Embed Size (px)
Citation preview
Luận văn thạc sĩ
Trang i
ĐH QUỐC GIA THÀNH PH Ố HỒ CHÍ MINH
TRƯỜNG ĐẠI H ỌC BÁCH KHOA --------------------
ĐOÀN MINH THU ẬN
Đề tài :
MÔ PHỎNG QUÁ TRÌNH TẠO HÌNH ỐNG THÉP NHỒI
BÊ TÔNG CHO CẦU VÒM
CHUYÊN NGÀNH CÔNG NGH Ệ CHẾ TẠO MÁY
LUẬN VĂN THẠC SĨ
TP. HỒ CHÍ MINH - 07 / 2011

Luận văn thạc sĩ
Trang iii
ĐẠI H ỌC QUỐC GIA TP. HCM CỘNG HOÀ XÃ HỘI CHỦ NGHIÃ VIỆT NAM
TRƯỜNG ĐẠI H ỌC BÁCH KHOA Độc Lập - Tự Do - Hạnh Phúc ---------------- ---oOo---
Tp. HCM, ngày 01 tháng 07 năm 2011
NHI ỆM V Ụ LUẬN VĂN THẠC SĨ
Họ và tên học viên: ĐOÀN MINH THUẬN Giới tính : Nam
Ngày, tháng, năm sinh : 26/07/1979 Nơi sinh : Trà Vinh
Chuyên ngành : Công nghệ Chế tạo máy
Khoá : 2009 1.TÊN ĐỀ TÀI :
Mô phỏng quá trình tạo hình ống thép nhồi Bê tông cho cầu vòm.
2- NHIỆM V Ụ LUẬN VĂN: * Tổng quan tình hình nghiên cứu về ống thép nhồi bê tông cho cầu vòm. * Khảo sát sự thay đổi chiều dày ống, bán kính uốn và góc uốn trong quá trình gia công biến
dạng dẻo ống thép trên máy uốn 3 trục từ mô hình máy uốn nhỏ và mô hình máy uốn lớn, trong các trường hợp ống thép chưa nhồi bê tông.
* Ảnh hưởng của bán kính uốn dẫn đến hiện tượng biến dạng mặt cắt ngang như thay đổi độ dày ống và độ ôvan trong quá trình uốn ống.
* Ảnh hưởng của góc uốn đến hiện tượng springback và góc springback trong quá trình uốn ống thép.
* Đề xuất qui trình gia công ống thép nhồi bê tông cho cầu vòm trên máy uốn 3 trục.
3- NGÀY GIAO NHI ỆM VỤ : 14 – 02 – 2011
4- NGÀY HOÀN THÀNH NHI ỆM V Ụ : 01 – 07 – 2011
5- HỌ VÀ TÊN CÁN BỘ HƯỚNG DẪN : TS. NGUYỄN TƯỜNG LONG
Nội dung và đề cương Luận văn thạc sĩ đã được Hội Đồng Chuyên Ngành thông qua.
CÁN BỘ HƯỚNG DẪN CHỦ NHI ỆM BỘ MÔN
(Họ tên và chữ ký) QUẢN LÝ CHUYÊN NGÀNH (Họ tên và chữ ký)
TS. Nguyễn Tường Long PGS. TS. Phạm Ngọc Tuấn

Luận văn thạc sĩ
Trang iv
TÓM T ẮT LU ẬN VĂN
Trong luận văn này trình bày quá trình mô phỏng ảo bằng phương pháp phần tử hữu
hạn biến dạng lớn, thông qua chương trình ANSYS/LS-DYNA và mô phỏng thực trên
mô hình máy uốn 3 trục tại Công ty TNHH Nguyễn Trình Trà Vinh và trên mô hình
máy uốn 3 trục từ các công trình nghiên cứu của Đặng Đức Độ về cầu vòm ống thép
nhồi bê tông cho Cầu Công Lý – Tp.HCM. Quá trình tính toán và mô phỏng theo các
trường hợp ống thép chưa nhồi bê tông, tập trung vào các nội dung sau:
* Tổng quan tình hình nghiên cứu về ống thép nhồi bê tông cho cầu vòm.
* Khảo sát sự thay đổi chiều dày ống, bán kính uốn và góc uốn trong quá trình
gia công biến dạng dẻo ống thép trên máy uốn 3 trục từ mô hình máy uốn nhỏ và mô
hình máy uốn lớn.
* Ảnh hưởng của bán kính uốn dẫn đến hiện tượng biến dạng mặt cắt ngang như
thay đổi độ dày ống và độ ôvan trong quá trình uốn ống.
* Ảnh hưởng của góc uốn đến hiện tượng springback và góc springback trong
quá trình uốn ống thép.
* Đề xuất qui trình gia công ống thép nhồi bê tông cho cầu vòm trên máy uốn 3
trục.
Các kết quả cho thấy trong quá trình uốn ống ở mặt trên (ngoài) của ống chịu ứng suất
kéo trong khi đó ở mặt dưới chịu ứng suất nén. Nguyên nhân này dẫn đến ống bị mỏng
ở thành trên và dày lên ở thành dưới sau khi uốn. Mặt khác, cho thấy ở mặt trên và mặt
dưới của ống tại vị trí uốn có xu hướng tiến dần đến đường trung hòa để giảm độ giãn
căng do kéo dẫn đến hiện tượng ôvan.
Hơn nữa, hiện tượng springback tăng tuyến tính cùng với bán kính uốn, khi bán kính
uốn tăng làm cho biến dạng tối đa trong dầm giảm. Do đó, springback gây ra càng lớn
do hiện tượng biến cứng xảy ra nhỏ.
Cuối cùng, sự thay đổi độ dày ống từ phân tích phần tử hữu hạn và kết quả thực
nghiệm cho kết quả gần giống nhau.

Luận văn thạc sĩ
Trang v
LỜI CẢM ƠN
Xin chân thành cảm ơn quý Thầy Cô trong Bộ môn Cơ khí chế tạo máy, Khoa Cơ khí,
Trường Đại học Bách khoa Tp.HCM đã tận tình giảng dạy và hỗ trợ em trong quá trình
học tập cũng như lúc thực hiện luận văn này.
Xin chân thành cảm ơn thầy hướng dẫn TS. Nguyễn Tường Long thuộc Bộ môn Cơ
Kỹ Thuật, Khoa Khoa học Ứng dụng, Trường ĐHBK Tp.HCM đã quan tâm, hướng
dẫn, truyền đạt kiến thức, kinh nghiệm tạo mọi điều kiện thuận lợi giúp em hoàn thành
luận văn này.
Cũng xin chân thành cảm ơn KS. Trần Thái Dương ở phòng Tính toán Cơ học thuộc
Bộ môn Cơ Kỹ Thuật, Khoa Khoa học Ứng dụng, Trường ĐHBK Tp.HCM đã hỗ trợ
giúp đỡ và tạo mọi điều kiện thuận lợi trong suốt quá trình thực hiện luận văn.
Cuối cùng xin chân thành cảm ơn gia đình, bạn bè và các đồng nghiệp động viên, giúp
đỡ và tạo mọi điều kiện thuận lợi trong suốt quá trình học cũng như thực hiện luận
văn.
Tp.HCM, ngày 01 tháng 07 năm 2011
Học viên thực hiện
Đoàn Minh Thuận

Luận văn thạc sĩ
Trang vi
MỤC LỤC
Trang bìa ...................................................................................................................... i Nhiệm vụ luận văn ...................................................................................................... iii Tóm tắt luận văn ......................................................................................................... iv Lời cảm ơn .................................................................................................................. v Mục lục ...................................................................................................................... vi Danh mục hình vẽ và bảng biểu ................................................................................. vii
CHƯƠNG 1 TỔNG QUAN ........................................................................................ 1
1.1 Giới thiệu chung ........................................................................................................... 1
1.2 Những hư hỏng trong quá trình uốn ống ....................................................................... 4
1.3 Tình hình nghiên cứu trong ngoài nước ...................................................................... 10
1.4 Giới thiệu đề tài: ......................................................................................................... 18
1.5 Phương pháp và phương tiện nghiên cứu ................................................................... 19
1.6 Đối tượng và phạm vi nghiên cứu .............................................................................. 20
1.7 Kết luận ..................................................................................................................... 21
CHƯƠNG 2 PHƯƠNG PHÁP PHẦN TỬ HỮU HẠN CHO BÀI TOÁN BIẾN DẠNG DẺO ỐNG THÉP ...................................................................................................... 22
2.1 Giới thiệu .................................................................................................................. 22
2.2 Kết quả từ nghiên cứu trước [25] ................................................................................ 22
2.3 Tính toán các thông số cơ bản của quá trình uốn ......................................................... 24
2.4 Springback ................................................................................................................. 25
2.5 Biến dạng mặt cắt ngang ........................................................................................... 28
2.6 Phương pháp phần tử hữu hạn .................................................................................... 31
2.7 Kết luận ..................................................................................................................... 34
CHƯƠNG 3 MÔ HÌNH THỰC NGHIỆM MÁY U ỐN ỐNG THÉP BA TRỤC TẠI TRÀ VINH ................................................................................................................ 35
3.1 Mô hình máy uốn ở Trà Vinh ...................................................................................... 35
3.2 Nguyên lý làm việc của máy uốn ống thủ công .......................................................... 35
3.3 Mô hình thí nghiệm .................................................................................................... 36
3.4 Mô hình mô phỏng ..................................................................................................... 39
3.5 Kết quả đo thí nghiệm ................................................................................................ 42
3.6 Kết quả mô phỏng và nhận xét ................................................................................... 44
3.7 Ứng xử Springback .................................................................................................... 52
3.8 Kiểm tra đường tên của ống sau khi uốn. .................................................................... 55

Luận văn thạc sĩ
Trang vii
3.9 Kết luận ..................................................................................................................... 55
CHƯƠNG 4 MÔ PHỎNG QUÁ TRÌNH TẠO HÌNH ỐNG THÉP NHỒI BÊ TÔNG CHO CẦU VÒM ....................................................................................................... 56
4.1 Mô hình máy uốn thực tế ............................................................................................ 56
4.2 Nguyên lý làm việc của máy uốn ống thủ công .......................................................... 57
4.3 Mô hình hóa máy uốn thủ công trong ANSYS/LS-DYNA .......................................... 57
4.4 Quá trình mô phỏng .................................................................................................... 65
4.5 Kết luận ..................................................................................................................... 76
CHƯƠNG 5 KẾT LUẬN VÀ KI ẾN NGHỊ ............................................................... 77
5.1 Kết luận ..................................................................................................................... 77
5.2 Kiến nghị ................................................................................................................... 78
TÀI LI ỆU THAM KHẢO ......................................................................................... 78
Luận văn thạc sĩ
Trang viii
DANH MỤC HÌNH VẼ VÀ BẢNG BIỂU Hình 1. 1. Sơ đồ uốn quay.[3] ......................................................................................... 1 Hình 1. 2. Trước và sau khi uốn ép.[3] ............................................................................ 2 Hình 1.3. Sơ đồ của phương pháp uốn ấn ........................................................................ 3 Hình 1.4. Sơ đồ của phương pháp uốn trên con lăn [4] .................................................... 4 Hình 1.5. Chiều dày ống thay đổi trong quá trình uốn ..................................................... 4 Hình 1.6. Ống bị nhăn trong quá trình uốn [18] ............................................................... 5 Hình 1.7. Ống bị biến dạng mặt cắt ngang. ...................................................................... 5 Hình 1.8. Ống bị springback [22] .................................................................................... 6 Hình 1.9 a. Sơ đồ máy uốn 3 trục .................................................................................... 7 Hình 1.9b. Quá trình uốn hoàn thành ............................................................................... 7 Hình 1.10. Cầu Ông Lớn ............................................................................................... 10 Hình 1.11. Ống thép nguyên được gia công trên máy uốn 3 trục .................................... 16 Hình 1.12. Cầu Công Lý – Nguyễn Văn Trỗi Tp.HCM .................................................. 18 Hình 2.2. Hiện tượng Springback .................................................................................. 23 Hình 2.3. Biểu đồ biến dạng .......................................................................................... 24 Hình 2.4. Sơ đồ máy uốn 3 trục ..................................................................................... 25 Hình 2.5. Quá trình uốn quay và Springback sau khi dỡ tải ........................................... 25 Hình 2.6. Góc Springback ∆θ và góc uốn θ .................................................................. 26 Hình 2.7. Ảnh hưởng của hệ số bền vào góc Springback ............................................... 27 Hình 2.8. Ảnh hưởng của hệ số độ cứng vào góc Springback ........................................ 27 Hình 2.9. Đặc tính của mặt cắt ngang ............................................................................ 28 Hình 2.10. Phân bố ứng suất trong quá trình uốn ........................................................... 29 Hình 2.11. Mối liên hệ chiều dày ống thay đổi và góc uốn ............................................ 30 Hình 2.12. Biến dạng mặt cắt ngang .............................................................................. 30 Hình 2.13. Giải thuật Newton-Rhapson ......................................................................... 31 Hình 2.14. Vector vị trí và chuyển động của vật thể. ..................................................... 32 Hình 2.15 Phân cực của một biến dạng cắt .................................................................... 33 Hình 3.1. Máy uốn 3 trục thủ công ở Trà Vinh .............................................................. 35 Hình 3.2. Máy uốn nguội 3 trục thủ công ...................................................................... 36 Hình 3.3. Điều chỉnh khoảng cách giữa 2 con lăn dưới .................................................. 37 Hình 3.4. Gá đặt chi tiết ống trên máy ........................................................................... 37 Hình 3.5. Kiểm tra ban đầu trước khi điều chỉnh con lăn trên ........................................ 38 Hình 3.6. Điều chỉnh con lăn trên xuống ....................................................................... 38 Hình 3.7. Chi tiết ống sau khi uốn ............................................................................ 39 Hình 3.8 Mô hình hình học của máy uốn ....................................................................... 39 Hình 3.9. Mô hình vật liệu đàn dẻo ............................................................................... 40 Hình 3.10. Phần tử SHELL163 ..................................................................................... 41 Hình 3.11. Mô hình tiếp xúc giữa các bộ phận .............................................................. 42 Hình 3.12. Ống được cố định lại để kiểm tra ................................................................. 42 Hình 3.13. Tiến hình kiểm tra đường tên tại mỗi vạch ................................................... 43 Hình 3.14. Biểu đồ kiểm tra đường tên sau khi đo đạc thực nghiệm .............................. 43
Luận văn thạc sĩ
Trang ix
Hình 3.15. Mặt cắt ngang của ống ................................................................................. 45 Hình 3.16. Mô hình FE cho R = 664 mm và t =1.9 mm ................................................. 45 Hình 3.17. Mô hình FE cho R = 664 mm và t = 1.9 mm ................................................ 45 Hình 3.18. Giá trị biến dạng tương đương lớn nhất với bán kính uốn thay đổi ............... 46 Hình 3.19. Thành mỏng và thành dày khi bán kính uốn thay đổi ................................... 47 Hình 3.20. Kết quả so sánh giữa phương pháp số, FEM và thực nghiệm ....................... 48 Hình 3.21. Phân bố độ dày ống trong quá trình uốn ....................................................... 48 Hình 3.22. Độ ôvan khi bán kính uốn thay đổi .............................................................. 49 Hình 3.23. Biến dạng mặt cắt ngang .............................................................................. 50 Hình 3.24. So sánh mặt cắt ngang giữa kết quả mô phỏng và kết quả thực nghiệm ........ 50 Hình 3.25. Kích thước mặt cắt ngang ............................................................................ 51 Hình 3.26. Sự phân bố biến dạng của chiều dày t = 1.9 mm khi góc uốn là 450 ............. 51 Hình 3.27. Giá trị biến dạng tương đương lớn nhất góc uốn thay đổi ............................. 52 Hình 3.28a. Springback khi góc uốn là 170 ................................................................... 52 Hình 3.28b. Springback khi góc uốn là 330 ................................................................... 53 Hình 3.28c. Springback khi góc uốn là 450 ................................................................... 53 Hình 3.28d. Springback khi góc uốn là 730 ................................................................... 53 Hình 3.29. Góc springback thay đổi theo bán kính uốn .................................................. 54 Hình 3.30 So sánh kiểm tra đường tên giữa kết quả đo thủ công và kết quả mô phỏng .. 55 Hình 4.1. Máy uốn 3 trục thủ công [25] ......................................................................... 56 Hình 4.2. Mô hình ống .................................................................................................. 57 Hình 4.3. Biểu đồ mẫu thí nghiệm kéo vật liệu thép có chiều dày t = 8mm .................... 59 Hình 4.4. Biểu đồ mẫu thí nghiệm kéo vật liệu thép có chiều dày t = 10mm .................. 59 Hình 4.5. Biểu đồ mẫu thí nghiệm kéo vật liệu thép có chiều dày t = 12mm .................. 60 Hình 4.6. Đồ thị S – e cho thấy ứng suất và độ biến dạng kỹ thuật ............................... 61 Hình 4.7. Đồ thị σ – ε cho thấy ứng suất và độ biến dạng thật ...................................... 62 Hình 4.8. Mô hình vật liệu đàn dẻo ............................................................................... 64 Hình 4.9. Phần tử SHELL163 ....................................................................................... 64 Hình 4.10. Mô hình tiếp xúc giữa các bộ phận .............................................................. 65 Hình 4.11. Giai đoạn 1 con lăn số 2 di chuyển xuống h = 100mm ................................. 66 Hình 4.12. Giai đoạn 4 con lăn số 2 di chuyển xuống h = 290mm ................................. 66 Hình 4.13 Độ dày ống thay đổi theo đường kính ống ..................................................... 68 Hình 4.14 Độ ôvan thay đổi theo đường kính ống ......................................................... 68 Hình 4.15 Giá trị biến dạng tương đương lớn nhất thay đổi theo đường kính ống .......... 69 Hình 4.16 Góc springback thay đổi theo đường kính ống .............................................. 69 Hình 4.17 Phân bố biến dạng tương đương ở cuối giai đoạn 1(h = 100mm) ................... 70 Hình 4.18. Phân bố biến dạng tương đương ở cuối giai đoạn 4(h = 290mm) .................. 70 Hình 4.19. Thành mỏng và thành dày khi bán kính uốn thay đổi ................................... 71 Hình 4.20. Phân bố biến dạng khi bán kính uốn thay đổi ............................................... 71 Hình 4.21. Phân bố độ dày ống trong quá trình uốn ...................................................... 72 Hình 4.22 Độ ôvan khi bán kính uốn thay đổi ............................................................... 73 Hình 4.23a. Góc springback khi bán kính uốn R = 76050mm ........................................ 74 Hình 4.23b. Góc springback khi bán kính uốn R = 47115mm ........................................ 74

Luận văn thạc sĩ
Trang x
Hình 4.23c. Góc springback khi bán kính uốn R = 40950mm ........................................ 74 Hình 4.23d. Góc springback khi bán kính uốn R = 34590mm ........................................ 75 Hình 4.24. Góc springback thay đổi theo bán kính uốn .................................................. 75 Hình 4.25. Sự thay đổi bán kính uốn theo h ................................................................... 76 Bảng 2.1. Số liệu vật liệu .............................................................................................. 22 Bảng 2.2. Cấp lực uốn ống ............................................................................................ 23 Bảng 3.1. Kích thước hình học ...................................................................................... 36 Bảng 3.2. Thông số vật liệu của ống .............................................................................. 40 Bảng 3.3. Mô hình tiếp xúc giữa các bộ phận ................................................................ 41 Bảng 3.4. Kết quả kiểm tra đường tên ........................................................................... 43 Bảng 4.1 Kích thước hình học ....................................................................................... 57 Bảng 4.2. Kết quả thử nghiệm ....................................................................................... 60 Bảng 4.3 Thông số vật liệu của ống ............................................................................... 63 Bảng 4.4. Mô hình tiếp xúc giữa các bộ phận ................................................................ 65 Bảng 4.5. So sánh các hiện tượng cho các đường kính ống khác nhau. .......................... 67 Bảng 5.1 So sánh các hiện tượng cho các đường kính ống khác nhau. .......................... 78
Luận văn thạc sĩ
Trang 1
CHƯƠNG 1
TỔNG QUAN
1.1 Giới thi ệu chung
Nhằm nâng cao cơ tính của vật liệu ống, người ta dùng nhiều phương pháp uốn
khác nhau với mục đích chủ yếu là giảm tối thiểu khối lượng vật liệu nhưng vẫn đảm
bảo yêu cầu về mặt kỹ thuật và đạt độ bền cao [1]. Các nghiên cứu về kết cấu ống
mỏng qua quá trình uốn. Quá trình này được thực hiện trên máy uốn vạn năng, máy
uốn bán tự động... Có nhiều loại thiết bị uốn nhưng chúng có đặc điểm chung là kết
cấu khuôn uốn giống nhau. [2] Trong quá trình uốn ống được thực hiện theo bốn
phương pháp: Uốn ép, uốn quay, uốn ấn và uốn trên máy uốn 3 trục.
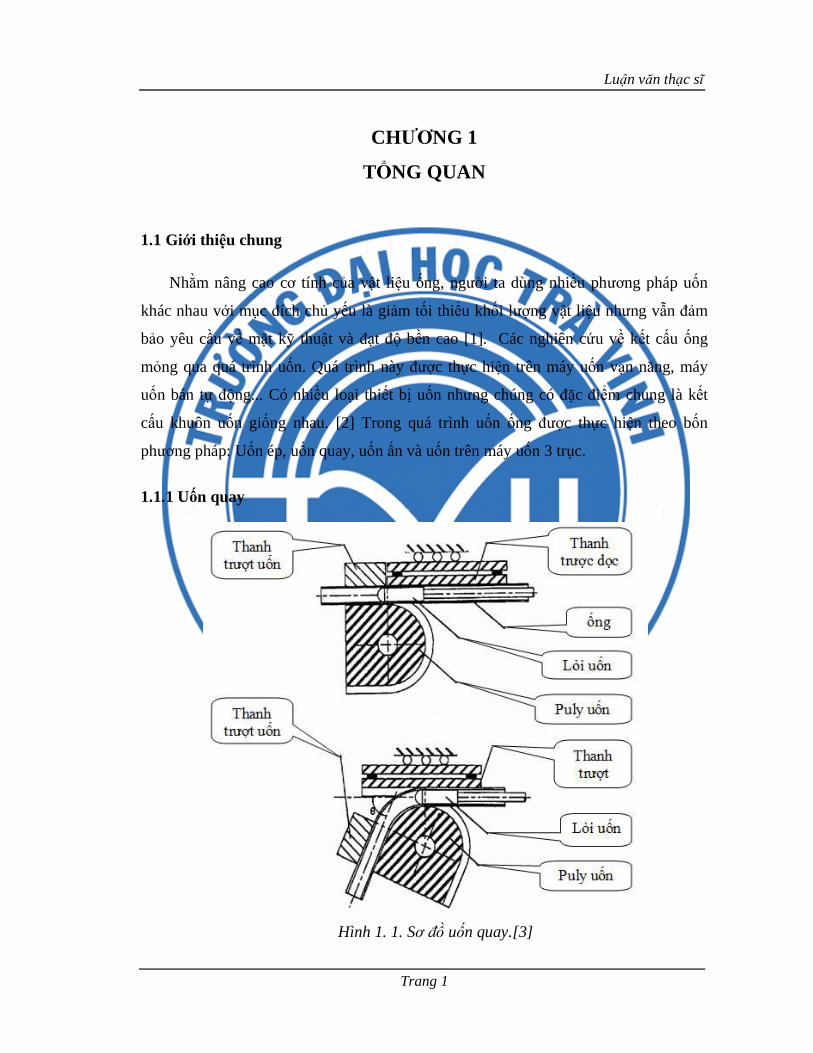
1.1.1 Uốn quay
Hình 1. 1. Sơ đồ uốn quay.[3]

Luận văn thạc sĩ
Trang 2
Uốn quay là phương pháp uốn thông dụng nhất và được sử dụng phổ biến trong
ngành công nghiệp do chi phí dụng cụ thấp. Các bộ phận chính của dụng cụ uốn quay
gồm có: Puly uốn 1, Thanh trượt uốn 2, Thanh trượt dọc 3, ống kim loại 4, Thanh đỡ
dọc 5.(Hình 1.1)
Khi gia công, puly 1 quay theo chiều kim đồng hồ, kéo ống quay theo nhờ thanh
trượt uốn 2 lắp cố định trên puly. Thanh trượt dọc 3 luôn tỳ vào nữa ngoài của ống gia
công. Ống 4 sẽ biến dạng theo bán kính quay của puly 1. Tuy nhiên, quá trình biến
dạng ống sẽ bị thay đổi đường kính bên trong, dẫn đến hiện tượng bị móp ở mặt trên
hay nhăn ở mặt dưới. Vì thế, để khắc phục hiện tượng này người ta đặt lõi uốn bên
trong ống để vuốt lại đường kính trong của ống, đồng thời sửa vết nhăn tại vị trí uốn
cong.
1.1.2 Uốn ép
Phương pháp uốn ép cũng gần giống như phương pháp uốn quay. Các phần chính
của uốn ép gồm có: puly uốn, thanh trượt uốn và thanh trượt dọc.
Hình 1. 2. Trước và sau khi uốn ép.[3]
Sự khác nhau giữa uốn quay và uốn ép là trong phương pháp uốn quay thì puly
uốn và thanh trượt dọc quay, trong khi đó phương pháp uốn ép thì puly uốn được giữ
Puly uốn
Thanh đỡ dọc
Thanh trượt uốn
Luận văn thạc sĩ
Trang 3
cố định còn thanh trượt uốn quay xung quanh puly uốn. Khi gia công puly uốn đứng
yên, thanh trượt dọc giữ chặt chi tiết ống tiếp xúc với puly uốn và thanh trượt uốn di
chuyển vòng theo puly uốn.(Hình 1.2)
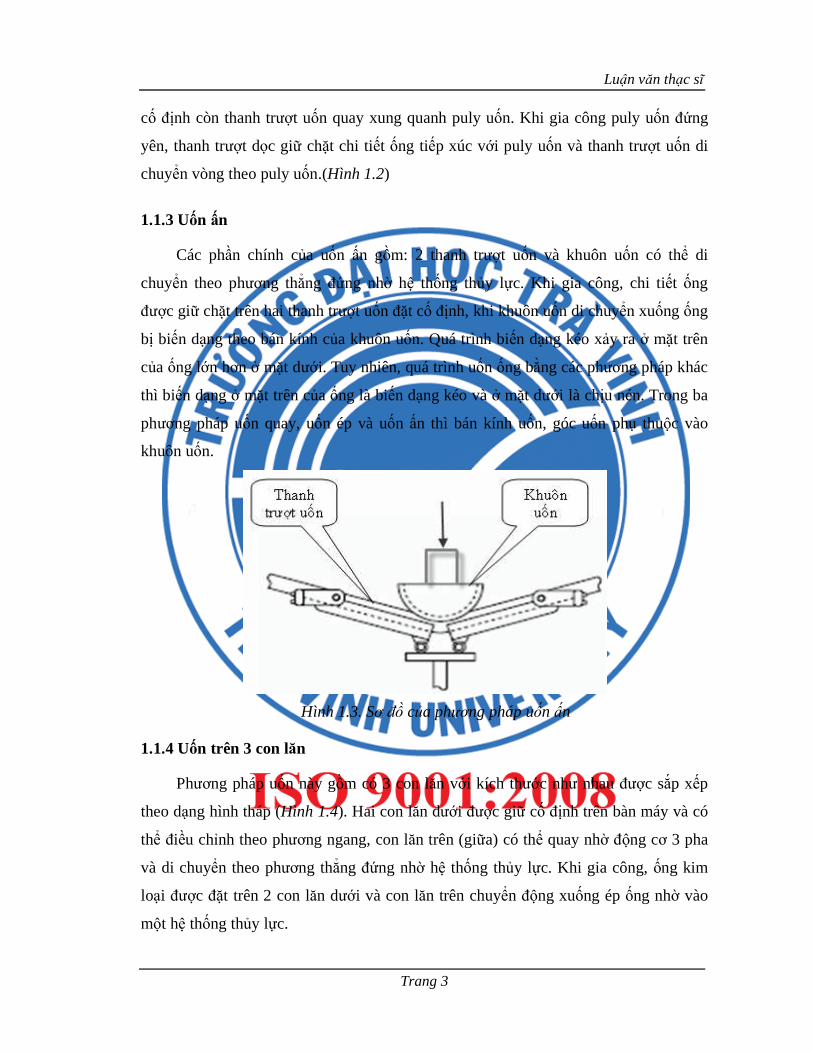
1.1.3 Uốn ấn
Các phần chính của uốn ấn gồm: 2 thanh trượt uốn và khuôn uốn có thể di
chuyển theo phương thẳng đứng nhờ hệ thống thủy lực. Khi gia công, chi tiết ống
được giữ chặt trên hai thanh trượt uốn đặt cố định, khi khuôn uốn di chuyển xuống ống
bị biến dạng theo bán kính của khuôn uốn. Quá trình biến dạng kéo xảy ra ở mặt trên
của ống lớn hơn ở mặt dưới. Tuy nhiên, quá trình uốn ống bằng các phương pháp khác
thì biến dạng ở mặt trên của ống là biến dạng kéo và ở mặt dưới là chịu nén. Trong ba
phương pháp uốn quay, uốn ép và uốn ấn thì bán kính uốn, góc uốn phụ thuộc vào
khuôn uốn.
Hình 1.3. Sơ đồ của phương pháp uốn ấn
1.1.4 Uốn trên 3 con lăn
Phương pháp uốn này gồm có 3 con lăn với kích thước như nhau được sắp xếp
theo dạng hình tháp (Hình 1.4). Hai con lăn dưới được giữ cố định trên bàn máy và có
thể điều chỉnh theo phương ngang, con lăn trên (giữa) có thể quay nhờ động cơ 3 pha
và di chuyển theo phương thẳng đứng nhờ hệ thống thủy lực. Khi gia công, ống kim
loại được đặt trên 2 con lăn dưới và con lăn trên chuyển động xuống ép ống nhờ vào
một hệ thống thủy lực.
Luận văn thạc sĩ
Trang 4
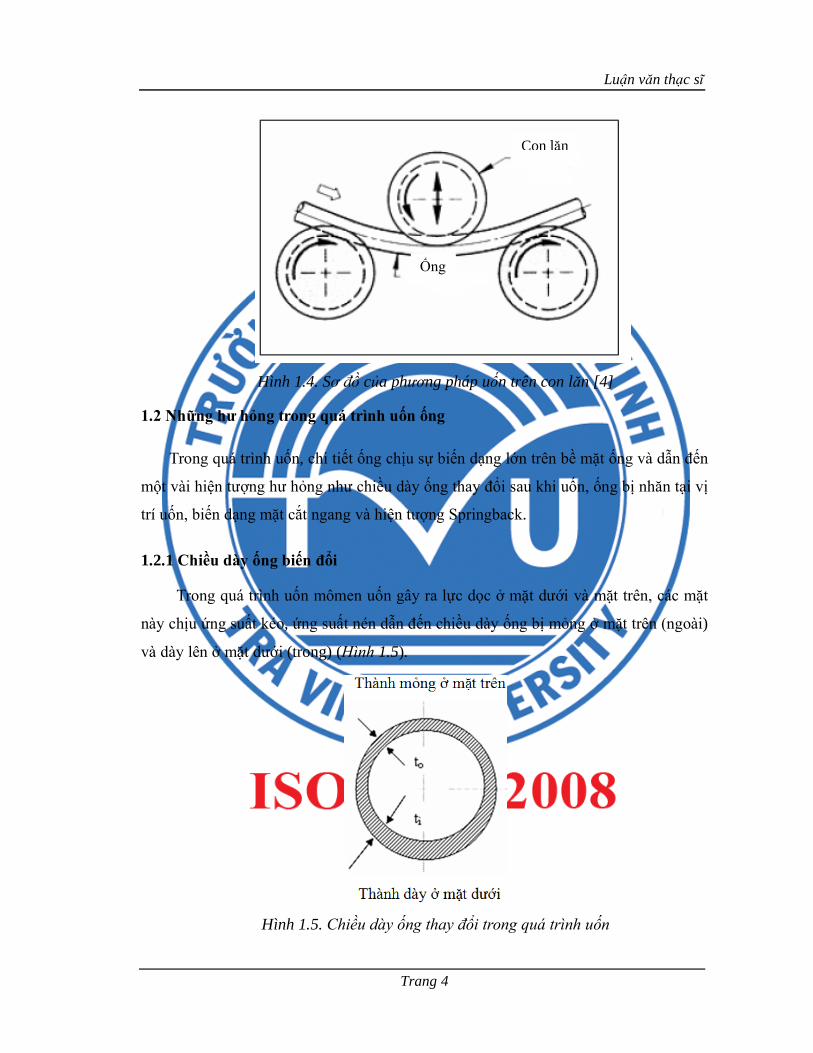
Hình 1.4. Sơ đồ của phương pháp uốn trên con lăn [4]
1.2 Những hư hỏng trong quá trình uốn ống
Trong quá trình uốn, chi tiết ống chịu sự biến dạng lớn trên bề mặt ống và dẫn đến
một vài hiện tượng hư hỏng như chiều dày ống thay đổi sau khi uốn, ống bị nhăn tại vị
trí uốn, biến dạng mặt cắt ngang và hiện tượng Springback.
1.2.1 Chiều dày ống biến đổi
Trong quá trình uốn mômen uốn gây ra lực dọc ở mặt dưới và mặt trên, các mặt
này chịu ứng suất kéo, ứng suất nén dẫn đến chiều dày ống bị mỏng ở mặt trên (ngoài)
và dày lên ở mặt dưới (trong) (Hình 1.5).
Hình 1.5. Chiều dày ống thay đổi trong quá trình uốn
Con lăn
Ống

Luận văn thạc sĩ
Trang 5
1.2.2 Ống bị nhăn
Khi uốn những ống có chiều dày thành ống mỏng ứng suất nén sinh ra ở mặt
trong (dưới) ống. Nếu ứng suất này lớn dẫn đến việc phân bố không ổn định ở mặt
dưới ống hoặc nhăn ống. Những vết nhăn dạng sóng xuất hiện trên bề mặt ống ở vị trí
uốn (Hình 1.6) làm ảnh hưởng đến việc lắp ráp với các chi tiết khác. Hơn nữa, những
vết nhăn này làm mất đi tính thẩm mỹ của chi tiết ống uốn.
Hình 1.6. Ống bị nhăn trong quá trình uốn [18]
1.2.3 Biến dạng mặt cắt ngang
Như đã phân tích ở trên, ứng suất kéo sinh ra ở mặt ngoài của ống trong khi đó
ứng suất nén sinh ra ở mặt trong của ống, làm cho mặt trong và mặt ngoài của ống có
xu hướng di chuyển đến đường trung hòa. Khi đó mặt ngoài của ống tiến đến mặt
phẳng trung hòa để giảm lực căng do kéo dẫn đến mặt cắt ngang của ống không tròn
trở thành hình ôvan (Hình 1.7).
Hình 1.7. Ống bị biến dạng mặt cắt ngang.

Luận văn thạc sĩ
Trang 6
1.2.4 Hiện tượng Springback
Sau khi quá trình gia công uốn ống hoàn thành và dỡ tải ra thì Springback xảy ra
do tính chất đàn hồi của vật liệu. Đây được gọi là hiện tượng Springback hoặc sự hồi
phục đàn hồi của ống. Trong quá trình uốn ứng suất nội sinh ra trong ống và khi ngừng
tải thì ứng suất này không triệt tiêu nhau làm cho mặt trên của ống chịu ứng suất kéo
dư và mặt dưới chịu ứng suất nén dư dẫn đến tăng bán kính cong và giảm góc uốn của
chi tiết uốn. Hơn nữa, làm cho kích thước hình học của chi tiết không chính xác theo
thiết kế gây khó khăn khi lắp ráp với các chi tiết khác.
Hình 1.8. Ống bị springback [22]
Như vậy, những trường hợp hư hỏng trên đã được nghiên cứu nhiều cho những
ống có đường kính nhỏ và chiều dày thành ống mỏng bằng phương pháp uốn quay,
uốn ép và uốn ấn. Tuy nhiên, những nghiên cứu về hiện tượng hư hỏng cho ống có
đường kính lớn bằng phương pháp uốn trên con lăn còn hạn chế.
Hơn nữa qua bốn phương pháp trên, thì phương pháp uốn quay và uốn ép nguyên
lý làm việc gần giống nhau như có thể uốn được loại ống có chiều dày thành mỏng và
bán kính uốn nhỏ. Còn phương pháp uốn ấn có thể uốn ống đạt được bán kính uốn lớn
nhưng chiều dài cung thì lại ngắn. Như vậy, trong ba phương pháp này có một vài hạn
chế như: ống uốn có bán kính uốn thay đổi thì cần phải thay đổi khuôn uốn; Bán kính
uốn và góc uốn nhỏ; chi tiết ống có đường kính nhỏ. Do đó phương pháp uốn trên 3
con lăn được chọn làm mô hình nghiên cứu trong đề tài này. Vì có những đặc điểm nổi
bậc như sau:
Luận văn thạc sĩ
Trang 7
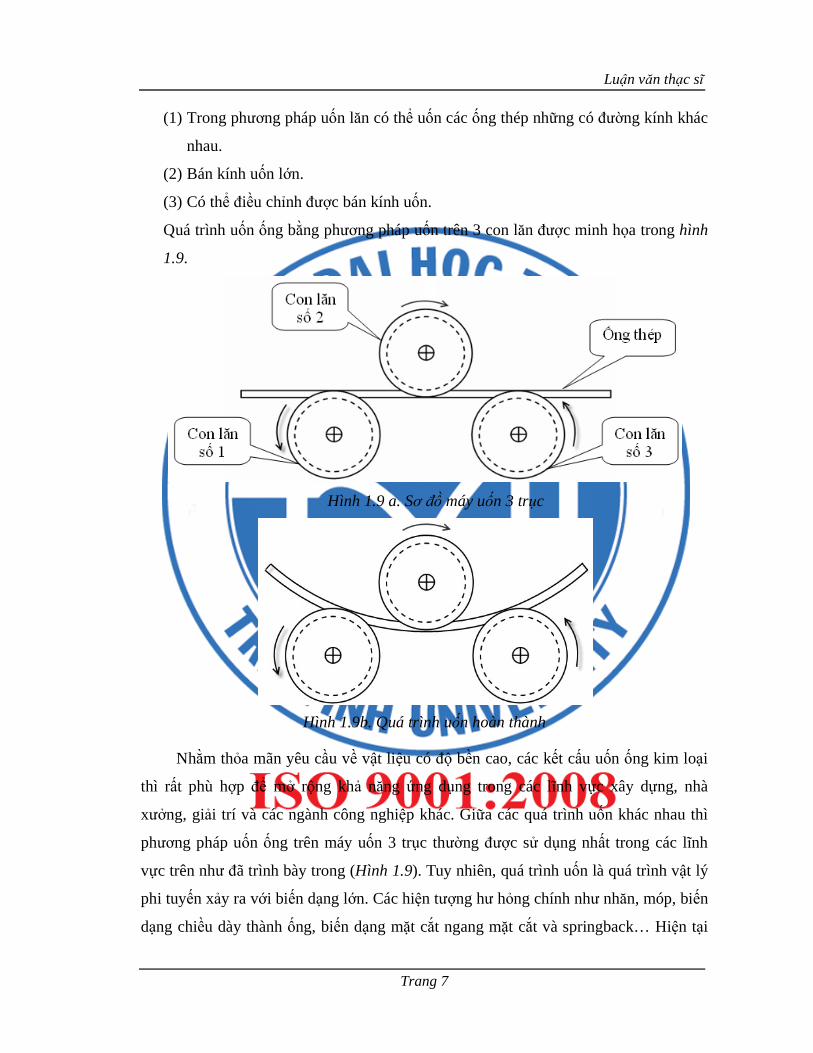
(1) Trong phương pháp uốn lăn có thể uốn các ống thép những có đường kính khác
nhau.
(2) Bán kính uốn lớn.
(3) Có thể điều chỉnh được bán kính uốn.
Quá trình uốn ống bằng phương pháp uốn trên 3 con lăn được minh họa trong hình
1.9.
Hình 1.9 a. Sơ đồ máy uốn 3 trục
Hình 1.9b. Quá trình uốn hoàn thành
Nhằm thỏa mãn yêu cầu về vật liệu có độ bền cao, các kết cấu uốn ống kim loại
thì rất phù hợp để mở rộng khả năng ứng dụng trong các lĩnh vực xây dựng, nhà
xưởng, giải trí và các ngành công nghiệp khác. Giữa các quá trình uốn khác nhau thì
phương pháp uốn ống trên máy uốn 3 trục thường được sử dụng nhất trong các lĩnh
vực trên như đã trình bày trong (Hình 1.9). Tuy nhiên, quá trình uốn là quá trình vật lý
phi tuyến xảy ra với biến dạng lớn. Các hiện tượng hư hỏng chính như nhăn, móp, biến
dạng chiều dày thành ống, biến dạng mặt cắt ngang mặt cắt và springback… Hiện tại
Luận văn thạc sĩ
Trang 8
do nhu cầu ứng dụng thực tế đối với các ống uốn có đường kính lớn và bán kính uốn
lớn. Hai yếu tố này không đồng bộ thì các hiện tượng hư hỏng trên dễ xuất hiện. Dung
sai khác nhau trong các lĩnh vực khác nhau làm cho việc chọn các xấp xỉ các thông số
quá trình. Tránh các hư hỏng và thực hiện dự đoán trong quá trình uốn ống, cái cấp
thiết là hiểu rõ các tác dụng của ứng xử uốn trong quá trình uốn ống trên máy uốn 3
trục với D/t lớn và R lớn. [4] Trong đó D là đường kính ngoài của ống kim loại; t là
chiều dày của ống; R là bán kính uốn.
Có nhiều ảnh hưởng đã được nghiên cứu và báo cáo trong kỹ thuật uốn ống thuần
túy như vấn đề biến dạng mặt cắt ngang, biến đổi chiều dày ống, hiện tượng
Springback. Brazier [5] đã nghiên cứu sự biến dạng của ống trong quá trình uốn đàn
hồi sử dụng lý thuyết năng lượng cực tiểu, sự biến dạng mặt cắt ngang trong quá trình
uốn ống của Brazier còn gọi là hiệu ứng Brazier. Corona [6] đưa ra công thức dự đoán
biến dạng mặt cắt ngang của ống có thành mỏng trong đoạn uốn và tìm ra áp lực cao
hơn để giảm springback của ống trong quá trình uốn nhưng gây ra biến dạng mặt cắt
ngang lớn. Clausen et al. [7] nghiên cứu trên đoạn uốn và tìm biến dạng cục bộ trên
mặt cắt ngang được điều chỉnh bởi hình dáng và lực kéo. Các thông số chính dẫn đến
springback là hệ số biến cứng và lực kéo. Sử dụng lý thuyết biến dạng dẻo, Tang [8]
thiết lập được vài công thức về uốn ống bao gồm phân bố ứng suất/biến dạng, thay đổi
chiều dày ống, độ biến dạng mặt cắt ngang và mômen uốn. Wang and Agarwal [9] dự
đoán phá hủy mặt cắt ngang và thay đổi chiều dày của ống trong quá trình uốn với lực
dọc trục và áp lực bên trong. Pan and Stelson [10] sử dụng nguyên lý năng lượng để
giải quyết biến dạng của mặt cắt ngang và chiều dày thay đổi của uốn dẻo ống. Qua
nghiên cứu mục tiêu chính trong uốn thuần túy và biến dạng, đoạn uốn bằng phương
pháp giải tích và thực nghiệm, nội dung nghiên cứu sẽ cung cấp cơ bản sự khảo sát
phù hợp của uốn ống mỏng điều khiển số. Trong thực tế, để thấu đáo quá trình, nhất là
với D/t lớn và Rd/D nhỏ, phương pháp thử và sai là chính để sử dụng thực hiện quá
trình thiết kế và lắp đặt công cụ, nhiều sai sót rất khó đạt hiệu quả [11]. Với điều kiện
lực uốn thay đổi khả năng ứng xử của ống trong quá trình uốn ấn khác với những ống
uốn trong quá trình uốn quay. [12] Dyau and Kyriakides đã nghiên cứu khả năng ứng
xử của đoạn ống mỏng khi đạt đến trạng thái dẻo, trong quá trình uốn biến dạng của
Luận văn thạc sĩ
Trang 9
ống phụ thuộc vào lực kéo dọc, tính chất vật liệu và hình dạng của ống. Miller et al.
[13] đã đưa ra nhiều thực nghiệm trong quá trình uốn ống có biên dạng hình chữ nhật
và những mô hình phân tích để dự đoán sự biến dạng, độ giãn dài và springback phụ
thuộc vào puly uốn, thanh trượt uốn và thanh trượt dọc. Thực nghiệm cho thấy ống
không bị nhăn khi giá trị ứng suất thấp hơn ứng suất chảy dẻo. Zhu and Stelson [14] đã
khảo sát biến dạng mặt cắt ngang của ống có biên dạng hình chữ nhật trong quá trình
uốn ấn.
Hiện nay trên thế giới kết cấu ống thép nhồi bê tông được áp dụng rộng rãi trong
nhiều lĩnh vực như xây dựng dân dụng, nhà xưởng, cầu... Kết cấu này là loại kết cấu
liên hợp bao gồm ống thép bên ngoài và lõi bê tông bên trong cùng làm việc chung với
nhau. Chúng có nhiều ưu điểm hơn so với kết cấu bê tông cốt thép thông thường như
khả năng chóng cháy, nâng cao độ bền chống ăn mòn mặt trong của ống thép, làm tăng
độ ổn định cục bộ của thành ống và làm tăng khả năng móp, méo (biến dạng) của vỏ
ống thép khi bị va đập... và đặc biệt là khả năng chịu nén tốt. Vì thế, kết cấu ống thép
nhồi bê tông đã được khai thác và nghiên cứu rộng trên thế giới cho lĩnh vực xây dựng
cầu. Dưới đây là một số hình ảnh minh họa cho một số công trình xây dựng sử dụng
các kết cấu ống thép nhồi bê tông:
• Trong lĩnh vực xây dựng dầu khí, năm 1989 tại 2 dàn khoan dầu ở biển Đen và
biển Azov của Liên xô.
• Trong lĩnh vực xây dựng dân dụng, loại kết cấu này cũng được áp dụng khá
nhiều. Chẳng hạn như tòa nhà Chuo-ku ở thành phố Kobe – Nhật được hoàn
thành vào 1994 với tổng không gian sàn 20,642 m2 gồm 2 tầng ngầm, 12 tầng
trên.
• Trong lĩnh vực giao thông như Cầu Ông lớn (Hình 1.10) là cầu vòm ống thép
nhồi bê tông và hình dáng kiến trúc đẹp được xây dựng trong thời gian gần đây.
Cầu Ông Lớn được xây dựng vào cuối năm 2003 nằm ở trên đường Nguyễn
Văn Linh thuộc khu đô thị Nam Sài Gòn - Tp.HCM đã đưa vào sử dụng 3 cầu
chạy dưới khẩu độ 99m với 3 làn xe.

Luận văn thạc sĩ
Trang 10
Hình 1.10. Cầu Ông Lớn
1.3 Tình hình nghiên cứu trong ngoài nước
1.3.1 Ngoài nước:
1.3.1.1 Mô phỏng quá trình uốn ấn bằng phương pháp phần tử hữu hạn. [15]
Mô hình thiết bị uốn gồm có 3 con lăn 1, 2 và 3 được sắp xếp theo hình tam giác.
Trong đó, con lăn 2 và 3 được giữ cố định trên bàn máy trong quá trình uốn; Hai con
lăn này có thể điều chỉnh được theo phương ngang. Khi con lăn 1 di chuyển xuống bề
mặt của ống tiếp xúc với bề mặt của 2 con lăn dưới, góc uốn phụ thuộc vào khoảng
cách giữa con lăn 2 và 3. Nội dung nghiên cứu đưa ra, trong quá trình uốn với trường
hợp góc uốn thay đổi, không có áp suất và có áp suất bên trong uốn đã được khảo sát
qua hàng loạt mô hình 3D-FE trong môi trường ABAQUS. Kết quả mô phỏng trên 3
góc uốn 250, 900, 1100 cho thấy rằng: Chiều dày ống thay đổi có ảnh hưởng lớn đến
góc uốn, kể cả trường hợp có áp suất và không có áp suất bên trong ống. Ngoài ra, nếu
góc uốn nhỏ (2θ = 250) thì chiều dày ống thay đổi lớn hơn so với góc uốn lớn (2θ =
900 hoặc 2θ = 1100). Có áp suất bên trong chiều dày ống thay đổi ít hơn so với không
có áp suất bên trong ống.

Luận văn thạc sĩ
Trang 11
1.3.1.2 Biến dạng springback trong quá trình uốn ống.[16]
Springback xảy ra trong quá trình uốn ống đã được nghiên cứu rộng qua thực
nghiệm và phương pháp phân tích phần tử hữu hạn (FEM). Một phương trình xấp xỉ
cho góc springback sau khi dỡ tải đã được thiết lập. Nhưng các tính chất cơ học của
vật liệu (ở dạng hình ống) là hoàn toàn khác nhau mà đã được kiểm chứng qua các
mẫu thử kéo (khi các vật liệu có dạng thanh). Đây là một trong những lý do chính dẫn
đến sự khác biệt trong kết quả của nghiên cứu thực nghiệm, tính toán FEM và phân
tích springback. Do đó, vấn đề cốt lõi là nghiên cứu tính chất cơ học của vật liệu ở
dạng hình ống của nó. Những kết quả thực nghiệm và mô phỏng FEM đã chứng minh
rằng góc springback bị ảnh hưởng đáng kể bởi tính chất cơ học của vật liệu. Góc này
giảm tùy thuộc vào môđun dẻo, nhưng lại tỷ lệ nghịch với hệ số độ cứng và môđun
đàn hồi. Góc springback cũng bị ảnh hưởng bởi các điều kiện của biến dạng ống: nó
tăng tùy theo bán kính uốn tương đối và tỷ lệ với chiều dày ống tương đối. Hơn nữa,
góc springback tăng phi tuyến so với góc uốn.
Những nghiên cứu về các cơ chế biến dạng của ống đã được xem xét từ nhiều khía
cạnh khác nhau, các trường hợp xảy ra những khuyết tật và các yếu tố ảnh hưởng đến
quá trình uốn ống [1-7]. Do đó, quá trình tạo hình kim loại là một trong những lĩnh
vực quan trọng nhất trong ngành công nghiệp hiện nay. Vật liệu ống đã trở thành tâm
điểm quan trọng cho nhiều nghiên cứu và phát triển công nghệ này. Một chi tiết ống
tròn có mặt cắt ngang đối xứng nhưng sau khi uốn thì mặt cắt không còn đối xứng nữa,
cho nên cơ chế biến dạng của quá trình uốn ống là cực kỳ phức tạp do các mối ghép
của các yếu tố ảnh hưởng rất lớn, thay đổi thời gian và nhiều kết quả phi tuyến. Những
thực nghiệm và phương pháp phân tích phần tử hữu hạn (FEM) đã được khảo sát trong
quá trình uốn ống. Dựa trên các kết quả này có thể phân tích hiện tượng springback và
mối liên hệ của nó với tính chất cơ học của vật liệu.

Luận văn thạc sĩ
Trang 12
Kết quả của nghiên cứu:
1. Tính chất cơ học của kim loại ống đã được đo trong mẫu thử kéo khác với kết
quả thu được từ thử kéo thanh. Cả hai giới hạn chảy và giới hạn kéo của mẫu trước là
cao hơn so với thử sau nhưng các chỉ số dẻo thay đổi với chất lượng của vật liệu ống.
2. Quá trình springback của một ống chịu uốn sau khi dỡ tải được chia làm hai
giai đoạn, khi biến dạng ống là không hoàn toàn. Ngay sau khi dỡ tải biến dạng đàn
hồi thuần túy dẫn đến springback lớn; sau đó springback trở lại là tương đối nhỏ.
3. Springback của ống uốn chịu ảnh hưởng của tính chất cơ học của vật liệu. Vì
thế, springback sẽ giảm khi môđun đàn hồi E và hệ số độ n cứng tăng, và giảm khi
môđun dẻo K giảm.
4. Springback cũng bị ảnh hưởng bởi kích thước hình học của chi tiết ống. Nó
tăng khi bán kính uốn tương đối tăng, giảm khi chiều dày thành ống tương đối tăng và
cũng tăng theo đường phi tuyến khi góc uốn tăng.
5. Để tránh những sai sót, tính chất cơ học của vật liệu ống nên được phân tích
biến dạng trước khi uốn.
1.3.1.3 Nghiên cứu ứng xử biến dạng của ống thành mỏng trên máy uốn điều
khiển số với đường kính lớn và bán kính uốn nhỏ. [17]
Đối với nhăn thành mỏng và biến dạng mặt cắt ngang, kết hợp với mô tả phân
tích ứng xử biến dạng của quá trình uốn ống mỏng với đường kính lớn D/t (50-87) và
bán kính uốn nhỏ Rd/D (1-2) đã được khảo sát qua hàng loạt mô hình 3D-FE trong
môi trường ABAQUS. Kết quả thấy rằng:
Quan sát đoạn biến dạng dẻo thì ảnh hưởng của khu vực kéo/nén sc = st là sự
phân bố ứng suất/biến dạng làm xuất hiện xu hướng nhăn, biến dạng thành mỏng và
mặt cắt ngang. Rd/D nhỏ, tăng ứng suất tiếp không đồng nhất. Ứng suất tiếp cực đại
σφ tại vùng nén tăng 46% với Rd/D (2-1.2). Trong khi đó sự phân bố σφ gần tương
đương với D/t lớn. Rd/D và D/t, tốc độ biến thiên của vật liệu ống trở nên rõ ràng hơn.
Xu hướng nhăn và mặt cắt ngang độ biến dạng tăng ∆D với Rd/D nhỏ và D/t lớn; với
Rd/D nhỏ hơn, cả hai thành mỏng và dày đều tăng lần lượt là 24.0% và 52.5%. Tuy
Luận văn thạc sĩ
Trang 13
nhiên với D/t lớn, thành mỏng tăng ít và thành dày tăng đáng kể. Thành mỏng và thành
dày tăng cực đại lần lượt là 31.3% và 58.9%.
1.3.1.4 Phân tích hiện tượng nhăn làm hạn chế tạo hình trong quá trình uốn ống.[18]
Quá trình uốn ống thành mỏng có thể sinh ra hiện tượng nhăn nếu như các thông
số quá trình không phù hợp, đặc biệt đối với ống có đường kính lớn và thành mỏng.
Để dự đoán hiện tượng này nhanh và đúng đắn là một vấn đề cấp thiết để giải quyết
quá trình này. Trong nội dung nghiên cứu này, dự kiến một hàm sóng nhăn và một mô
hình dự đoán nhăn đơn giản để dự đoán bán kính uốn nhỏ nhất cho ống được thiết lập
dựa trên cơ sở lý thuyết tấm mỏng, lý thuyết tạo hình, nguyên lý năng lượng và hàm
sóng. Bán kính uốn nhỏ nhất dựa trên các phương pháp thiết lập phù hợp bảng dữ liệu.
Ngoài ra, ảnh hưởng các thông số quá trình đến bán kính uốn nhỏ nhất được phân tích
(1) ảnh hưởng của góc uốn đến bán kính uốn nhỏ nhất là không đáng kể. (2) ảnh
hưởng của kích thước hình học và tính chất vật liệu của ống là rất lớn; (3) bán kính
uốn nhỏ nhất trở nên lớn hơn với bán kính gốc và hệ số biến cứng của ống tăng, ngược
lại với chiều dày ống và số mũ biến cứng giảm. Kết quả giúp cho thiết kế tối ưu khuôn
uốn phù hợp với quá trình trong thực tế.
Độ chính xác của quá trình uốn ống quay điều khiển số với ống có thành mỏng là
một quá trình tạo hình ống cao cấp với hiệu quả cao, độ chính xác tạo hình cao, tiêu
thụ điện năng thấp, tính linh hoạt tốt trong việc thay đổi góc uốn. Tuy nhiên, mặt ngoài
của ống tại bán kính uốn có thể sinh ra hiện tượng nhăn nếu như các thông số quá trình
không thích hợp nhất là đối với ống có đường kính lớn chiều dày nhỏ. Do ứng suất nén
trong quá trình uốn, đây là tiền đề của quá trình hỏng hoặc dẫn đến hư hỏng nếu nếp
nhăn bị đứt. Chúng cần được hiểu rõ để đặt vấn đề chính xác tin cậy trong thực
nghiệm và kể cả sự lặp lại của phương pháp thử - sai trong thực tế, phí sức, tốn nguyên
liệu, thời gian trong thiết kế, điều chỉnh quá trình và các thông số dụng cụ, hơn nữa
làm cho hiệu suất giảm trầm trọng. Do đó dẫn đến hậu quả không tốt. Từ kết quả đó,
làm sao để dự đoán nhanh hiện tượng này đúng đắn để giải quyết vấn đề cấp thiết cho
việc phát triển quá trình uốn ống thành mỏng cao cấp điều khiển số ở hiện tại.

Luận văn thạc sĩ
Trang 14
Hiện tượng nhăn thu hút nhiều nhà nghiên cứu trong một thời gian dài. Ứng suất
lớn được dự đoán hình thành nhăn trong giai đoạn đầu của quá trình tạo hình tấm.
Phương pháp năng lượng được sử dụng rộng rãi tìm ra điều kiện chuẩn nhăn trong quá
trình đó. Tuy nhiên hiện nay các nhà khoa học nghiên cúu về nhăn trong quá trình tạo
hình ống chưa nhiều. Tuy nhiên phương pháp đề xuất của họ không thích ứng để có
được bán kính uốn nhỏ nhất cho ống có tỷ số bán kính/chiều dày lớn bởi vì nhăn thích
hợp với hàm sóng được đề nghị mà dự đoán tiêu chuẩn ứng suất cho việc nhăn đúng
hơn với ống nhỏ. Do đó trong nội dung này, thiết lập hàm sóng nhăn mới kết hợp với
góc uốn và số bước sóng. Hơn nữa mô hình ứng suất đơn giản cho dự đoán quá trình
nhăn được phát triển với mục tiêu thăm dò sự phụ thuộc hạn chế tạo hình của thông số
hình học và tính chất vật liệu của ống trong quá trình dựa trên phương pháp năng
lượng và lý thuyết mỏng.
Kết luận của nghiên cứu:
Giới thiệu hàm sóng mới, thiết lập một mô hình phân tích dự đoán nhăn đơn giản
cho uốn ống thành mỏng, có kiểm nghiệm thỏa mãn giữa lý thuyết và thực nghiệm, khi
tỉ số R/t > 20. Mô hình này có thể xác định bán kính uốn nhỏ nhất cho ống. Nghiên
cứu sự ảnh hưởng của thông số hình học và tính chất vật liệu:
(1) Ảnh hưởng của góc uốn trên bán kính uốn nhỏ nhất ít nên có thể bỏ qua;
(2) Ảnh hưởng của thông số hình học và tính chất vật liệu của ống đối với bán kính
uốn nhỏ nhất thì lớn đáng kể;
(3) Bán kính uốn trở nên lớn hơn so với bán kính mong muốn và hệ số biến dạng của
ống tăng với chiều dày và hệ số mũ biến cứng giảm. Mô hình này chưa xét đến tốc độ
quay của puly uốn, ma sát … Những ảnh hưởng đến các hạn chế của sự uốn có thể
được nghiên cứu toàn diện bằng cách mô phỏng FEM.
1.3.1.5 Nghiên cứu về ảnh hưởng của ma sát trong quá trình uốn ống.[19]
Trong quá trình tạo hình, sự nứt và nhăn có thể tránh được nhưng biến dạng mặt
cắt ngang và phần ống chịu kéo quá mỏng là không tránh được. Sự nứt và nhăn nên
tránh đầu tiên, sau đó biến dạng mặt cắt ngang và phần mỏng có thể giảm nhanh trong
quá trình tạo hình. Ma sát giữa dụng cụ uốn và ống có ảnh hưởng đáng kể trong quá
Luận văn thạc sĩ
Trang 15
trình uốn ống mỏng. Ảnh hưởng này rất phức tạp bởi vì có quá nhiều bề mặt tiếp xúc
giữa dụng cụ uốn và chi tiết ống uốn. Hiện tại chưa có nghiên cứu báo cáo về ảnh
hưởng của ma sát. Tác giả dùng phương pháp số để xác định ảnh hưởng của ma sát
trong quá trình uốn ống mỏng, kết hợp giữa lý thuyết và thực nghiệm. Kết quả của
nghiên cứu này được sử dụng để xác định các điều kiện ma sát trong quá trình và
phương pháp mô phỏng số có thể sử dụng để xác định các thông số khác trong quá
trình tạo hình chất lượng cao.
Các cặp ma sát ảnh hưởng được phân tích trong nghiên cứu:
- Ảnh hưởng của ma sát giữa lỏi uốn và ống
- Ảnh hưởng của ma sát giữa thanh đỡ dọc uốn và ống
- Ảnh hưởng của ma sát giữa thanh trượt dọc và ống
- Ảnh hưởng của ma sát giữa puly uốn và ống
Kết luận của nghiên cứu:
1. Ma sát giữa dụng cụ uốn và ống đáng kể và ảnh hưởng phức tạp trong quá
trình uốn. Giảm được ma sát này là giúp cải thiện chất lượng chi tiết gia công.
2. Ảnh hưởng đáng kể trong phần biến dạng là lỏi uốn, thanh đỡ dọc, thah trượt
dọc đến puly uốn và phần mỏng là lỏi uốn, thanh trượt dọc, thanh đỡ dọc và puly uốn.
3. Ảnh hưởng ma sát giữa dụng cụ uốn và ống trên phần mỏng nhỏ hơn phần
biến dạng.
4. Lỏi uốn và thanh đỡ nên được bôi trơn tốt để đảm bảo ma sát giữa chúng và
ống đủ nhỏ. Trong lý thuyết thì hệ số ma sát của thanh trượt dọc, puly uốn và ống nên
tăng. Nhưng nếu chúng lớn thì thanh trượt dọc, puly uốn làm mòn nhanh ống và mòn
khốc liệt nên không cần bôi trơn chúng.
1.3.2 Trong nước
Hiện nay ở Việt Nam những chi tiết ống kim loại có đường kính lớn đang được
ứng dụng trong nhiều lĩnh vực khác nhau đặc biệt là trong việc xây dựng cầu vòm. Tuy
nhiên, quá trình gia công biến dạng dẻo ống kim loại nói trên thì được thực hiện trên
máy uốn ống thủ công do Việt Nam sản suất nhằm để giảm chi phí đầu tư thiết bị và
Luận văn thạc sĩ
Trang 16
có thể đáp ứng đối với những công trình xây dựng cầu vòm quy mô nhỏ thì rất hiệu
quả nhưng vẫn đảm bảo về mặt kỹ thuật cho công trình. Tuy nhiên, những nghiên cứu
về lĩnh vực này chưa nhiều chỉ có một số ít bài báo và luận văn về quá trình gia công
biến dạng dẻo trên máy uốn ống thủ công.
Năm 2009, đề tài “Nghiên cứu công nghệ chế tạo vòm trong xây dựng cầu vòm
ống thép nhồi bê tông” do nhóm nghiên cứu của PGS.TS.Lê Thị Bích Thủy cùng
KS.Đặng Đức Độ tại Trường ĐHBK TP.HCM. Nhóm đã nghiên cứu đưa ra kết quả
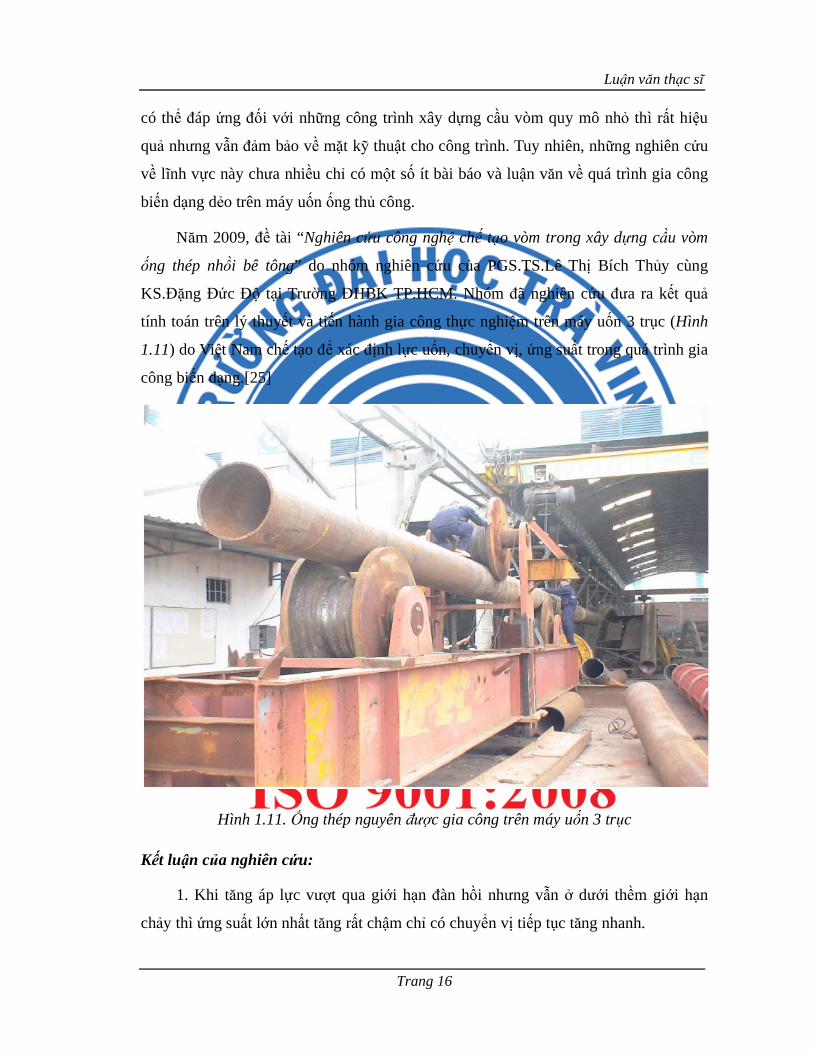
tính toán trên lý thuyết và tiến hành gia công thực nghiệm trên máy uốn 3 trục (Hình
1.11) do Việt Nam chế tạo để xác định lực uốn, chuyển vị, ứng suất trong quá trình gia
công biến dạng.[25]
Hình 1.11. Ống thép nguyên được gia công trên máy uốn 3 trục
Kết luận của nghiên cứu:
1. Khi tăng áp lực vượt qua giới hạn đàn hồi nhưng vẫn ở dưới thềm giới hạn
chảy thì ứng suất lớn nhất tăng rất chậm chỉ có chuyển vị tiếp tục tăng nhanh.

Luận văn thạc sĩ
Trang 17
2. Khi đạt đến cấp lực cần thiết thì không nên tiếp tục áp lực mà cần phải tính
toán thời gian cần thiết để quá trình biến dạng đạt đến chuyển vị lớn nhất. Như vậy sẽ
giảm được hiện tượng biến dạng mặt cắt ngang tại vị trí uốn.
3. Ngoài ra, thao tác của người vận hành máy uốn rất quan trọng, họ cần được
hướng dẫn chi tiết và cụ thể. Kết quả của việc chế tạo vòm phụ thuộc rất nhiều vào
trình độ tay nghề của người điều khiển điều khiển máy uốn. Vì vậy trước khi uốn đại
trà, cần phải tiến hành uốn thử nghiệm và cần theo dõi đo đạc để rút ra những kinh
nghiệm và tìm các biện pháp khắc phục.
Năm 2009, đề tài “ Tính toán mô phỏng quá trình gia công biến dạng dẻo ống
kim loại thành mỏng ” do nhóm nghiên cứu của TS.Nguyễn Tường Long cùng
KS.Nguyễn Vũ Lực tại Trường ĐHBK TP.HCM đã khảo sát các thông số D/t (đường
kính ống/ chiều dày ống), Rd/D (Bán kính uốn/ đường kính ống) ảnh hưởng quá trình
gia công biến dạng dẻo bằng phương pháp phần tử hữu hạn thông qua chương trình
ANSYS/LS-DYNA. Qua đó, tác giả phân tích ảnh hưởng của chúng đến quá trình uốn
ống hay gia công biến dạng dẻo ống kim loại có thành mỏng để có biện pháp hạn chế
và khắc phục hiện tượng hư hỏng như nhăn và biến dạng mặt cắt ngang.[26]
Kết luận của nghiên cứu:
1. Với chiều dày ống khác nhau, vật liệu khác nhau thì có thể uốn được với một
bán kính uốn cố định và các giá trị góc uốn khác nhau từ 18 – 90 độ.
2. Quá trình biến dạng dẻo ống kim loại phụ thuộc nhiều vào tỉ số D/t, Rd/D và
tính chất vật liệu.
3. Bán kính uốn nhỏ nhất cho từng loại ống có thông số hình học khác nhau và
tính chất vật liệu khác nhau thì khác nhau.
Tuy nhiên kết quả tính toán của KS.Đặng Đức Độ trên cơ sở lý thuyết và tiến
hành thực nghiệm cho chi tiết ống có đường kính D = 508 mm và chiều dày ống t = 10
mm gia công trên máy uốn 3 trục hiện chưa thấy xảy ra hiện tượng hư hỏng nào và đã
ứng dụng thành công cho dự án cầu Công Lý – Nguyễn Văn Trỗi TP.HCM. Trong khi
đó, kết quả tính toán của KS.Nguyễn Vũ Lực đã mô phỏng quá trình uốn ống để dự
đoán hiện tượng nhăn, móp ở mặt trên và ở mặt dưới áp dụng cho chi tiết ống có

Luận văn thạc sĩ
Trang 18
đường kính nhỏ và chiều dày ống thành mỏng được gia công bằng phương pháp uốn
quay.
Như vậy, từ tình hình thực tế đề tài có thể đưa ra kết luận như sau: để có thể dự
đoán hiện tượng Springback và biến dạng mặt cắt ngang của ống thép trong quá trình
gia công biến dạng ống kim loại trên máy uốn 3 trục, cũng như để giảm số lần thực
nghiệm và phế phẩm trong các sản phẩm thực nghiệm, việc phụ thuộc vào trình độ tay
nghề của người vận hành máy, tiết kiệm chi phí vật liệu, rút ngắn thời gian hoàn thành
sản phẩm như mong muốn. Mặt khác, hiện nay ở Việt Nam chưa có quy trình cụ thể
hướng dẫn quá trình gia công và chế tạo vòm ống thép rỗng nhồi bê tông sử dụng cho
công trình xây dựng cầu vòm. Trên cơ sở khoa học đó cần tính toán lại các nhân tố ảnh
hưởng đến hiện tượng Springback và biến dạng mặt cắt ngang trong quá trình gia công
biến dạng dẻo ống kim loại.
Hình 1.12. Cầu Công Lý – Nguyễn Văn Trỗi Tp.HCM
1.4 Giới thi ệu đề tài:
Trên cơ sở đó, để góp phần vào những kết quả nghiên cứu về quá trình gia công
biến dạng ống kim loại trên máy uốn 3 trục do Việt Nam sản xuất, nhằm đưa ra các
thông số ảnh hưởng đến hiện tượng Springback và biến dạng mặt cắt ngang trong quá

Luận văn thạc sĩ
Trang 19
trình gia công chế tạo vòm ống thép sử dụng cho cầu vòm đang được phát triển mạnh
ở VN. Với mong muốn không những có nhiều công trình cầu dạng vòm ở các trung
tâm đô thị trong Thành phố mà còn phát triển ở các khu đô thị của vùng đồng bằng
sông Cửu Long.
Từ nhu cầu bức xúc đó đề tài nghiên cứu các thông số ảnh hưởng trực tiếp đến
quá trình gia công biến dạng dẻo (uốn ống) nhằm đưa ra giải pháp khắc phục các hiện
tượng Springback và biến dạng mặt cắt ngang xảy ra trong quá trình uốn ống nhằm
mục tiêu nâng cao chất lượng sản phẩm, đảm bảo về kỹ thuật và giảm chi phí đầu tư
của công trình.
Để thực hiện được công việc đó, đề tài cần nghiên cứu về quá trình biến dạng của
vật liệu, qui trình gia công biến dạng dẻo, các yếu tố như bán kính uốn, góc uốn,
đường kính ống,... ảnh hưởng đến hiện tượng Springback và biến dạng mặt cắt ngang
trong quá trình gia công uốn ống. Trên cơ sở đó nội dung sẽ đề cặp đến việc “Mô
phỏng quá trình tạo hình ống thép nhồi bê tông cho cầu vòm “. Đây cũng là nội
dung chính được thực hiện trong đề tài.
1.5 Phương pháp và phương tiện nghiên cứu
1.5.1 Phương pháp nghiên cứu
- Xây dựng mô hình toán để mô phỏng quá trình biến dạng của ống kim loại (ống
được khảo sát có tỉ số D/t < 20 do đó được xem như là ống kim loại có thành
mỏng; Đường kính ống/ Chiều dày ống) bằng phương pháp phần tử hữu hạn
thông qua phần mềm ANSYS/LS-DYNA.
- Xây dựng mô hình thí nghiệm quá trình uốn ống trên máy uốn 3 trục từ mô hình
và kiểm tra kết quả thí nghiệm.
- So sánh các kết quả dự đoán hiện tượng biến dạng mặt cắt ngang bằng mô
phỏng bằng phần mềm ANSYS/LS-DYNA, phương pháp số và kết quả uốn thực
nghiệm trên mô hình máy uốn (Hình 3.10) tại Công ty TNHH Nguyễn Trình Trà
Vinh.
- So sánh các kết quả dự đoán hiện tượng biến dạng mặt cắt ngang bằng mô
phỏng bằng phần mềm ANSYS/LS-DYNA, phương pháp số và kết quả uốn thực
Luận văn thạc sĩ
Trang 20
nghiệm trên mô hình máy uốn từ nghiên cứu của nhóm Lê Thị Bích Thủy – Đặng
Đức Độ tại trường ĐHBK Tp.HCM (Hình 1.11).
- Đề tài chỉ xét trường hợp mô phỏng quá trình biến dạng dẻo của ống thép trên
mô hình máy uốn nhỏ và máy uốn lớn (không xét cho trường hợp có bê tông).
1.5.2 Công cụ nghiên cứu
- Phương tiện thu nhập tài liệu: Mạng Internet, máy tính, phòng Tính toán Cơ học
của Bộ môn Cơ Kỹ Thuật, Khoa khoa học ứng dụng, Trường ĐHBK Tp.HCM.
- Thiết bị gia công biến dạng dẻo tại Công ty TNHH Nguyễn Trình Trà Vinh.
- Phòng Kiểm Định Vật Liệu Xây Dựng, Khoa Xây Dựng, Trường ĐHBK
Tp.HCM.
- Quá trình gia công chế tạo ống thép theo nhóm nghiên cứu Lê Thị Bích Thủy –
Đặng Đức Độ tại trường ĐHBK Tp.HCM.
1.6 Đối tượng và phạm vi nghiên cứu
1.6.1 Mục tiêu và đối tượng nghiên cứu
- Mục tiêu của đề tài là nghiên cứu sự thay đổi chiều dày ống, bán kính uốn và
góc uốn trong quá trình gia công biến dạng dẻo ống thép trên máy uốn 3 trục và hiện
tượng Springback.
- Khảo sát ảnh hưởng của bán kính uốn dẫn đến hiện tượng biến dạng mặt cắt
ngang (như thay đổi độ dày thành ống, độ ôvan).
- Khảo sát ảnh hưởng của góc uốn dẫn đến hiện tượng Springback và góc
Springback trong quá trình uốn ống.
- So sánh kết quả mô phỏng ảo (sử dụng phần mềm ANSYS/LS-DYNA) và kết
quả mô phỏng thực trên máy uốn tại Công ty TNHH Nguyễn Trình Trà Vinh và trên
máy uốn được sử dụng để gia công ống cho cầu Công Lý – Tp.HCM (Hình 1.11).
1.6.2 Phạm vi nghiên cứu
Cụ thể là đề tài sẽ đi sâu vào tính toán mô phỏng quá trình gia công biến dạng
dẻo ống kim loại bằng phương pháp uốn trên 3 con lăn được thực hiện thông qua

Luận văn thạc sĩ
Trang 21
chương trình ANSYS/LS-DYNA và so sánh kết quả phân tích phần tử hữu hạn, kết
quả phân tích số và qui trình gia công để rút ra kết luận.
1.6.3 Kết quả của luận văn
- Một bài báo đăng ký trên tạp chí trong nước.
- Dự đoán hiện tượng Springback, góc Springback, biến dạng mặt cắt ngang khi
bán kính uốn và góc uốc thay đổi trong quá trình ống thực nghiệm trên máy uốn 3 trục
từ mô hình nhỏ và dự đoán trên mô hình thực tế.
- Đề xuất qui trình mô phỏng ảo và mô phỏng thực trong quá trình gia công và
chế tạo ống thép trên máy uốn 3 trục.
- Tạo tiền đề cho những nghiên cứu và ứng dụng kết cấu vòm trong lĩnh vực xây
dựng cầu.
1.7 Kết luận
Sản phẩm được tạo hình từ thép ống đóng vai trò hết sức quan trọng và có ý
nghĩa to lớn trong cuộc sống và các lĩnh vực xây dựng cầu dạng vòm. Vấn đề tạo hình
chính xác và yêu cầu về chất lượng đối với các sản phẩm thép ống đặt ra ngày càng
cao trong công trình xây dựng cầu vòm ống thép nhồi bê tông ở Việt Nam. Việc
nghiên cứu và ứng dụng tạo hình chính xác nhằm đảm bảo chất lượng cho công trình
đồng thời giảm thời gian gia công thử nghiệm và tiết kiệm rất nhiều chi phí đáng kể.
Qua phân tích một số ảnh hưởng của các thông số như bán kính uốn, góc uốn đến
quá trình gia công ống trên máy uốn 3 trục. Hiện tượng Springback và biến dạng mặt
cắt ngang trong quá trình ống uốn thường xảy ra. Vấn đề đặt ra cho đề tài dự đoán sự
thay đổi của các hiện tượng này trong quá trình gia công biến dạng dẻo.
Từ yêu cầu trên các chương tiếp theo, đề tài sẽ nghiên cứu về cơ sở lý thuyết cho
quá trình biến dạng dẻo. Tiến hành quá trình uốn thực nghiệm trên máy uốn 3 trục
dạng nhỏ và được kiểm tra biến dạng mặt cắt ngang của ống, kiểm tra đường tên. Đặc
biệt sử dụng phần mềm ANSYS/LS-DYNA tính toán mô phỏng và kiểm chứng lại
biến dạng mặt cắt ngang, đường tên bằng cách so sánh giữa quá trình gia công, kết quả
phân tích và kết quả mô phỏng.























![[]-K ĩ Thuật Sử Dụng Bất Đẳng Thức Côsi](https://img.pdfslide.tips/doc/110x75/55cf8ec9550346703b959b0b/wwwtoancapbanet-k-i-thuat-su-dung-bat-dang-thuc-cosi.jpg)




