Embed Size (px)
Citation preview

DESIGN FOR ASSEMBLY
Introduction
The aim of design for assembly (DFA) is to simplify the product so that the cost of assembly is reduced. However, consequences of applying DFA usually include improved quality and reliability, and a reduction in production equipment and part inventory. These secondary benefits often outweigh the cost reductions in assembly.
DFA recognises the need to analyse both the part design and the whole product for any assembly problems early in the design process. We may define DFA as "a process for improving product design for easy and low-cost assembly, focusing on functionality and on assemblability concurrently."
The practice of DFA as a distinct feature of designing is a relatively recent development, but many companies have been essentially doing DFA for a long time. For example, General Electric published an internal manufacturing producibility handbook in the 1960's as a set of guidelines and manufacturing data for designers to follow. These guidelines embedded many of the principles of DFA without ever actually calling it that or distinguishing it from the rest of the product development process.
It wasn't until the 1970's that papers and books on the topic began to appear. Most important among these were the publications of G. Boothroyd that promoted the use of DFA in industry.
Comparison of Assembly Methods
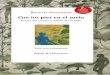
Figure 1: Relative costs of different assembly methods by type and production volume.
Design For AssemblyFitria Aisyiati L2H 004 595 1

Figure 2: Production ranges for each type of assembly method
Assembly methods can be divided into three major groups.
In manual assembly, parts are transferred to workbenches where workers manually assemble the product or components of a product. Hand tools are generally used to aid the workers. Although this is the most flexible and adaptable of assembly methods, there is usually an upper limit to the production volume, and labour costs (including benefits, cases of workers compensation due to injury, overhead for maintaining a clean, healthy environment, etc.) are higher.
Fixed or hard automation is characterised by custom-built machiner that assembles one and only one specific product. Obviously, this type of machinery requires a large capital investment. As production volume increases, the fraction of the capital investment compared to the total manufacturing cost decreases. Indexing tables, parts feeders, and automatic controls typify this inherently rigid assembly method. Sometimes, this kind of assembly is called "Detroit-type" assembly.
Soft automation or robotic assembly incorporates the use of robotic assembly systems. This can take the form of a single robot, or a multi-station robotic assembly cell with all activities simultaneously controlled and coordinated by a PLC or computer. Although this type of assembly method can also have large capital costs, its flexbility often helps offset the expense across many different products.
Graphically, the cost of different assembly methods can be displayed as in Figure 1. The non-linear cost for robotic assembly reflects the non-linear costs of robots (even small ones cost alot).
The appropriate ranges for each type of assembly method are shown (approximately) in Figure 2.
Design For AssemblyFitria Aisyiati L2H 004 595 2

Assembly methods should be chosen to prevent bottlenecks in the process, as well as lower costs.
Design Guidelines for Manual Assembly
Obviously, the following guidelines depend on the skill of the worker:
eliminate the need for workers to make decisions or adjustments. ensure accessibility and visibility. eliminate the need for assembly tools and gauges (i.e. prefer self-locating parts). minimise the number of different parts - use "standard" parts. minimise the number of parts. avoid or minimise part orientation during assembly (i.e. prefer symmetrical parts). prefer easily handled parts that do not tangle or nest within one another.
Note that many products do not lend themselves to these guidelines. Many such products are sold as "ready-to-assemble" kits or require that assembly be shifted to cheaper labour markets.
Design Guidelines for Hard Automation
The main different here is that assembly is performed by machines instead of by humans.
reduce the number of different components by considering 1. does the part move relative to other parts? 2. must the part be isolated from other parts (electrical, vibration, etc.)? 3. must the part be separate to allow assembly (cover plates, etc.)?
use self-aligning and self-locating features avoid screws/bolts use the largest and most rigid part as the assembly base and fixture. Assembly should
be performed in a layered, bottom-up manner. use standard components and materials. avoid tangling or nesting parts. avoid flexible and fragile parts. avoid parts that require orientation. use parts that can be fed automatically. design parts with a low centre of gravity.
Sometimes it is too difficult to make parts symmetrical, often non-functional features are added to a part to facilitate part feeding, grasping, and orientation.
Design Guidelines for Soft Automation / Robotic Assembly
Compared to humans, robots are extremely inflexible and stupid. However, they can be programmed to do one thing over and over again with high speed and accuracy compared to humans.
design the part so that it is compatible with the robot's end effector. design the part so that it can be fed in the proper orientation.
Design For AssemblyFitria Aisyiati L2H 004 595 3

Evaluation Methods for DFA
It is important to quantify the improvements and goals of DFA. Two methods for DFA quantification considered here are the boothroyd-dewhurst method and the Lucas method.
Boothroyd-Dewhurst Method
This method is based on two principles:
the application of criteria to each part to determine if it should be separate from all other parts.
estimation of the handling and assembly costs for each part using the appropriate assembly process.
This method relies on an existing design which is iteratively evaluated and improved. Generally, the process follows these steps:
1. Select an assembly method for each part 2. Analyse the parts for the given assembly methods 3. Refine the design in response to shortcomings identified by the analysis 4. Loop to step 2 until the analysis yields a sufficient design
The analysis is generally performed using some kind of workshee (example shown below)t. Tables and charts are used to estimate the part handling and part insertion time. These "lookup tables" are based on a two-digit code that is in turn based on a part's size, weight, and geometric characteristics.
Non-assembly operations are also included in the worksheet. For example, extra time is allocated for each time the assembly is re-oriented.
Next, parts are evaluated as to whether it is really necessary (in the assembly) by asking three questions:
1. does the part move relative to another part? 2. are the material properties of the part necessary? 3. does the part need to be a separate entity for the sake of assembly?
The list of all parts is then evaluated to obtain the minimum number of theoretically needed parts, denoted by Nm.
Sample Boothroyd-Dewhurst DFA worksheet
a b c d e f g h i* Name of assembly
Part ID#
# of consecutive identical operations
2-digit handling code
Manual handling time/part
2-digit insertion code
Manual insertion time/part
Operation time (bd+f)
Operation cost
Essential part?
Design For AssemblyFitria Aisyiati L2H 004 595 4

Totals go here -> Tm= Cm= Nm=
* - in column "i", use "1" to represent that a part is essential, and "0" to represent that a part is not essential.
The method then assumes that the assembly time for a part is 3 seconds. With that assumption, the design efficiency can be calculated as:
Design efficiency = (3s x Nm) / Tm.
The charts for this process can be purchased from a company set up by Boothroyd and Dewhurst. As well, they hold workshops and seminars across North America. As this process can be very time-consuming, software is available to help the design engineer. Refer to http://www.dfma.com/ for further information. A nice screenshoot of the Boothroyd and Dewhurst software is available here.
Lucas Method
The Lucas method is quite detailed, and is described separately.
Basic DFA Guidelines
Here are some basic guidelines for DFA. Generally, you want to start with a concept design and then go through each of these guidelines, decide whether or not it is applicable, and the modify the concept to satisfy the guideline. There is no guarantee that a given guideline will apply to a particular design problem. Many of these guidelines are similar or the same as rules of concurrent engineering.
Minimise part count by incorporating multiple functions into single parts Modularise multiple parts into single subassemblies Assemble in open space, not in confined spaces; never bury important components Make parts such that it is easy to identify how they should be oriented for insertion Prefer self-locating parts Standardise to reduce part variety Maximise part symmetry Design in geometric or weight polar properties if nonsymmetric Eliminate tangly parts Color code parts that are different but shaped similarly Prevent nesting of parts; prefer stacked assemblies Provide orienting features on nonsymmetries Design the mating features for easy insertion Provide alignment features Insert new parts into an assembly from above Eliminate re-orientation of both parts and assemblies Eliminate fasteners
Design For AssemblyFitria Aisyiati L2H 004 595 5

Place fasteners away from obstructions; design in fastener access Deep channels should be sufficiently wide to provide access to fastening tools;
eliminate channels if possible Provide flats for uniform fastening and fastening ease Ensure sufficient space between fasteners and other features for a fastening tool Prefer easily handled parts
© 2003 Vincent Chan - ([email protected]) and Filippo A. Salustri - ([email protected])
DESIGN FOR MANUFACTURABILITY / ASSEMBLY GUIDELINES
Kenneth CrowDRM Associates
1. Simplify the design and reduce the number of parts because for each part, there is an opportunity for a defective part and an assembly error. The probability of a perfect product goes down exponentially as the number of parts increases. As the number of parts goes up, the total cost of fabricating and assembling the product goes up. Automation becomes more difficult and more expensive when more parts are handled and processed. Costs related to purchasing, stocking, and servicing also go down as the number of parts are reduced. Inventory and work-in-process levels will go down with fewer parts. As the product structure and required operations are simplified, fewer fabrication and assembly steps are required, manufacturing processes can be integrated and leadtimes further reduced. The designer should go through the assembly part by part and evaluate whether the part can be eliminated, combined with another part, or the function can be performed in another way. To determine the theoretical minimum number of parts, ask the following: Does the part move relative to all other moving parts? Must the part absolutely be of a different material from the other parts? Must the part be different to allow possible disassembly?
2. Standardize and use common parts and materials to facilitate design activities, to minimize the amount of inventory in the system, and to standardize handling and assembly operations. Common parts will result in lower inventories, reduced costs and higher quality. Operator learning is simplified and there is a greater opportunity for automation as the result of higher production volumes and operation standardization. Limit exotic or unique components because suppliers are less likely to compete on quality or cost for these components. The classification and retrieval capabilities of product data management (PDM) systems and component supplier management (CSM) systems can be utilized by designers to facilitate retrieval of similar designs and material catalogs or approved parts lists can serve as references for common purchased and stocked parts.
3. Design for ease of fabrication. Select processes compatible with the materials and production volumes. Select materials compatible with production processes and that minimize processing time while meeting functional requirements. Avoid unnecessary part features because they involve extra processing effort and/or more complex tooling. Apply specific
Design For AssemblyFitria Aisyiati L2H 004 595 6

guidelines appropriate for the fabrication process such as the following guidelines for machinability:
For higher volume parts, consider castings or stampings to reduce machining Use near net shapes for molded and forged parts to minimize machining and
processing effort. Design for ease of fixturing by providing large solid mounting surface & parallel
clamping surfaces Avoid designs requiring sharp corners or points in cutting tools - they break easier Avoid thin walls, thin webs, deep pockets or deep holes to withstand clamping &
machining without distortion Avoid tapers & contours as much as possible in favor of rectangular shapes Avoid undercuts which require special operations & tools Avoid hardened or difficult machined materials unless essential to requirements Put machined surfaces on same plane or with same diameter to minimize number of
operations Design workpieces to use standard cutters, drill bit sizes or other tools Avoid small holes (drill bit breakage greater) & length to diameter ratio > 3 (chip
clearance & straightness deviation)
4. Design within process capabilities and avoid unneeded surface finish requirements. Know the production process capabilities of equipment and establish controlled processes. Avoid unnecessarily tight tolerances that are beyond the natural capability of the manufacturing processes. Otherwise, this will require that parts be inspected or screened for acceptability. Determine when new production process capabilities are needed early to allow sufficient time to determine optimal process parameters and establish a controlled process. Also, avoid tight tolerances on multiple, connected parts. Tolerances on connected parts will "stack-up" making maintenance of overall product tolerance difficult. Design in the center of a component's parameter range to improve reliability and limit the range of variance around the parameter objective. Surface finish requirements likewise may be established based on standard practices and may be applied to interior surfaces resulting in additional costs where these requirements may not be needed.
5. Mistake-proof product design and assembly (poka-yoke) so that the assembly process is unambiguous. Components should be designed so that they can only be assembled in one way; they cannot be reversed. Notches, asymmetrical holes and stops can be used to mistake-proof the assembly process. Design verifiability into the product and its components. For mechanical products, verifiability can be achieved with simple go/no-go tools in the form of notches or natural stopping points. Products should be designed to avoid or simplify adjustments. Electronic products can be designed to contain self-test and/or diagnostic capabilities. Of course, the additional cost of building in diagnostics must be weighed against the advantages.
6. Design for parts orientation and handling to minimize non-value-added manual effort and ambiguity in orienting and merging parts. Basic principles to facilitate parts handling and orienting are:
Parts must be designed to consistently orient themselves when fed into a process.
Design For AssemblyFitria Aisyiati L2H 004 595 7

Product design must avoid parts which can become tangled, wedged or disoriented. Avoid holes and tabs and designed "closed" parts. This type of design will allow the use of automation in parts handling and assembly such as vibratory bowls, tubes, magazines, etc.
Part design should incorporate symmetry around both axes of insertion wherever possible. Where parts cannot be symmetrical, the asymmetry should be emphasized to assure correct insertion or easily identifiable feature should be provided.
With hidden features that require a particular orientation, provide an external feature or guide surface to correctly orient the part.
Guide surfaces should be provided to facilitate insertion. Parts should be designed with surfaces so that they can be easily grasped, placed and
fixtured. Ideally this means flat, parallel surfaces that would allow a part to picked-up by a person or a gripper with a pick and place robot and then easily fixtured.
Minimize thin, flat parts that are more difficult to pick up. Avoid very small parts that are difficult to pick-up or require a tool such as a tweezers to pick-up. This will increase handling and orientation time.
Avoid parts with sharp edges, burrs or points. These parts can injure workers or customers, they require more careful handling, they can damage product finishes, and they may be more susceptible to damage themselves if the sharp edge is an intended feature.
Avoid parts that can be easily damaged or broken. Avoid parts that are sticky or slippery (thin oily plates, oily parts, adhesive backed
parts, small plastic parts with smooth surfaces, etc.). Avoid heavy parts that will increase worker fatigue, increase risk of worker injury,
and slow the assembly process. Design the work station area to minimize the distance to access and move a part. When purchasing components, consider acquiring materials already oriented in
magazines, bands, tape, or strips.
7. Minimize flexible parts and interconnections. Avoid flexible and flimsy parts such as belts, gaskets, tubing, cables and wire harnesses. Their flexibility makes material handling and assembly more difficult and these parts are more susceptible to damage. Use plug-in boards and backplanes to minimize wire harnesses. Where harnesses are used, consider foolproofing electrical connectors by using unique connectors to avoid connectors being mis-connected. Interconnections such as wire harnesses, hydraulic lines, piping, etc. are expensive to fabricate, assemble and service. Partition the product to minimize interconnections between modules and co-locate related modules to minimize routing of interconnections.
8. Design for ease of assembly by utilizing simple patterns of movement and minimizing the axes of assembly. Complex orientation and assembly movements in various directions should be avoided. Part features should be provided such as chamfers and tapers. The product's design should enable assembly to begin with a base component with a large relative mass and a low center of gravity upon which other parts are added. Assembly should proceed vertically with other parts added on top and positioned with the aid of gravity. This will minimize the need to re-orient the assembly and reduce the need for temporary fastening and more complex fixturing. A product that is easy to assemble manually will be easily assembled with automation. Assembly that is automated will be more uniform, more reliable, and of a higher quality.
Design For AssemblyFitria Aisyiati L2H 004 595 8

9. Design for efficient joining and fastening. Threaded fasteners (screws, bolts, nuts and washers) are time-consuming to assemble and difficult to automate. Where they must be used, standardize to minimize variety and use fasteners such as self threading screws and captured washers. Consider the use of integral attachment methods (snap-fit). Evaluate other bonding techniques with adhesives. Match fastening techniques to materials, product functional requirements, and disassembly/servicing requirements.
10. Design modular products to facilitate assembly with building block components and subassemblies. This modular or building block design should minimize the number of part or assembly variants early in the manufacturing process while allowing for greater product variation late in the process during final assembly. This approach minimizes the total number of items to be manufactured, thereby reducing inventory and improving quality. Modules can be manufactured and tested before final assembly. The short final assembly leadtime can result in a wide variety of products being made to a customer's order in a short period of time without having to stock a significant level of inventory. Production of standard modules can be leveled and repetitive schedules established.
11. Design for automated production. Automated production involves less flexibility than manual production. The product must be designed in a way that can be more handled with automation. There are two automation approaches: flexible robotic assembly and high speed automated assembly. Considerations with flexible robotic assembly are: design parts to utilize standard gripper and avoid gripper / tool change, use self-locating parts, use simple parts presentation devices, and avoid the need to secure or clamp parts. Considerations with high speed automated assembly are: use a minimum of parts or standard parts for minimum of feeding bowls, etc., use closed parts (no projections, holes or slots) to avoid tangling, consider the potential for multi-axis assembly to speed the assembly cycle time, and use pre-oriented parts.
12. Design printed circuit boards for assembly. With printed circuit boards (PCB's), guidelines include: minimizing component variety, standardizing component packaging, using auto-insertable or placeable components, using a common component orientation and component placement to minimize soldering "shadows", selecting component and trace width that is within the process capability, using appropriate pad and trace configuration and spacing to assure good solder joints and avoid bridging, using standard board and panel sizes, using tooling holes, establishing minimum borders, and avoiding or minimizing adjustments.
(www.npd-solutions.com)
DFM/A CHECKLISTS
DRM Associates
The Design for Manufacturability/Assembly Checklists provide DFM/A guidelines to address during the development of a new product. The Checklists provide detailed DFM/A guidelines that cover assembly, boards, machining, sheetmetal and injection molding. The checklists are
Design For AssemblyFitria Aisyiati L2H 004 595 9

provided in the form of an Excel template so that they can easily be modified to incorporate a company's guidelines related to its unique items, materials an processes
The Checklists provide a structure and a starting point that will save an organization many hours in developing its own guidelines and checklists. The format allows the Checklists to be used online for rating, used via the web, or printed and manually completed
(www.npd-solutions.com)
Design for Assembly is a process by which products are designed with ease of assembly in mind. If a product contains fewer parts it will take less time to assemble, thereby reducing assembly costs. In addition, if the parts are provided with features which make it easier to grasp, move, orient and insert them, this will also reduce assembly time and assembly costs. The reduction of the number of parts in an assembly has the added benefit of generally
Design For AssemblyFitria Aisyiati L2H 004 595 10

reducing the total cost of parts in the assembly. This is usually where the major cost benefits of the application of design for assembly occur.
Approaches to design for assembly
Design for assembly can take different forms. In the 1960s and 70's various rules and recommendations were proposed in order to help designers consider assembly problems during the design process. Many of these rules and recommendations were presented together with practical examples showing how assembly difficulty could be improved. However, it was not until the 1970s that numerical evaluation methods were developed to allow design for assembly studies to be carried out on existing and proposed designs.
The first evaluation method was developed at Hitachi and was called the Assembly Evaluation Method (AEM).[1] This method is based on the principle of "one motion for one part." For more complicated motions, a point-loss standard is used and the ease of assembly of the whole product is evaluated by subtracting points lost. The method was originally developed in order to rate assemblies for ease of automatic assembly.
Starting in 1977, Geoff Boothroyd, supported by an NSF grant at the University of Massachusetts, developed the Design for Assembly method (DFA), which could be used to estimate the time for manual assembly of a product and the cost of assembling the product on an automatic assembly machine.[2] Recognizing that the most important factor in reducing assembly costs was the minimization of the number of separate parts in a product, he introduced three simple criteria which could be used to determine theoretically whether any of the parts in the product could be eliminated or combined with other parts. These criteria, together with tables relating assembly time to various design factors influencing part grasping, orientation and insertion, could be used to estimate total assembly time and to rate the quality of a product design from an assembly viewpoint. For automatic assembly, tables of factors could be used to estimate the cost of automatic feeding and orienting and automatic insertion of the parts on an assembly machine.
In the 1980s and 90's variations of the AEM and DFA methods have been proposed, namely: the GE Hitachi method which is based on the AEM and DFA; the Lucas method, the Westinghouse method and several others which were based on the original DFA method. All methods are now referred to as Design for Assembly methods.
Implementation
Most products are assembled manually and the original DFA method for manual assembly is the most widely used method and has had the greatest industrial impact throughout the world.
The DFA method, like the AEM method, was originally made available in the form of a handbook where the user would enter data on worksheets to obtain a rating for the ease of assembly of a product. Starting in 1981, Geoffrey Boothroyd and Peter Dewhurst developed a computerized version of the DFA method which allowed its implementation in a broad range of companies. For this work they were presented with many awards including the National Medal of Technology. There are many published examples of significant savings obtained through the application of DFA. For example in 1981, Sidney Liebson, manager of
Design For AssemblyFitria Aisyiati L2H 004 595 11

manufacturing engineering for Xerox, estimated that his company would save hundreds of millions of dollars through the application of DFA.[3] In 1988, Ford Motor Company credited the software with overall savings approaching $1 billion.[4] In many companies DFA is a corporate requirement and DFA software is continually being adopted by companies attempting to obtain greater control over their manufacturing costs.
Notable examples of design for assembly
Two notable examples of good design for assembly are the Sony Walkman and the Swatch watch. Both were designed for fully automated assembly. The Walkman line was designed for "vertical assembly", in which parts are inserted in straight-down moves only. The Sony SMART assembly system, used to assemble Walkman-type products, is a robotic system for assembling small devices designed for vertical assembly.
(www.en.wilikpedia.org)
Design For AssemblyFitria Aisyiati L2H 004 595 12

CASE STUDIES: DFA/MA
1. Windscreen Wiper Motor
The architecture of the original design is shown below. The DFA evaluation shows 6 functional parts and 23 non-functional parts, giving a DFA design efficiency of 17.8 %. The assembly of this design requires many two handed operations and has a number of alignment problems. Having constructed a motor the final stage of the assembly was to align all the components so that the motor would function.
Figure 1. Original Motor Design
The re-design based on the DFA analysis suggestions is shown below. This proposed design has 6 functional components and no non-functional components giving a DFA design efficiency of 100%. The re-design has eliminated the non-functional components by using alternative materials, manufacturing processes and joining techniques.
Design For AssemblyFitria Aisyiati L2H 004 595 13

Figure 2. Proposed Motor Re-design
2. Pump Assembly and Test Machine Stand
This arrangement results in a simple assembly with no complex operations reducing the assembly time and cost. Pump Assembly and Test Machine StandThe original design for the pump assembly and test machine stand has 14 mild steel components welded together requiring post assembly machining. The fabricated machine stand cost £295 per unit with an initial production quantity of 60.
Figure 3. Pump Assembly and Test Machine Stand.
Design For AssemblyFitria Aisyiati L2H 004 595 14

Following the DFA analysis a one-piece casting was generated. The casting costs £36 per unit including the pattern costs. Whilst post-production machining is still required there is no assembly associated with the design.The machine stand was analysed as part of an assembly and test machine. The DFA analysis of the system reduced the part-count by 70%, 35% reduction of build time, 15% cost reduction and simplified the manufacturing processes giving increased reliability and performance.
3. Motor Coach Overhead Luggage Rack
Key IssuesCompany MCI Motor coach industries, CanadaProduct Overhead Luggage RackObjectives Reduce product cost
Reduce assembly problems
Improve function Approach Application of Design For Assembly & Manufacturing Analysis on the current
product in a team working environment
Function
In addition to its most obvious function, the rack provides a location for lights, window blinds, video monitors and audio speakers. It contains an air plenum for the ventilation system, grab handles for the passengers, carries seat markers and it has to look good too!
Existing Design
The existing design consisted of cast ribs, sheet material and numerous fasteners. At 43ft long it is installed through the windscreen and then held in position while fasteners are inserted horizontally and vertically to secure it. Subsequent replacement of the centre roof trim was not possible.
Design For AssemblyFitria Aisyiati L2H 004 595 15

New Design
The new design uses 3 full length interlocking extrusions and a minimum of fasteners. During installation the lower edge is hooked onto the body side supporting the main weight of the assembly, it is then rotated upward into position and secured to the roof. The centre roof trim can now be removed without disturbing the rack. A wiring harness previously held by ‘p’ clips and prone to damage by screws and screw drivers, is now safely routed through a channel in one of the extrusions and retained by foam rubber blocks.
Benefits
Part reduction from 4730 to 2210 Improved installation time - 62 hrs down to 17 hrs.
4. Shower Units
Key Issues
CompanyCaradon Mira
Product'Handel' and 'Advance' shower units
Objectives Reduce product cost Simplify assembly Improve functional and reliability
ApproachConcurrent engineering team using Design for Manufacture and Assembly tools
‘Handel’ Shower Units
The ‘Handel’ shower unit supersedes the 'Excel' version in two ways. It has improved features such as pre-set settings that can be overridden but return to a safe state when the shower is turned off, and adopts a smart new styling.
Taking the original Excel as the baseline the additional customer benefit features were included while at the same time reducing the part count. In short an improved product with more features and at a lower cost giving :
Design For AssemblyFitria Aisyiati L2H 004 595 16

Benefits
23% parts reduction 27% potential reduction in assembly time 'Advance' Shower Units
This electrically heated shower unit has on board a micro-processor control that can store pre-set favourite settings for all the family. Additional features enable constant temperature under all conditions of use and prevents any possibility of scalding should a fault occur. This is achieved by the use of dual hardware and software systems.
Having embodied the desired features in an initial product concept the development team devoted a week to perform a DFA analysis to refine and optimise the final design. This was achieved without compromise to the desired performance features. Now a familiar product on the retailers display shelves, this is a much improved design from the original concept at the outset of the DFA workshop. Reduction in parts count not only reduced the cost but simplified assembly, resulting in improved build quality and reliability.
Benefits
32% parts reduction 23% potential reduction in assembly time
Design For AssemblyFitria Aisyiati L2H 004 595 17