Embed Size (px)
Citation preview
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 1/49
PRAKTIKUM NC / CNC KELOMPOK 23
BAB I
PENDAHULUAN
1.1 Sejarah dan Perkembangan Mesin-Mesin CNC 3A
Pemakaian mesin perkakas CNC dalam proses permesinan adalah sebagai suatu
metode atau prosedur yang baru dalam mengorganisasikan informasi yang dibutuhkan
dalam perencanaan proses permesinan. Informasi ini dikumpulkan, disusun dan
kemudian diolah ke dalam bentuk data yang dapat disimpan di dalam memori mesin dan
dapat dimengerti mesin. Data nilai yang akan mengatur proses atau langkah-langkah
yang akan dikerjakan oleh mesin tersebut.
Konsep permesinan untuk memproduksi suatu benda kerja dengan
menggunakan mesin perkakas CNC !-"# mencakup beberapa aspek pendukungdiantaranya$
%. &ambar teknik yang mencantumkan geometri detail
'. (pesifikasi material, perkakas, dan benda kerja
". Pemilihan parameter pemotongan
). Perencanaan urutan proses permesinan
*. Pembuatan program computer dan data
+. Pelaksanaan proses permesinan
. Pengukuran kualitas produk yang dihasilkan
(istem kontrol pada mesin CNC dapat menggantikan tugas yang biasa dilakukan
dalam proses permesinan pada mesin perkakas konensional. #kan tetapi ada beberapa
hal yang dimana fungsi operator tidak digantkan oleh otomasi tersebut, antara lain$
%. emilih dan mempersiapkan perkakas potong
'. (etting benda kerja dan pahat
". emasang dan melepas benda kerja
). Penga/asan pelaksanaan proses permesinan0jika terjadi hal khusus seperti pahat
patah, kondisi permesinan jelek1 serta pemeriksaan program.
!ntuk itu diperlukan seorang operator mesin perkakas CNC sebaiknya adalah
operator yang mempunyai pengalaman dengan permesinan dan juga mampu
melaksanakan proses permesinan konensional dan dapat menerapkan
pengalaman2pengetahuan untuk pemakaian mesin perkakas secara baik.
Perlu diingat bah/a jenis mesin dan system control CNC !-"# yang terdapat
di industry banyak ragamnya dan tidak mungkin diperkenalkan satu persatu. Dengan
demikian praktikum ini bertujuan untuk pengenalan dan pemahaman prosedur persiapan
pada mesin CNC !-"#.
1. !aha" Peren#anaan Pr$ses Permesinan
LABORATORIUM OTOMASI MANUFAKTUR
%SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 2/49
PRAKTIKUM NC / CNC KELOMPOK 23
Proses pemesinan adalah proses pemotongan atau pembuangan sebagian bahan
dengan maksud untuk membuat produk. Pemakaian mesin perkakas CNC dalam proses
pemesinan adalah sebagai suatu metode atau prosedur yang baru dalam
mengorganisasikan informasi yang dibutuhkan dalam perencanaan proses pemesinan.
ahap perencanaan pemesinan untuk memproduksi suatu benda kerja dengan
menggunakan mesin perkakas CNC mencakup berbagai aspek pendukung, diantaranya$
%. &ambar teknik yang mencantumkan geometri secara detail
Dalam proses pemesinan suatu benda kerja, terlebuh dahulu kita harus menggambar
produk yang diinginkan dengan mencantumkan geometri secara detail. 3al ini akan
membantu kita dalam menentukan pemrogaman CNC-nya.
'. (pesifikasi material dari benda kerja
4enis benda kerja yang akan digunakan adalah alumunium dan pahat 5 pahat pada
CNC "# ada beberapa macam seperti pahat facaing, pahat bor, dan pahat kantong.
". Pemilihan parameter pemotongan
Parameter pemotongan yang akan digunakan adalah depth of cut 0kedalaman
pemotongan1, kecepatan pemotongan dan kecepatan asutan.
). Perencanaan urutan proses pemesinan
!rutan proses pemesinan yang akan dilakukan setelah menyiapkan benda kerja
adalah yang pertama yaitu proses pengefraisan setelah itu adalah melakukan proses
pengefraisan kantong menggunakan pahat kantong.
*. Pembuatan program komputer atau data 3C
Program komputer atau yang disebut sebagai manuscript harus dibuat terlebih
dahulu sebelum melakukan pemesinan. anuscript terdiri dari kode 5 kode huruf,angka
dan simbol yang akan diterjemahkan oleh sebuah perangkat komputer yang disebut
machine control menjadi bentuk gerakan persumbuan sesuai dengan perintah program
yang telah dibuat.
+. Pelaksanaan proses pemesinan
(etelah menulis manuscript dan melakukan urutan proses pemesinan yang sudah
direncanakan sebelumnya, kita dapat melakukan plotter,dry run dan yang terakhir
adalah mengeksekusi benda kerja.
. Pengukuran kualitas produk yang dihasilkan
LABORATORIUM OTOMASI MANUFAKTUR
'SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 3/49
PRAKTIKUM NC / CNC KELOMPOK 23
(etelah proses pemesinan berakhir dan terbentuknya produk, kita harus melakukan
pengukuran kualitas produk tersebut dalam segi dimensi maupun kecacatan produk
tersebut
1.% !&j&an Prak'ik&m
%. emahami operasional mesin milling ! CNC "# 0untuk " sumbu1 dan simulasi
gerakan pahat
'. ampu membuat program mesin CNC ! "# untuk geometri suatu komponen serta
mengeksekusinya.
LABORATORIUM OTOMASI MANUFAKTUR
"SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 4/49
PRAKTIKUM NC / CNC KELOMPOK 23
BAB II
DASA( !E)(I
.1. Bagian * bagian U'ama dan S"esi+ikasi Mesin
&ambar '.% esin CNC ! "#
(umber$ 6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
(pesifikasi esin 9rais 2 illing achine
erk $ :mco 0#ustria1
4enis $ illing 2 9rais
odel $ ! CNC 5 "#
(pindel utama $ - ;Putaran $ *< 5 "'<< rpm
- Daya input $ *<< /att
- Daya output $ "<< /att
4umlah pahat $ * buah
&erakan makan $ - 4arak sumbu = $ < 5 %>>,>> mm- 4arak sumbu y $ < 5 >>,>> mm
- 4arak sumbu ? $ < 5 %>>,>> mm
- 9eed $ ' 5 )>> mm2min
' 5 %>> inch2min
- 9eed oerite $ P! @ < 5 %'< A
! @ "< 5 )<< A
Ketelitian $ <,<% mm
LABORATORIUM OTOMASI MANUFAKTUR
)SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 5/49
PRAKTIKUM NC / CNC KELOMPOK 23
#. 8agian ekanik
%. otor !tama
9ungsi dari motor utama sendiri digunakan untuk menggerakkan spindle. otor
ini adalah jenis motor DC dengan kecepatan putaran sebagai berikut $
- Panjang putaran *< 5 "<< putaran2menit
- enaga *<< /att
&ambar '.' otor utama(umber $ 6aboraturium 7tomasi anufaktur !niersitas 8ra/ijaya
'. :retan 0 support 1
:retan adalah penggerak jalannya mesin " a=is yang memiliki dua fungsi
gerakan kerja yang posisi ertikal dan hori?ontal yang masing 5 masing dibagi
dalam " bagian gerakan. " gerakan ini meliputi $
- :retan memanjang sumbu = 0 < 5 %>>,>> mm 1
- :retan memanjang sumbu y 0 < 5 >>,>> mm 1
- :retan tegak lurus sumbu ? 0 < 5 %>>,>> mm 1
LABORATORIUM OTOMASI MANUFAKTUR
*SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 6/49
PRAKTIKUM NC / CNC KELOMPOK 23
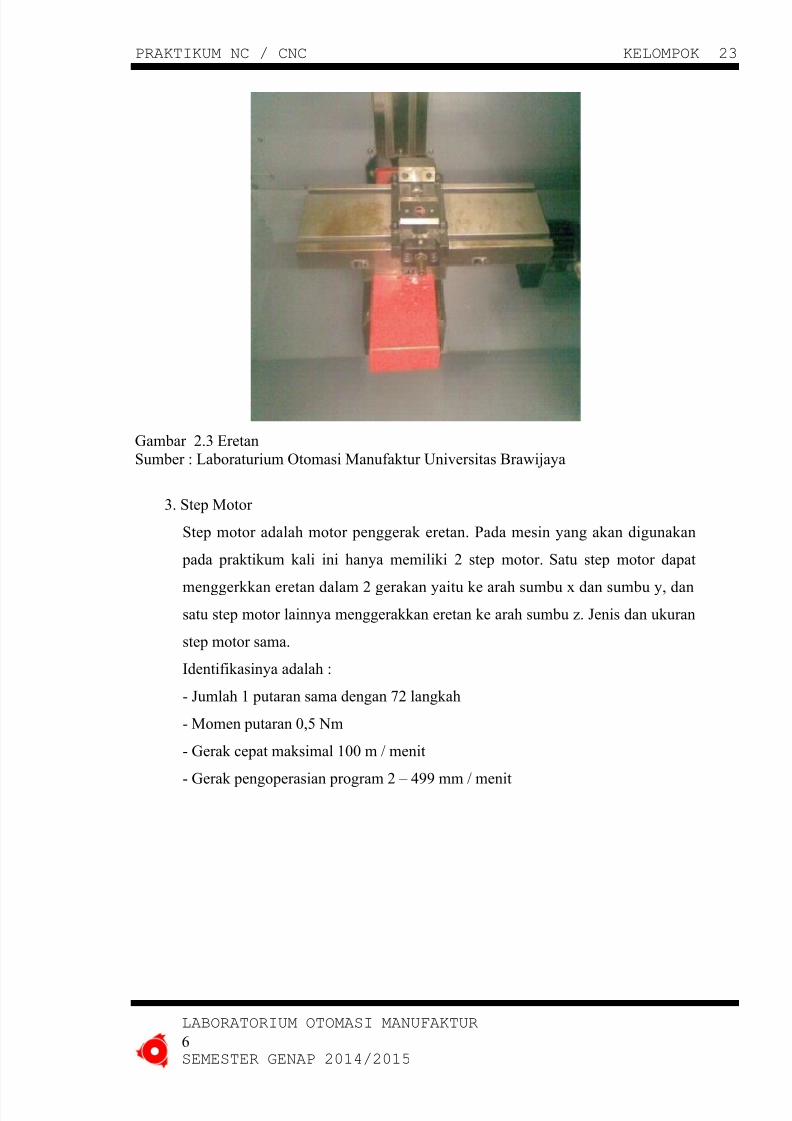
&ambar '." :retan
(umber $ 6aboraturium 7tomasi anufaktur !niersitas 8ra/ijaya
". (tep otor
(tep motor adalah motor penggerak eretan. Pada mesin yang akan digunakan
pada praktikum kali ini hanya memiliki ' step motor. (atu step motor dapat
menggerkkan eretan dalam ' gerakan yaitu ke arah sumbu = dan sumbu y, dan
satu step motor lainnya menggerakkan eretan ke arah sumbu ?. 4enis dan ukuran
step motor sama.
Identifikasinya adalah $
- 4umlah % putaran sama dengan ' langkah
- omen putaran <,* Nm
- &erak cepat maksimal %<< m 2 menit
- &erak pengoperasian program ' 5 )>> mm 2 menit
LABORATORIUM OTOMASI MANUFAKTUR
+SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 7/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar '.) (tep otor
(umber $ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
). Bagum
Bagum berfungsi untuk menjepit benda kerja. Pada ragum ini dilengkapi dengan
stopper yang dapat digunakan untuk penyangga benda kerja. Cara kerja alat ini
secara manual.
&ambar '.* Bagum
(umber $ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
*. Bumah #lat Potong
#lat ini digunakan untuk menjepit alat potong 0 tool holder 1 pada /aktu proses
pengerjaan benda kerja. Bumah alat potong pada mesin milling digunakan untuk
menjepit alat potong pada /aktu proses pengerjaan benda kerja. !ntuk proses
pengerjaan dengan layanan mesin cnc dapat mempergunakan lebih dari satu alat
potong karena data alat potong dapat disimpan dalam memori mesin. (edangkan
proses penggantian alat potong dilakukan secara manual.
LABORATORIUM OTOMASI MANUFAKTUR
SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 8/49
PRAKTIKUM NC / CNC KELOMPOK 23
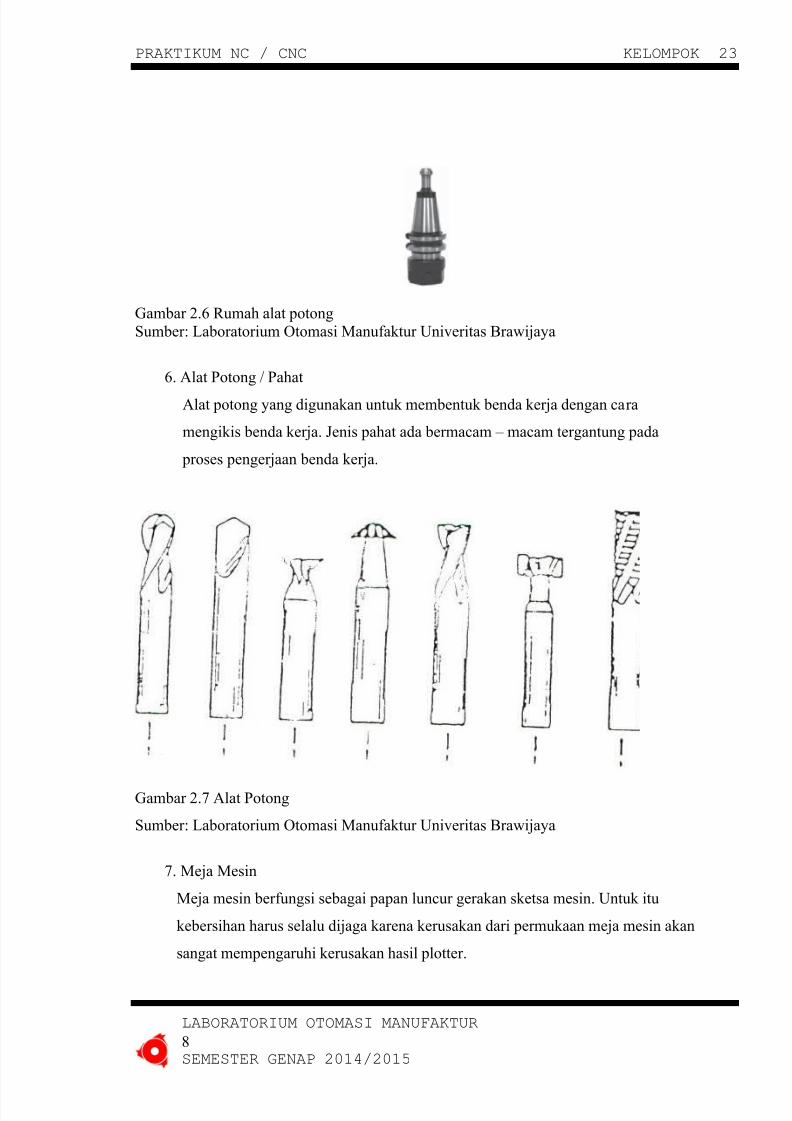
&ambar '.+ Bumah alat potong
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
+. #lat Potong 2 Pahat
#lat potong yang digunakan untuk membentuk benda kerja dengan cara
mengikis benda kerja. 4enis pahat ada bermacam 5 macam tergantung pada
proses pengerjaan benda kerja.
&ambar '. #lat Potong
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
. eja esin
eja mesin berfungsi sebagai papan luncur gerakan sketsa mesin. !ntuk itu
kebersihan harus selalu dijaga karena kerusakan dari permukaan meja mesin akan
sangat mempengaruhi kerusakan hasil plotter.
LABORATORIUM OTOMASI MANUFAKTUR
SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 9/49
PRAKTIKUM NC / CNC KELOMPOK 23
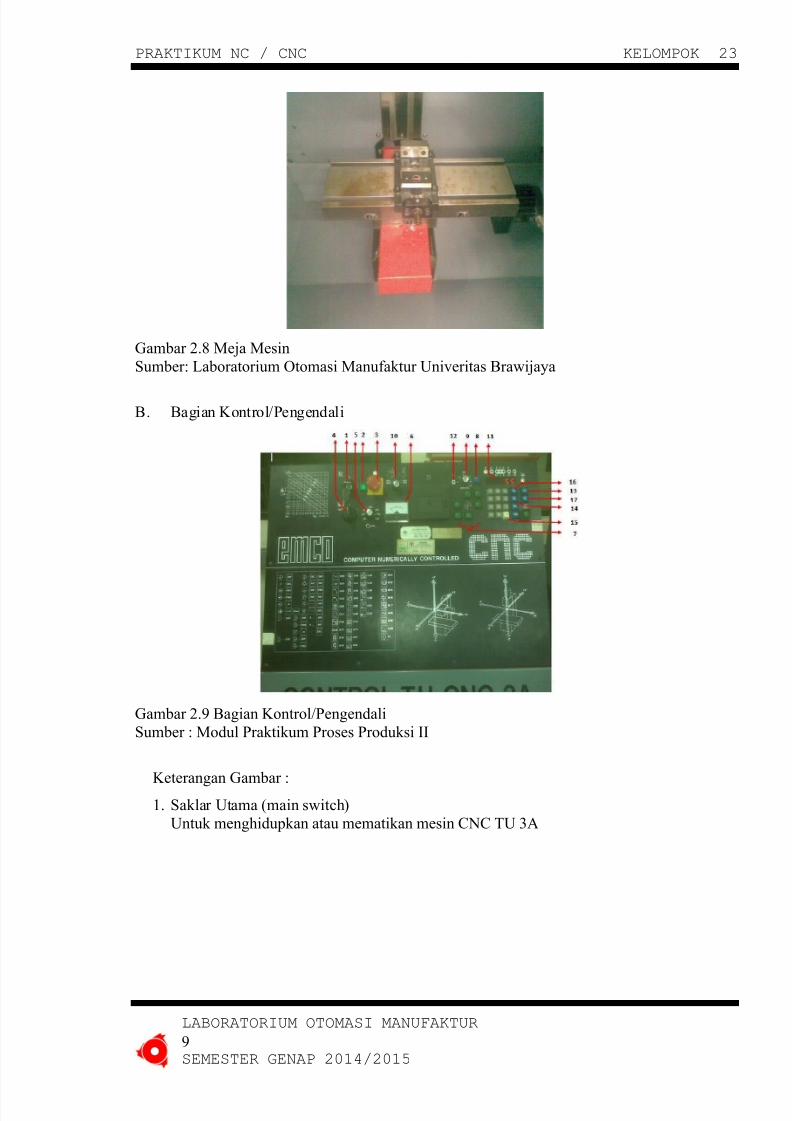
&ambar '. eja esin
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
8. 8agian Kontrol2Pengendali
&ambar '.> 8agian Kontrol2Pengendali
(umber $ odul Praktikum Proses Produksi II
Keterangan &ambar $%. (aklar !tama 0main s/itch1
!ntuk menghidupkan atau mematikan mesin CNC ! "#
LABORATORIUM OTOMASI MANUFAKTUR
>SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 10/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar '.%< (aklar !tama
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
'. 6ampu Kontrol (aklar !tama
6ampu ini berfungsi sebagai indikator mesin hidup atau mati.
&ambar '.%% 6ampu Kontrol (aklar !tama
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
". ombol Darurat 0:mergency (top1
ombol ini diaktifkan apabila terjadi bahaya seperti konsleting, tabrakan atau
bahaya lainnya. Caranya cukup ditekan maka mesin mati. !ntuk menghidupkan
kembali cukup diputar ke kanan. (aklar utama dimatikan dan dihidupkan lagi.
&ambar '.%' $ ombol darurat
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
). (aklar !tama untuk (umbu !tama
(aklar layanan ini digunakan untuk memutar sumbu utama yang dihubuungkan
dengan rumah alat potong. (aklar ini dapat berfungsi secara manaual2CNC.
LABORATORIUM OTOMASI MANUFAKTUR
%<SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 11/49
PRAKTIKUM NC / CNC KELOMPOK 23
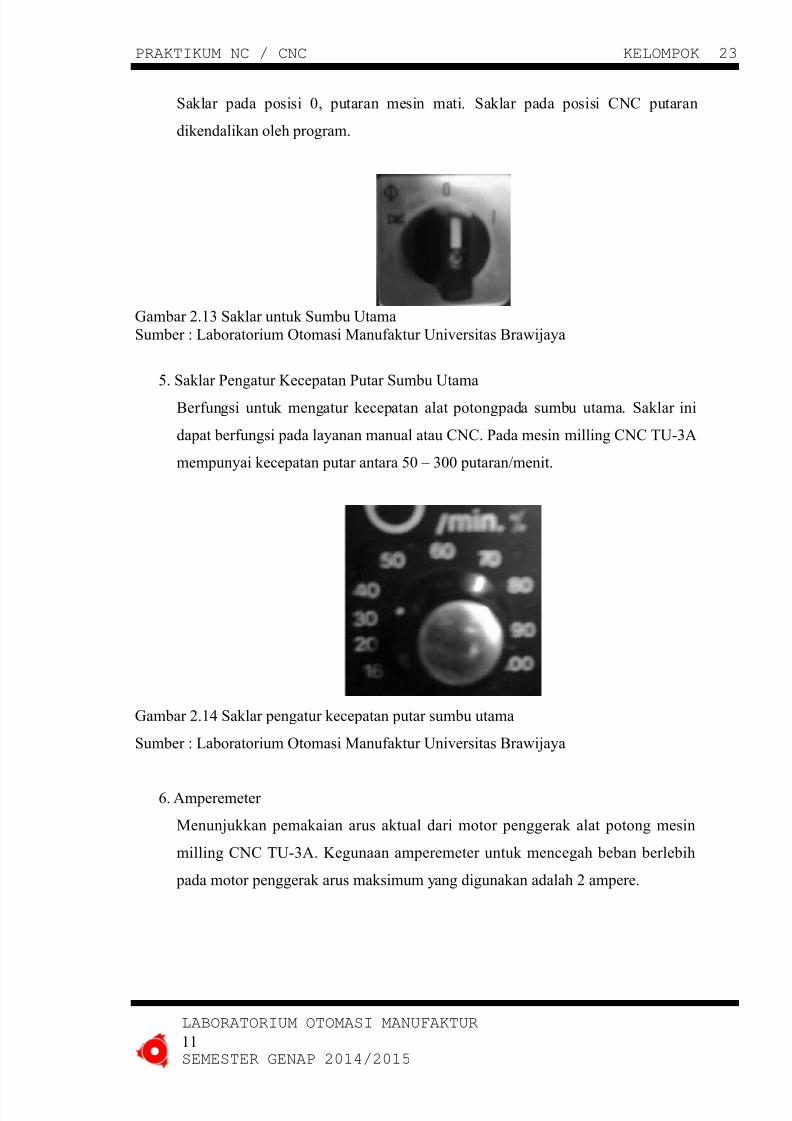
(aklar pada posisi <, putaran mesin mati. (aklar pada posisi CNC putaran
dikendalikan oleh program.
&ambar '.%" (aklar untuk (umbu !tama
(umber $ 6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
*. (aklar Pengatur Kecepatan Putar (umbu !tama
8erfungsi untuk mengatur kecepatan alat potongpada sumbu utama. (aklar ini
dapat berfungsi pada layanan manual atau CNC. Pada mesin milling CNC !-"#
mempunyai kecepatan putar antara *< 5 "<< putaran2menit.
&ambar '.%) (aklar pengatur kecepatan putar sumbu utama
(umber $ 6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
+. #mperemeter
enunjukkan pemakaian arus aktual dari motor penggerak alat potong mesin
milling CNC !-"#. Kegunaan amperemeter untuk mencegah beban berlebih
pada motor penggerak arus maksimum yang digunakan adalah ' ampere.
LABORATORIUM OTOMASI MANUFAKTUR
%%SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 12/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar '.%* amperemeter
(umber $ 6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
. ombol #sutan Pelayanan anual
8erfungsi untuk menggerakkan pahat ke arah sumbu =,y,? secara manual.
&ambar '.%+ ombol #sutan Pelayanan anual
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
. ombol &erakan Cepat
4ika menekan tombol asutan dan tombol gerakan cepat secara bersamaan berarti
melaksanakan gerakkan cepat dari eretan memanjang, melintang,dan ertical.
&ambar '.% ombol &erakan Cepat
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
LABORATORIUM OTOMASI MANUFAKTUR
%'SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 13/49
PRAKTIKUM NC / CNC KELOMPOK 23
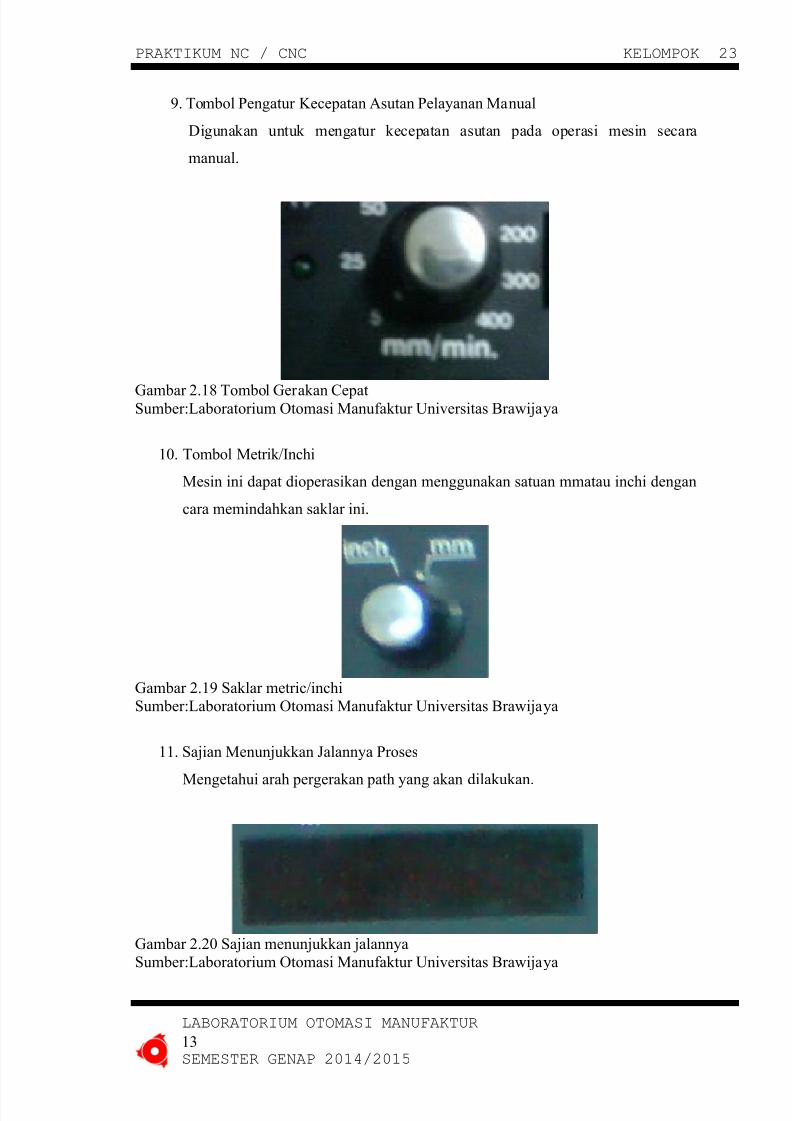
>. ombol Pengatur Kecepatan #sutan Pelayanan anual
Digunakan untuk mengatur kecepatan asutan pada operasi mesin secara
manual.
&ambar '.% ombol &erakan Cepat(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
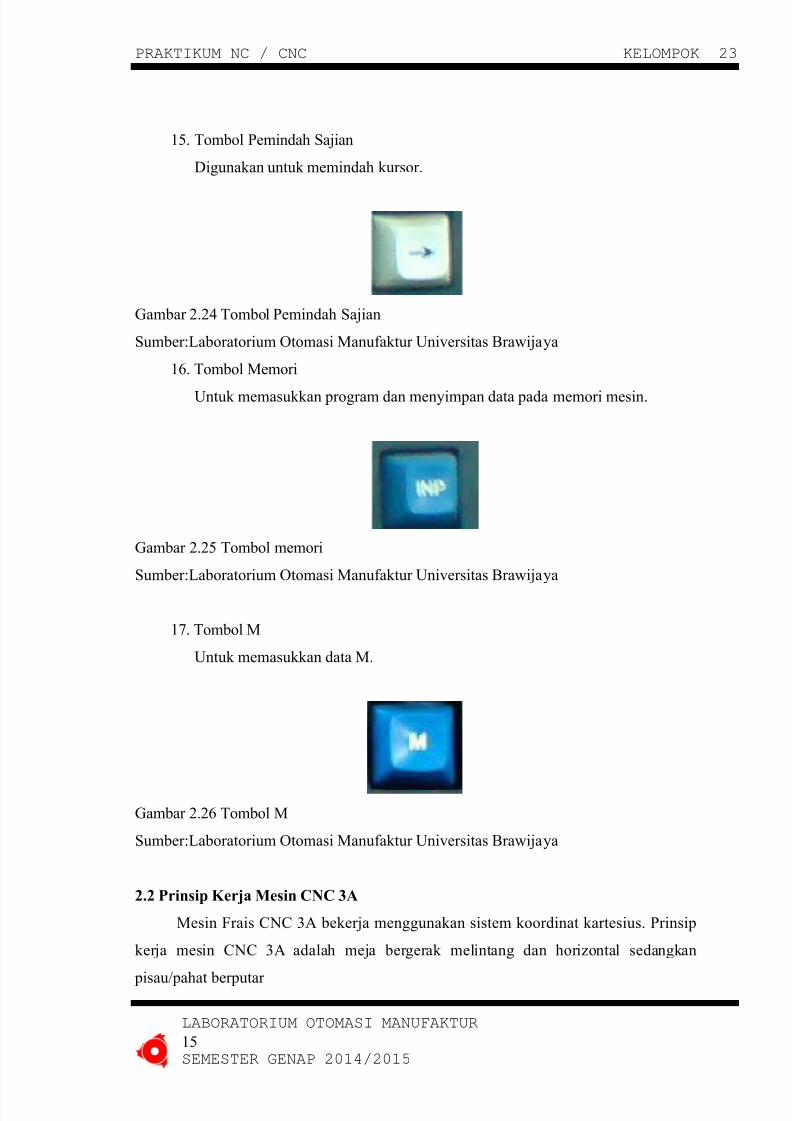
%<. ombol etrik2Inchi
esin ini dapat dioperasikan dengan menggunakan satuan mmatau inchi dengan
cara memindahkan saklar ini.
&ambar '.%> (aklar metric2inchi
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
%%. (ajian enunjukkan 4alannya Proses
engetahui arah pergerakan path yang akan dilakukan.
&ambar '.'< (ajian menunjukkan jalannya
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
LABORATORIUM OTOMASI MANUFAKTUR
%"SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 14/49
PRAKTIKUM NC / CNC KELOMPOK 23
%'. 6ampu Kontrol Pelayanan anual
Indikator bah/a mesin digerakkan secara manual.
&ambar '.'%6ampu Kontrol Pelayanan anual
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
%". ombol Pelayanan anual
Pemindahan fungsi CNC atau fungsi manual.
&ambar '.''$ ombol Pelayanan manual2CNC
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
%). ombol 3apus
Digunakan untuk menghapus data satu kata.
&ambar '.'"$ ombol 3apus
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
LABORATORIUM OTOMASI MANUFAKTUR
%)SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 15/49
PRAKTIKUM NC / CNC KELOMPOK 23
%*. ombol Pemindah (ajian
Digunakan untuk memindah kursor.
&ambar '.') ombol Pemindah (ajian
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
%+. ombol emori
!ntuk memasukkan program dan menyimpan data pada memori mesin.
&ambar '.'* ombol memori
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
%. ombol
!ntuk memasukkan data .
&ambar '.'+ ombol
(umber$6aboratorium 7tomasi anufaktur !niersitas 8ra/ijaya
. Prinsi" ,erja Mesin CNC 3A
esin 9rais CNC "# bekerja menggunakan sistem koordinat kartesius. Prinsip
kerja mesin CNC "# adalah meja bergerak melintang dan hori?ontal sedangkan
pisau2pahat berputar
LABORATORIUM OTOMASI MANUFAKTUR
%*SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 16/49
PRAKTIKUM NC / CNC KELOMPOK 23
!ntuk arah gerak persumbuan esin 9rais CNC !-"# tersebut diberi lambang
pesumbuan sebagai berikut $
a1 (umbu untuk arah gerakan hori?ontal, jarak sumbu = $ <-%>>.>> mm
b1 (umbu E untuk arah gerakan melintang, jarak sumbu y $ <->>.>> mm
c1 (umbu F untuk arah gerakan ertikal, jarak sumbu ? $ <-%>>.>> mm
F E
&ambar '.' Prinsip Kerja esin CNC "#
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
.3 Sis'em ,$$rdina' Mesin CNC 3A
(ecara umum, cara pengoperasian mesin CNC dengan cara memasukkan perintah
numerik melalui tombol-tombol yang tersedia pada panel instrumen di tiap-tiap mesin.
(etiap jenis mesin CNC mempunyai karakteristik tersendiri sesuai pabrik yang
membuat mesin tersebut. Nemun demikian secara garis besar dari karakteristik cara
pengoperasian mesin CNC dapat dilakukan dengan dua macam cara $
%. (istem Koordinat #bsolut
(emua program dimulai dari titik a/al yang sama. (eperti contoh pemberian
ukuran pada gambar berikut, pemberian jarak lubang pada sumbu tegak dan sumbu
mendatar diukur dari satu titik a/al 0referensi1 yang sama.
!i'ik
P1 -' <P -' -'
P3 -) -'
P% -) -)P/ -' -+
LABORATORIUM OTOMASI MANUFAKTUR
%+SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 17/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar '.' Koordinat #bsolut
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
'. (istem Koordinat Inkremental
#khir pemrograman merupakan titik a/al dari pemrograman berikutnya. (eperti
pada contoh pemberian ukuran pada gambar berikut, pemberian ukuran jarak lubang
pada sumbu tegak dan sumbu mendatar diukur secara paralel, setiap titik akhir
pengukuran menjadi titik a/al untuk pengukuran berikutnya.
&ambar '.'> Koordinat Inkremental
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
.% Perin'ah * "erin'ah Pemr$graman
#. 9ungsi &, 9ormat 8lok
&<< $ &erakan cepat
G $ N"2&<<2H*2EH)2FH*
3 $ N"2&<<2H)2EH*2FH*
&<% $ Interpolasi 6urus
G $ N"2&<%2H*2EH)2FH*29"
3 $ N"2&<%2H)2EH*2FH*29"
&<' $ Interpolasi elingkar (earah 4arum jam
&<" $ Interpolasi elingkar 8erla/anan #rah 4arum 4am
Kuadran$
G $ N"2 &<'2&<" 2H*2EH)2FH*29"
3 $ N"2 &<'2&<" 2H)2EH*2FH*29"
N"2>>24'2K'0lingkaran sebagian1
LABORATORIUM OTOMASI MANUFAKTUR
%SEMESTER GENAP 2014/2015
!i'ik
P1 -' <
P < -'
P3 -' <P% < -'P/ ' -'
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 18/49
PRAKTIKUM NC / CNC KELOMPOK 23
&<) $ 6amanya tinggal diam
N"2&<)2*
&'% $ 8lok Kosong
N"2&'%
&'* $ emanggil sub. Program
N"2&'*26091"
&' $ Instruksi elompat
N"2&'26091"
&)< $ Kompensasi Badius Piisau 3apus
N"2&)<
&)* $ Penambahan Badius Pisau
N"2&)*
&)+ $ Pengurangan Baius Pisau
N"2&)+
&) $ Penambahan Badius Pisau ' kali
N"2&)
&) $ Pengurangan Badius Pisau ' kali
N"2&)
&+) $ otor asutan tanpa arus 09ungsi penyetelan1
N"2&+)
&+* $ Pelayanan pita magnet 09ungsi penyetelan1
N"2&+*
&++ $ Pelaksanaan antar aparat dengan B( '"'
N"2&++
&' $ (iklus Pengefraisan Kantong
G $ N"2&'2H*2EH)2FH*29"
3 $ N"2&'2H)2EH*
&" $ (iklus Pemutusan atal
N"2&"2FH*29"
&) $ (iklus Penguliran 04alan Kiri1
N"2&)2K"2FH*29"
&% $ (iklus Pemboran etap
LABORATORIUM OTOMASI MANUFAKTUR
%SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 19/49
PRAKTIKUM NC / CNC KELOMPOK 23
N"2&%2FH*29"
&' $ (iklus pemboran tetap dengan tinggal diam
N"2&'FH*29"
&" $ (iklus Pembpran etap dengan Pembuangan otal
N"2&"FH*29"
&) $ (iklus Pembubutan
N"2&)2K"2FH*29"
&* $ (iklus ereamer etap
N"2&*2FH*29"
&> $ (iklus ereamer etap dengan inggal Diam
N"2&>2FH*29"
&>< $ Pemrograman nilai absolut
N"2&><
&>% $ Pemrograman niali inkremental
N"2&>%
&>' $ Penggeseran titik referensi
G $ N"2&>'2H*2EH)2FH*
3 $ N"2&>'2H)2EH*2FH*
Keterangan $
G $ Gertikal 3 $ 3orisontal
8. 9ungsi , 9ormat blok
<< $ diam
N"2<<
<" $ spindle frais hidup, searah jarum jam
N"2<"
<* $ spindle frais mati
N"2<*
7+ $ penggeseran alat, raadius pisau frais masuk
N"2<+2D*2()2FH*2"
LABORATORIUM OTOMASI MANUFAKTUR
%>SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 20/49
PRAKTIKUM NC / CNC KELOMPOK 23
<
<>
'< 3ubungan keluar
'% N"2'
''
'"
'+ $ 3ubungan Keluar impuls
N"2'+23"
"< $ Program berakhir
N"2"<
> $ Kompensasi kocak2kelonggaran otomatis
N"2>2"2E"'2F"
>> $ Parameter dari interpolasi melingkar 0 dalam hubungan dengan
&<'2&<" 1
N"2>>24"2K"
C. anda 5 tanda #larm
#<< $ (alah kode &2
#<% $ (alah Badius2>>
#<' $ (alah nilai ?
#<" $ (alah nilai 9
#<* $ idak ada kode "<
#<+ $ idak ada kode <"
#< $ idak ada arti
#< $ Pita habis pada penyimpanan kaset
#<> $ Program tidak ditemukan
#%< $ Pita kaset dalam pengamanan
#%% $ (alah Pemuatan
#%' $ (alah pengecekan
#%" $ Penyetelan inchi2mm dengan memori program penuh
#%) $ (alah posisi kepala frais2penambahan jalan dengan 67#D
2 atau 2
LABORATORIUM OTOMASI MANUFAKTUR
'<SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 21/49
PRAKTIKUM NC / CNC KELOMPOK 23
#%* $ (alah nilai E
#%+ $ idak ada nilai radius pisau frais
#% $ (alah sub. program
#% $ 4alannya kompensasi radius pisau frais lebih kecil dari nol
D. Kombinasi tombol
J J $ untuk gerak cepat arah sumbu J
J - $ untuk gerak cepat arah sumbu -
J $ menyisipkan % baris blok program
J $ menghapus % baris blok program
J $ menghapus alarm
J $ eksekusi program berhenti sementara
J $ menghapus program keseluruhan
./ Penen'&an Parame'er Permesinan
%. endapatkan asutan dan dalamnya pemotongan- Prosedur
- 8ahan $ #lmunium
Perhatikan grafik Dalamnya Pemotongan Diameter #lat Potong 5 #sutanL
LABORATORIUM OTOMASI MANUFAKTUR
'%SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 22/49
PRAKTIKUM NC / CNC KELOMPOK 23
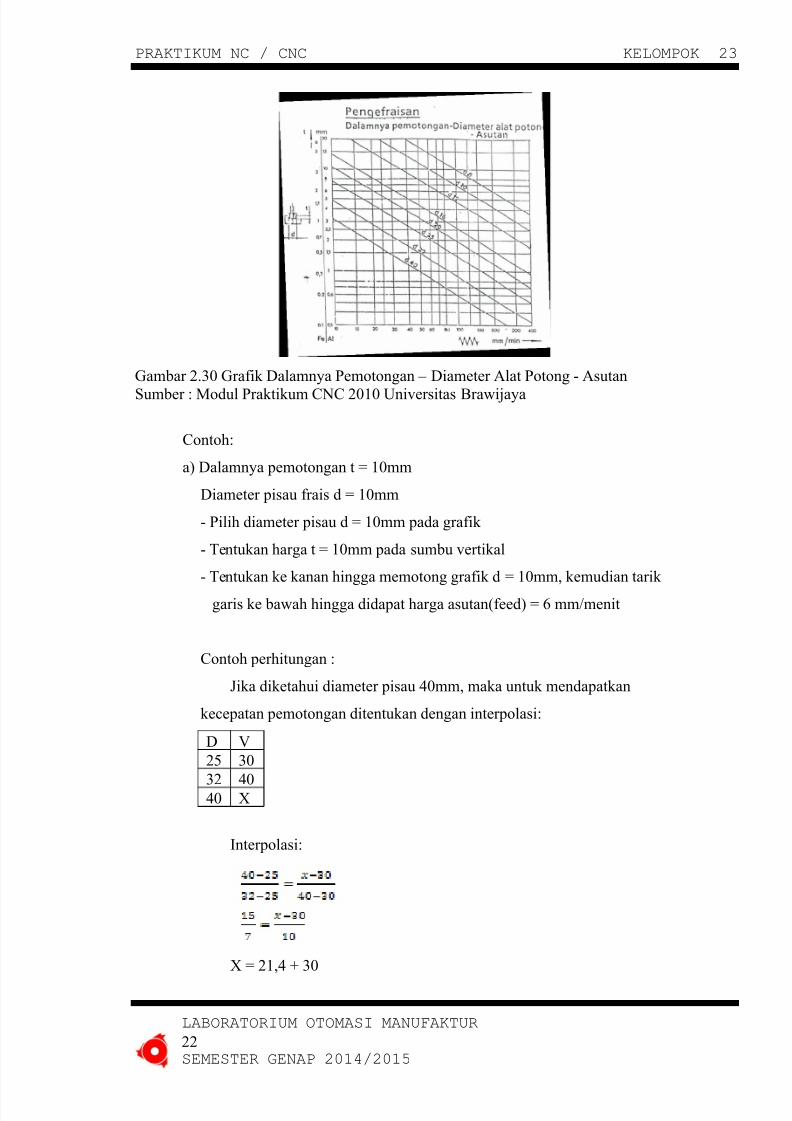
&ambar '."< &rafik Dalamnya Pemotongan 5 Diameter #lat Potong - #sutan
(umber $ odul Praktikum CNC '<%< !niersitas 8ra/ijaya
Contoh$
a1 Dalamnya pemotongan t @ %<mm
Diameter pisau frais d @ %<mm
- Pilih diameter pisau d @ %<mm pada grafik
- entukan harga t @ %<mm pada sumbu ertikal
- entukan ke kanan hingga memotong grafik d @ %<mm, kemudian tarik
garis ke ba/ah hingga didapat harga asutan0feed1 @ + mm2menit
Contoh perhitungan $
4ika diketahui diameter pisau )<mm, maka untuk mendapatkan
kecepatan pemotongan ditentukan dengan interpolasi$
D G
'* "<
"' )<)<
Interpolasi$
@ '%,) J "<
LABORATORIUM OTOMASI MANUFAKTUR
''SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 23/49
PRAKTIKUM NC / CNC KELOMPOK 23
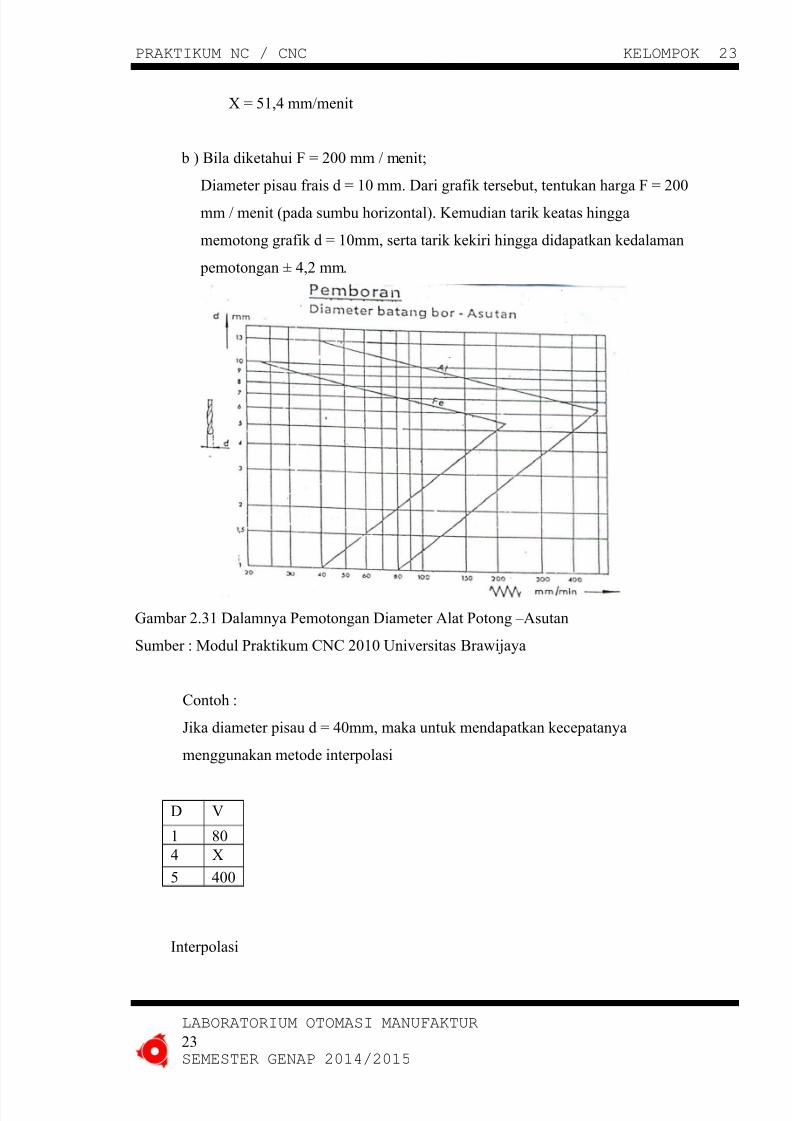
@ *%,) mm2menit
b 1 8ila diketahui 9 @ '<< mm 2 menit
Diameter pisau frais d @ %< mm. Dari grafik tersebut, tentukan harga 9 @ '<<
mm 2 menit 0pada sumbu hori?ontal1. Kemudian tarik keatas hingga
memotong grafik d @ %<mm, serta tarik kekiri hingga didapatkan kedalaman
pemotongan H ),' mm.
&ambar '."% Dalamnya Pemotongan Diameter #lat Potong 5#sutan
(umber $ odul Praktikum CNC '<%< !niersitas 8ra/ijaya
Contoh $
4ika diameter pisau d @ )<mm, maka untuk mendapatkan kecepatanya
menggunakan metode interpolasi
Interpolasi
LABORATORIUM OTOMASI MANUFAKTUR
'"SEMESTER GENAP 2014/2015
D G
% <
)
* )<<
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 24/49
PRAKTIKUM NC / CNC KELOMPOK 23
')< @ = -<
@ "'< mm2menit
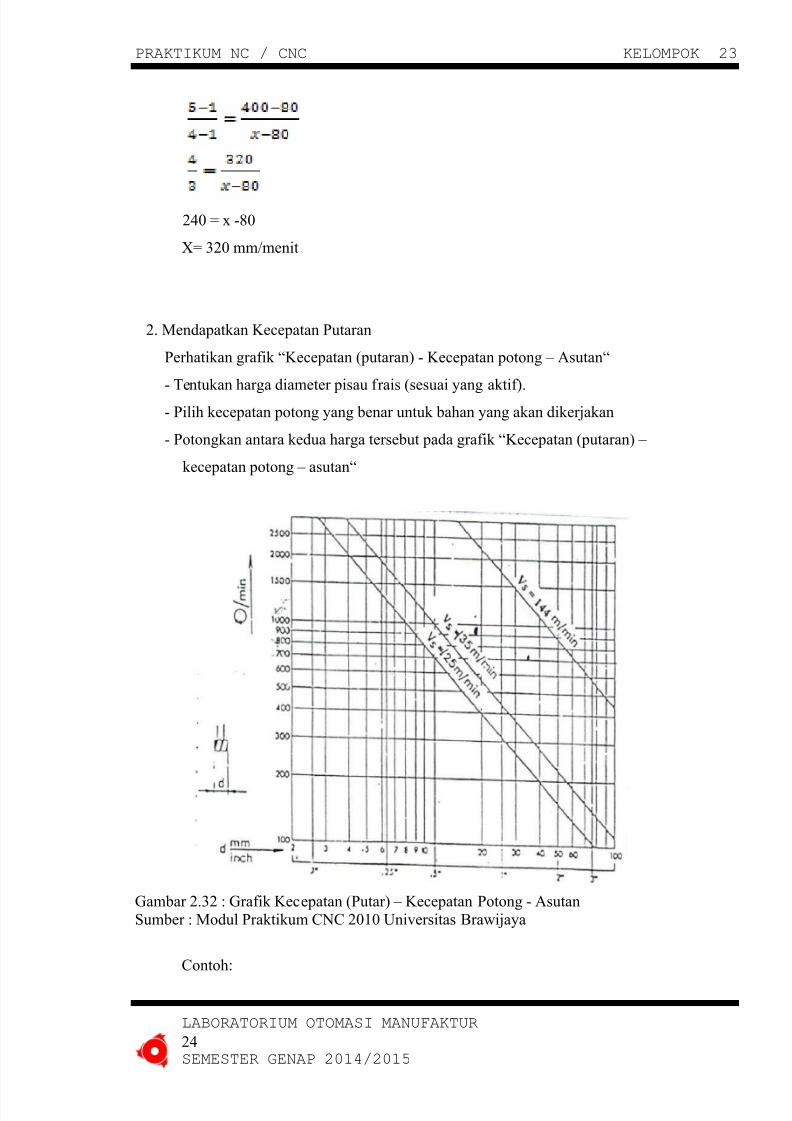
'. endapatkan Kecepatan Putaran
Perhatikan grafik Kecepatan 0putaran1 - Kecepatan potong 5 #sutan
- entukan harga diameter pisau frais 0sesuai yang aktif1.- Pilih kecepatan potong yang benar untuk bahan yang akan dikerjakan
- Potongkan antara kedua harga tersebut pada grafik Kecepatan 0putaran1 5
kecepatan potong 5 asutan
&ambar '."' $ &rafik Kecepatan 0Putar1 5 Kecepatan Potong - #sutan
(umber $ odul Praktikum CNC '<%< !niersitas 8ra/ijaya
Contoh$
LABORATORIUM OTOMASI MANUFAKTUR
')SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 25/49
PRAKTIKUM NC / CNC KELOMPOK 23
4ika Diameter mata bor )mm, maka untuk mendapatkan pemboran dilakukan
metode interpolasi
Interpolasi
* @ = -'*
=@ "< mm2menit
.0 Ma#am * Ma#am Paha' CNC 3A
acam pahat yang digunakan pada mesin miling CNC !-"# adalah sebagai
berikut $
a1 Face milling cutter
(ebuah face milling terdiri dari beberapa sisi potong yang dirancang untuk
menahan tip karbida.
&ambar '."" 9ace milling cutter
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
b1 End Mills
erupakan cutter dengan sisi potong pada ujung muka dan pada posisi sisi
spiralnya. End mills dibuat dari diameter <,*-*< mm dengan tipe tangkai yang
bermacam-macam, ada yang bertangkai lurus dan ada yang konus.
LABORATORIUM OTOMASI MANUFAKTUR
'*SEMESTER GENAP 2014/2015
D G
" '*
) =
* "*
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 26/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar$ '.") End Mill
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
c1 Reamers
#lat potong yang digunakan untuk memperbesar sebuah lubang dan biasanyayang dihasilkan berukuran presisi.
&ambar '."* Reamers
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
d1 Pahat kantong
8erfungsi untuk membuat lubang dan pemakanan.
&ambar$ '."+ pahat kantong
(umber$ 6aboratorium 7tomasi anufaktur !nieritas 8ra/ijaya
LABORATORIUM OTOMASI MANUFAKTUR
'+SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 27/49
PRAKTIKUM NC / CNC KELOMPOK 23
BAB III
ME!)DE P(A,!I,UM
3.1 Persia"an Prak'ik&m
8eberapa hal yang perlu dipersiapkan$
%. anuscript program
'. Pahat dan alat bantu
". 8enda kerja
). Kaset
*. Pemeriksaan mesin 0kondisi mesin1 CNC
3. Pr$sed&r Permesinan
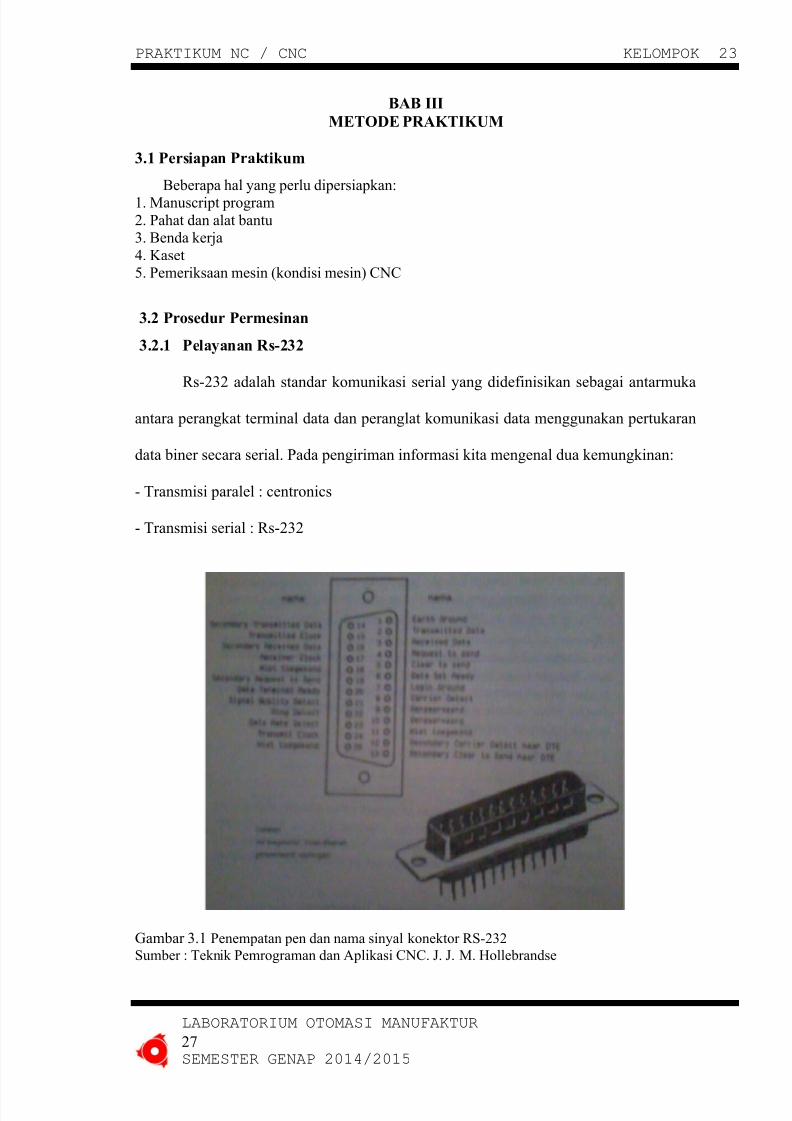
3..1 Pea2anan (s-3
Bs-'"' adalah standar komunikasi serial yang didefinisikan sebagai antarmuka
antara perangkat terminal data dan peranglat komunikasi data menggunakan pertukaran
data biner secara serial. Pada pengiriman informasi kita mengenal dua kemungkinan$
- ransmisi paralel $ centronics
- ransmisi serial $ Bs-'"'
&ambar ".% Penempatan pen dan nama sinyal konektor B(-'"'
(umber $ eknik Pemrograman dan #plikasi CNC. 4. 4. . 3ollebrandse
LABORATORIUM OTOMASI MANUFAKTUR
'SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 28/49
PRAKTIKUM NC / CNC KELOMPOK 23
3.. Penge"$'an
Pengeplotan dilakukan untuk melihat gerakan pahat apakah sesuai dengan model
benda kerja yang akan dibuat. 6angkah-langkahnya$
%. Catat /aktu mulai
'. #mbil plot simulasi dan jepitkan di ragum
". 6etakkan kertas pada plot
). Plotter tool dipasang dan diatur sesuai radius
*. onitor dalam CNC mode, nilai F dan 9 diubah, tetapi khusus F negatie 0untuk
menghindari penekanan pada kertas dan plot saat simulasi.
+. anual mode, turunkan spindle dengan F sampai sedikit diatas kertas.
. 8uat penampang0gambar penampang 1 benda kerja.
. ain spindle s/itch di posisi %.
>. (tart point tool diposisikan.
%<. CNC mode 0takan 32C 1 kursor diletakkan pada N<<
%%. ain spindle s/itch di pisisi CNC
%'. ekan start
%". Catat /aktu selesai.
3..3 Se''ing Paha' dan Benda ,erja
(etting pahat dilakukan untuk mencari titik 0<,<1 dari permukaan yang akan
dikerjakan. (elain itu juga untuk menentukan nilai kompensasi pahat.
6angkah-langkahnya
%. onitor dalam anual ode.
'. Pasang tool pertama dan jepit benda kerja pada ragum.
". urunkan dalam arah F sampai sedikit menyentuh permukaan benda kerja lalu diberi
nilai nol pada koordinat F.
). 6epas tool pertama lalu pasang tool kedua.
*. urunkan lagi dalam arah F sampai menyentuh sedikit permukaan benda kerja catat
nilai-nilainya 03arga ini dimasukkan ke blok tool change <+ F1.
+. 6epaskan tool kedua, ganti tool ketiga, lakukan sesuai dengan langkah *.
. Dan seterusnya.
(elain setting pahat, kita juga perlu men-setting benda kerja, berikut langkah-
langkahnya$
LABORATORIUM OTOMASI MANUFAKTUR
'SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 29/49
PRAKTIKUM NC / CNC KELOMPOK 23
%. onitor pada manual mode.
'. ool adalah tool pada seluruh proses.
". ain (pindel (/itch pada % speed diatur.
). (entuhkan pahat pada permukaan dalam arah = tekan
0 masukan nilai jari-jari pahat 1
*. (entuhkan pahat pada permukaan dalam arah y tekan
0 masukkan nilai jari-jari pahat 1
+. (entuhkan pahat pada permukaan dalam arah ? tekan
. Kembalikan ain (pindel (/itch pada keadaan <.
. #tur =m,ym,?m pada manual mode yang sesuai dengan &>' =My...?Mdalam CNC
mode.
3..% Dr2 (&n
Proses ini dilakukan untuk melihat gerakan pahat apakah membahayakan atau
tidak 0mengenai ragum atau tidak1. 6angkah a/al yang harus dilakukan adalah setting
benda kerja terlebih dahulu. 8erikut rincian langkah-langkahnya$
%. CNC mode
'. Kursor ke N<<
". 8enda kerja dilepas dari ragum
). ain spindle s/itch pada posisi CNC
*. ekan tombol start
+. aktu dicatat
3../ Eksek&si Pr$gram
6angkah-langkahnya hampir sama dengan dry run, tetapi di sini benda kerja tidak
dilepas karena memulai pembuatan profil pada benda kerja. 8erikut rincian langkah-
langkahnya$
%. 8enda kerja dipasang kemudian setting (tart Point ool
'. CNC mode.
". Kecepatan spindle diatur, begitu pula feed.
). Kursor pada N<<.
*. ain spindle s/itch pada posisi CNC
LABORATORIUM OTOMASI MANUFAKTUR
'>SEMESTER GENAP 2014/2015
DEL
DEL
DEL
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 30/49
PRAKTIKUM NC / CNC KELOMPOK 23
+. ekan tombol (#B
. aktu dicatat
. #pabila saat eksekusi program gerak pahat tidak sesuai tekan J
(etelah selesai praktikum masih ada beberapa hal yang perlu dilakukan, antara
lain$
%. 8ersihkan mesin dan peralatannya serta lingkungan dari kotoran-kotoran dan geram
'. Posisikan ool-urret pada posisi bebas2aman
". atikan motor utama mesin
). Kumpulkan peralatan-peralatannya 0tool, kunci tool dan lain-lainnya1 pada
tempatnyadancek sesuai daftar alat, setelah sesuai mintakan tanda tangan kepada
asisten2dosen
*. 8ersihkanlah tempat praktikum dan kembalikan segala alat yang diperlukan pada
tempatnya semula
LABORATORIUM OTOMASI MANUFAKTUR
"<SEMESTER GENAP 2014/2015
FWD INP
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 31/49
PRAKTIKUM NC / CNC KELOMPOK 23
BAB I
DESAIN BENDA ,E(4A DAN MANUSC(IP!
%.1 Desain Benda ,erja
0erlampir1
%. Paha' 5ang Dig&nakan
Pada praktikum CNC !-"# yang telah dilakukan, digunakan macam-macam
pahat, yaitu$
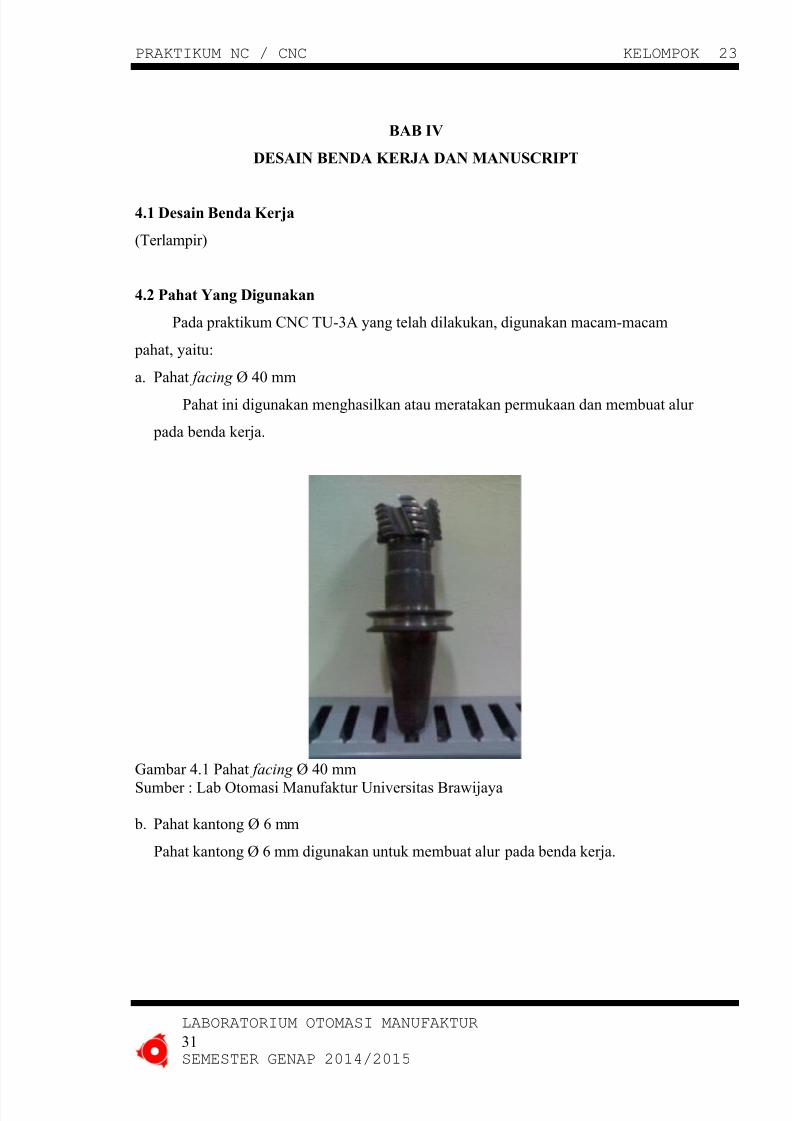
a. Pahat facing O )< mm
Pahat ini digunakan menghasilkan atau meratakan permukaan dan membuat alur
pada benda kerja.
&ambar ).% Pahat facing O )< mm
(umber $ 6ab 7tomasi anufaktur !niersitas 8ra/ijaya
b. Pahat kantong O + mm
Pahat kantong O + mm digunakan untuk membuat alur pada benda kerja.
LABORATORIUM OTOMASI MANUFAKTUR
"%SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 32/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar ).' Pahat kantong O + mm
(umber $ 6ab 7tomasi anufaktur !niersitas 8ra/ijaya
c. Pahat kantong O ) mmPahat kantong O ) mm digunakan membuat alur pada benda kerja.
&ambar )." Pahat kantong O ) mm
(umber $ 6ab 7tomasi anufaktur !niersitas 8ra/ijaya
%.3 Langkah Lin'asan Paha'
0erlampir1
LABORATORIUM OTOMASI MANUFAKTUR
"'SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 33/49
PRAKTIKUM NC / CNC KELOMPOK 23
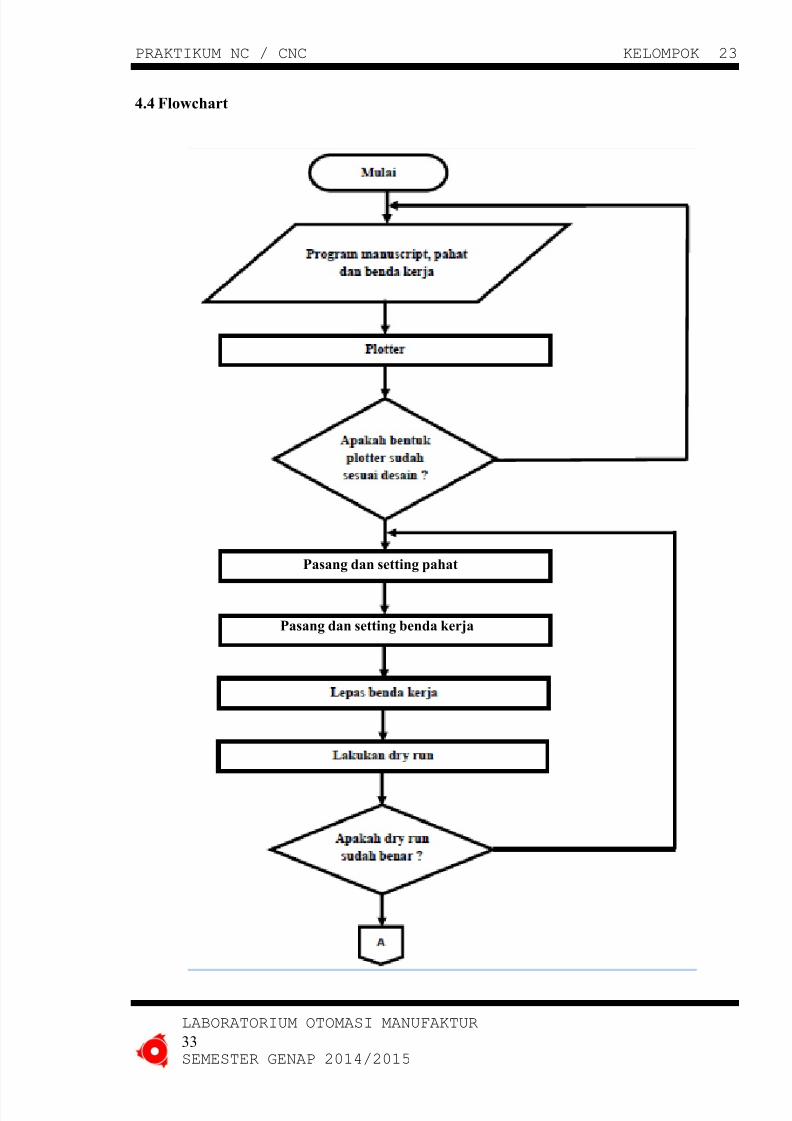
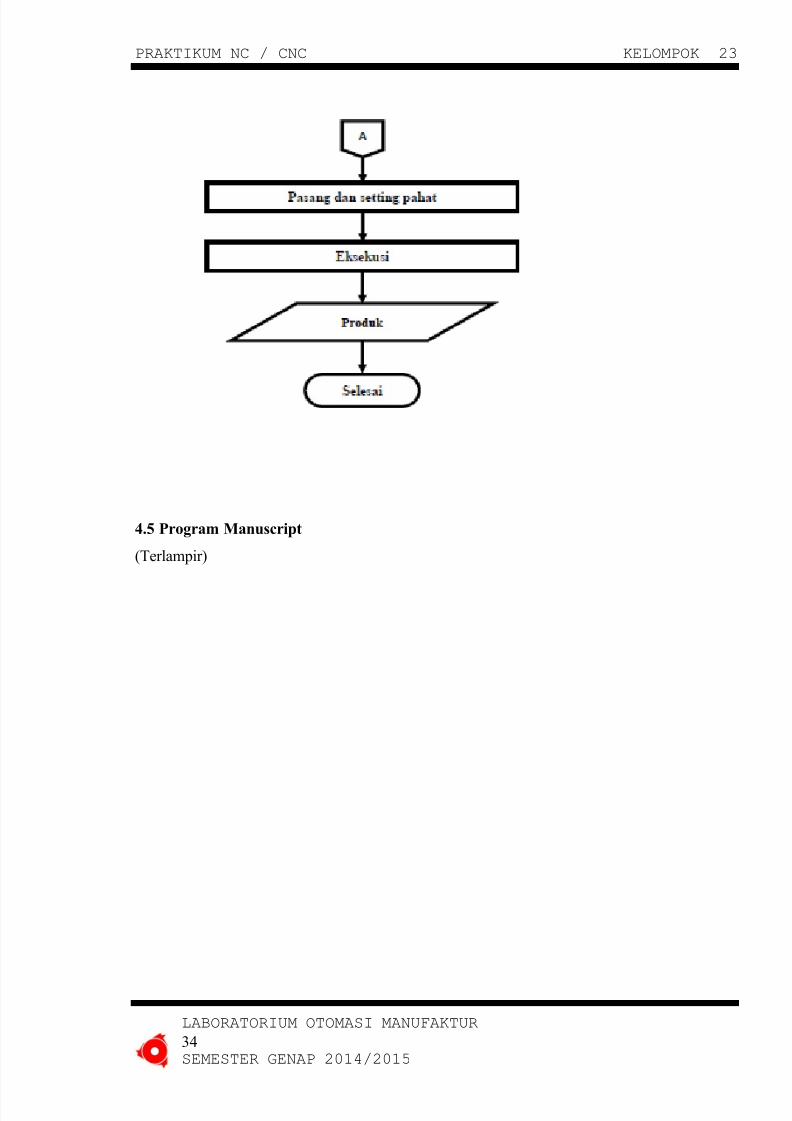
%.% 6$7#har'
LABORATORIUM OTOMASI MANUFAKTUR
""SEMESTER GENAP 2014/2015
Pasang dan se''ing "aha'
Pasang dan se''ing benda kerja
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 34/49
PRAKTIKUM NC / CNC KELOMPOK 23
%./ Pr$gram Man&s#ri"'
0erlampir1
LABORATORIUM OTOMASI MANUFAKTUR
")SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 35/49
PRAKTIKUM NC / CNC KELOMPOK 23
BAB
PEMBAHASAN
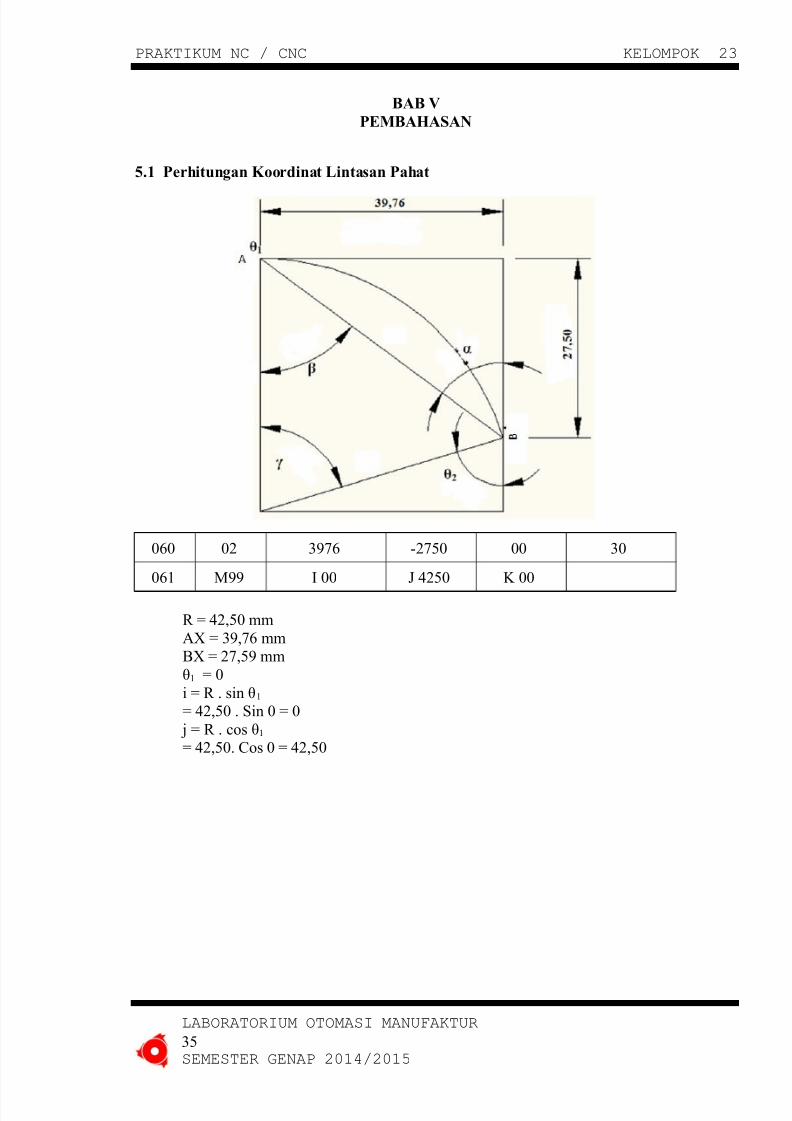
/.1 Perhi'&ngan ,$$rdina' Lin'asan Paha'
<+< <' ">+ -'*< << "<
<+% >> I << 4 )'*< K <<
B @ )',*< mm
# @ ">,+ mm
8 @ ',*> mm
% @ <
i @ B . sin %
@ )',*< . (in < @ <
j @ B . cos %
@ )',*<. Cos < @ )',*<
LABORATORIUM OTOMASI MANUFAKTUR
"*SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 36/49
PRAKTIKUM NC / CNC KELOMPOK 23
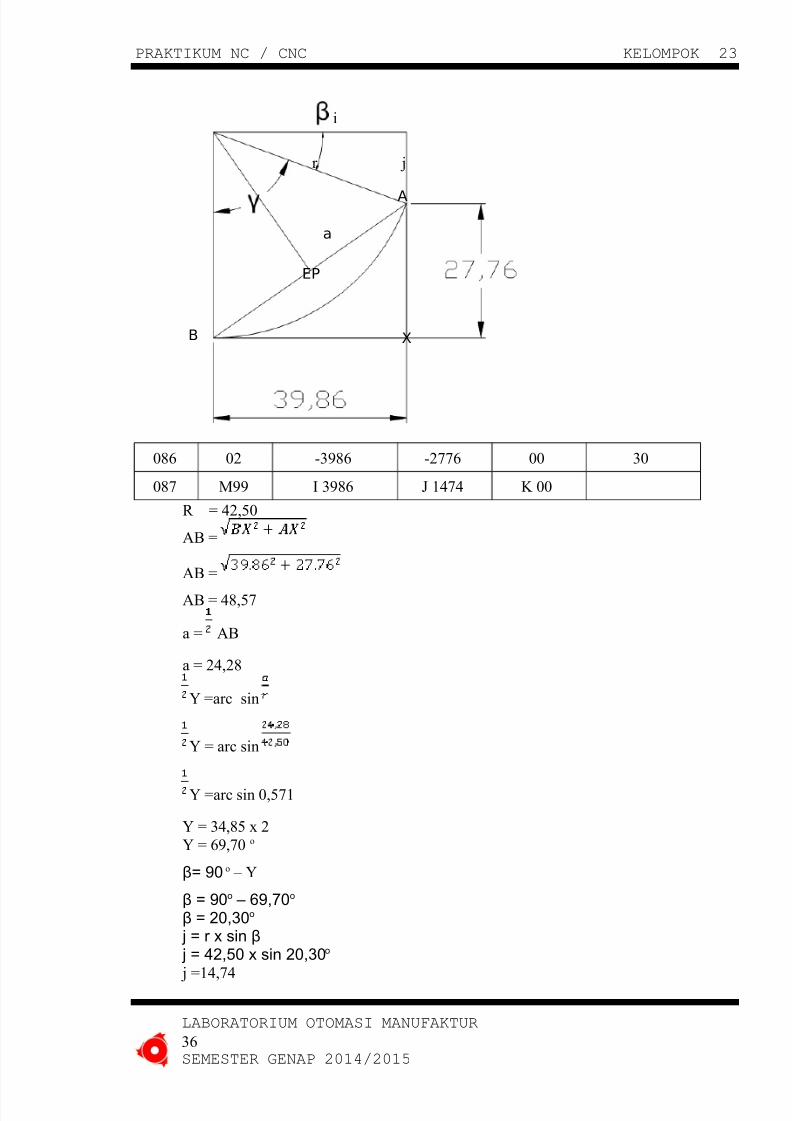
<+ <' -">+ -'+ << "<
< >> I ">+ 4 %)) K <<
B @ )',*<
#8 @
#8 @
#8 @ ),*
a @ #8
a @ '),'
E @arc sin
E @ arc sin
E @arc sin <,*%
E @ "),* = '
E @ +>,< o
β= 90 o 5 E
β = 90o – 69,70o
β = 20,30o
j = r x sin β j = 42,50 x sin 20,30o
j @%),)
LABORATORIUM OTOMASI MANUFAKTUR
"+SEMESTER GENAP 2014/2015
A
B X
r
EP
a
i
j

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 37/49
PRAKTIKUM NC / CNC KELOMPOK 23
i @ r cos βi = 42,50 cos 20,30 o
i = 39,86
/. Parame'er Permesinan
/..1 Perhi'&ngan Parame'er Permesinan
Parameter Pemotongan eoritis
• Putaran (pindle
&ambar *.% &rafik 3ubungan Putaran (pindle, Diameter Pahat dan Kecepatan
Pemotongan
(umber$ 8uku Panduan Praktikum CNC Programming
- Diketahui pahat O)< mm
!ntuk bahan benda kerja alumunium kecepatan pemotongan yang
dianjurkan konstan pada nilai %)) m2menit. (ehingga putaran spindle dapat
dicari sebagai berikut.
abel *.% abel Interpolasi kecepatan (pindel
Diameter 0mm1 Kec. Pemotongan0mm 2 menit1
Putaran (pindle0rpm1
)< %)) =
*< %)) ><<
"< %)) %*<<
Dengan metode interpolasi,
LABORATORIUM OTOMASI MANUFAKTUR
"SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 38/49
PRAKTIKUM NC / CNC KELOMPOK 23
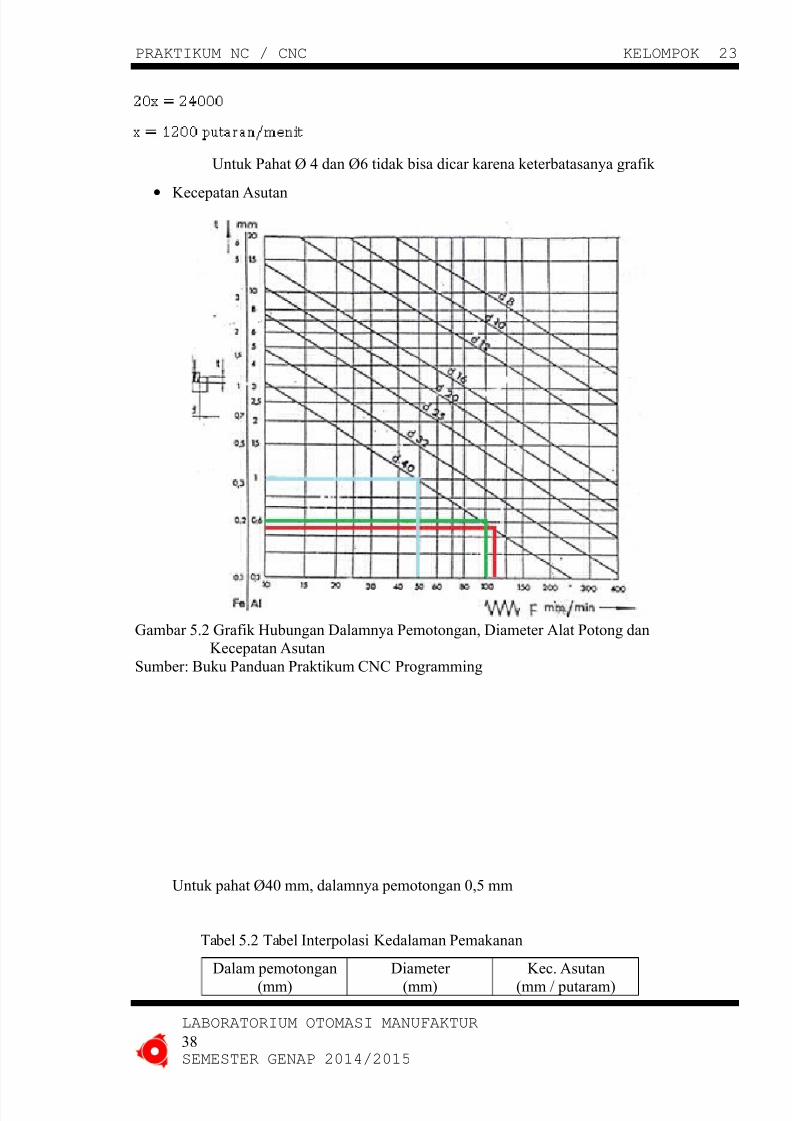
!ntuk Pahat O ) dan O+ tidak bisa dicar karena keterbatasanya grafik
•Kecepatan #sutan
&ambar *.' &rafik 3ubungan Dalamnya Pemotongan, Diameter #lat Potong dan
Kecepatan #sutan
(umber$ 8uku Panduan Praktikum CNC Programming
!ntuk pahat O)< mm, dalamnya pemotongan <,* mm
abel *.' abel Interpolasi Kedalaman Pemakanan
Dalam pemotongan
0mm1
Diameter
0mm1
Kec. #sutan
0mm 2 putaram1
LABORATORIUM OTOMASI MANUFAKTUR
"SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 39/49
PRAKTIKUM NC / CNC KELOMPOK 23
% )< *<
<,* )< =
<,+ )< %<<
Dengan metode interpolasi kita bisa mencari kecepatan asutannya$
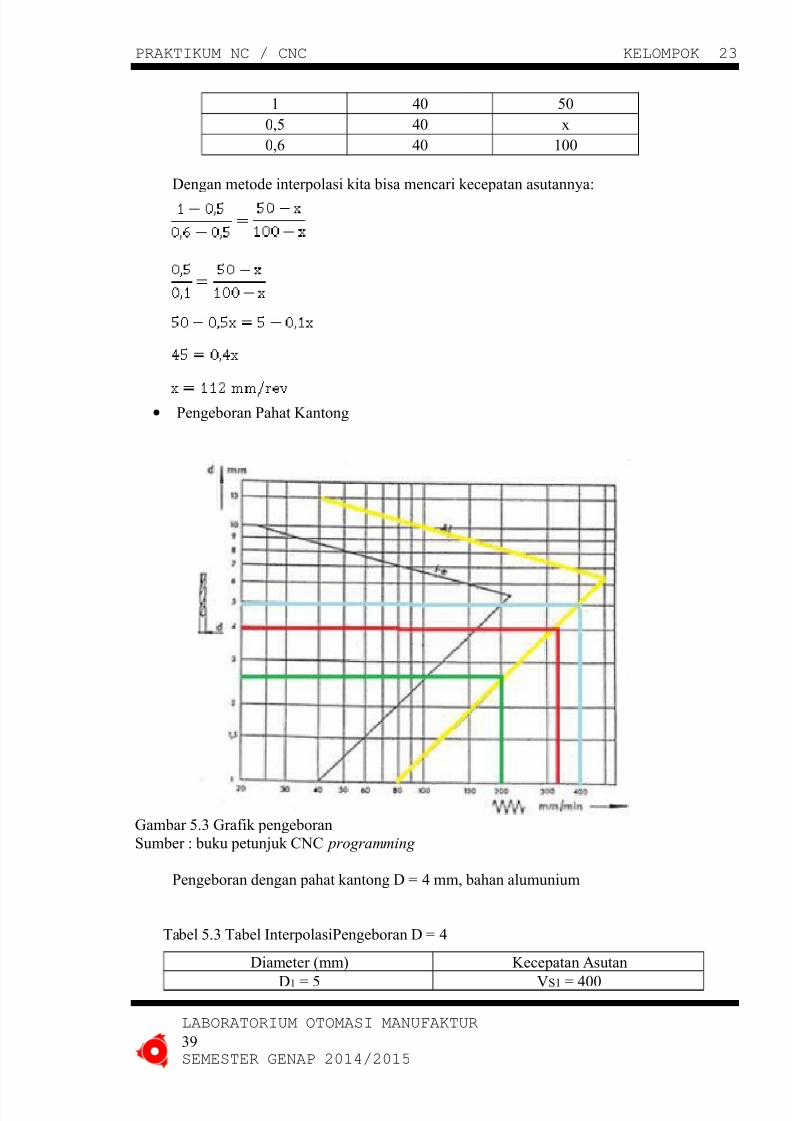
• Pengeboran Pahat Kantong
&ambar *." &rafik pengeboran
(umber $ buku petunjuk CNC programming
Pengeboran dengan pahat kantong D @ ) mm, bahan alumunium
abel *." abel InterpolasiPengeboran D @ )
Diameter 0mm1 Kecepatan #sutan
D% @ * G(% @ )<<
LABORATORIUM OTOMASI MANUFAKTUR
">SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 40/49
PRAKTIKUM NC / CNC KELOMPOK 23
D @ ) G( @
D' @ ',* G( @ '<<
= @ "'< m2min
!ntuk pahat kantong D @ + mm tidak memungkinkan perhitungan karena
keterbatasanya grafik penentuan pengeboran yang jauh diba/ah batas aman.
• Kecepatan Pemotongan
Kecepatan pemotongan dicari dengan rumus
a1 Pahat facing O)< mm
b1 Pahat kantong O) mm
c1 Pahat kantong O+ mm
Parameter Pemotongan #ktual
• Putaran (pindle
!ntuk bahan benda kerja alumunium, kecepatan pemotongan dianjurkan
konstan sehingga nilai putaran spindle 0n1 aktual pahat adalah << rpm.
• Kecepatan #sutan
LABORATORIUM OTOMASI MANUFAKTUR
)<SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 41/49
PRAKTIKUM NC / CNC KELOMPOK 23
#sutan dapat dicari dengan rumus
9 @ Kecepatan#sutan 0mm 2 putaran1
n @ Putaran 2menit 0rpm1
f @ #sutan 0mm 2 putaran1
a1 Pahat facing O)< mm gerakan interpolasi lurus
b1 Pahat facing O)< mm gerakan interpolasi melingkar
c1 Pahat kantong O+ mm gerakan pengeboran
d1 Pahat kantong O) mm gerakan pengeboran
• Pengeboran Pahat Kantong
Dapat dicari dengan rumus $
d @ Diameter pahat
n @ putaran 2menit
a1 Pahat kantong d @ + mm
b1 Pahat kantong d @ ) mm
• Kecepatan Pemotongan
Kecepatan Pemotongan adalah kecepatan dalam memakan benda kerja pada
putaran. (eperti yang dijelaskan pada poin sebelumnya, untuk bahan benda kerja
alumunium kecepatan pemotongan yang dianjurkan konstan, yaitu pada nilai %))
m2menit.
LABORATORIUM OTOMASI MANUFAKTUR
)%SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 42/49
PRAKTIKUM NC / CNC KELOMPOK 23
/.. AnaisaPemiihan Parame'er Permesinan
% Kecepatan #sutan
Kecepatan #sutan adalah kecepatan pada pergerakan pahat. 8ila kita
menggunakan kecepatan asutan yang tinggi maka akan dihasilkan benda kerja
yang kasar, karena pergerakan pergeseran pahat yang cepat sehingga ada bagian
yang tidak termakan sempurna, hal inilah yang menyebabkan hasil benda kerja
yang kasar. 8ila kecepatan asutan rendah maka akan menghasilkan benda kerja
yang halus karena pergeseran pahat pelan sehingga benda kerja termakan
sempurna..
' Kuat #rus
a. 9acing dengan pahat O)< mm pertama $ % #
b. Pembuatan pola dengan pahat kantung O) mm $ <,"* #
c. Pembuatan pola dengan pahat katung O+ mm $ <,'* #
Pada saat pemakanan pertama dengan pahat facing O)< mm, arus yang
digunakan adalah % # lebih besar dari pada saat pembuatan pola maupun
pembuatan kantung. 3al ini disebabkan oleh karena permukaan benda yang masih
kasar
Pada pembuatan pola menghasilkan arus <,"* #. Pada pembuatan pola ini
menggerakkan motor dua sumbu sekaligus sehingga arus yang digunakan lebih
besar daripada saat pembuatan kantung, namun lebih kecil dari facing
Pada pembuatan kantung, motor hanya menggerakkan satu sumbu saja dan
berada pada satu titik, sehingga pembebanan motor pun jauh lebih kecil, yaitu
<,'* #
3 Depth of Cut
Pada saat proses permesinan ! CNC5"#, depth of cut yang digunakan
adalah <,* mm. Kedalaman ini digunakan agar beban dari mesin tidak terlalu
besar, hal ini dihubungkan dari rumus$
Dimana adalah gaya pemotongan, yang didapat dari hasil perkalian
konstanta bahan 0K1, depth of cut 0tQ1 dan feed motion 0s1 pangkat konstanta
eksponen 0m1. Ketika nilai K, s, dan m dianggap konstan, jika nilai depth of cut
naik atau turun maka nilai gaya yang dihasilkan akan berbanding lurus dengan
nilai tQ.
LABORATORIUM OTOMASI MANUFAKTUR
)'SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 43/49
PRAKTIKUM NC / CNC KELOMPOK 23
4ika nilai gaya pemotongan naik, maka daya dari mesin akan naik, yang
didapat secara teoritis melalui rumus $
Dimana Nc adalah daya dari mesin, yang hasilnya berbanding lurus dengan
nilai P? dan kecepatan putaran spindle 01 dianggap konstan. aka pembebanan
terjadi pada mesin, dan secara otomatis akan berimbas pada pahat, yaitu pahat
yang digunakan akan semakin cepat aus bahnkan dapat merusak pahat.
). Putaran (pindel
(emakin cepat putaran spindle maka benda kerja yang dihasilkan semakin
halus sedangkan putaran spindle yang lambat akan menghasilkan benda kerja
yang kasar. 3al ini disebabkan karena pada putaran spindle yang cepat terjadi pemakanan berulang5ulang pada benda kerja setiap satu lingkararan penuh,
apabila putarannya rendah hasil pemakanan kurang halus karena setiap stau
lingkaran penuh pengulangan pemakanannya lebih sedikit*.'."
/..3 Anaisa8ak'&Permesinan
• Pembuatan anuskrip $ "<.'* menit
• emasukkan program $ <".%* menit
• (etting pahat $ %".%< menit
• Pengeplotan $ '%.'% menit• Dry run $ ''."< menit
• :ksekusi program $ %.'.%+ menit J
otal /aktu "'.%%.>' menit
a1 emasukkan program
Proses memasukkan program dari laptop kemesin CNC dengan
menggunakan perintah Bs-'"', membutuhkan /aktu <".%* menit. aktu yang
dibutuhkan singkat, karena hanya proses mengirim program kemesin CNC.
b1 (etting pahat
Pada proses setting pahat /aktu yang diperlukan %".%< menit. Proses ini
cukupl ama, karena pahat yang digunakan cukup banyak yaitu " pahat.
c1 Pengeplotan
Pengeplotan adalah proses pengecekan langkah pahat dengan
menggunakan pena. Proses ini membutuhkan /aktu '%.'% menit. aktu yang
dibutuhkan lebih cepat dibandingkan proses Dry run, karena pada kedua proses
ini menggunakan kecepatan yang sama yaitu 9 @ '*<, tetapi pada proses Dry run
LABORATORIUM OTOMASI MANUFAKTUR
)"SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 44/49
PRAKTIKUM NC / CNC KELOMPOK 23
nilai F sama dengan proses eksekusi, sehingga butuh /aktu untuk naik turun
pahat. Dan proses pengeplotan lebih cepat dibandingkan proses eksekusi, karena
pada proses eksekusi terjadi proess pemakanan pada benda kerja dan kecepatan
yang digunakan pada proses eksekusi lebih lambat.
d1 Dry run
Dry run adalah proses pengecekangerak pahat apakah membahayakan
terhadap pahat itu sendiri. Proses ini membutuhkan /aktu ''."< menit. aktu
yang dibutuhkan lebih lama dibadingkan proses pengeplotan, hal ini dikarenakan
pada proses Dry run nilai F sesuai dengan proses eksekusi. etapi proses ini
lebih cepat dari proses eksekusi, karena pada proses Dry run dilakukan tanpa
benda kerja, sehingga tidak terjadi proses pemakanan dan kecepatan yang
digunakan lebih cepat yaitu 9@'*<.e1 :ksekusi
:ksekusi adalah proses pemakanan pada benda kerja. Proses ini
membutuhkan /aktu %.'.%+ menit. aktu yang dibutuhkan relatif lebih lama
dibaningkan proses pengeplotan dan proses dry run. 3al ini dikarenakan pada
proses eksekusi ini kecepatan yang digunakan lebih lambat dari kedua proses
diatas, dan juga pada proses ini terjadi pemakanan pada benda kerja dan terjadi
proses pergantian pahat, sehingga /aktu yang dibutuhkan lebih lama.
/.3 Anaisa 9e$me'ri Benda ,erja
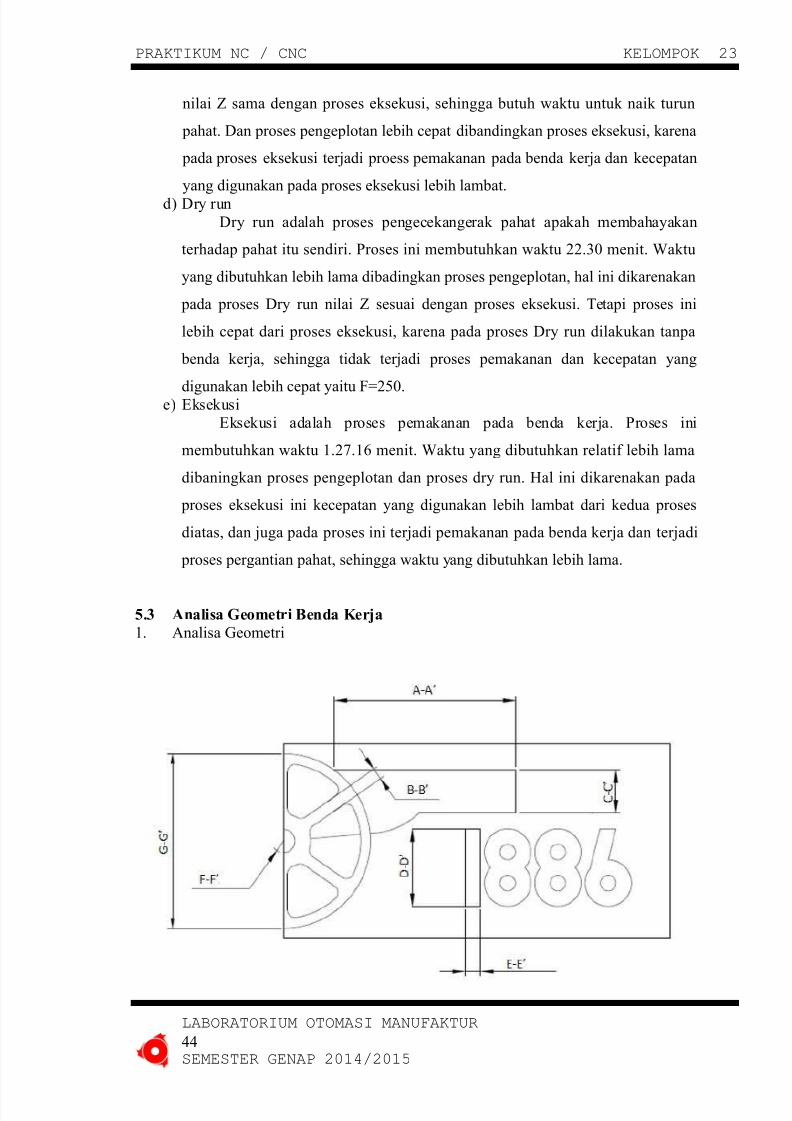
%. #nalisa &eometri
LABORATORIUM OTOMASI MANUFAKTUR
))SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 45/49
PRAKTIKUM NC / CNC KELOMPOK 23
&ambar *.) 8enda Kerja CNC ! "# ' dimensi
(umber $ Dokumentasi Pribadi
abel *.) Dimensi
No. Penampang !kuran eoritis 0n1
0mm1
!kuran #ktual 0nR1
0mm1% #-#Q ),<< ),<)
' 8-8Q ",<< ',>)
" C-CQ %%,<< %<,
) D-DQ '<,<< %>,>*
* :-:Q ),<< ),<%
+ 9-9Q +,<< *,>*
&-&Q )*,<< )),"
(ecara garis besar, bentuk dan dimensi benda kerja pada praktikum CNC
!-"# tidak sesuai dengan desain2rencana a/al benda kerja. asih ada beberapa
dimensi yang tidak sesuai. serta masih ada permukaan yang kasar. Kecacatan ini
sebagian disebabkan oleh $
%. Kesalahan pada saat setting benda kerja.
'. terjadi kesalahan saat penyetting pahat
Pada benda kerja CNC !-"# masih terdapat kecacatan. Kecacatan yang
dimaksudkan disini merupakan ketidak sesuaian benda kerja dengan perencanaannya.
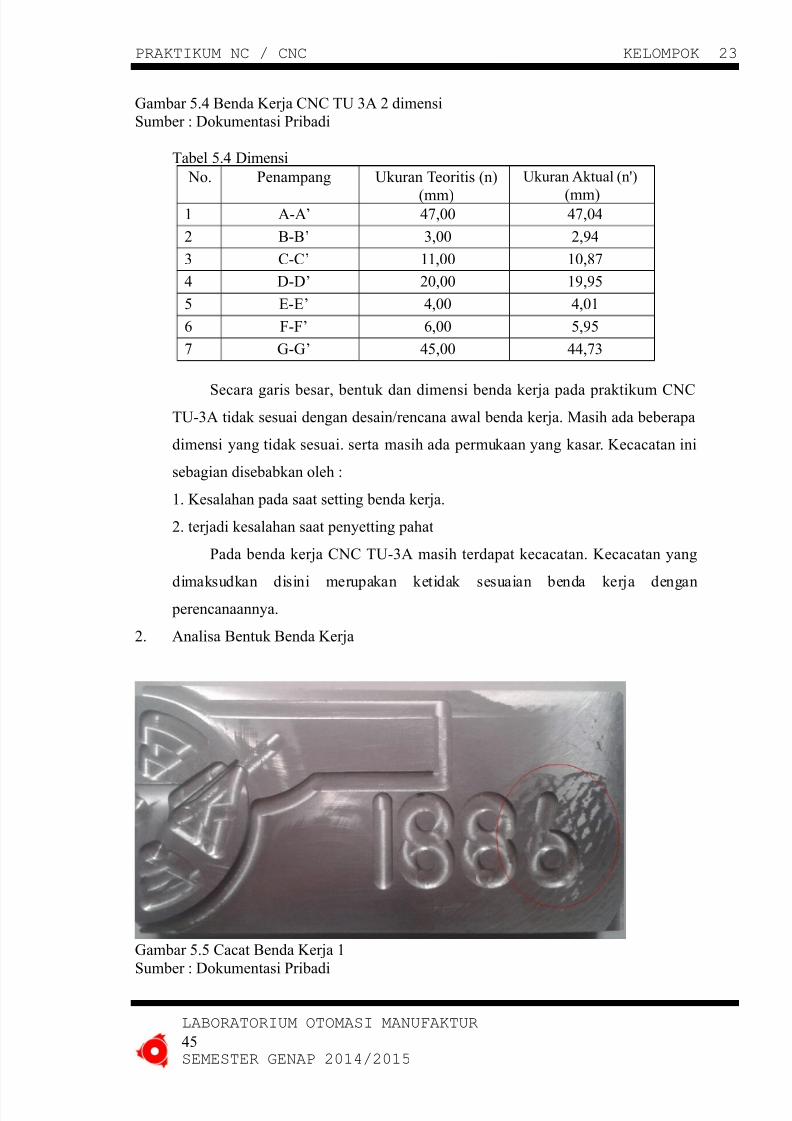
'. #nalisa 8entuk 8enda Kerja
&ambar *.* Cacat 8enda Kerja %
(umber $ Dokumentasi Pribadi
LABORATORIUM OTOMASI MANUFAKTUR
)*SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 46/49
PRAKTIKUM NC / CNC KELOMPOK 23
%. (tudi kasus #
asalah $ #da bekas jejak pahat setelah proses pembuatan pola pada saat
pemakanan.
Penyebab $ Pahat yang digunakan kurang tajam 0tumpul1 serta ada pengaruh
dari kecepatan pemotongan yang terlalu tinggi.
(olusi $ Pahat Kantong yang digunakan lebih baik dalam kondisi baik
atau tajam dan kecepatan pemotongan2pemakan yang digunakan
tidak terlalu tinggi.
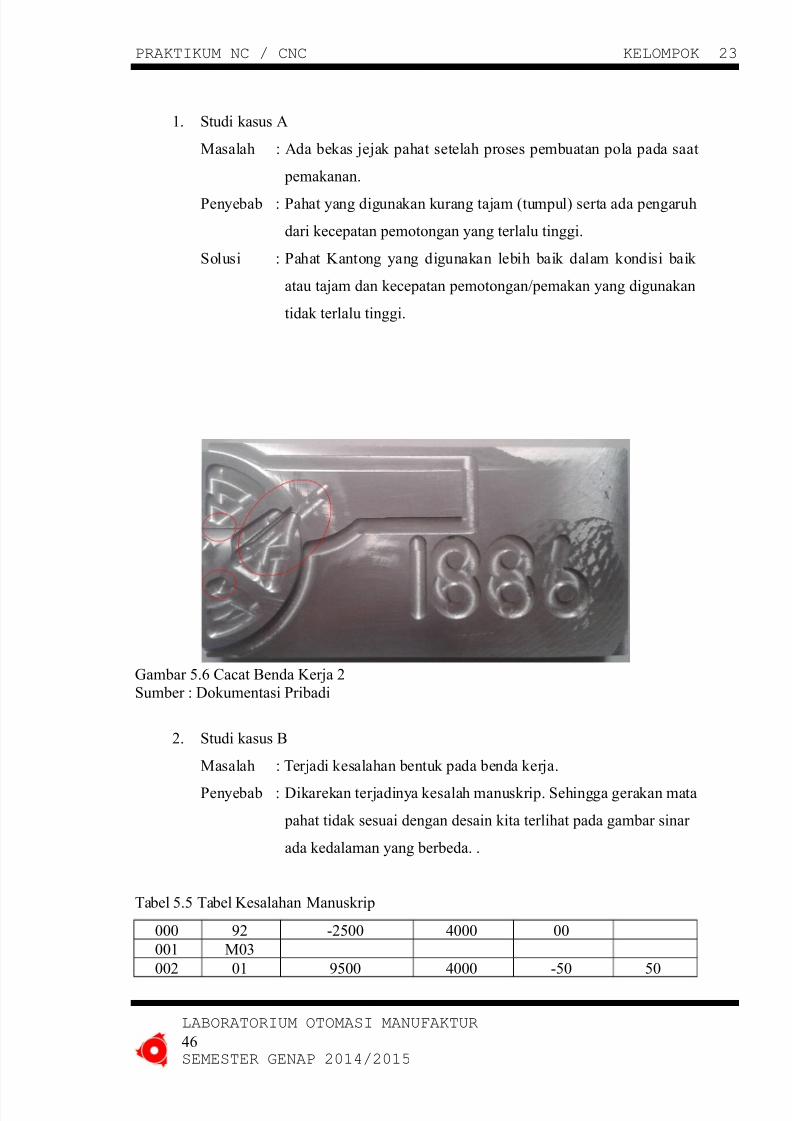
&ambar *.+ Cacat 8enda Kerja '
(umber $ Dokumentasi Pribadi
'. (tudi kasus 8
asalah $ erjadi kesalahan bentuk pada benda kerja.
Penyebab $ Dikarekan terjadinya kesalah manuskrip. (ehingga gerakan mata
pahat tidak sesuai dengan desain kita terlihat pada gambar sinar
ada kedalaman yang berbeda. .
abel *.* abel Kesalahan anuskrip
<<< >' -'*<< )<<< <<
<<% <"
<<' <% >*<< )<<< -*< *<
LABORATORIUM OTOMASI MANUFAKTUR
)+SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 47/49
PRAKTIKUM NC / CNC KELOMPOK 23
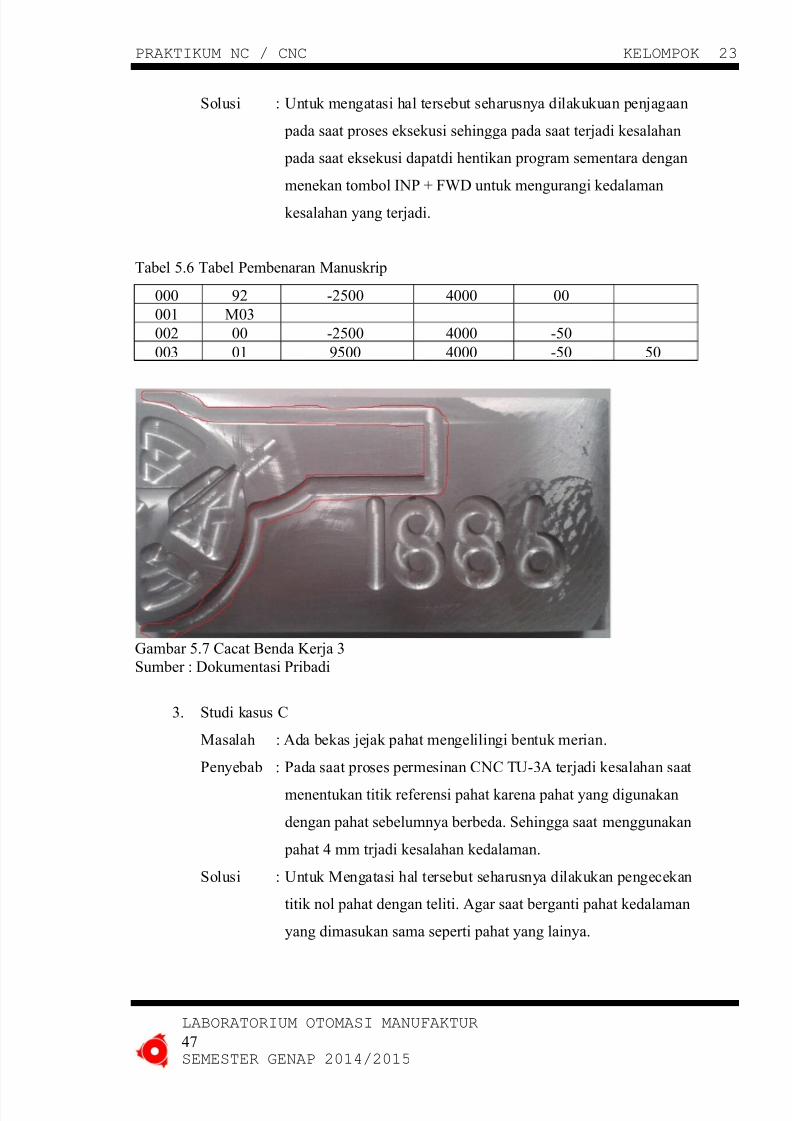
(olusi $ !ntuk mengatasi hal tersebut seharusnya dilakukuan penjagaan
pada saat proses eksekusi sehingga pada saat terjadi kesalahan
pada saat eksekusi dapatdi hentikan program sementara dengan
menekan tombol INP J 9D untuk mengurangi kedalaman
kesalahan yang terjadi.
abel *.+ abel Pembenaran anuskrip
<<< >' -'*<< )<<< <<
<<% <"
<<' << -'*<< )<<< -*<
<<" <% >*<< )<<< -*< *<
&ambar *. Cacat 8enda Kerja "
(umber $ Dokumentasi Pribadi
". (tudi kasus C
asalah $ #da bekas jejak pahat mengelilingi bentuk merian.
Penyebab $ Pada saat proses permesinan CNC !-"# terjadi kesalahan saat
menentukan titik referensi pahat karena pahat yang digunakan
dengan pahat sebelumnya berbeda. (ehingga saat menggunakan
pahat ) mm trjadi kesalahan kedalaman.
(olusi $ !ntuk engatasi hal tersebut seharusnya dilakukan pengecekan
titik nol pahat dengan teliti. #gar saat berganti pahat kedalaman
yang dimasukan sama seperti pahat yang lainya.
LABORATORIUM OTOMASI MANUFAKTUR
)SEMESTER GENAP 2014/2015
7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 48/49
PRAKTIKUM NC / CNC KELOMPOK 23
/.% Hasi P$''er
0erlampir1
BAB I,ESIMPULAN DAN SA(AN
0.1 ,esim"&an
%. Pengerjaan benda kerja dengan mesin CNC !-"# menggunakan " jenis pahat
yaitu$
- Pahat facing dengan diameter )< mm
- Pahat kantong dengan diameter + mm
- Pahat kantong dengan diameter ) mm
'. Parameter permesinan pada saat eksekusi$
- Depth of cut $ <,* mm
- Putaran spindle $ << rpm
- Feed untuk interpolasi lurus $ *< mm2re
- Feed untuk interpolasi melingkar $ "< mm2re
". #nalisa bentuk dan dimensi benda kerja yang tidak sesuai dengan rencana
disebabkan oleh penyetingan pahat pada titik nol tidak pas
). !ntuk kecepatan asutan sebaiknya dikombinasikan dengan kecepatan spindle
yaitu bila asutan yang dipakai kecil maka putaran spindle yang dipilih yang tinggi
agar dapat diperoleh permukaan benda kerja yang halus dan sebaliknya.
*. Kecepatan pemotongan yang kecil menyebabkan hasil pengerjaan yang halus
namun pahat a/et sedangkan kecepatan pemotongan yang besarakan
menghasilkan pengerjaan yang kasar namun pahat lebih cepat aus.
0. Saran
LABORATORIUM OTOMASI MANUFAKTUR
)SEMESTER GENAP 2014/2015

7/23/2019 Print bab 1-4 saja fdm
http://slidepdf.com/reader/full/print-bab-1-4-saja-fdm 49/49
PRAKTIKUM NC / CNC KELOMPOK 23
%. (ebelum praktikum, praktikum sebaiknya sudah mempelajari modul, mengecek
ulang program manuscript dan memba/a buku, alat tulis, dan kalkulator
'. Diharapkan kinerja asisten lebih ditingkatkan lagi
". Diharapkan 6aboratorium 7tomasi dan anufaktur menjelaskan cara kerja dan
bagian - bagian yang ada pada mesin CNC production unit.). (ebaiknya alat-alat yang digunakan didalam 6aboratorium seperti pahat dan
pulpen plotter dalam kondisi baik dan siap pakai begitu pun juga untuk pahat
harus disipakan mata pahat yang tajam.
5. 4am kerja mungkin bisa diperpanjang karena proses sebelum persiapan praktikum
memakan /aktu yang lama.





























