Embed Size (px)
Citation preview

7/24/2019 WPS EN-06-16
http://slidepdf.com/reader/full/wps-en-06-16 1/2
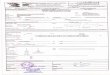
GEA Refrigeration Italy
WELDING PROCEDURE SPECIFICATION
ACCORDING TO EN-15609-1
JOB:1
1WPS:EN-06/16
WPQ
REV. DESCRIPTION DATE PREP. CHECK. APPR.
00 FOR CONSTRUCTION
JOINT TYPE WELD TYPE BUTT WELD ! 1"#STT $ 1"%
&." !PARENT 'ATERIAL
&.".1DESIGNATION
R()(*(+,( +*
A/SA #16 G*.02
S"##J3
GROUP N4 5CR ISO 1#60% G*278: 1.1 to G*278: 1.3
&.".3 THICKNESS 9; 15DIA'ETER9;
N.A.
&.&." WELDING POSITION 5EN ISO6<&
BRANCHANGLE
N.A.
&.&.& JOINT PREPARATION Grinding and brushing
TACK WELDING Not used or removed
&.&.3 ! JOINT DESIGN &.&.3 - WELDING SEQUENCES
WELD SEQUENCIES OF PASSES 1 3+-+ BALANCE + BALANCE
&.&.1 WELDING PROCESS 5EN ISO&06"
138STT 135N.A.
&.&.6 BACK GOUGING 'ETHOD N.A. N.A. N.A.
&.&. BACKING No No N.A.&.&.% WELDING CONSU'ABLE
DESIGNATIONG4Si1 (ISO 14341-A)
T46 4 MM 2 H5 (ISO 1632-A)
N.A.
'ANUFACTURER !INCO!N !INCO!N N.A.
TRADE NA'E S"#$%MIG U!TRA O"&'$i'*+ MC15-H N.A.
SI=E 9; 1,0 1,2 N.A.
THICKNESS DEPOSITED 3 12 N.A.
4.4.16 SHIELDING GAS 5EN 1&1# M20 M20 N.A.
SHIELDING GAS ! FLOW RATE9>/?+;
8 8N.A.
'ANUFACTURER TRADENA'E
SO! ENERMI C15 SO! ENERMI C15N.A.
4.4.7 BACKING GAS ! FLOW RATE9>/?+;
M20 - 8 M20 - 8N.A.
4.4.9 TYPE OF CURRENT ! POLARITY D.C. - RE/. D.C. - RE/. N.A.
CURRENT RANGE 9A; 100 210 N.A.ARC VOLTAGE RANGE 9V; 1 2 N.A.
'ODE OF 'ETAL TRASFER STT S#$% N.A.
4.4.17 RANGE OF HEAT I'PUT9@J/;
1,02 1,051,13N.A.
4.4.10 TRAVEL SPEED RANGE9/(,;
1,65 4,04,3N.A.
WIRE/STRIP FEED SPEED9,/?+;
4,19 ,34N.A.
CONTACT TUBE TO WORKDISTANCE
N.A. N.A.N.A.
OREFICE OR GAS CUP SI=E9;
1419 1419N.A.
BEAD TYPE 5WEAVE 2* STRING STRING STRING N.A.
OSCILLATION 9; N.A. N.A. N.A.
'ULTIPLE OR SINGLE PASS SING!E MU!TI!E N.A.
SINGLE OR 'ULTIPLEELECTRODES
N.A. N.A.N.A.
4.5.2 FLU DESIGNATION N.A. N.A. N.A.
FLU 'ANUFACTURER TADENA'E
N.A. N.A.N.A.
ADDITIONAL FILLER 'ATERIAL N.A. N.A. N.A.
4.5.4 TUNGSTEN ELECTRODE TYPE N.A. N.A. N.A.

7/24/2019 WPS EN-06-16
http://slidepdf.com/reader/full/wps-en-06-16 2/2
TUNGSTEN ELECTRODE SI=E9;
N.A. N.A.N.A.
TORCH ANGLE N.A. N.A. N.A.
CLEANING 5INITIAL INTERPASS
$"i G$i+i
OTHER 7
4.4.11 PREHEATING TE'PERATURE94C; ?+.
'ETHOD OFHEATING:
LOWEST T PRIOR TO WELDING 94C;: 30
4.4.12 INTERPASS TE'PERATURE 94C;.
180 F*%'
4.4.13 PREHEAT 'AINTENANCE 94C;?+.
N.A. N.A.
4.4.14 POST-HEATING TE'P. TI'E94C ; N.A. N.A.
4.4.15 POST WELD HEAT TREAT'ENT TE'PERATURE94C;
N.A. HOLDING TI'E9?+.;
N.A.
CONSU'ABLE HANDLING 7