Embed Size (px)
Citation preview

SVEUČILIŠTE U RIJECITEHNIČKI FAKULTET
SOFTVERSKA PODRŠKA AKTIVNOSTIMAPLANSKO - IZVRŠNE FUNKCIJE PODUZEĆA
Magistarski rad
Dalibor Blažević
Rijeka, 2005.

SVEUČILIŠTE U RIJECITEHNIČKI FAKULTET
SOFTVERSKA PODRŠKA AKTIVNOSTIMAPLANSKO - IZVRŠNE FUNKCIJE PODUZEĆA
Magistarski rad
Dalibor Blažević, dipl. ing.
Mentor: Red. prof. dr. sc. Tonči Mikac, dipl. ing.
Rijeka, 2005.

Oznaka: M UDK 658.51:65.012.122:658.53:004.42(043)
SOFTVERSKA PODRŠKA AKTIVNOSTIMAPLANSKO - IZVRŠNE FUNKCIJE PODUZEĆA
Dalibor Blažević
Ključne riječi: - mMPC
- planiranje
- upravljanje
- model
- sustav
- proizvodnja
- softver
Sažetak:
Cilj ovog rada je prikaz mMPC softverskog sustava kao dio plansko – izvršne funkcije
poduzeća. Naglasak je stavljen na moderne metodologije u planiranju i upravljanju
proizvodnjom uz potporu informatičkog sustava. Rad daje pregled aktualnog stanja u
području planiranja i upravljanja proizvodnjom. Također, daje razradu teorijskog modela
planiranja i upravljanja te njegovu praktičnu primjenu u vidu originalnog softverskog
aplikativnog rješenja koje predstavlja implementaciju teorijskog modela razrađenog u
uvodnim poglavljima ovog rada. U uvodnom dijelu rada opisani su sustavi za planiranje i
upravljanje proizvodnjom, svrha primjene istih te osnovne značajke implementacije takvih
sustava u realnim proizvodnim organizacijama. U nastavku rada iznesen je teorijski model
protoka informacija u proizvodno-poslovnom sustavu, a prema kojem je realiziran softverski
model opisan u zadnjem dijelu ovog rada. Zadnji dio rada, najme, opisuje praktičnu primjenu
teorijskog modela planiranja proizvodnje kroz opis softverskog sustava mMPC kojeg je razvio
autor.

Oznaka: M UDC 658.51:65.012.122:658.53:004.42(043)
SOFTWARE SUPPORT FOR THE PLANNING AND EXECUTIVE FUNCTION OF AN ENTERPRISE
Dalibor Blažević
Keywords: - mMPC- planning- management- model- system- production- software
Summary:
The aim of this work is to describe the mMPC software system, an integral part of
planning and production management company department. This work gives an outline of the
recent achievements in the fields of planning and production management aim of information
system. It emphasizes the importance of modern technologies that are, through computer
technology, implemented in the stages of planning and production management. This work
gives an outline of the recent achievements in the fields of planning and production
management. Moreover, it analyzes the theoretical model of planning and management and it
demonstrates the significance of such model in a real production environment by way of an
application software, which implements the theoretical model exposed in the initial chapters.
The work begins with the description of the planning and production systems, their purpose
and significance, and the essential importance of implementing such systems in real
production systems. Then it offers a theoretical model of the information flow that should
take place within the production and business system; this gave the basis to an exemplar of
software. The final part of the work gives us the practical application of the theoretical model
of production planning trough the description of mMPC software developed by the author.

PREDGOVOR
U posljednjih nekoliko godina stalni rast globalnog tržišta, a isto tako i stalni rast
konkurencije, prisilio je mnoga poduzeća da revidiraju svoje proizvodne procese, kao i
organizaciju svojih poslovnih sustava. Današnja su uspješna poduzeća u stanju proizvoditi
visoko kvalitetne proizvode po niskim proizvodnim cijenama, usvajajući pritom nove
proizvodne tehnologije kako bi dostigle i zadržale vodeću poziciju u svom specifičnom
području djelovanja. Stoga je većina današnjih problema fokusirana na:
• "Just in Time", čime se označava potreba da se proizvode male serije prema zahtjevu
naručitelja, te na taj način smanje količine repromaterijala, poluproizvoda i gotovih
proizvoda koje stoje na skladištu.
• Visoko kvalitetne proizvode i praćenje kretanja materijala pojedine serije, da bi se
smanjili troškovi koji rezultiraju pojavom škarta proizvoda.
• Planiranje u realnom vremenu proizvodnih resursa, kako onih vezanih za
opterećenje radne snage tako i onih vezanih za opterećenje proizvodne opreme.
• Dobro organizirano održavanje proizvodne opreme, da bi se izbjegli nekontrolirani
zastoji proizvodnje i povećala ukupna produktivnost sustava.
Današnja tendencija rješavanja ovakvih problema je u primjeni niza metodologija
računalom podržane proizvodnje, tj. u implementaciji integriranog skupa aplikacija koje su u
stanju pokrivati pojedine segmente proizvodnje, ali isto tako i međusobno izmjenjivati
podatke te ih prosljeđivati sustavu koji vrši centralnu obradu istih. Ovakav integrirani sustav
omogućava proizvodnom menadžeru efikasno planiranje proizvodnje te izvršavanje i praćenje
proizvodnih naloga kako bi se ostvarili zadani proizvodno-poslovni ciljevi.

SADRŽAJ1. Uvod......................................................................................................................................1
2. Sustavi za planiranje i upravljanje proizvodnjom.................................................................3
2.1. Svrha primjene sustava za planiranje i upravljanje proizvodnjom..............................5
2.2. MPC i poslovni sustav...................................................................................................6
2.3. Tok informacija u poslovnom sustavu ......................................................................... 8
2.4. MRP i MRPII................................................................................................................ 9
2.4.1. Planiranje potreba materijala - MRP................................................................... 11
2.4.2. Planiranje resursa - MRPII.................................................................................. 11
2.4.3. Upravljanje proizvodnjom u realnom vremenu - JIT.......................................... 12
2.4.4. MRP planiranje u funkciji JIT izvršenja..............................................................12
3. Teorijski Model planiranja i izvršenja proizvodnje............................................................ 15
3.1. Organizacijska struktura upravljanja...........................................................................15
3.1.1. Menadžment poduzeća....................................................................................... 15
3.1.2. Razvoj i unapređenje proizvoda i proizvodnje.................................................... 16
3.1.3. Marketing.............................................................................................................17
3.1.4. Tehnološka priprema proizvodnje....................................................................... 19
3.1.5. Plansko-upravljačka funkcija operativne pripreme............................................. 20
3.1.5.1. Operativni terminski planovi....................................................................... 21
3.2. Redoslijed izrade......................................................................................................... 23
3.2.1. Modeli proizvodnih sustava.................................................................................25
3.2.2. Tehnološki proces u funkciji modela proizvodnog sustava.................................26
3.2.3. Alternativni tehnološki procesi i izbor optimalne varijante................................ 27
3.3. Ciklus izrade................................................................................................................28
3.3.1. Metode za određivanje ciklusa izrade..................................................................28
3.3.1.1. Slijedni odnosno uzastopni model............................................................... 28
3.3.1.2. Usporedni odnosno paralelni model........................................................... 29
3.3.1.3. Kombinirani model..................................................................................... 30
4. Softverski sustav mMPC......................................................................................................33
4.1. Praktična primjena teorijskog modela......................................................................... 33
4.1.1. Integracija poslovnih funkcija............................................................................. 33
4.1.2. Izgradnja ERP sustava......................................................................................... 34
4.2. Moduli i primjena........................................................................................................36
4.2.1. Ulaz u program.................................................................................................... 36
i

4.2.2. Standardni elementi programa.............................................................................39
4.2.3. Osnovne postavke................................................................................................41
4.2.3.1. Stalne postavke............................................................................................ 41
4.2.3.2. Radni kalendar............................................................................................. 42
4.2.3.3. Radno vrijeme..............................................................................................43
4.2.3.4. Mjerne jedinice............................................................................................ 43
4.2.3.5. Tečajna lista................................................................................................. 44
4.2.3.6. Planirani troškovi......................................................................................... 45
4.2.4. Podrška razvoju proizvoda.................................................................................. 46
4.2.4.1. Informacije o crtežu..................................................................................... 47
4.2.4.2. Popis pozicija...............................................................................................48
4.2.5. Resursi................................................................................................................. 49
4.2.5.1. Radna snaga................................................................................................. 50
4.2.5.2. Proizvodna oprema...................................................................................... 51
4.2.6. Upravljanje skladištima....................................................................................... 52
4.2.6.1. Prostor.......................................................................................................... 53
4.2.6.2. Skladišta.......................................................................................................53
4.2.6.3. Skladište alata.............................................................................................. 54
4.2.6.4. Skladište dijelova......................................................................................... 55
4.2.6.5. Zapremanje na skladište...............................................................................55
4.2.6.6. Izdavanje sa skladišta...................................................................................56
4.2.7. Tehnološki proces................................................................................................57
4.2.7.1. Tehnološka sastavnica proizvoda.................................................................58
4.2.7.2. Simboli aktivnosti........................................................................................ 59
4.2.7.3. Zaglavlje redoslijeda izrade......................................................................... 59
4.2.7.4. Unos aktivnosti po redoslijedu izvođenja i vremenu trajanja .....................61
4.2.7.5. Proizvodne operacije....................................................................................62
4.2.7.6. Zahvati......................................................................................................... 63
4.2.7.7. Transportne aktivnosti................................................................................. 64
4.2.7.8. Operacije kontrole........................................................................................65
4.2.7.9. Aktivnosti vezane za međuskladištenje....................................................... 66
4.2.8. Upravljanje nabavom...........................................................................................66
4.2.8.1. Politika naručivanja..................................................................................... 67
4.2.8.2. Nabava repromaterijala................................................................................ 68
ii

4.2.8.3. Dobavljači.................................................................................................... 68
4.2.8.4. Narudžbe...................................................................................................... 69
4.2.9. Planiranje proizvodnje......................................................................................... 70
4.2.9.1. Glavni plan...................................................................................................70
4.2.10. Terminski planovi..............................................................................................71
5. Praktični primjer upotrebe softverskog sustava mMPC...................................................... 73
5.1. Definicija zadatka........................................................................................................73
5.1.1. Sadržaj zadatka.................................................................................................... 73
5.2. Analiza zadatka i definicija ulaznih parametara..........................................................73
5.2.1. Podaci o teoretski raspoloživom vremenu...........................................................73
5.2.2. Mjerne jedinice.................................................................................................... 74
5.2.3. Konstrukcijska dokumentacija.............................................................................76
5.2.4. Podaci o raspoloživim resursima......................................................................... 78
5.2.5. Skladišni podaci...................................................................................................80
5.2.6. Tehnološka dokumentacija.................................................................................. 82
5.3. Izlazni rezultati MRPII planskog procesa korištenjem sustava mMPC....................... 89
5.3.1. Prikaz dobivenih rezultata................................................................................... 89
5.3.2. Ciklus proizvodnje...............................................................................................89
5.3.3. Ciklusi izrade dijelova......................................................................................... 91
5.3.4. Zauzetost i opterećenje proizvodne opreme........................................................ 94
5.3.5. Zauzetost i opterećenje radnog osoblja određene kvalifikacije........................... 97
6. Zaključak...........................................................................................................................103
7. Popis literature.................................................................................................................. 104
8. Popis oznaka i skraćenica..................................................................................................109
9. Popis slika......................................................................................................................... 113
10. Popis tablica.................................................................................................................... 117
iii

iv

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
1. UVOD
Nema dobre organizacije bez poslovnog plana, kao što nema dobrog poslovnog plana
bez poznavanja dobre organizacijske strukture i tijeka odvijanja poslova u procesu planiranja i
upravljanja proizvodnjom. Poslovni plan mora biti temelj svake poslovne organizacije.
Naravno, u praksi on to često puta i nije pa se tako uočava brojna poduzeća kod kojih je
organizacija nastala isključivo temeljem nečijeg iskustva koje je često puta površno i slabo, pa
to vodi do suboptimizacije. Razvoj takvih poduzeća je stihijski i zato takva poduzeća za svoje
poslovanje troše prekomjerna sredstva.
No, da bi se izradio dobar poslovni plan, osim ekonomskih pokazatelja i faktora
okruženja potrebno je poznavati određene tipove organizacijskih struktura odnosno tijek i
obim poslova koje je u jednom poslovnom sustavu potrebno obaviti. U ovom radu će biti
prikazan tijek i obujam poslova koje je potrebno obaviti u proizvodnom poduzeću da bi se
moglo izvršiti uspješno planiranje odvijanja tijeka proizvodnje. Tu se u prvom redu misli na
sve aktivnosti od ideje proizvoda do planiranja termina nabavke repromaterijala potrebnih za
njegovu finalizaciju u traženim rokovima.
Potrebno je naglasiti da za dobru organizaciju nije presudna sama organizacijska
struktura, tj. hoće li neke službe fizički postojati kao zasebne organizacijske cjeline ili neće,
već da li su sve potrebne planske aktivnosti savjesno i korektno izvršene. Naravno da će u
manjem poduzeću poslovi više službi biti grupirani u jmanjem broju cjelina, dok će kod većih
ta podjela biti detaljnija.
Današnje tržište je vrlo dinamično i sofisticirano sa sve većim zahtjevima u pogledu
broja varijanti određenog proizvoda, veće kvalitete i kompleksnosti proizvoda. Također je i
proizvođaćima u interesu da se vijek eksploatacije proizvoda smanji kako bi se isti mogao
zamijeniti ili unaprijediti novom ili poboljšanom varijantom. Time se kupcu omogućuje da
posjeduje uvijek najnoviju i najbolju varijantu proizvoda. Istovremeno sam proizvod mora
konkurirati prihvatljivom cijenom i rokovima isporuke.
Sve to postavlja pred proizvođača vrlo velike zahtjeve u pogledu planiranja i
upravljanja proizvodnjom kako bi se moglo poslovati na jedan organiziran i optimalan način.
To znači da je poslove planiranja i upravljanja proizvodnjom potrebno organizirati i definirati
na što detaljniji način što znači da sve aktivnosti moraju biti detaljno razrađene.
Kako dakle planirati i upravljati određenim procesom a da se zadovolje navedeni
1

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
zahtjevi? Koje metode upotrijebiti?
Odgovor treba potražiti u karakteru odnosno vrsti proizvodnje kojom će se upravljati.
Za razliku od pojedinačne proizvodnje koja se u pravilu planira tehnikom mrežnog diagrama,
kod ponavljajuće proizvodnje, optimalno je primijeniti koncept koji se zasniva na:
• detaljnom planiranju svake stavke s osloncem na sastavnici proizvoda,
• uvidu u stanje skladišta uz proces umrežavanja potreba materijala i poluproizvoda
• detaljnom planiranju, odobravanju, lansiranju i praćenju realizacije potreba materijala i
poluproizvoda.
Koncepcijska shema funkcija poslovnog sustava i njihovo povezivanje dana je na slici
1. iz koje je vidljivo da planiranje i priprema proizvodnje odnosno funkcija plana ili
operativne pripreme proizvodnje ima centralnu ulogu u povezivanju svih funkcija poslovnog
sistema.
Sl. 1. Shema interakcije funkcija poslovnog sustava
2

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
2. SUSTAVI ZA PLANIRANJE I UPRAVLJANJE PROIZVODNJOM
Postoji čitav niz sustava za planiranje i upravljanje proizvodnjom, a koji će se sustav
primijeniti uvelike ovisi o tipu i obimu proizvodnje te kompleksnosti proizvoda [1]. Kada se
govori o tipu proizvodnje onda se tu u prvom redu misli na ponavljajuću ili neponavljajuću
odnosno pojedinačnu proizvodnju. Kod ponavljajuće proizvodnje veliki utjecaj na izbor
sustava za planiranje ima i obim proizvodnje odnosno veličina serije. Kompleksnost
proizvoda daljnji je faktor koji utječe na izbor sustava za planiranje i upravljanje
proizvodnjom. Ta kompleksnost izražena je brojem sastavnih elementa koji sačinjavaju
finalni proizvod. Što je taj broj veći, ali i što je veći broj nivoa tj. koraka u tvorbi pojedinih
gradbenih cjelina, složeniji je i sustav za planiranje i upravljanje proizvodnjom [2].
Teško je govoriti o unificiranom sustavu planiranja u svim fazama proizvodnog procesa
jer se različite metodologije mogu primijeniti u različitim fazama proizvodnje istog
proizvoda. Tako, na primjer, kada se govori o brodu, onda se njegova izrada može smatrati
neponavljajućom proizvodnjom, dok se izrada pojedinih njegovih dijelova, kao što su npr.
brodski pregradni paneli, uputnici, ventili ili pojedini djelovi motora, može smatrati
ponavljajućom proizvodnjom.
Sl. 2. Izbor sustava za planiranje i upravljanje proizvodnjom u ovisnostio vremenskom ciklusu proizvodnje i obujmu proizvodnje
Danas je teško govoriti o masovnoj proizvodnji ako ona kao takva uopće još i egzistira,
jer i onaj tip proizvodnje koji se se do jučer smatrao masovnim, danas kao takav više ne
3

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
egzistira. Željezara mora biti u stanju mijenjati vrstu proizvoda i kvalitetu čelika koji
proizvodi u razmacima od nekoliko sati. Valjaonica čeličnih poluproizvoda radi pojedine
serije u količinama od 20 do 30 komada što znači da se izmjena valjaka na proizvodnoj liniji
za valjanje vrši u razmacima manjim od jednog sata [2].
Nekoliko je pristupa u planiranju i upravljanju proizvodnjom ovisno o dužini ciklusa ili
planske jedinice koja se uzima kao polazna osnova za terminiranje proizvodnje [3] (slika 2).
Donji lijevi kut prikazuje proizvodnju koja se odvija u kontinuitetu, karakteristično za većinu
kemijske industrije, određenih segmenata prehrambene industrije, naftne industrije i sl. S
obzirom da se ovdje radi o procesnoj, a ne tipičnoj komadnoj proizvodnji, teško da se uopće
može govoriti o vremenu proteklom između neke dvije jedinične količine. Najčešće jedinice
za praćenje u ovom su slučaju litre, galoni, kilogrami, tone na sat, itd.. Kako se proizvodni
sustav usložava po broju dijelova i vrstama proizvoda usložava se i sustav za planiranje i
upravljanje proizvodnjom.
Sl. 3. Izbor sustava za planiranje i upravljanje proizvodnjomu ovisnosti o karakteru proizvodnje
Načelno se može reći da se kod faza proizvodnih procesa koji imaju karakter
neponavljajuće proizvodnje primjenjuje metodologija mrežnog planiranja, dok se kod
ponavljajuće proizvodnje primjenjuju MRP1, JIT2, MES3, Flow (PLC4) metodologije
1 MRP - kratica od engl. Material Requirements Planning (planiranje potreba materijala)2 JIT - kratica od engl. Just In Time (točno na vrijeme)3 MES - kratica od engl. Manufacturing Execution System (proizvodni izvršni sustav)4 PLC - kratica od engl. Programmable Logical Controller (programabilni logički uređaj). Računalo specijalne
4

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
planiranja i upravljanja proizvodnjom [4]. Tako je načelni izbor sustava za planiranje i
upravljanje proizvodnjom prikazan na slici 3.
U ovom radu naglasak će biti stavljen na sustave za planiranje i upravljanje
proizvodnjom ponavljajućeg tipa, što prema prethodnoj klasifikaciji podrazumijeva upotrebu
MRP i JIT sustava. Razlog leži upravo u činjenici da ponavljajuća proizvodnja čini većinu
ukupne svjetske industrijske proizvodnje dobara.
2.1. SVRHA PRIMJENE SUSTAVA ZA PLANIRANJE I UPRAVLJANJE PROIZVODNJOM
U mnogim poduzećima planiranje i upravljanje proizvodnjom predstavlja velik
problem. Takva su poduzeća karakteristične po lošoj usluzi prema kupcima u smislu
poštivanja rokova isporuke, povećanom obujmu zaliha, neadekvatnoj upotrebi proizvodne
opreme i radne snage, niskim koeficijentima obrtaja financijskih sredstava vezanih za
materijal i velikom broju radnog osoblja namijenjenog rješavanju gorućih proizvodnih
problema. Ustvari loš ili čak nikakav sustav za planiranje i upravljanje proizvodnjom bio je
uzrok mnogih stečaja i likvidacija nekoć velikih, profitabilnih i stabilnih poduzeća [5].
Današnja tendencija u razvoju sustava za planiranje i upravljanje proizvodnjom je ka
sve većem smanjenju potrebne stručne radne snage uupravljanjem računala i pripadajućeg
namjenskog softvera.
Ukoliko ne žele zaostati u tržišnoj utrci, proizvođačima se neminovno nameće potreba
uvođenja sustava za planiranje i upravljanje proizvodnjom (MPC5). Uvođenjem sustava za
planiranje i upravljanje proizvodnjom produktivnost se povećava a smanjuju troškovi. To
potvrđuju i sljedeći primjeri:
• Poduzeće "Tennant", u dvogodišnjem periodu korištenjem sustava za planiranje i
upravljanje proizvodnjom postigla je slijedeće rezultate:
➢ skladište repromaterijala reducirano je za 42 %,
➢produktivnost je povećana za 66 %,
➢ efikasnost pri montaži proizvoda povećana je od 45 do 85 %, ovisno o tipu
proizvoda,
➢ostvarenje isporuka na vrijeme, ovisno o tipu proizvoda, povećana od 60 do 90 %.
namjene za kontrolu i upravljanje industrijskih strojeva i uređaja. Karakterizira ga visok stupanj pouzdanosti.5 MPC - kratica od engl. Manufacturing Planning and Control
5

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
• Poduzeće "Kumera OY", uvođenjem sustava za planiranje i upravljanje proizvodnjom u
šestomjesečnom periodu postigla je slijedeće rezultate:
➢utrostručena dobit,
➢povećan obrtaj sredstava vezanih za skladištenje od 2,5 do 10 % godišnje, ovisno
o vrsti skladišne stavke,
➢ eliminirani penali plaćani zbog isporuke robe sa zakašnjenjem,
➢ sredstva ostvarena iz ovih pozitivnih rezultata upotrijebljena za kupnju nove
proizvodne opreme čime je osigurana čelna pozicija na tržištu.
• Mađarsko poduzeće "Videoton", uvođenjem sustava za planiranje i upravljanje
proizvodnjom postigla je slijedeće:
➢ smanjila obim skladišta koji je prije bio povećan zbog visokog nivoa nesigurnosti
dobave,
➢povećala fleksibilnost u odgovoru na zahtjeve tržišta,
➢povećala iskorištenost proizvodne opreme i radne snage.
• Također i u zemljama u razvoju kao što je Kina uvidjele su se koristi od uvođenja
sustava za planiranje i upravljanje proizvodnjom. Tako naprimjer poduzeće "Optical
Equipment Company", postiže slijedeće rezultate:
➢ smanjuje upotrebu međuprocesnih skladišta za 20 %,
➢poboljšava iskorištenost proizvodne opreme,
➢povećava dobit za 5.4 %
➢ smanjuje kašnjenje isporuka [1].
2.2. MPC I POSLOVNI SUSTAV
S obzirom na prije navedeno, kod ponavljajuće proizvodnje može se sustave za
planiranje i upravljanje proizvodnjom, načelno podijeliti na tri nivoa (slika 4):
• Planski nivo (MRPII6, ERP7) - Nivo zadužen za planiranje proizvodnje i proizvodnih
resursa kao i za kontrolu izvršenja planova. Moduli uključeni u ovaj nivo ne izvršavaju
svoje aktivnosti u realnom vremenu, već ih izvršavaju skupnom obradom planskih
6 MRPII - sintagma koja znači: planiranje proizvodnih resursa (od engl. Manufacturing Resource Planning)7 ERP - kratica od engl. Enterprise Resource Planning. Predstavlja poopćenje MRPII sustava na sve tvornice u
vlasništvu jednog poduzeća
6

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
naloga [6]. Ovaj nivo je strogo povezan sa drugim funkcijama poslovnog sustava s
kojima može biti i vrlo usko integriran [7].
• Izvršni nivo (MES) - Nivo koji povezuje planski sa upravljačkim nivoom kako bi
omogućio pravodobno izvršenje i praćenje proizvodnog plana dobivenog od planskog
nivoa, pritom se u obzir uzimaju ograničenja dobivena analizom varijabli i praćenjem
njihove promjene u realnom vremenu [8]. Na ovom nivou sustav se može smatrati
sustavom u realnom vremenu, iako brzina njegove reakcije na promjene nije trenutna.
Međutim sama organizacija MES sustava je takva da on operira u dovoljno kratkim
vremenskim ciklusima da bi ga se moglo smatrati sustavom za izvršenje i kontrolu u
realnom vremenu [9]. Na ovom nivou podaci su različito strukturirani, te strukture
identifikacijskih podataka sadrže vremensku oznaku kao glavni identifikator podataka
[10].
• Upravljački nivo (HMI8, PLC) - Ovaj nivo zadužen je za direktno upravljanje i
kontrolu proizvodne opreme (strojeva, motora, robota, senzora, itd.) i povezan je sa
operaterom putem grafičkog upravljačkog sučelja (HMI) od kojeg prima direktne
upravljačke naloge. Ovaj nivo je strogo orijentiran na upravljanje u realnom vremenu i
brzine reakcije sustava ovdje su izražene u milisekundama. Svaki podatak identificiran
je imenom i vremenskom oznakom [11].
Sl. 4. Tok informacija koji povezuje planski sa izvršnim nivoom
8 HMI - kratica od engl. Human Machine Interface (grafičko sučelje za upravljanje proizvodnom opremom
7

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
2.3. TOK INFORMACIJA U POSLOVNOM SUSTAVU
Da bi se ostvarilo pravilno planiranje i upravljanje proizvodnjom, potrebno je poznavati
tok informacija u poslovnom sustavu koji se bavi preradom sirovine ili poluproizvoda u gotov
proizvod, dakle proizvodnjom. Iako tok informacija u poslovnom sustavu (slika 5) može
varirati od slučaja do slučaja, da bi se poslovanje a samim time i proizvodnja odvijalo na
optimalan način, moraju se poštovati određene zakonitosti. Te zakonitosti ili pravila određuju
na koja pitanja treba odgovoriti te koje funkcionalne cjeline povezati i na koji način da bi tok
informacija u poslovnom sustavu bio optimalan [12].
Sl. 5. Makro koncept toka informacija u poslovnom sustavu [13]
Jednom definiran, tok informacija, pruža polaznu osnovu za definiranje svih pripremnih
aktivnosti vezanih za proizvodnju, što uključuje razvoj proizvoda, konstrukcijsku i tehnološku
pripremu te operativno planiranje [14]. Takav se makro koncept protoka informacija najbolje
8

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
može prikazati tehnikom blok dijagrama iz kojeg su vidljivi osnovni tokovi informacija u
poslovnom sustavu te na koja osnovna pitanja treba pritom odgovoriti [13].
Sve započinje na tržištu bilo da se radi o kupcu s konkretnom narudžbom ili marketingu
na osnovi statističkih predviđanja i prognoza, te istraživanja tržišta [15]. Odavde dobiveni
podaci formiraju potraživanje kao ulazni podatak prodaji. To su ulazni podaci za izradu plana
plasmana finalnih proizvoda. Na osnovu tih podataka se formira dinamički GODIŠNJI PLAN
PROIZVODNJE sa mjesečnom dinamikom. Ovaj plan mora biti usklađen sa temeljnim
proizvodnim kapacitetima ili se cijeli postupak njegovog donošenja mora ponoviti. Na
temelju glavnog plana proizvodnje, ali i tekućih ugovaranja tijekom godine, nastaje PLAN
POTREBNIH RESURSA koji zauzima centralno mjesto u kompleksnom sustavu planiranja
proizvodnje [13]. Ovaj plan mora biti u detalje usuglašen sa raspoloživim proizvodnim
kapacitetima i sa stanjem skladišta te se na osnovi toga formiraju TERMINSKI PLANOVI
NABAVE I IZRADE. Planovi su podloge za formiranje narudžbe prema dobavljačima i
naloga za izradu u vlastitim pogonima na osnovi izdane radne dokumentacije. Radna
dokumentacija služi kao nalog početku izvođenja proizvodnih aktivnosti izrade dijelova i
montaže finalnih proizvoda [12].
2.4. MRP I MRPII
Planiranje proizvodnje u poduzećima koja proizvode raznolike proizvode u više
varijanti i koji se sastoje od velikog broja ugradbenih komponenti, može predstavljati
mukotrpan posao. To znači da treba izračunati termine početka i završetka nabavnih,
skladišnih ili proizvodnih aktivnosti za svaku ugradbenu komponentu posebno. Korištenje
klasičnih metodologija gantograma i mrežnog dijagrama, čak i uz upotrebu računala, može
predstavljati vrlo obiman i dugotrajan posao. Time se dovodi u pitanje i njegova opravdanost
odnosno ekonomska isplativost.
Kod primjene tehnike mrežnog dijagrama, ako se i uspjelo sagledati sve međuzavisnosti
pojedinih aktivnosti, te uspjelo izračunati potrebne količine vremena nabave, skladištenja ili
izrade za svaki dio uz planiranu veličinu serije, još je uvijek obiman posao sve te podatke
unijeti u računalo kad se radi o tisućama entiteta [16]. Pri tome treba imati u vidu da je većinu
ovih aktivnosti potrebno ponoviti svaki put kada se mijenja veličina serije, odnosno kada se iz
postojeće varijante definira nova.
9
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Da bi se otklonili nedostaci gornje metode za ponavljajuću proizvodnju, formirana je
nova metoda koja omogućuje automatizaciju poslova, gdje se glavnina izračuna planskih
aktivnosti prepušta računalu. Ova metoda podrazumijeva nešto veći obim poslova kod
unošenja početnih podataka u računalo, ali je zato njihovo održavanje i izmjena minoran
posao. Lako je uočiti da je ovakav pristup isplativ upravo kod ponavljajuće proizvodnje gdje
je opravdano jednokratno povećanje obima poslova kod unosa početnih podataka.
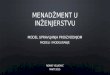
Ovakav sustav poznat je pod kraticom MRP, MRPII ili ERP. Planska logika ovakvog
sustava prikazana je na slici 6.
Sl. 6. Planska logika MRP sustava
Prednosti ovog postupka nalaze se u tome što se on temelji na razrađenoj
konstrukcijskoj (sastavnice) i tehnološkoj (redoslijed izrade) dokumentaciji, koju se u procesu
10

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
pripreme proizvodnje ionako mora osigurati, a osiguravaju je službe koje nisu direktno vezane
za operativno planiranje i pripremu proizvodnje.
2.4.1. Planiranje potreba materijala - MRP
MRP, ili od engleskog "Material Requirements Planning", označava metodologiju
poznatu kao "Planiranje potreba za materijalom" kojom se određuju količine te termini
početka i završetka nabave odnosno proizvodnje te skladištenja i isporuke svih stavki
uključenih u proizvodnju finalnog proizvoda, i to za sve finalne proizvode i njihove varijante
koje poduzeće proizvodi [17].
Tvorci ovog koncepta su dva industrijska inženjera Joe Orlicky i Jim Burlingame.
Uvidjevši nedostatke do tada poznatih metoda za planiranje, formirali su još 60-tih godina
prošlog stoljeća jedinstveni sustav danas poznat kao MRP. Šira primjena ovog koncepta
započela je tek s erom šire upotrebe računala zbog velikog broja ponavljajućih računskih
operacija potrebnih prilikom kalkulacija vremena početka i završetka izrade, te potrebnih
količina svake stavke. Uz korištenje konstrukcijske i tehnološke dokumentacije kao polazne
osnove za planiranje, ovaj koncept podrazumijeva i usklađivanje potrebnih količina sa
stanjem na skladištu, te sa već lansiranim količinama u proizvodnju.
2.4.2. Planiranje resursa - MRPII
Razvoj MRP koncepta (slika.7) bio je uvjetovan razvojem računala i pripadajućeg
softvera te cijenom koštanja istih. Za pretpostaviti je da ovakva metodologija nikad ne bi
zaživjela u praksi da joj to ubrzani razvoj računarske tehnike nije omogućio.
Sl. 7. Razvoj sustava za planiranje i upravljanje proizvodnjom
11

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Da bi se došlo do što realnijih planskih podataka, tj. onih koji će uzeti u obzir i
opterećenje proizvodnih kapaciteta, opterećenje radne snage, operativu prodaje, kalkulaciju
troškova itd, bilo je potrebno proširiti postojeći MRP koncept. Tako je Oliver Wight,
proširivši postojeći MRP koncept, stvorio novu metodologiju poznatiju kao MRPII što je
sintagma od engleskog "Manufacturing Resource Planning" što u osnovi znači planiranje
potreba za svim resursima u jednom poslovnom sustavu [17].
2.4.3. Upravljanje proizvodnjom u realnom vremenu - JIT
Kod automatizirane proizvodnje gdje je protok materijala vrlo brz, kao što je to slučaj u
pojedinim segmentima procesne industrije, automobilske industrije ili proizvodnje kovinskih i
plastičnih poluproizvoda, potrebno je posjedovati sustav koji će biti u stanju planirati, voditi i
pratiti proizvodnju u realnom vremenu odnosno "točno na vrijeme". Upravljanje
proizvodnjom u realnom vremenu podrazumijeva da su vremenski odsječci u kojima se
proizvodnja lansira i prati dovoljno mali (mjerljivi u sekundama) [18]. Takvo upravljanje
omogućavaju "proizvodni izvršni sustavi - MES". To su takvi informacijski sustavi koji
direktno komuniciraju sa nižim nivoom automatizacije (PLC, HMI, senzori). Karakteristika
im je kratko vrijeme odziva te mogućnost brze obrade i praćenja izvršenja planskih naloga. U
sklopu praćenja izvršenja proizvodnih naloga, većina ovakvih sustava ima modul za praćenje
kvalitete čijim se uupravljanjem postižu značajne uštede u procesu otkrivanja nepravilnosti u
proizvodnom procesu i škarta [19]. Na taj način omogućen je, barem u pojedinim
proizvodnim segmentima TQM9 a što je preduvjet za JIT. Prednost ovakvog vođenja je da
proizvodni nalozi pojedine faze proizvodnog procesa budu lansirani i obrađeni upravo u
vremenu kada su produkti te faze proizvodnog procesa potrebni za narednu fazu. Time se
izbjegava potreba za uvođenjem međufaznih skladišta, značajno ubrzava protok materijala, te
smanjuju količine materijala u proizvodnom procesu. Sve to automatski predstavlja značajno
smanjenje proizvodnih troškova čime se i opravdava uupravljanje takvog sustava [20].
2.4.4. MRP planiranje u funkciji JIT izvršenja
Da bi MRP proces omogućio izvršenje i praćenje naloga u realnom vremenu, on mora
biti tijesno povezan sa MES sustavom. Ta povezanost ostvaruje se kroz fizički i logički
9 TQM - Total Quality Management. Iz engleskog: potpuno upravljanje kvalitetom.
12

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
aspekt. Fizički aspekt podrazumijeva upotrebu informatičke infrastrukture, tj. upotrebu
snažnih server računala na kojima su instalirani servisi koji međusobno razmjenjuju podatke
korištenjem brzih računarskih mreža (LAN10), te za to adekvatnih mrežnih protokola (TCP/IP)
[21]. Logički aspekt podrazumijeva primjenu tzv. "bucketless11" MRP sustava. Radi se o
sustavu koji omogućava planiranje potreba materijala i formiranje planskih naloga na
intervale manje od jedan tjedan, tj. vrši egzaktno vremensko planiranje stavki kada one u
proizvodnju doista moraju biti lansirane. Ovako formirani nalozi prosljeđuju se MES sustavu
u obliku paketa naloga koje MES sustav prihvaća i po završenoj obradi vraća nazad MRP
sustavu [22].
10 LAN - Local Area Network. Iz engleskog lokalna računalna mreža11 Iz engleskog: bez odjeljaka
13

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
14

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
3. TEORIJSKI MODEL PLANIRANJA I IZVRŠENJA PROIZVODNJE
3.1. ORGANIZACIJSKA STRUKTURA UPRAVLJANJA
Shvaćanje organizacijske strukture upravljanja poslovno-proizvodnog procesa
neophodno je da bi se detaljno sagledale sve one aktivnosti koje sačinjavaju planski proces
kao i one koje njemu prethode. Ove aktivnosti najlakše je sagledati kroz razmatranje zadataka
koje obavljaju pojedine organizacijske cjeline ili funkcije poduzeća kao i kroz međusobnu
interakciju pojedinih funkcija. Ponovno se želi naglasiti da promatranje toka informacija i
odvijanja poslovnih, planskih i proizvodnih procesa sa naglaskom na funkcije daje samo
grubu sliku. Među aktivnostima pojedinih funkcija ne postoje grube granice i zato naglasak
treba staviti na aktivnosti, njihov tok i međusobne interakcije između pojedinih aktivnosti, a
podjelu na funkcije treba uzeti samo kao pomoćno sredstvo za lakše shvaćanje same biti
odvijanja pojedinih aktivnosti [23].
3.1.1. Menadžment poduzeća
Menadžment poduzeća je taj na kome leži glavna odgovornost za ispravno
funkcioniranje poduzeća. On definira poslovnu politiku, proizvodni program, proizvodnu
politiku, raspoloživa sredstva i raspoložive kadrove. Naravno on pri tome savjetuje, za glavne
odrednice, vlasnika ili vlasnički odbor. Dakle, menadžment je u osnovi odgovoran za
planiranje strategije razvoja, upravljanja i vođenja jednog poduzeća [24].
Prvo što menadžment u suradnji s vlasničkim odborom (ne nužno) poduzeća donosi je
poslovna politika. Ona definira grubu strategiju orijentacije poduzeća prema struci i kategoriji
proizvoda.
Drugi korak koji menadžment poduzeća mora provesti je definiranje proizvodnog
programa. Može se reći da se ovaj korak realizira paralelno s prvim. Proizvodni program
može biti načelan kada se govori o smjernicama razvoja, ali i konkretan kada je definiran za
neko naredno plansko razdoblje.
U okviru poslovne politike i proizvodnog programa bit će definirani: mogući partneri ili
kooperanti, mogući dobavljači kao i segment tržišta kojeg poduzeće svojim proizvodima
može pokriti. Dakle jedno grubo okruženje poduzeća iz kojeg je vidljiva moguća opstojnost
tvrtke u uvjetima tržišne konkurencije.
15

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Konkretan proizvodni program definira se u suradnji s ostalim službama i to
prvenstveno službom razvoja, marketinga i tehnološkom pripremom. U njemu su predložene
konkretne vrste proizvoda po karakteristikama i cijeni koje će se u narednom planskom
razdoblju proizvoditi.
Iz poslovne politike i proizvodnog programa slijedi proizvodna politika poduzeća.
Proizvodnom politikom se predviđa kakva je dinamika promjena, tj. vijek trajanja odnosno
zastare proizvoda na ciljanom tržištu. Iz toga kao i iz proizvodnog programa koji kaže kako će
se proizvod razvijati određuje se prevladavajući tip proizvodnog sustava za pojedine faze
izrade proizvoda (npr. velike količine i dugi vijek trajanja = linijski - automatiziran
proizvodni sustav) [12].
Još jedan element koji je potrebno unaprijed predvidjeti i planirati su kadrovi, odnosno
radna snaga. Pritom treba odrediti da li je postojeće radno osoblje sposobno i dostatno za
obavljanje predviđenog posla. Ukoliko je potrebno zaposliti nove radnike treba ispitati da li
isti postoje na tržištu te kolika im je cijena za traženu kvalitetu. Ovdje se govori o trošku
radne snage koja se izražava visinom osobnog dohotka . Naravno da će se ove podatke morati
uskladiti sa raspoloživim financijskim sredstvima.
Sve ove aktivnosti spadaju u strateško planiranje i u svom detaljnom obliku
predstavljaju osnovne elemente poslovnog plana koji je osnova za organizirano i ekonomično
poslovanje, ali također, kao studija izvodljivosti, oni su osnova za dobivanje kreditnih
sredstava banaka ili drugih ulagača [25].
3.1.2. Razvoj i unapređenje proizvoda i proizvodnje
Iako se može reći da su u jednome poduzeću sve njegove funkcije, odnosno s time
povezane aktivnosti, važne da bi ono ispravno funkcioniralo i niti jednu ne treba zanemariti,
ipak, posebno u proizvodnom poduzeću, aktivnostima vezanim za razvoj treba obratiti
posebnu pažnju.
Osnovne aktivnosti i zadaće razvoja proizvoda i proizvodnje jesu obogaćivanje
postojećih proizvoda i stvaranje novih. Jedino mogućnost proizvodnje proizvoda koji će biti
kvalitetniji, dizajnom atratktivniji i jeftiniji od konkurencije ili još bolje ako postoji
mogućnost proizvesti posve nov proizvod, čime će se osigurati da u prvom razdoblju
konkurencije neće ni biti, omogućiti će zadržavanje vodeće pozicije na tržištu, osigurati rast
16

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
poduzeća i povećanje udjela na tržištu [15].
Funkcija razvoja, kada se jednom izdvoji kao zasebna služba ili odjel, mora posjedovati
najkreativnije stručnjake u poduzeću i imati uz službu marketinga, najznačajnija sredstva na
raspolaganju. Poznato je da se u svijetu najviše ulaže u razvoj i reklamu jer upravo to i
održava jedno poduzeće živim.
Iz svega navedenog vidljivo je od kolikog je značaja potreba da se pokloni pažnja
aktivnostima razvoja.
3.1.3. Marketing
Nakon što je menadžment odobrio nastavak razvoja, uspostavljena je komunikacijska
linija između službe razvoja sa službom marketinga i to prvenstveno s odjelom promidžbe
Svrha ove veze je utvrđivanje stvarne komercijalne isplativosti, proizvoda kao i priprema za
promidžbeni program koji se ima ostvariti u planskom razdoblju.
Prva aktivnost koju ova funkcija treba obaviti je analiza cijena proizvoda koji su po
karakteristikama slični proizvodu kojeg za kojeg postoji intencija da se plasira na tržište.
Putem ovakve analize određuje se gornji limit prodajne cijene. Da bi bili konkurentni naša
cijena mora biti ista, a poželjno je da bude i manja od cijene konkurentnog proizvoda sličnih
karakteristika. To znači da ukoliko se želi ostvariti dobit, ukupni troškovi moraju biti još niži
od tako postavljene granice. Ukoliko takav cilj nije ostvariv, nema ni svrhe upuštati se u
daljnji razvoj i proizvodnju.
Druga aktivnost je istraživanje tržišta. U ovoj fazi ne postoji mogućnost izvršenja
kompleksnog i sveobuhvatnog istraživanja, ali postoji mogućnost da se istraživanje ipak
provede na razini koja omogućava dobijanje relevantnih pokazatelja mogućih količina prodaje
uz odgovarajuću promidžbu putem medija i sajmova.
Nakon provedenog istraživanje tržišta i na osnovu toga procijenjenih mogućih količina
prodaje, tu procjenu će se dostaviti (naravno elektronskim putem) funkciji operativne
pripreme proizvodnje. Operativna priprema proizvodnje će na osnovu predviđenih količina
prodaje i podataka iz tehnološke funkcije, odrediti vrijeme potrebno za izradu predviđenih
količina. To će biti polazna osnova ta se u suradnji sa funkcion nabave, odredi cijena koštanja
proizvoda.
Kada je jednom proizvod razvijen i pripremljena proizvodnja u mjeri da može biti
17

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
lansirana njegova izrada, a promidžbena kampanja je već u tijeku, može se pristupiti izradi
plana plasmana. Plan plasmana izrađuje se na temelju pristiglih narudžbi u određenom
vremenskom razdoblju, ali i na osnovu predviđanja prodaje i to tako da se od predviđanja
prodaje odbiju konkretne narudžbe. Predviđanje prodaje rezultat je statističke obrade prošlih
planskih razdoblja, ali također i obrade svježih informacija dobivenih praćenjem odziva
tržišta na promotivnu kampanju. Plan plasmana formulira se ne samo po količinama, nego i sa
dinamikom po kvartalima, a ukoliko je nivo informacija dovoljno detaljan, onda i po
mjesecima [13].
U organizacijskom modelu poduzeća, nabava nekako uvijek dolazi na začelje, što ne
znači da je njena važnost manja, već da njene aktivnosti slijede i logična su posljedica
aktivnosti promidžbe i prodaje, a također i operativne pripreme kao glavnog izvora podloga za
stvaranje nabavnog plana. Osim izrade i provođenja nabavnog plana, nabava ima i drugu vrlo
važnu funkciju: istraživanje tržišta dobavljača i vođenje statističkih podataka o dobavljačima
(cijene, vrijeme dobave, kašnjenja, itd.) te evidencije o pristigloj robi na skladište. Nabava
također ugovara i termine i uvjete transporta. Ako postoji neka vlastita dostavna služba,
nabava i prodaja sa njome moraju usko surađivati.
Nakon što je od funkcije operativne pripreme proizvodnje primila terminski plan
dospijeća svih repromaterijala i nabavnih dijelova na prvu operaciju , nabava može pristupiti
izradi terminskog plana nabave. U tu svrhu potrebno je uzeti u obzir čitav niz podataka koje
se prethodno unijelo u baze podataka i ažuriralo slanjem nabavnih zahtjeva i prikupljanjem
ponuda. Ovi podaci omogućiti će statističku provjeru raspoloživosti dobavljača, izračun
prosječnog vremena dobave i rezervnog vremena, kao i vremena uskladištenja te prosječnog
ulaznog škarta, pa je ciklus nabave prema [13]:
Cn=t zt tt ptu , h (1)
gdje je:
Cn - vrijeme trajanja ciklusa nabave i-tog proizvoda,
tz - moguće vrijeme kašnjenja dobavljača u odnosu na ugovoreni termin,
tt - vrijeme transporta od isporučitelja do kupca,
tp - vrijeme preuzimanja robe kod kupca i dobavljača,
tu - vrijeme kontrole i manipulacije robe prilikom uskladištenja.
18

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Kada je u pitanju JIT tip proizvodnje onda je tu 0.
Ukupne nabavne količine po pojedinom materijalu ili dijelu mogu se računati min-max
metodom ili iskustveno odrediti ovisno o raspoloživim financijskim sredstvima, prostoru i
dobavnim karakteristikama. Pritom količine uvijek treba uvećati za postotak ulaznog škarta.
Iz ovog slijedi da stvarne količine koje će se nabavljati mogu biti i veće od onih količina koje
se zahtijevaju terminskim planom dospijeća repromaterijala i dobavnih dijelova na prvu
operaciju. Dakle, ukoliko su npr. u pitanju vijci koji se ovim planom zahtijevaju u malim
količinama, onda će se, gotovo sigurno, u planu nabave ići na okrupnjavanje količina u
skladu sa potrebama u narednim terminskim razdobljima. S druge strane, ukoliko potražnja za
materijalom premašuje raspoloživi skladišni prostor, onda će se količine usitniti usklađujući
ih s transportnim količinama za početnu fazu procesa. Računalo ovaj postupak može provesti
i automatski ukoliko se izvrši potrebna klasifikacija materijala i izračunaju maksimalne i
minimalne dozvoljene skladišne količine, te unese prosječni ulazni postotak škarta. Dakle
kada je nabava u skladu sa najpovoljnijim ponudama i gornjom kalkulacijom izradila
terminski plan nabave , vrši se provjera da li su najraniji datumi nabave kasniji od tekućeg.
Ukoliko to nije slučaj onda nabava obavještava operativnu pripremu i prodaju sa nalogom da
se izvrši ažuriranje odnosno replaniranje plana plasmana, a u skladu s time i svih drugih
terminskih podplanova.
3.1.4. Tehnološka priprema proizvodnje
S obzirom da suvremene tendencije u poimanju poslova idu ka velikoj podjeli poslova,
onda i tehnološka priprema proizvodnje u takvim uvjetima mora biti detaljna i višestruko je
uvjetovana modelom proizvodno-poslovnog sustava i njegove organizacije. Tehnološki
proces koji je rezultat tehnološke pripreme proizvodnje mora dati odgovore na čitav niz
pitanja prema [14]:
Iz čega se nešto radi?
Kako će se to obrađivati i transportirati?
Sa čime će se izvršiti obrada i transport?
Vrijeme za obradu i transport?
Koliki su zastoji i čekanja?
Kolike su transportne količine?
19

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Kolika je potrebna kvaliteta i kako će se ona osigurati?
Itd.
Dakle zadatak tehnološke pripreme je učešće u razvoju proizvoda i definicija
tehnološkog postupka izrade proizvoda i njegovih sastavnih djelova tako da se on izradi na
optimalan način. Iz svega navedenog vidljivo je da su poslovi tehnološke pripreme višestruko
složeni i njihovo detaljno izlaganje premašilo bi okvire ovog rada, zato će se ovdje navesti
samo one poslove koji su vezani za sam proces planiranja proizvodnje i to u onim okvirima
koji su neophodni za razumijevanje procesa planiranja.
U prvoj fazi kada se postavljaju planovi plasmana, izrade i nabave te procjenjuje cijena
koštanja proizvoda, zadatak tehnološke pripreme proizvodnje je da na osnovi zahtjeva iz
funkcije razvoja provede predhodnu definiciju tehnološkog procesa iz kojeg će biti vidljiva
ukupna vremena izrade potrebna za izračun ciklusa izrade (automatski postupak kojeg
provodi računalo ovisno o odabranom redoslijedu i tipu modela proizvodnog sustava na
kojem će se izvršiti obrada). Da bi to mogla, tehnološka priprema mora raspolagati s crtežima
proizvoda iz baze crteža, bazom podataka o karakteristikama i rasporedu proizvodne opreme,
raspoloživim materijalima, te podacima iz postojećih tehnoloških procesa koje će usporediti
sa podacima za thenološki proces kojeg definira. Ovako dobivene podatke tehnološka
priprema prosljeđuje operativnoj pripremi, da bi ova na osnovu njih mogla provesti postupak
izrade preliminarnog plana odnosno simulacije. Ukoliko menadžment odobri nastavak
aktivnosti razvoja proizvoda, započinje druga faza tehnološke pripreme proizcodnje koja je
slična prvoj samo je nešto detaljnija i počinje zahtjevom konstrukcije proizvoda za
dovršenjem izrade tehnološke dokumentacije. Preliminarni procesi sada se ažuriraju,
dopunjuju i stvaraju nove varijante koje će poslužiti kao stvarna podloga plansko upravljačkoj
funkciji operativne pripreme za izradu stvarnih terminskih planova izrade proizvoda i koji će
se u stvarnoj proizvodnji i upotrijebiti .
3.1.5. Plansko-upravljačka funkcija operativne pripreme
Funkcija operativne pripreme ima najznačajniju ulogu u plansko-upravljačkom procesu
zbog činjenice da ona služi kao veza između svih ostalih funkcija u plansko-upravljačkom
procesu (slika 1). Plan plasmana šalje se operativnoj pripremi, koja nakon završenog procesa
tehnološke pripreme proizvodnje, pristupa izradi dinamičkih godišnjih i operativnih
terminskih planova proizvodnje.
20

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
3.1.5.1. Operativni terminski planovi
a) Terminski plan isporuke finalnih proizvoda
Kod izrade operativnih terminskih planova proizvodnje počinje se izradom godišnjeg
terminskog plana isporuke finalnih proizvoda na skladište gotovih proizvoda. On se dobije
kada se od dinamičkog godišnjeg plana plasmana finalnih proizvoda odbije ciklus
uskladištenja, ambalažiranja i isporuke kupcu [13]:
T ri=T rp−C i (2)
gdje je:
Tri - termin u kojem mora biti dovršena montaža i-tog finalnog proizvoda da bi ovaj bio
isporučen na skladište gotovih proizvoda,
Trp - termin u kojem će i-ti finalni proizvod biti dostavljen kupcu,
Ci - ciklus isporuke i-tog finalnog proizvoda na skladište kupca.
C i=t ikt ut t , h (3)
gdje je:
tik - vrijeme potrebno za obavljanje izlazne kontrole,
tu - vrijeme potrebno za manipulaciju (unutarnji transport, ambalažiranje i odlaganje)
kod uskladištenja,
tt - vrijeme isporuke, tj. transporta do kupca.
b) Terminski plan montaže finalnih proizvoda
Do njega se dolazi kada se od termina dovršetka montaže finalnog proizvoda (nulti nivo
strukturne tehnološke sastavnice) odbije ciklus montaže u finalni proizvod, svih dijelova i
sklopova koji ga čine (prvi nivo sastavnice) [13]:
T mji=T ri−Cmji (4)
gdje je:
Tmji – termin u kojem j-ti dio i sklop mora biti spreman za ugradnju u i-ti finalni
proizvod,
21

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Tri - termin u kojem mora biti dovršena montaža i-tog finalnog proizvoda da bi ovaj bio
isporučen na skladište gotovih proizvoda,
Cmji - ciklus montaže j-tog dijela ili sklopa koji ulazi u i-ti finalni proizvod.
Potrebno je naglasiti da temeljem tehnološkog procesa montaže za svaki dio ili
ugradbeni sklop proizlazi različiti trenutak kada treba započeti s ugradnjom istog u finalni
proizvod. Zato ako je cilj da zalihe dijelova i sklopova u međufazama procesa izrade budu što
manje, treba svaki dio promatrati za sebe i za njega računati zaseban ciklus montaže od
trenutaka kada se ovaj temeljem tehnološkog procesa ugrađuje pa do izlaska finalnog
proizvoda sa montažne trake. Ovo načelo, naravno, nije moguće primijeniti u svim tipovima
proizvodnje. Preduvjet za njegovo provođenje je vrlo stabilna interna organizacija, precizno
planiranje i disciplinirano izvršenje. Takvo načelo danas se uvelike primjenjuje u poduzećima
koje proizvode po “Just in Time” principu, ali je tamo sam planski postupak nešto
jednostavniji zbog primjene tehnologije vođenja koja to omogućava.
c) Terminski planovi izrade i montaže podsklopova
U ovoj fazi već je očita sva složenost procesa terminiranja. Sada se prvi nivo strukturne
sastavnice dijeli na dijelove koji se nabavljaju, i ti elementi sa pripadajućim terminima će ići
direktno nabavi za izradu terminskog plana nabave. Zatim su tu i dijelovi koji se izrađuju, pa
se i oni svrstavaju u zaseban plan. Zaseban plan pravi se i za podsklopove koji se montiraju.
Terminski plan montaže podsklopova
Za podsklopove terminski plan izrađuje se na isti način kao i terminski plan montaže
finalnih proizvoda čime se stiže do drugog nivoa sastavnice. U ovaj plan se pridodaju količine
i termini za sve one finalne proizvode koji koriste iste podsklopove.
Terminski plan izrade dijelova
On se počinje formirati već na prvom nivou sastavnice za one dijelove koji direktno
ulaze u finalni proizvod. U njega se također pridodaju količine i termini iz ostalih nivoa iste
sastavnice finalnog proizvoda, ali također i iz sastavnica drugih proizvoda ukoliko oni koriste
iste dijelove. Termini se računaju, na način da se za svaku fazu izrade odbije predviđeni ciklus
izrade izračunat iz tehnološkog procesa [13]:
T j=T m−C j (5)
22

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
gdje je:
Tj - termin u kojem se mora započeti sa izradom j-tog dijela da bi on bio spreman na
vrijeme za montažu u podsklop, sklop, finalni proizvod ili za isporuku na skladište
rezervnih dijelova,
Cj - ciklus izrade j-tog dijela koji se dobije iz tehnološkog procesa za svaku fazu procesa
posebno.
Ovaj postupak ponavlja se za svaku fazu proizvodnog procesa. Drugim riječima izvršiti
će se formiranje podplanova za sve faze izrade, sve do termina kada repromaterijal mora stići
na prvu operaciju pripreme repromaterijala za strojnu obradu. To svakako podrazumijeva da
za sve ove faze proizvodnog procesa postoji razrađen detaljan tehnološki proces.
Svaki terminski plan mora biti dodatno usklađen sa planiranim količinama škarta u
svakoj fazi procesa, količinama koje su već lansirane, količinama koje se već nalaze na
skladištu i količinama koje su namijenjene za rezervne dijelove (npr. za servise).
Da ispuni te zahtjeve, MRP koristi procese "netiranja" (izračunavanja neto količina)
potreba, "poravnavanja" naloga prema vremenu dobave i "razlaganja" sastavnice [26].
Nakon što su svi terminski planovi izrađeni i ažurirani, operativna priprema šalje nalog
nabavi za izradu terminskih planova nabave a također skladištima i proizvodnji šalje nalog za
ispis tehnološke, operativne i lansirne dokumentacije.
3.2. REDOSLIJED IZRADE
Redoslijed izrade predstavlja najznačajniji produkt tehnološke pripreme proizvodnje. Iz
njega proizilaze potrebni vremenski pokazatelji koji služe kao osnova za izračun planskih
termina, ali također predstavljaju i osnovu za izbor modela proizvodnog sustava.
Kada se govori o proizvodnom sustavu onda se u ovom slučaju misli na segment
ukupnog proizvodnog sustava, potreban da se izradi određeni poluproizvod, ugradbeni dio ili
finalni proizvod. To podrazumijeva da ukupni proizvodni sustav nije jednoobrazan, ali zato
pojedini njegovi segmenti jesu (npr. linijski sustav kod montaže finalnog proizvoda ili
fleksibilni proizvodni sustav kod izrade djelova).
Redoslijed izrade daje slijedeće informacije (slika 8):
zaglavlje redoslijeda izrade, koje sadrži:
➢ oznaku redoslijeda izrade,
23

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
➢ naziv i oznaku pozicije na koji se redoslijed odnosi
➢ način protoka izradaka kroz proizvodni sustav na kome se izrađuje (pojedinačno
ili u seriji),
➢ minimalnu veličinu serije,
informacije vezane za aktivnost, koje se sastoje od:
➢ rednog broja aktivnosti koji označava redoslijed izvođenja istih,
➢ naziva aktivnosti,
➢ vrijeme izvođenja aktivnosti,
➢ simbola koji predstavlja aktivnost i omogućuje lakše vizualno snalaženje,
➢ oznake i naziva proizvodne ili transportne opreme koja vrši aktivnost.
Sl. 8. Primjer ispisa redoslijeda izrade
Osim ovih informacija za svaku aktivnost u redoslijedu izrade mogu se vezati i
informacije koje imaju strogo tehnološki karakter i u osnovi nisu od presudne važnosti za
planiranje i upravljanje, već služe kod tiskanja tehnološke dokumentacije koja se dostavlja na
radno mjesto u vidu operacijskih lista. Neke od tih informacija su:
• vrijeme pripreme, raspreme stroja,
24

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
• vrijeme izmjene alata,
• dodatno vrijeme,
• skica operacije,
• opis i parametri pojedinih zahvata,
• itd.
Sadržaj redoslijeda izrade uvelike ovisi o modelu proizvodnog sustava. Zato će u
nastavku biti rečeno par riječi o modelima proizvodnih sustava.
3.2.1. Modeli proizvodnih sustava
Veliki je broj proizvodnih sustava koji se primjenjuju u praksi, no kada se izvrši njihova
usporedba, može se izvršiti grupiranje sustava po bitnim karakteristikama kao što su: količina
proizvodne opreme u sklopu sustava, broj izradaka koji se u njemu obrađuju [27], način
njihovog protoka kroz sustav, stupnju fleksibilnosti, itd. To dovodi do formiranja teorijskih
modela proizvodnih sustava [28] (tablica 1).
Tablica 1. Osnovni modeli proizvodnih sustava [28].
25

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Važnost teorijskih modela proizlazi iz činjenice da svaki od njih generira određene
vrijednosti izlaznih parametara (fleksibilnost, produktivnost, cijena koštanja i sl.), ali i
definira okvir po kojem će određeni tehnološki proces biti koncipiran. Kada se zna kojem
modelu se proizvodni sustav najviše približuje, znati će se kakav tehnološki proces formirati,
te na koji način planirati i voditi proizvodnju da bi ona bila optimalna. Također će se na
osnovu tako dobijenih podataka moći unaprijed planirati izlazne rezultate ovakvog sustava.
Broj formiranih teorijskih modela zavisi od postavljenih kriterija, a to su [29]:
• broj izradaka u sustavu,
• broj proizvodne opreme u sustavu,
• broj operacija koje se izvode na jednom kapacitetu,
• način raspoređivanja proizvodne opreme.
3.2.2. Tehnološki proces u funkciji modela proizvodnog sustava
Svaki teorijski model proizvodnog sustava podrazumijeva i određen skup parametara
planiranja i upravljanja specifičan za svaki sustav. To podrazumijeva da je tehnološki proces,
a pogotovo redoslijed izrade, kao njegova fizička reprezentacija, u funkciji modela
proizvodnog sustava. To znači da će struktura aktivnosti, kako proizvodnih (operacije) pa tako
i transportnih, biti prilagođena određenom modelu.
Tako će npr. za jednopredmetni proizvodni kapacitet postojati samo aktivnost ulaznog i
izlaznog transporta dok međuoperacijskog transporta neće ni biti. Također će postojati samo
jedna proizvodna operacija. Ukoliko se radi o jednopredmetnom fleksibilnom proizvodnom
kapacitetu onda može postojati više proizvodnih operacija, ali i dalje ne postoji
međuoperacijski transport. S druge strane, kada je u pitanju proizvodni sustav sastavljen od
više proizvodnih kapaciteta, onda postoji, u terminima vremena, mjerljivi međuoperacijski
transport.
Kod proizvodnog sustava napravljenog po kombiniranom modelu uvjek želimo postići
optimum između opterećenja proizvodne opreme i dužine trajanja ciklusa izrade. To nameće
za potrebu da postoji, osim aktivnosti transporta i aktivnost mođuoperacijskog skladištenja
koju pri projektiranju tehnološkog procesa treba uzeti u obzir. Ukoliko takav sustav obrađuje
više raznovrsnih izradaka (višepredmetni proizvodni sustav) to će i potreba za
međuskladištnejem biti više naglašena.
26

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Za pojedini model proizvodnog sustava relaciju između modela proizvodnog sustava i
tehnoloških operacija može se prikazati tablicom 2 [29].
Tablica 2. Međuzavisnost tehnološkog procesa o modelu proizvodnog sustava [29].
Kraticaproizvodnog
modela
Aktivnostiulaznog iizlaznog
transporta
Transport izmeđuproizvodne
opreme
Broj proizvodnihoperacija
Posebna pažnjakod balansiranja
operacija
JLPK da ne jedna neJFPK da ne više neJSPK da ne jedna neJLPS da da više velikaJFPS da da više malaJSPS da da više ne
VLPK da ne jedna neVFPK da ne više neVSPK da ne jedna neVLPS da da više velikaVFPS da da više malaVSPS da da više neVVPS da da više ne
3.2.3. Alternativni tehnološki procesi i izbor optimalne varijante
Današnja tendencija u razvoju modernih upravljačkih sustava je u ostvarenju
mogućnosti izbora varijante tehnološkog procesa koja će dati optimalne rezultate u okviru
trenutnih proizvodnih uvjeta. Ovakav pristup upravljanju posebno je značajan kod fleksibilnih
proizvodnih sustava, jer se kod njih, zbog međusobno zamjenjivih i uskladivih proizvodnih
kapaciteta, mogu pojaviti varijacije kako po broju proizvodne opreme uključene u proizvodni
sustav, tako i po broju mogućih transportnih puteva, a što utječe na vremena aktivnosti
transporta.
Prvi korak u izboru optimalne varijante tehnološkog procesa je izrada niza alternativnih
tehnoloških procesa koji sadrže samo proizvodne operacije. Računalo na osnovu algoritma
27

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
ugrađenog u softver [30] samo izabire optimalnu varijantu redoslijeda izrade. Ovaj izbor se
vrši na izvršnom nivou MES sustava [31].
Drugi pristup u donošenju zaključka o izboru optimalne varijante redoslijeda izrade
sastoji se u povezivanju redoslijeda izrade sa modelom proizvodnog sustava. Ukoliko je za
izradu u pojedinoj fazi proizvodnje određenog proizvoda moguće izabrati između više
varijanti proizvodnog sustava, onda se za svaki sustav dizajnira par: redoslijed izrade - model
proizvodnog sustava. Na osnovu izabranog modela proizvodnog sustava kod donošenja
godišnjeg plana proizvodnje, softver će sam naći odgovarajuću varijantu redoslijeda izrade.
Takav je pristup moguć kada se radi o fleksibilnoj opremi. Također je moguć i kada se
operacije izvode pretežno uz upotrebu ručnih alata kao što su razne operacije montaže i sl.
3.3. CIKLUS IZRADE
Ciklus izrade je ukupno potrebno vrijeme da se izradi određena serija izradaka.
Nemoguće je izvršiti pravilno planiranje proizvodnje, tj. za svaku stavku iz sastavnice, a
prema terminskom planu isporuke odrediti datum početka odnosno završetka pojedine faze
proizvodnje ukoliko se ne poznaje ciklus izrade.
3.3.1. Metode za određivanje ciklusa izrade
Ciklus izrade u načelu ovisi o modelu proizvodnog sustava i poznatim uvjetima
proizvodnje, tj. rasporedu proizvodne opreme i izabranom redoslijedu izrade. Prema Mikcu
[13] ciklus izrade se može uizračunati uz pomoć modela kako je dano u nastavku.
3.3.1.1. Slijedni odnosno uzastopni model
Slijedni model karakterizira proizvodnja u malim serijama koja se odvija pretežno na
proizvodnoj opremi koja zahtjeva veliki udio ručnog vremena kod izršenja proizvodnih
operacija. Kod ovog načina izvođenja proizvodnje svaka proizvodna operacija izvodi se na
cijeloj seriji izradaka prije no što se izraci transportiraju na drugu operaciju (slika 9).
Kod ovog načina proizvodnje za zapaziti je da su tehnološki ciklusi vrlo dugi što znači
da će proizvodna cijena, po osnovi koeficijenta obrtja materijala, biti visoka bez obzira na
relativno jeftinu proizvodnu opremu.
28

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Sam ciklus izrade se određuje na slijedeći način:
C i=tT⋅f (6)
gdje je:
Ci - stvarni ciklus izrade tj. ukupno vrijeme potrebno za izradu serije,
tT - tehnološki ciklus,
f - faktor gubitka vremena (sadrži zastoje i organizacijske gubitke vremena).
Faktor gubitka vremena trebao bi uvijek biti što manji. Što je način vođenja poslovnoga,
a poglavito proizvodnog procesa bolji, to će taj koeficijent biti manji. Tehnološki ciklus se
kod ovog načina proizvodnje određuje na način:
tT=∑ t i⋅n (7)
gdje je:
∑ t i - ukupno vrijeme svih operacija potrebnih za izradu izratka i,
n - broj izradaka u seriji.
Sl. 9. Slijedni model
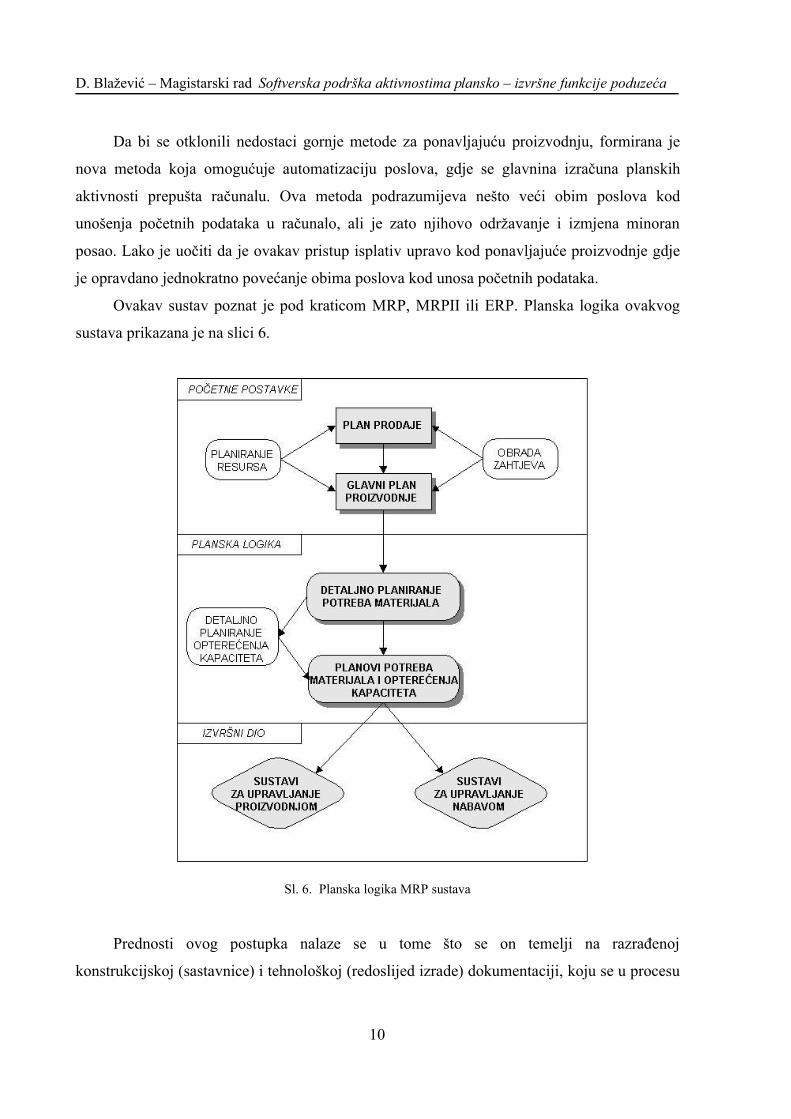
3.3.1.2. Usporedni odnosno paralelni model
Usporedni model karakterizira proizvodnja u velikim serijama koja se odvija na
linijskom proizvodnom sustavu kojeg karakterizira pretežno specijalizirana i specijalna
proizvodna oprema. Kod ovog načina izvođenja proizvodnje, odmah po završetku operacije
29
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
na prvom izratku, on se transportira na slijedeću operaciju i tako redom (slika 10).
Kod ovog modela je za zapaziti da je tehnološki ciklus vrlo kratk, što znači da je
pogodan za izradu skupih izradaka koji se izrađuju u velikim serijama. Na taj način će
proizvodna cijena, po osnovi koeficijenta obrtja materijala, biti niska, iako je cijena
proizvodne opreme relativno visoka. Ciklus izrade se određuje, kao u prethodnom slučaju
prema izrazu (6).
Sl. 10. Paralelni model
Tehnološki ciklus se kod ovog načina proizvodnje određuje na način:
tT=∑ t in−1tmax (8)
gdje je:
∑ t i - ukupno vrijeme svih operacija potrebnih za izradu izratka i,
n - broj izradaka u seriji,
tmax - vrijeme trajanja najduže operacije.
3.3.1.3. Kombinirani model
Kombinirani model karakterizira proizvodnja u srednjim i manjim serijama koja se
odvija fleksibilnom proizvodnom sustavu kojeg karakterizira NC i CNC univerzalna
proizvodna oprema. Izvođenje proizvodnje planira se na način da su proizvodni kapaciteti
maksimalno zauzeti uz istovremenu maksimalnu protočnost materijala koja se pri tome može
ostvariti. Dakle ukoliko je naredna operacija duža od prethodne onda ona kreće sa izvršenjem
30

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
odmah nakon što je operacija na prvom izratku na prethodnom kapacitetu završila. Ukoliko je
pak operacija na slijedećem kapacitetu po vremenu trajanja kraća od one na prethodnom, onda
će operacija na prvom izratku krenuti u trenutku koji će osigurati da operacija na
pretposljednjem izratku završi kada i operacija na posljednjem izratku na prethodnom
proizvodnom kapacitetu (slika 11).
Sl. 11. Kombinirani model
Ovakav model može se realizirati kada su međuskladišta dovoljno velika. Kod ovog
načina proizvodnje za zapaziti je da su tehnološki ciklusi znatno kraći nego kod slijednog
načina odvijanja proizvodnje, ali ipak duže nego kod paralelnog. Ovakav način vođenja
pogodan je za sve tipove izradaka koji se izrađuju na fleksibilnoj proizvodnoj opremi i danas
sve više prevladava. Omogućuje relativno kratke cikluse i pri izradi malih serija uz čestu
promjenu proizvodnog asortimana. Ciklus izrade se određuje, kao u prethodnom slučaju
prema izrazu (6).
Tehnološki ciklus se kod ovog načina proizvodnje određuje na način:
tT=∑ t in−1tM−tm (9)
gdje je:
∑ t i - ukupno vrijeme svih operacija potrebnih za izradu izratka i,
n - broj izradaka u seriji,
tM - zbroj vremena svih onih operacija koje su po trajanju veće od prethodne,
tm - zbroj vremena svih onih operacija koje su po trajanju manje od prethodne.
31

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
32

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4. SOFTVERSKI SUSTAV mMPC
4.1. PRAKTIČNA PRIMJENA TEORIJSKOG MODELA
4.1.1. Integracija poslovnih funkcija
Kada je bio iznošen teorijski model organizacije i toka informacija u proizvodno-
poslovnom sustavu, a sa svrhom prikaza plansko-izvršnih aktivnosti, bila je, radi lakšeg
razumijevanja, izvršena raščlana na funkcije kao logične cjeline poslovnog sustava. I, doista,
razvoj softverskih rješenja za ubrzanje i automatizaciju rada ovih funkcija išao je najprije ka
stvaranju zasebnih rješenja i koncepata za svaku od ovih funkcija. Neki od tih koncepata su
[32]:
• računalom podržan razvoj proizvoda (CAE - Computer Aided Engineering),
• računalom podržano konstruiranje (CAD - Computer Aided Design),
• računalom podržano planiranje i upravljanje proizvodnjom (CAPPC - Computer Aided
Production Planing and Control),
• računalom podržana proizvodnja (CAM - Computer Aided Manufacturing),
• računalom podržano osiguranje kvalitete (CAQ - Computer Aided Quality).
Pri tome je postojala oštra granica u opsegu poslova koje je svako ovo softversko
rješenje obuhvaćalo. Posebno se uočavala granica između rješenja koja su pokrivala segment
poduzeća koji se bavio proizvodnjom i razvojem poduzeća, te rješenja koja su pokrivala
financijsko-administrativne poslove.
Naravno da su i prvi koraci u integraciji odvojenih informacijskih sustava išli ka
integraciji onih cjelina koje je međusobno najlakše povezati. Tako se razvio koncept CIM-a12
koji je nastojao objediniti sve koncepte vezane uz proizvodnju. Na drugoj strani su se
nastojala objediniti financijsko-administrativna rješenja, kao što su rješenja za financijsko
knjigovodstvo, materijalno knjigovodstvo, upravljanje kadrovima i sl.
U segmentu financijsko-administrativnih rješenja puno je brže ostvarena integracija
nego u segmentu vezanom uz razvoj i proizvodnju, jer je i nivo složenosti problema znatno
manji, a sami problemi su uglavnom egzaktno definirani postavljenim zakonskim
ograničenjima i smjernicama. U segmentu vezanom uz razvoj i proizvodnju, prvo je izvršena12 CIM - računalom integrirana proizvodnja iz engl. Computer Integrated Manufacturing
33

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
integracija sustava za razvoj i planiranje, pa se tu pojavio niz softverskih rješenja kao što je:
MicroMAX, Mapix, Copix, koja su koristila MRPII koncept. Sve većom automatizacijom
proizvodnje, omogućeno je integriranje i ostalih proizvodnih funkcija. Tako su nastali MES
sustavi koji su ujedinili CAM i CAQ koncepte [6,12]. Neka od tih rješenja su softverski
sustavi “Cube”, “Danieli Level2” i drugi.
Razvojem poduzeća koja djeluju internacionalno, ali također i sve većim jačanjem
konkurencije, uvidjela se potreba za sveobuhvatnom integracijom ovih sustava kako po dubini
(povezivanje financijsko-administrativnog segmenta sa segmentom vezanim za razvoj i
proizvodnju) tako i po širini (povezivanje različitih lokacija istog poduzeća u jedinstveni
sustav). Takva rješenja danas pružaju tvrtke kao što su BaaN, Oracle, Navision, i SAP sa
svojim R/3 sustavom.
Ovakvi sustavi nazivaju se još i Enterprise Resource Planning (ERP) sustavima, iako je
danas tendencija da im se promjeni naziv u Enterprise Resource Management (ERM)13
sustave, što više odgovara stvarnom smislu opsega poslovno-proizvodnih procesa koje ovakav
sustav pokriva. ERP sustavi omogućuju visoku efikasnost u svim segmentima poslovanja, a
samim time i znatno smanjenje troškova što omogućuje proizvodnju po nižim cijenama.
Naravno postoje i negativne strane ovakvih visoko integriranih sustava, a to su:
• visoka cijena samog sustava,
• visoka cijena implementacije sustava,
• dugo vrijeme implementacije,
• visoki troškovi održavanja sustava.
4.1.2. Izgradnja ERP sustava
Općenito danas u poslovnoj primjeni koriste se SQL14 baze podataka jer je njihova
pouzdanost te brzina, lakoća pripreme i dobave podataka najveća. Struktura podataka u
ovakvoj bazi opisana je SQL jezikom [33]. To znači da se struktura podataka može relativno
lako mijenjati i prenositi na poslužiteljske programe različitih proizvođača. Sam server baze
podataka, kod višeslojne arhitekture, ne obavlja nikakve specijalne zadaće, iako kao takav ima
mogućnosti izvršavanja manjih programa napisanih u internom jeziku servera u obliku
procedura i okidača [34]. Prepustiti poslužitelju baze podataka obavljanje poslova obrade
13 ERM - upravljanje resursima poduzeća.14 SQL - iz engl. Structured Query Language
34

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
podataka značilo bi dodatno opterećenje na server, a samim time i povećanje zahtjeva na
hardver. Osim toga, zbog upotrebe internog jezika poslužitelja, prijenos aplikacije na
poslužitelje drugih proizvođača bio bi vrlo zahtjevan zadatak.
Upravo zbog potrebe za povećanom fleksibilnošću i rasterećenjem poslužitelja baze
podataka uveden je sloj aplikacijskih poslužitelja. Aplikacijski poslužitelj je modularni
softver kojem je osnovna namjena izvršavanje svih računski zahtjevnih zadaća vezanih uz
obradu podataka te ostvarivanje komunikacije između prezentacijskog sloja i sloja
poslužitelja baze podataka. Komunikacija aplikacijskog poslužitelja sa poslužiteljem baze
podataka vrši se preko standardnog mrežnog protokola (obično TCP/IP), dok se komunikacija
aplikacijskog poslužitelja sa prezentacijskim slojem vrši preko jednog od standardnih
protokola za razmjenu paketa podataka i izvršavanje procedura kao što su: DCOM, CORBA,
HTTP i sl. [35].
Prezentacijski sloj najjednostavniji je i sastoji se ustvari od matematički nezahtjevnog
programa koji predstavlja, ustvari, korisničko sučelje za unos i pregled podataka. S obzirom
da je program kao takav male složenosti i obujma, lako ga je prenijeti na različite platforme.
Sl. 12. Razmiena podataka kod troslojne arhitekture
Kao što je vidljivo iz slike12, razmjena podataka između slojeva odvija se na način da
35

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
se podaci u prezentacijskom sloju preko korisničkog sučelja unose i pohranjuju u memoriji
PC stanice. Kada su podaci spremni za odašiljanje, formira se paket podataka i prosljeđuje
aplikacijskom poslužitelju. Istovremeno se pozivaju objekti na aplikacijskom poslužitelju
zaduženi za raspakiranje paketa podataka i njihovu obradu. S obzirom da se podaci šalju u
paketu mrežni promet sveden je na minimum. Aplikacijski poslužitelj po izvršenoj obradi
podataka upisuje podatke u bazu podataka koristeći za to SQL sintaksu.
Dohvaćanje podataka vrši se na sličan način kao i upis podataka samo obratnim
redoslijedom. U ovom slučaju, prvo od strane prezentacijskog sloj stiže zahtjev za
osvježavanjem podataka. Aplikacijski poslužitelj taj zahtjev oblikuje u SQL upit i prosljeđuje
ga poslužitelju baze podataka, a poslužitelj baze podataka vraća pripremljene podatke kao
odgovor na upit aplikacijskom poslužitelju. Na temelju toga aplikacijski poslužitelj formira
paket podataka koji se prosljeđuje prezentacijskom sloju.
4.2. MODULI I PRIMJENA
Sustav mMPC sastavljen je od niza modula integriranih u zajednički aplikacijski
poslužitelj tako da je distribucija aplikacijskog poslužitelja na više PC servera krajnje
jednostavna i svodi se praktično na kopiranje programa aplikacijskog poslužitelja na svaki
implementirani PC server. Također je pristup svim podacima aplikacijskog poslužitelja
moguć preko jedinstvenog korisničkog sučelja, gdje je pristup određenim opcijama ograničen
ovisno o korisničkim pravima pojedinog korisnika sustava. Na ovaj način je i distribucija
korisničkog sučelja na pojedine PC stanice krajnje jednostavna i svodi se na kopiranje
programa korisničkog sučelja na svaku implementiranu PC stanicu te uspostavljanje veze sa
aplikacijskim poslužiteljem i određivanja korisničkih prava od strane administratora sustava.
Moduli su na ekranu korisničkog sučelja logički organizirani u izbornike, iako to ne
znači da će pojedini korisnik imati pristup opcijama isključivo jednog izbornika, već to ovisi o
poslovnim procesima koje obavlja.
4.2.1. Ulaz u program
Po startanju korisničkog sučelja pojavljuje se pozdravni logo sa nazivom i imenom
autora programa (slika 13).
Cijeli softver napisan je na engleskom jeziku iz razloga što je taj jezik danas postao
36

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
službeni jezik za međunarodnu komunikaciju i 99% svjetskog softvera napisano je upravo na
tom jeziku.
Kada se kompletno korisničko sučelje učitalo u memoriju računala pojavljuje se prozor
za unos korisničkog imena i lozinke (slika 14).
Sl. 13. Pozdravni logo korisničkog sučelja
Nakon što se korisnik prijavio na sustav dočekuje ga glavni ekran sučelja sa glavnim
izbornicima, koji u ovom slučaju nisu razmješteni kako je to običaj kod klasičnih Windows
programa, a to znači u zaglavlju prozora, već sa desne strane prozora nalik izbornicima koji se
primjenjuju kod WEB aplikacija (slika 15).
Sl. 14. Prozor za upis korisničkog imena i lozinke
Glavni izbornici obuhvaćaju sljedeće logičke cjeline:
• SETUP - izbornik u kome se nalaze opcije za osnovne postavke programa,
37
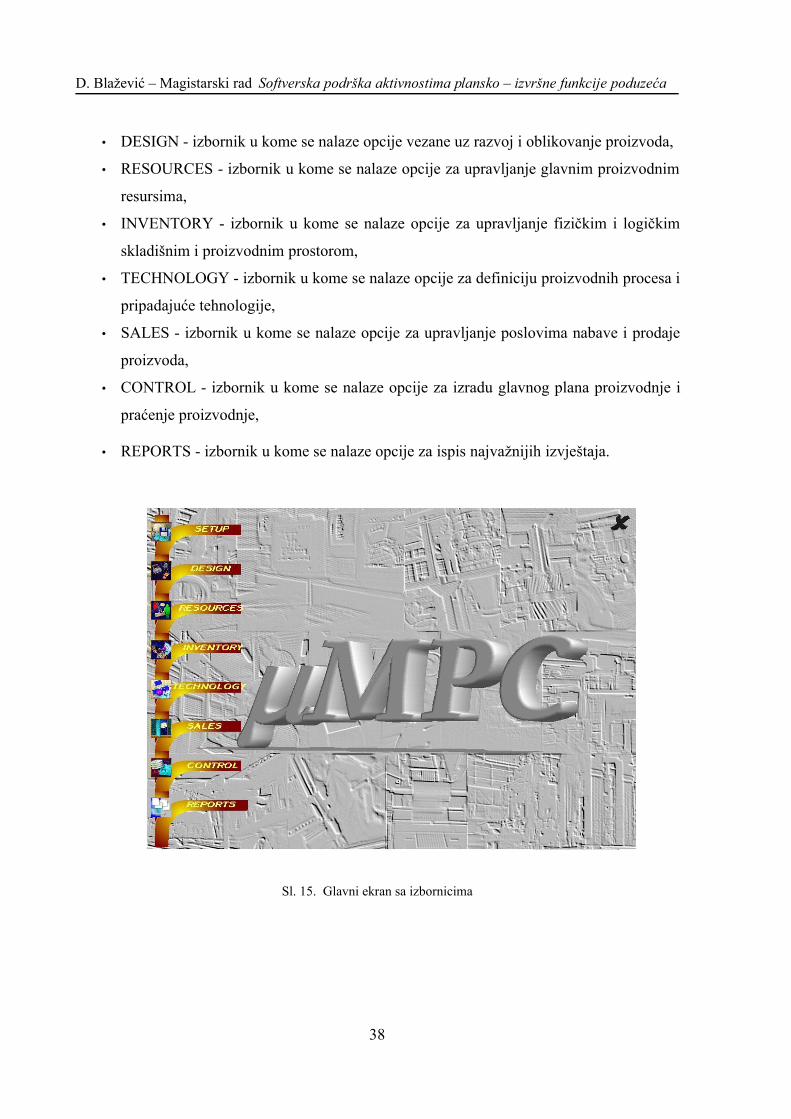
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
• DESIGN - izbornik u kome se nalaze opcije vezane uz razvoj i oblikovanje proizvoda,
• RESOURCES - izbornik u kome se nalaze opcije za upravljanje glavnim proizvodnim
resursima,
• INVENTORY - izbornik u kome se nalaze opcije za upravljanje fizičkim i logičkim
skladišnim i proizvodnim prostorom,
• TECHNOLOGY - izbornik u kome se nalaze opcije za definiciju proizvodnih procesa i
pripadajuće tehnologije,
• SALES - izbornik u kome se nalaze opcije za upravljanje poslovima nabave i prodaje
proizvoda,
• CONTROL - izbornik u kome se nalaze opcije za izradu glavnog plana proizvodnje i
praćenje proizvodnje,
• REPORTS - izbornik u kome se nalaze opcije za ispis najvažnijih izvještaja.
Sl. 15. Glavni ekran sa izbornicima
38

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.2. Standardni elementi programa
Svaki prozor za unos podataka posjeduje određene standardne elemente za navigaciju i
manipulaciju podacima. Ti su elementi (slika 16):
• Navigacijska traka - služi za navigaciju unutar bloka zapisa i sadrži slijedeće opcije:
➢ First - prvi zapis unutar bloka postaje važeći,
➢ Previous - prethodni zapis postaje važeći,
➢ Next - slijedeći zapis postaje važeći,
➢ Insert - otvara novi zapis,
➢ Delete - briše tekući zapis,
➢ Ok - potvrđuje izmjene tekućeg zapisa
➢ Cancel - odbacuje izmjene tekućeg zapisa;
• Apply / Cancel - služi za slanje svih izmjena na aplikacijski poslužitelj odnosno za
odbacivanje izmjena;
• Podebljani tekst - označava sve zapise na kojima su učinjene izmjene ili novo uneseni
zapisi;
Sl. 16. Standardni elementi prozora za unos podataka
Još se neki elementi pojavljuju kod većine prozora za unos podataka (slika 17):
• Tablica za pregled / izmjenu podataka - kada prozor ne sadržava posebnu mapu za
39

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
unos i izmjenu podataka onda se podaci unose ili mijenjaju direktno u tablici;
• Mapa - služi za razdvajanje skupnih podataka u tabelarnom prikazu od trenutno
aktivnog zapisa koji se mijenja ili unosi;
• Stranica za unos podataka - kada postoji onda sadrži klasične elemente Windows
okruženja.
Sl. 17. Ostali standardni elementi prozora
Ukoliko se odluči izaći iz prozora, a da nismo potvrdili izmjene odnosno odaslali ih na
aplikacijski poslužitelj ili od njih odustali, program će dati obavijestit pojavljivanjem prozora
sa porukom u kojem postoji opcija hoće li se podatci potvrditi, od njih odustati ili se vratiti u
prozor i odustati od izlaza iz njega (slika 18).
Sl. 18. Prozor za potvrđivanje izmjena
40

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.3. Osnovne postavke
Osnovne postavke obuhvaćaju čitav niz pripremnih aktivnosti koje treba obaviti prije no
što se softver uopće može početi upotrebljavati odnosno prije no što softver krene u fazu
produkcije. Iz prikaza opcija glavnog izbornika osnovne postavke (slika 19), vidljivo je da
pripremni posao kojeg treba obaviti uopće nije trivijalan.
Sl. 19. Opcije izbornika SETUP
4.2.3.1. Stalne postavke
Stalne postavke (Permanent Setup) su postavke koje određuje proizvođač softvera (u
ovom slučaju autor ovog rada) i uvjetovane su internim potrebama programa (slika20).
Sl. 20. Prozor za unos i izmjenu stalnih postavki
41
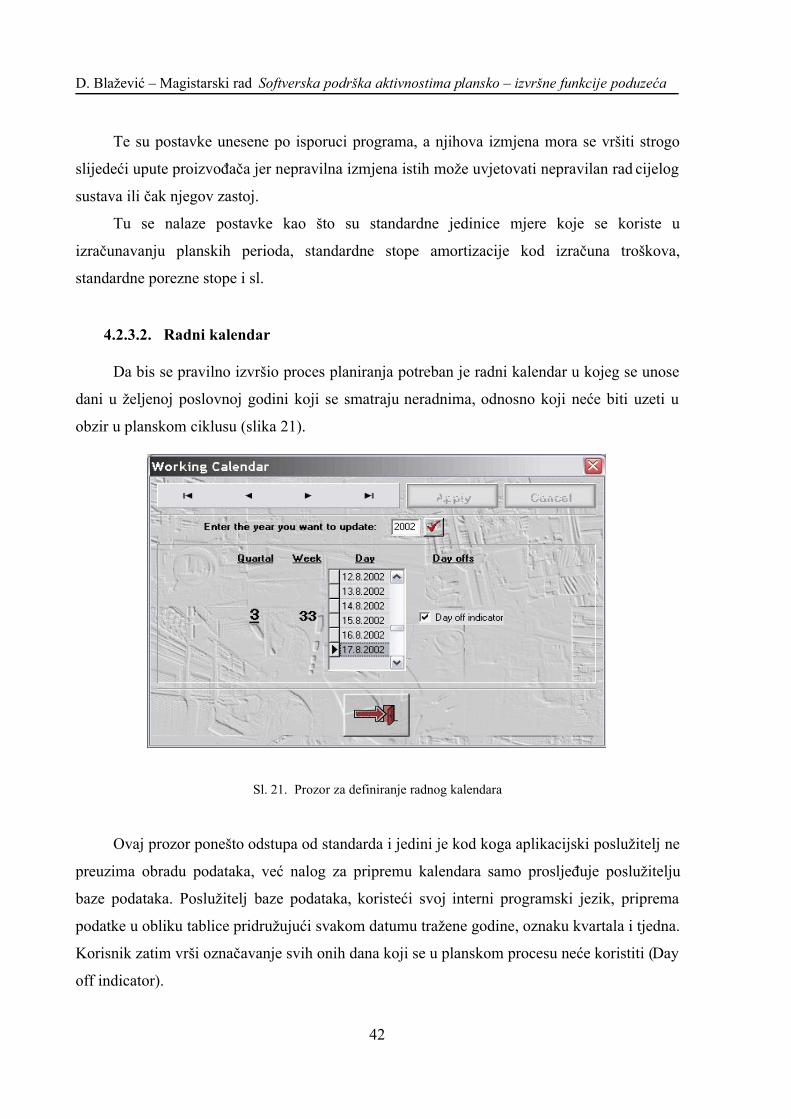
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Te su postavke unesene po isporuci programa, a njihova izmjena mora se vršiti strogo
slijedeći upute proizvođača jer nepravilna izmjena istih može uvjetovati nepravilan rad cijelog
sustava ili čak njegov zastoj.
Tu se nalaze postavke kao što su standardne jedinice mjere koje se koriste u
izračunavanju planskih perioda, standardne stope amortizacije kod izračuna troškova,
standardne porezne stope i sl.
4.2.3.2. Radni kalendar
Da bis se pravilno izvršio proces planiranja potreban je radni kalendar u kojeg se unose
dani u željenoj poslovnoj godini koji se smatraju neradnima, odnosno koji neće biti uzeti u
obzir u planskom ciklusu (slika 21).
Sl. 21. Prozor za definiranje radnog kalendara
Ovaj prozor ponešto odstupa od standarda i jedini je kod koga aplikacijski poslužitelj ne
preuzima obradu podataka, već nalog za pripremu kalendara samo prosljeđuje poslužitelju
baze podataka. Poslužitelj baze podataka, koristeći svoj interni programski jezik, priprema
podatke u obliku tablice pridružujući svakom datumu tražene godine, oznaku kvartala i tjedna.
Korisnik zatim vrši označavanje svih onih dana koji se u planskom procesu neće koristiti (Day
off indicator).
42

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.3.3. Radno vrijeme
Da bi se planski proces proveo što preciznije nije dovoljno znati samo koji su dani radni
odnosno koji su neradni unutar poslovne godine, već je potrebno znati i kako je raspoređeno
radno vrijeme po smjenama unutar jednog radnog dana, tj. koliko se neto vremena koristi
unutar bruto raspoloživog vremena tijekom jednog dana (slika 22).
Sl. 22. Prozor za unos raspodjele i trajanja radnog vremena po smjenama
To znači da će trebati unijeti početak i završetak svakog vremenskog ciklusa unutar
svake smjene. Dakako, pri tome treba isključiti sve planirane pauze unutar jedne smjene
(odmor, topli obrok i sl.).
4.2.3.4. Mjerne jedinice
Moderni ERP sustavi omogućuju unos podataka u različitim decimalnim jedinicama
mjere unutar osnovne jedinice mjere (npr. mm, m, km). Da bi to bilo moguće uvedena je
posebna tablica unutar baze podataka koja sadrži popis svih mjernih jedinica koje se
upotrebljavaju unutar sustava.
Ovaj popis nije statičan, što znači da je omogućeno dodavanje novih mjernih jedinica
kako se unutar sustava ,pojavljuje potreba za njima. Također je moguće brisanje onih mjernih
jedinica koje se više ne upotrebljavaju. Sustav će dati obavijest ukoliko se jedinica mjere još
43

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
upotrebljava i neće dozvoliti brisanje zapisa (slika 23).
Sl. 23. Prozor za unos mjernih jedinica
S obzirom da se u sustavu može pojaviti veliki broj različitih mjernih jedinica,
omogućeno je filtriranje zapisa po osnovnim mjernim jedinicama.
4.2.3.5. Tečajna lista
Kako je ERP sustav zamišljen da funkcionira u međunarodnom okruženju, potrebno je
omogućiti da se novčane vrijednosti unose i izražavaju u različitim valutama. Može se
postaviti pitanje kakve veze financijski pokazatelji imaju sa planskim i proizvodnim
procesom? Kada je bilo govora o modelu planiranja i izvršenja proizvodnje onda je bilo
rečeno da odluka o tome hoće li se nastaviti razvoj proizvoda i lansiranje proizvodnje ovisi
upravo o simulaciji planskog procesa iz kojeg će se kalkulacijom proizvodnih troškova doći
do proizvodne cijene koštanja proizvoda. Pribrajanjem režijskih i ostalih troškova doći će se
do minimalne cijene koštanja proizvoda. Ovaj pokazatelj je ustvari osnova za donošenje
odluke o tome hoće li se nastaviti razvoj proizvoda i lansirati proizvodnja (slika 24).
Da bi se moglo izvršavati preračunavanje valuta, tečaj se veže za neku bazičnu
vrijednost koja onda poprima oznaku bazne vrijednosti (Base value) i ne mora biti valuta koja
44

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
fizički postoji u opticaju već može biti i indeks koji ima tendenciju relativne stabilnosti.
Sl. 24. Prozor za unos tečajne liste
4.2.3.6. Planirani troškovi
Da bi došli do informacije o realnoj cijeni koštanja potrebno je izručunati direktne i
indirektne troškove svakog izratka koji je uključen u strukturu finalnog proizvoda. Direktne
troškove određuje se temeljem planskih podataka dobivenih iz operativne pripreme
proizvodnje dok indirektne troškove ćine svi oni troškovi koje nije moguće neposredno i
jednoznaćno utvrditi.
Ukoliko ne postoji knjigovodstveni modul koji bi te troškove statistički pratio, moguće
je ručno unijeti u ovu tablicu sve poznate indirektne troškove.
Troškove se ne mora preračunavati već ih se može unijeti u valuti u kojoj su izraženi.
sustav će se sam pobrinuti za njihovo preračunavanje u trenutku kada to bude potrebno (slika
25).
U budućoj verziji softvera biti će ugrađen modul za izračun kako direktnih tako i
indirektnih troškova proizvodnog sustava te će se na taj naćin statističkim praćenjem i
kvalitetnom analizom poslovnih rezultatata iz prošlih planskih razdoblja, moći doći do realne
45

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
cjene koštanja koja će služiti kao podloga za procjenu isplativosti proizvodnje.
Sl. 25. Prozor za unos planiranih režijskih troškova
4.2.4. Podrška razvoju proizvoda
Ukoliko se postavi pitanje kakve veze ima razvoj proizvoda sa planiranjem proizvodnje,
treba naglasiti da, kod modela planiranja i izvršenja proizvodnje, razvoj proizvoda predstavlja
početnu fazu u planiranju u smislu da on određuje osnovnu strukturu proizvoda iz čega će u
fazi definiranja tehnološkog procesa doći do formiranja tehnoloških sastavnica kao preduvjeta
za planiranje. Većina modernih ERP sustava sadrži podršku razvoju proizvoda pa tako i
mMPC sustav (slika 26).
Sl. 26. Opcije izbornika DESIGN
46

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Najbitniji činioci kod pružanja podrške inženjeru konstruktoru prilikom projektiranjaproizvoda je čuvanje informacija o crtežu i informacija o gradbenim dijelovima proizvoda.
4.2.4.1. Informacije o crtežu
Informacije o crtežu moraju sadržavati sve relevantne podatke iz zaglavlja sastavnicecrteža, a to su: naziv djela, oznaka djela, materijal izrade, informacije o mjerilu, dimenzijama,
namjeni crteža i sl. U softver mMPC je osim podrške za unos svih relevantnih informacijacrteža ugrađena i podrška za spremanje i pregled crteža (slika 27).
Sl. 27. Prozor za unos informacija o crtežu i pohranu crteža
Spremanje i pregled crteža mogući su iz svih formata koji podržavaju Microsoftovu
47

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
OLE215 tehnologiju, što u praksi znači iz većine modernih programa za tehničko crtanje,
design i obradu slike. Moguće je pohraniti i crteže dobivene iz vanjskih izvora kao što je
uređaj za digitalizaciju slike. Pregled crteža moguć je u prozoru u kojem se vrši i unos
informacija o crtežu ili u aplikaciji u kojoj je crtež i nastao. Ukoliko se crtež otvori u
aplikaciji u kojoj je i nastao, onda je moguća i obrada odnosno prerada slike (slika 28).
Sl. 28. Pregled crteža u prozoru programa
4.2.4.2. Popis pozicija
Klasični način formiranja konstrukcijske sastavnice je da se podaci o dijelovima upisuju
iznad identifikacijskih podataka crteža u zaglavlju sastavnice na samom crtežu. Drugi pristup
je da se formira konstrukcijska količinska sastavnica kao zaseban dokument. U računalom
podržanom razvoju proizvoda to se čini na način da se podaci o svakom dijelu ili gradbenoj
cjelini direktno unose u računalo i vežu za crtež (slika 29).
15 OLE2 - iz engl. Object Linking and Embiding standard two (Povezivanje i umetanje objekata standard dva)
48

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
To implicira potrebu da se na sklopnim nacrtima, umjesto jednostavnog numeriranja
pozicija po rednom broju, unose identifikacijske oznake (šifre) pozicija onako kako su
unesene u popis pozicija. Osim toga u ovaj popis treba unijeti sve one gradbene cjeline koje će
kasnije ući u tehnološku sastavnicu, što znači da ovom prozoru treba imati pristup i tehnolog.
Sl. 29. Prozor za unos informacija o gradbenim cjelinama i dijelovima crteža
4.2.5. Resursi
Moderne tehnike planiranja proizvodnje ne uzimaju u obzir samo planiranje potreba za
materijalima i lansiranje količina u skladu sa planskim potrebama, već i planiranje svih
proizvodnih resursa, a tu su uključeni radna snaga i sva proizvodna oprema.
Iako je u ovom sustavu upravljanju resursima poklonjena samo onolika pažnja koliko je
to neophodno za aktivnosti u vezi sa planiranjem proizvodnje, dobro je naglasiti da
profesionalno ERP sustavi posjeduju posebne module posvećene upravljanju svakom grupom
resursa (radna snaga, proizvodna oprema) (slika 30).
Upravljanje resursima u sustavu mMPC podjeljeno je u dvije kategorije:
49

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
• Employees – upravljanje radnom snagom
• Equipment – upravljanje proizvodnom i transportnom opremom
Sl. 30. Opcije izbornika RESOURCES
4.2.5.1. Radna snaga
U prozoru za unos informacija o radnoj snazi moguće je unijeti informacije o vrsti
zanimanja koju radnik obavlja, plaći i grupi kojoj pripada. Također se u ovom modulu
određuje korisnička šifra radnika koja će služiti za prijavu radnika na sustav, ukoliko se on
sustavom koristi (slika 31).
Sl. 31. Prozor za unos podataka o radnoj snazi
50

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Vrlo je bitno ovdje unijeti podatke o grupi kojoj radnik pripada jer će se kod provođenja
planskog procesa na taj način moći odrediti koliko je radnika pojedine grupe potrebno za
izradu određenog sklopa ili proizvoda u određenom planskom periodu.
4.2.5.2. Proizvodna oprema
Proizvodna oprema je uz radnu snagu najvažniji resurs kojeg treba uzeti u obzir u
planskom procesu (slika 32).
Sl. 32. - Prozor za unos podataka o proizvodnoj opremi
51
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U prozor za unos podataka o proizvodnoj opremi moguće je unijeti ne samo podatke
relevantne za planiranje već i podatke koji će služiti za obračun proizvodnih troškova,
amortizacije te tehnološke podatke koji će služiti tehnologu prilikom projektiranja
proizvodnih procesa. Iz navedenog je vidljivo da je ovaj modul prvenstveno namijenjen
tehnologu, a tek onda, za informaciju, planeru.
4.2.6. Upravljanje skladištima
Da bi planiranje potrebnih količina materijala i dijelova bilo točno, potrebno je planske
podatke uskladiti sa stanjem na skladištu i to ne samo skladištu repromaterijala nego i sa
stanjem na privremenim lokacijama unutar proizvodnog pogona. Iz tog razloga potrebno je
imati informacije o skladištima kako logičkim tako i fizičkim. Ponekad se skladište može
nalaziti u prostoru koji fizički nema tu namjenu (kao što je proizvodni pogon), te je potrebno
razdvojiti ove dvije cjeline (slika 33).
Sl. 33. Opcije izbornika INVENTORY
Da bi informacije o stanju na skladištu bile što točnije, potrebno je voditi informacije o
svakom ulazu ili prijemu na skladište i izlazu ili izdavanju sa skladišta. Knjigovodstveno bi
ove dvije aktivnosti trebalo popratiti sa dva štampana dokumenta: predatnicom i izdatnicom.
Iz ovih razloga je u sustavu mMPC ugrađena i mogućnost za praćenje ulaza i izlaza sa
skladišta.
52

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.6.1. Prostor
Sustav mMPC podržava unos informacija o svim fizičkim prostorima koje poduzeće
koristi. Na taj način je moguće imati uvid ne samo o tome gdje se koje skladište nalazi, već i o
tome gdje se fizički nalazi svaki pojedini resurs. Na taj je način moguće pratiti i eventualne
promjene resursa po pitanju lokacije (slika 34).
Sl. 34. Prozor za unos podataka o fizičkim lokacijama radnog prostora i skladišta
4.2.6.2. Skladišta
U sustavu mMPC skladišta se promatraju kao logičke cjeline gdje se pohranjuju
informacije o repromaterijalu, dijelovima i gotovim proizvodima, kao i ostalim resursima koji
se skladište. Da bi dobila fizički smisao, skladišta je potrebno prvo vezati za fizički prostor.
Na ovaj način je omogućena pravilna identifikacija: skladište repromaterijala, skladište
gotovih proizvoda, ali također i međuoperacijskih skladišta koja u pravilu nemaju odjeljen
prostor namjenski za tu svrhu već se nalaze u samom proizvodnom pogonu kao odjeljci
između pojedinih rpoizvodnih resursa odnosno proizvodne opreme.
Iz slike 35 vidljivo je da sustav mMPC omogućava uspostavu veze između logičkih
53

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
skladišta i fizičkih lokacija.
Sl. 35. Prozor za unos podataka o skladištima
4.2.6.3. Skladište alata
Alati koji se koriste u proizvodnji kao i oni koji se čuvaju na skladištu čine značajnu
troškovnu stavku (slika 36).
Sl. 36. Prozor za unos skladišnih podatak alata
54
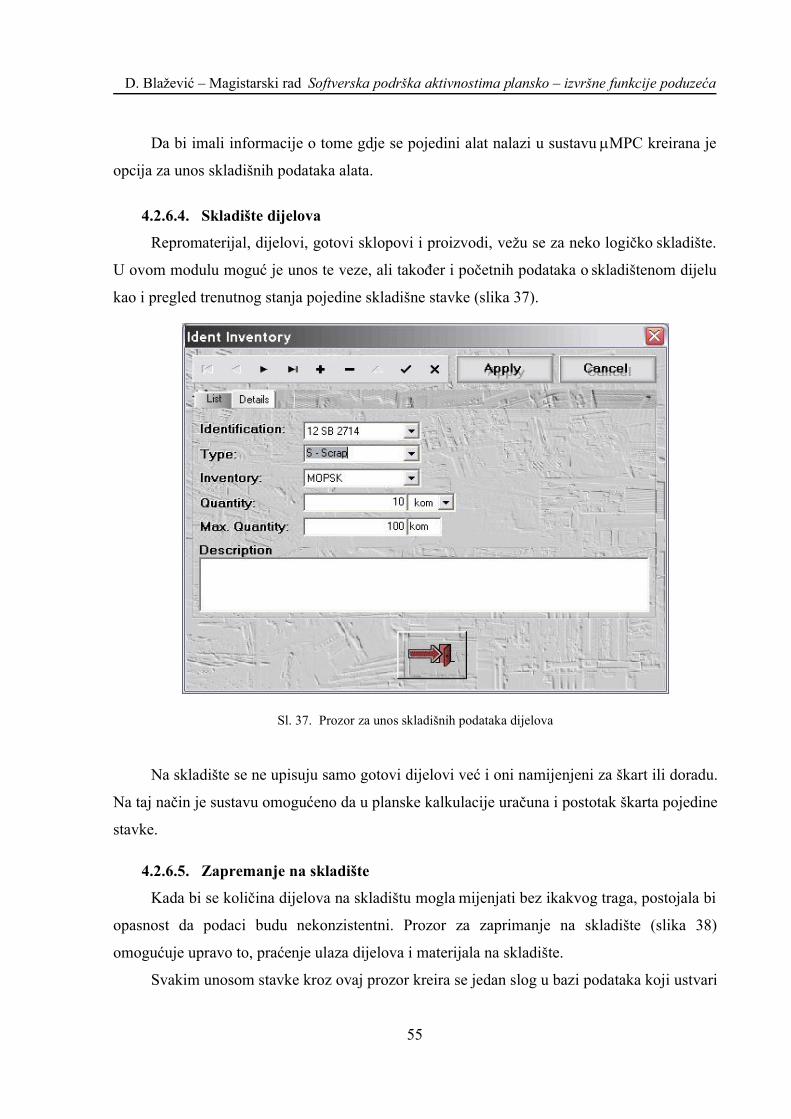
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Da bi imali informacije o tome gdje se pojedini alat nalazi u sustavu mMPC kreirana je
opcija za unos skladišnih podataka alata.
4.2.6.4. Skladište dijelova
Repromaterijal, dijelovi, gotovi sklopovi i proizvodi, vežu se za neko logičko skladište.
U ovom modulu moguć je unos te veze, ali također i početnih podataka o skladištenom dijelu
kao i pregled trenutnog stanja pojedine skladišne stavke (slika 37).
Sl. 37. Prozor za unos skladišnih podataka dijelova
Na skladište se ne upisuju samo gotovi dijelovi već i oni namijenjeni za škart ili doradu.
Na taj način je sustavu omogućeno da u planske kalkulacije uračuna i postotak škarta pojedine
stavke.
4.2.6.5. Zapremanje na skladište
Kada bi se količina dijelova na skladištu mogla mijenjati bez ikakvog traga, postojala bi
opasnost da podaci budu nekonzistentni. Prozor za zaprimanje na skladište (slika 38)
omogućuje upravo to, praćenje ulaza dijelova i materijala na skladište.
Svakim unosom stavke kroz ovaj prozor kreira se jedan slog u bazi podataka koji ustvari
55

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
predstavlja podlogu za formiranje štampanog dokumenta kojeg svojim potpisom ovjerava
skladištar koji je robu i zaprimio na skladište.
Sl. 38. Prozor za unos podataka o ulazu na skladište
4.2.6.6. Izdavanje sa skladišta
Izdavanje sa skladišta je aktivnost suprotna od zaprimanja, ali koja slijedi istu logiku
kao zaprimanje tj. i kod ove aktivnosti se formira slog u bazi podataka (slika 39).
Sl. 39. Prozor za unos podataka o izlazu sa skladišta
56

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.7. Tehnološki proces
Formiranje tehnološkog procesa ključna je faza u procesu planiranja proizvodnje jer se
iz njega mogu saznati vremena potrebna za izradu svake stavke tehnološke (montažne)
sastavnice i to u svakoj proizvodnoj fazi. To znači da tehnološki proces za svaku fazu mora
biti dan u obliku redoslijeda izrade u kojemu će, između ostalog, biti navedeno: trajanje svake
operacije, trajanje transporta izratka od jedne do druge operacije, kao i trajanje ulaznog i
izlaznog transporta. Da planske vrijednosti budu korektne potrebno je unijeti podatke, vezane
uz tehnološki proces, detaljno i ažurno (slika 40).
Sl. 40. Opcije izbornika TECHNOLOGY
Tehnološki modul sustava mMPC daje podršku za detaljno formiranje redoslijeda izrade
za svaku fazu proizvodnog procesa, ali isto tako omogućuje i stvaranje alternativnih
redoslijeda izrade čime je ovisno o primijenjenom modelu proizvodnog sustava moguće
izabrati uvijek optimalnu varijantu. Iako algoritam za izbor optimalne varijante nije trenutno
ugrađen u sustav već je izbor prepušten iskustvu tehnologa, u budućnosti je moguće ugraditi i
takav algoritam u sustav.
Osim redoslijeda izrade, kao važnu aktivnost, ovaj modul pruža podršku i formiranju
tehnološke sastavnice proizvoda.
57

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.7.1. Tehnološka sastavnica proizvoda
Tehnološka ili montažna strukturna sastavnica je uz redoslijed izrade najvažniji produkt
tehnološke pripreme. Ona ne daje samo informacije o količinama pojedine pozicije ugrađene
u nadređeni sklop, već daje i informacije o redoslijedu ugradnje dijelova i sklopova u
nadređene gradbene cjeline (slika 41).
Sl. 41. Prozor za fromiranje strukture proizvoda
Sastavnica se formira na osnovu podataka o strukturi koji se unose u tablicu strukture.
Informacije koje treba unijeti su: koji je dio ili sklop nadređen (Ancestor) određenom djelu ili
58

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
sklopu, te u kolikoj količini taj dio ulazi u nadređeni sklop (Quantity). Na osnovu ovih
informacija sustav će sam formirati strukturu ili gradbeno stablo proizvoda.
4.2.7.2. Simboli aktivnosti
Grafički simboli zasigurno nisu najnužniji element kod formiranja redoslijeda izrade, ali
mogu pomoći kod vizualnog sagledavanja redoslijeda izrade, zato je u ovaj modul ugrađena
mogućnost unosa grafičkih simbola za svaku aktivnost redoslijeda izrade (slika 42).
Sl. 42. Prozor za unos naziva aktivnost zajedno sa grafičkim simbolom iste
Grafičke simbole moguće je unijeti iz bilo kojeg programa za crtanje koji može izvoziti
slike u Windows BMP16 formatu od 32x32 točaka.
4.2.7.3. Zaglavlje redoslijeda izrade
Zaglavlje redoslijeda izrade sadrži zajedničke informacije redoslijeda izrade bez obzira
o kojem se tipu i fazi proizvodnog procesa radi (slika 43).
U zaglavlje redoslijeda izrade unose se podaci za identifikaciju, na koji dio ili sklop se
popis odnosi, kakav je tip protoka materijala, kolika je transportna količina na prvoj operaciji,
s kolikim udjelom ovaj tehnološki proces opterećuje višepredmetni proizvodni sustav kada se
na tom proizvodnom sustavu istovremeno obrađuje više različitih vrsta izradaka tj. u kakvom
16 BMP - od engl. Bitmap (Bitna mapa). Standardni Windows format za pohranu slike.
59

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
će odnosu raznovrsni izratci ulaziti u sustav, te tko je autor redoslijeda.
Sl. 43. Prozor za unos podataka zaglavlja redoslijeda
Još su dvije informacije bitne za planiranje, se unose u zaglavlje redoslijeda izrade. To
su oznaka da li je ovaj tehnološki proces važeći za planiranje i JIT17 oznaka. Oznaka važenja
tehnološkog procesa daje informaciju koji tehnološki proces od više alternativnih će se uzeti u
obzir prilikom procesa planiranja. Iako dobar ekspertni sustav može vršiti odabir modela
proizvodnog sustava u ovisnosti o rubnim uvjetima i količini u seriji [29], softverski sustav
mMPC nema ugrađen algoritam za automatski odabir modela proizvodnog sustava, ali koristi
sustav izbora: model proizvodnog sustava redoslijed izrade, koji je za implementaciju
znatno jednostavniji. Ostavljena je i mogućnost buduće integracije sa ekspertnim sustavima za
automatski odabir modela proizvodne opreme kao što je IPSD [27]. JIT oznaka daje
informaciju da kod izračuna planskih podataka sve redoslijede koji prethode ovom, treba
vezati tako da dijelovi iz prethodne faze proizvodnog procesa budu gotovi i raspoloživi
upravo u trenutku kada su potrebni za tekuću fazu proizvodnog procesa.
17 JIT - iz engl. Justi In Time (Točno na vrijeme)
60

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.7.4. Unos aktivnosti po redoslijedu izvođenja i vremenu trajanja
Ukupno vrijeme za izradu određenog dijela ili sklopa po pojedinim fazama proizvodnog
procesa dobiva se sumiranjem vremena potrebnim za izvođenje svih aktivnosti po fazama
proizvodnog procesa. Iz tog razloga potrebno je unijeti kako vrstu tako i vrijeme potrebno za
izvođenje svake aktivnosti. Pritom je potrebno paziti na redoslijed izvođenja aktivnosti jer, u
planskom procesu, algoritam i taj podatak uzima u obzir (slika 44).
Sl. 44. Prozor za unos aktivnosti po redoslijedu izvođenja i vremenu trajanja
Ovaj prozor ponešto odstupa od standarda jer omogućuje unos informacija o
aktivnistima direktno iznad liste u kojoj je vidljiv sam redoslijed izrade zajedno sa grafičkim
61
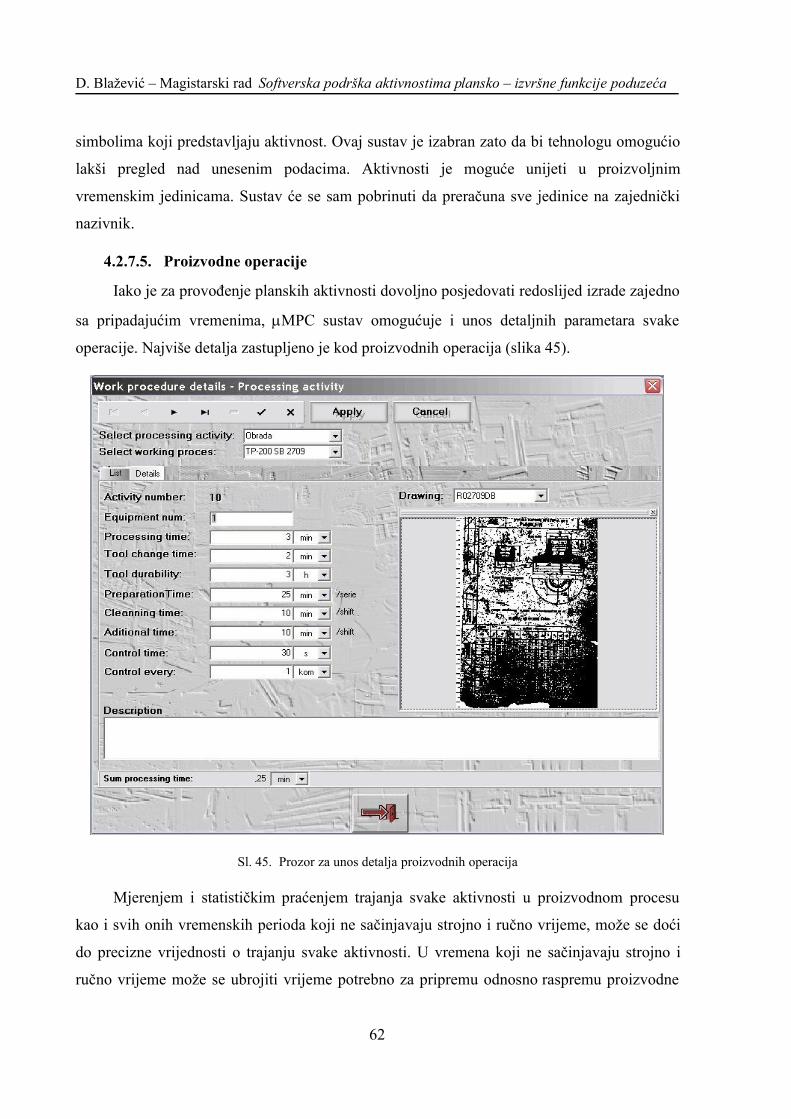
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
simbolima koji predstavljaju aktivnost. Ovaj sustav je izabran zato da bi tehnologu omogućio
lakši pregled nad unesenim podacima. Aktivnosti je moguće unijeti u proizvoljnim
vremenskim jedinicama. Sustav će se sam pobrinuti da preračuna sve jedinice na zajednički
nazivnik.
4.2.7.5. Proizvodne operacije
Iako je za provođenje planskih aktivnosti dovoljno posjedovati redoslijed izrade zajedno
sa pripadajućim vremenima, mMPC sustav omogućuje i unos detaljnih parametara svake
operacije. Najviše detalja zastupljeno je kod proizvodnih operacija (slika 45).
Sl. 45. Prozor za unos detalja proizvodnih operacija
Mjerenjem i statističkim praćenjem trajanja svake aktivnosti u proizvodnom procesu
kao i svih onih vremenskih perioda koji ne sačinjavaju strojno i ručno vrijeme, može se doći
do precizne vrijednosti o trajanju svake aktivnosti. U vremena koji ne sačinjavaju strojno i
ručno vrijeme može se ubrojiti vrijeme potrebno za pripremu odnosno raspremu proizvodne
62

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
opreme, vrijeme čišćenja proizvodne opreme, vrijeme za obavljanje fizioloških potreba i sl.
Sva ta vremena utječu na dužinu trajanja proizvodne aktivnosti i algoritam za planiranje će ih
uzeti u obzir.
U prozor za unos detalja vezanih uz proizvodnu operaciju (sl 45) moguće je unijeti i
referencu na crtež koji je pohranjen u sustav koristeći modul za podršku konstruiranju i
razvoju proizvoda. U ovom prozoru sliku je moguće i pregledati. Ova referenca potrebna je da
bi radnik u pogonu mogao imati skicu operacije u obliku tiskanog dokumenta koji se naziva
“operacijski list”. Osim reference na crtež u ovom prozoru se unosi i redoslijed proizvodne
opreme kako se ona pojavljuje u pogonu. Ovaj redoslijed služiti će kod određivanja
hodograma obrade.
4.2.7.6. Zahvati
Kod složenih proizvodnih operacija, kao što je to slučaj kod operacija strojne obrade na
NC tokarilicama, nije dovoljno dati samo parametre i opis operacije već je potrebno dati
parametre i opis svakog zahvata koji čini operaciju (slika 46).
Sl. 46. Prozor za pregled i prozor ua unos informacija o zahvatima koji čine proizvodnu operaciju
63

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Parametri mogu biti različiti ovisno o tipu aktivnosti. Zato sustav dozvoljava unos
proizvoljnog tipa i broja parametara. Ove informacije, ako su unesene također će biti
odštampane na operacijskom listu kao informacija proizvodnom radniku koji vrši operaciju.
Iznosi trajanja ručnog i strojnog vremena uneseni za svaki zahvat automatski će biti
zbrojeni za sve zahvate i sustav će izvršiti ažuriranje redoslijeda izrade u skladu sa ovdje
unesenim vrijednostima.
4.2.7.7. Transportne aktivnosti
Ukoliko aktivnost transporta ne predstavlja integralni dio proizvodne operacije tada i
aktivnost transporta treba uvrstiti u redoslijed izrade. mMPC sustav omogućuje unos detaljnih
informacija vezanih uz aktivnost transporta (slika 47).
Sl. 47. Prozor za unos detalja vezanih uz aktivnost transporta
Ovaj prozor omogućuje unos informacija o vremenu trajanja transporta, transportnoj
količini, da li se radi o ulaznom ili izlaznom transportu, te da li se transport vrši automatski
64

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
robot rukom, manipulatorom, te je za njega potrebno odvojiti vrijeme radnika. Također je
omogućen unos opisa aktivnosti transporta.
4.2.7.8. Operacije kontrole
Kada se operacije kontrole izvode na za to predviđenoj posebnoj opremi ili radnom
mjestu (nisu sastavni dio operacije tj. ne predstavljaju jednu od aktivnosti proizvodne
operacije), onda ih je potrebno uvrstiti u redoslijed izrade zajedno sa pripadajućim vremenima
trajanja (slika 48).
Sl.48. Prozor za unos detalja vezanih za operacije kontrole
Prozor za unos detalja vezanih za aktivnost kontrole ne omogućuje samo unos vremena
65
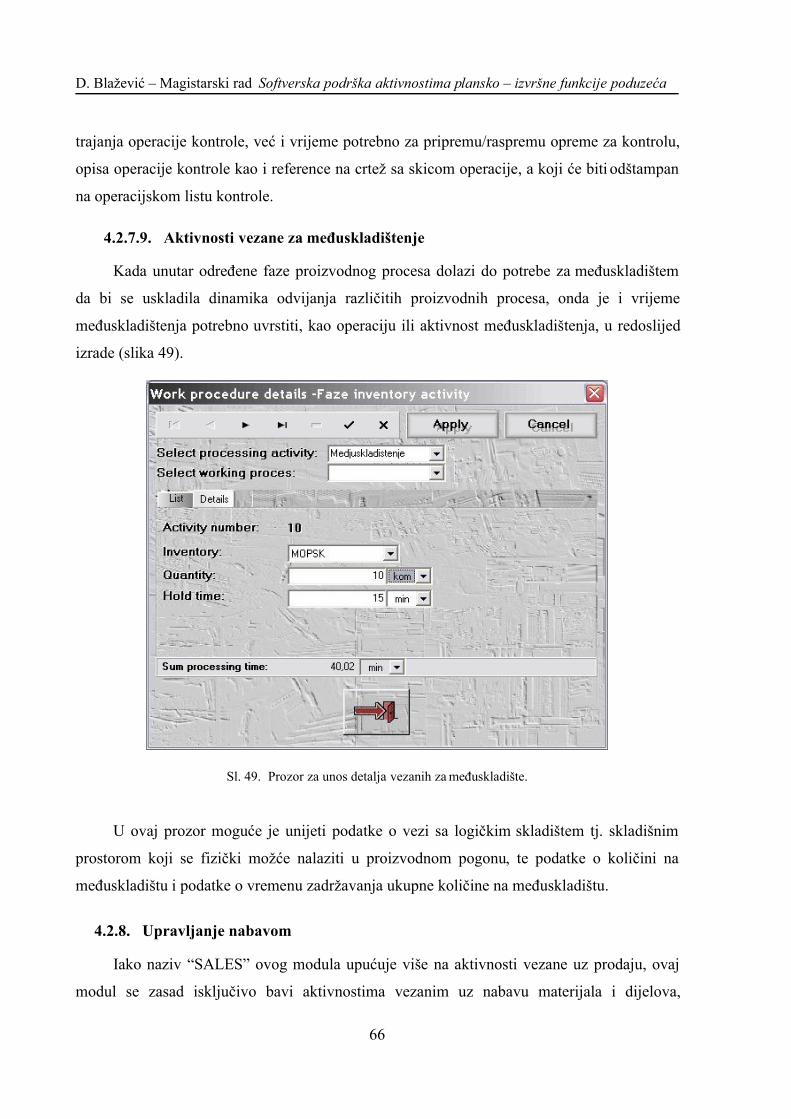
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
trajanja operacije kontrole, već i vrijeme potrebno za pripremu/raspremu opreme za kontrolu,
opisa operacije kontrole kao i reference na crtež sa skicom operacije, a koji će biti odštampan
na operacijskom listu kontrole.
4.2.7.9. Aktivnosti vezane za međuskladištenje
Kada unutar određene faze proizvodnog procesa dolazi do potrebe za međuskladištem
da bi se uskladila dinamika odvijanja različitih proizvodnih procesa, onda je i vrijeme
međuskladištenja potrebno uvrstiti, kao operaciju ili aktivnost međuskladištenja, u redoslijed
izrade (slika 49).
Sl. 49. Prozor za unos detalja vezanih za međuskladište.
U ovaj prozor moguće je unijeti podatke o vezi sa logičkim skladištem tj. skladišnim
prostorom koji se fizički možće nalaziti u proizvodnom pogonu, te podatke o količini na
međuskladištu i podatke o vremenu zadržavanja ukupne količine na međuskladištu.
4.2.8. Upravljanje nabavom
Iako naziv “SALES” ovog modula upućuje više na aktivnosti vezane uz prodaju, ovaj
modul se zasad isključivo bavi aktivnostima vezanim uz nabavu materijala i dijelova,
66

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
odnosno sklopova koji u proizvodni proces ulaze kao nabavne stavke. Naziv ovog modula
izabran je tako da se u jednu cjelinu objedine sve komercijalne aktivnosti tj. nabava i prodaja..
U budućnosti će sustav mMPC sadržavati u ovom modulu i te aktivnosti (slika 50). Ovaj
modul sadrži opcije za kontrolu nad repromaterijalima, dobavljačima i politikom naručivanja.
Kroz ove module je moguće vidjeti i kontrolirati stanje na skladištu repormaterijala te ulaz i
izlaz materijala sa i na skladište.
Sl. 50. Opcije izbornika SALES
4.2.8.1. Politika naručivanja
Politika naručivanja daje vremenske termine u kojima će se vršiti naručivanje određene
stavke iz nabavnog plana. Na primjer, vijčanu robu sigurno se neće naručivati u malom broju
komada u dnevno potrebnim količina već će se izvršiti okrupnjavanje količina i narudžba će
se izvršiti jednom mjesečno ili rjeđe (slika 51).
Sl. 51. Prozor za unos politike naručivanja
67

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
4.2.8.2. Nabava repromaterijala
Repromaterijal se nabavlja na osnovu plana nabave dobivenog iz plana proizvodnje
kojeg formira služba operativne pripreme proizvodnje ili planska služba a na osnovu
predhodno formiranih redoslijeda izrade tj. thenoloških podataka unesenih u sustav.
Plan proizvodnje daje potrebnu količinu materijala za prvu operaciju u određenom
vremenskom terminu. Okrupnjavanje nabavnih količina u skladu sa normativima materijala i
mogućnostima transporta i skladištenja, te definiranje politike nabave za svaku nabavnu
stavku, preduvjet je formiranja plana nabave. Upravo u tu svrhu u mMPC sustavu nalazi se
opcija za unos planskih podataka vezanih za repromaterijal gdje se uz količinu materjala
određenu planom proizvodnje i normativom materijala, unosi i oznaka materijala, te podaci o
dimenzijama materijala iz normativa materijala (slika 52).
Sl. 52. Prozor za unos planskih podataka vezanih za repromaterijal
4.2.8.3. Dobavljači
Sustav mMPC omogućuje i upravljanje podataka o dobavljačima. Informacije o
dobavljačima potrebne su kod izvršenja same narudžbe. Najinteresantniji podatak pri tome je
interno ocjenjivanje dobavljača. Ovo je podatak kojeg nabavna služba formira za svakog
68

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
dobavljača i omogućuje donošenje odluka o izboru dobavljača kada se pojavi više od jednog
dobavljača iste vrste repromaterijala. Ovo cojenjivanje treba se izvršiti na temelju statističkog
praćenja pouzdanosti dobave i vremena dobave od pojedinog dobavljača. Ocjene dobavljača
ne moraju uvjek biti numerički izražene već se u sustav mMPC mogu unijeti i opisne ocjene
kao što su: pozdan, nepouzdan i sl.(slika 53).
Sl. 53. Prozor za unos podataka o dobavljačima
4.2.8.4. Narudžbe
Kad je formiran plan nabave i kada postoje informacije o dobavljačima, može se
pristupiti formiranju narudžbe prema izabranom dobavljaču. Podatke narudžbe se unose u
prozor prema slici 54.
Sl. 54. Prozor za unos podataka narudžbe
69
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Ovi podaci mogu služiti kao evidencija o izvršenoj narudžbi ukoliko se narudžba vrši
usmeno. Također mogu služiti za formiranje štampanog dokumenta (narudžbenice) koji se
onda može slati faksom ili poštom, ili takvi podaci mogu služiti za formiranje elektronske
pošte kada se narudžba šalje putem interneta.
4.2.9. Planiranje proizvodnje
U engleskom govornom području se sve aktivnosti vezane za planiranje i praćenje
proizvodnje nazivaju zajedničkim terminom “Manufacturing Control” pa otuda i naziv ovoga
modula (slika 55).
Sl. 55. Opcija izbornika CONTROL
U ovom programskom sustavu ugrađen je samo sustav za terminiranje proizvodnje, jer
je kompleksnost ovog sustava tolika da prostor ovog rada ne dozvoljava i izradu modula za
praćenje proizvodnje.
4.2.9.1. Glavni plan
Glavnim planom obuhvaćeno je određivanje termina završetka izrade gotovih proizvoda
i pozicija koje se predaju na skladište gotovih proizvoda.
Ovdje prikazan sustav karakterizira takozvani “bucketless” način rada, što znači da se
termin završetka izrade gotovog proizvoda, odnosno pozicije koja se predaje na skladište
gotovih proizvoda određuje egzaktno, te nije vezan za specifične terminske jedinice ili
odsječke kao što su mjesec, tjedan ili dan prema kojem se vrši izračun termina izrade
pojedinih pozicija.
Da bi se uspješno izvršio MRP algoritam i dobili adekvatni terminski planovi, osim
informacija o terminu završetka izrade, koji se unosi u glavni plan, također su važne
70

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
informacije o količini i planiranom proizvodnom škartu pojedine stavke. Upravo zbog
navedenog u sustav je moguće unijeti i te informacije koje će sustav također uzeti u obzir
prilikom terminiranja.
Sl. 56. Prozor za unos podataka glavnog plana
4.2.10. Terminski planovi
Terminski planovi se izračunavaju automatski na osnovu ulaznih podataka glavnog
plana. Sustav uzima u obzir svaku stavku iz sastavnice proizvoda, počevši od zadane stavke
glavnog plana kao polazne točke. Za svaku stavku iz sastavnice izračunava se termin početka i
završetka izrade planirane količine zadane stavke. Do termina se dolazi tako da se kreće od
termina završetka izrade planirane količine pojedine stavke te se odbija ciklus izrade i
planirani zastoji i čekanja.. Na taj način termin početka izrade stavke je uvijek najkasniji
mogući termin početka.
71

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
72

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
5. PRAKTIČNI PRIMJER UPOTREBE SOFTVERSKOG SUSTAVAmMPC
5.1. DEFINICIJA ZADATKA
Da bi se ispitala vrijednost, učinkovitost i praktična primjena softverskog sustava
mMPC, u nastavku je dan pregled unosa i procesiranja stvarnih podataka. Za primjer je uzet
proces konstrukcijskog i tehnološkog projektiranja te planiranja proizvodnje: ravnog zapornog
ventila NP6 oznake: 1A200-SB2677.
5.1.1. Sadržaj zadatka
Treba izraditi ili pribaviti konstrukcijsku dokumentaciju za izradu ventila ravnog
zapornog NP6, te istu unijeti u mMPC sustav. Na osnovu raspoložive proizvodne opreme i
godišnjih planiranih količina proizvodnje, potrebno je izraditi tehnološku dokumentaciju te
istu unijeti u sustav mMPC. U sustav je potrebno također unijeti i početne skladišne podatke
vezane za proizvod, te podatke o proizvodnoj opremi i ljudskim resursima potrebnim za
izradu zadanog proizvoda prema definiranoj tehnologiji i količinama.
Zadan je termin završetka odnosno isporuke 10 komada ventila na skladište gotovih
proizvoda. Taj termin je: 01.04.2004 godine u 12 sati. Upotrebom sustava mMPC koji koristi
MRPII metodologiju planiranja proizvodnje, potrebno je izračunati termin početka izrade
planirane količine proizvodnje, kao i termine početka i završetka svake pojedine stavke iz
sastavnice zadanog finalnog proizvoda.
5.2. ANALIZA ZADATKA I DEFINICIJA ULAZNIH PARAMETARA
5.2.1. Podaci o teoretski raspoloživom vremenu
Da bi se ispitala kvaliteta i pouzdanost MRPII algoritma implementiranog u mMPC
sustav, s obzirom na zadanu količinu izrade od 10 komada i zadani termin završetka izrade
01.04.2004 godine u 12 sati, uzet je planski postupak sa planiranim dnevnim radnim
vremenom od tri smjene, te su u skladu s time u sustav uneseni mMPC podaci o smjenama i
radnom vremenu kako je navedeno u tablici 3.
Osim podataka o raspoloživom radnom vremenu u okviru jednog radnog dana potrebno
je formirati i radni kalendar tj. definirati radne i neradne dane i to ne samo po ukupnoj količini
raspoloživih radnih dana, već je potrebno točno definirati i vremensku poziciju neradnih dana
73

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
u okviru radnog kalendara (tablica 4).
Tablica 3. Raspored raspoloživog radnog vremena po smjenama.
SMJENA POČETAK ZAVRŠETAK1 07:00 10:301 11:00 15:002 15:00 18:302 19:00 23:003 23:00 02:303 03:00 07:00
Tablica 4. Dio radnog kalendara sa neradnim danima označenim jedinicama.
74

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U tablici 4 kolone imaju slijedeće značenje:
DATUM – datum iz radnog kalendara,
WEEK – broj tijedna u godini kome pripada datum iz radnog kalendara,
QUARTAL – broj kvartala kome pripada datum iz radnog kalendara,
DAY_OFFS – oznaka neradnog dana (0 – radni dan, 1 – neradni dan).
mMPC sustav automatski izračunava potrebne prekide proizvodnje kada naiđe na
oznaku neradnog dana na vremenskoj ordinati. To znači da će se termin početka pojedine faze
proizvodnog procesa pomaknuti za onoliko dana koliko je dana označeno kao neradni u
radnom kalendaru. Dio radnog kalendara prikazan je u tablici 4.
5.2.2. Mjerne jedinice
Kako bi se mogli unijeti tehnološki i proizvodni podaci neovisno o upotrijebljenoj
mjernoj jedinici u izračunu, sustav mMPC podržava unos mjernih jedinica i njihovih faktora
pretvorbe te njihovo grupiranje. U skladu s time, za rješavanje zadanog zadatka u sustav su
unesene mjerne jedinice i njihovi faktori pretvorbe kako je dano u tablici 5.
Tablica 5. Mjerne jedinice i njihovi faktori pretvorbe.
Na taj je način u sustavu podržana mogućnost da se npr. vremena operacija unutar
jednog redoslijeda izrade, unesu u minutama, a unutar drugog redoslijeda izrade, u
sekundama.
75

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U tablici 5 kolone imaju slijedeće značenje:
UNIT_IDENT – oznaka mjerne jedinice,
UNIT_NAME – ime mjerne jedinice,
UNIT_FACTOR – faktor pretvorbe mjerne jedinice,
UNIT_GROUP – oznaka grupe kojoj mjerna jedinica pripada .
Za rješavanje zadanog zadatka bitne su vremenske jedinice (sekunda, minuta, sat, dan,
tjedan) i jedinična oznaka za kvantitet (kom). Vremenske jedinice upotrijebiti će se pri
izražavanju trajanja tehnoloških operacija i zahvata a kvantitet odnosno veličina serije će se
izraziti u broju komada koje treba izraditi.
5.2.3. Konstrukcijska dokumentacija
Da bi se došlo do podataka o strukturi proizvoda, ali isto tako da bi se uspješno izradila
tehnološka dokumentacija, potrebno je najprije u sustav mMPC unijeti konstrukcijsku
dokumentaciju i pripadajuće podatke. U tu svrhu izvršeno je skeniranje odnosno digitalizacija
postojeće konstrukcijske dokumentacije te pohrana iste na server sustava. Uz skeniranu
dokumentaciju, tj. sklopne i radioničke nacrte vezani su i pripadajući podaci koji pobliže
opisuju sadržaj i strukturu same dokumentacije, kako je prikazano u tablici 6.
Tablica 6. Podaci o radioničkim i sklopnim nacrtima.
U tablici 6 kolone imaju slijedeće značenje:
DWG_IDENT – jedinstvena oznaka sklopnog ili radioničkog crteža (ukoliko sklopni ili
radionički crtež ne postoji za određeni dio ili sklop, takav će dobiti oznaku crteža:
EMPTY),
DWG_NUM – oznaka crteža kako ga vodi sustav (automatski se generira),
76

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
DWG_NAME – ime crteža,
DWG_GRP – oznaka grupe kojoj crtež pripada,
DWG_SUBGRP – oznaka podgrupe kojoj crtež pripada,
DWG_DATE – datum zadnjeg ažuriranja informacija o crtežu,
DWG_TYPE – tip crteža (koji može biti: B-standardni element, R-radionički nacrt, S-
sklopni nacrt).
Svaki sklopni crtež sadrži niz pozicija, a neke od tih pozicija ponavljaju se na raznim
sklopnim crtežima tj. na raznim nivoima strukture finalnog proizvoda. Da bi se moglo doći do
podataka o strukturi finalnog proizvoda konstruktor prvo treba, za finalni proizvod, formirati
popis sklopova i dijelova tj. proizvodnih i nabavnih stavki, te svaku poziciju iz popisa treba
vezati uz pripadajući radionički crtež. Na taj se način olakšava pretraživanje baze podataka
crteža. Podaci o pozicijama, tj. popis pozicija potreban za rješavanje zadanog zadatka dan je u
tablici 7.
Tablica 7. Popis pozicija sa konstrukcijske dokumentacije
77

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U tablici 7 kolone imaju slijedeće značenje:
PART_IDENT – oznaka proizvodne ili nabavne stavke - pozicije (finalni proizvod,
sklop, dio),
PART_GRP – grupa kojoj stavka pripada,
PART_SUBGRP – podgrupa kojoj stavka pripada,
PART_NAME – naziv proizvodne ili nabavne stavke,
DWG_IDENT – oznaka crteža na kojem je stavka prikazana ili 'EMPTY' ukoliko nema
pripadajućeg crteža,
PART_DIM – osnovni gabariti stavke,
UNIT_IDENT – mjerna jedinica kojom su izraženi gabariti stavke.
Sustav označavanja proizvodnih odnosno nabavnih stavki je proizvoljan i može slijediti
neki već utvrđeni način šifriranja proizvoda ili se npr. mogu koristiti oznake koje koristi
dobavljač. Svrstavanje stavki u grupe i podgrupe uvedeno je da se olakša snalaženje u
velikom broju stavki koje jedan proizvodni sustav može proizvoditi odnosno nabavljati.
Sustav je koncipiran tako da je veza između stavke i crteža jednoznačna. To znači da
jedna stavka može imati samo jedan pripadajući crtež.
Polje za unos osnovnih gabarita stavke služi kao informacija službi nabave kako bi
mogla formirati troškovnik materijala, a također i operativnoj pripremi kako bi mogla
organizirati potreban skladišni prostor za pojedine stavke.
5.2.4. Podaci o raspoloživim resursima
U realnoj situaciji prilikom kreiranja tehnološkog procesa izrade dijelova i gotovih
proizvoda nije moguće uvijek upotrijebiti one resurse (radnu snagu i proizvodnu opremu) koje
bi tehnologu odgovarale, već one resurse koji već postoje u sustavu ili koje rukovodstvo
poduzeća planira nabaviti prije no što kreirani tehnološki proces dođe u primjenu. Iz tog
razloga potrebno je u sustav mMPC unijeti podatke o realno raspoloživim resursima kako bi se
tehnologu omogućio automatiziran izbor raspoloživih resursa prilikom kreiranja tehnološkog
procesa. Najprije su uneseni podaci o raspoloživoj radnoj snazi kako je prikazano u tablici 8.
78
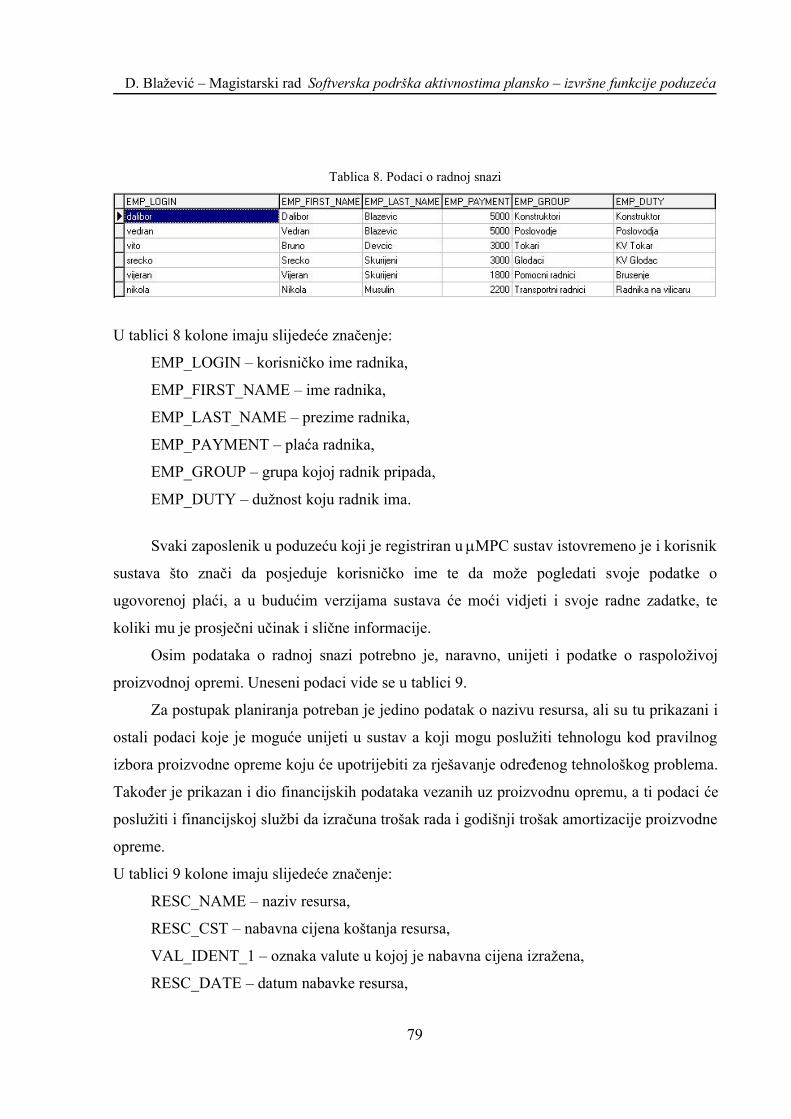
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Tablica 8. Podaci o radnoj snazi
U tablici 8 kolone imaju slijedeće značenje:
EMP_LOGIN – korisničko ime radnika,
EMP_FIRST_NAME – ime radnika,
EMP_LAST_NAME – prezime radnika,
EMP_PAYMENT – plaća radnika,
EMP_GROUP – grupa kojoj radnik pripada,
EMP_DUTY – dužnost koju radnik ima.
Svaki zaposlenik u poduzeću koji je registriran u mMPC sustav istovremeno je i korisnik
sustava što znači da posjeduje korisničko ime te da može pogledati svoje podatke o
ugovorenoj plaći, a u budućim verzijama sustava će moći vidjeti i svoje radne zadatke, te
koliki mu je prosječni učinak i slične informacije.
Osim podataka o radnoj snazi potrebno je, naravno, unijeti i podatke o raspoloživoj
proizvodnoj opremi. Uneseni podaci vide se u tablici 9.
Za postupak planiranja potreban je jedino podatak o nazivu resursa, ali su tu prikazani i
ostali podaci koje je moguće unijeti u sustav a koji mogu poslužiti tehnologu kod pravilnog
izbora proizvodne opreme koju će upotrijebiti za rješavanje određenog tehnološkog problema.
Također je prikazan i dio financijskih podataka vezanih uz proizvodnu opremu, a ti podaci će
poslužiti i financijskoj službi da izračuna trošak rada i godišnji trošak amortizacije proizvodne
opreme.
U tablici 9 kolone imaju slijedeće značenje:
RESC_NAME – naziv resursa,
RESC_CST – nabavna cijena koštanja resursa,
VAL_IDENT_1 – oznaka valute u kojoj je nabavna cijena izražena,
RESC_DATE – datum nabavke resursa,
79

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
RESC_AMOR – broj godina amortizacije resursa,
RESC_POWER – nominalna snaga koju ima resurs,
UNIT_IDENT – oznaka mjerne jedinice u kojoj je izražena nominalna snaga resursa,
RESC_HELPMAT – cijena pomoćnih materijala i uređaja koji su potrebni za ispravno
funkcioniranje resursa.
Tab 9. Podaci o proizvodnoj opremi
5.2.5. Skladišni podaci
MRPII algoritam za planiranje uzima u obzir i početna stanja na skladištu kod
izračunavanja neto količina proizvodnje. Radi toga je potrebno unijeti i početna stanja na
skladištu i to za sve pozicije koje čine sastavnicu proizvoda koji ulazi u planski proces.
Za potrebe zadanog zadatka uneseni su skladišni podaci kako je prikazano u tablici 10.
Pritom su simulirane početne količine, tj. početna stanja, kako bi se MRPII algoritam za
80

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
planiranje mogao ispitati u što realnijim uvjetima.
Tablica 10. Početno stanje skladišta
U tablici 10 kolone imaju slijedeće značenje:
PART_IDENT – oznaka stavke kako je unesena u popis finalnih proizvoda, sklopova i
dijelova odnosno popis proizvodnih i nabavnih stavki,
PART_TYPE – tip skladišne stavke (može biti: N-normalna stavka, S-materijal za
doradu, T-otpadni materijal),
INV_IDENT - oznaka skladišta na kojem se stavka trenutno nalazi,
PART_QTTY – količina stavke na skladištu,
UNIT_IDENT – mjerna jedinica kojom je izražena količina stavke na skladištu,
81

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
MAX_QTTY – maksimalna količina stavke koju skladište može zaprimiti.
Sustav će uzeti u obzir samo one stavke koje imaju oznaku 'N' tj. neće u postupak
planiranja uzeti u obzir materijal namijenjen za doradu i otpadni materijal. Sustav će od
ukupno potrebne količine za proizvodnju odbiti količinu koja već postoji na skladištu ili je
već lansirana što znači da je moguće da se pojedine proizvodne faze preskoče ukoliko je
stanje na skladištu takvo da se zadovolji količina djelova ili sklopova koja prema planu treba
biti lansirana u proizvodnju. Na taj će se način skratiti ukupni ciklus proizvodnje zadane
količine.
5.2.6. Tehnološka dokumentacija
Nakon što se u sustav mMPC unesu svi podaci vezani uz konstrukcijsku dokumentaciju
kao i podaci o raspoloživim resursima, moguće je pristupiti izradi i unosu tehnološke
dokumentacije.Podaci za zadani zadatak navedeni su u tablici 11.
Tablica 11. Podaci tehnološke (montažne) sastavnice
82

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U tablici 11 kolone imaju slijedeće značenje:
PART_IDENT – oznaka stavke kako je unesena u popis finalnih proizvoda, sklopova i
dijelova odnosno popis proizvodnih i nabavnih stavki,
ANC_PART_IDENT – nadređena stavka (sklop ili finalni proizvod) unesenoj stavki,
ANC_QTTY – količina stavke koja ide u nadređeni sklop ili finalni proizvod,
UNIT_IDENT – oznaka mjerne jedinice količine stavke.
Sl. 57. Strukturna (montažna) sastavnica proizvoda
Najprije je potrebno definirati tehnološku sastavnicu proizvoda. To je strukturna
sastavnica koja daje informacije o redoslijedu ugradnje dijelova, pod sklopova i sklopova u
83

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
finalni proizvod. U ovoj je sastavnici navedena i količina pozicije potrebna za sastavljanje
gradbene cjeline višeg nivoa. Podatke koje tehnolog unosi su: osnovna pozicija, njoj
nadređena pozicija, odnosno gradbena cjelina višeg nivoa, te potrebna količina pozicije za
sastavljanje nadređene pozicije.
Na osnovu ovih podataka sustav je u stanju sam formirati tehnološku sastavnicu koju će
onda upotrijebiti u planskom procesu prilikom izračuna redoslijeda i potrebnih količina
izrade. Tehnološka sastavnica formirana na temelju podataka iz tablice 11 dana je na slici 57.
Za planski proces bitni su ne samo podaci o strukturi proizvoda, već i o vremenima
potrebnim za izvršenje svake aktivnosti (proizvodne, transportne, zastoja). Ova vremena
dobivaju se prilikom formiranja tehnološkog procesa. Da bi formirao tehnološki proces
odnosno redoslijed izrade, tehnolog najprije unosi podatke u zaglavlje redoslijeda izrade, tj.
opće identifikacijske podatke tehnološkog procesa. Podaci su prikazani u tablici 12.
Tablica 12. Podaci zaglavlja tehnoloških procesa
U tablici 12 kolone imaju slijedeće značenje:
WORK_IDENT – oznaka redoslijeda izrade,
PART_IDENT – oznaka stavke kako je unesena u popis finalnih proizvoda, sklopova i
dijelova odnosno popis proizvodnih i nabavnih stavki,
WORK_VALID – oznaka koji je od više alternativnih redoslijeda izrade validan (0-nije
validan 1-validan redoslijed izrade),
WORK_MAN – oznaka da li je između dva sukcesivna tehnološka procesa (tekući i
naredni) smije postojati prekid u kontinuitetu proizvodnje (0-smije biti prekida, 1-
nesmije biti prekida),
84

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
WORK_MOD – oznaka tipa proizvodnje (S-serijski, L-linijski, C-kombiniran),
TRANSP_LOT – količina koja se normalno transportira na prvu operaciju, a ovisi o
mogućnostima transportnog sustava i organizaciji proizvodnog sustava,
TEH_IDENT – oznaka (identifikator) tehnologa koji je izradio ovaj redoslijed izrade,
WORK_FACT – faktor u postocima koji daje informaciju koliko ovaj tehnološki proces
opterećuje višepredmetni proizvodni sustav kada se na tom proizvodnom sustavu
istovremeno obrađuje više različitih vrsta izradaka,
SHIFTS – oznake smjena u kojima se planira da će se vršiti obrada pozicije čija je
tehnologija izrade predstavljena ovim redoslijedom izrade.
Za svaku poziciju iz tehnološke sastavnice, u zaglavlje tehnološkog procesa unose se
podaci o tome koje će se smjene (vremenski odsječci) od ukupnog raspoloživog broja smjena
koristiti za planiranje odnosno izradu navedene pozicije. Također tehnolog ima priliku kreirati
više alternativnih tehnoloških procesa za izradu jedne pozicije. Koji će se od više alternativnih
procesa koristiti u izradi, tehnolog također navodi u zaglavlju tehnološkog procesa.
Izbor formule odnosno matematičkog modela koji će se koristiti za izračun ciklusa
izrade pojedine stavke iz sastavnice proizvoda ovisi o izboru modela proizvodnog sutava.
Informacija o odabranom modelu proizvodnog sustav unosi se zaglavlje redoslijeda izrade.
Također će na izračun ciklusa proizvodnje utjecati da li između dva sukcesivna tehnološka
procesa smije postojati prekid u kontinuitetu proizvodnje. To znači da gledajući strukturu
proizvoda, neke stavke, zbog same tehnologije izrade, moraju biti vezane sa prethodnim
proizvodnim fazama. To je dosta često izraženo kod montažnih linja koje rade bez skladišta tj.
dio se ugrađuje onog trenutka kada je završila njegova proizvodnja u prethodnoj fazi. Ako je
dakle stavljena ova oznaka u tehnološki proces, sustav će pomaknuti termin početka
proizvodnje određene stavke tako da bude zadovoljen ovaj uvjet.
Faktor opterećenja višepredmetnog proizvodnoga sustava sa proizvodnjom pojedine
stavke ima utjecaj na planiranje opterećenja proizvodne opreme a ne toliko na planiranje
termina početka proizvodnje određene stavke. Utjecaj na planiranje termina početka
proizvodnje određene stavke može imati jedino onda ako je proizvodna oprema u određenom
vremenskom razdoblju prekapacitirana pa je nužno izvršiti pomak termina početka
proizvodnje određene stavke da bi se rasteretila proizvodna oprema potrebna za proizvodnju
te stavke, vodeći računa o prioritetima.
85

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Uz svako zaglavlje veže se detaljan ispis redoslijeda izrade (tabela 13). On sadrži
podatke o tome koliko se vremena utroši na svaku aktivnost potrebnu za izradu ili montažu
određene pozicije (sklopa ili dijela). U aktivnosti se ubrajaju kako proizvodne operacije, tako i
transportne aktivnosti te svi planirani zastoji.
U tablici 13 kolone imaju slijedeće značenje:
WORK_IDENT – oznaka redoslijeda izrade,
WORK_NUM – redni broj aktivnosti,
ACTIV_IDENT – oznaka tipa aktivnosti (proizvodna, transportna, kontrola),
AREA_IDENT – oznaka prostora gdje će se navedena aktivnost izvršavati,
RES_IDENT – oznaka resursa (opreme) na kojem će se izvršavati navedena aktivnost,
WORK_TIME – vrijeme potrebno za izvršenje navedene aktivnosti,
UNIT_IDENT – oznaka mjerne jedinice u kojoj je navedeno vrijeme izvršenja navedene
aktivnosti.
Tablica 13. Podaci redoslijeda izrade za svaku poziciju izratka
86

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Osim mogućnosti unosa podataka o operacijama i pripadajućim vremenima, sustav
omogućava i unos detaljnih tehnoloških podataka o vremenima izrade za svaku poziciju:
faktor zamjene alata, vrijeme trajanja kontrole i sl. Za pojedine pozicije gdje je bio potreban
ovakav detaljan nivo informacija uneseni su i ti podaci (tablica 14).Tablica 14. Detaljni podaci operacije
U tablici 14 kolone imaju slijedeće značenje:
WORK_IDENT – oznaka redoslijeda izrade,
WORK_NUM – redni broj aktivnosti,
RES_NUM – oznaka pozicije proizvodne opreme unutar proizvodnoga sustava,
PROC_TIME – vrijeme obrade (strojno + ručno) stavke navedene u redoslijedu izrade,
TOOL_TIME – vrijeme potrebno za izmjenu alata
TOOL_DURATION – prosječno trajanje alata u satima,
FINISH_TIME – vrijeme pripreme-raspreme stroja,
POLISH-TIME – vrijeme potrebno za čišćenje stroja
ADI_TIME – vrijeme potrebno za vršenje fizioloških potreba i sl.,
CONTR_TIME – vrijeme potrebno za kontrolu izratka.
Ako je navedeno vrijeme potrebno za izmjenu alata ono se dijeli sa prosječnim
trajanjem alata te se tako dobiveni faktor množi sa vremenom potrebnim za kontrolu izratka
pridodaje stvarnom vremenu izrade kako je navedeno u izrazu (10).
to=t pt ct a
t t⋅t pt c (10)
gdje je:
to – ukupno vrijeme operacije,
tp – vrijeme obrade (strojno + ručno),
tc – vrijeme kontrole,
ta – vrijeme potrebno za izmjenu alata,
tt – prosječno vrijeme trajanja alata.
87

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Vrijeme pripreme-raspreme stroja se pridodaje ukupnom ciklusu proizvodnje pojedine
stavke na početku proizvodnoga ciklusa dok se vrijeme potrebno za vršenje fizioloških
potreba i vrijeme potrebno za čišćenje stroja, pridodaju na kraju svake smjene.
Za svaku proizvodnu operaciju moguće je u sustav unijeti i podatke o zahvatima te
definirati koliko strojnog, a koliko ručnog vremena otpada na pojedini zahvat. Za određeni
broj zahvata su za zadani zadatak uneseni i ti podaci, kako je prikazano u tablici 15.
Tablica 15. Podaci o zahvatima
U tablici 15 kolone imaju slijedeće značenje:
WORK_IDENT – oznaka redoslijeda izrade,
WORK_NUM – redni broj aktivnosti,
SUBPROC_NUM – redni broj zahvata,
TOOL_IDENT - oznaka alata kojim se vrši zahvat,
WORK_TIME – strojno vrijeme zahvata,
UNIT_IDENT_1 - oznaka mjerne jedinice kojom je izraženo strojno vrijeme,
HAND_TIME – ručno vrijeme zahvata,
UNIT_IDENT_2 – oznaka mjerne jedinice kojom je izraženo ručno vrijeme.
Ukoliko se za tehnološku operaciju unesu i informacije o strojnim i ručnim vremenima
zahvata, onda sustav preračunava vrijeme operacije uzimajući u obzir sumu svih strojnih i
ručnih vremena zahvata kako je dano izrazom (11).
t p=∑1
n
t zs∑1
n
t zr(11)
gdje je:
tp – vrijeme obrade,
tzs – vrijeme zahvata strojno,
tzr – vrijeme zahvata ručno.
88

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Naravno, za izvršenje planskog procesa, nije uvijek potrebno za sve stavke unositi tako
detaljne informacije već je dovoljno unijeti ukupno vrijeme operacije, no ponekad je zbog
npr. organizacije višestrojnog posluživanja ipak potrebno ići na viši nivo detaljnosti
informacija. Ako se informacije o pripremno-raspremnom vremenu, zahvatima itd. unesu,
onda će sustav i te informacije uzeti u obzir, te će preračunati ukupno vrijeme operacije u
skladu sa ovim informacijama.
5.3. IZLAZNI REZULTATI MRPII PLANSKOG PROCESA KORIŠTENJEMSUSTAVA mMPC
Složenost MRPII algoritma, a samim time i sustava mMPC, očituje se u velikom broju
ulaznih parametara koje uzima u obzir, kao što je iz prethodnog poglavlja bilo vidljivo.
Upravo iz tog razloga ispitivanje pouzdanosti rezultata dobivenih procesiranjem svih zadanih
parametara predstavlja zahtjevan zadatak za inženjera koji za analizu dobivenih rezultata
mora posjedovati bogato iskustvo i ekspertna znanja iz planiranja i upravljanja proizvodnje. U
nastavku ovog poglavlja dan je prikaz i kratka analiza rezultata obrade ulaznih parametara
pomoću mMPC softverskog sustava.
5.3.1. Prikaz dobivenih rezultata
Sustav mMPC, po završenom procesiranju, tj. obradi ulaznih parametara, sam generira
gantogramski i tablični prikaz dobivenih rezultata. Iz gantogramskog prikaza (slika58) je
moguće zorno vidjeti koliko je vremena potrebno za izradu svake serije određene pozicije iz
sastavnice finalnog proizvoda. Osim toga iz gantogramskog prikaza moguće je vidjeti i
prethodnost aktivnosti tj. redoslijed izvođenja pojedinih faza proizvodnog procesa.
Gantogramski prikaz, u ovisnosti o odabiru iz izbornika, može dati i prikaz zauzetosti
proizvodne opreme, odnosno opterećenja potrebne grupe radne snage.
Tablični prikaz, s druge strane, daje precizniju informaciju, iako ne tako zornu, o
vremenima zauzetosti pojednih proizvodnih kapaciteta, radne snage te ciklusu izrade svakog
pojedinog djela ili sklopa kao i o ciklusu izrade planiranog proizvoda.
5.3.2. Ciklus proizvodnje
Za zadanu količinu od 10 komada finalnog proizvoda (ventila ravnog zapornog NP6
89

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
oznake: 1A200-SB2677 ) ukupan ciklus proizvodnje iznosi: 2h 34 min 5s. Sam početak i kraj
ciklusa izrade vidljivi su u tablici 16. preslikanoj direktno iz samog programa i
gantogramskom prikazu (slika 58).
Tablica 16. Početni i završni termin glavnog plana
U tablici 16 kolone imaju slijedeće značenje:
Pl.Num – jedinstveni redni broj terminskog plana,
Ident – šifra finalnog proizvoda,
Delivery term. - termin završetka izrade ukupne serije finalnih proizvoda,
Entry term. - termin početka proizvodnog ciklusa,
Quantity – veličina serije čija se proizvodnja planira,
Scrap – planirani postotak škarta.
U postupak planiranja uzet je i planirani postotak škarta od 10% pa je ukupna planirana
količina automatski povećana za taj iznos. To znači da sustav neće računati sa planiranih 10
komada nego će u razmatranje uzeti količinu od 11 komada finalnog proizvoda zapornog
ventila.
Iz tabličnoga i gantogramskog prikaza glavnog plana proizvodnje vidljivo je da je
moguće u mMRP paketu prikazati i cikluse izrade za relativno male serije čija izrada traje
manje od jednog tjedna, što je uobičajena mjerna jedinica u MRPII planskom algoritmu.S
obzirom da je MRPII planski algoritam primijenjen u mMPC softverskom paketu takav da
planska vremena egzaktno računa, moguće je izvršiti planiranje proizvodnje do u minutu. U
praksi je takva preciznost u planiranju potrebna jedino kod visoko automatizirane proizvodnje
koja omogućuje i visok stupanj stabilnosti proizvodnje, te samim time i visoku pouzdanost
ispunjenja plana.
U gantogramskom je prikazu, trajanje ciklusa proizvodnje za svaki izradak prikazano
trakom različite boje. Svaka traka ima na sebi oznaku koja predstavlja šifru finalnog
proizvoda. Trake se automatski raspoređuju na ordinati u skladu sa jedinstvenim rednim
brojem terminskog plana što znači da je u istom prikazu moguće vidjeti više različitih
terminiskih planova. Vremenske oznake na apcisi idu od većeg ka manjem datumu tj. od
90

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
datuma završetka izrade serije gotovih proizvoda ka datumu početka proizvodnog ciklusa
(slika 58).
Sl. 58. Gantogramski prikaz glavnog plana proizvodnje
5.3.3. Ciklusi izrade dijelova
Značajka MRPII algoritma je u tome da osim ciklusa izrade gotovih proizvoda
izračunava i ciklus izrade svakog pojedinog dijela iz sastavnice proizvoda. Na taj način
moguće je dobiti uvid u to kada treba započeti te kada treba završiti, proizvodnja svake
pojedine faze izrade finalnog proizvoda.
mMPC sustav kroz modul za planiranje proizvodnje omogućuje pregled i izmjenu
planskih podataka izrade dijelova i sklopova planiranog proizvoda. Kada se govori o izmjeni,
onda je potrebno naglasiti da je moguće vršiti izmjenu planiranih termina proizvodnje dijelova
u skladu sa stvarnim stanjem gotovosti pojedinih faza proizvodnje gotovog proizvoda.
91

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Ukoliko se ukaže potreba za izmjenom termina gotovosti izrade dijelova, onda sustav,
unosom novog termina, automatski vrši replaniranje te proizvodne stavke. Pri tome se
replanira i terminski plan zauzetosti i opterećenja proizvodne opreme kao i terminski plan
zauzetosti i opterećenja radne snage.
I ciklus izrade dijelova kao i ciklus proizvodnje moguće je vidjeti kroz izbornik
planskog modula mMPC paketa. Rezultat terminiranja za zadani zadatak vidljiv je iz tabličnog
i gantogramskog prikaza danog u tablici 17.
Tablica 17. Termini početka i završetka izrade dijelova
U tablici 17 kolone imaju slijedeće značenje:
Pl.Num – jedinstveni redni broj terminskog plana proizvodnje finalnih proizvoda za koji
je vezan terminski plan izrade sklopova i dijelova,
Ident – šifra sklopa ili dijela koji se izrađuje,
Quantity – količina dijelova koji se ugrađuju u finalni proizvod,
End Time – termin završetka izrade pojedine stavke iz terminskog plana,
Start Time – termin početka izrade pojedine stavke iz terminskog plana,
Scrap – planirani postotak škarta za pojedinu stavku iz terminskog plana,
Level – nivo kojem prema strukturnoj sastavnici planirana stavka pripada.
Iz tablice 17. vidljivo je da je terminski plan izrade dijelova i sklopova direktno vezan
za terminski plan proizvodnje finalnih proizvoda. To znači da:
1. termin završetka izrade finalnih proizvoda jednak je najkasnijem terminu završetka iz
terminskog plana izrade dijelova,
92
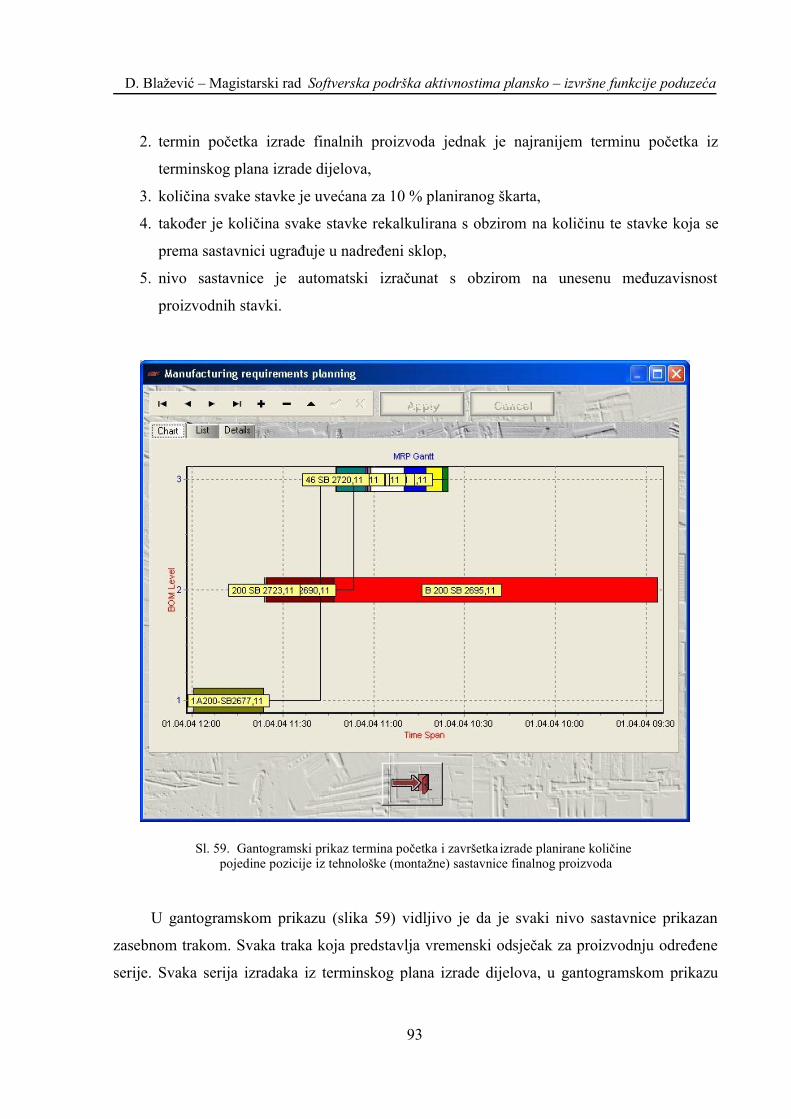
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
2. termin početka izrade finalnih proizvoda jednak je najranijem terminu početka iz
terminskog plana izrade dijelova,
3. količina svake stavke je uvećana za 10 % planiranog škarta,
4. također je količina svake stavke rekalkulirana s obzirom na količinu te stavke koja se
prema sastavnici ugrađuje u nadređeni sklop,
5. nivo sastavnice je automatski izračunat s obzirom na unesenu međuzavisnost
proizvodnih stavki.
Sl. 59. Gantogramski prikaz termina početka i završetka izrade planirane količine pojedine pozicije iz tehnološke (montažne) sastavnice finalnog proizvoda
U gantogramskom prikazu (slika 59) vidljivo je da je svaki nivo sastavnice prikazan
zasebnom trakom. Svaka traka koja predstavlja vremenski odsječak za proizvodnju određene
serije. Svaka serija izradaka iz terminskog plana izrade dijelova, u gantogramskom prikazu
93

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
dobiva zasebnu traku koja predstavlja vremenski odsječak potreban za izradu serije određenog
izratka. Svaka traka ima različitu boju da bi dijagram dobio na preglednosti, te svaka traka
ima svoju labelu sa šifrom izratka radi lakše identifikacije. Vremenski odsječci prikazani u
gantogramu grupirani su s obzirom na nivo strukturne sastavnice te su povezani linijama iz
kojih se vidi slijed faza proizvodnje u skladu sa ukupnim tehnološkim procesom.
5.3.4. Zauzetost i opterećenje proizvodne opreme
Kroz modul za planiranje mMPC paketa moguće je izvršiti uvid u vremensko
opterećenje proizvodne opreme odnosno zauzetost proizvodnih kapaciteta. Pregled je moguće
vršiti u grafičkom (gantogramskom) ili tabličnom prikazu kako je vidljivo iz tablice 18.
Tablica 18. Termini početka i završetka zauzetosti proizvodnih kapaciteta
94

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U tablici 18 kolone imaju slijedeće značenje:
Resource – šifra resursa,
Start Date – početak zauzetosti resursa
End Date – završetak zauzetosti resursa,
Simul. - oznaka simulacije plana (0-plan će biti važeći i spreman za lansiranje, 1-izvršiti
će se samo simulacija plana radi utvrđivanja mogućnosti realizacije),
Res.ID – identifikacijski broj resursa.
U tablici 18. vidljivo je da ne postoji direktna povezanost sa stavkama glavnog plana
već je dat kumulativni prikaz zauzeća bez obzira koji se izradak tog trenutka obrađuje na
proizvodnoj opremi (slika 60).
Sl. 60. Gantogramski prikaz termina početka i završetkazauzetosti proizvodnih kapaciteta
95

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Drugim riječima, sustav uzima u obzir sve stavke koje se izrađuju na istoj proizvodnoj
opremi a čiji se termini izrade preklapaju, te ovisno o faktoru opterećenja proizvodne opreme
unijetom za pojedini tehnološki proces, vrši replaniranje stavke terminskog plana.
Gantogramski prikaz je izuzetno pogodan da se zorno predoči tok materijala sa jednog
proizvodnog kapaciteta na drugi jer je svaka stavka iz terminskog plana označena različitom
bojom, koju stavka zadržava kod prelaska na sljedeći proizvodni kapacitet. To je najbolje
vidljivo kod detaljnog prikaza termina početka iz završetka zauzetosti proizvodnih kapaciteta
(slika 61).
Sl. 61. Gantogramski prikaz opterećenja proizvodne opreme kod kombiniranog modela proizvodnog procesa
Kada planski algoritam, pregledom postojećih stavki iz terminskog plana naiđe na već
zauzeti proizvodni kapacitet u zahtijevanom terminu onda se vrši replaniranje na slijedeći
način:
96

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
1. ukoliko je proizvodni sustav pogodan za obradu više vrsta izradaka odjednom
(višepredmetni proizvodni sustav) a zauzetost kapaciteta je manja od raspoloživog
vremena, onda će planski algoritam pokušati iskoristiti preostalo raspoloživo vrijeme
pridružujući mu stavku iz tekućeg terminskog plana,
2. ukoliko proizvodni sustav nije pogodan za obradu više vrsta izradaka odjednom ili bi
priduživanjem stavke iz tekućeg terminskog plana zauzetost kapaciteta bila veća od
raspoloživog vremena, onda će se stavka iz tekućeg terminskog plana pomaknuti do
prvog slobodnog termina.
Kada se planira veći broj različite proizvodne opreme, gantogramski prikaz može
postati nepregledan. U tu svrhu je u sustav mMPC ugrađena mogućnost povećavanja odnosno
smanjenja prikaza kako bi se planirani termini i grafički jasno i pregledno, mogli predočiti.
Kod detaljnog pregleda zauzetosti proizvodne opreme gantogramski prikaz varirat će
ovisno o izabranom izratku za koji se promatra zauzetost proizvodne opreme, te proizvodnom
modelu (serijski, linijski, kombinirani) primijenjenom kod planiranja pojedine stavke iz
sastavnice planiranog finalnog proizvoda .
5.3.5. Zauzetost i opterećenje radnog osoblja određene kvalifikacije
Proces planiranja ne bi bio potpun kada se pored izračuna zauzetosti proizvodnih
kapaciteta ne bi moglo izračunati i opterećenje radnog osoblja vezano uz upotrebu planiranih
proizvodnih kapaciteta. Iz tog razloga je MRPII algoritam, ugrađen u mMPC planski modul, u
stanju izračunati, paralelno sa izračunom zauzetosti proizvodne opreme, i vremensko
opterećenje pojedinih grupa ili vrsta radnog osoblja.
Dvije su mogućnosti pregleda zauzetosti i potreba radne snage:
1. opterećenje radne snage vezano uz ukupno opterećenje proizvodne opreme bez
obzira na vrstu izratka koju određeni proizvodni kapacitet trenutno obrađuje,
2. opterećenje radne snage vezano uz opterećenje proizvodne opreme s obzirom na
vrstu izratka koju određeni proizvodni kapacitet trenutno obrađuje.
Kod obje mogućnosti pregleda moguće je podatke dobiti u tabličnom i gantogramskom
prikazu. Tablični prikaz dat je u tablicom 19.
97

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Tablica 19. Termini početka i završetka zauzetosti radnog osoblja određene kvalifikacije
U tablici 19 kolone imaju slijedeće značenje:
Occupation end – završetak zauzetosti određene grupe radnog osoblja,
Occupation start – početak zauzetosti određene grupe radnog osoblja,
Group – grupa odnosno kvalifikacija radnog osoblja,
Load bal. - broj potrebnog odnosno raspoloživog radnog osoblja određene kvalifikacije
potreban da se zadovolje uvijeti terminskog plana,
Simul. - oznaka simulacije plana (0-plan će biti važeći i spreman za lansiranje, 1-izvršiti
će se samo simulacija plana radi utvrđivanja mogućnosti realizacije),
Group ID – identifikacijski broj grupe odnosno kvalifikacije radnog osoblja.
Iz tablice 19. vidljiv je ne samo termin počeka i završetka zauzetosti pojedine grupe
radnog osoblja, već i ukupno opterećenje, odnosno potreban broj radnog osoblja po pojedinoj
grupi odnosno kvalifikaciji (slika 62).
Potreban broj radnog osoblja uvjetovan je zahtjevima terminskog plana pri čemu se,
kada se pojavi zahtjev za određenom grupom radnog osoblja postupa na slijedeći način:
1. Ukoliko proizvodni sustav omogućuje višestrojno posluživanje a zauzetost radnika
manja od raspoloživog vremena radnika, onda se prilikom planiranja nastoji iskoristiti
preostalo raspoloživo vrijeme radnika.
2. Ukoliko proizvodni sustav ne omogućuje višestrojno posluživanje ili je zauzetost
radnika jednaka ukupno raspoloživom vremenu radnika onda se, ukoliko ima još
slobodnog radnog osoblja iste kvalifikacije, pridodaje novi radnik istoj grupi.
3. Ukoliko proizvodni sustav ne omogućuje višestrojno posluživanje ili je zauzetost
radnika jednaka ukupno raspoloživom vremenu radnika i nema slobodnog radnog
osoblja iste kvalifikacije, onda će se stavka iz tekućeg terminskog plana pomaknuti do
prvog slobodnog termina.
98
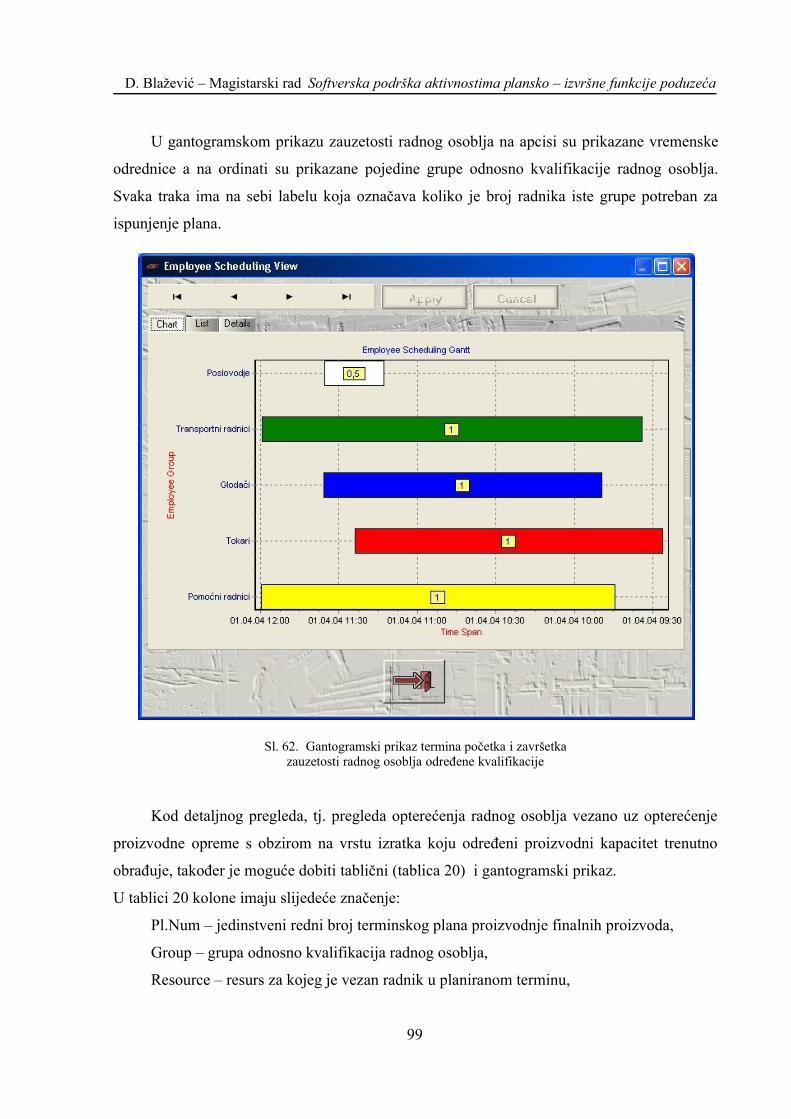
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
U gantogramskom prikazu zauzetosti radnog osoblja na apcisi su prikazane vremenske
odrednice a na ordinati su prikazane pojedine grupe odnosno kvalifikacije radnog osoblja.
Svaka traka ima na sebi labelu koja označava koliko je broj radnika iste grupe potreban za
ispunjenje plana.
Sl. 62. Gantogramski prikaz termina početka i završetkazauzetosti radnog osoblja određene kvalifikacije
Kod detaljnog pregleda, tj. pregleda opterećenja radnog osoblja vezano uz opterećenje
proizvodne opreme s obzirom na vrstu izratka koju određeni proizvodni kapacitet trenutno
obrađuje, također je moguće dobiti tablični (tablica 20) i gantogramski prikaz.
U tablici 20 kolone imaju slijedeće značenje:
Pl.Num – jedinstveni redni broj terminskog plana proizvodnje finalnih proizvoda,
Group – grupa odnosno kvalifikacija radnog osoblja,
Resource – resurs za kojeg je vezan radnik u planiranom terminu,
99
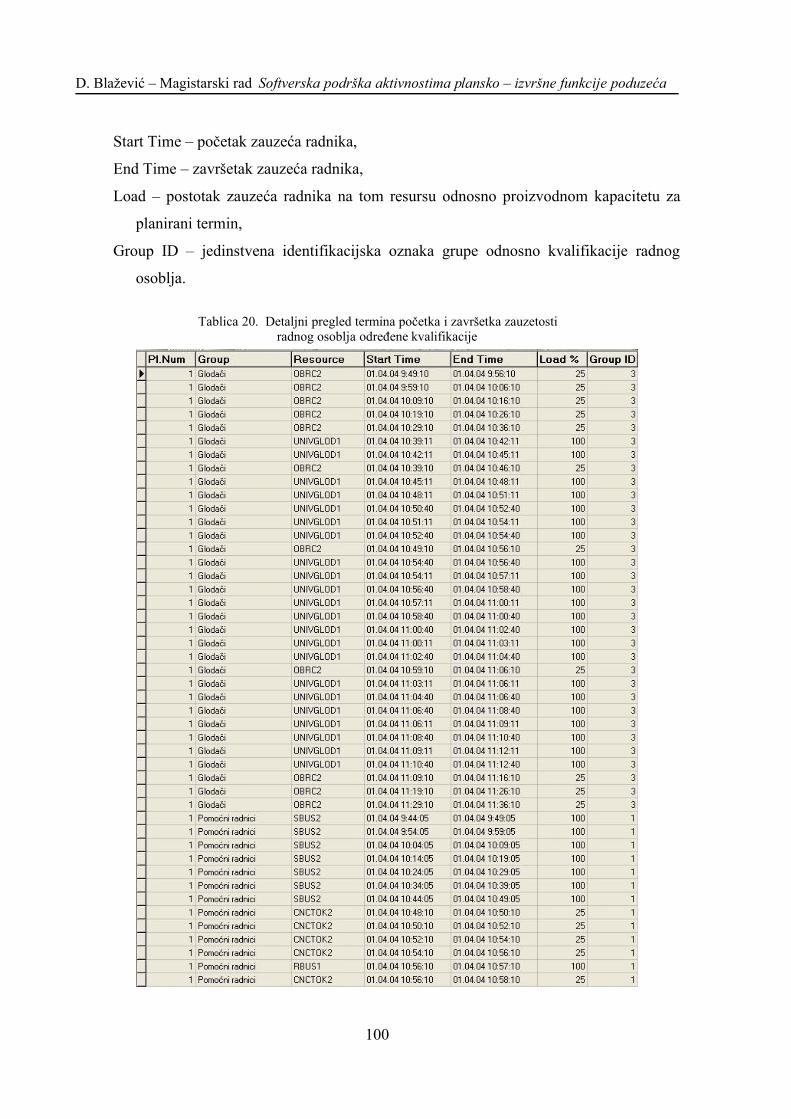
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Start Time – početak zauzeća radnika,
End Time – završetak zauzeća radnika,
Load – postotak zauzeća radnika na tom resursu odnosno proizvodnom kapacitetu za
planirani termin,
Group ID – jedinstvena identifikacijska oznaka grupe odnosno kvalifikacije radnog
osoblja.
Tablica 20. Detaljni pregled termina početka i završetka zauzetostiradnog osoblja određene kvalifikacije
100

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Iz tablice 20. vidljivo je da je detaljni prikaz zauzetosti radnog osoblja u direktnoj vezi
sa stavkama glavnog plana i terminskog plana proizvodnje te je za njega vezan jedinstvenim
planskim brojem.
Također je iz tablice 24 i gantogramskog prikaza (slika 63) vidljivo da opterećenje
radnog osoblja po pojedinom proizvodnom kapacitetu nije kontinuirano već ovisi o zauzetosti
odnosno opterećenju proizvodne opreme, što ovisno o izabranom proizvodom modelu ostavlja
prostora za višestrojno posluživanje.
Sl. 63. Detaljni gantogramski prikaz termina početka i završetkazauzetosti radnog osoblja određene kvalifikacije
101

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
102

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
6. ZAKLJUČAK
Ovaj rad je pokazao da su sustavi za planiranje i upravljanje proizvodnjom visoko
integrirani i složeni, te da je za njihovu uspješnu implementaciju potreban visok nivo
ekspertnih znanja iz organizacije i odvijanja poslovnih i proizvodnih procesa a također i iz
informatike. U radu je dat prikaz implementacije mMPC sustava za planiranje i upravljanje
proizvodnjom. Kroz primjer prikazan postupak planiranja i upravljanja, te rezultate dobivene
planskim procesom. Za razliku od većine sustava za planiranje i upravljanje proizvodnjom
koji su danas u primjeni, u ovom radu prikazan mMPC sustav karakterizira takozvani
“bucketless” način rada, što znači da se termin završetka izrade gotovog proizvoda, odnosno
pozicije koja se predaje na skladište gotovih proizvoda određuje egzaktno, te nije vezan za
specifične terminske jedinice ili odsječke kao što su mjesec, tjedan ili dan prema kojem se vrši
izračun termina izrade pojedinih pozicija.
Implementacijom sustava mMPC i obradom podataka u sustavu nastojalo se prikazati
jedan od načina na koji je moguće planeru olakšati svakodnevnu zadaću planiranja
proizvodnje na način da terminski planovi proizvodnje budu izrađeni automatski na osnovu
podataka koje planer unosi u sustav.
Sa stanovišta praktične primjene mMPC sustava vrijedno je istaknuti, da je za pravilno
funkcioniranje mMPC sustava potrebno voditi računa o čitavom nizu detalja i početnih
preduvjeta, što je u velikoj mjeri diktirano samom složenošću plansko-upravljačkog procesa.
S druge strane, samo izvršenje planskog procesa je visoko automatizirano te omogućuje
pregled i analizu planskih podataka do u najsitnije detalje.
Da bi omogućio takav nivo automatizacije izvršenja planskog procesa i obrade
podataka, mMPC sustav ima slijedeće karakteristike:
• podršku za višekorisnički rad gdje podatke specifične za određeno područje unosi
upravo korisnik sustava nadležan za to područje,
• višeslojnu arhitekturu koja omogućava distribuciju procesne snage sustava na više
radnih mjesta kao i lako održavanje sustava,
• skalabilnost, što znači da je sustav proširiv horizontalno u smislu jednostavnog
dodavanja novih radnih mjesta u skladu sa povećanjem potreba, ali i vertikalno u
smislu povećanja performansi uvođenjem bržih računala te većom propusnošću
podatkovnih kanala.
103

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Rezultati dobiveni primjenom mMPC sustava pokazuju da je moguće izvršiti planiranje i
relativno malih serija, te da je preciznost dobivenih planskih podatka visoka. Sustav je
primjenjiv u serijskoj i visokoserijskoj proizvodnji. Sa porastom nivoa automatiziranosti
proizvodnog sustava raste i nivo sigurnosti izvršenja plana.
Kao što je iz rada vidljivo, današnje tendencije u razvoju softvera za planiranje i
upravljanje proizvodnjom idu u nekoliko značajnih smjerova:
1. sve veća integracija sustava za planiranje sa ostalim informacijskim podsustavima
poduzeća, čime se dobiva kompletno integrirano rješenje,
2. povećanje mogućnosti nadogradnje i proširivanja sustava kako vertikalno tako i
horizontalno na što jednostavniji način, kako bi se smanjili troškovi implementacije
i održavanja sustava,
3. internetizacija, tj. prebacivanje kompletnih modula sustava na sustav internet
portala, čime se omogućuje pristup aplikaciji sa bilo kojeg mjesta u svijetu koje ima
pristup internetu
4. lokalizacija sustava u smislu prilagođenosti sustava pravnim i lokacijskim
aspektima na kojima se sustav implementira
5. multinacionalizacija sustava, čime je omogućen rad u sustavu na materinjem jeziku
korisnika bez obzira s koje lokacije korisnik pristupa sustavu.
Svjetski trendovi pokazuju, da ovakvi sustavi imaju osiguranu budućnost kako u smislu
daljnjeg razvoja tako i u smislu povećanja broja implementacija od strane proizvodnih
organizacija. S obzirom da su takvi sustavi kao i algoritmi primijenjeni u njima relativno
mladi u svom postojanju, predstavljaju veliko područje i istraživački potencijal za mlade
znanstvenike i inženjere.
104
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
7. POPIS LITERATURE
1. Vollmann, T., Berry, W., Whybark, C.: Manufacturing Planning and Control Systems,
Irwin, Chicago, 2001.
2. Zorzenon, L..: Level 2 - Production Schedule and Management, Danieli Automation
S.p.A, Italija 1997.
3. Usher, J., Roy, U., Parsei, H.: Integrated Product and Process Development, John
Wiley and Sons, New York , 1998.
4. Grupa autora: Execution-Driven Manufacturing Management for Competitive
Advantage, white paper number 5, MESA INTERNATIONAL, 1997.
5. Grupa autora: The Benefits of MES: A Report from the Field, white paper number 1,
MESA INTERNATIONAL, 1997.
6. Grupa autora: Micro-MAX MRP Potpuno proizvodno rješenje, Opis paketa,
Milnatrade, Split, 1995.
7. Jacobs, F., Whybark, C.: Why Erp?, Irwin McGraw-Hill, USA, 2000.
8. Grupa autora: MES Functionalities & MRP to MES Data Flow Possibilities, white
paper number 2, MESA INTERNATIONAL, 1997.
9. Grupa autora: MES Explained: A High Level Vision, white paper number 6, MESA
INTERNATIONAL, 1997.
10.Colavizza, A.: Level 2 Server Design Specification, Danieli Automation S.p.A, Italija
1998.
11.Colavizza, A.: Level 2 - Level 1 Interface Specification, Danieli Automation S.p.A,
Italija 1998.
12.Selaković, M.: Organizacija proizvodnje, Tehnički fakultet Sveučilišta u Rijeci,
Rijeka, 1999.
13.Mikac, T.: Predavanja iz kolegija "upravljanje proizvodnjom računalom", Tehnički
fakultet Sveučilišta u Rijeci, Rijeka, ak.g. 1996/97.
14.Selaković, M.: Predavanja iz kolegija "Organizacija proizvodnje", Tehnički fakultet
Sveučilišta u Rijeci, Rijeka, ak.g. 1995/96.
15.Grupa autora: Menadžment i poduzetništvo, Mladost, Zagreb, 1994.
16.Grupa autora: Microsoft Project 98, Microsoft Corporation, USA, 1998.
105

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
17.Shafer, S., Meredith, J.: Operations Management A Process Approach with
Spreadsheets, John Wiley and Sons, New York , 1998.
18.Grupa autora: Justifying MES: A Business Case Methodology, white paper number 7,
MESA INTERNATIONAL, 2000.
19.Colavizza, A. : Level 2 Quality Control System (QCS), Danieli Automation S.p.A,
Italija 1998.
20.Grupa autora: MES Software Evaluation / Selection, white paper number 4, MESA
INTERNATIONAL, 1996.
21.Casad, J., Willsey, B.: Teach Yourself TCP/IP in 24 Hours, Sams, Indianapolis, 1998.
22.Ometto, M.: LIVELLO 2 - LIVELLO 3 Controllo di Processo e Produzione, Danieli
Automation S.p.A, Italija 1998.
23.Blanchard, B.: "System Engineering Management, John Wiley and Sons, New York,
1997.
24.Grupa autora: Vodič za poduzetnike, Gipa, Zagreb, 1997.
25.Grupa autora: Kako pripremiti dobar poslovni plan, Seminar za savjetnike, HGK-
Županijska komora Rijeka, Rijeka, 2001.
26.Blažević, D.: Računalna podrška projektu odvijanja proizvodnje sklopa zapornog
ventila, Diplomski rad, Tehnički fakultet Sveučilišta u Rijeci, Rijeka, 1997.
27.Pekić, Z.: Softverska podrška aktivnostima projektiranja proizvodnih sustava,
Magistarski rad, Tehnički fakultet Sveučilišta u Rijeci, Rijeka, 1998.
28.Mikac, T.: Modeli proizvodnih struktura pri izradi koncepta projekta, Zbornik radova
Tehničkog fakulteta Rijeka br. 13, Rijeka, 1993.
29.Selaković, M.: Predavanja iz kolegija "Projektiranje proizvodnih sustava", Tehnički
fakultet Sveučilišta u Rijeci, Rijeka, ak.g. 1995/96.
30.Grupa autora: Livello 2 - Concetti Generali del Laminatoio - Specifica Tecnica,
Danieli Automation S.p.A, Italija 1998.
31.Grupa autora: Controls Definition & MES to Controls Data Flow Possibilities, white
paper number 3, MESA INTERNATIONAL, 2000.
32.Singh, N.: System Approach to Computer Integrated Design and Manufacturing, John
Wiley & Sons, New York, 1996.
33.Portfolio, T.: PL/SQL User's Guide and Reference, Oracle, Redwood City, 1996.
34.Linden, B.: Oracle7 Server SQL Reference, Oracle, Redwood City, 1995.
106

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
35.Grupa autora.: Inprise MIDAS Multi Tier Distributed Application Services, Marotz,
Jamul, 1999.
107

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
108

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
8. POPIS OZNAKA I SKRAĆENICA
Oznaka Poglavlje ZnačenjeCn 3.1.3. vrijeme trajanja ciklusa nabave i-tog proizvod
tz 3.1.3. moguće vrijeme kašnjenja dobavljača u odnosu na ugovoreni termin
tt 3.1.3. vrijeme transporta od isporučitelja do kupca
tp 3.1.3. vrijeme preuzimanja robe kod kupca i dobavljača
tu 3.1.3. vrijeme kontrole i manipulacije robe prilikom uskladištenja
Tri 3.1.5.1 termin u kojem mora biti dovršena montaža finalnog proizvoda da bi ovaj bioisporučen na skladište gotovih proizvoda
Trp 3.1.5.1. termin u kojem će gotov proizvod biti dostavljen kupcu
Ci 3.1.5.1. ciklus isporuke na skladište gotovih proizvoda
tik 3.1.5.1. vrijeme potrebno za obavljanje izlazne kontrole,
tu 3.1.5.1. vrijeme potrebno za manipulaciju (unutarnji transport, ambalažiranje iodlaganje) kod uskladištenja
tt 3.1.5.1. vrijeme isporuke tj transporta do kupca
Tm 3.1.5.1. termin u kojem dijelovi i sklopovi moraju biti spremni za ugradnju u finalniproizvod
Cm 3.1.5.1. ciklus montaže pojedinog dijela ili sklopa koji ulazi u finalni proizvod.
Tj 3.1.5.1. termin u kojem se mora započeti sa izradom pojedinog dijela da bi on biospreman na vrijeme za montažu u poluproizvod, finalni proizvod ili za isporukuna skladište rezervnih dijelova
Cj 3.1.5.1. ciklus izrade j-tog dijela koji se dobije iz tehnološkog procesa za svaku fazuprocesa posebno
Ci 3.3.1.1. stvarni ciklus izrade tj. ukupno vrijeme potrebno za izradu serije
tT 3.3.1.1. tehnološki ciklus
f 3.3.1.1. koeficijent propusta (sadrži zastoje i organizacijske propuste)
∑ t i 3.3.1.1. ukupno vrijeme svih operacija potrebnih za izradu izratka i,
n 3.3.1.1. broj izradaka u seriji
tmax 3.3.1.2. vrijeme trajanja najduže operacije
tM 3.3.1.3. zbroj vremena svih onih operacija koje su po trajanju veće od prethodne,
tm 3.3.1.3. zbroj vremena svih onih operacija koje su po trajanju manje od prethodne.
Skraćenica Poglavlje ZnačenjeCIM predgovor Computer Integrated Manufacturing
mMPC sažetak Micro Manufacturing Planning and Control
MPC 2. Manufacturing Planning and Control
109

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Skraćenica Poglavlje ZnačenjeMRP 2. Material Requirements Planning
JIT 2. Just In Time
MES 2. Manufacturing Execution System
PLC 2. Programmable Logic Controler
HMI 2. Human Machine Interface
MRPII 2.2. Manufacturing Resource Planning
ERP 2.2. Enterprise Resource Planning
TQM 2.4.3. Total Quality Management.
LAN 2.4.4. Local Area Network
TCP/IP 2.4.4. Transmission Control Protocol/Internet Protocol
JFPK 3.2.1. Jednopredmetni fleksibilni proizvodni kapacitet
JFPS 3.2.1. Jednopredmetni fleksibilni proizvodni sustav
JLPK 3.2.1. Jednopredmetni linijski proizvodni kapacitet
JLPS 3.2.1. Jednopredmetni linijski proizvodni sustav
JSPK 3.2.1. Jednopredmetni serijski proizvodni kapacitet
JSPS 3.2.1. Jednopredmetni serijski proizvodni sustav
VFPK 3.2.1. Višepredmetni fleksibilni proizvodni kapacitet
VFPS 3.2.1. Višepredmetni fleksibilni proizvodni sustav
VLPK 3.2.1. Višepredmetni linijski proizvodni kapacitet
VLPS 3.2.1. Višepredmetni linijski proizvodni sustav
VSPK 3.2.1. Višepredmetni serijski proizvodni kapacitet
VSPS 3.2.1. Višepredmetni serijski proizvodni sustav
VVPS 3.2.1. Višepredmetni proizvodni sustav po vrsti proizvodne opreme
IPSD 3.2.3. Interactive Production System Designer
CAE 4.1.1. Computer Aided Engineering
CAD 4.1.1. Computer Aided Design
CAPPC 4.1.1. Computer Aided Production Planing and Control)
CAD 4.1.1. Computer Aided Manufacturing
CAQ 4.1.1. Computer Aided Quality
ERM 4.1.1. Enterprise Resource Management
SQL 4.1.2. Structured Query Language
DCOM 4.1.2. Distributed Component Object Model
CORBA 4.1.2. Common Object Request Broker Arhitecture
110

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Skraćenica Poglavlje ZnačenjeHTTP 4.1.2. Hyper Text Transfer Protocol
OLE2 4.2.4.1. Object Linking and Embiding standard two
111

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
112

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
9. POPIS SLIKA
Redni broj Poglavlje Naziv1. 1. Koncepcijska shema povezivanja funkcija poslovnog sustava
2. 2. Izbor MPC sustava u ovisnosti o vremenskom ciklusu proizvodnjejedinične količine
3. 2. Izbor MPC sustava u ovisnosti o karakteru proizvodnje
4. 2.2. Tok informacija koji povezuje planski sa izvršnim nivoom
5. 2.3. Makro koncept toka informacija u poslovnom sustavu
6. 2.4. Planska logika MRP sustava
7. 2.4.2. Razvoj MRPII koncepta
8. 3.2. Primjer ispisa redoslijeda izrade
9. 3.3.1.1. Slijedni način proizvodnje
10. 3.3.1.2. Usporedni način proizvodnje
11. 3.3.1.3. Kombinirani način proizvodnje
12. 4.1.2. Razmjena podataka kod troslojne arhitekture
13. 4.2.1. Pozdravni logo korisničkog sučelja
14. 4.2.1. Prozor za upis korisničkog imena i lozinke
15. 4.2.1. Glavni ekran sa izbornicima
16. 4.2.2. Standardni elementi prozora za unos podataka
17. 4.2.2. Ostali standardni elementi prozora
18. 4.2.2. Prozor za potvrđivanje izmjena
19. 4.2.3. Opcije izbornika SETUP
20. 4.2.3.1. Prozor za unos i izmjenu stalnih postavki
21. 4.2.3.2. Prozor za definiranje radnog kalendara
22. 4.2.3.3. Prozor za unos raspodjele i trajanja radnog vremena po smjenama
23. 4.2.3.4. Prozor za unos mjernih jedinica
24. 4.2.3.5. Prozor za unos tečajne liste
25. 4.2.3.6. Prozor za unos planiranih režijskih troškova
26. 4.2.4. Opcije izbornika DESIGN
27. 4.2.4.1. Prozor za unos informacija o crtežu i pohranu crteža
28. 4.2.4.1. Pregled crteža u prozoru programa
29. 4.2.4.2. Prozor za unos informacija o gradbenim cjelinama i djelovima crteža
30. 4.2.5. Opcije izbornika RESOURCES
113
D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Redni broj Poglavlje Naziv31. 4.2.5.1. Prozor za unos podataka o radnoj snazi
32. 4.2.5.2. Prozor za unos podataka o proizvodnoj opremi
33. 4.2.6. Opcije izbornika INVENTORY
34. 4.2.6.1. Prozor za unos podataka o fizičkim lokacijama radnog prostora i skladišta
35. 4.2.6.2. Prozor za unos podataka o skladištima
36. 4.2.6.3. Prozor za unos skladišnih podatak alata
37. 4.2.6.4. Prozor za unos skladišnih podataka dijelova
38. 4.2.6.5. Prozor za unos podataka o ulazu na skladište
39. 4.2.6.6. Prozor za unos podataka o izlazu sa skladišta
40. 4.2.7. Opcije izbornika TECHNOLOGY
41. 4.2.7.1. Prozor za unos strukture proizvoda
42. 4.2.7.2. Prozor za unos naziva aktivnosti zajedno sa grafičkim simbolom iste
43. 4.2.7.3. Prozor za unos podataka zaglavlja redoslijeda
44. 4.2.7.4. Prozor za unos aktivnosti po redoslijedu izvođenja i vremenu trajanja
45. 4.2.7.5. Prozor za unos detalja proizvodnih aktivnosti
46. 4.2.7.6. Prozor za pregled i prozor ua unos informacija o zahvatima koji čine proizvodnu operaciju
47. 4.2.7.7. Prozor za unos detalja vezanih uz transportnu aktivnost
48. 4.2.7.8. Prozor za unos detalja vezanih za aktivnost kontrole
49. 4.2.7.9. Prozor za unos detalja vezanih za međuskladište
50. 4.2.8. Opcije izbornika SALES
51. 4.2.8.1. Prozor za unos politike naručivanja
52. 4.2.8.2. Prozor za unos planskih podataka vezanih za repromaterijal
53. 4.2.8.3. Prozor za unos podataka o dobavljačima
54. 4.2.8.4. Prozor za unos podataka narudžbe
55. 4.2.9. Opcija izbornika CONTROL
56. 4.2.9.1. Prozor za unos podataka glavnog plana
57. 5.2.6. Strukturna sastavnica proizvoda
58. 5.3.2. Gantogramski prikaz glavnog plana proizvodnje
59. 5.3.3. Gantogramski prikaz termina početka i završetka izrade dijelova
60. 5.3.4. Gantogramski prikaz termina početka i završetkazauzetosti proizvodnih kapaciteta
61. 5.3.4. Gantogramski prikaz opterećenja proizvodne opreme kod kombiniranog modela proizvodnog procesa
114

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
Redni broj Poglavlje Naziv62. 5.3.5. Gantogramski prikaz termina početka i završetka
zauzetosti pojedine grupe radne snage
63. 5.3.5. Detaljni gantogramski prikaz termina početka i završetkazauzetosti pojedine grupe radne snage
115

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
116

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
10. POPIS TABLICA
Redni broj Poglavlje Naziv1. 3.2.1 Osnovni modeli proizvodnih sustava
2. 3.2.2 Međuzavisnost tehnološkog procesa o modelu proizvodnog sustava
3. 5.2.1 Raspored raspoloživog radnog vremena po smjenama
4. 5.2.1 Dio radnog kalendara sa neradnim danima označenim jedinicama
5. 5.2.2 Mjerne jedinice i njihovi faktori pretvorbe
6. 5.2.3 Podaci o radioničkim i sklopnim nacrtima
7. 5.2.3 Popis pozicija sa konstrukcijske dokumentacije
8. 5.2.4 Podaci o radnoj snazi
9. 5.2.4 Podaci o proizvodnoj opremi
10. 5.2.5 Početno stanje skladišta
11. 5.2.6 Podaci tehnološke strukturne sastavnice
12. 5.2.6 Podaci zaglavlja tehnoloških procesa
13. 5.2.6 Podaci redoslijeda izrade za svaku poziciju izratka
14. 5.2.6 Detaljni podaci redoslijeda izrade
15. 5.2.6 Podaci o zahvatima
16. 5.3.2 Početni i završni termin glavnog plana
17. 5.3.3 Termini početka i završetka izrade dijelova
18. 5.3.4 Termini početka i završetka zauzetosti proizvodnih kapaciteta
19. 5.3.5 Termini početka i završetka zauzetosti pojedine grupe radne snage
20. 5.3.5 Detaljni pregled termina početka i završetka zauzetostipojedine grupe radne snage
117

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
118

D. Blažević – Magistarski rad Softverska podrška aktivnostima plansko – izvršne funkcije poduzeća
ŽIVOTOPISRođen 1. travnja 1971. godine u Rijeci. 1989. godine, po završetku srednje tehničke
škole stekao zvanje “strojarski tehničar”. Nakon završene srednje škole upisuje fakultet gdje
1997. diplomira s odličnim uspjehom iz kolegija “Vođenje proizvodnje računalom” . Već od
najranije mladosti pokazuje interes za računala i tu svoju strast nastoji povezati sa
strojarstvom i menadžmentom. Već u toku studija paralelno radi kao kompjuterski tehničar,
sustav inženjer i programer, a po završetku studija odlazi na rad u inozemstvo gdje sudjeluje u
razvoju softvera za praćenje i upravljanje proizvodnjom. Po povratku iz inozemstva pohađa
niz seminara iz menadžmenta, upravljanja i ERP softverskih sustava, a danas je zaposlen kao
“Oracle CRM18” konzultant.
18 CRM – kratica od engl. Customer Relationship Management.
119





![MODEL UPRAVLJANJA PROIZVODNJOM INTEGRIRANJEM … · proizvodnjom, upravljanje RNROLãHP ,62 RGUåLYDSURL]YRGQMD KEY WORDS Lean manufacturing, green manufacturing, product life cycle,](https://img.pdfslide.tips/doc/110x75/5e459972096ccc5f7962f9d5/model-upravljanja-proizvodnjom-integriranjem-proizvodnjom-upravljanje-rnrolhp.jpg)