-
8/11/2019 Roller Coster
1/18
Investigation of Roller Coaster
By: Farouk Merazka
Mate 25
Apr 28, 2014
-
8/11/2019 Roller Coster
2/18
Cover Memo
To: Dr, sepka
From: Farouk Merazka
Failure investigation of wheel assembly and rail bent
The Goal of this investigation is to determine the reasons that
causes the rail
bending in the roller coaster rides, and to find out if the ride
is still risk for users.
The comparison of the hardness of the sample of steel that was
tempered at a particular
temperature to the rail bend specimen indicates that that the
hardness of 4140 steel
specimen is actually different from the hardness value of the
heat treated 4140 steel. The
expected value of the hardness of rail is between 35 HRc and 40
HRC. The actual
hardness of the sample from roller coaster was 7.4 HRc. The
chemical analysis indicts
that the specifications of the 4140 steel used for the roller
coaster ride rail lies within the
expected value of 4140 steel according to AISI. Therefore the
specimen is 4140 steel.
The microstructure of the steel shows that the specimen was not
properly heated during
the heat process treatment.
The causes for the equipment failure are still unidentified. The
Safe way to handle
situation like that is to shut down the rides until all the
inspection finishes. The other part
of the roller coaster should be investigated by safety officers
to insure that the steels
specifications confirm with the specifications expected. The
part of the rails that was
bended should be removed from the site and replaced by new
rails. The hardness should
be tested for the new rails as well as for old rails to make
sure that the hardness is within
the expected value.
Introduction:
The Goal of this report is the determination of the reasons
behind the equipment
failure of roller coaster ride causes a death of many people. In
addition the report will
-
8/11/2019 Roller Coster
3/18
determine whether it is safe to operate roller coaster or not.
In order to determine the
causes, a bunch of tests should be conducted on bended part of
the roller coaster such as
the measure of the hardness and the study of microstructure of
the failure equipment.
The new design of the rails of the roller coaster rides is made
by the 4140 steel that
contains between 0.38wt% and 0.43 wt% of carbon however the
older designed is made
by 1018 steel, which contains 0.18 wt% of carbon. The carbon
content inside the steel can
be measured by determination of the strength of steel. The
harder the steel, the more
carbon content it has.
There are five phases of steel: austenite, pearlite, cementite,
ferrite, and martensite
Austenite: is a steel iron and carbon at 912C that transforms
the BCC structure of ferrite
into FCC crystalline iron. This process of heating is called
austenitizing. The carbon gets
dissolve interstitially into alloy. The maximum level of
solubility of the carbon is 2.0
wt%.
Ferrite: It is also known as the alpha iron, it has BCC
crystalline structure, and its
maximum solubility of the carbon is 0.025 wt%
Pearlite: the steel is heated up to 727C and then let cool down
slowly, two-phased will
appear lamellar structure is formed that is made up of
alpha-ferrite and cementite. Its
content of carbon is 0.77wt%.
Cementite: Cementite is the iron carbide its chemical formula is
Fe3C and its content of
carbon is 6.67 wt% and the rest is iron.
Martensite: This is a phase between crystalline arrangement of
BCC and FCC crystalline
structure formed by quenching of austenite. During the cooling
process the carbon atoms
do not get enough time to diffuse throughout the crystal. The
austenite to martensite
transition occurs when there is not sufficient time for the
carbon atoms to diffuse
properly. Due to fast cooling, an intermediate crystallization
structure of BCC and FCC
-
8/11/2019 Roller Coster
4/18
forms which is called martensite. The atoms of carbon trapped
during fast cooling process
changes the shape the martensite lattice and causes internal
stress. The martensite has a
low toughness, however it is brittle and it has high strength.
In order to change the
material properties of steel, the still need to do tempered. The
tempering of the steel will
restore the ductility and toughness of the steel. The tempering
process is done by heating
martensite below 727C for considerable amount of time, which
allows atoms of carbon
to diffuse in interstitial positions to form carbides.
Experimental Procedure:
First Part the specimen from the factory
1. Place six samples of steel specimen in furnace at 866C for an
hour.2.
Take all the specimens out of the furnace after one hour.
3. Put 4 specimens immediately in water for rapid cooling, and
Put the fifth specimen
in the room temperature to cool down.
4. Set the furnaces temperature at 205C, 370C, 482C, and 677C
and put the four
specimens that were quench in water in the furnace for an
hour.
5. Take the four specimens out of the furnace and let them
immediately drop them in
water.
6.
Take the cooled specimen and determine the hardness of the six
samples using
hardness test (Hardness Rockwell C Scale. (Figure 1) )
7. Perform Charpy test on all six samples. Calculate the impact
energy and determine
the type of fracture for all specimens. (Figure 2 and 3)
8. Second Part the specimen form the bent rail:
9. Cut the specimen into a cubes shape specimen approximately .5
to .75 inch from
the bent wheel assembly rail using the Buehler Model 1000.
(Figure 4)
10.Put the specimen on the mounting thermoplastic material of
diameter .25 inch and
thickness .75 inch using Buehler SimpliMet 2 hot mounting press
machine.
(Figure 5)
-
8/11/2019 Roller Coster
5/18
11.Complete the coarse grinding of the specimen by the120 grit
belt for a few minute;
rotate the specimen 90 and continue grinding. After finishing
grinding on 120
grit, then move to fine grinding by using 240 grit followed by
320, 400 and600
grits. (Figure 6)
12.Polish the surface to remove scratches that were left during
grinding. Make sure
that the specimen is clean and washed before starting.
13.Before polishing apply liquid slurry (contains alumina in
de-ionized water) on
polishing wheel of 1 m alumina and hold the specimen on the
wheel rotating it
30-40 angle, then move on to the next polishing wheel of 0.3 m
alumina. Polish
on each wheel for 2 minutes. After polish, we will get smooth,
shiny and bright
surface. (Figure 7)
14.Pour 1% nitric acid in ethanol on specimen for about 9 sec
and clean the specimen
surface with water. (Figure 8 and 9)
15.Put the specimen under the microscope to see the
microstructure of the specimen
and compare it to other samples that were tampered at different
temperatures.
(Figure 10)
Discussion:
Data:
-
8/11/2019 Roller Coster
6/18
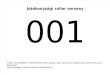
The table shows the hardness, impact energy and type of fracture
for the steel samples.
Treatment Avg
HRc
ImpactEnergy
(J)
Type of
Fracture
Air Cooled
No Tamper 19.6 17 Brittle
As Quenched
No Tamper56.3 3 Brittle
Quenched205 C
Temper
54.4 5 Brittle
Quenched
370 C
Temper
48.2 7 Brittle
Quenched
482 C
Temper
39.1 60 ductile
Quenched
677 C
Temper
28.38 136 Ductile
-
8/11/2019 Roller Coster
7/18
Based on the collected data, we see that the hardness of
quenched steel tempered
at 205C has the maximum hardness strength. The impact energy for
quenched 677C steel
is 122 that make it ductile in fracture.
Graph 1: graph shows the hardness VS the heat treatment of the
samples.
Data for the quenched steel tempered at different temperature is
shown in the following
data table:
Temper Avg HRc
32C 17
205C 3
370C 5
482C 60
677C 136
-
8/11/2019 Roller Coster
8/18
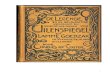
Graph 2represents the hardness of steel vs. the
temperedtemperature that shows that the
hardness increases up to 205C temper and then start
declining.
Graph 3: The graph shows the hardness vs. impact energy of
steel
The expected hardness of rail bent specimen should be between
RC35 and 40
measured by Rockwell hardness tester, however the actual average
hardness of 4140 steel
is found between RC7.4. This gives an idea that there is
something wrong with the steel.
To determine the cause of failure, the microstructure of the
failure specimen need to be
determine.
19.6
56.354.4
48.2
39.1
0
10
20
30
40
50
60
32 205 370 482 677
HRc
Temperature Degree C
temperature vs HRc
0
10
20
30
40
50
60
70
19.6 56.3 54.4 48.2 39.1
Impactofengergy
HRc
HRc vs Impact of energy
-
8/11/2019 Roller Coster
9/18
Chemical Analysis of believed 4140 steel rail bent sample is
below.
Element SAE/AISI 4140
steel
(wt %)
Bent Rail sample
By analysis (wt
%)
Cr 0.801.10 0.93 + 0.01
Mo 0.150.25 0.21 + 0.01
Mn 0.751.00 0.93 + 0.02
Si 0.150.30 0.21 + 0.02
P 0.035 max. < 0.013
C 0.38 -0.43 0.41 + 0.01
Based on the compositions and the specification of the specimen,
it is apparent that
the sample is 4140 steel. A microscopic picture of the specimen
can help determine the
reason of failure.
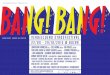
Some of the photos of samples that were tempered at different
temperatures and
rail bend specimen. These samples were magnified by the
microscope at 400X..
Photo 1: The photo was taken by microscope at 400X that shows
the microstructure of
1040 steel furnace cooled
-
8/11/2019 Roller Coster
10/18
Photo 2: The photo was taken by microscope at 400X that shows
the microstructure of
4140 steel furnace cooled.
Photo 3: The photo was taken by microscope at 400X that shows
the microstructure of
4140 steel water quench, tempered at 205C
-
8/11/2019 Roller Coster
11/18
Photo 4: The photo was taken by microscope at 400X that shows
the microstructure of
4140 steel water quench tempered 370C
Photo 5: The photo was taken by microscope at 400X that shows
the microstructure of
4140 steel water quench tempered 677C
-
8/11/2019 Roller Coster
12/18
Photo 6: The photo was taken by microscope at 400X that shows
the microstructure of
bent rail specimen etch for 10 sec.
Photo 7: The photo was taken by microscope at 400X that shows
the microstructure of
bent rail specimen etch for 8 sec.
A comparison of the photos of the samples to the bent rail
specimen. The
microstructure of the bent rail doesnt resemble the
microstructure of the specimen that
was tempered at 480C. The microstructure of the bent specimen
resembles to the photos
of sample of 4140 steel furnace cooled and 1014 steel furnace
cooled.
-
8/11/2019 Roller Coster
13/18
Conclusion:
The specifications and compositions of the specimen is similar
to the 4140 steel,
however the hardness of the specimen is not the same as the 4110
steel. From the
microstructure of the bent steel specimen, it appear that
probably the reason of failure is
the improper heat treatment of rails which could be a possible
cause of making the 4110
steel less brittle. Quenching of steel after tempering can also
be a possible reason for the
failure. The reason for the failure is still undetermined. I
suggest to Cal-OSHA Safety
Director to keep the rides shut down until all the rails and
wheel assembly are inspected
properly because the reason of failure is still unknown. The
hardness of the all roller
coaster rails should be within the range of 3540 HR if one part
of the rail is found to be
out of the rage, the roller coaster should be close for until
the parts are replaced. Another
possible reason in the assembly. The assembly of the rail can
affect the Hardness of the
steel especially if the assembly include heating
-
8/11/2019 Roller Coster
14/18
Appendix:
Figure 1: Performing the
using Hardness Rockwell Ctype of fracture occurred on all
tester. steel samples.Figure 2: Using Charpytest, we hardness
test ofsteel samples determinethe impact energy and
-
8/11/2019 Roller Coster
15/18
Figure 3
Figure 4: Using the BuehlerModle1000, we cut a cube shape
specimen
-
8/11/2019 Roller Coster
16/18
Figure 6: The grinding on 120, 240,320, 400 and 600 grits to
remove
scratches from our specimen
Figure 5: mounting thethermoplastic material on ourspecimen
using Buehler mpliMet2 hot mounting press machine.
Figure 7: This picture showsthe polishing of specimen on
0.1 and 0.3 m aluminarotating wheel.
-
8/11/2019 Roller Coster
17/18
.
Figure 9: Cleaning the 4140 steelspecimen in water after
performing steel etching to makeit ready for microstructure
study
Figure 8: Performing steeletching by pouring the
specimen in 1% nitric acid inethanol for 8 sec.
-
8/11/2019 Roller Coster
18/18
Figure 10: Performing microstructure study of 4140 steel to
determine the cause
of roller coaster equipment failure.