Embed Size (px)
DESCRIPTION
PID Control. PID Control. Temperature 温度 Thermocouple, RTD Process 过程量 0/4-20 mA, 0-10 V. Dual Loop Controller. DLC 00001 DLC 基本单元 2 通道独立 PID 控制,自整定功能 模块化结构,可组成多路 PID 控制系统 可接受 14 种输入信号 ( 热电偶 /9 种 , RTD/3, V/1, I/1) 1 路控制及 2 路报警晶体管输出 可选择冷却功能(占用 1 路报警输出) 报警输出特性:自动复位或保持 - PowerPoint PPT Presentation
Citation preview

PID Control
PID Control
Temperature 温度– Thermocouple, RTD
Process 过程量– 0/4-20 mA, 0-10 V
Dual Loop Controller
DLC00001 DLC 基本单元– 2 通道独立 PID 控制,自整定功能– 模块化结构,可组成多路 PID 控制系统– 可接受 14 种输入信号 ( 热电偶 /9种 , RTD/3, V/1, I/1) – 1 路控制及 2 路报警晶体管输出– 可选择冷却功能(占用 1 路报警输出)– 报警输出特性:自动复位或保持– 通道 B 可作为通道 A 的远程设定点– RS-485 通信,内置 MODBUS 协议– 可用 RLCPro 软件对 DLC 进行参数设置

Dual Loop Controller
DLC 基本单元 + 选配件 – 基本单元 + 2 路模拟量输出 : DLC01001
• 0/4-20mA, 0-10V 输出– 基本单元 + 设定点控制 + 2 路模拟量输出 :
DLC11001• 用于温度 / 过程量对时间变化时的控制• 可控制多达 20 个斜坡 / 平台曲线
Dual Loop Controller
DLCD0001– 功能同 DLC– 内置 Allen Bradley DH-485 协议– 无设定点控制选配件
Dual Loop Controller
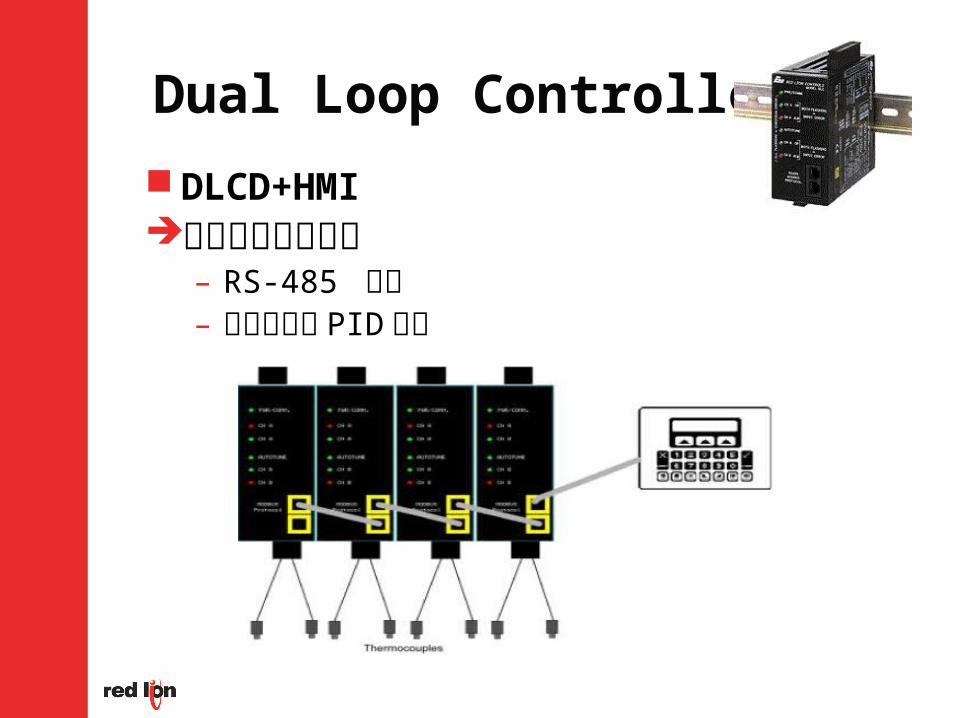
DLCD+HMI塑料成型机械应用
– RS-485 通信– 双回路独立 PID 控制
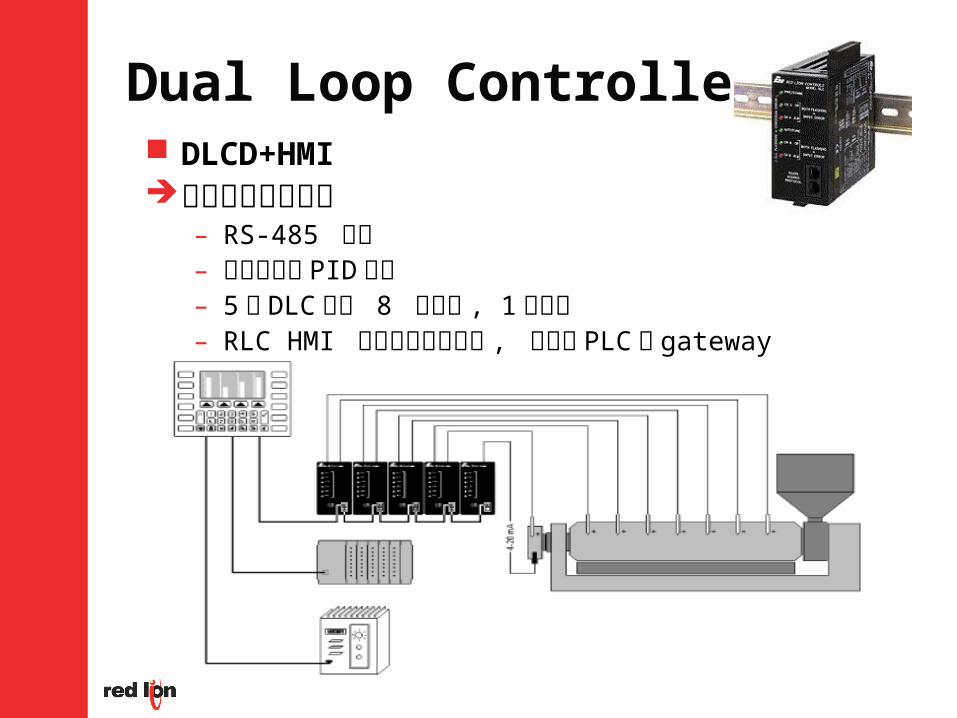
Dual Loop Controller DLCD+HMI塑料成型机械应用
– RS-485 通信– 双回路独立 PID 控制– 5个 DLC 控制 8 路温度 , 1 路压力– RLC HMI 内置多种通信协议 , 可作为 PLC的 gateway
T16/P16
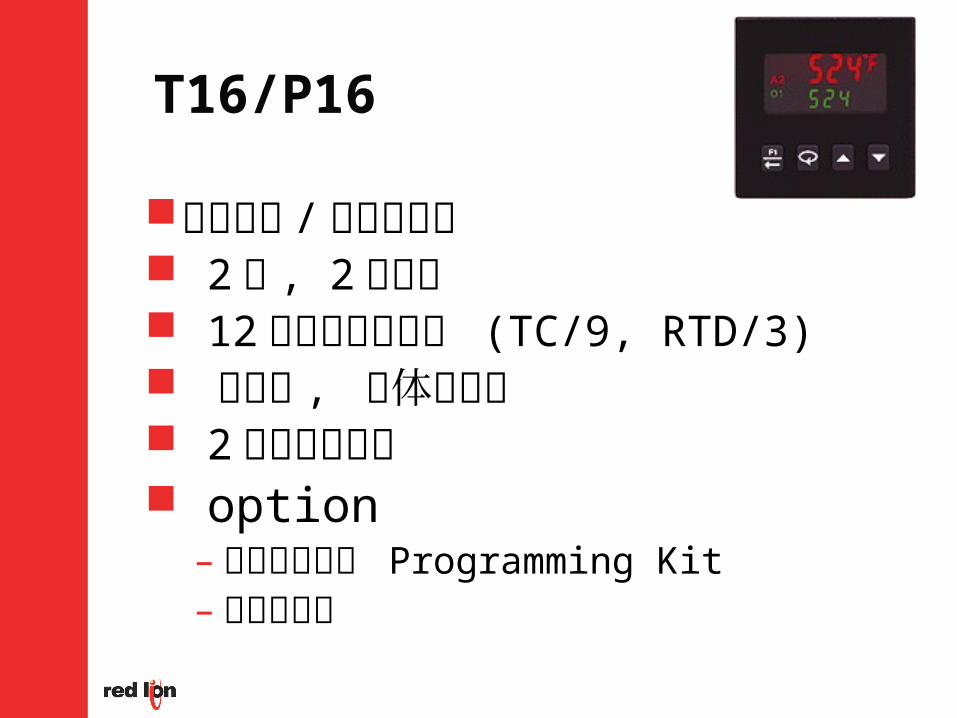
单路温度 / 过程控制器 2行 , 2 色显示 12 种温度输入信号 (TC/9, RTD/3) 继电器 , 晶体管输出 2 个报警点输出 option
– 参数设置软件 Programming Kit– 模拟量输出
T48/P48
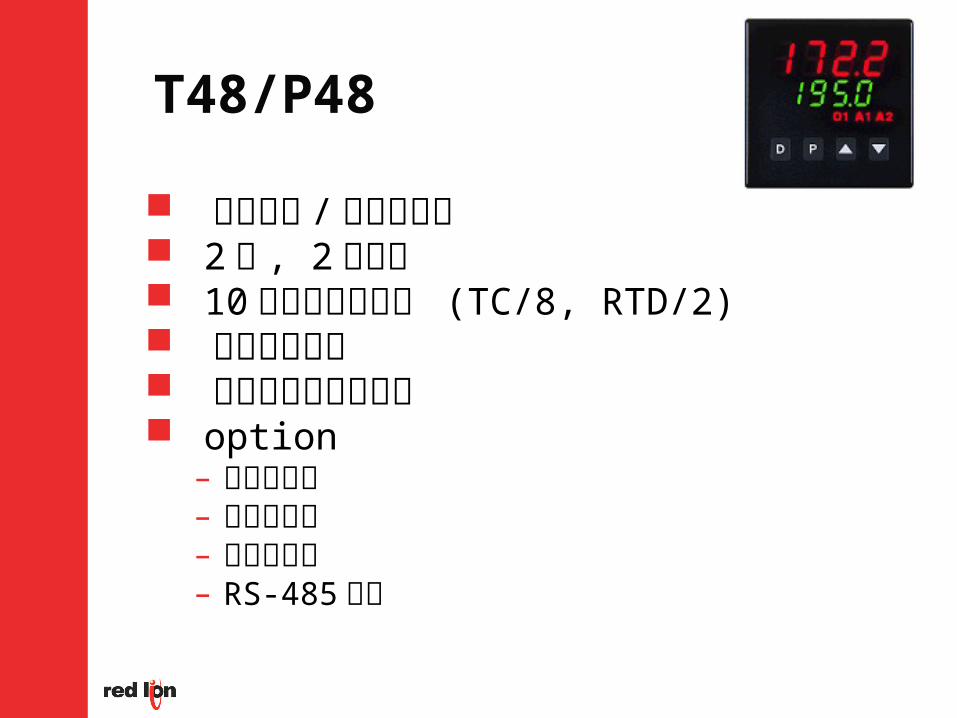
单路温度 / 过程控制器 2行 , 2 色显示 10 种温度输入信号 (TC/8, RTD/2) 远程复位输入 现场可更换输出模块 option
– 加热器监控– 远程设定点– 模拟量输出– RS-485通讯
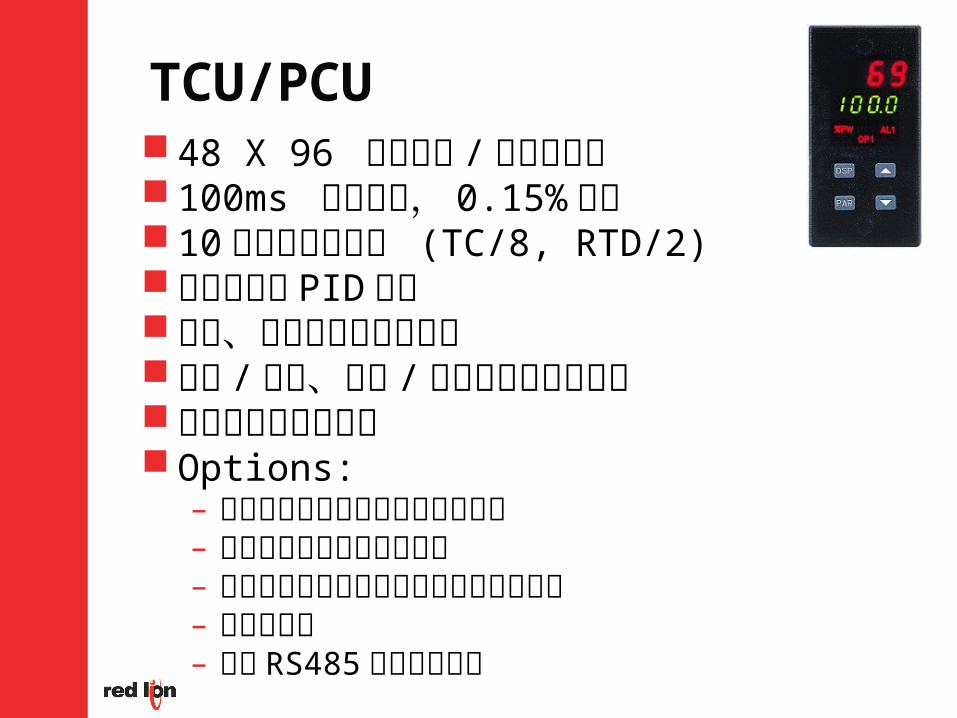
TCU/PCU 48 X 96 单路温度 / 过程控制器 100ms 采样周期, 0.15%精度 10 种温度输入信号 (TC/8, RTD/2) 抑制超调的 PID控制 输出、控制方式的状态指示手动 /自动、本地 /远程设定点控制方式 过程启动时斜率设定 Options:
– 自动阀门位置控制及阀门故障报警– 加热器电流监控及断线报警– 第二模拟量输入的远程设定点及联级控制– 晶闸管输出– 可选 RS485串行通讯接口
TSC/PSC Setpoint Controller
– 多设定点控制可形成温度 vs 时间的 斜坡 / 平台或特殊曲线
– 在线监控及设置– 100ms 采样周期, 0.15%精度– Automatic program delay for profile conformity,
plus program linking, repeating and auto power-on functions for enhanced capability
– Dual event outputs for timed activation of process equipment such as stirrers, fans, heaters
– Four setpoint & PID paramenter sets for quick recall of setpoints and /or gain values during batch or process changeover





























