-
8/3/2019 UNIT-4(IM)
1/48
QUALITYCONTRO
L
-
8/3/2019 UNIT-4(IM)
2/48
It is a relative term, used with reference to the end use of the
product.
The word Quality have variety of meanings:- Fitness of
purpose
Grade
Degree of preference
Degree of excellence Fulfillment of the promise
Quality
Quality ofdesign
Quality ofconformance
Quality ofperformance
-
8/3/2019 UNIT-4(IM)
3/48
Concerned with the tightness of specification for the
manufacture ofthe product.
Factors controlling the quality of design:-
Type of customers in the market Intended life, environmental
conditions, reliability, importance of continuity of
services.
Profit considerations
Special requirement of the product such as strength, fatigue
resistance, life, etc.
Economic considerations and feasibility.
-
8/3/2019 UNIT-4(IM)
4/48
Concerned with how well the manufactured product conforms to
qualityof design.
Important factors:- Adequate quality and proper maintenance of
raw material, machines, tools, measuring
instruments.
Selection of proper process and there should be adequate process
control duringmanufacturing.
Operators should be well trained and experienced
Proper care for shipment and storage of finished goods
Properly planned inspection programme.
QUALITY OF PERFORMANCE Concerned how well the manufactured
product gives its performance.
It depends upon:- Quality of Design
Quality of Conformance.
-
8/3/2019 UNIT-4(IM)
5/48
It is a systematic control of various factors that affect the
quality ofthe product like material, tools, labor, working
conditions, etc.
The entire collection of activitieswhich ensures that the
operationwill produce the optimum quality of product at minimum
cost.
As the tools, devices or skills through which qualities
activities arecarried out.
Itsa name of the departmentwhich devotes itself full time to
qualityfunctions.
System, plan or method to solve quality problems.
-
8/3/2019 UNIT-4(IM)
6/48
Give assurance the only good quality products are sent to
thecustomers.
Standardizations of products according to quality
specifications.
Try to curtail the effective over all cost by controlling the
process and
reducing waste and scraps. To bring hidden costs (idleness) to
picture.
To bring the concept ofinterchangeability in the products.
To rehabilitate the rejected products, if possible.
Determine a way-out of manufacturing difficulties.
-
8/3/2019 UNIT-4(IM)
7/48
It is a graphical representation of the collected
information.
Information may be pertain to measured characteristics.
It detects the variation in processing and warns if there is any
departurefrom the specified tolerance limits.
In others words, control chart is:- A device which specifies the
state of statistical control
A device for attaining statistical control, and
A device to judge whether statistical control is attained or
not.
Control charts
Control chart forvariables
X chart, R chart,O Chart
Control chart forattributes
P chart, nPchart, C chartand U chart
-
8/3/2019 UNIT-4(IM)
8/48
X bar and R or X bar and Sigma charts are used in combination
for thecontrol process.
X bar chart shows the centering of the process i.e. it shows the
average ofthe samples.
R chart shows the uniformity or consistency of the process i.e.
it showsthe variations in the ranges of the samples.
Sigma chart shows the variation in the process. Control charts
are used to determine whether a given process can meet
the existing specifications without a fundamental change in
productionprocess.
To secure information to be used in establishing or
changingproduction process.
To secure information when it is necessary to widen the
tolerance. To secure information to be used in establishing or
changing
inspection procedure or acceptance procedure or both. To provide
the basis for current decisions on acceptance or rejection of
manufactured or purchased part.
-
8/3/2019 UNIT-4(IM)
9/48
1) Calculate the average X and range R for each sub group:-
X = X1+X2+X3+X4+X5/5
R = Highest Value Smallest Value
2) Calculate the grand average X and average range R .
X = X / N ( X = Average of averages)
R = R/N
3) Calculation of 3 Sigma limits on control chart X chart.
Upper control Limit X = X + 3 XLower control Limit X = X 3 X
where,
X = standard deviation of the averages = / n
n = sample size
= standard deviation of the universe
-
8/3/2019 UNIT-4(IM)
10/48
Calculate 3 Sigma control limits for R Chart:-
UCL R = D4R or D2
LCL R = D3R or D1
Plot the X and R chart :-
X chart, the central line should be solid horizontal line. The
upper and lower limits line should horizontal dotted lines at the
computed
values.
In R chart central line will indicate R
control limits will be shown by dotted horizontal lines at
computed values
-
8/3/2019 UNIT-4(IM)
11/48
-
8/3/2019 UNIT-4(IM)
12/48
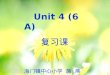
X-BAR AND R CONTROL CHARTS
-
8/3/2019 UNIT-4(IM)
13/48
Control chart for the fraction defective is called as P
chart.
Fraction Defective : Ratio of the number of defective articles
in anyinspection to the total number of articles actually
inspected.
Fraction defective is always expressed as a decimal
fraction.
P-chart may be applied to quality characteristics.
Central Line for P chart, P = Number of defective
articles/Totalnumber of
articles inspected.
Control Limits for P chart are:-
-
8/3/2019 UNIT-4(IM)
14/48
Record the date for each sub group on number inspected and
numbersdefectives.
Compute p ( Fraction defective) for each subgroup.
p= Number of defective in subgroup = np/n
Total number inspected in subgroup Compute p, the average
fraction defective.
p = Total number of defectives during a period
Total number inspected during period
Compute trial control limits.Central line = p
Plot each point as obtained, plot trial control limits as soon
ascalculated.
-
8/3/2019 UNIT-4(IM)
15/48
-
8/3/2019 UNIT-4(IM)
16/48
If subgroup size is constant, the chart for actual number of
defectives,known as np chart is used.
When subgroup size is constant, np chart preferred over p
chart:- Saves one calculation for each subgroup, the division of
number of defectives by sub
grouping size to get fraction defective p.
Some people may understand the np chart more readily.
Control limits:- p = np/n
-
8/3/2019 UNIT-4(IM)
17/48
Applies to the number of defects in a sub-group of constant
size.
C = Total number of defects/ Number of sub-groups
-
8/3/2019 UNIT-4(IM)
18/48
When the subgroup size varies from sample to sample.
The control line of the u chart will however vary.
The larger the number of units in a sample, narrower the
limits.
U= C/n= Number of defects in a sample/Number of units in a
sample.
-
8/3/2019 UNIT-4(IM)
19/48
-
8/3/2019 UNIT-4(IM)
20/48
-
8/3/2019 UNIT-4(IM)
21/48
VARIABLE CHARTS ATTRIBUTES CHARTS
1. Examples: X, R , charts P, np, C, u charts
2.Type of data required:- Variables data (Measured values of
characteristics)
Attribute data ( Using Go-No-Go gauges)
3. Field of Applications: Control of
individualcharacteristics
Control of proportion of defectives or numberof defects or
number of defects per unit.
4. Advantages:-a). Provides maximum utilization ofinformation
available from data.b). Provides detail information on
processaverage and variation for control ofindividual
dimensions.
a). Data required are often already availablefrom inspection
records.b). Easily understood by all persons. As moreeasier den X
bar and R charts.c). It provides over all picture of
qualityhistory.
5. Disadvantages:-
a). Not easily understood till training is notprovided.b). Can
cause confusion between controllimits and specification limits.c).
Cannot be used with go-on-go typegauge inspection.
a). They do not provide detail information for
control of individual characteristics.b). They do no recognize
different degrees ofdefectiveness. ( weightage of defects).
-
8/3/2019 UNIT-4(IM)
22/48
If all the points in a chart lie within UCL and LCL , then the
processis said to be in control indicating presence of chance
causes only.
If one or more points lie beyond UCL and LCL, then the process
is
said to be out of control showing the presence of assignable
caused andnecessity of some remedial measures.
If points lie predominantly on one side of the central line then
itis not safe to derive any conclusion about the process
control.
-
8/3/2019 UNIT-4(IM)
23/48
In coming materials ( Attributes or variable charts)
For studying tool wear ( Variables charts)
Manufacture components like pistons, shafts, spindles,
balls,pins, holes, slots, etc. ( Variable charts)
Final assemblies like automobiles, televisions, etc. (
attributescharts)
Bullets and shells ( attributes charts)
Defects in components made of glass ( attributes chart)
Range and complex products like bomber engine, turbines, etc.(
attributes charts).
Punch press works, forming, spot welding, etc. ( attributes
charts)
-
8/3/2019 UNIT-4(IM)
24/48
-
8/3/2019 UNIT-4(IM)
25/48
Its a process of evaluating a portion of the product/material in
alot for the purpose of accepting or rejecting the lot as
eitherconforming or not conforming to a quality specifications.
2 ways in which inspections is carried out:-
100 % inspection Sampling inspection
100 % inspection all the parts or products are subjected to
inspection
Sampling inspection only a sample is drawn from the lot
andinspected, if the sample is good enough the lot is accepted
otherwise
entire lot is rejected. Sampling inspection is more practical,
quick and economical.
-
8/3/2019 UNIT-4(IM)
26/48
The cost and time required for sampling inspection is quite
less.
Problem of inspection fatigue which occurs in 100% inspection
iseliminated.
Smaller inspection staff is sufficient.
Less damage to the products as only few items are subjected
tohandling during inspection.
The problem of monotony and inspector error are minimized.
The lot is disposed of in shorter time so that scheduling and
deliveryare improved.
It exerts more effective pressure on quality improvement. Since,
therejection of entire lot on the basis of sample.
-
8/3/2019 UNIT-4(IM)
27/48
May not always represent the exact picture as only part is
inspected.
Likelihood of making wrong decision in 2 ways :- A really good
lot may be rejected because of sample drawn may be bad.
A really bad lot may be accepted because sample drawn may be
good.
In the first case producer has to suffer the risk, associated
risk is calledas producer risk.
In the latter case, consumer runs a risk of accepting bad lots,
associatedrisk is called as consumers risk.
Success of sampling scheme depends upon:- Randomness of
samples.
Sample size
Quality characteristic to be tested.
Acceptance criteria
Lot size.
-
8/3/2019 UNIT-4(IM)
28/48
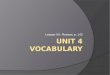
For an attribute sampling plan is a graph of fraction defective
in a lotagainst the probability of acceptance.
For a fraction defective p in a submitted lot, the OC curve
shows theprobability Pa that such a lot will be accepted by the
sampling plan.
There are 3 parameters :- N= Lot size from which the samples are
drawn
n= Sample size
C = Acceptance number
-
8/3/2019 UNIT-4(IM)
29/48
Producers risk
Consumers risk
-
8/3/2019 UNIT-4(IM)
30/48
Sampling plans may be grouped in 3 categories:- Single sampling
plans
Double sampling plans
Multiple sampling plans
In Single sampling plan 3 numbers are specified:-
N = lot size from which the sample is drawn n = sample size
c = acceptance number
Eg. N = 50, n = 5, c = 1 Take a sample of 5 items from a lot of
50, if the sample contains more than 1 defective
reject the lot, otherwise accept the lot.
-
8/3/2019 UNIT-4(IM)
31/48
Inspect thesample of n
pieces
If the
number of
defectives
Does not
exceed c
Accept the
lot
Exceed c
Reject the
lot
-
8/3/2019 UNIT-4(IM)
32/48
Double sampling plan:- The decision of acceptance or rejection
of lot is based on 2 samples.
A lot may be accepted at once if the first sample is good enough
or rejected at once ifthe first sample is bad enough.
If the first sample is neither good nor bad enough, the decision
is based on theevidence of the first sample and second sample
combined.
Parameters:-
n1=Number of pieces in the first sample
c1= acceptance number of the first sample
n2 = number of pieces in the second sample
n1+ n2=number of pieces in the two samples combined
c2= acceptance number for the 2 samples combined.
-
8/3/2019 UNIT-4(IM)
33/48
Inspect the n1 pieces
If the no. of defectives
Doesnt
exceed C1
Accept the
lot
C1
-
8/3/2019 UNIT-4(IM)
34/48
Multiple Sampling Plan:- It is generally used when three or more
samples of stated size are permitted and
when the decision on acceptance or rejection must be reached
after a stated numberof samples.
Phrase sequential sampling is generally used when a decision is
possible after eachitem is inspected and when there is no specified
limit on total number of units to be
inspected.COMBINED SAMPLES
Sample Samplesize
Size Acceptance number
Rejectionnumber
First n1 n1 c1 r1
Second n2 n1+n2 c2 r2
Third n3 n1+n2+n3 c3 r3
Fourth n4 n1+ n2+n3+n4 c4 r4
Fifth n5 n1+n2+n3+n4+n5 c5 r5
-
8/3/2019 UNIT-4(IM)
35/48
Total quality control:- Effective system of integrating quality
maintenance and quality improvement efforts of the
various groups in the organization, so as to enable production
and services at the mosteconomical levels, which allow full
customers satisfaction.
Stress on prevention of defects rather than setting it right by
rectification.
Total quality can be achieved only through total Employee
Improvement.
Total quality function includes:- Development of product
specifications based on needs of users and economical
considerations. Interaction with product design
Reliability and development testing
Process capability studies Quality planning for control of
production process
Quality control for incoming material Vendor quality control and
vendor development
Interaction with service engineering
Training of staff and customers Quality audit, etc.
-
8/3/2019 UNIT-4(IM)
36/48
COMPREHENSION
COMMITMENT
COMPETENCE COMMUNICATION
CORRECTION
CONTINUANCE
-
8/3/2019 UNIT-4(IM)
37/48
Challenges faced by business in todays time:- Increase in
product complexity and size of operations
Stiff competition at national and international levels.
Survival of the fittestis the slogan now the company follow to
stayin business.
3 main pillars :- Consumer awareness
National and international legislations
To strive for excellence and grow in business responsibility for
product quality hasshifted from operator to foreman to inspector to
quality control deptt. and later on toQuality Management.
Can survive the fierce competition if it paid attention to plan,
achieve,maintain and improve quality constantly to meet new
challenges.
-
8/3/2019 UNIT-4(IM)
38/48
Business
Environmental concern
Nationaland
internation
al eco.
Cost ofmanageme
nt
Technicalinnovations
Staffexpectation
s
Nationaland
internation
alcompetition
Interest ofshareholder
s
Nationaland
internation
al
legislations
Customersatisfaction
-
8/3/2019 UNIT-4(IM)
39/48
TQM is an integrated organizational approach in delighting
customers(both external and internal) by meeting their expectations
on acontinuous basis through everyone involved with the
organizational working on continuous improvement in all
products/processes alongwith proper problem solving
methodology.
TO DELIVER HIGHEST VALUE AT LOWEST COST is the mainobjective of
TQM
It was first released in Japan.
It is a organization wide quality focused culture. It is a
system approach to quality management and a journey to achieve
excellence in all aspects oforganizations activity.
The launching of ISO : 9000 series standards is an attempt to
help theindustrial organizations in adopting TQM
-
8/3/2019 UNIT-4(IM)
40/48
Total - The responsibility for achieving Quality rests with
everyone abusiness no matter what their function. It recognises the
necessity todevelop processes across the business, that together
lead to the reliabledelivery of exact, agreed customer
requirements. This will achieve themost competitive cost position
and a higher return on investment.
Quality- The prime task of any business is to understand the
needs ofthe customer, then deliver the product or service at the
agreed time,place and price, on every occasion. This will retain
current customers,assist in acquiring new ones and lead to a
subsequent increase inmarket share.
Management - Top management lead the drive to achieve quality
forcustomers, by communicating the business vision and values to
allemployees; ensuring the right business processes are in
place;introducing and maintaining a continuous improvement
culture.
-
8/3/2019 UNIT-4(IM)
41/48
As per Prof. Leopald S. Vasin, TQM is the control of
alltransformation processes of an organization to best
satisfycustomersneeds in the most economical manner.
TQM is a management approach of organization, centered on
quality,based on the participation of all its members and aiming at
long term
success through customer satisfaction and benefits to the
members oforganization and society. (ISO : 8402/IS 13999)
As per Sashkin and Kiser, TQM may be defined as creating
anorganizational culture committed to the continuous improvement
ofskills, teamwork, processes, product and service quality and
customer
satisfaction. As per Atkinson, As a strategic approach to
produce the best
product and services possible though constant innovation.
-
8/3/2019 UNIT-4(IM)
42/48
Objective:- Continuous quality improvement at every stage, at
everyplace and at every level.
Approach:- management involvement and leadership,
empoweringstaff, team work and action research.
Scale:- every one working in the organization is involved
includingsuppliers and customers.
Standard :- Do it Right First Time EveryTime.
Measure:- Customers satisfaction internal and external.
Philosophy:- Prevention of defects not detection and then
correction
Tools:- Commitment, participation, motivation, education
andtraining, organization development, quality system.
-
8/3/2019 UNIT-4(IM)
43/48
Customer Satisfaction (Internal and External):- TQM aims
atsatisfying the customers requirement which never remain constant
butkeep on changing with the change in times,
environmentalcircumstances, needs, fashions, standard of living,
etc. Suitability (Fitness for use)
Reliability ( It should give efficient and consistent
performance) Durability, the life aspect of quality
Safe and foolproof workability - Affordability
Maintainability - value of money spent by customers
Aesthetic look - Good image and customer confidence
Good packaging
Versatility ( Can serve number of purposes)
Variety in products and services
After sales service and support to customer
Customer information and demonstration
Speed of service ( quick response time)
-
8/3/2019 UNIT-4(IM)
44/48
Do it right first time:- TQM adopts the zero defect policy.
Rigorous application of EPDCA approach i.e. Evaluate Plan Do Check
Act
Continuous Improvement:- Organization has to cope up with the
changing requirements of the customers.
TQM strives for ever better quality, cost reduction to face
competition and for thesurvival of the organization.
Employee Involvement:- All employees working in the organization
should be involved in TQM operation. Requires every member of the
organization to accept quality as his major area of
responsibility.
A positive attitude towards customer and constant enhancement of
quality must beingrained in the minds of employees.
Empowering the Staff:- Assist to accomplish optimal business
results through team work. Empowerment occurs when employees are
adequately trained, with relevant
information and best possible tools and are fairly rewarded for
best results. Result of empowerment, creativity, productivity,
motivation, commitment and
customer service.
-
8/3/2019 UNIT-4(IM)
45/48
Bench Marking:- Its the practice of identifying, studying and
building upon the best practices in the
industry or the world.
Companies keeps on updating themselves regarding external
environment tocompare their process, products and services with
best industry practices.
Establish quality targets which enhances the competitive
strength.
Feedback Mechanism:- Customer feedback and employee feedback, to
create customer oriented quality
culture
Provide an accurate evaluation of operations of the company,
internal and external.
Information can be collected through questionnaire surveys,
interviews, use of focus
groups and field complaints , suggestion systems etc.
-
8/3/2019 UNIT-4(IM)
46/48
W.E. Deming, father of TQM, suggested PLAN-DO-CHECK-ACT cyclefor
the implementation of the TQM in any organization.
-
8/3/2019 UNIT-4(IM)
47/48
A. Advantages unique to TQM:-a) It makes the company a leader
not the follower.
b) Creates goal directed connection between customer, management
and workers.c) Makes company more sensitive to customer needs.
d) Makes company adopts more readily to change.
B. Benefits to Customers:-a) Fewer problems with product or
services.
b) Better customer care.c) Greater satisfaction
Unique Advantagesof TQM Customers
Company Staff
Benefits
-
8/3/2019 UNIT-4(IM)
48/48
C. Benefits to the Company:-a) Better product qualityb) Staff
more motivated and quality consciousc) Product improvementd)
Reduced quality costs.e) Increased market.
f) Increased competitive position of the firm, improved
profitability.g) Good public imageh) Improved human relation and
work area morale
D. Benefits to Staff:-a) Empowermentb) Enhancement of job
interest and security
c) More training and improvement in skillsd) More recognitione)
Reduced employee grievances.