Embed Size (px)
DESCRIPTION
Università degli Studi di Macerata Facoltà di Economia A.A. 2001/2002 Dispense ad uso esclusivo degli studenti Prof. C. Cerruti Indice: 2 3 Per comprendere l'attuale configurazione dei sistemi produttivi è necessario inquadrarli rispetto al loro percorso evolutivo storico con un approccio per paradigmi. 1.A - L’evoluzione dei paradigmi industriali 4 5 6 7
Citation preview
Università degli Studi di Macerata
Facoltà di Economia
A.A. 2001/2002
Letture del corso di“Economia e gestione delle imprese II”
Prof. C. Cerruti
Dispense ad uso esclusivo degli studenti
2
Indice:
Parte 1 .......................................................................................................................... 4La gestione della produzione......................................................................................... 4
1.A - L’evoluzione dei paradigmi industriali ............................................................. 41.B - La funzione "produzione"................................................................................. 81.C - Le scelte di progettazione del sistema produttivo............................................ 111.C.1 Le tipologie dei sistemi produttivi.................................................................. 111.C.2 La matrice prodotto/processo......................................................................... 151.C.3 Le scelte di impianto...................................................................................... 191.D - La scelta di un mutamento di capacità produttiva ........................................... 281.E - La programmazione e il controllo della produzione ........................................ 381.E.1 Programmazione della produzione e tipologia dei processi produttivi............. 381.E.2 Il Piano della domanda................................................................................... 441.E.3 Il Piano Aggregato di produzione................................................................... 481.E.4 Il Piano Principale di produzione ................................................................... 511.E.5 Il Piano Operativo di produzione.................................................................... 531.E.6 Il controllo della produzione .......................................................................... 561.F - La gestione dei progetti................................................................................... 611.G - La strategia di produzione .............................................................................. 68
Parte 2 ........................................................................................................................ 80La gestione dei materiali e gli approvvigionamenti ..................................................... 80
2.A - La logistica: evoluzione e ruolo nell'impresa .................................................. 802.B - La gestione delle scorte .................................................................................. 962.B.1 Tipologie e funzioni delle scorte .................................................................... 962.C - I metodi di gestione delle scorte ................................................................... 1002.C.1 Metodo a tempo fisso................................................................................... 1042.C.2 Metodo a quantità fissa ................................................................................ 1052.D - La pianificazione dei fabbisogni di materiali (MRP)..................................... 1082.E - Gli approvvigionamenti ................................................................................ 1162.E.1 L'evoluzione della funzione approvvionamenti............................................. 1172.E.2 Gli acquisti .................................................................................................. 1182.E.3 La gestione degli approvvigionamenti.......................................................... 1192.E.4 Il marketing d'acquisto................................................................................. 1222.F - Il rapporto con i fornitori .............................................................................. 1242.F.1 Nuovi rapporti con i fornitori ....................................................................... 1262.G - Le scelte di esternalizzazione ....................................................................... 132
Parte 3 ...................................................................................................................... 137L’impresa snella ....................................................................................................... 137
3.A - Il ridisegno dei processi e la riscoperta della gerarchia ................................. 1373.B - Le caratteristiche generali dell’impresa snella............................................... 1403.C - La qualità totale (TQM) - Total Quality Management................................... 1423.C.1 Cosa significa "qualità"................................................................................ 1423.C.2 L'approccio giapponese al miglioramento della qualità ................................ 150
3
3.C.3 La qualità nella progettazione ...................................................................... 1543.C.4 La qualità nel processo produttivo ............................................................... 1553.C.5 La qualità nell'utilizzo del prodotto.............................................................. 1623.C.6 Il caso della birreria Jos. Schlitz................................................................... 1633.D - La produzione senza scorte (JIT - Just in Time)............................................ 1663.D.1 Sistema "pull" e Kanban.............................................................................. 1703.D.2 La programmazione livellata ....................................................................... 1773.D.3 La struttura produttiva flessibile .................................................................. 188
Parte 4 ...................................................................................................................... 200Il sistema informativo aziendale................................................................................ 200
4.A - Dati e informazioni ...................................................................................... 2004.B - Il sistema informativo................................................................................... 2064.C - Il ciclo di vita del sistema informativo.......................................................... 2104.D - I sistemi informativi integrati o sistemi ERP ................................................ 216
4
Parte 1La gestione della produzione
Questo modulo di inquadramento della gestione della produzione fa riferimento ai seguenti capitoli dellibro di testo:
Dezi L., Economia e governo delle imprese, CEDAM, 2001Capitolo III– L’evoluzione dei paradigmi industriali e nuovi modelli di impresa
Capitolo VI – L’area logistico-produttiva (VI.1, VI.1.1 e VI.1.2)Le letture sono basate su brani e citazioni tratti dai seguenti lavori:
Bonel M., La produzione, contenuto in Rispoli M., L'impresa industriale, Il Mulino, 1989Grando A., Organizzazione e gestione della produzione industriale, EGEA, 1995Pivato S. e Gilardoni A., Elementi di economia e gestione delle imprese, EGEA, 2000Schmenner R.W., Produzione. Scelte strategiche e gestione operativa, Edizioni del Sole 24 Ore,1987Silvestrelli S. , L'impianto, contenuto in Rispoli M., L'impresa industriale, Il Mulino 1989
1.A - L’evoluzione dei paradigmi industriali
Per comprendere l'attuale configurazione dei sistemi produttivi è necessario inquadrarlirispetto al loro percorso evolutivo storico con un approccio per paradigmi."Il termine “paradigma” si riferisce alla ricerca di modelli, orientamenti di riferimento.Interessante è la definizione di paradigma di T.S. Kuhn secondo il quale un “paradigma” è un“modello o schema accettato, caratterizzato da una costellazione di conclusioni – concetti,valori, tecniche – condivise da una comunità scientifica e utilizzate dalla comunità stessa perdefinire problemi e soluzioni lecite”. I paradigmi servono, secondo Kuhn, a sviluppare la“scienza normale” nell’ambito della quale la letteratura si concentra principalmente sulladeterminazione dei fatti rilevanti per la scienza normale, sull’articolazione della teoria e sulconfronto dei fatti con la teoria; da questa attività di confronto può scaturire una “scopertascientifica”. La scoperta scientifica comincia con la presa di coscienza di un’anomalia, ossia lanatura ha in un certo senso violato le aspettative suscitate dal paradigma che regola la scienzanormale. A partire dall’osservazione continua si cerca, in prima istanza, di riarticolare ilparadigma e quando ciò non è possibile si innesca una crisi dalla quale scaturirà un nuovoparadigma. …Riteniamo opportuno ricordare, infine, anche la posizione di E. Bartezzaghi il quale affermache: “Limitandosi a una prospettiva strettamente aziendale, la comprensione dell’evoluzione deimodelli di produzione richiede di operare a diversi livelli di astrazione. Possiamo distingueretra: modelli operativi che, a livello dettagliato, sono il risultato delle strategie deliberate e dellescelte di una singola impresa, in relazione al proprio contesto; modelli contingenti chedefiniscono le soluzioni e le pratiche ottimali valide non solo per una specifica impresa, ma inmodo più ampio per una classe di imprese: ad esempio, modelli che si affermano per undeterminato settore, o per uno specifico contesto geo-economico e per determinate dimensionid’impresa; paradigmi che, a un livello più generale, si basano sulla identificazione di uninsieme coerente di principi e criteri generali che accomunano diversi modelli ed esperienze incontesti differenti. Per paradigma si intende quindi un “metamodello”, che consiste in uncomplesso coerente di criteri e logiche interdipendenti nelle sfere dell’organizzazione, delmanagement, della motivazione e dell’impiego della tecnologia. Rispetto ad esso, un modellocontingente rappresenta un insieme di tecniche, metodi e approcci, che costituiscono unatraduzione dettagliata per un dato contesto (o per una specifica impresa nel caso di un modellooperativo) di criteri e principi più generali”.…
5
Lo studio per paradigmi dell'evoluzione del sistema capitalistico ruota attorno a tre concettiaccomunati, a livello terminologico, dalla parola “fordismo”. La storia del sistema industriale,in altre parole, si dipana sui tre paradigmi qui di seguito elencati:
- pre-fordismo: “l’antico” sistema;- fordismo: il sistema in declino;- post-fordismo: il sistema nascente.
Nei secoli, infatti, l’impresa si è manifestata e sviluppata in varie forme.
Il periodo pre-fordista: l’impresa manifatturieraIl paradigma pre-fordista equivale alla prima e più semplice forma di organizzazione dellaproduzione, vale a dire al modello dell’impresa artigiana. Volendo collocare tale fenomeno inun orizzonte temporale, possiamo affermare che ci troviamo nel periodo del primo capitalismo,normalmente definito mercantile, situato tra il declino del sistema feudale e l’avvento dellaprima rivoluzione industriale. … Dapprima è il mercante-capitalista a fornire all’artigiano lematerie prime e a commissionargli, dietro pagamento, la trasformazione di queste in prodottifiniti. In una fase successiva, invece, il mercante-capitalista acquista anche la proprietà deglistrumenti e spesso della bottega e assume lavoranti in proprio. Il lavoratore non vende più unprodotto finito al mercante, bensì la sua capacità lavorativa. L'industria tessile è una delle primeincarnazioni del nuovo modo di produrre.... Alcuni situano l’inizio del paradigma in questione proprio in questa fase storica, ossia nelmomento della nascita del cosiddetto “modello inglese”, inteso come il modello di impresa e dicapitalismo industriale che si afferma con la rivoluzione industriale in Gran Bretagna. In questomomento storico l’industrializzazione riguarda esclusivamente questo Paese e la tecnologia èabbastanza semplice da essere incorporata in una macchina, il cui valore è abbastanza contenutoda poter essere finanziato da singoli imprenditori. … Il modello d’impresa tipico di questaprima fase dello sviluppo industriale è caratterizzato da un’elevata semplicità. La strutturaorganizzativa è ridotta ai minimi termini ed è praticamente impossibile parlare di funzioniaziendali giacché è lo stesso imprenditore ad avere il controllo di tutta, o quasi, l’impresa (al piùsi serve di pochi collaboratori). Da un punto di vista tecnologico, l'elemento dominante èl’incorporazione della tecnologia moderna in macchine “isolate”, ossia disgiunte fisicamente espazialmente tra loro, tali da poter essere considerate unità separate di capitale. Si tratta, come sivede, di un modello elementare di impresa, centrata sulla connessione macchina-imprenditore-mercato. …
Il periodo fordista: la produzione di massaLe condizioni osservabili durante il periodo pre-fordista cessano di esistere dal momento in cuisi affermano le tecniche di produzione ispirate da Taylor e Ford, ossia dal momento in cui vienein essere l’impresa moderna.Motore principale ed elemento cardine del nuovo paradigma può a tutti gli effetti essereconsiderato il progresso tecnico. Grazie all’uso di una fonte decentrabile di energia (l’energiaelettrica in luogo del vapore), le macchine isolate della prima fase della meccanizzazione sitrasformano in sistemi di macchine molto articolati e differenziati. La possibilità di organizzareil ciclo produttivo su una pluralità di macchine, poste in collegamento tra loro, permette disviluppare in grande il processo di parcellizzazione delle operazioni, assegnando alle singolemacchine operazioni elementari sempre più semplici e astratte.Elemento dominante diviene il principio di standardizzazione attraverso il quale, nellaripetitività delle azioni, si facilita il processo di produzione il quale diviene notevolmente piùsemplice, regolare e veloce. La produzione segue fasi omogenee di lavorazione che se da un latorichiedono un impegno o una preparazione specifica del lavoratore sempre minori, dall’altrospingono invece verso un utilizzo maggiore delle macchine e verso nuovi investimenti. Si parla,infatti, di produzione capital – intensive, in contrapposizione al metodo artigianale che, inquanto ad alta intensità di lavoro, risulta invece definibile labour – intensive.
6
Tutto ciò ha significato, innanzitutto, l’affermarsi dell’impresa di grandissime dimensioni e,conseguentemente, la nascita e l’affermazione di modelli produttivi imperniati sulla capacità diorganizzazione, di pianificazione, di coordinamento, secondo un approccio razionalistico,basato sul modello militare di tipo gerarchico, che ha reso possibile la guida di grandi unitàproduttive in termini efficienti.Con il paradigma fordista si entra nella fase del cosiddetto “capitalismo organizzato”, il quale,affermatosi nel corso di un cinquantennio (dai primi decenni del secolo fino agli inizi degli annisettanta), ha rappresentato non solo un modo di produzione, ma anche un modello diregolazione sociale che ha saputo saldare in un circuito virtuoso produzione e consumo dimassa, sino a consentire per decenni tassi di crescita sostenuti e persistenti in tutti i paesiindustrializzati.E’ facilmente intuibile, allora, che il modello d’impresa cui si richiama il paradigma fordista èquello della large corporation, in altre parole della grande fabbrica, delle catene di montaggio edel sistema di produzione di massa. Questo modo di organizzare la produzione presuppone lapresenza di un ambiente piuttosto semplice e, soprattutto, stabile e quindi prevedibile, data larigidità dei cicli produttivi e l’elevata ampiezza dei volumi di produzione. …La rigidità della fabbrica tayloristica, tendenzialmente autosufficiente, corrisponde alla strutturadi un sistema in cui la conoscenza è centralizzata ed irreversibile. Centralizzata perché tutte leinformazioni sono trasferite ad una élite tecnocratica che, dal centro, ha il compito di progettaree gestire l’interdipendenza tra le molte persone e i molti reparti costituenti l’impresa, nonché lerelazioni con l’ambiente. Irreversibile perché gli investimenti in conoscenza spingono versocomportamenti inerziali, tendenti a proseguire le traiettorie inizialmente intraprese.In questo contesto, l’impresa cessa di identificarsi con un soggetto (imprenditore-persona ocapitale finanziario) e diventa “sistema”. Ciò avviene in un duplice senso: da un lato, il dominiodella soggettività dell'imprenditore viene stemperato in un reticolo di condizionamenti e diinfluenze portate da altre soggettività (stakeholders); dall’altro lato, l’organizzazione deirapporti interni ed esterni diviene più complessa e tale da rientrare, appunto, in una logicasistemica. Ed è soprattutto a causa dei costi fissi dettati dalle esigenze d’informazione che ilparadigma fordista presenta una tendenza di fondo verso le economie di scala e più ancora versopercorsi di rapida crescita e concentrazione.Ecco, allora, che viene enfatizzata, anche dalla dottrina dell’epoca, la valenza del processo diinternalizzazione, descritto dal modello di integrazione verticale della grande impresa americanadegli anni Cinquanta e Sessanta. Sulla base del presupposto che una maggiore dimensioneaziendale potesse consentire il conseguimento di maggiori economie di scala grazie a più elevatilivelli di efficienza organizzativa, l’integrazione verticale era ritenuta sinonimo di vantaggiocompetitivo. Inoltre, il processo economico svolto nell’ambito dell’azienda era tutto il ciclo chedalla ricerca e sviluppo portava alla vendita sul mercato dei prodotti, le cui caratteristichequalitative e quantitative erano determinate dai vincoli e dalle opportunità delle economie discala.
La crisi del fordismo e il post-fordismoLa questione del superamento del modello fordista si è posta con forza agli studiosi ed aglioperatori a partire dai primi anni '80, in relazione a due rilevanti tipologie di eventi:- da un lato, il succedersi di una serie di shocks che hanno investito le economie capitalistiche
a partire dalla crisi petrolifera del 1973 …;- dall’altro lato, la crisi della grande impresa, principale soggetto economico del fordismo. La
superiorità della grande corporation manageriale a struttura monocentrica e monoliticaveniva posta in dubbio a causa di fenomeni negativi legati all’eccessiva burocratizzazione,al moltiplicarsi dei livelli gerarchici e degli organi, alla lentezza del processo decisionale.Inoltre, i costi di organizzazione e le rigidità burocratiche della gerarchia organizzata spessofavorivano l’insorgere di oneri – per la comunicazione interna e per la risoluzione di
7
conflitti – di entità superiore rispetto a quelli che si sarebbe stati costretti a sopportareladdove si fosse deciso di seguire la via del modello decentrato esterno.
Altre tendenze ambientali ed aziendali che influirono sull’assetto imprenditoriale furono lefortissime variazioni della domanda, sia in termini di nuovi prodotti, che di nuove prestazioni; ilciclo di vita dei prodotti si era notevolmente accorciato; le tecnologie flessibili sembravanoridurre i costi sui piccoli lotti, avvicinando, in tal modo, le produzioni di massa a quelle sucommessa.Di fronte a questo incremento di varietà, di dinamismo, “come possono le burocrazie dellegrandi aziende fordiste tenere dietro al continuo cambiamento di prodotti e processi che nasconoe muoiono nel giro di poche settimane?”. L’idea di controllare tutto è perdente perché i tempi direazione sono troppo lenti. Le organizzazioni fordiste sono troppo burocratizzate per gestire inmodo adeguato situazioni in cui crescono varietà e variabilità. …E’ da questo momento che si comincia ad attraversare la soglia del cosiddetto capitalismoevolutivo ovvero ad entrare nel contesto che viene definito post-fordista. Il superamento delfordismo è un’affermazione che non può essere fatta con leggerezza. Si tratta, infatti, didecretare la fine o l’irreversibile trasformazione di un modello cui si deve ascrivere una faseeccezionale di sviluppo delle economie di mercato nella storia del capitalismo. E si tratta,conseguentemente, di definire quale altro modello si stia affacciando e con quali prospettive disviluppo. In buona sostanza, e tenendo conto che il fordismo ha rappresentato in primis unmodello di regolazione sociale, la questione non può essere posta nei semplici termini di unastratto antagonismo tra modi di produzione, ma piuttosto come problema di identificazione diquale propellente possa nel futuro assicurare la crescita economica e sociale.A ben vedere, è la stessa ipotesi di partenza – la fine della produzione di massa – a non trovareun accoglimento generalizzato e a suscitare quindi interpretazioni non univoche. In altri termini,se c’è accordo tra gli studiosi sul fatto che le tecniche di produzione e le forme organizzativehanno in molti casi perso la rigidità che le ha caratterizzate durante l’epoca fordista, restatuttavia aperto l’interrogativo di fondo se si tratti di un proliferare di singole trasformazioni chesviluppano e completano il paradigma della produzione di massa (il quale, dunque, nonscomparirebbe) o, invece, di una transizione verso un altro paradigma, definito dalla logicad’insieme di molti micro-cambiamenti che, sommati tra loro, possono prefigurare un nuovomodello di produzione e di organizzazione.La risposta a tale interrogativo non è per nulla univoca.L'ipotesi più valida o comunque più confacente alla realtà attuale sembra essere quella dellatransizione verso un altro sistema produttivo, quella che vede nel cambiamento in corso unanetta correzione di rotta rispetto ai principi della produzione di massa. In buona sostanza, dopoun’epoca storica in cui ha prevalso il mercato (primo capitalismo) e una seconda in cui inveceha prevalso la gerarchia (produzione di massa, modello fordista) ci si incamminerebbe verso unasintesi in cui l’organizzazione rifugge dalle asprezze delle due forme estreme e sceglie invece dimuoversi nella vasta area intermedia, cercando di combinare i vantaggi del mercato con quellidella gerarchia. Il fiorire delle cooperazioni e delle reti, come pure il decentramento e ladeverticalizzazione delle grandi organizzazioni, rappresenterebbero – sempre secondo questaipotesi – la manifestazione di una situazione in cui le imprese praticano la quasi-gerarchia(proiezione esterna dell'impresa nei sistemi di fornitura e nella distribuzione) o il quasi-mercato(autonomia delle diverse business units).L’individuazione dei tratti essenziali del nuovo paradigma è un’operazione assai difficile edincerta. Siamo infatti in presenza di una rivoluzione ancora in corso e come tale, dunque,difficile da imbrigliare in una qualsivoglia semplificazione o definizione esaustiva. (Dezi,2001 –pp. 82-97).
8
1.B - La funzione "produzione"
"La produzione riguarda lo svolgimento di attività di acquisizione, combinazione etrasformazione di input (fattori produttivi, beni, servizi), con la finalità di ottenere output (chepossono essere a loro volta fattori produttivi, beni, servizi), da destinare al consumo finale o dautilizzare quali input di altre produzioni. Sebbene la produzione sia un tratto comune a tipologiediverse di aziende, si riferisce comunemente tale termine ad attività nelle quali prevale latrasformazione fisica degli input, tipica delle aziende industriali. …Non è facile stabilire con precisione quali responsabilità e competenze si debbano comprenderenell’ambito della funzione di produzione. Attività che in una certa azienda sono poste sotto ilcontrollo del direttore di produzione, in un’altra possono essere collocate in funzioni differenti;oppure, a volte si enucleano dalla produzione sottofunzioni, come la progettazione, e le sidotano di responsabilità relativamente autonome. A fini didattici, identificheremo l’area dellagestione della produzione con il sistema delle funzioni tecniche, sui cui confini concorda lamaggioranza degli studi di management.Le funzioni tecniche comprendono: responsabilità e competenze di progettazione e di gestionedel sistema produttivo quanto a processi, tempi e metodi, impianti, manutenzione, gestionemateriali, qualità.
[Progettazione] si tratta di definire le caratteristiche strutturali e impiantistiche mediante sceltedi investimento (leve hardware); tali scelte sono difficilmente reversibili in quanto richiedonoun elevato anticipo decisionale e producono effetti vincolanti nel medio-lungo termine. Lescelte di investimento riguardano:
• la definizione della tecnologia;
• gli impianti;
• il processo produttivo;
• l’ubicazione delle unità produttive;
• il frazionamento della potenzialità produttiva;
• il grado di integrazione verticale;
• il lay-out [la disposizione planimetrica di aree, macchinari e attrezzature nella fabbrica];
• il grado di automazione.
[Gestione] si tratta di soluzioni organizzative, tecniche e metodologie di gestione, vincolate daprecedenti scelte hardware, ma suscettibili di più ampie possibilità di modifica nel breve-mediotermine. Le scelte di gestione si identificano con:
• la programmazione e controllo della produzione;
• la gestione dei flussi di materiali.
Le decisioni appena citate sono raramente appannaggio esclusivo della produzione, macoinvolgono in misura più o meno consistente altre funzioni aziendali. Le scelte dipredisposizione del sistema produttivo hanno rilevanti risvolti di natura economico-finaniariaconnessi alle valutazioni di investimento, richiedono l'apporto della funzione ricerca e sviluppoper la valutazione delle alternative tecnologiche, quello della funzione sviluppo eindustrializzazione per la messa a punto dei processi produttivi, quello degliapprovvigionamenti per l'individuazione di nuovi materiali e fornitori. Similmente, le decisionidi gestione del sistema produttivo necessitano dell'interazione costante tra marketing, areacommerciale, produzione, approvvigionamenti e personale affinché sia possibile realizzare le

9
attività operative nel rispetto dei programmi definiti e delle esigenze del mercato." (Pivato eGilardoni, 2000 – pp. 215-217)
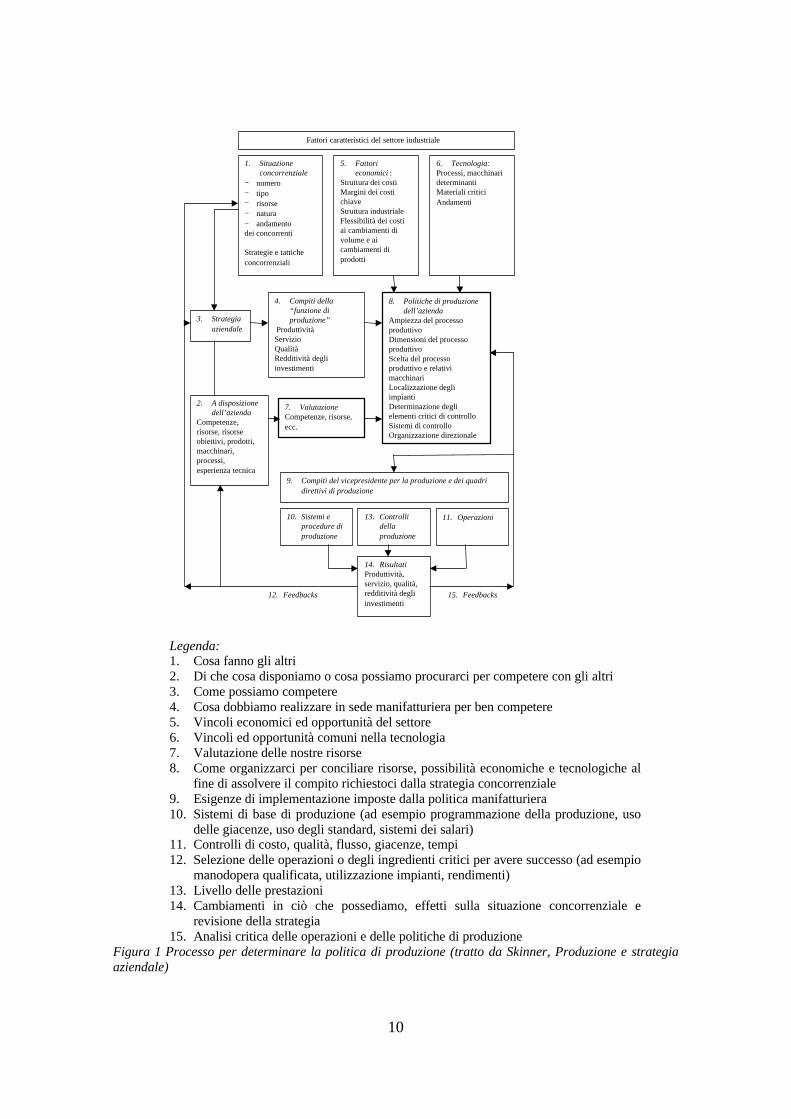
Prima di analizzare più nel dettaglio le diverse responsabilità della funzione di produzione èimportante - come ricorda Silvestrelli - ricollegarci alle scelte strategiche perché "essendo ilsistema produttivo un sub-sistema del più vasto sistema aziendale, risulta errata e fuorviante laconcezione (che purtroppo hanno ancora molti imprenditori e dirigenti aziendali); secondo laquale la struttura produttiva dovrebbe essere soprattutto «efficiente». E' invece importante, alfine di conseguire gli obiettivi aziendali, che chi governa l'impresa si renda conto dellaopportunità di impegnarsi personalmente nella formulazione della politica di produzione e dinon considerare di secondaria importanza l'attività produttiva, delegando completamente ledecisioni ad essa attinenti ai tecnici.E' importante altresì sottolineare che la politica di produzione deriva dalla strategia globaledell'impresa e che il procedimento amministrativo con cui si determina tale politica rappresentalo strumento operativo, mediante il quale i responsabili della gestione aziendale possonodirigere e controllare realmente l'attività di produzione. L'adozione di questo processo puòrendere più efficiente la gestione della produzione, migliorando i rapporti organizzativi (equindi le direttive, le comunicazioni e le informazioni) tra i massimi dirigenti aziendali e iresponsabili della funzione produttiva.Per quanto concerne il rapporto tra strategia aziendale e politica di produzione è statoacutamente suggerito un semplice ma importante processo decisionale che viene illustrato nellaFigura 1 e si articola in 15 fasi." (Silvestrelli, 1989, pp. 394-396)
10
Legenda:1. Cosa fanno gli altri2. Di che cosa disponiamo o cosa possiamo procurarci per competere con gli altri3. Come possiamo competere4. Cosa dobbiamo realizzare in sede manifatturiera per ben competere5. Vincoli economici ed opportunità del settore6. Vincoli ed opportunità comuni nella tecnologia7. Valutazione delle nostre risorse8. Come organizzarci per conciliare risorse, possibilità economiche e tecnologiche al
fine di assolvere il compito richiestoci dalla strategia concorrenziale9. Esigenze di implementazione imposte dalla politica manifatturiera10. Sistemi di base di produzione (ad esempio programmazione della produzione, uso
delle giacenze, uso degli standard, sistemi dei salari)11. Controlli di costo, qualità, flusso, giacenze, tempi12. Selezione delle operazioni o degli ingredienti critici per avere successo (ad esempio
manodopera qualificata, utilizzazione impianti, rendimenti)13. Livello delle prestazioni14. Cambiamenti in ciò che possediamo, effetti sulla situazione concorrenziale e
revisione della strategia15. Analisi critica delle operazioni e delle politiche di produzione
Figura 1 Processo per determinare la politica di produzione (tratto da Skinner, Produzione e strategiaaziendale)
1. Situazioneconcorrenziale
− numero− tipo− risorse− natura− andamentodei concorrenti
Strategie e tatticheconcorrenziali
5. Fattorieconomici :
Struttura dei costiMargini dei costichiaveStruttura industrialeFlessibilità dei costiai cambiamenti divolume e aicambiamenti diprodotti
6. Tecnologia:Processi, macchinarideterminantiMateriali criticiAndamenti
Fattori caratteristici del settore industriale
3. Strategiaaziendale
4. Compiti della“funzione diproduzione”
ProduttivitàServizioQualitàRedditività degliinvestimenti
8. Politiche di produzionedell’azienda
Ampiezza del processoproduttivoDimensioni del processoproduttivoScelta del processoproduttivo e relativimacchinariLocalizzazione degliimpiantiDeterminazione deglielementi critici di controlloSistemi di controlloOrganizzazione direzionale
2. A disposizionedell’azienda
Competenze,risorse, risorseobiettivi, prodotti,macchinari,processi,esperienza tecnica
7. ValutazioneCompetenze, risorse,ecc.
9. Compiti del vicepresidente per la produzione e dei quadridirettivi di produzione
10. Sistemi eprocedure diproduzione
13. Controllidellaproduzione
11. Operazioni
14. RisultatiProduttività,servizio, qualità,redditività degliinvestimenti
12. Feedbacks 15. Feedbacks
11
1.C - Le scelte di progettazione del sistema produttivo
"La progettazione dei sistemi produttivi è fortemente condizionata dalle caratteristiche dei beniche l'impresa deve realizzare e dei processi adottati per trasformare le risorse nei prodottidesiderati. La definizione delle soluzioni per coniugare aspetti tecnici ed esigenze del mercato sibasa sulla corretta identificazione dei sub-obiettivi strategici del sistema produttivo, nel rispettodegli obiettivi strategici complessivi dell'impresa. La bontà delle scelte operate in sede prima diprogettazione e, successivamente, di gestione del sistema produttivo dipende, infatti, dallacoerenza d'insieme e dalla conformità alle priorità strategiche individuate dal vertice aziendale. Iprincipali obiettivi, o compiti critici, di un sistema produttivo possono essere ravvisati neiseguenti elementi:• costi di produzione: riflettono la produttività e l'efficienza delle combinazioni di fattori
produttivi; sono da valutare rispetto ai concorrenti; dipendono da quantità e tipo di fattoriimpiegati, dalle modalità organizzative e dalle tecnologie;
• grado di elasticità: è la capacità del sistema produttivo di fronteggiare la variabilità dei volumiproduttivi senza forti penalizzazioni nei costi di produzione;
• grado di flessibilità: è la capacità del sistema produttivo di fronteggiare rapidamente, concontenute variazioni dei costi di produzione il riassorbimento della gamma di prodottiesistenti, il rinnovo della gamma di prodotti offerti e la modificazione delle sequenzeproduttive individuate dal piano di produzione. Il grado di flessibilità esprime, quindi, lacapacità del sistema produttivo di far fronte a richieste di varietà e di variabilità perproduzioni note e nuove;
• grado di qualità: è la capacità di realizzare beni conformi alle specifiche definite in sede diprogettazione;
• grado di tempestività delle consegne: attiene alla rapidità con cui il sistema produttivo puòsoddisfare le richieste dei clienti;
• grado di affidabilità delle consegne: cioè la regolarità del sistema produttivo nel soddisfare lerichieste dei clienti, dato un certo grado medio di tempestività.
La progettazione dei sistemi produttivi è chiamata a risolvere in modo coerente leincompatibilità che facilmente si generano tra gli elementi citati. Le esigenze competitivedeterminano gli obiettivi strategici e, in misura più o meno marcata, le caratteristiche dei beni darealizzare; queste ultime, a loro volta, vincolano in misura più o meno intensa le caratteristichedei processi produttivi. In ogni caso, le prestazioni aziendali rispetto agli elementi criticidovranno essere in armonia con la strategia complessiva (ad esempio, rispetto alla scelta dicompetere sul prezzo o sulla qualità). Scelte progettuali coerenti determinano risposte produttiveadeguate alle istanze competitive, ovvero performance e comportamenti fisiologici; viceversa,scelte incoerenti generano situazioni patologiche che si palesano in sintomi di malessere delsistema produttivo, ovvero di inadeguatezza delle prestazioni. Al fine di assumere corrette sceltedi investimento, occorre comunque avere chiare le alternative progettuali di base, che si possonodefinire in termini di tipologie dei sistemi produttivi.
1.C.1 Le tipologie dei sistemi produttiviSi è soliti fare riferimento a schemi di classificazione che collegano le tipologie dei sistemiproduttivi agli obiettivi strategici che essi si prestano a conseguire, in virtù delle caratteristicheassunte da elementi quali:• il grado di semplicità o complicanza della struttura del prodotto;• la varietà e la numerosità dei prodotti realizzati;• la modalità di manifestazione della domanda da soddisfare;• il grado di standardizzazione e la consistenza del volume di produzione collocato sul mercato;• il processo di realizzazione adottato in relazione alle caratteristiche intrinseche del prodotto;• il grado di specializzazione o rigidità rispetto al grado di genericità o flessibilità delle
componenti strutturali del sistema produttivo.
12
In sintesi, le tipologie di sistemi produttivi emergenti dai vari criteri di classificazione propostiin letteratura possono essere ricondotte a quattro fattispecie significative:• produzioni job-shop;• produzioni a lotti;• produzioni in linea;• produzioni di processo o processi continui.Tali fattispecie si differenziano per quanto attiene alle logiche di progettazione che incorporano,alle priorità dei sub-obiettivi strategici assegnati al sistema produttivo, al ricorso a date levehardware e software.
Produzioni job-shopLe produzioni job-shop operano in genere su commessa, ossia realizzano esemplari unici(commessa singola) o un numero limitato di unità (commessa ripetitiva) conformi a specificheconcordate con il cliente. L'elevato grado di personalizzazione del prodotto secondo le richiestedel cliente e i volumi produttivi contenuti fanno sì che la gamma realizzata sia caratterizzata dagradi varietà e variabilità piuttosto marcati. La produzione di macchinari speciali, diapparecchiature o componenti eseguiti su disegno, la realizzazione di mobili o abiti su misura necostituiscono tipici esempi, come peraltro le opere di ingegneria civile o di cantieristica navale.L'acquisizione dell'ordine è generalmente preceduta dalla formulazione di un'offerta di prezzo alcliente: a tal fine gli enti preposti alla progettazione effettuano verifiche di fattibilità tecnica,corredate dalla stesura di un preventivo in base a stime di costo a partire da standard produttivi erilevazioni consuntivate dalla contabilità industriale nella realizzazione di prodotti simili.L'esigenza di personalizzare il prodotto rende necessario, a fronte di ogni nuovo ordineacquisito, rielaborare totalmente o parzialmente il progetto e predisporre i dati tecnici relativi amateriali, attrezzature e al ciclo di lavorazione.Nelle produzioni su commessa la realizzazione delle attività produttive, compresi in partel'acquisto dei materiali e la progettazione, avviene dopo l'acquisizione dell'ordine dal cliente. Lavarietà delle caratteristiche del prodotto rende difficoltoso predeterminare la sequenza delleoperazioni richieste dal ciclo di lavorazione. Ciò spinge le imprese di tipo job-shop a dotarsi dimacchinari e attrezzature con capacità generiche, idonei a effettuare un ampio spettro dilavorazioni. Simili caratteristiche sono chieste anche alla forza lavoro, in termini di polivalenzae di disponibilità a mantenere un certo grado di elasticità degli orari di lavoro. Agli addetti sonoanche richieste abilità e competenze specifiche, acquisite con l'esperienza o attraverso interventidi formazione sul posto di lavoro.I materiali impiegati, se specifici, vengono acquistati dopo l'ordine, con un investimento inscorte di materie prime componenti conseguentemente contenuto. Sono anche pressoché assentile scorte di prodotto finito. Al contrario, le scorte di semi lavorati (o work in process) costituitedai materiali che si trovano in lavorazione ai diversi stadi del ciclo di trasformazione, sonopiuttosto consistenti e oggetto di attenzione e contenimento da parte del management.Il lay-out è in genere organizzato per reparti, all'interno dei quali i macchinari vengonoaggregati secondo criteri di omogeneità delle lavorazioni realizzabili. Ogni unità di lavoro(ordine di lavorazione o commessa, composto da uno o più pezzi che procedono insieme)richiede l'esecuzione di una serie di operazioni da parte di un gruppo di centri di lavoro(macchine, stazioni di lavoro, operatori) in una sequenza definita dal ciclo di lavorazione.L'organizzazione per reparti facilita l'intercambiabilità e lo scambio di competenze tra operatori,la supervisione di più macchine da parte di un solo operatore e il controllo delle lavorazioni daparte dei responsabili di reparto. Tuttavia, i flussi generati dall'avanzamento dei materiali e dellelavorazioni sono molto articolati, poiché si generano interferenze tra i cicli produttivi delle variecommesse in essere. Ciò comporta una notevole complessità gestionale e difficoltà diprogrammazione nell'utilizzo delle risorse.Nella determinazione della capacità produttiva di un job-shop occorre partiredall'identificazione della potenzialità produttiva di ogni centro di lavoro. Tale misurazione può
13
risultare difficile causa della continua variabilità dei prodotti lavorati. Infatti, la capacitàproduttiva disponibile è influenzata dalle caratteristiche del mix delle commesse in essere edalle condizioni operative dei centri di lavoro. Ad esempio, dalla dimensione dei lotti diproduzione dipende il numero di ore indisponibili a causa di riattrezzaggi per cambi diproduzione; la complessità dei pezzi da lavorare influenza l'articolazione dei cicli di lavoro; ilnumero e le caratteristiche delle commesse in essere possono generare colli di bottiglia variabili,attese delle lavorazioni e accumuli di materiali ai diversi centri di lavoro.Le produzioni job-shop necessitano di una elevata capacità di presidio del flusso informativo,elemento determinante per il coordinamento dei flussi produttivi e per il controllo dello stato diavanzamento delle lavorazioni. Il flusso informativo costituisce, infatti, un elemento nevralgicodel sistema produttivo; esso è caratterizzato nelle produzioni job-shop da un'elevataformalizzazione dei compiti di alimentazione del sistema e da una rigida predisposizione deisupporti informativi che accompagnano ogni commessa dalla formulazione dell'offerta allaconsuntivazione.In sintesi, le realtà produttive job-shop sono generalmente caratterizzate da elevati gradi diflessibilità ed elasticità produttiva, fabbisogni di investimento ridotti e coefficienti diproduttività contenuti, elementi coerenti con l'esigenza di realizzare bassi volumi di un prodottovario e variabile. I maggiori tempi di consegna sono, entro certi limiti, accordati dal mercato afronte delle capacità di personalizzazione delle prestazioni del prodotto alle specifiche esigenzeespresse dal cliente nel rispetto della data di consegna pattuita (affidabilità della consegna).
Produzioni a lottiLe produzioni consistono nella realizzazione di prodotti caratterizzati da una elevata varietà e dauna variabilità piuttosto contenuta, in quantitativi (lotti) non necessariamente legati alfabbisogno immediato. Troviamo tali tipi di produzione, ad esempio, nei settori calzaturiero,mobiliero, meccanico, dell'abbigliamento, ecc. La gamma produttiva, piuttosto differenziata,risulta nota e definita per l'azienda in anticipo rispetto al momento di acquisizione dell'ordine,dal quale risultano svincolate le attività di progettazione e di definizione dei cicli di lavoro, delleattrezzature e dei materiali. Tali attività sono peraltro parte del processo di sviluppo e diindustrializzazione di nuovi prodotti, realizzati secondo le esigenze di rinnovamento dettate dalmercato e dalla concorrenza.In questa tipologia di sistema produttivo, la produzione può avvenire su ordine acquisito o suprevisione della domanda, a seconda che il tempo di risposta accordato dal mercato siacompatibile o meno con il tempo necessario alla realizzazione delle attività produttive. Nelprimo caso, si configura la fattispecie delle aziende che operano per commesse ripetitive acatalogo, realizzando di volta in volta i volumi produttivi corrispondenti alle quantità richiesteda singoli ordini di prodotti a catalogo. Nel secondo caso, si assiste alle tipiche produzioniintermittenti, lanciate sulla base di previsioni di domanda per quantitativi superiori alfabbisogno immediato, che alimentano scorte di prodotti finiti destinate a essere utilizzate inseguito. In questo modo ci si assicura un assortimento del magazzino prodotti finiti che consentadi soddisfare le richieste del mercato quando i centri produttivi sono impegnati nellarealizzazione di altre tipologie di prodotto.Le produzioni per lotti implicano l'adozione di cicli produttivi di varietà ampia, seppure entrolimiti definiti a priori, e criteri di alternanza dettati dall'entità dei fabbisogni previsti e dallecaratteristiche dei centri di lavorazione (in particolare dalle attività di attrezzaggio richieste per icambi di produzione).Il lay-out è organizzato per reparti, nei quali tutti i pezzi costituenti il lotto transitano insieme daciascun centro di lavoro secondo la sequenza assegnata dal ciclo. A differenza delle produzionisu specifica del cliente, si delinea in genere un flusso produttivo stabile, anche se suscettibile divarianti in base alle lavorazioni richieste dai vari prodotti. Laddove si possano individuarefamiglie di prodotto con cicli di lavorazione abbastanza omogenei, può essere convenientericorrere ad una organizzazione per cellule (group technology): in tal caso le macchine sonoadibite alla realizzazione delle lavorazioni richieste dall'intera famiglia di pezzi. Il vantaggio di
14
questa soluzione rispetto alla precedente risiede principalmente nella riduzione dell'intreccio edelle interferenze tra i flussi produttivi; lo svantaggio consiste nella riduzione del grado diflessibilità dell'impianto.Le produzioni per lotti si avvalgono di macchinari e addetti la cui capacità risulta abbastanzagenerica, a meno di specificità richieste a fronte di particolari lavorazioni. L'ammontare discorte di materie prime e di prodotti finiti varia secondo le scelte di programmazione e leprevisioni di vendita e, a meno di situazioni patologiche o peculiari di alcuni settori, adesempio, marcata stagionalità della domanda e di specifiche politiche aziendali, ad esempio,promozioni commerciali, non assume valori elevati. Come nelle produzioni job-shop, risultaassai consistente l'investimento in scorte di semilavorati.Anche con riferimento alla determinazione della misura della capacità produttiva valgono leconsiderazioni esposte per la produzione job-shop. E' necessario riferirsi ad un mix produttivosignificativo nel medio-lungo termine e monitorare i fattori che generano un impatto criticosulla disponibilità produttiva: scelte di dimensionamento dei lotti di produzione, numerositàdelle varianti del ciclo produttivo generate dalla differenziazione all'interno di ciascunatipologia di prodotto, scelte di sequenzionamento e allocazione delle lavorazioni ai centri dilavoro. Permane anche la criticità di presidio del flusso informativo, a motivo dell'ampia varietàdei flussi fisici; una certa semplificazione dei flussi informativi è comunque resa possibile dallaconoscenza anticipata di molte informazioni, in particolare di quelle di natura tecnica (progetto,distinte di prodotto, cicli di lavoro, materiali, attrezzature) e degli standard produttivi. Inoltre,per le aziende che non producono su ordine acquisito, risulta essenziale la capacità di previsionedella domanda e di pianificazione dei fabbisogni di materiali e di capacità produttiva.
Produzioni in lineaLe produzioni in linea realizzano elevati volumi di prodotti con varietà e variabilità piuttostocontenute, tali da giustificare investimenti in impianti e macchinari dedicati in modo specifico asingole famiglie o tipologie di prodotto. Esempio di tali produzioni si riscontrano nell'industriaautomobilistica, elettronica e in quella degli elettrodomestici. La ridotta varietà e gli elevativolumi produttivi permettono l'adozione di soluzioni progettuali che puntano sulla ripetitività esulla omogeneità dei cicli produttivi. Nella produzione in linea si possono svolgere in modorigido e sequenziale molte fasi di lavorazione, se non, nel caso migliore tutte le fasi delprocesso. Inoltre, è tipico della produzione in linea l'alimentazione di un magazzino prodottifiniti o semilavorati, grazie al quale le dinamiche produttive vengono svincolate da quelle diacquisizione degli ordini.Il lay-out rispecchia la sequenza di lavorazioni richieste dallo specifico ciclo tecnologico di unprodotto o di una famiglia di prodotti. Si parla in proposito di lay-out in linea (o per prodotto)che, nel caso di elevati volumi di produzioni standardizzate, presenta indubbi vantaggi disemplificazione dei flussi, efficienza e contenimento dei semilavorati.Il flusso produttivo risulta ben determinato dalle caratteristiche definite in sede di progettazionee industrializzazione della linea. Nelle produzioni in linea risultano critiche proprio le scelte diprogettazione del sistema produttivo, mentre sono relativamente più semplici le decisionigestionali tipiche delle fattispecie precedenti. La definizione delle operazioni deve portare acarichi di lavoro equilibrati per tutte le stazioni di lavoro collocate lungo la linea, onde evitarestazioni sovraccariche (colli di bottiglia) o sottosature. Il bilanciamento è un presuppostonecessario per le prestazione dell'intera linea, in particolare per il ritmo produttivo, perché lavelocità di avanzamento è vincolata da quella della stazione più lenta. Quindi, la correttadeterminazione degli standard produttivi assume un ruolo critico ai fini della correttaprogettazione della linea.La misura della capacità produttiva di una linea è, diversamente che nelle produzioni job-shop ea lotti, di facile calcolo, perché risulta interamente determinata dal ritmo produttivo, dal tempodi apertura dell'impianto e dallo stato di disponibilità degli impianti (ossia dalle ore di lavorodisponibili al netto di tempo richiesti per riparazioni, manutenzioni, ecc.). I criteri diassegnazione delle operazioni alle singole stazioni di lavoro rispondono a obiettivi di
15
massimizzazione dell'efficienza e della produttività e si fondano sulla parcellizzazione spintadelle operazioni e la specializzazione dei compiti.Le caratteristiche di macchinari e attrezzature e le capacità richieste agli addetti sono diconseguenza estremamente specifiche. E' importante nelle produzioni in linea stabilire adeguatisistemi di incentivazione della forza lavoro, le cui motivazioni possono essere fortementepregiudicate dalla ripetitività dei compiti. A tale scopo, è diffusa la prassi di adottare schemi dirotazione delle mansioni (job rotation) e di arricchimento dei compiti (job enrichment). Nelleproduzioni in linea il flusso informativo è molto complesso, articolato, prevalentementeunidirezionale (dal management ai livelli operativi) e si incentra sulla programmazione dellaproduzione. Assai rilevante è anche lo scambio di flussi con i fornitori, al fine di mantenere uncostante approvvigionamento di materiali e componenti.In sintesi, e in contrapposizione alle produzioni job-shop e a lotti, le produzioni in linea siconnotano per elevati livelli di produttività e di efficienza ed ingenti investimenti produttivi dimarcata rigidità. Tali elementi sono coerenti con l'esigenza di realizzare elevati volumi diprodotti relativamente omogenei, anche se possono entrare in contrasto con esigenze dielasticità e flessibilità dettate da un ambiente competitivo instabile.
Produzioni di processoLa produzione di processo riguarda prodotti fortemente standardizzati, ottenuti in volumiingenti, la cui natura richiede la realizzazione di un ciclo di trasformazione continuo dallematerie prime al prodotto finito. Esempi classici sono dati dalla produzione dell'acciaio, deiprodotti petrolchimici, della carta, di alcuni prodotti alimentari, del cemento, delle fibre, difarmaceutici, ecc.In una produzione di processo i materiali in ingresso subiscono modificazioni fisico-chimiche aseguito delle quali è in genere impossibile identificare gli elementi che costituiscono il prodotto.La produzione per processo è quindi irreversibile; in questo senso, esso si contrappone alleproduzioni per parti, nelle quali il prodotto è il risultato dell'assemblaggio di componenti difabbricazione interna o esterna (automobili, elettrodomestici, scarpe, abiti, giocattoli, ecc.).Nelle produzioni per processo il flusso produttivo è ben delineato e la sequenza delle operazionipreviste dal ciclo di lavorazione è vincolante (ciclo tecnologico vincolato). La produzioneavviene per il magazzino, in modo indipendente dall'acquisizione degli ordini; di frequente, sirealizza per lunghi periodi di tempo lo stesso tipo di prodotto, con un'alternanza estremamentecontenuta dei cicli di lavorazione.Anche nel caso di produzioni per processo, come per quelle in linea, sono di maggior rilievo leproblematiche progettuali del sistema produttivo rispetto a quelle di carattere gestionale.Essenziali sono le scelte relative alla tecnologia e al grado di integrazione verticale: gli ingentiinvestimenti in impianti impongono infatti un'accorta valutazione delle dinamiche tecnologiche,tenendo conto del rischio di introduzione di nuove tecnologie nell'orizzonte temporale diammortamento degli impianti. La scelta del grado di integrazione verticale richiede invecel'analisi di fattori di carattere economico e tecnologico, legati alla possibilità di sfruttareeventuali economie di scala. In proposito, si osserva che nella produzione per processo, come inquella in linea, la capacità produttiva è relativamente facile da determinare.La gestione delle attività di approvvigionamento, di programmazione, di manutenzione degliimpianti hanno, nella produzione per processo, l'obiettivi prioritario di garantire la possibilità dioperare senza interruzioni dovute a mancanza di materiali, al riattrezzaggio degli impianti, aguasti, cc. La natura capital intensive delle produzioni continue si riflette anche nellecaratteristiche della forza lavoro: il rapporto tra addetti diretti (esecutori) e indiretti (assistenza,servizio, controllo) è sbilanciato a favore dei secondi, cui si richiede elevata professionalità euna conoscenza tecnica del processo specifico. Il flusso informativo è semplice e unilaterale dalmanagement ai livelli operativi." (Pivato e Gilardoni, 2000, pp. 219-225)
1.C.2 La matrice prodotto/processo
16
Per confrontare le diverse tipologie di processo produttivo in precedenza identificate cioè: jobshop, produzione a lotti, produzione in linea e produzione continua è possibile analizzare alcuniaspetti principali, cioè "le caratteristiche:a) del prodotto;b) del processo produttivo;c) dei materiali impiegati;d) del flusso informativo per la produzione;e) della manodopera impiegata e del management. …
a) Evoluzione del prodotto[Con il passaggio da job shop a produzione in linea:] decresce il numero di modelli prodotti; imodelli di produzione crescono fino al punto in cui, nel processo a flusso continuo, si realizzauna commodity rivolta a mercati di massa; decresce la personalizzazione del prodotto, mentreaumenta il grado di standardizzazione; l'introduzione di prodotti nuovi diviene meno frequente emolto costosa; la competitività si basa principalmente sul prezzo; aspetti quali performances,affidabilità e qualità sono molto importanti nella seconda e terza alternativa, mentre, via via cheil processo assume le caratteristiche di un flusso continuo le differenze qualitative tra marcheconcorrenti diventano meno significative.
b) Evoluzione del processo produttivo[Con il passaggio da job shop a produzione in linea:] il processo produttivo diventa più rigido eil ciclo è meglio definito e formalizzato; la fasi del processo sono sempre più strettamenteinterconnesse; vengono utilizzate attrezzature sempre più specializzate; aumentano i volumi,rendendo così possibile lo sfruttamento di economie di scala; cresce la dimensione e lacomplessità degli impianti; i macchinari vengono sfruttati più intensivamente; si assiste afrequenti ribilanciamenti delle linee per aumentare la capacità produttiva e la velocità di output;il lay-out di impianto è caratterizzato da linee via via più lunghe e articolate; il ritmo diproduzione è determinato in fase di progettazione degli impianti ed è regolato dalla velocitàdelle linee transfert; la capacità produttiva è quantificabile in termini fisici, monetari o in unitàdi output; gli aumenti di capacità si realizzano prevalentemente in grosse tranches, mentreperdono di importanza gli aumenti gli aumenti incrementali; i colli di bottiglia si manifestanomeno frequentemente; gli aggiustamenti parziali del processo produttivo diventano un fatto diprocedura, mentre i cambiamenti radicali diventano onerosissimi da progettare e da attuare.
c) Evoluzione dei materiali impiegati[Con il passaggio da job shop a produzione in linea:] il grado di integrazione si accresce, sia amonte che a valle; la maggior parte dei processi usa materie prime analoghe per realizzareprodotti eterogenei; approssimandosi l'effettivo lancio in produzione, aumenta la certezza circa ifabbisogni; crescono gli acquisti di materie prime e la regolarità e affidabilità di acquisti econsegne; la validità dei contratti di fornitura si allunga; grazie all'entità dei volumi e allaregolarità degli acquisti aumenta il controllo sui fornitori in termini di prezzo, affidabilità delleconsegne, specifiche di progettazione ecc.; aumenta il potere contrattuale su grossisti edistributori; si riducono le scorte di semilavorati, grazie ad accurate progettazioni di processo; siaccrescono, invece, le scorte di prodotti finiti, che vengono venduti attraverso canali didistribuzione formalizzati e spesso controllati direttamente; caso a parte è quello dei processiibridi dove esistono scorte di semilavorati tra la fase a lotti e quella in continuo; esse servonoper svincolare i due ritmi produttivi.
d) Evoluzione del flusso informativoAgli inizi non c'è una procedura formalizzata per il sistema informativo della produzione;vengono utilizzate previsioni di vendita a lungo termine e, ove possibile, gli ordini vengonocongelati anzitempo; [con il passaggio da job shop a produzione in linea:] si intensifical'integrazione tra il sistema informativo globale e quello di produzione; la programmazioneoperativa ricorre a tecniche sempre più sofisticate; occorre gestire ampi volumi di prodotti finiti;
17
il flusso informativo è unidirezionale e prevalentemente discendente (top-down); il controlloqualità fa riferimento a standard sempre più formalizzati; il livello delle scorte viene gestitoseguendo gli andamenti ciclici della domanda; poiché il processo è sempre meno flessibile, siadatta con lentezza alle oscillazioni della domanda, e la produzione deve essere accuratamentepianificata.
e) Evoluzione della manodopera e del management[Con il passaggio da job shop a produzione in linea:] le attività di staff concernenti aspetti qualimovimentazione materiali, scheduling, pianificazione della capacità, previsione delle possibilievoluzioni tecnologiche e controllo qualità divengono progressivamente più importanti rispettoalle attività operative; l'incidenza degli indiretti di stabilimento (line e staff) sulla forza lavorototale, aumenta progressivamente sia per l'accresciuta intensità di capitale caratteristicadell'attività, sia per il peso sempre maggiore che l'attività di staff va assumendo; crescel'importanza dei manager a livello di direzione centrale rispetto ai direttori di stabilimento, finoad estendersi ad alcuni aspetti operativi o alla pianificazione finanziaria; lo stabilimento vieneconsiderato più come centro di costo che come centro che come centro di profitto; ilmanagement si interessa più alle attività a lungo termine che delle scelte operative.
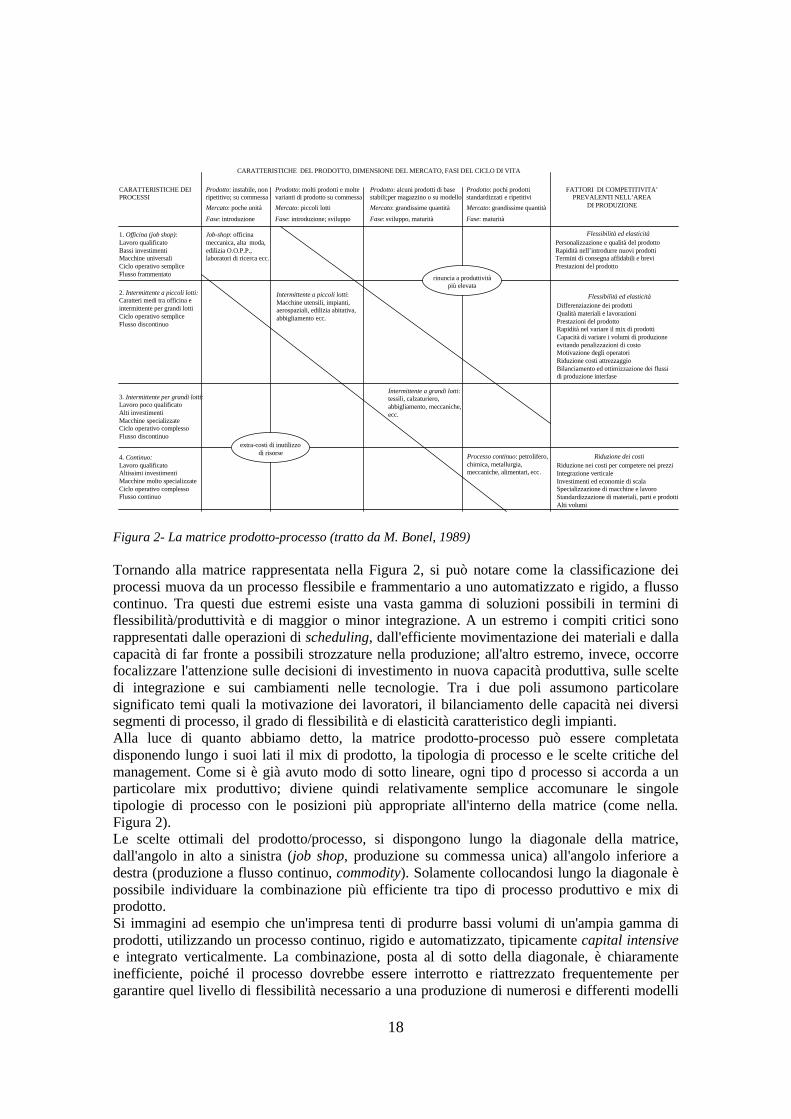
Un metodo interessante e utile per rappresentare gli aspetti comuni e le principali differenzeriscontrabili nei diversi tipi di processo identificati, è rappresentato dalla cosiddetta matrice"prodotto-processo". Sugli assi di questa matrice sono descritte rispettivamente la varietà delmix prodotto da un lato e le tipologie dei processi dall'altro (dal job shop al processo a flussocontinuo). Come evidenziato nella Figura 2, il mix di prodotti lavorati evolve da produzioniuniche su commessa (lavori artistici, artigianali o personalizzati) a produzioni standardizzate,prodotte e consumate in grandi volumi.Tra questi due estremi l'impresa si può trovare in diverse situazioni: produrre molti prodotti,ciascuno dei quali in volumi relativamente bassi, oppure può limitare la produzione a pochimodelli su elevati volumi. Ovviamente queste scelte alternative necessitano di differenticompetenze manageriali; per esempio: se da un lato il prodotto commodity deve indubbiamentecompetere sul prezzo, dall'altro per l'articolo-esemplare-unico la variabile prezzo è del tuttoirrilevante, mentre assumono importanza critica altri aspetti quali: la rispondenza allespecifiche, l'affidabilità delle consegne ecc. Tutto ciò richiede una strategia competitiva ad hoc:invece di orientarsi alla minimizzazione del costo, occorrerà prestare attenzione allaprogettazione del prodotto, ai termini di consegna e alle performances, poiché sono questi, enon il prezzo, i fattori di successo del sistema produttivo.Tra i due estremi descritti, come già sottolineato, esiste tutta una serie di alternative (moltimodelli/bassi volumi, pochi prodotti/elevati volumi) che indurranno il management afocalizzare le proprie strategie competitive su altri obiettivi, come la qualità della produzione ola capacità di realizzare volumi diversi di produzione. Nel primo caso gli aspetti qualitativi sonoun elemento chiave nelle strategie di differenziazione, e rappresentano la principale leva chepermette di puntare a elevati margini di contribuzione; nel secondo caso, la velocità di modificadei volumi di produzione assume rilevanza in mercati dominati da una domanda instabile(prodotti di moda, articoli di arredamento ecc.) in cui la tempestività del riattrezzaggio, lacapacità di rispondere rapidamente alle variazioni nei gusti del consumatore - in una parola ilgrado di flessibilità della capacità produttiva - rappresentano l'arma competitiva vincente.A seconda della differente situazione in cui l'unità produttiva si trova ad operare, assumerannoquindi maggior rilevanza ora il prezzo, ora la progettazione del prodotto, ora i termini diconsegna; è chiaro però che, laddove l'obiettivo strategico è la qualità o la flessibilità, lavariabile prezzo passerà in secondo piano. I manager di produzione devono quindi decidere suquali obiettivi focalizzare la propria attenzione, tenendo conto del binomio prodotto-mercato acui fanno riferimento e dei vincoli imposti dalla strategia globale d'impresa.
18
Figura 2- La matrice prodotto-processo (tratto da M. Bonel, 1989)
Tornando alla matrice rappresentata nella Figura 2, si può notare come la classificazione deiprocessi muova da un processo flessibile e frammentario a uno automatizzato e rigido, a flussocontinuo. Tra questi due estremi esiste una vasta gamma di soluzioni possibili in termini diflessibilità/produttività e di maggior o minor integrazione. A un estremo i compiti critici sonorappresentati dalle operazioni di scheduling, dall'efficiente movimentazione dei materiali e dallacapacità di far fronte a possibili strozzature nella produzione; all'altro estremo, invece, occorrefocalizzare l'attenzione sulle decisioni di investimento in nuova capacità produttiva, sulle sceltedi integrazione e sui cambiamenti nelle tecnologie. Tra i due poli assumono particolaresignificato temi quali la motivazione dei lavoratori, il bilanciamento delle capacità nei diversisegmenti di processo, il grado di flessibilità e di elasticità caratteristico degli impianti.Alla luce di quanto abbiamo detto, la matrice prodotto-processo può essere completatadisponendo lungo i suoi lati il mix di prodotto, la tipologia di processo e le scelte critiche delmanagement. Come si è già avuto modo di sotto lineare, ogni tipo d processo si accorda a unparticolare mix produttivo; diviene quindi relativamente semplice accomunare le singoletipologie di processo con le posizioni più appropriate all'interno della matrice (come nella.Figura 2).Le scelte ottimali del prodotto/processo, si dispongono lungo la diagonale della matrice,dall'angolo in alto a sinistra (job shop, produzione su commessa unica) all'angolo inferiore adestra (produzione a flusso continuo, commodity). Solamente collocandosi lungo la diagonale èpossibile individuare la combinazione più efficiente tra tipo di processo produttivo e mix diprodotto.Si immagini ad esempio che un'impresa tenti di produrre bassi volumi di un'ampia gamma diprodotti, utilizzando un processo continuo, rigido e automatizzato, tipicamente capital intensivee integrato verticalmente. La combinazione, posta al di sotto della diagonale, è chiaramenteinefficiente, poiché il processo dovrebbe essere interrotto e riattrezzato frequentemente pergarantire quel livello di flessibilità necessario a una produzione di numerosi e differenti modelli
CARATTERISTICHE DEL PRODOTTO, DIMENSIONE DEL MERCATO, FASI DEL CICLO DI VITA
CARATTERISTICHE DEIPROCESSI
1. Officina (job shop):Lavoro qualificatoBassi investimentiMacchine universaliCiclo operativo sempliceFlusso frammentato
2. Intermittente a piccoli lotti:Caratteri medi tra officina eintermittente per grandi lottiCiclo operativo sempliceFlusso discontinuo
3. Intermittente per grandi lotti:Lavoro poco qualificatoAlti investimentiMacchine specializzateCiclo operativo complessoFlusso discontinuo
4. Continuo:Lavoro qualificatoAltissimi investimentiMacchine molto specializzateCiclo operativo complessoFlusso continuo
Prodotto: instabile, nonripetitivo; su commessa
Job-shop: officinameccanica, alta moda,edilizia O.O.P.P.,laboratori di ricerca ecc.
Mercato: poche unità
Fase: introduzione
Prodotto: molti prodotti e moltevarianti di prodotto su commessa
Mercato: piccoli lotti
Fase: introduzione; sviluppo
Intermittente a piccoli lotti:Macchine utensili, impianti,aerospaziali, edilizia abitativa,abbigliamento ecc.
Prodotto: alcuni prodotti di basestabili;per magazzino o su modello
Mercato: grandissime quantità
Fase: sviluppo, maturità
Intermittente a grandi lotti:tessili, calzaturiero,abbigliamento, meccaniche,ecc.
Prodotto: pochi prodottistandardizzati e ripetitivi
Mercato: grandissime quantità
Fase: maturità
Processo continuo: petrolifero,chimica, metallurgia,meccaniche, alimentari, ecc.
FATTORI DI COMPETITIVITA’PREVALENTI NELL’AREA
DI PRODUZIONE
Flessibilità ed elasticitàPersonalizzazione e qualità del prodottoRapidità nell’introdurre nuovi prodottiTermini di consegna affidabili e breviPrestazioni del prodotto
Flessibilità ed elasticitàDifferenziazione dei prodottiQualità materiali e lavorazioniPrestazioni del prodottoRapidità nel variare il mix di prodottiCapacità di variare i volumi di produzioneevitando penalizzazioni di costoMotivazione degli operatoriRiduzione costi attrezzaggioBilanciamento ed ottimizzazione dei flussidi produzione interfase
Riduzione dei costiRiduzione nei costi per competere nei prezziIntegrazione verticaleInvestimenti ed economie di scalaSpecializzazione di macchine e lavoroStandardizzazione di materiali, parti e prodottiAlti volumi
rinuncia a produttivitàpiù elevata
extra-costi di inutilizzodi risorse
19
di prodotto, attuata per piccoli lotti. La scelta si dimostra non solo inefficiente, maesageratamente onerosa: l'investimento in impianti automatizzati, il costo dei continuiriattrezzaggi, i tempi di riavvio e i notevoli scarti provocherebbero infatti sprechi insostenibili.Nel caso invece ci si collochi al di sopra della diagonale, si manifestano altri tipi di costi: sisupponga ad esempio che un prodotto altamente standardizzato, consumato in grandi volumivengo prodotto con un processo discontinuo (esempio a lotti). Anche in questo caso la scelta sidimostra del tutto inefficiente, ma non già per costi extra dovuti all'acquisto di impiantidispendiosi come nell'esempio precedente, ma per tutti quei costi operativi (principalmentequelli di manodopera) che risultano molto più elevati di quanto non potrebbero essere; e ciò siriflette, in seguito, in una compressione del margine di contribuzione unitario. Possiamo quindidire che, non sostituendo macchinari specializzati e automatizzati agli impianti esistenti di tipogenerico e ad alta intensità di lavoro, l'impresa perde l'opportunità di generare maggiori profitti.Questo fenomeno prende il nome di costo-opportunità, giacché non investendo in maggioriattrezzature e in un più rigido processo produttivo, l'impresa tralascia l'opportunità di lucraremaggiori profitti. Questi costi sono da considerarsi reali tanto quanto una vera e propria uscitadi cassa, e come tali debbono pesare nelle decisioni in tema di produzione. (Schmenner, 1987,pp. 135-149).
1.C.3 Le scelte di impianto
"L'impianto può definirsi come il complesso di beni materiali e immateriali di uso durevole, ilcui impiego avviene tipicamente su più esercizi amministrativi, nei quali l'impresa industrialedeve investire per svolgere la propria attività economica. Esso costituisce l'insieme dei mezzi diproduzione grazie ai quali si realizzano le attività di trasformazione; l'impianto non è quindidestinato alla vendita né ad essere trasformato in altri prodotti.In pratica, il termine impianto si può applicare ad oggetti diversi: il complesso di macchine emezzi tecnici ausiliari che nell'insieme costituisce la fabbrica; l'insieme di macchine operatrici emezzi tecnici ausiliari adibiti allo svolgimento di un gruppo di operazioni; l'insieme di macchinee mezzi tecnici ausiliari adibiti ai servizi generali (illuminazione, riscaldamento, forza motrice,ecc.). Le principali scelte di impianto (dalle quali derivano, fra l'altro, il grado di flessibilità edelasticità) concernono:• il dimensionamento della capacità produttiva;• la struttura tecnica;• le scelte di lay-out.
Il dimensionamento della capacità produttivaIl dimensionamento della capacità produttiva è, di norma, una scelta di medio-lungo termine,strettamente legata alla proiezione futura della domanda con riferimento sia ai volumi, sia altipo di prodotti. In tale scelta si deve tenere conto:• dell'impianto esistente (nel caso in cui non si faccia riferimento alla creazione di un nuovo
impianto), in particolare la dimensione e il grado di obsolescenza;• della domanda da soddisfare nel lungo periodo e delle sue possibili variazioni (tendenza alla
crescita o alla diminuzione, andamenti stagionali, ecc.), con riferimento ai volumi e al mixrichiesto. Le variazioni di volume hanno ripercussioni rilevanti nel medio-lungo terminesulla possibilità o meno di conseguire economie di scala e sulle scelte di integrazioneverticale e di elasticità dell'impianto; le variazioni di mix si collegano invece alle scelte diflessibilità e versatilità dell'impianto;
• dei metodi di gestione adottati che assumono particolare rilievo nella determinazione dellacapacità produttiva effettiva." (Pivato e Gilardoni, 2000, pp. 225-226)
"La capacità produttiva di un impianto non è un concetto esprimibile univocamente sotto formadi una determinata quantità di prodotto. Dal punto di vista dell'analisi economica, occorre
20
innanzitutto «distinguere tra capacità produttiva di breve periodo, che trova un limitenell'esistenza di fattori di produzione fissi e la capacità produttiva di lungo periodo, in cui tutti ifattori sono variabili». Come apparirà chiaramente in seguito, le nostre riflessioni riguardanosoprattutto il lungo periodo, nel senso che si affronta il problema ex ante, cioè nella situazionedi chi deve decidere quale capacità attribuire alla struttura produttiva, nell'ambito dellaformulazione del planning aziendale.La prima configurazione di capacità che occorre considerare è la capacità «teorico-nominale»(fisico-ingegneristica), che viene indicata dall'impresa costruttrice di macchinari come il volumedi produzione ottenibile in ipotetiche condizioni standard di funzionamento.E' però interessante osservare che la nozione teorica di potenza o di producibilità dell'impiantoviene meglio qualificata, al fine di giungere ad una concezione «effettiva» di capacità,prendendo in considerazione i seguenti elementi e prescindendo dal lavoro «straordinario» e daiturni di lavoro:a) le modalità di esercizio; a parità di ogni altra condizione, la producibilità di un impianto può
infatti variare con il variare della qualità delle materie prime, della capacità della manod'opera e dallo standard di manutenzione;
b) la durata dei tempi di arresto, richiesti per l'esecuzione dei lavori di riparazione emanutenzione;
c) i vincoli posti dal quadro istituzionale, connessi alla durata del lavoro (durata dell'orariosettimanale, numero dei giorni festivi, durata delle ferie annuali);
d) le caratteristiche socio-economiche generali della mano d'opera (livello di professionalità,affezione al lavoro, assenteismo, ecc.).
In definitiva, va sottolineato che, quando si conosce la capacità di un impianto, non può essereidentificato un unico livello di capacità produttiva e la capacità «effettiva» non è determinatasoltanto dalle caratteristiche fisiche dell'impianto, ma da fattori endogeni (ad esempio,l'organizzazione del lavoro) e da vari fattori esogeni del sistema socio-economico.La cosiddetta capacità effettiva (determinata ex ante) risulta dunque una capacità teorico-probabilistica, «perché fa riferimento a presunte condizioni di effettivo utilizzo, implica cioè unpassaggio dalle condizioni di progetto alle condizioni di funzionamento.La determinazione della capacità effettiva è necessaria, perché, mentre si ha bisogno di capacitàeffettiva, si compra e si vende capacità teorica-nominale».Naturalmente dopo che l'impianto industriale è stato installato e messo in servizio, quanto più lacapacità produttiva effettiva ex post sarà vicina a quella ex ante, tanto più facilmente sarannoconseguiti gli obiettivi della strategia di produzione (Silvestrelli, 1989, pp. 399-400)
La struttura tecnica di impianto e l'automazioneLa struttura tecnica dell'impianto deve essere rapportata alle caratteristiche delladomanda che l'impresa intende soddisfare."Della domanda possono variare le quantità richieste di un medesimo prodotto; oppure il mix divarianti rispetto ad un prodotto base e il mix di prodotti differenti e/o diversi, ma ottenibili o conla stessa tecnologia, o con tecnologie diverse.Questi due gruppi di variazioni possono essere entrambi «fluttuanti» o reversibili, nel senso chela variazione avviene per un periodo più o meno limitato nel tempo, ma ricorrente. Oppurepossono essere permanenti o irreversibili: e cioè non più destinate ad assumere i caratteripresenti prima del cambiamento.Combinando tra loro queste possibili variazioni ed osservando le richieste che si pongono aisistemi produttivi in termini di caratteristiche potremo ottenere le seguenti tipologie di sistemi.a) Elastici sono i sistemi produttivi (e quindi gli impianti e le macchine) che sopportano
fluttuazioni anche rilevanti dei volumi produttivi (ovviamente nei limiti della capacitàproduttiva) in tempi brevi, con lievi penalizzazioni nei costi unitari medi. Il costo unitariomedio non varia al variare dei volumi, e si scosta di poco rispetto a quello della dimensionetecnica ottima minima nell'ipotesi di pieno utilizzo;
21
b) Versatili sono i sistemi produttivi, gli impianti, le macchine che ottimizzati rispetto ad unprodotto o semilavorato base, sono in grado di adattarsi in tempi quasi nulli (pochi minuti opochi secondi) e con costi di conversione ridotti (bassi costi di attrezzaggio, limitati tempidi attesa, costi di avviamento nulli) a produrre numerose varianti di tale semilavorato oprodotto base, con caratteristiche di reversibilità nella sequenza delle varianti e pervariazioni di breve periodo della domanda. I lotti di pezzi uguali possono essere ridotti sin,al limite, all'unità con costi unitari medi che non si scostano sostanzialmente dall'ottimofissato per il prodotto base.
c) Adattabili od alterabili sono quei sistemi produttivi suscettibili di modificazioni ancheprofonde che ne adeguano le capacità produttive alle variazioni permanenti delle quantitàrichieste dalla domanda, in tempi rapidi e con bassi costi di adattamento; ed in cui non simodifica sostanzialmente il costo unitario medio rispetto all'ottimo tecnico minimo.
d) Convertibili sono invece quei sistemi produttivi suscettibili di mutamenti strutturali per unriutilizzo in processi, cicli di lavorazione o prodotti diversi conseguenti a variazionipermanenti della domanda; ed in cui non vi siano rilevanti penalizzazioni in termini di costidi adattamento e/o di costi unitari medi.
Quanto più la domanda è nota, ampia e statica, tanto minore è l'esigenza di flessibilità intesanelle nozioni sopra elencate; e tanto più l'ottimizzazione dei sistemi può essere ricondotta acriteri di efficienza per così dire statica, alla ricerca dell'ottimo nei costi unitari medi.Quanto più, invece, la domanda è ambigua, di piccole dimensioni, e dinamica nel medio-lungoo nel breve periodo, tanto più aumenta l'esigenza di introdurre nel calcolo di ottimizzazionemeccanismi capaci di dare al sistema produttivo capacità di adattamento coerenti con lavariabilità quantitativa e qualitativa della domanda sia di breve che di medio periodo.Per comprendere il contributo dell'automazione alla capacità di adattamento delle struttureproduttive è utile indicare le caratteristiche delle principali forme di automazione.Al livello di sviluppo oggi raggiunto è possibile individuare i seguenti tre principali profili delleforme di automazione.a) Automazioni di controllo. Questa automazione si applica ai processi produttivi continui a
ciclo tecnicamente obbligato invariabile nel tempo, in cui la trasformazione avviene per viachimico-fisica in seguito all'azione congiunta di fattori quali temperatura, pressione, livello,miscele di materiali, presenza di catalizzatori, deformazioni e così via. Hanno questa natura,ad esempio, molti processi di settori petroliferi, petrolchimici, metallurgici, cartari,alimentari, ecc. In tali processi è essenziale tenere costantemente sotto controllo e coerenticon le prescrizioni del ciclo i fattori che determinano la trasformazione chimico-fisica.L'automazione, quindi, è applicata al processo per mezzo di meccanismi più o menocomplessi di retroazione: rilevazione delle condizioni effettive, confronto con leprescrizioni, rilevazione degli scostamenti, loro interpretazione, interventi di correzione permantenere il ciclo nelle condizioni previste. Gli elementi dell'hardware sono costituiti dacomputers, misuratori, attuatori, ecc. Si tratta di una automazione rigida, nel senso che haper obiettivo la realizzazione dell'unico ciclo per il quale il sistema è stato costruito eprogrammato per un periodo indeterminato di tempo e quindi strutturalmente non prevedeflessibilità di alcun tipo, se non vengono prima mutati i cicli ed i programmi stessi.
b) Automazione rigida (o automazione di flusso). Questi sistemi di automazione sono in gradodi governare singole attrezzature o macchine, o complessi di macchine, o complessi dimacchine ed apparecchiature di movimentazione, o interi impianti in modo tale da far lororipetere costantemente ed a tempo indeterminato singoli movimenti, operazioni, intere fasi,cicli completi di lavorazione sempre identici e con la massima precisione. Laparcellizzazione delle operazioni di trasformazione delle produzioni di massa consente laripetitività delle lavorazioni e la ripetitività dell'intervento dell'operatore: come si è notato,si rende possibile allora la sostituzione del lavoro ripetitivo alla guida della macchina conun automatismo che ne compie gli atti elementari (come ad es., movimentazione del pezzo,suo posizionamento, avvio della lavorazione, trasmissione della successione dei comandiper svolgere la lavorazione, termine della lavorazione, movimentazione del pezzo, e così
22
via). A differenza della automazione di controllo, l'automazione rigida, di norma, non èdotata di autoregolazione; come l'automazione di controllo, però ha come obiettivo lacostante ripetizione di un ciclo e di un programma fisso. Essa quindi non consente variantealcuna di prodotto o di processo, salvo nel caso in cui non si provveda al mutamentodell'intero ciclo o del processo, sostenendo alti costi di adattamento e/o di conversione: ecioè è un tipo di automazione che non consente alcuna sosta di flessibilità.L'automazione rigida è incorporata nella macchina o nell'impianto e viene definita in sede diprogettazione di questi e del connesso ciclo di lavorazione: in altri termini questo tipo diautomazione è in grado di memorizzare il ciclo (o fasi più o meno elementari di esso) e diripeterlo a tempo indeterminato senza intervento di operatori. Gli strumenti di questa speciedi automazione sono le attrezzature specifiche di governo, i computer di processo con ununico programma, i misuratori, gli attuatori, le linee transfer, i robot monofunzione (disolito traslatori). Essa si applica ai processi continui per scelta nelle produzioni di massa. Inessi le singole stazioni di lavoro, estremamente specializzate, vengono poste in sequenzasecondo il ciclo, connesse da traslatori e programmate per ripetere costantemente lemedesime operazioni su semilavorati o prodotti identici.Questo tipo di automazione trova applicazioni rilevanti nelle linee transfer dell'industriameccanica (produzione di motori per automobili, produzione di componenti dielettrodomestici) in quelle automatiche dell'industria elettronica, nelle linee di montaggiodei processi confluenti, e così via.
c) Automazione flessibile (o automazione di operazioni. Caratteristica principale di questo tipodi automazione è quella di consentire in tempi molto ristretti (o talvolta istantaneamente) ilpassaggio da una operazione ad un'altra sullo stesso pezzo o lo svolgimento della stessaoperazione su pezzi diversi, o di variare le quantità prodotte, senza sostenere costi diconversione, con alta precisione e con reversibilità pressoché totale. E ciò avviene per unagamma spesso ampia (anche se finita) di operazioni che sono memorizzate nel sistema diautomazione. Questo è quasi sempre dotato di autoregolazione: dati un programma ed unciclo, può scegliere i pezzi ed applicarvi la lavorazione prevista; oppure, riconosciuti ipezzi, può applicarvi la lavorazione specifica scegliendo programma adatto. L'automazionequindi si applica alla scelta delle operazioni da svolgere tra quelle programmate.Strumenti di automazione flessibile sono i computer, i misuratori automatici, gli attuatori, iconvogliatori, i robot di traslazione multifunzione, le macchine NC, CNC, DNC, le celleflessibili di produzione (FMC), i sistemi flessibili di produzione (FMS). La flessibilità di unsistema produttivo così dotato diventa molto ampia nei confronti di tutte e quattro letipologie prima elencate; ed è interessante in particolare per la versatilità, l'adattabilità e laconvertibilità. Ad evidenza essa si rende applicabile nei processi continui ed in quelliintermittenti a grandi lotti qualora sia loro richiesta la flessibilità necessaria alle variazioniqualitative e quantitative della domanda. L'aumento della gamma di operazioni possibili edei cicli realizzabili e l'annullamento o la riduzione dei costi di adattamento e diconversione consente alle tecnologie di automazione flessibile i vantaggi in termini di costoderivanti dall'alto numero di operazioni eseguite (su varianti di prodotto, o su prodottidiversi, anche se in quantità ridotte per ogni variante); e nello stesso tempo quello dell'altonumero di varianti disponibili per il mercato. D'altra parte, essa si adatta anche ai processiintermittenti a piccoli lotti ed a quelli su progetto in quanto, abbattendo drasticamente i costidi adattamento e conversione, cumula flussi elevati di operazioni riducendone i costi unitarimedi, e mantiene basse le quantità di ciascuna variante o prodotto, coerentemente con leesigenze del mercato dei prodotti speciali o scarsamente standardizzabili.Gli effetti principali consistono (si vedano le Figura 3 e Figura 4 in cui sono schematizzatele caratteristiche ed i principali effetti del range di flessibilità proprio di ciascun processoproduttivo; dall'altro nella riduzione delle differenze esistenti tra le coppie prodotti-processisituate agli estremi della diagonale nella matrice mercato-prodotti-processi. Infatti, conl'introduzione nei processi manifatturieri delle forme più sofisticate di automazionecostituite attualmente dai sistemi flessibili di produzione, i processi continui con pochi
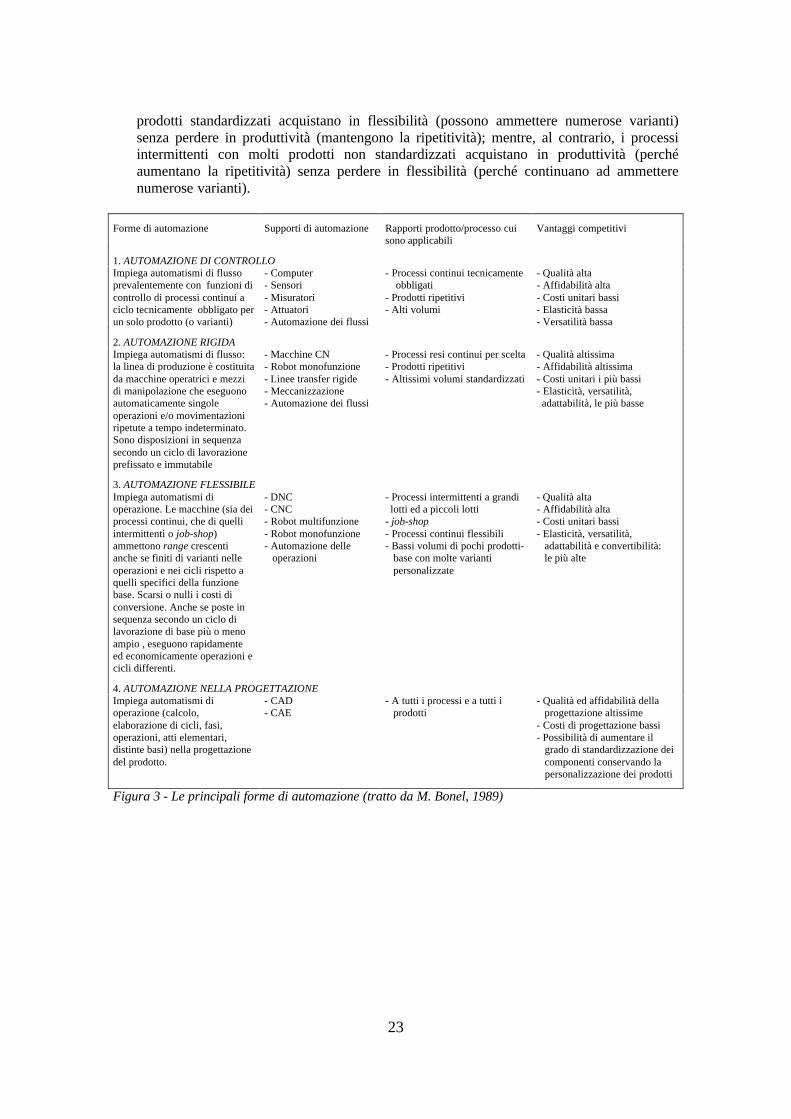
23
prodotti standardizzati acquistano in flessibilità (possono ammettere numerose varianti)senza perdere in produttività (mantengono la ripetitività); mentre, al contrario, i processiintermittenti con molti prodotti non standardizzati acquistano in produttività (perchéaumentano la ripetitività) senza perdere in flessibilità (perché continuano ad ammetterenumerose varianti).
Forme di automazione Supporti di automazione Rapporti prodotto/processo cuisono applicabili
Vantaggi competitivi
1. AUTOMAZIONE DI CONTROLLOImpiega automatismi di flussoprevalentemente con funzioni dicontrollo di processi continui aciclo tecnicamente obbligato perun solo prodotto (o varianti)
- Computer- Sensori- Misuratori- Attuatori- Automazione dei flussi
- Processi continui tecnicamenteobbligati
- Prodotti ripetitivi- Alti volumi
- Qualità alta- Affidabilità alta- Costi unitari bassi- Elasticità bassa- Versatilità bassa
2. AUTOMAZIONE RIGIDAImpiega automatismi di flusso:la linea di produzione è costituitada macchine operatrici e mezzidi manipolazione che eseguonoautomaticamente singoleoperazioni e/o movimentazioniripetute a tempo indeterminato.Sono disposizioni in sequenzasecondo un ciclo di lavorazioneprefissato e immutabile
- Macchine CN- Robot monofunzione- Linee transfer rigide- Meccanizzazione- Automazione dei flussi
- Processi resi continui per scelta- Prodotti ripetitivi- Altissimi volumi standardizzati
- Qualità altissima- Affidabilità altissima- Costi unitari i più bassi- Elasticità, versatilità, adattabilità, le più basse
3. AUTOMAZIONE FLESSIBILEImpiega automatismi dioperazione. Le macchine (sia deiprocessi continui, che di quelliintermittenti o job-shop)ammettono range crescentianche se finiti di varianti nelleoperazioni e nei cicli rispetto aquelli specifici della funzionebase. Scarsi o nulli i costi diconversione. Anche se poste insequenza secondo un ciclo dilavorazione di base più o menoampio , eseguono rapidamenteed economicamente operazioni ecicli differenti.
- DNC- CNC- Robot multifunzione- Robot monofunzione- Automazione delle operazioni
- Processi intermittenti a grandi lotti ed a piccoli lotti- job-shop- Processi continui flessibili- Bassi volumi di pochi prodotti- base con molte varianti personalizzate
- Qualità alta- Affidabilità alta- Costi unitari bassi- Elasticità, versatilità, adattabilità e convertibilità: le più alte
4. AUTOMAZIONE NELLA PROGETTAZIONEImpiega automatismi dioperazione (calcolo,elaborazione di cicli, fasi,operazioni, atti elementari,distinte basi) nella progettazionedel prodotto.
- CAD- CAE
- A tutti i processi e a tutti i prodotti
- Qualità ed affidabilità della progettazione altissime- Costi di progettazione bassi- Possibilità di aumentare il grado di standardizzazione dei componenti conservando la personalizzazione dei prodotti
Figura 3 - Le principali forme di automazione (tratto da M. Bonel, 1989)
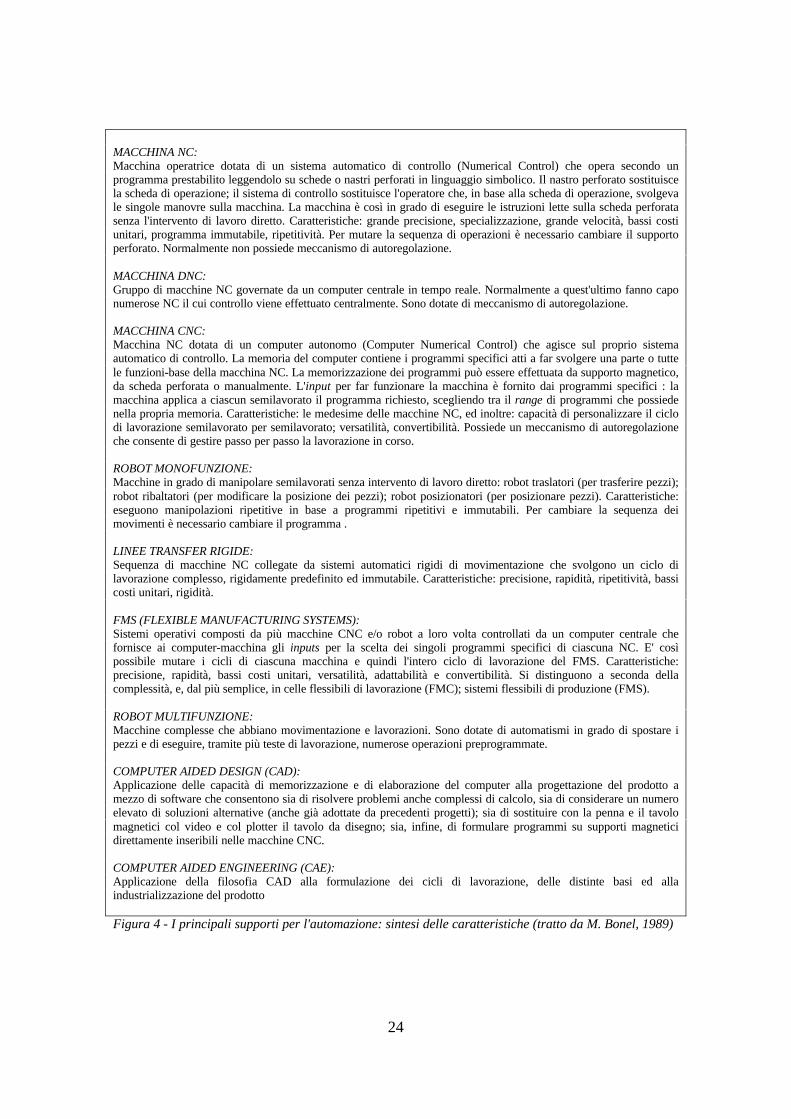
24
MACCHINA NC:Macchina operatrice dotata di un sistema automatico di controllo (Numerical Control) che opera secondo unprogramma prestabilito leggendolo su schede o nastri perforati in linguaggio simbolico. Il nastro perforato sostituiscela scheda di operazione; il sistema di controllo sostituisce l'operatore che, in base alla scheda di operazione, svolgevale singole manovre sulla macchina. La macchina è così in grado di eseguire le istruzioni lette sulla scheda perforatasenza l'intervento di lavoro diretto. Caratteristiche: grande precisione, specializzazione, grande velocità, bassi costiunitari, programma immutabile, ripetitività. Per mutare la sequenza di operazioni è necessario cambiare il supportoperforato. Normalmente non possiede meccanismo di autoregolazione.
MACCHINA DNC:Gruppo di macchine NC governate da un computer centrale in tempo reale. Normalmente a quest'ultimo fanno caponumerose NC il cui controllo viene effettuato centralmente. Sono dotate di meccanismo di autoregolazione.
MACCHINA CNC:Macchina NC dotata di un computer autonomo (Computer Numerical Control) che agisce sul proprio sistemaautomatico di controllo. La memoria del computer contiene i programmi specifici atti a far svolgere una parte o tuttele funzioni-base della macchina NC. La memorizzazione dei programmi può essere effettuata da supporto magnetico,da scheda perforata o manualmente. L'input per far funzionare la macchina è fornito dai programmi specifici : lamacchina applica a ciascun semilavorato il programma richiesto, scegliendo tra il range di programmi che possiedenella propria memoria. Caratteristiche: le medesime delle macchine NC, ed inoltre: capacità di personalizzare il ciclodi lavorazione semilavorato per semilavorato; versatilità, convertibilità. Possiede un meccanismo di autoregolazioneche consente di gestire passo per passo la lavorazione in corso.
ROBOT MONOFUNZIONE:Macchine in grado di manipolare semilavorati senza intervento di lavoro diretto: robot traslatori (per trasferire pezzi);robot ribaltatori (per modificare la posizione dei pezzi); robot posizionatori (per posizionare pezzi). Caratteristiche:eseguono manipolazioni ripetitive in base a programmi ripetitivi e immutabili. Per cambiare la sequenza deimovimenti è necessario cambiare il programma .
LINEE TRANSFER RIGIDE:Sequenza di macchine NC collegate da sistemi automatici rigidi di movimentazione che svolgono un ciclo dilavorazione complesso, rigidamente predefinito ed immutabile. Caratteristiche: precisione, rapidità, ripetitività, bassicosti unitari, rigidità.
FMS (FLEXIBLE MANUFACTURING SYSTEMS):Sistemi operativi composti da più macchine CNC e/o robot a loro volta controllati da un computer centrale chefornisce ai computer-macchina gli inputs per la scelta dei singoli programmi specifici di ciascuna NC. E' cosìpossibile mutare i cicli di ciascuna macchina e quindi l'intero ciclo di lavorazione del FMS. Caratteristiche:precisione, rapidità, bassi costi unitari, versatilità, adattabilità e convertibilità. Si distinguono a seconda dellacomplessità, e, dal più semplice, in celle flessibili di lavorazione (FMC); sistemi flessibili di produzione (FMS).
ROBOT MULTIFUNZIONE:Macchine complesse che abbiano movimentazione e lavorazioni. Sono dotate di automatismi in grado di spostare ipezzi e di eseguire, tramite più teste di lavorazione, numerose operazioni preprogrammate.
COMPUTER AIDED DESIGN (CAD):Applicazione delle capacità di memorizzazione e di elaborazione del computer alla progettazione del prodotto amezzo di software che consentono sia di risolvere problemi anche complessi di calcolo, sia di considerare un numeroelevato di soluzioni alternative (anche già adottate da precedenti progetti); sia di sostituire con la penna e il tavolomagnetici col video e col plotter il tavolo da disegno; sia, infine, di formulare programmi su supporti magneticidirettamente inseribili nelle macchine CNC.
COMPUTER AIDED ENGINEERING (CAE):Applicazione della filosofia CAD alla formulazione dei cicli di lavorazione, delle distinte basi ed allaindustrializzazione del prodotto
Figura 4 - I principali supporti per l'automazione: sintesi delle caratteristiche (tratto da M. Bonel, 1989)
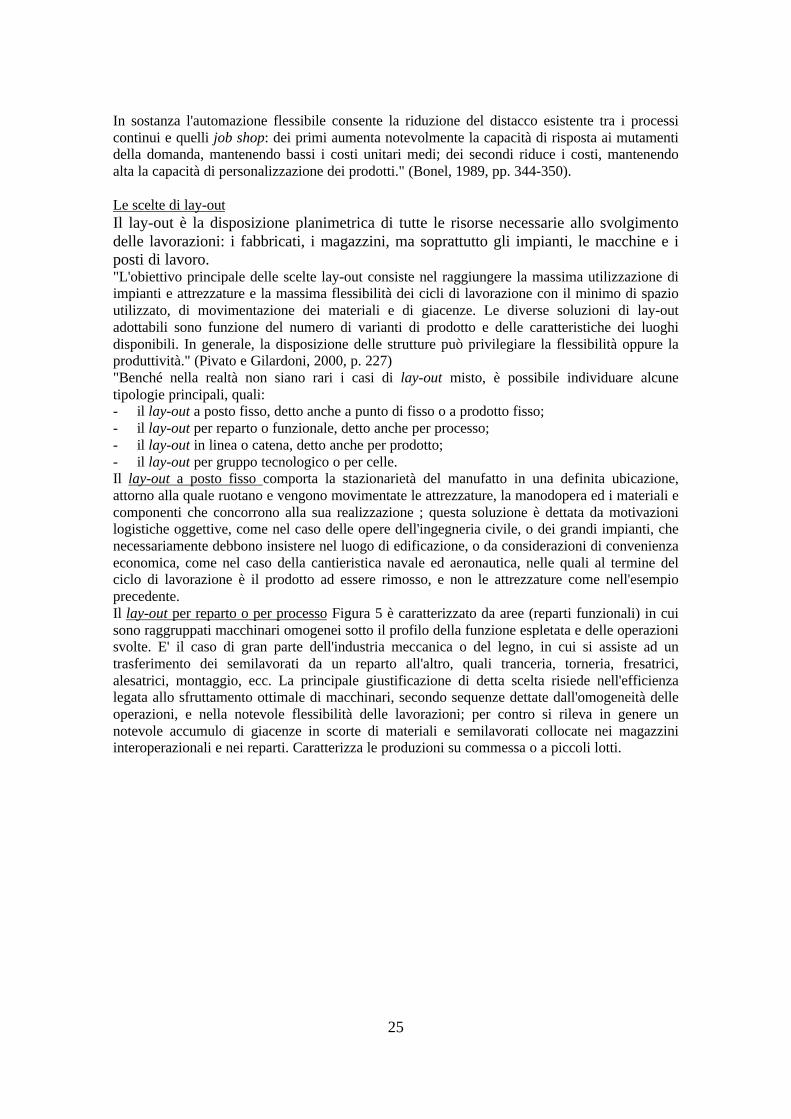
25
In sostanza l'automazione flessibile consente la riduzione del distacco esistente tra i processicontinui e quelli job shop: dei primi aumenta notevolmente la capacità di risposta ai mutamentidella domanda, mantenendo bassi i costi unitari medi; dei secondi riduce i costi, mantenendoalta la capacità di personalizzazione dei prodotti." (Bonel, 1989, pp. 344-350).
Le scelte di lay-outIl lay-out è la disposizione planimetrica di tutte le risorse necessarie allo svolgimentodelle lavorazioni: i fabbricati, i magazzini, ma soprattutto gli impianti, le macchine e iposti di lavoro."L'obiettivo principale delle scelte lay-out consiste nel raggiungere la massima utilizzazione diimpianti e attrezzature e la massima flessibilità dei cicli di lavorazione con il minimo di spazioutilizzato, di movimentazione dei materiali e di giacenze. Le diverse soluzioni di lay-outadottabili sono funzione del numero di varianti di prodotto e delle caratteristiche dei luoghidisponibili. In generale, la disposizione delle strutture può privilegiare la flessibilità oppure laproduttività." (Pivato e Gilardoni, 2000, p. 227)"Benché nella realtà non siano rari i casi di lay-out misto, è possibile individuare alcunetipologie principali, quali:- il lay-out a posto fisso, detto anche a punto di fisso o a prodotto fisso;- il lay-out per reparto o funzionale, detto anche per processo;- il lay-out in linea o catena, detto anche per prodotto;- il lay-out per gruppo tecnologico o per celle.Il lay-out a posto fisso comporta la stazionarietà del manufatto in una definita ubicazione,attorno alla quale ruotano e vengono movimentate le attrezzature, la manodopera ed i materiali ecomponenti che concorrono alla sua realizzazione ; questa soluzione è dettata da motivazionilogistiche oggettive, come nel caso delle opere dell'ingegneria civile, o dei grandi impianti, chenecessariamente debbono insistere nel luogo di edificazione, o da considerazioni di convenienzaeconomica, come nel caso della cantieristica navale ed aeronautica, nelle quali al termine delciclo di lavorazione è il prodotto ad essere rimosso, e non le attrezzature come nell'esempioprecedente.Il lay-out per reparto o per processo Figura 5 è caratterizzato da aree (reparti funzionali) in cuisono raggruppati macchinari omogenei sotto il profilo della funzione espletata e delle operazionisvolte. E' il caso di gran parte dell'industria meccanica o del legno, in cui si assiste ad untrasferimento dei semilavorati da un reparto all'altro, quali tranceria, torneria, fresatrici,alesatrici, montaggio, ecc. La principale giustificazione di detta scelta risiede nell'efficienzalegata allo sfruttamento ottimale di macchinari, secondo sequenze dettate dall'omogeneità delleoperazioni, e nella notevole flessibilità delle lavorazioni; per contro si rileva in genere unnotevole accumulo di giacenze in scorte di materiali e semilavorati collocate nei magazziniinteroperazionali e nei reparti. Caratterizza le produzioni su commessa o a piccoli lotti.

26
Figura 5 - Schematizzazione delle principali tipologie di layout: A reparto (o funzionale) (tratto da M.Bonel, 1989)
Il lay-out in linea o per prodotto Figura 6comporta, invece, una disposizione dei macchinaricoerente con il ciclo tecnologico di un determinato prodotto o di una ristretta famiglia diprodotti; lungo la linea ( di fabbricazione o assemblaggio, connessa o non connessa) il prodottosubisce successive fasi di lavorazione fino alla sua ultimazione. Come nel caso dell'industriaautomobilistica, la disposizione per prodotto si giustifica in presenza di elevati livelli disaturazione, significativi volumi di prodotti omogenei, realizzati in lunghe ed ininterrotte serie.Agli indubbi vantaggi conseguibili in termini di produttività, efficienza e contenimento del workin process, si accompagnano significativi limiti sotto il profilo dell'investimento della notevolerigidità produttiva e dell'onerosa riconfigurabilità e convertibilità.
Figura 6 - Schematizzazione delle principali tipologie di layout: A catena (o per prodotto, o in linea)(tratto da M. Bonel, 1989)
C
CC
Controllo
C repartomacchine
rr r
r
reparto macchineu
u u
u
reparto macchinet
tt
t
reparto macchines
s
s
s
Ciclo e prodotto x xMP
Ciclo e prodotto y yMP
Ciclo e prodotto z zMP
X
YC
zMF
Cx
MF
Cy
MF
FL
yMP
yMF
Magazzini materie prime
Magazzini prodotti finiti
Controllo
Unità di lavorazione
x
y
z
Ciclo e prodotto x
Ciclo e prodotto y
Ciclo e prodotto z
Ciclo e prodotto x Cx
MP r s t u Cx
MF
Ciclo e prodotto y Cy
MP u t s r Cy
MF
Ciclo e prodotto z Cz
MP s t u Cz
MF
yMP
yMF
Magazzini materie prime
Magazzini prodotti finiti
Controllo
Unità di lavorazione
x
y
z
Ciclo e prodotto x
Ciclo e prodotto y
Ciclo e prodotto z
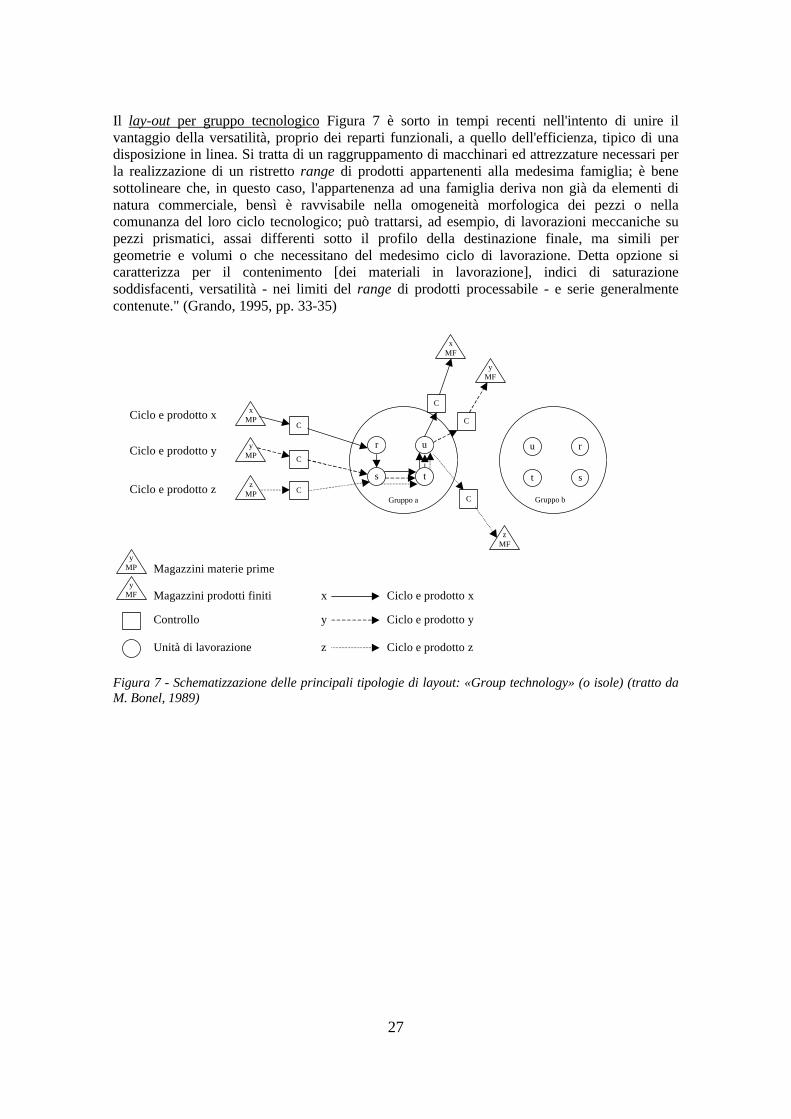
27
Il lay-out per gruppo tecnologico Figura 7 è sorto in tempi recenti nell'intento di unire ilvantaggio della versatilità, proprio dei reparti funzionali, a quello dell'efficienza, tipico di unadisposizione in linea. Si tratta di un raggruppamento di macchinari ed attrezzature necessari perla realizzazione di un ristretto range di prodotti appartenenti alla medesima famiglia; è benesottolineare che, in questo caso, l'appartenenza ad una famiglia deriva non già da elementi dinatura commerciale, bensì è ravvisabile nella omogeneità morfologica dei pezzi o nellacomunanza del loro ciclo tecnologico; può trattarsi, ad esempio, di lavorazioni meccaniche supezzi prismatici, assai differenti sotto il profilo della destinazione finale, ma simili pergeometrie e volumi o che necessitano del medesimo ciclo di lavorazione. Detta opzione sicaratterizza per il contenimento [dei materiali in lavorazione], indici di saturazionesoddisfacenti, versatilità - nei limiti del range di prodotti processabile - e serie generalmentecontenute." (Grando, 1995, pp. 33-35)
Figura 7 - Schematizzazione delle principali tipologie di layout: «Group technology» (o isole) (tratto daM. Bonel, 1989)
Gruppo bGruppo a
r u
s
C
zMF
xMF
yMF
Ciclo e prodotto xC
xMP
Ciclo e prodotto yC
yMP
Ciclo e prodotto z Cz
MP
t
C
C
u r
t s
yMP
yMF
Magazzini materie prime
Magazzini prodotti finiti
Controllo
Unità di lavorazione
x
y
z
Ciclo e prodotto x
Ciclo e prodotto y
Ciclo e prodotto z
28
1.D - La scelta di un mutamento di capacità produttiva
"Per intervenire sulla capacità produttiva nel breve periodo sono possibili soluzioni quali:- il lavoro straordinario;- il secondo e terzo turno;- una produzione superiore alle richieste correnti, così da accumulare scorte di prodotti finiti a
fronte della maggiore domanda nei periodi di picco;- la modificazione del mix produttivo o del programma di produzione, per limitare gli
attrezzaggi, e quindi aumentare lo sfruttamento della capacità effettiva;- l'aggiunta di mano d'opera diretta in un sistema già operante, per esempio ribilanciando una
linea di produzione;- il miglioramento del flusso di informazioni o di materiali nell'ambito del processo, per
esempio con l'introduzione di sistemi [per la gestione informatizzata della programmazionedella produzione] o di stoccaggi di semilavorati, che consentano maggior autonomia aisingoli reparti;
- investimenti marginali, riprogettazioni del prodotto, modificazioni del processo oinnovazioni nella gestione che riducano i tempi di ciclo, rendendo disponibili nuove risorseper una capacità aggiuntiva;
- il subappalto di prodotti o di fasi del processo, [come scelta di] breve periodo, può risolvereproblemi contingenti.1
Queste scelte, sia da sole sia in combinazione tra di loro, possono produrre effetti moltorilevanti sulla capacità di un impianto. Quasi tutte però sono soluzioni di breve periodo, cheservono per assicurare alla produzione spazio e capacità incrementale. Il lavoro straordinario, oa turni, la riprogrammazione della produzione, e gli altri provvedimenti analoghi, sono spesso ingrado di soddisfare i picchi della domanda, ma di solito non possono essere mantenuti a lungo. Imiglioramenti apportati al processo, la riprogettazione del prodotto e del sistema informativo onuove forme di movimentazione dei materiali, possono anche essere, in se stesse, apprezzabilipolitiche di lungo periodo, ma spesso si dimostrano inidonee a incrementare adeguatamente laproduzione, eliminando così il bisogno di una maggiore capacità produttiva a fronte diincrementi strutturali della domanda. In linea di principio, un'impresa può prendereimmediatamente in considerazione soluzioni di breve periodo di quel tipo, volte cioè adaumentare la capacità, ma deve anche valutare contemporaneamente se non le convengaprocedere a interventi sostanziali.Le tre principali alternative che consentono di aumentare la capacità produttiva nel lungoperiodo sono: a) l'espansione in sito degli impianti già esistenti; b) la realizzazione di un nuovostabilimento; c) il trasferimento dell'attività esistente in zone più idonee. Per capire l'importanzadi queste scelte, dobbiamo chiederci:- di quanto deve aumentare la capacità?- quando deve essere attuato il piano?- dove ci si deve localizzare?La decisione di contrarre la capacità è affine in molti dei suoi aspetti a quella di aumentarla,anche se è più difficile da prendere.
La pianificazione della capacità produttiva: una sintesi
In quasi tutte le aziende, la maggior parte delle decisioni di breve periodo destinate aincrementare la capacità: 1) possono essere pianificate nel giro di poche settimane, 2)necessitano di limitati investimenti, 3) sono studiate a livello di stabilimento (piuttosto che a 1 La scelta di una terziarizzazione generalmente non è una decisione attuabile in tempi brevi, e può essereil frutto di una politica di lungo periodo.
29
livello centrale), e 4) hanno origine e sono sviluppate in modo informale. Queste decisioni dibreve periodo raramente coinvolgono i massimi dirigenti, perché di solito se ne occupano iquadri intermedi. Si tratta infatti di decisioni di routine, apparentemente prive di un'importanzastrategica tale da richiedere studi accurati da parte dei vertici.Gli aumenti di capacità di più lungo periodo, invece, sottraggono molto più tempo ai dirigenti dialto livello, per il fatto che comportano investimenti anche molto elevati, spesso al di sopra diquelli autorizzati persino dal direttore generale. Essi rivestono di solito importanza strategica esi riflettono sulla posizione competitiva dell'impresa. La discussione di aumenti di capacità èquindi il risultato di un processo di pianificazione formale che coinvolge tutta l'azienda,piuttosto che la reazione dello stabilimento ai problemi quotidiani.Un processo tipico di pianificazione consiste in un'analisi condotta annualmente e che prenda inconsiderazione i successivi cinque esercizi. Cinque anni è il numero tipico; le imprese ad altaintensità di capitale, come quelle chimiche o siderurgiche, possono scegliere periodi di diecianni, mentre quelle più legate a fattori di moda (come nel settore dell'abbigliamento) oppure arapido sviluppo (come quelle elettroniche) possono scegliere possono scegliere periodi di treanni. Quest'analisi è fondata su una previsione di domanda per ciascun prodotto e conriferimento a tutti i cinque anni - talvolta addirittura suddivisi in trimestri - a cui si riferisce lapianificazione. Si valutano poi le capacità produttive su cui poter contare, si confrontano i dati esi stabilisce così fino quale punto la capacità sia in eccesso o sia carente.L'analisi della domanda e quella della capacità produttiva divengono evidentemente tanto piùsfumate quanto più si allunga l'orizzonte temporale; quindi, più che identificare semplicemente ifabbisogni di capacità e una loro eventuale distribuzione lungo un arco di tempo di diversi anni,lo sforzo di pianificazione si concentra sulle possibili alternative di soluzione, e l'espansione insito di determinati stabilimenti, le loro caratteristiche tecniche, la dimensione e la regione in cuiinstallare nuovi impianti o il trasferimento di altri, sono tutti aspetti di alternative in se valideper fronteggiare le carenze di capacità. I piani proposti contengono normalmente alcunedecisioni provvisorie circa le vie che dovrebbero essere esplorate in maggior dettaglio o quelleche dovrebbero essere temporaneamente escluse. E' improbabile che, a questo punto, siano presiimpegni precisi, circa proposte specifiche, ma saranno tutte tenute presenti, salvo procedere aulteriori e opportune verifiche.L'espansione in sito è probabilmente avviata a livello di stabilimenti e approvata a livelli via viapiù elevati nell'azienda, sebbene essa possa essere suggerita anche a livello di divisione o digruppo. Nuovi stabilimenti e trasferimenti, invece, traggono generalmente origine non a livellodi impianto, ma a livello di divisione, di gruppo o di unità centrale.Quale risultato del processo di pianificazione, alle divisioni e ai gruppi si dà mandato disviluppare le analisi dettagliate delle alternative più valide. Tali progetti devono essereparticolareggiati indicando quante persone e che capitali servono per essere gestiti, una voltaattuati. Molte aziende utilizzano a questo fine delle procedure standard, composte di diversidocumenti ognuno dei quali è compilato dai responsabili dei diversi livelli gerarchici.Molto spesso queste procedure non sono altro che la formalizzazione delle discussioni che sisono fatte nei vari meetings organizzati in azienda.Questi studi approfonditi comprendono: le specifiche di tipo ingegneristico e le stime dei costi edei tempi tecnici, i prodotti, le qualifiche richieste alla manodopera e al management, ledecisioni sulla ubicazione, e infine un'analisi economica, talvolta chiamata anche capitalbudgeting analysis. Gli studi, una volta completati e approvati ai livelli di gruppo e di divisione,prendono la strada del consiglio di amministrazione della società per l'approvazione finale e perle delibere di spesa.A grandi linee, questo processo di pianificazione è del tutto tipico per quel che concernel'espansione di capacità o per la sua contrazione. Esso può sembrare abbastanza lineare, e ineffetti in molti casi lo è; ci sono però situazioni in cui la scelte e le problematiche sonocomplesse, e richiedono quindi un'analisi precisa e sistematica.

30
Come decidere di quanto modificare la capacità e quandoCome possono i dirigenti decidere quanto ampliare la capacità e quando essa deve essereeffettivamente disponibile? Prima di affrontare una decisione in merito consideriamo il casodella Kemper Games, Inc.
Il caso Kemper Games Inc.Gli ultimi dati di vendita erano molto incoraggianti. Laura Kemper, presidente e amministratoredelegato della Kemper Games, Inc., non poteva non sorridere. Dopo quattro anni più o menostatici, sembrava che la società stesse vivendo un anno di vendite assolutamente eccezionali, talida poterla portare ai vertici del settore, già di per sé stesso in buona ascesa.La ragione che stava dietro a questo successo era l'ultima novità lanciata sul mercato dallaKemper, cioè Bungle, ovvero Come ci si comporta nella vita. Laura, accanita giocatrice leistessa, aveva progettato il gioco nell'arco di due anni, insieme a suo marito Peter, il quale eraresponsabile dello sviluppo di nuovi prodotti. La società aveva lanciato sul mercato questogioco da circa sei mesi.Bungle era un gioco di gruppo per adulti, giocato da due/sei giocatori. Nel gioco non vincevanessuno e anzi, il fatto che perdessero tutti sembrava essere l'elemento di maggior successo tra igiocatori di ogni età ed estrazione sociale.L'improvvisa fortuna di Bungle aveva indotto Peter Kemper a svilupparne una nuova versione:SuperBungle, che ben presto avrebbe potuto essere messo in produzione. SuperBugle venivagiocato da gruppi di due persone (ad esempio fra coppie); anche qui tutti perdevano ma, comese non bastasse, i compagni squadra erano spinti a giocare l'uno contro l'altro. Sebbene nonfosse stato fatto alcuno studio di mercato, Peter riponeva grandi speranze in questo nuovo gioco.Il successo di Bungle, tuttavia, doveva creare ben presto problemi di capacità alla KemperGames. Lavorando su 2 turni, la fabbrica poteva produrre circa 900 confezioni al giorno, e ilmagazzino ne stoccava 3.000. L'entità del problema dipendeva da alcune variabili checondizionavano le previsioni di vendita, come indica la Figura 8. A seconda delle ipotesi che sifacevano, le previsioni erano molto diverse. Le stime più caute valevano nel caso Bungle fosseuna moda, che ben presto sarebbe passata; quelle più ottimistiche lo consideravano invece comeun prodotto di grande successo nel tempo, quasi un nuovo Monopoli.
Trimestri daprogrammare (*)
Previsione 1 (**)(confezioni al giorno)
Previsione 2 (***)(confezioni al giorno)
12345678
600 750105015001200 900 750 500
600 750105015001500150015001500
(*) La programmazione della società prevede 62 giorni di produzione per ogni trimestre(**) La previsione 1 presuppone che le vendite di Bungle rappresentino semplicemente una moda che raggiungerà il suo picco nel
trimestre 4 per poi ridursi gradualmente(***) La previsione 2 presuppone che le vendite di Bungle seguiranno parallelamente quelle di Mastermind e del Boggle. Dopo
essere aumentate sull'onda della moda, si manterranno su livelli elevati.Figura 8 - Previsioni di vendita del gioco "Bungle" nei trimentri futuri (Fonte: Ufficio Marketing diKemper Games, Inc., tratto da R.W. Schmenner, 1987).
Dalle previsioni non dipendeva solo l'aumento di capacità necessario, ma anche il modo con cuiottenerlo. Laura Kemper mise a confronto tre alternative base:
1) Aumento della capacità produttiva. Per soddisfare le richieste previste, Kemper Gamespoteva espandersi in sito, per fare ciò c'erano spazio e tempi sufficienti:.la Figura 9 confronta
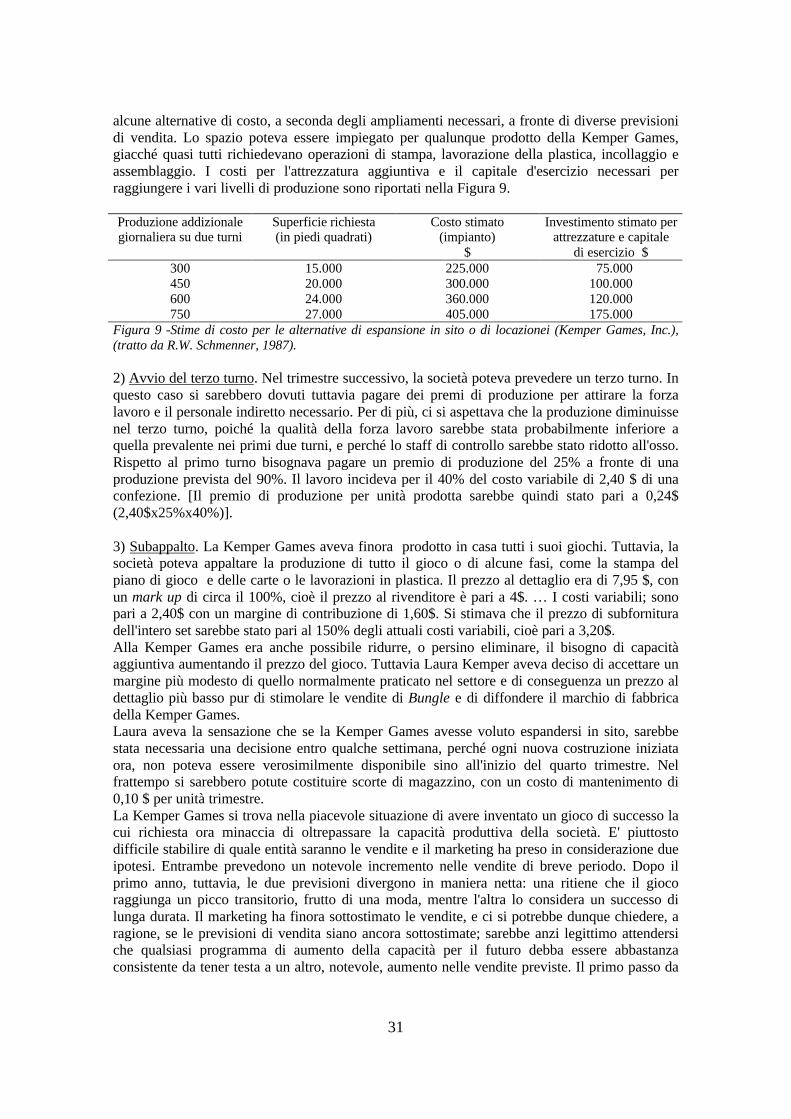
31
alcune alternative di costo, a seconda degli ampliamenti necessari, a fronte di diverse previsionidi vendita. Lo spazio poteva essere impiegato per qualunque prodotto della Kemper Games,giacché quasi tutti richiedevano operazioni di stampa, lavorazione della plastica, incollaggio eassemblaggio. I costi per l'attrezzatura aggiuntiva e il capitale d'esercizio necessari perraggiungere i vari livelli di produzione sono riportati nella Figura 9.
Produzione addizionalegiornaliera su due turni
Superficie richiesta(in piedi quadrati)
Costo stimato(impianto)
$
Investimento stimato perattrezzature e capitale
di esercizio $300450600750
15.00020.00024.00027.000
225.000300.000360.000405.000
75.000100.000120.000175.000
Figura 9 -Stime di costo per le alternative di espansione in sito o di locazionei (Kemper Games, Inc.),(tratto da R.W. Schmenner, 1987).
2) Avvio del terzo turno. Nel trimestre successivo, la società poteva prevedere un terzo turno. Inquesto caso si sarebbero dovuti tuttavia pagare dei premi di produzione per attirare la forzalavoro e il personale indiretto necessario. Per di più, ci si aspettava che la produzione diminuissenel terzo turno, poiché la qualità della forza lavoro sarebbe stata probabilmente inferiore aquella prevalente nei primi due turni, e perché lo staff di controllo sarebbe stato ridotto all'osso.Rispetto al primo turno bisognava pagare un premio di produzione del 25% a fronte di unaproduzione prevista del 90%. Il lavoro incideva per il 40% del costo variabile di 2,40 $ di unaconfezione. [Il premio di produzione per unità prodotta sarebbe quindi stato pari a 0,24$(2,40$x25%x40%)].
3) Subappalto. La Kemper Games aveva finora prodotto in casa tutti i suoi giochi. Tuttavia, lasocietà poteva appaltare la produzione di tutto il gioco o di alcune fasi, come la stampa delpiano di gioco e delle carte o le lavorazioni in plastica. Il prezzo al dettaglio era di 7,95 $, conun mark up di circa il 100%, cioè il prezzo al rivenditore è pari a 4$. … I costi variabili; sonopari a 2,40$ con un margine di contribuzione di 1,60$. Si stimava che il prezzo di subfornituradell'intero set sarebbe stato pari al 150% degli attuali costi variabili, cioè pari a 3,20$.Alla Kemper Games era anche possibile ridurre, o persino eliminare, il bisogno di capacitàaggiuntiva aumentando il prezzo del gioco. Tuttavia Laura Kemper aveva deciso di accettare unmargine più modesto di quello normalmente praticato nel settore e di conseguenza un prezzo aldettaglio più basso pur di stimolare le vendite di Bungle e di diffondere il marchio di fabbricadella Kemper Games.Laura aveva la sensazione che se la Kemper Games avesse voluto espandersi in sito, sarebbestata necessaria una decisione entro qualche settimana, perché ogni nuova costruzione iniziataora, non poteva essere verosimilmente disponibile sino all'inizio del quarto trimestre. Nelfrattempo si sarebbero potute costituire scorte di magazzino, con un costo di mantenimento di0,10 $ per unità trimestre.La Kemper Games si trova nella piacevole situazione di avere inventato un gioco di successo lacui richiesta ora minaccia di oltrepassare la capacità produttiva della società. E' piuttostodifficile stabilire di quale entità saranno le vendite e il marketing ha preso in considerazione dueipotesi. Entrambe prevedono un notevole incremento nelle vendite di breve periodo. Dopo ilprimo anno, tuttavia, le due previsioni divergono in maniera netta: una ritiene che il giocoraggiunga un picco transitorio, frutto di una moda, mentre l'altra lo considera un successo dilunga durata. Il marketing ha finora sottostimato le vendite, e ci si potrebbe dunque chiedere, aragione, se le previsioni di vendita siano ancora sottostimate; sarebbe anzi legittimo attendersiche qualsiasi programma di aumento della capacità per il futuro debba essere abbastanzaconsistente da tener testa a un altro, notevole, aumento nelle vendite previste. Il primo passo da
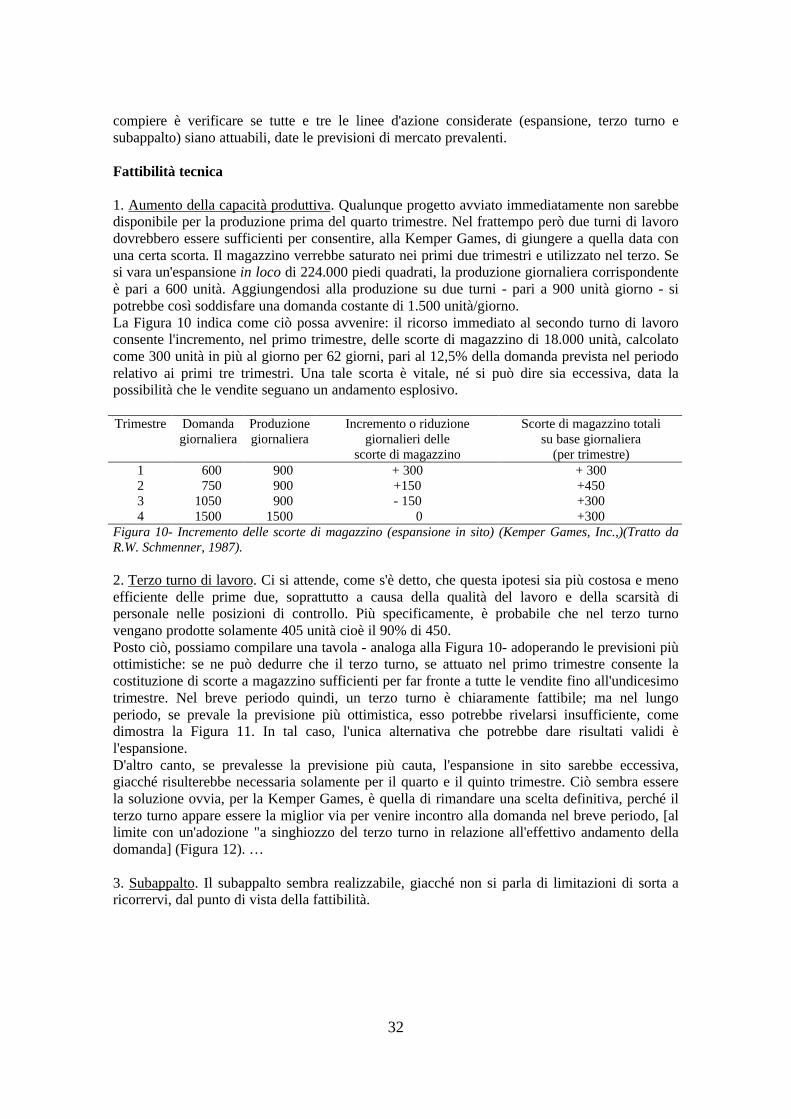
32
compiere è verificare se tutte e tre le linee d'azione considerate (espansione, terzo turno esubappalto) siano attuabili, date le previsioni di mercato prevalenti.
Fattibilità tecnica
1. Aumento della capacità produttiva. Qualunque progetto avviato immediatamente non sarebbedisponibile per la produzione prima del quarto trimestre. Nel frattempo però due turni di lavorodovrebbero essere sufficienti per consentire, alla Kemper Games, di giungere a quella data conuna certa scorta. Il magazzino verrebbe saturato nei primi due trimestri e utilizzato nel terzo. Sesi vara un'espansione in loco di 224.000 piedi quadrati, la produzione giornaliera corrispondenteè pari a 600 unità. Aggiungendosi alla produzione su due turni - pari a 900 unità giorno - sipotrebbe così soddisfare una domanda costante di 1.500 unità/giorno.La Figura 10 indica come ciò possa avvenire: il ricorso immediato al secondo turno di lavoroconsente l'incremento, nel primo trimestre, delle scorte di magazzino di 18.000 unità, calcolatocome 300 unità in più al giorno per 62 giorni, pari al 12,5% della domanda prevista nel periodorelativo ai primi tre trimestri. Una tale scorta è vitale, né si può dire sia eccessiva, data lapossibilità che le vendite seguano un andamento esplosivo.
Trimestre Domandagiornaliera
Produzionegiornaliera
Incremento o riduzionegiornalieri delle
scorte di magazzino
Scorte di magazzino totalisu base giornaliera
(per trimestre)1234
600 75010501500
900 900 9001500
+ 300+150- 150 0
+ 300+450+300+300
Figura 10- Incremento delle scorte di magazzino (espansione in sito) (Kemper Games, Inc.,)(Tratto daR.W. Schmenner, 1987).
2. Terzo turno di lavoro. Ci si attende, come s'è detto, che questa ipotesi sia più costosa e menoefficiente delle prime due, soprattutto a causa della qualità del lavoro e della scarsità dipersonale nelle posizioni di controllo. Più specificamente, è probabile che nel terzo turnovengano prodotte solamente 405 unità cioè il 90% di 450.Posto ciò, possiamo compilare una tavola - analoga alla Figura 10- adoperando le previsioni piùottimistiche: se ne può dedurre che il terzo turno, se attuato nel primo trimestre consente lacostituzione di scorte a magazzino sufficienti per far fronte a tutte le vendite fino all'undicesimotrimestre. Nel breve periodo quindi, un terzo turno è chiaramente fattibile; ma nel lungoperiodo, se prevale la previsione più ottimistica, esso potrebbe rivelarsi insufficiente, comedimostra la Figura 11. In tal caso, l'unica alternativa che potrebbe dare risultati validi èl'espansione.D'altro canto, se prevalesse la previsione più cauta, l'espansione in sito sarebbe eccessiva,giacché risulterebbe necessaria solamente per il quarto e il quinto trimestre. Ciò sembra esserela soluzione ovvia, per la Kemper Games, è quella di rimandare una scelta definitiva, perché ilterzo turno appare essere la miglior via per venire incontro alla domanda nel breve periodo, [allimite con un'adozione "a singhiozzo del terzo turno in relazione all'effettivo andamento delladomanda] (Figura 12). …
3. Subappalto. Il subappalto sembra realizzabile, giacché non si parla di limitazioni di sorta aricorrervi, dal punto di vista della fattibilità.
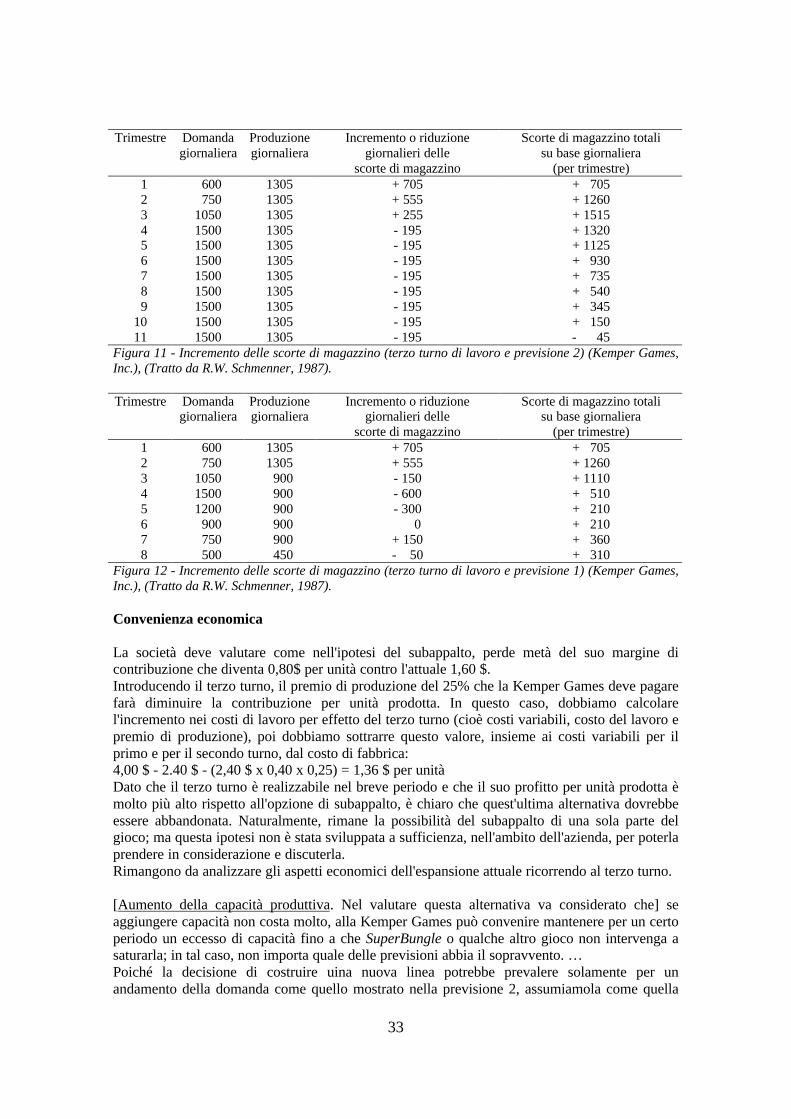
33
Trimestre Domandagiornaliera
Produzionegiornaliera
Incremento o riduzionegiornalieri delle
scorte di magazzino
Scorte di magazzino totalisu base giornaliera
(per trimestre) 1 2 3 4 5 6 7 8 91011
600 750105015001500150015001500150015001500
13051305130513051305130513051305130513051305
+ 705+ 555+ 255- 195- 195- 195- 195- 195- 195- 195- 195
+ 705+ 1260+ 1515+ 1320+ 1125+ 930+ 735+ 540+ 345+ 150- 45
Figura 11 - Incremento delle scorte di magazzino (terzo turno di lavoro e previsione 2) (Kemper Games,Inc.), (Tratto da R.W. Schmenner, 1987).
Trimestre Domandagiornaliera
Produzionegiornaliera
Incremento o riduzionegiornalieri delle
scorte di magazzino
Scorte di magazzino totalisu base giornaliera
(per trimestre) 1 2 3 4 5 6 7 8
600 750105015001200 900 750 500
13051305 900 900 900 900 900 450
+ 705+ 555- 150- 600- 300 0+ 150- 50
+ 705+ 1260+ 1110+ 510+ 210+ 210+ 360+ 310
Figura 12 - Incremento delle scorte di magazzino (terzo turno di lavoro e previsione 1) (Kemper Games,Inc.), (Tratto da R.W. Schmenner, 1987).
Convenienza economica
La società deve valutare come nell'ipotesi del subappalto, perde metà del suo margine dicontribuzione che diventa 0,80$ per unità contro l'attuale 1,60 $.Introducendo il terzo turno, il premio di produzione del 25% che la Kemper Games deve pagarefarà diminuire la contribuzione per unità prodotta. In questo caso, dobbiamo calcolarel'incremento nei costi di lavoro per effetto del terzo turno (cioè costi variabili, costo del lavoro epremio di produzione), poi dobbiamo sottrarre questo valore, insieme ai costi variabili per ilprimo e per il secondo turno, dal costo di fabbrica:4,00 $ - 2.40 $ - (2,40 $ x 0,40 x 0,25) = 1,36 $ per unitàDato che il terzo turno è realizzabile nel breve periodo e che il suo profitto per unità prodotta èmolto più alto rispetto all'opzione di subappalto, è chiaro che quest'ultima alternativa dovrebbeessere abbandonata. Naturalmente, rimane la possibilità del subappalto di una sola parte delgioco; ma questa ipotesi non è stata sviluppata a sufficienza, nell'ambito dell'azienda, per poterlaprendere in considerazione e discuterla.Rimangono da analizzare gli aspetti economici dell'espansione attuale ricorrendo al terzo turno.
[Aumento della capacità produttiva. Nel valutare questa alternativa va considerato che] seaggiungere capacità non costa molto, alla Kemper Games può convenire mantenere per un certoperiodo un eccesso di capacità fino a che SuperBungle o qualche altro gioco non intervenga asaturarla; in tal caso, non importa quale delle previsioni abbia il sopravvento. …Poiché la decisione di costruire uina nuova linea potrebbe prevalere solamente per unandamento della domanda come quello mostrato nella previsione 2, assumiamola come quella
34
valida per la nostra analisi. Per soddisfare i fabbisogni, saranno necessarie 600 unità addizionalial giorno, il che implica una richiesta di spazio pari a una superficie addizionale di 24.000 piediquadrati. Il costo stimato per costruire e installare le apparecchiature in questa area di impiantorisulta essere di 480.000 $ (360.000$ per l'impianto e 120.000 $ per le apparecchiature). Afronte di questo investimento si ha il margine di contribuzione generato dal maggior volumeprodotto di Bungle.Con un profitto di 1,60 $ per unità e una produzione di 600 unità al giorno, il periodo direcupero dell'investimento è pari a 500 giornate lavorative.Sebbene sia piacevole sapere che il periodo di recupero è così rapido, il sistema più convincenteper analizzare gli aspetti economici sulla scelta in esame consiste nel ricorrere all'analisi delvalore attuale netto (net present value - NPV), talvolta chiamata anche analisi del flusso di cassascontato (discounted cash flow). …Un ampliamento di 24.000 piedi quadrati prevede un esborso iniziale di $ 480.000 a fronte diun margine di contribuzione trimestrale atteso di:
$1,60margine di
contribuzioneunitario
600produzione giornaliera
62giorni lavorativi
/trimestre
$59,520margine di
contribuzionetrimestrale
e di margini di contribuzione annuali di $ 238.080 ($ 59.520 per quattro trimestri). Si possonofare diverse ipotesi circa la scelta del tasso di sconto corretto e del relativo orizzonte economico;noi optiamo per un tasso reale elevato e un orizzonte breve perché il mercato dei passatempi èimprevedibile e soggetto alla moda: calcoliamo quindi sulla base di r = 15% su cinque anniIl valore attuale netto del flusso di cassa è di $ 162.800, il che indica come, in questo scenario,alla Kemper Games convenga investire. …
Quali possono essere le riflessioni, non di mera natura contabile, che suggeriscono di ampliaresubito la capacità produttiva? Vediamone alcune:se SuperBungle viene lanciato sul mercato, e le sue vendite seguono il trend di quelle di Bungle,la Kemper Games può aver bisogno di una capacità considerevolmente maggiore di quella chesi potrebbe in ogni caso raggiungere lavorando su tre turni; il marketing ha decisamentesottostimato il successo di Bungle, e non è per nulla certo che le sue stime di vendita attualisiano corrette. Non vi è dubbio che in questi casi prevedere è un compito quanto meno difficile.Comunque, se le vendite fossero sottostimate, la Kemper Games potrebbe avere dei guai permancanza di capacità produttiva. …Da quanto abbiamo detto finora, dovrebbe essere chiaro che persino un problema di capacitàrelativamente semplice, quale quello incontrato da Laura Kemper, una volta analizzato a fondopuò risultare sorprendentemente complesso: nessuna meraviglia quindi, che la maggior partedelle aziende impieghi mesi per sviluppare e rivedere le diverse ipotesi di incremento dellapropria capacità.Come abbiamo potuto vedere, esistono alcuni aspetti critici attinenti alla programmazione dellacapacità e alle relative analisi: la previsione della domanda, la valutazione del fabbisogno dicapacità, la fase di transizione verso un suo incremento, l'analisi economica, ricorrendo aconcetti come il valore attuale netto, l'individuazione dei possibili rischi e le considerazioni ditipo non economico.
La previsione
Premessa di ogni sforzo di pianificazione della capacità, è una previsione, più o menoaggregata, delle vendite nei trimestri e negli anni a venire. Nella maggior parte delle imprese, laformulazione delle previsioni non compete ai responsabili della produzione, per quanto essi
35
possano aver voce in capitolo. Più spesso è la funzione marketing a stilare la previsione dellevendite per un particolare prodotto, o per un'intera linea.La previsione di lungo periodo è spesso un vero e proprio rompicapo, soprattutto se il mercatonon è ben definito o il prodotto è nuovo ovvero è legato dall'andamento di una realtà economicanazionale complessa.
La fase transitoriaCome dimostra il caso della Kemper Games, un conto è accorgersi di aver bisogno di spazio nellungo periodo, e un altro è gestire il passaggio dalla situazione presente fino a quella ottimale.Gli aumenti di capacità si realizzano in modo discontinuo e in tali circostanze bisogna idearepolitiche di breve periodo che riducano i disagi del momento di transizione. Alla KemperGames ciò significava un terzo turno di lavoro, ma in altre situazioni questo può comportare lasubfornitura, o un incremento delle scorte di magazzino, degli adeguamenti di prezzo permodificare la domanda, del lavoro straordinario, il ribilanciamento della linea di produzione oaltre soluzioni analoghe. La natura di questo passaggio, insieme all'entità dei maggiori volumiprevisti, determina spesso un incremento di capacità dilazionata nel tempo. Come abbiamo vistoper la Kemper Games, il fatto che un terzo turno di lavoro soddisfacesse la domanda di breveperiodo, consentiva all'azienda di rimandare la realizzazione di un ampliamento fino a quando ladinamica delle vendite, oggettivamente difficili da valutare, non si fosse precisata meglio.
Analisi economica con il metodo NPVTrovare la giustificazione economica di una proposta di incremento della capacità è un passoimportante nel cammino verso la sua approvazione e attuazione. Poiché i piani di capacità sonoquasi sempre visti con orizzonti di diversi anni, il valore del denaro nell'arco di un certo periododi tempo diventa un elemento importante agli effetti di qualunque analisi economica. Nel casodella Kemper Games, la tecnica adoperata per analizzare gli aspetti economici nell'arco deglianni era quella del valore attuale netto (NPV).L'uso del valore attuale è chiaramente preferibile a metodi più semplici, ma ancora largamenteadoperati, come il calcolo dei periodi di recupero (payback period), metodo con cui si computasemplicemente quando il ricavo di un investimento eguaglia le uscite. Sfortunatamente, ilcalcolo del payback period non tiene conto: a) del valore del denaro nel tempo, vale a dire delfatto che quanto viene speso oggi vale di più, a parità di ammontare, di quanto si incasserà nelfuturo e b) della dinamica nel tempo di entrate e uscite. Pertanto ogni qualvolta le entrate e gliesborsi seguono andamenti irregolari, il calcolo del recupero dà risultati contradditori. …In qualunque analisi degli aspetti economici di un progetto bisogna fare delle ipotesi e,generalmente, è opportuno verificare come gli aspetti economici mutino al modificarsi dellepremesse. Questo genere di analisi di «sensitività»può essere effettuato cambiando: a)l'orizzonte temporale del progetto; b) i flussi di cassa che ci si attende per ogni anno; c) il tassodi sconto che deve essere applicato ai flussi di cassa.I risultati di questa analisi sono importanti perché i rischi connessi con un progetto possonoessere anche molto forti e la convenienza a vararlo dipende proprio dall'equilibrio tra NPV erischi connessi. L'analisi di sensitività aiuta a individuare i progetti a forte rischio, ma anche aelevato NPV.
Come valutare i rischiLe decisioni riguardanti la capacità sono fra le più incerte tra quante l'azienda deve affrontare;se da un lato non esiste un sistema infallibile per padroneggiare situazioni rischiose, d'altrocanto è generalmente utile sapere se ampliare la capacità conviene o è troppo costoso, e qualisvantaggi l'azienda si trova a dover affrontare per il fatto di averne troppa oppure troppo poca.Se per esempio, gli incrementi di capacità richiedono esborsi modesti mentre delle carenzepossono causare la rinuncia a un profitto sostanzioso, probabilmente è meglio che l'aziendaaccetti il rischio di un sovradimensionamento. Molti processi produttivi organizzati sucommessa o per lotti comportano investimenti relativamente modesti e un elevato apporto di
36
lavoro. In tali processi, si verifica spesso che valga la pena di avere un eccesso di capacità cuiricorrere nei periodi di punta della domanda, lasciandola invece inattiva per il resto del tempo.Potervi ricorrere quando serve ripaga infatti più che abbondantemente degli oneri che nederivano.
Considerazioni non strettamente economicheE' vero che gli aspetti economici di un progetto di incremento della capacità sono importanti masbaglierebbe chi decidesse basandosi solo su di essi. Vi sono tre fattori non quantificabili - o perlo meno, difficili da quantificare - che meritano un'attenzione specifica:L'impatto delle scelte relative alla modifica della capacità e degli impianti sulle attivitàesistenti. Aumentare la capacità produttiva e ampliare gli impianti può essere fonte di problemi;anzi, è abbastanza raro che vada tutto secondo le previsioni. Spesso conviene quindi mettere inconto una certa dose di imprevisto a fronte di intoppi che si verificheranno nella fase di messa aregime: per esempio, nel caso della Kemper Games, l'introduzione del terzo turno di lavoroimplica un certo livello di confusione. Stabilire l'entità di tale confusione è difficile, mad'altronde la sua esistenza non può essere ignorata. Spesso un mutamento di capacità o diimpianti modifica le caratteristiche dello stesso processo produttivo o della movimentazione deimateriali all'interno dell'azienda, e in alcuni casi è possibile che anche il marketing e le politichedi vendita debbano essere adeguati a un mutamento di tal genere. L'avviamento della nuovacapacità impegna poi l'attenzione dello staff tecnico e dei responsabili, distraendoli dalleproduzioni correnti. Infine, è opportuno ricordare che ogni azienda, e ogni settore, ha le propriecaratteristiche in cui può riflettersi, in varia misura, l'effetto di una modifica della capacitàproduttiva.La reazione degli altri concorrenti al mutamento di capacità. Molti progetti di incremento dellacapacità non possono essere definiti come se ci si trovasse soli al mondo, poiché in realtà la loroconvenienza poggia in parte sul come reagiranno i concorrenti. Questo è particolarmente verosui mercati oligopolistici o dove i costi di trasporto hanno una importanza notevole. Ilcomportamento di un concorrente può, in questi casi, modificare anche di molto il mercato diuna specifica area geografica.Flessibilità e nuova capacità. Nelle industrie in rapida crescita è normale avere sempre nuoviprodotti, mercati e modi di impostare il marketing; la produzione deve perciò essere flessibile ela decisione di variare la struttura produttiva deve tenerne conto. Si tratta di un aspetto moltodifficile da quantificare, ma che può essere toppo importante per ignorarlo a priori.
Le difficoltà tipiche nel dimensionamento della capacità produttiva
Le considerazioni contabili suggerite all'inizio del capitolo come unico strumento di decisione sidimostrano molto rigide e poco sensibili alle esigenze concrete del manager. E' quasi ridicolopensare che gli acquisti - che pure sono circa il 50% del fatturato di molte aziende - e il costodel personale siano, il più delle volte, gestiti come routine, mentre ci si preoccupa di giustificarecon mille calcoli investimenti che di fatto richiedono una quantità molto inferiore di denaro.Molte aziende considerano le scelte produttive come fatti isolati e non inseriti in una strategiaglobale. Ciò svilisce molte scelte anche perché bisogna fare i conti con le pretese della direzionefinanziaria; ne nascono, quindi, problemi come quelli che seguono.Le analisi degli investimenti sono spesso usate per studi di ampliamenti ma non di sostituzionedegli impianti. Si hanno quindi spesso ottiche falsate, quando si investe per mantenere lacompetitività degli impianti esistenti;la burocraticità delle procedure fa sì che vengano analizzate solo poche alternative. A parole si èpropensi alle innovazioni radicali ma nella realtà si è molto conservatori, quando addirittura nonsi cerca di intuire quello che la direzione generale vorrebbe per adeguarvisi;
37
le analisi degli investimenti sono condizionate da una sostanziale incertezza: i costi sonoquantificati mentre ricavi e vantaggi restano meno chiaramente definiti. Si scelgono, quindi, lesoluzioni più ovvie, che raramente sono le più interessanti nel lungo periodo;per ovviare ai rischi di miopia e di incertezza, gli analisti che davvero credono nelcambiamento, finiscono con il manipolare i dati; il confronto è quindi, tra loro e chi deveprendere la decisione. Spesso quest'ultima ha come vincolo quello di dover garantire un tasso direndimento minimo e in molti casi si tratta di un tasso elevato proprio per essere sicuri che ilnuovo investimento sia effettivamente interessante. Spesso, purtroppo, tutto ciò non è altro cheun ulteriore incentivo a manipolare i dati.
Ogni progetto deve essere visto nell'ambito della strategia globale dell'impresa. Posto che ogniprogetto coinvolge tecnologia, impianti e organizzazione della produzione, bisogna sempredomandarsi quanto esso sia compatibile con i piani dell'impresa. Tutto ciò non vuol dire che ilmetodo NPV sia inutile, ma semplicemente che bisogna tener conto di tutto; in particolarebisogna fare anche delle ricerche ex post in modo da rendersi conto della complessità e delnumero dei problemi effettivamente sollevati. " (Schmenner, 1987, pp. 343-361)
38
1.E - La programmazione e il controllo della produzione
La programmazione e controllo della produzione rientra assieme alla gestione deimateriali nelle "scelte di gestione" del sistema produttivo. Si innesta cioè a valle delle"scelte di progettazione" muovendosi all'interno dei vincoli che in questa fase sono statifissati."Il tema centrale dell'attività di programmazione risiede nell'esigenza di armonizzare le richiestedel mercato (espresse da una previsione della domanda, ovvero consolidate in un portafoglioordini) con le potenzialità del sistema produttivo; ciò osservando i vincoli espressi dallaampiezza del mix richiesto, dal ritmo della domanda e dai termini di consegna, per quantoriguarda il mercato; dalle esigenze di saturazione dei macchinari, del contenimentodell'investimento in scorte e degli specifici rapporti di fornitura, per quanto concerne l'offerta.Il sistema di Programmazione e Controllo della Produzione è pertanto correlato agli altri sistemiche caratterizzano la gestione aziendale: commerciale, amministrativo-finanziario,organizzativo e con questi interagisce nella incessante ricerca di un equilibrio globale.Per affrontare in modo strutturato il tema della programmazione e controllo della produzionenon è peraltro possibile prescindere dalla tipologia del processo produttivo oggetto di analisi edalle sue caratteristiche operative. L'osservazione delle modalità di programmazione, inoltre, sipresta ad una analisi scomposta in fasi collocabili, rispettivamente, nell'orizzonte temporalelungo, medio, breve e immediato.Nel seguito, pertanto, dopo aver illustrato l'influsso delle differenti tipologie di processo sullecaratteristiche della programmazione, si affronteranno i temi della formulazione del pianoaggregato di produzione, del piano principale e dello scheduling, secondo uno scema diprogressivo dettaglio che fonda la propria ragion d'essere nella costante ricerca del piùopportuno bilanciamento tra obiettivi divergenti.Nello sviluppo di tale disegno occorre inoltre valutare attentamente le caratteristiche delladomanda espressa dal mercato e delle componenti economiche rilevanti, connesse ad ogni sceltadi programmazione.
1.E.1 Programmazione della produzione e tipologia dei processi produttivi
Osservando le possibili classificazioni operate per l'analisi dei processi produttivi, appareevidente come le caratteristiche del processo (discreto o continuo), delle operazioni (difabbricazione o montaggio), i volumi trattati (pezzi singoli, piccole e grandi serie) e le tipologiedi produzione (per commessa e per il magazzino), evidenziano problematiche radicalmentedifferenti in tema di programmazione e controllo della produzione, sotto molteplici profili:- complessità ed articolazione del processo di programmazione;- ampiezza dell'orizzonte temporale coperto;- numerosità e complessità dei prodotti e processi coinvolti;- obiettivi specifici del processo di programmazione.Con riguardo alla progettazione e gestione di un sistema di programmazione della produzione,le differenti tipologie di produzione possono essere raggruppate come segue: i processi continui(chimico, petrolifero, cartario, siderurgico, ecc.), generalmente caratterizzati da un limitatonumero di prodotti semplici (o poco complessi), poche fasi di lavorazione e flussi produttivilunghi, sono relativamente agevoli da programmare. I prodotti in questione vengono dettisemplici in ragione del ridotto numero (2 o 3) di livelli della distinta base. Eventuali elementi dicomplessità possono nascere in caso di produzioni congiunte, in cui il mix produttivotecnologicamente vincolato ed immodificabile si discosta dal mix delle richieste di mercato. Ciòè particolarmente frequente nelle produzioni petrolchimiche in cui, per effetto di processi dicracking, ad ogni unità di prodotto derivato, corrispondono definite unità di altri prodotticongiunti o coprodotti, richiesti non necessariamente nella stessa proporzione dal mercato. Del
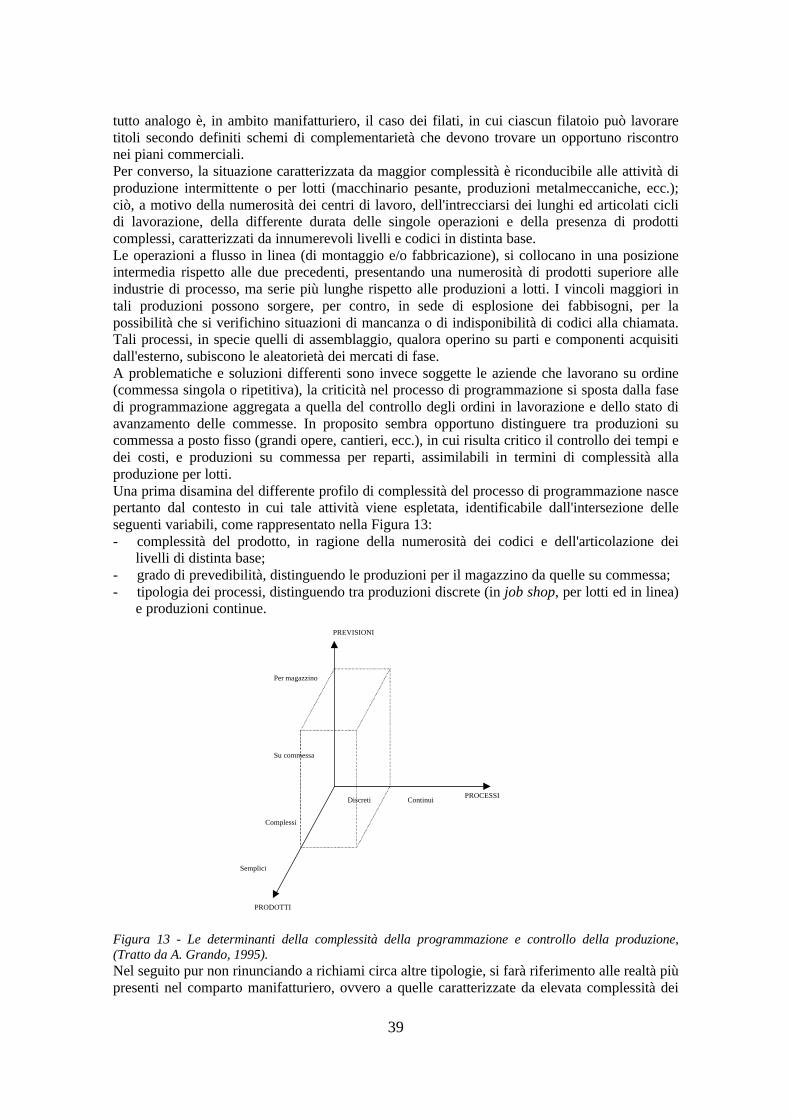
39
tutto analogo è, in ambito manifatturiero, il caso dei filati, in cui ciascun filatoio può lavoraretitoli secondo definiti schemi di complementarietà che devono trovare un opportuno riscontronei piani commerciali.Per converso, la situazione caratterizzata da maggior complessità è riconducibile alle attività diproduzione intermittente o per lotti (macchinario pesante, produzioni metalmeccaniche, ecc.);ciò, a motivo della numerosità dei centri di lavoro, dell'intrecciarsi dei lunghi ed articolati ciclidi lavorazione, della differente durata delle singole operazioni e della presenza di prodotticomplessi, caratterizzati da innumerevoli livelli e codici in distinta base.Le operazioni a flusso in linea (di montaggio e/o fabbricazione), si collocano in una posizioneintermedia rispetto alle due precedenti, presentando una numerosità di prodotti superiore alleindustrie di processo, ma serie più lunghe rispetto alle produzioni a lotti. I vincoli maggiori intali produzioni possono sorgere, per contro, in sede di esplosione dei fabbisogni, per lapossibilità che si verifichino situazioni di mancanza o di indisponibilità di codici alla chiamata.Tali processi, in specie quelli di assemblaggio, qualora operino su parti e componenti acquisitidall'esterno, subiscono le aleatorietà dei mercati di fase.A problematiche e soluzioni differenti sono invece soggette le aziende che lavorano su ordine(commessa singola o ripetitiva), la criticità nel processo di programmazione si sposta dalla fasedi programmazione aggregata a quella del controllo degli ordini in lavorazione e dello stato diavanzamento delle commesse. In proposito sembra opportuno distinguere tra produzioni sucommessa a posto fisso (grandi opere, cantieri, ecc.), in cui risulta critico il controllo dei tempi edei costi, e produzioni su commessa per reparti, assimilabili in termini di complessità allaproduzione per lotti.Una prima disamina del differente profilo di complessità del processo di programmazione nascepertanto dal contesto in cui tale attività viene espletata, identificabile dall'intersezione delleseguenti variabili, come rappresentato nella Figura 13:- complessità del prodotto, in ragione della numerosità dei codici e dell'articolazione dei
livelli di distinta base;- grado di prevedibilità, distinguendo le produzioni per il magazzino da quelle su commessa;- tipologia dei processi, distinguendo tra produzioni discrete (in job shop, per lotti ed in linea)
e produzioni continue.
Figura 13 - Le determinanti della complessità della programmazione e controllo della produzione,(Tratto da A. Grando, 1995).Nel seguito pur non rinunciando a richiami circa altre tipologie, si farà riferimento alle realtà piùpresenti nel comparto manifatturiero, ovvero a quelle caratterizzate da elevata complessità dei
Discreti ContinuiPROCESSI
Complessi
Semplici
Per magazzino
Su commessa
PRODOTTI
PREVISIONI
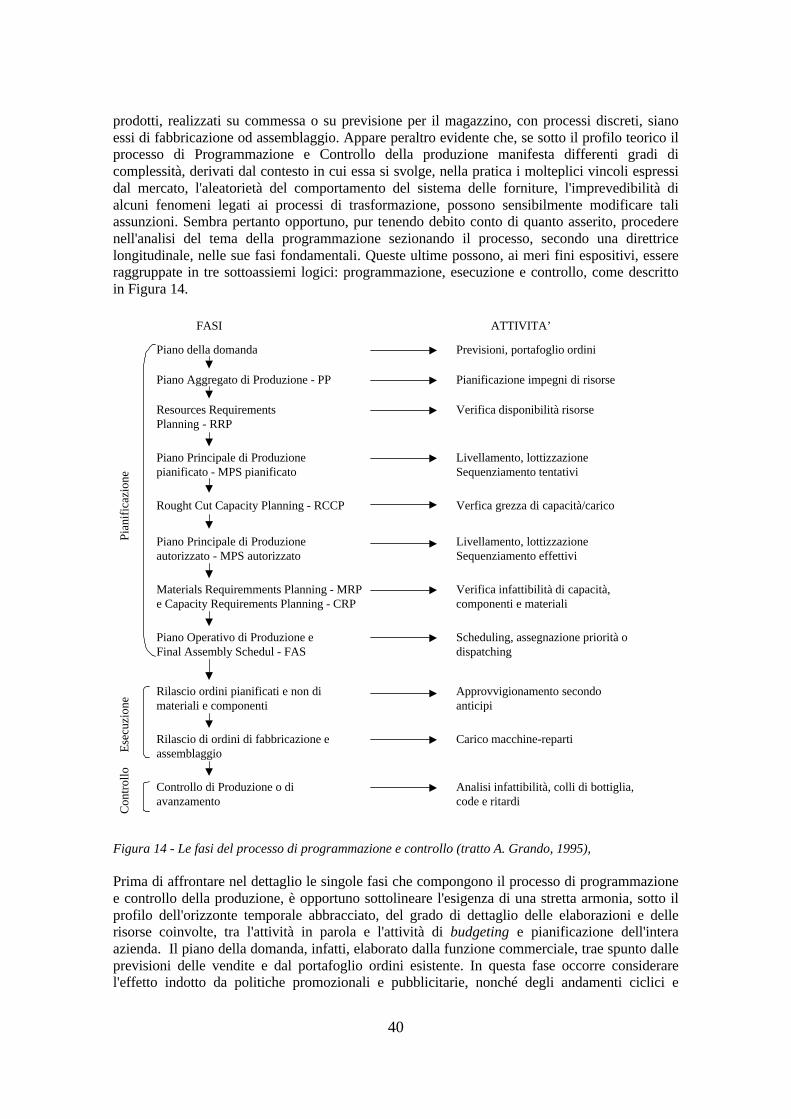
40
prodotti, realizzati su commessa o su previsione per il magazzino, con processi discreti, sianoessi di fabbricazione od assemblaggio. Appare peraltro evidente che, se sotto il profilo teorico ilprocesso di Programmazione e Controllo della produzione manifesta differenti gradi dicomplessità, derivati dal contesto in cui essa si svolge, nella pratica i molteplici vincoli espressidal mercato, l'aleatorietà del comportamento del sistema delle forniture, l'imprevedibilità dialcuni fenomeni legati ai processi di trasformazione, possono sensibilmente modificare taliassunzioni. Sembra pertanto opportuno, pur tenendo debito conto di quanto asserito, procederenell'analisi del tema della programmazione sezionando il processo, secondo una direttricelongitudinale, nelle sue fasi fondamentali. Queste ultime possono, ai meri fini espositivi, essereraggruppate in tre sottoassiemi logici: programmazione, esecuzione e controllo, come descrittoin Figura 14.
Figura 14 - Le fasi del processo di programmazione e controllo (tratto A. Grando, 1995),
Prima di affrontare nel dettaglio le singole fasi che compongono il processo di programmazionee controllo della produzione, è opportuno sottolineare l'esigenza di una stretta armonia, sotto ilprofilo dell'orizzonte temporale abbracciato, del grado di dettaglio delle elaborazioni e dellerisorse coinvolte, tra l'attività in parola e l'attività di budgeting e pianificazione dell'interaazienda. Il piano della domanda, infatti, elaborato dalla funzione commerciale, trae spunto dalleprevisioni delle vendite e dal portafoglio ordini esistente. In questa fase occorre considerarel'effetto indotto da politiche promozionali e pubblicitarie, nonché degli andamenti ciclici e
Piano della domanda Previsioni, portafoglio ordini
Piano Aggregato di Produzione - PP Pianificazione impegni di risorse
Resources RequirementsPlanning - RRP
Verifica disponibilità risorse
Piano Principale di Produzionepianificato - MPS pianificato
Livellamento, lottizzazioneSequenziamento tentativi
Rought Cut Capacity Planning - RCCP Verfica grezza di capacità/carico
Piano Principale di Produzioneautorizzato - MPS autorizzato
Livellamento, lottizzazioneSequenziamento effettivi
Materials Requiremments Planning - MRPe Capacity Requirements Planning - CRP
Verifica infattibilità di capacità,componenti e materiali
Piano Operativo di Produzione eFinal Assembly Schedul - FAS
Scheduling, assegnazione priorità odispatching
Rilascio ordini pianificati e non dimateriali e componenti
Approvvigionamento secondoanticipi
Rilascio di ordini di fabbricazione eassemblaggio
Carico macchine-reparti
Controllo di Produzione o diavanzamento
Analisi infattibilità, colli di bottiglia,code e ritardi
FASI ATTIVITA’
Con
trol
loPi
anif
icaz
ione
Ese
cuzi
one
41
stagionali delle vendite. A tali determinazioni si contrappone il Piano aggregato di produzione oProduction Plan - PP, che ha lo scopo di pianificare l'impiego delle risorse (capacitàproduttiva), valutandone, nel contempo, i limiti in termini di elasticità.Dalla contrapposizione della Capacità Produttiva Necessaria, desunta dal piano delle vendite,con la Capacità Produttiva Disponibile, calcolata in base a parametri tecnici, si genera una primaverifica di fattibilità o di carico; in talune applicazioni, tale fase è supportata dall'impiego disistemi RRP - Resources Requirements Planning. In caso di soluzione negativa, occorreprocedere alla ripianificazione, ricercando modalità di ampliamento della capacità produttiva oattenuando le ambizioni commerciali, attraverso la rivisitazione delle previsioni di vendita. Incaso affermativo, si sviluppa la fase successiva, ovvero la formulazione del Piano Principale diproduzione o Master Production Schedule - MPS.In tale fase si definiscono le alternanze di produzione (sequenziamento) e l'entità dei lotti diproduzione (lottizzazione), avendo cura di operare secondo modalità di saturazione dellecapacità produttive e di livellamento dei carichi di lavoro; ad evidenza, tali operazionicomportano una preventiva analisi di disponibilità delle capacità e dei componenti critici, conl'impiego di moduli RCCP - Rough Cut Capacity Planning.Autorizzato il Piano Principale, si procede alla programmazione di dettaglio dei carichi previaesplosione, in funzione delle informazioni contenute in Distinta Base, dei fabbisogni dimateriali e componenti (Materials Requirements Planning). Parallelamente occorre valutare ladisponibilità delle capacità produttive richieste dai Cicli di Lavorazione (Capacity RequirementsPlanning). Come verrà più approfonditamente descritto nel seguito, in questa fase si definisce ilPiano Operativo di produzione, caratterizzato dal Piano Finale di Montaggio, Final AssemblySchedule -FAS, per le attività terminali o «di coda», e dallo Scheduling in senso stretto per tuttele altre operazioni, dette anche «di testa». Gli ordini così pianificati vengono lanciati ai reparti amonte (se ordini di fabbricazione o preassemblaggi), ai terzi fornitori (se diapprovvigionamento), tenendo debito conto dei rispettivi lead time e delle esistenze disponibilia magazzino.Verificata la disponibilità di tutti i componenti e della capacità produttiva, si dà avvio alla fasedi esecuzione, con il progressivo rilascio degli ordini di produzione e assemblaggio. In questafase assume rilevanza l'assegnazione di priorità tra le diverse commesse o lotti, effettuatasecondo precisi obiettivi di breve termine (scadenze, saturazioni, indisponibilità), detta ancheDispatching.L'ultimo anello del ciclo descritto, è rappresentato dal Controllo di Produzione, inteso amonitorare il corretto avanzamento del lavoro, il manifestarsi di colli di bottiglia, l'accumulo dicode, l'insorgere di scarti, o di altre anomalie che possono pregiudicare il conseguimento degliobiettivi di efficienza e servizio programmati. L'attività di controllo sviluppa input informativisullo stato delle macchine e dei processi utili alle misure di prestazione del sistema produttivo-logistico e alla reimpostazione dei cicli successivi del processo di programmazione." (Grando,1995 pp. 147-154)
"A fronte dell'imprevedibilità dei mercati in termini di volumi e di mix, le scelte teoricamenteperseguibili da un'impresa sono sostanzialmente due:a) dotarsi di una capacità produttiva elastica o eccedentaria e di una struttura estremamente
flessibile, in modo da poter reagire tempestivamente ad ogni variazione di richiesta;b) anticipare la volubilità del mercato producendo per il magazzino in numero ed assortimento
tali da garantire il soddisfacimento della domanda prevista.Delle due l'una: reagire con tempestività o prevedere ed anticipare. Appare quasi superfluosottolineare che le due scelte osservate non sempre possono darsi come alternative, in ragionedelle specificità dell'oggetto osservato e del contesto tecnico-economico in cui questo opera;esse, inoltre, conducono a soluzioni organizzative, tecniche e gestionali assolutamentedifferenti, con difformi riflessi sotto il profilo economico (grado di variabilità dei costi) efinanziario (entità e grado di strutturalità del fabbisogno).
42
[Visto che] l'essenza della programmazione risiede nel dover far fronte alla varietà ed allavariabilità delle richieste, la sua ottimizzazione non può che essere ricondotta alla osservazionedei soli costi rilevanti e alla minimizzazione del costo globale associato alla formulazione delpiano. Due sono infatti, come già affermato, i vincoli sempre presenti, e strettamente interrelati,nelle decisioni di Gestione della Produzione: la fattibilità tecnica e la convenienza economica; iltema, nella fattispecie in esame, si pone sia in termini di valutazione di un piano, sia nel caso diselezione tra più piani alternativi. In sede di Programmazione della Produzione, i costi oggettodi rilevazione, solo se rilevanti e differenziali, sono sostanzialmente i seguenti:- i costi di produzione, siano essi variabili, fissi, diretti od indiretti;- i costi di manodopera in straordinario;- i costi di subfornitura;- i costi di mantenimento a scorta;- i costi di set-up;- i costi fuori-scorta.Tra i costi variabili di produzione occorre dunque quantificare i costi relativi a materie prime,materiali diretti di consumo, manutenzione diretta, manodopera diretta (se flessibile e mobile)ed energia. Sono invece considerati fissi i costi di supervisione, la manutenzione programmata,la manodopera diretta se non flessibile e mobile, le quote d'ammortamento ed i costi generali diproduzione. I costi del lavoro straordinario si manifestano qualora si renda necessario operare aldi fuori degli orari normali e, generalmente, si accompagnano a maggiori oneri per connessi calidi produttività.Il costo della subfornitura è connesso agli extra-costi generati in caso di appalto a terzi di quotedi produzione. Al prezzo di trasferimento negoziato vanno aggiunti i costi relativi ad un piùattento controllo di qualità in entrata, il costo di valutazione e selezione del fornitore, eventualioneri di trasporto, costi per attrezzature offerte in uso, campionature e preserie, maggior scortadi sicurezza a fronte di una accresciuta aleatorietà delle consegne.Il costo di mantenimento a scorta ed il costo dell'eventuale fuori-scorta sono riconducibilirispettivamente alla disponibilità o indisponibilità a fronte di una richiesta del mercato; il costodi mantenimento è rappresentato dalla somma, per tutti i periodi di permanenza a magazzino,dei costi unitari di mantenimento associati ad un periodo, moltiplicati per il numero di unitàgiacenti. In proposito si ricorda che assumono rilevanza i soli costi effettivamente anticipati,tipicamente quelli variabili.I costi di fuori-scorta sono generalmente commisurati al margine di contribuzione persocorrelato alla mancata vendita; ciò in assenza di backlog, ovvero nell'impossibilità di recuperarelo stock-out con una consegna ritardata. A tali oneri vanno quindi aggiunti ulteriori costi, assaidifficili da apprezzare, quali la perdita di immagine, la perdita della fedeltà del cliente, ecc.Nelle realtà produttive in cui il profilo temporale assume un valore consistente, segnatamentenella realizzazione di grandi commesse, le clausole contrattuali prevedono definiti oneriaggiuntivi in caso di ritardi, sotto forma di penali.Da ultimo, il costo di set-up, ovvero il costo connesso ad una variazione di ritmo produttivo(variabilità della richiesta) o di codice in produzione (varietà della richiesta) … include i costidella manodopera che effettua il riattrezzaggio, eventuali materiali di consumo impiegatinell'operazione, extrascarti connessi al riavvio delle linee, se irrecuperabili. …Infine, occorre accennare allo sviluppo temporale del programma; in proposito, a prescinderedall'orizzonte temporale coperto, si fa riferimento alle modalità di programmazione rolling o ascorrimento, caratterizzate da più livelli di visibilità costanti nel tempo, cui si correlano gradi didettaglio crescenti.Con riferimento alla pianificazione delle produzioni svolte da un'unità produttiva, si possonodistinguere:- Il piano aggregato, con orizzonte temporale generalmente annuale, è volto alla
programmazione per gruppi di famiglie o linee di prodotto non potendosi ipotizzare, in sedeprevisionale, dettagli ulteriori sufficientemente affidabili.
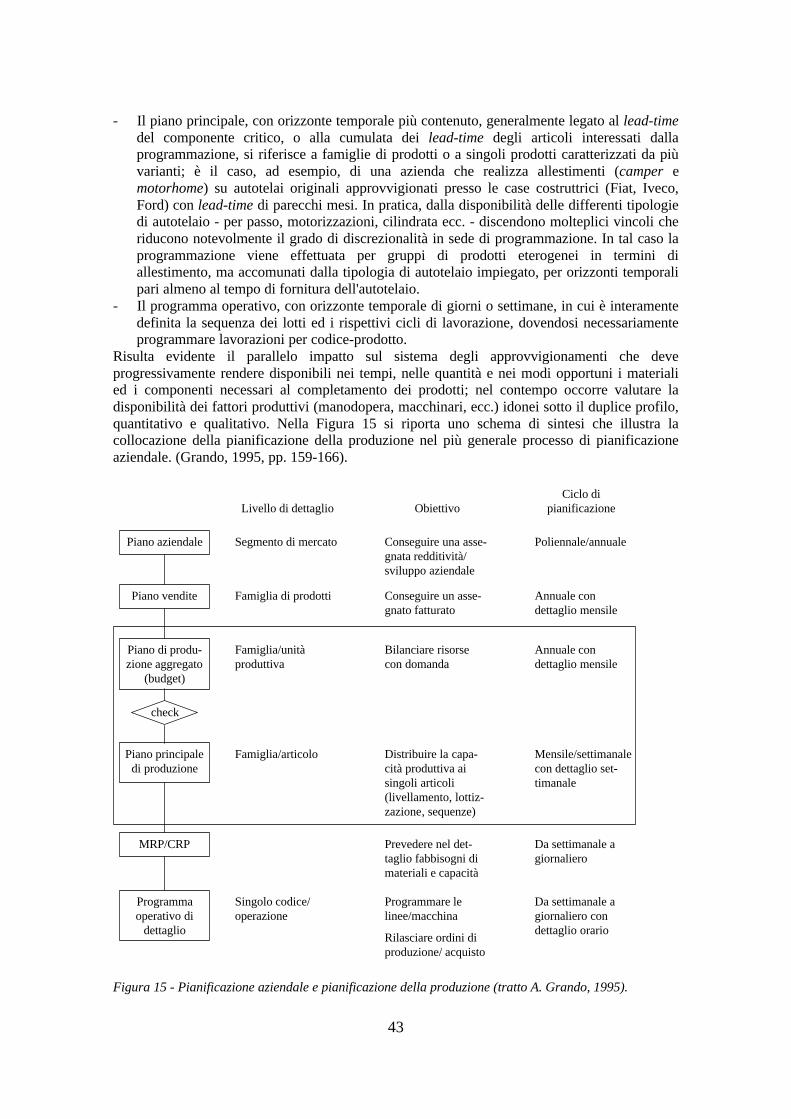
43
- Il piano principale, con orizzonte temporale più contenuto, generalmente legato al lead-timedel componente critico, o alla cumulata dei lead-time degli articoli interessati dallaprogrammazione, si riferisce a famiglie di prodotti o a singoli prodotti caratterizzati da piùvarianti; è il caso, ad esempio, di una azienda che realizza allestimenti (camper emotorhome) su autotelai originali approvvigionati presso le case costruttrici (Fiat, Iveco,Ford) con lead-time di parecchi mesi. In pratica, dalla disponibilità delle differenti tipologiedi autotelaio - per passo, motorizzazioni, cilindrata ecc. - discendono molteplici vincoli cheriducono notevolmente il grado di discrezionalità in sede di programmazione. In tal caso laprogrammazione viene effettuata per gruppi di prodotti eterogenei in termini diallestimento, ma accomunati dalla tipologia di autotelaio impiegato, per orizzonti temporalipari almeno al tempo di fornitura dell'autotelaio.
- Il programma operativo, con orizzonte temporale di giorni o settimane, in cui è interamentedefinita la sequenza dei lotti ed i rispettivi cicli di lavorazione, dovendosi necessariamenteprogrammare lavorazioni per codice-prodotto.
Risulta evidente il parallelo impatto sul sistema degli approvvigionamenti che deveprogressivamente rendere disponibili nei tempi, nelle quantità e nei modi opportuni i materialied i componenti necessari al completamento dei prodotti; nel contempo occorre valutare ladisponibilità dei fattori produttivi (manodopera, macchinari, ecc.) idonei sotto il duplice profilo,quantitativo e qualitativo. Nella Figura 15 si riporta uno schema di sintesi che illustra lacollocazione della pianificazione della produzione nel più generale processo di pianificazioneaziendale. (Grando, 1995, pp. 159-166).
Figura 15 - Pianificazione aziendale e pianificazione della produzione (tratto A. Grando, 1995).
Piano aziendale Segmento di mercato Conseguire una asse-gnata redditività/sviluppo aziendale
Poliennale/annuale
Piano vendite Famiglia di prodotti Conseguire un asse-gnato fatturato
Annuale condettaglio mensile
Piano di produ-zione aggregato
(budget)
Famiglia/unitàproduttiva
Bilanciare risorsecon domanda
Annuale condettaglio mensile
check
Piano principaledi produzione
Famiglia/articolo Distribuire la capa-cità produttiva aisingoli articoli(livellamento, lottiz-zazione, sequenze)
Mensile/settimanalecon dettaglio set-timanale
MRP/CRP Prevedere nel det-taglio fabbisogni dimateriali e capacità
Da settimanale agiornaliero
Programmaoperativo di
dettaglio
Singolo codice/operazione
Programmare lelinee/macchina
Rilasciare ordini diproduzione/ acquisto
Da settimanale agiornaliero condettaglio orario
Livello di dettaglio ObiettivoCiclo di
pianificazione
44
1.E.2 Il Piano della domanda
"Il Piano della domanda, come si è detto, è volto alla quantificazione della Capacità ProduttivaNecessaria, cioè dei volumi produttivi richiesti, espressi in unità di capacità produttiva. Lemodalità di definizione del piano differiscono in termini di orizzonte temporale coperto e livellodi dettaglio, in funzione della tipologia di mercato, di settore, del ciclo di vita del prodotto e dialtre peculiarità. A prescindere da tali specificità, ogni azienda necessita di previsioni perorientare la programmazione della produzione; le previsioni a lungo termine (cinque o più anni)e quelle a medio termine (da 1 a 3 anni) risultano critiche per le politiche di investimento, perl'allestimento delle capacità produttive, la scelta di impianti e tecnologie, la definizione dimassima degli organici e le politiche di sviluppo di nuovi prodotti. Limitandoci nel nostroesame alla gestione operativa, assumono rilevanza le previsioni a breve termine (1 anno): daqueste ultime, infatti, trae origine il processo di programmazione.Prima di affrontare l'analisi dettagliata delle tecniche previsionali più utili alla programmazionedella produzione, occorre sottolineare due aspetti concernenti il tema in esame:a) non tutte le richieste devono essere previste, talune possono essere calcolate. Con ciò si fa
esplicito riferimento alla distinzione, ripresa nel seguito a proposito della gestione dellescorte, tra beni a domanda indipendente e beni a domanda dipendente; tra i primi sicollocano gli articoli per i quali la domanda non può essere desunta deterministicamente daquella di beni livello superiore, ma al più stimata (prodotti finiti, ricambi, materiali diconsumo); si dicono per contro a domanda dipendente i beni la cui richiesta, o piùcorrettamente il fabbisogno, viene derivata aritmeticamente dalla domanda di altri prodottidi fase gerarchicamente superiori sia essa calcolata a sua volta o stimata (complessivi,gruppi, assiemi, sottoassiemi e componenti);
b) in funzione dell'orizzonte temporale, mutando le finalità della previsione, varia il livello diaggregazione oggetto della stima. Le previsioni a lungo termine sono infatti operate su ampiinsiemi di prodotti, le previsioni di medio termine vengono effettuate per sottoinsiemi,tipicamente linee o famiglie di prodotti, quelle di breve, infine, possono raggiungere elevatilivelli di dettaglio (il singolo prodotto, la variante od il codice), spinti sino ai limiti dellasignificatività e della affidabilità." (Grando, 1995 pp. 166-167)
"A seconda dell'orizzonte considerato possono variare possono variare considerevolmente il tipodi informazioni utilizzate. Va da sé che al crescere dell'intervallo previsionale cresce anche ladifficoltà della stima e la probabilità di commettere errori. Ciò deriva dal fatto che l'unicoelemento su cui possiamo fare riferimento per le previsioni (e non sembri un paradosso) èrappresentato dal passato. Se il mondo rispondesse a un complesso di leggi puramentemeccanicistiche, l'evoluzione del futuro sarebbe già tutta inscritta nel passato e, almeno dalpunto di vista teorico, sarebbe proponibile il tentativo di effettuare una previsione esatta. Glistudiosi di filosofia della scienza rifiutano questa ipotesi, ma naturalmente ciò non toglie che ilpassato costituisca comunque una eredità che non manca di influenzare in qualche modo ilfuturo. Da un lato questo rende ragionevole fare delle previsioni, dall'altro quanto più ciproiettiamo verso un futuro lontano tanto meno conta l'eredità del passato ed aumenta ilpotenziale di variabilità.Solitamente la previsione della domanda è considerata come l'output derivante dalla interazionefra un certo numero di variabili-causa (input). Il problema previsionale consiste allora neltentativo di misurare l'input e di elaborare un modello logico-matematico da cui desumerel'output. Normalmente gli elementi costituenti l'input sono numerosissimi, anche se l'importanzarelativa di questi fattori influenzanti può essere molto diversa. Ciò porta alla necessità dieffettuare drastiche semplificazioni allo scopo di limitare l'analisi ai soli fattori più significativi.Un tentativo di effettuare l'isolamento di questi fattori è realizzato attraverso l'ipotesi che ivalori assoluti della domanda da esaminare siano la risultante di solo quattro componenti:- componente di fondo (trend);- componente ciclica (o congiunturale);
45
- componente stagionale;- componente erratica.A partire dalla osservazione dei valori effettivamente assunti dalla domanda nel passato èpossibile pervenire, anche se con un procedimento almeno in parte arbitrario, allascomposizione della domanda effettiva in quattro funzioni, tante quante sono le sue componenti,in modo che la somma dei valori delle quattro funzioni sia pari alla domanda effettiva. In questomodo una previsione di lungo periodo potrebbe basarsi (a scopo esemplificativo) sulla solaestrapolazione della tendenza di fondo, mentre in un previsione di breve periodo si potrebbetenere conto solamente della componente erratica e di quella stagionale, ipotizzando che quellaciclica (che si riferisce alla alternanza delle congiunture del sistema economico) e quella difondo non abbiano a mutare significativamente, data la brevità dell'orizzonte temporale diriferimento.…[Una volta che si dispone] di una stima della futura domanda a livello di settore, il passosuccessivo è dato dalla previsione della domanda concernente la singola impresa. Le ulterioridifficoltà presenti in questo genere di previsione derivano dal fatto, che mentre nel caso delladomanda globale esistono meccanismi di inerzia nelle preferenze espresse dagli acquirenti fra lediverse categorie di beni, nel caso delle vendite di una singola impresa, la mobilità degliacquirenti risulta molto più marcata. Mobilità che in genere è tanto più elevata quanto più èpiccola la domanda servita dalla singola impresa rispetto a quella complessiva del mercato.In altre parole la propensione media degli acquirenti a suddividere la spesa fra le diversecategorie di beni è certamente influenzata da numerosi fattori e tende quindi a modificarsicontinuamente. Tuttavia, a livello di domanda globale in genere si producono dei fenomeni dinatura compensativa e il mutamento risultante presenta variazioni più contenute e più lenterispetto a quelle che è dato di osservare nel caso di domande rivolte a singole imprese. Esistecioè una inerzia complessiva che limita la variabilità del fenomeno. Invece, nel caso delladomanda di una singola impresa la variabilità può essere molto elevata e le vendite possonooscillare in funzione del modificarsi della capacità concorrenziale dei prodotti considerati. Adesempio la domanda di una impresa potrebbe ridursi considerevolmente qualora uno o piùconcorrenti immettessero sul mercato dei prodotti migliori. Viceversa la domanda d'impresapotrebbe tendere verso l'ammontare della domanda globale del settore nel caso che fosse questaa presentarsi sul mercato con un nuovo prodotto avente un rapporto prezzo-prestazionidecisamente più competitivo.Come si vede esiste una elevata interdipendenza fra la quota di domanda acquisita da unaimpresa e la sua capacità competitiva. Di qui le molte difficoltà connesse a una previsionepuntuale della domanda futura, dal momento che si dovrebbero effettuare delle previsionicondizionate non solo dalla variabilità intrinseca del sistema degli acquirenti (almeno nel casodi beni destinati al consumo), ma anche dalle diverse strategie produttivo-commercialidell'impresa considerata e delle sue concorrenti. In questo genere di previsioni uno dei modelliesplicativi più utilizzati è dato dal ciclo di vita del prodotto. Tuttavia l'applicabilità di questomodello è fortemente condizionata dalle ipotesi semplificatrici che stanno alla base della suaconcezione. In questo senso la potenzialità euristica del concetto di ciclo di vita del prodottoappare soddisfacente solo per alcune categorie di prodotti: essenzialmente beni di consumodurevoli (o semi-durevoli) destinati ad una rapida obsolescenza legata a fattori di moda."(Volpato, 1989, pp. 130-138)
La previsione della domanda"Il buon piano di produzione è quello che evade la domanda prevista a costi bassi. Normalmentesono solo le imprese che producono su commessa a conoscere esattamente in anticipo quelloche si deve produrre. In ciascuno degli altri processi, vi era qualche incertezza sulla domandache si doveva evadere: per guidare la produzione occorrevano previsioni. In un certo senso, sipotrebbe dire che tali previsioni "condizionano" i processi.
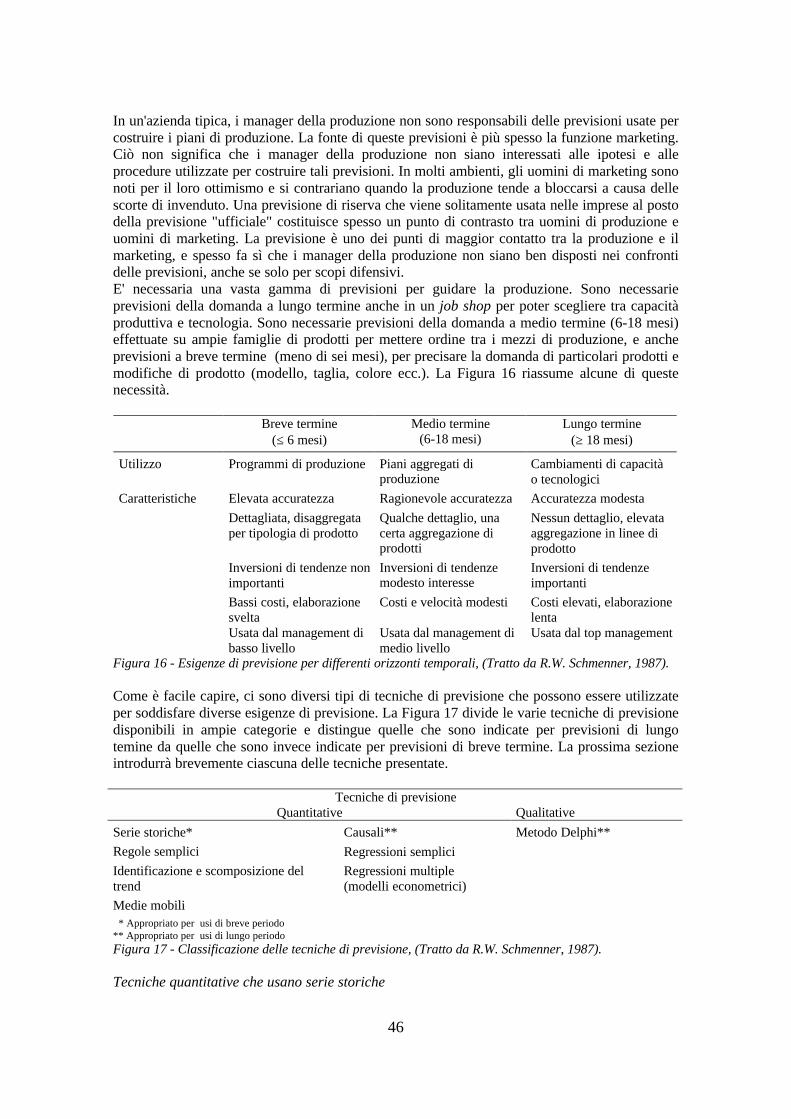
46
In un'azienda tipica, i manager della produzione non sono responsabili delle previsioni usate percostruire i piani di produzione. La fonte di queste previsioni è più spesso la funzione marketing.Ciò non significa che i manager della produzione non siano interessati alle ipotesi e alleprocedure utilizzate per costruire tali previsioni. In molti ambienti, gli uomini di marketing sononoti per il loro ottimismo e si contrariano quando la produzione tende a bloccarsi a causa dellescorte di invenduto. Una previsione di riserva che viene solitamente usata nelle imprese al postodella previsione "ufficiale" costituisce spesso un punto di contrasto tra uomini di produzione euomini di marketing. La previsione è uno dei punti di maggior contatto tra la produzione e ilmarketing, e spesso fa sì che i manager della produzione non siano ben disposti nei confrontidelle previsioni, anche se solo per scopi difensivi.E' necessaria una vasta gamma di previsioni per guidare la produzione. Sono necessarieprevisioni della domanda a lungo termine anche in un job shop per poter scegliere tra capacitàproduttiva e tecnologia. Sono necessarie previsioni della domanda a medio termine (6-18 mesi)effettuate su ampie famiglie di prodotti per mettere ordine tra i mezzi di produzione, e ancheprevisioni a breve termine (meno di sei mesi), per precisare la domanda di particolari prodotti emodifiche di prodotto (modello, taglia, colore ecc.). La Figura 16 riassume alcune di questenecessità.
Breve termine(≤ 6 mesi)
Medio termine(6-18 mesi)
Lungo termine(≥ 18 mesi)
Utilizzo Programmi di produzione Piani aggregati diproduzione
Cambiamenti di capacitào tecnologici
Caratteristiche Elevata accuratezza Ragionevole accuratezza Accuratezza modesta
Dettagliata, disaggregataper tipologia di prodotto
Qualche dettaglio, unacerta aggregazione diprodotti
Nessun dettaglio, elevataaggregazione in linee diprodotto
Inversioni di tendenze nonimportanti
Inversioni di tendenzemodesto interesse
Inversioni di tendenzeimportanti
Bassi costi, elaborazionesvelta
Costi e velocità modesti Costi elevati, elaborazionelenta
Usata dal management dibasso livello
Usata dal management dimedio livello
Usata dal top management
Figura 16 - Esigenze di previsione per differenti orizzonti temporali, (Tratto da R.W. Schmenner, 1987).
Come è facile capire, ci sono diversi tipi di tecniche di previsione che possono essere utilizzateper soddisfare diverse esigenze di previsione. La Figura 17 divide le varie tecniche di previsionedisponibili in ampie categorie e distingue quelle che sono indicate per previsioni di lungotemine da quelle che sono invece indicate per previsioni di breve termine. La prossima sezioneintrodurrà brevemente ciascuna delle tecniche presentate.
Tecniche di previsioneQuantitative Qualitative
Serie storiche* Causali** Metodo Delphi**
Regole semplici Regressioni semplici
Identificazione e scomposizione deltrend
Regressioni multiple(modelli econometrici)
Medie mobili * Appropriato per usi di breve periodo** Appropriato per usi di lungo periodoFigura 17 - Classificazione delle tecniche di previsione, (Tratto da R.W. Schmenner, 1987).
Tecniche quantitative che usano serie storiche
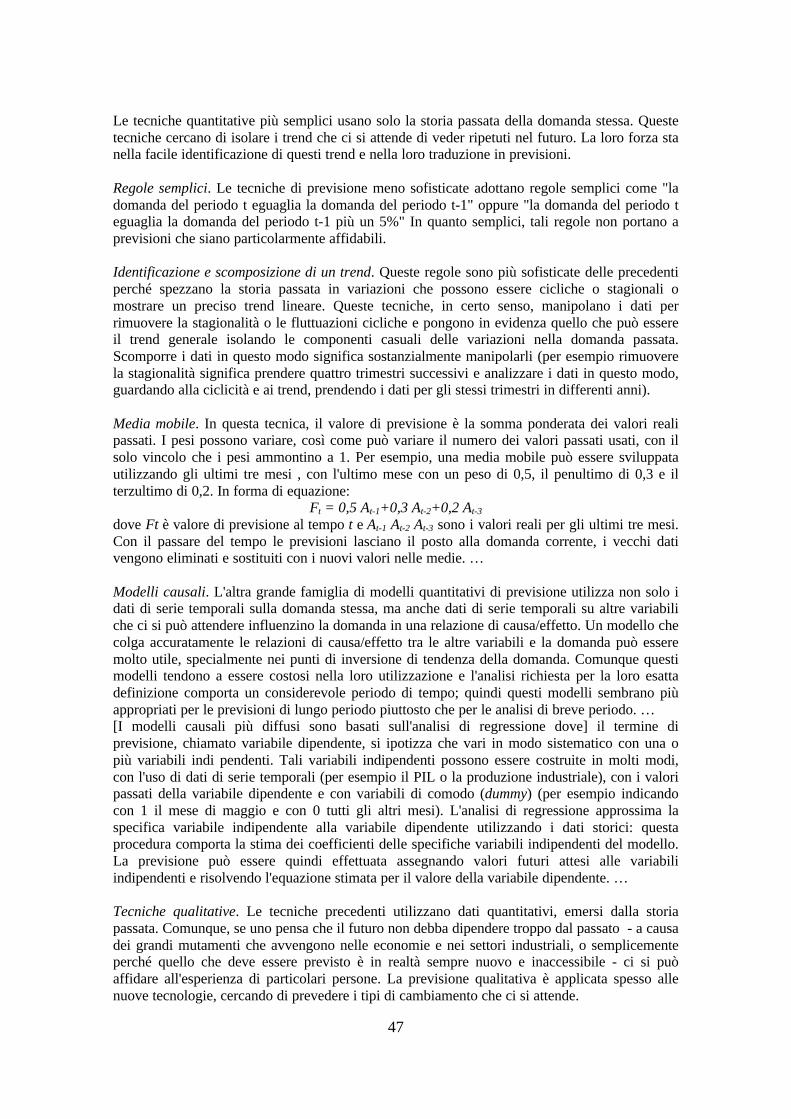
47
Le tecniche quantitative più semplici usano solo la storia passata della domanda stessa. Questetecniche cercano di isolare i trend che ci si attende di veder ripetuti nel futuro. La loro forza stanella facile identificazione di questi trend e nella loro traduzione in previsioni.
Regole semplici. Le tecniche di previsione meno sofisticate adottano regole semplici come "ladomanda del periodo t eguaglia la domanda del periodo t-1" oppure "la domanda del periodo teguaglia la domanda del periodo t-1 più un 5%" In quanto semplici, tali regole non portano aprevisioni che siano particolarmente affidabili.
Identificazione e scomposizione di un trend. Queste regole sono più sofisticate delle precedentiperché spezzano la storia passata in variazioni che possono essere cicliche o stagionali omostrare un preciso trend lineare. Queste tecniche, in certo senso, manipolano i dati perrimuovere la stagionalità o le fluttuazioni cicliche e pongono in evidenza quello che può essereil trend generale isolando le componenti casuali delle variazioni nella domanda passata.Scomporre i dati in questo modo significa sostanzialmente manipolarli (per esempio rimuoverela stagionalità significa prendere quattro trimestri successivi e analizzare i dati in questo modo,guardando alla ciclicità e ai trend, prendendo i dati per gli stessi trimestri in differenti anni).
Media mobile. In questa tecnica, il valore di previsione è la somma ponderata dei valori realipassati. I pesi possono variare, così come può variare il numero dei valori passati usati, con ilsolo vincolo che i pesi ammontino a 1. Per esempio, una media mobile può essere sviluppatautilizzando gli ultimi tre mesi , con l'ultimo mese con un peso di 0,5, il penultimo di 0,3 e ilterzultimo di 0,2. In forma di equazione:
Ft = 0,5 At-1+0,3 At-2+0,2 At-3
dove Ft è valore di previsione al tempo t e At-1 At-2 At-3 sono i valori reali per gli ultimi tre mesi.Con il passare del tempo le previsioni lasciano il posto alla domanda corrente, i vecchi dativengono eliminati e sostituiti con i nuovi valori nelle medie. …
Modelli causali. L'altra grande famiglia di modelli quantitativi di previsione utilizza non solo idati di serie temporali sulla domanda stessa, ma anche dati di serie temporali su altre variabiliche ci si può attendere influenzino la domanda in una relazione di causa/effetto. Un modello checolga accuratamente le relazioni di causa/effetto tra le altre variabili e la domanda può esseremolto utile, specialmente nei punti di inversione di tendenza della domanda. Comunque questimodelli tendono a essere costosi nella loro utilizzazione e l'analisi richiesta per la loro esattadefinizione comporta un considerevole periodo di tempo; quindi questi modelli sembrano piùappropriati per le previsioni di lungo periodo piuttosto che per le analisi di breve periodo. …[I modelli causali più diffusi sono basati sull'analisi di regressione dove] il termine diprevisione, chiamato variabile dipendente, si ipotizza che vari in modo sistematico con una opiù variabili indi pendenti. Tali variabili indipendenti possono essere costruite in molti modi,con l'uso di dati di serie temporali (per esempio il PIL o la produzione industriale), con i valoripassati della variabile dipendente e con variabili di comodo (dummy) (per esempio indicandocon 1 il mese di maggio e con 0 tutti gli altri mesi). L'analisi di regressione approssima laspecifica variabile indipendente alla variabile dipendente utilizzando i dati storici: questaprocedura comporta la stima dei coefficienti delle specifiche variabili indipendenti del modello.La previsione può essere quindi effettuata assegnando valori futuri attesi alle variabiliindipendenti e risolvendo l'equazione stimata per il valore della variabile dipendente. …
Tecniche qualitative. Le tecniche precedenti utilizzano dati quantitativi, emersi dalla storiapassata. Comunque, se uno pensa che il futuro non debba dipendere troppo dal passato - a causadei grandi mutamenti che avvengono nelle economie e nei settori industriali, o semplicementeperché quello che deve essere previsto è in realtà sempre nuovo e inaccessibile - ci si puòaffidare all'esperienza di particolari persone. La previsione qualitativa è applicata spesso allenuove tecnologie, cercando di prevedere i tipi di cambiamento che ci si attende.
48
Il metodo Delphi è forse il più diffuso approccio qualitativo. Questo metodo utilizza un insiemedi esperti ai quali vengono sotto poste alcune domande. Le loro risposte vengono raccolte eclassificate (per esempio con medie, serie, deviazioni standard) e tali informazioni vengonopassate al gruppo di esperti . Il gruppo quindi elabora un'altra serie di previsioni sulla base delleinformazioni raccolte. Le loro risposte vengono di nuovo raccolte, riassunte e diffuse. Possonoessere necessari diversi turni di predizioni e sintesi. In alcuni casi il consenso viene raggiuntodopo diversi turni di domande; questo è particolarmente vero i quei casi in cui le risposte nonvengono fornite con molta convinzione. D'altra parte, il consenso è altrettanto difficile daraggiungere quando chi risponde è particolarmente ostinato nelle proprie opinioni. …
La scelta di una tecnica di previsione. Come si è detto all'inizio di questa sezione, particolaritecniche di previsione sono associate a differenti esigenze di previsione. Le tecniche di serietemporali semplici sono facili da usare e sono generalmente applicate a previsioni di brevissimoperiodo su singoli modelli di prodotto e sulle loro modificazioni. In questi casi la storia passatasembra essere una buona guida per l'immediato futuro.Le tecniche di serie temporali più sofisticate sono più utili quando il profilo storico appare piùconfuso e quando esistono diverse componenti di trend nei dati. Le tecniche causali e qualitativesono più soddisfacenti per le esigenze di più lungo periodo, e le tecniche qualitative sembranomigliori quando la storia passata sembra avere ben poco significato per le previsioni."(Schmenner, 1987 pp. 259-264)
1.E.3 Il Piano Aggregato di produzione"Come si è detto, obiettivo delle elaborazioni relative alla domanda è la determinazione dellaCapacità Produttiva Necessaria, ovvero la traduzione in termini capacità produttiva di quantorichiesto dal mercato. Operare questa conversione significa «leggere» il linguaggio del mercato,tipicamente espresso dai volumi per ciascun codice prodotto, con quello più utile allaProduzione; in altre parole ciò vuol dire trasformare le richieste, espresse, in unità di output, infabbisogni di capacità produttiva, nelle unità che meglio si adattano alle caratteristiche tecnico-operative dell'impianto. In tal senso ci si riferisce ad una definita unità produttiva (impianto ostabilimento), con l'obiettivo di conciliare le esigenze espresse dal budget commerciale e daquello di produzione.Se, ad esempio, sul medesimo impianto vengono processate tipologie di prodotto caratterizzateda gradi di assorbimento di capacità produttiva differenti, si impone la definizione e l'utilizzo diunità equivalenti o ragguagliate; si pensi al caso tipico di un calzaturificio che assemblaindifferentemente sulla medesima «manovia», stivali, scarpe e sandali, con tempi diassorbimento diversi. Qualora si voglia determinare la capacità produttiva disponibile, espressain pezzi, è necessario ragguagliare, tramite la costruzione l'impiego di opportuni coefficienti diequivalenza, i tempi assorbiti dalle differenti tipologie di prodotto, al tempo dell'articolo, reale ovirtuale, preso quale unità di misura specifica.Nella Figura 18 si riportano i tempi standard di montaggio in manovia di differenti codici diprodotto, e le previsioni di domanda espresse in paia; calcolando i coefficienti di ragguagliorispetto al prodotto più venduto, nell'esempio A, è possibile determinare la capacità produttivacomplessiva, espressa in unità equivalenti di prodotto A.Nel caso in cui la struttura produttiva sia fortemente orientata all'impiego di manodopera erealizzi produzioni alquanto eterogenee, è il caso di molti montaggi leggeri, può essereconveniente utilizzare, quale paramento di misura della capacità produttiva, le ore dimanodopera diretta disponibili; parimenti vengono utilizzate le ore macchina nelle realtà capitalintensive; altrove, misure fisiche o convenzionali (pezzi, tonnellate, litri, barili ecc.) sia di inputche di output. Si impiegano più frequentemente misure di input nei casi in cui, a fronte di ununico materiale in entrata, corrispondono più prodotti in uscita, come nel caso dei processi dicracking dell'industria petrolchimica; l'utilizzo di misure di output è invece suggerito in realtà
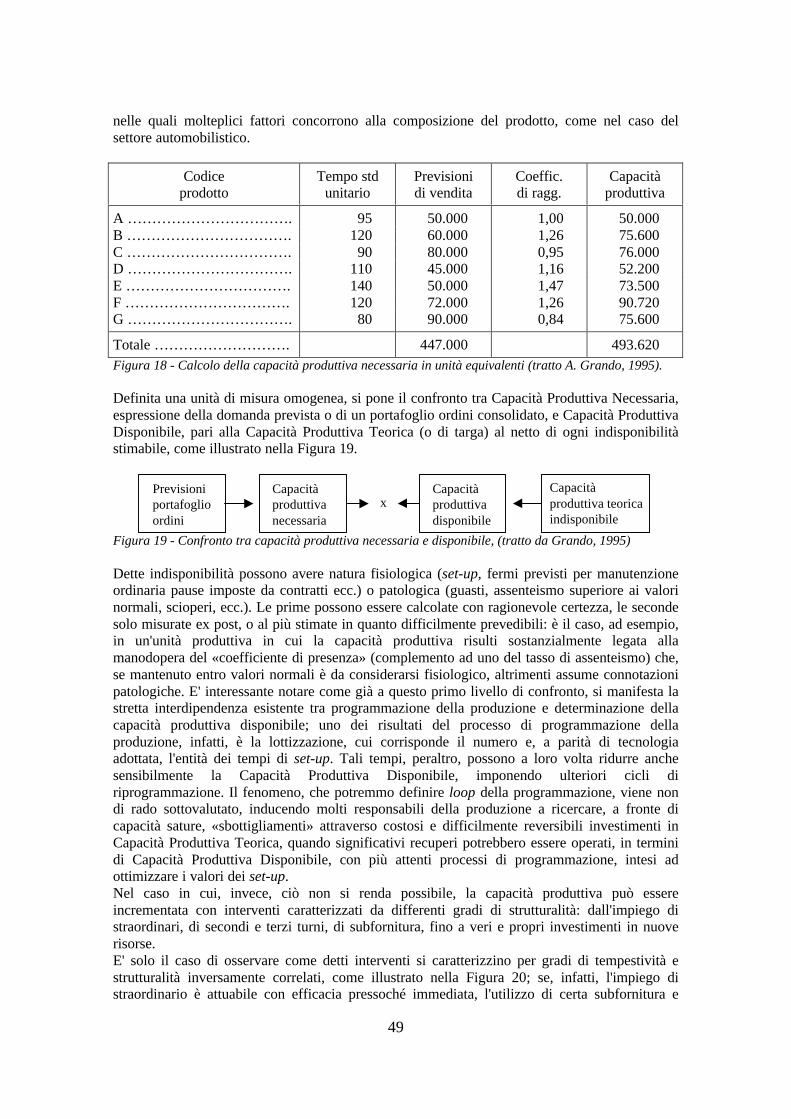
49
nelle quali molteplici fattori concorrono alla composizione del prodotto, come nel caso delsettore automobilistico.
Codiceprodotto
Tempo stdunitario
Previsionidi vendita
Coeffic.di ragg.
Capacitàproduttiva
A ……………………………. 95 50.000 1,00 50.000B ……………………………. 120 60.000 1,26 75.600C ……………………………. 90 80.000 0,95 76.000D ……………………………. 110 45.000 1,16 52.200E ……………………………. 140 50.000 1,47 73.500F ……………………………. 120 72.000 1,26 90.720G ……………………………. 80 90.000 0,84 75.600
Totale ………………………. 447.000 493.620Figura 18 - Calcolo della capacità produttiva necessaria in unità equivalenti (tratto A. Grando, 1995).
Definita una unità di misura omogenea, si pone il confronto tra Capacità Produttiva Necessaria,espressione della domanda prevista o di un portafoglio ordini consolidato, e Capacità ProduttivaDisponibile, pari alla Capacità Produttiva Teorica (o di targa) al netto di ogni indisponibilitàstimabile, come illustrato nella Figura 19.
Figura 19 - Confronto tra capacità produttiva necessaria e disponibile, (tratto da Grando, 1995)
Dette indisponibilità possono avere natura fisiologica (set-up, fermi previsti per manutenzioneordinaria pause imposte da contratti ecc.) o patologica (guasti, assenteismo superiore ai valorinormali, scioperi, ecc.). Le prime possono essere calcolate con ragionevole certezza, le secondesolo misurate ex post, o al più stimate in quanto difficilmente prevedibili: è il caso, ad esempio,in un'unità produttiva in cui la capacità produttiva risulti sostanzialmente legata allamanodopera del «coefficiente di presenza» (complemento ad uno del tasso di assenteismo) che,se mantenuto entro valori normali è da considerarsi fisiologico, altrimenti assume connotazionipatologiche. E' interessante notare come già a questo primo livello di confronto, si manifesta lastretta interdipendenza esistente tra programmazione della produzione e determinazione dellacapacità produttiva disponibile; uno dei risultati del processo di programmazione dellaproduzione, infatti, è la lottizzazione, cui corrisponde il numero e, a parità di tecnologiaadottata, l'entità dei tempi di set-up. Tali tempi, peraltro, possono a loro volta ridurre anchesensibilmente la Capacità Produttiva Disponibile, imponendo ulteriori cicli diriprogrammazione. Il fenomeno, che potremmo definire loop della programmazione, viene nondi rado sottovalutato, inducendo molti responsabili della produzione a ricercare, a fronte dicapacità sature, «sbottigliamenti» attraverso costosi e difficilmente reversibili investimenti inCapacità Produttiva Teorica, quando significativi recuperi potrebbero essere operati, in terminidi Capacità Produttiva Disponibile, con più attenti processi di programmazione, intesi adottimizzare i valori dei set-up.Nel caso in cui, invece, ciò non si renda possibile, la capacità produttiva può essereincrementata con interventi caratterizzati da differenti gradi di strutturalità: dall'impiego distraordinari, di secondi e terzi turni, di subfornitura, fino a veri e propri investimenti in nuoverisorse.E' solo il caso di osservare come detti interventi si caratterizzino per gradi di tempestività estrutturalità inversamente correlati, come illustrato nella Figura 20; se, infatti, l'impiego distraordinario è attuabile con efficacia pressoché immediata, l'utilizzo di certa subfornitura e
Previsioniportafoglioordini
Capacitàproduttivanecessaria
Capacitàproduttivadisponibile
Capacitàproduttiva teoricaindisponibile
x
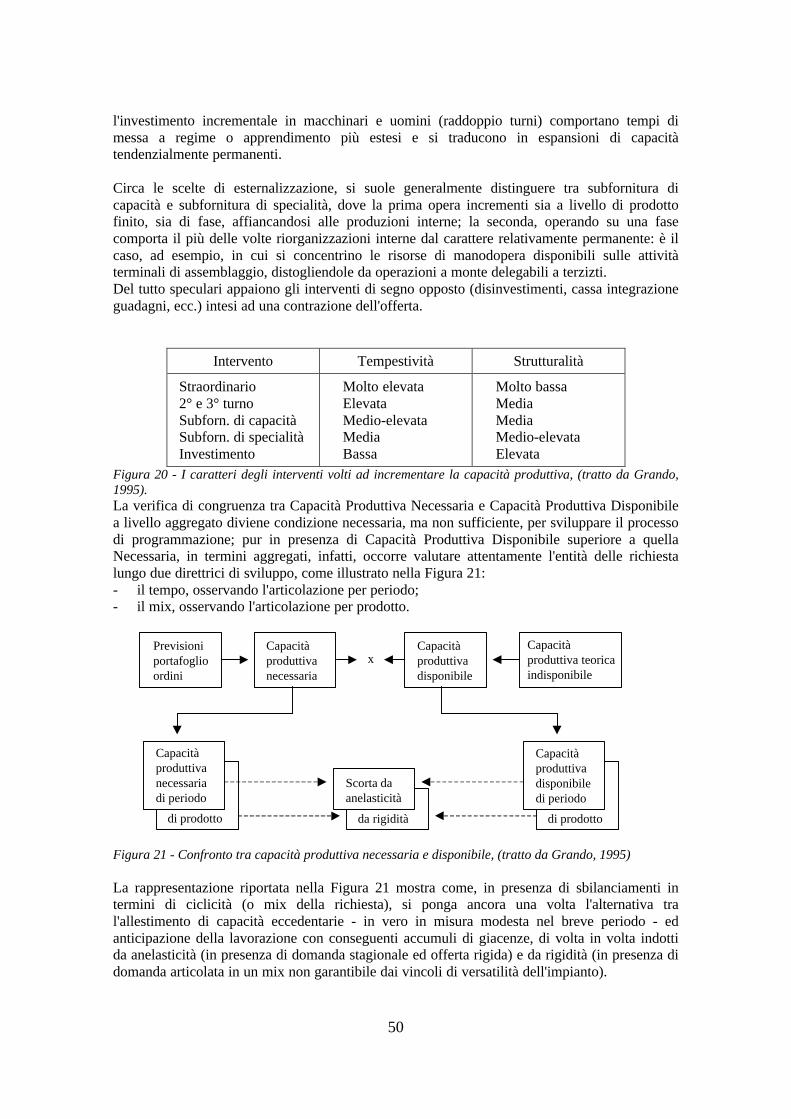
50
l'investimento incrementale in macchinari e uomini (raddoppio turni) comportano tempi dimessa a regime o apprendimento più estesi e si traducono in espansioni di capacitàtendenzialmente permanenti.
Circa le scelte di esternalizzazione, si suole generalmente distinguere tra subfornitura dicapacità e subfornitura di specialità, dove la prima opera incrementi sia a livello di prodottofinito, sia di fase, affiancandosi alle produzioni interne; la seconda, operando su una fasecomporta il più delle volte riorganizzazioni interne dal carattere relativamente permanente: è ilcaso, ad esempio, in cui si concentrino le risorse di manodopera disponibili sulle attivitàterminali di assemblaggio, distogliendole da operazioni a monte delegabili a terzizti.Del tutto speculari appaiono gli interventi di segno opposto (disinvestimenti, cassa integrazioneguadagni, ecc.) intesi ad una contrazione dell'offerta.
Intervento Tempestività Strutturalità
Straordinario2° e 3° turnoSubforn. di capacitàSubforn. di specialitàInvestimento
Molto elevataElevataMedio-elevataMediaBassa
Molto bassaMediaMediaMedio-elevataElevata
Figura 20 - I caratteri degli interventi volti ad incrementare la capacità produttiva, (tratto da Grando,1995).La verifica di congruenza tra Capacità Produttiva Necessaria e Capacità Produttiva Disponibilea livello aggregato diviene condizione necessaria, ma non sufficiente, per sviluppare il processodi programmazione; pur in presenza di Capacità Produttiva Disponibile superiore a quellaNecessaria, in termini aggregati, infatti, occorre valutare attentamente l'entità delle richiestalungo due direttrici di sviluppo, come illustrato nella Figura 21:- il tempo, osservando l'articolazione per periodo;- il mix, osservando l'articolazione per prodotto.
Figura 21 - Confronto tra capacità produttiva necessaria e disponibile, (tratto da Grando, 1995)
La rappresentazione riportata nella Figura 21 mostra come, in presenza di sbilanciamenti intermini di ciclicità (o mix della richiesta), si ponga ancora una volta l'alternativa tral'allestimento di capacità eccedentarie - in vero in misura modesta nel breve periodo - edanticipazione della lavorazione con conseguenti accumuli di giacenze, di volta in volta indottida anelasticità (in presenza di domanda stagionale ed offerta rigida) e da rigidità (in presenza didomanda articolata in un mix non garantibile dai vincoli di versatilità dell'impianto).
Previsioniportafoglioordini
Capacitàproduttivanecessaria
Capacitàproduttivadisponibile
Capacitàproduttiva teoricaindisponibile
x
di prodotto
Capacitàproduttivanecessariadi periodo
di prodotto
Capacitàproduttivadisponibiledi periodo
da rigidità
Scorta daanelasticità
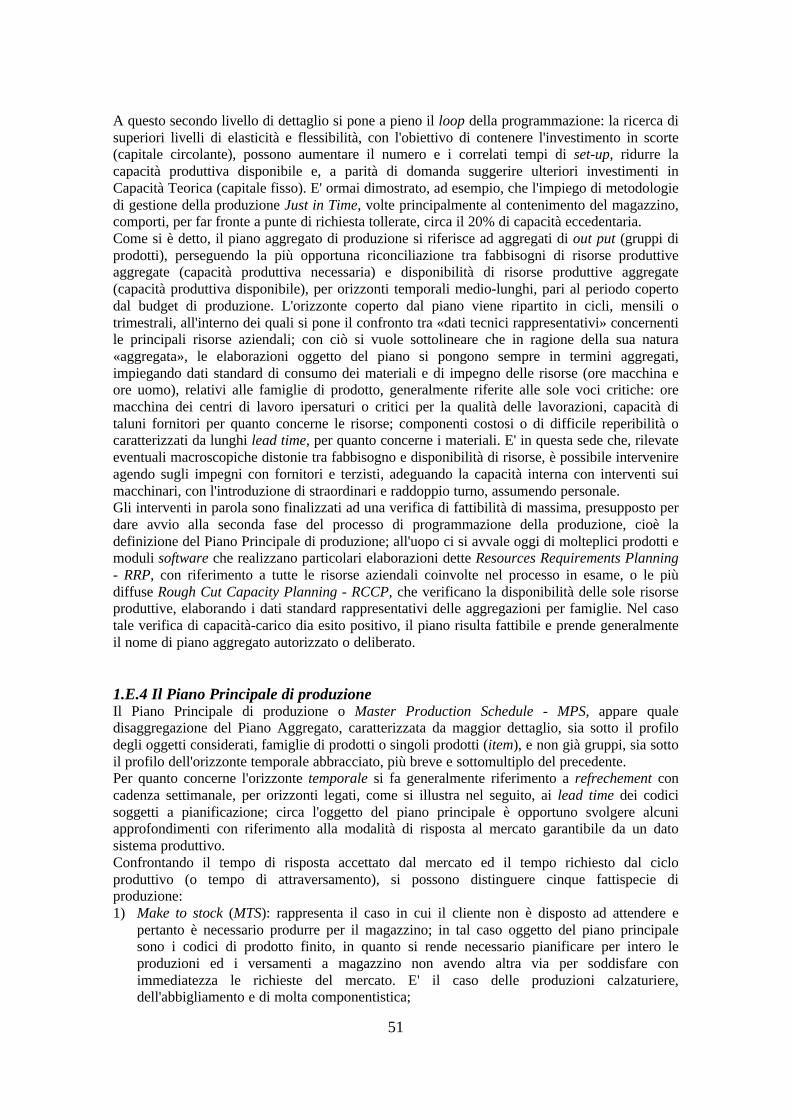
51
A questo secondo livello di dettaglio si pone a pieno il loop della programmazione: la ricerca disuperiori livelli di elasticità e flessibilità, con l'obiettivo di contenere l'investimento in scorte(capitale circolante), possono aumentare il numero e i correlati tempi di set-up, ridurre lacapacità produttiva disponibile e, a parità di domanda suggerire ulteriori investimenti inCapacità Teorica (capitale fisso). E' ormai dimostrato, ad esempio, che l'impiego di metodologiedi gestione della produzione Just in Time, volte principalmente al contenimento del magazzino,comporti, per far fronte a punte di richiesta tollerate, circa il 20% di capacità eccedentaria.Come si è detto, il piano aggregato di produzione si riferisce ad aggregati di out put (gruppi diprodotti), perseguendo la più opportuna riconciliazione tra fabbisogni di risorse produttiveaggregate (capacità produttiva necessaria) e disponibilità di risorse produttive aggregate(capacità produttiva disponibile), per orizzonti temporali medio-lunghi, pari al periodo copertodal budget di produzione. L'orizzonte coperto dal piano viene ripartito in cicli, mensili otrimestrali, all'interno dei quali si pone il confronto tra «dati tecnici rappresentativi» concernentile principali risorse aziendali; con ciò si vuole sottolineare che in ragione della sua natura«aggregata», le elaborazioni oggetto del piano si pongono sempre in termini aggregati,impiegando dati standard di consumo dei materiali e di impegno delle risorse (ore macchina eore uomo), relativi alle famiglie di prodotto, generalmente riferite alle sole voci critiche: oremacchina dei centri di lavoro ipersaturi o critici per la qualità delle lavorazioni, capacità ditaluni fornitori per quanto concerne le risorse; componenti costosi o di difficile reperibilità ocaratterizzati da lunghi lead time, per quanto concerne i materiali. E' in questa sede che, rilevateeventuali macroscopiche distonie tra fabbisogno e disponibilità di risorse, è possibile intervenireagendo sugli impegni con fornitori e terzisti, adeguando la capacità interna con interventi suimacchinari, con l'introduzione di straordinari e raddoppio turno, assumendo personale.Gli interventi in parola sono finalizzati ad una verifica di fattibilità di massima, presupposto perdare avvio alla seconda fase del processo di programmazione della produzione, cioè ladefinizione del Piano Principale di produzione; all'uopo ci si avvale oggi di molteplici prodotti emoduli software che realizzano particolari elaborazioni dette Resources Requirements Planning- RRP, con riferimento a tutte le risorse aziendali coinvolte nel processo in esame, o le piùdiffuse Rough Cut Capacity Planning - RCCP, che verificano la disponibilità delle sole risorseproduttive, elaborando i dati standard rappresentativi delle aggregazioni per famiglie. Nel casotale verifica di capacità-carico dia esito positivo, il piano risulta fattibile e prende generalmenteil nome di piano aggregato autorizzato o deliberato.
1.E.4 Il Piano Principale di produzioneIl Piano Principale di produzione o Master Production Schedule - MPS, appare qualedisaggregazione del Piano Aggregato, caratterizzata da maggior dettaglio, sia sotto il profilodegli oggetti considerati, famiglie di prodotti o singoli prodotti (item), e non già gruppi, sia sottoil profilo dell'orizzonte temporale abbracciato, più breve e sottomultiplo del precedente.Per quanto concerne l'orizzonte temporale si fa generalmente riferimento a refrechement concadenza settimanale, per orizzonti legati, come si illustra nel seguito, ai lead time dei codicisoggetti a pianificazione; circa l'oggetto del piano principale è opportuno svolgere alcuniapprofondimenti con riferimento alla modalità di risposta al mercato garantibile da un datosistema produttivo.Confrontando il tempo di risposta accettato dal mercato ed il tempo richiesto dal cicloproduttivo (o tempo di attraversamento), si possono distinguere cinque fattispecie diproduzione:1) Make to stock (MTS): rappresenta il caso in cui il cliente non è disposto ad attendere e
pertanto è necessario produrre per il magazzino; in tal caso oggetto del piano principalesono i codici di prodotto finito, in quanto si rende necessario pianificare per intero leproduzioni ed i versamenti a magazzino non avendo altra via per soddisfare conimmediatezza le richieste del mercato. E' il caso delle produzioni calzaturiere,dell'abbigliamento e di molta componentistica;
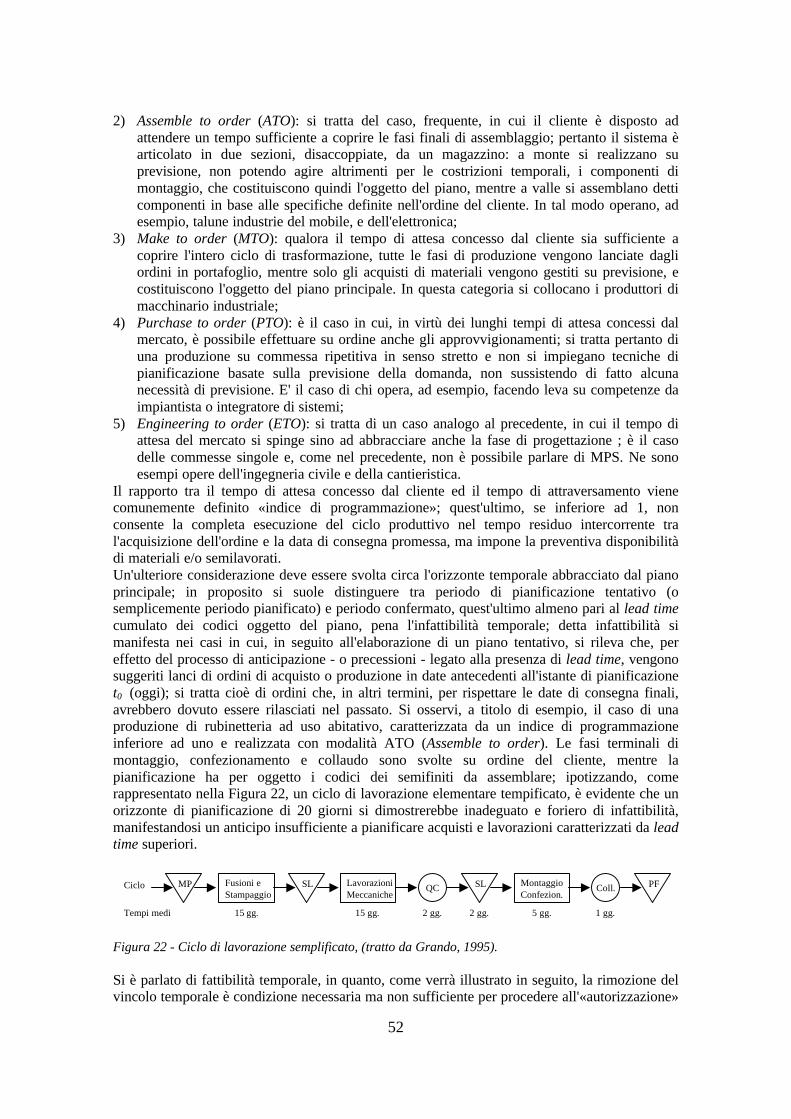
52
2) Assemble to order (ATO): si tratta del caso, frequente, in cui il cliente è disposto adattendere un tempo sufficiente a coprire le fasi finali di assemblaggio; pertanto il sistema èarticolato in due sezioni, disaccoppiate, da un magazzino: a monte si realizzano suprevisione, non potendo agire altrimenti per le costrizioni temporali, i componenti dimontaggio, che costituiscono quindi l'oggetto del piano, mentre a valle si assemblano detticomponenti in base alle specifiche definite nell'ordine del cliente. In tal modo operano, adesempio, talune industrie del mobile, e dell'elettronica;
3) Make to order (MTO): qualora il tempo di attesa concesso dal cliente sia sufficiente acoprire l'intero ciclo di trasformazione, tutte le fasi di produzione vengono lanciate dagliordini in portafoglio, mentre solo gli acquisti di materiali vengono gestiti su previsione, ecostituiscono l'oggetto del piano principale. In questa categoria si collocano i produttori dimacchinario industriale;
4) Purchase to order (PTO): è il caso in cui, in virtù dei lunghi tempi di attesa concessi dalmercato, è possibile effettuare su ordine anche gli approvvigionamenti; si tratta pertanto diuna produzione su commessa ripetitiva in senso stretto e non si impiegano tecniche dipianificazione basate sulla previsione della domanda, non sussistendo di fatto alcunanecessità di previsione. E' il caso di chi opera, ad esempio, facendo leva su competenze daimpiantista o integratore di sistemi;
5) Engineering to order (ETO): si tratta di un caso analogo al precedente, in cui il tempo diattesa del mercato si spinge sino ad abbracciare anche la fase di progettazione ; è il casodelle commesse singole e, come nel precedente, non è possibile parlare di MPS. Ne sonoesempi opere dell'ingegneria civile e della cantieristica.
Il rapporto tra il tempo di attesa concesso dal cliente ed il tempo di attraversamento vienecomunemente definito «indice di programmazione»; quest'ultimo, se inferiore ad 1, nonconsente la completa esecuzione del ciclo produttivo nel tempo residuo intercorrente tral'acquisizione dell'ordine e la data di consegna promessa, ma impone la preventiva disponibilitàdi materiali e/o semilavorati.Un'ulteriore considerazione deve essere svolta circa l'orizzonte temporale abbracciato dal pianoprincipale; in proposito si suole distinguere tra periodo di pianificazione tentativo (osemplicemente periodo pianificato) e periodo confermato, quest'ultimo almeno pari al lead timecumulato dei codici oggetto del piano, pena l'infattibilità temporale; detta infattibilità simanifesta nei casi in cui, in seguito all'elaborazione di un piano tentativo, si rileva che, pereffetto del processo di anticipazione - o precessioni - legato alla presenza di lead time, vengonosuggeriti lanci di ordini di acquisto o produzione in date antecedenti all'istante di pianificazionet0 (oggi); si tratta cioè di ordini che, in altri termini, per rispettare le date di consegna finali,avrebbero dovuto essere rilasciati nel passato. Si osservi, a titolo di esempio, il caso di unaproduzione di rubinetteria ad uso abitativo, caratterizzata da un indice di programmazioneinferiore ad uno e realizzata con modalità ATO (Assemble to order). Le fasi terminali dimontaggio, confezionamento e collaudo sono svolte su ordine del cliente, mentre lapianificazione ha per oggetto i codici dei semifiniti da assemblare; ipotizzando, comerappresentato nella Figura 22, un ciclo di lavorazione elementare tempificato, è evidente che unorizzonte di pianificazione di 20 giorni si dimostrerebbe inadeguato e foriero di infattibilità,manifestandosi un anticipo insufficiente a pianificare acquisti e lavorazioni caratterizzati da leadtime superiori.
Figura 22 - Ciclo di lavorazione semplificato, (tratto da Grando, 1995).
Si è parlato di fattibilità temporale, in quanto, come verrà illustrato in seguito, la rimozione delvincolo temporale è condizione necessaria ma non sufficiente per procedere all'«autorizzazione»
Ciclo
Tempi medi
MP Fusioni eStampaggio
SL LavorazioniMeccaniche
SL MontaggioConfezion.
QC PFColl.
15 gg. 15 gg. 2 gg. 2 gg. 5 gg. 1 gg.
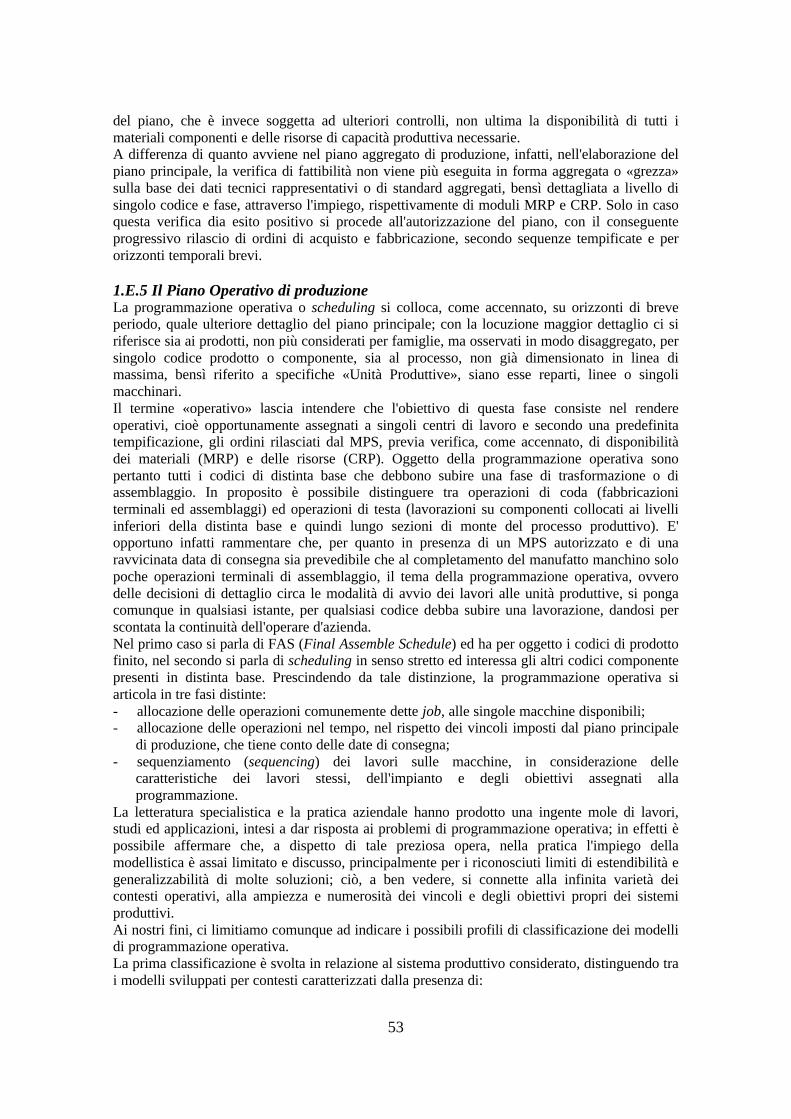
53
del piano, che è invece soggetta ad ulteriori controlli, non ultima la disponibilità di tutti imateriali componenti e delle risorse di capacità produttiva necessarie.A differenza di quanto avviene nel piano aggregato di produzione, infatti, nell'elaborazione delpiano principale, la verifica di fattibilità non viene più eseguita in forma aggregata o «grezza»sulla base dei dati tecnici rappresentativi o di standard aggregati, bensì dettagliata a livello disingolo codice e fase, attraverso l'impiego, rispettivamente di moduli MRP e CRP. Solo in casoquesta verifica dia esito positivo si procede all'autorizzazione del piano, con il conseguenteprogressivo rilascio di ordini di acquisto e fabbricazione, secondo sequenze tempificate e perorizzonti temporali brevi.
1.E.5 Il Piano Operativo di produzioneLa programmazione operativa o scheduling si colloca, come accennato, su orizzonti di breveperiodo, quale ulteriore dettaglio del piano principale; con la locuzione maggior dettaglio ci siriferisce sia ai prodotti, non più considerati per famiglie, ma osservati in modo disaggregato, persingolo codice prodotto o componente, sia al processo, non già dimensionato in linea dimassima, bensì riferito a specifiche «Unità Produttive», siano esse reparti, linee o singolimacchinari.Il termine «operativo» lascia intendere che l'obiettivo di questa fase consiste nel rendereoperativi, cioè opportunamente assegnati a singoli centri di lavoro e secondo una predefinitatempificazione, gli ordini rilasciati dal MPS, previa verifica, come accennato, di disponibilitàdei materiali (MRP) e delle risorse (CRP). Oggetto della programmazione operativa sonopertanto tutti i codici di distinta base che debbono subire una fase di trasformazione o diassemblaggio. In proposito è possibile distinguere tra operazioni di coda (fabbricazioniterminali ed assemblaggi) ed operazioni di testa (lavorazioni su componenti collocati ai livelliinferiori della distinta base e quindi lungo sezioni di monte del processo produttivo). E'opportuno infatti rammentare che, per quanto in presenza di un MPS autorizzato e di unaravvicinata data di consegna sia prevedibile che al completamento del manufatto manchino solopoche operazioni terminali di assemblaggio, il tema della programmazione operativa, ovverodelle decisioni di dettaglio circa le modalità di avvio dei lavori alle unità produttive, si pongacomunque in qualsiasi istante, per qualsiasi codice debba subire una lavorazione, dandosi perscontata la continuità dell'operare d'azienda.Nel primo caso si parla di FAS (Final Assemble Schedule) ed ha per oggetto i codici di prodottofinito, nel secondo si parla di scheduling in senso stretto ed interessa gli altri codici componentepresenti in distinta base. Prescindendo da tale distinzione, la programmazione operativa siarticola in tre fasi distinte:- allocazione delle operazioni comunemente dette job, alle singole macchine disponibili;- allocazione delle operazioni nel tempo, nel rispetto dei vincoli imposti dal piano principale
di produzione, che tiene conto delle date di consegna;- sequenziamento (sequencing) dei lavori sulle macchine, in considerazione delle
caratteristiche dei lavori stessi, dell'impianto e degli obiettivi assegnati allaprogrammazione.
La letteratura specialistica e la pratica aziendale hanno prodotto una ingente mole di lavori,studi ed applicazioni, intesi a dar risposta ai problemi di programmazione operativa; in effetti èpossibile affermare che, a dispetto di tale preziosa opera, nella pratica l'impiego dellamodellistica è assai limitato e discusso, principalmente per i riconosciuti limiti di estendibilità egeneralizzabilità di molte soluzioni; ciò, a ben vedere, si connette alla infinita varietà deicontesti operativi, alla ampiezza e numerosità dei vincoli e degli obiettivi propri dei sistemiproduttivi.Ai nostri fini, ci limitiamo comunque ad indicare i possibili profili di classificazione dei modellidi programmazione operativa.La prima classificazione è svolta in relazione al sistema produttivo considerato, distinguendo trai modelli sviluppati per contesti caratterizzati dalla presenza di:
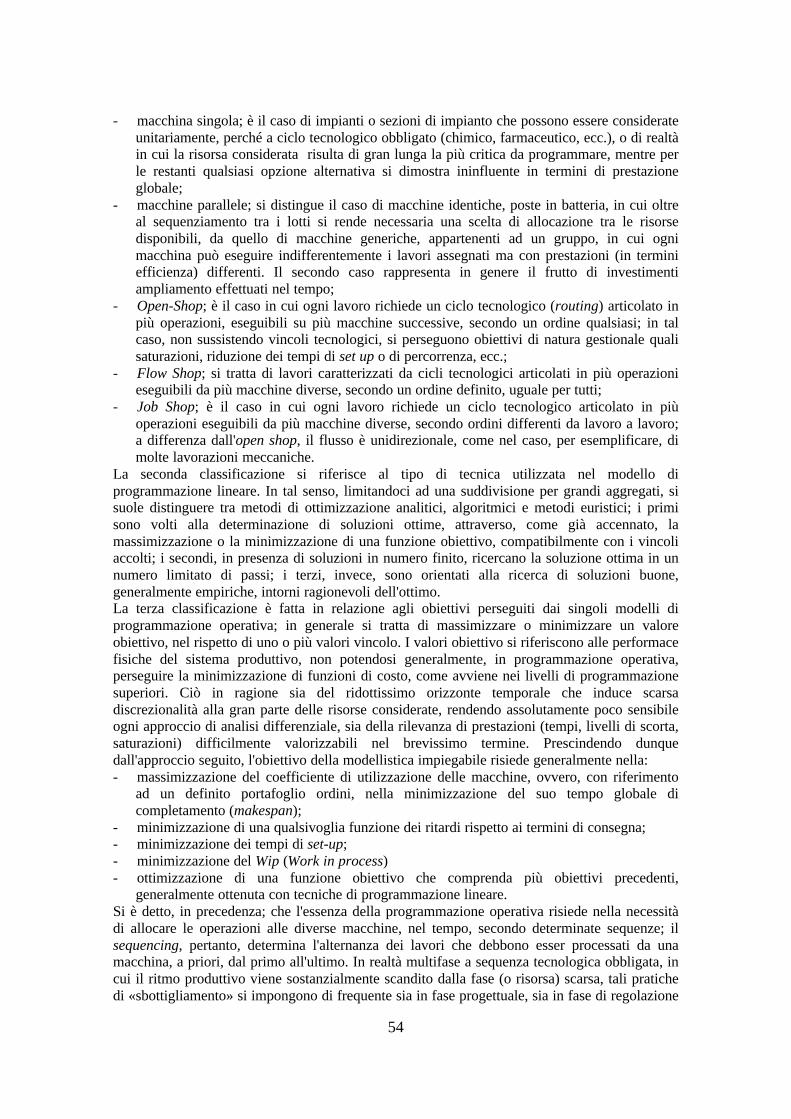
54
- macchina singola; è il caso di impianti o sezioni di impianto che possono essere considerateunitariamente, perché a ciclo tecnologico obbligato (chimico, farmaceutico, ecc.), o di realtàin cui la risorsa considerata risulta di gran lunga la più critica da programmare, mentre perle restanti qualsiasi opzione alternativa si dimostra ininfluente in termini di prestazioneglobale;
- macchine parallele; si distingue il caso di macchine identiche, poste in batteria, in cui oltreal sequenziamento tra i lotti si rende necessaria una scelta di allocazione tra le risorsedisponibili, da quello di macchine generiche, appartenenti ad un gruppo, in cui ognimacchina può eseguire indifferentemente i lavori assegnati ma con prestazioni (in terminiefficienza) differenti. Il secondo caso rappresenta in genere il frutto di investimentiampliamento effettuati nel tempo;
- Open-Shop; è il caso in cui ogni lavoro richiede un ciclo tecnologico (routing) articolato inpiù operazioni, eseguibili su più macchine successive, secondo un ordine qualsiasi; in talcaso, non sussistendo vincoli tecnologici, si perseguono obiettivi di natura gestionale qualisaturazioni, riduzione dei tempi di set up o di percorrenza, ecc.;
- Flow Shop; si tratta di lavori caratterizzati da cicli tecnologici articolati in più operazionieseguibili da più macchine diverse, secondo un ordine definito, uguale per tutti;
- Job Shop; è il caso in cui ogni lavoro richiede un ciclo tecnologico articolato in piùoperazioni eseguibili da più macchine diverse, secondo ordini differenti da lavoro a lavoro;a differenza dall'open shop, il flusso è unidirezionale, come nel caso, per esemplificare, dimolte lavorazioni meccaniche.
La seconda classificazione si riferisce al tipo di tecnica utilizzata nel modello diprogrammazione lineare. In tal senso, limitandoci ad una suddivisione per grandi aggregati, sisuole distinguere tra metodi di ottimizzazione analitici, algoritmici e metodi euristici; i primisono volti alla determinazione di soluzioni ottime, attraverso, come già accennato, lamassimizzazione o la minimizzazione di una funzione obiettivo, compatibilmente con i vincoliaccolti; i secondi, in presenza di soluzioni in numero finito, ricercano la soluzione ottima in unnumero limitato di passi; i terzi, invece, sono orientati alla ricerca di soluzioni buone,generalmente empiriche, intorni ragionevoli dell'ottimo.La terza classificazione è fatta in relazione agli obiettivi perseguiti dai singoli modelli diprogrammazione operativa; in generale si tratta di massimizzare o minimizzare un valoreobiettivo, nel rispetto di uno o più valori vincolo. I valori obiettivo si riferiscono alle performacefisiche del sistema produttivo, non potendosi generalmente, in programmazione operativa,perseguire la minimizzazione di funzioni di costo, come avviene nei livelli di programmazionesuperiori. Ciò in ragione sia del ridottissimo orizzonte temporale che induce scarsadiscrezionalità alla gran parte delle risorse considerate, rendendo assolutamente poco sensibileogni approccio di analisi differenziale, sia della rilevanza di prestazioni (tempi, livelli di scorta,saturazioni) difficilmente valorizzabili nel brevissimo termine. Prescindendo dunquedall'approccio seguito, l'obiettivo della modellistica impiegabile risiede generalmente nella:- massimizzazione del coefficiente di utilizzazione delle macchine, ovvero, con riferimento
ad un definito portafoglio ordini, nella minimizzazione del suo tempo globale dicompletamento (makespan);
- minimizzazione di una qualsivoglia funzione dei ritardi rispetto ai termini di consegna;- minimizzazione dei tempi di set-up;- minimizzazione del Wip (Work in process)- ottimizzazione di una funzione obiettivo che comprenda più obiettivi precedenti,
generalmente ottenuta con tecniche di programmazione lineare.Si è detto, in precedenza; che l'essenza della programmazione operativa risiede nella necessitàdi allocare le operazioni alle diverse macchine, nel tempo, secondo determinate sequenze; ilsequencing, pertanto, determina l'alternanza dei lavori che debbono esser processati da unamacchina, a priori, dal primo all'ultimo. In realtà multifase a sequenza tecnologica obbligata, incui il ritmo produttivo viene sostanzialmente scandito dalla fase (o risorsa) scarsa, tali pratichedi «sbottigliamento» si impongono di frequente sia in fase progettuale, sia in fase di regolazione
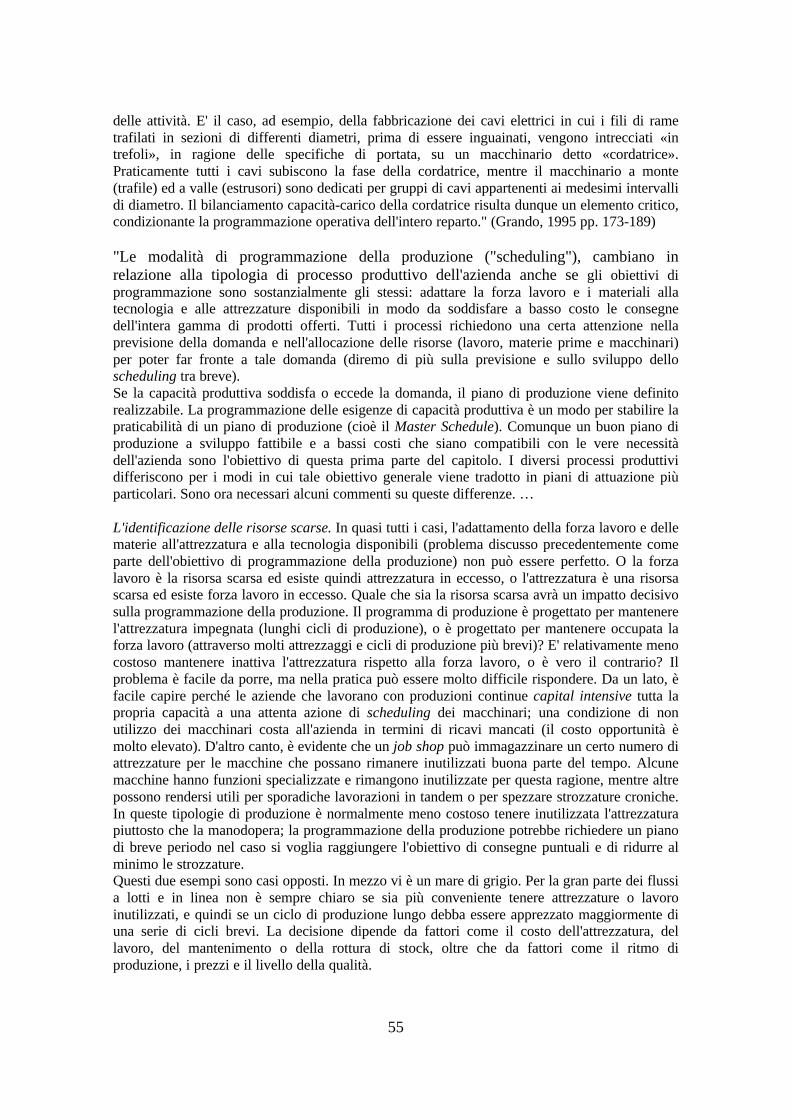
55
delle attività. E' il caso, ad esempio, della fabbricazione dei cavi elettrici in cui i fili di rametrafilati in sezioni di differenti diametri, prima di essere inguainati, vengono intrecciati «intrefoli», in ragione delle specifiche di portata, su un macchinario detto «cordatrice».Praticamente tutti i cavi subiscono la fase della cordatrice, mentre il macchinario a monte(trafile) ed a valle (estrusori) sono dedicati per gruppi di cavi appartenenti ai medesimi intervallidi diametro. Il bilanciamento capacità-carico della cordatrice risulta dunque un elemento critico,condizionante la programmazione operativa dell'intero reparto." (Grando, 1995 pp. 173-189)
"Le modalità di programmazione della produzione ("scheduling"), cambiano inrelazione alla tipologia di processo produttivo dell'azienda anche se gli obiettivi diprogrammazione sono sostanzialmente gli stessi: adattare la forza lavoro e i materiali allatecnologia e alle attrezzature disponibili in modo da soddisfare a basso costo le consegnedell'intera gamma di prodotti offerti. Tutti i processi richiedono una certa attenzione nellaprevisione della domanda e nell'allocazione delle risorse (lavoro, materie prime e macchinari)per poter far fronte a tale domanda (diremo di più sulla previsione e sullo sviluppo delloscheduling tra breve).Se la capacità produttiva soddisfa o eccede la domanda, il piano di produzione viene definitorealizzabile. La programmazione delle esigenze di capacità produttiva è un modo per stabilire lapraticabilità di un piano di produzione (cioè il Master Schedule). Comunque un buon piano diproduzione a sviluppo fattibile e a bassi costi che siano compatibili con le vere necessitàdell'azienda sono l'obiettivo di questa prima parte del capitolo. I diversi processi produttividifferiscono per i modi in cui tale obiettivo generale viene tradotto in piani di attuazione piùparticolari. Sono ora necessari alcuni commenti su queste differenze. …
L'identificazione delle risorse scarse. In quasi tutti i casi, l'adattamento della forza lavoro e dellematerie all'attrezzatura e alla tecnologia disponibili (problema discusso precedentemente comeparte dell'obiettivo di programmazione della produzione) non può essere perfetto. O la forzalavoro è la risorsa scarsa ed esiste quindi attrezzatura in eccesso, o l'attrezzatura è una risorsascarsa ed esiste forza lavoro in eccesso. Quale che sia la risorsa scarsa avrà un impatto decisivosulla programmazione della produzione. Il programma di produzione è progettato per mantenerel'attrezzatura impegnata (lunghi cicli di produzione), o è progettato per mantenere occupata laforza lavoro (attraverso molti attrezzaggi e cicli di produzione più brevi)? E' relativamente menocostoso mantenere inattiva l'attrezzatura rispetto alla forza lavoro, o è vero il contrario? Ilproblema è facile da porre, ma nella pratica può essere molto difficile rispondere. Da un lato, èfacile capire perché le aziende che lavorano con produzioni continue capital intensive tutta lapropria capacità a una attenta azione di scheduling dei macchinari; una condizione di nonutilizzo dei macchinari costa all'azienda in termini di ricavi mancati (il costo opportunità èmolto elevato). D'altro canto, è evidente che un job shop può immagazzinare un certo numero diattrezzature per le macchine che possano rimanere inutilizzati buona parte del tempo. Alcunemacchine hanno funzioni specializzate e rimangono inutilizzate per questa ragione, mentre altrepossono rendersi utili per sporadiche lavorazioni in tandem o per spezzare strozzature croniche.In queste tipologie di produzione è normalmente meno costoso tenere inutilizzata l'attrezzaturapiuttosto che la manodopera; la programmazione della produzione potrebbe richiedere un pianodi breve periodo nel caso si voglia raggiungere l'obiettivo di consegne puntuali e di ridurre alminimo le strozzature.Questi due esempi sono casi opposti. In mezzo vi è un mare di grigio. Per la gran parte dei flussia lotti e in linea non è sempre chiaro se sia più conveniente tenere attrezzature o lavoroinutilizzati, e quindi se un ciclo di produzione lungo debba essere apprezzato maggiormente diuna serie di cicli brevi. La decisione dipende da fattori come il costo dell'attrezzatura, dellavoro, del mantenimento o della rottura di stock, oltre che da fattori come il ritmo diproduzione, i prezzi e il livello della qualità.
56
La definizione di che cosa è importante. Se l'intera gamma di prodotti di una azienda non puòessere prodotta in tempo, che parte del mix di prodotti dovrebbe essere prodotta prima? Ilprogramma di produzione dovrebbe essere sensibile a quei prodotti o servizi a più altacontribuzione in unità di tempo o in unità di qualche altra risorsa scarsa. I programmi diproduzione, in particolare alla fine del mese, del quadrimestre o dell'anno, sono spessomaggiormente diretti verso quei prodotti a più alto contributo in termini di valore o verso quelliche possono essere completati e fatturati in minor tempo. In molte aziende, il grande caos di finemese per far uscire i prodotti è in realtà un caos per far uscire in tempo i "prodotti vincenti",lasciando per il mese successivo i prodotti di minor vendita e minor guadagno. Questo tipo discheduling, ovviamente, prevale nei processi job shop e a "lotti"; i processi meno flessibiliseguono programmi di produzione più rigidi. …
La disponibilità di materie prime. Tutti i processi produttivi richiedono che le materie primenecessarie alla produzione siano disponibili per tempo. Ciò che distingue i vari processi è ilmodo in cui le materie prime vengono distribuite nelle varie fasi. Nei processi a flusso continuoautomatizzati, i tempi dei cicli del prodotto sono fissi e le materie prime possono esserestrettamente legate allo scheduling del programma di produzione, se di fatto la loro consegna èaffidabile. L'assemblaggio delle automobili è l'esempio classico di stretto collegamento fral'afflusso delle materie prime e il piano di produzione. Nel caso dei job shop e dei processi "alotti", - che sono relativamente poco rigidi - il legame fra piano di produzione e materie prime èmeno importante. Tali processi dovrebbero sfruttare la loro flessibilità; la sincronizzazionestretta delle materie al piano di produzione priverebbe questi processi della loro capacità dimodificare in tempi anche molto brevi il programma di produzione senza altri vantaggitangibili. …… Molte imprese utilizzano "scorte polmone" … per dividere le esigenze di gestione delleinformazioni e delle materie prime dell'intero processo in segmenti omogenei che possonoessere gestiti più facilmente. Vi è connesso ovviamente un costo, perché le scorte devono esserefinanziate, ma tale costo può essere sostanzialmente minore di quelli connessi all'introduzione disistemi MRP o al finanziamento di accresciute scorte di prodotti finiti. …
La gestione delle materie prime. Esistono due filosofie comuni per controllare la gestione dellematerie prime attraverso un processo produttivo. La prima consiste nell'alimentare determinatestazioni di lavoro con componenti e altre materie prime. Questa filosofia è quella prevalente neiprocessi a flusso in linea e continuo. La seconda preleva dal magazzino le componentiappropriate delle scorte all'inizio del processo e le dispone in kits, i quali successivamentevengono assemblati nel prodotto finale.Nel primo caso, il compito del management è di mantenere aggiornata l'informazione relativaallo stato delle scorte di materie prime in ciascuna stazione di lavoro. Nel secondo, il compito èquello di evitare le sparizioni dai kits dei componenti che si presentano scarsi nel prodottolavorato in qualche altra parte del processo. In entrambe sono evidentemente necessarie delleprocedure per individuare le parti mancanti e per sveltire la loro acquisizione; devono quindiessere sviluppati sistemi per la rilevazione e il coordinamento con le funzioni degli acquisti edel controllo di inventario delle scorte." (Schmenner, 1987 pp. 255-259).
1.E.6 Il controllo della produzione"Il controllo della produzione costituisce l'ultima fase del processo di programmazione, ed èvolto alla rilevazione dell'andamento effettivo del sistema produttivo ed all'interpretazione diogni eventuale scostamento tra valori rilevati e valori attesi; parimenti, esso risulta la faseiniziale del ciclo di programmazione immediatamente successivo. Nella interpretazionecircolare del processo di programmazione e controllo della produzione, la fase del controlloemerge pertanto quale simultaneo elemento di output e di input rispettivamente del ciclo diprogrammazione compiuto e di quello successivamente avviato.
57
Parlando di controllo, è bene distinguere tra controllo di produzione, inteso quale attività di«regolazione fine» del processo di programmazione, e controllo del sistema produttivo-logistico, volto invece alla misura delle più generali prestazioni del quale, comunque, ilprocesso di programmazione risulta un momento di centrale importanza.Circa il primo profilo di indagine, dunque, la «regolazione fine» si concreta in una attivitàcondotta incessantemente e presente, di fatto, nella fase di programmazione operativa oscheduling. Le regole di assegnazione delle priorità o i diagrammi di Gantt hanno infatti ilprincipale scopo di monitorare lo stato di funzionamento del sistema e di effettuare un«controllo di avanzamento» dei lavori.Il valore segnaletico di tale attività di controllo può essere differentemente osservato, in terminidi:- controllo di retroazione, o di feedback, orientato alla interpretazione del passato, e inteso a
rilevare gli scostamenti tra risultati programmati e consuntivati;- controllo della direzione di marcia o di feedforward, orientato alla lettura del futuro, basato
sulla interpretazione degli accadimenti passati, quali sintomi, predittivi di eventi prospettici.In tal senso, appartengono al primo tipo di controllo indicatori quali gli scostamenti rilevati neitempi di produzione, nei consumi di materiali, nell'incidenza di scarti o in variazioni diproduttività; al secondo tipo di controllo si possono invece ascrivere indicazioni circa attesiritardi nelle consegne, necessità di incrementare le capacità produttive, ecc.Il controllo di produzione, pertanto, esplica la sua efficacia prevalentemente nella sfera dellecondizioni operative interne ed offre utili indicazioni progettuali per il pronto adeguamento delsistema, progressivamente «ritarato» al fine di garantire il conseguimento delle più generaliprestazioni di produttività, qualità, flessibilità e servizio." (Grando, 1995, pp 199-201)
"Il controllo della produzione di fatto significa assemblaggi accurati, informazione puntualesullo stato delle ordinazioni, dei materiali e del processo stesso, la capacità di comunicare taliinformazioni in modo preciso e veloce ai lavoratori e ai manager con una puntuale indicazionedelle priorità in modo che essi possano intraprendere azioni correttive.In larga misura, il controllo della produzione è strettamente accoppiato alla gestione deimateriali (acquisti e scorte) e alla programmazione e allo scheduling della produzione. Perfornire informazioni che servono a correggere un problema che vada oltre la formulazione delloscheduling, il controller deve conoscere il piano di produzione, i livelli delle scorte, lo stato diavanzamento delle commesse e ciò che ancora manca per il loro completamento. Quindi tutte lediscussioni sulla gestione dei materiali e sulla programmazione della produzione che hannopreceduto questa sezione hanno un peso diretto sull'argomento del controllo di produzione.Quello che spesso si dimentica nella fretta di soddisfare le ordinazioni è che parte delleinformazioni che servono a guidare e a controllare il processo interessano la forza lavoro. Ilavoratori devono necessariamente conoscere molte informazioni prima di poter svolgeretranquillamente il proprio lavoro: cosa devono lavorare, come devono farlo, quanto tempodevono impiegare, e verso che direzione prosegue il prodotto una volta terminata la loromansione. Come dovrebbe essere chiaro dall'esame dei vari tipi di processo, talvolta questeinformazioni devono essere trasmesse ai lavoratori ripetutamente; altre volte essi conoscono giàquello che viene loro richiesto. La Figura 23 riassume le necessità di informazioni dei lavoratoriche sono tipiche dei vari processi.
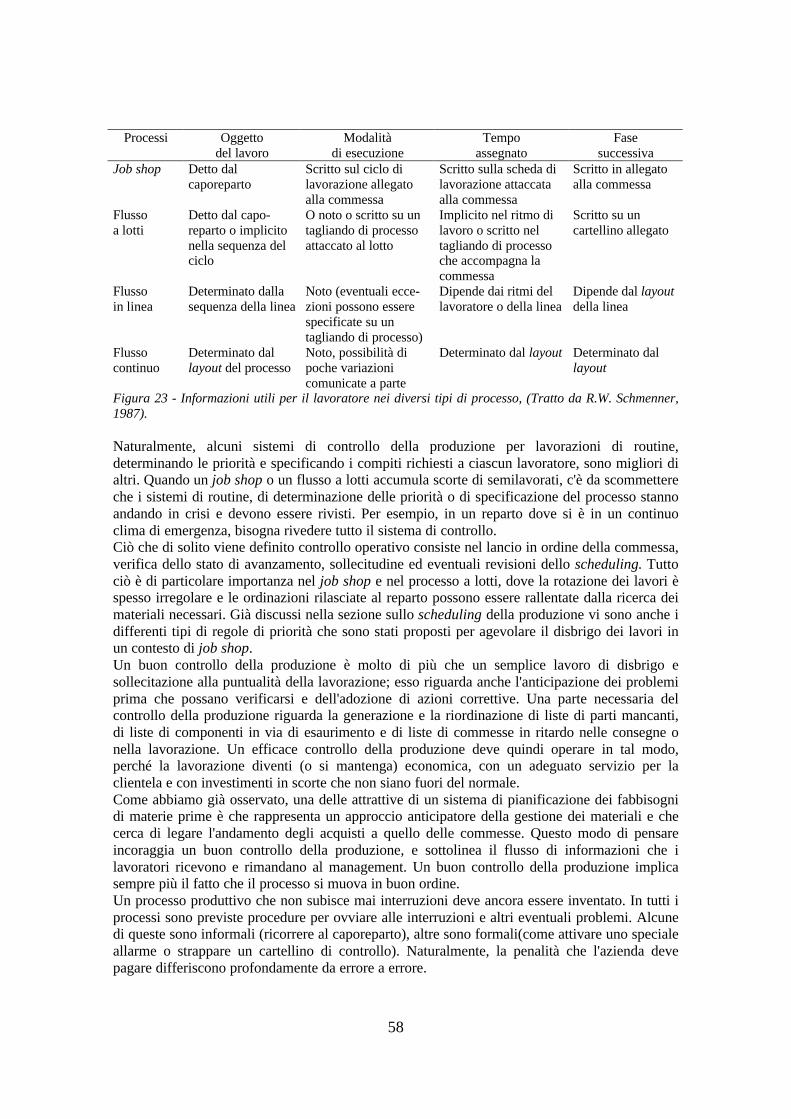
58
Processi Oggettodel lavoro
Modalitàdi esecuzione
Tempoassegnato
Fasesuccessiva
Job shop Detto dalcaporeparto
Scritto sul ciclo dilavorazione allegatoalla commessa
Scritto sulla scheda dilavorazione attaccataalla commessa
Scritto in allegatoalla commessa
Flussoa lotti
Detto dal capo-reparto o implicitonella sequenza delciclo
O noto o scritto su untagliando di processoattaccato al lotto
Implicito nel ritmo dilavoro o scritto neltagliando di processoche accompagna lacommessa
Scritto su uncartellino allegato
Flussoin linea
Determinato dallasequenza della linea
Noto (eventuali ecce-zioni possono esserespecificate su untagliando di processo)
Dipende dai ritmi dellavoratore o della linea
Dipende dal layoutdella linea
Flussocontinuo
Determinato dallayout del processo
Noto, possibilità dipoche variazionicomunicate a parte
Determinato dal layout Determinato dallayout
Figura 23 - Informazioni utili per il lavoratore nei diversi tipi di processo, (Tratto da R.W. Schmenner,1987).
Naturalmente, alcuni sistemi di controllo della produzione per lavorazioni di routine,determinando le priorità e specificando i compiti richiesti a ciascun lavoratore, sono migliori dialtri. Quando un job shop o un flusso a lotti accumula scorte di semilavorati, c'è da scommettereche i sistemi di routine, di determinazione delle priorità o di specificazione del processo stannoandando in crisi e devono essere rivisti. Per esempio, in un reparto dove si è in un continuoclima di emergenza, bisogna rivedere tutto il sistema di controllo.Ciò che di solito viene definito controllo operativo consiste nel lancio in ordine della commessa,verifica dello stato di avanzamento, sollecitudine ed eventuali revisioni dello scheduling. Tuttociò è di particolare importanza nel job shop e nel processo a lotti, dove la rotazione dei lavori èspesso irregolare e le ordinazioni rilasciate al reparto possono essere rallentate dalla ricerca deimateriali necessari. Già discussi nella sezione sullo scheduling della produzione vi sono anche idifferenti tipi di regole di priorità che sono stati proposti per agevolare il disbrigo dei lavori inun contesto di job shop.Un buon controllo della produzione è molto di più che un semplice lavoro di disbrigo esollecitazione alla puntualità della lavorazione; esso riguarda anche l'anticipazione dei problemiprima che possano verificarsi e dell'adozione di azioni correttive. Una parte necessaria delcontrollo della produzione riguarda la generazione e la riordinazione di liste di parti mancanti,di liste di componenti in via di esaurimento e di liste di commesse in ritardo nelle consegne onella lavorazione. Un efficace controllo della produzione deve quindi operare in tal modo,perché la lavorazione diventi (o si mantenga) economica, con un adeguato servizio per laclientela e con investimenti in scorte che non siano fuori del normale.Come abbiamo già osservato, una delle attrattive di un sistema di pianificazione dei fabbisognidi materie prime è che rappresenta un approccio anticipatore della gestione dei materiali e checerca di legare l'andamento degli acquisti a quello delle commesse. Questo modo di pensareincoraggia un buon controllo della produzione, e sottolinea il flusso di informazioni che ilavoratori ricevono e rimandano al management. Un buon controllo della produzione implicasempre più il fatto che il processo si muova in buon ordine.Un processo produttivo che non subisce mai interruzioni deve ancora essere inventato. In tutti iprocessi sono previste procedure per ovviare alle interruzioni e altri eventuali problemi. Alcunedi queste sono informali (ricorrere al caporeparto), altre sono formali(come attivare uno specialeallarme o strappare un cartellino di controllo). Naturalmente, la penalità che l'azienda devepagare differiscono profondamente da errore a errore.
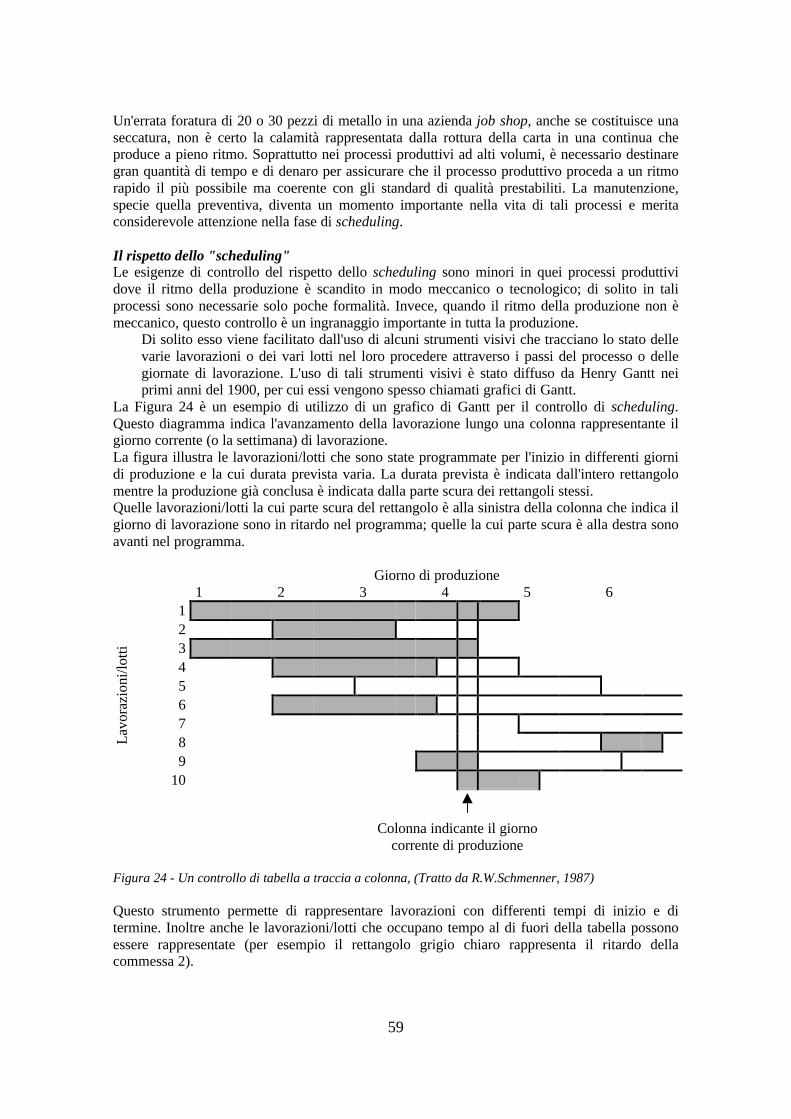
59
Un'errata foratura di 20 o 30 pezzi di metallo in una azienda job shop, anche se costituisce unaseccatura, non è certo la calamità rappresentata dalla rottura della carta in una continua cheproduce a pieno ritmo. Soprattutto nei processi produttivi ad alti volumi, è necessario destinaregran quantità di tempo e di denaro per assicurare che il processo produttivo proceda a un ritmorapido il più possibile ma coerente con gli standard di qualità prestabiliti. La manutenzione,specie quella preventiva, diventa un momento importante nella vita di tali processi e meritaconsiderevole attenzione nella fase di scheduling.
Il rispetto dello "scheduling"Le esigenze di controllo del rispetto dello scheduling sono minori in quei processi produttividove il ritmo della produzione è scandito in modo meccanico o tecnologico; di solito in taliprocessi sono necessarie solo poche formalità. Invece, quando il ritmo della produzione non èmeccanico, questo controllo è un ingranaggio importante in tutta la produzione.
Di solito esso viene facilitato dall'uso di alcuni strumenti visivi che tracciano lo stato dellevarie lavorazioni o dei vari lotti nel loro procedere attraverso i passi del processo o dellegiornate di lavorazione. L'uso di tali strumenti visivi è stato diffuso da Henry Gantt neiprimi anni del 1900, per cui essi vengono spesso chiamati grafici di Gantt.
La Figura 24 è un esempio di utilizzo di un grafico di Gantt per il controllo di scheduling.Questo diagramma indica l'avanzamento della lavorazione lungo una colonna rappresentante ilgiorno corrente (o la settimana) di lavorazione.La figura illustra le lavorazioni/lotti che sono state programmate per l'inizio in differenti giornidi produzione e la cui durata prevista varia. La durata prevista è indicata dall'intero rettangolomentre la produzione già conclusa è indicata dalla parte scura dei rettangoli stessi.Quelle lavorazioni/lotti la cui parte scura del rettangolo è alla sinistra della colonna che indica ilgiorno di lavorazione sono in ritardo nel programma; quelle la cui parte scura è alla destra sonoavanti nel programma.
Giorno di produzione1 2 3 4 5 6
123456789
Lav
oraz
ioni
/lotti
10
Colonna indicante il giornocorrente di produzione
Figura 24 - Un controllo di tabella a traccia a colonna, (Tratto da R.W.Schmenner, 1987)
Questo strumento permette di rappresentare lavorazioni con differenti tempi di inizio e ditermine. Inoltre anche le lavorazioni/lotti che occupano tempo al di fuori della tabella possonoessere rappresentate (per esempio il rettangolo grigio chiaro rappresenta il ritardo dellacommessa 2).

60
Poiché il grafico è costruito per giorni di lavorazione nello stesso giorno possono essererappresentate differenti operazioni. Naturalmente, la capacità e l'utilizzazione della capacitàdelle varie macchine deve essere considerata separatamente.Tali strumenti visivi si prestano a una serie di convenzioni grafiche. Per esempio, differentisimboli o colori possono distinguere i tempi di attesa o di manutenzione dalla produzionecorrente. Differenti simboli o colori possono indicare l'operazione o il reparto della fabbricadove la lavorazione/lotto si trova o si troverà. La scelta della convenzione dipende solamentedall'utilità o dalla disponibilità dell'informazione." (Schmenner, 1987 pp. 289-293).
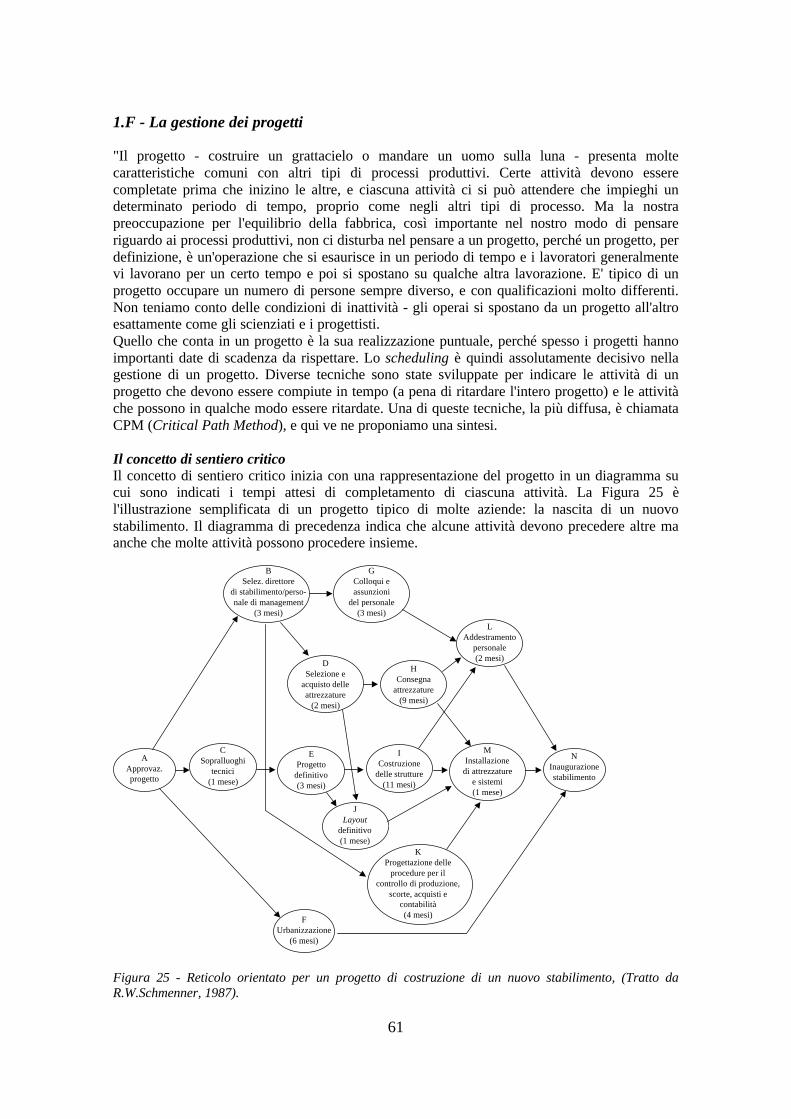
61
1.F - La gestione dei progetti
"Il progetto - costruire un grattacielo o mandare un uomo sulla luna - presenta moltecaratteristiche comuni con altri tipi di processi produttivi. Certe attività devono esserecompletate prima che inizino le altre, e ciascuna attività ci si può attendere che impieghi undeterminato periodo di tempo, proprio come negli altri tipi di processo. Ma la nostrapreoccupazione per l'equilibrio della fabbrica, così importante nel nostro modo di pensareriguardo ai processi produttivi, non ci disturba nel pensare a un progetto, perché un progetto, perdefinizione, è un'operazione che si esaurisce in un periodo di tempo e i lavoratori generalmentevi lavorano per un certo tempo e poi si spostano su qualche altra lavorazione. E' tipico di unprogetto occupare un numero di persone sempre diverso, e con qualificazioni molto differenti.Non teniamo conto delle condizioni di inattività - gli operai si spostano da un progetto all'altroesattamente come gli scienziati e i progettisti.Quello che conta in un progetto è la sua realizzazione puntuale, perché spesso i progetti hannoimportanti date di scadenza da rispettare. Lo scheduling è quindi assolutamente decisivo nellagestione di un progetto. Diverse tecniche sono state sviluppate per indicare le attività di unprogetto che devono essere compiute in tempo (a pena di ritardare l'intero progetto) e le attivitàche possono in qualche modo essere ritardate. Una di queste tecniche, la più diffusa, è chiamataCPM (Critical Path Method), e qui ve ne proponiamo una sintesi.
Il concetto di sentiero criticoIl concetto di sentiero critico inizia con una rappresentazione del progetto in un diagramma sucui sono indicati i tempi attesi di completamento di ciascuna attività. La Figura 25 èl'illustrazione semplificata di un progetto tipico di molte aziende: la nascita di un nuovostabilimento. Il diagramma di precedenza indica che alcune attività devono precedere altre maanche che molte attività possono procedere insieme.
Figura 25 - Reticolo orientato per un progetto di costruzione di un nuovo stabilimento, (Tratto daR.W.Schmenner, 1987).
BSelez. direttore
di stabilimento/perso-nale di management
(3 mesi)
GColloqui eassunzioni
del personale(3 mesi)
DSelezione e
acquisto delleattrezzature
(2 mesi)
HConsegna
attrezzature(9 mesi)
LAddestramento
personale(2 mesi)
AApprovaz.progetto
CSopralluoghi
tecnici(1 mese)
EProgetto
definitivo(3 mesi)
ICostruzione
delle strutture(11 mesi)
MInstallazione
di attrezzaturee sistemi(1 mese)
NInaugurazionestabilimento
JLayout
definitivo(1 mese)
FUrbanizzazione
(6 mesi)
KProgettazione delle
procedure per ilcontrollo di produzione,
scorte, acquisti econtabilità(4 mesi)
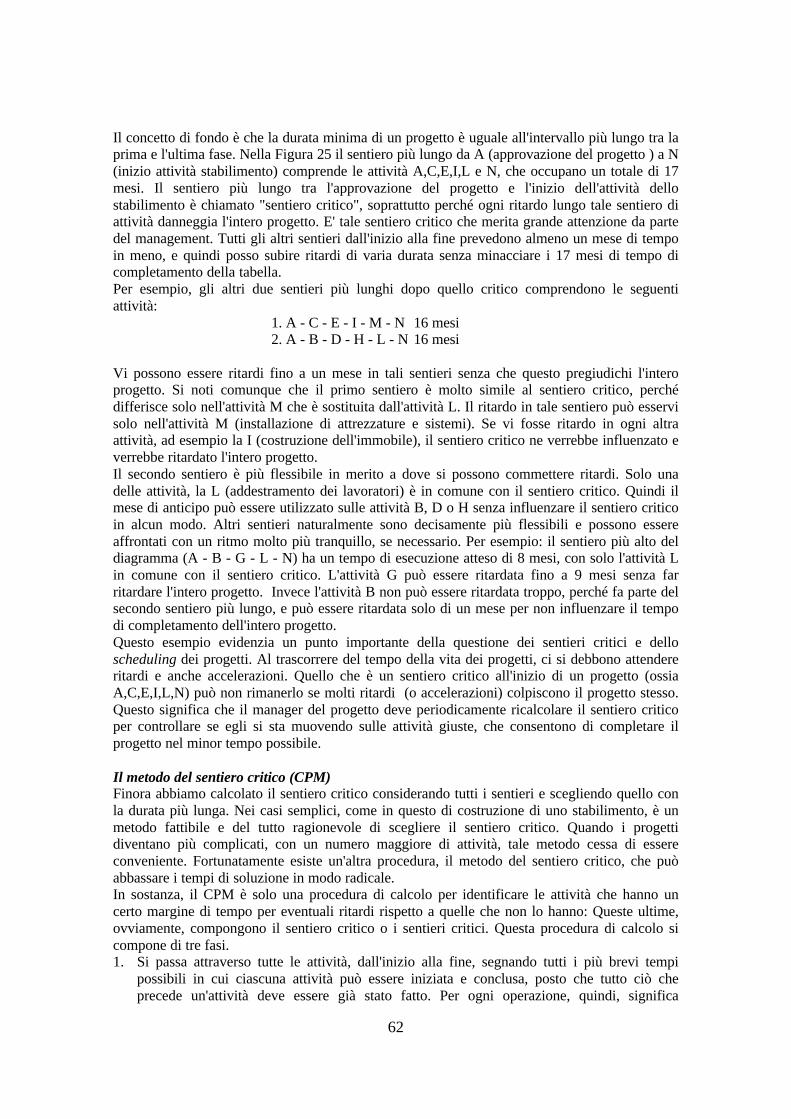
62
Il concetto di fondo è che la durata minima di un progetto è uguale all'intervallo più lungo tra laprima e l'ultima fase. Nella Figura 25 il sentiero più lungo da A (approvazione del progetto ) a N(inizio attività stabilimento) comprende le attività A,C,E,I,L e N, che occupano un totale di 17mesi. Il sentiero più lungo tra l'approvazione del progetto e l'inizio dell'attività dellostabilimento è chiamato "sentiero critico", soprattutto perché ogni ritardo lungo tale sentiero diattività danneggia l'intero progetto. E' tale sentiero critico che merita grande attenzione da partedel management. Tutti gli altri sentieri dall'inizio alla fine prevedono almeno un mese di tempoin meno, e quindi posso subire ritardi di varia durata senza minacciare i 17 mesi di tempo dicompletamento della tabella.Per esempio, gli altri due sentieri più lunghi dopo quello critico comprendono le seguentiattività:
1. A - C - E - I - M - N 16 mesi2. A - B - D - H - L - N 16 mesi
Vi possono essere ritardi fino a un mese in tali sentieri senza che questo pregiudichi l'interoprogetto. Si noti comunque che il primo sentiero è molto simile al sentiero critico, perchédifferisce solo nell'attività M che è sostituita dall'attività L. Il ritardo in tale sentiero può esservisolo nell'attività M (installazione di attrezzature e sistemi). Se vi fosse ritardo in ogni altraattività, ad esempio la I (costruzione dell'immobile), il sentiero critico ne verrebbe influenzato everrebbe ritardato l'intero progetto.Il secondo sentiero è più flessibile in merito a dove si possono commettere ritardi. Solo unadelle attività, la L (addestramento dei lavoratori) è in comune con il sentiero critico. Quindi ilmese di anticipo può essere utilizzato sulle attività B, D o H senza influenzare il sentiero criticoin alcun modo. Altri sentieri naturalmente sono decisamente più flessibili e possono essereaffrontati con un ritmo molto più tranquillo, se necessario. Per esempio: il sentiero più alto deldiagramma (A - B - G - L - N) ha un tempo di esecuzione atteso di 8 mesi, con solo l'attività Lin comune con il sentiero critico. L'attività G può essere ritardata fino a 9 mesi senza farritardare l'intero progetto. Invece l'attività B non può essere ritardata troppo, perché fa parte delsecondo sentiero più lungo, e può essere ritardata solo di un mese per non influenzare il tempodi completamento dell'intero progetto.Questo esempio evidenzia un punto importante della questione dei sentieri critici e delloscheduling dei progetti. Al trascorrere del tempo della vita dei progetti, ci si debbono attendereritardi e anche accelerazioni. Quello che è un sentiero critico all'inizio di un progetto (ossiaA,C,E,I,L,N) può non rimanerlo se molti ritardi (o accelerazioni) colpiscono il progetto stesso.Questo significa che il manager del progetto deve periodicamente ricalcolare il sentiero criticoper controllare se egli si sta muovendo sulle attività giuste, che consentono di completare ilprogetto nel minor tempo possibile.
Il metodo del sentiero critico (CPM)Finora abbiamo calcolato il sentiero critico considerando tutti i sentieri e scegliendo quello conla durata più lunga. Nei casi semplici, come in questo di costruzione di uno stabilimento, è unmetodo fattibile e del tutto ragionevole di scegliere il sentiero critico. Quando i progettidiventano più complicati, con un numero maggiore di attività, tale metodo cessa di essereconveniente. Fortunatamente esiste un'altra procedura, il metodo del sentiero critico, che puòabbassare i tempi di soluzione in modo radicale.In sostanza, il CPM è solo una procedura di calcolo per identificare le attività che hanno uncerto margine di tempo per eventuali ritardi rispetto a quelle che non lo hanno: Queste ultime,ovviamente, compongono il sentiero critico o i sentieri critici. Questa procedura di calcolo sicompone di tre fasi.1. Si passa attraverso tutte le attività, dall'inizio alla fine, segnando tutti i più brevi tempi
possibili in cui ciascuna attività può essere iniziata e conclusa, posto che tutto ciò cheprecede un'attività deve essere già stato fatto. Per ogni operazione, quindi, significa
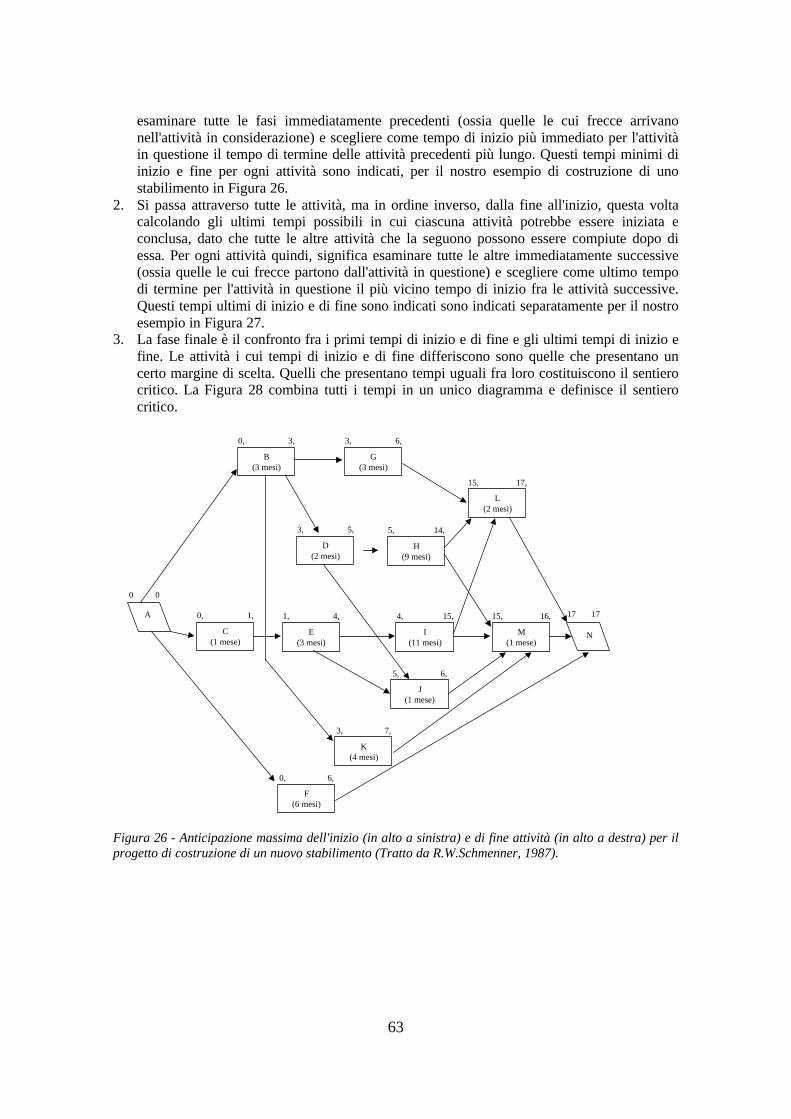
63
esaminare tutte le fasi immediatamente precedenti (ossia quelle le cui frecce arrivanonell'attività in considerazione) e scegliere come tempo di inizio più immediato per l'attivitàin questione il tempo di termine delle attività precedenti più lungo. Questi tempi minimi diinizio e fine per ogni attività sono indicati, per il nostro esempio di costruzione di unostabilimento in Figura 26.
2. Si passa attraverso tutte le attività, ma in ordine inverso, dalla fine all'inizio, questa voltacalcolando gli ultimi tempi possibili in cui ciascuna attività potrebbe essere iniziata econclusa, dato che tutte le altre attività che la seguono possono essere compiute dopo diessa. Per ogni attività quindi, significa esaminare tutte le altre immediatamente successive(ossia quelle le cui frecce partono dall'attività in questione) e scegliere come ultimo tempodi termine per l'attività in questione il più vicino tempo di inizio fra le attività successive.Questi tempi ultimi di inizio e di fine sono indicati sono indicati separatamente per il nostroesempio in Figura 27.
3. La fase finale è il confronto fra i primi tempi di inizio e di fine e gli ultimi tempi di inizio efine. Le attività i cui tempi di inizio e di fine differiscono sono quelle che presentano uncerto margine di scelta. Quelli che presentano tempi uguali fra loro costituiscono il sentierocritico. La Figura 28 combina tutti i tempi in un unico diagramma e definisce il sentierocritico.
Figura 26 - Anticipazione massima dell'inizio (in alto a sinistra) e di fine attività (in alto a destra) per ilprogetto di costruzione di un nuovo stabilimento (Tratto da R.W.Schmenner, 1987).
0, 3,
B(3 mesi)
3, 6,
G(3 mesi)
3, 5,
D(2 mesi)
5, 14,
H(9 mesi)
15, 17,
L(2 mesi)
0, 1,
C(1 mese)
1, 4,
E(3 mesi)
4, 15,
I(11 mesi)
15, 16,
M(1 mese)
N
17 17 A
0 0
0, 6,
F(6 mesi)
3, 7,
K(4 mesi)
5, 6,
J(1 mese)
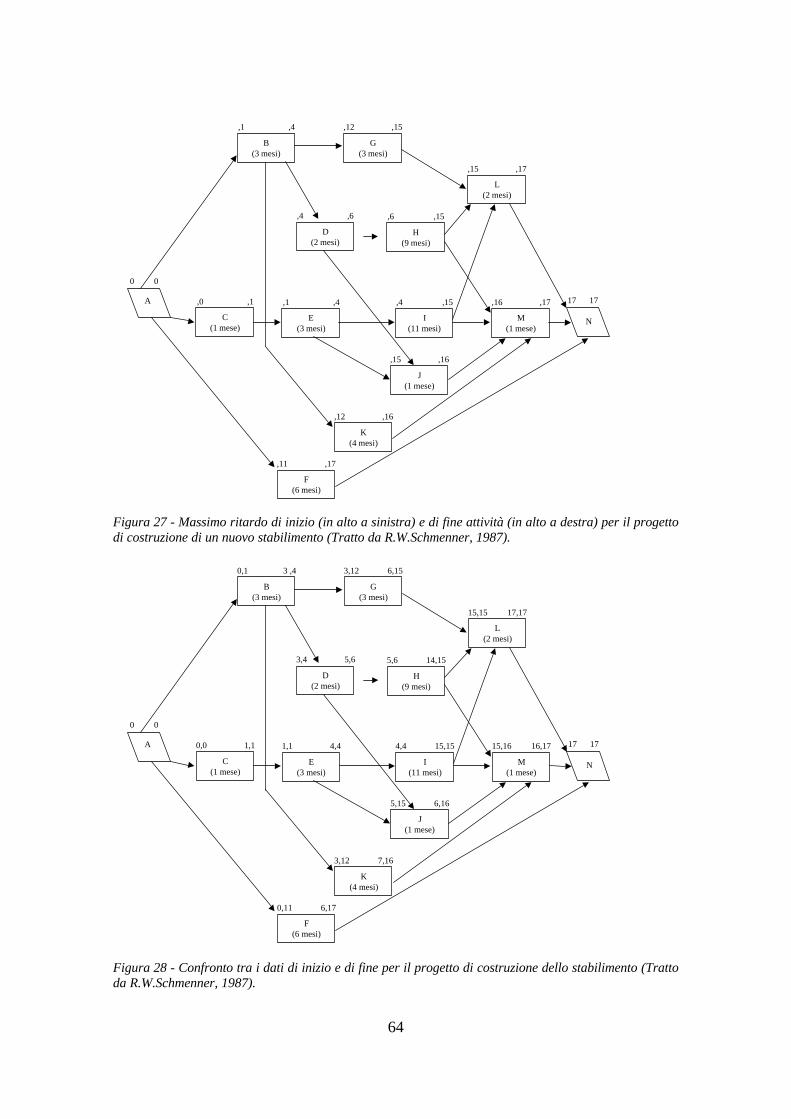
64
Figura 27 - Massimo ritardo di inizio (in alto a sinistra) e di fine attività (in alto a destra) per il progettodi costruzione di un nuovo stabilimento (Tratto da R.W.Schmenner, 1987).
Figura 28 - Confronto tra i dati di inizio e di fine per il progetto di costruzione dello stabilimento (Trattoda R.W.Schmenner, 1987).
,1 ,4
B(3 mesi)
,12 ,15
G(3 mesi)
,4 ,6
D(2 mesi)
,6 ,15
H(9 mesi)
,15 ,17
L(2 mesi)
,0 ,1
C(1 mese)
,1 ,4
E(3 mesi)
,4 ,15
I(11 mesi)
,16 ,17
M(1 mese)
N
17 17 A
0 0
,11 ,17
F(6 mesi)
,12 ,16
K(4 mesi)
,15 ,16
J(1 mese)
0,1 3 ,4
B(3 mesi)
3,12 6,15
G(3 mesi)
3,4 5,6
D(2 mesi)
5,6 14,15
H(9 mesi)
15,15 17,17
L(2 mesi)
0,0 1,1
C(1 mese)
1,1 4,4
E(3 mesi)
4,4 15,15
I(11 mesi)
15,16 16,17
M(1 mese)
N
17 17 A
0 0
0,11 6,17
F(6 mesi)
3,12 7,16
K(4 mesi)
5,15 6,16
J(1 mese)
65
I costi e i tempi di un progetto CPMDi solito i progetti (come la costruzione di un nuovo stabilimento, Figura 25) non devononecessariamente essere terminati nel minor tempo possibile, ma piuttosto devono essereconclusi entro un certo lasso di tempo, sta poi al responsabile decidere la scadenza esatta.Spesso essi sono influenzati da considerazioni di costo, perché di solito i contratti prevedonouna ricompensa per un'anticipata fine dei lavori e una penalità per il ritardo. Queste ricompensee queste penalità devono essere confrontate con i costi connessi all'accelerazione delle attivitàdel progetto che si ripercuotono sul budget del progetto stesso. Il CPM può servire a valutaretali decisioni in merito ai tempi e ai costi del progetto.
Definizione della scadenzaIl CPM può risolvere anche questo problema. Il lasso di tempo accettabile può essere definitocome il periodo compreso tra l'inizio/fine più vicino e l'inizio/fine più lontano possibile. Perritornare al nostro esempio, se la costruzione dello stabilimento deve essere completata tra 17 e21 mesi dall'inizio, i valori di Figura 28 andrebbero modificati come in Figura 29.Lavorando con il CPM è importante definire questo ambito di tolleranza distinguendo fratolleranza totale e tempi morti. La tolleranza totale è la differenza fra le prime e ultime date difine (o fra le prime e ultime date di inizio) di ogni attività. Il tempo di inattività totale di unafase è il massimo periodo di tempo di cui l'operazione può essere ritardata a partire dalla suaprima data di inizio senza provocare il ritardo dell'intero progetto. Questo concetto di tempo diinattività totale può essere usato per definire il sentiero critico; questo è composto da quelleattività che presentano il tempo di inattività minimo (ossia le più piccole differenze,possibilmente zero, tra i primi e gli ultimi inizi e fini). I tempi morti, invece, indicano di quantoun'attività può essere ritardata senza ritardare il progetto. I tempi morti sono quindi uguali alladifferenza tra il momento in cui si esaurisce una certa attività e la somma dei tempi relativi allealtre fasi, che debbono effettuarsi in parallelo ad essa.Si consideri il sentiero A-B-K-M-N in Figura 29. L'attività M può essere ritardata al massimo diun mese senza rischiare di ritardare l'intero progetto, ossia: al più presto si conclude in 16 mesimentre la fase parallela N non può impiegarne meno di 17. La mancanza di tempo di inattivitànetto non significa, comunque, che se l'attività B venisse inavvertitamente ritardata, l'interoprogetto ne risulterebbe ritardato. L'attività B, infatti, non si trova sul sentiero critico. Essa ha untempo totale di inattività di un mese e potrebbe essere ritardata di un mese senzanecessariamente provocare un ritardo nel progetto.E' spesso utile impiegare un grafico di Gantt a reticolo per tracciare e programmare le attivitànon critiche (si veda la Figura 30). Tali grafici si compongono di due parti, una che descrivetutte le attività al loro tempo primo di inizio e l'altro che descrive le attività al loro tempo ultimodi inizio. I grafici Gantt a reticolo possono anche includere dati sulla forza lavoro programmataper periodo di tempo e dati sui costi sostenuti per periodo di tempo. La Figura 30 si riferisce alreticolo della Figura 28 dove non c'è il lasso di tempo per il completamento del progetto. Si noticome le attività appartenenti al sentiero critico si coordino l'una con l'atra su tale grafico.
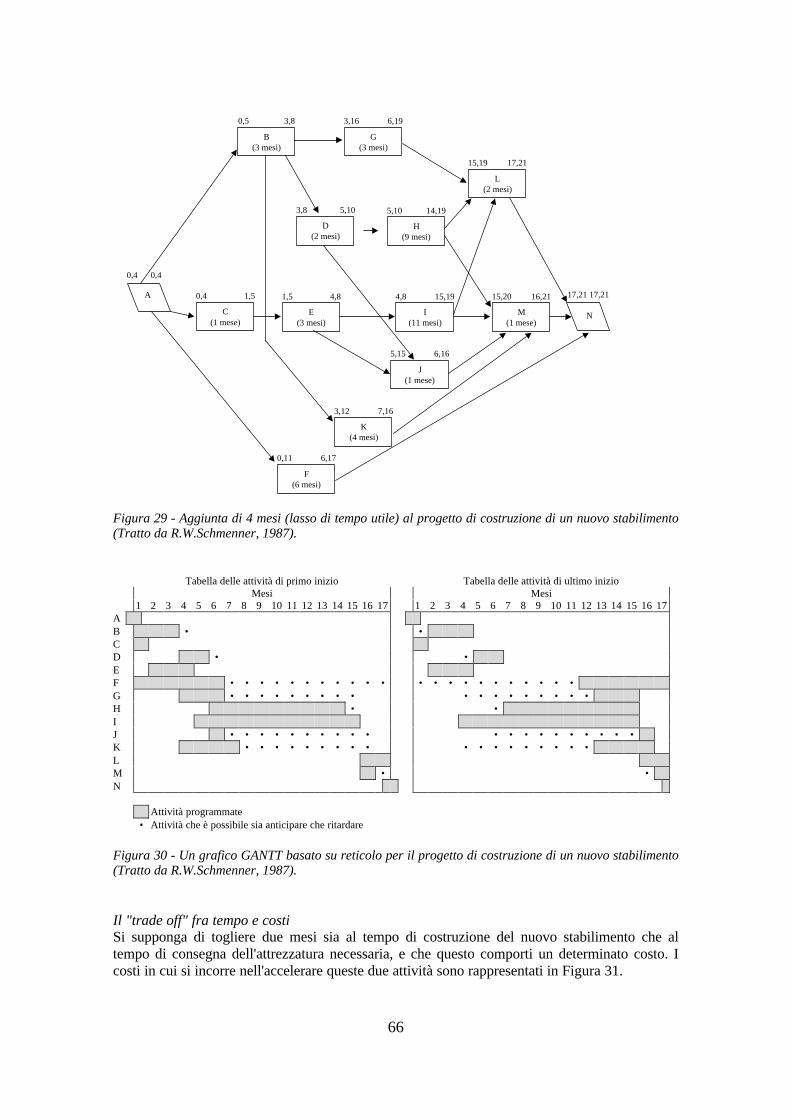
66
Figura 29 - Aggiunta di 4 mesi (lasso di tempo utile) al progetto di costruzione di un nuovo stabilimento(Tratto da R.W.Schmenner, 1987).
Tabella delle attività di primo inizio Tabella delle attività di ultimo inizioMesi Mesi
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17AB • •CD • •EF • • • • • • • • • • • • • • • • • • • • • •G • • • • • • • • • • • • • • • • • •H • •IJ • • • • • • • • • • • • • • • • • • • •K • • • • • • • • • • • • • • • • • •LM • •N
Attività programmate• Attività che è possibile sia anticipare che ritardare
Figura 30 - Un grafico GANTT basato su reticolo per il progetto di costruzione di un nuovo stabilimento(Tratto da R.W.Schmenner, 1987).
Il "trade off" fra tempo e costiSi supponga di togliere due mesi sia al tempo di costruzione del nuovo stabilimento che altempo di consegna dell'attrezzatura necessaria, e che questo comporti un determinato costo. Icosti in cui si incorre nell'accelerare queste due attività sono rappresentati in Figura 31.
0,5 3,8
B(3 mesi)
3,16 6,19
G(3 mesi)
3,8 5,10
D(2 mesi)
5,10 14,19
H(9 mesi)
15,19 17,21
L(2 mesi)
0,4 1,5
C(1 mese)
1,5 4,8
E(3 mesi)
4,8 15,19
I(11 mesi)
15,20 16,21
M(1 mese)
N
17,21 17,21 A
0,4 0,4
0,11 6,17
F(6 mesi)
3,12 7,16
K(4 mesi)
5,15 6,16
J(1 mese)
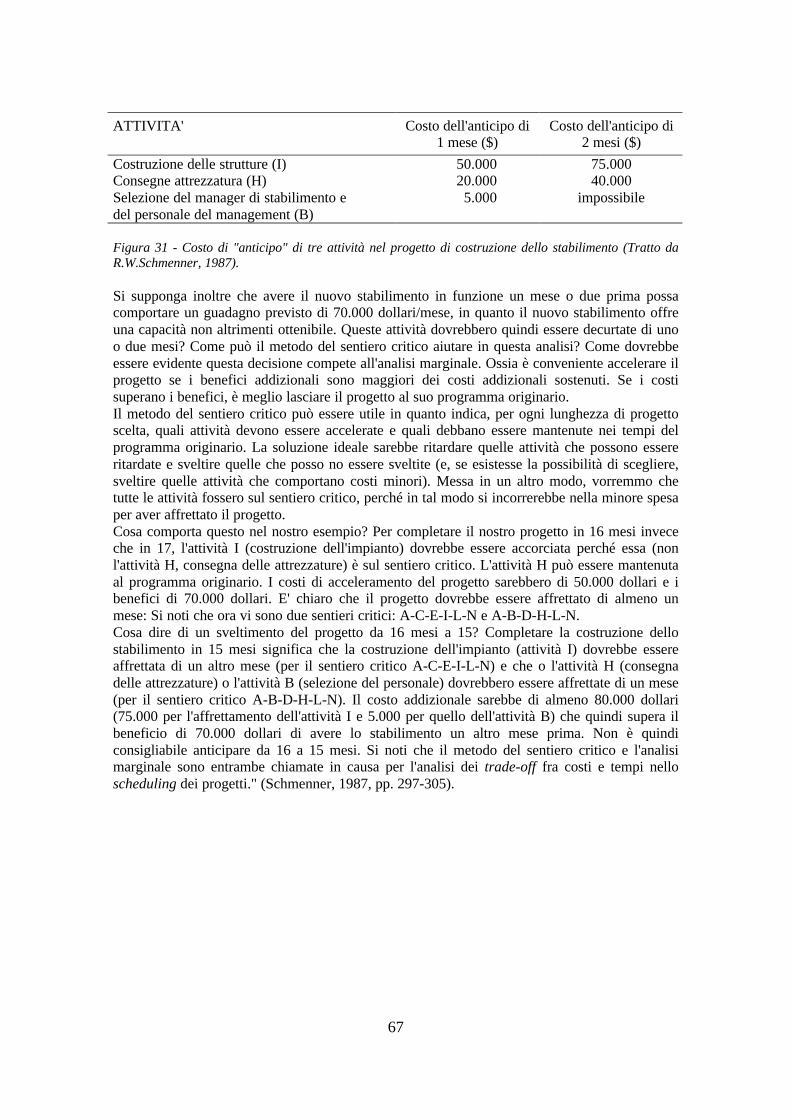
67
ATTIVITA' Costo dell'anticipo di Costo dell'anticipo di1 mese ($) 2 mesi ($)
Costruzione delle strutture (I)Consegne attrezzatura (H)Selezione del manager di stabilimento edel personale del management (B)
50.00020.0005.000
75.00040.000
impossibile
Figura 31 - Costo di "anticipo" di tre attività nel progetto di costruzione dello stabilimento (Tratto daR.W.Schmenner, 1987).
Si supponga inoltre che avere il nuovo stabilimento in funzione un mese o due prima possacomportare un guadagno previsto di 70.000 dollari/mese, in quanto il nuovo stabilimento offreuna capacità non altrimenti ottenibile. Queste attività dovrebbero quindi essere decurtate di unoo due mesi? Come può il metodo del sentiero critico aiutare in questa analisi? Come dovrebbeessere evidente questa decisione compete all'analisi marginale. Ossia è conveniente accelerare ilprogetto se i benefici addizionali sono maggiori dei costi addizionali sostenuti. Se i costisuperano i benefici, è meglio lasciare il progetto al suo programma originario.Il metodo del sentiero critico può essere utile in quanto indica, per ogni lunghezza di progettoscelta, quali attività devono essere accelerate e quali debbano essere mantenute nei tempi delprogramma originario. La soluzione ideale sarebbe ritardare quelle attività che possono essereritardate e sveltire quelle che posso no essere sveltite (e, se esistesse la possibilità di scegliere,sveltire quelle attività che comportano costi minori). Messa in un altro modo, vorremmo chetutte le attività fossero sul sentiero critico, perché in tal modo si incorrerebbe nella minore spesaper aver affrettato il progetto.Cosa comporta questo nel nostro esempio? Per completare il nostro progetto in 16 mesi inveceche in 17, l'attività I (costruzione dell'impianto) dovrebbe essere accorciata perché essa (nonl'attività H, consegna delle attrezzature) è sul sentiero critico. L'attività H può essere mantenutaal programma originario. I costi di acceleramento del progetto sarebbero di 50.000 dollari e ibenefici di 70.000 dollari. E' chiaro che il progetto dovrebbe essere affrettato di almeno unmese: Si noti che ora vi sono due sentieri critici: A-C-E-I-L-N e A-B-D-H-L-N.Cosa dire di un sveltimento del progetto da 16 mesi a 15? Completare la costruzione dellostabilimento in 15 mesi significa che la costruzione dell'impianto (attività I) dovrebbe essereaffrettata di un altro mese (per il sentiero critico A-C-E-I-L-N) e che o l'attività H (consegnadelle attrezzature) o l'attività B (selezione del personale) dovrebbero essere affrettate di un mese(per il sentiero critico A-B-D-H-L-N). Il costo addizionale sarebbe di almeno 80.000 dollari(75.000 per l'affrettamento dell'attività I e 5.000 per quello dell'attività B) che quindi supera ilbeneficio di 70.000 dollari di avere lo stabilimento un altro mese prima. Non è quindiconsigliabile anticipare da 16 a 15 mesi. Si noti che il metodo del sentiero critico e l'analisimarginale sono entrambe chiamate in causa per l'analisi dei trade-off fra costi e tempi nelloscheduling dei progetti." (Schmenner, 1987, pp. 297-305).
68
1.G - La strategia di produzione
"E' giunto il momento di riunire tutte le questioni dibattute finora in una visione unitaria dellaproduzione e di come essa possa essere utilizzata dall'azienda come un'arma di concorrenzialitàa tutti gli effetti. Come dovrebbe essere chiaro a questo punto, i responsabili di produzionehanno a disposizione una grande quantità di scelte relative agli strumenti con i quali possonoinfluenzare la produzione di beni o la distribuzione di servizi.Le scelte produttive possono essere raggruppate in tre ampie categorie: a) tecnologia e impianti,b) politiche gestionali e c) organizzazione. Esaminiamo queste categorie e le conseguenti scelte.
Tecnologia e impiantiLe scelte connesse a questa categoria comportano di solito grandi esborsi di capitale e tempipiuttosto lunghi. Sono decisioni di grande rilevanza che determinano e definiscono il tipo diprocesso produttivo impiegato.1. .Natura del flusso produttivo .Il flusso di produzione attraverso lo stabilimento si
caratterizza come un flusso rigido, nel quale tutti i prodotti vengono trattati allo stessomodo? Al contrario, il flusso si articola in modo composito, e i vari prodotti vengonolavorati in modi differenti all'interno della fabbrica? O il flusso dei prodotti attraverso ilprocesso avviene secondo criteri che stanno a metà fra questi primi due?I vari momenti del processo sono strettamente legati fra di loro, oppure la connessione fra diessi è debole? Questo processo è un processo produttivo «puro», o si tratta invece di unibrido di differenti tipi di processo?
2. Integrazione verticale. Quanta parte del valore di un prodotto è il risultato diretto dellelavorazioni eseguite all'interno? La produzione dovrebbe implicare una maggiore (o minore)integrazione a ritroso verso le materie prime o una maggiore (o minore) integrazione inavanti verso i consumatori? Piò la produzione implicare una maggiore (o minore) quantitàdi ciascuna di queste due componenti?
3. Tipo di impianti. Gli impianti utilizzati sono universali o "dedicati"? E' possibile legare fradi loro in modo innovativo attrezzature differenti e non versatili perché progettate per scopispeciali, al fine di ottenere sistemiL'impianto è adatto a ritmi elevati per lunghi periodi? Quanto risulta flessibile a eventualicambiamenti di prodotto e/o modello nel corso della lavorazione? Quanto velocemente econ che grado di difficoltà possono essere realizzati tali cambiamenti? Che possibilitàesistono di coordinare fra loro i diversi macchinari per ottenere una produzione piùbilanciata e veloce? L'impianto viene controllato da un operatore o da un computer? La suaperformance è registrata da un operatore o da un computer?Per necessità di produzione, l'impianto può essere accelerato o rallentato? Esso richiede unpesante supporto non operativo (per esempio manutenzione, riparazioni, software,attrezzaggio, utensileria)? Può l'azienda costruirsi o modificare le proprie macchine? Devemantenere rapporti stretti con i produttori dell'impianto?
4. Grado di intensità del capitale o del lavoro. In quale grado l'impianto e/o la tecnologiahanno consentito che il ruolo della manodopera si riducesse? Di quanto può essereulteriormente ridimensionato a parità di qualità?
5. L'atteggiamento nei confronti della tecnologia di processo. Come l'azienda riesce a essereall'avanguardia nei progressi della tecnologia di processo? In questo senso l'azienda si trovain una posizione di leadershipChe tipo di soluzione intermedia tra le due viene perseguita? Quanto stretta è lacooperazione fra le funzioni produzione e progettazione? In quale misura vanno valutati glisforzi perché la progettazione del prodotto consenta una lavorazione semplice? Come sonoorganizzati i gruppi di lavoro della progettazione e della produzione per il lancio di nuoviprodotti?
69
La progettazione impone modifiche frequenti? A che cosa possono essere attribuite? Quantodanno possono arrecare al flusso di produzione? Che investimenti si sono richiesti per laprogettazione di processo e per l'industrializzazione rispetto a quelli per la progettazione delprodotto?
6. L'atteggiamento nei confronti dell'utilizzazione della capacità produttiva. Quanto vicina ailimiti di capacità (definita per il massimo possibile ottenibile) l'azienda desidera operare?Quanto l'azienda è disposta a ricorrere al magazzino a fronte di una scarsa capacitàproduttiva? La capacità aumenta generalmente per valori discreti? Cosa può essere fatto permantenere la capacità produttiva ben bilanciata fra i diversi segmenti del processo?
7. Dimensioni degli impianti. Quanto può l'azienda consentire agli impianti di crescere? Inquale misura sono presenti le economie o le diseconomie di scala?
8. Costruzione e localizzazione degli impianti. Ha senso assegnare differenti linee di prodotto,processi di produzione o mercati geografici a particolari impianti? Come è possibileintegrare in una struttura multi-impianto le scelte localizzative?
Politiche gestionaliUna volta scelte la tipologia e le sistemazioni del processo produttivo, il management deveancora decidere su una serie di aspetti che riguardano il modo di utilizzare la tecnologia diprocesso. I tre vasti segmenti che costituiscono tali politiche gestionali sono: la saturazionedegli impianti, il controllo della movimentazione e la distribuzione.La saturazione degli impianti1. Previsione. In quale misura è noto con certezza il mix di output dell'impianto prima che
siano raccolte le materie prime e che vengano assegnate le attrezzature e il personale? In chemodo vanno effettuate delle previsioni per determinare quali materie prime vadano ordinatee che rapporto attrezzatura/lavoratore debba essere stabilita, e quanto di ciascuna di esse?Quanto affidabili sono state le previsioni passate? La produzione deve rivedere le previsionidel marketing? Dovrebbe farlo? Che tecniche si adattano meglio alle necessità dellaprevisione? Ci sono dei prodotti con un ciclo di produzione molto lungo e con problemicaratteristici in alcune fasi che rendono ancor più importante una previsione corretta?
2. Acquisti. Una volta prese le decisioni sul grado di integrazione verticale dell'impianto, checosa deve essere prodotto in proprio e cosa deve essere acquistato da fornitori esterni?Come devono essere scelti i fornitori? Che tipo di contratto deve essere stipulato (peresempio a termine o a pronti)? Gli acquisti sono formalmente integrati con le previsioni e/ola raccolta degli ordini? Che informazioni si danno ai fornitori in merito alle future necessitàattese dell'azienda? Gli ordini ai fornitori vengono inoltrati attraverso un sistema MRP ocon altri metodi informali? O sono necessari altri requisiti formali per l'acquisto?Quanto importante è la qualità rispetto al prezzo nella scelta dei fornitori? Come vienecontrollata? Coma lavora tale controllo? Quali programmi di miglioramento dei fornitori, senecessari, sono stati adottati?
3. Logistica. Con quale periodicità, da dove e con che mezzo di trasporto le materie primearrivano agli impianti? Quanto sensibili sono i costi alle variazioni di queste condizioni?Con quale rapidità le materie prime vengono consegnate, collaudate e immagazzinate? Laqualità del fornitore è abbastanza buona da poter fare a meno delle ispezioni? Le consegnesono sufficientemente affidabili e frequenti da consentire il rifornimento degli impiantisenza dover ricorrere a grandi accumuli di scorte? Come viene effettuata la gestione deimateriali all'interno dello stabilimento? Quanta parte di tale gestione è automatica e quantamanuale? Che tipo di controlli viene effettuato?
4. Stock di materie prime. Quanto magazzino di materie prime viene tenuto? Che sistemaviene utilizzato (per esempio MRP o punto di riordino periodico)? Come varia il livellodelle scorte al variare della domanda, degli sconti, dei tempi di consegna promessi daifornitori, delle incertezze sull'offerta o di altri fattori? Cosa fa scattare il rifornimento dellescorte di materie prime? Come vengono controllati i materiali nei locali di
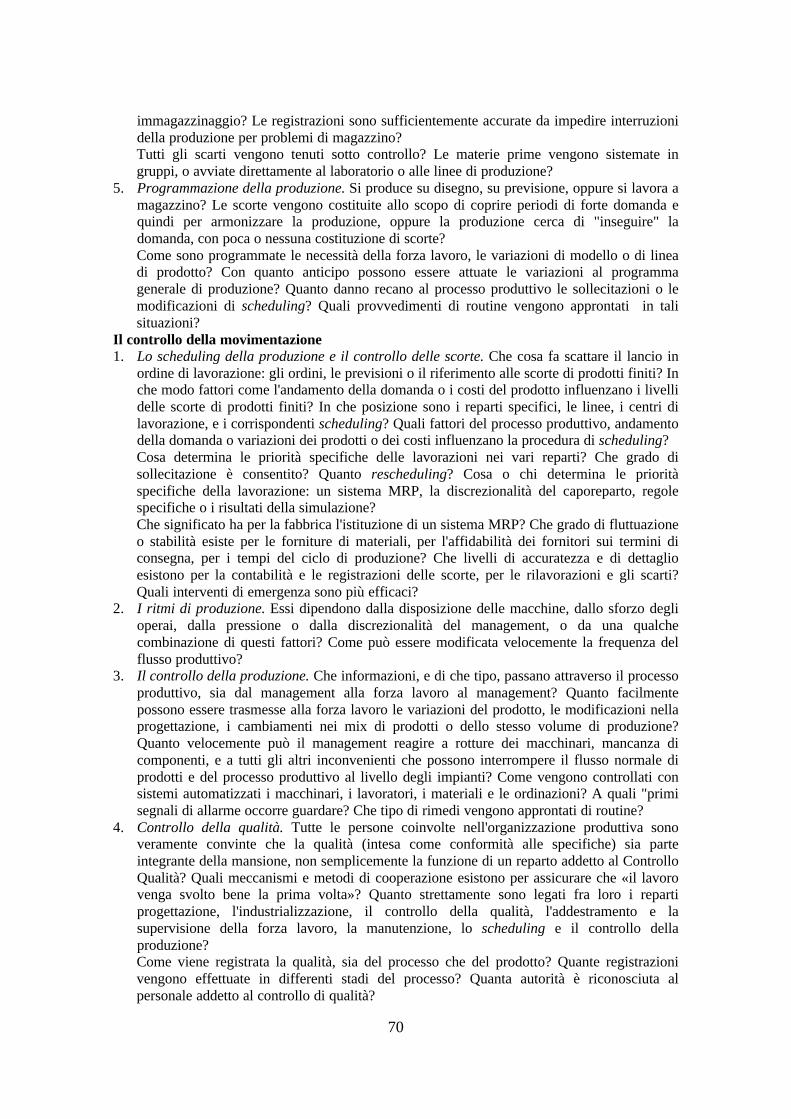
70
immagazzinaggio? Le registrazioni sono sufficientemente accurate da impedire interruzionidella produzione per problemi di magazzino?Tutti gli scarti vengono tenuti sotto controllo? Le materie prime vengono sistemate ingruppi, o avviate direttamente al laboratorio o alle linee di produzione?
5. Programmazione della produzione. Si produce su disegno, su previsione, oppure si lavora amagazzino? Le scorte vengono costituite allo scopo di coprire periodi di forte domanda equindi per armonizzare la produzione, oppure la produzione cerca di "inseguire" ladomanda, con poca o nessuna costituzione di scorte?Come sono programmate le necessità della forza lavoro, le variazioni di modello o di lineadi prodotto? Con quanto anticipo possono essere attuate le variazioni al programmagenerale di produzione? Quanto danno recano al processo produttivo le sollecitazioni o lemodificazioni di scheduling? Quali provvedimenti di routine vengono approntati in talisituazioni?
Il controllo della movimentazione1. Lo scheduling della produzione e il controllo delle scorte. Che cosa fa scattare il lancio in
ordine di lavorazione: gli ordini, le previsioni o il riferimento alle scorte di prodotti finiti? Inche modo fattori come l'andamento della domanda o i costi del prodotto influenzano i livellidelle scorte di prodotti finiti? In che posizione sono i reparti specifici, le linee, i centri dilavorazione, e i corrispondenti scheduling? Quali fattori del processo produttivo, andamentodella domanda o variazioni dei prodotti o dei costi influenzano la procedura di scheduling?Cosa determina le priorità specifiche delle lavorazioni nei vari reparti? Che grado disollecitazione è consentito? Quanto rescheduling? Cosa o chi determina le prioritàspecifiche della lavorazione: un sistema MRP, la discrezionalità del caporeparto, regolespecifiche o i risultati della simulazione?Che significato ha per la fabbrica l'istituzione di un sistema MRP? Che grado di fluttuazioneo stabilità esiste per le forniture di materiali, per l'affidabilità dei fornitori sui termini diconsegna, per i tempi del ciclo di produzione? Che livelli di accuratezza e di dettaglioesistono per la contabilità e le registrazioni delle scorte, per le rilavorazioni e gli scarti?Quali interventi di emergenza sono più efficaci?
2. I ritmi di produzione. Essi dipendono dalla disposizione delle macchine, dallo sforzo deglioperai, dalla pressione o dalla discrezionalità del management, o da una qualchecombinazione di questi fattori? Come può essere modificata velocemente la frequenza delflusso produttivo?
3. Il controllo della produzione. Che informazioni, e di che tipo, passano attraverso il processoproduttivo, sia dal management alla forza lavoro al management? Quanto facilmentepossono essere trasmesse alla forza lavoro le variazioni del prodotto, le modificazioni nellaprogettazione, i cambiamenti nei mix di prodotti o dello stesso volume di produzione?Quanto velocemente può il management reagire a rotture dei macchinari, mancanza dicomponenti, e a tutti gli altri inconvenienti che possono interrompere il flusso normale diprodotti e del processo produttivo al livello degli impianti? Come vengono controllati consistemi automatizzati i macchinari, i lavoratori, i materiali e le ordinazioni? A quali "primisegnali di allarme occorre guardare? Che tipo di rimedi vengono approntati di routine?
4. Controllo della qualità. Tutte le persone coinvolte nell'organizzazione produttiva sonoveramente convinte che la qualità (intesa come conformità alle specifiche) sia parteintegrante della mansione, non semplicemente la funzione di un reparto addetto al ControlloQualità? Quali meccanismi e metodi di cooperazione esistono per assicurare che «il lavorovenga svolto bene la prima volta»? Quanto strettamente sono legati fra loro i repartiprogettazione, l'industrializzazione, il controllo della qualità, l'addestramento e lasupervisione della forza lavoro, la manutenzione, lo scheduling e il controllo dellaproduzione?Come viene registrata la qualità, sia del processo che del prodotto? Quante registrazionivengono effettuate in differenti stadi del processo? Quanta autorità è riconosciuta alpersonale addetto al controllo di qualità?
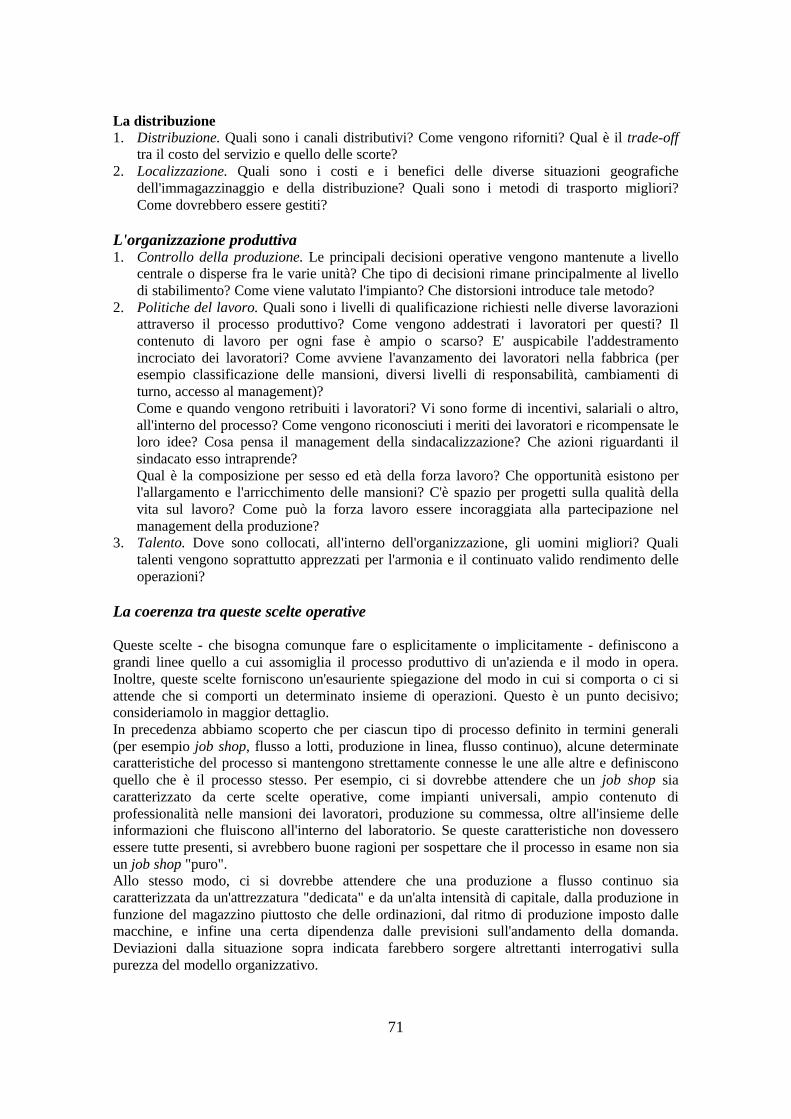
71
La distribuzione1. Distribuzione. Quali sono i canali distributivi? Come vengono riforniti? Qual è il trade-off
tra il costo del servizio e quello delle scorte?2. Localizzazione. Quali sono i costi e i benefici delle diverse situazioni geografiche
dell'immagazzinaggio e della distribuzione? Quali sono i metodi di trasporto migliori?Come dovrebbero essere gestiti?
L'organizzazione produttiva1. Controllo della produzione. Le principali decisioni operative vengono mantenute a livello
centrale o disperse fra le varie unità? Che tipo di decisioni rimane principalmente al livellodi stabilimento? Come viene valutato l'impianto? Che distorsioni introduce tale metodo?
2. Politiche del lavoro. Quali sono i livelli di qualificazione richiesti nelle diverse lavorazioniattraverso il processo produttivo? Come vengono addestrati i lavoratori per questi? Ilcontenuto di lavoro per ogni fase è ampio o scarso? E' auspicabile l'addestramentoincrociato dei lavoratori? Come avviene l'avanzamento dei lavoratori nella fabbrica (peresempio classificazione delle mansioni, diversi livelli di responsabilità, cambiamenti diturno, accesso al management)?Come e quando vengono retribuiti i lavoratori? Vi sono forme di incentivi, salariali o altro,all'interno del processo? Come vengono riconosciuti i meriti dei lavoratori e ricompensate leloro idee? Cosa pensa il management della sindacalizzazione? Che azioni riguardanti ilsindacato esso intraprende?Qual è la composizione per sesso ed età della forza lavoro? Che opportunità esistono perl'allargamento e l'arricchimento delle mansioni? C'è spazio per progetti sulla qualità dellavita sul lavoro? Come può la forza lavoro essere incoraggiata alla partecipazione nelmanagement della produzione?
3. Talento. Dove sono collocati, all'interno dell'organizzazione, gli uomini migliori? Qualitalenti vengono soprattutto apprezzati per l'armonia e il continuato valido rendimento delleoperazioni?
La coerenza tra queste scelte operative
Queste scelte - che bisogna comunque fare o esplicitamente o implicitamente - definiscono agrandi linee quello a cui assomiglia il processo produttivo di un'azienda e il modo in opera.Inoltre, queste scelte forniscono un'esauriente spiegazione del modo in cui si comporta o ci siattende che si comporti un determinato insieme di operazioni. Questo è un punto decisivo;consideriamolo in maggior dettaglio.In precedenza abbiamo scoperto che per ciascun tipo di processo definito in termini generali(per esempio job shop, flusso a lotti, produzione in linea, flusso continuo), alcune determinatecaratteristiche del processo si mantengono strettamente connesse le une alle altre e definisconoquello che è il processo stesso. Per esempio, ci si dovrebbe attendere che un job shop siacaratterizzato da certe scelte operative, come impianti universali, ampio contenuto diprofessionalità nelle mansioni dei lavoratori, produzione su commessa, oltre all'insieme delleinformazioni che fluiscono all'interno del laboratorio. Se queste caratteristiche non dovesseroessere tutte presenti, si avrebbero buone ragioni per sospettare che il processo in esame non siaun job shop "puro".Allo stesso modo, ci si dovrebbe attendere che una produzione a flusso continuo siacaratterizzata da un'attrezzatura "dedicata" e da un'alta intensità di capitale, dalla produzione infunzione del magazzino piuttosto che delle ordinazioni, dal ritmo di produzione imposto dallemacchine, e infine una certa dipendenza dalle previsioni sull'andamento della domanda.Deviazioni dalla situazione sopra indicata farebbero sorgere altrettanti interrogativi sullapurezza del modello organizzativo.
72
Facciamo un ulteriore passo in avanti. Non solo certe caratteristiche generali di ogni processoproduttivo sono fra loro connesse, ma devono esserlo. Le scelte operative delineateprecedentemente dovrebbero essere attentamente manovrate in modo da renderle coerenti fraloro. In molti casi, le deviazioni dal modello e dal processo in modo coerente dovrebbero essererimosse perché introducono il grave rischio che interferiscano con gli scopi incrociati di altreparti del processo.Per esempio, un job shop dove i lavoratori eseguono di fatto - per volontà del management -solo lavorazioni ripetitive e specializzate rischia di essere molto meno flessibile e facile daprogrammare di un altro dove la professionalità degli addetti è rispettata. Una tale scelta diprocesso rischia di rendere i lavoratori, così come le macchine, un vero e proprio "collo dibottiglia" delle capacità produttive del processo. Ovviamente, in questo caso le mansioni deilavoratori andrebbero ampliate.Per citare un altro esempio, una produzione in linea che consente molte e significativevariazioni di progettazione in modo regolare rischia di perdere i benefici della velocità diproduzione, fa diminuire il valore del lavoro nel prodotto e abbassa il livello delle scorte nelcorso della lavorazione. I prodotti di un processo in linea dovrebbero essere sostanzialmentestandard; se questo non avviene, gli altri elementi del processo dovrebbero essere seriamenteesaminati e il processo stesso modificato per renderlo in misura minore un processo diproduzione in linea e maggiormente un processo a lotti.Affermare che certe caratteristiche generali di un processo dovrebbero essere fra loro connessecome un tutt'uno non vuole affatto significare che tutte le scelte operative precedentementemenzionate possano essere assegnate senza alcuna esitazione a un processo specifico. Scegliereun determinato processo non significa che allo stesso tempo risultino determinateautomaticamente tutte le scelte operative discusse in precedenza. Un'azienda solitamente puòesercitare un ampio margine di libertà nella scelta degli elementi specifici del proprio processoproduttivo.Il job shop e il processo a flusso continuo, che rappresentano gli estremi del campo dei variprocessi produttivi, sono probabilmente più vincolati a specifiche scelte dei vari elementi delprocesso di quanto non avvenga per il processo a lotti e per la produzione in linea. In altreparole, il job shop e il processo a flusso continuo devono, in linea generale, essere coerenti conun più ampio insieme di scelte degli elementi del processo di quanto non accade per i processi alotti e di produzione in linea. Comunque, la possibilità di scelte rimane valida per quasi tutti iprocessi.Si rammenti inoltre che le differenti sfide per il management sono inerenti ai diversi tipi diprocessi produttivi e ai diversi elementi dei processi che li compongono. Anche in questo caso,il job shop e il processo a flusso continuo si distinguono nettamente per quello che essirichiedono al management. Nel caso del job shop, lo scheduling dei lavoratori e dei macchinari,l'offerta di nuove lavorazioni, la manipolazione dei materiali e il mantenimento della flessibilitàper la lavorazione di un grande volume di beni sono attività dominanti del management.Nel caso del processo a flusso continuo, le sfide per il management sono del tutto diverse. Ciòche viene richiesto è una particolare attenzione alla pianificazione della capacità produttiva, allatecnologia dei nuovi processi e alla gestione dei materiali sia dai fornitori verso lo stabilimentosia dallo stabilimento verso i consumatori. Le sfide per i responsabili di produzioni a lotti e inlinea sono molto meno delineate, perché in entrambi casi occorre guardare al bilanciamento delprocesso, alla flessibilità del prodotto, alla motivazione e all'addestramento dei lavoratori e allaprogettazione del prodotto. Vi sono diverse sfumature di importanza su queste diverse sfide, male distinzioni fra di esse sono molto meno chiare. …
Obiettivi strategici e produzioneTroppi manager credono erroneamente che l'obiettivo dell'attività di stabilimento debba esserein ogni momento la produzione a basso costo. Anche se la posizione di produttore a basso costopuò essere assai vantaggiosa , esistono molti altri modi per essere competitivi in numerosisettori industriali. I prodotti possono differenziarsi l'uno dall'altro troppo rapidamente e i
73
mercati avere troppe nicchie nelle quali le aziende possono posizionarsi. Da un lato, questospinge a ridurre i costi; dall'altro, amplia il ruolo della produzione all'interno dell'azienda,perché è questa funzione che deve rispondere alle diverse sollecitazioni del mercato.I fattori di concorrenzialità che possono essere riportati alla funzione produzione sono diversi enumerosi. Si considerino ad esempio:1. i costi di produzione: il compito tradizionale è quello di raggiungere costi sempre più bassi;2. performance del prodotto: il design o la progettazione del prodotto permettono che la sua
prestazione sia superiore a quella dei prodotti concorrenti;3. affidabilità e costruzione del prodotto: oltre alle differenze nel design del prodotto, la
qualità dei materiali e della lavorazione accresce il valore del prodotto e ne aumenta ladurata e l'affidabilità;
4. velocità di consegna: il tempo che intercorre fra la raccolta dell'ordinazione e la consegna alcliente;
5. affidabilità della consegna: oltre alla velocità della consegna, la puntualità rispetto alla datastabilita;
6. personalizzazione del prodotto: in casi in cui la produzione può essere adattata alleparticolari richieste dei clienti;
7. introduzione di nuovi prodotti: la capacità di introdurre più meno rapidamente prodotti inparte o totalmente nuovi;
8. elasticità: la rapidità nel variare il volume di produzione di alcuni o di tutti i prodotti.Quali di questi fattori di concorrenzialità diventino prioritari per un'azienda, dipende da diversifattori: situazione economica del settore in cui l'azienda opera, esistenza di particolari pressioniconcorrenziali, vincoli o incentivi governativi, risorse proprie dell'azienda, atteggiamento efilosofia produttiva che l'azienda esprime. Ciò che è importante sottolineare è che la produzionepuò essere soggetta a differenti e mutevoli esigenze di concorrenzialità.
Le scelte difficili della produzioneAlcune aziende scelgono di competere principalmente su uno di questi fattori diconcorrenzialità. Oltre ai produttori a basso costo, ve ne sono altri che puntano sullecaratteristiche di performance del prodotto (per esempio le Porsche, i calcolatori tascabiliHewlett-Packard), sulla qualità della lavorazione (per esempio le Rolls Royce, i tessuti LoroPiana) o su un'altra delle caratteristiche menzionate. E' decisivo comunque riconoscere chenessun prodotto o nessuna operazione produttiva può competere su tutte le dimensioniconcorrenziali con uguale intensità. Un'azienda deve scegliere quale fattore intende porre inevidenza e quali deve necessariamente porre in secondo piano. Un impianto produttivo, comequalunque altro aspetto d'impresa, non può soddisfare tutti. Per sostenere tale affermazione, siconsideri cosa comporta progettare e costruire un impianto produttivo che attribuisce la stessaimportanza ai costi, alla velocità di consegna e alla personalizzazione del prodotto: Non èpossibile progettare una struttura che possa rendere giustizia a questi tre fattori diconcorrenzialità; non può esistere un insieme di scelte produttive coerenti che soddisfi tuttiquesti tre obiettivi.Per esempio, i macchinari specializzati a elevata intensità di capitale possono implicare prodottia basso costo e consegne rapide mentre sono incompatibili con un sistema ad alta intensità dilavoro e con un elevato bisogno di informazioni, necessarie a una produzione su commessa. Perlo stesso discorso, la personalizzazione su vasta scala di prodotti con una rapida consegna nonpuò essere svolta a bassi costi.Che un'operazione produttiva non possa svolgersi in modo egualmente soddisfacente su tutte leotto dimensioni di concorrenzialità elencate in precedenza può sembrare un'affermazione deltutto ragionevole e perfino ovvia. In un certo senso lo è. Comunque vi sono diversi manager peri quali tale verità non è affatto evidente. A queste persone piace passare da "eroi" e perseguono -o almeno ci provano - diversi e numerosi fattori di concorrenzialità. Lo scenario seguente ètipico di una tale situazione.
74
Le operazioni produttive procedono tranquillamente fino a quando il marketing non inizia arecitare le cosiddette «lamentele dei clienti» in merito alle consegne o alla qualità. Il managerdella produzione si sente costretto a a reagire in breve tempo a tali pressioni e introduce certemodificazioni nel processo produttivo senza esaminare a fondo le implicazioni di più lungoperiodo connesse al suo agire nel breve periodo. Dopo un certo periodo di tempo, la direzionefinanziaria confronta l'attività della produzione con il desiderio dell'azienda di ridurre i costiconnessi alla gestione delle scorte o agli investimenti. Nel tentativo di calmare gli uomini dellafinanza, il reparto produttivo cerca di ridurre le scorte o prepara un piano di spesa. Passo dopopasso non appena la fabbricazione viene trascinata e spinta da queste forze, qualunque tipo dicoerenza fosse esistita in precedenza tra le numerose scelte operative, inizia a disgregarsi. Unavolta diventata evidente l'incapacità operativa, buona parte della potenzialità concorrenzialeviene a mancare.
Il concetto di focalizzazioneIl management deve determinare il tipo di strategia aziendale necessaria alla produzione, quindivalutare l'importanza degli otto fattori di concorrenzialità citati precedentemente. Una voltachiariti i compiti richiesti alla produzione, si può procedere nella scelta della tecnologia, dellacapacità, delle politiche operative e dell'organizzazione che siano fin da subito coerenti tra loroe con la strategia aziendale e le priorità concorrenziali dichiarate.L'importanza di tale coerenza è stata sostenuta con forza e persuasione da Wickham Skinner,che definisce tale coerenza di scelte come la "focalizzazione della produzione". SecondoSkinner, tale concetto parte dall'alto verso il basso e deve essere formalizzato con una esplicitadichiarazione degli obiettivi e della strategia aziendale. Bisogna poi vedere quale ne è l'impattosulla produzione; il processo esistente deve essere esaminato, fase per fase, in una sorta direvisione delle capacità, della tecnologia e delle politiche operative esistenti. Solo alloral'azienda potrà pensare di modificare quegli elementi che non collimano con l'esplicitadichiarazione della strategia e del suo significato per la produzione.L'obiettivo della focalizzazione è quello di ottenere che tutte le operazioni - dal managementfino all'ultimo operaio - si muovano nella stessa direzione, quella implicita nella dichiarazionedi strategia aziendale. Focalizzazione significa inoltre un buon coordinamento tra la produzionee il marketing, la finanza, il personale, la progettazione, la R&S e le altre funzioni. Lafocalizzazione consente di evitare situazioni nelle quali i produttori compiono nel migliore deimodi tutte le operazioni che non sono affatto necessarie all'azienda e svolgono male le mansionidalle quali in realtà dipende il successo della stessa. O, più comunemente, troppi obiettivi inconflitto fra loro vengono assegnati alla stessa operazione, situazione questa causata, peresempio, dalla proliferazione di prodotti o dalla cieca accettazione dei consigli dellaprogettazione, del controllo delle scorte, della finanza o del controllo qualità. Il risultato è chetroppo spesso nessuno di questi obiettivi viene raggiunto in modo soddisfacente. …
La resistenza alla focalizzazioneNonostante la focalizzazione sia un concetto estremamente interessante e chiaro, può accadereche incontri una certa opposizione: Tale concetto è implicito in molte analisi di pro e contro inmateria di impianti, tecnologia e politiche operative. Ciò vuol dire che non esiste un insiemeunico di scelte di politica operativa che possa essere considerato "giusto"; le scelte dipendonodalla strategia adottata.La forza del concetto di focalizzazione sta nel riconoscimento che le alternative produttiveabbondano e nella convinzione che possano essere combinate fra loro per ottenere miglioririsultati. Ciò che spesso viene trascurato, comunque, è che la focalizzazione è essa stessa unadelle possibili scelte con le quali l'azienda si confronta; per quanto interessante e potente, non ècomunque la panacea per tutti i problemi. Come tutte le scelte, è soggetta a possibili alternative.Si considerino le seguenti situazioni nelle quali la focalizzazione può essere avversata daimanager, anche a ragion veduta:
75
• Una singola fabbrica produce due distinte linee di prodotto, ciascuna destinata a differentitipi di mercato. Il fatturato di una delle due linee di prodotto è sostenuto e in espansione,mentre l'altro è in fase di contrazione, sempre più vulnerabile agli attacchi dellaconcorrenza. All'interno della fabbrica un minimo di separazione sembra garantita, ma lascissione completa delle due linee non può essere facilmente realizzata, installando una"fabbrica dentro la fabbrica", perché: a) lo spazio è già abbastanza limitato e b) gli esistentie violenti "incroci" di lavorazione tra le linee di prodotto sono difficili, se non impossibili,da eliminare senza provocare definitive fratture all'interno della forza lavoro. Lafocalizzazione della produzione quindi richiede di installare un impianto completamentenuovo per ogni linea di prodotto che si presenta come problematica. Per di più, il nuovoimpianto richiederà dei costi fissi di avviamento e una struttura direttiva.In questo consiste il punto debole. I benefici della focalizzazione supereranno i costi noti dicostruzione di nuovi impianti, di avviamento e organizzazione dello staff operativo? E cosaaccade nel caso di un prodotto con un futuro incerto?
• Due prodotti differenti vengono fabbricati nello stesso stabilimento. I fatturati di ciascunosono stagionali e complementari; le punte della domanda di un prodotto si accompagnanostrettamente ai momenti di calo della domanda dell'altro. Ciononostante, i requisiti diconcorrenzialità per ciascun prodotto sono profondamente diversi. Uno deve essererealizzato in base a rigide specifiche, e quindi l'attenzione dei lavoratori per i dettaglipotrebbe essere decisiva. Per l'altro prodotto, la qualità potrebbe essere meno cruciale, madecisiva la velocità di consegna. La forza lavoro abituata a considerare determinante laqualità, può non essere in grado di modificare i propri comportamenti in modo sufficiente arendere la fabbrica un produttore di successo di prodotti del secondo tipo.In questo sta il punto debole. I benefici della focalizzazione superano i costi non solodell'installazione di un nuovo impianto ma anche quelli necessari a sostenere una capacitàproduttiva stagionalmente debole?
• Una variazione sul tema. Due differenti linee di produzione operano nel medesimostabilimento utilizzando lo stesso set di attrezzature molto sofisticate, che viene ora usatomolto al disotto della capacità. La qualificazione e le attitudini del lavoro richieste per ledue linee di prodotto sono comunque molto diverse; un prodotto sta in un certo sensosoffrendo di una eccessiva attenzione alla qualità. La focalizzazione separerebbe i processi ele loro localizzazioni.Ancora una volta in questo consiste il punto debole. I benefici della focalizzazione superanoi costi dell'installazione di un nuovo impianto e i costi di mantenimento di un'attrezzaturacostosa e largamente sottoutilizzata in entrambe le produzioni, probabilmente rinunciandoalle economia di scala?
• Un nuovo impianto viene specializzato su prodotti ad alti volumi di vendita in un'azienda aelevata tecnologia. La funzione approvvigionamenti potrebbe finire per occuparsi solo dellecomponenti costose trascurando, invece, le opportunità di fornire anche altre produzioni insé più sofisticate. Ma un progetto più ampio del reparto porterebbe a un aumento del 25%degli investimenti. La vita dei prodotti nel settore industriale è molto breve e nessuno è ingrado di conoscere quale potrebbe essere il prossimo set di prodotti ad alto volume divendite.In questo sta il punto debole. I benefici della progettazione dell'impianto che deve esserefocalizzato, inclusi i risparmi di spese di capitale, superano i costi in termini di rigiditàtecnologica che la focalizzazione potrebbe richiedere per il futuro della fabbrica?
Simili condizioni di produzione non sono rare, e offrono ai manager alcune preoccupantialternative di scelta. La scelta tra le forze che spingono a favore o contro la focalizzazione non ènetta e semplice, perché devono essere confrontati gli uni con gli altri molteplici fattori didifficile valutazione e misura. Ciononostante la semplice comprensione dei fattori a favore ocontro la focalizzazione può facilitare i manager nell'attribuire il giusto peso alle variealternative.
76
L'analisi della focalizzazione della fabbricaCome può essere d'aiuto la focalizzazione? Che prevedibili conseguenze dovrebbe attendersi unmanager dalla focalizzazione di una fabbrica? La focalizzazione può essere di aiuto in vari modi(sebbene non in tutte le circostanze):1. Aumentare il flusso di materiali e prodotti all'interno dell'azienda. Spesso il primo sintomo
di confusione in una fabbrica è rivelato dalla logistica: ritardi o cattiva gestione dei flussi dimateriali o prodotti, raccolta sbagliata di ordini ed evasione della commessa errata,crescente complessità dello scheduling della produzione. In tale situazione, lafocalizzazione per prodotti o per gruppi di prodotti può essere spesso una via d'uscita, chepermette di semplificare e quindi di migliorare la logistica.
2. Ridurre i tempi di ciclo. Spesso, separando i prodotti e allo stesso tempo unendo fra lorodiverse fasi del processo produttivo, una fabbrica focalizzata può ridurre i propri tempi diciclo. Questo a sua volta implica una riduzione delle scorte di semilavorati, minor afflussodi ordini e fratture fra le lavorazioni correnti, richiesta di forniture meno affrettate, maggiorecapacità potenziale, e forse anche minori scorte di prodotti finiti.
3. Accrescere la specializzazione del lavoro e l'identificazione con il prodotto. Concentrandosisu un numero minore di prodotti o di processi, i lavoratori e i manager possono piùfacilmente trovare i modi per ridefinire i metodi e le procedure capaci di armonizzare ilflusso della lavorazione. Specialmente se la forza lavoro può identificarsi col particolareprodotto lavorato ed esserne fiera, l'azienda può trarre vantaggio dalle migliorie suggerite edalla riduzione dei costi.
4. Rendere la contabilità industriale più trasparente. Con una produzione più efficiente, i costidi prodotto o processo sono di più facile identificazione, e ciò spesso significa miglioridecisioni di fissazione di prezzo e migliore utilizzazione della capacità produttiva.
5. Migliorare le reazioni a eventuali ostacoli alla produzione. La focalizzazione della fabbricacomporta radicate routine operative e misure correttive che possono semplificare earmonizzare la reazione della fabbrica a fatti eccezionali.
In ogni singolo caso, naturalmente, questi vantaggi della focalizzazione possono presentarsi inmisura diversa. Inoltre la capacità di misurare il loro impatto varia in modo sensibile.Ciononostante i manager possono utilmente effettuare stime della loro forza senza per questocadere vittime di complicati calcoli che possono fuorviare analisi ragionate anche se soloqualitative.Come gli esempi precedenti chiariscono, vi sono diversi argomenti che vanno contro lafocalizzazione. Anche questi variano per il modo in cui possono essere quantificati. La capacitàdi un'azienda di focalizzare la propria produzione può essere vincolata da:1. Capacità disponibile. Nella separazione di prodotti che utilizzano gli stessi macchinari,
l'azienda rischia di usare certe macchine a un livello di capacità inferiore a quello per cuisono predisposte. In tal caso, un minor volume di prodotto deve assorbire i costi fissi delmacchinario. Fortunatamente, la sensibilità dei costi e dei ricavi totali a tale incremento neicosti fissi è facile da calcolare.
2. I risparmi derivanti dalla diversa sistemazione di prodotti ciclici o stagionali concaratteristiche differenti all'interno della stessa fabbrica. Come nel caso di macchinariinutili, i costi della focalizzazione delle operazioni attraverso la separazione dei prodotti,misurati in termini di accresciuta costituzione di scorte e probabilmente di accresciutilicenziamenti o assunzioni di lavoratori, possono essere valutati in termini quantitativi.
3. Costruzione di nuovi impianti con maggiori spese generali. Un vincolo ancora più difficileda valutare riguarda la focalizzazione di produzioni che, per un motivo o per l'altro,richiedono una fabbrica del tutto nuova con annessa struttura di spese generali, piuttosto chela progettazione di un impianto dentro l'impianto. Una tale modificazione radicale è talvoltaresa necessaria dalla crescita delle linee di prodotto coinvolte e dalla mancanza di spazio perun'estensione sul posto. Altre volte è resa necessaria dall'esigenza di sviluppare una forzalavoro con professionalità nuove o dall'esigenza di abbandonare pratiche e regole di lavoro
77
ormai superate che non possono essere facilmente modificate nel vecchio impianto. In uncerto senso, quindi, i nuovi impianti diventano necessari solo quando gli svantaggi dimantenere la produzione in una singola struttura diventano insostenibili.Anche nel caso della scelta di allestire un impianto all'interno dell'impianto, le spesegenerali probabilmente aumenteranno a causa delle responsabilità separate, del controllodella produzione e della movimentazione dei materiali, anch'essi separati. Anche tali costipossono essere deterrenti alla focalizzazione.
4. La riduzione della forza lavoro esistente. Nel caso di separazione di prodotti o processiproduttivi, possono rendersi necessarie, almeno temporaneamente, misure di riduzione dellaforza lavoro esistente. Questa non è mai una eventualità piacevole, anche se miglioramentinella specializzazione della forza lavoro sono una delle ragioni che stanno alla base di taleadesione alla focalizzazione.
5. Rigidità della produzione. Un possibile ostacolo alla focalizzazione, più debole macionondimeno importante, è il rischio di maggior rigidità della produzione che essacomporta. Segmentare gli impianti per ciascuna linea di prodotto, ad esempio, implica ilrischio di perdere la capacità di reagire velocemente a eventuali innovazioni di prodotto o diprocesso. La nuova condizione di indipendenza di ogni prodotto può immobilizzarel'azienda in una struttura molto meno fluida di quella solita. Le aziende che sperimentanograndi quote di innovazione di prodotto o di processo devono quindi essere caute neiconfronti di segmentazioni rigide di prodotti o di parti del processo produttivo. Di fatto, lafocalizzazione stessa dovrebbe spingere verso una concentrazione delle funzionitecnologiche e creative in aziende di questo tipo, perché questo è il modo in cui molteaziende del genere competono fra loro.
Un tratto comune tratto comune emerge da questi possibili vincoli alla focalizzazione è che ilcambiamento - riflesso dalla crescita, dal declino o dall'incertezza sull'andamento del fatturato -è un nemico della focalizzazione della fabbrica. Quando vengono lanciati in modo continuativoprodotti con differenti requisiti di concorrenzialità, quando varia frequentemente il mix diprodotti venduti, o quando prevalgono condizioni di stagionalità o ciclicità, allora i costi dellafocalizzazione diventano maggiori e i benefici meno evidenti. Quindi, l'azienda che è incostantecrescita di fatturato e di offerta di prodotti e si trova in continui problemi di liquidità, è spessoquella che analizza più criticamente pro e contro della focalizzazione.Poiché i costi della focalizzazione possono superare i benefici, i manager devono saper opporsialla tentazione che gli alti costi oscurino una più nebulosa valutazione dei benefici. Inoltredevono prestare attenzione a una continua sperimentazione dei modi nei quali la focalizzazionesi può adattare alle loro situazioni, in quanto può accadere che fabbriche ben focalizzate sianovittima inconscia di cambiamenti che le defocalizzano, mentre altre, sbilanciate sotto questoprofilo, traggono vantaggio da evoluzioni dell'ambiente che rendono corretto il loro stile digestione. Nel nostro sistema giudiziario, abbiamo sperimentato che esso funziona meglio se unoviene reputato innocente fino a quando non viene provato il contrario. Nella produzione vorreisuggerire, è meglio ricercare la focalizzazione finché non se ne possa provare l'inutilità.
Una revisione della matrice prodotto-processoQueste nozioni di focalizzazione, cambiamento e opposizione alla focalizzazione possonoessere rafforzate ricorrendo allo schema della matrice prodotto-processo che era stata introdottanella prima parte. Come verrà chiarito più avanti, la matrice prodotto-processo pone in relazionele caratteristiche dei prodotti di un impianto (per esempio una specialty contrapposta a unacommodity) con le caratteristiche del flusso di processo (per esempio flessibile o rigido, oppurediversi gradi di vincolo).La matrice prodotto-processo è stata descritta come priva di qualunque caratteristica dinamica.E' semplicemente un utile contenitore nel quale ordinare per categorie l'insieme di processiproduttivi che abbiamo considerato in questo libro. Come dovrebbe essere evidente fin d'ora, laproduzione ha costantemente a che fare con il cambiamento o con la minaccia di possibili
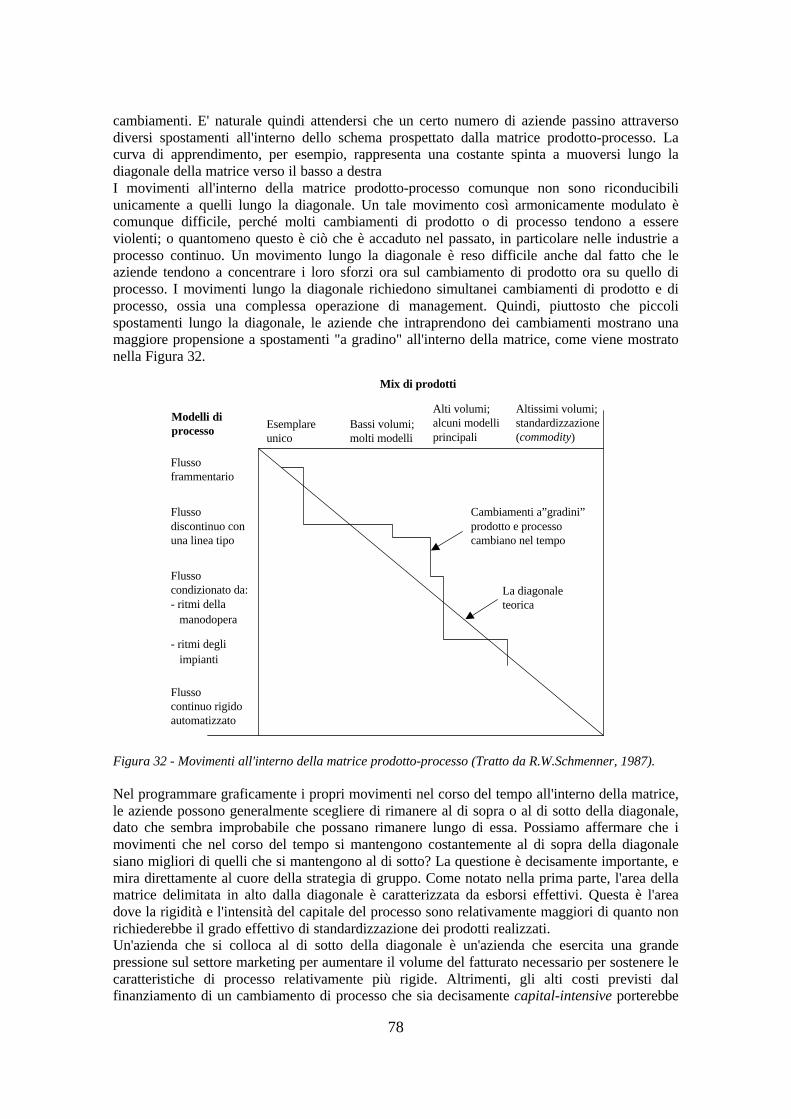
78
cambiamenti. E' naturale quindi attendersi che un certo numero di aziende passino attraversodiversi spostamenti all'interno dello schema prospettato dalla matrice prodotto-processo. Lacurva di apprendimento, per esempio, rappresenta una costante spinta a muoversi lungo ladiagonale della matrice verso il basso a destraI movimenti all'interno della matrice prodotto-processo comunque non sono riconducibiliunicamente a quelli lungo la diagonale. Un tale movimento così armonicamente modulato ècomunque difficile, perché molti cambiamenti di prodotto o di processo tendono a essereviolenti; o quantomeno questo è ciò che è accaduto nel passato, in particolare nelle industrie aprocesso continuo. Un movimento lungo la diagonale è reso difficile anche dal fatto che leaziende tendono a concentrare i loro sforzi ora sul cambiamento di prodotto ora su quello diprocesso. I movimenti lungo la diagonale richiedono simultanei cambiamenti di prodotto e diprocesso, ossia una complessa operazione di management. Quindi, piuttosto che piccolispostamenti lungo la diagonale, le aziende che intraprendono dei cambiamenti mostrano unamaggiore propensione a spostamenti "a gradino" all'interno della matrice, come viene mostratonella Figura 32.
Figura 32 - Movimenti all'interno della matrice prodotto-processo (Tratto da R.W.Schmenner, 1987).
Nel programmare graficamente i propri movimenti nel corso del tempo all'interno della matrice,le aziende possono generalmente scegliere di rimanere al di sopra o al di sotto della diagonale,dato che sembra improbabile che possano rimanere lungo di essa. Possiamo affermare che imovimenti che nel corso del tempo si mantengono costantemente al di sopra della diagonalesiano migliori di quelli che si mantengono al di sotto? La questione è decisamente importante, emira direttamente al cuore della strategia di gruppo. Come notato nella prima parte, l'area dellamatrice delimitata in alto dalla diagonale è caratterizzata da esborsi effettivi. Questa è l'areadove la rigidità e l'intensità del capitale del processo sono relativamente maggiori di quanto nonrichiederebbe il grado effettivo di standardizzazione dei prodotti realizzati.Un'azienda che si colloca al di sotto della diagonale è un'azienda che esercita una grandepressione sul settore marketing per aumentare il volume del fatturato necessario per sostenere lecaratteristiche di processo relativamente più rigide. Altrimenti, gli alti costi previsti dalfinanziamento di un cambiamento di processo che sia decisamente capital-intensive porterebbe
Modelli diprocesso
Flussoframmentario
Flussodiscontinuo conuna linea tipo
Flussocondizionato da:- ritmi della manodopera
- ritmi degli impianti
Flussocontinuo rigidoautomatizzato
Esemplareunico
Bassi volumi;molti modelli
Alti volumi;alcuni modelliprincipali
Altissimi volumi;standardizzazione(commodity)
Cambiamenti a”gradini”prodotto e processocambiano nel tempo
Mix di prodotti
La diagonaleteorica
79
a una riduzione dei profitti dell'azienda. Quello che l'azienda desidererebbe osservare è unacontinua crescita del fatturato che riavvicinerebbe la posizione dell'azienda alla diagonale, datoche la diagonale rappresenta la combinazione perfetta fra le caratteristiche di prodotto e diprocesso. In un certo senso, la diagonale rappresenta quelle intersezioni della matrice dove siraggiunge in modo ottimale la focalizzazione.L'area al di sopra della diagonale, come già si è notato nella prima parte, è caratterizzata daicosti opportunità. Qui le caratteristiche del processo sono relativamente meno progredite diquanto non sia il prodotto. I profitti dell'azienda non sono floridi, non tanto perché gli elevatiinvestimenti in impianti e attrezzature devono essere liquidati, ma perché i miglioramenti delprocesso consentirebbero di realizzare il prodotto con minori sforzi. Dato che gli avanzamentidel processo sono in ritardo sul grado di diffusione del prodotto, l'azienda perde l'opportunità diguadagnare di più. Collocandosi al di sopra della diagonale, l'azienda esercita pressioni sulsettore produttivo per arrivare ad una diminuzione dei costi. Una strategia che collocapermanentemente un'azienda al di sopra della diagonale è essenzialmente una strategiaconservativa; l'azienda rischia la perdita di quei dollari che si sarebbero potuti guadagnarepiuttosto che dei dollari effettivamente guadagnati. Come osservato precedentemente, i costiopportunità sono reali come quelli che comportano un esborso di denaro, ma l'aziendaconservatrice preferirebbe piuttosto perdere i profitti potenziali ritardando nella tecnologia diproduzione piuttosto che incorrere in spese vive a causa delle innovazioni di processo. …L'azienda "conservatrice" sopporta solamente i costi di opportunità, l'azienda "progressista"rischia e investe. Entrambe le strategie possono avere successo e riportare l'impresa in unaconfigurazione bilanciata (sulla diagonale) con un volume di attività maggiore e costi unitari piùbassi." (Schmenner, 1987, pp. 429-452).
80
Parte 2La gestione dei materiali e gli approvvigionamenti
Questo modulo di inquadramento della gestione delle scorte fa riferimento ai seguenti capitoli del libro ditesto:
Dezi L., Economia e governo delle imprese, CEDAM, 2001Capitolo VI – L’area logistico-produttiva (VI.1.4 e VI.2)
Le letture sono basate su brani e citazioni tratti dai seguenti lavori:Grando A., Organizzazione e gestione della produzione industriale, EGEA, 1995Pivato S. e Gilardoni A., Elementi di economia e gestione delle imprese, EGEA, 2000Schmenner R.W., Produzione. Scelte strategiche e gestione operativa, Edizioni del Sole 24 Ore,1987Zanoni A., La gestione dei materiali, contenuto in Rispoli M., L'impresa industriale, Il Mulino1989
2.A - La logistica: evoluzione e ruolo nell'impresa
"La logistica si occupa delle attività e delle decisioni attinenti alla gestione dei flussi fisici e deicorrelati flussi informativi che partono dall'acquisizione dai fornitori di materie prime ecomponenti, attraversano i processi di impiego nelle attività di produzione e si concludono conla distribuzione del prodotto finito agli utilizzatori finali. E' possibile distinguere ambiti piùspecifici di gestione, cui corrispondono definizioni più ristrette di logistica. La logistica didistribuzione (o distribuzione fisica, o logistica commerciale) attiene alla gestione delle scortedi prodotto finito ai vari livelli della rete distributiva e alla movimentazione trasporto deiprodotti dalle unità di produzione ai punti finali di vendita. La gestione dei materiali (o logisticadi produzione, o logistica produttiva) riguarda l'acquisizione di materie prime e componenti e larelativa movimentazione dai fornitori alle unità di utilizzazione, oltre allo stoccaggio di talimateriali presso le suddette unità. Questi due tipi di attività, pur presentando problematichedifferenti, hanno bisogno di un coordinamento che assicuri l'integrazione degli obiettivi e dellecondizioni operative e permetta la pianificazione, la programmazione e il coordinamentodell'insieme delle attività logistiche. Alla funzione che svolge questi compiti di coordinamentosi dà comunemente il nome di logistica integrata.La logistica si può scomporre in alcune attività fondamentali che, nell'insieme, definiscono ilprocesso logistico d'impresa:• acquisizione di materiali e componenti dai fornitori;• trasporto dai fornitori alle unità di utilizzo;• movimentazione interna, manipolazione e stoccaggio;• gestione dei magazzini semilavorati e interoperazionali;• gestione dei magazzini prodotti finiti;• imballo e trasporto dai magazzini prodotti finiti a magazzini periferici, depositi, centri di
distribuzione o punti di vendita.Le relazioni tra le attività logistiche e altre attività che ricadono in ambiti funzionali differenti (ilmarketing, le vendite, la produzione, gli acquisti, la progettazione, l'amministrazione) rendonopalese la rilevanza della funzione di coordinamento logistico nella ricomposizione di obiettivifunzionali a volte divergenti. Si veda in proposito la Figura 33, dove si evidenzia la trasversalitàdi azione delle attività logistiche rispetto alla dimensione verticale tipica degli ambitifunzionali." (Pivato e Gilardoni, 2000, pp.232-235).
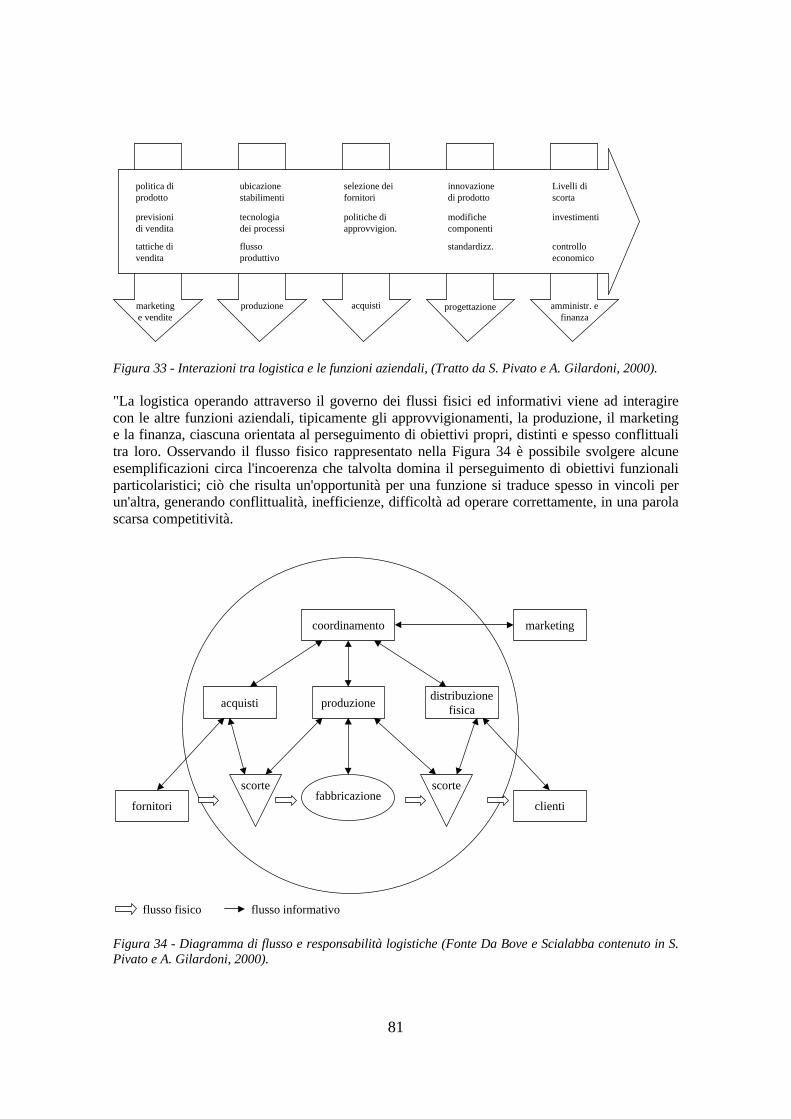
81
Figura 33 - Interazioni tra logistica e le funzioni aziendali, (Tratto da S. Pivato e A. Gilardoni, 2000).
"La logistica operando attraverso il governo dei flussi fisici ed informativi viene ad interagirecon le altre funzioni aziendali, tipicamente gli approvvigionamenti, la produzione, il marketinge la finanza, ciascuna orientata al perseguimento di obiettivi propri, distinti e spesso conflittualitra loro. Osservando il flusso fisico rappresentato nella Figura 34 è possibile svolgere alcuneesemplificazioni circa l'incoerenza che talvolta domina il perseguimento di obiettivi funzionaliparticolaristici; ciò che risulta un'opportunità per una funzione si traduce spesso in vincoli perun'altra, generando conflittualità, inefficienze, difficoltà ad operare correttamente, in una parolascarsa competitività.
Figura 34 - Diagramma di flusso e responsabilità logistiche (Fonte Da Bove e Scialabba contenuto in S.Pivato e A. Gilardoni, 2000).
politica diprodotto
ubicazionestabilimenti
selezione deifornitori
innovazionedi prodotto
Livelli discorta
previsionidi vendita
tecnologiadei processi
politiche diapprovvigion.
modifichecomponenti
investimenti
tattiche divendita
flussoproduttivo
standardizz. controlloeconomico
marketinge vendite
produzione acquisti progettazione amministr. efinanza
coordinamento marketing
acquistidistribuzione
fisica
fabbricazionescorte scorte
clientifornitori
produzione
flusso fisico flusso informativo
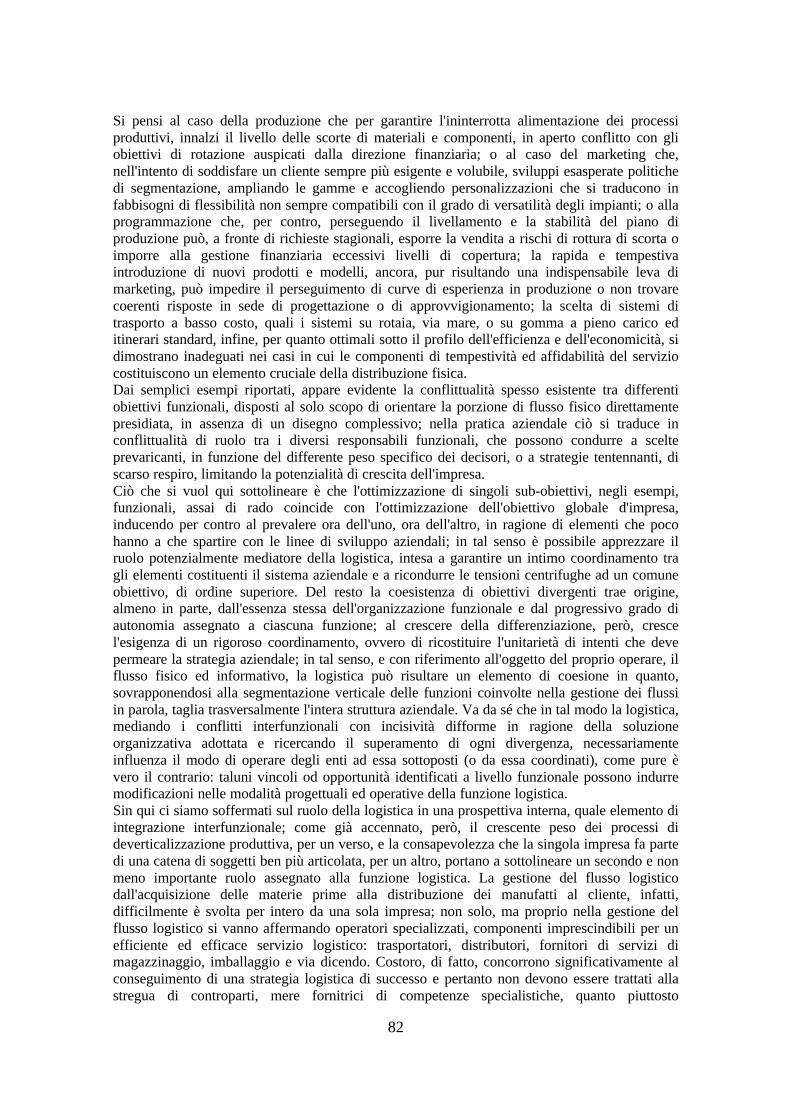
82
Si pensi al caso della produzione che per garantire l'ininterrotta alimentazione dei processiproduttivi, innalzi il livello delle scorte di materiali e componenti, in aperto conflitto con gliobiettivi di rotazione auspicati dalla direzione finanziaria; o al caso del marketing che,nell'intento di soddisfare un cliente sempre più esigente e volubile, sviluppi esasperate politichedi segmentazione, ampliando le gamme e accogliendo personalizzazioni che si traducono infabbisogni di flessibilità non sempre compatibili con il grado di versatilità degli impianti; o allaprogrammazione che, per contro, perseguendo il livellamento e la stabilità del piano diproduzione può, a fronte di richieste stagionali, esporre la vendita a rischi di rottura di scorta oimporre alla gestione finanziaria eccessivi livelli di copertura; la rapida e tempestivaintroduzione di nuovi prodotti e modelli, ancora, pur risultando una indispensabile leva dimarketing, può impedire il perseguimento di curve di esperienza in produzione o non trovarecoerenti risposte in sede di progettazione o di approvvigionamento; la scelta di sistemi ditrasporto a basso costo, quali i sistemi su rotaia, via mare, o su gomma a pieno carico editinerari standard, infine, per quanto ottimali sotto il profilo dell'efficienza e dell'economicità, sidimostrano inadeguati nei casi in cui le componenti di tempestività ed affidabilità del serviziocostituiscono un elemento cruciale della distribuzione fisica.Dai semplici esempi riportati, appare evidente la conflittualità spesso esistente tra differentiobiettivi funzionali, disposti al solo scopo di orientare la porzione di flusso fisico direttamentepresidiata, in assenza di un disegno complessivo; nella pratica aziendale ciò si traduce inconflittualità di ruolo tra i diversi responsabili funzionali, che possono condurre a scelteprevaricanti, in funzione del differente peso specifico dei decisori, o a strategie tentennanti, discarso respiro, limitando la potenzialità di crescita dell'impresa.Ciò che si vuol qui sottolineare è che l'ottimizzazione di singoli sub-obiettivi, negli esempi,funzionali, assai di rado coincide con l'ottimizzazione dell'obiettivo globale d'impresa,inducendo per contro al prevalere ora dell'uno, ora dell'altro, in ragione di elementi che pocohanno a che spartire con le linee di sviluppo aziendali; in tal senso è possibile apprezzare ilruolo potenzialmente mediatore della logistica, intesa a garantire un intimo coordinamento tragli elementi costituenti il sistema aziendale e a ricondurre le tensioni centrifughe ad un comuneobiettivo, di ordine superiore. Del resto la coesistenza di obiettivi divergenti trae origine,almeno in parte, dall'essenza stessa dell'organizzazione funzionale e dal progressivo grado diautonomia assegnato a ciascuna funzione; al crescere della differenziazione, però, crescel'esigenza di un rigoroso coordinamento, ovvero di ricostituire l'unitarietà di intenti che devepermeare la strategia aziendale; in tal senso, e con riferimento all'oggetto del proprio operare, ilflusso fisico ed informativo, la logistica può risultare un elemento di coesione in quanto,sovrapponendosi alla segmentazione verticale delle funzioni coinvolte nella gestione dei flussiin parola, taglia trasversalmente l'intera struttura aziendale. Va da sé che in tal modo la logistica,mediando i conflitti interfunzionali con incisività difforme in ragione della soluzioneorganizzativa adottata e ricercando il superamento di ogni divergenza, necessariamenteinfluenza il modo di operare degli enti ad essa sottoposti (o da essa coordinati), come pure èvero il contrario: taluni vincoli od opportunità identificati a livello funzionale possono indurremodificazioni nelle modalità progettuali ed operative della funzione logistica.Sin qui ci siamo soffermati sul ruolo della logistica in una prospettiva interna, quale elemento diintegrazione interfunzionale; come già accennato, però, il crescente peso dei processi dideverticalizzazione produttiva, per un verso, e la consapevolezza che la singola impresa fa partedi una catena di soggetti ben più articolata, per un altro, portano a sottolineare un secondo e nonmeno importante ruolo assegnato alla funzione logistica. La gestione del flusso logisticodall'acquisizione delle materie prime alla distribuzione dei manufatti al cliente, infatti,difficilmente è svolta per intero da una sola impresa; non solo, ma proprio nella gestione delflusso logistico si vanno affermando operatori specializzati, componenti imprescindibili per unefficiente ed efficace servizio logistico: trasportatori, distributori, fornitori di servizi dimagazzinaggio, imballaggio e via dicendo. Costoro, di fatto, concorrono significativamente alconseguimento di una strategia logistica di successo e pertanto non devono essere trattati allastregua di controparti, mere fornitrici di competenze specialistiche, quanto piuttosto
83
progressivamente coinvolti in processi di partnership, nell'intento di superare i tradizionalirapporti negoziali basati sulla reciproca diffidenza e conflittualità, e di instaurare fertili legamidi cooperazione.Anche in questo caso la logistica, ponendosi quale motore di integrazione interaziendale, intesseun rapporto di dipendenza biunivoca con i partner esterni; questi possono influenzare non pocol'efficacia delle scelte operate dalla direzione logistica, e per contro quest'ultima nel proprioprocesso decisionale non può non valutare l'impatto delle proprie politiche sull'operatività degliattori coinvolti. In analogia con quanto auspicato circa i rapporti intra-aziendali (ointrafunzionali) descritti, anche in quelli interaziendali deve prevalere una visione globale,intesa a sacrificare i particolarismi, le scelte di subottimizzazione parziali o di breve periodo, peraccogliere visioni sistemiche, di medio-lungo orizzonte, improntate al consolidamento deilegami più promettenti ed al perseguimento dello sviluppo comune.
Il compito fondamentale cui la logistica assolve coordinando i flussi di materiali è assicurare ladisponibilità dei prodotti nel tempo, nello spazio e nei volumi richiesti. A tale scopo, la logisticacerca di rendere coerenti le modalità di offerta dei beni con le dinamiche di manifestazionedelle richieste. Le crescenti pressioni competitive hanno spinto le imprese a rivedereprofondamente le logiche di gestione dei flussi di materiali. L'accresciuta rilevanza dellalogistica si può ricondurre a:• pressioni economiche dovute all'aumento dei costi di trasporto e di approvvigionamento di
materie prime essenziali, a seguito di svariate crisi energetiche;• l'evoluzione dei mercati, che si muove nella direzione di accentuare progressivamente le
politiche di segmentazione, di differenziazione, di introduzione di nuovi prodotti (il cuiciclo di vita tende inevitabilmente ad abbreviarsi); a tali aspetti si assomma il già più volterichiamato fenomeno della globalizzazione e dell'internazionalizzazione dei mercati nonsolo di sbocco, ma anche di approvvigionamento;
• la manifestazione di nuove opportunità gestionali, quali l'adozione di tecniche just-in-time, dipartnership con i fornitori, di terziarizzazione di alcune funzioni logistiche, che hanno resomanifesta la necessità di riprogettare le logiche di gestione delle attività logistiche;
• l'evoluzione delle tecnologie, in particolare l'affermazione dell'informatica a supporto dei flussilogistici (sia fisici, sia informativi), che ha reso possibili soluzioni progettuali primainaccessibili, potenziando enormemente l'impatto della logistica sulla competitività e sullaeconomicità dell'impresa;
• l'introduzione di nuove normative, con interventi di armonizzazione e deregolamentazione, chestanno interessando ampie macro-aree geografiche e, di conseguenza, introducono nuovielementi nell'identificazione delle alternative progettuali di logistica.
Gli obiettivi della logisticaCome si è detto, la logistica aziendale comprende tutte le attività svolte a monte e a valle dalprocesso di trasformazione fisica del prodotto, dall'acquisizione dei materiali, alla distribuzionedel prodotto finito al cliente. Con l'obiettivo di garantire il costante e corretto scorrimento delflusso logistico, la funzione deve, in prima istanza, gestire in forma integrata e coordinata lemolteplici attività che accompagnano il flusso dei materiali lungo il processo di acquisizione,trasformazione e vendita.Queste sono generalmente riconoscibili nella:- acquisizione di materiali e componenti;- trasporto dai fornitori agli stabilimenti;- controlli, ispezioni e verifiche contabili in accettazione;- movimentazione interna, manipolazione e stoccaggio;- disposizione dei macchinari e layout particolari;- pianificazione degli impegni di capacità produttiva propria e di terzi;- gestione dei magazzini semilavorati ed interoperazionali;
84
- controllo, confezionamento e imballaggio prodotti finiti:- gestione dei magazzini prodotti finiti;- trasporto a magazzini periferici o centri di distribuzione.Nello svolgimento della propria attività, la funzione logistica si avvale ed elabora elementiinformativi quali la previsione delle vendite e l'analisi del portafoglio ordini, la pianificazione ela programmazione della produzione, i piani dei fabbisogni di approvvigionamento, lapianificazione dei trasporti, ecc. confrontando dati attesi e consuntivi, allo scopo di elaborareopportuni indici di misura delle prestazioni delle proprie attività ed orientare le scelte future.Flusso fisico o flusso informativo, pertanto, procedono in senso inverso: il primo da monte avalle, secondo le sequenze dettate da vincoli tecnologici o di convenienza economica che siconsolidano nell'iter del processo di trasformazione, il secondo risalendo dalle informazionidesunte dal mercato per giungere all'emissione degli ordini ai fornitori. L'efficace ed efficientegestione della logistica risulta connaturata alla bontà del suo sistema informativo; in tal senso, ilprocesso di integrazione travalica i limiti delle aree strettamente interessate alla processabilitàdei prodotti, scambiando informazioni con funzioni quali il controllo, la finanza, laprogettazione ed il marketing. E' in questa veste, come si è visto, che si può parlare di logisticaintegrata, realtà che taglia orizzontalmente l'intera struttura di impresa, connette le areecoinvolte nel processo di trasformazione fisica del prodotto e fa leva nella completezza del suosistema informativo. Obiettivo ultimo di questo insieme di attività è in estrema sintesi, lacreazione di valore, ottenuta modificando le caratteristiche dei beni. Con ciò non si fariferimento, ovviamente, al solo cambiamento di stato connesso alla attività di fabbricazione;alla trasformazione fisica in senso stretto, infatti, si accompagnano altre modificazioni checontribuiscono ad accrescere il valore del prodotto. Si pensi al sistema dei trasporti, cheinterviene modificando il valore del prodotto in termini di disponibilità nel tempo e nellequantità richieste, o ancora al packaging che aggiunge valore razionalizzando le forme eproteggendo il prodotto.Maggior valore, dunque, è ottenuto rendendo coerenti le modalità di offerta alle caratteristichedella domanda. La modificazione fisica, operata attraverso la fabbricazione e/o l'assemblaggiosulla forma o sulle caratteristiche strutturali e prestazionali del prodotto, rappresenta unafrazione del valore generato da un ciclo logistico-produttivo; nuovo valore, infatti, può essereottenuto dalla disponibilità nel tempo, nello spazio e nelle quantità richieste. La Figura 35rappresenta l'incremento di valore connesso all'attività di trasformazione nella accezioneillustrata ed in quella prelogistica. Il valore della disponibilità si manifesta ad ogni stadio delprocesso di trasformazione, dalla acquisizione delle materie prime, alla distribuzione delprodotto finito; fenomeni già citati quali la globalizzazione dei mercati dei fattori e dei beni, lariduzione del ciclo di vita dei prodotti, le crisi energetiche e le tensioni finanziarie, hanno acuitole esigenze connesse alla disponibilità dei materiali e dei beni, ponendo l'accentosull'eccezionale potenzialità offerta dalle opportunità logistiche.Non solo, il valore generato da corrette politiche logistiche emerge particolarmente nei casi incui la standardizzazione del prodotto, la maturità delle tecnologie impiegate e l'uniformità dellepolitiche commerciali sembrano aver spuntato ogni arma competitiva; è il caso, esemplificando,dei produttori di elettrodi in grafite per alti forni, per i quali, in presenza di un prodottosostanzialmente identico, di un oligopolio ristretto che opera a livello mondiale, prezzi allineatie tecnologie produttive comuni, competono vivacemente in virtù di originali soluzioni logisticheimprontate al servizio al cliente, all'assistenza post vendita ed agli elementi immateriali dellapropria offerta.
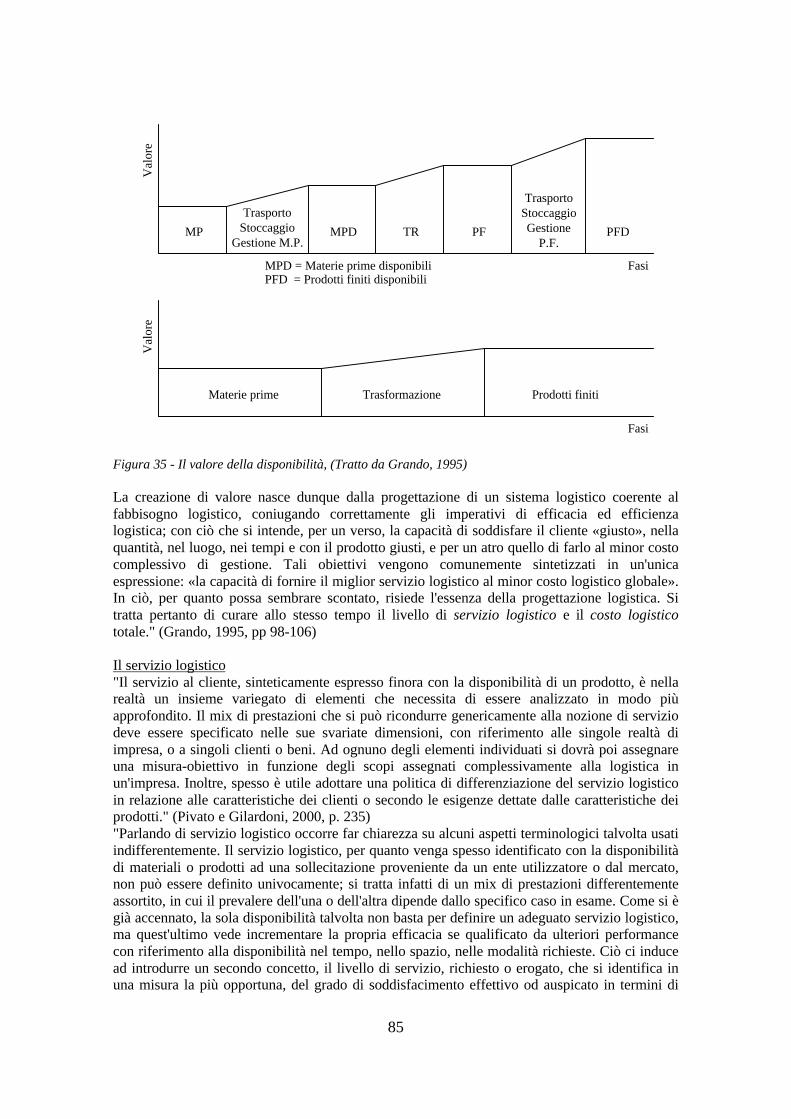
85
Figura 35 - Il valore della disponibilità, (Tratto da Grando, 1995)
La creazione di valore nasce dunque dalla progettazione di un sistema logistico coerente alfabbisogno logistico, coniugando correttamente gli imperativi di efficacia ed efficienzalogistica; con ciò che si intende, per un verso, la capacità di soddisfare il cliente «giusto», nellaquantità, nel luogo, nei tempi e con il prodotto giusti, e per un atro quello di farlo al minor costocomplessivo di gestione. Tali obiettivi vengono comunemente sintetizzati in un'unicaespressione: «la capacità di fornire il miglior servizio logistico al minor costo logistico globale».In ciò, per quanto possa sembrare scontato, risiede l'essenza della progettazione logistica. Sitratta pertanto di curare allo stesso tempo il livello di servizio logistico e il costo logisticototale." (Grando, 1995, pp 98-106)
Il servizio logistico"Il servizio al cliente, sinteticamente espresso finora con la disponibilità di un prodotto, è nellarealtà un insieme variegato di elementi che necessita di essere analizzato in modo piùapprofondito. Il mix di prestazioni che si può ricondurre genericamente alla nozione di serviziodeve essere specificato nelle sue svariate dimensioni, con riferimento alle singole realtà diimpresa, o a singoli clienti o beni. Ad ognuno degli elementi individuati si dovrà poi assegnareuna misura-obiettivo in funzione degli scopi assegnati complessivamente alla logistica inun'impresa. Inoltre, spesso è utile adottare una politica di differenziazione del servizio logisticoin relazione alle caratteristiche dei clienti o secondo le esigenze dettate dalle caratteristiche deiprodotti." (Pivato e Gilardoni, 2000, p. 235)"Parlando di servizio logistico occorre far chiarezza su alcuni aspetti terminologici talvolta usatiindifferentemente. Il servizio logistico, per quanto venga spesso identificato con la disponibilitàdi materiali o prodotti ad una sollecitazione proveniente da un ente utilizzatore o dal mercato,non può essere definito univocamente; si tratta infatti di un mix di prestazioni differentementeassortito, in cui il prevalere dell'una o dell'altra dipende dallo specifico caso in esame. Come si ègià accennato, la sola disponibilità talvolta non basta per definire un adeguato servizio logistico,ma quest'ultimo vede incrementare la propria efficacia se qualificato da ulteriori performancecon riferimento alla disponibilità nel tempo, nello spazio, nelle modalità richieste. Ciò ci inducead introdurre un secondo concetto, il livello di servizio, richiesto o erogato, che si identifica inuna misura la più opportuna, del grado di soddisfacimento effettivo od auspicato in termini di
TrasportoStoccaggio
Gestione M.P.
TrasportoStoccaggioGestione
P.F. MP MPD TR PF PFD
MPD = Materie prime disponibili Fasi
Val
ore
PFD = Prodotti finiti disponibili
Materie prime
Fasi
Val
ore
Trasformazione Prodotti finiti
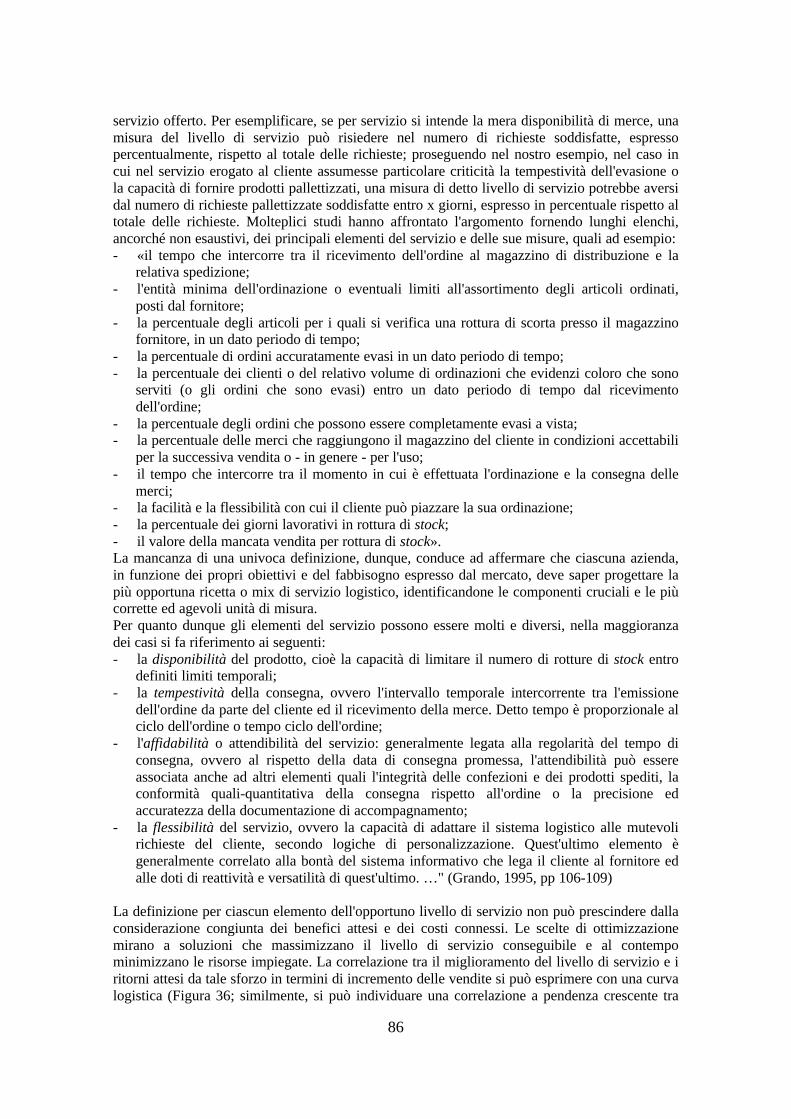
86
servizio offerto. Per esemplificare, se per servizio si intende la mera disponibilità di merce, unamisura del livello di servizio può risiedere nel numero di richieste soddisfatte, espressopercentualmente, rispetto al totale delle richieste; proseguendo nel nostro esempio, nel caso incui nel servizio erogato al cliente assumesse particolare criticità la tempestività dell'evasione ola capacità di fornire prodotti pallettizzati, una misura di detto livello di servizio potrebbe aversidal numero di richieste pallettizzate soddisfatte entro x giorni, espresso in percentuale rispetto altotale delle richieste. Molteplici studi hanno affrontato l'argomento fornendo lunghi elenchi,ancorché non esaustivi, dei principali elementi del servizio e delle sue misure, quali ad esempio:- «il tempo che intercorre tra il ricevimento dell'ordine al magazzino di distribuzione e la
relativa spedizione;- l'entità minima dell'ordinazione o eventuali limiti all'assortimento degli articoli ordinati,
posti dal fornitore;- la percentuale degli articoli per i quali si verifica una rottura di scorta presso il magazzino
fornitore, in un dato periodo di tempo;- la percentuale di ordini accuratamente evasi in un dato periodo di tempo;- la percentuale dei clienti o del relativo volume di ordinazioni che evidenzi coloro che sono
serviti (o gli ordini che sono evasi) entro un dato periodo di tempo dal ricevimentodell'ordine;
- la percentuale degli ordini che possono essere completamente evasi a vista;- la percentuale delle merci che raggiungono il magazzino del cliente in condizioni accettabili
per la successiva vendita o - in genere - per l'uso;- il tempo che intercorre tra il momento in cui è effettuata l'ordinazione e la consegna delle
merci;- la facilità e la flessibilità con cui il cliente può piazzare la sua ordinazione;- la percentuale dei giorni lavorativi in rottura di stock;- il valore della mancata vendita per rottura di stock».La mancanza di una univoca definizione, dunque, conduce ad affermare che ciascuna azienda,in funzione dei propri obiettivi e del fabbisogno espresso dal mercato, deve saper progettare lapiù opportuna ricetta o mix di servizio logistico, identificandone le componenti cruciali e le piùcorrette ed agevoli unità di misura.Per quanto dunque gli elementi del servizio possono essere molti e diversi, nella maggioranzadei casi si fa riferimento ai seguenti:- la disponibilità del prodotto, cioè la capacità di limitare il numero di rotture di stock entro
definiti limiti temporali;- la tempestività della consegna, ovvero l'intervallo temporale intercorrente tra l'emissione
dell'ordine da parte del cliente ed il ricevimento della merce. Detto tempo è proporzionale alciclo dell'ordine o tempo ciclo dell'ordine;
- l'affidabilità o attendibilità del servizio: generalmente legata alla regolarità del tempo diconsegna, ovvero al rispetto della data di consegna promessa, l'attendibilità può essereassociata anche ad altri elementi quali l'integrità delle confezioni e dei prodotti spediti, laconformità quali-quantitativa della consegna rispetto all'ordine o la precisione edaccuratezza della documentazione di accompagnamento;
- la flessibilità del servizio, ovvero la capacità di adattare il sistema logistico alle mutevolirichieste del cliente, secondo logiche di personalizzazione. Quest'ultimo elemento ègeneralmente correlato alla bontà del sistema informativo che lega il cliente al fornitore edalle doti di reattività e versatilità di quest'ultimo. …" (Grando, 1995, pp 106-109)
La definizione per ciascun elemento dell'opportuno livello di servizio non può prescindere dallaconsiderazione congiunta dei benefici attesi e dei costi connessi. Le scelte di ottimizzazionemirano a soluzioni che massimizzano il livello di servizio conseguibile e al contempominimizzano le risorse impiegate. La correlazione tra il miglioramento del livello di servizio e iritorni attesi da tale sforzo in termini di incremento delle vendite si può esprimere con una curvalogistica (Figura 36; similmente, si può individuare una correlazione a pendenza crescente tra
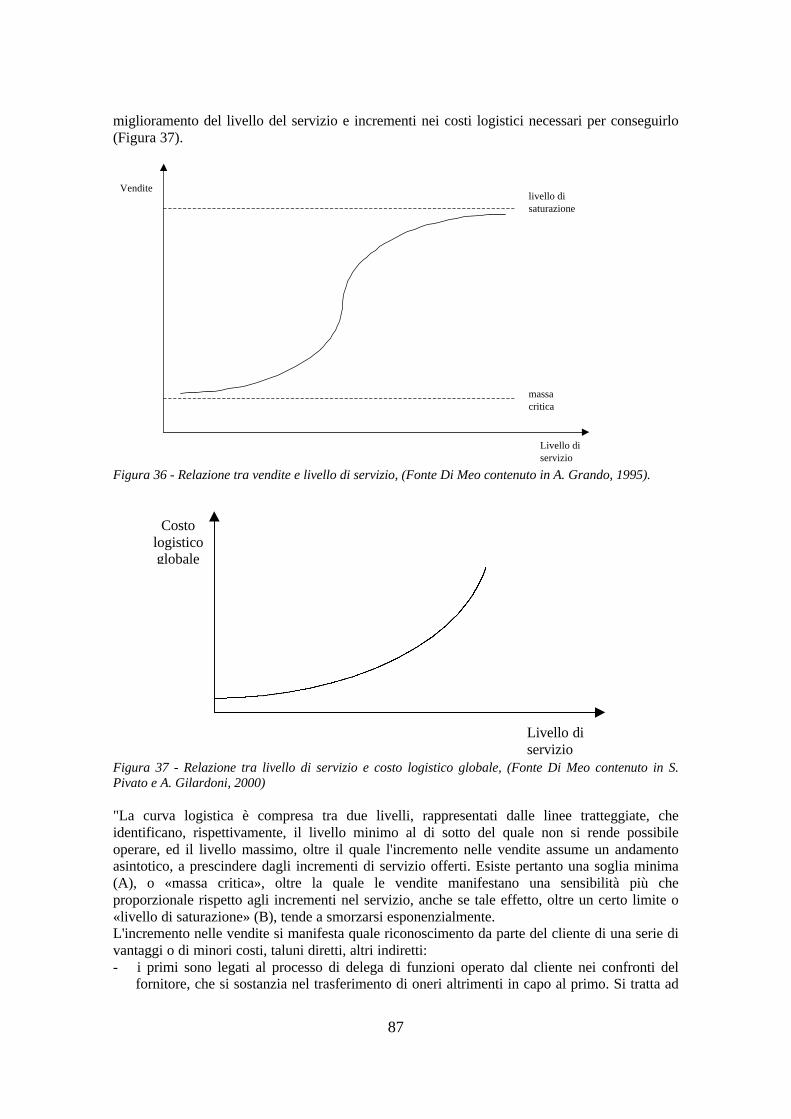
87
miglioramento del livello del servizio e incrementi nei costi logistici necessari per conseguirlo(Figura 37).
Figura 36 - Relazione tra vendite e livello di servizio, (Fonte Di Meo contenuto in A. Grando, 1995).
Figura 37 - Relazione tra livello di servizio e costo logistico globale, (Fonte Di Meo contenuto in S.Pivato e A. Gilardoni, 2000)
"La curva logistica è compresa tra due livelli, rappresentati dalle linee tratteggiate, cheidentificano, rispettivamente, il livello minimo al di sotto del quale non si rende possibileoperare, ed il livello massimo, oltre il quale l'incremento nelle vendite assume un andamentoasintotico, a prescindere dagli incrementi di servizio offerti. Esiste pertanto una soglia minima(A), o «massa critica», oltre la quale le vendite manifestano una sensibilità più cheproporzionale rispetto agli incrementi nel servizio, anche se tale effetto, oltre un certo limite o«livello di saturazione» (B), tende a smorzarsi esponenzialmente.L'incremento nelle vendite si manifesta quale riconoscimento da parte del cliente di una serie divantaggi o di minori costi, taluni diretti, altri indiretti:- i primi sono legati al processo di delega di funzioni operato dal cliente nei confronti del
fornitore, che si sostanzia nel trasferimento di oneri altrimenti in capo al primo. Si tratta ad
livello disaturazione
massacritica
Livello diservizio
Vendite
Livello diservizio
Costologisticoglobale
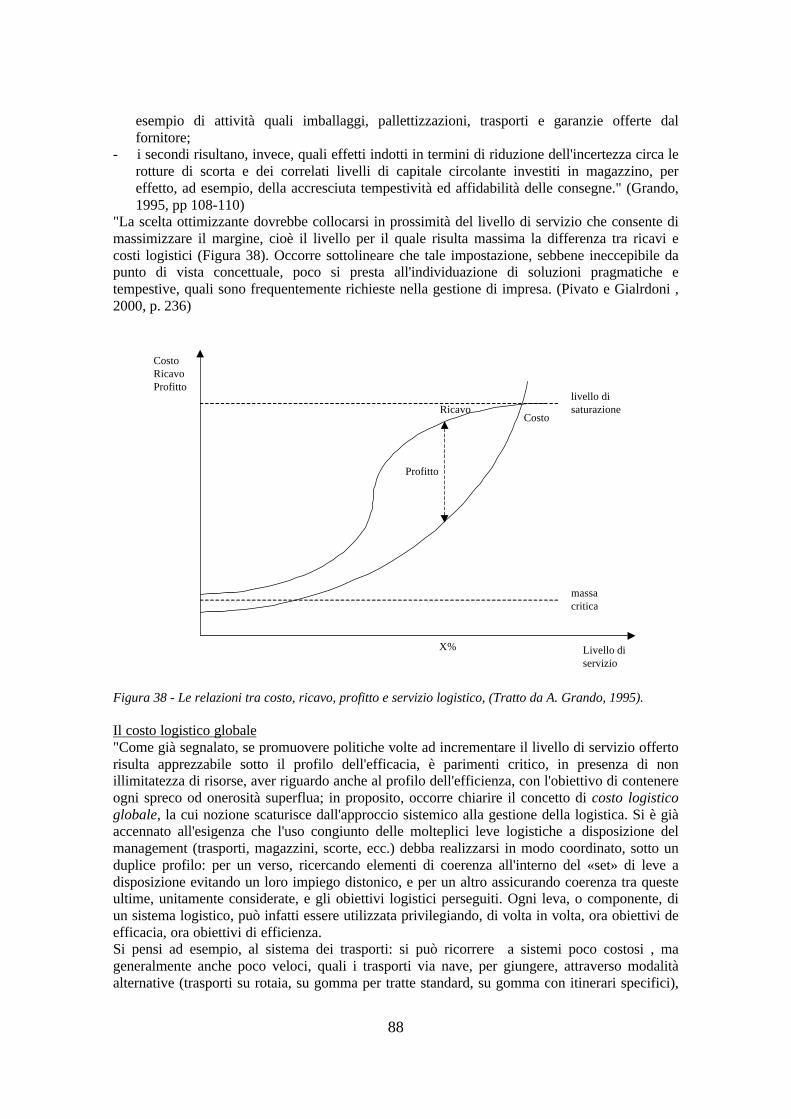
88
esempio di attività quali imballaggi, pallettizzazioni, trasporti e garanzie offerte dalfornitore;
- i secondi risultano, invece, quali effetti indotti in termini di riduzione dell'incertezza circa lerotture di scorta e dei correlati livelli di capitale circolante investiti in magazzino, pereffetto, ad esempio, della accresciuta tempestività ed affidabilità delle consegne." (Grando,1995, pp 108-110)
"La scelta ottimizzante dovrebbe collocarsi in prossimità del livello di servizio che consente dimassimizzare il margine, cioè il livello per il quale risulta massima la differenza tra ricavi ecosti logistici (Figura 38). Occorre sottolineare che tale impostazione, sebbene ineccepibile dapunto di vista concettuale, poco si presta all'individuazione di soluzioni pragmatiche etempestive, quali sono frequentemente richieste nella gestione di impresa. (Pivato e Gialrdoni ,2000, p. 236)
Figura 38 - Le relazioni tra costo, ricavo, profitto e servizio logistico, (Tratto da A. Grando, 1995).
Il costo logistico globale"Come già segnalato, se promuovere politiche volte ad incrementare il livello di servizio offertorisulta apprezzabile sotto il profilo dell'efficacia, è parimenti critico, in presenza di nonillimitatezza di risorse, aver riguardo anche al profilo dell'efficienza, con l'obiettivo di contenereogni spreco od onerosità superflua; in proposito, occorre chiarire il concetto di costo logisticoglobale, la cui nozione scaturisce dall'approccio sistemico alla gestione della logistica. Si è giàaccennato all'esigenza che l'uso congiunto delle molteplici leve logistiche a disposizione delmanagement (trasporti, magazzini, scorte, ecc.) debba realizzarsi in modo coordinato, sotto unduplice profilo: per un verso, ricercando elementi di coerenza all'interno del «set» di leve adisposizione evitando un loro impiego distonico, e per un altro assicurando coerenza tra questeultime, unitamente considerate, e gli obiettivi logistici perseguiti. Ogni leva, o componente, diun sistema logistico, può infatti essere utilizzata privilegiando, di volta in volta, ora obiettivi deefficacia, ora obiettivi di efficienza.Si pensi ad esempio, al sistema dei trasporti: si può ricorrere a sistemi poco costosi , mageneralmente anche poco veloci, quali i trasporti via nave, per giungere, attraverso modalitàalternative (trasporti su rotaia, su gomma per tratte standard, su gomma con itinerari specifici),
livello disaturazione
massacritica
Livello diservizio
CostoRicavoProfitto
X%
RicavoCosto
Profitto
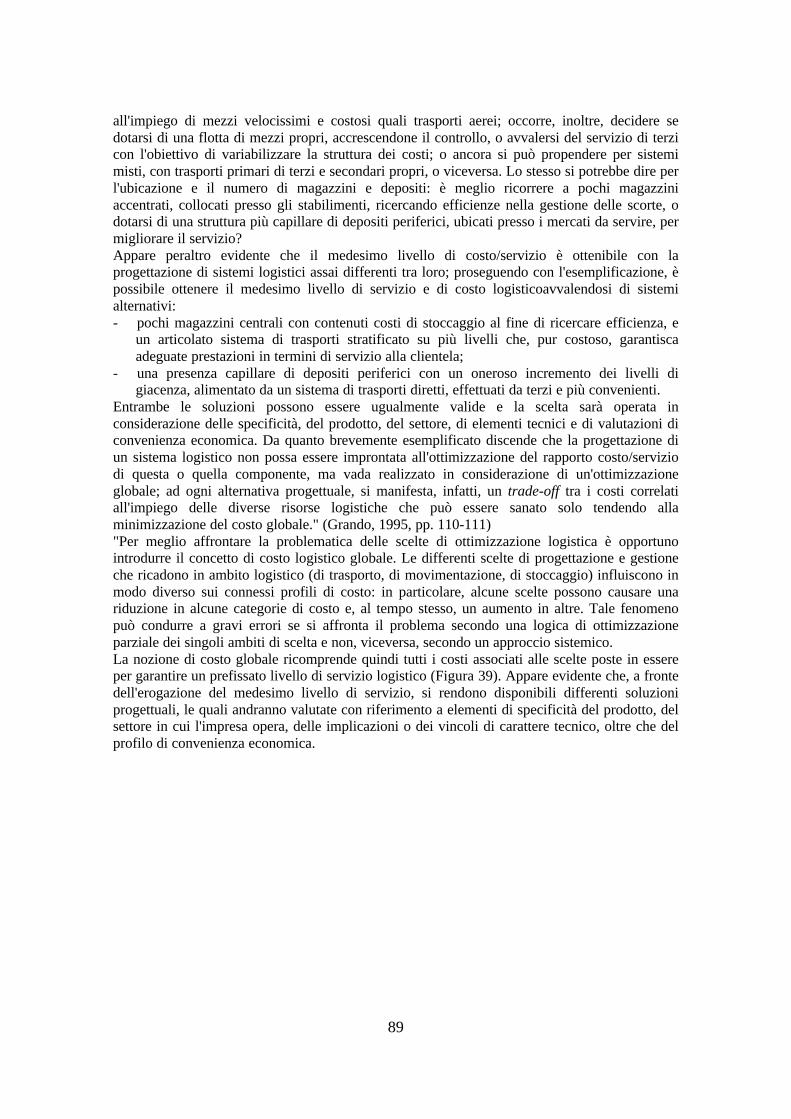
89
all'impiego di mezzi velocissimi e costosi quali trasporti aerei; occorre, inoltre, decidere sedotarsi di una flotta di mezzi propri, accrescendone il controllo, o avvalersi del servizio di terzicon l'obiettivo di variabilizzare la struttura dei costi; o ancora si può propendere per sistemimisti, con trasporti primari di terzi e secondari propri, o viceversa. Lo stesso si potrebbe dire perl'ubicazione e il numero di magazzini e depositi: è meglio ricorrere a pochi magazziniaccentrati, collocati presso gli stabilimenti, ricercando efficienze nella gestione delle scorte, odotarsi di una struttura più capillare di depositi periferici, ubicati presso i mercati da servire, permigliorare il servizio?Appare peraltro evidente che il medesimo livello di costo/servizio è ottenibile con laprogettazione di sistemi logistici assai differenti tra loro; proseguendo con l'esemplificazione, èpossibile ottenere il medesimo livello di servizio e di costo logisticoavvalendosi di sistemialternativi:- pochi magazzini centrali con contenuti costi di stoccaggio al fine di ricercare efficienza, e
un articolato sistema di trasporti stratificato su più livelli che, pur costoso, garantiscaadeguate prestazioni in termini di servizio alla clientela;
- una presenza capillare di depositi periferici con un oneroso incremento dei livelli digiacenza, alimentato da un sistema di trasporti diretti, effettuati da terzi e più convenienti.
Entrambe le soluzioni possono essere ugualmente valide e la scelta sarà operata inconsiderazione delle specificità, del prodotto, del settore, di elementi tecnici e di valutazioni diconvenienza economica. Da quanto brevemente esemplificato discende che la progettazione diun sistema logistico non possa essere improntata all'ottimizzazione del rapporto costo/serviziodi questa o quella componente, ma vada realizzato in considerazione di un'ottimizzazioneglobale; ad ogni alternativa progettuale, si manifesta, infatti, un trade-off tra i costi correlatiall'impiego delle diverse risorse logistiche che può essere sanato solo tendendo allaminimizzazione del costo globale." (Grando, 1995, pp. 110-111)"Per meglio affrontare la problematica delle scelte di ottimizzazione logistica è opportunointrodurre il concetto di costo logistico globale. Le differenti scelte di progettazione e gestioneche ricadono in ambito logistico (di trasporto, di movimentazione, di stoccaggio) influiscono inmodo diverso sui connessi profili di costo: in particolare, alcune scelte possono causare unariduzione in alcune categorie di costo e, al tempo stesso, un aumento in altre. Tale fenomenopuò condurre a gravi errori se si affronta il problema secondo una logica di ottimizzazioneparziale dei singoli ambiti di scelta e non, viceversa, secondo un approccio sistemico.La nozione di costo globale ricomprende quindi tutti i costi associati alle scelte poste in essereper garantire un prefissato livello di servizio logistico (Figura 39). Appare evidente che, a frontedell'erogazione del medesimo livello di servizio, si rendono disponibili differenti soluzioniprogettuali, le quali andranno valutate con riferimento a elementi di specificità del prodotto, delsettore in cui l'impresa opera, delle implicazioni o dei vincoli di carattere tecnico, oltre che delprofilo di convenienza economica.
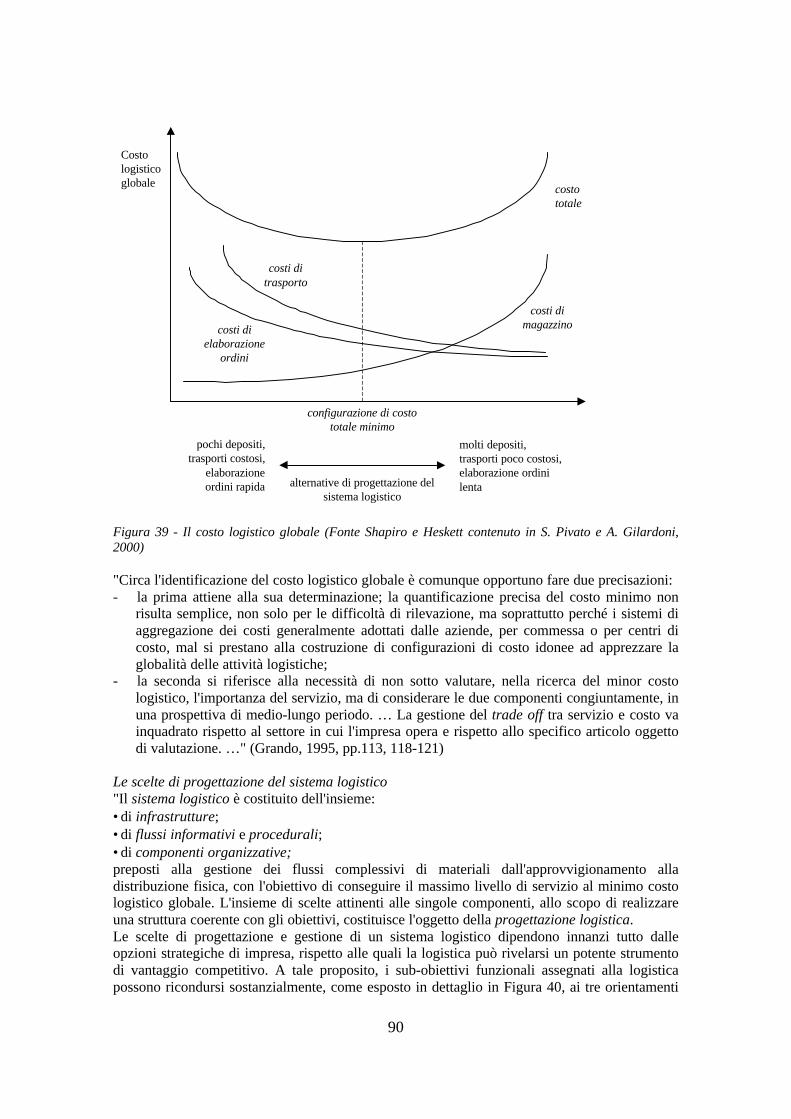
90
Figura 39 - Il costo logistico globale (Fonte Shapiro e Heskett contenuto in S. Pivato e A. Gilardoni,2000)
"Circa l'identificazione del costo logistico globale è comunque opportuno fare due precisazioni:- la prima attiene alla sua determinazione; la quantificazione precisa del costo minimo non
risulta semplice, non solo per le difficoltà di rilevazione, ma soprattutto perché i sistemi diaggregazione dei costi generalmente adottati dalle aziende, per commessa o per centri dicosto, mal si prestano alla costruzione di configurazioni di costo idonee ad apprezzare laglobalità delle attività logistiche;
- la seconda si riferisce alla necessità di non sotto valutare, nella ricerca del minor costologistico, l'importanza del servizio, ma di considerare le due componenti congiuntamente, inuna prospettiva di medio-lungo periodo. … La gestione del trade off tra servizio e costo vainquadrato rispetto al settore in cui l'impresa opera e rispetto allo specifico articolo oggettodi valutazione. …" (Grando, 1995, pp.113, 118-121)
Le scelte di progettazione del sistema logistico"Il sistema logistico è costituito dell'insieme:• di infrastrutture;• di flussi informativi e procedurali;• di componenti organizzative;preposti alla gestione dei flussi complessivi di materiali dall'approvvigionamento alladistribuzione fisica, con l'obiettivo di conseguire il massimo livello di servizio al minimo costologistico globale. L'insieme di scelte attinenti alle singole componenti, allo scopo di realizzareuna struttura coerente con gli obiettivi, costituisce l'oggetto della progettazione logistica.Le scelte di progettazione e gestione di un sistema logistico dipendono innanzi tutto dalleopzioni strategiche di impresa, rispetto alle quali la logistica può rivelarsi un potente strumentodi vantaggio competitivo. A tale proposito, i sub-obiettivi funzionali assegnati alla logisticapossono ricondursi sostanzialmente, come esposto in dettaglio in Figura 40, ai tre orientamenti
costototale
configurazione di costototale minimo
pochi depositi,trasporti costosi,
elaborazioneordini rapida
Costologisticoglobale
costi dimagazzino
costi ditrasporto
costi dielaborazione
ordini
molti depositi,trasporti poco costosi,elaborazione ordinilentaalternative di progettazione del
sistema logistico
91
strategici di fondo: innovazione, servizio e leadership di costo. In ciascun caso è necessarioindividuare una serie di scelte assai articolata, dalla quale possono originarsi soluzioniprogettuali complessive assolutamente differenti, pur nel perseguimento del medesimo obiettivostrategico prioritario.
Innovazione Differenziazione del servizio Leadership di costo
Obiettivi delsistema logistico
DisponibilitàFlessibilità a variazioni dei volumie a modifiche dei prodottiCapacità di accettare ordini piccolie con ritmo discontinuo
Rapidità e regolarità di consegnaDisponibilitàFlessibilità ai cambiamentirichiesti dal cliente
Costo minimo ad un livello diservizio accettabile
Approvvigionamenti Selezionare fornitori in grado diassicurare continuità delleforniture, conformità allespecifiche, flessibilità aicambiamenti di specifiche
Selezionare fornitori in grado diassicurare tempestività eregolarità di consegna,disponibilità di linee di prodotticomplete
Conseguire economie di scalanegli acquistiCentralizzare la funzione acquistiSelezionare fornitori competitivisul prezzo
Politicadelle scorte
Tensione tra livelli di scorte elevatiper garantire la disponibilità elivelli contenuti per mantenereflessibilità e abbattere rischio diobsolescenza; la decisione dipendedal tasso di introduzione di nuoviprodotti e dall'intensità dellaconcorrenza
Disponibilità di scorte perifericheper assicurare consegne rapide eaffidabili
Investimento in scorte limitato adassicurare un livello di servizioaccettabile
Politicadei trasporti
Trasporti rapidiOperatori specializzati
Trasporti tradizionali a caricocompleto per rifornire imagazzini perifericiTrasporti leggeri per consegne aclientiTrasporti in emergenza perrichieste urgenti
Trasporti efficienti: mezzi pococostosi e a pieno caricoincentivazione a richiederespedizioni complete
Rete diinfrastruttura
Rete quasi inesistenteRicorso prevalente a strutture contoterzi o in affitto
Rete a più livelli Rete centralizzata e razionaleRicorso ad automazione
Figura 40 - Orientamento strategico e scelte di progettazione logistica (Fonte Shapiro e Heskettcontenuto in S. Pivato e A. Gilardoni, 2000).
Una logistica orientata all'innovazione si caratterizza per un'elevata capacità di proposta almercato di nuovi prodotti, in particolare con il contenimento del time to market. Il sistematenderà a garantire in via prioritaria obiettivi di disponibilità, elasticità e flessibilità di risposta,con soluzioni coerenti per quanto riguarda:• la rete di infrastrutture, che in genere non saranno di proprietà;• le logiche di gestione delle scorte, che saranno orientate al contenimento dell'investimento, per
evitare pregiudizi all'introduzione tempestiva di nuovi prodotti;• i trasporti, che saranno spesso terziarizzati a operatori specializzati.L'orientamento al servizio si manifesta nella capacità del sistema logistico di assicurare un mixdi prestazioni di servizio particolarmente composito, in cui assumono rilevanza sia ladisponibilità sia la flessibilità a fronte di richieste di personalizzazione da parte del cliente, oltreche elementi di tempestività e di affidabilità delle consegne. In tal caso, è probabile che siadottino strutture produttive e distributive decentrate e capillari, nonché logiche di gestionedelle scorte volte a massimizzare il livello di disponibilità del prodotto e di regolarità delleconsegne.Infine, una logistica che persegue la leadership di costo sarà caratterizzata da scelte volteall'ottimizzazione dell'efficienza; conseguentemente, tenderà a un maggiore grado diaccentramento e saturazione delle infrastrutture e delle attività gestionali più critiche(approvvigionamenti, scorte, trasporti).
92
Vale la pena aggiungere che i tre orientamenti delineati non si escludono necessariamente,perché possono positivamente coesistere all'interno della stessa impresa con riferimento adifferenti linee o famiglie di prodotto o a mercati specifici. Inoltre, è frequente che un'impresa sievolva naturalmente dal primo al terzo orientamento in conseguenza dell'attraversamento dellevarie fasi del ciclo di vita del prodotto, che manifestano fabbisogni logistici alquanto diversi.L'evolvere del ciclo di vita del prodotto implica quindi in genere la necessità di interventi diriprogettazione logistica. La Figura 41 riassume tali concetti.
Figura 41 - Scelte strategiche e ciclo di vita del prodotto, (Fonte Di Meo contenuto in S. Pivato e A.Gilardoni, 2000)
Le scelte infrastrutturaliLa progettazione logistica attiene, in primo luogo, alla definizione delle caratteristiche della retedi infrastrutture, ossia alla scelta:• del numero di livelli di rete distributiva (grado di centralizzazione);• del numero e dell'ubicazione di unità produttive, magazzini, depositi, centri di distribuzione;• della dimensione e del lay out da assegnare a ciascuno di essi.Inoltre, rientra nelle scelte infrastrutturali la selezione del tipo di collegamenti da instaurarsi tratutti i precedenti elementi. Infatti, la rete di infrastrutture può essere considerata un insieme dipunti nodali collegati da canali all'interno dei quali scorrono i flussi fisici e informativi. I puntinodali assolvono funzioni di:• trasformazione (le unità produttive), cui corrispondono diverse esigenze di stoccaggio e
movimentazione delle merci;• stoccaggio e movimentazione (magazzini centrali, magazzini e depositi periferici);• smistamento dei flussi (centri di distribuzione e punti di transito, o transit point).I canali sono le vie di collegamento tra i diversi punti nodali; essi supportano il trasferimentodei flussi fisici e dei flussi informativi tra i nodi della rete e sono pertanto riconducibili, insintesi, ai mezzi di trasporto e movimentazione e ai supporti informativi. Il canale logisticorisultante dall'insieme degli elementi infrastrutturali individuati può assumere configurazioni piùo meno complesse, in ragione della numerosità dei nodi e dell'intreccio e dell'articolazione deiflussi che tra essi si instaurano: si veda in proposito la Figura 42.
Introduzione Sviluppo DeclinoMaturità
Tempoelevato livello di
serviziolivello di servizio
più contenutocosti unitari didistribuzione
contenuti
livello di servizioselettivo
rischio diinvestimento e
di gestionecontenuto
scelte di politica distributiva
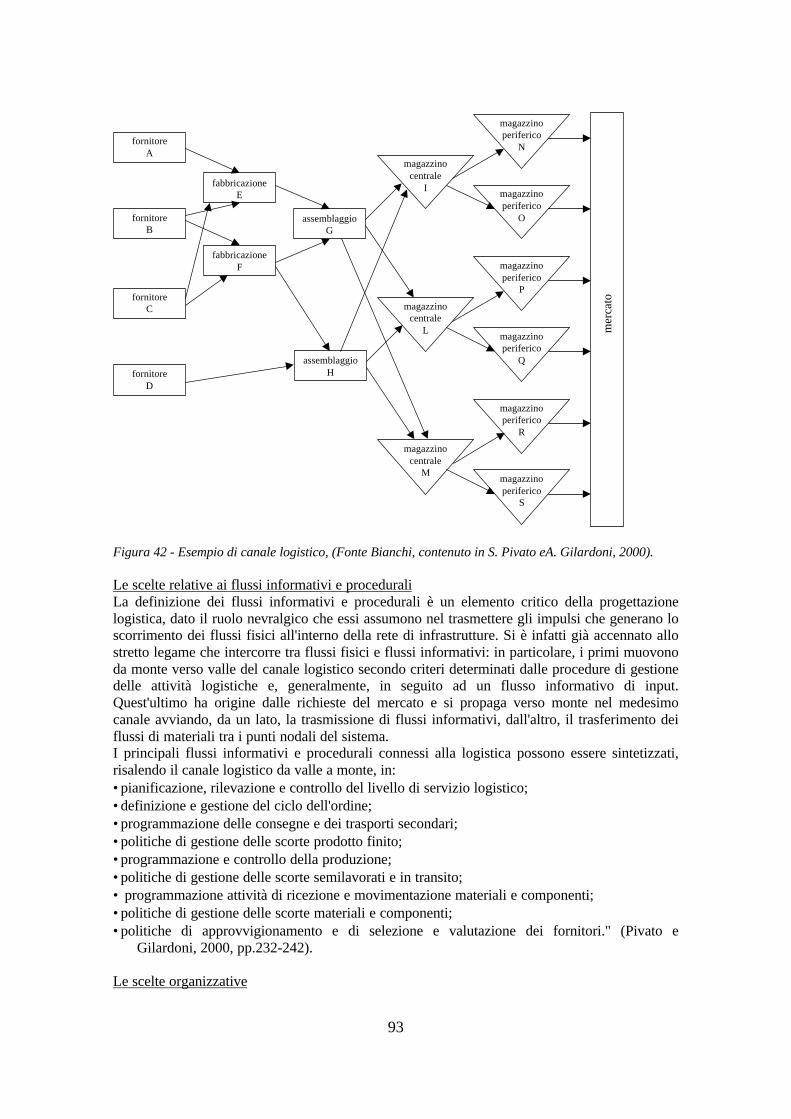
93
Figura 42 - Esempio di canale logistico, (Fonte Bianchi, contenuto in S. Pivato eA. Gilardoni, 2000).
Le scelte relative ai flussi informativi e proceduraliLa definizione dei flussi informativi e procedurali è un elemento critico della progettazionelogistica, dato il ruolo nevralgico che essi assumono nel trasmettere gli impulsi che generano loscorrimento dei flussi fisici all'interno della rete di infrastrutture. Si è infatti già accennato allostretto legame che intercorre tra flussi fisici e flussi informativi: in particolare, i primi muovonoda monte verso valle del canale logistico secondo criteri determinati dalle procedure di gestionedelle attività logistiche e, generalmente, in seguito ad un flusso informativo di input.Quest'ultimo ha origine dalle richieste del mercato e si propaga verso monte nel medesimocanale avviando, da un lato, la trasmissione di flussi informativi, dall'altro, il trasferimento deiflussi di materiali tra i punti nodali del sistema.I principali flussi informativi e procedurali connessi alla logistica possono essere sintetizzati,risalendo il canale logistico da valle a monte, in:• pianificazione, rilevazione e controllo del livello di servizio logistico;• definizione e gestione del ciclo dell'ordine;• programmazione delle consegne e dei trasporti secondari;• politiche di gestione delle scorte prodotto finito;• programmazione e controllo della produzione;• politiche di gestione delle scorte semilavorati e in transito;• programmazione attività di ricezione e movimentazione materiali e componenti;• politiche di gestione delle scorte materiali e componenti;• politiche di approvvigionamento e di selezione e valutazione dei fornitori." (Pivato e
Gilardoni, 2000, pp.232-242).
Le scelte organizzative
magazzinocentrale
I
magazzinoperiferico
N
magazzinoperiferico
O
magazzinocentrale
L
magazzinoperiferico
P
magazzinoperiferico
Q
magazzinocentrale
M
magazzinoperiferico
R
magazzinoperiferico
S
mer
cato
assemblaggioG
fabbricazioneE
fornitoreA
assemblaggioH
fornitoreB
fabbricazioneF
fornitoreC
fornitoreD
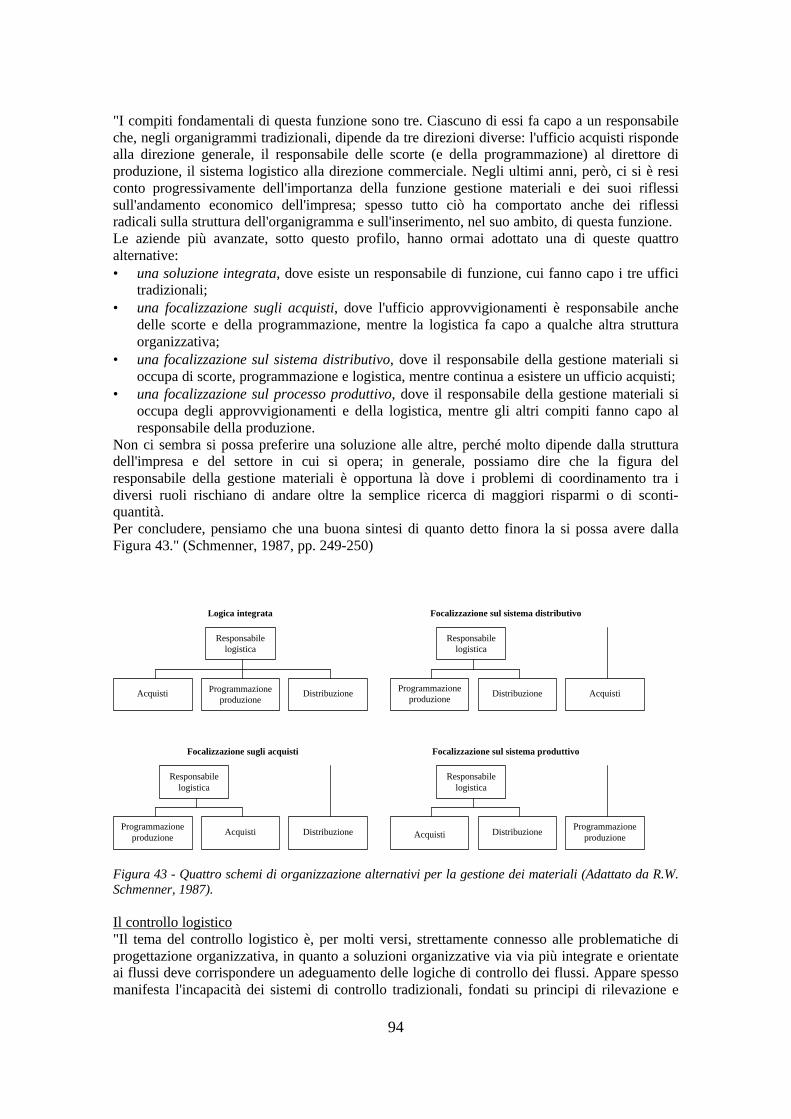
94
"I compiti fondamentali di questa funzione sono tre. Ciascuno di essi fa capo a un responsabileche, negli organigrammi tradizionali, dipende da tre direzioni diverse: l'ufficio acquisti rispondealla direzione generale, il responsabile delle scorte (e della programmazione) al direttore diproduzione, il sistema logistico alla direzione commerciale. Negli ultimi anni, però, ci si è resiconto progressivamente dell'importanza della funzione gestione materiali e dei suoi riflessisull'andamento economico dell'impresa; spesso tutto ciò ha comportato anche dei riflessiradicali sulla struttura dell'organigramma e sull'inserimento, nel suo ambito, di questa funzione.Le aziende più avanzate, sotto questo profilo, hanno ormai adottato una di queste quattroalternative:• una soluzione integrata, dove esiste un responsabile di funzione, cui fanno capo i tre uffici
tradizionali;• una focalizzazione sugli acquisti, dove l'ufficio approvvigionamenti è responsabile anche
delle scorte e della programmazione, mentre la logistica fa capo a qualche altra strutturaorganizzativa;
• una focalizzazione sul sistema distributivo, dove il responsabile della gestione materiali sioccupa di scorte, programmazione e logistica, mentre continua a esistere un ufficio acquisti;
• una focalizzazione sul processo produttivo, dove il responsabile della gestione materiali sioccupa degli approvvigionamenti e della logistica, mentre gli altri compiti fanno capo alresponsabile della produzione.
Non ci sembra si possa preferire una soluzione alle altre, perché molto dipende dalla strutturadell'impresa e del settore in cui si opera; in generale, possiamo dire che la figura delresponsabile della gestione materiali è opportuna là dove i problemi di coordinamento tra idiversi ruoli rischiano di andare oltre la semplice ricerca di maggiori risparmi o di sconti-quantità.Per concludere, pensiamo che una buona sintesi di quanto detto finora la si possa avere dallaFigura 43." (Schmenner, 1987, pp. 249-250)
Figura 43 - Quattro schemi di organizzazione alternativi per la gestione dei materiali (Adattato da R.W.Schmenner, 1987).
Il controllo logistico"Il tema del controllo logistico è, per molti versi, strettamente connesso alle problematiche diprogettazione organizzativa, in quanto a soluzioni organizzative via via più integrate e orientateai flussi deve corrispondere un adeguamento delle logiche di controllo dei flussi. Appare spessomanifesta l'incapacità dei sistemi di controllo tradizionali, fondati su principi di rilevazione e
Logica integrata Focalizzazione sul sistema distributivo
Responsabilelogistica
Programmazioneproduzione
Acquisti Distribuzione
Responsabilelogistica
Programmazioneproduzione
AcquistiDistribuzione
Focalizzazione sugli acquisti
Responsabilelogistica
Programmazioneproduzione
Acquisti Distribuzione
Focalizzazione sul sistema produttivo
Responsabilelogistica
ProgrammazioneproduzioneAcquisti Distribuzione
95
aggregazione funzionale dei dati e delle grandezze fisico-economiche, di garantire unmonitoraggio di carattere trasversale sull'intero sistema logistico. Solo i più recenti principi diactivity based costing paiono in grado di superare l'inadeguatezza dei principi dei sistemitradizionali di rilevazione contabile.Il controllo del sistema logistico deve coniugare due approcci complementari di determinazionedei costi logistici:• logica per cicli omogenei, in cui si rilevano i costi a partire dall'approvvigionamento delle
materie prime fino alla distribuzione del prodotto finito con riferimento ad aggregati diprodotti omogenei sotto il profilo logistico;
• logica per operazioni omogenee, in cui i costi si aggregano secondo la natura delle attività dacui essi discendono (scorte, magazzinaggio, trasporto, confezionamento, pianificazione,ecc.)." (Pivato e Gilardoni, 2000, pp.244-245).
96
2.B - La gestione delle scorte
"Da più di un decennio le imprese si sono interessate in misura crescente al fenomeno dellescorte, per la rilevanza assunta sotto il profilo degli impieghi di capitale circolante. Se, per unverso, le metodologie di controllo degli inventari sviluppate in occidente sono state orientate adelaborazioni via via più sofisticate e complesse, basate sull'impiego di moduli integrati insistemi informativi di produzione, in Giappone, per contro, si è messa in discussionel'opportunità stessa dell'investimento in scorte, in un più ampio sforzo volto al contenimentodegli sprechi. Rinviando ai paragrafi seguenti l'esame dettagliato delle differenti tecniche digestione delle giacenze occorre sottolineare come siano comunque riconoscibili due intenticomuni ad ogni metodologia impiegata:- la progressiva razionalizzazione degli investimenti in scorte, tesa alla graduale eliminazione
di squilibri e sprechi;- la sempre più stretta integrazione tra gestione delle scorte, programmazione della
produzione e le altre componenti del sistema logistico-produttivo.Come già sottolineato, la gestione dei flussi fisici assume rilevanza non solo sul pianospecificatamente tecnico-operativo, oggetto di questo studio, ma anche su quello economico, peri riflessi sul risultato operativo e sui correlati oneri finanziari, e su quello strettamentefinanziario della gestione del fabbisogno generato. La corretta gestione delle rimanenze,dunque, deve essere finalizzata, per un verso a garantire continuità e scorrevolezza ai processi diacquisto, produzione e vendita tipici della gestione caratteristica e, per un altro, al contenimentodel correlato fabbisogno finanziario." (Grando, 1995, p.203-204)"Nessuna azienda è disposta a mantenere scorte in eccesso, perché ciò significherebbe unimmobilizzo di risorse senza alcun ritorno. Gli stessi capitali, invece, renderebbero almenoqualcosa se fossero investiti in impianti produttivi o anche solo se li depositassimo in banca.Questo significa che le scorte comportano, per l'impresa, autentici costi-opportunità nel sensoche, aumentando il magazzino, si deve rinunciare ad altri investimenti redditizi.In alcuni casi, l'organizzazione del processo produttivo punta esplicitamente alla riduzione dellescorte: è il caso della produzione su commessa, dove si lavora sul venduto e si elimina quindiogni problema di gestione del magazzino prodotti finiti; d'altra parte, anche le materie primeimpegnate hanno spesso caratteristiche speciali e non è raro il caso che vengano fornite inconto-lavori dal cliente; tutto ciò consente di contenere in modo notevole anche il magazzinomaterie prime. Chi produce su commessa non può invece evitare un forte immobilizzo insemilavorati.Di segno opposto sono gli impegni di chi produce in continuo: qui la filosofia di progettazionedegli impianti ruota attorno al concetto di prodotto standard realizzato in tempi estremamentebrevi, e ciò significa la quasi inesistenza di semilavorati a scorta. Anche gli stocks di materieprime possono essere contenuti, perché i fabbisogni sono noti e non possono subire oscillazioninotevoli: un'accorta politica di acquisti basata su ordini aperti, spiccati a fornitori affidabili, puòessere un buon metodo per non dover investire troppo in magazzini. Le difficoltà vereriguardano invece i prodotti finiti, dove le scorte possono accumularsi pericolosamente e dove ilcontrollo può non essere facile. Nel caso di processi produttivi che presentano caratteristicheorganizzative intermedie tra i due esempi appena studiati, si debbono gestire con ugualeattenzione tutti i tipi di scorte che abbiamo visto." (Schmenner, 1987, pp. 191-192).
2.B.1 Tipologie e funzioni delle scorte
"Le scorte possono essere definite come un insieme di materie, semilavorati e prodotti che in undeterminato momento sono in attesa di partecipare ad un processo di trasformazione o didistribuzione.
97
La funzione fondamentale delle scorte è quella di ricondurre ad unità la variabilità esogena edendogena che si manifesta nelle diverse fasi di acquisto, trasformazione e distribuzione;esogena, tra andamento discontinuo dei mercati di acquisto e di sbocco ed uniformità richiestadal processo produttivo; endogena, nell'armonizzare le possibili difformità (in termini di tempi evolumi prodotti) riscontrabili negli stadi adiacenti del ciclo di trasformazione.Alcune scorte, dunque, assicurano flessibilità negli acquisti, permettendo l'ottimizzazione dellepolitiche di approvvigionamento, indipendentemente dalle richieste della produzione; altregarantiscono un efficiente impiego delle risorse produttive (impianti e macchinari), purcaratterizzate da livelli di capacità produttiva diversi; altre ancora rendono compatibili laproduzione, volta alla ricerca della normalizzazione delle fasi e dei cicli di lavorazione, con lavariabilità della domanda del consumatore.Una prima classificazione che emerge da queste brevi note fa riferimento alla destinazionefunzionale delle scorte, nelle diverse fasi del processo di trasformazione: materie prime,semilavorati e prodotti finiti.• Le materie prime sono costituite dai fattori produttivi in entrata, destinati alla trasformazione
che alimentano il processo produttivo. Ad esse, generalmente, vengono assimilati icosiddetti «materiali ausiliari» caratterizzati da una funzione meramente accessoria esussidiaria; questi, a loro volta, sono distinti in materiali di consumo (carburanti,lubrificanti, ecc.) e ricambi;
• I semilavorati o prodotti in corso di lavorazione, sono materiali che hanno subito alcunetrasformazioni (sbozzati, sottoassiemi, gruppi, compessivi, ecc.) ma che non sono ancoraultimati; essi assolvono alla funzione di raccordo e bilanciamento tra fasi produttivecaratterizzate da differenti livelli di potenzialità;
• I prodotti finiti sono beni che, concluso il processo di trasformazione nell'impresa, sono prontiper la vendita, (pur non essendo necessariamente idonei al consumo finale).
E' appena il caso di accennare al fatto che questa classificazione, utile ai fini espositivi maaffatto arbitraria, deve essere di volta in volta qualificata dalla destinazione che la scorta inoggetto ha nella sequenza del processo di trasformazione e vendita di una particolare impresa. E'evidente, infatti, che quanto costituisce materia prima o semilavorato per una, può essereparimenti prodotto finito per un'altra situata più a monte nel processo totale di trasformazione.Le scorte, dunque, in prima istanza svolgono la funzione di separare tra loro le operazioni nellasequenza di acquisto-trasformazione-vendita, rendendo efficiente, in tal modo la gestione diciascuna fase, in condizioni di relativa autonomia ed economicità di esercizio." (Grando, 1995,pp. 204-206)"Le scorte di materie prime servono a: ovviare ai ritardi nelle consegne degliapprovvigionamenti (buffer stocks); ridurre i costi, nel caso si ottengano sconti quantità o siriesca ad acquistare in condizioni di prezzi cedenti.I semilavorati sono tenuti a scorta per: ovviare ai ritardi di consegna dei subfornitori o di altrireparti produttivi (buffer stosks); svincolare ritmi e programmazione della produzione in repartidiversi (decoupling inventory); consentire alle singole stazioni di lavoro di organizzarsi con unminimo di autonomia.Le scorte di prodotti finiti servono a: evadere celermente gli ordini; far fronte ad andamenticiclici della domanda; evitare che la programmazione della produzione debba variaredrasticamente il livello della quantità prodotta per adeguarsi prontamente alle irregolarità delmercato.Molto spesso le tecniche cui ricorrere per gestire le scorte mutano a seconda che si tratti dimaterie prime e prodotti finiti da un lato, o semilavorati dall'altro. La dottrina si è occupatamolto più a fondo del primo tipo di stock e i modelli gestionali disponibili al riguardodimostrano un notevole grado di raffinazione, oltre che una buona diffusione. Di qui ilconvincimento che quel tipo di scorte venga, di solito, gestito correttamente. Molto spesso,invece, l'uomo di produzione non gestisce magazzini di prodotti finiti o di materie prime, ma haa che fare con un notevole investimento in semilavorati; in materia, però, non esistono tecniche
98
di facile applicazione, perché gestire quel tipo di scorte significa incidere direttamente sulprocesso di produzione e sul suo sistema informativo.Una strada per ridurre i semilavorati potrebbe essere quella di accorciare il ciclo di produzionericorrendo, ad esempio, a una movimentazione automatizzata o a centri produttivi tra loromeglio integrati; in alternativa si potrebbero eliminare strozzature o migliorare il flusso delleinformazioni necessarie al processo." (Schmenner, 1987, p. 192)
"Dall'osservazione dei motivi che giustificano l'accumulo di giacenze di magazzino e dellefunzioni di volta in volta svolte da queste, è possibile operare una seconda distinzione fra:scorte funzionali, scorte di sicurezza e scorte speculative. Esse sono costituite, rispettivamente,per far fronte a fenomeni quali il tempo di attesa e le discontinuità, l'incertezza e l'opportunità diconseguire economie di gestione: Esaminiamo nell'ordine le diverse tipologie.Per scorte funzionali (o operative) si intendono, le giacenze accumulate, da un lato, per coprirele esigenze del periodo di tempo necessario al trasporto o alla produzione di un bene; dall'altro,per realizzare la già menzionata funzione di disaccoppiamento di due o più fasi nel processo diacquisto-produzione e vendita.A questo proposito si suole distinguere tra:- scorte in transito (di trasferimento o in lavorazione);- scorte organizzative.Le scorte in transito (di trasferimento o in lavorazione), per ottimizzare l'efficienza di unprocesso produttivo, devono essere proporzionali al tempo impiegato nel trasferire un bene daun punto di stoccaggio di lavorazione ad un altro. L'entità media di tali giacenze vienegeneralmente configurata dalla seguente espressione: I = S x Tdove: I = scorta in transito necessaria in un certo stadio;
S = vendite medie (o il consumo) nell'unità di tempo;T = tempo impiegato per passare da un certo stadio al successivo.
E' chiaro che, per modificare il livello della giacenza media in transito, senza intaccarel'efficienza del processo produttivo, si deve incidere sui tempi di trasferimento o sui ritmi divendita (o di consumo).Le scorte organizzative rendono indipendenti le diverse fasi del sistema produttivo-distributivo,svolgendo, di volta in volta, le funzioni di «volano» (allo scopo di superare le inerzie ed i puntimorti riscontrabili in alcune fasi del ciclo di trasformazione), o di «ammortizzatore» (al fine diattutire la variabilità interna od esterna all'azienda), o ancora di «polmone» (per far fronte adogni eventuale distonia del sistema). Le scorte organizzative sono a loro volta suddivise in tregrandi categorie, in relazione alle generali funzioni che sono chiamate ad assolvere:- le «scorte da unità economica» (lot size inventory) che si manifestano in corrispondenza di
acquisti (o produzioni) in quantità superiori alle immediate necessità, motivati da eventualisconti di prezzo o ottimizzazione del trasporto;
- le scorte stagionali, o per fronteggiare altre fluttuazioni (buffer stock), connesse allanecessità di compensare possibili oscillazioni della domanda del consumo;
- le scorte preventive (anticipation stock), generalmente accumulate per tutelare l'impresa daeventuali difficoltà di approvvigionamento, o per anticipare temporanee fermate degliimpianti.
Talvolta la necessità di far fronte a inattese variazioni della domanda o dell'impiego suggerisceil mantenimento di scorte - dette di sicurezza - che assicurino l'equilibrio ed ininterrottosvolgimento delle operazioni. Fenomeni quali un ritardo nel tempo di approvvigionamento,l'anormale funzionamento del sistema logistico, ritardi nelle rilevazioni di magazzino,imprevisti fermi-macchina, impongono il mantenimento di livelli di giacenza superiori a quellinormalmente costituiti in situazione di certezza. Tuttavia, poiché l'incertezza, fonte di questecasuali variazioni sfugge ad ogni quantificazione assoluta, occorre individuare uno standard disicurezza che tenga conto della prevista instabilità della domanda (o della fornitura) e del livellodi servizio che si vuole assicurare (cioè della volontà d'impresa di garantire la tempestivadisponibilità di materiali nelle differenti fasi del ciclo di trasformazione e distribuzione).
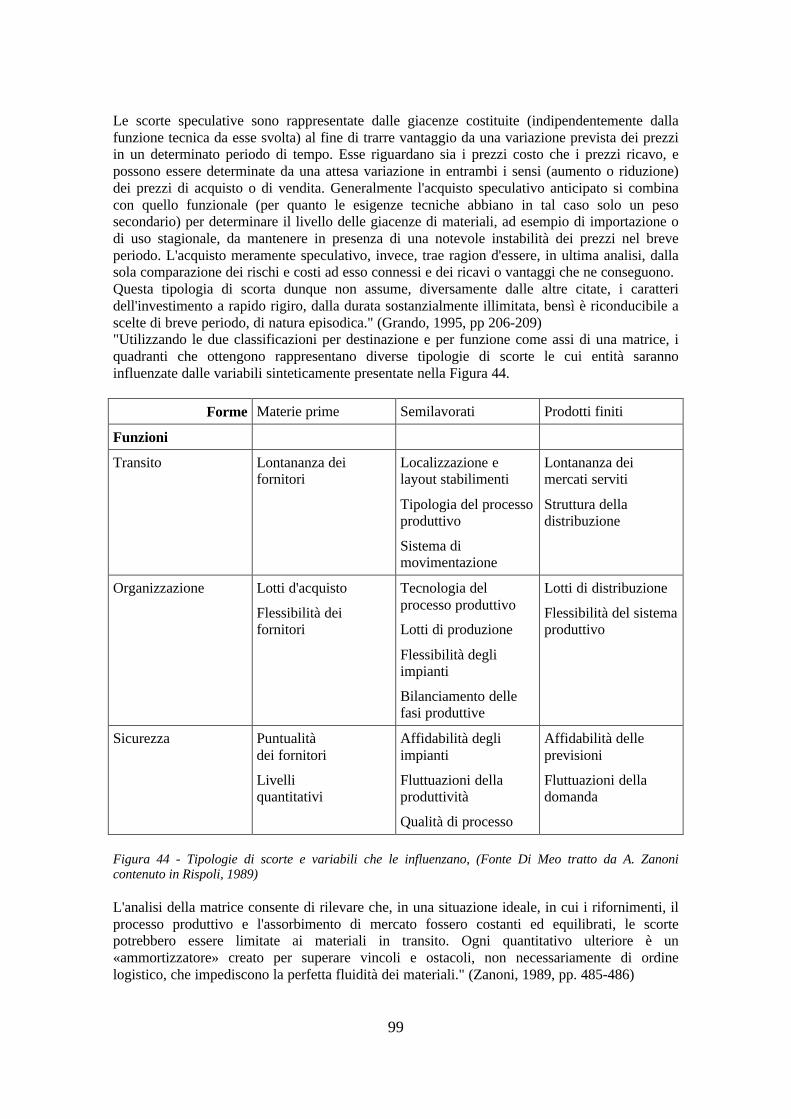
99
Le scorte speculative sono rappresentate dalle giacenze costituite (indipendentemente dallafunzione tecnica da esse svolta) al fine di trarre vantaggio da una variazione prevista dei prezziin un determinato periodo di tempo. Esse riguardano sia i prezzi costo che i prezzi ricavo, epossono essere determinate da una attesa variazione in entrambi i sensi (aumento o riduzione)dei prezzi di acquisto o di vendita. Generalmente l'acquisto speculativo anticipato si combinacon quello funzionale (per quanto le esigenze tecniche abbiano in tal caso solo un pesosecondario) per determinare il livello delle giacenze di materiali, ad esempio di importazione odi uso stagionale, da mantenere in presenza di una notevole instabilità dei prezzi nel breveperiodo. L'acquisto meramente speculativo, invece, trae ragion d'essere, in ultima analisi, dallasola comparazione dei rischi e costi ad esso connessi e dei ricavi o vantaggi che ne conseguono.Questa tipologia di scorta dunque non assume, diversamente dalle altre citate, i caratteridell'investimento a rapido rigiro, dalla durata sostanzialmente illimitata, bensì è riconducibile ascelte di breve periodo, di natura episodica." (Grando, 1995, pp 206-209)"Utilizzando le due classificazioni per destinazione e per funzione come assi di una matrice, iquadranti che ottengono rappresentano diverse tipologie di scorte le cui entità sarannoinfluenzate dalle variabili sinteticamente presentate nella Figura 44.
Forme Materie prime Semilavorati Prodotti finiti
Funzioni
Transito Lontananza deifornitori
Localizzazione elayout stabilimenti
Tipologia del processoproduttivo
Sistema dimovimentazione
Lontananza deimercati serviti
Struttura delladistribuzione
Organizzazione Lotti d'acquisto
Flessibilità deifornitori
Tecnologia delprocesso produttivo
Lotti di produzione
Flessibilità degliimpianti
Bilanciamento dellefasi produttive
Lotti di distribuzione
Flessibilità del sistemaproduttivo
Sicurezza Puntualitàdei fornitori
Livelliquantitativi
Affidabilità degliimpianti
Fluttuazioni dellaproduttività
Qualità di processo
Affidabilità delleprevisioni
Fluttuazioni delladomanda
Figura 44 - Tipologie di scorte e variabili che le influenzano, (Fonte Di Meo tratto da A. Zanonicontenuto in Rispoli, 1989)
L'analisi della matrice consente di rilevare che, in una situazione ideale, in cui i rifornimenti, ilprocesso produttivo e l'assorbimento di mercato fossero costanti ed equilibrati, le scortepotrebbero essere limitate ai materiali in transito. Ogni quantitativo ulteriore è un«ammortizzatore» creato per superare vincoli e ostacoli, non necessariamente di ordinelogistico, che impediscono la perfetta fluidità dei materiali." (Zanoni, 1989, pp. 485-486)
100
2.C - I metodi di gestione delle scorte
"La gestione dei flussi di materiali mira a garantire la continua disponibilità dei materiali, aminimizzare l'investimento in capitale circolante e gli impieghi di risorse necessarie e aottimizzare l'utilizzo della capacità produttiva nel breve-medio termine. I vari materiali possonoessere discriminati secondo le loro caratteristiche al fine di differenziare le logiche gestionali diciascuno. Le caratteristiche principali sono:• la natura della domanda, che può essere dipendente (quando i fabbisogni del materiale
derivano dalla richiesta di materiali di livello superiore, che incorporano i primi) oindipendente (tipicamente nel caso dei prodotti finiti, delle parti di ricambio e dei materialidi consumo);
• il valore di impiego (o di consumo), di un materiale, corrispondente al prodotto della quantitàconsumata in un'unità di tempo per il suo valore unitario;
• la frequenza di consumo, che influenza in modo diretto la prevedibilità dei consumi; in caso dielevata frequenza si parla in genere di consumo continuo.
Secondo la combinazione delle caratteristiche sopra esposte risulta conveniente adottare logichedi gestione dei materiali di tipo look back o look ahead, ai quali corrispondono rispettivamentecriteri di lancio degli ordini di produzione di tipo stock control o flow control.Nella logica look back un ordine di produzione viene lanciato quando la scorta del materialerisulta insufficiente a coprire i fabbisogni pianificati per i periodi futuri, calcolati sulla base deitassi di consumo e del tempo necessario per l'approvvigionamento. Secondo la logica lookahead un ordine viene lanciato sulla base del fabbisogno del materiale per un periodo futuro,calcolato in funzione della programmazione della produzione.La logica look back è orientata alla ricostituzione della scorta in via di esaurimento; ha ilvantaggio di essere di semplice applicazione, in quanto richiede soltanto l'osservazione di unindicatore di livello (la quantità di scorte); tuttavia, comporta in genere un maggioreinvestimento medio in scorte. La logica look ahead, invece, si fonda sulla pianificazione deifabbisogni e presenta quindi lo svantaggio di richiedere elaborazioni più complesse(Pivato eGilardoni, 2000 pp.215-230)Rientrano tra le tecniche di look back o stock control:
- il metodo a tempo fisso- il metodo a quantità fissa o lotto economico.
Rientrano tra le tecniche di look ahead o flow control:- il Material Requirement Planning - MRP- il Just In Time - JIT.
" Possiamo immaginare le scorte come dei "serbatoi" di materie prime o prodotti finiti cuiattingono rispettivamente i responsabili della produzione e i consumatori. Una gestione correttaconsiste nell'assicurare un buon servizio a chi attinge alle scorte: ciò significa decidere quantocapace deve essere il "serbatoio" e quando - e quanto - lo si deve "riempire". La gestione dellescorte ruota dunque attorno a questi tre concetti: l'entità massima di scorta, il punto di riordino ela quantità di riordinare.Diverse filosofie a confronto: 1. adeguare le scorte ai ritmi di impiegoUno degli approcci più diffusi al problema consiste nel prevedere fabbisogno e ritmo diconsumo nel tempo, così da programmare gli ordini di approvvigionamento. E' una filosofia chesi adatta soprattutto alla gestione delle materie prime destinate ad alimentare processiindustriali: l'obiettivo teorico sarebbe quello di non avere mai prodotti finiti a scorta e di avere imagazzini di materie prime i più bassi possibile. In tal caso la parte del leone la farebbero lescorte di semilavorati.La premessa indispensabile per raggiungere un obiettivo del genere è conoscere esattamente checosa si deve produrre e quando, quali materie prime sono necessarie e in che quantità, in qualefase del processo produttivo si ha bisogno di ogni singolo input, e infine quanto tempo occorreal fornitore per consegnare la merce. Si tratta di un volume di informazioni non indifferente, ma
101
che però sono tutte indispensabili se si vuole che il metodo funzioni correttamente. Volendoschematizzare meglio ciò che il responsabile delle scorte deve conoscere, diremo che glioccorrono almeno queste quattro informazioni:1. il piano di produzione (master production schedule): quando cioè si è previsto di avviare la
produzione di un particolare articolo. Di solito vengono predisposti piani mensili, anche seorizzonti diversi non costituiscono necessariamente un'eccezione. Aseconda dell'impresa edella dinamica di mercato gli scostamenti preventivo/consuntivo possono variare anchenotevolmente;
2. la distinta-base: cioè il tipo e il numero di componenti necessari per la realizzazione di unsingolo prodotto complesso;
3. i tempi di lavorazione e le quantità standard di materie prime lavorate: ciò significaconoscere quanto si impiega a realizzare un prodotto e in quale momento si ha bisogno dellesingole materie prime. In alcuni casi, il ciclo di lavorazione è tanto breve che tutti icomponenti devono essere disponibili subito; nei casi più complessi, però, i tempi siallungano, e se tutte le materie prime vengono consegnate insieme , alcune rimangonoinutilizzate per periodi anche non brevi: è in questi casi che le informazioni circa latempistica produttiva si dimostrano preziose;
4. i tempi medi di consegna: quanto tempo occorre cioè, ad ogni fornitore, per evadere unordine.
Questi quattro gruppi di informazioni servono, insieme, a decidere una corretta politica discorte: grazie al piano di produzione e alla distinta-base possiamo stabilire quanto acquistare,mentre i tempi di lavorazione e quelli di consegna, insieme al piano, aiutano a scegliere quandoordinare. Su questi semplici concetti si basa il metodo di gestione definito MRP (MaterialRequirement Planning). Nella realtà la sua applicazione è ben più complessa, come vedremo piùoltre in questo medesimo capitolo; gli elementi essenziali sono però quelli di una gestione"anticipatrice" delle scorte: bisogna cioè conoscere per tempo ciò di cui la produzione avràbisogno.
Diverse filosofie a confronto: 2. ottimizzare la gestione delle scorte, svincolandola dai ritmidi impiegoCi sono invece altre tecniche gestionali che non si preoccupano di rispettare tanto rigorosamentei tempi di produzione, pur continuando ad avere per obiettivo una corretta gestione economica.Queste tecniche sono particolarmente utili per la gestione dei magazzini prodotti finiti; sitrovano applicate soprattutto nella distribuzione, dove l'instabilità della domanda al dettagliorende impossibile un approccio "anticipatore".Tra queste possiamo citarne due, ispirate a logiche diverse. La prima è detta "gestione a tempofisso" e si preoccupa di reintegrare periodicamente i magazzini, portandoli ai livelli massimiprevisti. Ciò può accadere ogni settimana, o ogni mese, a seconda delle caratteristiche delprodotto a scorta. Quello che muta di volta in volta, anche notevolmente, è l'entità del riordino.Il secondo metodo invece, chiamato "a quantità fissa", richiede un controllo costante dellegiacenze e un reintegro - sempre della medesima - quando le scorte toccano un determinatolivello minimo. In questo caso non è più il volume del reintegro a mutare ma, ovviamente,l'intervallo tra un ordine e il successivo. Tale metodo è anche detto "a punto di riordino",intendendosi con questo termine il livello minimo di scorta, raggiunto il quale scatta il nuovoacquisto.Prima di continuare nello studio, è forse opportuno considerare la Figura 45, dove sonosintetizzate le caratteristiche salienti dei diversi metodi." (Schmenner, 1987, pp. 193-194)
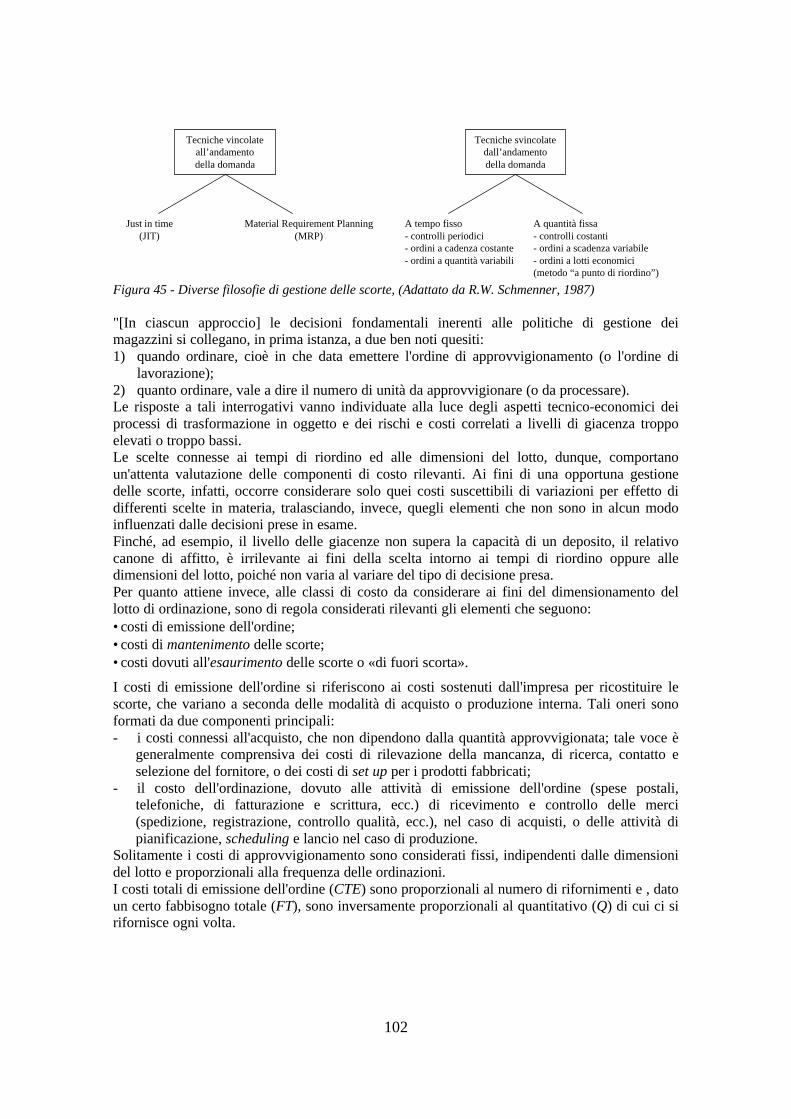
102
Figura 45 - Diverse filosofie di gestione delle scorte, (Adattato da R.W. Schmenner, 1987)
"[In ciascun approccio] le decisioni fondamentali inerenti alle politiche di gestione deimagazzini si collegano, in prima istanza, a due ben noti quesiti:1) quando ordinare, cioè in che data emettere l'ordine di approvvigionamento (o l'ordine di
lavorazione);2) quanto ordinare, vale a dire il numero di unità da approvvigionare (o da processare).Le risposte a tali interrogativi vanno individuate alla luce degli aspetti tecnico-economici deiprocessi di trasformazione in oggetto e dei rischi e costi correlati a livelli di giacenza troppoelevati o troppo bassi.Le scelte connesse ai tempi di riordino ed alle dimensioni del lotto, dunque, comportanoun'attenta valutazione delle componenti di costo rilevanti. Ai fini di una opportuna gestionedelle scorte, infatti, occorre considerare solo quei costi suscettibili di variazioni per effetto didifferenti scelte in materia, tralasciando, invece, quegli elementi che non sono in alcun modoinfluenzati dalle decisioni prese in esame.Finché, ad esempio, il livello delle giacenze non supera la capacità di un deposito, il relativocanone di affitto, è irrilevante ai fini della scelta intorno ai tempi di riordino oppure alledimensioni del lotto, poiché non varia al variare del tipo di decisione presa.Per quanto attiene invece, alle classi di costo da considerare ai fini del dimensionamento dellotto di ordinazione, sono di regola considerati rilevanti gli elementi che seguono:• costi di emissione dell'ordine;• costi di mantenimento delle scorte;• costi dovuti all'esaurimento delle scorte o «di fuori scorta».
I costi di emissione dell'ordine si riferiscono ai costi sostenuti dall'impresa per ricostituire lescorte, che variano a seconda delle modalità di acquisto o produzione interna. Tali oneri sonoformati da due componenti principali:- i costi connessi all'acquisto, che non dipendono dalla quantità approvvigionata; tale voce è
generalmente comprensiva dei costi di rilevazione della mancanza, di ricerca, contatto eselezione del fornitore, o dei costi di set up per i prodotti fabbricati;
- il costo dell'ordinazione, dovuto alle attività di emissione dell'ordine (spese postali,telefoniche, di fatturazione e scrittura, ecc.) di ricevimento e controllo delle merci(spedizione, registrazione, controllo qualità, ecc.), nel caso di acquisti, o delle attività dipianificazione, scheduling e lancio nel caso di produzione.
Solitamente i costi di approvvigionamento sono considerati fissi, indipendenti dalle dimensionidel lotto e proporzionali alla frequenza delle ordinazioni.I costi totali di emissione dell'ordine (CTE) sono proporzionali al numero di rifornimenti e , datoun certo fabbisogno totale (FT), sono inversamente proporzionali al quantitativo (Q) di cui ci sirifornisce ogni volta.
Tecniche svincolatedall’andamentodella domanda
A tempo fisso- controlli periodici- ordini a cadenza costante- ordini a quantità variabili
A quantità fissa- controlli costanti- ordini a scadenza variabile- ordini a lotti economici(metodo “a punto di riordino”)
Tecniche vincolateall’andamentodella domanda
Just in time(JIT)
Material Requirement Planning(MRP)
103
I costi di mantenimento sono formati:- dai costi direttamente correlati all'esercizio di magazzini e depositi (affitti, riscaldamento,
illuminazione, personale, manutenzione, assicurazioni e tasse), per la parte rilevante, cioèinfluenzata dalla decisione relativa all'entità del lotto di approvvigionamento; con ciò siintende sostanzialmente la componente variabile di tali costi, essendo la componente fissairrilevante ai fini della decisione;
- dai costi per fatti di obsolescenza e deterioramento, nonché per eventuali furti, cali esprechi;
- dal costo dei mezzi finanziari assorbiti dalle scorte.Quest'ultimo elemento dipende evidentemente dal costo del capitale per l'impresa (inteso comecosto medio delle varie fonti di finanziamento), dal volume dei mezzi impiegati e dal tempo dipermanenza delle scorte a magazzino. Nell'ottica differenziale, l'investimento deve esserevalutato con attenzione, facendo riferimento alle sole uscite monetarie effettivamente sostenuteper i fattori (materiali, manodopera e spese generali) assorbiti dalle rimanenze. Poiché il costo dimantenimento delle scorte risulta proporzionale al valore della merce in giacenza in ogni istantedi un dato intervallo di tempo, ciò equivale a dire che è proporzionale al valore della scortamedia in tale intervallo."Il costo totale di mantenimento (CTM) è direttamente proporzionale al valore monetario dellescorte e viene solitamente espresso in forma percentuale (Cmu). Pertanto indicando con SM ilvalore della giacenza media si avrà:
CTM = SM x Cmu
I costi dipendenti dall'esaurimento delle giacenze di magazzino (fuori scorta) si generanoallorché l'impresa non riesce a far fronte tempestivamente (o non è affatto in grado dirispondere) alle richieste del mercato, o al fabbisogno interno. Nel caso di scorte di materieprime o di semilavorati, la situazione di sottoscorta può comportare onerose fermate degliimpianti, costi di riattrezzaggio per convertire le produzioni, tempi di attesa, ecc.; nel caso diprodotti finiti, i costi in esame sono connessi all'allontanamento temporaneo o definitivo delcliente insoddisfatto, all'attuazione di interventi di emergenza, acquisti fuori piazza, ecc. Inprima approssimazione per i prodotti finiti il costo unitario di sottoscorta (Csu) è costituito dallaperdita di margine di contribuzione causato dalla mancata vendita. L'esatta quantificazione ditali oneri risulta difficile quando si tenti di determinare il costo strategico dovuto alla perdita diun cliente e al deterioramento dell'immagine aziendale, mentre appare più semplice determinareil costo connesso all'esaurimento di materie prime e semilavorati. …
La conoscenza di Csu e di Cmu è essenziale per quantificare in funzione dei soli costi il grado disicurezza (GS) in base al quale gestire le scorte. Esso rappresenta la percentuale dei casi in cuil'impresa dovrebbe essere in grado di fronteggiare il fabbisogno al fine di minimizzare lasomma dei costi di sottoscorta e di quelli di mantenimento.
La formula esprime e consente di quantificare un concetto intuitivo: il grado di sicurezza daassicurare con le scorte è tanto maggiore quanto più elevati sono i costi di sottoscorta e quantominori sono i costi di mantenimento. …
CTE =FT
Q
GS =Csu
Cmu + Csu
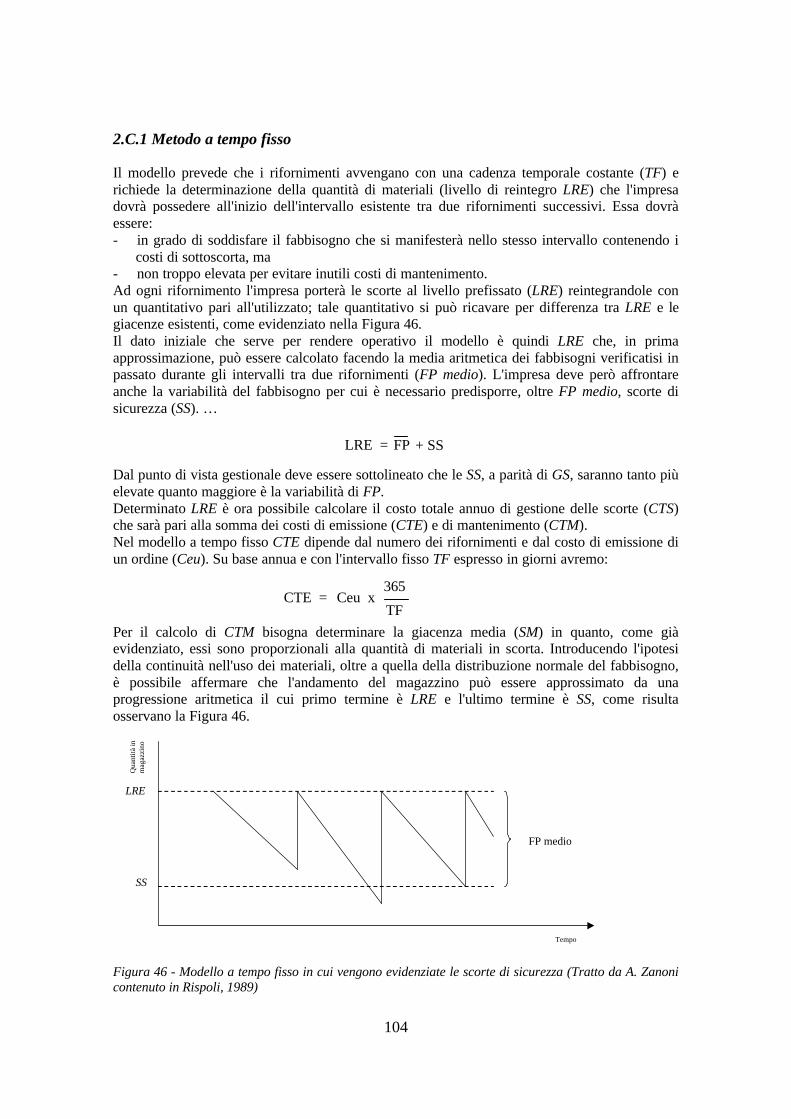
104
2.C.1 Metodo a tempo fisso
Il modello prevede che i rifornimenti avvengano con una cadenza temporale costante (TF) erichiede la determinazione della quantità di materiali (livello di reintegro LRE) che l'impresadovrà possedere all'inizio dell'intervallo esistente tra due rifornimenti successivi. Essa dovràessere:- in grado di soddisfare il fabbisogno che si manifesterà nello stesso intervallo contenendo i
costi di sottoscorta, ma- non troppo elevata per evitare inutili costi di mantenimento.Ad ogni rifornimento l'impresa porterà le scorte al livello prefissato (LRE) reintegrandole conun quantitativo pari all'utilizzato; tale quantitativo si può ricavare per differenza tra LRE e legiacenze esistenti, come evidenziato nella Figura 46.Il dato iniziale che serve per rendere operativo il modello è quindi LRE che, in primaapprossimazione, può essere calcolato facendo la media aritmetica dei fabbisogni verificatisi inpassato durante gli intervalli tra due rifornimenti (FP medio). L'impresa deve però affrontareanche la variabilità del fabbisogno per cui è necessario predisporre, oltre FP medio, scorte disicurezza (SS). …
Dal punto di vista gestionale deve essere sottolineato che le SS, a parità di GS, saranno tanto piùelevate quanto maggiore è la variabilità di FP.Determinato LRE è ora possibile calcolare il costo totale annuo di gestione delle scorte (CTS)che sarà pari alla somma dei costi di emissione (CTE) e di mantenimento (CTM).Nel modello a tempo fisso CTE dipende dal numero dei rifornimenti e dal costo di emissione diun ordine (Ceu). Su base annua e con l'intervallo fisso TF espresso in giorni avremo:
Per il calcolo di CTM bisogna determinare la giacenza media (SM) in quanto, come giàevidenziato, essi sono proporzionali alla quantità di materiali in scorta. Introducendo l'ipotesidella continuità nell'uso dei materiali, oltre a quella della distribuzione normale del fabbisogno,è possibile affermare che l'andamento del magazzino può essere approssimato da unaprogressione aritmetica il cui primo termine è LRE e l'ultimo termine è SS, come risultaosservano la Figura 46.
Figura 46 - Modello a tempo fisso in cui vengono evidenziate le scorte di sicurezza (Tratto da A. Zanonicontenuto in Rispoli, 1989)
CTE =365
TFCeu x
LRE
SS
Qua
ntità
inm
agaz
zino
Tempo
FP medio
LRE = FP + SS
105
La media di tale progressione è:
Conoscendo il costo di mantenimento unitario (Cmu) avremo:
E quindi:
Il modello a tempo fisso presenta i vantaggi di semplificare le operazioni di controllo e dirichiedere un numero ridotto di informazioni. Per contro, presenta un livello di scorte superiori.Risulta quindi appropriato per i materiali il cui costo di mantenimento sia relativamente basso equando il riferimento a cadenza fissa consenta forti risparmi nei costi di emissione. Quest'ultimasituazione si può verificare, ad esempio, qualora il fornitore abbia attivato propri programmi diraccolta ordini e consegna periodici o quando dal medesimo fornitore si acquistinocontemporaneamente diversi materiali e si cerchi di ridurre l'incidenza degli oneri di trasporto.
2.C.2 Metodo a quantità fissa
Il modello è basato sulla ricerca della quantità in grado di minimizzare i costi totali di gestionedelle scorte.Prima di affrontare tale determinazione è però opportuno analizzare il processo di riordinotipico di questo modello. In ipotesi di rifornimento immediato (LT = 0) il prelievo dell'ultimaunità dal magazzino determina l'emissione dell'ordine di Q che reintegra le scorte e rendedisponibili i materiali.Il vincolo è però troppo restrittivo; di norma tra l'emissione dell'ordine e la disponibilità deimateriali intercorre un tempo di riordino pari al lead time delle fasi che stanno a monte.E' indispensabile anticipare l'emissione dell'ordine al momento in cui in magazzino esiste unagiacenza in grado di soddisfare il fabbisogno durante LT. Inoltre, per affrontare la variabilità delfabbisogno durante LT è necessario predisporre scorte di sicurezza. Conoscendo LT e ilfabbisogno medio per unità di tempo (FU medio) e il livello di scorte di sicurezza (SS) l'ordinedovrà essere emesso quando in magazzino le scorte raggiungono il livello di riordino (LRI)(Figura 47), cioè
SM =LRE + SS
2 =
(FP + SS) + SS
2 =
FP
2+ SS
CTM = (FP
2+ SSCmu x )
CTS = CTE + CTM =365
TFCeu x (
FP
2+ SS+ Cmu x )
LRI = FU x LT + SS
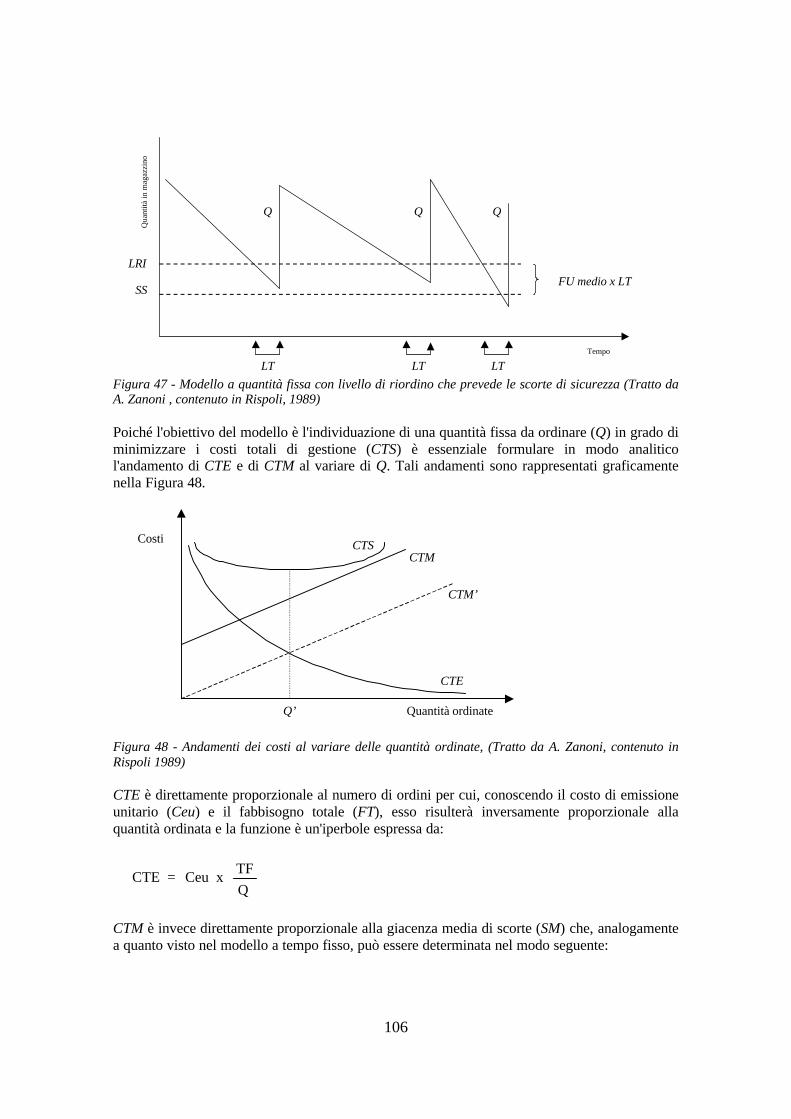
106
Figura 47 - Modello a quantità fissa con livello di riordino che prevede le scorte di sicurezza (Tratto daA. Zanoni , contenuto in Rispoli, 1989)
Poiché l'obiettivo del modello è l'individuazione di una quantità fissa da ordinare (Q) in grado diminimizzare i costi totali di gestione (CTS) è essenziale formulare in modo analiticol'andamento di CTE e di CTM al variare di Q. Tali andamenti sono rappresentati graficamentenella Figura 48.
Figura 48 - Andamenti dei costi al variare delle quantità ordinate, (Tratto da A. Zanoni, contenuto inRispoli 1989)
CTE è direttamente proporzionale al numero di ordini per cui, conoscendo il costo di emissioneunitario (Ceu) e il fabbisogno totale (FT), esso risulterà inversamente proporzionale allaquantità ordinata e la funzione è un'iperbole espressa da:
CTM è invece direttamente proporzionale alla giacenza media di scorte (SM) che, analogamentea quanto visto nel modello a tempo fisso, può essere determinata nel modo seguente:
LRI
SS
Qua
ntità
in m
agaz
zino
Tempo
FU medio x LT
LT LT LT
Q Q Q
Quantità ordinate
Costi CTSCTM
CTM’
Q’
CTE
CTE =Q
Ceu xTF

107
E' opportuno sottolineare come il livello massimo di magazzino, e quindi anche la giacenzamedia, siano direttamente proporzionali alla quantità che si ordina. Conoscendo il costo dimantenimento unitario (Cmu) si può ricavare:
La somma di CTE e CTM consente di ricavare CTS e ricostruire la seguente relazione che legaquest'ultimo a Q:
La quantità che consente di minimizzare CTS può essere ricavata, oltre che graficamente e pertentativi, mediante un processo di derivazione rispetto a Q. Avremo:
e quindi:
E' possibile notare come Q' che minimizza CTS, chiamato lotto economico o Economic OrderQuantity (ECQ), risulti:a) indipendente dalle scorte di sicurezza;b) legato in modo diretto con il fabbisogno e con i costi di emissione;c) legato in modo inverso con i costi di mantenimento.Si evidenzia però che la presenza della radice quadrata fa sì che, al variare dei fattori indicatinella formula, la quantità vari in modo non lineare.L'applicazione integrale del modello richiede poi il superamento di alcune difficoltà che nonpossono essere sottaciute. A titolo esemplificativo si pensi:- alla determinazione di Ceu e di Cmu;- all'adeguamento del sistema informativo necessario per tenere sotto controllo il livello dei
magazzini e per poter individuare con tempestività il raggiungimento di LRI;- all'esigenza di modificare Q' ogniqualvolta si verifichino variazioni in uno degli elementi
della formula.Tali difficoltà fanno sì che venga applicato solo in alcune condizioni e a materiali chepresentano un valore d'impiego significativo per evitare che i costi dell'informazione e delcontrollo siano superiori ai benefici ottenibili con la riduzione del CTS.Nonostante i limiti evidenti e i problemi connessi all'applicabilità, il lotto economico, cheemerge dal modello a quantità fissa, ha un'elevata validità concettuale e può costituire un utilepunto di riferimento per iniziare ad affrontare il problema delle scorte.
SM =(Q + SS) + SS
2 =
Q
2+ SS
CTM = (Q
2+ SSCmu x )
CTS =FT
QCeu x (
Q
2+ SS+ Cmu x )
= -FT
Q2
Ceu x Cmu
2+d CTS
d Q
FT
Cmu
2 Ceu xQ’ =
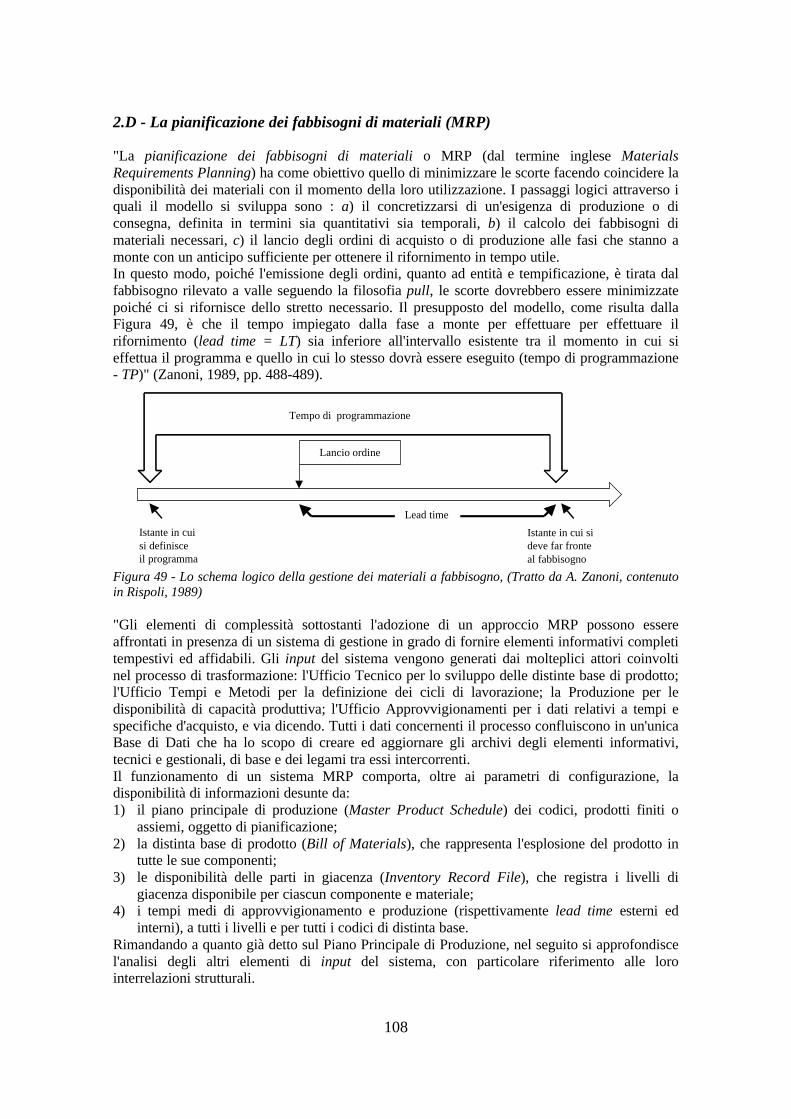
108
2.D - La pianificazione dei fabbisogni di materiali (MRP)
"La pianificazione dei fabbisogni di materiali o MRP (dal termine inglese MaterialsRequirements Planning) ha come obiettivo quello di minimizzare le scorte facendo coincidere ladisponibilità dei materiali con il momento della loro utilizzazione. I passaggi logici attraverso iquali il modello si sviluppa sono : a) il concretizzarsi di un'esigenza di produzione o diconsegna, definita in termini sia quantitativi sia temporali, b) il calcolo dei fabbisogni dimateriali necessari, c) il lancio degli ordini di acquisto o di produzione alle fasi che stanno amonte con un anticipo sufficiente per ottenere il rifornimento in tempo utile.In questo modo, poiché l'emissione degli ordini, quanto ad entità e tempificazione, è tirata dalfabbisogno rilevato a valle seguendo la filosofia pull, le scorte dovrebbero essere minimizzatepoiché ci si rifornisce dello stretto necessario. Il presupposto del modello, come risulta dallaFigura 49, è che il tempo impiegato dalla fase a monte per effettuare per effettuare ilrifornimento (lead time = LT) sia inferiore all'intervallo esistente tra il momento in cui sieffettua il programma e quello in cui lo stesso dovrà essere eseguito (tempo di programmazione- TP)" (Zanoni, 1989, pp. 488-489).
Figura 49 - Lo schema logico della gestione dei materiali a fabbisogno, (Tratto da A. Zanoni, contenutoin Rispoli, 1989)
"Gli elementi di complessità sottostanti l'adozione di un approccio MRP possono essereaffrontati in presenza di un sistema di gestione in grado di fornire elementi informativi completitempestivi ed affidabili. Gli input del sistema vengono generati dai molteplici attori coinvoltinel processo di trasformazione: l'Ufficio Tecnico per lo sviluppo delle distinte base di prodotto;l'Ufficio Tempi e Metodi per la definizione dei cicli di lavorazione; la Produzione per ledisponibilità di capacità produttiva; l'Ufficio Approvvigionamenti per i dati relativi a tempi especifiche d'acquisto, e via dicendo. Tutti i dati concernenti il processo confluiscono in un'unicaBase di Dati che ha lo scopo di creare ed aggiornare gli archivi degli elementi informativi,tecnici e gestionali, di base e dei legami tra essi intercorrenti.Il funzionamento di un sistema MRP comporta, oltre ai parametri di configurazione, ladisponibilità di informazioni desunte da:1) il piano principale di produzione (Master Product Schedule) dei codici, prodotti finiti o
assiemi, oggetto di pianificazione;2) la distinta base di prodotto (Bill of Materials), che rappresenta l'esplosione del prodotto in
tutte le sue componenti;3) le disponibilità delle parti in giacenza (Inventory Record File), che registra i livelli di
giacenza disponibile per ciascun componente e materiale;4) i tempi medi di approvvigionamento e produzione (rispettivamente lead time esterni ed
interni), a tutti i livelli e per tutti i codici di distinta base.Rimandando a quanto già detto sul Piano Principale di Produzione, nel seguito si approfondiscel'analisi degli altri elementi di input del sistema, con particolare riferimento alle lorointerrelazioni strutturali.
Tempo di programmazione
Lancio ordine
Lead time
Istante in cuisi definisceil programma
Istante in cui sideve far fronteal fabbisogno
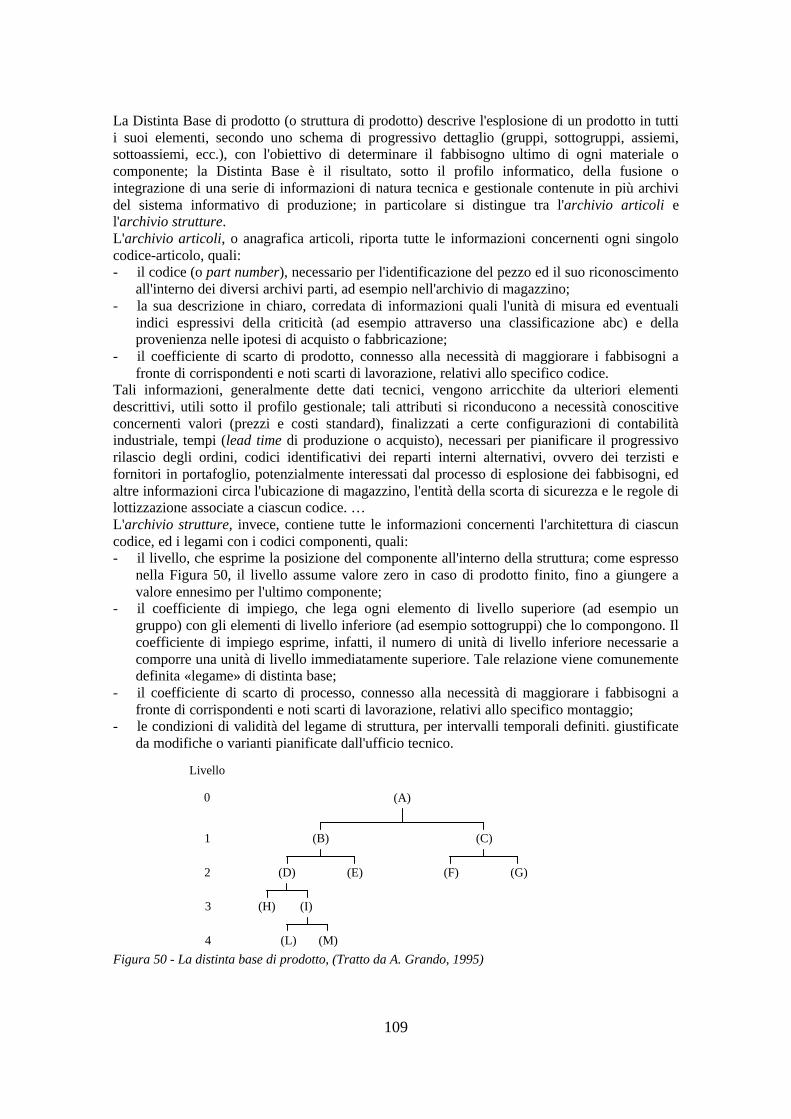
109
La Distinta Base di prodotto (o struttura di prodotto) descrive l'esplosione di un prodotto in tuttii suoi elementi, secondo uno schema di progressivo dettaglio (gruppi, sottogruppi, assiemi,sottoassiemi, ecc.), con l'obiettivo di determinare il fabbisogno ultimo di ogni materiale ocomponente; la Distinta Base è il risultato, sotto il profilo informatico, della fusione ointegrazione di una serie di informazioni di natura tecnica e gestionale contenute in più archividel sistema informativo di produzione; in particolare si distingue tra l'archivio articoli el'archivio strutture.L'archivio articoli, o anagrafica articoli, riporta tutte le informazioni concernenti ogni singolocodice-articolo, quali:- il codice (o part number), necessario per l'identificazione del pezzo ed il suo riconoscimento
all'interno dei diversi archivi parti, ad esempio nell'archivio di magazzino;- la sua descrizione in chiaro, corredata di informazioni quali l'unità di misura ed eventuali
indici espressivi della criticità (ad esempio attraverso una classificazione abc) e dellaprovenienza nelle ipotesi di acquisto o fabbricazione;
- il coefficiente di scarto di prodotto, connesso alla necessità di maggiorare i fabbisogni afronte di corrispondenti e noti scarti di lavorazione, relativi allo specifico codice.
Tali informazioni, generalmente dette dati tecnici, vengono arricchite da ulteriori elementidescrittivi, utili sotto il profilo gestionale; tali attributi si riconducono a necessità conoscitiveconcernenti valori (prezzi e costi standard), finalizzati a certe configurazioni di contabilitàindustriale, tempi (lead time di produzione o acquisto), necessari per pianificare il progressivorilascio degli ordini, codici identificativi dei reparti interni alternativi, ovvero dei terzisti efornitori in portafoglio, potenzialmente interessati dal processo di esplosione dei fabbisogni, edaltre informazioni circa l'ubicazione di magazzino, l'entità della scorta di sicurezza e le regole dilottizzazione associate a ciascun codice. …L'archivio strutture, invece, contiene tutte le informazioni concernenti l'architettura di ciascuncodice, ed i legami con i codici componenti, quali:- il livello, che esprime la posizione del componente all'interno della struttura; come espresso
nella Figura 50, il livello assume valore zero in caso di prodotto finito, fino a giungere avalore ennesimo per l'ultimo componente;
- il coefficiente di impiego, che lega ogni elemento di livello superiore (ad esempio ungruppo) con gli elementi di livello inferiore (ad esempio sottogruppi) che lo compongono. Ilcoefficiente di impiego esprime, infatti, il numero di unità di livello inferiore necessarie acomporre una unità di livello immediatamente superiore. Tale relazione viene comunementedefinita «legame» di distinta base;
- il coefficiente di scarto di processo, connesso alla necessità di maggiorare i fabbisogni afronte di corrispondenti e noti scarti di lavorazione, relativi allo specifico montaggio;
- le condizioni di validità del legame di struttura, per intervalli temporali definiti. giustificateda modifiche o varianti pianificate dall'ufficio tecnico.
Figura 50 - La distinta base di prodotto, (Tratto da A. Grando, 1995)
Livello
0
1
2
3
4
(A)
(C)(B)
(F)(D) (G)(E)
(H) (I)
(L) (M)
110
Ulteriori elementi del sistema informativo di produzione vengono raccolti nell'Archivio Cicli eCentri di Lavoro. I cicli, sviluppati dall'ente Tempi e Metodi, definiscono la sequenza delle fasiin base a vincoli di natura tecnica e di convenienza economica, i tempi di esecuzione ed attesa,gli utensili e le attrezzature impiegate, eventuali raccomandazioni o prescrizioni di lavorazione.Tali dati sono integrati con quelli relativi ai Centri di lavoro, ovvero alle risorse disponibili(turni di manodopera, efficienza dei macchinari, tempi di trasporto) per la corretta esecuzionedei lavori e per l'ottimizzazione dei carichi.Al sistema informativo così organizzato è possibile accedere secondo differenti modalità diinterrogazione, ottenendo ragguagli circa lo stato degli ordini in corso, le disponibilità amagazzino, i quantitativi di scorta in ordine o impegnati, le date di prevista consegna o leinfattibilità. La costruzione e lo sviluppo delle distinte base vengono realizzate dall'ufficiotecnico, integrando i dati contenuti nel sistema informativo di produzione attraversoelaborazioni dette esplosioni ed implosioni a uno o più livelli. L'esplosione consiste nella ricercascalare di tutti i componenti riferiti ad un articolo; tale interrogazione può limitarsi ad un sololivello, ovvero riferirsi a più livelli, in cascata, fino al livello ennesimo. Per contro, si definisceimplosione la ricerca di tutti gli articoli e assiemi in cui un determinato componente vienedirettamente impiegato; anche in tal caso ci si può limitare ad un solo livello o verificare tutti ipossibili impieghi di una parte, fino al livello zero di prodotto finito. Attraverso una esplosionea più livelli, ad esempio, della struttura di un personal computer, si può determinare ilfabbisogno di determinate unità di memoria o componenti; per contro, risalendo per implosionea più livelli dal codice parte di una specifica unità di memoria, si desume in quali i diversimodelli di personal computer in gamma ne è prevista l'installazione.Il meccanismo di funzionamento del MRP consiste nel calcolo dei fabbisogni di componenti emateriali a ciascun livello di assiemaggio o fabbricazione, partendo dal programma di prodottifiniti da assemblare sino a giungere al livello di massima scomposizione, attraverso l'impiegodei dati racchiusi in distinta base. In tal modo il MRP, operando per periodi e per livelli,permette un rigoroso controllo sulla tempificazione di ciascun ordine (grazie ai lead timeprecalcolati) e sulle entità in giacenza (saldi netti dell'archivio parti in giacenza), in arrivo o daordinare. Talvolta, i fabbisogni lordi vengono opportunamente maggiorati per tener conto deicoefficienti di scarto (di prodotto o di processo) indicati in anagrafica articoli e archiviostrutture, calcolati in base alla difettosità normale riscontrata dal controllo in accettazione o direparto, rispettivamente per i codici approvvigionati o realizzati internamente.Per meglio chiarire il funzionamento del modello si consideri il seguente esempio. Si suppongadi avere definito il programma di produzione del prodotto (A) e che siano del pari noti gli altrielementi necessari al funzionamento di un sistema MRP, ovvero:• la distinta base del prodotto (A), con le indicazioni per livello dei lead-time e dei coefficienti di
impiego, rappresentati nella Figura 51;• l'archivio parti con i livelli di giacenza per ciascun codice.
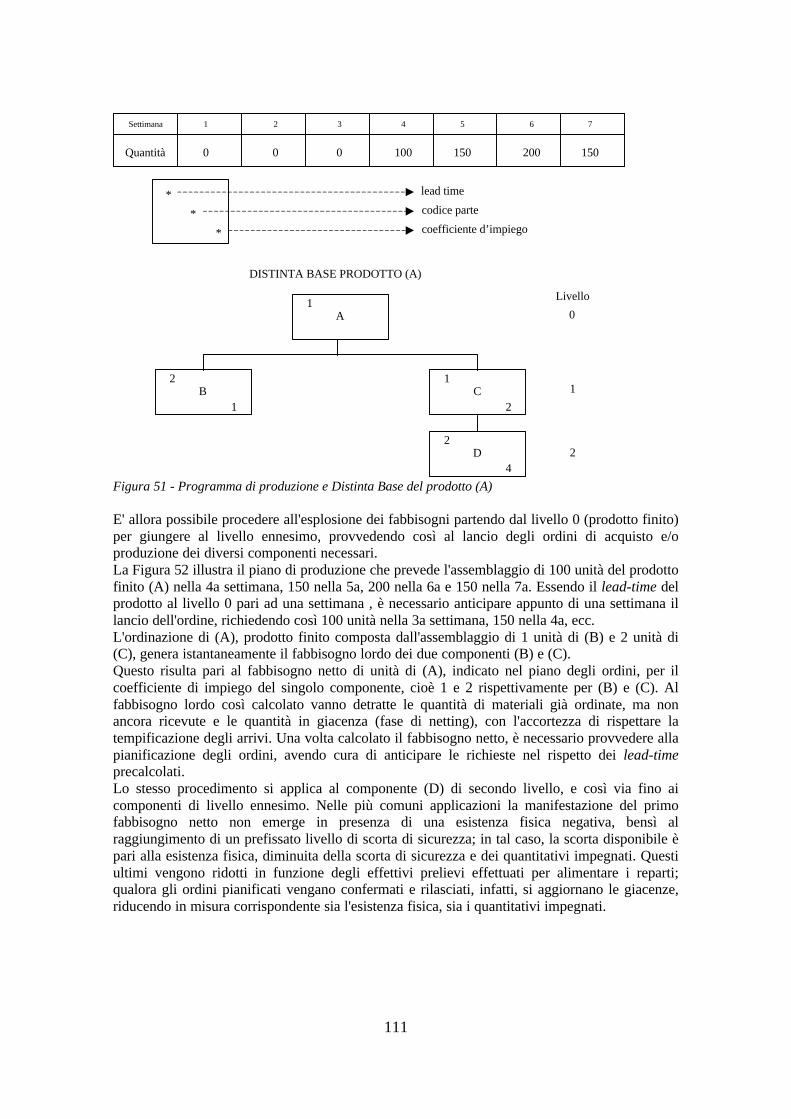
111
Figura 51 - Programma di produzione e Distinta Base del prodotto (A)
E' allora possibile procedere all'esplosione dei fabbisogni partendo dal livello 0 (prodotto finito)per giungere al livello ennesimo, provvedendo così al lancio degli ordini di acquisto e/oproduzione dei diversi componenti necessari.La Figura 52 illustra il piano di produzione che prevede l'assemblaggio di 100 unità del prodottofinito (A) nella 4a settimana, 150 nella 5a, 200 nella 6a e 150 nella 7a. Essendo il lead-time delprodotto al livello 0 pari ad una settimana , è necessario anticipare appunto di una settimana illancio dell'ordine, richiedendo così 100 unità nella 3a settimana, 150 nella 4a, ecc.L'ordinazione di (A), prodotto finito composta dall'assemblaggio di 1 unità di (B) e 2 unità di(C), genera istantaneamente il fabbisogno lordo dei due componenti (B) e (C).Questo risulta pari al fabbisogno netto di unità di (A), indicato nel piano degli ordini, per ilcoefficiente di impiego del singolo componente, cioè 1 e 2 rispettivamente per (B) e (C). Alfabbisogno lordo così calcolato vanno detratte le quantità di materiali già ordinate, ma nonancora ricevute e le quantità in giacenza (fase di netting), con l'accortezza di rispettare latempificazione degli arrivi. Una volta calcolato il fabbisogno netto, è necessario provvedere allapianificazione degli ordini, avendo cura di anticipare le richieste nel rispetto dei lead-timeprecalcolati.Lo stesso procedimento si applica al componente (D) di secondo livello, e così via fino aicomponenti di livello ennesimo. Nelle più comuni applicazioni la manifestazione del primofabbisogno netto non emerge in presenza di una esistenza fisica negativa, bensì alraggiungimento di un prefissato livello di scorta di sicurezza; in tal caso, la scorta disponibile èpari alla esistenza fisica, diminuita della scorta di sicurezza e dei quantitativi impegnati. Questiultimi vengono ridotti in funzione degli effettivi prelievi effettuati per alimentare i reparti;qualora gli ordini pianificati vengano confermati e rilasciati, infatti, si aggiornano le giacenze,riducendo in misura corrispondente sia l'esistenza fisica, sia i quantitativi impegnati.
0Quantità 0 0 100 150 200 150
1Settimana 2 3 4 5 6 7
lead time
codice parte
coefficiente d’impiego
*
*
*
1A
2B
1
1C
2
2D
4
DISTINTA BASE PRODOTTO (A)
Livello
0
1
2

112
Figura 52 - La pianificazione dei fabbisogni di materiali, (Tratto da A. Grando, 1995)
Prima di osservare i vantaggi legati all'adozione di un sistema MRP, sembra opportuno svolgerealcune ulteriori considerazioni. Innanzitutto si sottolinea che generalmente tali applicazionioperano a «capacità infinita», ovvero sviluppano l'esplosione dei fabbisogni virtualmente inassenza di vincoli di capacità, generando, di conseguenza, carichi di lavoro per i reparti edordini per i materiali di acquisto talvolta non compatibili con le capacità in essere. Da tale limitediscende la necessità di prevedere, a valle dell'elaborazione MRP, interventi di scheduling,attraverso l'impiego di opportune regole di livellamento o di pacchetti «schedulatori a capacitàfinita» che hanno lo scopo di generare profili di carico di reparto compatibili con i vincoli dicapacità ad esso associati; si tratta di algoritmi finalizzati all'identificazione della lottizzazione edel sequenziamento ottimali nel rispetto delle date di consegna e dei limiti di capacità produttivadisponibile. Il problema è in realtà reso assai complesso dalla necessità di dover tenere in debitoconto la variabilità dei tempi di set-up, generalmente correlata, come già menzionato, allasequenza stessa dei lotti da avviare in lavorazione. Il tema, ad evidenza, risulta critico nel brevee medio periodo e con riferimento a singole unità produttive (reparti, centri di lavoro, ecc.), inquanto, con riferimento ad orizzonti più lunghi e ad unità produttive più aggregate, lacompatibilità tra capacità disponibile e carico generato dall'esplosione si suppone confrontabile,
Prod. A
1Settimana 2 3 4 5 6 7
0Prog. prod. 0 0 100 150 200 1500Ordini 0 100 150 200 150
L.T. = 1
Comp. BL.T. = 2
0Fab. lordo 0 100 150 200 150
0In arrivo 0 0 0 0 0
C.I. = 1
150Giac. 150 150 50 -100 -300 -450
0Fab. netto 0 0 100 200 1500Ordini 100 200 150
Comp. CL.T. = 1
0Fab. lordo 0 200 300 400 300
0In arrivo 0 100 0 0 0
C.I. = 2
150Giac. 150 150 50 -250 -650 -950
0Fab. netto 0 0 250 400 3000Ordini 0 250 400 300
Comp. DL.T. = 2
0Fab. lordo 0 1.000 1.600 1.200
0In arrivo 0 0 0
C.I. = 4
600Giac. 600 600 -400 -2.000 -3.200
0Fab. netto 0 400 1.600 1.200400Ordini 1.600 1.200
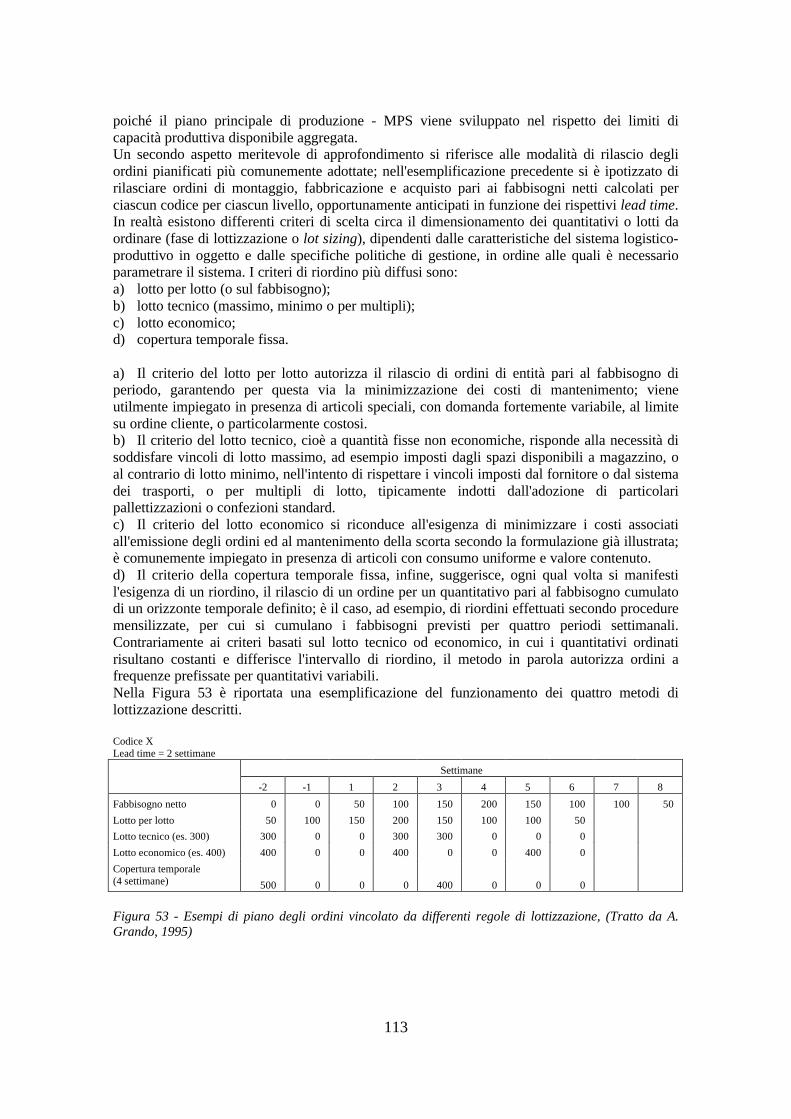
113
poiché il piano principale di produzione - MPS viene sviluppato nel rispetto dei limiti dicapacità produttiva disponibile aggregata.Un secondo aspetto meritevole di approfondimento si riferisce alle modalità di rilascio degliordini pianificati più comunemente adottate; nell'esemplificazione precedente si è ipotizzato dirilasciare ordini di montaggio, fabbricazione e acquisto pari ai fabbisogni netti calcolati perciascun codice per ciascun livello, opportunamente anticipati in funzione dei rispettivi lead time.In realtà esistono differenti criteri di scelta circa il dimensionamento dei quantitativi o lotti daordinare (fase di lottizzazione o lot sizing), dipendenti dalle caratteristiche del sistema logistico-produttivo in oggetto e dalle specifiche politiche di gestione, in ordine alle quali è necessarioparametrare il sistema. I criteri di riordino più diffusi sono:a) lotto per lotto (o sul fabbisogno);b) lotto tecnico (massimo, minimo o per multipli);c) lotto economico;d) copertura temporale fissa.
a) Il criterio del lotto per lotto autorizza il rilascio di ordini di entità pari al fabbisogno diperiodo, garantendo per questa via la minimizzazione dei costi di mantenimento; vieneutilmente impiegato in presenza di articoli speciali, con domanda fortemente variabile, al limitesu ordine cliente, o particolarmente costosi.b) Il criterio del lotto tecnico, cioè a quantità fisse non economiche, risponde alla necessità disoddisfare vincoli di lotto massimo, ad esempio imposti dagli spazi disponibili a magazzino, oal contrario di lotto minimo, nell'intento di rispettare i vincoli imposti dal fornitore o dal sistemadei trasporti, o per multipli di lotto, tipicamente indotti dall'adozione di particolaripallettizzazioni o confezioni standard.c) Il criterio del lotto economico si riconduce all'esigenza di minimizzare i costi associatiall'emissione degli ordini ed al mantenimento della scorta secondo la formulazione già illustrata;è comunemente impiegato in presenza di articoli con consumo uniforme e valore contenuto.d) Il criterio della copertura temporale fissa, infine, suggerisce, ogni qual volta si manifestil'esigenza di un riordino, il rilascio di un ordine per un quantitativo pari al fabbisogno cumulatodi un orizzonte temporale definito; è il caso, ad esempio, di riordini effettuati secondo proceduremensilizzate, per cui si cumulano i fabbisogni previsti per quattro periodi settimanali.Contrariamente ai criteri basati sul lotto tecnico od economico, in cui i quantitativi ordinatirisultano costanti e differisce l'intervallo di riordino, il metodo in parola autorizza ordini afrequenze prefissate per quantitativi variabili.Nella Figura 53 è riportata una esemplificazione del funzionamento dei quattro metodi dilottizzazione descritti.
Codice XLead time = 2 settimane
Settimane
-2 -1 1 2 3 4 5 6 7 8
Fabbisogno netto 0 0 50 100 150 200 150 100 100 50
Lotto per lotto 50 100 150 200 150 100 100 50
Lotto tecnico (es. 300) 300 0 0 300 300 0 0 0
Lotto economico (es. 400) 400 0 0 400 0 0 400 0
Copertura temporale(4 settimane) 500 0 0 0 400 0 0 0
Figura 53 - Esempi di piano degli ordini vincolato da differenti regole di lottizzazione, (Tratto da A.Grando, 1995)
114
Le distinte baseLa distinta base è l'insieme informaticamente organizzato dei legami padre-figlio esistenti tracodici contenuti negli archivi parti e strutture, appartenenti ad un codice di livello superiore,prodotto finito o semilavorato. La natura di tale «insieme organizzato di legami» discende dallecaratteristiche definite dall'ufficio tecnico in sede di progettazione, dalle modalità di montaggioadottate in produzione e dagli obiettivi tecnico-gestionali per i quali esso può esserediversamente elaborato ed impiegato. Lo studio delle soluzioni architetturali delle basi di datitecnici e gestionali è progredito negli anni più recenti sino a sviluppare differenti modalità diorganizzazione dei dati, richiamabili da archivi gestiti da elaboratori sempre più capaci e veloci,in grado di perseguire livelli di efficienza nel trattamento delle informazioni fino a qualchetempo addietro impensabili.Con l'obiettivo di illustrare i caratteri generali delle soluzioni più note, ed in particolar modo dievidenziarne i vantaggi sotto il profilo gestionale, nel seguito si accenna alle diverse tipologie didistinte base:- distinte combinate;- distinte modulari;- distinte di pianificazione.Le distinte combinate nascono dalla memorizzazione integrata delle distinte base diprogettazione e di produzione; talvolta, infatti, le logiche costruttive, al fine di semplificare evelocizzare le operazioni di assiemaggio, differiscono dalle modalità con cui sono organizzati idati di struttura in sede di progettazione; in altri casi possono ravvisarsi leggere differenze tradistinte di produzione e distinte di costificazione, elaborate ai fini della contabilità industriale edella preventivazione, o ancora lievi difformità nelle distinte possono essere indotte dallanecessità di aggiungere taluni codici (utili per il montaggio esterno), nel caso taluni assiemivengano ceduti autonomamente come ricambi. La scelta di mantenere più distinte separate perogni necessità di impiego si dimostra estremamente onerosa, per l'inevitabile duplicazione diuna mole di dati talvolta considerevole, e particolarmente rischiosa nel caso in cui interventi diaggiornamento o modifica, operati su una distinta, non vengano recepiti dalle altre, inducendopericolose incongruenze nei dati. In tal caso, risulta conveniente un'unica distinta base, validasotto i diversi profili di interrogazione, ottenuta dall'integrazione delle diverse distinte; talenuova distinta, detta combinata lascia ad ogni ente interessato la facoltà di operareinterrogazioni specifiche, delegando a ciascuno definite responsabilità di aggiornamento. Siveda la rappresentazione riportata nella Figura 54.Le distinte base modulari o modular bill vengono generate per prodotti offerti in moltepliciconfigurazioni, allestimenti, varianti o optional, richieste dal cliente. In tali casi, si possonoavere più soluzioni, ciascuna convenientemente applicabile in specifici contesti; per prodottimolto complessi, realizzati su commessa singola, è possibile associare una distinta ad ognipossibile configurazione, non potendo il sistema che tollerare l'onerosità, per altro contenuta, diogni duplicazione, in virtù della scarsa ripetitività delle combinazioni offerte; nel caso in cui,invece, il prodotto risulti meno complesso e le richieste si caratterizzino per configurazioni tipo(ad esempio per commesse ripetitive), appare conveniente codificare le configurazioni piùfrequenti come prodotti finiti, e considerare le altre alternative come opzioni, opportunamentecodificate nei record di struttura. In tal caso si parla di distinta per opzioni, essendo questeultime comprese nella struttura stessa del prodotto. Nel caso in cui, infine, il prodotto risultiassai complesso ed il numero delle varianti accolte particolarmente elevato, la memorizzazionedi un'intera distinta base per ogni possibile versione del prodotto finito risulta improponibile; intal caso si procede ad organizzare le distinte per varianti, giungendo alla realizzazione di unamodular bill, caratterizzata da una distinta «principale», espressione del modulo base o versionetipo, e da più distinte di personalizzazione, descrittive di ciascuna opzione o variante. Il prodottofinito personalizzato sulle specifiche del cliente viene così rappresentato dall'insieme delladistinta principale e della specifica distinta opzionale, identificate da un codice composto,associazione di un codice parte e di un suffisso variante. Si veda l'esempio riportato in Figura55.
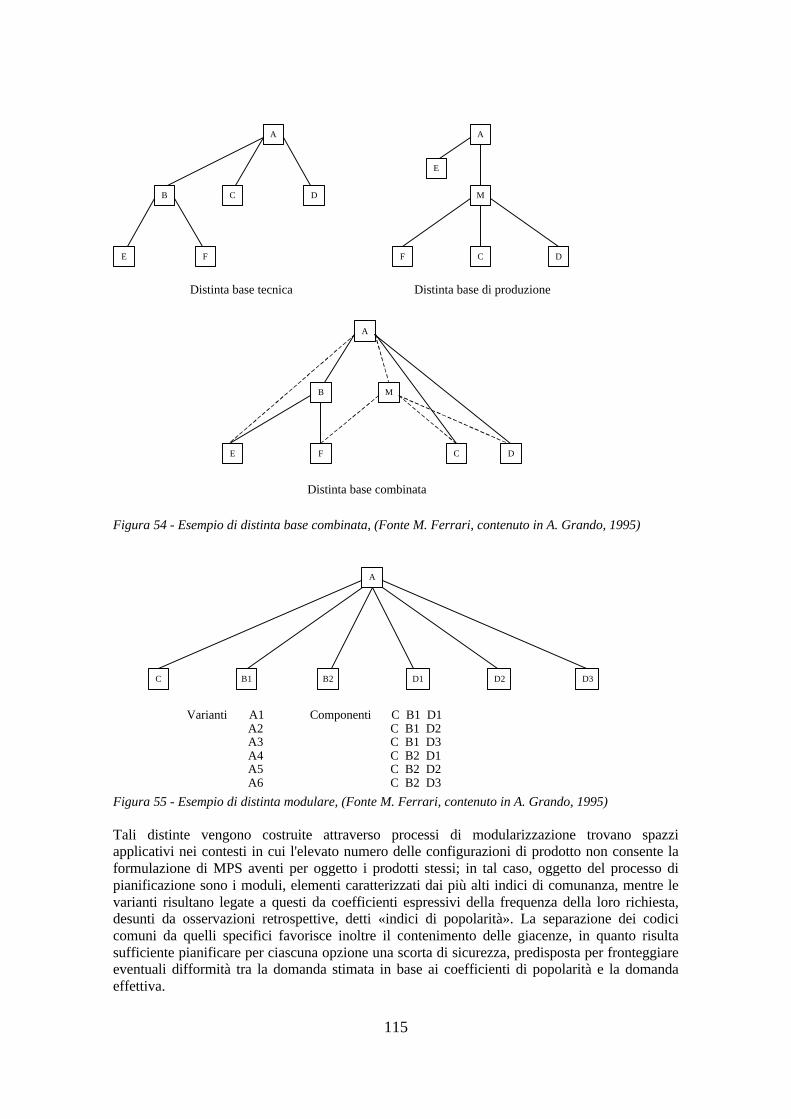
115
Figura 54 - Esempio di distinta base combinata, (Fonte M. Ferrari, contenuto in A. Grando, 1995)
Figura 55 - Esempio di distinta modulare, (Fonte M. Ferrari, contenuto in A. Grando, 1995)
Tali distinte vengono costruite attraverso processi di modularizzazione trovano spazziapplicativi nei contesti in cui l'elevato numero delle configurazioni di prodotto non consente laformulazione di MPS aventi per oggetto i prodotti stessi; in tal caso, oggetto del processo dipianificazione sono i moduli, elementi caratterizzati dai più alti indici di comunanza, mentre levarianti risultano legate a questi da coefficienti espressivi della frequenza della loro richiesta,desunti da osservazioni retrospettive, detti «indici di popolarità». La separazione dei codicicomuni da quelli specifici favorisce inoltre il contenimento delle giacenze, in quanto risultasufficiente pianificare per ciascuna opzione una scorta di sicurezza, predisposta per fronteggiareeventuali difformità tra la domanda stimata in base ai coefficienti di popolarità e la domandaeffettiva.
A
B C D
E F
A
E
M
DF C
Distinta base tecnica Distinta base di produzione
A
B M
CE F
Distinta base combinata
D
A
B2
Varianti
B1C D1 D2 D3
A1 Componenti C B1 D1 A2 C B1 D2 A3 C B1 D3 A4 C B2 D1 A5 C B2 D2 A6 C B2 D3
116
Le distinte base di pianificazione, o planning bill, sono rappresentate da un gruppo artificiale dicodici, da cui anche la dizione di pseudo-distinte, non necessariamente corrispondenti a prodottireali, articolato in guisa di distinta base. Impiegate per migliorare il processo di pianificazionedella produzione e di gestione dei fabbisogni di approvvigionamento, le distinte dipianificazione vengono infatti generate aggregando i fabbisogni corrispondenti a gruppi dicodici, nell'intento di stabilizzare il piano di produzione e conseguentemente aumentarel'efficacia del MRP.
Si è già accennato in precedenza alla possibilità, nella definizione del piano principale, dioperare secondo logiche differenti - MTS, ATO, MTO, ecc. - in funzione dell'indice diprogrammazione del sistema osservato, per le quali risultano posti sotto il controllo del MPS orai prodotti finiti, ora i codici collocati a differenti livelli della distinta base. Con riferimento altema delle distinte base di prodotti complessi, caratterizzati da molteplici opzioni e varianti, sirende necessario svolgere un'ultima considerazione, relativa al così detto «profilo di distinta».La convenienza ad operare secondo le logiche ATO, infatti, viene accresciuta dalla possibilità dipianificare la produzione di un ridotto numero di codici (gruppi, assiemi o semilavorati),comuni a più prodotti finiti; a tale considerazione è riconducibile il crescente sforzo profusooggi dagli enti di progettazione per plasmare il profilo di distinta base secondo silhouette «aclessidra», caratterizzate, come evidenziato nella Figura 56, da una strozzatura incorrispondenza di moduli ad elevato grado di comunanza. L'osservazione del profilo di distintabase di un prodotto, estesa a tutti i prodotti finiti dell'azienda, viene condotta considerando ilnumero di codici per livello; è così possibile pervenire ai profili tipici:- trapezoidale, riconducibile alla logica di gestione della produzione MTS, in cui da numerose
materie prime e componenti si perviene ad un numero inferiore di prodotti finiti;- a clessidra, riconducibile alla logica di gestione della produzione ATO, in cui molti
componenti e materiali, assiemati in un numero ristretto di moduli, possono dar luogo amolteplici varianti e personalizzazioni di prodotto finito.
Figura 56 - Profili di insiemi di distinte base, (Tratto da A. Grando, 1995)
La possibilità di ridurre la varietà dei codici e di identificare i moduli da sottoporre al controllodel MPS, secondo le indicazioni della logica ATO, si presta, per un verso ad un contenimentodell'investimento in scorte, indotto dal processo di modularizzazione dei componenti, per unaltro, a garantire maggior stabilità al piano; quest'ultimo, infatti, viene ad operare su codici-assieme per i quali la stima della domanda appare meno incerta, in quanto l'aleatorietà cui puòandar soggetta risulta smorzata dagli effetti compensativi rinvenibili nel gioco delle variazioni,indipendenti, manifestate dai codici di prodotto finito che da essi scaturiscono." (Grando, 1995,pp. 253-276)
2.E - Gli approvvigionamenti
gruppi funzionali
Materie prime
Sottoassiemi o
Prodotti finiti
Materie prime
Prodotti finiti
117
2.E.1 L'evoluzione della funzione approvvionamenti
"Prima di descrivere l'evoluzione della funzione approvvigionamenti nell'attuale contestoindustriale, occorre definire con precisione il significato di vocaboli quali acquisti, direzionemateriali, approvvigionamenti, spesso impiegati indifferentemente nella realtà aziendale e,talvolta, anche in letteratura. L'esigenza di chiarire terminologicamente l'oggetto di indagine siconnette alla differente ampiezza di attività che ciascun termine sottende e, conseguentemente,ai compiti e mansioni svolte, all'approccio gestionale, al grado di integrazione organizzativa efunzionale con le realtà adiacenti.«Con il termine acquisti si intende quell'insieme di attività che si concretizzano con lastipulazione del contratto tra il venditore e il compratore per la fornitura di beni o servizinecessari all'impresa per sviluppare il suo processo di trasformazione. La funzione diapprovvigionamento, invece, può essere definita come l'insieme delle attività destinate agarantire un regolare flusso di beni e servizi secondo una pianificazione aziendalepredeterminata».Dalle definizioni qui accolte traspaiono due elementi discriminanti:- La rilevanza nel processo direzionale, intendendosi con ciò il grado di autonomia assegnato
alla funzione, la latitudine dello spettro delle sue attività e l'impatto che queste ultimepossono avere nel processo di formulazione delle strategie dell'azienda.
In tal senso, agli acquisti vengono riconosciuti compiti meramente operativi e contenutaautonomia decisionale (limitata alle fasi terminali dell'iter di negoziazione); conseguentementeil coinvolgimento della funzione nel processo di definizione delle scelte di fondo risultavirtualmente nullo. La funzione approvvigionamenti, per contro, abbraccia un orizzontegestionale più ampio, esige maggiore discrezionalità e delega, e partecipa attivamente alprocesso di pianificazione strategica.- L'orientamento di fondo nella gestione delle attività caratteristiche, cioè la filosofia che
anima l'operare della funzione.La logica degli acquisti è correlata ad un orientamento al breve periodo, caratterizzato da unapproccio passivo innescato da decisioni maturate altrove; la logica degli approvvigionamenti,invece, si caratterizza per un orientamento per piani, tipicamente propositivo, con orizzonti dimedio-lungo periodo.La funzione approvvigionamenti, dunque, rappresenta l'evoluzione e il superamento dellatradizionale funzione acquisti, che permane al suo interno come sottosistema operativo.Entrambe le accezioni, comunque, sottendono attività, per quanto diversamente articolate,strettamente ancorate alla gestione del fabbisogno di materiali; i legami con le altre funzioni - inspecie con produzione e progettazione - si esplicitano esclusivamente in flussi fisici einformativi, ma non si palesa un formale disegno organizzativo di coordinamento. Ciascunafunzione persegue fini propri, spesso conflittuali, ricercando in un incessante processo dinegoziazione l'ottimizzazione della più generale funzione-obiettivo di impresa. La strutturaorganizzativa, dunque, mantiene una esplicita separazione fra funzione approvvigionamenti efunzioni limitrofe, pur ammettendo gradi di permeabilità in termini di informazioni e flussifisici.Il vincolo della separatezza funzionale, tipico di gran parte delle realtà aziendali del nostropaese, trova pieno superamento solo nella riprogettazione organizzativa delle aree coinvolte nelprocesso di acquisizione, trasformazione e vendita. Anche in questo caso è possibile individuaredue momenti - o livelli di compiutezza - del processo di integrazione organizzativa dellafabbrica. Il primo momento prevede l'unificazione, sotto un'unica responsabilità gestionale, ditutte le attività connesse al flusso dei materiali e componenti, dai mercati diapprovvigionamento alla loro trasformazione fisica, e prende il nome di Direzione materiali.Tale spinta verso l'integrazione può diversamente estendersi sino alla gestione del prodottofinito e della sua distribuzione, raggiungendo, per questa via, la sua massima espressione nellaformula organizzativa e gestionale, già illustrata, della Logistica Integrata.
118
L'evoluzione della funzione approvvigionamenti può quindi essere osservata secondo duedistinte direttrici di analisi:- sotto il profilo «direzionale» emerge la contrapposizione tra la natura tipicamente operativa
della gestione degli acquisti e quella più strategica della gestione degli approvvigionamenti.- sotto il profilo «organizzativo» assume rilevanza il processo di progressiva integrazione con
le altre componenti di azienda che, muovendo da una iniziale articolazione per funzioni,conduce alla affermazione dei modelli di logistica integrata.
I fattori che accomunano i due aspetti - organizzativo e direzionale - sono ravvisabili nelleragioni che animano il cambiamento da una gestione orientata agli acquisti ad una orientata agliapprovvigionamenti, cioè nella necessità di far fronte alla crescente complessità e variabilità delcontesto in cui opera la funzione." (Grando, 1995, p. 322-325)
2.E.2 Gli acquisti
Il nucleo tradizionale della funzione approvvigionamenti è rappresentato dagli acquisti."All'interno dei compiti degli acquisti è opportuno distinguere quattro fasi essenziali: la scelta evalutazione del fornitore, la trattativa e la definizione delle condizioni di acquisto (soprattutto:termini di consegna, modalità di pagamenti e criteri di collaudo), l'emissione dell'ordine e infinela verifica del rispetto di quanto pattuito con il fornitore in sede di ordine.0. Comprensione dei fabbisogni. La fase preliminare consiste nel comprendere esattamente ciò
che la produzione vuole, in modo da essere in grado di fornirle volumi, tipologie e qualitànecessarie.
1. Scelte e valutazione del fornitore. Richiede un impegno costante, perché solo così èpossibile avere un quadro aggiornato. Molti sono convinti che gli approvvigionamentidebbano lottare solo per pagare il meno possibile. Questa è un'ottica sbagliata, come hadimostrato l'esperienza giapponese. Ogni realtà aziendale è un caso a parte, ma possiamodire che gli acquisti debbono, seppur con importanza diversa da caso a caso, occuparsi dellaqualità delle consegne e della serietà del fornitore. Seguendo l'esperienza giapponese,l'industria automobilistica e siderurgica ha impostato in modo nuovo questa funzione,riducendo l'importanza del prezzo a favore di una maggiore qualità e di un serviziopersonalizzato.Molte aziende hanno almeno due fornitori per ogni voce di acquisto: ciò stimola laconcorrenza assicurando prezzi allineati e migliori consegne. Per di più dipendere daun'unica fonte di approvvigionamento significherebbe risentire subito le ripercussioni diogni sua difficoltà.Altre aziende, invece, preferiscono dare l'esclusiva a un fornitore per il quale diventano uncliente importante e ciò li avvantaggia in termini di prestazioni garantite. Le due soluzionihanno entrambe pro e contro; un'unica cosa si può dire, che cioè gli acquisti non debbonotrattare solo il prezzo.
2. Trattativa e definizione delle condizioni (soprattutto consegne e qualità). Una prima sceltapossibile è quella tra la stipulazione di contratti aperti o di ordini spot su offerta specifica.Spesso la prima alternativa è d'obbligo, soprattutto se si tratta di forniture non standard, checostringono chi le produce a dotarsi di impianti e attrezzature particolari. Negli altri casi nonesistono vincoli altrettanto rigidi, e quindi si sceglie la soluzione che meglio consente dispuntare prezzi bassi, senza rischi di sorta. Ci possono essere infine casi di contratti apertidove si definiscono tutti i dettagli, tranne il prezzo. Quest'ultimo è fissato periodicamente,alla luce della dinamica di alcune variabili significative.E' possibile controllare meglio la puntualità del fornitore se il contratto investe - perquest'ultimo - notevole importanza. Il fatto di gestire un ragguardevole budget di acquisticonsente all'impresa di garantirsi consegne puntuali, con la conseguenza di veder ridotti -almeno in parte - i costi di magazzino.
119
In ogni caso, l'ufficio acquisti deve tener informato il fornitore circa i fabbisogni dellaproduzione nell'immediato futuro e le eventuali priorità con cui determinati particolaridebbono essere forniti. E' anzi buona norma che questa previsione di fabbisogni siatempestiva e il più attendibile possibile.Un ultimo aspetto che deve essere precisato alla stipula del contratto riguarda i criteri dicontrollo della qualità. Quasi tutti collaudano le forniture presso lo stabilimento destinatario,mentre in fase di ordine vengono stabiliti i criteri di accettazione. Nel caso però dicommesse importanti, può accadere che il cliente proceda a collaudi periodici presso ilfornitore, anche quando il lavoro non è ancora concluso: ciò consente di sincerarsi dellivello di qualità ottenuto, ma anche dello stato di avanzamento dei lavori e della possibilitàquindi, di rispettare le consegne pattuite.
3. L'emissione dell'ordine. Di solito questo avviene solo su richiesta della produzione;allungandosi, però i contratti e riducendosi il numero dei fornitori il rapporto con laproduzione diventa più flessibile, cosicché ci possono essere consegne su semplice richiestatelefonica e senza le formalità scritte.
4. Sollecito delle consegne e superamento di eventuali difficoltà nei rapporti con il fornitore.E' forse la fase più delicata, dove l'ufficio acquisti può giocarsi la propria reputazione. E'raro che tutto vada sempre per il verso giusto, e di solito l'ufficio acquisti passa buona partedel suo tempo a risolvere problemi di qualità scadente e di mancate consegne.Può accadere infatti che la produzione abbia bisogno di un particolare prima del previsto oche, viceversa, il fornitore ritardi la consegna per una ragione qualunque. In questi casil'ufficio acquisti può quasi funzionare da campanello di allarme, prevedendo fuoriscortepericolosi, prima che essi si manifestino effettivamente.Nelle imprese di maggiori dimensioni e in quelle molto decentrate, la funzioneapprovvigionamenti può operare a livelli diversi. Ad esempio: la direzione centrale sioccupa delle grosse forniture, che riguardano più stabilimenti, perché concentrandooperazioni di questo tipo si possono spuntare prezzi più interessanti e consegne migliori diquelle ottenibili dal singolo stabilimento; un altro vantaggio è dato poi da un coordinamentopiù facile tra unità produttive, a cui vengono invece demandate le trattative di minoreimportanza.Molte aziende usano la classificazione ABC dei componenti da acquistare, in quanto è notoche spesso poche voci rappresentano una larga percentuale degli acquisti totali (ad esempio:il 5% delle voci - classe A - è pari al 75% del valore comperato). All'estremo oppostoabbiamo la classe C, costituita dal 80% delle voci che però valgono il 10% dell'interobudget. La classe B presenta ovviamente caratteristiche intermedie tra questi due estremi.L'uso della classifica ABC consente di dare una priorità nella gestione degliapprovvigionamenti, dove ognuno si occupa di voci di importanza omogenea.Spesso non si riconoscono a un ufficio acquisti ben gestito tutti i suoi meriti, mentre pervalutarne l'importanza basterebbe pensare che un'azienda manifatturiera acquista per circametà del fatturato. Risparmiare e comprare bene in termini di qualità e affidabilità diconsegna è un fatto critico." (Schmenner, 1987 pp. 186-187)
2.E.3 La gestione degli approvvigionamenti
"L'intensificarsi della turbolenza dei mercati di approvvigionamento, la consapevolezza delprogressivo esaurimento di talune risorse critiche, l'accresciuta complessità del contestocompetitivo, lo sviluppo tecnologico, hanno giuocato un ruolo determinante nello sviluppo dimodelli di gestione degli approvvigionamenti innovativi e coerenti con le nuove necessità;l'osservazione empirica mostra, peraltro, da un lato il ritardo strutturale che le aziendemanifestano nel riconoscere l'esigenza del cambiamento e le sue modalità di gestione, dall'altrol'ampia eterogeneità delle soluzioni ricercate. Alla nitidezza delle pressioni ambientali non
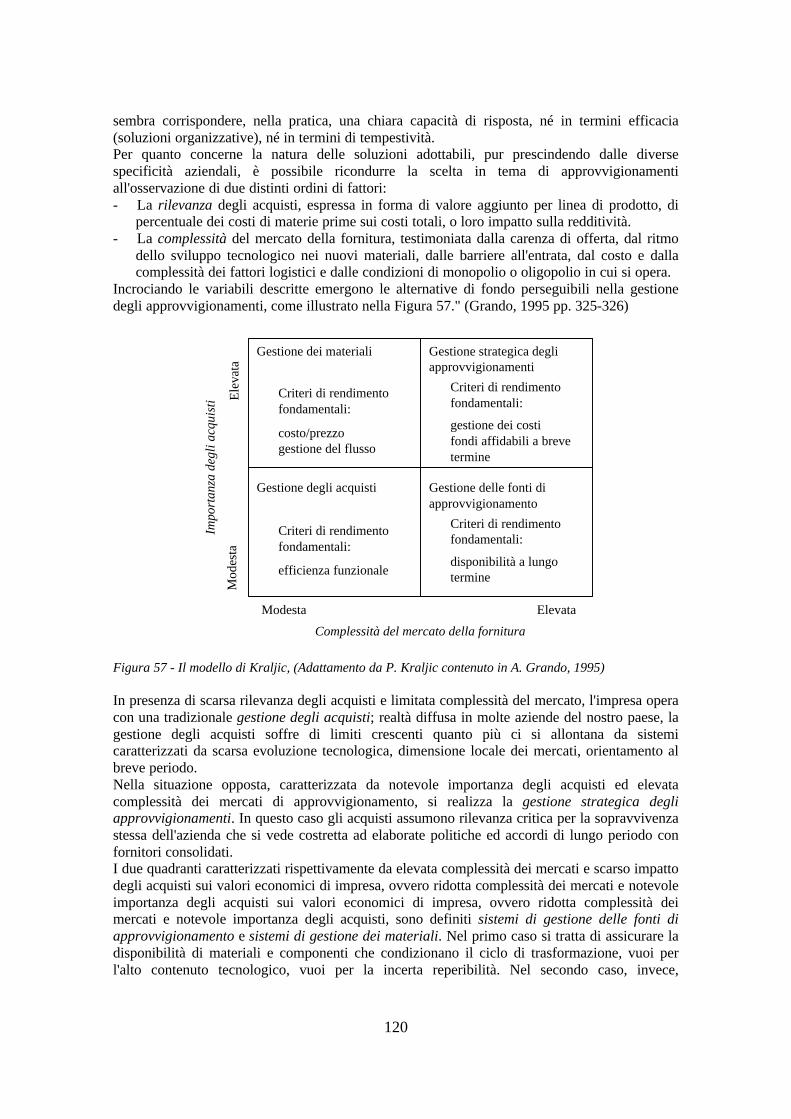
120
sembra corrispondere, nella pratica, una chiara capacità di risposta, né in termini efficacia(soluzioni organizzative), né in termini di tempestività.Per quanto concerne la natura delle soluzioni adottabili, pur prescindendo dalle diversespecificità aziendali, è possibile ricondurre la scelta in tema di approvvigionamentiall'osservazione di due distinti ordini di fattori:- La rilevanza degli acquisti, espressa in forma di valore aggiunto per linea di prodotto, di
percentuale dei costi di materie prime sui costi totali, o loro impatto sulla redditività.- La complessità del mercato della fornitura, testimoniata dalla carenza di offerta, dal ritmo
dello sviluppo tecnologico nei nuovi materiali, dalle barriere all'entrata, dal costo e dallacomplessità dei fattori logistici e dalle condizioni di monopolio o oligopolio in cui si opera.
Incrociando le variabili descritte emergono le alternative di fondo perseguibili nella gestionedegli approvvigionamenti, come illustrato nella Figura 57." (Grando, 1995 pp. 325-326)
Figura 57 - Il modello di Kraljic, (Adattamento da P. Kraljic contenuto in A. Grando, 1995)
In presenza di scarsa rilevanza degli acquisti e limitata complessità del mercato, l'impresa operacon una tradizionale gestione degli acquisti; realtà diffusa in molte aziende del nostro paese, lagestione degli acquisti soffre di limiti crescenti quanto più ci si allontana da sistemicaratterizzati da scarsa evoluzione tecnologica, dimensione locale dei mercati, orientamento albreve periodo.Nella situazione opposta, caratterizzata da notevole importanza degli acquisti ed elevatacomplessità dei mercati di approvvigionamento, si realizza la gestione strategica degliapprovvigionamenti. In questo caso gli acquisti assumono rilevanza critica per la sopravvivenzastessa dell'azienda che si vede costretta ad elaborate politiche ed accordi di lungo periodo confornitori consolidati.I due quadranti caratterizzati rispettivamente da elevata complessità dei mercati e scarso impattodegli acquisti sui valori economici di impresa, ovvero ridotta complessità dei mercati e notevoleimportanza degli acquisti sui valori economici di impresa, ovvero ridotta complessità deimercati e notevole importanza degli acquisti, sono definiti sistemi di gestione delle fonti diapprovvigionamento e sistemi di gestione dei materiali. Nel primo caso si tratta di assicurare ladisponibilità di materiali e componenti che condizionano il ciclo di trasformazione, vuoi perl'alto contenuto tecnologico, vuoi per la incerta reperibilità. Nel secondo caso, invece,
Criteri di rendimentofondamentali:
costo/prezzogestione del flusso
Criteri di rendimentofondamentali:
gestione dei costifondi affidabili a brevetermine
Criteri di rendimentofondamentali:
efficienza funzionale
Criteri di rendimentofondamentali:
disponibilità a lungotermine
Modesta
Complessità del mercato della fornitura
Mod
esta
Elevata
Ele
vata
Impo
rtan
za d
egli
acq
uist
i
Gestione dei materiali
Gestione degli acquisti
Gestione strategica degliapprovvigionamenti
Gestione delle fonti diapprovvigionamento
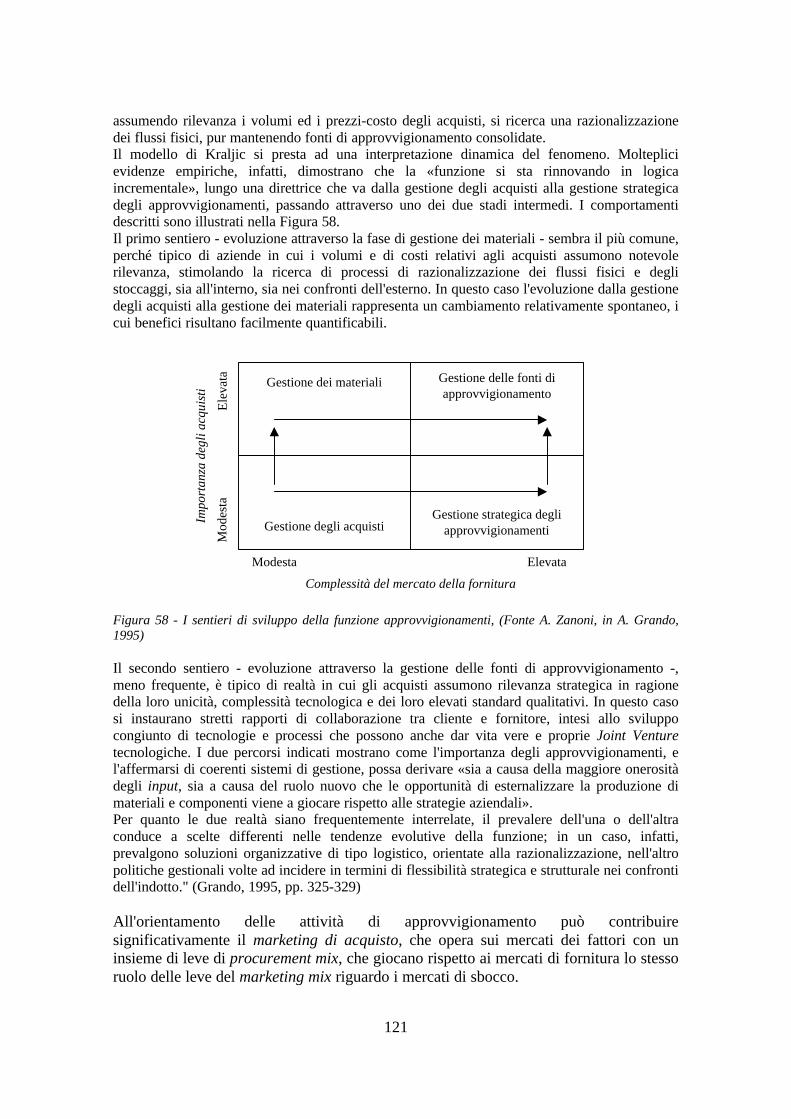
121
assumendo rilevanza i volumi ed i prezzi-costo degli acquisti, si ricerca una razionalizzazionedei flussi fisici, pur mantenendo fonti di approvvigionamento consolidate.Il modello di Kraljic si presta ad una interpretazione dinamica del fenomeno. Molteplicievidenze empiriche, infatti, dimostrano che la «funzione si sta rinnovando in logicaincrementale», lungo una direttrice che va dalla gestione degli acquisti alla gestione strategicadegli approvvigionamenti, passando attraverso uno dei due stadi intermedi. I comportamentidescritti sono illustrati nella Figura 58.Il primo sentiero - evoluzione attraverso la fase di gestione dei materiali - sembra il più comune,perché tipico di aziende in cui i volumi e di costi relativi agli acquisti assumono notevolerilevanza, stimolando la ricerca di processi di razionalizzazione dei flussi fisici e deglistoccaggi, sia all'interno, sia nei confronti dell'esterno. In questo caso l'evoluzione dalla gestionedegli acquisti alla gestione dei materiali rappresenta un cambiamento relativamente spontaneo, icui benefici risultano facilmente quantificabili.
Figura 58 - I sentieri di sviluppo della funzione approvvigionamenti, (Fonte A. Zanoni, in A. Grando,1995)
Il secondo sentiero - evoluzione attraverso la gestione delle fonti di approvvigionamento -,meno frequente, è tipico di realtà in cui gli acquisti assumono rilevanza strategica in ragionedella loro unicità, complessità tecnologica e dei loro elevati standard qualitativi. In questo casosi instaurano stretti rapporti di collaborazione tra cliente e fornitore, intesi allo sviluppocongiunto di tecnologie e processi che possono anche dar vita vere e proprie Joint Venturetecnologiche. I due percorsi indicati mostrano come l'importanza degli approvvigionamenti, el'affermarsi di coerenti sistemi di gestione, possa derivare «sia a causa della maggiore onerositàdegli input, sia a causa del ruolo nuovo che le opportunità di esternalizzare la produzione dimateriali e componenti viene a giocare rispetto alle strategie aziendali».Per quanto le due realtà siano frequentemente interrelate, il prevalere dell'una o dell'altraconduce a scelte differenti nelle tendenze evolutive della funzione; in un caso, infatti,prevalgono soluzioni organizzative di tipo logistico, orientate alla razionalizzazione, nell'altropolitiche gestionali volte ad incidere in termini di flessibilità strategica e strutturale nei confrontidell'indotto." (Grando, 1995, pp. 325-329)
All'orientamento delle attività di approvvigionamento può contribuiresignificativamente il marketing di acquisto, che opera sui mercati dei fattori con uninsieme di leve di procurement mix, che giocano rispetto ai mercati di fornitura lo stessoruolo delle leve del marketing mix riguardo i mercati di sbocco.
Modesta
Complessità del mercato della fornitura
Mod
esta
Elevata
Ele
vata
Impo
rtan
za d
egli
acq
uist
i Gestione dei materiali
Gestione degli acquistiGestione strategica degli
approvvigionamenti
Gestione delle fonti diapprovvigionamento
122
2.E.4 Il marketing d'acquisto
"Per marketing d'acquisto si intende lo studio sistematico, nell'ottica degli approvvigionamenti,dell'ambiente, dei mercati, dei prodotti e dei fornitori. Il marketing d'acquisto è sostanzialmenteuna filosofia, un atteggiamento, un modo nuovo di affrontare tutta la tematicadell'approvvigionamento razionalizzando e pianificando tecniche e strategie già note, ma usatenel passato in modo discontinuo e non organizzato. Si tratta dunque di un insieme di attivitàstrutturate, non occasionali, di natura iterativa, che ha per oggetto il monitoraggio dei mercati diapprovvigionamento, in tutte le loro possibili manifestazioni.Il marketing d'acquisto assume così le connotazioni di una incessante ed approfondita azione neiconfronti dell'indotto, attuale e potenziale, intesa ad allargare le conoscenze sui fornitori,promuovere l'immagine aziendale, svolgere ricerche di mercato e qualificare i processi dinegoziazione." (Grando, 1995, pp. 333-334).Il marketing d'acquisto opera, in analogia con il marketing delle vendite, utilizzando uninsieme di leve, dette di procurement mix: il prodotto; le fonti di approvvigionamento; ilprezzo di acquisto; la comunicazione."Le politiche di prodotto riguardano l'insieme di decisioni relative ai materiali approvvigionati.Di particolare importanza risultano, per ogni materiale, il valore unitario, la possibilità disostituzione o di standardizzazione, le possibilità di innovazione, l'influenza sulle prestazioni delprodotto finito cui partecipa. Le politiche di prodotto sono strettamente legate alle caratteristichedel portafoglio materiali e componenti in termini di criticità economica e di rischiositàdell'approvvigionamento. Infatti, secondo la combinazione del grado di rilevanza assunta dalledue grandezze indicate, si distingue tra:• materiali non critici;• materiali con effetto leva, da presidiare per l'impatto economico;• materiali colli di bottiglia, da presidiare per il possibile impatto sulla continuità delle
operazioni;• materiali strategici, che presentano problematicità elevata data la rilevanza assunta rispetto
sia alla redditività, sia alla continuità della fornitura.La Figura 59 riassume i punti critici appena esposti.Mentre i materiali non critici hanno un impatto gestionale estremamente contenuto sotto ilprofilo economico e della gestione dei flussi, i materiali con effetto leva necessitano diinterventi volti a migliorare il profilo di costo; a tal fine, è possibile utilmente impiegare glistrumenti di analisi del valore, che hanno lo scopo di identificare le possibili alternative checonsentano di soddisfare le funzioni d'uso di un prodotto e, al contempo, minimizzarne il costo.E' evidente l'apporto che la funzione approvvigionamenti può offrire nel miglioramento dei costiin sede di definizione delle condizioni di acquisto e di ricerca e nella selezione delle alternativedi fornitura esistenti sul mercato. I materiali colli di bottiglia, manifestando esigenze specifichedi presidio delle fonti di approvvigionamento, richiedono un coordinamento delle politiche diprodotto con le politiche relative alle fonti, al fine di assicurare la stabilità del flusso deimateriali. Per i materiali strategici, infine, sono necessari interventi di gestione articolati ecomplessi, che richiedono l'integrazione di tutti gli elementi citati.In sintesi, la politica di prodotto deve tendere a definire l'assetto del portafoglio materialisecondo logiche coerenti ai fabbisogni dell'impresa, cercando di ridurre l'impatto economicoesercitato dai materiali con effetto leva e la rischiosità di quelli colli di bottiglia.La politica delle fonti di approvvigionamento si basa sul monitoraggio dei mercati diapprovvigionamento per:• l'identificazione dei fornitori potenziali;• la valutazione delle capacità dei fornitori rispetto alle esigenze dell'impresa;• la selezione dei fornitori;
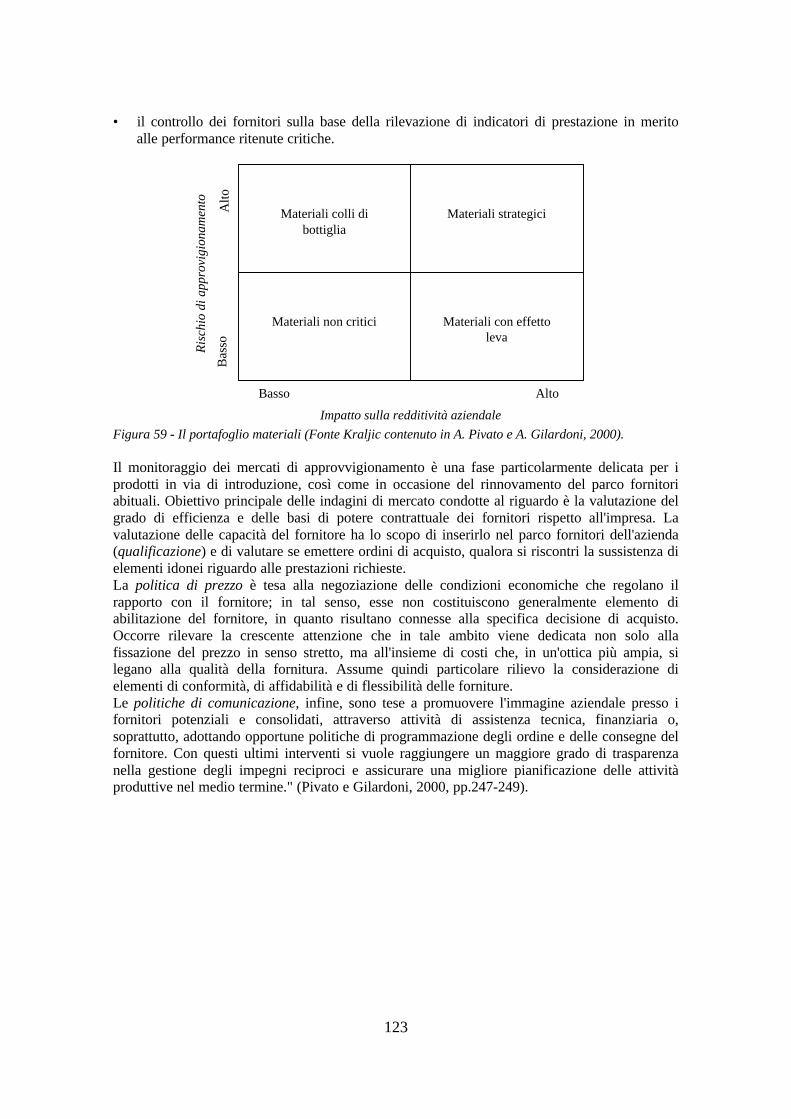
123
• il controllo dei fornitori sulla base della rilevazione di indicatori di prestazione in meritoalle performance ritenute critiche.
Figura 59 - Il portafoglio materiali (Fonte Kraljic contenuto in A. Pivato e A. Gilardoni, 2000).
Il monitoraggio dei mercati di approvvigionamento è una fase particolarmente delicata per iprodotti in via di introduzione, così come in occasione del rinnovamento del parco fornitoriabituali. Obiettivo principale delle indagini di mercato condotte al riguardo è la valutazione delgrado di efficienza e delle basi di potere contrattuale dei fornitori rispetto all'impresa. Lavalutazione delle capacità del fornitore ha lo scopo di inserirlo nel parco fornitori dell'azienda(qualificazione) e di valutare se emettere ordini di acquisto, qualora si riscontri la sussistenza dielementi idonei riguardo alle prestazioni richieste.La politica di prezzo è tesa alla negoziazione delle condizioni economiche che regolano ilrapporto con il fornitore; in tal senso, esse non costituiscono generalmente elemento diabilitazione del fornitore, in quanto risultano connesse alla specifica decisione di acquisto.Occorre rilevare la crescente attenzione che in tale ambito viene dedicata non solo allafissazione del prezzo in senso stretto, ma all'insieme di costi che, in un'ottica più ampia, silegano alla qualità della fornitura. Assume quindi particolare rilievo la considerazione dielementi di conformità, di affidabilità e di flessibilità delle forniture.Le politiche di comunicazione, infine, sono tese a promuovere l'immagine aziendale presso ifornitori potenziali e consolidati, attraverso attività di assistenza tecnica, finanziaria o,soprattutto, adottando opportune politiche di programmazione degli ordine e delle consegne delfornitore. Con questi ultimi interventi si vuole raggiungere un maggiore grado di trasparenzanella gestione degli impegni reciproci e assicurare una migliore pianificazione delle attivitàproduttive nel medio termine." (Pivato e Gilardoni, 2000, pp.247-249).
Materiali colli dibottiglia
Materiali strategici
Materiali non critici Materiali con effettoleva
Basso
Impatto sulla redditività aziendale
Bas
so
Alto
Alto
Ris
chio
di a
ppro
vigi
onam
ento
124
2.F - Il rapporto con i fornitori
Nella valutazione dei rapporti che l'impresa instaura con i suoi fornitori è importantedistinguere tra subfornitura di capacità e subfornitura di specialità e tra subforniturapermanente e e subfornitura occasionale."La distinzione tra subfornitura di capacità e di specialità fa riferimento rispettivamente ad unapporto in termini di elasticità di processo, cioè livelli e volumi di produzione incrementale,altrimenti non generabili dal committente, ovvero ad un apporto in termini di competenzedistintive - generalmente tecnologiche - differenti da quelle padroneggiate dall'acquirente.La subfornitura viene inoltre definita permanente, se frutto di un rapporto costante nel tempo erelativamente strutturato, ovvero occasionale, se episodica e connessa ad esigenze di naturacontingente.Appare chiaro come il differente combinarsi di questi attributi qualifichi rapporti, per un verso,indotti da fenomeni di ciclicità e stagionalità del fabbisogno, complessità tecnologica deiprocessi e dei prodotti, per un altro connaturati alle specificità settoriali e al potere contrattualedelle controparti. La tipologia di vincoli e condizionamenti descritti evidenzia a pieno glielementi di comunanza e specularità che assimilano la realtà degli approvvigionamenti a quellacommerciale; pur collocate agli estremi del ciclo industriale, le due aree, nel loro primario ruolodi interfaccia con l'esterno, sembrano accomunabili per problematiche e crucialità, madifferiscono sensibilmente in termini di status aziendale e autonomia gestionale.L'analisi tipologica delle imprese terziste, peraltro, non deve limitarsi all'osservazione dellemodalità di interdipendenza aziendale, ma va spinta, con l'obiettivo di ricondursi con maggiorconcretezza allo studio del tema degli approvvigionamenti, all'esame dettagliato degli elementiqualificanti il rapporto con l'azienda committente.La Figura 60 illustra i tratti caratteristici (in termini di strutture di impresa, punti di forza e didebolezza, caratteristiche del processo produttivo e rapporti di committenza) delle tipologie diaziende terziste.La varietà delle situazioni configurate, se riletta nell'ottica dell'azienda terminale, evidenzial'ampio spettro di competenze richieste all'ufficio approvvigionamenti in termini di capacitàtecniche, abilità negoziali ecc., per far fronte ad un panorama poliedrico e fortemente mutevole.In alcune realtà settoriali tali esigenze si rendono ancor più complesse, intersecandosi conproblematiche indotte da rapporti con l'estero, incertezze sui cambi o regolamentazioni assaidifferenziate.La capacità di contenere l'impatto di queste variabili sulla struttura produttiva, tradizionalmentemisurata con indicatori di performance orientati all'efficienza (indici di disponibilità, livelli digiacenze, rendimenti, costi), alla qualità (in termini di specifiche tecniche) e al livello diservizio, esprime a pieno la complessità gestionale che caratterizza la funzione." (Grando, 1995,pp. 315-318).
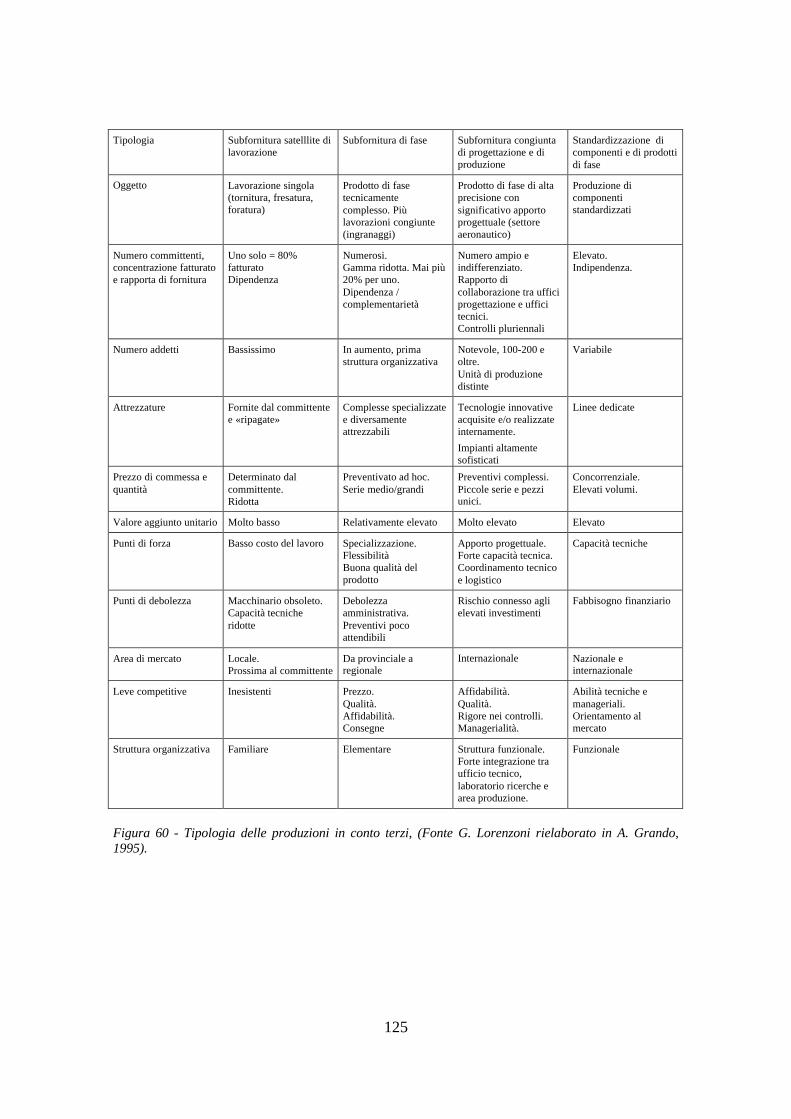
125
Tipologia Subfornitura satelllite dilavorazione
Subfornitura di fase Subfornitura congiuntadi progettazione e diproduzione
Standardizzazione dicomponenti e di prodottidi fase
Oggetto Lavorazione singola(tornitura, fresatura,foratura)
Prodotto di fasetecnicamentecomplesso. Piùlavorazioni congiunte(ingranaggi)
Prodotto di fase di altaprecisione consignificativo apportoprogettuale (settoreaeronautico)
Produzione dicomponentistandardizzati
Numero committenti,concentrazione fatturatoe rapporta di fornitura
Uno solo = 80%fatturatoDipendenza
Numerosi.Gamma ridotta. Mai più20% per uno.Dipendenza /complementarietà
Numero ampio eindifferenziato.Rapporto dicollaborazione tra ufficiprogettazione e ufficitecnici.Controlli pluriennali
Elevato.Indipendenza.
Numero addetti Bassissimo In aumento, primastruttura organizzativa
Notevole, 100-200 eoltre.Unità di produzionedistinte
Variabile
Attrezzature Fornite dal committentee «ripagate»
Complesse specializzatee diversamenteattrezzabili
Tecnologie innovativeacquisite e/o realizzateinternamente.
Impianti altamentesofisticati
Linee dedicate
Prezzo di commessa equantità
Determinato dalcommittente.Ridotta
Preventivato ad hoc.Serie medio/grandi
Preventivi complessi.Piccole serie e pezziunici.
Concorrenziale.Elevati volumi.
Valore aggiunto unitario Molto basso Relativamente elevato Molto elevato Elevato
Punti di forza Basso costo del lavoro Specializzazione.FlessibilitàBuona qualità delprodotto
Apporto progettuale.Forte capacità tecnica.Coordinamento tecnicoe logistico
Capacità tecniche
Punti di debolezza Macchinario obsoleto.Capacità tecnicheridotte
Debolezzaamministrativa.Preventivi pocoattendibili
Rischio connesso aglielevati investimenti
Fabbisogno finanziario
Area di mercato Locale.Prossima al committente
Da provinciale aregionale
Internazionale Nazionale einternazionale
Leve competitive Inesistenti Prezzo.Qualità.Affidabilità.Consegne
Affidabilità.Qualità.Rigore nei controlli.Managerialità.
Abilità tecniche emanageriali.Orientamento almercato
Struttura organizzativa Familiare Elementare Struttura funzionale.Forte integrazione traufficio tecnico,laboratorio ricerche earea produzione.
Funzionale
Figura 60 - Tipologia delle produzioni in conto terzi, (Fonte G. Lorenzoni rielaborato in A. Grando,1995).
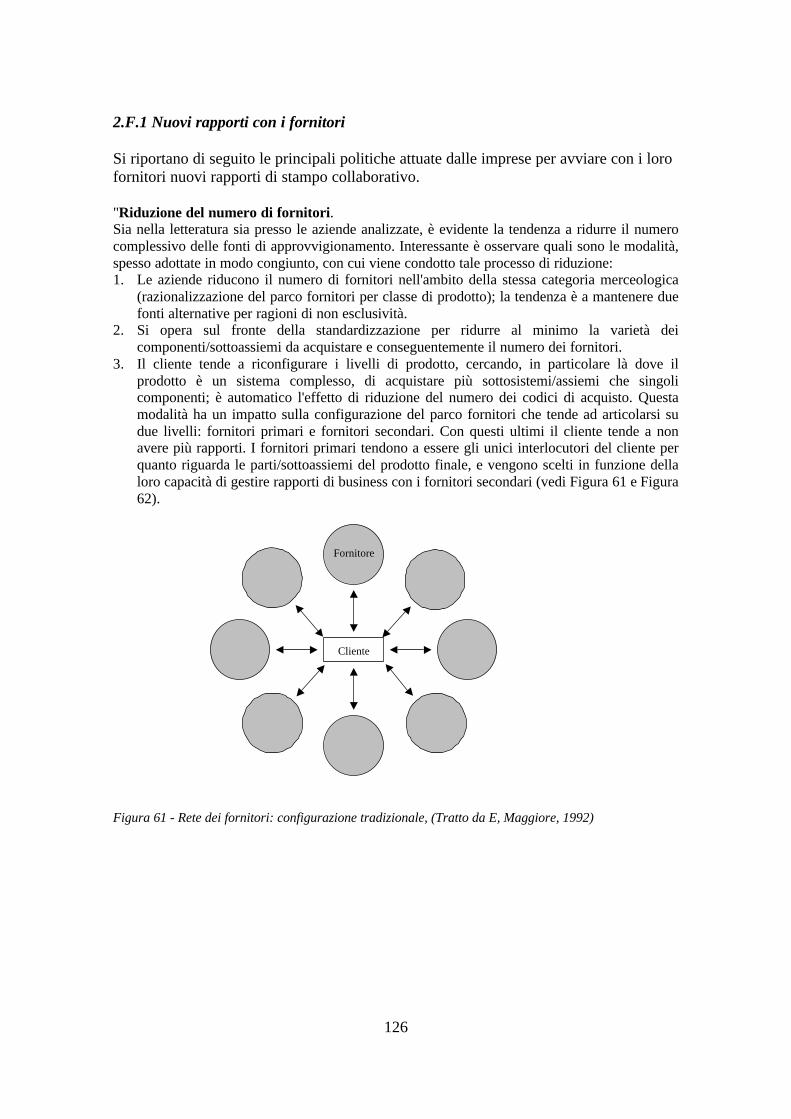
126
2.F.1 Nuovi rapporti con i fornitori
Si riportano di seguito le principali politiche attuate dalle imprese per avviare con i lorofornitori nuovi rapporti di stampo collaborativo.
"Riduzione del numero di fornitori.Sia nella letteratura sia presso le aziende analizzate, è evidente la tendenza a ridurre il numerocomplessivo delle fonti di approvvigionamento. Interessante è osservare quali sono le modalità,spesso adottate in modo congiunto, con cui viene condotto tale processo di riduzione:1. Le aziende riducono il numero di fornitori nell'ambito della stessa categoria merceologica
(razionalizzazione del parco fornitori per classe di prodotto); la tendenza è a mantenere duefonti alternative per ragioni di non esclusività.
2. Si opera sul fronte della standardizzazione per ridurre al minimo la varietà deicomponenti/sottoassiemi da acquistare e conseguentemente il numero dei fornitori.
3. Il cliente tende a riconfigurare i livelli di prodotto, cercando, in particolare là dove ilprodotto è un sistema complesso, di acquistare più sottosistemi/assiemi che singolicomponenti; è automatico l'effetto di riduzione del numero dei codici di acquisto. Questamodalità ha un impatto sulla configurazione del parco fornitori che tende ad articolarsi sudue livelli: fornitori primari e fornitori secondari. Con questi ultimi il cliente tende a nonavere più rapporti. I fornitori primari tendono a essere gli unici interlocutori del cliente perquanto riguarda le parti/sottoassiemi del prodotto finale, e vengono scelti in funzione dellaloro capacità di gestire rapporti di business con i fornitori secondari (vedi Figura 61 e Figura62).
Figura 61 - Rete dei fornitori: configurazione tradizionale, (Tratto da E, Maggiore, 1992)
Cliente
Fornitore
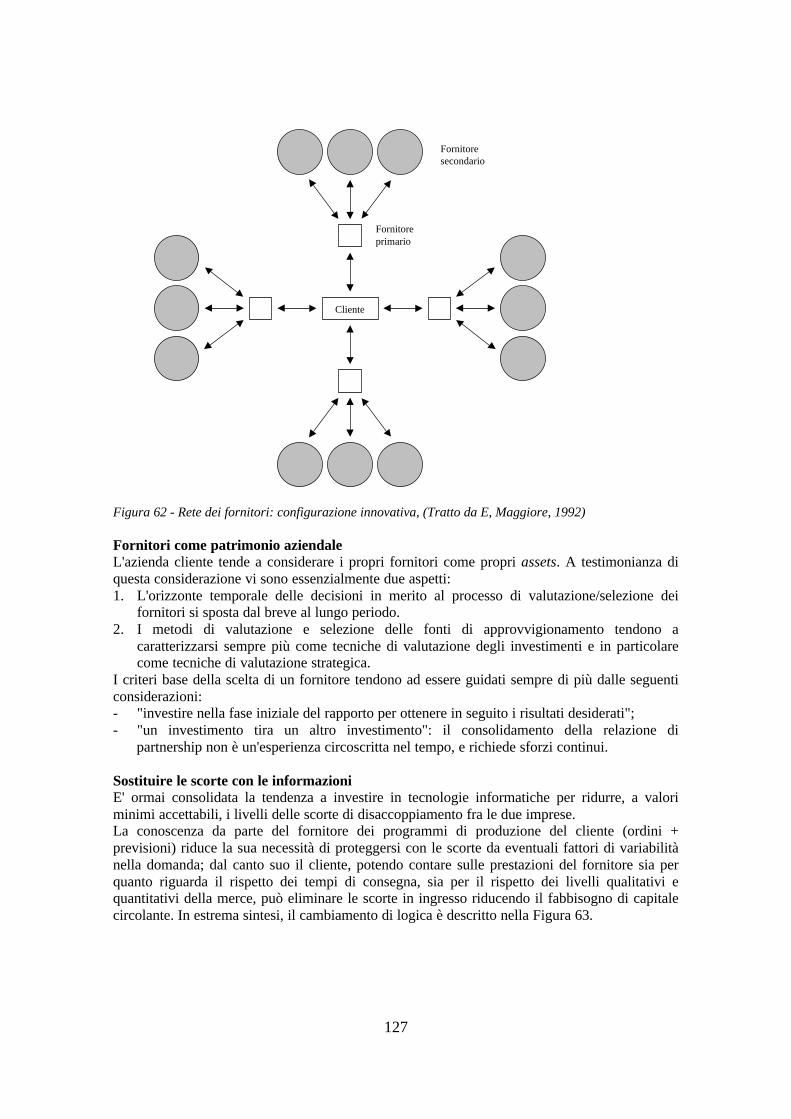
127
Figura 62 - Rete dei fornitori: configurazione innovativa, (Tratto da E, Maggiore, 1992)
Fornitori come patrimonio aziendaleL'azienda cliente tende a considerare i propri fornitori come propri assets. A testimonianza diquesta considerazione vi sono essenzialmente due aspetti:1. L'orizzonte temporale delle decisioni in merito al processo di valutazione/selezione dei
fornitori si sposta dal breve al lungo periodo.2. I metodi di valutazione e selezione delle fonti di approvvigionamento tendono a
caratterizzarsi sempre più come tecniche di valutazione degli investimenti e in particolarecome tecniche di valutazione strategica.
I criteri base della scelta di un fornitore tendono ad essere guidati sempre di più dalle seguenticonsiderazioni:- "investire nella fase iniziale del rapporto per ottenere in seguito i risultati desiderati";- "un investimento tira un altro investimento": il consolidamento della relazione di
partnership non è un'esperienza circoscritta nel tempo, e richiede sforzi continui.
Sostituire le scorte con le informazioniE' ormai consolidata la tendenza a investire in tecnologie informatiche per ridurre, a valoriminimi accettabili, i livelli delle scorte di disaccoppiamento fra le due imprese.La conoscenza da parte del fornitore dei programmi di produzione del cliente (ordini +previsioni) riduce la sua necessità di proteggersi con le scorte da eventuali fattori di variabilitànella domanda; dal canto suo il cliente, potendo contare sulle prestazioni del fornitore sia perquanto riguarda il rispetto dei tempi di consegna, sia per il rispetto dei livelli qualitativi equantitativi della merce, può eliminare le scorte in ingresso riducendo il fabbisogno di capitalecircolante. In estrema sintesi, il cambiamento di logica è descritto nella Figura 63.
Fornitoresecondario
Cliente
Fornitoreprimario
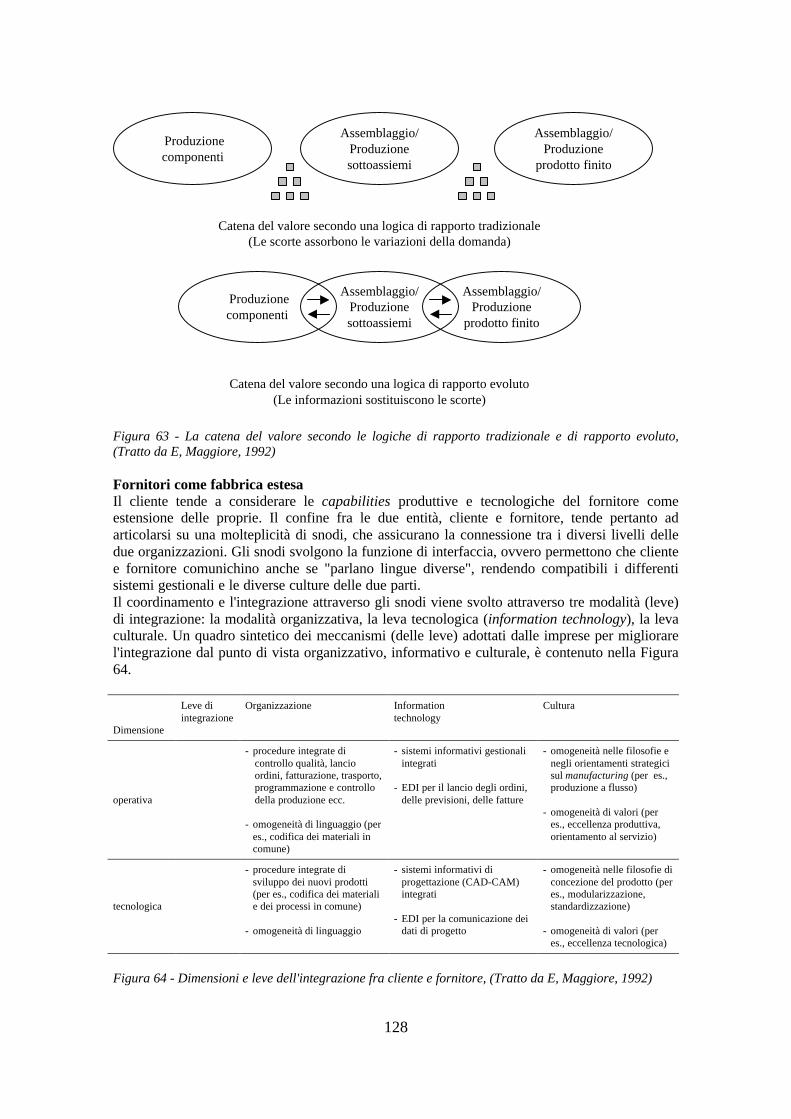
128
Figura 63 - La catena del valore secondo le logiche di rapporto tradizionale e di rapporto evoluto,(Tratto da E, Maggiore, 1992)
Fornitori come fabbrica estesaIl cliente tende a considerare le capabilities produttive e tecnologiche del fornitore comeestensione delle proprie. Il confine fra le due entità, cliente e fornitore, tende pertanto adarticolarsi su una molteplicità di snodi, che assicurano la connessione tra i diversi livelli delledue organizzazioni. Gli snodi svolgono la funzione di interfaccia, ovvero permettono che clientee fornitore comunichino anche se "parlano lingue diverse", rendendo compatibili i differentisistemi gestionali e le diverse culture delle due parti.Il coordinamento e l'integrazione attraverso gli snodi viene svolto attraverso tre modalità (leve)di integrazione: la modalità organizzativa, la leva tecnologica (information technology), la levaculturale. Un quadro sintetico dei meccanismi (delle leve) adottati dalle imprese per migliorarel'integrazione dal punto di vista organizzativo, informativo e culturale, è contenuto nella Figura64.
Leve diintegrazione
Organizzazione Informationtechnology
Cultura
Dimensione
operativa
- procedure integrate dicontrollo qualità, lancioordini, fatturazione, trasporto,programmazione e controllodella produzione ecc.
- omogeneità di linguaggio (peres., codifica dei materiali incomune)
- sistemi informativi gestionaliintegrati
- EDI per il lancio degli ordini,delle previsioni, delle fatture
- omogeneità nelle filosofie enegli orientamenti strategicisul manufacturing (per es.,produzione a flusso)
- omogeneità di valori (peres., eccellenza produttiva,orientamento al servizio)
tecnologica
- procedure integrate disviluppo dei nuovi prodotti(per es., codifica dei materialie dei processi in comune)
- omogeneità di linguaggio
- sistemi informativi diprogettazione (CAD-CAM)integrati
- EDI per la comunicazione deidati di progetto
- omogeneità nelle filosofie diconcezione del prodotto (peres., modularizzazione,standardizzazione)
- omogeneità di valori (peres., eccellenza tecnologica)
Figura 64 - Dimensioni e leve dell'integrazione fra cliente e fornitore, (Tratto da E, Maggiore, 1992)
Assemblaggio/Produzionesottoassiemi
Assemblaggio/Produzione
prodotto finito
Produzionecomponenti
Catena del valore secondo una logica di rapporto tradizionale(Le scorte assorbono le variazioni della domanda)
Assemblaggio/Produzionesottoassiemi
Assemblaggio/Produzione
prodotto finito
Produzionecomponenti
Catena del valore secondo una logica di rapporto evoluto(Le informazioni sostituiscono le scorte)
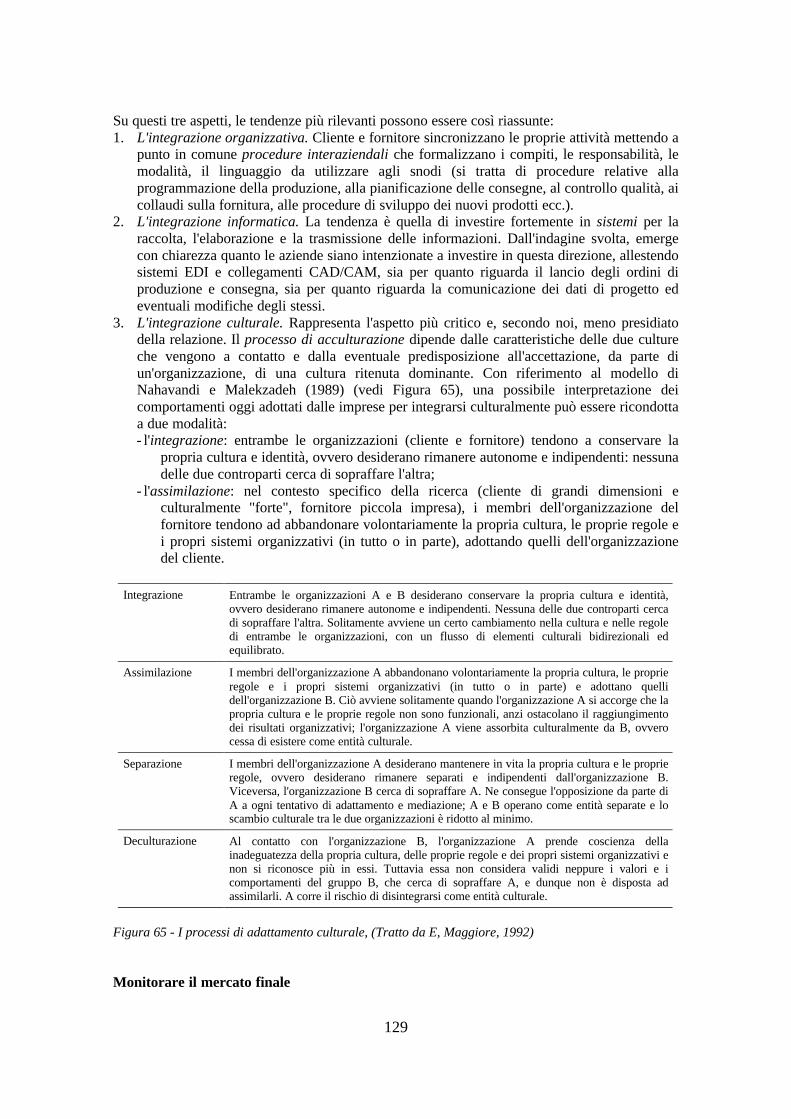
129
Su questi tre aspetti, le tendenze più rilevanti possono essere così riassunte:1. L'integrazione organizzativa. Cliente e fornitore sincronizzano le proprie attività mettendo a
punto in comune procedure interaziendali che formalizzano i compiti, le responsabilità, lemodalità, il linguaggio da utilizzare agli snodi (si tratta di procedure relative allaprogrammazione della produzione, alla pianificazione delle consegne, al controllo qualità, aicollaudi sulla fornitura, alle procedure di sviluppo dei nuovi prodotti ecc.).
2. L'integrazione informatica. La tendenza è quella di investire fortemente in sistemi per laraccolta, l'elaborazione e la trasmissione delle informazioni. Dall'indagine svolta, emergecon chiarezza quanto le aziende siano intenzionate a investire in questa direzione, allestendosistemi EDI e collegamenti CAD/CAM, sia per quanto riguarda il lancio degli ordini diproduzione e consegna, sia per quanto riguarda la comunicazione dei dati di progetto edeventuali modifiche degli stessi.
3. L'integrazione culturale. Rappresenta l'aspetto più critico e, secondo noi, meno presidiatodella relazione. Il processo di acculturazione dipende dalle caratteristiche delle due cultureche vengono a contatto e dalla eventuale predisposizione all'accettazione, da parte diun'organizzazione, di una cultura ritenuta dominante. Con riferimento al modello diNahavandi e Malekzadeh (1989) (vedi Figura 65), una possibile interpretazione deicomportamenti oggi adottati dalle imprese per integrarsi culturalmente può essere ricondottaa due modalità:- l'integrazione: entrambe le organizzazioni (cliente e fornitore) tendono a conservare la
propria cultura e identità, ovvero desiderano rimanere autonome e indipendenti: nessunadelle due controparti cerca di sopraffare l'altra;
- l'assimilazione: nel contesto specifico della ricerca (cliente di grandi dimensioni eculturalmente "forte", fornitore piccola impresa), i membri dell'organizzazione delfornitore tendono ad abbandonare volontariamente la propria cultura, le proprie regole ei propri sistemi organizzativi (in tutto o in parte), adottando quelli dell'organizzazionedel cliente.
Integrazione Entrambe le organizzazioni A e B desiderano conservare la propria cultura e identità,ovvero desiderano rimanere autonome e indipendenti. Nessuna delle due controparti cercadi sopraffare l'altra. Solitamente avviene un certo cambiamento nella cultura e nelle regoledi entrambe le organizzazioni, con un flusso di elementi culturali bidirezionali edequilibrato.
Assimilazione I membri dell'organizzazione A abbandonano volontariamente la propria cultura, le proprieregole e i propri sistemi organizzativi (in tutto o in parte) e adottano quellidell'organizzazione B. Ciò avviene solitamente quando l'organizzazione A si accorge che lapropria cultura e le proprie regole non sono funzionali, anzi ostacolano il raggiungimentodei risultati organizzativi; l'organizzazione A viene assorbita culturalmente da B, ovverocessa di esistere come entità culturale.
Separazione I membri dell'organizzazione A desiderano mantenere in vita la propria cultura e le proprieregole, ovvero desiderano rimanere separati e indipendenti dall'organizzazione B.Viceversa, l'organizzazione B cerca di sopraffare A. Ne consegue l'opposizione da parte diA a ogni tentativo di adattamento e mediazione; A e B operano come entità separate e loscambio culturale tra le due organizzazioni è ridotto al minimo.
Deculturazione Al contatto con l'organizzazione B, l'organizzazione A prende coscienza dellainadeguatezza della propria cultura, delle proprie regole e dei propri sistemi organizzativi enon si riconosce più in essi. Tuttavia essa non considera validi neppure i valori e icomportamenti del gruppo B, che cerca di sopraffare A, e dunque non è disposta adassimilarli. A corre il rischio di disintegrarsi come entità culturale.
Figura 65 - I processi di adattamento culturale, (Tratto da E, Maggiore, 1992)
Monitorare il mercato finale
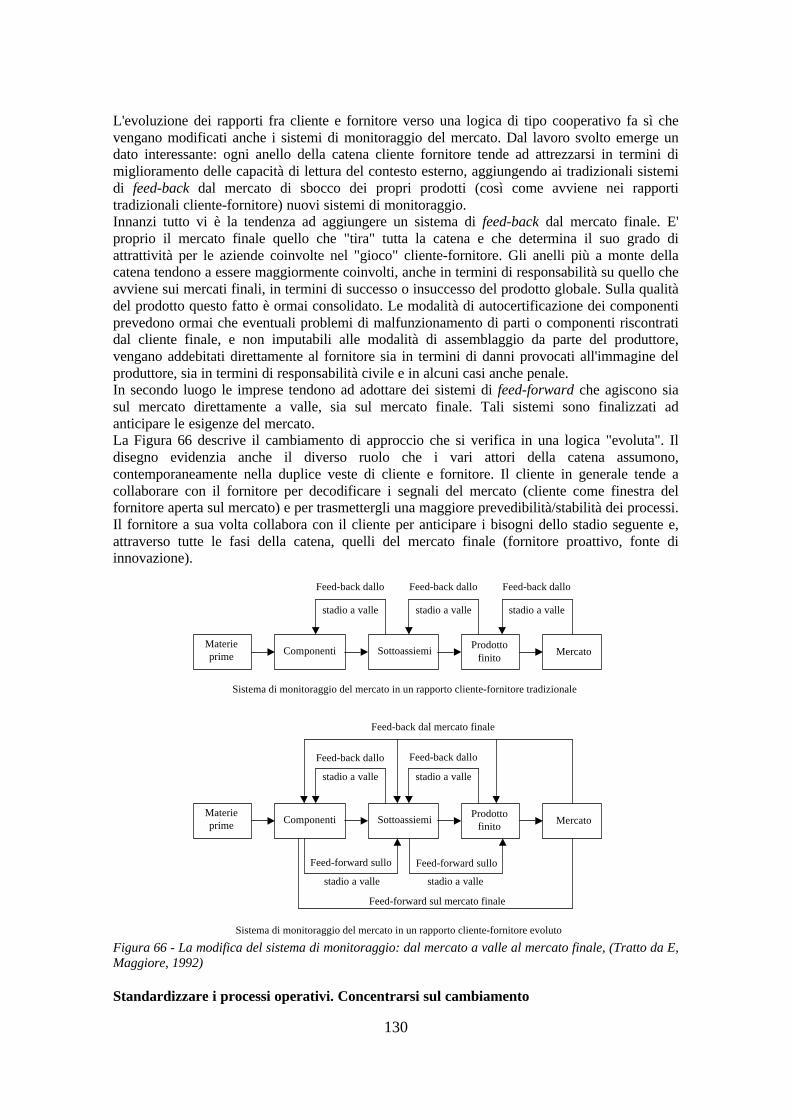
130
L'evoluzione dei rapporti fra cliente e fornitore verso una logica di tipo cooperativo fa sì chevengano modificati anche i sistemi di monitoraggio del mercato. Dal lavoro svolto emerge undato interessante: ogni anello della catena cliente fornitore tende ad attrezzarsi in termini dimiglioramento delle capacità di lettura del contesto esterno, aggiungendo ai tradizionali sistemidi feed-back dal mercato di sbocco dei propri prodotti (così come avviene nei rapportitradizionali cliente-fornitore) nuovi sistemi di monitoraggio.Innanzi tutto vi è la tendenza ad aggiungere un sistema di feed-back dal mercato finale. E'proprio il mercato finale quello che "tira" tutta la catena e che determina il suo grado diattrattività per le aziende coinvolte nel "gioco" cliente-fornitore. Gli anelli più a monte dellacatena tendono a essere maggiormente coinvolti, anche in termini di responsabilità su quello cheavviene sui mercati finali, in termini di successo o insuccesso del prodotto globale. Sulla qualitàdel prodotto questo fatto è ormai consolidato. Le modalità di autocertificazione dei componentiprevedono ormai che eventuali problemi di malfunzionamento di parti o componenti riscontratidal cliente finale, e non imputabili alle modalità di assemblaggio da parte del produttore,vengano addebitati direttamente al fornitore sia in termini di danni provocati all'immagine delproduttore, sia in termini di responsabilità civile e in alcuni casi anche penale.In secondo luogo le imprese tendono ad adottare dei sistemi di feed-forward che agiscono siasul mercato direttamente a valle, sia sul mercato finale. Tali sistemi sono finalizzati adanticipare le esigenze del mercato.La Figura 66 descrive il cambiamento di approccio che si verifica in una logica "evoluta". Ildisegno evidenzia anche il diverso ruolo che i vari attori della catena assumono,contemporaneamente nella duplice veste di cliente e fornitore. Il cliente in generale tende acollaborare con il fornitore per decodificare i segnali del mercato (cliente come finestra delfornitore aperta sul mercato) e per trasmettergli una maggiore prevedibilità/stabilità dei processi.Il fornitore a sua volta collabora con il cliente per anticipare i bisogni dello stadio seguente e,attraverso tutte le fasi della catena, quelli del mercato finale (fornitore proattivo, fonte diinnovazione).
Figura 66 - La modifica del sistema di monitoraggio: dal mercato a valle al mercato finale, (Tratto da E,Maggiore, 1992)
Standardizzare i processi operativi. Concentrarsi sul cambiamento
Materieprime Componenti Sottoassiemi
Prodottofinito
Mercato
Sistema di monitoraggio del mercato in un rapporto cliente-fornitore tradizionale
stadio a valle
Feed-back dallo
stadio a valle
Feed-back dallo
stadio a valle
Feed-back dallo
Materieprime Componenti Sottoassiemi
Prodottofinito
Mercato
Sistema di monitoraggio del mercato in un rapporto cliente-fornitore evoluto
stadio a valle
Feed-back dallo
stadio a valle
Feed-back dallo
Feed-back dal mercato finale
Feed-forward sullo Feed-forward sullo
stadio a valle stadio a valle
Feed-forward sul mercato finale
131
Cliente e fornitore sono due entità che si parlano (coordinano), attraverso un rapporto discambio, all'interno del sistema organizzativo complessivo costituito dalle due unità.L'evoluzione dei rapporti cliente-fornitore mette in luce una modifica sostanziale nelle modalitàdi coordinamento e controllo utilizzate dalle due parti. In particolare, è interessante osservaretale modifica lungo le due dimensioni (operativa e tecnologica) di integrazione fra cliente efornitore.In un rapporto gestito secondo le logiche tradizionali, il coordinamento, presente unicamentelungo la dimensione operativa, presuppone un continuo mutuo adattamento delle due parti,essendo caratterizzato da una forte conflittualità: continua negoziazione sui prezzi, sullequantità, sui tempi di consegna, sui termini di pagamento, sulle modalità di trasporto e diimballo ecc. Gli unici standard sono costituiti da un linguaggio sufficientemente consolidato,tipico dei rapporti di compravendita (ad esempio, le clausole di resa, pagamento, imballo,presenti necessariamente in un contratto di fornitura e che fanno riferimento a una normativa delcommercio internazionale). La logica evoluta tenta di ribaltare questa logica puntando su unaforte standardizzazione delle regole di comportamento e sul ricorso massiccio a piani, ovveroalla definizione di un insieme di azioni da intraprendere in base al comportamento della parte amonte/valle.I principi che stanno alla base dei nuovi rapporti con i fornitori sono:1. Standardizzare il coordinamento lungo la dimensione operativa in modo da snellire il più
possibile lo svolgimento delle attività lungo il "tubo" produttivo/logistico che collega clientee fornitore.
2. Concentrare i propri sforzi nella progettazione e implementazione degli standard(definizione del contratto quadro, messa a punto delle procedure di controllo qualità, delleprocedure di consegna e fatturazione, dei sistemi di imballo e trasporto, delle procedure diinterfaccia nello sviluppo dei nuovi prodotti - procedure di co-design/simultaneousengineering - definizione dei protocolli di comunicazione per la trasmissione elettronica deidati via EDI ecc.). Questi strumenti, una volta definiti e messi a punto, consentono allefunzioni operative delle due imprese (cliente e fornitore) di operare con maggiore facilità ecostituiscono un riferimento chiaro delle regole del gioco da adottare nei singoli casi.
3. Adottare modalità per mutuo adattamento solo nell'attività di miglioramento dei processi enell'integrazione lungo la dimensione tecnologica. L'obiettivo è in questo caso quello dipoter veicolare in tempi più stretti nel "tubo" produttivo/logistico i nuovi prodotti e ottenere,per questi, maggiori prestazioni qualitative, di costo e di innovatività.
L'impatto che un tale sistema di coordinamento e controllo ha sulle risorse interne e sulleprestazioni è chiaro:- la semplificazione e la standardizzazione dei processi e del sistema di comunicazione
consentono di ottenere maggiore rapidità di risposta sul piano operativo;- l'utilizzo di sistemi automatici di supporto e la messa a punto di un riferimento procedurale
chiaro consentono di liberare le risorse più competenti dallo svolgimento di attività a bassovalore aggiunto;
- queste risorse possono essere concentrate nell'attività di miglioramento dei processioperativi e nell'integrazione sul piano tecnologico (messa a punto delle procedure diinterfaccia, verifica di nuove soluzioni applicative di prodotto/processo; sviluppo congiuntodi nuove tecnologie ecc.)."(De Maio e Maggiore, 1992 pp. 62- 75).
132
2.G - Le scelte di esternalizzazione
"Le scelte organizzative illustrate esprimono gli sforzi di razionalizzazione interna operati dalleaziende per far fronte alla crescente complessità della gestione. La realtà degliapprovvigionamenti trae dunque opportunità di rivalutazione dal processo di integrazione con lealtre funzioni aziendali e dal conseguente maggior peso nell'iter di definizione delle strategied'impresa.L'accresciuta criticità della funzione sembra, inoltre, discendere, seppur in via mediata, dalsensibile sviluppo delle politiche di esternalizzazione che ha caratterizzato il panoramaindustriale dell'ultimo ventennio. L'estensione di tali fenomeni risulta in gran parte correlata aspecificità settoriali (si pensi ai comparti calzaturiero, meccanico, arredamento e abbigliamento)e può coinvolgere unità produttive di qualsiasi dimensione, da vere e proprie realtà industriali,fino ai casi estremi delle forme artigiane e del lavoro a domicilio.Dal punto di vista dell'azienda committente, le scelte di esternalizzazione si traducono indecisioni dette di make or buy, che si inseriscono in valutazioni strategiche più ampie,riconducibili alle necessità competitive del medio-lungo termine. Stabilita la volontà strategicadi delegare fasi di lavorazione - e conseguentemente l'operare pianificato dell'ufficioapprovvigionamenti - le scelte di esternalizzazione si realizzano in vere e proprie politiche diapprovvigionamento che, agendo su leve gestibili dall'interno (prodotto, prezzo, fonti diapprovvigionamento e comunicazione) tendono a ricomporre la dicotomia tra varietà deifenomeni esterni e unicità di indirizzo interno, con l'obiettivo di armonizzare offerta efabbisogno di materiali nel medio periodo. In virtù delle analogie che accomunano, in questoruolo di confine interno-esterno, le funzioni marketing ed approvvigionamenti, in letteratura siritrovano i termini di marketing d'acquisto, con riferimento al complesso di attività e al nuovoorientamento della funzione, e di procurement mix, inteso come l'insieme degli elementigestibili in chiave strategica per il perseguimento degli obiettivi di medio-lungo termine.La scelta di produrre e acquistare produzioni di fase trae dunque origine da motivazioni dinatura strategica e da valutazioni di carattere economico. I motivi che possono indurre adelegare la produzione a terzi sono generalmente riconducibili ad esigenze di specializzazionetecnica o a vincoli di capacità produttiva. La conoscenza specifica dei processi produttivi e deimateriali impiegati è uno degli elementi tipici su cui si fonda la richiesta all'esterno; sempre piùfrequentemente le produzioni - in particolar modo per i beni di consumo durevole e per i beniindustriali - incorporano tecnologie differenti e complementari o utilizzano materiali speciali. Sipensi, ad esempio, alla produzione di macchine utensili, in cui convergono competenze assaidiversificate (tecnologie meccaniche,elettroniche, ecc.) o al caso di produzioni complesse qualiquelle dell'automobile, in cui si utilizzano differenti e innovativi materiali (leghe metalliche,acciai speciali, fibre plastiche, materiali compositi.In questi casi, il know how detenuto dalla azienda fornitrice riduce il rischio tecnico delleproduzioni a valle e tutela il committente dai fenomeni di obsolescenza tecnologica. Altrove, laciclicità o la stagionalità dei mercati si riflette in corrispondenti fluttuazioni dei fabbisogni; intal caso la scelta di esternalizzare fasi di produzione trae origine dalla impossibilità o nonconvenienza a sovradimensionare la capacità produttiva degli impianti o ad agire attraversoaccumuli di giacenze.Un'indagine sui processi decisionali che governano scelte di esternalizzazione delle produzioniha mostrato che i criteri perseguiti nella definizione delle politiche di fornitura, con riguardo allesole problematiche produttive, risultano in ordine in ordine di priorità:- la ricerca di margini di elasticità rispetto alle fluttuazioni della domanda;- lo sfruttamento di differenziali di costo;- l'esigenza di far fronte a capacità produttiva insufficiente;- l'esternalizzazione di fasi caratterizzate da bassa crucialità;- l'esternalizzazione di lavorazioni su materiali di elevato ingombro e peso;- l'esternalizzazione di parti da realizzarsi in piccole quantità.
133
Sembra pertanto che le motivazioni connesse alle scelte di esternalizzazione siano riconducibili,nella nostra industria, a due distinti orientamenti: da un lato, traspare una scelta «positiva», voltaalla ricerca di maggior elasticità, produttività ed economicità; dall'altro una tesi più«cautelativa», riscontrabile nella volontà di relegare all'esterno elementi di disturbo oingiustificato aggravio alla stabilità del ritmo produttivo.Le ragioni che conducono a scelte di internalizzazione risultano invece connesse ad elementiquali, ad esempio, la strategicità della fase: talvolta esigenze di qualità ed accuratezza nellefabbricazioni e nei montaggi risultano un vincolo imprescindibile per il successo competitivo. Ilrispetto di specifiche di progettazione dettagliate o di rigorose tolleranze di lavorazione vienegarantito da attrezzature speciali o competenze distintive reperibili solo all'interno, come nelcaso tipico di alcune lavorazioni meccaniche di precisione o particolari processi diassemblaggio. Altrove, è l'immagine stessa del prodotto che risulta condizionata da unparticolare componente, che pertanto è conveniente gestire in autonomia. In taluni compartifortemente orientati ai processi innovativi il fenomeno è legato a garanzie di riservatezza;esigenze di tutela rispetto ai potenziali imitatori inducono l'innovatore a delegare a terzi partimarginali del processo, mantenendo all'interno la lavorazione che incorpora il vantaggiocompetitivo connesso all'innovazione.Talvolta, l'opportunità di lucrare riduzioni di costo grazie a curve di esperienza, consistentivolumi di produzione o processi integrati giustifica la sostanziale assenza di opportunità didelega produttiva.In altre realtà, invece, risulta determinante l'affidabilità dell'approvvigionamento. Nei settori enei processi in cui la continuità dell'approvvigionamento assume rilevanza critica e l'indottonon sembra in grado di garantire livelli sufficienti di affidabilità, risulta preferibile optare persoluzioni interne.Nelle decisioni di natura strategica, l'apporto della funzione approvvigionamenti è variabile, inragione, come già evidenziato, del suo peso nella struttura organizzativa d'azienda.Diversamente la funzione è sempre più frequentemente coinvolta nelle valutazioni dell'impattoeconomico-finanziario delle scelte di esternalizzazione; queste si fondano tipicamente sulraffronto, in logica differenziale, dei valori economici e finanziari connessi alla decisione. In talsenso si considerano generalmente costi interni:- il costo dei materiali diretti;- il costo della manodopera diretta;- gli altri costi variabili;- le variazioni nei costi fissi indotte dalla scelta;- l'ammortamento di investimenti specifici;- gli eventuali costi di avviamento, inteso in senso lato (ad es. manodopera assunta
appositamente).L'ammontare così risultante si confronta con l'insieme dei costi connessi alla soluzione esterna:- il prezzo d'acquisto;- gli oneri accessori, se non compresi nel prezzo, quali costi di trasporto, imballaggi,
assicurazione cc.;- il costo di impianti, attrezzature specifiche o altro, comunque a carico del committente: Non
vanno conteggiate le attrezzature date in uso al terzista (prassi invalsa in molti settori: cuoioe pellame, tessile, mobiliero) perché irrilevanti, in logica differenziale, per le decisioni dimake or buy;
- gli oneri finanziari sulle attrezzature specifiche;- gli eventuali maggiori costi iniziali connessi a campionature, preserie, ecc.
La valutazione deve anche comprendere i costi indotti dalle scelte operate in termini di costoopportunità.Definita la convenienza a ricorrere a produzioni esterne, la funzione approvvigionamenti ha ilcompito di orientare la scelta del fornitore e governare il rapporto interno-esterno; in tal senso si
134
esplicita il nuovo modo di operare della funzione, inteso alla costante osservazione della realtàesterna e alla dominanza dei legami indotto-azienda terminale." (Grando, 1995, pp. 329-333)
Il caso Dulaney Toys Company (DTC)
"Rick Jerauld è il responsabile dello stampaggio alla Dulaney. Egli sa, per esperienza, che ladomanda conosce spesso picchi, cui seguono stasi anche lunghe: il suo obiettivo è però quello disaturare sempre la capacità produttiva, e ciò lo pone di fronte a un dilemma non piccolo. Dopoanni di crescite record, la DTC sembra ora avviarsi verso un periodo di vendite moderate e gliultimi due prodotti della gamma denunciano fatturati più bassi del previsto. I giocatoli hanno unciclo di vita molto caratteristico e il declino di altri articoli - in catalogo da tempo - insieme alloscarso successo delle due novità fa sì che in alcuni reparti la capacità produttiva non vengasfruttata appieno. Tra questi vi è il reparto stampaggio, dove si producono tutti i particolari inplastica della DTC.Rick è restio a licenziare parte dei suoi dipendenti, anche perché la società ha sempre fatto unabandiera - nelle relazioni sindacali- della stabilità del posto di lavoro. Un'alternativa quindi puòessere quella di produrre alcuni particolari finora acquistati presso subfornitori: fortunatamentela DTC ha sempre fatto ricorso a conto-terzisti e quindi l'ipotesi è praticabile; si tratta ora distabilire con quali criteri decidere che cosa si può produrre e cosa, conviene continuare adacquistare.Secondo Jerauld ci possono essere diverse alternative:1. produrre componenti che - per volume o per complessità di ciclo - richiedono un elevato
monte-ore di capacità. Pochi particolari satureranno così la capacità inutilizzata;2. produrre ciò che costa meno del prezzo di acquisto dai fornitori. Attualmente la DTC
confronta il prezzo pagato - maggiorato di una percentuale che copra i costi diapprovvigionamento e di collaudo - con il costo di produzione che comprende: materieprime, mano d'opera e una quota di costi comuni;
3. produrre ciò che meno interessa ai subfornitori attuali, così che non si compromettano irapporti futuri con i contoterzisti, cui si deve inevitabilmente ricorrere in momenti di piccodella produzione;
4. produrre quei particolari che presentano minor possibilità di uscire di produzione in tempibrevi;
5. produrre ciò che meno interferisce con il resto del ciclo produttivo, perché richiede pochiattrezzaggi, moderati costi speciali e se ne può quindi avviare la costruzione in casa senzarallentare le fasi a valle.
Uno - o la combinazione di alcuni - di questi criteri potrebbe essere adottato dalla DTC. Uncollaboratore di Rick ha selezionato alcuni componenti che meglio si adattano alla produzioneall'esterno e vengono qui riportati nella Figura 67. Alcuni erano stati finora prodottiesclusivamente da conto-terzisti, mentre altri venivano già prodotti, in parte, all'interno dellaDTC. Si tratta sempre di componenti che servono per costruire i due prodotti di punta dellaSocietà: "Walter il Ferroviere" e la "Scimmia Saltimbanco". Rick deve ora decidere che cosastampare nel suo reparto, ma soprattutto vuole stabilire un criterio economico sulla base delquale scegliere i componenti che più conviene realizzare in casa.
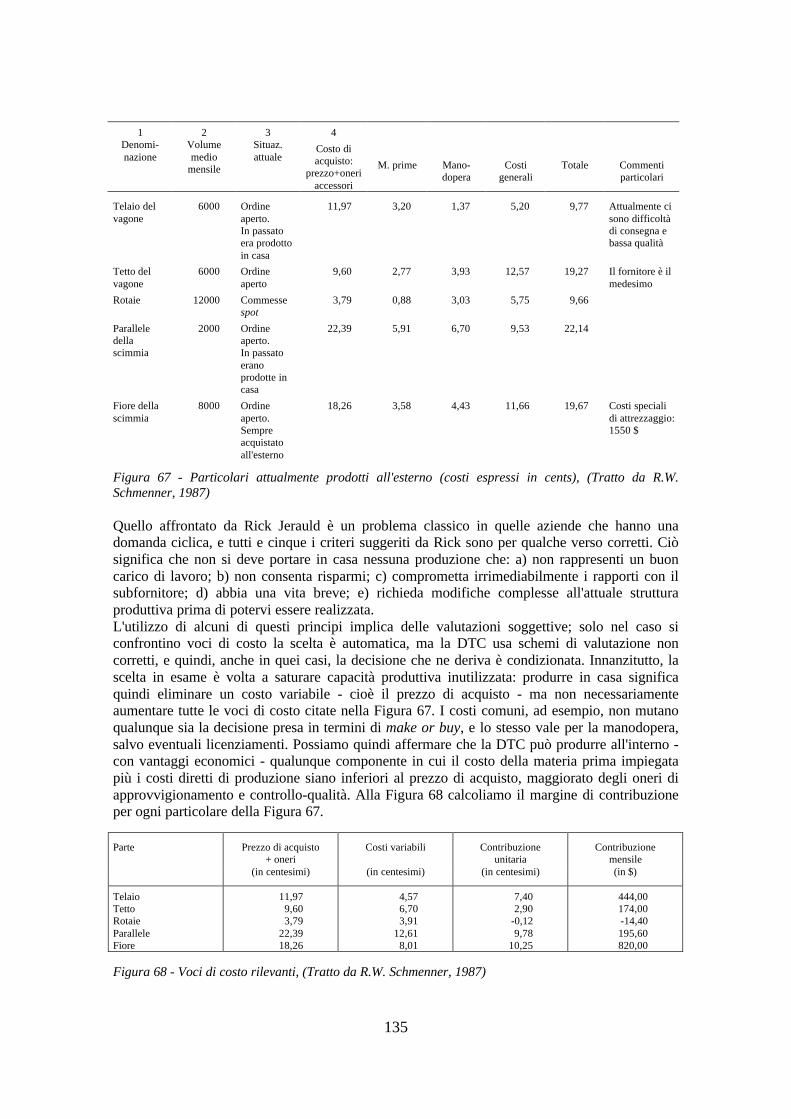
135
1Denomi-nazione
2Volumemedio
mensile
3Situaz.attuale
4
Costo diacquisto:
prezzo+oneriaccessori
M. prime Mano-dopera
Costigenerali
Totale Commentiparticolari
Telaio delvagone
6000 Ordineaperto.In passatoera prodottoin casa
11,97 3,20 1,37 5,20 9,77 Attualmente cisono difficoltàdi consegna ebassa qualità
Tetto delvagone
6000 Ordineaperto
9,60 2,77 3,93 12,57 19,27 Il fornitore è ilmedesimo
Rotaie 12000 Commessespot
3,79 0,88 3,03 5,75 9,66
Paralleledellascimmia
2000 Ordineaperto.In passatoeranoprodotte incasa
22,39 5,91 6,70 9,53 22,14
Fiore dellascimmia
8000 Ordineaperto.Sempreacquistatoall'esterno
18,26 3,58 4,43 11,66 19,67 Costi specialidi attrezzaggio:1550 $
Figura 67 - Particolari attualmente prodotti all'esterno (costi espressi in cents), (Tratto da R.W.Schmenner, 1987)
Quello affrontato da Rick Jerauld è un problema classico in quelle aziende che hanno unadomanda ciclica, e tutti e cinque i criteri suggeriti da Rick sono per qualche verso corretti. Ciòsignifica che non si deve portare in casa nessuna produzione che: a) non rappresenti un buoncarico di lavoro; b) non consenta risparmi; c) comprometta irrimediabilmente i rapporti con ilsubfornitore; d) abbia una vita breve; e) richieda modifiche complesse all'attuale strutturaproduttiva prima di potervi essere realizzata.L'utilizzo di alcuni di questi principi implica delle valutazioni soggettive; solo nel caso siconfrontino voci di costo la scelta è automatica, ma la DTC usa schemi di valutazione noncorretti, e quindi, anche in quei casi, la decisione che ne deriva è condizionata. Innanzitutto, lascelta in esame è volta a saturare capacità produttiva inutilizzata: produrre in casa significaquindi eliminare un costo variabile - cioè il prezzo di acquisto - ma non necessariamenteaumentare tutte le voci di costo citate nella Figura 67. I costi comuni, ad esempio, non mutanoqualunque sia la decisione presa in termini di make or buy, e lo stesso vale per la manodopera,salvo eventuali licenziamenti. Possiamo quindi affermare che la DTC può produrre all'interno -con vantaggi economici - qualunque componente in cui il costo della materia prima impiegatapiù i costi diretti di produzione siano inferiori al prezzo di acquisto, maggiorato degli oneri diapprovvigionamento e controllo-qualità. Alla Figura 68 calcoliamo il margine di contribuzioneper ogni particolare della Figura 67.
Parte Prezzo di acquisto+ oneri
Costi variabili Contribuzioneunitaria
Contribuzionemensile
(in centesimi) (in centesimi) (in centesimi) (in $)
TelaioTettoRotaieParalleleFiore
11,979,603,79
22,3918,26
4,576,703,91
12,618,01
7,402,90
-0,129,78
10,25
444,00174,00-14,40195,60820,00
Figura 68 - Voci di costo rilevanti, (Tratto da R.W. Schmenner, 1987)
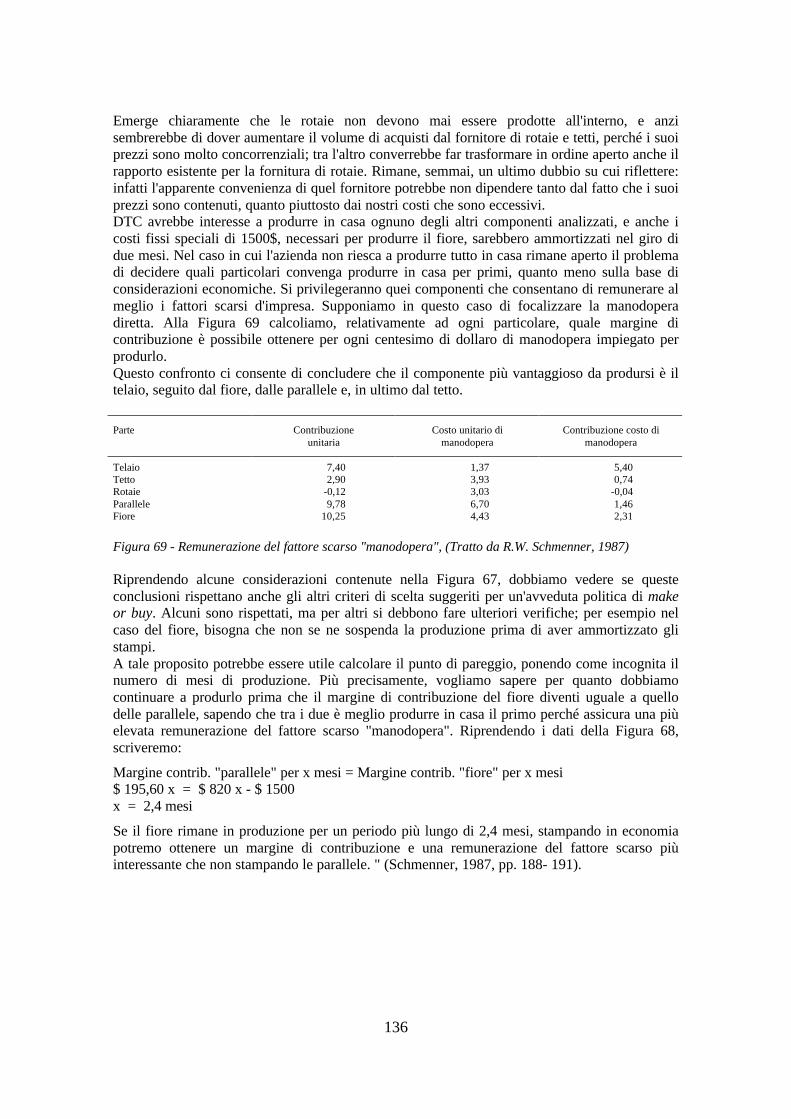
136
Emerge chiaramente che le rotaie non devono mai essere prodotte all'interno, e anzisembrerebbe di dover aumentare il volume di acquisti dal fornitore di rotaie e tetti, perché i suoiprezzi sono molto concorrenziali; tra l'altro converrebbe far trasformare in ordine aperto anche ilrapporto esistente per la fornitura di rotaie. Rimane, semmai, un ultimo dubbio su cui riflettere:infatti l'apparente convenienza di quel fornitore potrebbe non dipendere tanto dal fatto che i suoiprezzi sono contenuti, quanto piuttosto dai nostri costi che sono eccessivi.DTC avrebbe interesse a produrre in casa ognuno degli altri componenti analizzati, e anche icosti fissi speciali di 1500$, necessari per produrre il fiore, sarebbero ammortizzati nel giro didue mesi. Nel caso in cui l'azienda non riesca a produrre tutto in casa rimane aperto il problemadi decidere quali particolari convenga produrre in casa per primi, quanto meno sulla base diconsiderazioni economiche. Si privilegeranno quei componenti che consentano di remunerare almeglio i fattori scarsi d'impresa. Supponiamo in questo caso di focalizzare la manodoperadiretta. Alla Figura 69 calcoliamo, relativamente ad ogni particolare, quale margine dicontribuzione è possibile ottenere per ogni centesimo di dollaro di manodopera impiegato perprodurlo.Questo confronto ci consente di concludere che il componente più vantaggioso da prodursi è iltelaio, seguito dal fiore, dalle parallele e, in ultimo dal tetto.
Parte Contribuzioneunitaria
Costo unitario dimanodopera
Contribuzione costo dimanodopera
TelaioTettoRotaieParalleleFiore
7,402,90
-0,129,78
10,25
1,373,933,036,704,43
5,400,74
-0,041,462,31
Figura 69 - Remunerazione del fattore scarso "manodopera", (Tratto da R.W. Schmenner, 1987)
Riprendendo alcune considerazioni contenute nella Figura 67, dobbiamo vedere se questeconclusioni rispettano anche gli altri criteri di scelta suggeriti per un'avveduta politica di makeor buy. Alcuni sono rispettati, ma per altri si debbono fare ulteriori verifiche; per esempio nelcaso del fiore, bisogna che non se ne sospenda la produzione prima di aver ammortizzato glistampi.A tale proposito potrebbe essere utile calcolare il punto di pareggio, ponendo come incognita ilnumero di mesi di produzione. Più precisamente, vogliamo sapere per quanto dobbiamocontinuare a produrlo prima che il margine di contribuzione del fiore diventi uguale a quellodelle parallele, sapendo che tra i due è meglio produrre in casa il primo perché assicura una piùelevata remunerazione del fattore scarso "manodopera". Riprendendo i dati della Figura 68,scriveremo:
Margine contrib. "parallele" per x mesi = Margine contrib. "fiore" per x mesi$ 195,60 x = $ 820 x - $ 1500x = 2,4 mesi
Se il fiore rimane in produzione per un periodo più lungo di 2,4 mesi, stampando in economiapotremo ottenere un margine di contribuzione e una remunerazione del fattore scarso piùinteressante che non stampando le parallele. " (Schmenner, 1987, pp. 188- 191).
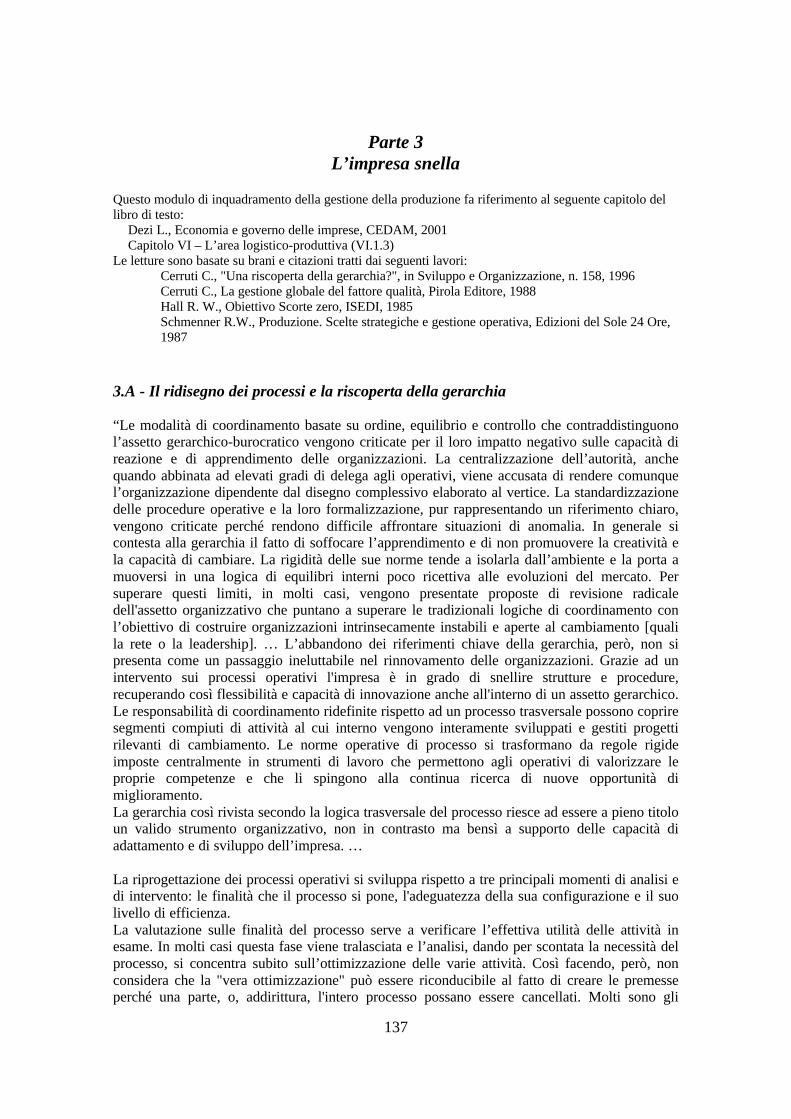
137
Parte 3L’impresa snella
Questo modulo di inquadramento della gestione della produzione fa riferimento al seguente capitolo dellibro di testo:
Dezi L., Economia e governo delle imprese, CEDAM, 2001Capitolo VI – L’area logistico-produttiva (VI.1.3)
Le letture sono basate su brani e citazioni tratti dai seguenti lavori:Cerruti C., "Una riscoperta della gerarchia?", in Sviluppo e Organizzazione, n. 158, 1996Cerruti C., La gestione globale del fattore qualità, Pirola Editore, 1988Hall R. W., Obiettivo Scorte zero, ISEDI, 1985Schmenner R.W., Produzione. Scelte strategiche e gestione operativa, Edizioni del Sole 24 Ore,1987
3.A - Il ridisegno dei processi e la riscoperta della gerarchia
“Le modalità di coordinamento basate su ordine, equilibrio e controllo che contraddistinguonol’assetto gerarchico-burocratico vengono criticate per il loro impatto negativo sulle capacità direazione e di apprendimento delle organizzazioni. La centralizzazione dell’autorità, anchequando abbinata ad elevati gradi di delega agli operativi, viene accusata di rendere comunquel’organizzazione dipendente dal disegno complessivo elaborato al vertice. La standardizzazionedelle procedure operative e la loro formalizzazione, pur rappresentando un riferimento chiaro,vengono criticate perché rendono difficile affrontare situazioni di anomalia. In generale sicontesta alla gerarchia il fatto di soffocare l’apprendimento e di non promuovere la creatività ela capacità di cambiare. La rigidità delle sue norme tende a isolarla dall’ambiente e la porta amuoversi in una logica di equilibri interni poco ricettiva alle evoluzioni del mercato. Persuperare questi limiti, in molti casi, vengono presentate proposte di revisione radicaledell'assetto organizzativo che puntano a superare le tradizionali logiche di coordinamento conl’obiettivo di costruire organizzazioni intrinsecamente instabili e aperte al cambiamento [qualila rete o la leadership]. … L’abbandono dei riferimenti chiave della gerarchia, però, non sipresenta come un passaggio ineluttabile nel rinnovamento delle organizzazioni. Grazie ad unintervento sui processi operativi l'impresa è in grado di snellire strutture e procedure,recuperando così flessibilità e capacità di innovazione anche all'interno di un assetto gerarchico.Le responsabilità di coordinamento ridefinite rispetto ad un processo trasversale possono copriresegmenti compiuti di attività al cui interno vengono interamente sviluppati e gestiti progettirilevanti di cambiamento. Le norme operative di processo si trasformano da regole rigideimposte centralmente in strumenti di lavoro che permettono agli operativi di valorizzare leproprie competenze e che li spingono alla continua ricerca di nuove opportunità dimiglioramento.La gerarchia così rivista secondo la logica trasversale del processo riesce ad essere a pieno titoloun valido strumento organizzativo, non in contrasto ma bensì a supporto delle capacità diadattamento e di sviluppo dell’impresa. …
La riprogettazione dei processi operativi si sviluppa rispetto a tre principali momenti di analisi edi intervento: le finalità che il processo si pone, l'adeguatezza della sua configurazione e il suolivello di efficienza.La valutazione sulle finalità del processo serve a verificare l’effettiva utilità delle attività inesame. In molti casi questa fase viene tralasciata e l’analisi, dando per scontata la necessità delprocesso, si concentra subito sull’ottimizzazione delle varie attività. Così facendo, però, nonconsidera che la "vera ottimizzazione" può essere riconducibile al fatto di creare le premesseperché una parte, o, addirittura, l'intero processo possano essere cancellati. Molti sono gli
138
esempi di processi che possono essere considerati "inutili" e venire quindi completamenteeliminati. L’approccio just-in-time, ad esempio, mette a punto un sistema organizzativo concaratteristiche di qualità, affidabilità e sincronizzazione tali da permettere l'eliminazione diinteri segmenti del processo di gestione delle scorte. In maniera analoga, il reengineering,attraverso un ridisegno integrato dell’intero sistema informativo, permette di cancellarecompletamente alcuni processi di quadratura amministrativa.La valutazione dell'adeguatezza del processo serve ad identificare eventuali carenzesistematiche e strutturali. L’obiettivo è quello di analizzare le cause di queste carenze, per poieliminarle alla radice evitando così che l’impresa disperda i propri sforzi nel merotamponamento di problemi che ciclicamente si ripresentano. In alcuni casi si tratterà diinadeguatezze proprie del sistema tecnico, relative ad esempio al livello di tolleranza degliimpianti o al grado di flessibilità del sistema informativo, inadeguatezze che possono essererisolte solo con modifiche nei macchinari o negli strumenti. In altri casi si tratterà invece diproblemi legati all'assetto organizzativo, molto spesso relativi alle modalità con cui vengonoimpostate le attività di mantenimento e di innovazione del processo.La valutazione sul grado di efficienza del processo guarda alla configurazione complessiva delflusso e alle modalità di svolgimento delle singole operazioni. La riduzione del grado dicomplessità del sistema interno viene in molti casi evidenziata come un riferimento importantenella ricerca dell’efficienza anche quando ciò sembri sotto-ottimizzare una data configurazioneorganizzativa. Molte volte infatti l'obiettivo di sfruttare maggiormente economie di scopo o discala ha spinto l'azienda a rendere più articolato il proprio assetto, senza rendersi conto chespesso questi potenziali recuperi di efficienza venivano vanificati dalla maggiore complessitàdel sistema di gestione. E' il caso di un'azienda che per saturare risorse inutilizzate,considerando quindi un costo marginale praticamente nullo, ha ampliato il proprio portafoglioprodotti, trovandosi però poi di fronte ad una gestione non solo più problematica ma anchecomplessivamente più costosa. Oppure è il caso di un'azienda che ha accorpato in un unicoreparto fasi di lavorazione comuni a più produzioni, perché in questo modo si giustificaval'impiego di macchine più grandi ed automatizzate, trovandosi però poi di fronte ad una crescitanegli scarti o negli sprechi dovuti alla centralizzazione dell'attività.La riprogettazione dei processi può essere impostata secondo approcci diversi e facendoriferimento a strumenti differenti. Tra i più noti ed applicati vi è l’impresa snella (leanorganization).La lean organization si incentra sulle tecniche organizzative proprie della produzione snella chefanno leva sulla minimizzazione delle risorse impiegate per rendere possibile l'obiettivo di"sviluppare, produrre e distribuire prodotti impiegando metà o meno della metà di fatica umana,spazio, strumenti, tempo e spesa complessiva". La riduzione delle risorse impiegate nel processorappresenta lo strumento operativo di miglioramento, e non solo il risultato finaledell'intervento. Questa riduzione, infatti, abbinata ad un "pensare al contrario" dogmiconsolidati, la spinge verso impostazioni innovative che, come nel caso di una gestione JITdelle scorte oppure di un sistema di qualità totale, riescano a contemperare prestazioniorganizzative ritenute inconciliabili. ….
Nel ridefinire i processi operativi, il management deve porsi come obiettivo centrale non ladefinizione di strutture più complesse e di norme operative più articolate, ma al contrario lacreazione di un assetto organizzativo più semplice e trasparente.La semplicità può scaturire da una ridefinizione dei processi operativi che elimini quelleimpurità, a livello di flussi contorti ed attività inutili, che nel tempo si sono andate stratificandonell’organizzazione. Le organizzazioni mostrano spesso una tendenza inerziale verso lacomplessificazione. A fronte di cambiamenti nelle politiche di mercato, nel sistema tecnico osemplicemente a fronte di un avvicendamento delle persone nelle posizioni di guidadell'azienda, la configurazione dei processi operativi spesso non viene ripensata in manieraunitaria ma piuttosto vengono fatti cambiamenti frammentati che lasciano dietro di sé attivitàinutili o duplicate. Un approccio centrato sull’ottica unificante del processo riesce a considerare
139
interi blocchi di attività operative e a ripensarli in maniera integrata, semplificandoli grazieall’eliminazione dei passaggi ridondanti.La trasparenza può scaturire da una ridefinizione dei processi che evidenzi prontamente ilverificarsi di situazioni anomale e indirizzi gli interventi correttivi alla radice dei problemi. Lasemplificazione dei processi è senza dubbio un riferimento importante in quanto in un processopiù lineare è più facile far emergere con immediatezza le anomalie. In molti casi sono anchedecisivi alcuni interventi sul sistema tecnico, come nel caso della realizzazione di impiantiproduttivi dotati di meccanismi idonei a far scattare in automatico eventuali interventicorrettivi.” (Cerruti, 1996, pp. 77-88).
In quest'ottica di semplicità e trasparenza (Figura 70), il management è in grado direcuperare quelle caratteristiche di ordine, equilibrio e controllo proprie della gerarchia,senza rimanere penalizzato da una crescente complessità e rigidità dei meccanismiinterni, ma anzi, al contrario, riuscendo a costruire un assetto organizzativo snello nellecapacità e nei costi di coordinamento ed efficace nel favorire l'apprendimento.
Semplicità Trasparenza
LeanOrganization
Snellire i processi riducendo lerisorse impiegate, siano esse materieprime, personale, attrezzature otempi di ciclo
Ridurre le risorse impiegate nelprocesso, facendo così emergereimmediatamente le anomalie
Figura 70 - Impatto degli intervento di snellimento dell’organizzazione (Tratto da C. Cerruti, 1996)
140
3.B - Le caratteristiche generali dell’impresa snella
L’impresa snella si presenta come un’alternativa al modello della grande impresa fordista e sicaratterizza per la sua capacità di raggiungere elevati livelli di prestazione in termini diefficienza, qualità, flessibilità e prezzi, con un livello minimo di utilizzo di risorse in termini diuomini, macchine e scorte.Nella sua dimensione produttiva l’impresa snella ruota attorno alla fabbrica “a sei zeri”:
• zero stock Riduzione ai minimi livelli delle scorte e delle attività dimagazzinaggio grazie ad un sistema logistico impostato secondo lelogiche del Just-in-Time
• zero difetti Riduzione della difettosità e delle anomalie grazie ad interventi diprevenzione e miglioramento nella progettazione e nel processoproduttivo sviluppati secondo le logiche della Qualità Totale
• zero tempi morti riduzione dei tempi di attraversamento del ciclo di produzioneandando ad incidere sui momenti in cui il pezzo non viene lavorato(che possono rappresentare fino all’80-90% del tempo totale)
• zero tempi di attesa Miglioramento del livello di servizio al cliente
• zero cartacce riduzione della burocrazia - anche in termini di personale indiretto - edelle comunicazioni inutili - anche in termini di sistemi informativimolto sofisticati -
• zero conflitto rapporto “totale” di collaborazione tra management e operativi
Il sistema di produzione della Toyota è un esempio pionieristico e molto completo di impresasnella.Il sistema di produzione Toyota è nato come necessità di sopravvivenza per un’azienda che nonpoteva contare sui grandi volumi e sulle economie di scala delle grandi imprese americane e cheal contempo si trovava nella necessità di servire un mercato frammentato.Mentre l’approccio fordista riesce a sviluppare l’efficienza del sistema produttivo in relazionead una crescita nei volumi di produzione rispetto ad una gamma di modelli limitata, il sistema diproduzione Toyota è concepito per condizioni di crescita lenta facendo riferimento ad unagrande varietà di modelli.Negli anni ’50 e ’60 si sviluppa in Toyota progressivamente un nuovo modello produttivobasato su lotti piccoli e su scorte ridotte. I fatti storici che hanno spinto la Toyota a sperimentareinterventi in questa direzione sono stati principalmente la crisi finanziaria che ha portatol’azienda quasi sull’orlo del fallimento (e la conseguente necessità di ridurre il capitaleinvestito) e la necessità di far fronte ad un aumento di produzione dopo aver proceduto neglianni precedenti a massicci licenziamenti. A questo si aggiunge l’intuizione di Ohno (uncaporeparto che è cresciuto negli anni sino a ricoprire le massime cariche aziendali) che sullabase del modello “pull” del supermarket (servirsi dagli scaffali) ha sviluppato il metodo kan-banbasato sui cartellini di prelievo e produzione.Negli anni ’70 e ‘80 il modello Toyota si estende dalla casa madre alla rete di fornitori e diventaun modello di riferimento, anche se con molte differenze di interpretazione, da parte di altreimprese giapponesi emergenti. Il successo delle imprese giapponesi sui mercati internazionali(primo tra tutti su quello americano) impone all’Occidente di prendere consapevolezza delnuovo modello produttivo e della sua capacità di raggiungere contemporaneamente elevataqualità, flessibilità e bassi costi.
141
Nel corso degli anni ’90 e nei primi anni del 2000 il modello giapponese viene valutato piùcriticamente: ne emergono da un lato i limiti rispetto alla tecnologia e alla persona ma anche lasua capacità di apprendere.Pur adottando una visione in parte critica sull’applicabilità totale del modello giapponese nelleaziende italiane, è importante analizzare le tecniche gestionali legate all’impresa snella sia pergli indubbi risultati che hanno permesso di raggiungere sia perché è un modello che fa leva sulfatto di “pensare all’incontrario” i tradizionali assunti organizzativi, spingendoci a considerarecriticamente alcuni principi gestionali che tendiamo ad accettare quasi come fossero veri epropri dogmi.
Impostazione tradizionale fordista
Nuova impostazione “snella
• Scorte sono un elemento di sicurezza chepermette di bilanciare eventualiimprevisti
sono una causa di inefficienza perchémascherano il verificarsi delleanomalie e fanno sì che i problemiperdurino
• Flusso dilavoro
non dovrebbe mai interrompersi: lefermate della linea implicano costosiinutilizzi degli impianti e le anomalievanno gestite a fine linea
deve essere interrotto non appena siverifica un’anomalia per interveniresubito alla radice dei problemi
• Qualità implica necessariamente un costoelevato perché è necessario setacciarela produzione e scartare-rilavorare ipezzi difettosi
può portare a riduzioni nel livellocomplessivo dei costi se viene ottenutanon a fine linea ma come parteintegrante del modo di lavorare
• Lotto diproduzione
deve essere molto grande perpermettere di meglio distribuire i costidi attrezzaggio
deve essere molto piccolo, al limiteunitario, per riuscire a servire al megliole esigenze del mercato senza crearescorte
Alla base dell’approccio dell’impresa snella c’è la considerazione del fatto che la precarietà el’incertezza, mettendo molte volte l’impresa in situazioni di emergenza, evitano chel’organizzazione si sclerotizzi su determinate pratiche e la costringe a ricercare continuamentenuovi miglioramenti per risolvere le anomalie che si presentano. Mentre l’impresa fordistapunta su una struttura consolidata e sicura, l’impresa snella si pone come riferimento laprecarietà e l’incertezza.
Questa ricerca della precarietà non è comunque una ricerca inconsapevole del rischio perchél’impresa snella riesce a gestire questo rischio grazie alle sue caratteristiche:- la capacità di incidere all’origine sulle cause di anomalia o comunque portarle sempre in
evidenza (ad esempio con l’autonomazione molti macchinari sono progettati in maniera dafermarsi automaticamente al verificarsi della difettosità oppure con l’assenza di scortediventa impossibile la copertura di eventuali anomalie
- la capacità di riuscire velocemente ed efficacemente ad assorbire le anomalie grazie al fortecoinvolgimento del personale e grazie all’integrazione interfunzionale.
I due pilastri di questo nuovo modo di lavorare sono:- Qualità Totale, cioè la capacità di produrre “alla prima” dei prodotti di qualità, combinando
l’ottica del cliente con quella della progettazione/produzione. Fa leva sul miglioramento deiprocessi produttivi;
- Just In Time, cioè la capacità di ridurre al minimo le scorte presenti in ogni fase del ciclo diproduzione e di distribuzione. Fa leva sulla capacità di sincronizzare e livellare le attività,avendo come riferimento una produzione a piccoli lotti.
142
3.C - La qualità totale (TQM) - Total Quality Management
3.C.1 Cosa significa "qualità"
"Sin dai tempi dell'antica Grecia il concetto di qualità ha avuto un rilievo particolare nelpensiero umano. Ciò è perfettamente plausibile dal momento che la qualità designa l'essenza ola natura delle cose.Nonostante ciò, nell'ambito delle scienze economiche e, in particolare, delle tecnichemanageriali, l'aspetto qualitativo della produzione è stato a lungo frainteso od ignorato. Laqualità veniva comunemente identificata con il lusso e la ricercatezza e si riteneva che l'impresapotesse conseguirla solo a patto di sostenere un livello di costi più elevato della media delsettore.Quest'ultima affermazione era difficilmente criticabile dal momento che una migliore qualitàrichiedeva modifiche di progetto e soprattutto controlli più intensi volti a garantire il rispetto distandard più rigidi. Innalzare il livello qualitativo significava intensificare le ispezioniaumentando così la percentuale di elementi ritenuti non idonei e quindi i costi collegati agliscarti e alle rilavorazioni. Per questo motivo la ricerca della qualità veniva ad essere un obiettivoperseguito e perseguibile unicamente da parte delle imprese operanti nelle fasce alte del mercatoin quanto solo queste avevano la possibilità di coprire, grazie ad adeguati incrementi di prezzo,la crescita dei costi imputabili alla qualità.Negli ultimi trent'anni, però, grazie alle idee di studiosi americani come Deming, Juran eFeigenbaum e grazie all'applicazione concreta di tali idee operata in maniera massiccia dalleimprese giapponesi, il modo di valutare e di gestire la qualità si sta modificando.Qualità significa sempre più funzionalità ed affidabilità. Inoltre per ottenerla si cerca non tantodi adottare criteri di ispezione più rigidi quanto di migliorare i metodi produttivi. In quest'otticafare della qualità significa realizzare correttamente al primo tentativo un prodotto in grado disoddisfare l'acquirente.La qualità non viene più considerata come un vincolo all'operare dell'impresa, ma se nericonosce la valenza positiva in quanto permette una buona accettazione del prodotto sulmercato ed innalza il grado di efficienza interna dell'organizzazione.Per comprendere meglio questa nuova impostazione è opportuno precisare cosa si intenda perqualità del prodotto e vedere come questa sia collegata alla qualità dell'organizzazione.La qualità di un prodotto può essere definita come la sua idoneità all'uso. L'idoneità all'uso è unconcetto molto ampio in quanto è determinata dalla capacità del prodotto dalla capacità delprodotto di soddisfare ogni necessità collegata al suo utilizzo.Dal momento che il prodotto attraversa una fase di produzione, una fase di commercializzazioneed una fase di utilizzo finale, la sua idoneità all'uso assumerà in ciascuna di queste fasi differenticonnotati.Nella fase di fabbricazione il prodotto, per agevolare la sua realizzazione in fabbrica, dovràpresentare una facile producibilità. In questa fase, dunque, qualità potrà significare basso livellodi scarti ed alta produttività.Nella fase di commercializzazione il prodotto, per essere idoneo alle necessità dell'impresa,dovrà agevolare le operazioni di trasporto e di vendita. In questa fase, dunque, qualità potràsignificare robustezza degli imballaggi, facile identificabilità e soprattutto vendibilità delprodotto.Nella fase di utilizzo finale il prodotto dovrà essere in grado di realizzare quelle funzioni che ilconsumatore si attende. In questa fase, dunque, qualità potrà significare funzionalità, sicurezza,facilità d'uso, affidabilità.Dal momento che l'idoneità all'uso finale è senza dubbio la caratteristica che, fra le tre sopraesaminate, influenza maggiormente il posizionamento concorrenziale dell'impresa e dal
143
momento che la qualità della produzione e della commercializzazione viene in risalto in quantocondiziona la qualità che sarà avvertita dal consumatore, possiamo precisare la definizione diqualità del prodotto come idoneità all'uso dicendo che essa è soprattutto idoneità all'uso cui ilprodotto sarà destinato dal cliente.Il raggiungimento dell'idoneità del prodotto senza il massiccio ricorso a mezzi ispettivi richiedeun buon coordinamento di tutte le funzioni aziendali e, soprattutto, uno sforzo da parte di tutto ilpersonale volto ad evitare l'insorgere della difettosità. Si comprende quindi come la qualità delprodotto richieda anche la qualità dell'organizzazione, dove per qualità dell'organizzazione siintende il contemporaneo verificarsi di uno stato di efficienza della struttura e di uno stato disalute dei singoli che operano al suo interno.Una strategia della qualità, correttamente intesa, non si limita dunque alla ricerca dell'idoneitàdel prodotto, ma punta anche ad un sempre maggiore livello qualitativo dell'organizzazione nelsuo complesso. Solo così è possibile utilizzare a pieno le risorse umane per migliorarel'efficienza interna e per agevolare la penetrazione dell'innovazione.
La realizzazione dell'idoneità all'uso.Nel paragrafo precedente parlando della qualità del prodotto l'abbiamo definita come l'idoneitàall'uso, dove per uso si intende l'effettivo utilizzo che ne farà il cliente. Il raggiungimento diquesto obiettivo di idoneità richiede uno svolgimento corretto delle operazioni che interessano ilprodotto dal momento del suo nascere come idea al momento della sua effettiva offerta sulmercato. Possiamo raggruppare queste operazioni nelle quattro fasi di concezione, diprogettazione, di realizzazione del prodotto e quindi di servizio pre e post-vendita. L'idoneitàall'uso resta sempre la meta finale dell'impresa, ma il significato di qualità muta nelle varie fasi.Nella fase di concezione l'impresa cerca di definire che cosa sia a giudizio dell'utilizzazione unbuon prodotto e lo fa cercando di identificare quei bisogni che l'acquirente vuole soddisfarecomprando il bene.Una volta identificati i bisogni dell'acquirente l'impresa deve specificare le funzioni che ilprodotto deve possedere per poter soddisfare tali bisogni. Si tratta in parte di funzioni operatived'uso ma vi sono anche funzioni che possiamo chiamare estetiche non meno importanti delleprime.Nella fase di progettazione l'impresa individua le specifiche tecniche ed i margini di variabilitàin grado di permettere al prodotto una corretta esecuzione delle funzioni che il consumatore siaspetta. In questa fase emergono tutta una serie di vincoli che vanno dalla tecnologia utilizzabilefino all'eventuale presenza di uno standard comunemente accettato o di norme legislative cheregolano le caratteristiche e l'utilizzo del prodotto.Nella fase di fabbricazione l'impresa cerca di strutturare le sue attività produttive in maniera taleda poter conseguire gli standard stabiliti nel progetto. L'obiettivo di questa fase è larealizzazione di prodotti che non solo si presentino tecnicamente ed esteticamente conformi aquanto desiderato ma anche che mantengano tali caratteristiche per un certo lasso di tempo.Nella fase pre e post-vendita l'impresa cerca di fornire agli acquirenti una serie di agevolazioni edi informazioni in maniera tale da rendere più facile e proficuo l'utilizzo del prodotto.Al fine del raggiungimento della qualità questi quattro momenti sono fortemente interdipendentie un'errata impostazione di uno solo di essi preclude la realizzazione della meta finaledell'idoneità all'uso. In effetti se l'impresa non riesce a cogliere nel momento della concezionedel prodotto le aspettative dell'utilizzatore non ha fondate speranze di poter realizzare unprodotto idoneo all'uso. Così pure, anche se il prodotto è stato concepito cogliendo a pieno idesideri dell'utilizzatore, una carente fase di progettazione non permetterà all'impresa di offriresul mercato un buon prodotto. Ciò avverrà anche nel caso di un pieno rispetto delle specificheda parte del reparto di produzione dal momento che tali specifiche sono intrinsecamentecarenti. Infine, anche se le fasi di concezione e di progettazione sono state eseguitecorrettamente, qualora il ciclo produttivo presenti una variabilità eccessiva o le operazioni diassistenza post-vendita siano carenti, non può pensare che il cliente resti soddisfatto delprodotto acquistato.
144
La qualità del prodotto richiede quindi l'operare integrato di tutte le funzioni aziendali in mododa permettere un corretto svolgimento di tutte e quattro queste fasi. Il lavoro di miglioramentoqualitativo deve influire sulle attività aziendali a più livelli, da quello dell'identificazione delleaspettative del cliente a quello del rispetto delle specifiche produttive. Troppo spesso invecel'impresa, occupandosi della qualità, guarda unicamente al contenimento della variabilità diprocesso e non si rende conto di come con interventi sulle fasi a monte di quella produttivapotrebbe conseguire opportunità ben maggiori di quelle collegate ad una migliore stabilità delprocesso.
L'evoluzione dell'approccio alla qualitàDa quando si sono sviluppati i primi traffici ogni artigiano o commerciante si è sempre resoconto della necessità di offrire ai suoi clienti un prodotto in grado di soddisfarli in quanto solocosì questi si sarebbero nuovamente rivolti a lui per i futuri acquisti.Fino all'800 l'impostazione di un processo di controllo della qualità non era problematica:l'artigiano era a diretto contatto con il pubblico e, nei limiti delle sue capacità, poteva modificareil prodotto adattandolo alle richieste che gli venivano fatte.Con l'avvento della rivoluzione industriale si è spezzato il collegamento direttoproduttore/utilizzatore e soprattutto, data la rigidità del ciclo produttivo dovuta ai nuovimacchinari impiegati, le modifiche dei prodotti sono diventate problematiche. Le imprese sisono occupate soprattutto degli aspetti quantitativi della produzione, come i volumi di vendita,le economie di scala e la riduzione di costi, e hanno lasciato in secondo piano i problemiqualitativi.Già all'inizio di questo secolo però le imprese industriali si sono rese conto della necessità diaccertarsi che il livello di qualità da loro offerto sul mercato fosse per lo meno accettabile.La prima via scelta per raggiungere tale risultato è stata quella di esaminare la propriaproduzione con ispezioni al 100% o con controlli campionari. Questo metodo anche se permetteuna limitazione della difettosità che viene consegnata al cliente ha comunque il grossosvantaggio di non portare ad una limitazione anche della difettosità che sorge all'interno delciclo produttivo dell'impresa. L'impresa non migliora i suoi metodi produttivi ma si limita adisolare i pezzi non conformi.Nel dopoguerra la validità di questo approccio ha cominciato ad essere messa in dubbio e molteimprese, soprattutto giapponesi, si sono rese conto delle inefficienze collegate ad un similemodello organizzativo.Le principali limitazioni riscontrabili in questo modello sono:- un intervento svolto unicamente a posteriori quando ormai la difettosità si è verificata;- un giudizio sulla qualità che, basandosi unicamente su parametri tecnici, prescinde
completamente dalle aspettative dei consumatori;- un interesse per i fenomeni qualitativi limitato ai casi in cui si verifica un'eccessiva
difettosità.Per quanto riguarda i limiti di un intervento svolto unicamente a posteriori, è evidente che laprevenzione della difettosità permette di conseguire risultati migliori di quelli ottenibili con ilsolo utilizzo di ispezioni sui prodotti. Il principale vantaggio collegato all'adozione di mezzipreventivi è dovuto al fatto che la qualità, se ottenuta producendo meglio e non ispezionandopiù rigidamente, lungi dall'innalzare i costi li riduce. Si verifica quindi che una qualità migliorecosta meno.In questa nuova ottica la funzione qualità coinvolge l'operare di un nucleo di reparti aziendaliben più ampio del solo reparto ispezioni e controlli. Le prime funzioni aziendali ad esserecoinvolte nella gestione della qualità sono state quelle più direttamente collegate allarealizzazione fisica del prodotto, vale a dire la progettazione e la produzione. In seguito conl'applicazione del "Company wide quality control" si è rilevato come tutte le funzioni aziendalie quindi anche il marketing, l'amministrazione e i trasporti interni, siano in grado di influenzarela qualità del prodotto avvertita dall'acquirente. In altre parole si è compreso che la piena
145
soddisfazione del cliente può essere raggiunta solo se tutta l'organizzazione d'impresa funzionacorrettamente.Per quanto riguarda un approccio alla qualità che utilizzi unicamente parametri tecnici, èevidente che tale approccio alla qualità che utilizzi unicamente parametri tecnici, è evidente chetale approccio, non tenendo conto della soggettività che caratterizza le valutazioni qualitative,difficilmente indirizzerà l'impresa verso la realizzazione di un prodotto conforme alleaspettative degli acquirenti. Con questo non si vuole dire che l'impresa, impostando la propriastrategia sulla base delle valutazioni degli acquirenti, non debba quantificare le specifichequalitative per definire le caratteristiche della sua produzione. Le specifiche restano sempre unelemento importante per la verifica del lavoro svolto ma la loro fissazione non avviene più inbase alla variabilità presente nel ciclo produttivo bensì in base al concetto di idoneità espressodagli utilizzatori. In altre parole, mentre l'obiettivo qualitativo dei singoli reparti resta sempre ilrispetto delle specifiche, l'obiettivo qualitativo dell'impresa nel suo complesso diviene lasoddisfazione dell'acquirente.Probabilmente la ricerca della piena soddisfazione dell'acquirente richiederà sia l'effettuazionedi ricerche di mercato volte a sondare le aspettative dei consumatori sia la realizzazione dimigliorie di progetto volte a potenziare le funzioni del prodotto. Va notato quindi come inquest'ambito non sia necessariamente vero che una qualità migliore costa meno dal momentoche l'obiettivo non è tanto la riduzione della difettosità quanto l'innalzamento delle prestazionidel prodotto. Un simile fatto non deve preoccupare dal momento che il conseguente aumentodel valore dovrebbe permettere un rialzo del prezzo o portare ad un'espansione delle vendite.Per quanto riguarda un interesse ai fenomeni qualitativi limitato ai momenti in cui si verificaun'eccessiva difettosità ciò è dovuto alla desensalibilizzazione conseguente al ripetersi per annidi un dato livello di difettosità. Tale livello di difettosità viene giudicato inevitabile e ladirezione non se ne preoccupa minimamente considerandolo normale. Quando, invece, per unimprovviso malfunzionamento degli impianti, questo livello viene superato la direzione analizzacon urgenza l'accaduto e sollecita i tecnici ad individuare le anomalie onde riportare lapercentuale di elementi difettosi entro i limiti ritenuti normali.Un simile comportamento, seppure giustificato da una progressiva perdita di sensibilità neiconfronti dei difetti cronici, appare ampiamente carente se si osserva la consistenza dei costicollegati alla difettosità quale risulta dal diagramma sotto riportato (Figura 71).Da tale diagramma appare evidente come il costo dovuto ad una momentanea mancanza dicontrollo sia notevolmente più contenuto di quello dovuto al perdurare di un dato livello«normale» di difettosità.Fra le caratteristiche del nuovo approccio alla qualità vi deve invece essere il fatto di non daremai per scontata la produzione di elementi difettosi e il fatto di fissare come obiettivo principaleper le azioni di miglioramento non tanto l'immediato controllo di situazioni anomale quanto lacontinua riduzione del livello normale di difettosità. Una simile impostazione è pienamentecomprensibile se andiamo a vedere, rifacendoci al grafico di cui Figura 72g.2, le possibiliriduzioni collegate alle due azioni." (Cerruti, 1988, pp. 9-16)
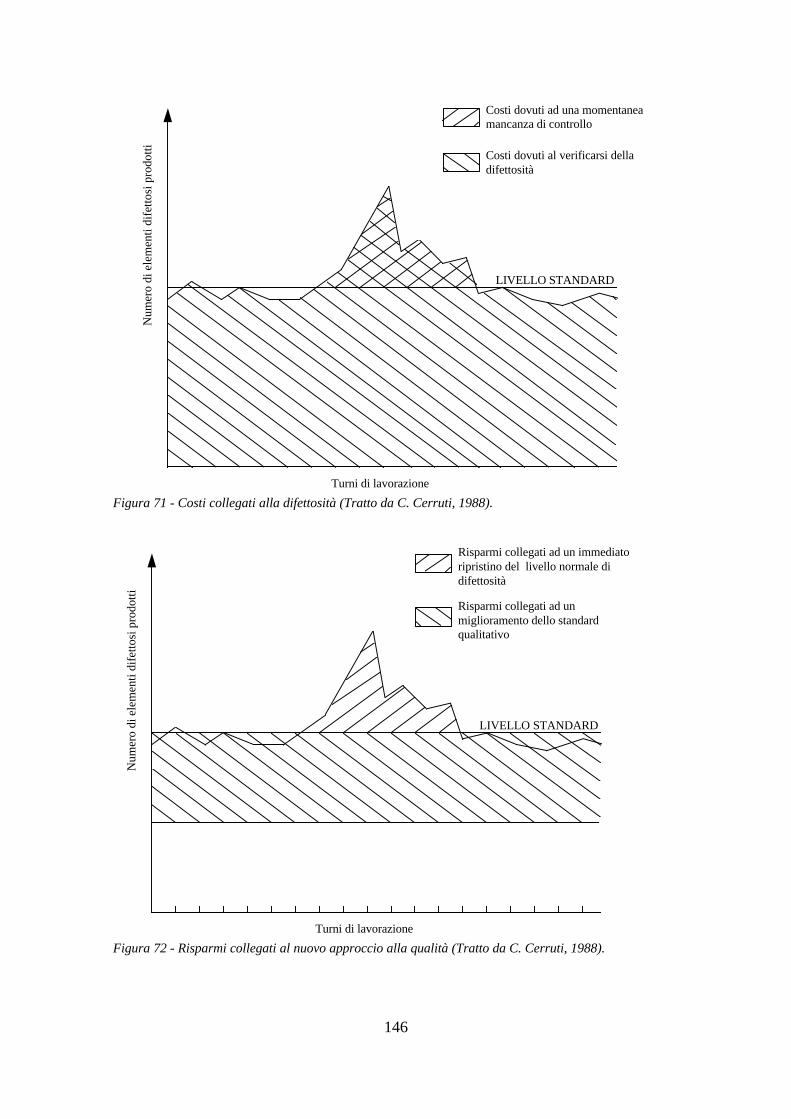
146
Figura 71 - Costi collegati alla difettosità (Tratto da C. Cerruti, 1988).
Figura 72 - Risparmi collegati al nuovo approccio alla qualità (Tratto da C. Cerruti, 1988).
LIVELLO STANDARD
Turni di lavorazione
Num
ero
di e
lem
enti
dife
ttosi
pro
dotti
Costi dovuti ad una momentaneamancanza di controllo
Costi dovuti al verificarsi delladifettosità
LIVELLO STANDARD
Turni di lavorazione
Num
ero
di e
lem
enti
dife
ttosi
pro
dotti
Risparmi collegati ad un immediatoripristino del livello normale didifettosità
Risparmi collegati ad unmiglioramento dello standardqualitativo
147
Le grandi categorie di costi della qualità."Ai fini della formulazione degli obiettivi e delle politiche d'impresa risulta significativa ladistinzione dei costi delle qualità in:- A) costi di controllo;- B) costi per mancanza di controllo.I costi di controllo sono tutti quei costi conseguenti agli sforzi fatti dall'impresa per limitare ladifettosità. Dal momento che l'impresa per conseguire un abbattimento della difettosità, puòutilizzare mezzi ispettivi operando a posteriori una cernita nei prodotti realizzati oppure mezzipreventivi evitando lo stesso sorgere della difettosità, è utile suddividere i costi di controllo indue sotto categorie:- A1) costi di ispezione;- A2) costi di prevenzione.I costi per la mancanza di controllo sono tutti quei costi dovuti al verificarsi della difettosità.Anche all'interno di questa categoria possiamo effettuare un'ulteriore suddivisionediscriminando in base al fatto che l'insorgere della difettosità si sia verificato prima o dopo laconsegna al cliente.Si parlerà pertanto di:- B1) costi interni della difettosità;- B2) costi esterni della difettosità.Saranno dunque costi interni della difettosità tutti quei costi collegati alle anomalie, verificatisidurante il ciclo produttivo e distributivo che vengono individuate prima della consegna alcliente.Saranno invece costi esterni della difettosità tutti quei costi collegati al verificarsi delladifettosità quando il prodotto è già nelle mani dell'utilizzatore.Dopo aver introdotto brevemente le varie categorie di costi della qualità vediamo di esaminarenei sotto paragrafi seguenti le caratteristiche principali di ciascuna di queste categorie.
I costi di ispezione.Sono costi di ispezione tutti quei costi connessi con l'attività di sorveglianza sul livelloqualitativo dei prodotti.Vi rientrano:- la sorveglianza dei fornitori, cioè i costi connessi con i test di accettazione dei lotti ricevuti;- le ispezioni e i test, cioè ogni costo connesso con le prove effettuate nei vari stadi del
processo produttivo, compresi anche eventuali test di affidabilità compiuti sul campo;- l'accuratezza degli strumenti di misurazione, cioè ogni costo collegato con la loro taratura e
il loro mantenimento in piena efficienza;- i materiali e i servizi consumati nel caso di test distruttivi;- le valutazioni sugli stocks, cioè il costo della detenzione di prodotti in magazzino al fine di
verificarne la deperibilità.All'interno di questa categoria stanno assumendo un'importanza crescente i costi per leapparecchiature per la qualità. Rientrano fra i costi per le apparecchiature della qualità tutti queicosti connessi all'acquisto di macchine adatte a misurare meglio la qualità del prodotto. Talicosti, una volta irrilevanti, adesso hanno assunto a seguito del forte utilizzo di automatic testequipments («ATE»), una notevole consistenza.Va notato comunque che non necessariamente i maggiori costi per le apparecchiature sitrasformano in maggiori costi di ispezione. Infatti, se è vero che aumentano i costi fissi è anchevero che diminuiscono i costi unitari connessi all'effettuazione del singolo test.
I costi di prevenzione.Sono costi di prevenzione tutti quei costi che sono sostenuti dall'impresa per minimizzarel'insorgere di problemi qualitativi.Vi rientrano:
148
- i progetti sulla qualità, cioè tutti i costi connessi alla raccolta e all'analisi del materialeinformativo necessario per la pianificazione della qualità, ivi compresi i costi sostenuti perla stesura di manuali e di procedure idonee a comunicare tali piani a tutti gli interessati;
- i progetti di miglioramento, cioè quei costi connessi all'organizzazione e alla realizzazionedi progetti finalizzati all'abbattimento della difettosità presente nel ciclo produttivo;
- il sostegno tecnico e lo scambio di know-how necessari per favorire lo sviluppo deifornitori;
- la revisione dei nuovi prodotti, cioè tutti i costi connessi all'analisi dell'affidabilità delnuovo progetto o alla realizzazione di prototipi e alla loro valutazione;
- l'educazione, cioè il costo per preparare ed eseguire corsi di formazione sulla qualità;- i rendiconti sulla qualità, cioè i costi sostenuti per ottenerli e pubblicarli.
Confronto fra costi di ispezione e costi di prevenzione.I costi di ispezione e quelli di prevenzione, pur rientrando entrambi nei costi di controllo,incidono in maniera ben diversa sulla situazione che caratterizzerà l'impresa nel lungo periodo. Icosti di ispezione si rivelano utili al fine di un contenimento contingente della difettosità. Alcontrario i progetti collegati ai costi di prevenzione portano benefici di lungo termine. Quandola difettosità viene ridotta tramite ispezioni sui prodotti realizzati non si ottiene alcunmiglioramento duraturo e quindi, per il mantenimento del livello di qualità raggiunto, sarànecessario procedere anche in futuro ad un'analoga scrematura dei lotti prodotti.Ben diversi sono i risultati collegati ad una modifica nella variabilità del processo produttivo oad un'opera di formazione del personale. Probabilmente questi progetti richiederanno unmaggior lasso di tempo per divenire operativi, ma, una volta realizzati, muteranno la difettositàdi tutti i lotti futuri senza bisogno di continui interventi a posteriori. Tutto ciò è pienamentegiustificato dal fatto che non si continua a produrre come prima, inasprendo solo i controlli, masi cerca di produrre meglio.Inoltre, finché i miglioramenti saranno ottenuti unicamente con interventi a posteriori, l'impresasarà in grado di conseguire un livello qualitativo più elevato solo a patto di accettare unacrescita nei suoi costi di produzione. Saliranno infatti sia i costi di ispezione, dal momento che itest dovranno essere più accurati, sia i costi per lo scarto e la rilevazione di prodotti, dalmomento che aumenteranno i pezzi ritenuti non idonei. Ciò non si verifica nel caso dimiglioramenti con interventi sulla strutturazione del ciclo produttivo. In questo caso allalievitazione dei costi di prevenzione farà riscontro un calo sia nei costi della difettosità, graziealla presenza di minori problemi di non conformità, sia nei costi di ispezione, grazie allapossibilità di adottare dei piani di campionamento ridotti. Grazie a questi interventi diprevenzione le imprese hanno la possibilità di innalzare il livello qualitativo gratuitamente, valea dire possono offrire sul mercato un prodotto migliore riducendone i costi di produzione.Va anche rilevato come tali interventi di prevenzione abbiano un impatto positivo non solo sullaqualità ma anche su altri aspetti come la produttività, la sicurezza sul posto di lavoro, eccetera.
I costi interni della difettosità.Sono costi interni della difettosità tutti quei costi che scomparirebbero, se non si registrassealcun intoppo nella produzione, dal ricevimento delle materie prime fino all'invio al cliente delprodotto finito.Vi rientrano:- gli scarti, cioè il valore delle materie prime e del lavoro impiegati per prodotti che non
possono essere economicamente riparati o utilizzati;- le rilavorazioni, cioè il costo dell'extra-lavorazione necessaria per rendere il prodotto
conforme alle specifiche;- i retest, cioè il costo della reispezione del prodotto, effettuata dopo la riparazione.
149
I costi intangibili della qualità.I costi intangibili della qualità sono tutti quegli elementi negativi collegati all'insoddisfazionedel cliente che non si traducono in un effettivo esborso monetario.Rientrano in questa categoria:- i casi di utilizzo insoddisfacente del prodotto che non si trasformano in reclami o in richieste
di risarcimento;- le cause legali concernenti il malfunzionamento del prodotto dalle quali l'impresa è uscita
vincitrice;- la cattiva pubblicità operata dai canali sociali.Per quanto riguarda gli acquisti per i quali l'insoddisfazione del consumatore non si trasforma inun reclamo, possiamo rilevare come, da una serie di ricerche condotte negli Stati Uniti, siaemerso che la percentuale di acquirenti che, pur riscontrando problemi nell'utilizzo del prodotto,non si lamenta formalmente nei confronti dell'impresa, è abbastanza elevata e varia dal 30 al50% a seconda del tipo di prodotto comprato. Questo dato è abbastanza preoccupante in quantoi clienti che tendono più facilmente a modificare la propria preferenza di marca sono proprioquelli che non reclamano quando si verifica un malfunzionamento del prodotto.Il silenzioso cambio di marca di questi clienti è un fatto particolarmente grave in quanto èpossibile che l'impresa, dal momento che non c'è stato alcun reclamo ad evidenziare l'inidoneitàall'uso del prodotto, non riesca a collegare il calo della sua quota di mercato al verificarsi diproblemi qualitativi.La cause dell'insoddisfazione del cliente difficilmente vengono fatte oggetto di studi accurati espesso le imprese si disinteressano completamente di tale problema anche se è da sempre notoche un cliente insoddisfatto propenderà a non riconfermare la scelta di marca. Comunque, anchequando i problemi dell'utilizzatore vengono presi in considerazione, nella maggior parte deicasi, le imprese non hanno come feedback informativo altro che i reclami dei clienti.Da quanto emerso in queste ricerche se ne deduce come un approccio che mira ad individuare lecause dell'insoddisfazione dell'utilizzatore basandosi unicamente sull'esame dei reclami siacarente in quanto non coglie una buona parte dei problemi che si verificano sul campo. Sarebbedunque opportuno che le imprese sondassero con indagini di mercato i problemi che ilconsumatore incontra nell'utilizzo del prodotto e cercassero poi di eliminare al più presto leeventuali cause di insoddisfazione che ne derivano, onde evitare che i clienti, a causa di taliproblemi, modifichino le proprie preferenze di marca.Per quanto riguarda le cause legali intentate contro l'impresa e da questa vinte, possiamosenz'altro dire che l'impresa, per il semplice fatto di essere stata portata in giudizio, sopporta uncosto intangibile, pur non dovendo pagare alcun indennizzo. Anche se le cause del cattivofunzionamento sono interamente attribuibili ad un errato uso da parte dell'acquirente, lo stessofatto che si sia verificato qualche danno fa sì che nella mente della gente si insinui laconvinzione di una possibile pericolosità del prodotto. Questi effetti negativi saranno tanto piùconsistenti quanto maggiore sarà stata la risonanza del processo.Per quanto riguarda la cattiva pubblicità diffusa dai canali sociali (amici, vicini, colleghi), taleelemento dovrebbe essere preso in ampia considerazione dal momento che spesso un clienteinsoddisfatto comunica la sua insoddisfazione a molte persone e dal momento che i canalisociali sono in grado di influire pesantemente sul processo di acquisto del prodotto." (Cerruti,1988, pp. 19-25)
"Si riportano di seguito alcuni esempi di costi delle diverse categorie (Figura 73)Se l'azienda intende evitare molti di questi costi di qualità, deve necessariamente produrrel'articolo o distribuire il servizio in modo corretto fin dall'inizio e per tutte le fasi successive. Perottenere questo, comunque, tutti all'interno dell'organizzazione devono essere convinti che lecose vanno fatte bene sin dalla prima volta. E' sbagliato affermare che la qualità è di strettacompetenza del reparto preposto al controllo qualità, o che i problemi di qualità iniziano neireparti produttivi. Essi cominciano con tutta probabilità al di fuori della fabbrica: nelle fasi di
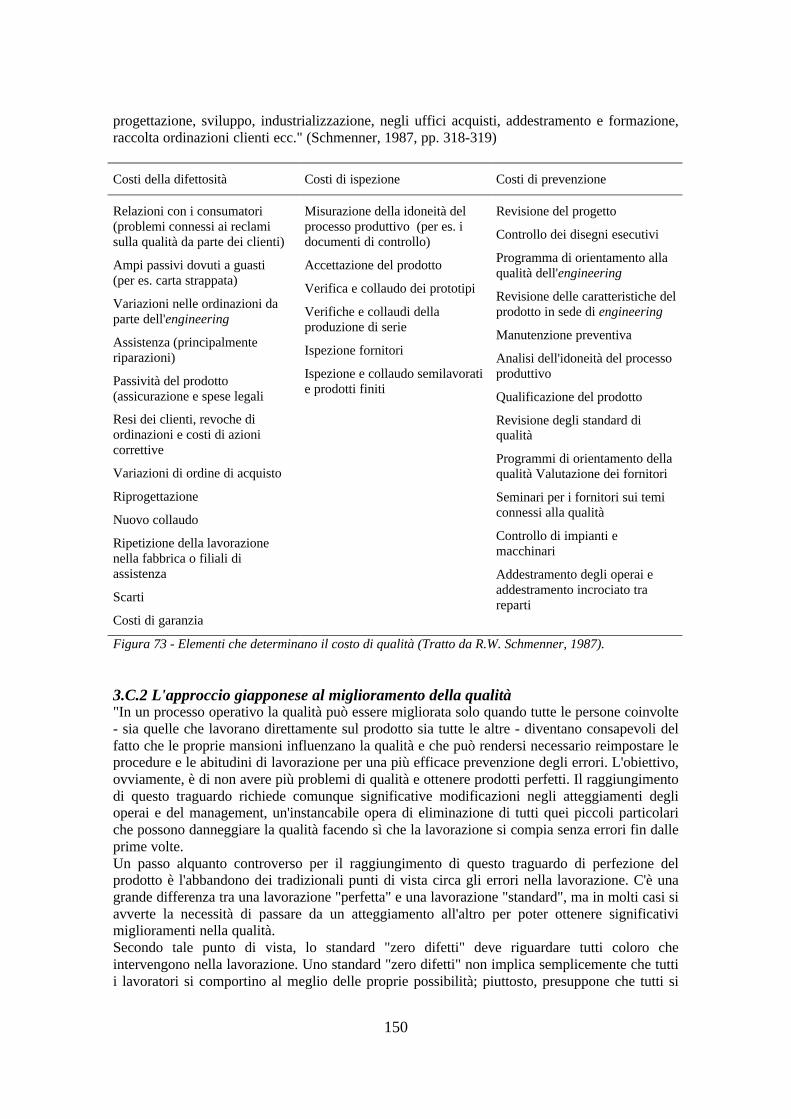
150
progettazione, sviluppo, industrializzazione, negli uffici acquisti, addestramento e formazione,raccolta ordinazioni clienti ecc." (Schmenner, 1987, pp. 318-319)
Costi della difettosità Costi di ispezione Costi di prevenzione
Relazioni con i consumatori(problemi connessi ai reclamisulla qualità da parte dei clienti)
Ampi passivi dovuti a guasti(per es. carta strappata)
Variazioni nelle ordinazioni daparte dell'engineering
Assistenza (principalmenteriparazioni)
Passività del prodotto(assicurazione e spese legali
Resi dei clienti, revoche diordinazioni e costi di azionicorrettive
Variazioni di ordine di acquisto
Riprogettazione
Nuovo collaudo
Ripetizione della lavorazionenella fabbrica o filiali diassistenza
Scarti
Costi di garanzia
Misurazione della idoneità delprocesso produttivo (per es. idocumenti di controllo)
Accettazione del prodotto
Verifica e collaudo dei prototipi
Verifiche e collaudi dellaproduzione di serie
Ispezione fornitori
Ispezione e collaudo semilavoratie prodotti finiti
Revisione del progetto
Controllo dei disegni esecutivi
Programma di orientamento allaqualità dell'engineering
Revisione delle caratteristiche delprodotto in sede di engineering
Manutenzione preventiva
Analisi dell'idoneità del processoproduttivo
Qualificazione del prodotto
Revisione degli standard diqualità
Programmi di orientamento dellaqualità Valutazione dei fornitori
Seminari per i fornitori sui temiconnessi alla qualità
Controllo di impianti emacchinari
Addestramento degli operai eaddestramento incrociato trareparti
Figura 73 - Elementi che determinano il costo di qualità (Tratto da R.W. Schmenner, 1987).
3.C.2 L'approccio giapponese al miglioramento della qualità"In un processo operativo la qualità può essere migliorata solo quando tutte le persone coinvolte- sia quelle che lavorano direttamente sul prodotto sia tutte le altre - diventano consapevoli delfatto che le proprie mansioni influenzano la qualità e che può rendersi necessario reimpostare leprocedure e le abitudini di lavorazione per una più efficace prevenzione degli errori. L'obiettivo,ovviamente, è di non avere più problemi di qualità e ottenere prodotti perfetti. Il raggiungimentodi questo traguardo richiede comunque significative modificazioni negli atteggiamenti deglioperai e del management, un'instancabile opera di eliminazione di tutti quei piccoli particolariche possono danneggiare la qualità facendo sì che la lavorazione si compia senza errori fin dalleprime volte.Un passo alquanto controverso per il raggiungimento di questo traguardo di perfezione delprodotto è l'abbandono dei tradizionali punti di vista circa gli errori nella lavorazione. C'è unagrande differenza tra una lavorazione "perfetta" e una lavorazione "standard", ma in molti casi siavverte la necessità di passare da un atteggiamento all'altro per poter ottenere significativimiglioramenti nella qualità.Secondo tale punto di vista, lo standard "zero difetti" deve riguardare tutti coloro cheintervengono nella lavorazione. Uno standard "zero difetti" non implica semplicemente che tuttii lavoratori si comportino al meglio delle proprie possibilità; piuttosto, presuppone che tutti si
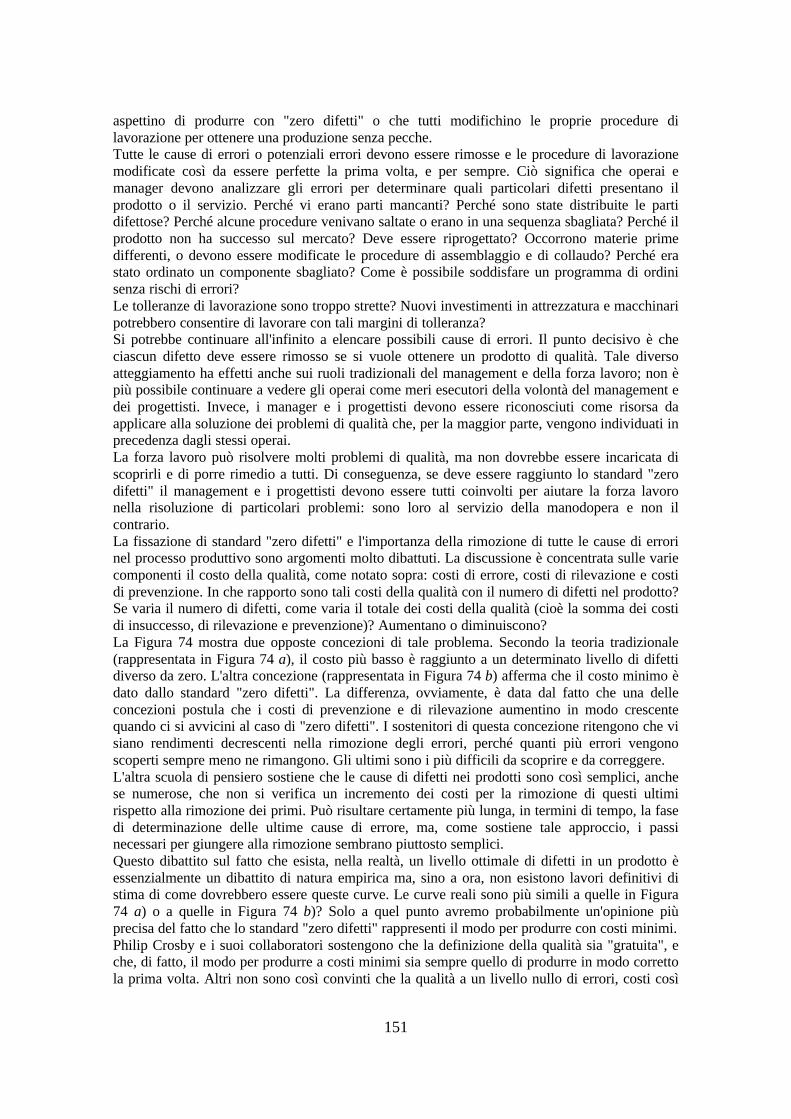
151
aspettino di produrre con "zero difetti" o che tutti modifichino le proprie procedure dilavorazione per ottenere una produzione senza pecche.Tutte le cause di errori o potenziali errori devono essere rimosse e le procedure di lavorazionemodificate così da essere perfette la prima volta, e per sempre. Ciò significa che operai emanager devono analizzare gli errori per determinare quali particolari difetti presentano ilprodotto o il servizio. Perché vi erano parti mancanti? Perché sono state distribuite le partidifettose? Perché alcune procedure venivano saltate o erano in una sequenza sbagliata? Perché ilprodotto non ha successo sul mercato? Deve essere riprogettato? Occorrono materie primedifferenti, o devono essere modificate le procedure di assemblaggio e di collaudo? Perché erastato ordinato un componente sbagliato? Come è possibile soddisfare un programma di ordinisenza rischi di errori?Le tolleranze di lavorazione sono troppo strette? Nuovi investimenti in attrezzatura e macchinaripotrebbero consentire di lavorare con tali margini di tolleranza?Si potrebbe continuare all'infinito a elencare possibili cause di errori. Il punto decisivo è checiascun difetto deve essere rimosso se si vuole ottenere un prodotto di qualità. Tale diversoatteggiamento ha effetti anche sui ruoli tradizionali del management e della forza lavoro; non èpiù possibile continuare a vedere gli operai come meri esecutori della volontà del management edei progettisti. Invece, i manager e i progettisti devono essere riconosciuti come risorsa daapplicare alla soluzione dei problemi di qualità che, per la maggior parte, vengono individuati inprecedenza dagli stessi operai.La forza lavoro può risolvere molti problemi di qualità, ma non dovrebbe essere incaricata discoprirli e di porre rimedio a tutti. Di conseguenza, se deve essere raggiunto lo standard "zerodifetti" il management e i progettisti devono essere tutti coinvolti per aiutare la forza lavoronella risoluzione di particolari problemi: sono loro al servizio della manodopera e non ilcontrario.La fissazione di standard "zero difetti" e l'importanza della rimozione di tutte le cause di errorinel processo produttivo sono argomenti molto dibattuti. La discussione è concentrata sulle variecomponenti il costo della qualità, come notato sopra: costi di errore, costi di rilevazione e costidi prevenzione. In che rapporto sono tali costi della qualità con il numero di difetti nel prodotto?Se varia il numero di difetti, come varia il totale dei costi della qualità (cioè la somma dei costidi insuccesso, di rilevazione e prevenzione)? Aumentano o diminuiscono?La Figura 74 mostra due opposte concezioni di tale problema. Secondo la teoria tradizionale(rappresentata in Figura 74 a), il costo più basso è raggiunto a un determinato livello di difettidiverso da zero. L'altra concezione (rappresentata in Figura 74 b) afferma che il costo minimo èdato dallo standard "zero difetti". La differenza, ovviamente, è data dal fatto che una delleconcezioni postula che i costi di prevenzione e di rilevazione aumentino in modo crescentequando ci si avvicini al caso di "zero difetti". I sostenitori di questa concezione ritengono che visiano rendimenti decrescenti nella rimozione degli errori, perché quanti più errori vengonoscoperti sempre meno ne rimangono. Gli ultimi sono i più difficili da scoprire e da correggere.L'altra scuola di pensiero sostiene che le cause di difetti nei prodotti sono così semplici, anchese numerose, che non si verifica un incremento dei costi per la rimozione di questi ultimirispetto alla rimozione dei primi. Può risultare certamente più lunga, in termini di tempo, la fasedi determinazione delle ultime cause di errore, ma, come sostiene tale approccio, i passinecessari per giungere alla rimozione sembrano piuttosto semplici.Questo dibattito sul fatto che esista, nella realtà, un livello ottimale di difetti in un prodotto èessenzialmente un dibattito di natura empirica ma, sino a ora, non esistono lavori definitivi distima di come dovrebbero essere queste curve. Le curve reali sono più simili a quelle in Figura74 a) o a quelle in Figura 74 b)? Solo a quel punto avremo probabilmente un'opinione piùprecisa del fatto che lo standard "zero difetti" rappresenti il modo per produrre con costi minimi.Philip Crosby e i suoi collaboratori sostengono che la definizione della qualità sia "gratuita", eche, di fatto, il modo per produrre a costi minimi sia sempre quello di produrre in modo correttola prima volta. Altri non sono così convinti che la qualità a un livello nullo di errori, costi così
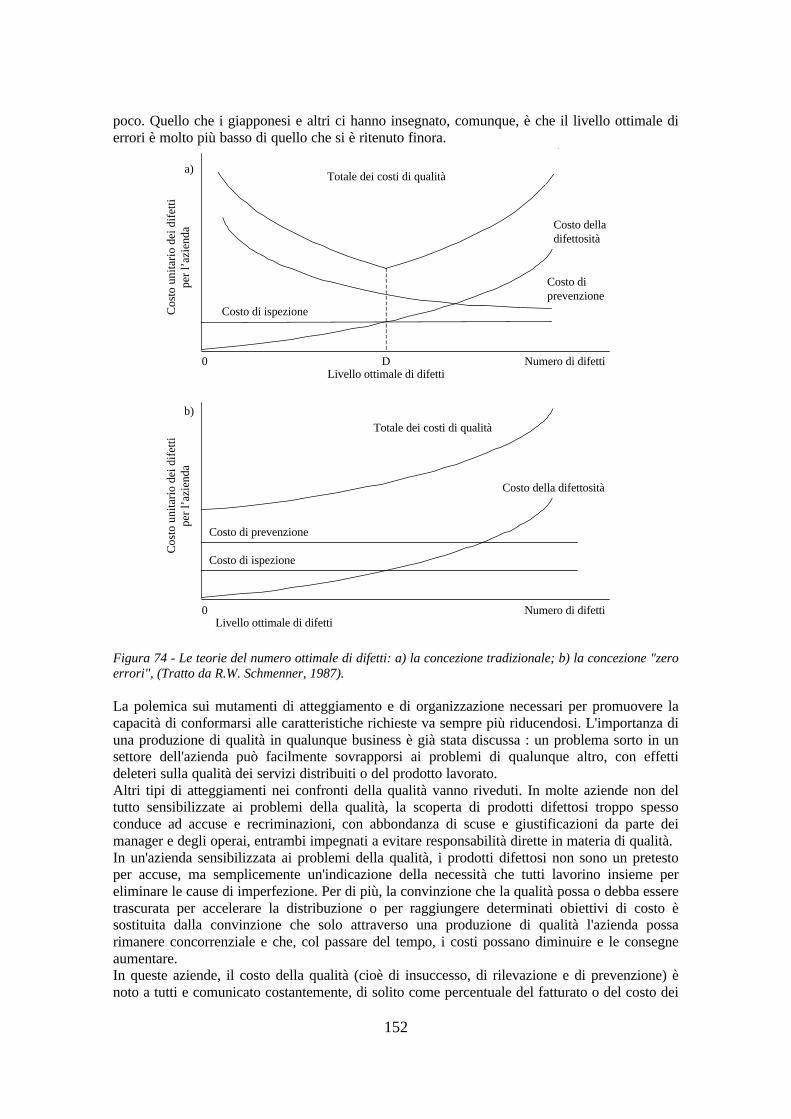
152
poco. Quello che i giapponesi e altri ci hanno insegnato, comunque, è che il livello ottimale dierrori è molto più basso di quello che si è ritenuto finora.
Figura 74 - Le teorie del numero ottimale di difetti: a) la concezione tradizionale; b) la concezione "zeroerrori", (Tratto da R.W. Schmenner, 1987).
La polemica sui mutamenti di atteggiamento e di organizzazione necessari per promuovere lacapacità di conformarsi alle caratteristiche richieste va sempre più riducendosi. L'importanza diuna produzione di qualità in qualunque business è già stata discussa : un problema sorto in unsettore dell'azienda può facilmente sovrapporsi ai problemi di qualunque altro, con effettideleteri sulla qualità dei servizi distribuiti o del prodotto lavorato.Altri tipi di atteggiamenti nei confronti della qualità vanno riveduti. In molte aziende non deltutto sensibilizzate ai problemi della qualità, la scoperta di prodotti difettosi troppo spessoconduce ad accuse e recriminazioni, con abbondanza di scuse e giustificazioni da parte deimanager e degli operai, entrambi impegnati a evitare responsabilità dirette in materia di qualità.In un'azienda sensibilizzata ai problemi della qualità, i prodotti difettosi non sono un pretestoper accuse, ma semplicemente un'indicazione della necessità che tutti lavorino insieme pereliminare le cause di imperfezione. Per di più, la convinzione che la qualità possa o debba esseretrascurata per accelerare la distribuzione o per raggiungere determinati obiettivi di costo èsostituita dalla convinzione che solo attraverso una produzione di qualità l'azienda possarimanere concorrenziale e che, col passare del tempo, i costi possano diminuire e le consegneaumentare.In queste aziende, il costo della qualità (cioè di insuccesso, di rilevazione e di prevenzione) ènoto a tutti e comunicato costantemente, di solito come percentuale del fatturato o del costo dei
Livello ottimale di difetti
Costo diprevenzione
Totale dei costi di qualità
Costo di ispezione
Numero di difetti0 D
Cos
to u
nita
rio
dei d
ifet
tipe
r l’
azie
nda
a)
Costo delladifettosità
Livello ottimale di difetti
Totale dei costi di qualità
Costo di ispezione
Numero di difetti0
Cos
to u
nita
rio
dei d
ifet
tipe
r l’
azie
nda
b)
Costo della difettosità
Costo di prevenzione
153
beni venduti. Idee approssimative circa il costo della qualità sono sostituite dalle statistichetenute dall'ufficio contabilità dell'impresa. I manager nelle aziende responsabilizzate suiproblemi della qualità vengono valutati sulla base della qualità prodotta per come può esseremisurata dai costi relativi. Altri cambiamenti sono altrettanto evidenti. I venditori diventanomembri importanti dei gruppi di lavoro preposti ai problemi della qualità e vengono addestratialle esigenze di una produzione di qualità di quei beni o servizi che devono soddisfare leesigenze dei clienti.La funzione qualità è tenuta in grande considerazione da tutti; essa guida le opinioni in merito aiproblemi della produzione e di eventuali modifiche del prodotto o del servizio. Il controllo diqualità non fa riferimento alla produzione ma a un singolo manager, e quindi non è soggetto alladocumentazione e alle misure di costo applicate alla performance dello stabilimento.Questo cambiamento nell'organizzazione e nell'atteggiamento del management può essereraggiunto in vari modi. Philip Crosby ha suggerito una procedura comprendente 14 fasi, che egliha verificato in una grande varietà di aziende appartenenti a diversi settori di produzione di benie di servizi. Brevemente, il programma di Crosby prevede le seguenti fasi, che possonorichiedere da un anno a 18 mesi per essere del tutto completate:1. Ottenere l'impegno del management. Se l'atteggiamento dell'intera azienda va modificato, il
livello più alto del management deve essere personalmente coinvolto nell'indirizzare gliopportuni segnali al resto dell'azienda circa l'importanza della qualità e la necessità dicollaborazione fra tutte le persone per identificare e risolvere i problemi di qualità.
2. Costituire un gruppo di lavoro per il miglioramento della qualità. La costituzione di ungruppo di persone influenti provenienti dai diversi reparti dell'azienda è necessaria per dareinizio ai mutamenti di atteggiamento e alle procedure che assicureranno ul raggiungimentodella qualità fin dalle prime esecuzioni. Tale gruppo di lavoro dovrebbe avere uncoordinatore che si faccia carico del lavoro di staff necessario per attuare le decisioni delgruppo stesso.
3. Compiere misurazioni della qualità. Per misurare la qualità, occorrono appropriatemisurazioni in momenti successivi. Bisogna passare in rassegna ogni aspetto del processoproduttivo ed effettuare misurazioni. Spesso si sostiene che la qualità sia difficile damisurare, specialmente nel caso dei servizi o nelle fasi accessorie, ma se si domanda a unmanager su quali basi effettua la valutazione delle persone da promuovere, si scopre chericava alcune misure anche per le lavorazioni meno strutturate.
4. Stimare il costo della qualità. Una volta effettuate le precedenti misurazioni si dovrebbestimare il costo di qualità per l'intera lavorazione. Le prime stime possono risultare basse;molte aziende trovano che il costo della qualità, prima dell'istituzione di un programmaspecifico., costituisca il 15-20% o più dei costi di vendita.
5. Diffondere la consapevolezza dei problemi di qualità nell'azienda. Rendere partecipe tutto ilpersonale impiegato delle misurazioni della qualità effettuate e del costo che rappresenta perl'azienda.
6. Incoraggiare le azioni correttive. Questa è la prima opportunità che i lavoratori hanno disottoporre ai responsabili i problemi connessi alla qualità per discuterli e risolverli.
7. Costituire un apposito comitato per il programma "zero difetti". Tale comitato indaga ilcriterio "zero difetti", ne chiarisce il significato e ne trasmette l'importanza al gruppo dilavoro sul miglioramento della qualità. Questo comitato programma anche la giornata "zerodifetti", allorché l'azienda e i suoi occupati adottano formalmente lo standard "zero difetti"nell'esecuzione delle lavorazioni.
8. Istruire i responsabili. Tutti i capi reparto a qualunque livello del management, sonoinformati dei casi di "zero difetti" e della rimozione delle cause di errore in modo da poterfornire adeguate istruzioni ai loro subordinati.
9. Raggiungere la giornata "a zero difetti". In questa giornata tutti gli occupati si impegnano aottenere uno standard "zero difetti" nelle proprie mansioni.
10. Fissare gli obiettivi. Sotto la guida dei responsabili, gruppi di lavoratori stabiliscono gliobiettivi per migliorare la qualità delle proprie lavorazioni.
154
11. Rimuovere le cause di errori. I lavoratori individuano le cause dei problemi di qualità erichiedono la soluzione di tali problemi all'appropriato gruppo all'interno della produzione(per esempio all'industrializzazione di prodotto e processo, al settore personale, al settoreacquisti).
12. Premiare i progressi. I senior manager premiano quei gruppi e quegli impiegati che hannoindividuato i problemi e suggerito i rimedi.
13. Costituire un circolo di qualità. Questo circolo è costituito dai responsabili in prima personache comunicano tra loro ma anche con altri sui problemi connessi al programma di qualità esu tutto quello che deve essere ancora compiuto intorno a esso.
14. Normalizzare le procedure per il futuro. Il senior management ribadisce l'impegno perl'obiettivo "zero difetti", per la rimozione delle cause e per i mutamenti nell'atteggiamentodel management, in modo che rimanga viva l'esigenza di qualità e l'impegno per un suomiglioramento.
Con l'evolversi della gestione della qualità, il collaudo ha perso per molte aziende quel ruoloprimario che aveva nell'accertamento della qualità. Hanno invece ricevuto notevoli impulsi ilmiglioramento del progetto e il controllo del processo produttivo. Questo spostamento diattenzione è decisamente in sintonia con il tema del «fare bene e farlo la prima volta». Grazie aciò, la ricerca e l'eliminazione degli errori possono portare un processo produttivofondamentalmente stabile a elevati livelli di conformità.Se la ricerca e l'eliminazione degli errori dipendessero esclusivamente dall'esame dei prodottidifettosi una volta individuati invece che dall'ispezione dell'intero processo produttivo, lapersona incaricata avrebbe un compito senz'altro arduo. Questa persona perderebbe alcuneinformazioni utili e dovrebbe scegliere nell'ambito di una serie di potenziali cause di errori.Sarebbe necessaria una maggior quantità di tempo per risalire dalla singola manifestazione discarsa qualità alla causa che l'ha determinata.E' quindi interesse di tutti spostare l'attenzione dalla semplice osservazione dei prodotti difettosiall'esame dell'intero processo produttivo. Questa parte esamina principalmente le tecniche chepossono essere applicate all'intero processo produttivo piuttosto che le tecniche che servono adistinguere i prodotti perfetti da quelli difettosi. Queste tecniche di selezione campionaria sonocomunque necessarie, specialmente quando si ha a che fare con i venditori, ma le tecniche cheriguardano direttamente il processo produttivo hanno una maggiore efficacia.Tre quesiti fondamentali vengono proposti qui, ognuno dei quali è collegato al problema diottenere elevati livelli di qualità. La progettazione del prodotto è adeguata? Il processoproduttivo è adeguato? Lo è anche il controllo?
3.C.3 La qualità nella progettazione
Probabilmente il concetto fondamentale della gestione della qualità è quello di "adatto perl'uso"; tale concetto governa tutte le seguenti tecniche utilizzabili per una corretta gestione dellaqualità. "Adatto per l'uso" indica semplicemente il motivo per cui il prodotto, così come erastato progettato, soddisfa le concrete esigenze del consumatore. Cosa dire circa il valore che ilprodotto ha per il consumatore? E cosa dire, al contrario, di un prodotto che ha uno scarsovalore per il consumatore?Sulla base di un'attenta analisi dell'adattabilità all'uso dei prodotti, manager e ingegneri possonosincerarsi che un prodotto sia stato progettato espressamente per un certo utilizzo. Un prodottopuò essere sovraprogettato o sottoprogettato e quindi essere inadatto per l'utilizzo al quale ilconsumatore l'aveva destinato. Questo stesso ragionamento è parte della più ampia tematicadell'analisi del valore.
Come può un nuovo prodotto in fase di sviluppo soddisfare tale criterio generale di adattabilitàall'uso? Molte aziende posseggono una procedura ben definita con cui gestire i loro prodotti
155
nuovi. Le migliori aziende promuovono anche uno stretto e continuo contatto tra le variefunzioni (progettazione, marketing, produzione, assistenza) che sono direttamente interessate allancio dei nuovi prodotti. La natura di questi contatti incrociati può variare (per esempio con osenza gruppi di lavoro ufficiali, o manager che svolgono funzioni di interfaccia tra progettazionee produzione), ma è universalmente riconosciuto che stretti e continui contatti favoriscono lariuscita dei nuovi prodotti. Gli stadi di sviluppo del prodotto, brevemente comprendono:1. Sviluppo dell'idea e fattibilità. Questo stadio nello sviluppo del prodotto è destinato
all'elaborazione delle idee iniziali circa il nuovo prodotto. E' tecnicamente realizzabile? E'un costo conveniente da sostenere? Questa fase richiede principalmente l'attenzione dellaprogettazione e del marketing e può richiedere una grande quantità di tempo.
2. Progettazione dettagliata. Una volta giudicato realizzabile il nuovo prodotto, deve essereeffettuata una progettazione analitica dell'idea così come era stata originariamentesviluppata e renderla nella forma migliore per essere prodotta.
3. Prototipo. Date le caratteristiche iniziali del prodotto, è necessario costruirne e collaudarneuna prima versione. In questo stadio, il prodotto può comportarsi in modo insoddisfacente erendersi necessaria una modifica dell'idea originale o addirittura una riprogettazione. Inmolte aziende il prototipo viene realizzato dalla progettazione; anche se vi possono esserecollegamenti con le procedure e l'attrezzatura della produzione durante la costruzione delprototipo, di solito il management della produzione non viene direttamente coinvolto inquesto stadio del nuovo prodotto.
4. Prototipo industriale. Qui il prodotto viene valutato in sede di produzione per la suafabbricabilità. Di solito, a questo punto vengono introdotte variazioni del progetto persemplificare il processo di fabbricazione, vengono sostituite le materie prime, si cerca diadattare le attrezzature e il nuovo prodotto viene inserito nella produzione già esistente.Questo stadio può interessare la sperimentazione di nuovi processi produttivi in impianti"pilota". Lotti di preproduzione vengono effettuati per cercare di simulare, per quanto èpossibile, tutti gli aspetti della fabbricazione del prodotto in un impianto, in modo da poterindividuare in anticipo tutti gli eventuali problemi, invece di attendere l'inizio dellaproduzione su larga scala.
5. La produzione su larga scala. Questa fase coincide con il trasferimento del nuovo prodottosotto la piena responsabilità della produzione, che deve realizzarlo con gli impianti esistenti.
6. Variazioni del progetto a lancio già avvenuto. Molti prodotti necessitano di variazioni nelprogetto quando queste vengono suggerite dai clienti in base al loro utilizzo o da successiveesperienze a livello produttivo, anche quando il prodotto ha già raggiunto lo stadio diproduzione su larga scala. Tali modifiche del progetto possono essere minime, marichiedono comunque l'esistenza di un meccanismo che le regoli.
In ciascuno di questi sei stadi vi sono strumenti per poter individuare eventuali problemi nelprodotto in fase di sviluppo. Nei primi stadi sono riesaminati idee e progetti. Successivamentevengono effettuati i collaudi sul prototipo in diverse condizioni. Vi sono poi i collaudi delprototipo industriale, alcuni effettuati in casa e altri con i consumatori in prove di mercato. Intutti i casi, occorre tenere rilevazioni sufficientemente valide dei difetti del prodotto e deiproblemi connessi al processo produttivo.
3.C.4 La qualità nel processo produttivo
Il problema dell'adeguatezza del processo può essere scomposto nella duplice questione: a)dell'adeguatezza del sistema di produzione e b) delle stazioni di lavoro individuali comprese nelsistema. Consideriamo ora questi aspetti. L'invidiabile reputazione di qualità delle principaliaziende manifatturiere giapponesi può essere sostanzialmente attribuita alla particolareattenzione diretta al controllo del processo produttivo. In particolare, la loro capacità innovativanei confronti della qualità ha riguardato l'intero sistema di produzione.
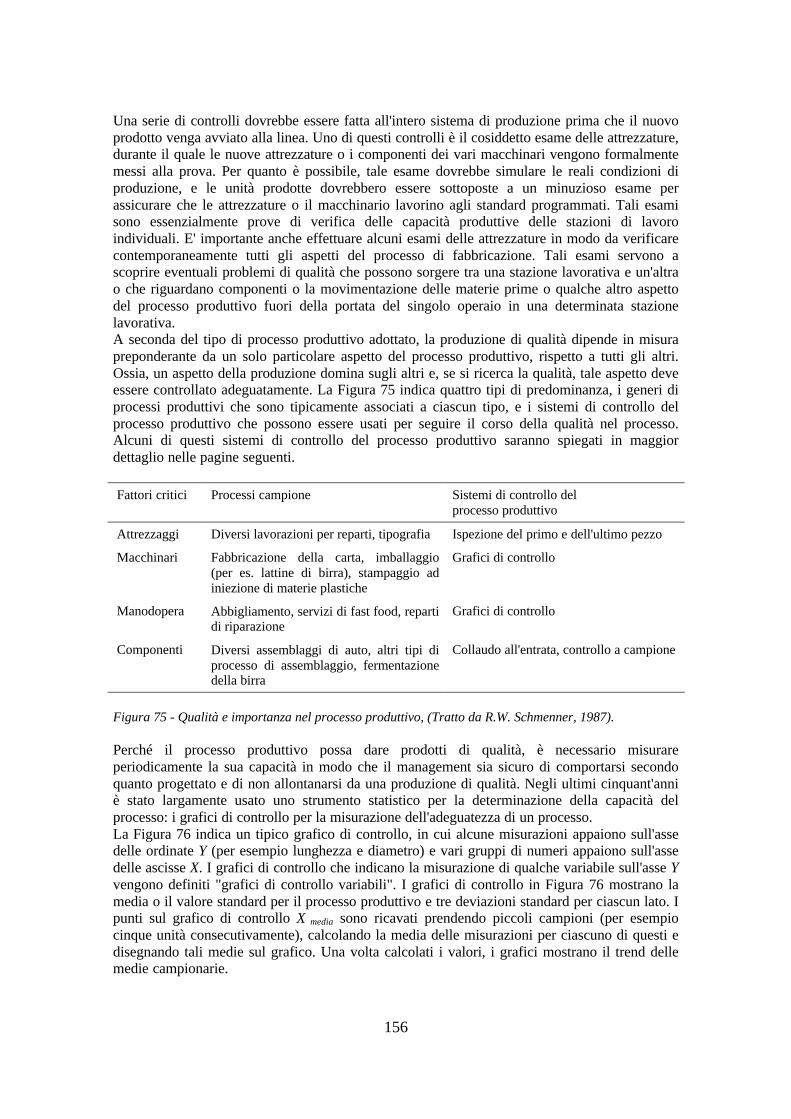
156
Una serie di controlli dovrebbe essere fatta all'intero sistema di produzione prima che il nuovoprodotto venga avviato alla linea. Uno di questi controlli è il cosiddetto esame delle attrezzature,durante il quale le nuove attrezzature o i componenti dei vari macchinari vengono formalmentemessi alla prova. Per quanto è possibile, tale esame dovrebbe simulare le reali condizioni diproduzione, e le unità prodotte dovrebbero essere sottoposte a un minuzioso esame perassicurare che le attrezzature o il macchinario lavorino agli standard programmati. Tali esamisono essenzialmente prove di verifica delle capacità produttive delle stazioni di lavoroindividuali. E' importante anche effettuare alcuni esami delle attrezzature in modo da verificarecontemporaneamente tutti gli aspetti del processo di fabbricazione. Tali esami servono ascoprire eventuali problemi di qualità che possono sorgere tra una stazione lavorativa e un'altrao che riguardano componenti o la movimentazione delle materie prime o qualche altro aspettodel processo produttivo fuori della portata del singolo operaio in una determinata stazionelavorativa.A seconda del tipo di processo produttivo adottato, la produzione di qualità dipende in misurapreponderante da un solo particolare aspetto del processo produttivo, rispetto a tutti gli altri.Ossia, un aspetto della produzione domina sugli altri e, se si ricerca la qualità, tale aspetto deveessere controllato adeguatamente. La Figura 75 indica quattro tipi di predominanza, i generi diprocessi produttivi che sono tipicamente associati a ciascun tipo, e i sistemi di controllo delprocesso produttivo che possono essere usati per seguire il corso della qualità nel processo.Alcuni di questi sistemi di controllo del processo produttivo saranno spiegati in maggiordettaglio nelle pagine seguenti.
Fattori critici Processi campione Sistemi di controllo delprocesso produttivo
Attrezzaggi Diversi lavorazioni per reparti, tipografia Ispezione del primo e dell'ultimo pezzo
Macchinari Fabbricazione della carta, imballaggio(per es. lattine di birra), stampaggio adiniezione di materie plastiche
Grafici di controllo
Manodopera Abbigliamento, servizi di fast food, repartidi riparazione
Grafici di controllo
Componenti Diversi assemblaggi di auto, altri tipi diprocesso di assemblaggio, fermentazionedella birra
Collaudo all'entrata, controllo a campione
Figura 75 - Qualità e importanza nel processo produttivo, (Tratto da R.W. Schmenner, 1987).
Perché il processo produttivo possa dare prodotti di qualità, è necessario misurareperiodicamente la sua capacità in modo che il management sia sicuro di comportarsi secondoquanto progettato e di non allontanarsi da una produzione di qualità. Negli ultimi cinquant'anniè stato largamente usato uno strumento statistico per la determinazione della capacità delprocesso: i grafici di controllo per la misurazione dell'adeguatezza di un processo.La Figura 76 indica un tipico grafico di controllo, in cui alcune misurazioni appaiono sull'assedelle ordinate Y (per esempio lunghezza e diametro) e vari gruppi di numeri appaiono sull'assedelle ascisse X. I grafici di controllo che indicano la misurazione di qualche variabile sull'asse Yvengono definiti "grafici di controllo variabili". I grafici di controllo in Figura 76 mostrano lamedia o il valore standard per il processo produttivo e tre deviazioni standard per ciascun lato. Ipunti sul grafico di controllo X media sono ricavati prendendo piccoli campioni (per esempiocinque unità consecutivamente), calcolando la media delle misurazioni per ciascuno di questi edisegnando tali medie sul grafico. Una volta calcolati i valori, i grafici mostrano il trend dellemedie campionarie.
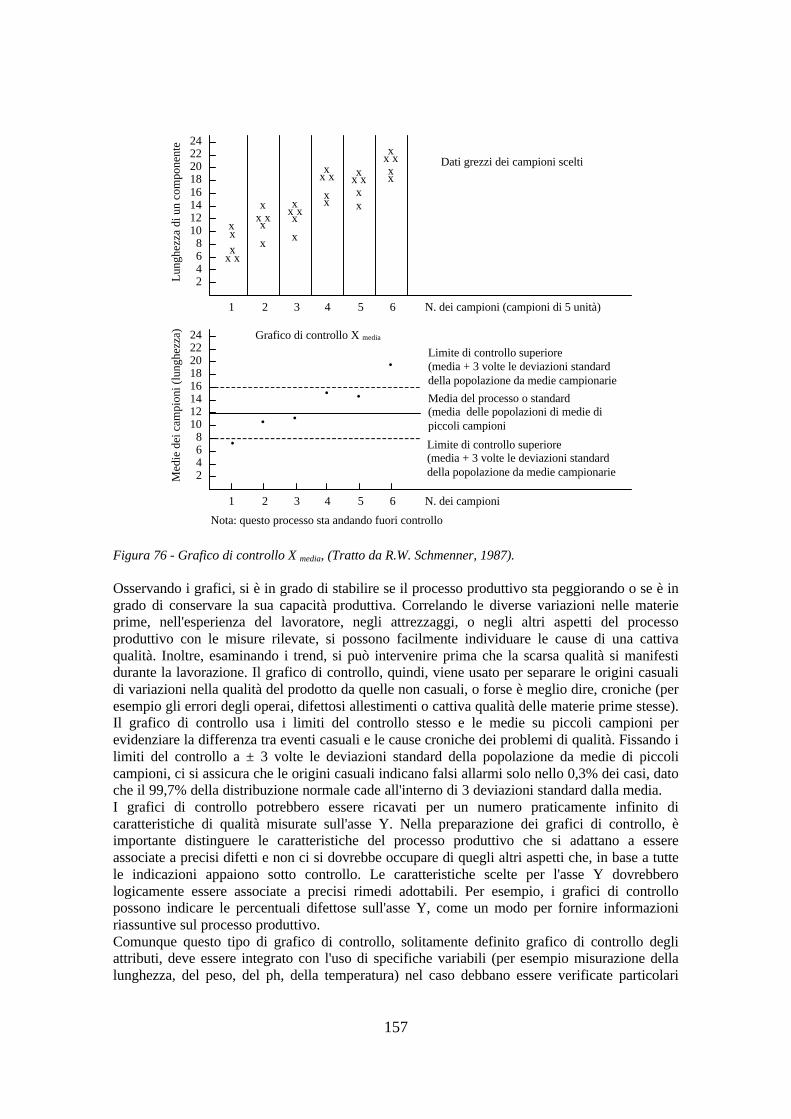
157
Figura 76 - Grafico di controllo X media, (Tratto da R.W. Schmenner, 1987).
Osservando i grafici, si è in grado di stabilire se il processo produttivo sta peggiorando o se è ingrado di conservare la sua capacità produttiva. Correlando le diverse variazioni nelle materieprime, nell'esperienza del lavoratore, negli attrezzaggi, o negli altri aspetti del processoproduttivo con le misure rilevate, si possono facilmente individuare le cause di una cattivaqualità. Inoltre, esaminando i trend, si può intervenire prima che la scarsa qualità si manifestidurante la lavorazione. Il grafico di controllo, quindi, viene usato per separare le origini casualidi variazioni nella qualità del prodotto da quelle non casuali, o forse è meglio dire, croniche (peresempio gli errori degli operai, difettosi allestimenti o cattiva qualità delle materie prime stesse).Il grafico di controllo usa i limiti del controllo stesso e le medie su piccoli campioni perevidenziare la differenza tra eventi casuali e le cause croniche dei problemi di qualità. Fissando ilimiti del controllo a ± 3 volte le deviazioni standard della popolazione da medie di piccolicampioni, ci si assicura che le origini casuali indicano falsi allarmi solo nello 0,3% dei casi, datoche il 99,7% della distribuzione normale cade all'interno di 3 deviazioni standard dalla media.I grafici di controllo potrebbero essere ricavati per un numero praticamente infinito dicaratteristiche di qualità misurate sull'asse Y. Nella preparazione dei grafici di controllo, èimportante distinguere le caratteristiche del processo produttivo che si adattano a essereassociate a precisi difetti e non ci si dovrebbe occupare di quegli altri aspetti che, in base a tuttele indicazioni appaiono sotto controllo. Le caratteristiche scelte per l'asse Y dovrebberologicamente essere associate a precisi rimedi adottabili. Per esempio, i grafici di controllopossono indicare le percentuali difettose sull'asse Y, come un modo per fornire informazioniriassuntive sul processo produttivo.Comunque questo tipo di grafico di controllo, solitamente definito grafico di controllo degliattributi, deve essere integrato con l'uso di specifiche variabili (per esempio misurazione dellalunghezza, del peso, del ph, della temperatura) nel caso debbano essere verificate particolari
2422201816141210
8642
x
1 2 3 4 5 6
xx
x x
xx xx
x
xx xx
x
xx x
xx
xx xxx
xx xxx
Dati grezzi dei campioni scelti
N. dei campioni (campioni di 5 unità)
Lun
ghez
za d
i un
com
pone
nte
2422201816141210
8642
1 2 3 4 5 6
•
• •
• •
•
N. dei campioni
Med
ie d
ei c
ampi
oni (
lung
hezz
a)
Nota: questo processo sta andando fuori controllo
Limite di controllo superiore(media + 3 volte le deviazioni standarddella popolazione da medie campionarie
Media del processo o standard(media delle popolazioni di medie dipiccoli campioni
Limite di controllo superiore(media + 3 volte le deviazioni standarddella popolazione da medie campionarie
Grafico di controllo X media
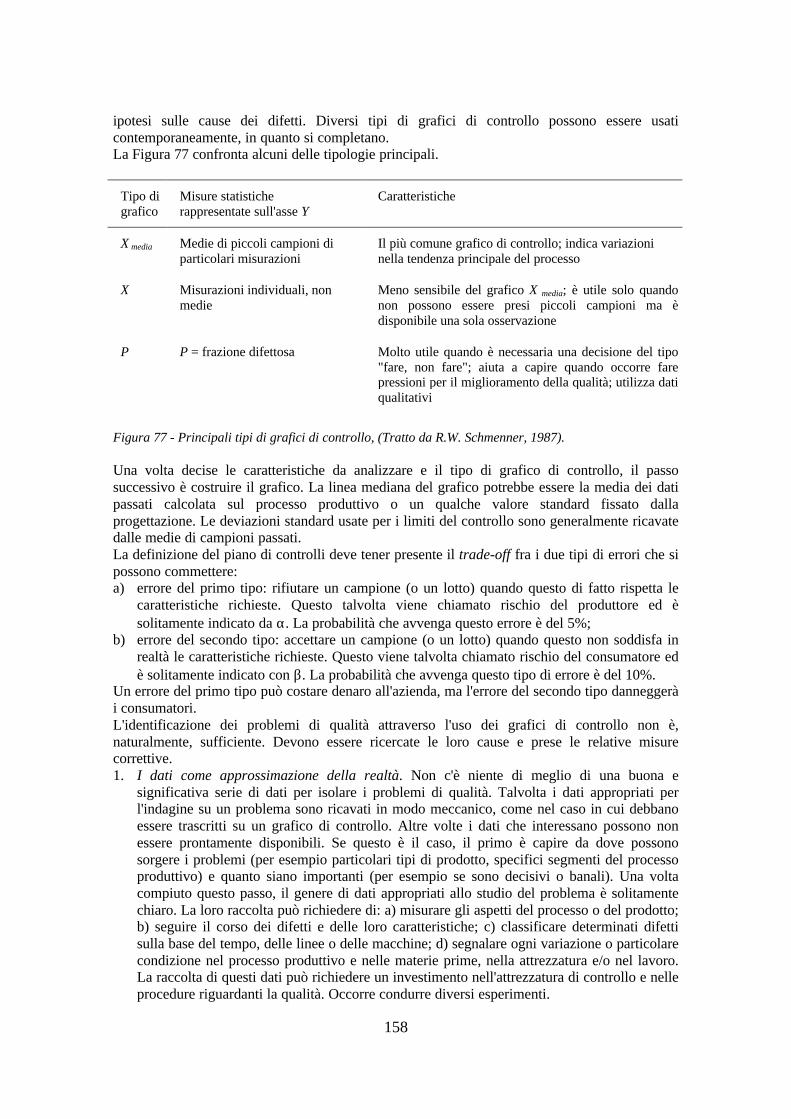
158
ipotesi sulle cause dei difetti. Diversi tipi di grafici di controllo possono essere usaticontemporaneamente, in quanto si completano.La Figura 77 confronta alcuni delle tipologie principali.
Tipo digrafico
Misure statisticherappresentate sull'asse Y
Caratteristiche
X media Medie di piccoli campioni diparticolari misurazioni
Il più comune grafico di controllo; indica variazioninella tendenza principale del processo
X Misurazioni individuali, nonmedie
Meno sensibile del grafico X media; è utile solo quandonon possono essere presi piccoli campioni ma èdisponibile una sola osservazione
P P = frazione difettosa Molto utile quando è necessaria una decisione del tipo"fare, non fare"; aiuta a capire quando occorre farepressioni per il miglioramento della qualità; utilizza datiqualitativi
Figura 77 - Principali tipi di grafici di controllo, (Tratto da R.W. Schmenner, 1987).
Una volta decise le caratteristiche da analizzare e il tipo di grafico di controllo, il passosuccessivo è costruire il grafico. La linea mediana del grafico potrebbe essere la media dei datipassati calcolata sul processo produttivo o un qualche valore standard fissato dallaprogettazione. Le deviazioni standard usate per i limiti del controllo sono generalmente ricavatedalle medie di campioni passati.La definizione del piano di controlli deve tener presente il trade-off fra i due tipi di errori che sipossono commettere:a) errore del primo tipo: rifiutare un campione (o un lotto) quando questo di fatto rispetta le
caratteristiche richieste. Questo talvolta viene chiamato rischio del produttore ed èsolitamente indicato da α. La probabilità che avvenga questo errore è del 5%;
b) errore del secondo tipo: accettare un campione (o un lotto) quando questo non soddisfa inrealtà le caratteristiche richieste. Questo viene talvolta chiamato rischio del consumatore edè solitamente indicato con β. La probabilità che avvenga questo tipo di errore è del 10%.
Un errore del primo tipo può costare denaro all'azienda, ma l'errore del secondo tipo danneggerài consumatori.L'identificazione dei problemi di qualità attraverso l'uso dei grafici di controllo non è,naturalmente, sufficiente. Devono essere ricercate le loro cause e prese le relative misurecorrettive.1. I dati come approssimazione della realtà. Non c'è niente di meglio di una buona e
significativa serie di dati per isolare i problemi di qualità. Talvolta i dati appropriati perl'indagine su un problema sono ricavati in modo meccanico, come nel caso in cui debbanoessere trascritti su un grafico di controllo. Altre volte i dati che interessano possono nonessere prontamente disponibili. Se questo è il caso, il primo è capire da dove possonosorgere i problemi (per esempio particolari tipi di prodotto, specifici segmenti del processoproduttivo) e quanto siano importanti (per esempio se sono decisivi o banali). Una voltacompiuto questo passo, il genere di dati appropriati allo studio del problema è solitamentechiaro. La loro raccolta può richiedere di: a) misurare gli aspetti del processo o del prodotto;b) seguire il corso dei difetti e delle loro caratteristiche; c) classificare determinati difettisulla base del tempo, delle linee o delle macchine; d) segnalare ogni variazione o particolarecondizione nel processo produttivo e nelle materie prime, nella attrezzatura e/o nel lavoro.La raccolta di questi dati può richiedere un investimento nell'attrezzatura di controllo e nelleprocedure riguardanti la qualità. Occorre condurre diversi esperimenti.
159
2. Sistematizzazione dell'indagine. Uno degli aspetti dell'indagine sui problemi di qualità che èstato particolarmente d'aiuto ai giapponesi è il cosiddetto diagramma "a spina di pesce", chefornisce informazioni precise sulle cause e gli effetti dei problemi di qualità in un processoproduttivo (v. Figura 78).
3. Rendere infallibile il processo produttivo. Una volta individuate le cause dei problemi diqualità, le azioni correttive da intraprendere hanno spesso lo scopo di rendere il processoinfallibile. L'infallibilità può dipendere da mutamenti nelle tecnologie di produzione, neldesign del prodotto, o nei metodi e nelle procedure. Tale obiettivi di infallibilità puòrichiedere particolari design del prodotto o tecniche specifiche, allarmi o meccanismi diarresto per le macchine, segnali multipli o codici di identificazione, ingrandimenti ottici eposti di osservazione a distanza, procedure di conteggio precise, o un insieme di taliaccorgimenti. L'abilità consiste nel modificare il processo e/o il prodotto in modo tale chel'unico modo di produzione diventi quello di qualità.
Il fatto stesso di allestire e costruire i grafici di controllo sul processo produttivo è un tipo diispezione. Come si è già osservato in precedenza, tale tipo di controllo deve essere incoraggiatoperché si concentra sul processo produttivo anziché sul prodotto. Vi sono diversi altri tipi dicontrollo ciascuno dei quali si presenta con differenti scopi. La Figura 79 riassume alcuni diquesti tipi di indagine e i relativi obiettivi.Nella molteplicità di questioni riguardanti l'ispezione due sono di particolare interesse:a) l'accuratezza del controllo; b) la dislocazione delle ispezioni.
L'accuratezza del controlloSe è ampiamente evidente che il prodotto è conforme alle sue caratteristiche , l'ispezione nondeve essere eseguita. Molte aziende che lavorano con determinati fornitori dimostrano un certogrado di affidamento nelle capacità degli stessi fornitori di produrre componenti di qualità.Quindi, in molti casi, la preordinata ispezione non viene poi eseguita per tali forniture.Se il processo produttivo si sta comportando bene in base all'utilizzo, per esempio, dei grafici dicontrollo, può bastare l'esame di piccoli campioni di prodotto per determinare se lo stessoprocesso produttivo rimane sotto controllo. Talvolta questo viene fatto prendendo un campionedi due prodotti, uno all'inizio di un particolare lotto o giorno di produzione , l'altro alla fine dellotto o della giornata di produzione. Ogni deviazione all'interno del processo, specialmente alivello di macchinari, può essere accertata confrontando i due prodotti.
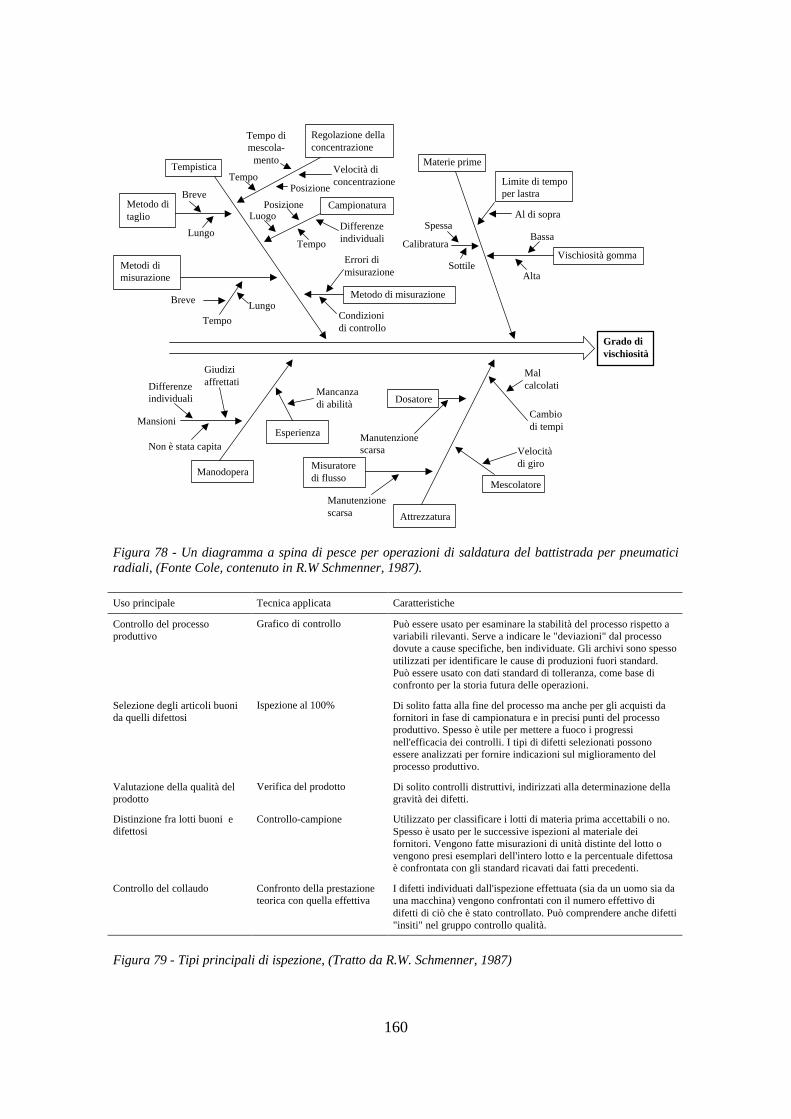
160
Figura 78 - Un diagramma a spina di pesce per operazioni di saldatura del battistrada per pneumaticiradiali, (Fonte Cole, contenuto in R.W Schmenner, 1987).
Uso principale Tecnica applicata Caratteristiche
Controllo del processoproduttivo
Grafico di controllo Può essere usato per esaminare la stabilità del processo rispetto avariabili rilevanti. Serve a indicare le "deviazioni" dal processodovute a cause specifiche, ben individuate. Gli archivi sono spessoutilizzati per identificare le cause di produzioni fuori standard.Può essere usato con dati standard di tolleranza, come base diconfronto per la storia futura delle operazioni.
Selezione degli articoli buonida quelli difettosi
Ispezione al 100% Di solito fatta alla fine del processo ma anche per gli acquisti dafornitori in fase di campionatura e in precisi punti del processoproduttivo. Spesso è utile per mettere a fuoco i progressinell'efficacia dei controlli. I tipi di difetti selezionati possonoessere analizzati per fornire indicazioni sul miglioramento delprocesso produttivo.
Valutazione della qualità delprodotto
Verifica del prodotto Di solito controlli distruttivi, indirizzati alla determinazione dellagravità dei difetti.
Distinzione fra lotti buoni edifettosi
Controllo-campione Utilizzato per classificare i lotti di materia prima accettabili o no.Spesso è usato per le successive ispezioni al materiale deifornitori. Vengono fatte misurazioni di unità distinte del lotto ovengono presi esemplari dell'intero lotto e la percentuale difettosaè confrontata con gli standard ricavati dai fatti precedenti.
Controllo del collaudo Confronto della prestazioneteorica con quella effettiva
I difetti individuati dall'ispezione effettuata (sia da un uomo sia dauna macchina) vengono confrontati con il numero effettivo didifetti di ciò che è stato controllato. Può comprendere anche difetti"insiti" nel gruppo controllo qualità.
Figura 79 - Tipi principali di ispezione, (Tratto da R.W. Schmenner, 1987)
Regolazione dellaconcentrazione
Materie prime
Limite di tempoper lastra
Vischiosità gomma
Tempistica
Metodo ditaglio
Metodi dimisurazione
Campionatura
Metodo di misurazione
Condizionidi controllo
Errori dimisurazione
Breve
Tempo
Lungo
Breve
LungoDifferenzeindividualiTempo
Velocità diconcentrazione
Posizione
PosizioneLuogo
Tempo dimescola-
mento
Tempo
Calibratura
Spessa
Sottile
Al di sopra
Bassa
Alta
Grado divischiosità
GiudiziaffrettatiDifferenze
individuali
Mansioni
Non è stata capita
Manodopera
Esperienza
Mancanzadi abilità
Malcalcolati
Cambiodi tempi
Dosatore
Manutenzionescarsa
Misuratoredi flusso
Attrezzatura
Manutenzionescarsa
Mescolatore
Velocitàdi giro
161
Se invece vi sono scarse informazioni sull'andamento del processo produttivo o sul prodotto,ogni ulteriore conoscenza dovrebbe risultare da un'estesa campionatura casuale (controllo-campione). All'estremo questo significa un'ispezione al 100%, che viene spesso fatta per l'esamefinale di prodotti complessi o nei casi dove è noto che la produttività del processo è bassa (peresempio in gran parte dell'industria dei circuiti integrati)∗. Viene anche svolta solitamenteun'ispezione al 100% di caratteristiche cruciali nei prodotti assemblati.Il controllo-campione, come notato nella Figura 79, è frequente nel caso si abbia a che fare con ifornitori, sebbene l'obiettivo, naturalmente, rimanga quello di non doverne verificare leconsegne. La sua attrattiva, rispetto all'ispezione al 100%, sta nel costo inferiore.Per contenere i costi dell'operazione, diversi tipi di programmi di campionatura sono statiescogitati in modo da evitare lo stesso numero di errori con un costo inferiore. Il caso base delprogramma di campionatura è definito "campionatura semplice ". In questo programma vienescelto un unico ma ragionevolmente ampio campione di ciascun lotto e il lotto stesso vieneaccettato oppure rifiutato a seconda degli esiti del controllo svolto sul campione.Generalmente, un modo più economico di dare giudizi su di un lotto è quello di prendere unprimo piccolo campione da utilizzare come parametro di riferimento per accettare alcuni lotti erifiutarne altri. Con tale piccolo campione, comunque, vi potranno essere casi in cui i risultatidella campionatura non sono significativi non essendo sufficienti per decidere tra accettazione orifiuto. In questi casi, viene preso un altro campione e aggiunto al primo. Questo campione piùampio permette di prendere la decisione di accettazione o rifiuto. Tale programma dicampionatura viene chiamato "campionatura doppia".Questa nozione di campionatura doppia può essere estesa fino a includere la campionaturaripetuta che comprende più di due prelievi di campioni sempre più piccoli dal medesimo lotto.La procedura rimane la stessa: accettare o rifiutare per quanto è possibile, data la piccoladimensione iniziale del campione, e continuare a ingrandire il campione fino a essere in grado diaccettare o rifiutare il lotto. Tale programma di campionatura è chiamato "campionatura insequenza". La campionatura ripetuta è appropriata per i flussi di produzione in continuo (peresempio le linee di imbottigliamento e inscatolamento alla fabbrica di birra Schlitz). In questecondizioni di produzione vengono effettuati controlli periodici. Se le ispezioni hanno esitonegativo, vengono introdotti criteri di campionatura più intensivi (o addirittura ispezioni al100%) per accertare quanto è estessa la caduta dei livelli di qualità. Una volta ripristinati livelliaccettabili di qualità, la campionatura iniziale, meno intensiva, viene reintrodotta.
La dislocazione delle ispezioniCome abbiamo già visto, le postazioni di controllo sono di solito concentrate sui prodotti finiti,e in molti casi all'accettazione forniture. L'ispezione è spesso una procedura di routine per lamessa a punto dell'impianto. Talvolta, per esempio, i primi pezzi di ogni lotto, dopo un nuovoattrezzaggio, vengono attentamente ispezionati prima che il resto della produzione possaprocedere. Il posizionamento di altri controlli attraverso il processo produttivo dipendeprincipalmente dal fatto che il costo marginale non ecceda il beneficio marginale dato dalcontrollo stesso. Il rapporto costi/benefici è generalmente vantaggioso nelle seguentidislocazioni, scelte spesso come postazioni di controllo:• prima di fasi che aggiungono molto valore al prodotto. I prodotti già difettosi vengono
scoperti prima che si aggiungano altri costi;• dopo operazioni che dimostrano una scarsa resa, per evitare che un costo significativo vada
ad aggiungersi a prodotti già difettosi;• prima di operazioni che rendono difficile o impossibile un'eventuale riparazione del
prodotto (per esempio prima che la birra venga imbottigliata, prima dell'assemblaggio dellacarrozzeria nell'auto o prima che queste vengano verniciate;
∗ L'ispezione potrebbe essere superiore al 100% nel caso di collaudi multipli di tutti gli articoli.
162
• nei punti del processo produttivo dove le operazioni di controllo sono relativamente pococostose. I progressi compiuti nell'automazione delle procedure di controllo, in particolaregrazie all'uso dei computer, stanno rendendo sempre più facile per i produttoril'introduzione di più momenti di ispezione nel processo produttivo. Questo fatto, aggiuntoall'utilizzo dei computer di processo, è un esempio incoraggiante dei progressi che puòportare la tecnologia.
3.C.5 La qualità nell'utilizzo del prodotto
Mantenere aggiornate le analisi sul comportamento dei prodotti consente alle aziende diutilizzare tecniche per lo sviluppo del prodotto, in particolare nei riguardi dell'affidabilità, dellamanutenzione e della sicurezza. Analizziamo ciascuno di questi settori:• Affidabilità. Vi sono diversi modi per misurare l'affidabilità di un prodotto. Il metodo
classico è quello del "tempo medio tra insuccessi", ossia il tempo medio che trascorre tradue successive rotture del prodotto. Altre versioni di questo tipo di misurazione riguardanoil "tempo medio di rottura", che è il tempo medio che trascorre prima del primo guasto di unprodotto, e "il tempo medio fra manutenzioni" che è il tempo medio che intercorre tra dueoperazioni di manutenzione specifica. Altre misure di affidabilità sono i tassi di rottura, cioèla misurazione del numero di guasti in una data unità di tempo. In stretta relazione con itassi di rottura vi sono le misure di "durata" e di "vita media" del prodotto, che è il tempomedio per il quale il prodotto può essere usato prima di logorarsi o prima che necessiti diuna accurata ispezione. Una variante è costituita dal "valore medio di durata", il periodo ditempo nel quale metà delle unità del prodotto si sono avariate.Tali misure di affidabilità sono importanti nella fissazione degli standard di comportamentoche il prodotto, così come è stato progettato e costruito, deve soddisfare, e anche per aiutarenella valutazione dei problemi di qualità presenti nel prodotto. Queste analisi di affidabilitàpossono portare a una vera e propria riprogettazione per rendere alcuni aspetti del prodotto"sovrabbondanti" o per cambiare le materie prime o le procedure della produzione peraccrescere l'affidabilità.
• Manutenzione. Il concetto di manutenzione si riferisce ai modi in cui il prodotto può essereconservato dal consumatore. La misura della manutenzione è riferita generalmente al"tempo medio fino alla riparazione", l'intervallo di tempo fra le manutenzioni, siaprogrammate che inattese, e il costo per la manutenzione nel corso del tempo. Così comeper le misure di affidabilità, tali misurazioni possono essere usate non solo come indicatoridi traguardi da raggiungere in sede di progettazione e fabbricazione, ma anche comeelementi di valutazione nell'analisi di quello che può riguardare una manutenzione semplicee poco costosa del prodotto.
• Sicurezza. Un soddisfacente grado di sicurezza del prodotto è un argomento la cui importanzanon sarà mai sottolineata abbastanza. Una corretta gestione della sicurezza significa unameticolosa analisi del prodotto, del design e della fabbricazione. La sicurezza deve esserequantificata, così come l'affidabilità e la manutenzione. Generalmente vengono individuatediverse classi di rischio, che vanno dal catastrofico al trascurabile. La potenzialità delprodotto nei confronti di queste categorie di rischio per la sicurezza deve essererealisticamente valutata, e devono essere sviluppati nuovi progetti e metodi." (Schmenner,1987, pp. 318-335)
163
3.C.6 Il caso della birreria Jos. Schlitz
"Il reparto Qualità alla fabbrica di birra di Winston-Salem della Jos. Schlitz operava 24 ore su24 per 7 giorni la settimana e impiegava 32 persone. Il controllo qualità operava i tre distintilaboratori nella fabbrica: due laboratori chimici (fabbricazione della birra e microbiologia) e unlaboratorio operativo (imballaggio). Accadeva raramente che anche un solo aspetto dellaproduzione non venisse sistematicamente controllato tutti i giorni. Il controllo qualità volevaaccertarsi non solo che la birra che usciva dallo stabilimento rispondesse agli elevati standarddell'azienda, ma che il processo attraverso il quale la birra veniva preparata e confezionata fossesotto controllo e soddisfacesse sempre i requisiti richiesti. Il controllo di qualità si consideravacome una stazione di primo allarme per il controllo del prodotto e per l'adeguamento delprocesso ai requisiti dettati dall'azienda. C'erano più di una mezza dozzina di spessi manuali,che indicavano i test e i requisiti per la qualità del prodotto e del processo produttivo.
Il laboratorio sulla lineaIl laboratorio sulla linea di fabbricazione era il più grande dei due laboratori chimici dellostabilimento e svolgeva le analisi su ciascun lotto di birra in ogni stadio del processo diproduzione, dallo sviluppo del mosto di malto durante la fermentazione, e l'invercchiamento nelruh alle cantine di conservazione. Il laboratorio era suddiviso fra diversi tecnici: tecnicidell'alcool, tecnici della conservazione in cantina, tecnici dell'acqua, e i cosiddetti tecnici diprocesso.I tecnici di processo erano incaricati principalmente delle analisi chimiche dei campioni presidalla produzione di mosto, dalla fermentazione e dalle varie cantine di magazzinaggio. I tecnicidelle cantine di conservazione operavano di più nell'area di distillazione e nelle cantine diraffinazione, controllando l'aria e il contenuto di biossido di carbonio e il ph ogni volta che unbarile veniva svuotato e ogni volta che le linee di confezionamento richiedevano un cambio dimarca. I tecnici dell'acqua e di processo si preoccupavano principalmente dei controlli piùspecializzati sulla qualità dell'acqua e degli altri ingredienti (anche se il malto veniva controllatodallo staff di Milwaukee prima del trasferimento in North Carolina).Come esempio, si consideri in maggior dettaglio il lavoro di un tecnico dell'alcool. Questicontrollava una serie di aspetti: il peso specifico, l'indice di rifrattività, il peso originario (lapercentuale di fermenti presenti all'inizio nel mosto), gli estratti reali (l'ammontare dei depositisolidi nella birra), la percentuale di alcool, il VDK (ammontare di fermenti indesiderabili rimastinella birra, il ph (grado di acidità), il colore, la concentrazione di sodio e calcio, il tasso diamarezza (la quantità di luppolo presente nella birra), la velocità di caduta della schiuma (iltempo necessario alla schiuma per diminuire di un pollice quando viene versata a una certatemperatura e da un'altezza particolare), l'aderenza della schiuma (quanto la schiuma aderiscealla superficie del vetro: più aderisce meglio è), l'eccesso di torbidezza (il grado di limpidezzadella birra). Per tutti questi test vi erano procedure e requisiti precisi che l'azienda dovevasoddisfare.Il test per il peso specifico, ad esempio, veniva svolto circa 100 volte al giorno, 30 volte ogniturno. Ogniqualvolta uno dei serbatoi da 750 barili usati per la fermentazione o perl'invecchiamento, veniva vuotato per far passare la birra verso lo stadio successivo del processodi finitura, veniva preso un campione di circa 250 ml. Questo campione doveva esseresottoposto al test nell'ora o quasi del pompaggio del serbatoio. Tale test durava circa 15 minuti ecomportava: a) il riscaldamento del campione fino a 25 gradi centigradi; b) il passaggio delcampione attraverso dei filtri; c) la riduzione della temperatura a 20 gradi centigradi; d) lasistemazione di una piccola quantità della birra filtrata in un rifrattometro per determinarel'indice di rifrattività; e) il confronto del peso di un'altra porzione di birra con il peso dell'acquaper determinare il peso specifico. Dati un certo indice di rifrattività e un certo peso specifico,dovevano essere calcolati il peso originario, la percentuale di alcool e gli estratti reali.I risultati di tali test venivano immediatamente trasmessi alla fabbrica, dove potevano essereadottate misure correttive. Per esempio, se la birra prelevata dal campione si fosse presentata
164
leggera in termini di peso originario, poteva essere combinata con una birra più pesante presa daun serbatoio accumulatore così da far tornare il peso della birra campione sui valori normali.Nella maggior parte delle situazioni di "non conformità ai requisiti" si poteva rimediarericorrendo al ripompaggio e al rimescolamento della birra in questione. Vi erano solo duesituazioni in cui non si poteva intervenire: la mistura di due qualità di birra avvenutainavvertitamente e un troppo elevato contenuto di sodio. Quest'ultima condizione eraestremamente rara ma poteva scaturire dall'errata pulizia di un serbatoio. Ogni volta che unserbatoio veniva svuotato, era pulito con una soluzione diluita di idrossido di sodio,successivamente neutralizzata con acido fosforico e risciacquata con acqua. Se tale operazionedi pulizia non veniva compiuta in modo appropriato o se veniva inavvertitamente aggiunta sodacaustica al serbatoio, il livello di sodio nella birra risultava troppo elevato e la birra dovevaessere scartata.Il laboratorio sulla linea era anche incaricato delle analisi della birra che era già stata distribuita.La Schlitz impiegava un certo numero di compratori che acquistavano regolarmente della birranei negozi di liquori e nei supermarket e la riportavano allo stabilimento per le analisi. Taleanalisi era sostanzialmente un controllo sulla conservazione della birra nel corso del tempo;venivano svolti test sulla sua limpidezza, sulla durata e aderenza della schiuma e sul sapore. Illaboratorio di fabbricazione della birra compiva anche un test di abuso su un campione diproduzione di ciascuna settimana. In questo test, nel corso di una settimana diverse lattine ebottiglie di birra venivano alternativamente riscaldate fino alla temperatura di 140 gradi F equindi raffreddate fino al congelamento simulando così tutti i possibili abusi che la birra potevaincontrare prima di essere consumata. Venivano quindi condotti i test sulla limpidezza.Come sorta di controllo sul lavoro del laboratorio, una volta al mese lo staff di controllo qualitàdella fabbrica di Milwaukee inviava dei campioni identici a ciascun stabilimento Schlitz per leanalisi. Gli stabilimenti sottoponevano quindi i risultati all'attenzione di Milwaukee, dove lostaff di controllo qualità del gruppo analizzava i risultati stessi. Lo stabilimento i cui test dicontrollo qualità non fossero sufficientemente accurati veniva così informato e venivano presetutte le misure necessarie per migliorare le procedure. Una volta all'anno si svolgeva unacompleta revisione delle procedure e delle registrazioni del laboratorio. Un gruppo di lavoroveniva da Milwaukee per una intera settimana e valutava tutte le fasi del controllo qualità, nonsolo nel laboratorio sulla linea ma anche in quelli di microbiologia e imballaggio.
Il laboratorio di microbiologiaIl laboratorio di microbiologia era adiacente a quello di fabbricazione della birra ed eraresponsabile del controllo della carica batterica e dei fermenti, in tutti gli stadi del processoproduttivo. In sostanza, il laboratorio di microbiologia doveva controllare che i batteri e ifermenti presenti nell'acqua usata nel processo, nelle attrezzature (serbatoi, condotte), nell'acquadello stabilimento, e nella birra stessa fossero all'interno di limiti predeterminati. Ogni forma didegrado dell'attrezzatura e dei materiali poteva danneggiare la qualità della birra, e quindi icontrolli da parte del laboratorio di microbiologia venivano effettuati tutti i giorni.
Il laboratorio di imballaggioIl laboratorio di imballaggio era situato proprio a fianco del reparto. Il suo compito era dicontrollare il lavoro di riempimento e imballo di lattine, bottiglie e barilotti. Il lavoro di questolaboratorio poteva essere diviso nel controllo di tre principali aree: a) le attività di reparto; b) ilprocesso di confezionamento, specialmente la chiusura, c) il riempimento di lattine, bottiglie ebarilotti. Controllare le operazioni nel reparto significava, in larga misura, tenere sotto controllol'attrezzatura e assicurarsi che stesse lavorando in modo da fornire un prodotto adeguato. Irequisiti critici comprendevano:• l'esatto posizionamento delle etichette senza pieghe sulle bottiglie;• l'individuazione e la rimozione della linea delle lattine e delle bottiglie che non erano state
riempite fino al punto giusto:
165
• le caratteristiche dei tappi;• l'esatta temperatura e il flusso di acqua nel pastorizzatore;• le perdite dovute a un errato posizionamento dei coperchi sulle lattine e dei tappi sulle
bottiglie;• l'esatta codifica sulle casse, sulle lattine e sulle bottiglie;• il rispetto delle condizioni igieniche nelle operazioni di riempitura e chiusura delle
macchine.Le saldature venivano controllate ogni quattro ore, quando dodici lattine venivano prese daciascuna fila (dodici era il numero di pezzi che venivano chiusi dalla macchina piazzando ilcoperchio sulle lattine già piene). Ciascuna lattina veniva misurata anche con il micrometro, perverificare per esempio l'altezza e lo spessore delle saldature, la profondità della fresa ecc. Lasaldatura veniva analizzata visivamente (per esempio se era stretta o larga).I coperchi venivano quindi tolti dalle lattine, e le cuciture analizzate con un apparecchio diingrandimento per controllare le sovrapposizioni tra la flangia della lattina e il bordo ripiegatodel coperchio. Questo attento esame era un controllo della resistenza della chiusura ermeticadella lattina e della sua capacità di mantenere una chiusura stretta e senza perdite: Venivanoprese anche altre misure fra cui un test sull'esposizione del metallo (un esame dello spessore edella copertura del rivestimento all'interno della lattina di alluminio).L'accuratezza dell'operazione di riempitura veniva controllata ogni due ore su ciascuna linea.Nello stesso tempo venivano scelti tre contenitori per analizzare il contenuto di biossido dicarbonio, la quantità di aria e l'accuratezza della riempitura.
Test sul saporeOgni giovedì pomeriggio alla fabbrica di Winston-Salem un gruppo di assaggiatori effettuavaun test su campioni di birra Schlitz spediti da tutti gli altri stabilimenti dell'azienda. Il test disolito consisteva nell'assaggio contemporaneo di tre birre e nella compilazione di una scheda incui venivano riportati i risultati rispetto alle variabili rilevanti (acidità, fruttuosità, sapore dimalto …). I risultati di tali test sul sapore venivano confrontati con altri test analoghi effettuatiin altre fasi all'interno dell'azienda. Ogni difetto percepibile in modo chiaro e distinto nella birradella fabbrica veniva attentamente analizzato e si prendevano misure correttive.Lo stabilimento di Winston-Salem procedeva al test di altre marche di birra confrontandole conla birra Schlitz per determinare la qualità e le particolarità della Schlitz. Il gruppo di assaggiodello stabilimento veniva abilitato ogni anno da parte dello staff di Milwaukee inviandocampioni di birra truccati con additivi chimici in modo da rendere la birra più aromatica, piùamara, più a sapore di malto o in qualunque altro modo che differisse da quello normale. Unassaggiatore che non sapesse percepire adeguatamente tali caratteristiche veniva eliminato delgruppo.La fabbrica di birra di Winston-Salem era orgogliosa della qualità della propria birra e del suoconfezionamento. Ogni possibile parametro circa il sistema di lavorazione o il prodotto venivaquantificato e controllato ogni giorno. Lo stabilimento era seriamente impegnato ad avvicinarsiil più possibile ai requisiti stabiliti dallo staff di Milwaukee." (Schmenner, 1987, pp. 336-340).
166
3.D - La produzione senza scorte (JIT - Just in Time)
Le tecniche JIT sono finalizzate:1. Produrre solo ciò che occorre al cliente2. Produrlo solo col ritmo secondo il quale il cliente ne ha bisogno3. Produrre con qualità perfetta4. Produrli istantaneamente: con l'eliminazione del tempo di attesa non necessario5. Produrre senza spreco di lavoro, di materiali o di impianti: il tutto allo scopo di
eliminare ogni scorta inoperosa e ingiustificata6. Produrre con metodi che favoriscano lo sviluppo e la professionalizzazione degli
uomini
"Lo scopo della «produzione senza scorte» o «produzione just in time» è di trovare modi praticiper creare un'industria capace di avvicinarsi quanto più è possibile a questo concetto diproduzione ideale. Non è uno scopo in sé, dato che tale ideale non può essere raggiuntoletteralmente. Ma è una guida al miglioramento continuo, a passi prima grandi e poi piccoli, inun avvicinamento progressivo a quello ideale.Questo porta a individuare problemi a cui non avevamo pensato e a sviluppare tecniche sempremigliori per risolverli. E' una costante preferenza di mezzi più semplici e più economici per ognipossibile aspetto della pratica di produzione. Non ha senso sforzarsi di realizzare obiettivi menorilevanti, se le stesse energie possono essere dedicate a cambiare la produzione nella direzionedi ciò che realmente dovrebbe essere.Naturalmente la conversione istantanea delle materie prime in prodotto finito non è possibile inpratica. Si può però trarre qualche vantaggio dallo studio accurato di cosa vorremmo che facesseun sistema finale, e dalla ricerca di come trasformare il metodo attuale di produzione inqualcosa che si avvicini il più possibile a quel che desideriamo. …La scelta di questa filosofia elimina numerosi blocchi mentali, e questo a sua volta comportamolte nuove tecniche di produzione. Ma la produzione senza scorte è più che un campionario ditecniche ben definite da adottare. E' un modo del tutto nuovo di concepire la trasformazionegenerale della produzione nella direzione della massima semplicità e di escogitare tecnicheoriginali e ingegnose per farlo. [Di seguito si riportano alcuni esempi di rilevanti differenzenell'approccio alla gestione della produzione].…
Ritmi di produzione al passo col mercato + flessibilità = piccoli lotti di produzioneProdurre solo al passo con la domanda del mercato e senza scorte di produzione significacostruire parti e prodotti in piccole quantità, produrre cioè oggi solo ciò che è richiesto, niente dipiù. Se le parti sono costruite e convogliate verso l'assemblaggio e se soltanto un'unità diprodotto è richiesta in un determinato momento, allora soltanto un insieme di parti per un'unità èrichiesta in quel momento: il lotto ideale è quindi l'unità.Questa è una delle affermazioni della produzione senza scorte che è più difficile accettare. E'facile essere distratti da tutte le attuali limitazioni che non consentono di realizzare lotti unitari,al punto da finir col pensare che sono più convenienti lotti maggiori. Il fatto che si lavori congrandi lotti vuol dire solo che non sappiamo ancora padroneggiare la tecnologia di produzione etrasporto al punto di fare solo un'unità alla volta, quando la desideriamo.Se la produzione deve procedere solo al passo col mercato non è più necessaria un'automazionead alta velocità. Non c'è motivo di svolgere in cinque minuti la produzione di un mese per poilasciare inoperosa la macchina nel resto del mese. E' quindi chiaro che non occorre che laproduzione abbia un'alta velocità, quando ciò non sia richiesto dalla cinematica del processo, edanche in quel caso non è detto che non si possa ricorrere ad un processo diverso. Laconvenienza economica della produzione a lotti non è immutabile, e l'obiettivo della gestioneconsiste nel combinare i criteri di convenienza economica nella scelta dei ritmi di lavorazione e
167
dei tempi di preparazione e trasporto. La produzione senza scorte consiste nella ricerca dimetodi per cambiare questi parametri, senza darli per scontati.
Migliorare i processi produttivi per produrre bene al primo tentativo: qualità perfettaPer assicurare nella produzione un flusso di parti in piccoli lotti, la qualità associata ad ognioperazione deve essere eccellente:- Non ci devono essere rifacimenti;- non sostituzioni di utensili o di materiali;- non sovrapproduzione per compensare scarti normali;- non scarti di inizio produzione- non guasti per irregolarità di transito o di manipolazione.Se questo sarà possibile, sarà del tutto inutile la ricerca dei difetti, mediante collaudo, aproduzione avvenuta. Per ottenere la qualità richiesta sin dalla prima lavorazione, il processodeve essere compreso con chiarezza. Si deve cercare un controllo del processo, tale che ad ognitipo di difetto possa essere associata una ben precisa causa, di modo che essa possa essereeliminata. Si tratta di lavorare costantemente per rendere il processo produttivo il più possibileesente da errori.Per ridurre le scorte e i tempi di produzione, siamo spinti a contenere il tasso di errore a valoriminimi non pretendendo che le persone diventino infallibili, ma rendendo le attrezzature e leprocedure quanto più sicure possibili, quando siano usate da persone normali. Questa tensioneverso la qualità si spinge oltre gli stessi processi fisici. E' uno sforzo costante per ridurre lavarianza (cioè l'evento non controllato) in ogni parte della produzione: programmazione,progettazione ed esecuzione, fino a che gli sprechi e gli errori diventano praticamenteinesistenti. Ancora migliore della pratica di correggere le cause dei difetti che si sono ormaimaterializzati, è quella di anticiparne le cause e correggerli prima che essi si verifichino.
Ridurre le operazioni di produzione al minimo necessarioTalvolta si sviluppano apparecchiature e sistemi complessi senza una sufficiente visionepreliminare di come fare ciò che occorre al momento giusto e senza errore. L'obiettivo è dieliminare le attività non necessarie e la complessità. Muovere il materiale più direttamentepossibile dal suo stato presente a quello finito, cosicché ogni movimento gli aggiunga delvalore; questo è il comandamento fondamentale dell'ingegneria industriale; esso può comunqueessere facilmente accantonato se la tradizione lo contraddice.La meta ideale di una produzione senza scorte porta ad esaminare in dettaglio le operazioni, conlo scopo di:- Eliminare gli sprechi di tempo: nulla ristagna.- Eliminare gli sprechi di energia: azionare gli impianti solo per produrre.- Eliminare gli sprechi di materiale: convertire tutto in prodotto.- Eliminare gli sprechi per errori: non rifare le cose.Non ha senso muovere il materiale da un punto all'altro solo perché esso possa sostare in unposto differente. Il raddoppio delle manipolazioni costa sia per il trasporto sia per il controllo.Né ha senso eseguire un'operazione di produzione se essa può essere evitata, e questo vale siache si proceda con semplici utensili manuali sia con apparecchiature programmate.Shigeo Shingo dà un ottimo esempio di come si elimina un'operazione non necessaria. Moltianni or sono stava studiando il modo migliore per rimuovere le sbavature dalle fusioni. Cercavaun modo veloce e diretto per rimuovere il materiale eccedente, senza disturbare le dimensionicritiche o l'aspetto del pezzo. Poi gli capitò di vedere che Daimler Benz usava un processo difusione nel vuoto che eliminava la formazione delle sbavature. (Le sbavature sono formate dametallo che penetra negli spazi previsti fra le conchiglie per lasciar sfuggire l'aria. Se però nellacavità di fusione viene formato il vuoto immediatamente prima della colata, le parti delleconchiglie possono combaciare così bene da non produrre sbavature).Questo non è un caso particolare: tutte le industrie, ovunque nel mondo, sono alla costantericerca di operazioni che possano essere semplificate o eliminate ed emergono ogni giorno
168
migliaia di casi esemplari, alcuni banali, altri molto interessanti. Il motivo principale per cui nonse ne hanno molti di più è che gli obiettivi della produzione non sempre mirano a realizzarli. Laproduzione senza scorte crea un'accurata e costante attenzione alla semplificazione delleoperazioni. Esempi: un impianto di immagazzinaggio sospeso automatizzato rimase quasi vuotoquando si scoprì che lo stabilimento poteva lavorare senza un magazzino: Un convogliatoremonorotaia rimase inoperoso quando si scoprì che dei cartoni modificati trasportavano ilmateriale con un tempo di transito minore. Una macchina transfer di dodici stazioni, a controllonumerico, fu eliminata quando si rivelò troppo rigida da modificare, in vista di una diminuzionedei tempi di attrezzaggio.La produzione senza scorte inizia nella fase di progettazione del prodotto. Un prodotto chefunziona deve presentare non solo le caratteristiche che il cliente desidera, ma deve anche essereprodotto bene. L'idea è di pianificare la produzione durante la progettazione, cosicché ogniprodotto in produzione occupi una posizione la più bassa possibile nella curva diapprendimento. La produzione senza scorte si estende alla progettazione e alla modifica degliimpianti. Gli impianti semplici sono più facili da modificare e da mantenere. In base alle regoledell'affidabilità sarà più probabile che gli impianti complessi abbiano lunghi tempi diinoperosità per guasti difficili da diagnosticare. Questo non vuol dire che gli impianti nondebbano utilizzare le tecnologie avanzate, ma solo che essi non devono essere più complicati delnecessario. Non è necessario un robot capace di tutte le possibili posizioni, se il lavoro consistenel posizionamento bidimensionale. La logica di tutto ciò è ovvia, ma viene spesso dimenticata,se i tecnici o i dirigenti non sanno cosa deve in realtà essere fatto e si mettono al sicuroadottando strumenti con capacità esuberanti.La produzione senza scorte guida l'impresa ad uno sviluppo equilibrato degli impianti e delleoperazioni. Concentra l'attenzione della progettazione su ciò che è più importante e non sutentativi che possono tradursi in spreco. Il principio è di migliorare innanzitutto le operazioni,fino a quando non si è ben sicuri di ciò che è veramente necessario, e solo in seguito dimigliorare gli impianti e le attrezzature.…
Il livello delle scorte come indicatore dell'efficienza totaleUno dei modi più diretti per richiamare l'attenzione sui problemi che impediscono la produzionesenza scorte è la ricerca di una riduzione dei livelli di scorte. Se si migliora la flessibilità diproduzione e il controllo del processo, le scorte possono essere mantenute basse.Più che ridurre l'investimento in scorte l'intervento opera su un'area molto più ampia. Quandoun'azienda è riuscita a ridurre le scorte a 12 giorni di semilavorati e materie prime, per esempio,un'ulteriore riduzione del 50% non comporta in genere un grosso vantaggio finanziario sullivello delle scorte in sé: è molto più significativo l'influsso generale di tutti i miglioramentirichiesti per ottenere quella riduzione. Il livello delle scorte è quindi un indice dell'efficienzacomplessiva della produzione, le cui conseguenze finanziarie derivano in vari modi dai bassitempi di rifornimento, dalle basse frequenze di guasto, dai flussi materiali più uniformi e dallamaggiore produttività.La domanda giusta non è mai «Quali scorte occorrono?», ma piuttosto «Perché ci occorronodelle scorte?». La presenza di scorte è indice di impedimenti alla produzione senza scorte, equegli impedimenti vanno rimossi. Alcuni si possono eliminare agevolmente, altri, sembra, nonpossono evitarsi allo stato attuale delle conoscenze: ciò nonostante l'obiettivo dei metodi digestione delle scorte è di obbligare ad un frequente riesame dei dettagli delle operazioni diproduzione, in modo da riformulare sistematicamente i problemi che giustificano le scorte.Un traguardo importante si raggiunge lavorando senza magazzini attivi di produzione, ma non cisi può limitare a questo. Il vero obiettivo è di non avere in nessun luogo delle scorte che nonsiano attivamente in processo. I termine produzione senza scorte è derivato da quest'idea, maimplica l'attenzione a tutti i problemi che richiedono delle scorte.Che le scorte siano un simbolo di problematicità è universalmente riconosciuto, ma non in modocontinuativo. Per esempio, quando si fa l'inventario fisico, nella maggior parte delle aziende
169
manifatturiere, l'esame dei risultati mostra in genere che nelle scorte si sono rifugiati i residuidegli errori di tutti: errori dovuti a compromessi, doppie ordinazioni per essere certi che unaalmeno vada a buon fine, scorte di sicurezza per garantirsi da fermi macchina, accantonamentidi produzione per conflitti mai risolti fra produzione e collaudo e così via. La sistemazionecontabile di perdite e di materiali non trovati libera l'organizzazione dall'evidenza di erroripassati, ma non fa nulla per evitare la ripetizione futura di quegli stessi errori, e l'eccesso discorte mantenuto a causa di tempi di preparazione molto lunghi dello stretto necessario nonviene spesso riconosciuto sotto questa luce.L'eccesso di scorte non esiste solo nei magazzini: in molte fabbriche quasi ogni operatore sitiene per istintiva prudenza un piccolo numero di scorte di qualcosa, per l'eventualità chequalcosa non vada liscia. Piccole scorte di sicurezza, formalmente registrate o non, sonopresenti in molti luoghi per far fronte alle difficoltà. I gestori e gli operatori sperimentano unagrossa inerzia a frenare questa tendenza e a concentrarsi su ciò che si può fare per ridurre levariazioni di produzione - i tempi di arresto e di aggiustaggio non pianificati che sembranonecessari per contrastare la legge Murphy («Se qualcosa può andare male, andrà senz'altromale») in tutte le sue angolazioni. Per tagliare il livello delle giacenze si agisce nel senso diaccelerare il flusso dei materiali e di contenere il tempo di transito, con interventi fisici oprocedurali fondamentali per migliorare la flessibilità e il controllo del processo. La direzionedovrebbe quindi cercare di ridurre la scorte a partire da quelle aree in cui preferisce concentrareil suo impegno di miglioramento - un centro di lavoro, un reparto, o uno stabilimento ove sidesidera in modo speciale di intervenire attivamente.Una delle analogie più comuni per capire questo processo è il livello dell'acqua di un torrente:dove il torrente è profondo e la corrente è lenta, dove è poco profondo la corrente è veloce.L'ideale sarebbe che il medesimo volume d'acqua scorresse a valle con una corrente di uniformevelocità, in un alveo quanto più livellato possibile. Normalmente, per illustrare questo punto usafare riferimento ad un natante che scende lungo un torrente con degli scogli sul fondo, mal'interpretazione deve essere data con cautela. L'obiettivo è di rimuovere gli scogli dal letto deltorrente, cosicché il flusso sia sufficientemente uniforme perché un natante lo percorra senzarischi che si avrebbero se il livello dell'acqua fosse tanto basso da lasciarli emergere. Alcuniscogli possono essere visti sotto la superficie dell'acqua, altri si vedono sol quando emergono.Alcuni scogli possono essere facili da rimuovere, altri possono comportare grandi difficoltà. Sesi è interessati solo alla sicurezza della navigazione , può bastare la pratica di tenere il livellodell'acqua al di sopra degli scogli più alti. Ma è più difficile ricordare che l'obiettivo è piuttostoquello di rimuovere gli scogli e di abbassare il livello dell'acqua.Un'altra analogia che illustra l'effetto delle giacenze è quella di un convoglio di autotreni. Se viè un intervallo di 500 metri tra ciascuno dei 20 autotreni e il successivo e l'autotreno di testa èguidato ad una velocità costante di 100 chilometri all'ora, l'intervallo tra gli autotreni simantiene tutt'altro che costante. Con una distanza simile, un guidatore può arrivare fino a 100metri dall'autotreno che lo precede, prima di accorgersi che è troppo vicino e rallentare. E puòanche succedere che l'autotreno che precede possa completamente sparire oltre una curvaquando l'intervallo supera i 500 metri, cosicché il guidatore seguente deve accelerare perraggiungerlo. L'effetto complessivo può corrispondere ad un'oscillazione a fisarmonica degliintervalli tra gli autotreni, al punto che il ventesimo può trovarsi a frenare completamente o adover arrancare con l'acceleratore a tavoletta. Consideriamo lo stesso convoglio di 20 autotrenise l'intervallo fra due di essi è ridotto a 30 metri, con quello di testa sempre a 100 km all'ora.Ora la sicurezza impone una maggiore attenzione. Ogni guidatore deve curare che il guidatoreche lo segue abbia buoni freni e che quello che lo precede abbia buone luci indicatrici di frenata.Probabilmente tutte le persone interessate staranno molto attente alle condizioni di tutti gliautomezzi e di tutti i guidatori. Si desidererà che tutto sia in condizioni perfette. Inoltre i singoliconducenti cominceranno a pensare a modi migliori per controllare l'intero convoglio. Potrannodesiderare di concordare un segnale che indichi quando l'autista dell'autotreno di testa ha inmente di cambiare velocità, e cercheranno di creare un sistema di segnalazione migliore perindicare che cosa accade a ciascun veicolo, compreso un miglior sistema di controllo dei
170
problemi meccanici di ogni autotreno. Allo stesso modo la riduzione delle scorte obbliga tutti aportare molta attenzione ai problemi che richiedevano delle scorte, e a pensare a comeorganizzarsi usando degli indicatori del buon funzionamento del processo in sé (autotreni)invece che segnali sugli intervalli fra le parti prodotte (scorte).
Molti hanno delle idee errate quando cominciano a considerare la produzione senza scorteperché occorre del tempo per sviluppare un riferimento mentale adeguato a questo contesto. Persuperare questo problema è essenziale aver presente che si procede con modifiche di lungotermine sul modo di produrre, nel senso di ottenere a poco a poco lo stabilirsi del migliorsistema di lavoro possibile. Alcune delle più comuni idee sbagliate sono le seguenti:- Ci vorrà un enorme investimento per ridurre i tempi di attrezzaggio ed aumentare la
flessibilità. E' vero invece che per molti normali tipi di attrezzature la riduzione dei tempi diattrezzaggio può avvenire con modifiche relativamente poco costose. Al diminuire di questotempo globale, si riscontra che lo stesso tempo che si spende negli attrezzaggi puòconsentire molti più cambi di produzione al giorno.
- I costi di manipolazione dei materiali cresceranno. La produzione senza scorte comportacambiamenti nella disposizione fisica (layout) delle macchine, nella riduzione delle distanzefra le operazioni, nell'uso di differenti tipi di contenitori, nell'eliminazione di riprese, neltrasporto di carichi di materiale più compositi, ed altri cambiamenti fisici che sembrano inrealtà progettati per ridurre nel lungo termine i costi di manipolazione.
- La resistenza dei dipendenti sarà troppo forte. Sindacalizzati o non, i lavoratori simostreranno certo ansiosi e preoccupati se non comprenderanno l'evoluzione desiderata. Ecosì molti membri dello staff dirigenziale. Se non si supereranno questi timori, non si potràottenere al livello di stabilimento la necessaria conduzione. Se però la direzione cercherà distabilire il tipo di conduzione necessario per la produzione senza scorte, essa sarà sufficientea superare la maggior parte delle più accese polemiche fra lavoratori e direzione.
- Dovremo cambiare il nostro intero modo di pensare perché il nuovo sistema funzioni. Inrealtà non è necessario cambiare la natura fondamentale dell'uomo. La produzione senzascorte è una rivoluzione gestionale e non culturale: come vedremo, la maggior parte delleidee che la rendono possibile sono già attuate qua e là negli stabilimenti della maggior partedel mondo.
- Abbiamo già troppi problemi per lavorare in quel modo. La produzione senza scorte è unmetodo per superare dei problemi. E' molto più di un sistema di controllo per ottenere unflusso continuo dei materiali." (R.W. Hall, 1985, pp. 1-15)
3.D.1 Sistema "pull" e Kanban
"La maggioranza delle aziende manifatturiere nel mondo creano programmi di produzionenell'ipotesi che possano essere eseguiti. Se il lavoro si sviluppa come programmato, essoprocede da un centro di lavorazione a quello successivo previsto dal programma. Questo è unsistema a spinta o pressione (push system): fabbricare le parti e mandarle dove esseoccorreranno, o in un magazzino, spingendo in questo modo il materiale lungo la produzione,secondo il programma.In questo sistema la funzione del controllo di produzione è di mantenere la produzione in lineacol programma. La maggior parte delle manifatture ha degli scarti tra ciò che è programmato eciò che realmente occorre, cosicché il controllo della produzione consiste nel riconoscere questiscarti e agire di conseguenza. Tre tipi base di azione possono avvenire in risposta agli scarti dalprogramma:1. Fare in modo che l'attività si riadegui al programma.2. Sollecitare.3. Riprogrammare.
171
Delle tre azioni, le ultime due non sono considerate auspicabili. Il loro uso indica che la societànon è in grado di sviluppare un valido programma, oppure non è capace di adeguarsi se essorisulta valido. Di solito si suppone che dovremmo essere capaci di programmare e controllare inqualche modo uno stabilimento così come è.Capovolgiamo completamente quest'ipotesi! Quali sono le ragioni reali per cui i programmifalliscono? Occorrono proprio tutte le scorte programmate? Sono necessari i tempi dislittamento dei programmi? Cominciamo a lavorare sui problemi più ovvi, usando proprio ilsistema di controllo della produzione per ridurre il livello delle scorte e identificare gli altriproblemi su cui lavorare.L'idea generale può essere applicata ad ogni forma di produzione, ma il sistema si sviluppacompletamente solo con la produzione ripetitiva. Ciò implica la stabilizzazione e il livellamentodel programma di montaggio finale, e successivamente la trazione dei materiali verso ilmontaggio finale.Ciò che un sollecitatore fa frequentemente in un'officina è di tirare i materiali verso ilmontaggio finale. In pratica, egli va in un'officina intasata di scorte e diminuisce le interruzioninel flusso della produzione dei materiali critici di cui ha bisogno. Le parti prioritarie si muovonomentre le altre si fermano, e il sollecitatore cerca di coordinare tutte le operazioni cosicché leparti critiche confluiscano nel montaggio finale il più velocemente possibile. Egli trasformatemporaneamente il lavoro di officina in una fabbricazione ripetitiva, ma solo per le partiprioritarie, lasciando sulla sua scia una vera confusione nei programmi.Supponiamo che uno stabilimento voglia «sollecitare» ogni parte, e cerchi di farlo senza farsaltare il programma. Questo non può essere fatto economicamente, contando su un grandeeccesso di capacità produttiva; cosicché occorre sviluppare in tal senso lo stabilimento, laprogrammazione e il sistema di controllo. Per far scorrere fluidamente la produzione, dobbiamoeliminare gli scarti e gli arresti del macchinario. Per far procedere tutti i materiali lungo laproduzione il più velocemente e uniformemente possibile, si deve evitare di accumulare scortenei punti di strozzatura della produzione (colli di bottiglia). In sostanza si devono fare tutte lecose previste dalla produzione senza scorte.Per rendere fluida la produzione, occorre convertire ogni produzione a commessa infabbricazione di tipo ripetitivo. Ciò richiederà forse un gran numero di ritocchi fisicci alleattrezzature, includendo la riduzione dei tempi di attrezzaggio ma, dal punto di vista delcontrollo di produzione, non sarà probabilmente così difficile come può sembrare a prima vista.Molte fabbriche (ed interi settori industriali) operano programmando la produzione delle partiper rifornire dei magazzini dai quali le parti saranno estratte per il montaggio finale. Laprogrammazione e il controllo di produzione sono ispirati ad un processo a pressione (pushsystem), eccetto quando si ricorre ai sollecitatori. In ogni modo, per il montaggio finale, le partisi mandano avanti come in un processo a trazione (pull system). Il materiale è tirato man manoche è richiesto. L'idea è di cominciare a tirare le parti per il montaggio finale direttamente dallafabbricazione il più a monte possibile. Affinché questo approccio funzioni bene, il sistema dipianificazione deve operare sostanzialmente come segue:• Determinare in anticipo un piano livellato di montaggio finale. Livellamento in questo caso
significa fare un po' di tutto ogni giorno - un po' di tutto se possibile ogni ora - in lotti dimontaggio tendenti all'unità. Questo aiuta a bilanciare tutte le operazioni che alimentano ilmontaggio finale. Le singole parti non vengono richieste in grandi quantità.
• Sviluppare un piano principale di produzione basato sul piano finale di montaggio. Il pianoprincipale di produzione è una sintesi, in blocchi giornalieri, del piano finale di montaggio.
• Esplodere il piano principale di produzione, usando distinte base per desumere i programmilivellati delle operazioni di fabbricazione e di sottoassemblaggio, che alimentano ilmontaggio finale. Se il piano di montaggio finale richiede un uso livellato e uniforme delleparti, nell'arco di ogni giorno, allora le richieste giornaliere di parti risulteranno livellate.
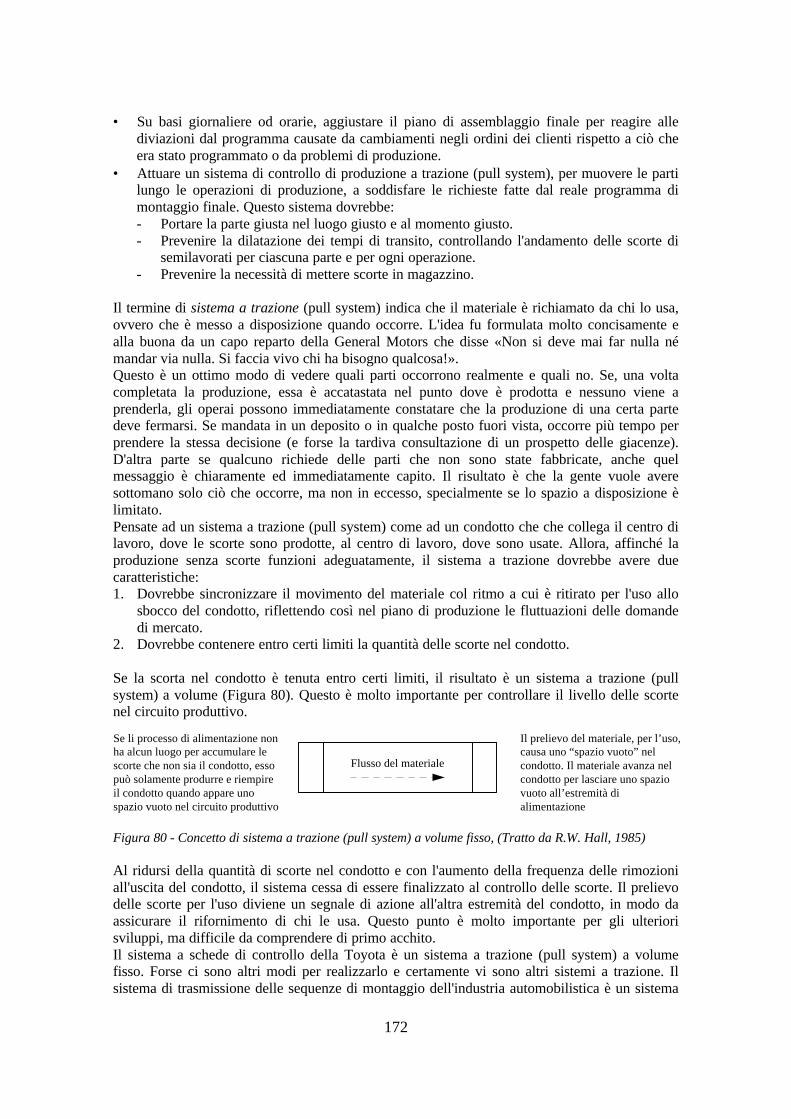
172
• Su basi giornaliere od orarie, aggiustare il piano di assemblaggio finale per reagire allediviazioni dal programma causate da cambiamenti negli ordini dei clienti rispetto a ciò cheera stato programmato o da problemi di produzione.
• Attuare un sistema di controllo di produzione a trazione (pull system), per muovere le partilungo le operazioni di produzione, a soddisfare le richieste fatte dal reale programma dimontaggio finale. Questo sistema dovrebbe:- Portare la parte giusta nel luogo giusto e al momento giusto.- Prevenire la dilatazione dei tempi di transito, controllando l'andamento delle scorte di
semilavorati per ciascuna parte e per ogni operazione.- Prevenire la necessità di mettere scorte in magazzino.
Il termine di sistema a trazione (pull system) indica che il materiale è richiamato da chi lo usa,ovvero che è messo a disposizione quando occorre. L'idea fu formulata molto concisamente ealla buona da un capo reparto della General Motors che disse «Non si deve mai far nulla némandar via nulla. Si faccia vivo chi ha bisogno qualcosa!».Questo è un ottimo modo di vedere quali parti occorrono realmente e quali no. Se, una voltacompletata la produzione, essa è accatastata nel punto dove è prodotta e nessuno viene aprenderla, gli operai possono immediatamente constatare che la produzione di una certa partedeve fermarsi. Se mandata in un deposito o in qualche posto fuori vista, occorre più tempo perprendere la stessa decisione (e forse la tardiva consultazione di un prospetto delle giacenze).D'altra parte se qualcuno richiede delle parti che non sono state fabbricate, anche quelmessaggio è chiaramente ed immediatamente capito. Il risultato è che la gente vuole averesottomano solo ciò che occorre, ma non in eccesso, specialmente se lo spazio a disposizione èlimitato.Pensate ad un sistema a trazione (pull system) come ad un condotto che che collega il centro dilavoro, dove le scorte sono prodotte, al centro di lavoro, dove sono usate. Allora, affinché laproduzione senza scorte funzioni adeguatamente, il sistema a trazione dovrebbe avere duecaratteristiche:1. Dovrebbe sincronizzare il movimento del materiale col ritmo a cui è ritirato per l'uso allo
sbocco del condotto, riflettendo così nel piano di produzione le fluttuazioni delle domandedi mercato.
2. Dovrebbe contenere entro certi limiti la quantità delle scorte nel condotto.
Se la scorta nel condotto è tenuta entro certi limiti, il risultato è un sistema a trazione (pullsystem) a volume (Figura 80). Questo è molto importante per controllare il livello delle scortenel circuito produttivo.
Figura 80 - Concetto di sistema a trazione (pull system) a volume fisso, (Tratto da R.W. Hall, 1985)
Al ridursi della quantità di scorte nel condotto e con l'aumento della frequenza delle rimozioniall'uscita del condotto, il sistema cessa di essere finalizzato al controllo delle scorte. Il prelievodelle scorte per l'uso diviene un segnale di azione all'altra estremità del condotto, in modo daassicurare il rifornimento di chi le usa. Questo punto è molto importante per gli ulteriorisviluppi, ma difficile da comprendere di primo acchito.Il sistema a schede di controllo della Toyota è un sistema a trazione (pull system) a volumefisso. Forse ci sono altri modi per realizzarlo e certamente vi sono altri sistemi a trazione. Ilsistema di trasmissione delle sequenze di montaggio dell'industria automobilistica è un sistema
Se li processo di alimentazione nonha alcun luogo per accumulare lescorte che non sia il condotto, essopuò solamente produrre e riempireil condotto quando appare unospazio vuoto nel circuito produttivo
Flusso del materiale
Il prelievo del materiale, per l’uso,causa uno “spazio vuoto” nelcondotto. Il materiale avanza nelcondotto per lasciare uno spaziovuoto all’estremità dialimentazione

173
a trazione, ma non sempre a volume fisso. In ogni modo per la produzione senza scorte moltesocietà hanno finora copiato il sistema Toyota, alcune con l'aggiunta di proprie variazioni. Nelseguito illustriamo dettagliatamente questo sistema.
Il sistema a schede di controllo della Toyota (Kanban)Poiché la Toyota chiama Kanban l'intero sistema, la gente attribuisce qualche volta alle schedeun potere ingiustificato. Affinché funzioni un sistema a schede, o uno basato su analoghisegnalatori, esse deve estendersi all'intera produzione. In Giappone, le insegne, i cartelloni e itagliandi sono tutti chiamati kanban, ma nella Toyota il termine si riferisce ad una scheda (obolla) di movimentazione o ad una scheda (o bolla) di produzione.Prima che il sistema a schede possa essere attuato, è necessaria una sostanziale revisione fisicadelle attrezzature e della disposizione (layout) degli impianti. Devono essere definiti e fissati ipercorsi, cosicché ciascun particolare abbia un percorso definito attraverso la produzione, eoccorre che in ogni stabilimento ci sia un sol punto di rifornimento per ciascuna parte.Ogni centro di lavorazione deve essere definito e organizzato in modo che le scorte siano tenutesolamente nel centro di lavorazione e non in depositi. Ogni centro deve avere un punto distoccaggio in entrata e uno in uscita. le linee di assemblaggio devono avere uno o più punti inentrata di stoccaggio, che servano come aree di sosta, dove il materiale va organizzato pertrovarsi esattamente al posto giusto per un facile prelievo durante il lavoro di assemblaggio. Ineffetti l'intero stabilimento viene organizzato come se fosse un magazzino. Questo è necessariose tutte le scorte attive devono essere tenute senza confusione presso i centri di lavorazione. LeFigura 81, Figura 82 e Figura 83 illustrano lo sviluppo della sistemazione dello stabilimento, invista dell'uso del sistema a schede. Notate che i fornitori sono considerati centri di lavorazionespartiti con altre società, e che il sistema di controllo a schede si estende ad essi proprio come seessi fossero parte dello stabilimento. Sono usati due tipi di schede:
Figura 81 - Layout per una produzione senza scorte, (Tratto da R.W. Hall, 1985).
Punti di stoccaggioin entrata
Punti di stoccaggioin uscita
Centri dilavoro
Fornitori Fornitori
Lin
ea d
i ass
embl
aggi
o fi
nale
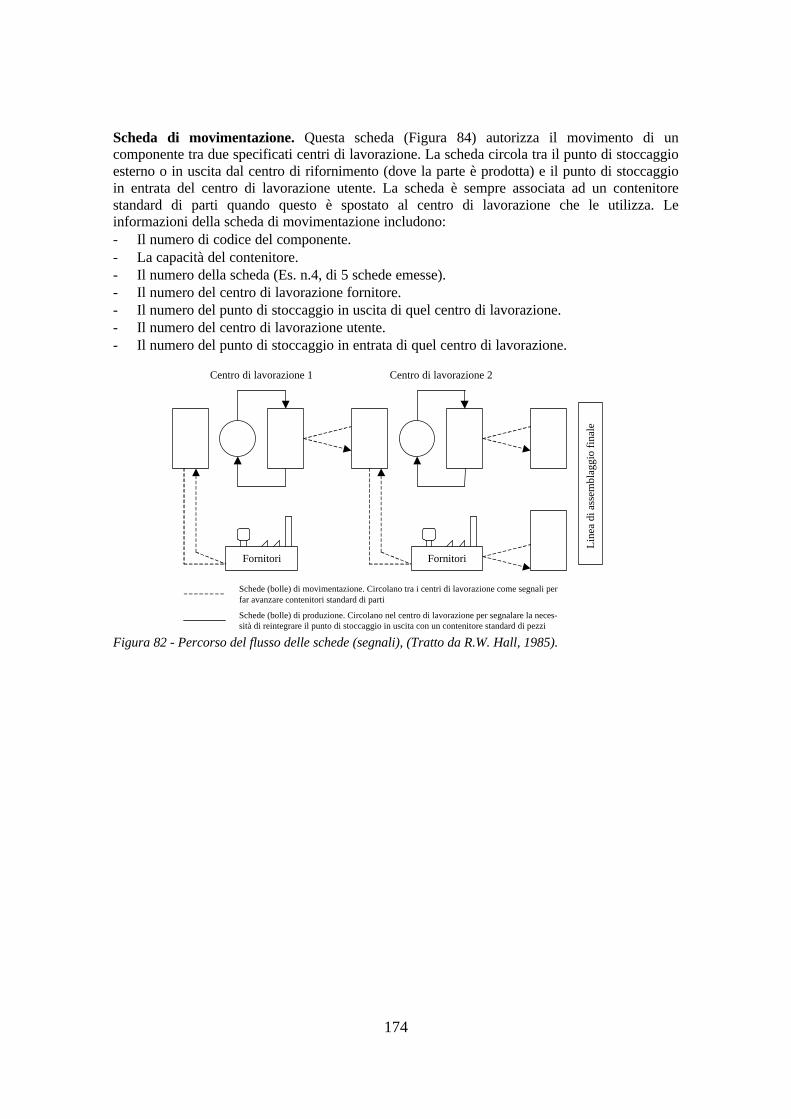
174
Scheda di movimentazione. Questa scheda (Figura 84) autorizza il movimento di uncomponente tra due specificati centri di lavorazione. La scheda circola tra il punto di stoccaggioesterno o in uscita dal centro di rifornimento (dove la parte è prodotta) e il punto di stoccaggioin entrata del centro di lavorazione utente. La scheda è sempre associata ad un contenitorestandard di parti quando questo è spostato al centro di lavorazione che le utilizza. Leinformazioni della scheda di movimentazione includono:- Il numero di codice del componente.- La capacità del contenitore.- Il numero della scheda (Es. n.4, di 5 schede emesse).- Il numero del centro di lavorazione fornitore.- Il numero del punto di stoccaggio in uscita di quel centro di lavorazione.- Il numero del centro di lavorazione utente.- Il numero del punto di stoccaggio in entrata di quel centro di lavorazione.
Figura 82 - Percorso del flusso delle schede (segnali), (Tratto da R.W. Hall, 1985).
Fornitori Fornitori
Lin
ea d
i ass
embl
aggi
o fi
nale
Centro di lavorazione 1
Schede (bolle) di movimentazione. Circolano tra i centri di lavorazione come segnali perfar avanzare contenitori standard di parti
Schede (bolle) di produzione. Circolano nel centro di lavorazione per segnalare la neces-sità di reintegrare il punto di stoccaggio in uscita con un contenitore standard di pezzi
Centro di lavorazione 2
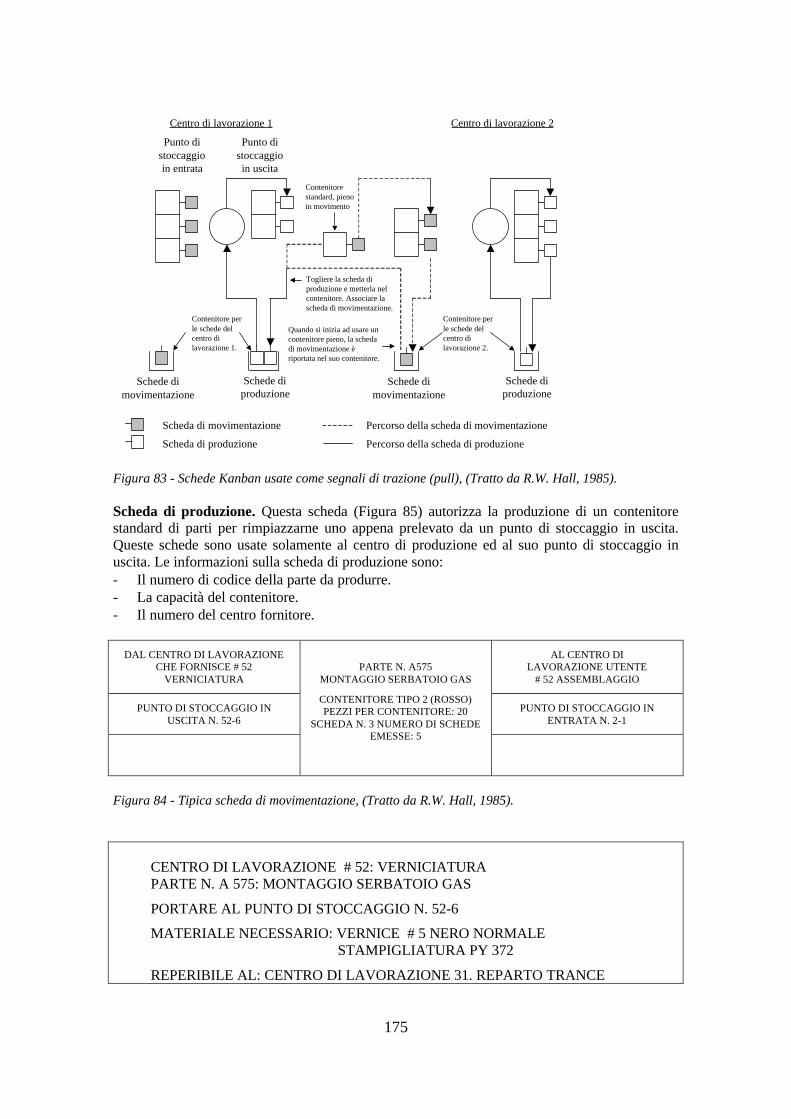
175
Figura 83 - Schede Kanban usate come segnali di trazione (pull), (Tratto da R.W. Hall, 1985).
Scheda di produzione. Questa scheda (Figura 85) autorizza la produzione di un contenitorestandard di parti per rimpiazzarne uno appena prelevato da un punto di stoccaggio in uscita.Queste schede sono usate solamente al centro di produzione ed al suo punto di stoccaggio inuscita. Le informazioni sulla scheda di produzione sono:- Il numero di codice della parte da produrre.- La capacità del contenitore.- Il numero del centro fornitore.
DAL CENTRO DI LAVORAZIONECHE FORNISCE # 52
VERNICIATURA
AL CENTRO DILAVORAZIONE UTENTE
# 52 ASSEMBLAGGIO
PUNTO DI STOCCAGGIO INUSCITA N. 52-6
PUNTO DI STOCCAGGIO INENTRATA N. 2-1
PARTE N. A575MONTAGGIO SERBATOIO GAS
CONTENITORE TIPO 2 (ROSSO)PEZZI PER CONTENITORE: 20
SCHEDA N. 3 NUMERO DI SCHEDEEMESSE: 5
Figura 84 - Tipica scheda di movimentazione, (Tratto da R.W. Hall, 1985).
CENTRO DI LAVORAZIONE # 52: VERNICIATURAPARTE N. A 575: MONTAGGIO SERBATOIO GAS
PORTARE AL PUNTO DI STOCCAGGIO N. 52-6
MATERIALE NECESSARIO: VERNICE # 5 NERO NORMALE STAMPIGLIATURA PY 372
REPERIBILE AL: CENTRO DI LAVORAZIONE 31. REPARTO TRANCE
Centro di lavorazione 1 Centro di lavorazione 2
Togliere la scheda diproduzione e metterla nelcontenitore. Associare lascheda di movimentazione.
Quando si inizia ad usare uncontenitore pieno, la schedadi movimentazione èriportata nel suo contenitore.
Contenitore perle schede delcentro dilavorazione 2.
Contenitore perle schede delcentro dilavorazione 1.
Contenitorestandard, pienoin movimento
Punto distoccaggioin entrata
Punto distoccaggioin uscita
Schede dimovimentazione
Schede dimovimentazione
Schede diproduzione
Schede diproduzione
Scheda di movimentazione
Scheda di produzione
Percorso della scheda di movimentazione
Percorso della scheda di produzione
176
PUNTO DI STOCCAGGIO N. 31 - 18
Figura 85 - Tipica scheda di produzione, (Tratto da R.W. Hall, 1985).
Quando un contenitore di parti è selezionato per l'uso dal punto di stoccaggio in entrata, lascheda di movimentazione è staccata e messa in scatola di raccolta. Sarà presa e ripartita alcentro di rifornimento come autorizzazione per prendere un altro contenitore di parti. Le schededi movimentazione, perciò, circolano solo tra centri di lavorazione Ciascuna riguarda solo unparticolare componente.Quando una scheda di movimentazione è portata ad un punto di stoccaggio in uscita, perprelevare i pezzi, la scheda di produzione è tolta dal contenitore corrispondente. La scheda dimovimentazione è attaccata al contenitore standard, ed è riportata al punto di stoccaggio inentrata del centro utilizzatore per essere rimessa in ciclo.La scheda di produzione che era stata rimossa è sistemata in una scatola di raccolta del centro dilavorazione che rifornisce. Di volta in volta i lavoratori di quel centro raccolgono queste schede.Ciascuna scheda di produzione è un'autorizzazione a produrre un altro contenitore standardpieno di parti, per rimpiazzare quello che è stato appena prelevato.Le regole di lavoro usando le schede kanban sono semplici ma rigide:1. Sia la scheda di movimentazione sia la scheda di produzione devono essere sempre attaccate
al contenitore delle parti.2. I centri utilizzatori devono sempre prendere i pezzi dai cntri di rifornimento, o attivare i
centri di rifornimento usando le schede di movimentazione. Non trasportar mai uncontenitore senza una scheda di movimentazione.
3. Usare sempre i contenitori standard. Non usare mai un contenitore diverso, né riempire uncontenitore standard con un numero di pezzi non standard.
4. Produrre un contenitore standard di parti solo quando una scheda di produzione staccata loautorizza. Attaccare sempre la scheda di produzione al contenitore pieno, quando questo èmesso in un punto di stoccaggio in uscita.
Se sono seguite queste regole per l'uso delle schede, il sistema funziona come un semplicesistema a trazione (pull system) in modo molto semplice, nel senso che tutti i materiali sonosincronizzati nel passaggio dalle materie prime all'assemblaggio finale.Il sistema a trazione (pull system) è attivato sempre dalla linea o dall'area di assemblaggiofinale. Il reparto di controllo della produzione fornisce il programma di assemblaggio finale.Può essere lo stesso piano di assemblaggio finale programmato originalmente, oppure deviareleggermente da quel piano. Ad esempio, l'industria automobilistica assembla le unità solo suordinazione. Si possono quindi avere cancellazioni di ordini che richiedono ritocchi dettagliatinella sequenza di montaggio finale. Fino a che queste deviazioni non si scostano di più del 10%dal programma originale, per un certo giorno, ci sono pochi problemi nell'assorbire i pezzinecessari per costruire la sequenza finale di unità montata.Tutti coloro che lavorano nel sistema hanno l'obbligo di procurare le parti a coloro che nenecessitano. Tutti devono poter andare a prendere quello di cui hanno bisogno, quando accade.Ciò è molto importante perché contrasta la psicologia corrente, secondo cui ognuno deveaccaparrarsi delle parti per proteggersi dalle presunte bizzarrie della gente «poco attendibile»che le fornisce. Lo sviluppo di un piano deve perciò essere molto simile a quello programmatoin precedenza, e tutti i dipendenti devono produrre ciò che è richiesto. Solo allora il sistemafunziona bene.Attuando le giuste regole e con una revisione dei percorsi in stabilimento tali da consentire unflusso diretto senza magazzino, il controllo di produzione procede nel modo seguente:1. Per soddisfare il loro programma gli addetti del montaggio finale prelevano le parti quando
ne hanno bisogno dai centri di lavorazione che le forniscono.
177
2. Quando molte parti provengono al montaggio finale dai fornitori, è pratica corrente che icarrellisti raccolgano le schede corrispondenti ed effettuino le consegne. Queste schede,ritornando ai fornitori, indicano la richiesta delle quantità da consegnare con il prossimocarico.
3. I centri di lavorazione che riforniscono la linea di montaggio finale producono giusto lequanti di parti necessarie per rimpiazzare quelle che sono state prelevate.
4. Continuando in questo modo, ogni centro di lavoro ritira le parti desiderate dai centri dilavoro che le forniscono. Questo continua in cascata fino ai fornitori esterni.
5. La spostamento della maggioranza delle schede di movimentazione è attuato da chimaneggia i materiali. I lavoratori usano le schede come un sistema di segnalazione." (R.W.Hall, 1985, pp. 41-52)
3.D.2 La programmazione livellata"L'obiettivo della pianificazione nella produzione senza scorte è di preparare la realizzazione diuna programmazione livellata. Una programmazione livellata consiste nella distribuzione piùequa possibile della richiesta di materiale e della richiesta di manodopera. Cioè, idealmentel'azienda dovrebbe avere una distribuzione armonica di ogni prodotto fabbricato, quando laproduzione è in corso, in ogni ora di ogni giorno. Gli ideali sono difficili, quindi occorreaccontentarsi di giungere il più vicino possibile ad essi.
In particolare la pianificazione dei programmi di montaggio finale richiede riflessioni particolariperché si tratta di punti chiave in base ai quali la produzione è livellata. Se le operazioni difabbricazione sono fissate in essa per alimentare il montaggio finale con un sistema di trazione(pull system) allora la programmazione di montaggio finale è la chiave che fa scattare il sistema.Tutta la pianificazione è diretta verso il raggiungimento della capacità di sviluppare e mantenerele programmazioni di montaggio finale livellato. Se queste possono essere sviluppate, possonoaltresì essere sviluppati i piani di produzione che portano ad esse.Molto importante: i programmi di montaggio finale sono rifatti più volte. La pianificazione èapprossimata nei primi stadi di sviluppo della programmazione principale di produzione perchéquesta è usualmente un riassunto in gruppi giornalieri dei programmi di montaggio finaleprevisti. Quando le informazioni sulla domanda diventano più sicure, i programmi previsti dimontaggio finale sono rifatti o corretti, diventando di regola sempre più dettagliati. I programmidi montaggio finale che realmente piloteranno il sistema a trazione sono l'ultima revisione epossono essere sviluppati anche un giorno prima della loro realizzazione.Vi è un programma separato di montaggio finale per ciascuna linea di montaggio finale.Ciascuno di questi programmi dovrebbe essere livellato, allora la somma di tutti sarà livellata.Quindi, che cos'è un programma livellato di montaggio finale per una sola linea di montaggio?Se la linea di montaggio finale è dedicata alla produzione di un solo modello con una distintabase costante tutto il giorno per ogni giorno, questo è un programma livellato, purché non cambil'ammontare della produzione. Questo è il caso più semplice. Se si può fissare per ciascunprodotto finale un'area separata di ciascun montaggio finale, la pianificazione sarà certamentesemplificata. Ciò, però, non può essere fatto abitualmente perché i volumi richiesti per ciascunmodello non possono giustificarlo economicamente. Si rende allora necessario montare più diun modello in ciascuna area di montaggio. Per poter ottenere il flusso di materiali richiesto almontaggio finale il più livellato possibile, la dimensione del lotto di montaggio dovrebbe esserela più piccola possibile. Il lotto di dimensione unitaria è l'ideale. Quindi dovrebbe esserepreparato come programma una sequenza mista di tutti i modelli che devono essere montati suuna data linea.Per poter far ciò, deve essere a disposizione il numero totale di ciascun modello (o prodotto) chesarà richiesto per un periodo fisso di tempo. Per esempio, supponiamo che si sia stabilito che ilperiodo fisso di tempo sia un mese, e per un dato mese le richieste di prodotti finali siano:
178
modello Amodello Bmodello Cmodello D
400300200100
Totale 1000
Una sequenza ripetitiva nel montaggio finale che distribuirebbe equamente questi 4 prodottiogni giorno potrebbe essere:
A-B-C-A-B-C-A-B-A-DQuesto è un ciclo che si ripete ogni 10 unità e con numeri belli rotondi per le richieste , ognirichiesta di prodotto proporzionalmente rappresentata in ciascun ciclo. Però numeri belli erotondo non capitano realmente nella domanda reale, cosicché il problema può essere affrontatoin due modi:1. Fare piccole correzioni ai numeri della domanda reale fino a derivarne numeri
proporzionali. Ciò è possibile producendo sia per magazzino sia per ordine. (Per ciascunmodello, anticipare qualche ordine dal prossimo periodo al presente, o ritardare pochi ordinidalla fine del presente periodo all'inizio del prossimo).
2. Se gli ordini non possono essere spostati o corretti così facilmente, allora fissare un cicloripetitivo che sia il più vicino possibile all'ottimo senza essere troppo complesso darealizzare. Distribuire il programma ad aggiunta finale non livellata il più equamentepossibile attraverso il periodo di programmazione.
Se bisogna su una data linea solamente una mezza dozzina di modelli circa, il processo puòessere eseguito manualmente. Per prodotti che hanno un grandissimo numero di combinazionidi componenti, come nel montaggio di auto o camion, il processo va eseguito con il calcolatore.Questi programmi dapprima selezionano gli ordini dei veicoli in varie categorie, o per contenutostrutturale o per mercati da servire (includendo le date promesse). Poi questi sono assortiti inuna sequenza del montaggio finale, occorre sviluppare i tempi ciclo per ciascun modello. Untempo di ciclo è il tempo fra il completamento di ciascun modello. Ritornando all'esempio cheutilizza i 4 modelli da A a D, supponiamo che l'area di montaggio lavori un turno, e supponiamoanche che vi siano 20 giorni lavorativi nel mese:
Richieste mensili Minuti per giorni= richieste giornaliere per mese = tempo di ciclo
giorni consentiti richieste giornaliere
modello A 400/20=20modello B 300/20=15modello C 200/20=10modello D 100/20= 5complessivo 1000/20=50
Produrre le sequenze miste di modelli nel montaggio finale significa che una unità dovrebbeessere completata in media ogni 8,4 minuti. Non soltanto la linea di montaggio deve esserefisicamente bilanciata per produrre a questo ritmo ma, poiché le operazioni di fabbricazionedevono avvenire realmente nel modo più bilanciato possibile, anche l'intero stabilimento deveessere bilanciato per produrre a questo ritmo. Qualche volta ciò può essere fatto e altre volte nonsi è ancora in grado di operare a questo livello.Lo stadio iniziale della programmazione di montaggio finale consiste nel fissare i ritmi di linea.Se le linee di montaggio finale devono essere bilanciate e la fabbricazione deve essere bilanciataper produrre con esse, è importante fissare inizialmente il ritmo di linee complessivo perpermettere a ciascuno di pianificare in anticipo i cambiamenti più significativi nellaconfigurazione del macchinario e nell'impiego degli uomini. Se il macchinario è flessibile e glioperai sono addestrati a lavorare in molte e differenti postazioni, aumentano le possibilità, per
179
uno stabilimento, di ribilanciarsi per produrre a ritmi complessivi differenti, ma questocambiamento non può essere fatto frequentemente.La lezione da imparare è che occorre stabilire con cura quali modelli possono essere montati ofabbricati senza rendere impossibili i cambiamenti richiesti in utensili, assegnazioni di lavoro eflussi di materiali. Quando incomincia ad allargarsi la rete totale che sarà influenzata dallaprogrammazione di montaggio finale, queste considerazioni si aggravano. La pianificazionedella produzione e lo staff di controllo hanno bisogno di sviluppare e mantenere un insieme diregole di lavoro per guidare lo sviluppo dei programmi finali; essi devono lavorare regolarmentecon la progettazione e il personale di stabilimento per mantenere il tutto aggiornato.Facendo e rifacendo i programmi di montaggio finale, inizialmente soltanto grossolanamente epoi in dettaglio, la priorità va posta nel ritmo complessivo che può essere raggiunto dalla reteesistente per la fabbricazione e il montaggio. Il ritmo dovrebbe essere tale da avvantaggiarsi diqualsiasi flessibilità esistente e disponibile in pratica per la gamma attesa di variazioni di mix dimodello, non appena si materializza. Il programma di montaggio finale, dato giornalmente allelinee di montaggio per la realizzazione, dovrebbe consentire possibili mix entro lo stesso ritmodi produzione nel periodo di programmazione.
Accoppiare il programma di montaggio finale con la domanda di mercatoQuesto è uno degli aspetti della produzione senza scorte di più difficile comprensione, e molteaziende hanno affermato che è uno dei più difficili da realizzare.La quantità di ciascun prodotto o modello da montare deve essere fissata per un periodo ditempo abbastanza lungo per poter sviluppare una programmazione livellata. Un programmalivellato richiede che il materiale sia tirato nel montaggio finale secondo uno schema abbastanzauniforme per permettere ai vari elementi di produzione di rispondere ai segnali di trazione. Ciònon significa necessariamente che l'impiego di ogni particolare su una linea di montaggio siaidentico ora per ora in ogni giorno; significa solo che un dato sistema di produzione, dotato diattrezzaggi flessibili e di una quantità fissa di materiale nel condotto (pipeline), possarispondere.Dal punto di vista della pianificazione della produzione, la produzione senza scorte richiede losviluppo delle capacità di sincronizzare ogni cosa in rapporto al programma finale. Tutti gli altriprogrammi servono soltanto da preparazione a questo. Con l'eccezione del montaggio finale, laproduzione reale è realizzata in risposta a segnali di «trazione» e non a un programma. Nelrealizzare la pianificazione per questo tipo di sistema:1. per prima cosa fissare un ritmo di produzione globale e un mix approssimato di modelli, in
modo che ciascun reparto si prepari in anticipo;2. entro i confini del ritmo globale fissato, si può regolare entro alcuni limiti il mix di modelli
che era stato inizialmente pianificato.
Naturalmente, se il mix di modelli pianificato in origine può essere realizzato in uno stessoschema giornaliero, l'ammontare di scorte nel condotto (pipeline) può essere ridotto così più chein ogni altro modo, e ogni cosa può essere sincronizzata come un orologio. La natura delladomanda di mercato, tuttavia, spesso non permette tutto ciò.Il sistema fornisce un po' di flessibilità per rispondere al mercato effettivo. La prepianificazionedei programmi di montaggio finale possono iniziare da 3 a 6 mesi prima che i programmi dimontaggio finale da produrre in realtà siano dati ogni giorno alle linee. La prepianificazione èeseguita su previsioni, e quanto più il piano si avvicina alla data di esecuzione, tanto più èrivisto basandosi su una combinazione di previsioni e domanda reale. I programmi di montaggiocon cui le linee realmente producono dovrebbero rispondere alla domanda effettiva.La pianificazione della produzione consiste nello sviluppare e nell'affinare un insieme diprogrammi di montaggio fissi e uno livellato da cui saranno permesse più tardi deviazioni. Ladurata del tempo richiesto per pianificare la produzione dipende da quanto tempo si richiede perla sua preparazione fisica e organizzativa. Il periodo di tempo su cui si fissano i ritmi globali di
180
produzione variano da 5 a 25 giorni lavorativi, ma tipicamente ciò è fatto nel periodo dipianificazione di un mese.Se i tempi di attraversamento sono troppo lunghi, o se una decisione deve essere presa perprodurre ora delle parti, basandosi su previsioni in anticipo al programma di montaggio finale,l'operazione produttiva ritorna al punto in cui è necessario tenere delle scorte in qualche posto, eil sistema opera, almeno in parte, in base a calcoli di richiesta lordo-su-netto, il che non è affattoauspicabile. Esempio: la richiesta di acciaio data molti mesi prima di pianificare un programmascorrevole. In tal caso il tempo di consegna cumulativo della pianificazione supera l'ammontaredi tempo che può essere abbracciato dal sistema di produzione senza scorte.Dal punto di vista delle capacità fisiche del processo di produzione, l'obiettivo è di ridurretalmente le necessità di scorta e i tempi di transito del materiale, che tutte le operazioni possonoessere sincronizzate in qualche modo al montaggio finale. I soli tempi di consegna dipianificazione richiesti sono quelli necessari per far sì che le operazioni seguano il montaggiofinale attraverso il sistema a trazione. La lunghezza di questi periodi di pianificazione è unafunzione dell'abilità di pianificare e preparare fisicamente per velocità superiori e cambi di mix.Le reti produttive possono essere notevolmente sviluppate per ottenere ciò, ma il tutto richiedeun po' di tempo anche per le reti in uno stato avanzato di automazione flessibile.
Vi è un'altra considerazione da fare. La domanda dei mercati, accumulata su brevi periodi ditempo, può indicare grandi variazioni nel mix dei modelli richiesti e anche nella produzionetotale richiesta. Più il periodo è lungo e più, probabilmente, le variazioni nella richiesta delmercato saranno livellate, fornendo così una maggiore possibilità di mantenere il programma dimontaggio finale entro i limiti che possono essere accertati dal sistema a trazione e dallaflessibilità esistente.Dal punto di vista del mercato, la lunghezza del tempo per cui rimane congelato il programmapianificato non deve essere così estesa da diventare non-risposta. Se la programmazione èrealmente congelata, la produzione ha stabilito che i «clienti hanno detto ciò che vogliono, edessi stanno per ottenerlo». Molti produttori servono il tipo di mercato che richiede flessibilitànella selezione del prodotto fino all'ultimo momento possibile. Tale è la natura dellaconcorrenza di mercato. Quindi, decidere la lunghezza del periodo di programma fisso è un po'un compromesso. Per ottenere un ritmo regolare nella pianificazione e nella comunicazione deicambiamenti, si utilizza un periodo pari di calendario.
Ci sono tre differenti tipi di risposte alla domanda di mercato.1. Produrre per scorte. I clienti ordinano da scorte di prodotti finiti, o le cui unità finite sono
spedite a un sistema di distribuzione.2. Produrre per ordini. La produzione deve soddisfare ordini di singoli clienti.3. Produrre per un altro produttore, ma non per scorta. La ditta deve rispondere al
programma di produzione del cliente.
Produrre per scorta. In questo caso, determinare quanto produrre per ciascun modellodifferisce di poco dal determinare quanto produrre se il programma non è livellato. Laproduzione può essere connessa direttamente a una previsione, o coloro che hanno l'incarico delsistema di distribuzione dei beni finiti possono stabilire di quanto vogliono incrementare i benifiniti durante il periodo di programmazione.La procedura è molto simile al dimensionamento di un ordine con ogni sistema. Però, ipianificatori dovrebbero avere in mente quali prodotti saranno aggiunti alle scorte di beni finitiin piccoli incrementi - giornalmente nella maggior parte dei casi. Se il magazzino si trova aqualche distanza dallo stabilimento, la frequenza delle aggiunte dipenderà dalla frequenza ditrasporti dallo stabilimento. L'effetto netto è che le scorte di beni finiti sono ridotte. Si eliminal'ammontare di scorta tenuta come riserva di giro per ordini di grandi dimensioni. Quasi tutta lascorta di beni finiti è quindi scorta di riserva o scorta di sicurezza. Ciò rende molto più facile ilcorrelare il livello di beni finiti sopportati col livello di servizio al cliente. L'ammontare delle
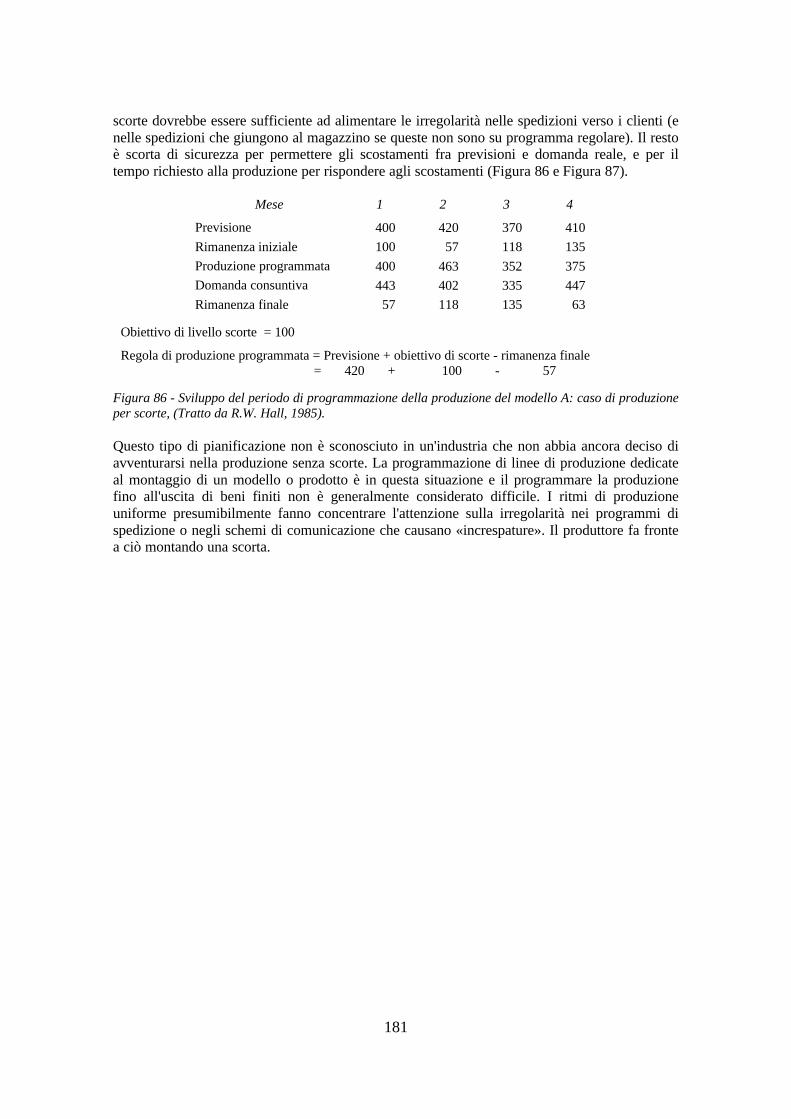
181
scorte dovrebbe essere sufficiente ad alimentare le irregolarità nelle spedizioni verso i clienti (enelle spedizioni che giungono al magazzino se queste non sono su programma regolare). Il restoè scorta di sicurezza per permettere gli scostamenti fra previsioni e domanda reale, e per iltempo richiesto alla produzione per rispondere agli scostamenti (Figura 86 e Figura 87).
Mese 1 2 3 4
Previsione 400 420 370 410
Rimanenza iniziale 100 57 118 135
Produzione programmata 400 463 352 375
Domanda consuntiva 443 402 335 447
Rimanenza finale 57 118 135 63
Obiettivo di livello scorte = 100
Regola di produzione programmata = Previsione + obiettivo di scorte - rimanenza finale = 420 + 100 - 57
Figura 86 - Sviluppo del periodo di programmazione della produzione del modello A: caso di produzioneper scorte, (Tratto da R.W. Hall, 1985).
Questo tipo di pianificazione non è sconosciuto in un'industria che non abbia ancora deciso diavventurarsi nella produzione senza scorte. La programmazione di linee di produzione dedicateal montaggio di un modello o prodotto è in questa situazione e il programmare la produzionefino all'uscita di beni finiti non è generalmente considerato difficile. I ritmi di produzioneuniforme presumibilmente fanno concentrare l'attenzione sulla irregolarità nei programmi dispedizione o negli schemi di comunicazione che causano «increspature». Il produttore fa frontea ciò montando una scorta.
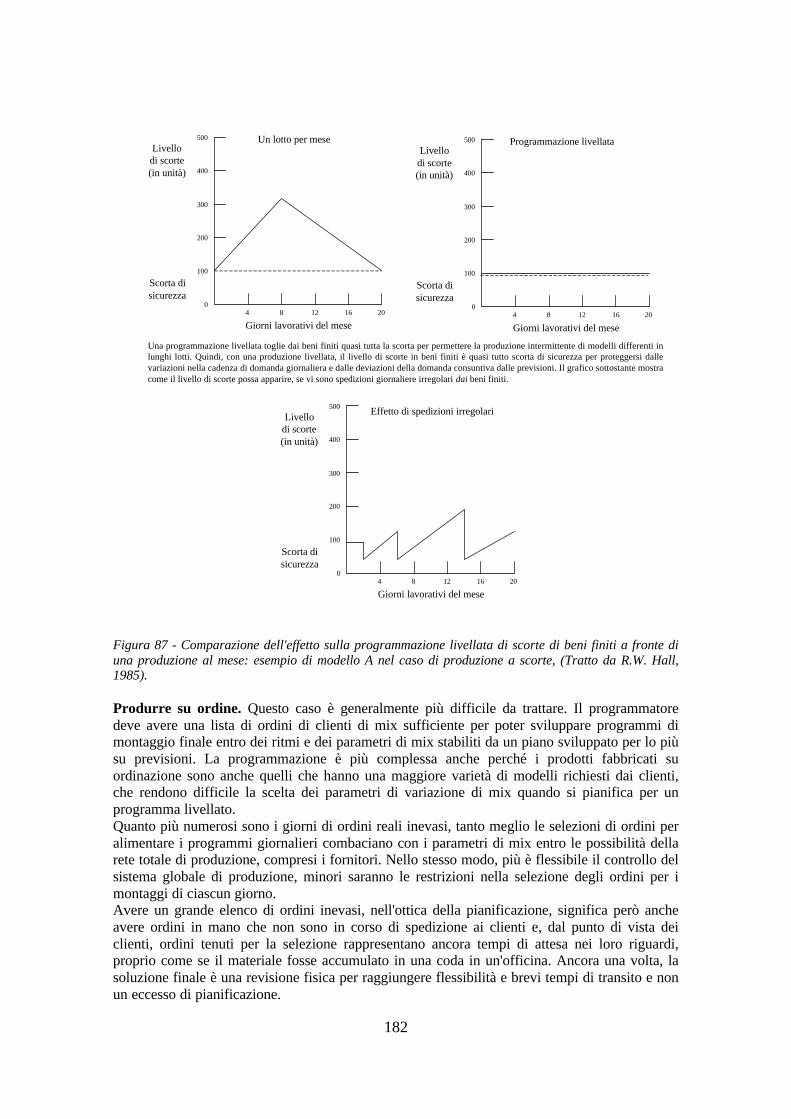
182
Figura 87 - Comparazione dell'effetto sulla programmazione livellata di scorte di beni finiti a fronte diuna produzione al mese: esempio di modello A nel caso di produzione a scorte, (Tratto da R.W. Hall,1985).
Produrre su ordine. Questo caso è generalmente più difficile da trattare. Il programmatoredeve avere una lista di ordini di clienti di mix sufficiente per poter sviluppare programmi dimontaggio finale entro dei ritmi e dei parametri di mix stabiliti da un piano sviluppato per lo piùsu previsioni. La programmazione è più complessa anche perché i prodotti fabbricati suordinazione sono anche quelli che hanno una maggiore varietà di modelli richiesti dai clienti,che rendono difficile la scelta dei parametri di variazione di mix quando si pianifica per unprogramma livellato.Quanto più numerosi sono i giorni di ordini reali inevasi, tanto meglio le selezioni di ordini peralimentare i programmi giornalieri combaciano con i parametri di mix entro le possibilità dellarete totale di produzione, compresi i fornitori. Nello stesso modo, più è flessibile il controllo delsistema globale di produzione, minori saranno le restrizioni nella selezione degli ordini per imontaggi di ciascun giorno.Avere un grande elenco di ordini inevasi, nell'ottica della pianificazione, significa però ancheavere ordini in mano che non sono in corso di spedizione ai clienti e, dal punto di vista deiclienti, ordini tenuti per la selezione rappresentano ancora tempi di attesa nei loro riguardi,proprio come se il materiale fosse accumulato in una coda in un'officina. Ancora una volta, lasoluzione finale è una revisione fisica per raggiungere flessibilità e brevi tempi di transito e nonun eccesso di pianificazione.
4 8 12 16 20
500
400
300
200
100
0
Un lotto per mese
Giorni lavorativi del mese
Livellodi scorte(in unità)
Scorta disicurezza
4 8 12 16 20
500
400
300
200
100
0
Programmazione livellata
Giorni lavorativi del mese
Livellodi scorte(in unità)
Scorta disicurezza
4 8 12 16 20
500
400
300
200
100
0
Effetto di spedizioni irregolari
Giorni lavorativi del mese
Livellodi scorte(in unità)
Scorta disicurezza
Una programmazione livellata toglie dai beni finiti quasi tutta la scorta per permettere la produzione intermittente di modelli differenti inlunghi lotti. Quindi, con una produzione livellata, il livello di scorte in beni finiti è quasi tutto scorta di sicurezza per proteggersi dallevariazioni nella cadenza di domanda giornaliera e dalle deviazioni della domanda consuntiva dalle previsioni. Il grafico sottostante mostracome il livello di scorte possa apparire, se vi sono spedizioni giornaliere irregolari dai beni finiti.
183
Alcune ditte producono in parte per scorta e in parte su ordine. Esse possono mescolare unitàprodotto per scorte con quelle prodotte su ordine e possono raggiungere un accordo framarketing e produzione per accettare alcune unità extra nella scorta di prodotti finiti, se questesono utili a generare una programmazione livellata. Nel caso di una ditta completamente deditaalla produzione su ordine vi può anche essere la tentazione di aggiungere alcuni dei modelli piùpopolari da costruire in anticipo sul programma se questo può contribuire a mantenere il mixproducibile: questa è una pratica pericolosa in quanto può ledere il principio di collegare ilmontaggio dei prodotti alle esigenze del mercato.Nel caso in cui non è consentita la produzione per scorte, lo sviluppo della programmazioneconsiste nel trasformare la successione degli ordini arrivati in una programmazione livellata peril montaggio finale senza nessuna unità di scorte che ne agevoli il compito. Ciò ci introduce nelcuore di quello che è di solito l'attività, piuttosto complessa , del trattamento degli ordini in unaimpresa. Se la trasformazione di ordini in programmi deve essere realizzata in modo efficiente,dovrebbe iniziare il più presto possibile dopo l'arrivo degli ordini, ma ciò dipende dalle politichedi vendita e dalle abitudini commerciali che influenzano gli ordini in arrivo. Per esempio:1. Quanto tempo è necessario per accreditare assegni o conferme di credito e qual è
l'ammontare dell'insoluto?2. Quanto è richiesto per inserire un ordine nella scheda necessaria alla pianificazione del
programma? L'ordine deve essere controllato per valutarne la consistenza e la completezza?Deve essere controllato per verificare la flessibilità tecnica o la disponibilità di materiale?
3. Quali sono le politiche in caso di variazioni o cancellazioni? Quale percentuale di ordiniinevasi è stabile?
4. Quale flessibilità vi è nell'assegnamento delle date di consegna o nelle attività pereffettuarle?
5. Quante varianti vi sono nella distinta base del prodotto? Una variazione è definita come unacombinazione di specifiche determinata dalla natura dell'ordine, ma la combinazione non èspecificata in dettaglio dal cliente. Un buon esempio è costituito dalle industrieautomobilistiche in cui le vetture di esportazione devono essere equipaggiate in modo daadeguarsi alle regolamentazioni del paese di destinazione. Questo può influire su un grannumero di particolari e sottogruppi, ma la variante è un pacchetto fisso per un dato scopo.Le stesse condizioni si applicano ad apparecchi elettronici o apparecchiature che sonoesportate, o per prodotti industriali che hanno differenti specifiche standard per industriedifferenti.
6. Quante varianti sono permesse e quale è la loro natura? Alcune varianti sono costituite dacomponenti e sotto gruppi specificati dal cliente. Se i clienti hanno la facoltà di specificarevarianti soltanto in pacchetti e non in ogni possibile combinazione, questo ovviamentesemplifica la selezione degli ordini che si combinino entro il mix di parametri disponibile dauna data programmazione livellata. Ancora, alcune varianti possono essere semplici hangons mentre altre generano un grande effetto di disturbo per il numero totale di partidifferenti e combinazioni di sottogruppi che devono essere permesse nel mix per poteressere accolte.
Queste politiche, a altre simili, influenzano la stabilità degli ordini inevasi e anche il numero diordini che sono realmente disponibili e su cui si basa lo sviluppo della programmazione. Unalista di ordini per 60 giorni significa poco se soltanto ordini per 10 giorni sono in condizione diessere assegnati alla programmazione.Molto è stato fatto a proposito della impossibilità di combinare variazioni di prodotto con unaprogrammazione livellata di produzione senza scorte. Ciò che più importa è come affrontare levariazioni piuttosto che le complessità del prodotto stesso. A causa dei paesi serviti inesportazione, uno stabilimento di montaggio Toyota possiede un maggior numero di varianti diprodotto da servire di quante ne possegga uno stabilimento di montaggio americano, ma èpossibile affrontare pacchetti standard in uno schema di vendite probabili in un mix diprogrammazione fattibile. E' invece fastidioso avere un grande numero di varianti che i clienti
184
possono specificare in combinazioni che influiscono pesantemente sulla distinta base. LaToyota, tuttavia, ostacola i clienti nell'ordinare i pacchetti di varianti, poi tenta di trasformareciò in un vantaggio di marketing attraverso dei costi bassi piuttosto che farlo passare come unosvantaggio di marketing.E' anche importante il modo con cui arrivano gli ordini. Se le procedure di vendita sono tali chel'arrivo degli ordini ha un picco a fine mese, il processo di sviluppo della programmazione devetenerne conto. Avere ordini per molti giorni tutti in una volta significa che alcuni di quegliordini avranno un ritardo nella consegna. I programmatori devono quindi immaginare anchecome affrontare le rimanenze degli ordini inevasi. Sia il servizio al cliente sia l'efficienzaproduttiva sono realizzate meglio se si ha uno stabile elenco di ordini da evadere, a meno che gliordini introdotti a ondate non costituiscano un aspetto naturale del mercato da servire.Lo stesso vale nel caso in cui gli ordini per particolari modelli arrivino a ondate, facendo sì chel'elenco degli ordini da evadere renda difficile la selezione del mix di modelli. Per esempio, gliordini di flotte di veicoli, gli ordini governativi per equipaggiamenti elettronici, gli ordinispecifici per grossi progetti edili non si accoppieranno con il mix programmato, cosicché iltempo di consegna degli ordini dovrebbe essere abbastanza lungo perché la fabbrica e i fornitoripossano pianificare i cambiamenti richiesti.
Produzione per un altro fabbricante. Nel caso di prodotti spediti direttamente ad un altrofabbricante, la migliore soluzione sarebbe che entrambe le ditte adottino la produzione senzascorte con la programmazione strettamente legata. Però questo non può essere sviluppato moltorapidamente. Se la ditta fornitrice lavora con programmazione livellata, ma non così lavorano isuoi clienti, non vi è altro mezzo che interfacciare la richiesta del cliente con la programmazionelivellata costruendo scorte di prodotti finiti. Quasi tutte le ditte fornitrici che utilizzano laproduzione senza scorte hanno sempre dei simili clienti. E' necessario costruire qualche scortaper far fronte a richieste di consegne massicce. E' una buona idea fissare una politica con taliclienti circa le dimensioni del magazzino dei pezzi da tenere a loro disposizione. Questa politicadovrebbe avere l'obiettivo di precludere al cliente di inoltrare richieste alla produzione chepossano distruggere la programmazione livellata. Se non fosse per la protezione dellaprogrammazione livellata, questa politica non si distinguerebbe affatto da una gestione dellaproduzione con scorte.Anche se tutti i clienti industriali di un'impresa producono in lunghi lotti che durano settimane,un'impresa fornitrice può ancora produrre secondo una programmazione di montaggio livellatacon mix di modelli. Le ragioni per fare ciò risiedono nei benefici interni dovuti almiglioramento delle operazioni. Comunque, questa ditta avrà un incentivo nel tentare dimodificare il suo macchinario per gestire grandi variazioni nel mix di modelli.Anche se l'impresa fornitrice serve clienti industriali che producono con programmazionelivellata, desidererà avere il più grande mix possibile di modelli e forse sarà anche in grado divariare frequentemente i livelli di uscita.La ragione di ciò risiede nelle variazioni dei modelli negli stabilimenti del cliente. Un fornitoreche fornisce particolari soltanto per la metà dei modelli in un mese di programmazione livellatapuò facilmente confrontarsi con variazioni giornaliere di ± 15-20% in volume entro il mixrichiesto. Finché non si prenderanno misure adeguate di controllo, questa variazione si amplierànon appena si scenda attraverso numerosi stadi produttivi e attraverso una serie di fornitori.Il modo per controllare tali variazioni inizia con la selezione dei particolari che un fornitoredeve fornire ad una programmazione di ciascun cliente con produzione senza scorte. Se lostesso stabilimento fornitore fornisce varianti dello stesso particolare per tutti i modelli in unaprogrammazione livellata del cliente, il fornitore, come minimo, non vedrà più variazioni diquelle permesse nella programmazione del cliente. Minori sono le possibilità del fornitore diinseguire il cliente attraverso il sistema a trazione, tanto più le operazioni tra le due impresedovranno essere compensate dall'alzarsi e dall'abbassarsi di una scorta tenuta in qualche postofra di loro.
185
Molte imprese e molti stabilimenti servono molteplici fonti di domanda per fornire su ordini,per scorte e per fornire altri produttori. Alcune industrie hanno problemi particolari nelcoordinare gli ordini fra di loro. Per esempio, i produttori di calcolatori generalmente desideranocoordinare la spedizione del calcolatore principale con quella di tutte le unità periferiche per fararrivare contemporaneamente il tutto alla sede del cliente, in modo tale che i sottosistemi nonentrino neanche negli stabilimenti del fornitore o diventino una parte diretta dellaprogrammazione del montaggio finale. Se la complessità del mercato servito è troppo grande, ladifficoltà nel generare una programmazione livellata diventa eccessiva. Questo costituisce unbuon argomento per riflettere su ciò che è necessario per avere uno stabilimento indirizzato agliscopi della produzione senza scorte.Infine, il problema di convertire la domanda in una programmazione di montaggio finale chepossa dare inizio ad un sistema di pull è un problema che si aggiunge al lead time nei riguardidel fornitore. Come per molte altre cose relative alla produzione senza scorte, non è difficilecapire come preparare una programmazione livellata, ma è difficile semplificare le cose perpoterla realizzare.
Riprogrammazione del programma di montaggio finaleIn un certo senso, nessuno stabilimento è mai programmato; esso è soltanto riprogrammato. Unaprogrammazione di montaggio finale dovrebbe essere realizzata all'unità, ma a volte gli eventine impediscono la realizzazione. Gli ordini sono cancellati, i camion si guastano, gli stampi sirompono inaspettatamente a dispetto dei migliori programmi di manutenzione preventiva.Quindi, è spesso necessario rielaborare un blocco incompleto di programmazione di montaggiofinale livellato.Questo capita tutti i giorni alla programmazione di montaggio finale negli stabilimentiautomobilistici. Se si scopre che una scocca ha delle parti in lamiera difettose prima di entrare inverniciatura, questa unità deve essere estratta dalla sequenza per il resto del montaggio. Infatti lasequenza di montaggio finale pianificata non è fissata fino a 3-5 giorni prima della suarealizzazione, e avvengono aggiustamenti minori se sorgono dei problemi. (Bisogna ricordareche il livellare una programmazione significa produrre secondo un livello di programmazionepianificato; non significa che la programmazione è eseguita sempre all'unità). Alcune volte laprogrammazione ritarda e il personale deve lavorare in straordinario. Eseguire unaprogrammazione livellata significa finire il numero totale di unità originariamenteprogrammato, aderendo il più possibile allo schema originale del mix di modelli.Se la domanda cala all'improvviso, il numero di ore lavorate può essere diminuito e può essereadattato a uno schema di mix leggermente rivisto, ma in nessun caso il numero totale di unitàlasciato incompleto al termine di un periodo di programmazione dovrebbe essere significativo alpunto di richiedere una revisione del piano base per il periodo successivo. Se ciò è permesso ilsistema degraderà.Lo scopo della riprogrammazione consiste nel completare le unità pianificate per la settimana oper il periodo di programmazione prefissato nonostante il sorgere di alcuni ostacoli. Se ne ha unesempio con lo stabilimento Kawasaki a Lincoln, Nebraska. Lo stabilimento possiede scorte perdue-tre giorni di particolari provenienti dal Giappone e questi particolari hanno un tempo diconsegna di circa 6 settimane e un lungo tempo di trasporto. Ogni tanto un particolare per undato modello non arriva. Allora quel modello deve essere estratto dalla sequenza di montaggiofinché non sia possibile produrlo di nuovo. In questo caso il responsabile del controllo dellaproduzione ricalcola manualmente una nuova sequenza di montaggio per quel giorno. Nonappena il particolare arriva (di solito entro 24 ore) il responsabile rivede ancora la sequenza dimontaggio per aumentare la frequenza di montaggio del modello che era stato tolto dallaproduzione per un giorno. Il processo di programmazione di una linea viene effettuatonormalmente in circa mezz'ora. Questa pratica comunque non è auspicabile. Non bisognacostruire un sistema soltanto per risolvere una crisi; esso dovrebbe anche facilitare uno studiodettagliato su come prevenire il ricorrere delle crisi.

186
Il processo di pianificazione della produzione che porta alla programmazione dimontaggio finaleIl sistema di pianificazione dei materiali evolve verso la programmazione di montaggio finalenel tempo. E' difficile descrivere questo sistema senza un esempio, ragion per cui ci varremo diquello tipico dell'industria dell'auto giapponese. Ogni impresa con produzione senza scorte, inogni tipo di industria, possiede uno schema di pianificazione abbastanza simile. Ci saranno delledifferenze in questi sistemi se un'impresa lavora su ordine, o per scorte, o fornisce un altroproduttore, ma le differenze non vanno oltre il punto in cui gli ordini effettivi sia per scorte siaper clienti devono essere convertiti in una programmazione. Nei primi stadi tutte lepianificazioni si sviluppano da una previsione (Figura 88).
Stadio dipianificazione Scopo
Orizzonte dipianificazione
Ciclo dipianificazione Schema Sviluppato da
Piano a lungotermine
Pianific. di nuovi prodotti e modelliPianificazione risorsePianificazione cambi di sistemi
3-5 anni da 6 maisa 1 anno
Indefinito Previsioni epolitiche societarie
Piano diproduzione
Pianificazione utensili e materialiPianificazione fornitoriManodopera totale
1 anno 1 mese Riassume in gruppimensili per modelloo famiglia
Piani a lungotermine e previsionianalitiche
Programmaprincipale diproduzione
Sviluppa dati che si evolvono neltempo nella programmazione dimontaggio finale. Origina leallocazioni principali di manodopera
3-6 mesi * 1 mese * Riassunto dellaprogrammazioneattesa di montaggiofinale in gruppigiornalieri
Piano di produzione,previsioni analitichee ordini da eseguire.Alcune volte dalsistema di beni finiti
Programmianalitici difabbricazione
Pianifica in anticipo i supportirichiesti per alimentare laprogrammazione finale pianificata:Pianificazione di repartoPianificazione fornitoriPianificazione trasportiManodopera, ecc.
3-6 mesi 1 mese Quantità, tempi cicloe livelli di WIP perciascun giornoidentico dei blocchidi tempo dellaprogrammazione dimontaggio finale
Esplosa dallaprogrammazionedi produzioneprincipale
Programma-zione delmomtaggiofinale
1 Si uniforma alla domanda dimercato.
2. Innesca il sistema di pull dicontrollo.
3. Livella il processo di produzione.
2-5 giorni Giornal. ** Una sequenza diunità finali damontare ogni giorno.Ripetizione disequenze, tempiciclo e dati necessariper produrre laprogrammazionelivellata
Raffinata confeedback basati sullaprogrammazione diproduzioneprincipale e sulleprogrammazioni difabbricazionepianificata
* Vi possono essere tempi e orizzonti più brevi per i piani di cambiamento di mix pere quelle ditte che li hanno.** L'orizzonte e il ciclo possono essere un po' più lunghi se un'impresa produce solo per scorte. Tutto dipende dal ciclo dipianificazione del sistema di beni finiti.
Figura 88 - Esempio di una tipica programmazione di produzione per produzione senza scorte (Tratto daR.W. Hall, 1985).
La pianificazione a lungo termine non segue sempre lo stesso schema. Essa viene normalmenterealizzata per pianificare nuovi prodotti o risorse produttive.
Il piano di produzione è normalmente il primo piano per il materiale. Generalmente ha unorizzonte di pianificazione di un anno e spesso è poco più di un insieme di previsioni rielaborateper ordinare materiali grezzi o attrezzaggi con lunghi tempi di consegna. E' anche la base dipianificazione con i fornitori. Gli accordi con i fornitori sono riprogrammati normalmente ognisei mesi, in base a previsioni aggiornate.
La programmazione della produzione principale è il riassunto in spezzoni giornalieri dellequantità, per ciascun modello, che ci si aspetta siano costruite nella programmazione delmontaggio finale. Può essere configurata come una serie di schede di lavoro che diventano
187
sempre più dettagliate finché evolvono nella programmazione del montaggio finale. Essa ha unorizzonte di pianificazione da tre a sei mesi:- Di solito viene pianificata in blocchi di 10 giorni, o spezzoni, in ognuno dei quali il
programma è identico, o abbastanza identico, in modo che ogni giorno si possa produrresenza preoccupazioni relative a variazioni di piani della manodopera o del macchinario perciascun centro di lavoro.
- Essa è generalmente ripianificata su un ciclo di pianificazione mensile. Il primo mese ègeneralmente congelato e in corso. Più precisamente, il blocco di 10 giorni in corso ècongelato, e così pure il successivo, il terzo può essere congelato, a seconda del momentodel mese. La parte congelata della programmazione è un riassunto dettagliato per vocefinale.
- Il secondo mese consiste di due o tre ulteriori blocchi di 10 giorni di pianificazione,riassunti giornalieri per modello delle programmazioni proposte del montaggio finale.
- Il terzo mese e i mesi successivi consistono nel piano iniziale del montaggio finaledettagliato per modelli o per famiglie di modelli quale riassunto della quantità delmontaggio giornaliero.
- Molti pianificatori sviluppano manualmente la programmazione principale, aggiungendosempre più dettagli, per cui subentra la necessità di un calcolatore. Questo vale nel caso incui i pianificatori tentano di valutare molti differenti tempi di cicli di montaggio perdifferenti modelli.
- Nella maggior parte delle imprese, i momenti di introduzione di un nuovo modello o di unaproduzione di serie di prova e i momenti di introduzione di modifiche di progettazione, sonopianificati come parte della programmazione principale.
Le programmazioni di produzione sono sviluppate con l'esplosione delle programmazioniprincipali di produzione mediante l'uso della distinta base. Poiché la programmazione diproduzione principale giornaliera è identica per ciascun giorno del blocco di dieci giorni, leprogrammazioni di fabbricazione sono le stesse per ogni giorno entro ciascun blocco di diecigiorni. Quindi il pianificare richiede sfalsamenti di tempo come con l'MRP. (La caratteristicachiave dell'MRP è il programmare a ritroso la fabbricazione e gli acquisti dalle date diconsegna. L'esplosione dei prodotti è usata con altre forme di pianificazione del materiale).- Ciò che ne risulta è un insieme di programmi di fabbricazione, uno per giorno fisso
ricorrente dei 10 giorni pianificati, oppure uno per giorno del mese incluso nel programmaprincipale di produzione.
- Lo scopo di queste programmazioni è di permettere alla fabbricazione, al montaggio deisotto gruppi, ai collaudatori dei fornitori di essere informati in anticipo sull'obiettivo dellaprogrammazione che deve essere realizzata. Una parte importante di informazione è lavelocità dei cicli pianificati per la produzione. Ciò permette la prepianificazione del posto dilavoro, della manodopera e l'organizzazione degli attrezzaggi richiesti per bilanciare leoperazioni, spostare il materiale ed eseguire la manutenzione preventiva.
- La pianificazione delle capacità generalmente proviene dai dirigenti del reparto cherevisionano queste programmazioni e che determinano se possono organizzare il lororeparto per realizzare il programma. Ciò generalmente ha uno scopo un po' differente daquello di un'officina che lavora a commessa dove la pianificazione delle capacità è unparagone fra il carico previsto e le capacità dei centri di lavoro.La pianificazione avanzata per la produzione senza scorte dovrebbe assicurarsi capacità ineccesso rispetto a quanto è richiesto e bene in anticipo rispetto a questo stato dipianificazione, permettendo così periodi di macchine libere per manutenzione e messa apunto. (I responsabili di reparto dovrebbero tenere riunioni regolari di programmazione perdiscutere lo stato di preparazione del proprio reparto a lavorare secondo le richieste dellaprogrammazione provvisoria).
- I pianificatori possono avere la necessità di rivedere la programmazione principale se leinformazioni contrarie dei dirigenti indicano delle difficoltà nell'esecuzione della
188
programmazione. Ma il punto di arrivo è la flessibilità per ridurre la frequenza dellerevisioni.
- Questi programmi sono anche inviati ai fornitori e vengono discussi con loro. In Giappone iprogrammi dei fornitori devono essere sviluppati in un insieme di quantità attese giornalieree di orari di arrivo per ciascun particolare.
- Allo stesso modo, le quantità pianificate di consegna e gli orari devono essere mandati alleditte di trasporto per la loro pianificazione. E' anche importante la capacità di trasporto; puòessere necessario aumentare o diminuire la frequenza della consegna fra stabilimenti e dirivedere la programmazione dei camion per evitare arrivi raggruppati di autocarri allo stessostabilimento.
- Questi programmi di consegna includono anche i programmi di consegna su base frequenteda parte di molti fornitori di materiale grezzo. L'acciaio può essere consegnato con unafrequenza che va da due volte alla settimana fino ad una volta al giorno.
- In modo analogo si deve considerare lo schema di movimentazione di materiale attesoall'interno dello stabilimento, per essere sicuri che i movimentatori abbiano un caricolivellato e che gli spostamenti di materiali non si arrestino per congestione in momenti eposti diversi.
- Come conseguenza di questa pianificazione, un'attività molto importante consiste nellostimare i livelli di scorta di capitale circolante (work in process) necessari a sostenere ilpiano e i volumi nel condotto (pipeline) fra stabilimenti e fra centri di lavoro all'interno distabilimenti. A questo, a volte, viene data la definizione di pianificazione della profonditàdel processo, un'analogia fra le scorte e la profondità dell'acqua in un fiume. Ciò può esserefatto per approssimazioni successive a partire dai più alti livelli dell'impresa, che diventanopiù dettagliati non appena la pianificazione si fa più vicina a ciascun stabilimento.
- La profondità del processo è così strettamente legata alla capacità di ciascun reparto dilavorare efficientemente, che l'ente di controllo della produzione può soltanto emetteresuggerimenti sui livelli di scorta. I dirigenti del reparto e i capi devono regolare i livelli delwork in process per ogni particolare per mantenere l'attuale livello dei problemi ed otteneremiglioramenti nei loro reparti.
- La programmazione di fabbricazione pianificata avverte solamente i reparti dell'impattodella programmazione pianificata di montaggio finale su ciascun particolare. Lafabbricazione reale ha luogo in risposta al segnale di trazione proveniente dal montaggiofinale. I programmatori devono considerare che i reparti di produzione useranno questiprogrammi per preparare la movimentazione del materiale, i programmi di utensileria, lamanutenzione preventiva, la routine di controllo qualità, la configurazione dei macchinari elayout, il carico manodopera, i progetti di miglioramento continuo.
Le programmazioni di montaggio finale sono sviluppate come lo stadio finale dellapianificazione. L'ente di controllo della produzione fornisce i programmi alle aree di montaggiofinale. L'esecuzione reale dei programmi, in modo che la domanda di materiali e dimanutenzione sia uniforme in tutto il periodo produttivo, non è facile, quindi il controllo diproduzione deve costantemente verificare la realtà rispetto al programma e deve prendereprovvedimenti, se sono necessari. La responsabilità di produrre in sincronia con il programma dimontaggio finale ricade sui responsabili e sui capi del reparto. Il controllo di produzione aiutasoltanto correggendo i programmi, se necessario, per risolvere dei problemi. Inoltre, il suoobiettivo è far sì che le correzioni raggiungano lo scopo di realizzare la programmazionepianificata con la minima deviazione possibile." (R.W. Hall, 1985, pp. 65-89)
3.D.3 La struttura produttiva flessibile
"La pianificazione e i sistemi di controllo sono solo una parte della produzione senza scorte.Questi non possono essere realizzati finché i metodi di produzione non sono progettati per
189
permetterlo. La maggior parte dei benefici della produzione senza scorte deriva dalla revisionedei processi di produzione. L'attendibilità di questa affermazione è difficile da quantificare; itecnici che hanno familiarità con il metodo stimano che sia nell'ordine del 15-20% dei beneficiderivanti dal controllo e dalla pianificazione della produzione. Il resto deriva dal miglioramentodel processo di produzione e dall'aumento dell'efficienza degli operai in generale.Tre aree critiche di miglioramento del processo produttivo sono:3.D.3.1 Riduzione dei tempi di attrezzaggio: aumentano della flessibilità della produzione.3.D.3.2 Revisione del layout dello stabilimento e bilanciamento dei cicli.3.D.3.3 Manutenzione preventiva e altri simili programmi per anticipare i problemi.
Uno stabilimento può essere rinnovato completamente col massimo di automazione flessibileche i progettisti possono controllare ma non sarà possibile per i progettisti anticipare ogni cosache sarà richiesta. Ogni nuovo stabilimento deve essere rifinito e messo a punto in un processoevolutivo.Negli stabilimenti esistenti, i macchinari e il layout evolvono verso le condizioni necessarie alflusso flessibile. L'intenzione è di fare cambiamenti, di imparare dai risultati, e di fare altricambiamenti, mentre si elimina il più possibile dai processi produttivi tutto ciò che è misteriosoe nascosto. Non è possibile che pochi tecnici facciano questo da soli. La flessibilità dellostabilimento e la velocità di flusso aumentano non soltanto per le modifiche al macchinario e allayout, ma perché gli operai sono in grado di usare più abilità con meno sforzo fisico.Quasi ogni stabilimento non progettato per la produzione senza scorte quando viene introdottoquesto sistema organizzativo ha un inizio confuso. Tutti prestano attenzione alla riduzione deitempi di attrezzaggio e alla revisione del layout dello stabilimento.
3.D.3.1 Riduzione dei tempi di attrezzaggioNella produzione senza scorte il tempo di attrezzaggio per ogni processo consiste nel tempo cheintercorre fra la produzione dell'ultimo pezzo del particolare A e la produzione del primo pezzobuono del particolare B. L'attrezzaggio non è completato se il processo sta ancora producendoscarti e sta tentando di realizzare la produzione. Conseguentemente, il tempo di attrezzaggionon è il tempo totale diretto richiesto per l'attrezzaggio. E' certamente auspicabile ridurre anchequesto, ma la flessibilità di produzione è aumentata con la riduzione dei tempi passivi delprocesso - dall'ultimo pezzo al primo. Ciò è essenziale per la produzione senza scorte e richiedeusualmente una modifica del macchinario esistente. Il comprare nuovo macchinario per lo scoponon solo è costoso, ma può anche avere effetti diversi da quelli previsti. E' preferibile dapprimafare esperienza di ciò che si vuole studiante il macchinario esistente. Questa che presentiamoarticolata nelle sue varie fasi è una procedura studio-azione, sebbene sia difficile codificarla.Un programma per ridurre i tempi di attrezzaggio è molto simile a ogni altro programma distudio di metodi di ingegneria industriale. Poiché la maggior parte del lavoro di attrezzaggio èun fatto di modifiche meccaniche e di revisione del layout del materiale e degli oggettipertinenti, si può fare molto per ridurre i tempi di attrezzaggio senza ricorrere all'ingegneriaavanzata. I tecnici possono realizzare grandi cose, ma l'accumulo del know-how richiede tempo.Le persone che hanno familiarità sia con le macchine sia con ciò che si suppone debbano fare,sono le più adatte per immaginare come raggiungere riduzioni del tempo di attrezzaggio.I programmi hanno inizio con l'obiettivo di dimezzare i tempi di attrezzaggio, poi abbassarli amezz'ora, e così via, ma la realizzazione migliore è di ridurre i tempi di attrezzaggio a 10 minutio meno. Ciò viene chiamato attrezzaggio a una cifra. Dopo notevoli sforzi e studi, anche legrandi presse raggiungono tempi di attrezzaggio a una cifra.Quando è possibile, questo obiettivo viene esteso per raggiungere attrezzaggi inferiori alminuto. A quel punto ogni azione nell'attrezzaggio deve essere quella giusta, senza ripetizioni oesitazioni. Un singolo operaio può essere in grado di eseguire un facile attrezzaggio in pochisecondi con una sola mano; per questo si chiama attrezzaggio con un solo intervento (one-touchset-up), possibile per macchinari semplici e leggeri. Il termine è usato in genere per indicare
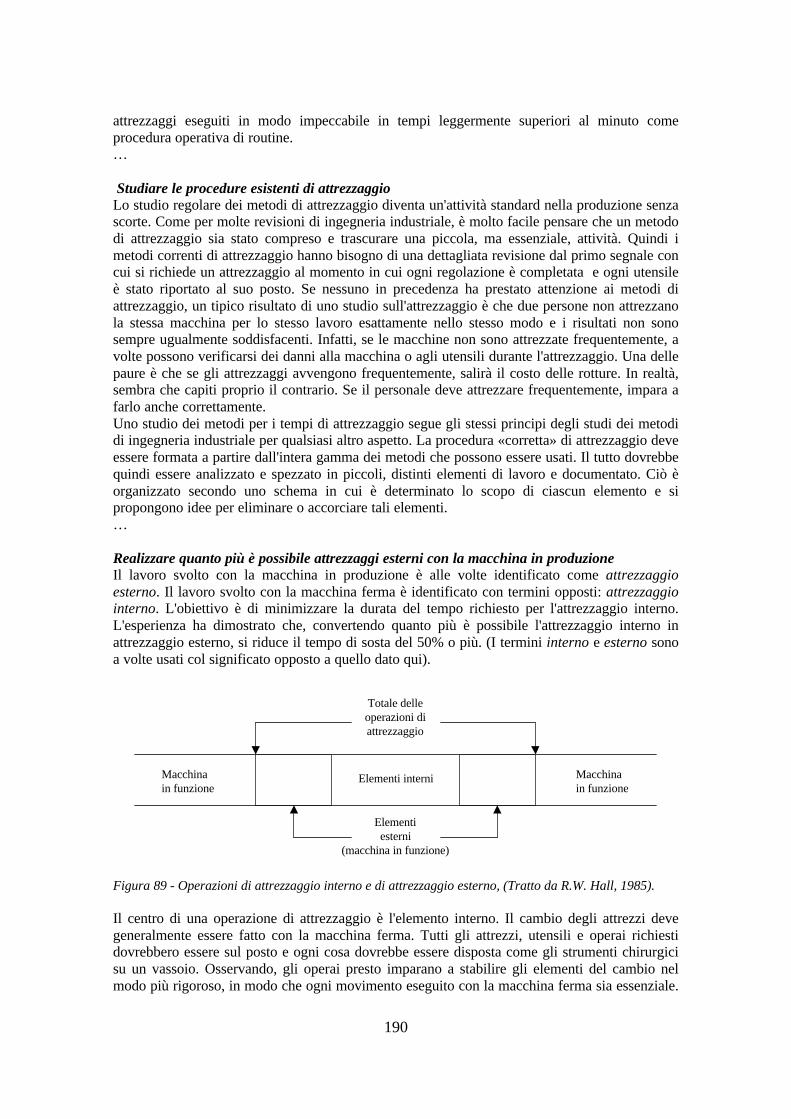
190
attrezzaggi eseguiti in modo impeccabile in tempi leggermente superiori al minuto comeprocedura operativa di routine.…
Studiare le procedure esistenti di attrezzaggioLo studio regolare dei metodi di attrezzaggio diventa un'attività standard nella produzione senzascorte. Come per molte revisioni di ingegneria industriale, è molto facile pensare che un metododi attrezzaggio sia stato compreso e trascurare una piccola, ma essenziale, attività. Quindi imetodi correnti di attrezzaggio hanno bisogno di una dettagliata revisione dal primo segnale concui si richiede un attrezzaggio al momento in cui ogni regolazione è completata e ogni utensileè stato riportato al suo posto. Se nessuno in precedenza ha prestato attenzione ai metodi diattrezzaggio, un tipico risultato di uno studio sull'attrezzaggio è che due persone non attrezzanola stessa macchina per lo stesso lavoro esattamente nello stesso modo e i risultati non sonosempre ugualmente soddisfacenti. Infatti, se le macchine non sono attrezzate frequentemente, avolte possono verificarsi dei danni alla macchina o agli utensili durante l'attrezzaggio. Una dellepaure è che se gli attrezzaggi avvengono frequentemente, salirà il costo delle rotture. In realtà,sembra che capiti proprio il contrario. Se il personale deve attrezzare frequentemente, impara afarlo anche correttamente.Uno studio dei metodi per i tempi di attrezzaggio segue gli stessi principi degli studi dei metodidi ingegneria industriale per qualsiasi altro aspetto. La procedura «corretta» di attrezzaggio deveessere formata a partire dall'intera gamma dei metodi che possono essere usati. Il tutto dovrebbequindi essere analizzato e spezzato in piccoli, distinti elementi di lavoro e documentato. Ciò èorganizzato secondo uno schema in cui è determinato lo scopo di ciascun elemento e sipropongono idee per eliminare o accorciare tali elementi.…
Realizzare quanto più è possibile attrezzaggi esterni con la macchina in produzioneIl lavoro svolto con la macchina in produzione è alle volte identificato come attrezzaggioesterno. Il lavoro svolto con la macchina ferma è identificato con termini opposti: attrezzaggiointerno. L'obiettivo è di minimizzare la durata del tempo richiesto per l'attrezzaggio interno.L'esperienza ha dimostrato che, convertendo quanto più è possibile l'attrezzaggio interno inattrezzaggio esterno, si riduce il tempo di sosta del 50% o più. (I termini interno e esterno sonoa volte usati col significato opposto a quello dato qui).
Figura 89 - Operazioni di attrezzaggio interno e di attrezzaggio esterno, (Tratto da R.W. Hall, 1985).
Il centro di una operazione di attrezzaggio è l'elemento interno. Il cambio degli attrezzi devegeneralmente essere fatto con la macchina ferma. Tutti gli attrezzi, utensili e operai richiestidovrebbero essere sul posto e ogni cosa dovrebbe essere disposta come gli strumenti chirurgicisu un vassoio. Osservando, gli operai presto imparano a stabilire gli elementi del cambio nelmodo più rigoroso, in modo che ogni movimento eseguito con la macchina ferma sia essenziale.
Macchinain funzione
Elementi interni
Totale delleoperazioni diattrezzaggio
Elementiesterni
(macchina in funzione)
Macchinain funzione
191
Non appena la macchina si ferma, l'attrezzaggio interno dovrebbe procedere senza la minimaesitazione o confusione.Ciò richiede organizzazione dell'attrezzaggio esterno cosicché nulla sia dimenticato nellapreparazione del processo di cambio. Questo inoltre stimola l'operaio a preparare mentalmenteciò che è in procinto di fare. Comunque, lo standardizzare le procedure per eseguirel'attrezzaggio esterno sulla stessa macchina è anche molto utile per abituare gli operai a eseguireun attrezzaggio secondo una routine che può essere eseguita e perfezionata finché non vi sonopiù errori.…
Eliminare il più possibile i tempi di regolazioneIl tempo di regolazione è quasi sempre una parte del tempo di attrezzaggio interno; a volte èlaparte maggiore, per cui è vitale dedicarvi un'attenzione particolare. Dopo aver spostato ilmassimo dell'attività di attrezzaggio interno verso l'attrezzaggio esterno, dirigenti espertistimano che, in media, circa il 50% del tempo residuo di attrezzaggio interno viene ridottomediante l'eliminazione o la riduzione del tempo di regolazione. Con l'eliminazione dell'attivitàdi regolazione, si elimina sia ogni suo residuo richiesto sia il tempo necessario per eseguirlo.Alcune eliminazioni di regolazioni sono semplici come, per esempio, il segnare il posto esattosul pavimento dove collocare aspi per alimentare con differenti tipi di nastro una pressa, mamolte regolazioni richiedono considerazioni più tecniche. Quanto più un attrezzaggio richiedeuna risistemazione di temperature, pressioni, avanzamenti e velocità, tanto meno semplicediventa la regolazione.…
Il ridurre il tempo di attrezzaggio è un fatto di concentrazione e di ingegnosità costanti neltempo. Se si ha pazienza nello studiare e nel sostituire gli attrezzaggi, l'ammontare degliinvestimenti non è grande. Infatti, la maggior parte delle imprese ha delle difficoltà neldeterminare esattamente quanto costano molte modifiche dei macchinari. Un modo perverificare un programma di riduzione dei tempi di attrezzaggio consiste nel formulare leprevisioni di richiesta di spesa per ogni singola macchina. Nel momento in cui ogni cosa èrivista e discussa, il programma è rallentato. Se la preoccupazione dei reparti è soltanto quella dirimanere entro le linee guida del budget, essi certamente non spendono ciò che l'impresa non ha,ma gli interventi per ridurre i campi di attrezzaggio sono a volte così ovvi che non sononecessari studi o investimenti speciali. Occorre solo studiare le operazioni ed eseguirle.E' per questo motivo che un'impresa deve avere del personale capace di modificare ilmacchinario. Gli ingegneri di produzione, gli addetti agli utensili, agli stampi, allamanutenzione dovrebbero essere in grado di eseguire la maggior parte delle modifiche. Lemodifiche chiavi-in-mano dei fornitori di macchinario possono non funzionare bene perché icambiamenti richiesti alle singole macchine sono i risultati di revisioni attuali nell'uso dellemacchine in produzione. Si ha l'impressione che sia meglio fare il massimo possibile in casa,utilizzando le persone che tutti i giorni hanno a che fare con le macchine e le loro idiosincrasie.Inoltre, se è il personale stesso ad occuparsene, ne è orgoglioso e vi si oppone.Alcuni tipi di macchinari non rispondono molto ai tentativi di ridurre i tempi di attrezzaggiointerni. I torni automatici per filettatura sono difficili; le macchine a trasferta anche. In tali casisi può tentare di trovare un macchinario meno complesso per fare la stessa operazione. Ciò nonpuò essere fatto rapidamente, ma le imprese con produzione senza scorte preferiscono unmacchinario flessibile, e non è raro che si possa sostituire il valore di parecchi milioni di affaridi torni automatici per la filettatura con celle di macchine semplici che eseguono la stessaoperazione.Tali decisioni sono difficili, particolarmente quando il macchinario non è totalmenteammortizzato ed è ancora utilizzabile. Tuttavia, il suo costo è un costo nascosto se si possonoottenere operazioni globali più efficienti senza di esso e, nel tempo, il risultato usuale della
192
produzione senza scorte è la diminuzione delle risorse finanziarie necessarie a consentire lostesso livello di produzione." (R.W. Hall, 1985, pp. 93-122)
3.D.3.2 Revisione del lay-out e bilanciamento dei cicli
Nel momento in cui i magazzini si riducono e le lavorazioni diventano più strettamentecollegate, i ritmi di produzione in tutti i centri devono diventare più strettamente coordinati.Questo è l'obiettivo della riduzione dei magazzini; idealmente, il tempo di ciclo di ogniparticolare prodotto dovrebbe coincidere col tempo di ciclo della sua utilizzazione nelmontaggio finale. Il bilanciamento del flusso dei materiali significa anche il bilanciamento deitempi, degli uomini e delle macchine in tutte le operazioni.La maggior parte degli addetti alla produzione possiede qualche familiarità con il bilanciamentodelle linee che, tradizionalmente, significa per lo più il bilanciamento della manodopera inciascuna stazione della linea. Nel più semplice dei casi, capisquadra e operai bilanciano il lavorospostando persone e lavori lungo le stazioni della linea. Per esempio, coloro che confezionanoin modo personalizzato lavorano con differenti serie di confezioni ogni giorno. Ogniattrezzaggio di una nuova linea inizia con la rapida stima di quali elementi del lavoro diconfezionamento possono essere svolti in ciascuna stazione di lavoro. Se tutte le operazionisono manuali, è facile vedere dove fare correzioni per un bilanciamento di linea. Basta osservaredove il materiale si accumula. La persona in quel punto del flusso ha bisogno di aiuto, mentregli altri sono sottoutilizzati. Di solito gli operai possono spostare gli elementi del lavoro fra diloro finché lo sbilanciamento non viene ridotto. Questo bilanciamento non è perfetto, ma non sicrea un serio collo di bottiglia, mentre altri operai hanno rilevanti tempi vuoti. Nel più semplicedei casi, questo incomincia ad apparire nella fabbricazione di particolari non appena leoperazioni diventano strettamente collegate e sono fisicamente accostate le une alle altre. Allafine i particolari sono spostati direttamente da una operazione a quella successiva.
Group Technology e bilanciamento della produzioneQuando un'officina vuole darsi un'organizzazione della produzione orientata al flusso continuo,una delle tappe fondamentali è l'introduzione della Group Technology.Nel caso di lunghi lavori specifici, un gruppo di macchine diverse è sistemato in una cella inmodo tale che ciascuna di esse può essere attrezzata nello stesso momento per il medesimolavoro e in modo che ci sia una piccola distanza fra di loro. In questo modo risultano ridotte lecode di lavoro tipiche di un'officina e l'efficienza complessiva risulta notevolmente aumentata.Senza l'obiettivo della produzione senza scorte però, raramente si pone l'attenzione allariduzione del tempo di attrezzaggio delle macchine di una cella. Molti capisquadra e capirepartousano questo sistema quando il lavoro è eccedente. Un metodo per rendere l'avanzamento di unalavorazione più veloce e senza intoppi è attrezzare tutte le macchine lungo il percorso in mododa averle pronte non appena il materiale le raggiunge. Se le attrezzature sono mobili possonoanche essere collocate vicine e dedicate al lavoro in corso.La Group Technology è largamente utilizzata nelle produzioni senza scorte. Da tre a trentamacchine sono collocate una vicina all'altra in modo da formare una linea a U o circolare. Moltedi queste macchine ad U consistono di macchine piccole e semplici come trapani, presse,rettifiche, saldatrici a punti ecc.In una linea a U per produzioni senza scorte, gli operatori muovono un pezzo alla volta damacchina a macchina. Essi si spostano in ogni direzione necessaria per coordinare l'attività inmodo da bilanciare la linea. Gli operatori e i capi squadra individuano un percorso per ciascunapersona, e il risultato consiste in un carico bilanciato per ogni operatore - eccetto che per uno, lacui funzione nella cella consiste nell'elencare le rimanenze.L'obiettivo delle operazioni in una linea ad U consiste nel procedere il più possibile versol'automazione totale. Quando le macchine sono sistemate per la prima volta nella cella, puòaccadere che gli operai debbano posizionare i particolari in ciascuna macchina ma, il più presto
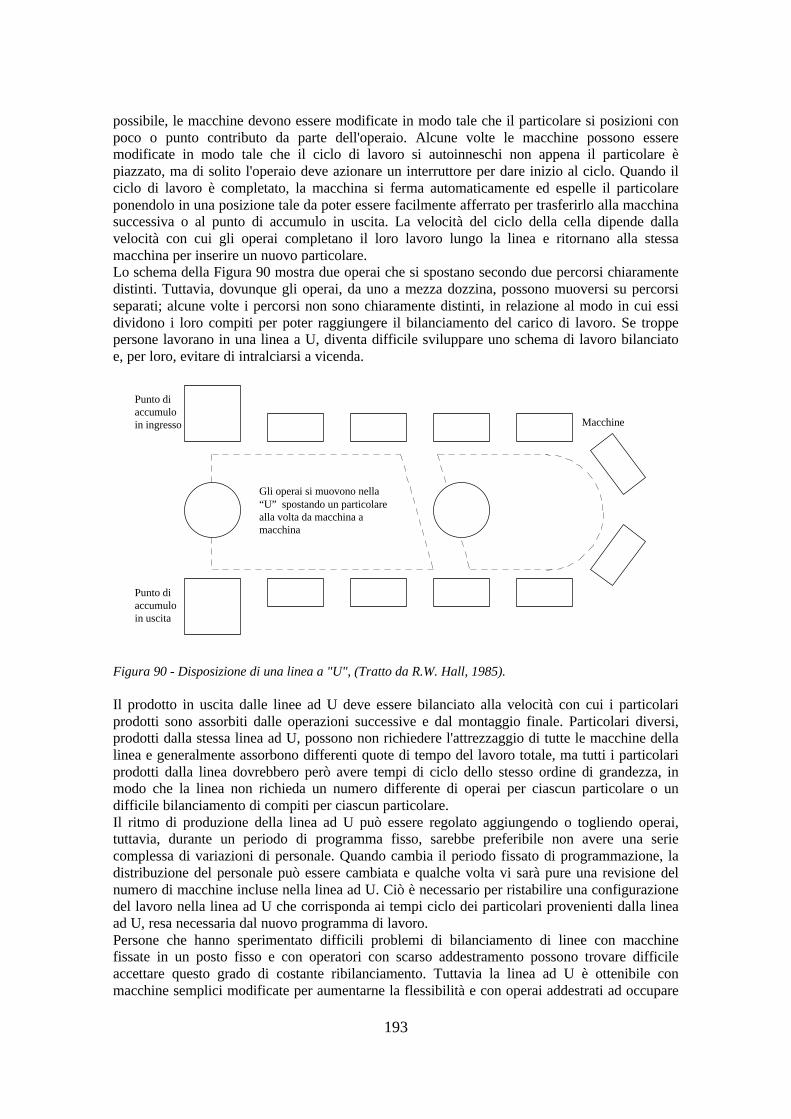
193
possibile, le macchine devono essere modificate in modo tale che il particolare si posizioni conpoco o punto contributo da parte dell'operaio. Alcune volte le macchine possono esseremodificate in modo tale che il ciclo di lavoro si autoinneschi non appena il particolare èpiazzato, ma di solito l'operaio deve azionare un interruttore per dare inizio al ciclo. Quando ilciclo di lavoro è completato, la macchina si ferma automaticamente ed espelle il particolareponendolo in una posizione tale da poter essere facilmente afferrato per trasferirlo alla macchinasuccessiva o al punto di accumulo in uscita. La velocità del ciclo della cella dipende dallavelocità con cui gli operai completano il loro lavoro lungo la linea e ritornano alla stessamacchina per inserire un nuovo particolare.Lo schema della Figura 90 mostra due operai che si spostano secondo due percorsi chiaramentedistinti. Tuttavia, dovunque gli operai, da uno a mezza dozzina, possono muoversi su percorsiseparati; alcune volte i percorsi non sono chiaramente distinti, in relazione al modo in cui essidividono i loro compiti per poter raggiungere il bilanciamento del carico di lavoro. Se troppepersone lavorano in una linea a U, diventa difficile sviluppare uno schema di lavoro bilanciatoe, per loro, evitare di intralciarsi a vicenda.
Figura 90 - Disposizione di una linea a "U", (Tratto da R.W. Hall, 1985).
Il prodotto in uscita dalle linee ad U deve essere bilanciato alla velocità con cui i particolariprodotti sono assorbiti dalle operazioni successive e dal montaggio finale. Particolari diversi,prodotti dalla stessa linea ad U, possono non richiedere l'attrezzaggio di tutte le macchine dellalinea e generalmente assorbono differenti quote di tempo del lavoro totale, ma tutti i particolariprodotti dalla linea dovrebbero però avere tempi di ciclo dello stesso ordine di grandezza, inmodo che la linea non richieda un numero differente di operai per ciascun particolare o undifficile bilanciamento di compiti per ciascun particolare.Il ritmo di produzione della linea ad U può essere regolato aggiungendo o togliendo operai,tuttavia, durante un periodo di programma fisso, sarebbe preferibile non avere una seriecomplessa di variazioni di personale. Quando cambia il periodo fissato di programmazione, ladistribuzione del personale può essere cambiata e qualche volta vi sarà pure una revisione delnumero di macchine incluse nella linea ad U. Ciò è necessario per ristabilire una configurazionedel lavoro nella linea ad U che corrisponda ai tempi ciclo dei particolari provenienti dalla lineaad U, resa necessaria dal nuovo programma di lavoro.Persone che hanno sperimentato difficili problemi di bilanciamento di linee con macchinefissate in un posto fisso e con operatori con scarso addestramento possono trovare difficileaccettare questo grado di costante ribilanciamento. Tuttavia la linea ad U è ottenibile conmacchine semplici modificate per aumentarne la flessibilità e con operai addestrati ad occupare
Gli operai si muovono nella“U” spostando un particolarealla volta da macchina amacchina
Macchine
Punto diaccumuloin ingresso
Punto diaccumuloin uscita
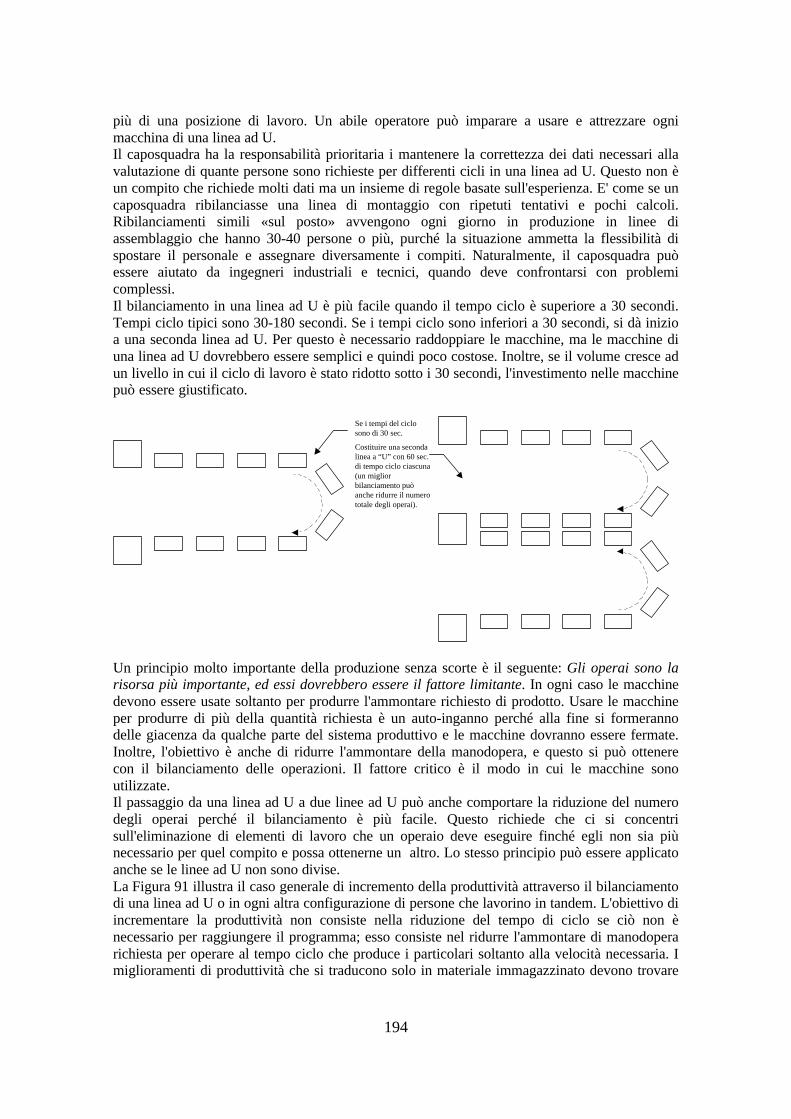
194
più di una posizione di lavoro. Un abile operatore può imparare a usare e attrezzare ognimacchina di una linea ad U.Il caposquadra ha la responsabilità prioritaria i mantenere la correttezza dei dati necessari allavalutazione di quante persone sono richieste per differenti cicli in una linea ad U. Questo non èun compito che richiede molti dati ma un insieme di regole basate sull'esperienza. E' come se uncaposquadra ribilanciasse una linea di montaggio con ripetuti tentativi e pochi calcoli.Ribilanciamenti simili «sul posto» avvengono ogni giorno in produzione in linee diassemblaggio che hanno 30-40 persone o più, purché la situazione ammetta la flessibilità dispostare il personale e assegnare diversamente i compiti. Naturalmente, il caposquadra puòessere aiutato da ingegneri industriali e tecnici, quando deve confrontarsi con problemicomplessi.Il bilanciamento in una linea ad U è più facile quando il tempo ciclo è superiore a 30 secondi.Tempi ciclo tipici sono 30-180 secondi. Se i tempi ciclo sono inferiori a 30 secondi, si dà inizioa una seconda linea ad U. Per questo è necessario raddoppiare le macchine, ma le macchine diuna linea ad U dovrebbero essere semplici e quindi poco costose. Inoltre, se il volume cresce adun livello in cui il ciclo di lavoro è stato ridotto sotto i 30 secondi, l'investimento nelle macchinepuò essere giustificato.
Un principio molto importante della produzione senza scorte è il seguente: Gli operai sono larisorsa più importante, ed essi dovrebbero essere il fattore limitante. In ogni caso le macchinedevono essere usate soltanto per produrre l'ammontare richiesto di prodotto. Usare le macchineper produrre di più della quantità richiesta è un auto-inganno perché alla fine si formerannodelle giacenza da qualche parte del sistema produttivo e le macchine dovranno essere fermate.Inoltre, l'obiettivo è anche di ridurre l'ammontare della manodopera, e questo si può ottenerecon il bilanciamento delle operazioni. Il fattore critico è il modo in cui le macchine sonoutilizzate.Il passaggio da una linea ad U a due linee ad U può anche comportare la riduzione del numerodegli operai perché il bilanciamento è più facile. Questo richiede che ci si concentrisull'eliminazione di elementi di lavoro che un operaio deve eseguire finché egli non sia piùnecessario per quel compito e possa ottenerne un altro. Lo stesso principio può essere applicatoanche se le linee ad U non sono divise.La Figura 91 illustra il caso generale di incremento della produttività attraverso il bilanciamentodi una linea ad U o in ogni altra configurazione di persone che lavorino in tandem. L'obiettivo diincrementare la produttività non consiste nella riduzione del tempo di ciclo se ciò non ènecessario per raggiungere il programma; esso consiste nel ridurre l'ammontare di manodoperarichiesta per operare al tempo ciclo che produce i particolari soltanto alla velocità necessaria. Imiglioramenti di produttività che si traducono solo in materiale immagazzinato devono trovare
Se i tempi del ciclosono di 30 sec.
Costituire una secondalinea a “U” con 60 sec.di tempo ciclo ciascuna(un migliorbilanciamento puòanche ridurre il numerototale degli operai).
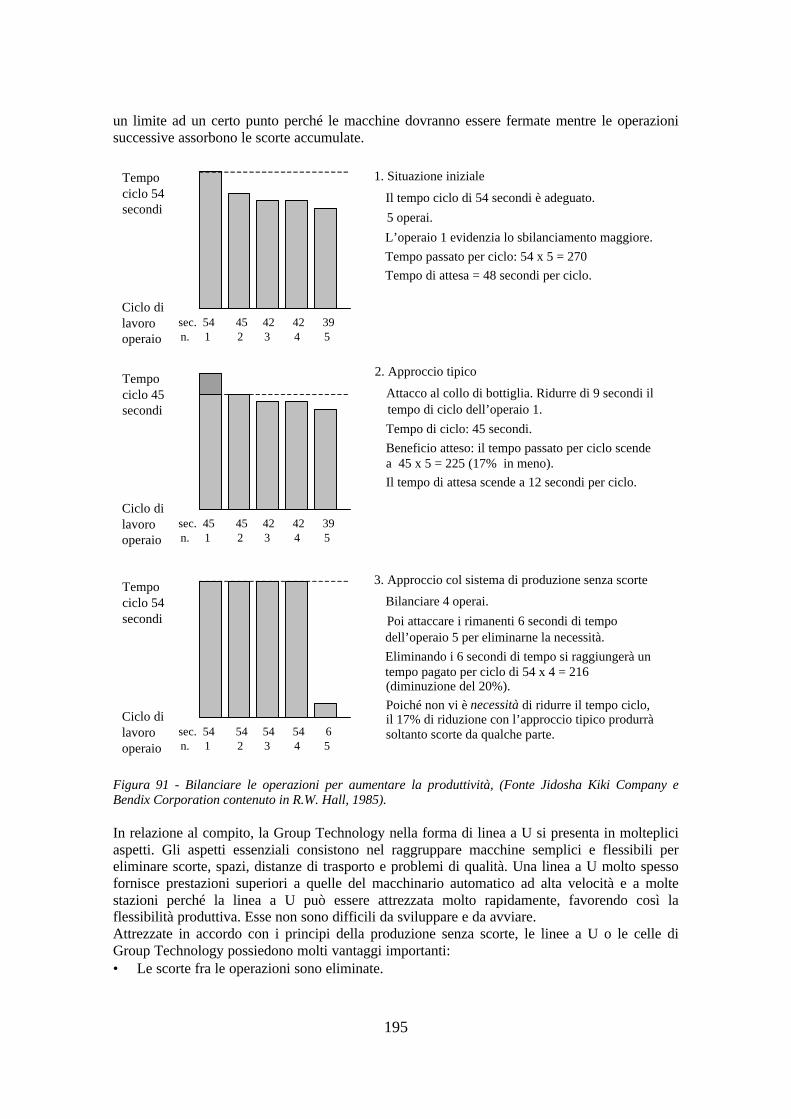
195
un limite ad un certo punto perché le macchine dovranno essere fermate mentre le operazionisuccessive assorbono le scorte accumulate.
Figura 91 - Bilanciare le operazioni per aumentare la produttività, (Fonte Jidosha Kiki Company eBendix Corporation contenuto in R.W. Hall, 1985).
In relazione al compito, la Group Technology nella forma di linea a U si presenta in moltepliciaspetti. Gli aspetti essenziali consistono nel raggruppare macchine semplici e flessibili pereliminare scorte, spazi, distanze di trasporto e problemi di qualità. Una linea a U molto spessofornisce prestazioni superiori a quelle del macchinario automatico ad alta velocità e a moltestazioni perché la linea a U può essere attrezzata molto rapidamente, favorendo così laflessibilità produttiva. Esse non sono difficili da sviluppare e da avviare.Attrezzate in accordo con i principi della produzione senza scorte, le linee a U o le celle diGroup Technology possiedono molti vantaggi importanti:• Le scorte fra le operazioni sono eliminate.
Tempociclo 54secondi
Ciclo dilavorooperaio
sec. 54 45 42 42 39 n. 1 2 3 4 5
Tempociclo 45secondi
Ciclo dilavorooperaio
sec. 45 45 42 42 39 n. 1 2 3 4 5
Tempociclo 54secondi
Ciclo dilavorooperaio
sec. 54 54 54 54 6 n. 1 2 3 4 5
2. Approccio tipico
Attacco al collo di bottiglia. Ridurre di 9 secondi il tempo di ciclo dell’operaio 1.
Tempo di ciclo: 45 secondi.
Beneficio atteso: il tempo passato per ciclo scendea 45 x 5 = 225 (17% in meno).
3. Approccio col sistema di produzione senza scorte
Bilanciare 4 operai.
Poi attaccare i rimanenti 6 secondi di tempo dell’operaio 5 per eliminarne la necessità.
Eliminando i 6 secondi di tempo si raggiungerà untempo pagato per ciclo di 54 x 4 = 216
1. Situazione iniziale
Il tempo ciclo di 54 secondi è adeguato.
5 operai.
L’operaio 1 evidenzia lo sbilanciamento maggiore.
Tempo passato per ciclo: 54 x 5 = 270
Tempo di attesa = 48 secondi per ciclo.
Il tempo di attesa scende a 12 secondi per ciclo.
(diminuzione del 20%).
Poiché non vi è necessità di ridurre il tempo ciclo,il 17% di riduzione con l’approccio tipico produrràsoltanto scorte da qualche parte.
196
• La visibilità è migliorata. Un'intera sequenza di operazioni viene raggruppata in un unicoluogo e può essere studiata come un tutt'uno.
• La qualità è migliorata:- Una o più stazioni nella cella possono essere dedicate al collaudo, se necessario, in
modo che non vi sia trasporto o ritardo dovuto al collaudo.- Meglio ancora, il macchinario nelle linee a U può essere attrezzato con maschere di
controllo o strumenti di misura per verificare la completezza e la correttezza delleoperazioni sulla stessa macchina intesa, in modo primario, per realizzare operazioni ditrasformazione. Se il controllo e la misura possono essere realizzati direttamentenell'attrezzatura che trattiene il particolare, quest'ultimo può essere controllato o appenadopo che l'operazione che deve essere controllata è terminata, o come partedell'operazione successiva. Questo si può fare se non rende l'attrezzaggio dellamacchina troppo complesso per essere realizzato rapidamente.
- Anche senza uno specifico collaudo con misurazione, immediate informazioniretroattive e controlli informali sono compresi nel trasferimento diretto dei particolari damacchina a macchina. Ciò favorisce l'autocontrollo di operatori e macchine e, se ilmacchinario è semplice, le cause dei difetti non sono difficili da trovare e da correggere.
Questi vantaggi sono caratteristici della produzione senza scorte in generale, e altri ancora sonoevidenziati dal funzionamento delle linee a U:• Gli operai stanno più attenti quando ruotano attraverso una varietà di compiti di quando
operano ripetitivamente con ciclo breve.• Gli operai hanno flessibilità e capacità maggiori quando ruotano; l'organizzazione del posto
di lavoro può così avere uno scopo più ampio.• Un'azienda, la Tachikawa Spring, riferisce che gli operai divennero del 12% più produttivi,
solamente a causa dell'aumentata attenzione, dovuta, al movimento da essi compiuto in unacella di Group Technology.
• L'operaio sposta il materiale automaticamente come parte del suo lavoro. Non sononecessari speciali dispositivi di movimentazione dei materiali (sebbene lo sviluppo di mezziper il trasferimento meccanico dei particolari sia auspicabile se la linea a U si evolve versol'automazione completa).
…Se il tempo di attrezzaggio di tutte le macchine di una linea a U può essere ridotto a meno deltempo ciclo, un operatore può ruotare su tutte le macchine, attrezzandole con un ritardo moltominore di quello provocato dallo spostamento di un pezzo nel flusso. Se il tempo di attrezzaggiopiù il tempo di produzione è minore del tempo ciclo, vi è la possibilità per la linea a U dicambiare attrezzaggi con ogni giro della linea, ma ciò dipende dal numero di operai che operanosulla linea e da come il processo è bilanciato.L'obiettivo finale di una linea a U è di studiare come collegare direttamente un macchinario ditipo semplice così da trasferire direttamente il particolare in lavoro da macchina a macchina,raggiungendo in questo modo l'automazione completa. Per valutarne la convenienza ènecessario, tuttavia studiarlo a fondo. Per esempio, bisognerebbe porre l'attenzione su quantioperai sarebbero necessari per mantenere la linea interamente automatizzata in azione, rispetto aquanti ne occorrerebbero se rimanesse in uno stato semiautomatico. Lo stesso tipo dimacchinario potrebbe non essere utile e perdere la sua flessibilità se completamenteautomatizzato. Lo sviluppo verso l'automazione completa dovrebbe avvenire senza questispiacevoli problemi se tutte le azioni portassero consapevolmente verso di essa." (R.W. Hall,1985, pp. 131-138)
197
3.D.3.3 Manutenzione preventivaLa manutenzione preventiva costituisce una parte integrante del sistema di produzione senzascorte. Lo scopo della manutenzione preventiva consiste nell'effettuare riparazioni e regolazioniprima che si verifichino problemi. Gli obiettivi principali sono:1. Ridurre i tempi di interruzione generati da qualsiasi causa; rendere disponibili i processi
(produttivi) in qualsiasi momento essi siano necessari.2. Ridurre le variazioni nelle prestazioni:
a. Eliminare regolazioni speciali - o accorgimenti improvvisati - quando si attrezza o simantiene l'attrezzatura in funzione.
b. Eliminare, quanto è possibile, il macchinario che genera difetti tenendo le tolleranzeoperative del macchinario entro intervalli stretti.
3. Allungare la vita del macchinario.4. Prevenire le situazioni che possono richiedere riparazioni importanti del macchinario.
L'obiettivo indicato al n. 4 è quello a cui si dedica maggiore attenzione a sostegno dellamanutenzione preventiva, e che porta a controversie riguardanti il suo valore. I dirigenti devonoverificare se la manutenzione preventiva è valida in rapporto al fatto di mantenere ilmacchinario produttivo finché non richieda grosse riparazioni. Con la produzione senza scorte, iprimi due obiettivi sono di vitale importanza e, senza di essi, i benefici più importanti delsistema non possono essere raggiunti, il che fa sì che la manutenzione preventiva ottenga ilrispetto che merita.La manutenzione preventiva è compito di ciascuno. Essa inizia con l'integrare il tempo dimanutenzione preventiva nei programmi di produzione. Uno dei modi migliori per ottenerequesto consiste nell'inserire un intervallo di tempo fra i turni per la manutenzione preventiva(MP), e lo schema usuale consiste nel far sì che lo stabilimento lavori due turni con due o tre oredi intervallo fra loro. Ciò genera tempo sia per la manutenzione preventiva sia per fare lostraordinario se entrambi se entrambi sono richiesti nella programmazione.La responsabilità per la MP dovrebbe essere parte del lavoro di ogni operatore, ma ciò non siottiene insistendo perché essi seguano più da vicino il macchinario. Essa inizia col rendere lacorrettezza delle operazioni un fatto di primaria importanza in ogni momento in modo che sipresti attenzione ad ogni cambiamento di rumore o di prestazione, come se il macchinario diproduzione fosse un velivolo commerciale. Tutti comprendono che un velivolo dovrebbe averecambi regolari di pneumatici, sostituzioni di cilindri idraulici e sostituzioni di particolari primache l'usura produca dei guasti. Il problema principale consiste nel fatto che il personale diproduzione si renda conto che il suo macchinario deve essere altrettanto affidabile e che nessunaapparecchiatura è priva di importanza per la manutenzione.La responsabilità degli operatori incomincia con la buona conduzione del reparto, con l'ordine econ la pulizia. Asciugare l'olio, pulire la ruggine e pitturare sono delle azioni che hanno unimpatto psicologico in quanto formano la convinzione che dovrebbero essere usate soltantodelle apparecchiature in buono stato, ma questo richiede anche che l'operatore, quando puliscele attrezzature, presti al lavoro un'attenzione maggiore. Questa fatica previene anche prestazioniinsufficienti o cattivo funzionamento dovuto a cause impreviste, come bassi livelli di olio, lucidi allarme non funzionanti, inceppamenti per trucioli e così via. E' anche importante chel'operatore attrezzi la macchina, se possibile. Questo porta a un sentimento di orgoglio neiconfronti della propria macchina e richiede uno spirito di osservazione maggiore rispetto al casoin cui egli debba soltanto sorvegliare il lavoro. Combatte anche la propensione a trascurare ilmacchinario - la sensazione che «posso usarlo come mi piace e, se qualcosa va male, se la vedràqualcun altro. In ogni caso la ditta ha denaro più che sufficiente per le riparazioni.»(L'autore ha osservato operai inceppare deliberatamente le macchine solo per usufruire di unasosta mentre un altro le riparava. Ciò non sarebbe accaduto nel caso in cui l'operaio si fossesentito responsabile dei guasti della macchina, e se i guasti avessero causato a loro unincremento di lavoro).
198
La programmazione livellata che è implicita nella produzione senza scorte, tende naturalmentead avere un regolare schema di MP. Una delle ragioni per abbandonare la MP si verifica quandoil macchinario non è disponibile alla MP eseguita ad intervalli regolari, così che il personale dimanutenzione sia costretto a vagare attraverso il programma pianificato nel tentativo di trovareuna macchina disponibile e riprogrammando la manutenzione delle altre successivamente. Senon si rende disponibile il tempo per la MP e il personale della MP comincia ad avere tempolibero, la direzione può concludere che il tutto non funzioni, e lo stesso personale MP capisce diessere stato assegnato a un lavoro di bassa priorità. Con una programmazione livellata e conmargini di tempo previsti in essa, non dovrebbe essere difficile incorporare la MP su una basegiornaliera, settimane e mensile. Se gli operai sono responsabili del corretto funzionamento delmacchinario, osserveranno gli specialisti della manutenzione mentre eseguono la MP che essinon sono in grado di svolgere. La situazione migliore si verifica quando l'operaio discute dellecaratteristiche del macchinario con il personale della manutenzione quando viene eseguita laMP, assistendolo, dove è possibile. Questa è un'altra area in cui l'addestramento polivalenteconviene, anche se vi possono essere alcune ovvie regole di lavoro da stabilire.La pratica della produzione senza scorte produce un certo numero di idee per migliorare lapratica della MP:• Può essere usato per gli utensili un sistema a schede modificato. Il sistema a schede
mantiene un controllo sugli utensili e, in particolare, registra rotture e danneggiamenti.Ciascuna scheda autorizza il movimento dell'utensile fra un centro di lavoro e l'officinautensili e stampi. Ciò permette la rintracciabilità dello strumento. Gli operai devono anchefirmare le schede che certificano l'uso dell'utensile e questo consente una registrazionecontinua di quando l'utensile è stato usato e di chi l'ha usato. Il sistema è semplice, veloce eagisce in modo da individuare non solo le responsabilità dei danneggiamenti dell'utensilema da favorire anche il controllo del processo attraverso l'uso e il ripristino degli utensilistessi.
• E' utile mantenere una registrazione relativa ai corredi più importanti come gli stampi. Unasemplice scheda in tasca è sufficiente. Se si registra il numero di colpi di uno stampo sipossono eliminare le supposizioni sulla sua usura. Si possono annotare i problemi speciali ela scheda può anche contenere delle istruzioni particolari relative alla regolazione dellostampo durante l'attrezzaggio. Il problema più ovvio consiste nel fatto che gli operai siricordino di effettuare le registrazioni, ma questo avverrà più facilmente se essi si sentonoresponsabili della durata della vita dello stampo.
• E' bene incorporare allarmi automatici che rilevino l'usura dell'utensile. Per esempio,quando è il momento di affilare una punta da trapano? Basta porre un contatore sul trapanoquando è in attrezzaggio. Allora il contatore può accendere una luce di allarme quando ilnumero delle passate indica che la punta del trapano è probabilmente usurata. Per fare sì checiò funzioni, bisogna attrezzare la macchina in modo tale che possa iniziare a lavoraresoltanto dopo che il contatore è stato azzerato. Un'altra versione della stessa idea consistenell'inserire un indicatore che registri quante volte una macchina è stata attrezzata con unacerta punta da trapano, se ci si aspetta che duri per più attrezzaggi. Per poter lavorare,questo tipo di sistema deve essere molto veloce e auto controllato per risparmiare tempisupplementari dovuti al controllo del pezzo in lavoro o i tempi di foratura per vedere se unapunta è usurata. L'idea può essere applicata ad un grande numero di utilizzazioni: ricambi,lubrificazioni, e così via.
• Occorre tenere una semplice registrazione dei guasti della macchina e delle loro cause. Unadelle più semplici consiste nel sistemare una etichetta sulla macchina ogni volta che siverifica un guasto. In questo modo ognuno può vedere quali sono le macchine checostituiscono un problema. Un'estensione di ciò consiste nel tenere una scheda in una tascadella macchina stessa. Sulla scheda vanno riportati il momento e la causa del guasto. Ilsistema deve essere molto semplice perché dipende dalla diligenza dell'operaio in unmomento di tensioni.

199
Il problema usuale con la manutenzione preventiva consiste nel fatto che esso dipende dallaconsapevolezza della sua importanza da parte degli addetti. Come molti altri aspetti, anchequesto dipende dall'atteggiamento della direzione nei suoi riguardi. Una delle azioni piùimportanti in molti stabilimenti consiste nell'interrompere la consuetudine di considerare leriparazioni di emergenza come atti eroici e ogni altro intervento come banale routine. Unapossibilità consiste nel porre una grande enfasi sulla modifica del macchinario. Un guastodovrebbe essere seguito da una modifica per prevenirne la ripetizione; di ciò sono responsabili ilpersonale di manutenzione e gli operai. Questo significa incaricare una parte del personale dimanutenzione più abile dell'esecuzione delle modifiche e non di assegnarlo alla riparazione delguasto successivo. E questo avviene se la direzione riconosce il merito di coloro che lavoranoper prevenire il ripetersi dei guasti e non riserva tutte le lodi a coloro che hanno l'abitudine dicompiere il minimo lavoro necessario per rimettere in funzione il macchinario.Questo è uno dei passi più difficili nello sviluppo della produzione senza scorte. Senza unosforzo superiore per migliorare la MP del macchinario per prevenire i guasti, la produzionesenza scorte si muove stentatamente poiché le sorgenti principali di problemi non ricevonol'attenzione necessaria.In questo caso i problemi sono coperti dalle scorte le quali renderanno la vita più semplice.L'esame analitico delle prestazioni del macchinario stesso, ma anche recuperare il controllo delprocesso. La direzione, infatti, non può pretendere di avere i risultati attesi senza pagarne ilprezzo, e il prezzo non è soltanto in denaro ma in decisioni manageriali." (R.W. Hall, 1985, pp.146-150)
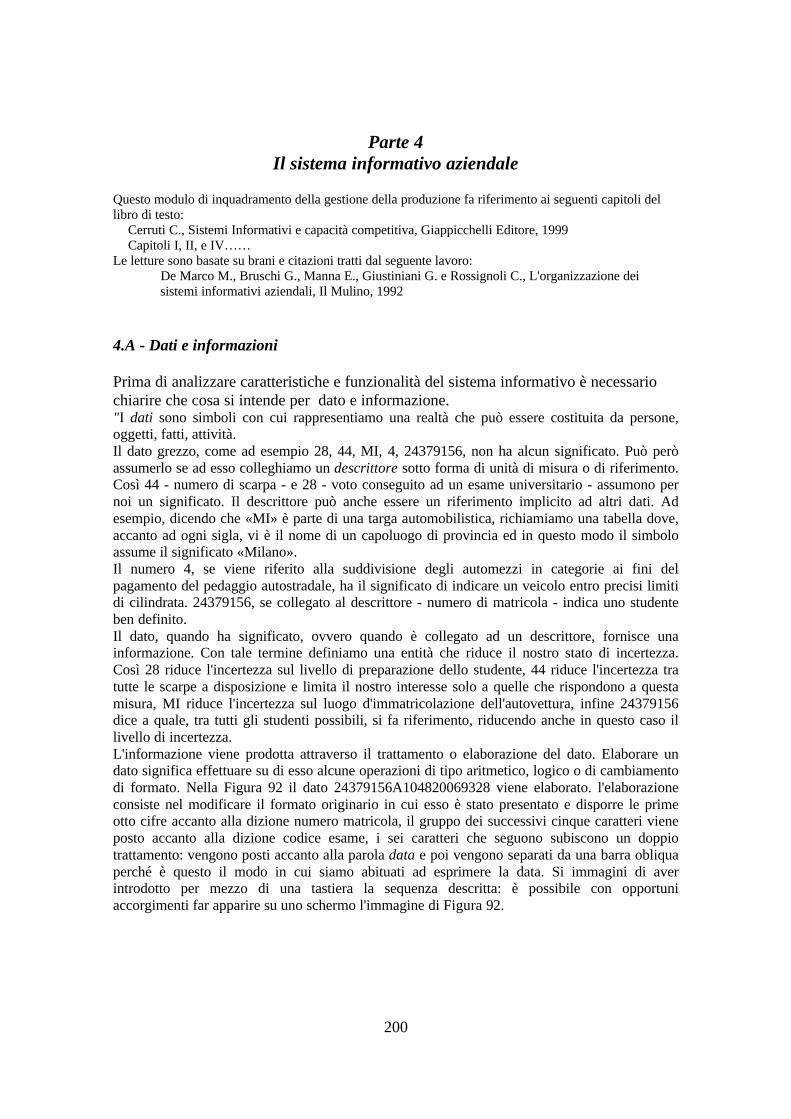
200
Parte 4Il sistema informativo aziendale
Questo modulo di inquadramento della gestione della produzione fa riferimento ai seguenti capitoli dellibro di testo:
Cerruti C., Sistemi Informativi e capacità competitiva, Giappicchelli Editore, 1999Capitoli I, II, e IV……
Le letture sono basate su brani e citazioni tratti dal seguente lavoro:De Marco M., Bruschi G., Manna E., Giustiniani G. e Rossignoli C., L'organizzazione deisistemi informativi aziendali, Il Mulino, 1992
4.A - Dati e informazioni
Prima di analizzare caratteristiche e funzionalità del sistema informativo è necessariochiarire che cosa si intende per dato e informazione."I dati sono simboli con cui rappresentiamo una realtà che può essere costituita da persone,oggetti, fatti, attività.Il dato grezzo, come ad esempio 28, 44, MI, 4, 24379156, non ha alcun significato. Può peròassumerlo se ad esso colleghiamo un descrittore sotto forma di unità di misura o di riferimento.Così 44 - numero di scarpa - e 28 - voto conseguito ad un esame universitario - assumono pernoi un significato. Il descrittore può anche essere un riferimento implicito ad altri dati. Adesempio, dicendo che «MI» è parte di una targa automobilistica, richiamiamo una tabella dove,accanto ad ogni sigla, vi è il nome di un capoluogo di provincia ed in questo modo il simboloassume il significato «Milano».Il numero 4, se viene riferito alla suddivisione degli automezzi in categorie ai fini delpagamento del pedaggio autostradale, ha il significato di indicare un veicolo entro precisi limitidi cilindrata. 24379156, se collegato al descrittore - numero di matricola - indica uno studenteben definito.Il dato, quando ha significato, ovvero quando è collegato ad un descrittore, fornisce unainformazione. Con tale termine definiamo una entità che riduce il nostro stato di incertezza.Così 28 riduce l'incertezza sul livello di preparazione dello studente, 44 riduce l'incertezza tratutte le scarpe a disposizione e limita il nostro interesse solo a quelle che rispondono a questamisura, MI riduce l'incertezza sul luogo d'immatricolazione dell'autovettura, infine 24379156dice a quale, tra tutti gli studenti possibili, si fa riferimento, riducendo anche in questo caso illivello di incertezza.L'informazione viene prodotta attraverso il trattamento o elaborazione del dato. Elaborare undato significa effettuare su di esso alcune operazioni di tipo aritmetico, logico o di cambiamentodi formato. Nella Figura 92 il dato 24379156A104820069328 viene elaborato. l'elaborazioneconsiste nel modificare il formato originario in cui esso è stato presentato e disporre le primeotto cifre accanto alla dizione numero matricola, il gruppo dei successivi cinque caratteri vieneposto accanto alla dizione codice esame, i sei caratteri che seguono subiscono un doppiotrattamento: vengono posti accanto alla parola data e poi vengono separati da una barra obliquaperché è questo il modo in cui siamo abituati ad esprimere la data. Si immagini di averintrodotto per mezzo di una tastiera la sequenza descritta: è possibile con opportuniaccorgimenti far apparire su uno schermo l'immagine di Figura 92.
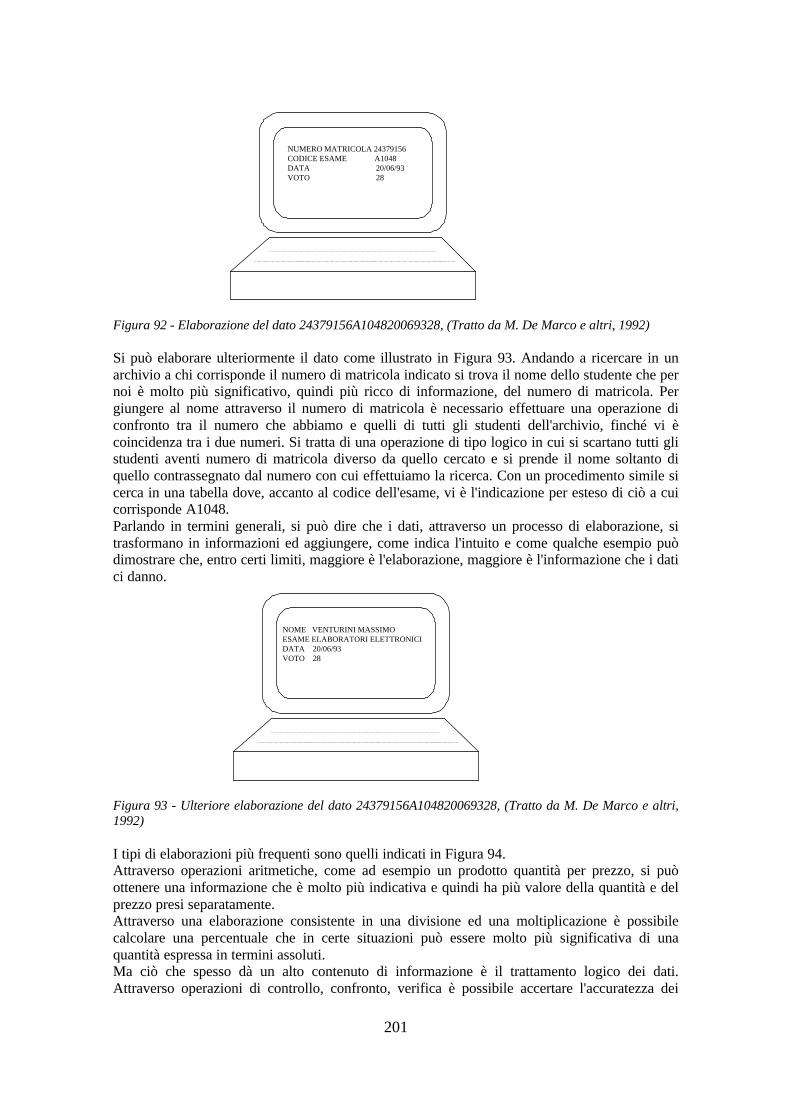
201
Figura 92 - Elaborazione del dato 24379156A104820069328, (Tratto da M. De Marco e altri, 1992)
Si può elaborare ulteriormente il dato come illustrato in Figura 93. Andando a ricercare in unarchivio a chi corrisponde il numero di matricola indicato si trova il nome dello studente che pernoi è molto più significativo, quindi più ricco di informazione, del numero di matricola. Pergiungere al nome attraverso il numero di matricola è necessario effettuare una operazione diconfronto tra il numero che abbiamo e quelli di tutti gli studenti dell'archivio, finché vi ècoincidenza tra i due numeri. Si tratta di una operazione di tipo logico in cui si scartano tutti glistudenti aventi numero di matricola diverso da quello cercato e si prende il nome soltanto diquello contrassegnato dal numero con cui effettuiamo la ricerca. Con un procedimento simile sicerca in una tabella dove, accanto al codice dell'esame, vi è l'indicazione per esteso di ciò a cuicorrisponde A1048.Parlando in termini generali, si può dire che i dati, attraverso un processo di elaborazione, sitrasformano in informazioni ed aggiungere, come indica l'intuito e come qualche esempio puòdimostrare che, entro certi limiti, maggiore è l'elaborazione, maggiore è l'informazione che i datici danno.
Figura 93 - Ulteriore elaborazione del dato 24379156A104820069328, (Tratto da M. De Marco e altri,1992)
I tipi di elaborazioni più frequenti sono quelli indicati in Figura 94.Attraverso operazioni aritmetiche, come ad esempio un prodotto quantità per prezzo, si puòottenere una informazione che è molto più indicativa e quindi ha più valore della quantità e delprezzo presi separatamente.Attraverso una elaborazione consistente in una divisione ed una moltiplicazione è possibilecalcolare una percentuale che in certe situazioni può essere molto più significativa di unaquantità espressa in termini assoluti.Ma ciò che spesso dà un alto contenuto di informazione è il trattamento logico dei dati.Attraverso operazioni di controllo, confronto, verifica è possibile accertare l'accuratezza dei
NUMERO MATRICOLA 24379156CODICE ESAME A1048DATA 20/06/93VOTO 28
NOME VENTURINI MASSIMOESAME ELABORATORI ELETTRONICIDATA 20/06/93VOTO 28
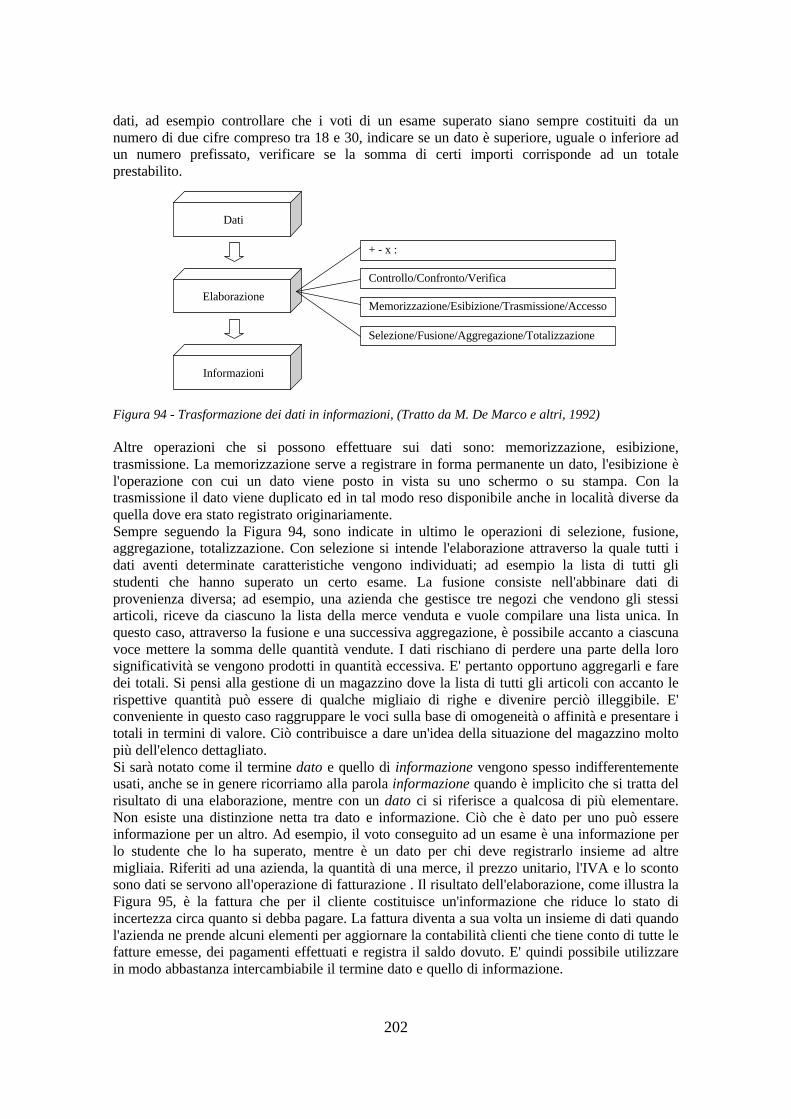
202
dati, ad esempio controllare che i voti di un esame superato siano sempre costituiti da unnumero di due cifre compreso tra 18 e 30, indicare se un dato è superiore, uguale o inferiore adun numero prefissato, verificare se la somma di certi importi corrisponde ad un totaleprestabilito.
Figura 94 - Trasformazione dei dati in informazioni, (Tratto da M. De Marco e altri, 1992)
Altre operazioni che si possono effettuare sui dati sono: memorizzazione, esibizione,trasmissione. La memorizzazione serve a registrare in forma permanente un dato, l'esibizione èl'operazione con cui un dato viene posto in vista su uno schermo o su stampa. Con latrasmissione il dato viene duplicato ed in tal modo reso disponibile anche in località diverse daquella dove era stato registrato originariamente.Sempre seguendo la Figura 94, sono indicate in ultimo le operazioni di selezione, fusione,aggregazione, totalizzazione. Con selezione si intende l'elaborazione attraverso la quale tutti idati aventi determinate caratteristiche vengono individuati; ad esempio la lista di tutti glistudenti che hanno superato un certo esame. La fusione consiste nell'abbinare dati diprovenienza diversa; ad esempio, una azienda che gestisce tre negozi che vendono gli stessiarticoli, riceve da ciascuno la lista della merce venduta e vuole compilare una lista unica. Inquesto caso, attraverso la fusione e una successiva aggregazione, è possibile accanto a ciascunavoce mettere la somma delle quantità vendute. I dati rischiano di perdere una parte della lorosignificatività se vengono prodotti in quantità eccessiva. E' pertanto opportuno aggregarli e faredei totali. Si pensi alla gestione di un magazzino dove la lista di tutti gli articoli con accanto lerispettive quantità può essere di qualche migliaio di righe e divenire perciò illeggibile. E'conveniente in questo caso raggruppare le voci sulla base di omogeneità o affinità e presentare itotali in termini di valore. Ciò contribuisce a dare un'idea della situazione del magazzino moltopiù dell'elenco dettagliato.Si sarà notato come il termine dato e quello di informazione vengono spesso indifferentementeusati, anche se in genere ricorriamo alla parola informazione quando è implicito che si tratta delrisultato di una elaborazione, mentre con un dato ci si riferisce a qualcosa di più elementare.Non esiste una distinzione netta tra dato e informazione. Ciò che è dato per uno può essereinformazione per un altro. Ad esempio, il voto conseguito ad un esame è una informazione perlo studente che lo ha superato, mentre è un dato per chi deve registrarlo insieme ad altremigliaia. Riferiti ad una azienda, la quantità di una merce, il prezzo unitario, l'IVA e lo scontosono dati se servono all'operazione di fatturazione . Il risultato dell'elaborazione, come illustra laFigura 95, è la fattura che per il cliente costituisce un'informazione che riduce lo stato diincertezza circa quanto si debba pagare. La fattura diventa a sua volta un insieme di dati quandol'azienda ne prende alcuni elementi per aggiornare la contabilità clienti che tiene conto di tutte lefatture emesse, dei pagamenti effettuati e registra il saldo dovuto. E' quindi possibile utilizzarein modo abbastanza intercambiabile il termine dato e quello di informazione.
Dati
Elaborazione
Informazioni
Controllo/Confronto/Verifica
Memorizzazione/Esibizione/Trasmissione/Accesso
Selezione/Fusione/Aggregazione/Totalizzazione
+ - x :
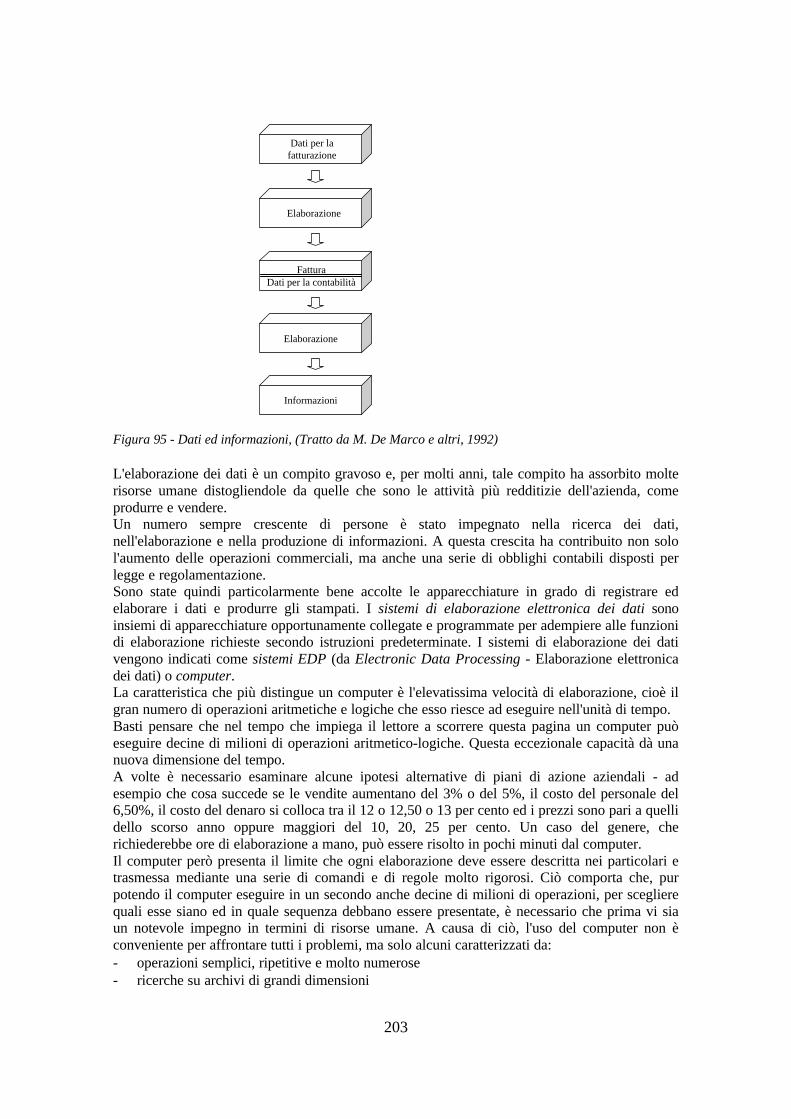
203
Figura 95 - Dati ed informazioni, (Tratto da M. De Marco e altri, 1992)
L'elaborazione dei dati è un compito gravoso e, per molti anni, tale compito ha assorbito molterisorse umane distogliendole da quelle che sono le attività più redditizie dell'azienda, comeprodurre e vendere.Un numero sempre crescente di persone è stato impegnato nella ricerca dei dati,nell'elaborazione e nella produzione di informazioni. A questa crescita ha contribuito non solol'aumento delle operazioni commerciali, ma anche una serie di obblighi contabili disposti perlegge e regolamentazione.Sono state quindi particolarmente bene accolte le apparecchiature in grado di registrare edelaborare i dati e produrre gli stampati. I sistemi di elaborazione elettronica dei dati sonoinsiemi di apparecchiature opportunamente collegate e programmate per adempiere alle funzionidi elaborazione richieste secondo istruzioni predeterminate. I sistemi di elaborazione dei dativengono indicati come sistemi EDP (da Electronic Data Processing - Elaborazione elettronicadei dati) o computer.La caratteristica che più distingue un computer è l'elevatissima velocità di elaborazione, cioè ilgran numero di operazioni aritmetiche e logiche che esso riesce ad eseguire nell'unità di tempo.Basti pensare che nel tempo che impiega il lettore a scorrere questa pagina un computer puòeseguire decine di milioni di operazioni aritmetico-logiche. Questa eccezionale capacità dà unanuova dimensione del tempo.A volte è necessario esaminare alcune ipotesi alternative di piani di azione aziendali - adesempio che cosa succede se le vendite aumentano del 3% o del 5%, il costo del personale del6,50%, il costo del denaro si colloca tra il 12 o 12,50 o 13 per cento ed i prezzi sono pari a quellidello scorso anno oppure maggiori del 10, 20, 25 per cento. Un caso del genere, cherichiederebbe ore di elaborazione a mano, può essere risolto in pochi minuti dal computer.Il computer però presenta il limite che ogni elaborazione deve essere descritta nei particolari etrasmessa mediante una serie di comandi e di regole molto rigorosi. Ciò comporta che, purpotendo il computer eseguire in un secondo anche decine di milioni di operazioni, per sceglierequali esse siano ed in quale sequenza debbano essere presentate, è necessario che prima vi siaun notevole impegno in termini di risorse umane. A causa di ciò, l'uso del computer non èconveniente per affrontare tutti i problemi, ma solo alcuni caratterizzati da:- operazioni semplici, ripetitive e molto numerose- ricerche su archivi di grandi dimensioni
Dati per lafatturazione
Elaborazione
FatturaDati per la contabilità
Elaborazione
Informazioni
204
- dati di partenza o di ingresso completi e corretti.In questi casi, il costo per predisporre il computer ad operare come richiesto è prestocompensato dal minor impegno delle persone che prima effettuavano manualmentel'elaborazione.Una volta progettata l'applicazione il computer è in grado di elaborare i dati in modo piùaccurato e qualche milioni di volte più velocemente di quanto non faccia l'uomo.A fronte di questi vantaggi abbiamo però una flessibilità molto scarsa. Si immagini di preparareuna tabella con i dati delle vendite di quest'anno e quelli dello scorso anno per lo stesso periodo.In un sistema manuale se si desidera aggiungere una colonna con la percentuale di incrementobasta dirlo a chi prepara la tabella. Se il progetto è preparato da un computer l'intervento è mltopiù oneroso.E' importante notare una differenza molto significativa tra quando si opera a mano e quando siusa un computer.Si immagini il modo di operare di un negoziante il quale ha la percezione diretta dell'andamentodegli affari. Egli conosce la maggior parte dei clienti e sa se e quanto far loro credito, valuta legiacenze, in ogni istante osservando gli scaffali, conosce l'affidabilità dei fornitori per quantoriguarda i tempi di consegna. In realtà, pur non disponendo di alcuna apparecchiatura, se non diun registratore di cassa, il negoziante dispone di una immensa mole di dati attuali e storici;inoltre egli ha maturato dei criteri di previsione e di valutazione del comportamento del cliente,della sua sensibilità alle variazioni di prezzo, degli effetti delle sollecitazioni della pubblicità edella moda che allo stato attuale della tecnologia non siamo in grado di inserire in un computeraffinché ne venga tenuto conto nel corso dell'elaborazione.Il negoziante è tuttavia meno accurato e più portato all'errore rispetto ad un computer. Ha peròdei meccanismi di controllo molto efficaci che gli evitano i grandi errori. Si immagini unnegozio dove si vendono 100 maglioni la settimana, se per errore il numero 100 nellatrascrizione diviene 1100 il computer, a meno che chi l'ha predisposto non abbia previsto tuttauna serie di controlli, non è in grado di valutare se 1100 maglioni venduti sia un fatto possibile omeno. Il negoziante invece scopre immediatamente l'errore perché dispone, nella sua mente, diuna grande quantità di dati. Egli sa che non si è mai verificata una vendita del genere in unasettimana, non ricorda di aver ordinato un quantitativo così grande di merce al fornitore, sa dinon avere mai avuto e visto 1100 maglioni sugli scaffali.Anche se apparentemente opera con pochi dati stampati, il negoziante ha in realtà una granderidondanza di dati grazie alla percezione diretta, alla memoria, all'esperienza.Quando la percezione diretta non è più possibile (si pensi al responsabile di una catena di negoziil quale non può essere sempre presente in tutti) si è costretti ad operare in base ai dati. Questosignifica che il totale degli articoli di un certo tipo viene calcolato facendo la somma dellagiacenza di ciascun negozio e non è possibile una verifica del tipo di quella che può fare ilnegoziante di cui si è detto sopra. Vi è di più: non potendo individuare ed elaborare tutti i dati dicui dispone chi ha la possibilità della percezione diretta, quando si opera con il computer si ècostretti a ridurre la realtà rappresentandola con alcuni tra i moltissimi dati. Per quanto si possaridurre in modo fedele l'ambiente in cui l'azienda opera, si tratterà sempre di uno stralcio dei datieffettivamente disponibili nella realtà. Tra una percezione diretta ed una realtà rappresentata condati vi è la stessa differenza tra una fotografia ed il paesaggio da cui è stata presa. Operare soloin base ai dati senza percezione diretta può essere paragonato a sciare nella nebbia fitta, maavendo sotto mano una fotografia molto accurata del paesaggio.Come si è detto nel passaggio da una percezione diretta ad una rappresentazione della realtàsulla base di dati scelti fra i tanti disponibili, si perde una parte, in certi casi notevole, dellacomprensione dell'ambiente. Tuttavia non esiste alternativa nei casi in cui le dimensionidell'azienda, la molteplicità degli articoli trattati, la quantità dei clienti, il gran numero dioperazioni contabili rende impossibile la percezione diretta.In questi casi le decisioni vengono prese sulla base delle informazioni prodotte dall'elaborazionedei dati che devono avere caratteristiche di un elevato livello di qualità.Per livello di qualità dell'informazione si intende:
205
- completezza- accuratezza- tempestività- selettività- destinazione.Esaminiamo brevemente questi requisiti.La completezza è indispensabile una volta che la percezione diretta è esclusa e i dati mancantinon possono essere rilevati dalla memoria o con un'occhiata. Se mancano dei dati di una certaimportanza può essere necessario rilevarli ed effettuare nuovamente l'elaborazione.L'accuratezza acquista importanza visto che l'informazione proveniente dal computer vieneassunta come valida e su di essa si prendono delle decisioni. Se ad esempio, da calcoli effettuati,un certo articolo risulta essere sotto il livello di scorta, l'ordine di acquisto vieneautomaticamente stampato e inviato al fornitore. E' logico che si pretenda l'accuratezza vistoche, a differenza di quanto avviene allorché si opera in modo manuale, non esistono punti diverifica intermedi, ma una volta introdotto o elaborato il dato, le azioni conseguenti, comel'invio dei solleciti di pagamento, l'invio di fatture ecc. sono pressoché automatiche. In realtàpotrebbe essere effettuato un ultimo controllo prima di inoltrare la corrispondenza, ma se leinformazioni di riferimento provengono dal computer ed in esso erano stati introdotti dati errati,la verifica non porterebbe ad alcunché. Se il livello della giacenza di un articolo non è piùmisurato con un controllo fisico, ma è il risultato di una serie di operazioni contabili, è chiaroche l'accuratezza prevista deve essere massima.Il requisito di tempestività dell'informazione è forse il più importante di tutti. Vi sono casi in cuil'informazione ha un valore strettamente legato al tempo trascorso dall'evento odall'elaborazione che l'ha prodotta. Si pensi al valore che può avere il giornale della settimanapassata o conoscere il numero di posti disponibili su un aereo dopo che questo è partito. Ilvalore di molte informazioni aziendali degrada e può azzerarsi con il trascorrere del tempo.L'informazione che un articolo è sotto il livello di scorta, se ricevuta tempestivamente, permettedi evitare ogni effetto negativo sui clienti in quanto si provvede immediatamente a riordinare lamerce. Se invece tale informazione giunge in ritardo, inevitabilmente vi saranno clienti che nonpotranno essere soddisfatti essendo esaurito l'articolo richiesto. Si pensi all'importanza delconoscere tempestivamente la situazione di un cliente che è un cattivo pagatore. Se lo si scopretroppo tardi, si rischia di continuare ad inviargli della merce - in risposta ai suoi ordini - chepotrebbe non venire mai pagata.Segue il requisito della selettività. Oggi in molte aziende si è di fronte ad una situazione curiosa:da una parte mancano dei dati, dall'altra vi è un'abbondanza di dati, spesso inutili, che rendedifficile l'individuazione e l'utilizzo di quelli che servono realmente. Per affrontare questoproblema si è proposto di operare per eccezione, fornire cioè solo quei dati che richiedono unavalutazione umana. E' quindi inutile inviare la lista di tutti i clienti se vi è da prendere unprovvedimento su quelli morosi, basta creare una lista di quelli che sono in arretrato con ipagamenti. Non è il caso di inviare alla direzione la lista di tutti gli articoli del magazzino con laquantità e il valore, ma se si è di fronte al caso abbastanza comune che il 20% degli articolicostituiscono l'80% del valore del magazzino, si produrrà una lista contenente solo quegliarticoli. Infine, per valutare l'andamento delle relazioni con i clienti, non è il caso di stampare lalista di tutte le situazioni e dei loro raffronti storici, ma basta individuare solo quei clienti chenel corso dell'anno hanno effettuato acquisti in quantità molto diverse dall'anno precedente.L'ultimo requisito indicato è quello della destinazione. E' ovvio che l'informazione ha valore seraggiunge chi la deve utilizzare. I dati relativi a clienti morosi hanno grande significato edoriginano azioni se giungono all'ufficio esazione crediti, servono meno o nulla se si fermano inaltri posti. Spesso nelle aziende ciascuno riceve una grande quantità di dati di cui solo una parteè stata effettivamente richiesta e viene utilizzata, molti dati li riceve perché qualcun altro, atorto, ha pensato che lo possano interessare o perché negli anni passati servivano.
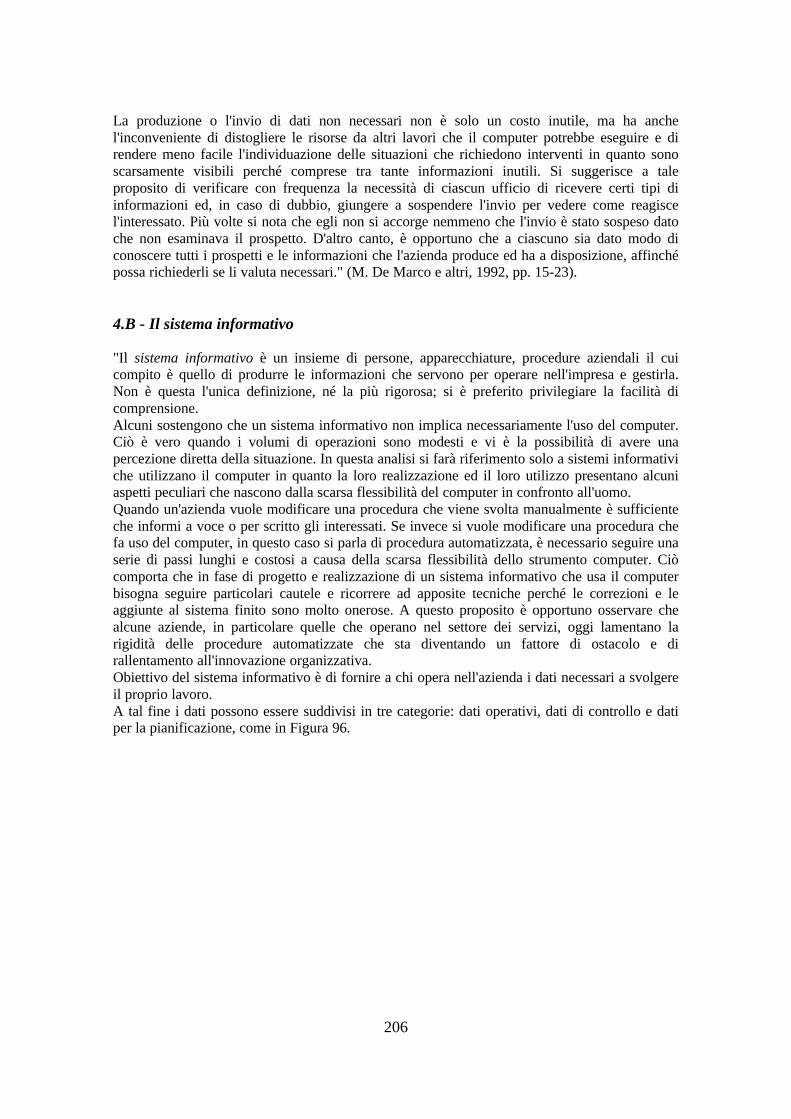
206
La produzione o l'invio di dati non necessari non è solo un costo inutile, ma ha anchel'inconveniente di distogliere le risorse da altri lavori che il computer potrebbe eseguire e direndere meno facile l'individuazione delle situazioni che richiedono interventi in quanto sonoscarsamente visibili perché comprese tra tante informazioni inutili. Si suggerisce a taleproposito di verificare con frequenza la necessità di ciascun ufficio di ricevere certi tipi diinformazioni ed, in caso di dubbio, giungere a sospendere l'invio per vedere come reagiscel'interessato. Più volte si nota che egli non si accorge nemmeno che l'invio è stato sospeso datoche non esaminava il prospetto. D'altro canto, è opportuno che a ciascuno sia dato modo diconoscere tutti i prospetti e le informazioni che l'azienda produce ed ha a disposizione, affinchépossa richiederli se li valuta necessari." (M. De Marco e altri, 1992, pp. 15-23).
4.B - Il sistema informativo
"Il sistema informativo è un insieme di persone, apparecchiature, procedure aziendali il cuicompito è quello di produrre le informazioni che servono per operare nell'impresa e gestirla.Non è questa l'unica definizione, né la più rigorosa; si è preferito privilegiare la facilità dicomprensione.Alcuni sostengono che un sistema informativo non implica necessariamente l'uso del computer.Ciò è vero quando i volumi di operazioni sono modesti e vi è la possibilità di avere unapercezione diretta della situazione. In questa analisi si farà riferimento solo a sistemi informativiche utilizzano il computer in quanto la loro realizzazione ed il loro utilizzo presentano alcuniaspetti peculiari che nascono dalla scarsa flessibilità del computer in confronto all'uomo.Quando un'azienda vuole modificare una procedura che viene svolta manualmente è sufficienteche informi a voce o per scritto gli interessati. Se invece si vuole modificare una procedura chefa uso del computer, in questo caso si parla di procedura automatizzata, è necessario seguire unaserie di passi lunghi e costosi a causa della scarsa flessibilità dello strumento computer. Ciòcomporta che in fase di progetto e realizzazione di un sistema informativo che usa il computerbisogna seguire particolari cautele e ricorrere ad apposite tecniche perché le correzioni e leaggiunte al sistema finito sono molto onerose. A questo proposito è opportuno osservare chealcune aziende, in particolare quelle che operano nel settore dei servizi, oggi lamentano larigidità delle procedure automatizzate che sta diventando un fattore di ostacolo e dirallentamento all'innovazione organizzativa.Obiettivo del sistema informativo è di fornire a chi opera nell'azienda i dati necessari a svolgereil proprio lavoro.A tal fine i dati possono essere suddivisi in tre categorie: dati operativi, dati di controllo e datiper la pianificazione, come in Figura 96.
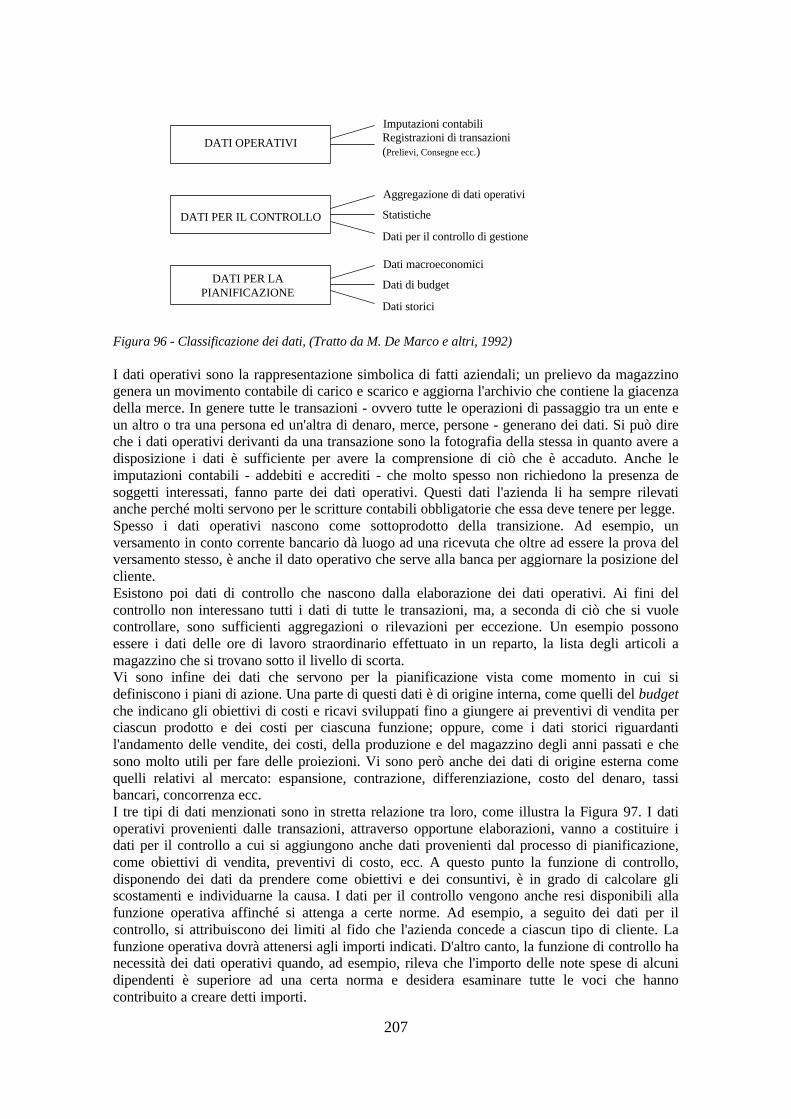
207
Figura 96 - Classificazione dei dati, (Tratto da M. De Marco e altri, 1992)
I dati operativi sono la rappresentazione simbolica di fatti aziendali; un prelievo da magazzinogenera un movimento contabile di carico e scarico e aggiorna l'archivio che contiene la giacenzadella merce. In genere tutte le transazioni - ovvero tutte le operazioni di passaggio tra un ente eun altro o tra una persona ed un'altra di denaro, merce, persone - generano dei dati. Si può direche i dati operativi derivanti da una transazione sono la fotografia della stessa in quanto avere adisposizione i dati è sufficiente per avere la comprensione di ciò che è accaduto. Anche leimputazioni contabili - addebiti e accrediti - che molto spesso non richiedono la presenza desoggetti interessati, fanno parte dei dati operativi. Questi dati l'azienda li ha sempre rilevatianche perché molti servono per le scritture contabili obbligatorie che essa deve tenere per legge.Spesso i dati operativi nascono come sottoprodotto della transizione. Ad esempio, unversamento in conto corrente bancario dà luogo ad una ricevuta che oltre ad essere la prova delversamento stesso, è anche il dato operativo che serve alla banca per aggiornare la posizione delcliente.Esistono poi dati di controllo che nascono dalla elaborazione dei dati operativi. Ai fini delcontrollo non interessano tutti i dati di tutte le transazioni, ma, a seconda di ciò che si vuolecontrollare, sono sufficienti aggregazioni o rilevazioni per eccezione. Un esempio possonoessere i dati delle ore di lavoro straordinario effettuato in un reparto, la lista degli articoli amagazzino che si trovano sotto il livello di scorta.Vi sono infine dei dati che servono per la pianificazione vista come momento in cui sidefiniscono i piani di azione. Una parte di questi dati è di origine interna, come quelli del budgetche indicano gli obiettivi di costi e ricavi sviluppati fino a giungere ai preventivi di vendita perciascun prodotto e dei costi per ciascuna funzione; oppure, come i dati storici riguardantil'andamento delle vendite, dei costi, della produzione e del magazzino degli anni passati e chesono molto utili per fare delle proiezioni. Vi sono però anche dei dati di origine esterna comequelli relativi al mercato: espansione, contrazione, differenziazione, costo del denaro, tassibancari, concorrenza ecc.I tre tipi di dati menzionati sono in stretta relazione tra loro, come illustra la Figura 97. I datioperativi provenienti dalle transazioni, attraverso opportune elaborazioni, vanno a costituire idati per il controllo a cui si aggiungono anche dati provenienti dal processo di pianificazione,come obiettivi di vendita, preventivi di costo, ecc. A questo punto la funzione di controllo,disponendo dei dati da prendere come obiettivi e dei consuntivi, è in grado di calcolare gliscostamenti e individuarne la causa. I dati per il controllo vengono anche resi disponibili allafunzione operativa affinché si attenga a certe norme. Ad esempio, a seguito dei dati per ilcontrollo, si attribuiscono dei limiti al fido che l'azienda concede a ciascun tipo di cliente. Lafunzione operativa dovrà attenersi agli importi indicati. D'altro canto, la funzione di controllo hanecessità dei dati operativi quando, ad esempio, rileva che l'importo delle note spese di alcunidipendenti è superiore ad una certa norma e desidera esaminare tutte le voci che hannocontribuito a creare detti importi.
DATI OPERATIVI
DATI PER IL CONTROLLO
DATI PER LAPIANIFICAZIONE
Aggregazione di dati operativi
Statistiche
Dati per il controllo di gestione
Dati macroeconomici
Dati di budget
Dati storici
Imputazioni contabiliRegistrazioni di transazioni(Prelievi, Consegne ecc.)
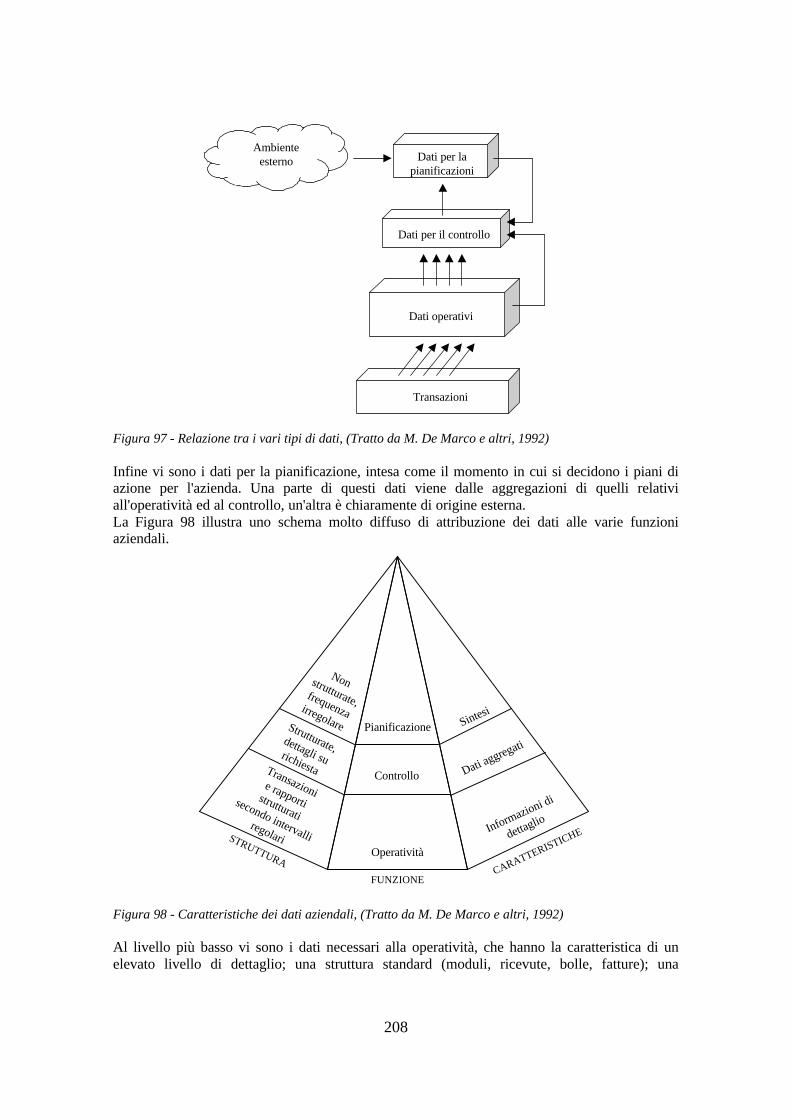
208
Figura 97 - Relazione tra i vari tipi di dati, (Tratto da M. De Marco e altri, 1992)
Infine vi sono i dati per la pianificazione, intesa come il momento in cui si decidono i piani diazione per l'azienda. Una parte di questi dati viene dalle aggregazioni di quelli relativiall'operatività ed al controllo, un'altra è chiaramente di origine esterna.La Figura 98 illustra uno schema molto diffuso di attribuzione dei dati alle varie funzioniaziendali.
Figura 98 - Caratteristiche dei dati aziendali, (Tratto da M. De Marco e altri, 1992)
Al livello più basso vi sono i dati necessari alla operatività, che hanno la caratteristica di unelevato livello di dettaglio; una struttura standard (moduli, ricevute, bolle, fatture); una
Dati per lapianificazioni
Dati per il controllo
Dati operativi
Transazioni
Ambienteesterno
Transazionie rapportistrutturati
secondo intervalliregolari
Strutturate,dettagli surichiesta
Nonstrutturate,frequenzairregolare
STRUTTURAOperatività
Controllo
Pianificazione
FUNZIONE
Informazioni di
dettaglio
Dati aggregati
Sintesi
CARATTERISTICHE
209
produzione secondo tempi regolari; ad esempio, la fatturazione viene eseguita una volta algiorno.Al livello superiore vi sono i dati per la funzione di controllo, che hanno la caratteristica diessere dati aggregati e di avere una struttura prevista (moduli, prospetti con parti prestampate).Infine al vertice della piramide vi sono i dati relativi alla pianificazione caratterizzati da un altolivello di sintesi e da una frequenza di richiesta irregolare e da una struttura variabile. Adesempio, oggi può essere necessario conoscere gli interessi passivi che l'azienda paga a ciascunabanca, domani può essere interessante aggiungere a questo prospetto la ripartizione percentualedel debito tra le varie banche. E' da notare che questo tipo di struttura aziendale con una nettadivisione tra operatività, controllo e pianificazione e una gerarchia ben definita, si presta molto afini di studio, ma nella realtà ha dei riscontri contrastanti essendo le varie funzioni indicatespesso distribuite nell'azienda, oppure funzioni distinte vengono accorpate. La scelta dei piani diazione può, ad esempio, non essere formalizzata e nascere in momenti diversi e da personediverse. Diventa quindi abbastanza difficile sapere quale informazione è necessaria e per chiprodurla.Vi sono poi casi di commistione tra alcune funzioni. Ad esempio, una persona che opera conuno schermo collegato ad un computer e, sulla base delle informazioni che appaiono decide sedare o meno del denaro, esplica una funzione sia operativa che di controllo. E' proprioquest'ultima funzione la più interessata dal computer. In passato il controllo avveniva in modomanuale e, spesso, non potendo essere completo, veniva effettuato per campione. Oggi, grazie alcomputer, il controllo può essere effettuato su tutte le operazioni e si è persino in grado dibloccare la possibilità di effettuare una operazione se non rispetta alcuni valori di riferimento.Questa realtà aziendale in cui la gerarchia delle funzioni non è così netta, ma ciascuno entrocerti limiti e con le forme diverse pianifica, controlla ed effettua le operazioni di routine, rendepiù difficile il compito di chi deve realizzare un sistema informativo il cui fine è quello difornire a ciascuno tutte le informazioni che lo possono aiutare nello svolgimento dei suoicompiti.Per tentare di superare i limiti degli schemi tradizionali si possono considerare le funzioni dipianificazione e controllo come distribuite nell'azienda e non presenti in un punto o serviziospecifico.Lo schema di Figura 99 rappresenta uno schema in cui, accanto al flusso delle merci vi è ilflusso delle informazioni secondo una logica che, partendo dagli obiettivi che vengono fissatidalla proprietà o dagli amministratori, prevede che la direzione dell'azienda sviluppi i piani diazione e li comunichi alle funzioni di controllo perché li traducano in piani operativi. Allefunzioni operative giungono quindi informazioni relative a quantità, prezzi volumi.A loro volta le funzioni operative inviano informazioni a quelle di controllo che, dopo averleelaborate, le inviano alla direzione. In realtà, più che di fronte ad un flusso unidirezionale siamodi fronte ad uno scambio continuo tra le varie funzioni. Ad esempio, anche se spesso non èformalizzato, vi è un flusso importante di dati dalla funzione operativa a quella di direzione. Sipensi, a questo proposito, come la sensibilità commerciale degli addetti alla vendita puòtrasformarsi in informazioni utili per chi è responsabile della pianificazione.Quanto detto fino ad ora porta a concludere che chi si accinge a progettare un sistemainformativo automatizzato non deve fare troppo affidamento sulle ipotesi classiche dirappresentazione in termini di funzioni gerarchiche, ma cercare di comprendere quali sono lereali necessità di informazione. A volte viene utile non soffermarsi più di tanto nel volere a tuttii costi distinguere tra dati operativi, di controllo e di pianificazione.In fondo, chi progetta un sistema informativo e più interessato a conoscere il flusso reale delleinformazioni che l'uso che ne viene fatto dall'interessato; per questa ragione anziché insisteresulla ripartizione tra pianificazione, controllo ed esecuzione conviene vedere il flusso diinformazione come illustrato nella Figura 100, dove l'azienda è vista con il criterio della scatolachiusa in cui entrano ordini da clienti, fatture da pagare e pagamenti in arrivo, escono fattureemesse, ordini a fornitori e pagamenti a terzi. L'elaborazione dei dati permette di produrre idocumenti di uscita partendo da quelli di ingresso ed ovviamente accedendo agli archivi; inoltre
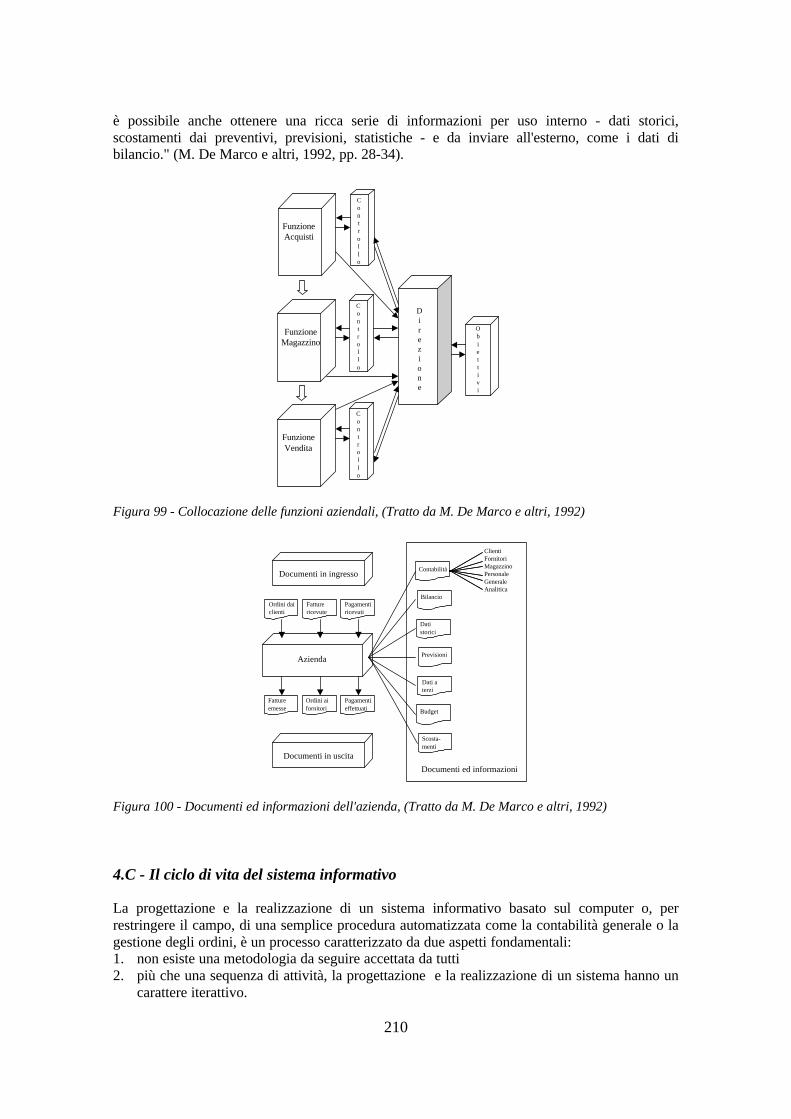
210
è possibile anche ottenere una ricca serie di informazioni per uso interno - dati storici,scostamenti dai preventivi, previsioni, statistiche - e da inviare all'esterno, come i dati dibilancio." (M. De Marco e altri, 1992, pp. 28-34).
Figura 99 - Collocazione delle funzioni aziendali, (Tratto da M. De Marco e altri, 1992)
Figura 100 - Documenti ed informazioni dell'azienda, (Tratto da M. De Marco e altri, 1992)
4.C - Il ciclo di vita del sistema informativo
La progettazione e la realizzazione di un sistema informativo basato sul computer o, perrestringere il campo, di una semplice procedura automatizzata come la contabilità generale o lagestione degli ordini, è un processo caratterizzato da due aspetti fondamentali:1. non esiste una metodologia da seguire accettata da tutti2. più che una sequenza di attività, la progettazione e la realizzazione di un sistema hanno un
carattere iterattivo.
FunzioneAcquisti
Controllo
FunzioneMagazzino
Controllo
FunzioneVendita
Controllo
Direzione
Obiettivi
Documenti in ingresso
Documenti in uscita
Azienda
Contabilità
Previsioni
Budget
Ordini daiclienti
Fatturericevute
Pagamentiricevuti
Fattureemesse
Ordini aifornitori
Pagamentieffettuati
Bilancio
Datistorici
Dati aterzi
Scosta-menti
ClientiFornitoriMagazzinoPersonaleGeneraleAnalitica
Documenti ed informazioni
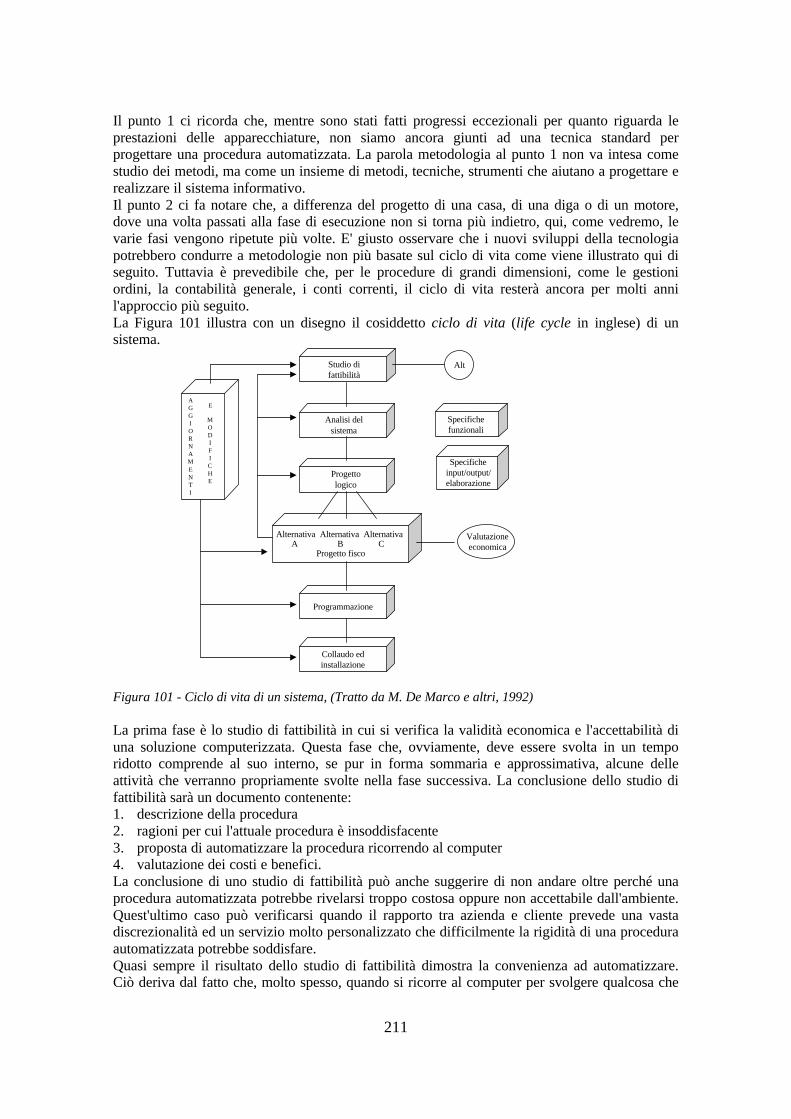
211
Il punto 1 ci ricorda che, mentre sono stati fatti progressi eccezionali per quanto riguarda leprestazioni delle apparecchiature, non siamo ancora giunti ad una tecnica standard perprogettare una procedura automatizzata. La parola metodologia al punto 1 non va intesa comestudio dei metodi, ma come un insieme di metodi, tecniche, strumenti che aiutano a progettare erealizzare il sistema informativo.Il punto 2 ci fa notare che, a differenza del progetto di una casa, di una diga o di un motore,dove una volta passati alla fase di esecuzione non si torna più indietro, qui, come vedremo, levarie fasi vengono ripetute più volte. E' giusto osservare che i nuovi sviluppi della tecnologiapotrebbero condurre a metodologie non più basate sul ciclo di vita come viene illustrato qui diseguito. Tuttavia è prevedibile che, per le procedure di grandi dimensioni, come le gestioniordini, la contabilità generale, i conti correnti, il ciclo di vita resterà ancora per molti annil'approccio più seguito.La Figura 101 illustra con un disegno il cosiddetto ciclo di vita (life cycle in inglese) di unsistema.
Figura 101 - Ciclo di vita di un sistema, (Tratto da M. De Marco e altri, 1992)
La prima fase è lo studio di fattibilità in cui si verifica la validità economica e l'accettabilità diuna soluzione computerizzata. Questa fase che, ovviamente, deve essere svolta in un temporidotto comprende al suo interno, se pur in forma sommaria e approssimativa, alcune delleattività che verranno propriamente svolte nella fase successiva. La conclusione dello studio difattibilità sarà un documento contenente:1. descrizione della procedura2. ragioni per cui l'attuale procedura è insoddisfacente3. proposta di automatizzare la procedura ricorrendo al computer4. valutazione dei costi e benefici.La conclusione di uno studio di fattibilità può anche suggerire di non andare oltre perché unaprocedura automatizzata potrebbe rivelarsi troppo costosa oppure non accettabile dall'ambiente.Quest'ultimo caso può verificarsi quando il rapporto tra azienda e cliente prevede una vastadiscrezionalità ed un servizio molto personalizzato che difficilmente la rigidità di una proceduraautomatizzata potrebbe soddisfare.Quasi sempre il risultato dello studio di fattibilità dimostra la convenienza ad automatizzare.Ciò deriva dal fatto che, molto spesso, quando si ricorre al computer per svolgere qualcosa che
Analisi delsistema
Progettologico
Alternativa Alternativa Alternativa
Programmazione
Collaudo edinstallazione
Studio difattibilità
A B CProgetto fisco
AGGIORNAMENTI
E
MODIFICHE
Specifichefunzionali
Specificheinput/output/elaborazione
Valutazioneeconomica
Alt
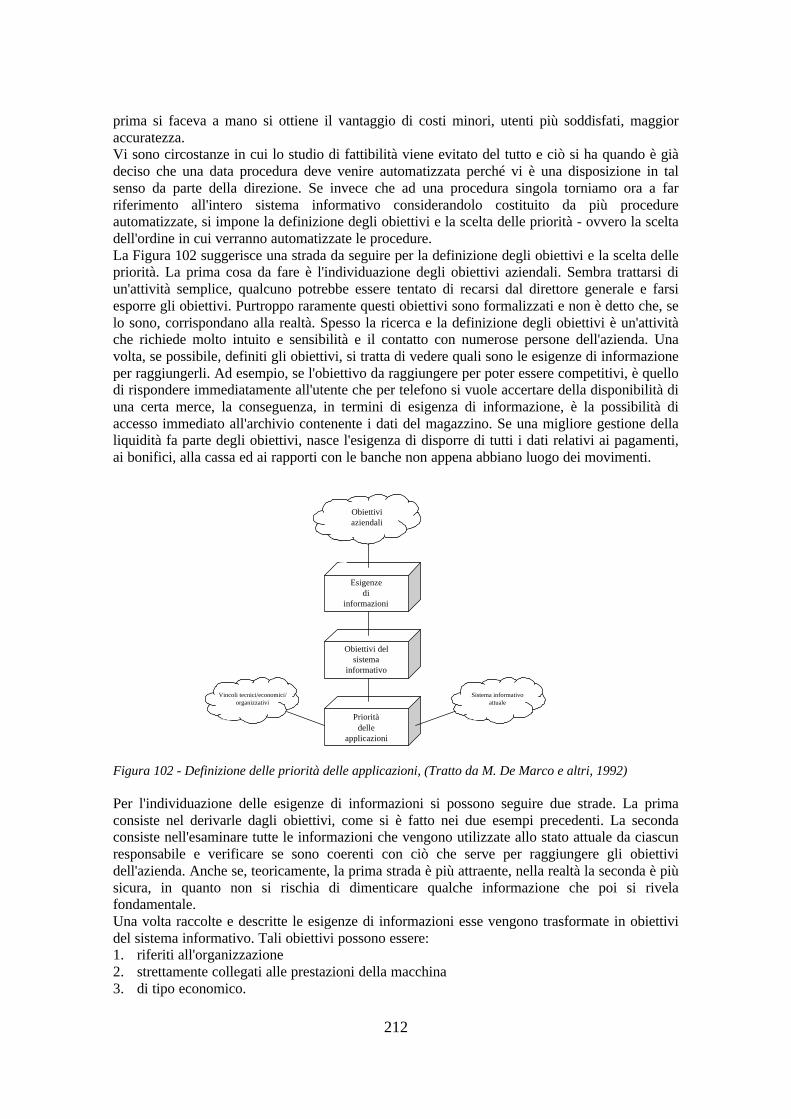
212
prima si faceva a mano si ottiene il vantaggio di costi minori, utenti più soddisfati, maggioraccuratezza.Vi sono circostanze in cui lo studio di fattibilità viene evitato del tutto e ciò si ha quando è giàdeciso che una data procedura deve venire automatizzata perché vi è una disposizione in talsenso da parte della direzione. Se invece che ad una procedura singola torniamo ora a farriferimento all'intero sistema informativo considerandolo costituito da più procedureautomatizzate, si impone la definizione degli obiettivi e la scelta delle priorità - ovvero la sceltadell'ordine in cui verranno automatizzate le procedure.La Figura 102 suggerisce una strada da seguire per la definizione degli obiettivi e la scelta dellepriorità. La prima cosa da fare è l'individuazione degli obiettivi aziendali. Sembra trattarsi diun'attività semplice, qualcuno potrebbe essere tentato di recarsi dal direttore generale e farsiesporre gli obiettivi. Purtroppo raramente questi obiettivi sono formalizzati e non è detto che, selo sono, corrispondano alla realtà. Spesso la ricerca e la definizione degli obiettivi è un'attivitàche richiede molto intuito e sensibilità e il contatto con numerose persone dell'azienda. Unavolta, se possibile, definiti gli obiettivi, si tratta di vedere quali sono le esigenze di informazioneper raggiungerli. Ad esempio, se l'obiettivo da raggiungere per poter essere competitivi, è quellodi rispondere immediatamente all'utente che per telefono si vuole accertare della disponibilità diuna certa merce, la conseguenza, in termini di esigenza di informazione, è la possibilità diaccesso immediato all'archivio contenente i dati del magazzino. Se una migliore gestione dellaliquidità fa parte degli obiettivi, nasce l'esigenza di disporre di tutti i dati relativi ai pagamenti,ai bonifici, alla cassa ed ai rapporti con le banche non appena abbiano luogo dei movimenti.
Figura 102 - Definizione delle priorità delle applicazioni, (Tratto da M. De Marco e altri, 1992)
Per l'individuazione delle esigenze di informazioni si possono seguire due strade. La primaconsiste nel derivarle dagli obiettivi, come si è fatto nei due esempi precedenti. La secondaconsiste nell'esaminare tutte le informazioni che vengono utilizzate allo stato attuale da ciascunresponsabile e verificare se sono coerenti con ciò che serve per raggiungere gli obiettividell'azienda. Anche se, teoricamente, la prima strada è più attraente, nella realtà la seconda è piùsicura, in quanto non si rischia di dimenticare qualche informazione che poi si rivelafondamentale.Una volta raccolte e descritte le esigenze di informazioni esse vengono trasformate in obiettividel sistema informativo. Tali obiettivi possono essere:1. riferiti all'organizzazione2. strettamente collegati alle prestazioni della macchina3. di tipo economico.
Esigenzedi
informazioni
Obiettivi delsistema
informativo
Prioritàdelle
applicazioni
Obiettiviaziendali
Vincoli tecnici/economici/organizzativi
Sistema informativoattuale
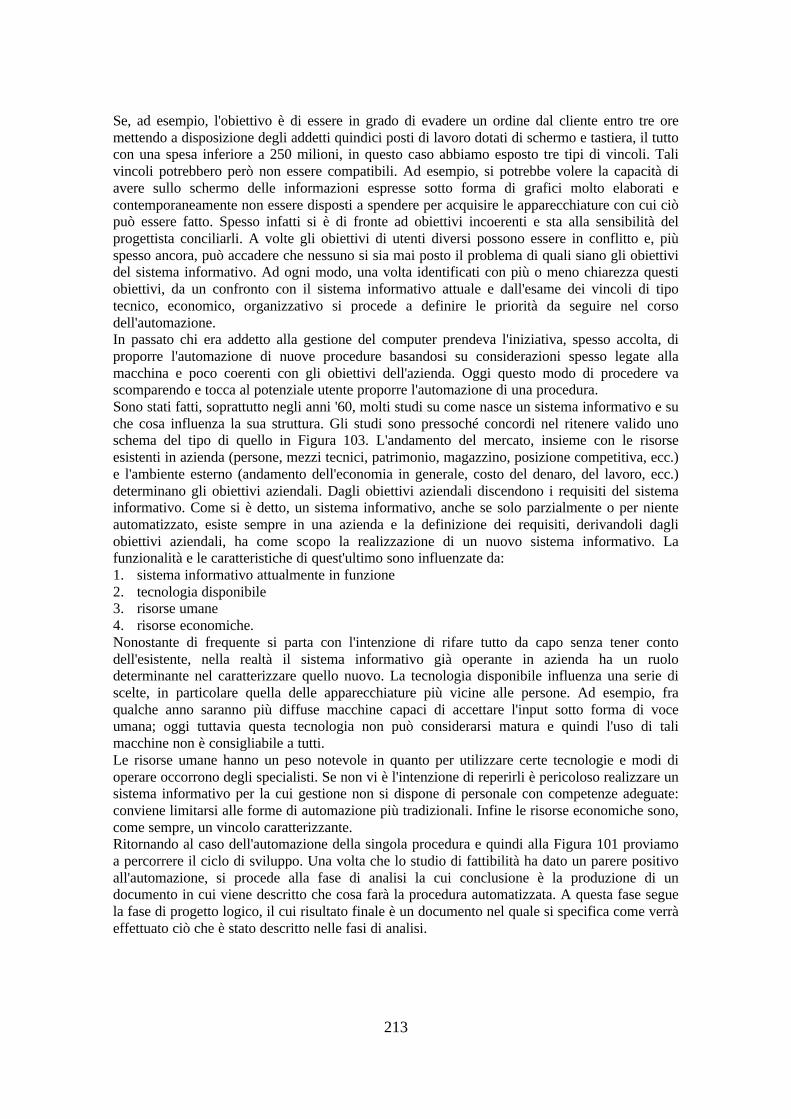
213
Se, ad esempio, l'obiettivo è di essere in grado di evadere un ordine dal cliente entro tre oremettendo a disposizione degli addetti quindici posti di lavoro dotati di schermo e tastiera, il tuttocon una spesa inferiore a 250 milioni, in questo caso abbiamo esposto tre tipi di vincoli. Talivincoli potrebbero però non essere compatibili. Ad esempio, si potrebbe volere la capacità diavere sullo schermo delle informazioni espresse sotto forma di grafici molto elaborati econtemporaneamente non essere disposti a spendere per acquisire le apparecchiature con cui ciòpuò essere fatto. Spesso infatti si è di fronte ad obiettivi incoerenti e sta alla sensibilità delprogettista conciliarli. A volte gli obiettivi di utenti diversi possono essere in conflitto e, piùspesso ancora, può accadere che nessuno si sia mai posto il problema di quali siano gli obiettividel sistema informativo. Ad ogni modo, una volta identificati con più o meno chiarezza questiobiettivi, da un confronto con il sistema informativo attuale e dall'esame dei vincoli di tipotecnico, economico, organizzativo si procede a definire le priorità da seguire nel corsodell'automazione.In passato chi era addetto alla gestione del computer prendeva l'iniziativa, spesso accolta, diproporre l'automazione di nuove procedure basandosi su considerazioni spesso legate allamacchina e poco coerenti con gli obiettivi dell'azienda. Oggi questo modo di procedere vascomparendo e tocca al potenziale utente proporre l'automazione di una procedura.Sono stati fatti, soprattutto negli anni '60, molti studi su come nasce un sistema informativo e suche cosa influenza la sua struttura. Gli studi sono pressoché concordi nel ritenere valido unoschema del tipo di quello in Figura 103. L'andamento del mercato, insieme con le risorseesistenti in azienda (persone, mezzi tecnici, patrimonio, magazzino, posizione competitiva, ecc.)e l'ambiente esterno (andamento dell'economia in generale, costo del denaro, del lavoro, ecc.)determinano gli obiettivi aziendali. Dagli obiettivi aziendali discendono i requisiti del sistemainformativo. Come si è detto, un sistema informativo, anche se solo parzialmente o per nienteautomatizzato, esiste sempre in una azienda e la definizione dei requisiti, derivandoli dagliobiettivi aziendali, ha come scopo la realizzazione di un nuovo sistema informativo. Lafunzionalità e le caratteristiche di quest'ultimo sono influenzate da:1. sistema informativo attualmente in funzione2. tecnologia disponibile3. risorse umane4. risorse economiche.Nonostante di frequente si parta con l'intenzione di rifare tutto da capo senza tener contodell'esistente, nella realtà il sistema informativo già operante in azienda ha un ruolodeterminante nel caratterizzare quello nuovo. La tecnologia disponibile influenza una serie discelte, in particolare quella delle apparecchiature più vicine alle persone. Ad esempio, fraqualche anno saranno più diffuse macchine capaci di accettare l'input sotto forma di voceumana; oggi tuttavia questa tecnologia non può considerarsi matura e quindi l'uso di talimacchine non è consigliabile a tutti.Le risorse umane hanno un peso notevole in quanto per utilizzare certe tecnologie e modi dioperare occorrono degli specialisti. Se non vi è l'intenzione di reperirli è pericoloso realizzare unsistema informativo per la cui gestione non si dispone di personale con competenze adeguate:conviene limitarsi alle forme di automazione più tradizionali. Infine le risorse economiche sono,come sempre, un vincolo caratterizzante.Ritornando al caso dell'automazione della singola procedura e quindi alla Figura 101 proviamoa percorrere il ciclo di sviluppo. Una volta che lo studio di fattibilità ha dato un parere positivoall'automazione, si procede alla fase di analisi la cui conclusione è la produzione di undocumento in cui viene descritto che cosa farà la procedura automatizzata. A questa fase seguela fase di progetto logico, il cui risultato finale è un documento nel quale si specifica come verràeffettuato ciò che è stato descritto nelle fasi di analisi.
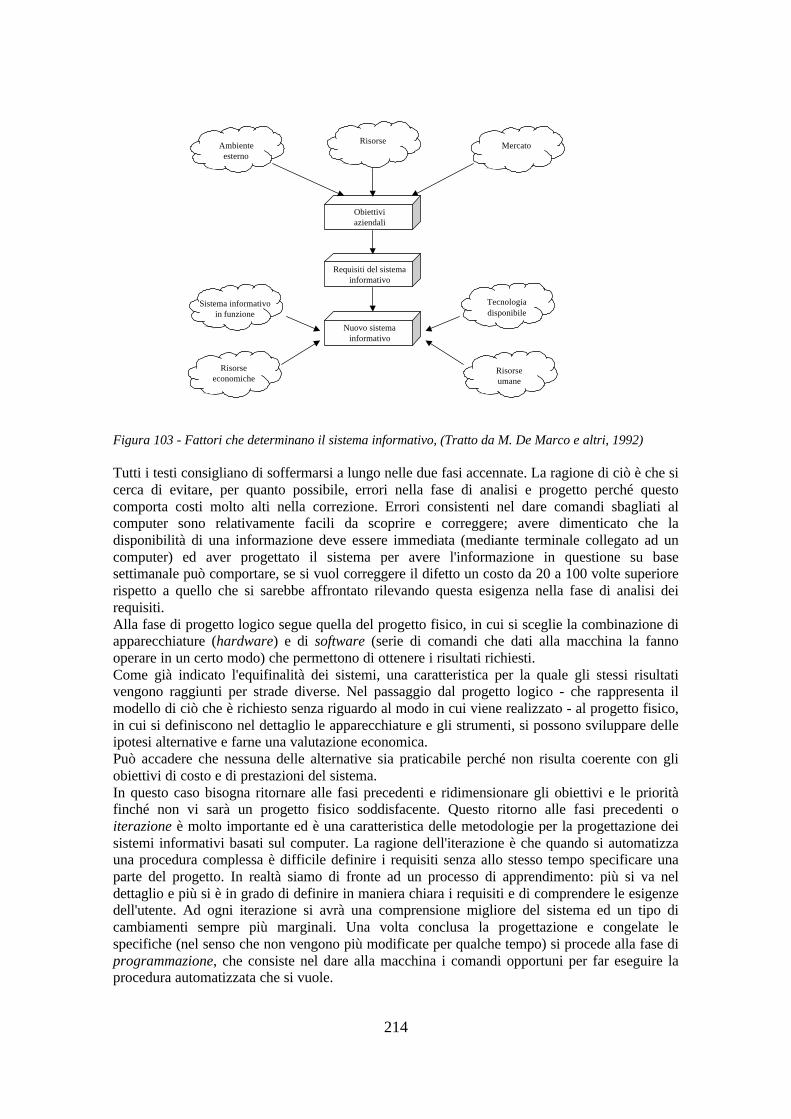
214
Figura 103 - Fattori che determinano il sistema informativo, (Tratto da M. De Marco e altri, 1992)
Tutti i testi consigliano di soffermarsi a lungo nelle due fasi accennate. La ragione di ciò è che sicerca di evitare, per quanto possibile, errori nella fase di analisi e progetto perché questocomporta costi molto alti nella correzione. Errori consistenti nel dare comandi sbagliati alcomputer sono relativamente facili da scoprire e correggere; avere dimenticato che ladisponibilità di una informazione deve essere immediata (mediante terminale collegato ad uncomputer) ed aver progettato il sistema per avere l'informazione in questione su basesettimanale può comportare, se si vuol correggere il difetto un costo da 20 a 100 volte superiorerispetto a quello che si sarebbe affrontato rilevando questa esigenza nella fase di analisi deirequisiti.Alla fase di progetto logico segue quella del progetto fisico, in cui si sceglie la combinazione diapparecchiature (hardware) e di software (serie di comandi che dati alla macchina la fannooperare in un certo modo) che permettono di ottenere i risultati richiesti.Come già indicato l'equifinalità dei sistemi, una caratteristica per la quale gli stessi risultativengono raggiunti per strade diverse. Nel passaggio dal progetto logico - che rappresenta ilmodello di ciò che è richiesto senza riguardo al modo in cui viene realizzato - al progetto fisico,in cui si definiscono nel dettaglio le apparecchiature e gli strumenti, si possono sviluppare delleipotesi alternative e farne una valutazione economica.Può accadere che nessuna delle alternative sia praticabile perché non risulta coerente con gliobiettivi di costo e di prestazioni del sistema.In questo caso bisogna ritornare alle fasi precedenti e ridimensionare gli obiettivi e le prioritàfinché non vi sarà un progetto fisico soddisfacente. Questo ritorno alle fasi precedenti oiterazione è molto importante ed è una caratteristica delle metodologie per la progettazione deisistemi informativi basati sul computer. La ragione dell'iterazione è che quando si automatizzauna procedura complessa è difficile definire i requisiti senza allo stesso tempo specificare unaparte del progetto. In realtà siamo di fronte ad un processo di apprendimento: più si va neldettaglio e più si è in grado di definire in maniera chiara i requisiti e di comprendere le esigenzedell'utente. Ad ogni iterazione si avrà una comprensione migliore del sistema ed un tipo dicambiamenti sempre più marginali. Una volta conclusa la progettazione e congelate lespecifiche (nel senso che non vengono più modificate per qualche tempo) si procede alla fase diprogrammazione, che consiste nel dare alla macchina i comandi opportuni per far eseguire laprocedura automatizzata che si vuole.
Obiettiviaziendali
Requisiti del sistemainformativo
Nuovo sistemainformativo
Tecnologiadisponibile
Risorseumane
Sistema informativoin funzione
Risorseeconomiche
MercatoAmbienteesterno
Risorse
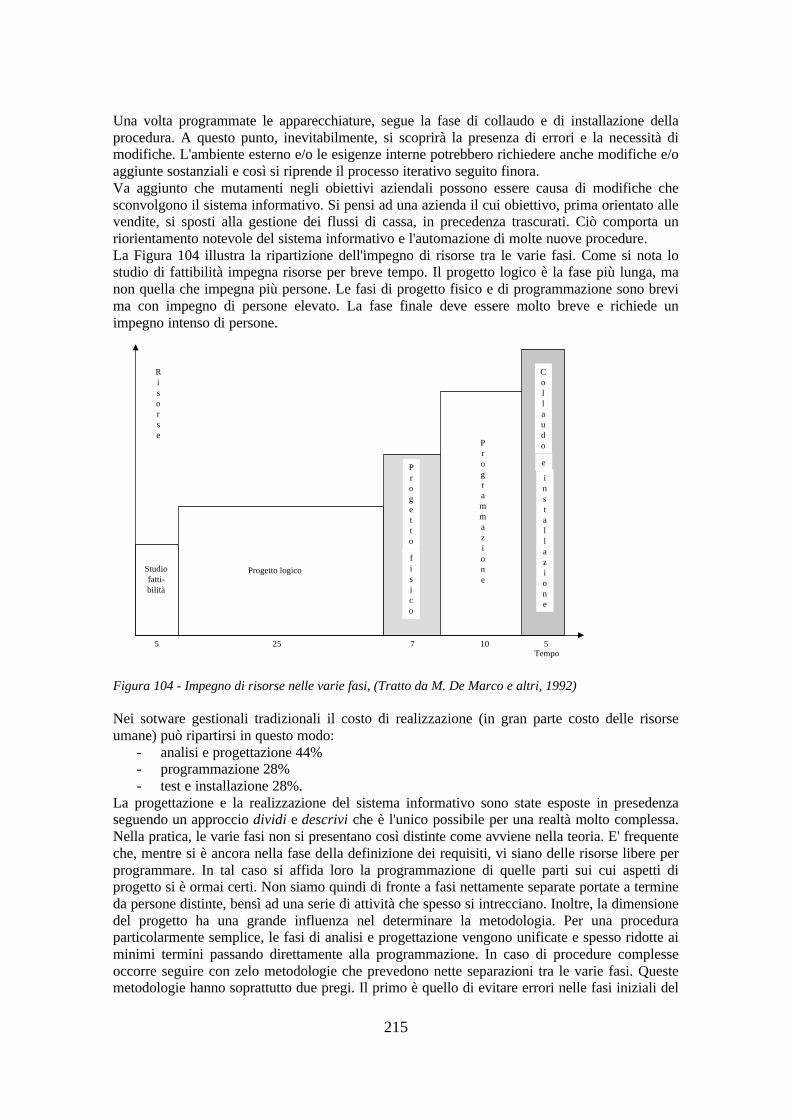
215
Una volta programmate le apparecchiature, segue la fase di collaudo e di installazione dellaprocedura. A questo punto, inevitabilmente, si scoprirà la presenza di errori e la necessità dimodifiche. L'ambiente esterno e/o le esigenze interne potrebbero richiedere anche modifiche e/oaggiunte sostanziali e così si riprende il processo iterativo seguito finora.Va aggiunto che mutamenti negli obiettivi aziendali possono essere causa di modifiche chesconvolgono il sistema informativo. Si pensi ad una azienda il cui obiettivo, prima orientato allevendite, si sposti alla gestione dei flussi di cassa, in precedenza trascurati. Ciò comporta unriorientamento notevole del sistema informativo e l'automazione di molte nuove procedure.La Figura 104 illustra la ripartizione dell'impegno di risorse tra le varie fasi. Come si nota lostudio di fattibilità impegna risorse per breve tempo. Il progetto logico è la fase più lunga, manon quella che impegna più persone. Le fasi di progetto fisico e di programmazione sono brevima con impegno di persone elevato. La fase finale deve essere molto breve e richiede unimpegno intenso di persone.
Figura 104 - Impegno di risorse nelle varie fasi, (Tratto da M. De Marco e altri, 1992)
Nei sotware gestionali tradizionali il costo di realizzazione (in gran parte costo delle risorseumane) può ripartirsi in questo modo:
- analisi e progettazione 44%- programmazione 28%- test e installazione 28%.
La progettazione e la realizzazione del sistema informativo sono state esposte in presedenzaseguendo un approccio dividi e descrivi che è l'unico possibile per una realtà molto complessa.Nella pratica, le varie fasi non si presentano così distinte come avviene nella teoria. E' frequenteche, mentre si è ancora nella fase della definizione dei requisiti, vi siano delle risorse libere perprogrammare. In tal caso si affida loro la programmazione di quelle parti sui cui aspetti diprogetto si è ormai certi. Non siamo quindi di fronte a fasi nettamente separate portate a termineda persone distinte, bensì ad una serie di attività che spesso si intrecciano. Inoltre, la dimensionedel progetto ha una grande influenza nel determinare la metodologia. Per una proceduraparticolarmente semplice, le fasi di analisi e progettazione vengono unificate e spesso ridotte aiminimi termini passando direttamente alla programmazione. In caso di procedure complesseoccorre seguire con zelo metodologie che prevedono nette separazioni tra le varie fasi. Questemetodologie hanno soprattutto due pregi. Il primo è quello di evitare errori nelle fasi iniziali del
5 25 7 10 5Tempo
Risorse
Studiofatti-bilità
Progetto logico
Progetto
fisico
Programmazione
Collaudo
e
installazione
216
progetto, quando è più difficile fare una verifica e quindi scoprirli. Questi errori apparirannoinevitabilmente nelle fasi finali e tanto più avanti verranno scoperti tanto più verrà a costare ilrimediarvi. In secondo luogo, le metodologie costituiscono un modo di comunicare traspecialisti di discipline diverse in quanto impongono degli standard di descrizione." (M. DeMarco e altri, 1992, pp. 37-44).
4.D - I sistemi informativi integrati o sistemi ERP
Le caratteristiche e le potenzialità della nuova generazione di sistemi informativiaziendali automatizzati sono analizzate sono analizzate nel testo di Cerruti "Sistemiinformativi e capacità competitiva" cui si rinvia.





























