Embed Size (px)
Citation preview

T-5.
OBRADNI SISTEMI IPROCESI
Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
CILJEVI UČENJA:
1. Shvatite osnovne pojmove o obradnimsistemima.
2. Objasnite obradne procese.3. Koristite mašine pri obradi metala rezanjem.4. Razumete rezne alate, merne i pomoćne
pribore.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
111Merni pribori (merila)6.
106Pomoćni pribori5.
96Rezni alati4.
93Mašine u obradi metalarezanjem
3.
91Obradni procesi2.
91Obradni sistemi1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić4
пословни систем
производни систем
технолошки системсистем
за обликовање
обрадни систем
Proizvodno mašinstvo:•poslovni sistem,•proizvodni sistem,•tehnološki sistem,•sistem za oblikovanje,•obradni sistem.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Sistemi za obradu rezanjem ili obradni sistem sesastoji od: sredstava rada i obradnih procesa, sakarakterističnim ulaznim i izlaznim veličinama .
Struktura sistema za obradu rezanjem

Obradni sistemOsnovni model obradnog sistema
OBRADNI SISTEMX(t)
mašinskisistem
obradniproces
• mašina• alat• pribor• obradak
• procesobrade
• pomoćniprocesi
Y(t)
Poremećajnifaktora X(t)
Skup odzivnihfaktora Y(t)

Skup poremećajnih faktora X(t):
– sile rezanja,– deformacione sile u procesima deformisanja,– prinudne sile koje nastaju kao posledica neuravnoteženih
obrtnih ili translatorno pokretnih masa,– sile stezanja,– sile koje nastaju kao posledica temperaturnih deformacija u
sistemu,– pasivne, odnosno sile trenja u sistemu,– količina toplote koja se pojavljuje u sistemu.

Skup odzivnih faktora Y(t):
– pomeraji karakterističnih tačaka koji nastaju kao posledicadeformacije sistema i koji su statičke veličine u određenomvremenskom domenu,
– amplitude vibracija karakterističnih tačaka sistema,– nivo buke koji se pojavljuje u sistemu,– temperatura karakterističnih tačaka sistema,– parametri habanja alata, koji kao dopunska ili sekundarna
pojava predstavljaju poremećaj.

INFORMACIJE INFORMACIJE
ENERGIJA ENERGIJA
MATERIJAL
POMOĆNIMATERIJAL
OBRADNI SISTEMX(t)
mašinskisistem
obradniproces
• mašina• alat• pribor• obradak
• procesobrade
• pomoćniprocesi
Y(t)
MATERIJAL
POMOĆNIMATERIJAL

•Procesi obrade predstavljaju direktnu transformaciju pripremka uizradak (promena fizičko hemijskih osobina, promena oblika, mera,kvaliteta površina).
•Pomoćni procesi direktno ne utiču na stanje obratka (pozicioniranjei stezanje obratka i alata, odlaganje obratka, puštanje u rad izaustavljanje mašine).
OBRADNI PROCES
PROCES OBRADE POMOĆNI PROCESI

Kinematika formiranja površina
Geometrijski elementi:1. materijalni i2. nematerijalni.
Materijalne površine:1. obrađene ili2. neobrađene.
Materijalne obrađene površine:1. spoljašnje cilindrične,2. unutrašnje cilindrične,3. spoljašnje konusne,4. unutrašnje konusne,5. spoljašnje ravne,6. unutrašnje ravne,7. fazonske,8. spoljašnje ravanski konturne,9. unutrašnje ravanski konturne,10. prostorno složene,11. zavojne itd.

11
2 2
3
4
55
6
75 1
1. spoljašnje cilindrične2. unutrašnje cilindrične3. spoljašnja konusna4. unutrašnja konusna5. spoljašnje ravne6. unutrašnja ravna7. fazonska

10
11
1
9
8
5
5. spoljašnja ravna8. spoljašnja ravanski konturna9. unutrašnja ravanski konturna
10. prostorno složena
1. spoljašnja cilindrična11. zavojna

Svaka površina predstavlja niz uzastopnih položaja linije izvodnice (1)po liniji vodilji (2).
1
2
2
1
1
22
1
2 1 2
1

Metode formiranja površina:a) metoda tragova• izvodnica je trag vrha alata,b) metoda tangenti• izvodnica je tangenta na putanju sečiva alata,
а) б)

v) metoda relativnog kotrljanja• izvodnica je niz uzastopnih položaja alata ig) metoda kopiranja• izvodnica se poklapa sa sečivom alata.
в) г)

Metode obrade i osnovna podela
•metode obrade rezanjem,•metode obrade plastičnim deformisanjem,•nekonvencionalne metode obrade,•metode obrade velikim brzinama deformisanja i•posebne metode obrade.
17

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• struganje

• struganje• prostrugivanje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom

• struganje• prostrugivanje• rendisanje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• стругање• простругивање• рендисање• бушење

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

• provlačenje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

• odsecanje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

• brušenje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

• honovanje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

• lepovanje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• honovanje
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

35
• superfiniš
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• lepovanje
• honovanje
• odsecanje• provlačenje
•struganje
•prostrugivanje
•rendisanje
•bušenje
•glodanje
• brušenje

36
• bruniranje
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom
• superfiniš• lepovanje• honovanje
• odsecanje• provlačenje
•struganje•prostrugivanje•rendisanje•bušenje•glodanje
• brušenje

• стругање• простругивање• рендисање• бушење• глодање• провлачење• одсецање
• брушење• хоновање• леповање• суперфиниш• брунирање
- lathe, turning
- boring
- planing
- drilling
- milling
- broaching
- sawing
- grinding
- honing
- lapping
- superfinishing
- burnishing
Metode obrade rezanjemsa alatima sa
definisanom geometrijomsa alatima sa
nedefinisanom geometrijom


Metode obrade plastičnim deformisanjem
bez odvajanja materijala sa odvajanjemmaterijala
zapreminskooblikovanje obrada lima
• izvlačenje
• savijanje
• posebna oblikovanja
• odsecanje
• prosecanje
• probijanje
• delimično• prosecanje
• opsecanje
• kalibrisanje
•sabijanje
•istiskivanje
•valjanje
•ostale zapreminskemetode oblikovanja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Osnove obrade metala savijanjem
Obrada savijanjem spada u grupu obrade deformisanjem, prikojim se vrši samo lokalno - međusobno pomeranje pojedinih delićamaterijala i to samo na mestu dejstva sila.
Obrada savijanjem nalazi naročitu primenu pri savijanju limova,zatim pri kružnom savijanju raznih doboša i rezervoara za kotlovekao i pri ispravljanju limova.
Prema obliku radnog dela razlikuju se sledeće vrstesavijanja:
1. Fazonsko savijanje2. Kružno savijanje3. Ispravljanje limova

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alati za savijanje

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alat za ugaono savijanje

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alati za isecanje i izvlačenje

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alat za dvostruko savijanje

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Sredstva rada obuhvataju pet podsistema:
1. mašina,
2. reznih alata,
3. pribora,
4. mernih instrumenata - merila
5. predmeta obrade.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
111Merni pribori (merila)6.
106Pomoćni pribori5.
96Rezni alati4.
93Mašine u obradi metalarezanjem
3.
91Obradni procesi2.
91Obradni sistemi1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Obradni procesi se sastoje od:
1. procesa obradedirektne transformacije predmeta obrade u gotov proizvod ili
poluproizvod za dalju obradu (struganje, bušenje,glodanje...).
1. pomoćnih ili dopunskih procesaizvođenje procesa obrade (pozicioniranje i stezanje alata i
predmeta obrade, odlaganje predmeta obrade, uključivanjei isključivanje mašine...).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Tehnološki postupak je skup svih obrada na predmetu obrade utoku izrade na odgovarajućim mašinama, uz primenu reznog,steznog i mernog alata. Elementi tehnološkog postupka sutehnološke operacije ili jednostavno operacije.
Operacija je obrada pripremka na jednoj mašini (jednom radnommestu) uz jednu pripremu mašine. Broj operacija je broj priprema ilibroj mašina (kada se operacija poklapa sa obradnim procesom) ilibroj pozicija obrade.
Diferencijacija operacija podrazumeva tehnološki procesproizvodnje kod koga su proizvodne operacije svedene nanajjednostavnije elemente (zahvate).
Koncentracija operacija je objedinjavanje nekoliko različitihobrada (zahvata) na jednoj mašini i u isto vreme.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Dva osnovna principa projektovanja tehnoloških procesasu sa diferencijacijom i koncentracijom operacija

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
a) Elementarni zahvat b) Složeni zahvat c) Grupni zahvatSloženi (obrada kopiranjem) i grupni zahvat
a) Jedan prolaz b) Dva prolazaProlazi u obradi struganjem

Структура обрадног процесаУ оквиру обрадног процеса могу се дефинисати:
– операција,– захват и– пролаз.
ОБРАДНИ ПРОЦЕС
ОПЕРАЦИЈА
ГРУПНИ, СЛОЖЕН ЗАХВАТ
ЗАХВАТ
ПРОЛАЗ

I Варијанта:•једна операција•седам захвата
10 Операција
I Захват
II Захват (2 пролаза)
III Захват
IV Захват
V Захват
VI Захват
VII Захват

53
II Varijanta:•dve operacije•četiri i tri zahvata
10 Operacija
I Zahvat
II Zahvat (2 пролаза)
III Zahvat
IV Zahvat
I Zahvat
II Zahvat
III Zahvat
20 Operacija

Složen zahvat
54

Grupni zahvat
55

Osnovni elementi pomoćnih procesa•Pomoćni procesi:
– pozicioniranje pripremka,– pozicioniranje obratka i– pozicioniranje alata.
•Baze :– konstrukcione,– tehnoloшke,– merne i– montažne.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
111Merni pribori (merila)6.
106Pomoćni pribori5.
96Rezni alati4.
93Mašine u obradi metalarezanjem
3.
91Obradni procesi2.
91Obradni sistemi1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alatne mašine obezbeđuju izradu i obradu delova različitih oblikai dimenzija, počev od najjednostavnijih (vratila, osovine, osovinice isl.) do najsloženijih (lopatice turbina, bregovi i sl.).
Klasifikacija mašina se najčešće izvodi prema nameni, proizvodnoj
operaciji, na:
1. strugove,
2. bušilice,
3. glodalice,
4. rendisaljke,
5. testere,
6. brusilice,
7. mašine za provlačenje,
8. obradne centre, fleksibilne tehnološke module,
9. ćelije, centre i sisteme i dr.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
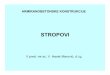
Glavni ili osnovni elementi su:1. noseći sistem,2. sistem vođenja3. pogonski sistem.
1 - pogonski elektromotor; 2 - prenosnik glavnog kretanja; 3 - izmenljiva grupa zupčanika;4 - prenosnik pomoćnog kretanja; 5 - stezna glava; 6 - vučno vreteno; 7 – vodeće vreteno;
8 - suport; 9 - konjić; 10 - predmet obrade.
Šematski prikaz univerzalnog struga

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Univerzalni strug

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Podela u zavisnosti od obima i sistema proizvodnje:Strugovi za pojedinačnu proizvodnju - mogu se lako prilagoditiprelazu s jednog radnog predmeta na drugi, razlicitog oblika1. Univerzalni strug,2. Strug s vučnim vretenom,3. Strug sa vodećim vretenom,4. Strug za leđno struganje,5. Strug za poprečnu obradu (čeoni strug),
Strugovi za serijsku proizvodnju - prethodnom pripremom ipostavljanjem alata za pojedine zahvate i korišcenjem raznih uredaja zaskraćenje pomoćnog vremena, postiže se znatno smanjenje pomoćnihvremena uz izvesno povećanje pripremnog vremena.1. Višesečni strug (grupni zahvat),2. Kopirni strug (složeni zahvat),3. Vertikalni (karusel) strug,4. Revolverski strug,
sa vertikalnom revolverskom glavom,sa horizontalnom revolverskom glavom

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Strugovi za masovnu proizvodnju – potpunaautomatizacija svih pokreta.
1. Fazonski automatski strug,2. Automat za dugačke delove,3. Revolverski automat sa stalnim bregastim vođicama,4. Revolverski automat sa promenljivim bregastim
vođicama,5. Automat sa više glavnih vretena

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
111Merni pribori (merila)6.
106Pomoćni pribori5.
96Rezni alati4.
93Mašine u obradi metalarezanjem
3.
91Obradni procesi2.
91Obradni sistemi1.

КретањеМетодобраде
Схема Машина алатка АлатАлат Обрадак
Стругање Једно -сечан
Простру-гивање
Једно -сечан
Рендиса-ње
Једно -сечан
Дво -сечан
Бушење
Глодање Више -сечан
Брушење Много -сечан

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Osnovne oblici reznih alata, dimenzije, namena itehnički zahtevi standardnih reznih alata su definisaniodgovarajućim standardima, odnosno tehničkimuslovima kojima je određen kvalitet i rezna sposobnostalata.
Specijalni rezni alati - specijalno projektovani i izrađeni
za konkretne uslove obrade i konkretnu proizvodnu
opremu.
Opšta podela reznih alata je na:
1. ručne
2. mašinske.

Основни елементи процеса резања - стругање
брзина резања [m/min]
број обрта n [о/min]
брзина помоћногкретања
vs = n·s [mm/min]
корак s [mm/о]
главно време [min]
производност q=a·s·v [cm3/min]дужина обраде L [mm]
дубина резања [mm]
нападни угао κr [o]
дужина сечива уконтакту
[mm]
D2D1b1
vs
κr sa
n обрадак
алат

Стварање и врсте струготине
ЗонарезањаL
M
Алат
O
Обрадак
Струготина
ф
O
A
Фактор сабијањаструготине
ф

69
брзина резања [m/min]
број дуплихходова
nL [dh/min]
брзина помоћногкретања
vs = nL·s [mm/min]
корак s [mm/dh]
главно време [min]
производност [cm3/min]
дуж. и шир. обр. L и B [mm]дубина резања a [mm]нападни угао κr [o]дужина сечива уконтакту
[mm]r = vp / vr
vs
(vs)vpvr
(vp)(vr)
L
B
sa

Основни елементи процеса резања - бушење
брзина резања [m/min]
број обрта n [о/min]
брзина помоћногкретања
vs = n·s [mm/min]
корак s [mm/о]
главно време [min]
производност [mm3/min]
дубина бушења L [mm]нападни угао κr [o]дужина сечива уконтакту
[mm]
vs n
κr
D
b1
s/2L

Основни елементи процеса резања - обимно глодање
брзина резања [m/min]
број обрта n [о/min]брзина помоћногкретања
vs [mm/min]
корак по обрту [mm/о]
корак по зубу
главно време [min]
производност q=a ·b· vs [mm3/min]
дебљина стругот.по зубу
am=sz·sin ψLt
L
am a
sz
vs
n Db
ψ
истосмерно супротносмерно

Обрадљивост и главни фактори обраде - глодањеистосмерно супротносмерно
n
n
vs vs
D
a
sz
ψ3
ψtψt
ψ2
ψ1
ψ
D
a
sz
ψ3
ψtψt
ψ2
ψ1
ψ
z - број зуба глодала
ψt - угаони корак зуба
ψ - угао захвата
iz - број зуба у захвату
ψ3=ψ-2ψt
ψ2=ψ-ψt
ψ1=ψ
ψi=ψ-(i-1)ψt

Обрадљивост и главни фактори обраде - брушење
vt [m/s]vr [m/min]sa [mm/о]
Fom - средњу обимну компоненту,Fr - радијалну компоненту, иFа - аксијалну компоненту.
Тоцило
ntnt
nrnrsa
FrFa ОбрадакFomFom
Fom = F1Fr = F2
Fa = F3

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Podela mašinskih alata se izvodi na bazi različitihkriterijuma i to prema:
1. vrsti obrade,2. materijalu predmeta obrade,3. vrsti alatnog materijala,4. broju reznih ivica,5. obliku alata i položaju površina obrade,6. tipu alata,7. načinu postavljanja alata itd.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
1.Najčešća podela alata je prema vrsti obrade i to na reznealate za:
struganje, bušenje, proširivanje i razvrtanje, glodanje, rendisanje,brušenje i glačanje, provlačenje, izradu zupčanika, ožljebljenihvratila, navoja i sl.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
2. Prema vrsti materijala predmeta obrade razlikuju se reznialati za obradu:
metala, drveta, plastičnih masa, nemetala (kamen, staklo, mermer,hartiju, grafit i sl.).
3. Prema vrsti alatnog materijala alati se dele na alateod:
alatnog čelika, brzoreznog čelika, tvrdih metala, keramičkihmaterijala, dijamantske alate, alate od super tvrdih materijala i sl.Pored ovih alata i alatnih materijala postoje alati od brzoreznihčelika i tvrdih metala sa tvrdim prevlakama.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
4. Prema broju reznih ivica razlikuju se:
•jednosečni (noževi za rendisanje, struganje, bušenje, rezanje navoja isl.),•dvosečni (spiralne i ravne burgije i sl.),•višesečni (proširivači, razvrtači, upuštači, glodala, ureznici, ...) i•mnogosečni alati (alati za brušenje - tocila).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
5. Prema obliku alata razlikuju se:alati za obradu spoljašnjih površina, izradu otvora, izradu navoja,ožljebljenih vratila i zupčanika.
6. Prema tipu alati se razvrstavaju na alate izrađene iz:jedna od alatnog materijala (integralni alati), sa umetnutim reznimelementima (zubima), alati sa lemljenim i mehanički pričvršćenimpločicama.
7. Prema načinu postavljanja na mašinu razlikuju se:alati sa drškom i nasadni alati ili alati sa otvorom.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Najvažnije karakteristike reznih alata su:
1. geometrijski oblik, koji je određen postupkomobrade kome je namenjen,
2. rezna geometrija, koju čine osnovna geometrijai geometrija specifična za pojedine alate,
3. materijal alata, materijal od koga je rezni alatizrađen.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Oblik i osnovni konstruktivni elementi reznih alata
Svi rezni alati se sastoji od najmanje dvaosnovna dela:
1. tela alata na kome se nalaze rezni elementi alata (rezniklin),
2. drške ili otvora u telu alata, preko kojih se izvodipostavljanje i stezanje alata na nosač alata i mašinu.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Strugarski nož sa lemljenom pločicom
Strugarski nož sa okretnom pločicom

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Noževi sa lemljenim pločicama od tvrdog metala se mogu podeliti na:·pravi ·savijeni
·ugaoni·široki
·čeoni
·unutrašnji bočni
·šiljasti

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Стругарски ножеви са механички причвршћеним плочицамаод алатног материјала
1.Pritezanje pločice uz dno ležišta u držaču (sila stezanja deluje normalno nagornju površinu pločice) - oznaka C.
Stezanje odozgo
2. Sila stezanja deluje paralelno oslonoj površini pločice preko otvora - oznaka P
Stezanje preko otvora
3. Kombinovano stezanje preko otvora i gornje površine pločice - oznaka M
Stezanje odozgo i preko otvora
4. Stezanje pomoću vijka, koji prolazi kroz otvor pločice - oznaka S
Stezanje vijkom

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Telo alata sa reznim klinom alata čini jedinstvenu
konstruktivnu i funkcionalnu celinu formiranu na
različite načine i to kao alat:
1. iz jednog komada (integralno),
2. sa umetnutim reznim elementima (zubima), lemljenom ilimehanički pričvršćenom pločicom
Drška odnosno prihvatni i stezni deo, obezbeđuje pravilnopostavljanje -baziranje, prihvatanje i pouzdano stezanje alata uodgovarajući pribor mašine. U nizu slučajeva drška se koristi i zacentriranje alata.Oblik drške zavisi od tipa alata.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Oblici drške strugarskih noževa i cilindričnih alata

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Oblici otvora kod nasadnih alata

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Oblici i karakteristike reznih pločica
Rezne pločice se izrađuju od:brzoreznog čelika,tvrdog metala, rezne keramike,dijamanta i kubnog nitrida bora, a za nosač alata sevezuju:
1. lemljenjem (lemljene pločice),
2. mehaničkim pričvršćivanjem (okretne ili izmenjive pločice).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Lemljenje pločice od brzoreznog čelika ili tvrdog metala sekoriste za izradu strugarskih noževa, burgija, razvrtača, glodala.
Neki oblici lemljenih pločica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Neki oblici izmenjivih (okretnih) pločica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Okretne - izmenjive ili višesečne pločice se mehanički vezuju za nosačalata. Nakon habanja jednog sečiva menja se sečivo, a nakon habanjapločice menja se pločica

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Pločice od alatne keramike imaju iste oblike kao i pločice odtvrdog metala. Izrađuju se bez centralnog otvora, imaju većudebljinu i leđni ugao im je θo. Često se izrađuju sa rubom - fazetomduž glavnog sečiva u cilju povećanja čvrstoće.
Mehaničko učvršćivanje pločica za nosač pločica (alata)se ostvaruje na različite načine (preko poluge, klina i zavrtnja ilidržača i zavrtnja itd.).
Mehaničko učvršćivanje pločica predstavlja osnovugradnje savremenih reznih alata, a sistemučvršćivanje je standardizovan.
Nosači alata su različite konstrukcije i izrađeni su odkonstruktivnih materijala.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Prema ISO standardu oznaka nosača ima 14 simbola (12 obaveznih idva dopunska),

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Alatni materijaliPočetkom XX veka brzina rezanja se kretala u granicama 10 - 20 m/min, dabi u savremenim proizvodnim uslovima dostigla vrednost i do 1.000 m/min,pa i više, u proizvodnim operacijama struganja i čeonog glodanja
Uticaj vrste alatnog materijala na brzinu i vreme obrade

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Uprošćeni prikaz razvoja materijala za rezne alate
0.1624010001955Alatnakeramika
0.40.25
100150
800900
~1928~1945
SinterovanTM
0.5507001915Liveni TM- stelit-
1255001900Brzorezni Č210200pre 1900Alatni Č
Indeks cenepo [cm3]strugotine
Brzinarezanja
m/s
Maksimalnaradna
temperatura[o]
Godinapojave
Materijalalata

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Materijali za rezne alate (alatni materijali)treba da imaju sledeće osobine da bi obezbedili reznu sposobnost
i odgovarajuću postojanost reznim alatima:
1. visoku tvrdoću i sposobnost zadržavanja tvrdoće pripovišenim temperaturama rezanja (zadržane reznesposobnosti)
2. visoku otpornost na habanje (naročito pri povišenimtemperaturama)
3. dovoljnu čvrstoću i žilavost (čvrstoća na savijanje ičvrstoća sečiva)
4. dobre tehnološke karakteristike (dobra obradljivost priobradi deformacijom i rezanjem, posebno pri završnojobradi brušenjem i pri oštrenju)
5. otpornost na promenljiva mehanička i termičkaopterećenja.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Danas se za rezne alate primenjuju sledeće 4 grupe alatnihmaterijala:
1. alatni čeliciq niskolegirani čelici Č1940, Č3840q brzorezni čelici
- I grupa čelika (volframovi čelici)18% W + 1% V + Co (vezivo)
- II grupa čelika (volframovi čelici)12% W + 2 ÷ 4% V + Co(vezivo)
- III grupa čelika (volfram - molibdenovi čelici)6% W + 5% Mo + 1% V + Co(vezivo)
- IV grupa čelika (volfram - molibden - kobaltni čelici)10% W + 8% Mo + 4% V + 10% Co(vezivo)

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
2. tvrdi metali
Tvrdi metali za rezne alate razvrstani su u tri osnovne grupe u zavisnostiod vrste materijala koji se obrađuje, sa više sorti u svakoj grupi.
Oznake ovih grupa su:
P - za obradu čelika (P01, P05, P20…),
K - za obradu SL (K01, K05, K10...) i
M - za teško obradljive materijale (M10, M20...). Brojni deo oznakeoznačava kvalitet tvrdog metala obzirom na fizičko - mehaničkasvojstva.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
3. alatna (rezna) keramika
U zavisnosti od namene alata u osnovni materijal uvode se različiti legirajućielementi radi dobijanja keramike odgovarajućeg kvaliteta.• oksidna (do 99,7% AlO3)• oksidno - karbidna (80% Al2O3 + 20% (TiCa - TaCa))• neoksidna (nitridna Si3N4)
4. supertvrdi materijali
• prirodni dijamant• sintetički dijamant• kubni bor - nitrid• polikristali na osnovi dijamanata

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Najveća primena kod reznih alata su dve vrste alatnih materijala:
• brzorezni čelici
•tvrdi metali, s tim što je primena tvrdih metala u stalnom porastu.
1090Rendisanje
3565
Razvrtanje,proširivanje,rezanje navoja,provlačenje
2080Bušenje3565Glodanje8020Struganje
Tvrdi metalBrzorezni čelikProcenat primene [%]
Vrsta obrade
Orjentacioni procenat primene brzoreznog čelika i tvrdog metala

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Približna ocena rezne sposobnosti alatnih materijala vrši se
preko:
1. tvrdoće
2. žilavosti i njihove zavisnosti od temperature.
Tvrdoća je najmanja kod alatnih čelika a raste idući tvrdim metalima,alatnoj keramici ka super tvrdim metalima.
Sa žilavošću je obrnut slučaj:
najveća je kod alatnih čelika a najmanja kod alatne keramike i supertvrdihalatnih materijala.
Kod brzoreznog čelika tvrdoća sporije opada sa povećanjem
temperature (rezna sposobnost se gubi kod temperature od oko 580 [ºC]– 600 [ºC]), dok je kod tvrdih metala i alatne keramike znatno sporijesmanjenje tvrdoće sa povećanjem temperature a zadržavanje reznesposobnosti je do znatno većih temperatura.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Sve vrste savremenih alatnih materijala su nastale kao rezultat stalnetežnje da se obezbedi alatni materijal što veće tvrdoće i žilavosti, odnosnootpornosti na habanje, udarna opterećenja i vibracije, posebno u uslovimavisokih temperatura rezanja.
Uticaj temperature na mehaničke karakteristike alatnog materijala iuticaj promene tvrdoće alatnog materijala na postojanost glodala

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Istovremeno rešenje suprotnih zahteva, posebno zahteva zavisokom tvrdoćom i žilavošću, dovelo je do razvoja spektraalatnih materijala kao što su:
ugljenični i legirani alatni čelici, brzorezni čelici, tvrdi metali,alatna ili rezna keramika, super tvrdi materijali.
Danas se za izradu reznih alata najčešće koriste:brzorezni čelik i tvrdi metal.
Pomoćni materijali (konstruktivni čelici,sivi liv, čelični i aluminijumski liv itd).:
za izradu drške, tela, nosača, nastavaka i sl.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Ugljenični alatni čelici pripadaju grupi alatnih čelika istorijskog značaja.Koriste se za izradu alata namenjenih obradi metala malim brzinamarezanja (ručni ureznici, razvrtači i sl.) i obradi drveta.
Legirani alatni čelici su čelici poboljšanih karakteristika, posebno upogledu otpornosti na visokim temperaturama i otpornosti na habanje.Koriste se, uglavnom, za izradu alata koji rade sa malim opterećenjima imalim brzinama rezanja.
Češće se koriste za izradu alata za isecanje i oblikovanje lima, kao i izradumernih alata i pribora.
Prema osnovnom legirajućem elementu dele se na:hrom, volfram, hrom - volframove, hrom - silicijuumove i hrom -vanadijumove legirane alatne čelike.
To su, na primer, čelici tipa Č4140, Č4141, Č4143, ..., Č4149,•prokron čelici (Č4170 ... Č4176),•merilo čelici (Č3840, Č4840, Č6440, ...),•OCR čelici (Č4150, Č4650, Č4750 ...) i dr.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Brzorezni čelik se pretežno koriste za izradu alata za bušenje, glodanje,rendisanje, provlačenje i sl., alata koji pretežno rade u uslovima prekidnogrezanja.
Predstavljaju najvažniji i najčešće primenjivani visokolegirani alatni čelik savećim sadržajem legirajućih elemenata, pre svih:
hroma, volframa, molibdena, vanadijuma i kobalta.
Variranjem sadržaja legirajućih elemenata menjaju se tvrdoća i otpornostna habanje, žilavost i otpornost na udarna - dinamička opterećenja,otpornost na povišenim temperaturama i sl.
Brzorezni čelici sa povećanim sadržajem volframa (18 % W, 4 % Cr i 1 %V) su klasični brzorezni čelici. U savremenim proizvodnim uslovima sveviše se koriste molibdenski brzorezni čelici sa smanjenim sadržajemvolframa (5 % Mo, 6 % W i 2 % V). Brzorezni čelici povećane postojanosti navisokim temperaturama sadrže veći procenat vanadijuma (do 4 %), abrzorezni čelici visoke otpornosti na povišenim temperaturama sadrže većiprocenat molibdena, vanadijuma i kobalta. To su tzv. super brzorezni čelici.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Povećanjem sadržaja volframa povećava se i osetljivost brzoreznogčelika na pojavu defekata pri brušenju - oštrenju.
Povećanjem sadržaja kobalta smanjuje se žilavost brzoreznog čelika.
Prema osnovnim legirajućim elementima brzorezni čelici sedele na:
volframove brzorezne čelike: Č6880, Č6881, Č6882, Č6883,Č9782 ...namenjene izradi normalno opterećenih reznih alata,volfram - molibdenske brzorezne čelike: Č7680, Č9780, Č9783...namenjene izradi alata povećanog opterećenja,molibdenske brzorezne čelike: Č7880, ... namenjene izradi alata zaprekidno rezanje, jer se odlikuju povećanom žilavošću,vanadijumske brzorezne čelike: Č8780, Č9681, Č9683, Č6981, Č9880, ...koje odlikuje povećana otpornost na habanje i visoke temperature, anamenjeni su izradi alata za završnu obradu,kobaltske brzorezne čelike: Č6980, Č9682, Č9780, ... koje karakterišeotpornost na visokim temperaturama i namenjeni su izradi jače opterećenihalata.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Uticaj prevlake na postojanost alata od brzoreznog čelika
Savremeni brzorezni čelici sa prevlakama, najčešće titan -nitrida (TiN) poskupljuju alat za 20 - 40 %, ali obezbeđuju ipovećanje postojanosti alata za 2 - 3 pa i nekoliko puta.Prevlake se izrađuju kao jednoslojne ili višeslojne od TiC, TiN,Al2O3, kubnog nitrida bora ili dijamanta.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Tvrdi metali se koriste za izradu strugarskih noževa, čeonih glodala i sl.,alata koji pretežno rade u uslovima neprekidnog rezanja. Tvrdimetali su fizičko - metalurška smeša tvrdih (osnovni materijal tipakarbida WC, TiC, TaC, NbC, ...) i žilavih komponenti - vezivnogmaterijala (metali Co, Ni, ...).
Tvrde metale odlikuju visoka postojanost i tvrdoća na povišenimtemperaturama (i do 1250 oC), što obezbeđuje povećanje brzinerezanja i proizvodnosti.
Prema sadržaju volfram - karbida WC razlikuju se:
1. tvrdi metali sa velikim sadržajem WC i neznatnim dodatkom ostalihkarbida TiC, TaC. Namenjeni su obradi tvrdih i krtih materijala, kadase formira kidana strugotina,
2. tvrdi metali na bazi WC, TiC i TaC (sa povećanim sadržajem TiC iTaC).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Prema slovnoj oznaci tvrdi metali se razvrstavaju u tri grupe:
1. grupa P (plava) - namenjena obradi čelika, čeličnog i temper liva,
2. grupa M (žuta) - namenjena obradi čelika, čeličnog, temper i sivogliva,
3. grupa K (crvena) - namenjena obradi krtih materijala.
Klasifikacija i označavanje tvrdih metala

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Tehnologijom nanošenja prevlaka nanose se:
jednoslojne i višeslojne prevlake od TiC, TiN, Al2O3, kubnog nitridabora, dijamanta i sl.
Prevlake i uticaj prevlake na postojanost alata od TM

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Rezna keramika se, najčešće, javlja u tri varijante - tipa kao:1. mineralna (čista ili oksidna) keramika, Al2O3 ,2. mešana (oksidno - karbidna) keramika se sastoji od 60
% Al2O3 i 40 % WC, Mo2C ili TiC,3. silicijumnitridna keramika Si3N4 .
Presovanjem i sinterovanjem na temperaturi od 1600 – 1800oC izrađuju se pločice različitog oblika, koje seisključivo mehanički učvršćuju za nosač alata.
Prednosti rezne keramike u odnosu na tvrde metale suveća tvrdoća, otpornost na habanje i otpornost navisokim temperaturama.
Nedostaci su niska žilavost i visoka osetljivost nadinamička opterećenja i promenu termičkih naprezanja.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Rezna keramika se koristi za
izradu alata namenjenih neprekidnom rezanju na mašinama veće krutosti istabilnosti i to obradu konstruktivnih čelika (ugljeničnih i legiranih),visokokvalitetnih čelika, sivog i temper liva, legura obojenih metala inemetala.
Nije pogodna za obradu lakih metala i njihovih legura zbog porastaintenziteta difuzionog habanja.
Supertvrdi alatni materijali su: prirodni dijamant, kubni nitrid bora - CBN(borozan i elbor) i sintetički dijamant - PKD. Odlikuju se vrlo visokomtvrdoćom i otpornošću na habanje, niskom žilavošću i otpornošću nadinamička opterećenja.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
111Merni pribori (merila)6.
106Pomoćni pribori5.
96Rezni alati4.
93Mašine u obradi metalarezanjem
3.
91Obradni procesi2.
91Obradni sistemi1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Uloga i klasifikacija pribora
Pribori su dopunski uređaji koji se koriste pri obradi, montaži ikontroli delova, sklopova i proizvoda. U toku izvođenja procesaobrade i realizacije pomoćnih operacija, pribori se koriste zapozicioniranje i stezanje predmeta obrade i alata.
U mnogim slučajevima obezbeđuju i potrebno vođenje alata uodnosu na predmet obrade.Prema nameni dele se na:
univerzalne i specijalne.
Univerzalni pribori su namenjeni obradi različitih pripremaka.Predstavljaju standardni pribor svake alatne mašine.
Specijalni pribori su namenjeni obradi određenih pripremaka iliizvođenju određenih operacija obrade na jednom ili više delova.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Bazna površina (baza).
Baze su tačke, linije ili površine u odnosu na koje se orijentišudrugi delovi ili površine delova u procesu obrade, merenja ilimontaže.
Dele se na: konstrukcione, tehnološke, merne i montažne.
Grupu konstruktivnih baza čine:
osnovne i pomoćne baze, koje, pri konstruisanju (izboru oblika površina,njihovog položaja, utvrđivanju dimenzija i normi tačnosti i sl.), imajusuštinski značaj. U fazi konstrukcije se identifikuju i: funkcionalne islobodne površine.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Osnovne površine (baze) su površine u odnosu na koje seodređuje položaj dela u proizvodu (sklopu).
Pomoćna površina (baza) određuje položaj montiranih delovapodsklopova.
Funkcionalne površine su površine preko kojih se ostvarujefunkcija zadatog sklopa. To su, u pomenutom slučaju, bočnepovršine zuba zupčanika.
Slobodne površine su površine povezuju osnovne i pomoćnepovršine. To je površina valjka (4).

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Karakteristične površine delova sklopa
Tehnološka baza je površina koja određuje položaj dela u procesu izrade (obrade) uodnosu na rezni alat i/ili pribor.Merne baze se koriste u procesu merenja i kontrole gotovog dela. Merna baza jepovršina koja određuje relativni položaj dela ili sklopa i sredstva merenja.Montažne baze se koriste za orijentaciju i postavljanje delova pri montaži. To su bazekoje lišavaju deo ili sklop tri stepena kretanja, na primer pomeranja duž jedne ose iobrtanja oko druge dve ose.
rukavac 3(3'),
stepenica 5(5')
cilindričnapovršinačaura 2(2'),
površina valjka (4).
stepenastepovršine 1(1')
položaj vratilau kućištu 6(6').

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Univerzalni (stezni) pribori:namenjeni prvenstveno pojedinačnoj i maloserijskoj proizvodnji za
postavljanje i stezanje predmeta obrade i alata različitih oblika i
dimenzija.
Kao univerzalni pribori koriste se:
1. univerzalna glave za stezanje,
2. šiljci,
3. univerzalni stezač za alate sa cilindričnom drškom,
4. brzi stezač za alate sa cilindričnom drškom,
5. mašinske stege,
6. obrtni stolovi,
7. trnovi (vratila),
8. odstojni prstenovi, obrtni prstenovi,
9. stezne čaure, elastične stezne čaure, magnetne ploče i sl.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Univerzalna glava za stezanje
Služi za stezanje okruglih (često i prizmatičnih) delova ili alata sa drškom(burgije, vretenasta glodala ...). Razlikuju se po stepenu univerzalnosti,konstrukciji mehanizma za samocentriranje i stezanje.
Univerzalna glava za stezanje sa tri (četiri, retko dve) čeljusti je standardnipribor strugova, glodalica i brusilica,
1. Ručno
2. Mehanizovano (pneumatskim,
hidrauličnim ili lektromehaničkim)
stezanjem.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Mašinske stege se koriste za ručno stezanje različitih delova narendisaljkama, bušilicama, glodalicama i dr.
Različite konstrukcije stega, okretne u ravni ili prostoru, omogućujućiorijentaciju dela za obradu površina pod uglom.
Pored ručnih, postoje i stege sa mehanizovanim stezanjem, najčešćehidrauličnim.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Šiljci se koriste za pozicioniranje i stezanje cilindričnih delova većih dužina(odnos dužine i prečnika L/d iznad 4 do 10), najčešće na strugovima ibrusilicama za okruglo brušenje.
Šiljci Pozicioniranje pomoću šiljaka

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Obrtači (srca) služe za prenos obrtnog kretanja sa glavnog vretena napredmet obrade, kod pozicioniranja pomoću šiljaka.
Osnovne konstrukcije obrtača (srca)
Linete se koriste za oslanjanje predmeta obrade u toku rezanja sa ciljemsprečavanja i smanjenja deformacija dužih delova, nastalih dejstvomspoljašnjih sila (sila i otpora rezanja, sopstvene mase i sl.)
Pokretne i nepokretne linete
1. Pokretne se postavljaju nauzdužni nosač alata,
2. Nepokretne na vođicenosača alata odnosnonosača šiljka.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Trnovi se primenjuju za postavljanje i stezanje predmeta sa centralnimotvorom većeg prečnika i manje debljine zida, odnosno stezanje alata.
Specijalni priboriSastoje se od: telapribora, elemenata zapostavljanje(baziranje),mehanizama zapritezanje (stezanje) ielemenata zapovezivanje (čivija,zavrtanj i sl.)

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Nastavna pitanja:
Strana uudžbeniku
111Merni pribori (merila)6.
106Pomoćni pribori5.
96Rezni alati4.
93Mašine u obradi metalarezanjem
3.
91Obradni procesi2.
91Obradni sistemi1.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Osnovi merenja i kontrole
Prema standardima sistema upravljanja kvalitetom serije ISO9001:standardima QMS) tehnička kontrola kvaliteta izradeproizvoda (merenje, kontrolisanje i ispitivanje) obuhvata,između ostalog, i kontrolu:
1. kvaliteta izrade proizvoda,2. sposobnosti tehnoloških procesa i proizvodne opreme.
Kontrola kvaliteta izrade proizvoda
je provera stepena bliskosti – ″poklapanja″ pokazateljakvaliteta izrade sa zahtevima definisanim konstruktivno –tehnološkom dokumentacijom.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Kontrola sposobnosti tehnoloških procesa (proizvodne opreme)podrazumeva identifikovanje:
indeksa potencijala (preciznosti):
indeksa sposobnosti (tačnosti):
gde su:T = Xg - Xd, mm - konstruktivnom dokumentacijom propisana tolerancijaizrade;Tp = 6 σ, mm - prirodna tolerancija koja se obezbeđuje datim procesomizrade;σ, mm - standardna devijacija rasipanja rezultata višestruko ponovljeneprocedure merenja posmatrane dimenzije:

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
, mm - srednja aritmetička vrednost rezultata merenja:
§Xi, mm - vrednosti pojedinačnih merenja;§n - broj merenja;§Δ, mm - minimalno rastojanje srednje aritmetičke vrednosti rezultatamerenja i granica specifikacije (Xd, Xg);§Δr , mm - veličina podešavanja:
§Xs, mm sredina tolerantnog polja:

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Merenje je eksperimentalno određivanje numeričke vrednosti fizičkeveličine. Vrednost se očitava na indikatorskoj jedinici mernog pribora
Ilustracija postupka merenja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Kontrola je postupak kojim se izvodi provera da li se kontrolisanadimenzija (veličina) nalazi unutar propisanih granica tolerancije(maksimalnog i minimalnog odstupanja).
Vrednost kontrolisane veličine je određena atributima:u granicama, iznad gornje granice i ispod donje granice.
Na osnovu rezultata kontrole delovi se razvrstavaju nausaglašene (u granicama) i neusaglašene (van granica).
Neusaglašeni delovi se mogu doraditi ako je kontrolisanadimenzija iznad gornje granice kod spoljašnje odnosno ispoddonje granice kod unutrašnje dimenzije.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Prema nameni merila se dele na:
1. etalone,
2. merke,
3. kontrolnike ili tolerancijska merila,
4. univerzalna merna sredstva,
5. merna sredstva specijalne namene,
6. kontrolne uređaje (poluautomate i automate) i
7. merne sisteme.

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Šematski prikaz operacija kontrole

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Paralelna granična merila

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Granična merila za uglove po svom obliku mogu biti veoma različita(trougaona, četvorougaona i sl.).
Obezbeđuju formiranje slogova različite nominalne vrednosti ugla(lepljenjem - slaganjem merki).
Granična merila za uglove

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Kontrolnici ili tolerancijska merila se koriste za kontrolu dimenzija, jerobezbeđuju proveru da li se kontrolisana dimenzija nalazi u granicamadozvoljenih odstupanja.
Najpoznatiji kontrolnici su kontrolni čepovi i kontrolne račve.
Kontrolnik za dužine Kontrolnik za konus

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Kontrolne račve za osovine
Kontrolni čepovi za osovine
Kontrolnik za dubine

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Pomična ili kljunasta merila
spadaju u grupu najčešće korišćenih merila u industriji prerade metala, zamerenje spoljašnjih i unutrašnjih mera (prečnici, dužine, širine, dubine isl.), visina, među osna rastojanja itd.
Standardno pomično merilo

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
1 - račva; 2 - nepokretni pipak;3 - pokretni pipak; 4 – doboš sa dopunskom skalom;5 - mehanizam sa skakavicom; 6 – končić.
Mikrometar za spoljašnja merenja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Mikrometar za unutrašnja merenja

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
Univerzalni mehanički uglomer se koristi za merenje uglova u rasponuod 0 – 360 stepeni sa tačnošću ±5' .
1 - osnovna skala; 2 - dopunska skala; 3 - nepokretni disk;4 - nepokretni lenjir; 5 - pokretni disk; 6 - pokretni lenjir.
Univerzalni mehanički uglomer

Osnovne akademske studije – Studijski program - Inženjerski menadžment
Tehnički sistemi 2011. Dušan B. Regodić
HVALA NA PAŽNJI




![IX Predavanje - ucg.ac.me predavanje... · IX Predavanje ,]UDGDWRSRJUDIVNHSRGORJH 7RSRJUDIVNLNOMXþ 9HUWLNDOQD predstava terena. Interpolacija izohipsi. Digitalni model terena. Geodetske](https://img.pdfslide.tips/doc/110x75/5e03323cd9e2ea2f204234e6/ix-predavanje-ucgacme-predavanje-ix-predavanje-udgdwrsrjudivnhsrgorjh.jpg)