Embed Size (px)
Citation preview
SMED SMED دقیقه تک قالب دقیقه تعویض تک قالب تعویض Singleایای
Minute
Exchange of
Dies
مقدمهتعويض قالب يكى از انواع اتلفات موجود در مباحث
Kaizen و TPM است كه كاهش زمان آن و در نهايت
.حذف آ ن غاي ت و ايده آ ل ه ر خط توليدى میباشد
كاه ش زمان تعوي ض قال ب نق ش بسيار زيادى در
افزاي ش انعطاف پذيرى خ ط تولي د و كاهش اندازه
ايفا JITانباشت ه و در نتيج ه رس يدن ب ه تولي د بهنگام
.میکند [email protected]
تاریخچه.طى سه مرحله به وجود آمد SMEDفرآيند
، آقاى شينگ و توانست زمان1950مرحل ه اول، س ال
دقيقه19ساعت به كمتر از 4 تعویض قالب ها را از
) شرکت مزدا.(كاهش دهد
و سوم در سال)میتسوبیشی1957(مرحله دوم در سال
اتفاق افتادند و منجر به كاهش) شرکت تویوتا1969 (
.زمان به زير ده دقيقه شدند
متولد سال ۱۹۰۹ در شهر ساگای ژاپن۱۹۳۰ - فارغالتحصیل رشته مكانیك دانشكده یامانشی
مسئول کاهش زمان مونتاژ سوپر تانکرهای ۵ هزار تنی۱۹۵۶ ، در صنایع - از ۴ ماه به ۲ ماه طی سال های ۵۸
سنگین كشتی سازی در ناکازاکی
Shigeo Shingo( in the late 1950’s and early 1960’s)
chief engineer of Toyota"یک راه سریع و کارآمد تبدیل یک فرایند از محصولت"فعلی در حال اجرا به محصول بعدی در حال اجرا
QUICK CHANGE OVERS
تعاریف: Changeover( تعوییض تمام ی فرآیندهای ی ک ه از تولی د آخرین )
محصول سالم دسته بچ قبلی تا تولید اولین محصول سالم بچ بعدی
زمان تجمعى بين توليد آخرين )Changeover Time( زمان تعویضانجام میشود
بايد توجه نمود. محصول سالم بچ قبلى تا توليد اولين محصول بچ بعدى
. که این زمان به صورت پيوسته و بدون توقف مى باشد
لب زمان صرف شده برای تنظیم: ) Setup Time( زمان تعویض قا
ماشی ن و ی ا تعوی ض قالبه ا و قطعات مورد نیاز برای تولی د محصول
اندازی ماشین .جدید زمان صرف شده بعد: ) Startup Time( زمان راه از راه اندازی اولیه دستگاه تا زمانی که اولین محصول با کیفیت مورد
. نظر و سرعت مورد نظر تولید شود

سنتی تعویض ابتدا قطعات و قالب هاى مورد استفاده بچ قبلى از درون: پیاده سازی
اه خارج مى شوندگدست
در مرحله دوم قطعات و قالب هاى :سواركردن قالب ها و قطعات
مورد استفاده محصول بعدى برروى دستگاه نصب و يا اصطلحا سوار مى
در اين مرحله قطعات و قالب هاى نصب شده بر روى دستگاه: تنظيم.شوند
اين عمل در زمان توقف ماشين انجام مى. با يكديگر تنظيم میشوند
در خاتمه دستگاه به صورت امتحانى، شروع به كار كرده: تنظيمات نهايى.شود
و تنظيمات نهايى براى رسیدن به سرعت و کیفیت مورد نظر انجام می
.پذیرند
مزایای کاهش زمان تعویض قالبكاهش هزينه هاى تعویض •امکان کاهش اندازه انباشته های تولیدی •( Machine Run Time ) افزایش زمان کارکرد ماشین •امكان پاسخگويى به سفارشات پيش يبنى نشده و حياتى •ساده شدن تعويض ها و امكان انجام آنها توسط اپراتورهاى توليدى •كاهش موجودى انبارهاى ميانى •افزایش انعطاف پذيرى •كاهش كل هزينه هاى موجودى •كاهش موجودى در جريان ساخت •افزا يش بهره ور ى •
لبها تها در تعویض قا ی ل نواع فعا ا
تهاى داخلی ي ل كليه فعاليت هايى را شامل مى شود كه در حين انجام: فعا
.آنها امكان كاركرد ماشين وجود ندارد و ماشين نمى تواند به توليد بپردازد
تهاى خارجی ي ل كليه فعاليت هايى را شامل مى شود كه در حين: فعا
انجام آنها امكان كاركرد ماشين وجود دارد و ماشين مى تواند به توليد
.بپردازدشينگو فعاليت هايى را كه درحين انجام كار ماشين قابل انجام هستند،
فعاليتهاى بیرونى و آنهايى كه براى انجامشان مى بايست دستگاه توقف كند
.فعاليتهاى درونى ناميد
لبها تها در تعویض قا ی ل نواع فعا ا:مثال هايى از فعاليت هاى درونى
پياده سازى قالب ها •
تميزكارى دستگاه •
نصب قالبهای جدید •
:رونىبیمثال هايى از فعاليت هاى تنظيمات اوليه •
انتقال قالب هاى محصول بعدى به كنار •
دستگاه
انتقال ابزار مورد نياز به كنار دستگاه •
انتقال قالب هاى پياده سازى شده به انبار •
مرتب كردن لوازم مورد نياز در حين كار •[email protected]
مراحل انجام تعويض قالب تک دقيقه اى مشاهده و ثبت مراحل فعلى انجام كار •
فيلمبردارى●زمانسنجى●مصاحبه با اپراتور●
جداكردن فعاليت هاى داخلى و خارجى •
تبديل فعاليت هاى داخلى به فعاليت هاى خارجى از طریق انجام •... عمليات هاى حرارتى مقدماتى و
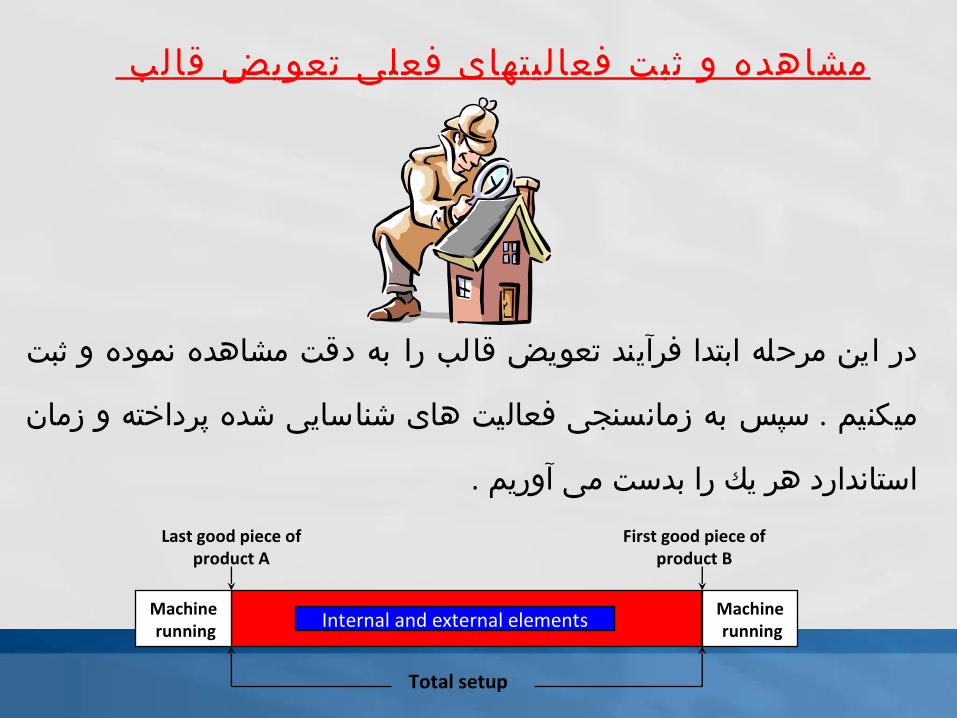
قالب تعویض فعلی یتهای فعال ثبت و مشاهده
در اين مرحله ابتدا فرآيند تعويض قالب را به دقت مشاهده نموده و ثبت
سپس به زمانسنجى فعاليت هاى شناسايى شده پرداخته و زمان. كنيمیم
. استاندارد هر يك را بدست مى آوريم
Machine running
Machine running
Last good piece of product A
First good piece of product B
Total setup
Internal and external elements

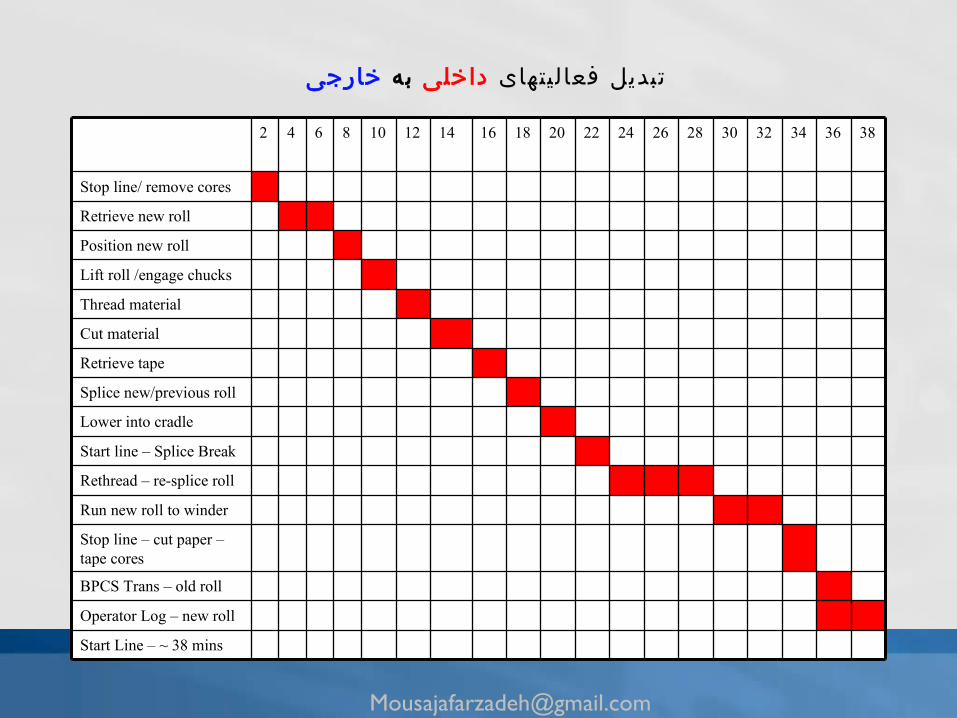
یتهای فعلی تعویض قالب مشاهده و ثبت فعال

2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38
Stop line/ remove cores
Retrieve new roll
Position new roll
Lift roll /engage chucks
Thread material
Cut material
Retrieve tape
Splice new/previous roll
Lower into cradle
Start line – Splice Break
Rethread – re-splice roll
Run new roll to winder
Stop line – cut paper – tape cores
BPCS Trans – old roll
Operator Log – new roll
Start Line – ~ 38 mins
یتهای فعلی تعویض قالب مشاهده و ثبت فعال
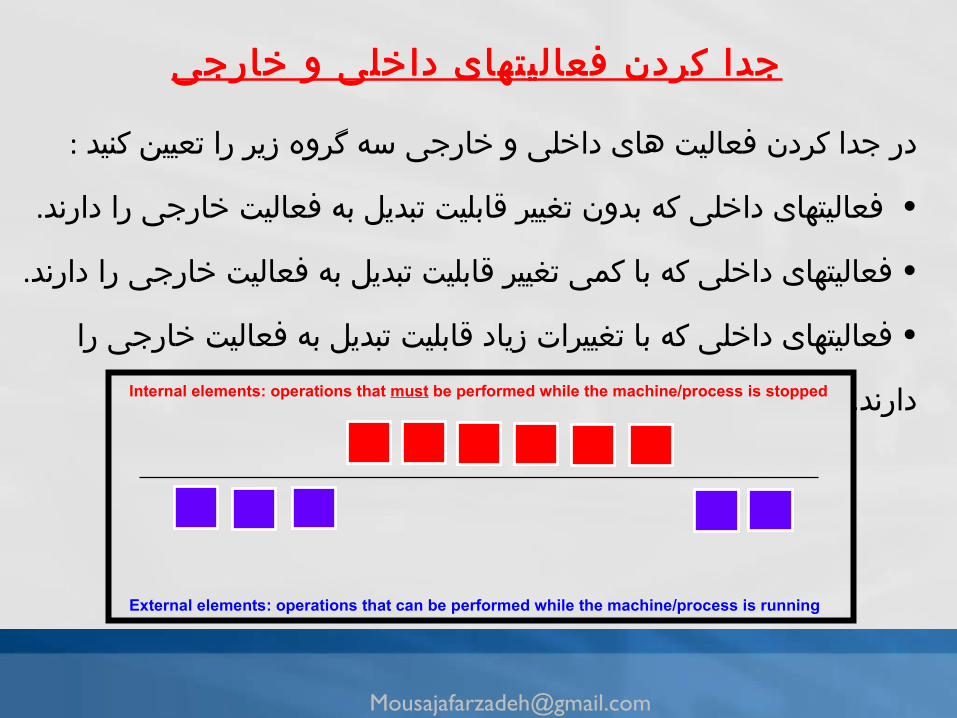
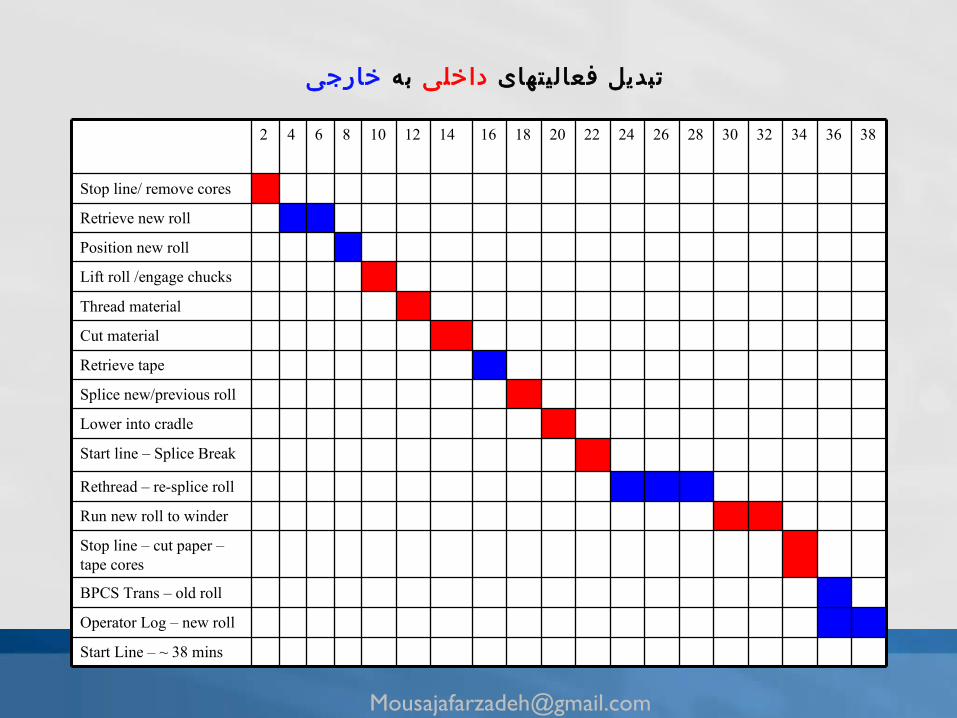
یتهای داخلی و خارجی جدا کردن فعال
: در جدا كردن فعاليت هاى داخلى و خارجى سه گروه زير را تعيين کنید
.فعاليتهاى داخلى كه بدون تغيير قابليت تبديل به فعاليت خارجى را دارند •
.فعاليتهاى داخلى كه با كمى تغيير قابليت تبديل به فعاليت خارجى را دارند •
فعاليتهاى داخلى كه با تغييرات زياد قابليت تبديل به فعاليت خارجى را •
Internal elements: operations that must be performed while the machine/process is stopped.دارند
External elements: operations that can be performed while the machine/process is running
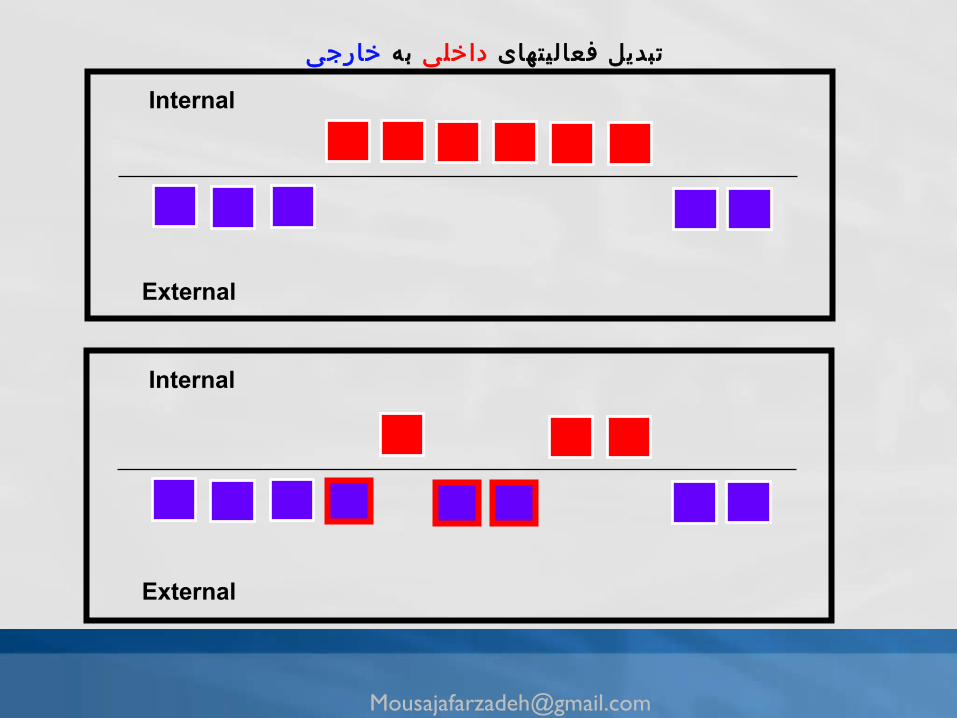
لیتهای داخلی به خارجی تبديل فعا
را در مورد تمامى فعاليت هاى... ونه ، چه كسى، چه وقت ، كجا وگسوالت چرا، چ•.تعويض قالب بپرسید
را... سعی كنيد فعاليت هاى گرم كردن مقدماتى، برش مقدماتى، تنظيم مقدماتى و•.توسعه دهید
محل ى بر روى خود دس تكاه براى ابزارهاي ى ك ه زياد مورد اس تفاده قرار ميگيرند•.مشخص كنيد
.از قالب هايى استفاده كنيد كه يبشترين دقت و نياز به كمترين تنظيم را دارند•.قالب هايى استفاده كنيد كه قابليت استفاده براى محصولت مختلف را داشته باشند•ولت را به گونه اى طراحى كنيد كه براى توليد آنها نيازمند كمترين تعویض قالبصمح•
.باشيددقت كنيد تمامى اجزا اعم از قالب ها و ابزارها وظایف مورد انتظار را به درستى•
.انجام دهند.تميز كاریها و انتقال ها را بعد از توليد اولين محصول مورد تاييد انجام دهيد•.از جيگ و فيكسچرهاى واسطه اى استفاده كنيد•

لیتهای داخلی به خارجی تبديل فعا
Setup sheetPrintsSpecial instructions
GaugesSet blocksStop gauges
Special tools
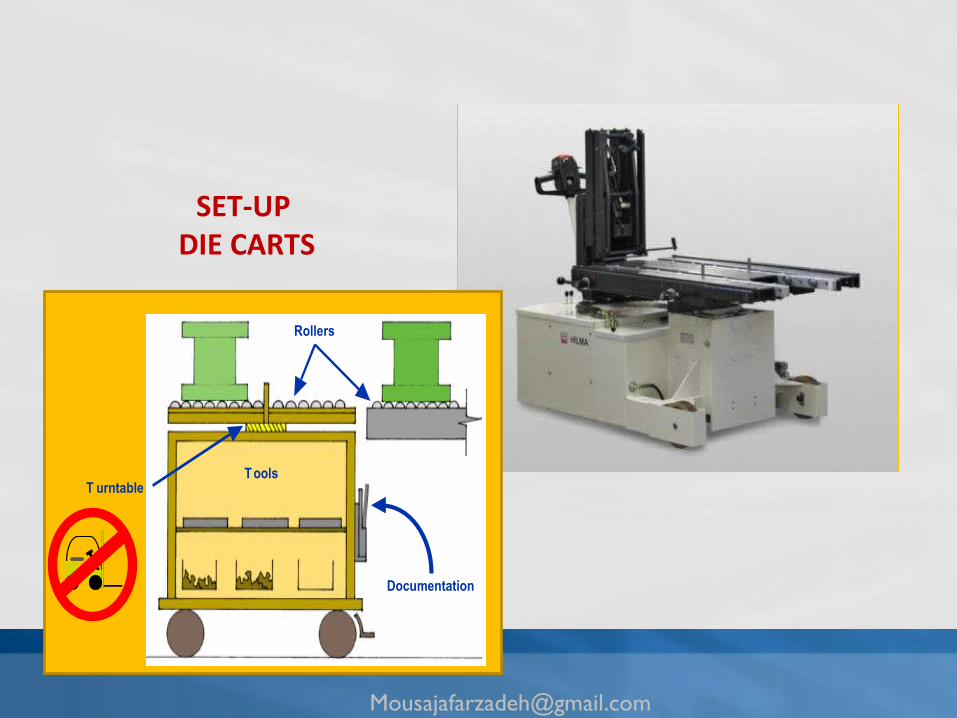
SET-UP TOOL CARTS
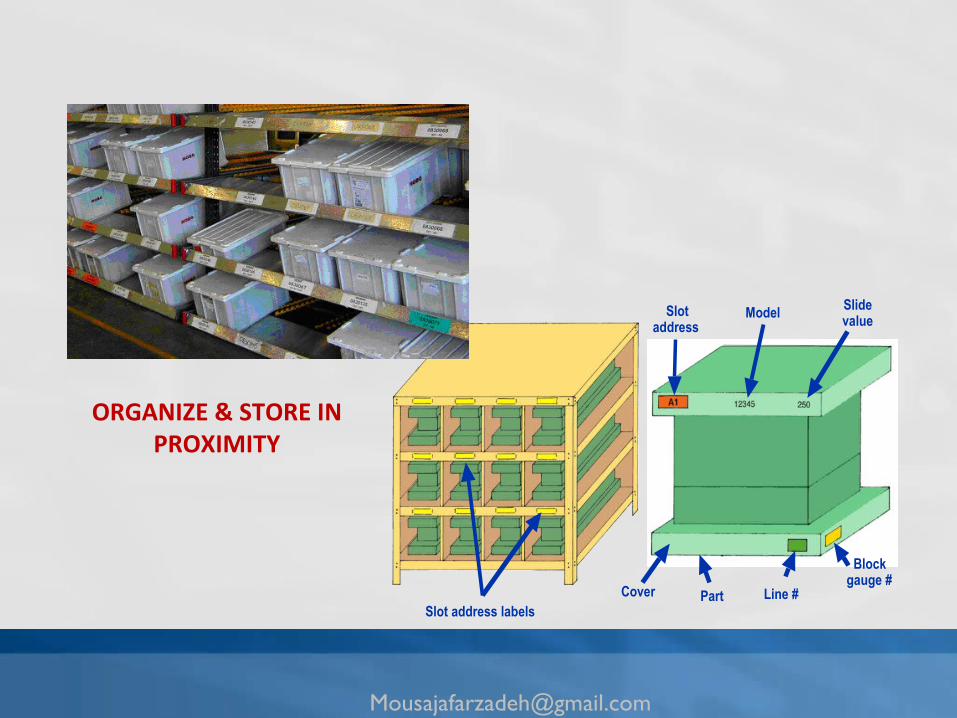
Slot address labels
Slot address
Model Slide value
Part Line #Cover
Block gauge #
ORGANIZE & STORE IN PROXIMITY
Springplate
Adjustingpin
Interior space(inaccessible)
Adjustingwedge
Adjustingscrew
Better
Linear gauge& pointer
Dial gauge
Better Still
Die
4-piece clamp
SpringDie heights vary
BolsterPlate
Socket wrench removes screw
Socket head cap screw4
3
1
2
Die
L clamp
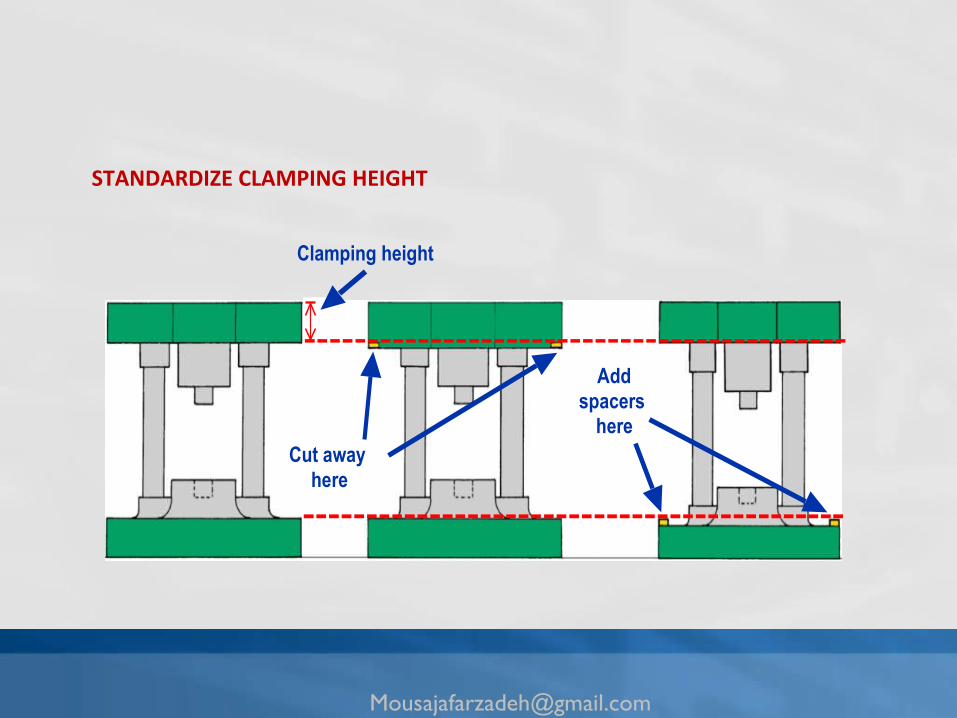
SpringStandardize clamp heights on dies
BolsterPlate
Nut is not removed for setup!
BEFORE
AFTER
Streamlined 1-Piece Clamp

Before
After
Mold
Stopper
Camlock
Eliminate boltsEliminate bolts
QUICK RELEASE CAM LOCK
TOGGLE LOCK DOWN CLAMP
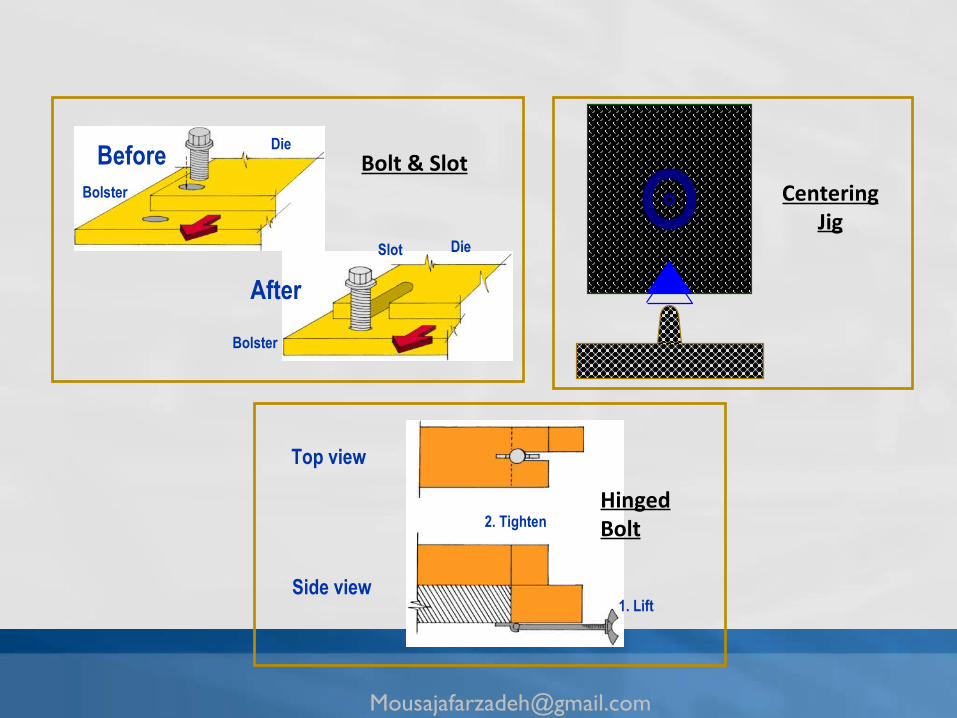
DieBeforeBolster
After
Bolster
DieSlot
Top view
Side view1. Lift
2. Tighten
Bolt & Slot
Hinged Bolt
Centering Jig
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38
Stop line/ remove cores
Retrieve new roll
Position new roll
Lift roll /engage chucks
Thread material
Cut material
Retrieve tape
Splice new/previous roll
Lower into cradle
Start line – Splice Break
Rethread – re-splice roll
Run new roll to winder
Stop line – cut paper – tape cores
BPCS Trans – old roll
Operator Log – new roll
Start Line – ~ 38 mins
لیتهای فعا خارجیبه داخلی تبديل
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38
Stop line/ remove cores
Retrieve new roll
Position new roll
Lift roll /engage chucks
Thread material
Cut material
Retrieve tape
Splice new/previous roll
Lower into cradle
Start line – Splice Break
Rethread – re-splice roll
Run new roll to winder
Stop line – cut paper – tape cores
BPCS Trans – old roll
Operator Log – new roll
Start Line – ~ 38 mins
تهای ی ل خارجیبه داخلی تبديل فعا
حذف و يا بهبود فعاليت هاى داخلى
.تلش ها، حركات و فاصله ها را كاهش دهيد •
.فعاليت ها را ساده سازى كنيد •
.براى انجام فعاليت ها از كار گروهى استفاده كنيد •
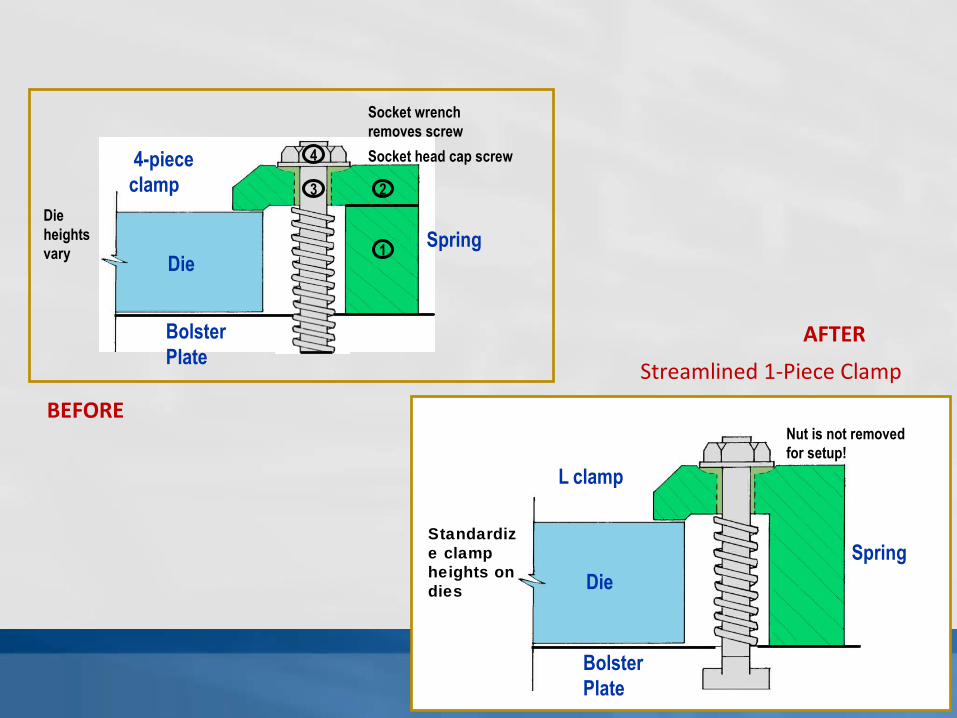
.زمان پياده سازى و باز كردن پيچ ها را كاهش دهيد •
مانند پيچ ها، گيره ها،( سعى كنيد در قالب ها از قطعات يكسان و استاندارد استفاده كنيد •
..فيكسچرها
.تا حد امكان فعاليت ها را هم زمان انجام دهيد •
.نرو استفاده كنيد- از گيج هاى برو •
.نمودار فرآ يندهاى تعويض قالب را رسم نموده و در هنگام تعويض قالب از آنها استفاده كنيد •
.در ناحيه نرمال دستان از هر دو دست به صورت هم زمان استفاده نماييد •

وفعاليت هاى داخلىجداسازی خارجی
All Setup All Setup ActivitiesActivities RunRun
III IEE EE EEEE RunRun
ExternalsExternals Internals RunRun
ExternalsExternalsPost-setupexternals
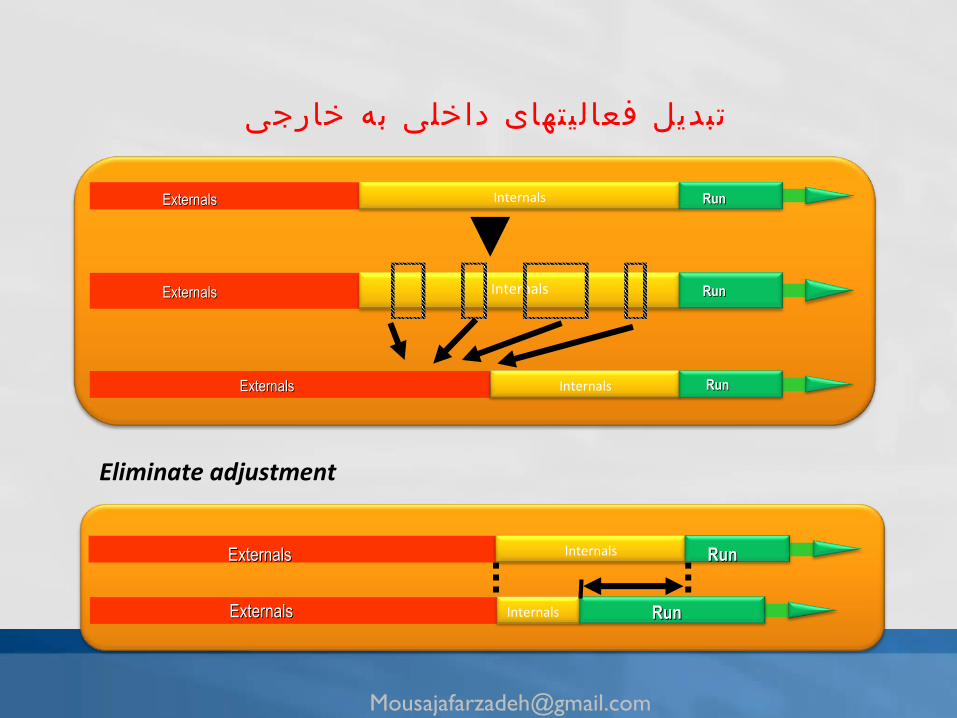
خارجی به داخلی تهای ی ل فعا تبدیل
InternalsExternalsExternals RunRun
InternalsExternalsExternals RunRun
InternalsExternalsExternals RunRun
ExternalsExternals Internals RunRun
ExternalsExternals Internals RunRun
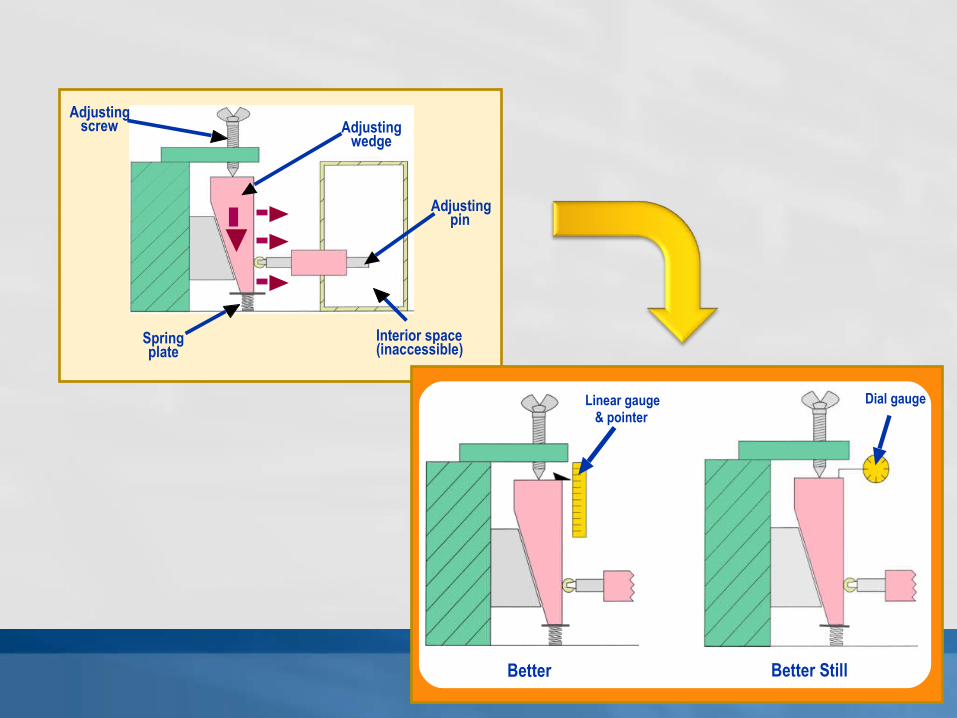
Eliminate adjustment

STREAMLINE ALL ACTIVITIESها ت ی ل ساده کردن تمام فعا
Machine running
Machine running
Last good piece of product A
First good piece of product B
Total setup
Internal and external elements
Internal elements
Machine running
Machine running
Last good piece of product A
First good piece of product B
Total setup
External elements External elements
Streamlinedinternal elements
Machine running
Machine running
Last good piece of product A
First good piece of product B
Total setup
Streamlined External
elements
Streamlined Externalelements
BEFORE
AFTER CHANGE OVER
STREAMLINE

ستفاده نمود ؟ا SMEDاید از چه هنگام و در چه مواردی ب
. بسيار قابل توجه اند SMEDدست آوردهاى حاصل از
نياز ب ه سرمايه گذارى هاى زياد براى– عدم بدس ت آوردن زمان بيشت ر براى تولي د
.... و انعطاف پذيرى بال در رقابت جهانى- افزايش ظرفيت
باي د مرحل ه ب ه مرحل ه پی ش رف ت و براى ه ر مرحل ه ي ك هدف قابل هنگ م شروع
در محي ط هاى ص نعتى موارد بسيارى براى بهبود. ف نمودیدس ترس و ملموس تعر
لذا به كارگيرى. وجود دارد، اما زمان ، امكانات ، پول و نيروى انسانى محدود است
SMEDبدون برنام ه ريزى قبل ى كارى خطرناک و غي ر منطق ى است در هم ه ج ا و .
را از دس تگاه ه ا و فرآين د هاي ى آغاز نمود ك ه در اولويتSMED بنابراي ن لزم اس ت
. بالترى نسبت به سايرين قرار دارند
SMED از افتادن در تله انجام كار اضافى اجتناب میکند و به فرآ يند هايى میپردازد كه
.يبشترين خروجى را براى كارخانه به ارمغان مى آورند

در یک كارخانهSMED مراحل به كارگیرى عملى
.از كليه فعاليت هاى تعويض قالب فيلم بردارى كنيد •
تيمى متشكل از پرسنل توليدى و مسئولن فنى تعويض قالب ها •
.تشكيل دهيد
.تيم را مسئول ديدن فيلم گرفته شده و آناليز آن كنيد •
.تيم هاى مسئول تعويض قالب بايد حداقل از دو نفر تشكيل شود •
.همواره اصرار به ارائه زمان هاى كوتاه تر توسط تيم داشته باشيد •
تمامى تلش تيم را بر روى كاهش زمان فرآيندهاى گلوگاهى متمركز •
.كنيد
يك فرايند پیوسته و دائمى (SMED) همواره به اين نكته توجه كنيد كه •
.است و نه يک فرايند موقت و مقطعى[email protected]