ 8450C. Hàn phải thực hiện với lớp trợ dung thế nào ñể lớp hàn bám xung quanh ống một lớp rộng không nhỏ hơn 2 mm, còn ñầu ống nhô lên trên mặt vỏ ống từ 1,5 ÷ 3,5 mm.
Sau khi hàn, két ñược rửa bằng nước nóng ñể trừ khử chất trợ dung và kiểm tra tiết diện mặt cắt ngang của ống bằng dưỡng ño. ðối với kết cấu kích thước của tiết diện cắt ngang là 2,5 x 13 mm, với két nước 0,8 x 15 mm, chiều sâu ñưa vào của dưỡng ño không nhỏ hơn 30 mm, còn ñối với két chảy rối là 5 mm.
Người ta kiểm tra mối hàn ống két với cổ góp bằng áp lực 1 ÷ 2 kG/cm2 trên bàn thử (hình 8.5). Chiều dài có tác dụng của két ñịnh hình, khi sửa chữa ở xí nghiệp không nhỏ hơn 1145 mm, còn khi sửa chữa ở nhà máy không nhỏ hơn 1158 mm. Còn ở ống chảy rối tương ứng khoảng 474 ÷ 505mm.
Kiểm tra sau sửa chữa Sau khi sửa chữa két làm mát ñược kiểm tra về ñộ kín và tiết diện thông qua. Thử ñộ kín của két nước bằng áp lực nước 3kG/cm2, còn két dầu là 8 kG/cm2.
Yêu cầu giữ áp lực trong 5 phút. ðể kiểm tra chất lượng làm sạch và chất lượng sửa chữa bề mặt trong các ống
nhỏ của két, người ta thử két làm mát về lưu lượng nước chảy qua két bằng cách xác ñịnh thời gian chảy của nước trong thùng ñặt trên cao chảy qua két thử nghiệm (hình 8.5).
1. Ống liên kết; 2. Van áp lực; 3. Thùng chứa có áp; 4. Ống báo mức bằng thuỷ tinh; 5. Tay gạt; 6. Thiết bị kẹp chặt bằng khí nén; 7. Ngăn két làm mát thử nghiệm; 8. Thùng chứa; 9. ðầu ống nối; 10. Tấm ñệm.
�5
Kh «ng k hÝ
N−íc
19
052
50
4
3
2
1
5
67
8
97
6
10

Cnsc.373
Hình 8.5. Thiết bị thử nghiệm kiểm tra ñộ sạch bề mặt bên trong của ngăn két làm mát
ðiều kiện thử nghiệm ñối với két dầu: thời gian chảy của 58 lít nước không
ñược lớn hơn 30 giây, ñối với két có ống chảy rối không lớn hơn 75 giây và ñối với két nước không lớn hơn 65 giây.
Thời gian chảy của nước qua két bị ảnh hưởng của nhiệt ñộ, vì thế cần phải tiến hành khi nhiệt ñộ là 150C. Khi nhiệt ñộ dao ñộng trong ±10C trong giới hạn từ 15 ÷ 200C thì thời gian chảy của nước ở két cũng thay ñổi, tính trung bình là 0,5 giây còn ở két chảy rối là 0,33 giây. Nếu thời gian chảy của két lớn hơn qui ñịnh thì lại phải tiếp tục làm sạch bằng dung dịch 50% axit HCl từ 15 ÷ 20 phút, sau ñó trung hòa bằng Na2CO3 2% và rửa bằng nước nóng.
Sau khi két làm mát ñã ñược sửa chữa và thử nghiệm bảo ñảm yêu cầu, người ta sơn sấy khô và ñánh dấu trên cổ góp hay ở thành bảo vệ.
8.2. Sửa chữa thiết bị tăng áp Bộ phận tăng áp làm việc trong ñiều kiện nhiệt ñộ cao và tốc ñộ vòng quay
lớn. Khi sửa chữa ñịnh kì lớn, ky chữa và sửa chữa ở nhà máy người ta phải tháo bộ phận này ra khỏi ñầu máy ñể kiểm tra và sửa chữa. Dưới ñây giới thiệu sửa chữa bộ phận tăng áp kiểu tuốc bin.
8.2.1. Những hư hỏng của tuốc bin Trong thời gian làm việc, tuốc bin tăng áp có những hư hỏng sau ñây: - Thân bị nứt, các bánh bơm áp khí bị vỡ do nứt, trục rôto bị cong, gãy cánh
và kẹt; - Sây sát và xước ở các ổ trượt do tạp chất trong dầu bôi trơn. - Hao mòn các ổ ñỡ của trục tuốc bin.
8.2.2. Kiểm tra ñộ dơ do trục và khe hở của những ổ trượt ở tuabin tăng áp - Kiểm tra ñộ dơ dọc trục sau khi ñã dừng ñộng cơ và tháo nắp. Tiến hành
kiểm tra khi nhiệt ñộ dầu không nhỏ hơn 65oC. Thời gian quay của rôto không nhỏ hơn 1phút;
- Kiểm tra khe hở hướng kính của ổ trượt và kiểm tra ñộ dơ dọc trục của rôto; - Xác ñịnh trị số khe hở hướng kính theo ñồng hồ ño khi ta lắp trục rôto nhờ
êcu vòng và xác ñịnh ñộ dơ dọc trục khi ta di chuyển rôto về bên trái và bên phải.
8.2.3. Giải thể tuabin tăng áp ðầu tiên người ta ñặt tuabin tăng áp sao cho phần dẫn không khí của nó
hướng lên phía trên. Tiến hành tháo ống dẫn dầu bôi trơn, tháo nắp ổ trượt. Tháo chụp ñầu mối của trục rôto. Vặn êcu kẹp chặt bạc trượt, tiến hành ép bạc trượt nhờ dụng cụ chuyên dùng.
ðể làm sạch muội than cần rửa trong máy rửa, trong trường hợp cần thiết rửa trong dầu.
8.2.4. Sửa chữa rôto
Kiểm tra trạng thái của bơm khí, tuabin và cổ trục ở rôto. Yêu cầu cổ trục sây xước không lớn hơn 0,25 mm và ñộ ôvan không lớn hơn 0,05 mm. Khi sây xước hay ôvan quá lớn, có thể mài trên máy mài.

Cnsc.374
Cổ trục nhỏ hơn kích thước quy ñịnh có thể khôi phục bằng mạ crôm. Trước khi mạ, phải bảo vệ ren và lỗ tâm trục bằng vécni. Nếu cổ trục nhỏ hơn ñường kính cũ của nó ñến 0,5 mm, thì tiện ñến ñường kính 30mm, lắp bạc có ñường kính ngoài 40mm.
Bạc cần có ñộ dôi 0,03 ÷ 0,06mm, trước khi lắp bạc người ta ñốt nóng ñến 100 ÷ 1200C. Sau khi mài ñường kính ngoài của bạc cần phải ñảm bảo khe hở bôi trơn ở ổ trượt 0,16 ÷ 0,23mm.
Xác ñịnh ñộ dơ bằng ñồng hồ ño cần không lớn hơn 0,02 mm ở cổ trục và 0,05 mm trên moay-ơ của bơm không khí và thành chắn ñầu trên ñường kính lớn nhất của bánh bơm không khí. Nếu khe hở giữa vòng làm kín và trục rãnh của rôto lớn hơn 0,3 mm thì sau khi kiểm tra tiến hành thay vòng làm kín. ðộ rộng của vòng cần bảo ñảm quan hệ khe hở giữa nó và trục rãnh trong giới hạn (0,12 ÷ 0,24 )mm.
Người ta thay bánh bơm khi bị nứt và hư hỏng ở bề mặt lắp ráp lên trục. Khi bề mặt lắp ghép chặt không ñảm bảo ñộ dôi, người ta cho phép phục hồi bằng cách phủ lên bề mặt trục lớp keo dán ñặc biệt, còn khe hở lớn quá dùng phương pháp mạ ñiện phân. Khi lắp người ta nung nóng 80 ÷ 1000C với bánh bơm có ñộ dôi 0,02 ÷ 0,04mm.
Người ta khắc phục những vết sây sát có ñộ sâu không lớn hơn 0,5mm ở trên bánh bơm bằng phương pháp mài và cạo.
Rôto có những cánh của bánh tuabin hư hỏng, người ta thay cánh có cùng kích thước và trọng lượng. Bánh tuabin có cánh hàn người ta sửa chữa bằng phương pháp hàn. Sau ñó mài ñể cho mất các bavia và vết sây sát.
Gờ trục về phía ổ trượt bị xây xát và xước người ta tiến hành rà trên bàn máy ñệm ñầu trục cần tiếp xúc tốt với gờ ñầu trục, khe hở cho phép không lớn hơn 0,03 mm.
Sau khi sửa chữa rôto người ta tiến hành cân bằng, khối lượng cân bằng cho phép không ñược lớn hơn 2,5 gam ở mỗi bề mặt ñiều chỉnh. Người ta không cần tiến hành cân bằng những vòng làm kín. Khi cân bằng rôto người ta lấy kim loại ở mặt mút ñể khắc phục hiện tượng mất cân bằng của rôto.
Câu hỏi kiểm tra:
1. Trình bày các hư hỏng và phương pháp sửa các chi tiết và bộ phận của két làm mát.

GIÁO TRÌNH CÔNG NGHỆ SỬA CHỮA ðẦU MÁY DIEZEL
Tác giả :GS.TS. ðỗ ðức Tuấn Nhà xuất bản Giao Thông Vận Tải, Hà Nội 2005
1. CÂU HỎI KIỂM TRA ðÁNH GIÁ SAU KHI KẾT THÚC MỖI CHƯƠNG Chương 1. Hao mòn và hư hỏng của các chi tiết trên ñầu máy Câu hỏi kiểm tra:
1. Hao mòn và quy luật hao mòn theo thời gian của chi tiết; hệ thông bảo dưỡng, sửa chữa ñầu máy diesel.
2. Phân tích quá trình hao mòn các cụm chi tiết chính trên ñầu mây diesel và ảnh hưởng của hao mòn tới trạng thái kỹ thuật của ñầu máy.
3. Cơ sở thiết lập chu kỳ sửa chữa các cụm chi tiết chính trên ñầu máy diesel. Chương II. Các Phương pháp làm sạch chi tiết Câu hỏi kiểm tra: 1.Trình bày quá trình làm sạch chi tiết bằng các phương pháp rửa ( rửa bằng dung dịch kiềm, rửa bằng hơi của các chất hoà tan, rủa bằng phương pháp phun dung dịch, rửa bằng siêu âm). 2.Trình bày quá trình làm sạch chi tiết bằng các phương pháp phun hạt (bột hạt, hạt kim loại, cát). Chương III. Các phương pháp kiểm tra trạng thái chi tiết Câu hỏi kiểm tra:
1. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng mặt chuẩn nhân tạo. 2. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng phân tích quang . 3. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng thiết bị khí nén. 4. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng thiết bị thuỷ lực. 5. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng dò khuyết tật màu, bang
huỳnh quang và dò khuyết tật từ.. 6. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng siêu âm và bằng chùm
tia. 7. Trình bày các phương pháp xác ñịnh ñộ cong và ñộ xoắn của chi tiết .
Chương IV. Các phương pháp công nghệ phục hồi và sủă chữa chi tiết Câu hỏi kiểm tra:
1. Trình bày phương pháp phục hồi và sửa chữa chi tiết gia công cơ khí: phục hồi chi tiết bằng phương pháp lắp thêm chi tiết phụ, phục hồi chi tiết theo kích thước sửa chữa.
2. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng hàn ñắp rung (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng).
3. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng phun kim loại (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng).
4. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng mạ ñiện phân: mạ crôm (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng)
5. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng mạ ñiện phân: mạ thép (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng)
6. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng gia công tia lửa ñiện (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng).
7. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng gia công áp lực.

8. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng vật liệu phi kim loại (chất dẻo). Chương V. Một số chỉ dẫn công nghệ về giải thể, sửa chữa, lắp ráp và thử nghiệm
Câu hỏi kiểm tra: 1. Trình bày quá trình cân bằng tĩnh và cân bằng ñộng trong sửa chữa. 2. Mục ñích ý nghĩa của việc chạy rà nguội, chạy rà nóng và thử nghiệm công suất
ñộng cơ diesel sau khi sửa chữa. Nếu các thiết bị thử nghiệm công suất ñộng cơ diesel.
3. Trình bày thiết bị thử nghiệm công suất ñộng cơ: thiết bị phanh cơ giới và phanh thuỷ lực.
4. Mục ñích ý nghĩa của việc chạy rà, thử nghiệm ñầu máy sau khi sửa chữa. Thử nghiệm ñầu máy bằng biến trở nước. Chương VI. Sửa chữa các chi tiết ñộng cơ diesel Câu hỏi kiểm tra
1. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm trục khuỷư tay quay- thanh truyền.
2. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm pitông- xecmăng- xilanh.
3. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết cấu phối khí, ñiều chỉnh cơ cấu phối khí.
4. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm pitông-pơlông-giơ bơm cao áp và vòi phun. ðiều chỉnh, thử nghiệm bơm cao áp và vòi phun. Chương VII. Sửa chữa giá xe và bộ phận chạy ñầu máy Câu hỏi kiểm tra:
1. Trình bày các hư hỏng và phương pháp sửa chữa khung giá chuyển hướng và bầu dầu. ðiêu chỉnh ñộ dịch chuyển tự do của các cặp bánh xe trong bầu dầu giá chuyển hướng kiểu ke trượt .
2. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết bộ trục bánh xe ñầu máy. Chương VIII. Sửa chữa một số thiết bị phụ của ñầu máy Câu hỏi kiểm tra:
1. Trình bày các hư hỏng và phương pháp sửa các chi tiết và bộ phận của két làm mát.
2. THÔNG TIN VỀ TÁC GIẢ: + Ảnh chụp kỹ thuật số + ðịa chỉ email liên hệ: [email protected]
3. PHẠM VI VÀ ðỐI TƯỢNG SỬ DỤNG GIÁO TRÌNH + Giáo trình dùng tham khảo cho ngành nào: Giáo trình ñược biên soạn cho sinh viên hệ ñào tạo chính quy dài hạn thuộc các chuyên ngành ñầu máy (18.03.10.06) và ñầu máy toa xe (18.03.10.03); có thể dùng làm tài liệu tham khảo cho sv các hệ ñào tạo khác thuộc lĩnh vực ñầu máy-toa xe. Mặt khác, giáo trình cũng có thể ñược sử dụng làm tài liệu tham khảo cho các cán bộ kỹ thật trong ngành vận tải ñường sắt có quan tâm tới lĩnh vực sửa chữa ñầu máy- toa xe. + Các từ khoá: (cung cấp 10 từ khoá ñể tra cứu):

1. ðỗ ðức Tuấn. 2. Công nghệ sửa chữa 3. Sửa chữa ñầu máy 4. ðộng cơ diesel. 5. ðầu máy diesel. 6. Bảo dưỡng, sửa chữa. 7. Hao mòn chi tiết. 8. Phục hồi chi tiết. 9. Lắp ráp, thử nghiệm. 10. Giá chuyển hướng
+ Kiến thức yêu cầu của môn học trước: - Cấu tạo và tính toán ñầu máy - Công nghệ và chế tạo ñầu máy
+ Tên nhà xuất bản: Nhà Xuất bản Giao Thông Vận Tải, Hà Nội 2005. Hà Nội, ngày 06 tháng 12 năm 2008 Tác giả giáo trình ðỗ ðức Tuấn

Cnsc.377
MỤC LỤC
PHẦN THỨ NHẤT LÝ THUYẾT CHUNG VỀ CÔNG NGHỆ PHỤC HỒI VÀ SỬA CHỮA CHI TIẾT
Lời nói đầu Chương 1. Hao mòn và hư hỏng của các chi tiết trên đầu máy 5 1.1. Các dạng hư hỏng của chi tiết trên đầu máy diezel - 1.2. Hao mòn và quy luật hao mòn theo thời gian của các chi tiết trong mối ghép bôi trơn thuỷ động 11 1.3. Phân tích quá trình hao mòn các cụm chi tiết chính trên đầu máy diezel 14 1.4. Các yếu tố ảnh hưởng tới trạng thái kỹ thuật và tuổi thọ của đầu máy 38 1.5. Hệ thống bảo dưỡng, sửa chữa đầu máy diezel 42 1.6. Một số nguyên tắc cơ bản thiết lập chu kỳ bảo dưỡng, sửa chữa các cụm chi tiết chính trên đầu máy đầu máy diezel 46
Chương II. Các phương pháp làm sạch chi tiết 58
2.1. Phân loại các phương pháp làm sạch chi tiết - 2.2. Các phương pháp rửa chi tiết và cụm chi tiết 59 2.3. Các phương pháp làm sạch chi tiết 68
Chương III. Các phương pháp kiểm tra trạng thái chi tiết 74 3.1. Các phương pháp kiểm tra trạng thái chi tiết hư hỏng có đặc tính hao mòn - 3.2. Các phương pháp phát hiện hư hỏng có đặc tính cơ giới 96
Chương IV. Các phương pháp công nghệ phục hồi và sửa chữa chi tiết 111 4.1 Ý nghĩa kinh tế kỹ thuật của việc phục hồi chi tiết - 4.2. Phục hồi chi tiết bằng các phương pháp nguội 4.3. Phục hồi chi tiết bằng các phương pháp gia công cơ khí 112 4.4. Hàn và hàn đắp các chi tiết bằng gang và hợp kim nhôm 114 4.5. Phục hồi chi tiết bằng phương pháp hàn đắp rung 121 4.6. Phục hồi chi tiết bằng phương pháp phun kim loại 129 4.7. Phục hồi chi tiết bằng phương pháp mạ điện phân 135 4.8. Phục hồi chi tiết bằng các phương pháp điện 146 4.9. Phục hồi chi tiết bằng các phương pháp gia công áp lực 169 4.10. Phục hồi chi tiết bằng vật liệu phi kim loại (chất dẻo) 177 Chương V. Một số chỉ dẫn công nghệ về giải thể, sửa chữa, lắp ráp và thử nghiệm 188 5.1. Phương pháp tổ chức bảo dưỡng và sửa chữa - 5.2. Một số chỉ dẫn về giải thể đầu máy và các cụm chi tiết 189 5.3. Chỉ dẫn về lắp ráp một số kết cấu điển hình 191 5.4. Cân bằng tĩnh và cân bằng động trong sửa chữa 200 5.5. Chạy rà sau quá trình sửa chữa 202 5.6. Thử nghiệm công suất động cơ diezel 203

Cnsc.378
5.7. Thử nghiệm đầu máy sau khi sửa chữa 217
PHẦN THỨ HAI SỬA CHỮA MỘT SỐ CHI TIẾT CƠ BẢN TRÊN ĐẦU MÁY DIEZEL
Chương VI. Sửa chữa các chi tiết động cơ diezel 6.1. Sửa chữa các chi tiết nhóm trục khuỷu-tay quay-thanh truyền 222 6.2. Sửa chữa các chi tiết nhóm pittông-xécmăng-xylanh - 6.3. Sửa chữa các chi tiết nhóm cơ cấu phối khí 248 6.4. Sửa chữa các chi tiết hệ thống nhiên liệu 275
Chương VII. Sửa chữa giá xe và bộ phận chạy đầu máy 323 7.1. Sửa chữa giá xe - 7.2. Sửa chữa khung giá chuyển hướng 325 7.3. Sửa chữa bộ trục bánh xe 331 7.4. Sửa chữa bầu dầu 362 Chương VIII. Sửa chữa một số thiết bị phụ của đầu máy 368 8.1. Sửa chữa các chi tiết và bộ phận của hệ thống làm mát - 8.2. Sửa chữa thiết bị tăng áp 373 Tài liệu tham khảo 375 Mục lục 377

Cnsc.379
Chịu trách nhiệm xuất bản
TS. NGUYỄN XUÂN THUỶ
Biên tập
KS. NGUYỄN MINH NHẬT
NHÀ XUẤT BẢN GIAO THÔNG VẬN TẢI 80B Trần Hưng Đạo – Hà Nội
ĐT: 9423345 – Fax: 8224784
04105/10 04- GTVT
(075)(6V) MS

Cnsc.380
In 320 cuốn, khổ 19 x 27cm, tại Xưởng in Trường Đại học GTVT. In xong và nộp lưu chiểu quí I/2005. Giấy chấp nhận KHXB số 105/XB–QLXB ngày 9 / 2 / 2004.

GIÁO TRÌNH CÔNG NGHỆ SỬA CHỮA ðẦU MÁY DIEZEL
Tác giả :GS.TS. ðỗ ðức Tuấn Nhà xuất bản Giao Thông Vận Tải, Hà Nội 2005
1. CÂU HỎI KIỂM TRA ðÁNH GIÁ SAU KHI KẾT THÚC MỖI CHƯƠNG Chương 1. Hao mòn và hư hỏng của các chi tiết trên ñầu máy Câu hỏi kiểm tra:
1. Hao mòn và quy luật hao mòn theo thời gian của chi tiết; hệ thông bảo dưỡng, sửa chữa ñầu máy diesel.
2. Phân tích quá trình hao mòn các cụm chi tiết chính trên ñầu mây diesel và ảnh hưởng của hao mòn tới trạng thái kỹ thuật của ñầu máy.
3. Cơ sở thiết lập chu kỳ sửa chữa các cụm chi tiết chính trên ñầu máy diesel. Chương II. Các Phương pháp làm sạch chi tiết Câu hỏi kiểm tra: 1.Trình bày quá trình làm sạch chi tiết bằng các phương pháp rửa ( rửa bằng dung dịch kiềm, rửa bằng hơi của các chất hoà tan, rủa bằng phương pháp phun dung dịch, rửa bằng siêu âm). 2.Trình bày quá trình làm sạch chi tiết bằng các phương pháp phun hạt (bột hạt, hạt kim loại, cát). Chương III. Các phương pháp kiểm tra trạng thái chi tiết Câu hỏi kiểm tra:
1. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng mặt chuẩn nhân tạo. 2. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng phân tích quang . 3. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng thiết bị khí nén. 4. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng thiết bị thuỷ lực. 5. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng dò khuyết tật màu, bang
huỳnh quang và dò khuyết tật từ.. 6. Trình bày phương pháp kiểm tra trạng thái chi tiết bằng siêu âm và bằng chùm
tia. 7. Trình bày các phương pháp xác ñịnh ñộ cong và ñộ xoắn của chi tiết .
Chương IV. Các phương pháp công nghệ phục hồi và sủă chữa chi tiết Câu hỏi kiểm tra:
1. Trình bày phương pháp phục hồi và sửa chữa chi tiết gia công cơ khí: phục hồi chi tiết bằng phương pháp lắp thêm chi tiết phụ, phục hồi chi tiết theo kích thước sửa chữa.
2. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng hàn ñắp rung (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng).
3. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng phun kim loại (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng).
4. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng mạ ñiện phân: mạ crôm (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng)
5. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng mạ ñiện phân: mạ thép (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng)
6. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng gia công tia lửa ñiện (nguyên lý, ưu nhược ñiểm và phạm vi ứng dụng).
7. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng gia công áp lực.

8. Trình bày phương pháp phục hồi và sửa chữa chi tiết bằng vật liệu phi kim loại (chất dẻo). Chương V. Một số chỉ dẫn công nghệ về giải thể, sửa chữa, lắp ráp và thử nghiệm
Câu hỏi kiểm tra: 1. Trình bày quá trình cân bằng tĩnh và cân bằng ñộng trong sửa chữa. 2. Mục ñích ý nghĩa của việc chạy rà nguội, chạy rà nóng và thử nghiệm công suất
ñộng cơ diesel sau khi sửa chữa. Nếu các thiết bị thử nghiệm công suất ñộng cơ diesel.
3. Trình bày thiết bị thử nghiệm công suất ñộng cơ: thiết bị phanh cơ giới và phanh thuỷ lực.
4. Mục ñích ý nghĩa của việc chạy rà, thử nghiệm ñầu máy sau khi sửa chữa. Thử nghiệm ñầu máy bằng biến trở nước. Chương VI. Sửa chữa các chi tiết ñộng cơ diesel Câu hỏi kiểm tra
1. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm trục khuỷư tay quay- thanh truyền.
2. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm pitông- xecmăng- xilanh.
3. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết cấu phối khí, ñiều chỉnh cơ cấu phối khí.
4. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết nhóm pitông-pơlông-giơ bơm cao áp và vòi phun. ðiều chỉnh, thử nghiệm bơm cao áp và vòi phun. Chương VII. Sửa chữa giá xe và bộ phận chạy ñầu máy Câu hỏi kiểm tra:
1. Trình bày các hư hỏng và phương pháp sửa chữa khung giá chuyển hướng và bầu dầu. ðiêu chỉnh ñộ dịch chuyển tự do của các cặp bánh xe trong bầu dầu giá chuyển hướng kiểu ke trượt .
2. Trình bày các hư hỏng và phương pháp sửa chữa các chi tiết bộ trục bánh xe ñầu máy. Chương VIII. Sửa chữa một số thiết bị phụ của ñầu máy Câu hỏi kiểm tra:
1. Trình bày các hư hỏng và phương pháp sửa các chi tiết và bộ phận của két làm mát.
2. THÔNG TIN VỀ TÁC GIẢ: + Ảnh chụp kỹ thuật số + ðịa chỉ email liên hệ: [email protected]
3. PHẠM VI VÀ ðỐI TƯỢNG SỬ DỤNG GIÁO TRÌNH + Giáo trình dùng tham khảo cho ngành nào: Giáo trình ñược biên soạn cho sinh viên hệ ñào tạo chính quy dài hạn thuộc các chuyên ngành ñầu máy (18.03.10.06) và ñầu máy toa xe (18.03.10.03); có thể dùng làm tài liệu tham khảo cho sv các hệ ñào tạo khác thuộc lĩnh vực ñầu máy-toa xe. Mặt khác, giáo trình cũng có thể ñược sử dụng làm tài liệu tham khảo cho các cán bộ kỹ thật trong ngành vận tải ñường sắt có quan tâm tới lĩnh vực sửa chữa ñầu máy- toa xe. + Các từ khoá: (cung cấp 10 từ khoá ñể tra cứu):

1. ðỗ ðức Tuấn. 2. Công nghệ sửa chữa 3. Sửa chữa ñầu máy 4. ðộng cơ diesel. 5. ðầu máy diesel. 6. Bảo dưỡng, sửa chữa. 7. Hao mòn chi tiết. 8. Phục hồi chi tiết. 9. Lắp ráp, thử nghiệm. 10. Giá chuyển hướng
+ Kiến thức yêu cầu của môn học trước: - Cấu tạo và tính toán ñầu máy - Công nghệ và chế tạo ñầu máy
+ Tên nhà xuất bản: Nhà Xuất bản Giao Thông Vận Tải, Hà Nội 2005. Hà Nội, ngày 06 tháng 12 năm 2008 Tác giả giáo trình ðỗ ðức Tuấn

Cnsc.375
TÀI LIỆU THAM KHẢO
[1]. Đỗ Đức Tuấn Công nghệ sửa chữa đầu máy diezel. Tập I. Trường Đại học Giao thông Đường sắt và Đường bộ, Hà Nội 1980. [2]. Kiều Duy Sức Công nghệ sửa chữa đầu máy diezel. Tập II. Trường Đại học Giao thông Đường sắt và Đường bộ, Hà Nội 1980. [3]. Đỗ Đức Tuấn, Nguyễn Phú Chinh, Lê Văn Học Cấu tạo và nghiệp vụ đầu máy- toa xe. NXB Giao thông Vận tải. Hà Nội, 1998. [4]. Quy trình sửa chữa đầu máy diezel D9E (GE) tại Xí nghiệp Đầu máy. Liên hiệp ĐSVN, Hà Nội 2002. [5]. Quy trình sửa chữa đầu máy D13E tại Xí nghiệp Đầu máy. Liên hiệp ĐSVN, Hà Nội 1990. [6]. Quy trình sửa chữa đầu máy D12E tại Xí nghiệp Đầu máy. Liên hiệp ĐSVN, Hà Nội 1990. [7]. Quy trình sửa chữa đầu máy D18E tại Xí nghiệp Đầu máy. Liên hiệp ĐSVN, Hà Nội 1990. [8]. Волошкин Н .П, Попоп В.Я, Тартаковский И.Б. Капитальный ремонт быстроходных дизелей. “Машиностроение”. Москва 1971. [9]. Рахматулин М. Д. Ремонт тепловозов. “Транспорт”. Москва 1977. [10]. Кокошинский И.Г. и другие. Справочник по ремонту тепловозов. “Транспорт”. Москва 1976. [11]. Райков И.Я. Испытания двигателей внутреннего сгорания. “Высшая школа”. Москва 1975. [12]. С.Я.Айзинбуд. Локомотивнноехозяйства. Мосва. ”Траспорт”, 1986.