Embed Size (px)
Citation preview
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego”
MINISTERSTWO EDUKACJI
i NAUKI
Janusz Górny
Wykonywanie cz ci maszyn w procesach obróbki
skrawaniem
311[20].Z1.02
Poradnik dla ucznia
Wydawca Instytut Technologii Eksploatacji – Pa stwowy Instytut Badawczy,
Radom 2005
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 37
4.3. Toczenie: no e tokarskie, tokarki, mocowanie przedmiotów
obrabianych, prace wykonywane na tokarkach
4.3.1 Materia nauczania
No e tokarskie
No e tokarskie s narz dziami jednoostrzowymi stosowanymi do obróbki powierzchni
zewn trznych i wewn trznych o kszta tach obrotowych.
Wyró nia si no e:
punktowe, które kszta tuj obrabiany przedmiot jedynie w wyniku wzajemnych ruchów
narz dzia i przedmiotu,
kszta towe o z o onym zarysie kraw dzi skrawaj cej, której kszta t odwzorowuje si
bezpo rednio na przedmiocie obrabianym,
obwiedniowe, które kszta tuj obrabiany przedmiot w wyniku zarówno wzajemnych
ruchów narz dzia i przedmiotu, jak i w wyniku odwzorowania zarysu kraw dzi
skrawaj cej.
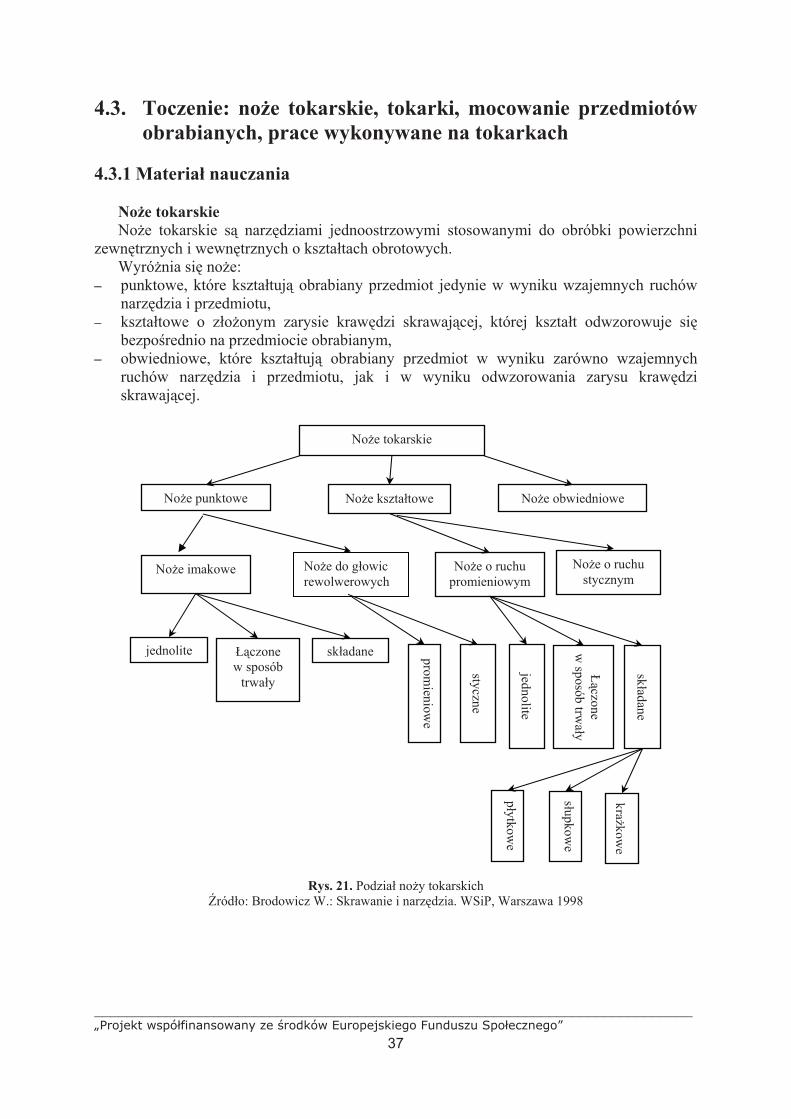
Rys. 21. Podzia no y tokarskich
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
No e tokarskie
No e punktowe No e kszta towe No e obwiedniowe
No e imakowe No e do g owic
rewolwerowych
No e o ruchu
promieniowym
No e o ruchu
stycznym
czone
w sposób
trwa y
jednolite sk adane pro
mien
iow
e
styczn
e
jedno
lite
czone
w sp
osó
b trw
ay
skad
ane
py
tkow
e
su
pko
we
kr
ko
we
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 38
No e imakowe
No e imakowe wykonuje si ze stali szybkotn cej lub z nak adkami z w glików
spiekanych. No e produkuje si z walcowanych lub ci gnionych pr tów ze stali St6, St7,
45, 55.
Ze wzgl du na przeznaczenie i charakter pracy no a, normalne no e imakowe dzieli si
na: zdzieraki, no e boczne, no e ró ne i wytaczaki.
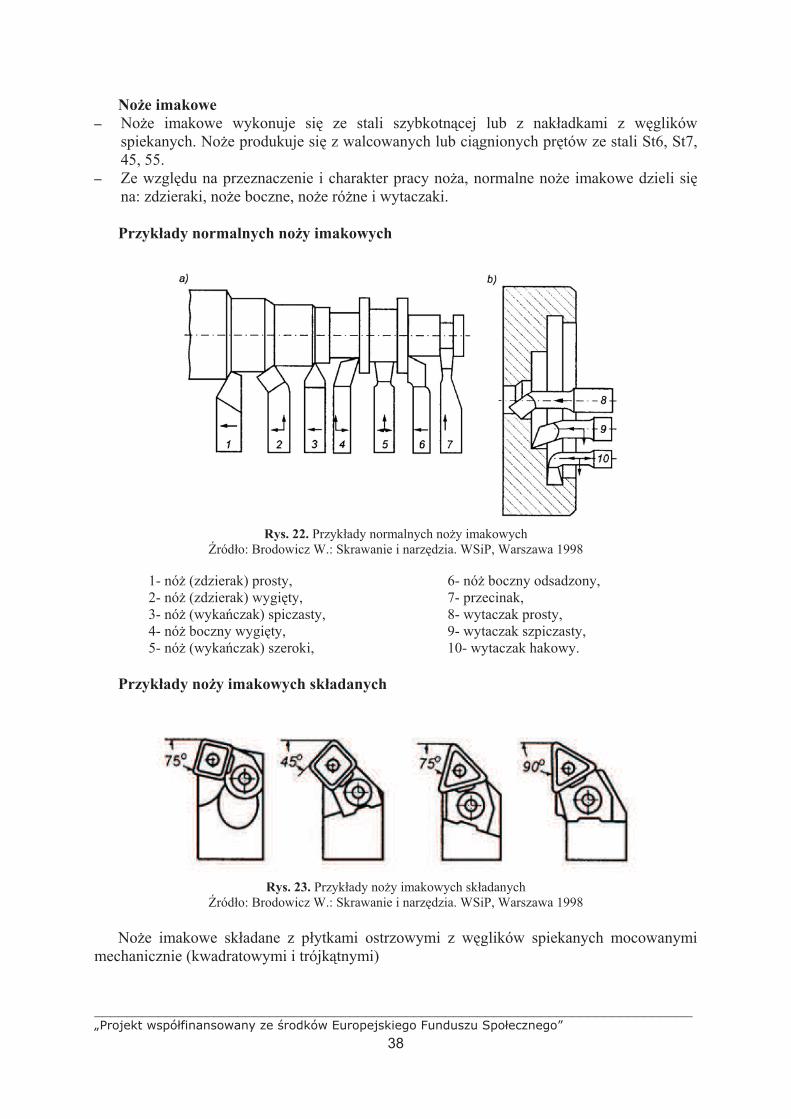
Przyk ady normalnych no y imakowych
Rys. 22. Przyk ady normalnych no y imakowych
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
1- nó (zdzierak) prosty,
2- nó (zdzierak) wygi ty,
3- nó (wyka czak) spiczasty,
4- nó boczny wygi ty,
5- nó (wyka czak) szeroki,
6- nó boczny odsadzony,
7- przecinak,
8- wytaczak prosty,
9- wytaczak szpiczasty,
10- wytaczak hakowy.
Przyk ady no y imakowych sk adanych
Rys. 23. Przyk ady no y imakowych sk adanych
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
No e imakowe sk adane z p ytkami ostrzowymi z w glików spiekanych mocowanymi
mechanicznie (kwadratowymi i trójk tnymi)
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 39
No e do g owic rewolwerowych
S to no e oprawkowe zamocowane w uchwytach narz dziowych (oprawkach)
osadzonych z kolei w g owicach tokarek rewolwerowych i automatów tokarskich. W
zale no ci od sposobu zamocowania no a (rodzaju oprawki) rozró nia si : no e
promieniowe (pracuj ce w po o eniu promieniowym), no e styczne (pracuj ce w po o eniu
stycznym).
Przyk ady no y do g owic
Rys. 24 Przyk ady no y do g owic: oprawka promieniowa
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
No e kszta towe
Podstaw klasyfikacji tych no y stanowi kinematyka skrawania, charakteryzuj ca ruchy
wyst puj ce w czasie skrawania i ich zwi zek z kszta tem obrabianej powierzchni. Dalszy ich
podzia przeprowadza si ze wzgl du na ich konstrukcje (jednolite, czone w sposób trwa y
i sk adane) i kszta t cz ci roboczej (p ytkowe, s upkowe i kr kowe).
Rys. 25. No e kszta towe o ruchu promieniowym: a) p ytkowy, b) s upkowy, c) kr kowy
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
No e obwiedniowe
Nó wykonuje ruchy posuwowe: obrotowy i prostoliniowy równoleg y do osi przedmiotu.
Ruchy posuwowe narz dzia s ze sob sprz one tak, e w ostatecznym wyniku uzyskuje si
zamierzon powierzchnie. Zastosowane do obróbki powierzchni obrotowych, rubowych
i powierzchni szczególnych.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 40
Efekty obróbki (Ra)
Chropowato powierzchni po toczeniu jest zale na od kszta tu ostrza i pr dko ci ruchu
posuwowego wzgl dem powierzchni obrabianej. Teoretyczn wysoko chropowato ci Rt
jako funkcj posuwu f i promienia wierzcho ka naro a r . Rzeczywista chropowato
uzale niona jest od wielu innych czynników, g ównie w a ciwo ci plastycznych materia u
obrabianego, drga uk adu OUPN, podatno ci uk adu na odkszta cenia itp. Ich wp yw na
wysoko chropowato ci okre la si do wiadczalnie.
Otrzymywane chropowato ci przy toczeniu:
obróbka zgrubna 20 µm,
obróbka kszta tuj ca 10 – 2,5 µm,
obróbka wyka czaj ca 1,25 – 0,32 µm.
Tokarki
Tokarka jest obrabiark skrawaj c , stosowan do toczenia przedmiotów. Poza
toczeniem mo na wykonywa operacje: wytaczania, wiercenia, rozwiercania, przecinania,
rade kowania, a z u yciem dodatkowych przyrz dów równie frezowania i szlifowania.
Podstawowym rodzajem tokarki jest tokarka k owa, umo liwiaj ca zamocowanie
przedmiotu obrabianego w k ach znajduj cych si we wrzecionie i w koniku. Wrzeciono jest
nap dzane silnikiem elektrycznym za po rednictwem przek adni z batych, które nadaj
przedmiotowi obrabianemu ró ne pr dko ci obrotowe, zale nie od wymaga pr dko ci
skrawania i rednicy przedmiotu. Nó zamocowany w imaku mo e si przesuwa razem
z suportem wzd u prowadnic o a (przesuw wzd u ny) oraz poprzecznie wzgl dem osi
wrzeciona (przesuw poprzeczny). Niezale nie od tego mo liwe jest r czne przesuwanie
górnych sa narz dziowych, co wykorzystuje si do ustawienia no a wzgl dem przedmiotu
oraz do toczenia krótkich przedmiotów. Nap d mechanizmu posuwu no a tokarskiego
uzyskuje poprzez skrzynk posuwów za po rednictwem wa ka poci gowego (przy toczeniu
wzd u nym i poprzecznym) lub ruby poci gowej (przy toczeniu gwintów). Ruch obrotowy
jest przenoszony z wrzeciona na przedmiot obrabiany za po rednictwem zabieraka lub
uchwytu szcz kowego.
W ród tokarek rozró nia si :
1) tokarki poci gowe – wyposa one w wa ek poci gowy i rub poci gow , która
umo liwia nacinanie gwintu,
2) tokarki produkcyjne – bez ruby poci gowej, umo liwiaj ce wykonywane wszelkich
robót tokarskich za wyj tkiem gwintowania,
3) tokarki ci kie – stosowane w ró nych ga ziach przemys u ci kiego,
4) tokarki sto owe – ustawiane na stole, przeznaczone do obróbki ma ych przedmiotów.
Do grupy tokarek zalicza si równie : karuzelówki, rewolwerówki, pó automaty
i automaty tokarskie, zataczarki, tokarko-kopiarki, oraz tokarki specjalne bran owe do
wykonywania z góry ustalonych zada .

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 41
Rys. 26. Tokarka uniwersalna
ród o: Górski E.: Obróbka skrawaniem. WSiP, Warszawa 1987
1 – o e, 2 – wrzeciennik, 3 – konik, 4 – suport narz dziowy, 5 – gitara z ko ami zmianowymi, 6 – os ona, 7 – suport poprzeczny, 8 – skrzynka suportowa, 9 – ruba poci gowa, 10 – wa ek poci gowy, 11 – wa ek steruj cy w czaniem
i wy czaniem wrzeciona,
12 – silnik nap dowy, 13 – skrzynka nap dowa, 14 – pomieszczenie wyposa enia
elektrycznego, 15 – uchwyt samocentruj cy, 16 – k y, 17 – urz dzenie ch odz ce przedmiot
obrabiany, 18 – d wignia zmiany i w czania obrotów
wrzeciona, 19 – wanna, 20 – skrzynka posuwowa.
Mocowanie przedmiotu obrabianego
Urz dzenia do mocowania przedmiotów przy toczeniu dzieli si na: tarcze zabierakowe,
zabieraki, uchwyty tokarskie samocentruj ce, tarcze tokarskie, podtrzymki, k y tokarskie,
trzpienie itp.
K y tokarskie dzieli si na zwyk e i obrotowe. S u one do ustalania d ugich wa ków.
Zamocowanie wa ka w k ach wymaga jeszcze dalszych przyrz dów, do których zalicza si
tarcz zabierakow i zabierak. Aby zapobiec uginaniu si wa ka pod jego w asnym ci arem,
d ugie wa ki obrabiane w k ach podpiera si w po owie d ugo ci podtrzymk sta ,
przymocowan do o a tokarki lub podtrzymk ruchom umocowan na suporcie.
Uchwyty tokarskie s u do szybkiego mocowania przedmiotu obrabianego wspó osiowo
z wrzecionem. Najcz ciej stosowanym uchwytem do mocowania przedmiotów ma ych
i redniej wielko ci jest uchwyt samocentruj cy trójszcz kowy. Sk ada si on z ko a z batego
sto kowego nap dzaj cego i ko a talerzykowatego.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 42
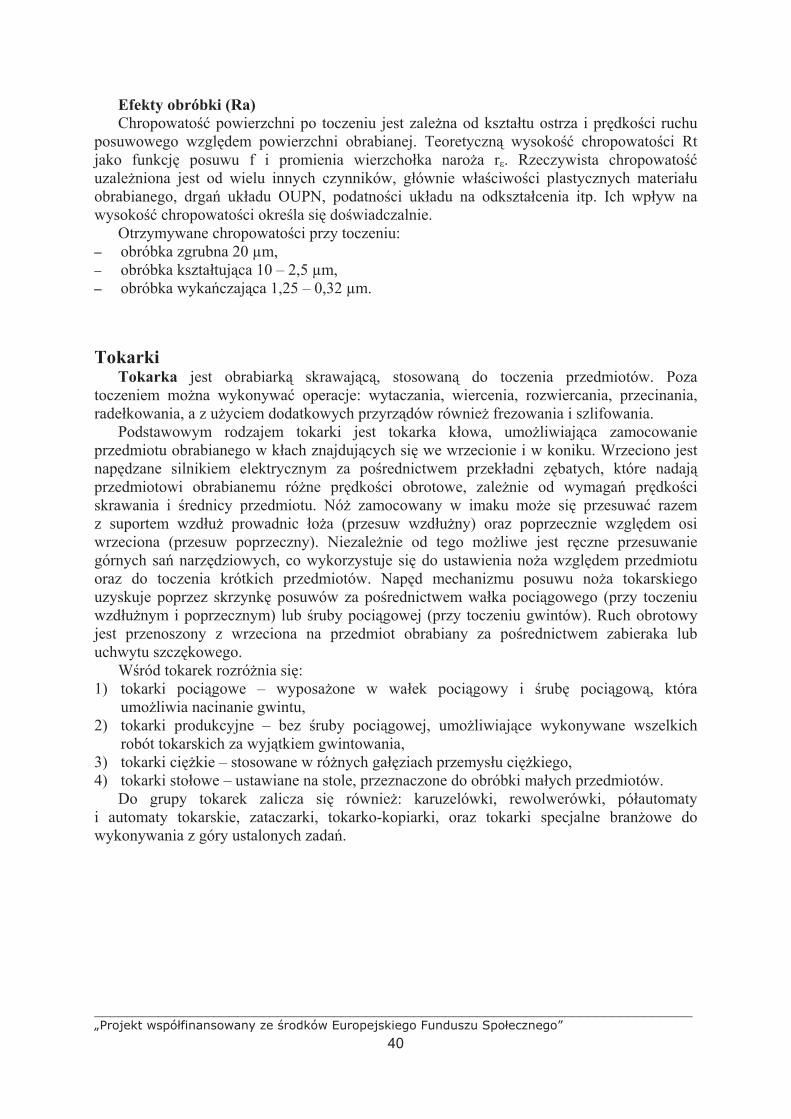
Do mocowania wi kszych przedmiotów s u uchwyty samocentruj ce z batkowe.
Mechanizm do przesuwania szcz ki sk ada si z ko a z batego, trzech z batek stycznych oraz
trzech szcz k.
Mocowanie przedmiotów o kszta tach nieregularnych oraz przedmiotów du ych odbywa
si za pomoc tarcz tokarskich czteroszcz kowych.
W nowoczesnych tokarkach s stosowane uchwyty pneumatyczne oraz hydrauliczno–
–pneumatyczne.
Rys. 27. Mocowanie przedmiotów na tokarce: a) uchwyt samocentruj cy, b) tarcza czteroszcz kowa
do mocowania przedmiotów nieokr g ych, c) tarcza do mocowania za pomoc p ytek i rub
ród o: Górski E.: Obróbka skrawaniem. WSiP, Warszawa 1987
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 43
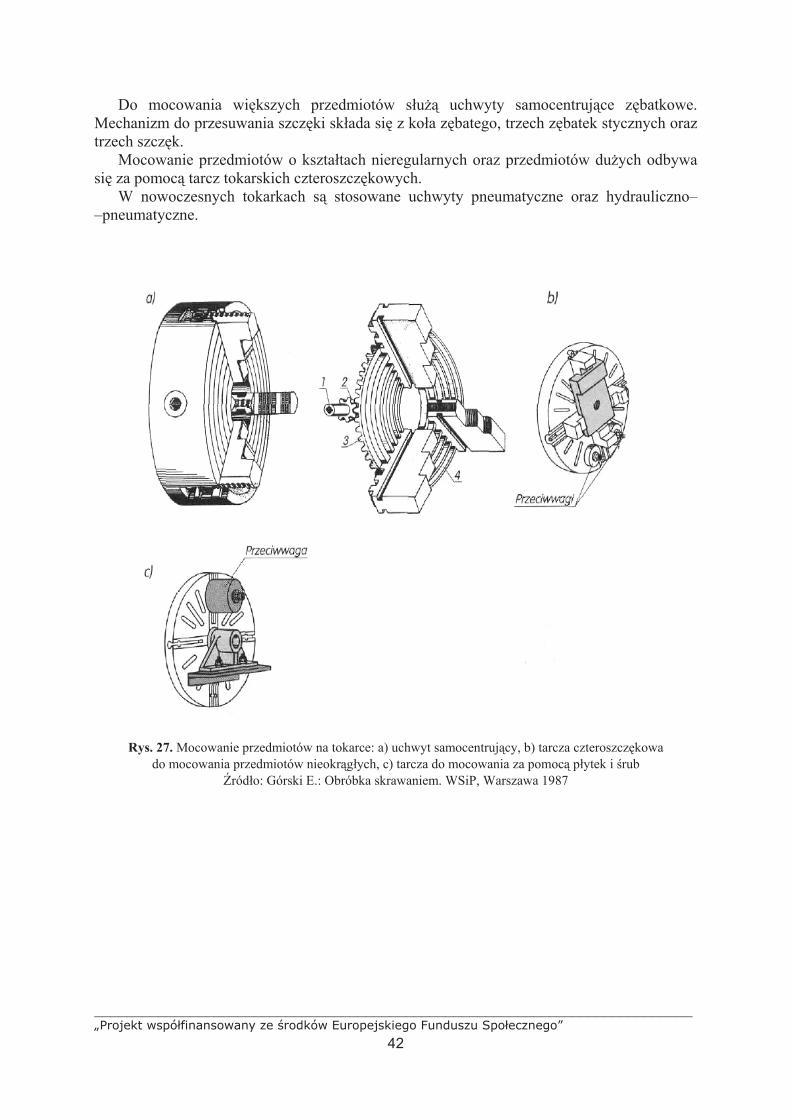
Podstawowe odmiany toczenia
Rys. 28. Podstawowe odmiany toczenia:
a) toczenie zewn trzne,
b) toczenie wewn trzne,
c) toczenie poprzeczne,
d) przecinanie lub toczenie rowków
zewn trznych,
e) toczenie rowków wewn trznych,
f) toczenie powierzchni sto ka,
g) toczenie powierzchni sto ka na zewn trz,
h) toczenie powierzchni sto ka
wewn trznego,
i) toczenie wg bne no em kszta towym,
j) toczenie kszta towe zewn trzne,
k) toczenie kszta towe wewn trzne,
l) gwintowanie zewn trzne,
) gwintowanie wewn trzne.
ród o: Solis H., Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa 1996
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 44
4.3.2. Pytania sprawdzaj ce
Odpowiadaj c na pytania, sprawdzisz, czy jeste przygotowany do wykonania wicze .
1. Jakie s podstawowe rodzaje tokarek?
2. Jakie znasz podstawowe rodzaje no y tokarskich?
3. Jakie s sposoby mocowania materia u obrabianego na tokarkach?
4. Jakie znasz typowe prace wykonywane na tokarkach?
4.3.3. wiczenia
wiczenie 1
Dobierz narz dzia i przyrz dy do wykonania detalu na obrabiarce (rysunek detalu
dostarczy nauczyciel).
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) na podstawie karty technologicznej zidentyfikowa operacje, jakie nale y wykona ,
3) na podstawie kart katalogowych dobra odpowiednie narz dzia i przyrz dy,
4) krótko uzasadni dobór narz dzi i przyrz dów.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
poradniki i normatywy,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 2
Dobierz i nastaw parametry toczenia do wykonania detalu na obrabiarce na podstawie
rysunku (rysunek dostarczy nauczyciel).
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) wynotowa z dokumentacji rodzaj materia u, warto ci naddatków na obróbk ,
3) z DTR obrabiarki wypisa istotne parametry,
4) z karty katalogowej narz dzia wypisa jego parametry,
5) dobra warto ci naddatków na obróbk zgrubn i wyka czaj c ,
6) obliczy pr dko obrotow i pr dko posuwu,
7) uzasadni obliczone parametry.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 45
poradniki i normatywy,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 3
Wykonaj cz maszynow na tokarce (rysunek dostarczy nauczyciel)
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn procesu wytwarzania detalu, DTR
i instrukcj obs ugi obrabiarki,
2) wypisa konieczne operacje,
3) do danych operacji dobra niezb dne narz dzia i przyrz dy,
4) dobra parametry skrawania,
5) wszystkie istotne informacje zapisa w formie instrukcji obróbki,
6) zmocowa materia na tokarce,
7) zmocowa odpowiednie narz dzia i oprzyrz dowanie na tokarce,
8) wykona detal zgodnie ze sporz dzon instrukcj obróbki,
9) sprawdzi jako wykonanego elementu,
10) uprz tn stanowisko pracy,
11) dokona prezentacji wykonanego detalu,
12) dokona oceny swojego wiczenia.
Wyposa enie stanowiska pracy:
obrabiarki skrawaj ce ró nego typu
Dokumentacja Techniczno-Ruchowa i instrukcje obs ugi obrabiarek
dokumentacja technologiczna
ró ne narz dzia skrawaj ce i przyrz dy
poradniki i normatywy
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.3.4. Sprawdzian post pów Tak Nie
Czy potrafisz:
1) dokona podzia u no y tokarskich?
2) dobra odpowiednie narz dzia i przyrz dy do konkretnych
operacji wykonywanych na tokarkach?
3) zamocowa materia obrabiany na tokarce?
4) wykona proste operacje tokarskie?
5) opisa budow tokarki i zadania poszczególnych podzespo ów?
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 46
4.4. Wiercenie: narz dzia do obróbki otworów, wiertarki, prace
wykonywane na wiertarkach
4.4.1. Materia nauczania
Wiercenie jest rodzajem obróbki skrawaniem polegaj cym na wykonywaniu otworów
o przekroju ko owym za pomoc wierte oraz innych narz dzi specjalnych. Wiercenie mo e
by wykonywane w pe nym materiale lub mo e by , tzw. wierceniem wtórnym, zwanym
równie powiercaniem, polegaj cym na powi kszaniu rednicy otworu ju istniej cego.
Celem wiercenia mo e by wykonanie gotowego otworu, przygotowanie otworu do
dok adnego rozwiercania lub przygotowanie otworu np. do wykonania gwintu. Wiercone
otwory mog by przelotowe lub nieprzelotowe. Otwory nieprzelotowe wiercone wiert ami
maj dno w kszta cie sto ka, b d cego odwzorowaniem kszta tu wiert a. Otwory wiercone za
pomoc specjalnych narz dzi stosowanych na obrabiarkach CNC mog mie dno p askie.
Wiercenie, pog bianie i rozwiercanie mo e by wykonywane na: wiertarkach, tokarkach
rewolwerówkach, automatach i pó automatach tokarskich, wiertarko-wytaczarkach,
frezarkach, obrabiarkach zespo owych, frezarkach i centrach sterowanych numerycznie.
W zale no ci od rodzaju obrabiarki ruch g ówny (obrotowy) oraz ruch posuwowy mo e
by realizowany w nast puj cych uk adach:
przedmiot jest nieruchomy, wiert o obraca si wokó swojej osi i wykonuje ruch
posuwowy (np. wiertarki, frezarki i centra obróbkowe CNC),
wiert o stoi i wykonuje ruch posuwowy, przedmiot obraca si (np. tokarki),
wiert o i przedmiot wykonuj ruchy obrotowe wokó wspólnej osi (ruch posuwowy mo e
wykonywa narz dzie lub przedmiot obrabiany).
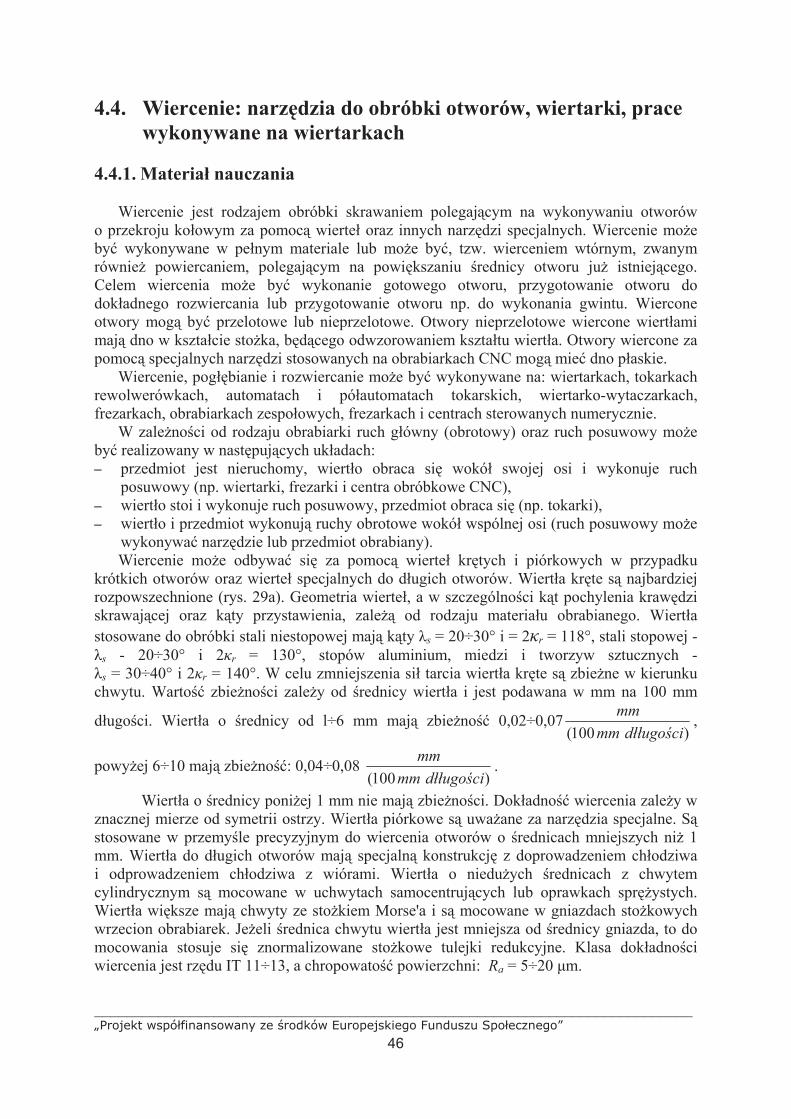
Wiercenie mo e odbywa si za pomoc wierte kr tych i piórkowych w przypadku
krótkich otworów oraz wierte specjalnych do d ugich otworów. Wiert a kr te s najbardziej
rozpowszechnione (rys. 29a). Geometria wierte , a w szczególno ci k t pochylenia kraw dzi
skrawaj cej oraz k ty przystawienia, zale od rodzaju materia u obrabianego. Wiert a
stosowane do obróbki stali niestopowej maj k ty s = 20÷30° i = 2 r = 118°, stali stopowej -
s - 20÷30° i 2 r = 130°, stopów aluminium, miedzi i tworzyw sztucznych -
s = 30÷40° i 2 r = 140°. W celu zmniejszenia si tarcia wiert a kr te s zbie ne w kierunku
chwytu. Warto zbie no ci zale y od rednicy wiert a i jest podawana w mm na 100 mm
d ugo ci. Wiert a o rednicy od l÷6 mm maj zbie no 0,02÷0,07)100( d ugo cimm
mm,
powy ej 6÷10 maj zbie no : 0,04÷0,08 )100( d ugo cimm
mm.
Wiert a o rednicy poni ej 1 mm nie maj zbie no ci. Dok adno wiercenia zale y w
znacznej mierze od symetrii ostrzy. Wiert a piórkowe s uwa ane za narz dzia specjalne. S
stosowane w przemy le precyzyjnym do wiercenia otworów o rednicach mniejszych ni 1
mm. Wiert a do d ugich otworów maj specjaln konstrukcj z doprowadzeniem ch odziwa
i odprowadzeniem ch odziwa z wiórami. Wiert a o niedu ych rednicach z chwytem
cylindrycznym s mocowane w uchwytach samocentruj cych lub oprawkach spr ystych.
Wiert a wi ksze maj chwyty ze sto kiem Morse'a i s mocowane w gniazdach sto kowych
wrzecion obrabiarek. Je eli rednica chwytu wiert a jest mniejsza od rednicy gniazda, to do
mocowania stosuje si znormalizowane sto kowe tulejki redukcyjne. Klasa dok adno ci
wiercenia jest rz du IT 11÷13, a chropowato powierzchni: Ra = 5÷20 m.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 47
Rys. 29. Wiert a: a) kr te, b) piórkowe, c) lufowe (do d ugich otworów), d) rurowe.
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Pog bianie otworów polega na wykonaniu w istniej cym otworze zag bienia
sto kowego, walcowego, walcowego stopniowanego, kszta towego, jak równie obróbki
powierzchni czo owej otworu za pomoc pog biaczy. Ruchy g ówne i pomocnicze mog by
realizowane podobnie jak w procesie wiercenia. W przypadku obróbki na obrabiarkach
sterowanych numerycznie za pomoc narz dzi z wymiennymi p ytkami pog bianie
i rozwiercanie mo e by wykonywane tym samym narz dziem co wiercenie (rys. 30). Typo-
we pog biacze mog by wykonywane jako jednolite lub nasadzane. Pog bianie pozwala na
osi gni cie klasy dok adno ci IT 11 i chropowato ci Ra = 2,5÷10 m.
Rys. 30. Przyk ady pog biania na obrabiarkach: a) walcowo-czo owe, b) sto kowe, c) p askie, d)
kszta towe, e) uniwersalne narz dzie do wiercenia, pog biania i rozwiercania na obrabiarkach CNC; v
- pr dko obwodowa, vf - pr dko posuwu.
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 48
Rozwiercanie polega na usuwaniu niewielkich naddatków materia u z wierconych
uprzednio otworów za pomoc rozwiertaków (lub narz dzi do wiercenia, które pracuj wg
parametrów skrawania obróbki wyka czaj cej – w przypadku okre lonych zabiegów na
obrabiarkach z NC). Celem rozwiercania jest poprawienie dok adno ci wymiarów i kszta tów
otworów oraz zmniejszenie chropowato ci powierzchni, jak równie poprawienie innych
parametrów struktury geometrycznej powierzchni rozwiercanego otworu.
Rozwiertaki maszynowe s narz dziami wieloostrzowymi, które mog mie ostrza proste
lub rubowe. Rozwiertaki uj te s w Polskich Normach. Wyró nia si zdzieraki (PN-74/M-
57025) i wyka czaki (PN-89/M-58902). Zdzieraki s u do rozwiercania zgrubnego otworów
w klasie dok adno ci IT10 i chropowato ci powierzchni Ra = 2,5÷5 m. Wyka czaki s
u ywane do rozwiercania otworów na gotowo w klasie dok adno ci IT6÷l0 i chropowato ci
powierzchni Ra = 0,32÷0,25 m. Rozwiertaki sto kowe s przeznaczone do rozwiercania
otworów ze sto kiem Morse'a o zbie no ci 1:50, 1:30 oraz 1:10, 1:5 i innych. Rozwiercanie
sto ków o zbie no ci wi kszej ni 1:30 jest poprzedzane rozwiercaniem zgrubnym.
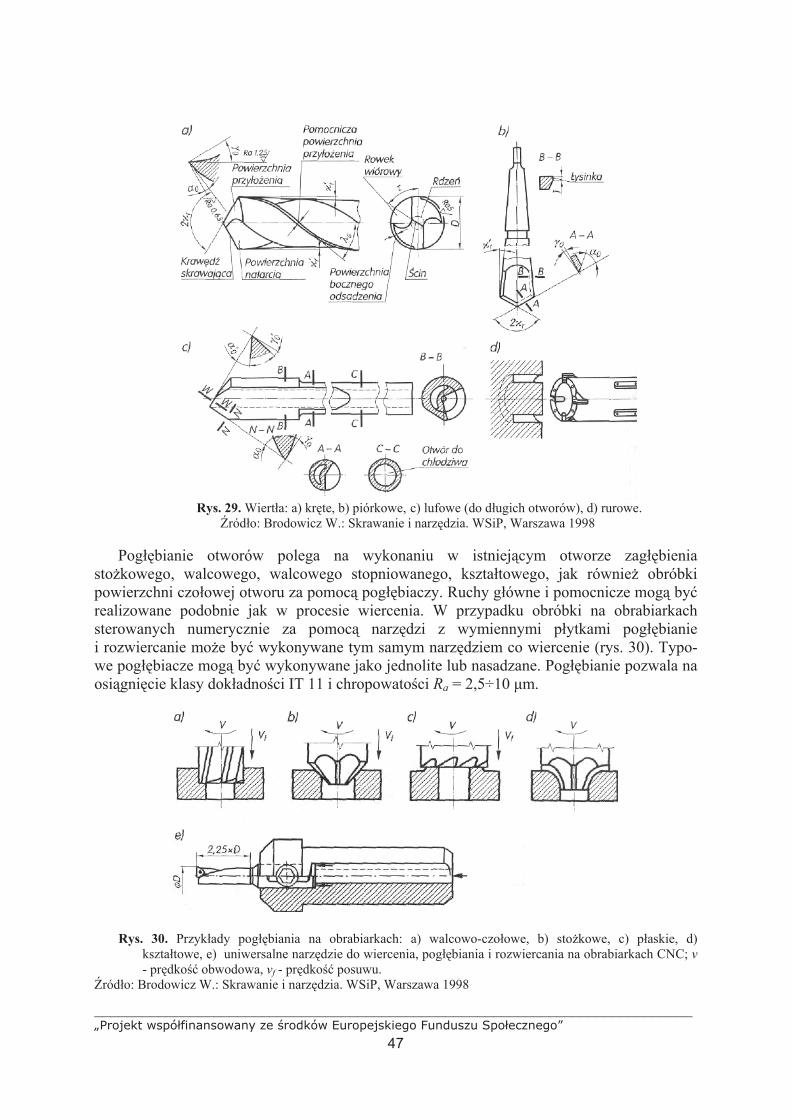
Elementem bazowym narz dzi do otworów jest ich o . Uk ad odniesienia narz dzi do
otworów (np. wierte kr tych - rys. 31) tworz p aszczyzny: podstawowa Pr, która przechodzi
przez o narz dzia i okre lony punkt na kraw dzi skrawaj cej, boczna prostopad a do Pr
i równoleg a do kierunku posuwu, tylna Pp prostopad a do Pr i Pf, skrawaj ca Pr styczna
kraw dzi skrawaj cej w okre lonym punkcie i prostopad a do Pr przekroju g ównego Po,
przechodz ca przez okre lony punkt kraw dzi skrawaj cej prostopadle do p aszczyzny Ps i Pr.
Rys. 31. Uk ad odniesienia narz dzi do otworów
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
K ty w przekroju g ównym s okre lane tak samo jak w no u tokarskim.
Technologiczne parametry skrawania w konwencjonalnych narz dziach do otworów to:
pr dko skrawania vc w m/min obliczana dla rednicy zewn trznej narz dzia, posuw f z
w mm/obr, posuw na jedno ostrze, g boko skrawania ap w mm równa po owie rednicy
wiert a przy wierceniu lub po owie ró nicy rednic po i przed obróbk przy powiercaniu,
pog bianiu czo owym i rozwiercaniu.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 49
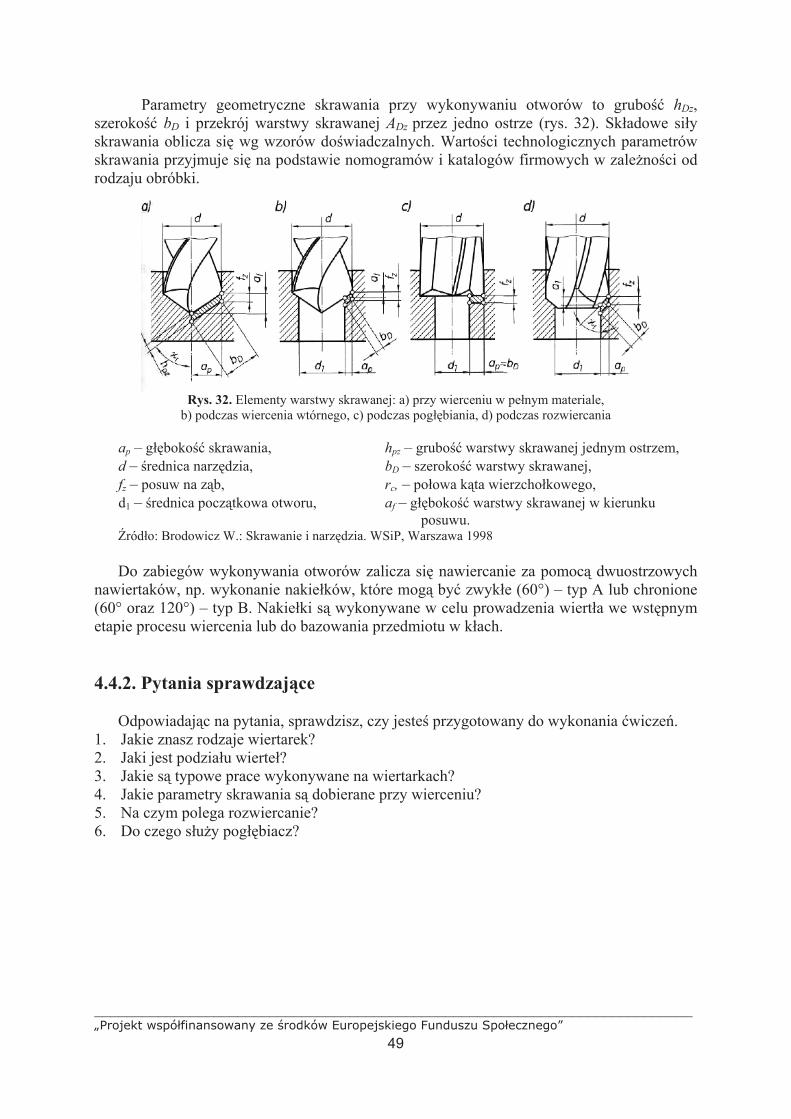
Parametry geometryczne skrawania przy wykonywaniu otworów to grubo hDz,
szeroko bD i przekrój warstwy skrawanej ADz przez jedno ostrze (rys. 32). Sk adowe si y
skrawania oblicza si wg wzorów do wiadczalnych. Warto ci technologicznych parametrów
skrawania przyjmuje si na podstawie nomogramów i katalogów firmowych w zale no ci od
rodzaju obróbki.
Rys. 32. Elementy warstwy skrawanej: a) przy wierceniu w pe nym materiale,
b) podczas wiercenia wtórnego, c) podczas pog biania, d) podczas rozwiercania
ap – g boko skrawania,
d – rednica narz dzia,
fz – posuw na z b,
d1 – rednica pocz tkowa otworu,
hpz – grubo warstwy skrawanej jednym ostrzem,
bD – szeroko warstwy skrawanej,
rc, – po owa k ta wierzcho kowego,
af – g boko warstwy skrawanej w kierunku
posuwu. ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Do zabiegów wykonywania otworów zalicza si nawiercanie za pomoc dwuostrzowych
nawiertaków, np. wykonanie nakie ków, które mog by zwyk e (60°) – typ A lub chronione
(60° oraz 120°) – typ B. Nakie ki s wykonywane w celu prowadzenia wiert a we wst pnym
etapie procesu wiercenia lub do bazowania przedmiotu w k ach.
4.4.2. Pytania sprawdzaj ce
Odpowiadaj c na pytania, sprawdzisz, czy jeste przygotowany do wykonania wicze .
1. Jakie znasz rodzaje wiertarek?
2. Jaki jest podzia u wierte ?
3. Jakie s typowe prace wykonywane na wiertarkach?
4. Jakie parametry skrawania s dobierane przy wierceniu?
5. Na czym polega rozwiercanie?
6. Do czego s u y pog biacz?
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 50
4.4.3 wiczenia
wiczenie 1
Dobierz narz dzia i przyrz dy do wykonywania operacji technologicznych na wiertarce
(na podstawie rysunku dostarczonego przez nauczyciela).
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) na podstawie karty technologicznej zidentyfikowa operacje jakie nale y wykona ,
3) dobra parametry do poszczególnych operacji,
4) na podstawie kart katalogowych dobra odpowiednie narz dzia,
5) dobra odpowiednie przyrz dy,
6) uzasadni dobór.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
poradniki i normatywy,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 2
Dobierz i nastaw parametry wiercenia.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) wynotowa z dokumentacji rodzaj materia u i rednic otworu,
3) z DTR obrabiarki wypisa istotne parametry,
4) z karty katalogowej narz dzia wypisa jego parametry,
5) dobra pr dko skrawania,
6) ustawi pr dko obrotow wiertarki.
Wyposa enie stanowiska pracy:
poradniki i normatywy,
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 3
Wykonaj obróbk otworu na wiertarce (na podstawie rysunku dostarczonego przez
nauczyciela).
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 51
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) dobra narz dzia skrawaj ce i przyrz dy,
3) dobra parametry wiercenia,
4) przygotowa wiertark do pracy,
5) zamocowa wiert o,
6) odpowiednio zamocowa materia ,
7) ustawi wymagan pr dko obrotow wiertarki,
8) wykona operacj wiercenia,
9) sprawdzi jako wykonanego otworu,
10) uprz tn stanowisko pracy,
11) dokona prezentacji wykonanego detalu.
Wyposa enie stanowiska pracy:
poradniki i normatywy,
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.4.4. Sprawdzian post pów Tak Nie
Czy potrafisz:
1) dokona klasyfikacji wiertarek
2) dobra narz dzia skrawaj ce do wykonania konkretnych prac
na wiertarce
3) opisa sposób mocowania materia u na wiertarce
4) opisa pog bianie otworów na wiertarkach
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 52
4.5. Frezowanie: odmiany frezowania, narz dzia do frezowania,
frezarki, prace wykonywane na frezarkach
4.5.1. Materia nauczania
Frezowanie jest jednym z cz sto stosowanych najbardziej wydajnych sposobów obróbki
skrawaniem, polegaj cych na oddzieleniu warstwy materia u za pomoc obracaj cego si
narz dzia (freza) na obrabiarce zwanej frezark . Frezowaniem mo na obrabia p aszczyzny,
powierzchnie krzywoliniowe, gwinty, ko a z bate, itp.
Frez wykonuje obrotowy ruch g ówny skrawania, natomiast przedmiot wykonuje
wzgl dem freza ruch posuwowy (post powy lub obrotowy). Z by freza wchodz c kolejno
w materia zdejmuj wióry o zmiennej grubo ci (kszta t w przekroju poprzecznym podobny
do przecinaka). Rozró nia si frezowanie obwodowe, w którym frez skrawa ostrzami
le cymi na powierzchni walcowej i frezowanie czo owe, w którym frez skrawa z bami
po o onymi na powierzchni czo owej. W zale no ci od kierunku ruchu posuwowego
wzgl dem freza frezowanie mo e by przeciwbie ne (kierunki pr dko ci ruchu obrotowego
freza i ruchu posuwowego przedmiotu s przeciwbie ne) lub wspó bie ne, gdy kierunek
ruchu posuwowego sto u frezarki jest zgodny z kierunkiem ruchu roboczego freza. Przy
frezowaniu przeciwbie nym kierunek ruchu posuwowego jest przeciwny do kierunku ruchu
roboczego. Frezowanie wspó bie ne jest bardziej dok adne.
Rys. 33. Rodzaje frezowania: a) przeciwbie ne, b) wspó bie ne
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Przedmioty o z o onych kszta tach mo na obrabia :
frezowaniem kszta towym – ostrze freza ma kszta t o takim zarysie, jaki powinien
uzyska obrabiany przedmiot np. ma o dok adne ko a z bate,
frezowaniem kopiowym opartym na zasadzie kopiowania wed ug wzornika lub
bezpo rednio z rysunku (kopiowanie), np. matryce, wykrojniki, ruby okr towe, itp.
frezowanie kopiowe wykonuje si na frezarko-kopiarkach lub na zwyk ych frezarkach
pionowych wyposa onych dodatkowo w specjalne przyrz dy.
Podzia frezarek:
Pod wzgl dem rozpowszechnienia frezarki zajmuj drugie miejsce, po tokarkach. Ze
wzgl du na przeznaczenie frezarki dziel si na trzy grupy:
ogólnego przeznaczenia, umo liwiaj ce obróbk , ró nych powierzchni na ró nych
przedmiotach obrabianych,
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 53
specjalizowane, umo liwiaj ce obróbk okre lonych powierzchni na ró nych
przedmiotach obrabianych,
specjalne, dostosowane do wykonywania okre lonych operacji na wybranych
przedmiotach obrabianych.
Najbardziej rozpowszechnione s frezarki ogólnego przeznaczenia, które podzieli mo na
na nast puj ce odmiany:
1) wspornikowe (konsolowe),
2) bezwspornikowe (bezkonsolowe),
3) wzd u ne,
4) karuzelowe,
5) sto owa.
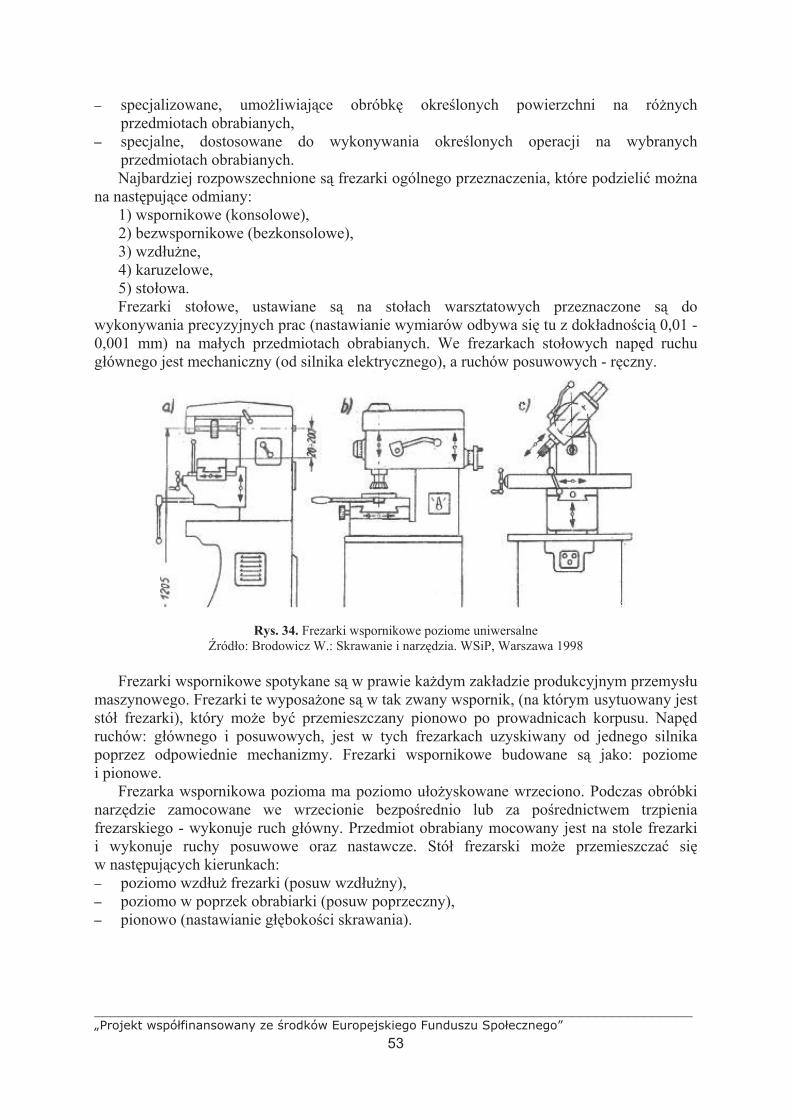
Frezarki sto owe, ustawiane s na sto ach warsztatowych przeznaczone s do
wykonywania precyzyjnych prac (nastawianie wymiarów odbywa si tu z dok adno ci 0,01 -
0,001 mm) na ma ych przedmiotach obrabianych. We frezarkach sto owych nap d ruchu
g ównego jest mechaniczny (od silnika elektrycznego), a ruchów posuwowych - r czny.
Rys. 34. Frezarki wspornikowe poziome uniwersalne
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Frezarki wspornikowe spotykane s w prawie ka dym zak adzie produkcyjnym przemys u
maszynowego. Frezarki te wyposa one s w tak zwany wspornik, (na którym usytuowany jest
stó frezarki), który mo e by przemieszczany pionowo po prowadnicach korpusu. Nap d
ruchów: g ównego i posuwowych, jest w tych frezarkach uzyskiwany od jednego silnika
poprzez odpowiednie mechanizmy. Frezarki wspornikowe budowane s jako: poziome
i pionowe.
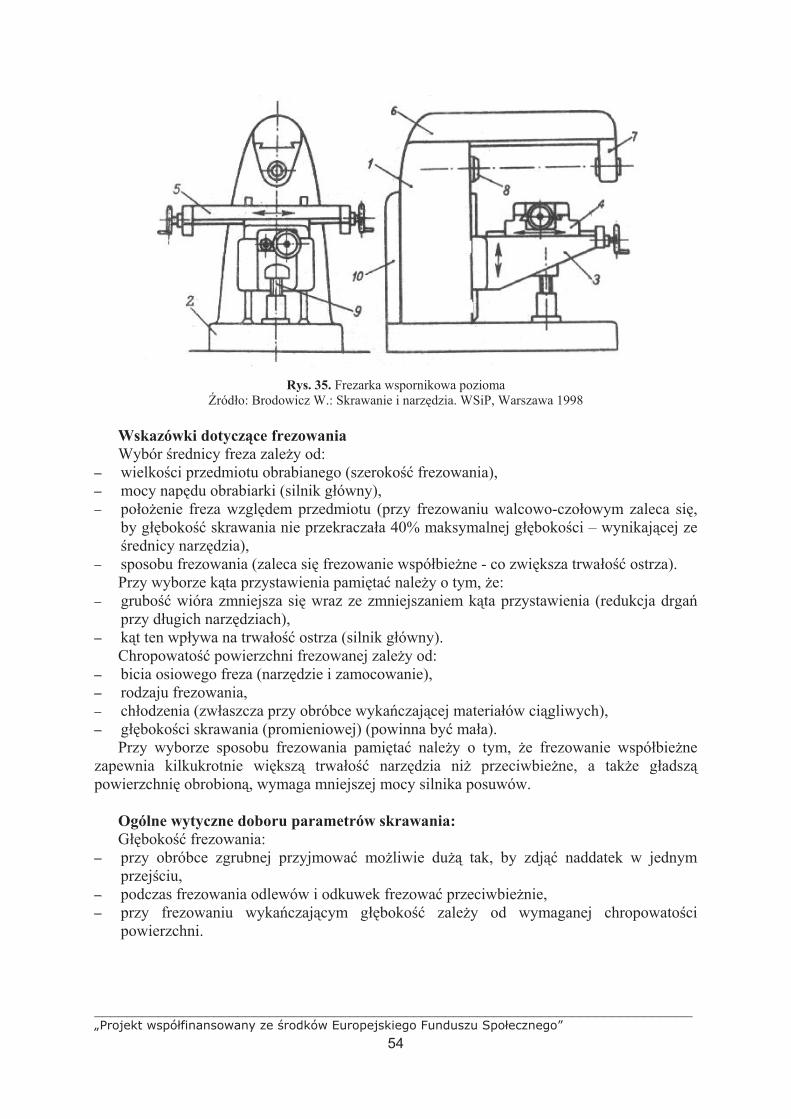
Frezarka wspornikowa pozioma ma poziomo u o yskowane wrzeciono. Podczas obróbki
narz dzie zamocowane we wrzecionie bezpo rednio lub za po rednictwem trzpienia
frezarskiego - wykonuje ruch g ówny. Przedmiot obrabiany mocowany jest na stole frezarki
i wykonuje ruchy posuwowe oraz nastawcze. Stó frezarski mo e przemieszcza si
w nast puj cych kierunkach:
poziomo wzd u frezarki (posuw wzd u ny),
poziomo w poprzek obrabiarki (posuw poprzeczny),
pionowo (nastawianie g boko ci skrawania).
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 54
Rys. 35. Frezarka wspornikowa pozioma
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Wskazówki dotycz ce frezowania
Wybór rednicy freza zale y od:
wielko ci przedmiotu obrabianego (szeroko frezowania),
mocy nap du obrabiarki (silnik g ówny),
po o enie freza wzgl dem przedmiotu (przy frezowaniu walcowo-czo owym zaleca si ,
by g boko skrawania nie przekracza a 40% maksymalnej g boko ci – wynikaj cej ze
rednicy narz dzia),
sposobu frezowania (zaleca si frezowanie wspó bie ne - co zwi ksza trwa o ostrza).
Przy wyborze k ta przystawienia pami ta nale y o tym, e:
grubo wióra zmniejsza si wraz ze zmniejszaniem k ta przystawienia (redukcja drga
przy d ugich narz dziach),
k t ten wp ywa na trwa o ostrza (silnik g ówny).
Chropowato powierzchni frezowanej zale y od:
bicia osiowego freza (narz dzie i zamocowanie),
rodzaju frezowania,
ch odzenia (zw aszcza przy obróbce wyka czaj cej materia ów ci gliwych),
g boko ci skrawania (promieniowej) (powinna by ma a).
Przy wyborze sposobu frezowania pami ta nale y o tym, e frezowanie wspó bie ne
zapewnia kilkukrotnie wi ksz trwa o narz dzia ni przeciwbie ne, a tak e g adsz
powierzchni obrobion , wymaga mniejszej mocy silnika posuwów.
Ogólne wytyczne doboru parametrów skrawania:
G boko frezowania:
przy obróbce zgrubnej przyjmowa mo liwie du tak, by zdj naddatek w jednym
przej ciu,
podczas frezowania odlewów i odkuwek frezowa przeciwbie nie,
przy frezowaniu wyka czaj cym g boko zale y od wymaganej chropowato ci
powierzchni.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 55
Posuw frezowania:
przy obróbce zgrubnej przyjmowa mo liwie du y odpowiednio do mocy frezarki
(w tabelach do doboru parametrów podaje si zwykle posuw na ostrze),
przy frezowaniu wyka czaj cym wraz ze zmniejszaniem posuwu polepsza si jako
powierzchni, zbyt ma y posuw powoduje powstawanie po lizgu ostrzy. Posuw winien by
nie mniejszy od 0,05mm na jedno ostrze, cho zale y to od wielu czynników, np.
sztywno ci przedmiotu i maszyny, zamocowania (w tabelach podaje si posuw na obrót).
Pr dko skrawania:
dobierana z tabel w zale no ci od materia u obrabianego i kontrolowana trwa o ci
ostrzy,
przy tym parametrze mamy najwi ksz swobod , ale zwi kszaj c v skracamy trwa o
narz dzia - wydajno obróbki wzrasta, je eli mamy automatyczn zmian narz dzia, bo
przy r cznej wymianie mo e ulec zmniejszeniu, a zmniejszaj c v zmniejszamy wydajno
obróbki.
Frezy
W frezach wyró niamy ostrza skrawaj ce, które kszta tem i geometria ostrza s podobne
do no a tokarskiego.
Ze wzgl du na budow rozró niamy frezy:
walcowe,
tarczowe,
palcowe,
kszta towe,
walcowo-czo owe,
k towe,
specjalne.
Frezy walcowe s przeznaczone do obróbki powierzchni p askich.
Frezy tarczowe s przeznaczone do obróbki ró nego rodzaju rowków, wci itp.
Frezy palcowe s u g ównie do obróbki rowków na wpusty i kliny oraz ró nego rodzaju
powierzchni p askich wg bnych.
Frezy kszta towe stanowi bardzo liczna grup narz dzi stosowanych do obróbki
powierzchni o skomplikowanych kszta tach, np. do obróbki gwintów, uz bie , rowków
kszta towych oraz ró nych kszta tów specjalnych.
Ze wzgl du na zarys ostrzy wyró nia si frezy:
jedno cianowe,
dwu cianowe,
ukowe,
zataczane.
Frezy o ostrzach jedno cianowych najprostszych do wykonania, s stosowane do robót
niewymagaj cych obci enia, poniewa grubo z bów, a zatem i ich wytrzyma o nie s
znaczne.
Frezy o ostrzach dwu ciennych s przeznaczone do takich samych robót jak frezy
jedno cienne tylko ze frezy dwu cienne s bardziej wytrzyma e na obci enie
Frezy o ostrzach ukowych s wytrzyma e i dlatego s stosowane do prac ci kich. Rowki
wiórowe o ostrzach ukowych s w stanie pomie ci podczas skrawania wi cej wiórów ni we
frezach dwu ciennych, dlatego s od nich lepsze.
Frezy o ostrzach zataczanych zachowuj niezmienione kszta ty po ostrzeniu. Z tego
powodu mimo trudno ci ich wykonania stosuje je si tam, gdzie wymagane jest nadanie
przedmiotowi odpowiednich, nieraz skomplikowanych kszta tów.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 56
Ze wzgl du na sposób zamocowania rozró nia si frezy:
nasadzane,
trzpieniowe.
Frezy nasadzane s zazwyczaj walcowe lub tarczowe. Zamocowuje je si na trzpieniu
frezarskim o rednicy odpowiadaj cym rednicy otworu we frezie.
Frezy trzpieniowe nie wymagaj stosowania oddzielnych trzpieni do ich zamocowania,
gdy z w asnymi trzpieniami tworz ca o . Typowym frezem trzpieniowym jest frez
palcowy.
Podzielnica
Podzielnice stosuje si przy pracach frezerskich wymagaj cych podzia u obwodów ko a
na cz ci itp. Typowymi operacjami wykonywanymi z u yciem podzielnic s : nacinanie
uz bie ko z batych, frezowanie rowków rubowych na wiert ach kr tych, nacinanie ostrzy
na frezach, itp.
Typowe prace wykonywane na frezarkach
Przedmioty frezowane zamocowuje si w zale no ci od kszta tu i wielko ci najcz ciej
bezpo rednio na stole frezarki, w imadle maszynowym, w uchwycie podzielnicy lub
przyrz dach specjalnych.
Najcz ciej stosowan operacj obróbki frezowaniem jest frezowanie p aszczyzn. Do tego
celu u ywa si frezów walcowych, frezów walcowo-czo owych oraz g owic frezowych
wieloostrzowych z wymiennymi ostrzami.
Kolejn prac wykonywan na frezarkach jest frezowanie rowków prostych. Do takich
operacji u ywa si frezów tarczowych trzystronnych o z bach prostoliniowych, frezów
tarczowych o z bach naprzemiansko nych lub frezów trzpieniowych.
Rowki teowe frezuje si za pomoc frezów trzpieniowych tarczowych.
Prowadnice trapezowe lub rowki trapezowe nale y frezowa za pomoc frezów
trzpieniowych k towych. Rowki k towe wykonuje si za pomoc frezów k towych
dwustronnych.
Na frezarkach mo na nacina uz bienie kó z batych. Istnieje kilka sposobów obróbki
uz bie . Jeden z nich polega na wykorzystaniu modu owych frezów kr kowych lub
trzpieniowych. Jest to tak zwana metoda kszta towa, stosowana tam, gdzie nie jest wymagana
du a dok adno . Wynika to z trudno ci wykonania narz dzi kszta towych oraz
niedok adno ci ustawienia narz dzia na obrabiarce. Ponadto wad tej metody jest konieczno
posiadania oddzielnych narz dzi do kó z batych o ró nych parametrach. Frezy modu owe
stosuje si zwykle do modu ów mniejszych. Uz bienie o modu ach przekraczaj cych 20 mm
obrabia si frezami kszta towymi. Frezowanie kszta towe stosuje si jedynie w produkcji
jednostkowej.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 57
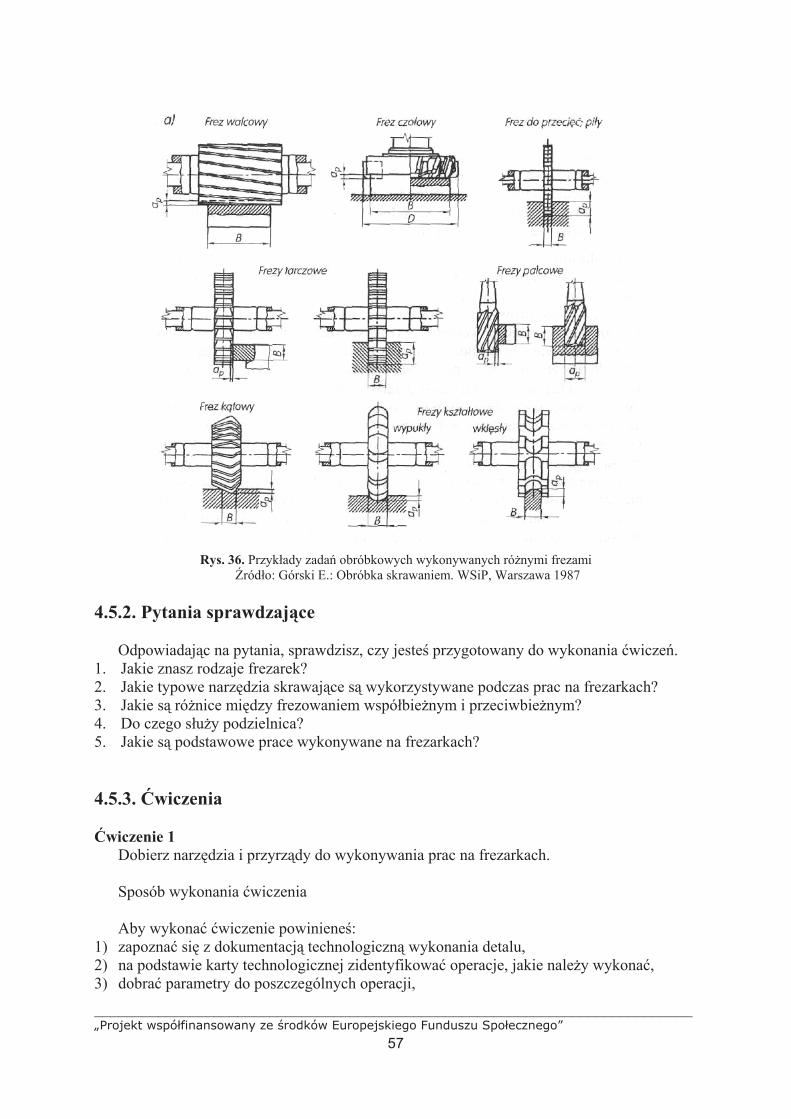
Rys. 36. Przyk ady zada obróbkowych wykonywanych ró nymi frezami
ród o: Górski E.: Obróbka skrawaniem. WSiP, Warszawa 1987
4.5.2. Pytania sprawdzaj ce
Odpowiadaj c na pytania, sprawdzisz, czy jeste przygotowany do wykonania wicze .
1. Jakie znasz rodzaje frezarek?
2. Jakie typowe narz dzia skrawaj ce s wykorzystywane podczas prac na frezarkach?
3. Jakie s ró nice mi dzy frezowaniem wspó bie nym i przeciwbie nym?
4. Do czego s u y podzielnica?
5. Jakie s podstawowe prace wykonywane na frezarkach?
4.5.3. wiczenia
wiczenie 1
Dobierz narz dzia i przyrz dy do wykonywania prac na frezarkach.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) na podstawie karty technologicznej zidentyfikowa operacje, jakie nale y wykona ,
3) dobra parametry do poszczególnych operacji,
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 58
4) na podstawie kart katalogowych dobra odpowiednie narz dzia,
5) krótko uzasadni dobór narz dzi i przyrz dów.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
poradniki i normatywy,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 2
Dobierz i nastaw parametry frezowania.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) wynotowa z dokumentacji rodzaj materia u, warto ci naddatków na obróbk ,
3) z DTR obrabiarki wypisa istotne parametry,
4) z karty katalogowej narz dzia wypisa jego parametry,
5) dobra warto ci naddatków na obróbk zgrubn i wyka czaj c ,
6) obliczy pr dko obrotow i pr dko posuwu,
7) uzasadni obliczone parametry.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,
DTR i instrukcja obs ugi obrabiarki,
poradniki i normatywy,
karty katalogowe narz dzi,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 3
Wykonaj cz ci maszyn na frezarce.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn procesu wytwarzania detalu, DTR
i instrukcj obs ugi obrabiarki,
2) wypisa konieczne operacje,
3) do danych operacji dobra niezb dne narz dzia i przyrz dy,
4) dobra parametry skrawania,
5) wszystkie istotne informacje zapisa w formie instrukcji obróbki,
6) zamocowa materia na frezarce,
7) zamocowa odpowiednie narz dzia i oprzyrz dowanie na frezarce,
8) wykona detal zgodnie ze sporz dzon instrukcj obróbki,
9) sprawdzi jako wykonanego elementu,
10) uprz tn stanowisko pracy,
11) dokona prezentacji wykonanego detalu.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 59
Wyposa enie stanowiska pracy:
hala maszyn wyposa ona w obrabiarki skrawaj ce ró nego typu,
Dokumentacja Techniczno-Ruchowa i instrukcje obs ugi obrabiarek,
dokumentacja technologiczna,
ró ne narz dzia skrawaj ce i przyrz dy,
poradniki i normatywy,
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.5.4. Sprawdzian post pów Tak Nie
Czy potrafisz:
1) dokona podzia u frezów?
2) dobra odpowiednie narz dzia i przyrz dy do konkretnych
operacji wykonywanych na frezarkach?
3) zamocowa materia na frezarce?
4) wykona proste operacje frezarskie?
5) opisa budow frezarki i zadania poszczególnych podzespo ów?
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 60
4.6. Szlifowanie: narz dzia do szlifowania, odmiany szlifowania
prace wykonywane na szlifierkach
4.6.1. Materia nauczania
Szlifowanie
Szlifowanie jest najbardziej rozpowszechnionym rodzajem obróbki wyka czaj cej
skrawaniem, zaliczanej do grupy obróbek ciernych. Narz dzia stosowane w procesie
szlifowania zwane s ciernicami, wykonuj one g ówny ruch obrotowy.
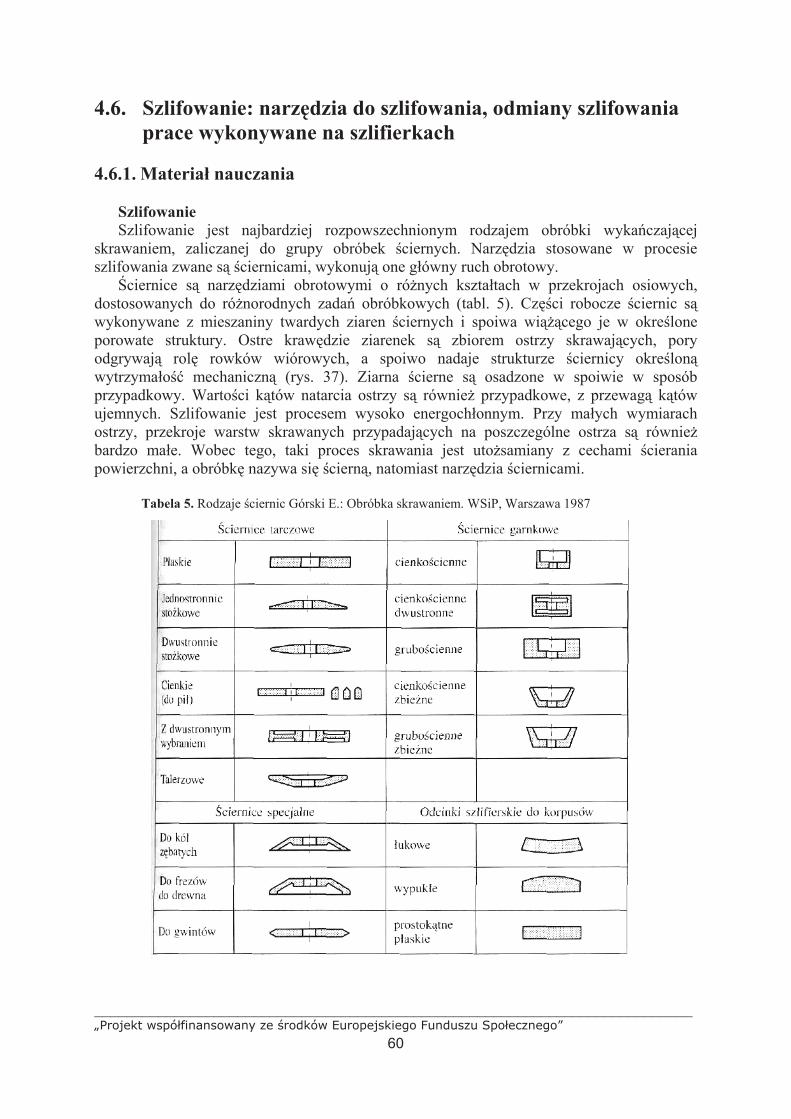
ciernice s narz dziami obrotowymi o ró nych kszta tach w przekrojach osiowych,
dostosowanych do ró norodnych zada obróbkowych (tabl. 5). Cz ci robocze ciernic s
wykonywane z mieszaniny twardych ziaren ciernych i spoiwa wi cego je w okre lone
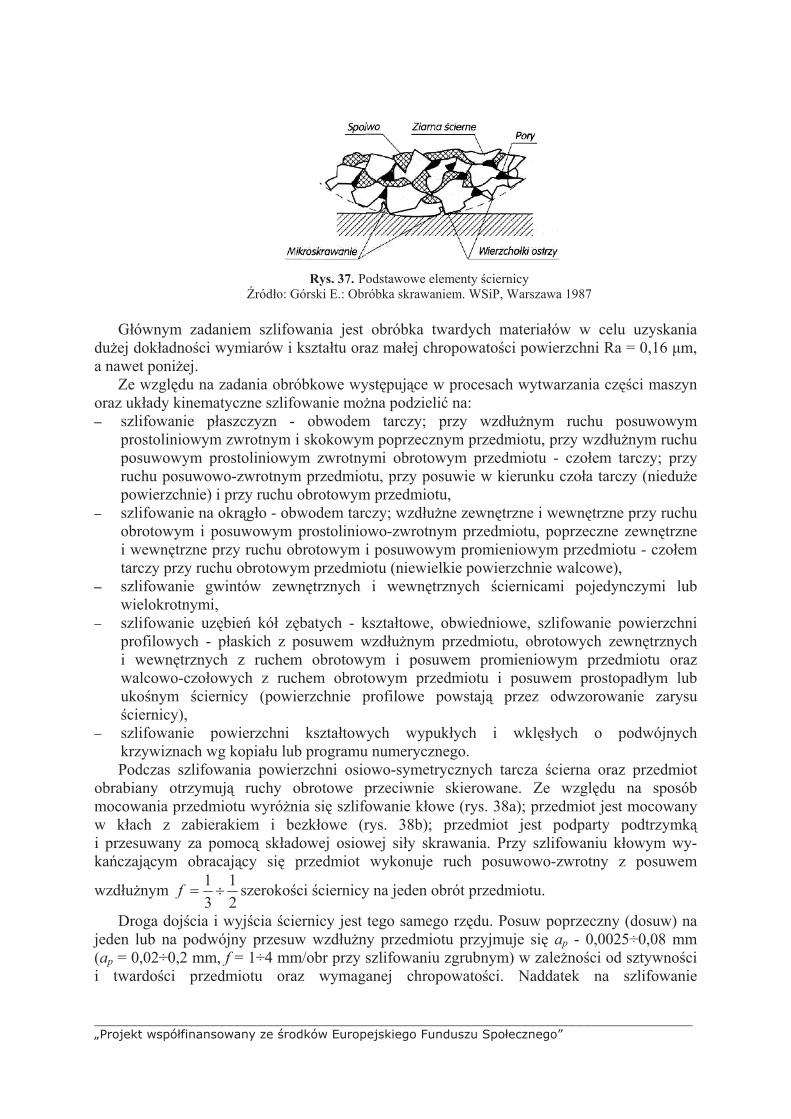
porowate struktury. Ostre kraw dzie ziarenek s zbiorem ostrzy skrawaj cych, pory
odgrywaj rol rowków wiórowych, a spoiwo nadaje strukturze ciernicy okre lon
wytrzyma o mechaniczn (rys. 37). Ziarna cierne s osadzone w spoiwie w sposób
przypadkowy. Warto ci k tów natarcia ostrzy s równie przypadkowe, z przewag k tów
ujemnych. Szlifowanie jest procesem wysoko energoch onnym. Przy ma ych wymiarach
ostrzy, przekroje warstw skrawanych przypadaj cych na poszczególne ostrza s równie
bardzo ma e. Wobec tego, taki proces skrawania jest uto samiany z cechami cierania
powierzchni, a obróbk nazywa si ciern , natomiast narz dzia ciernicami.
Tabela 5. Rodzaje ciernic Górski E.: Obróbka skrawaniem. WSiP, Warszawa 1987
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego”
Rys. 37. Podstawowe elementy ciernicy
ród o: Górski E.: Obróbka skrawaniem. WSiP, Warszawa 1987
G ównym zadaniem szlifowania jest obróbka twardych materia ów w celu uzyskania
du ej dok adno ci wymiarów i kszta tu oraz ma ej chropowato ci powierzchni Ra = 0,16 m,
a nawet poni ej.
Ze wzgl du na zadania obróbkowe wyst puj ce w procesach wytwarzania cz ci maszyn
oraz uk ady kinematyczne szlifowanie mo na podzieli na:
szlifowanie p aszczyzn - obwodem tarczy; przy wzd u nym ruchu posuwowym
prostoliniowym zwrotnym i skokowym poprzecznym przedmiotu, przy wzd u nym ruchu
posuwowym prostoliniowym zwrotnymi obrotowym przedmiotu - czo em tarczy; przy
ruchu posuwowo-zwrotnym przedmiotu, przy posuwie w kierunku czo a tarczy (niedu e
powierzchnie) i przy ruchu obrotowym przedmiotu,
szlifowanie na okr g o - obwodem tarczy; wzd u ne zewn trzne i wewn trzne przy ruchu
obrotowym i posuwowym prostoliniowo-zwrotnym przedmiotu, poprzeczne zewn trzne
i wewn trzne przy ruchu obrotowym i posuwowym promieniowym przedmiotu - czo em
tarczy przy ruchu obrotowym przedmiotu (niewielkie powierzchnie walcowe),
szlifowanie gwintów zewn trznych i wewn trznych ciernicami pojedynczymi lub
wielokrotnymi,
szlifowanie uz bie kó z batych - kszta towe, obwiedniowe, szlifowanie powierzchni
profilowych - p askich z posuwem wzd u nym przedmiotu, obrotowych zewn trznych
i wewn trznych z ruchem obrotowym i posuwem promieniowym przedmiotu oraz
walcowo-czo owych z ruchem obrotowym przedmiotu i posuwem prostopad ym lub
uko nym ciernicy (powierzchnie profilowe powstaj przez odwzorowanie zarysu
ciernicy),
szlifowanie powierzchni kszta towych wypuk ych i wkl s ych o podwójnych
krzywiznach wg kopia u lub programu numerycznego.
Podczas szlifowania powierzchni osiowo-symetrycznych tarcza cierna oraz przedmiot
obrabiany otrzymuj ruchy obrotowe przeciwnie skierowane. Ze wzgl du na sposób
mocowania przedmiotu wyró nia si szlifowanie k owe (rys. 38a); przedmiot jest mocowany
w k ach z zabierakiem i bezk owe (rys. 38b); przedmiot jest podparty podtrzymk
i przesuwany za pomoc sk adowej osiowej si y skrawania. Przy szlifowaniu k owym wy-
ka czaj cym obracaj cy si przedmiot wykonuje ruch posuwowo-zwrotny z posuwem
wzd u nym 2
1
3
1f szeroko ci ciernicy na jeden obrót przedmiotu.
Droga doj cia i wyj cia ciernicy jest tego samego rz du. Posuw poprzeczny (dosuw) na
jeden lub na podwójny przesuw wzd u ny przedmiotu przyjmuje si ap - 0,0025÷0,08 mm
(ap = 0,02÷0,2 mm, f = 1÷4 mm/obr przy szlifowaniu zgrubnym) w zale no ci od sztywno ci
i twardo ci przedmiotu oraz wymaganej chropowato ci. Naddatek na szlifowanie
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 62
S = 0,15÷0,3 mm jest zdejmowany w kilku przej ciach. Teoretyczn liczb przej oblicza si
dziel c pa
S.
Rzeczywista g boko szlifowania jest kilkana cie procent mniejsza wskutek
odkszta ce spr ystych przedmiotu i tarczy ciernej spowodowanych stosunkowo du
warto ci si y odporowej. Wobec tego przy dok adnym szlifowaniu stosuje si tzw.
wyiskrzanie, które polega na wielokrotnym ruchu posuwowo-zwrotnym przedmiotu
wzgl dem tarczy bez dosuwu poprzecznego (przy szlifowaniu wg bnym zatrzymuje si
posuw poprzeczny), a do ca kowitego odpr enia si przedmiotu obrabianego i tarczy
ciernej. Podczas wyiskrzania intensywno iskrzenia w strefie skrawania jest miar usuwania
naddatku pozosta ego wskutek odkszta ce spr ystych. W chwili, gdy iskrzenie ustaje,
proces wyiskrzania jest zako czony. Procesy szlifowania przebiegaj z doprowadzeniem
cieczy ch odz co-smaruj cej, która oprócz ch odzenia i smarowania usuwa produkty
skrawania i zu ycia ciernicy.
Szlifowanie wg bne stosuje si do krótkich elementów powierzchni obrotowych.
Tarcza cierna lub zestaw tarcz o zarysie wymaganej powierzchni porusza si z posuwem
prostopad ym do powierzchni obrabianej (rys. 38c). Posuw poprzeczny przy szlifowaniu
wg bnym jest rz du 0,002÷0,05 mm na jeden obrót przedmiotu. Szlifowanie bezk owe
odbywa si na ogó z posuwem wzd u nym. Cz szlifowana podparta uko n podpórk jest
umieszczona mi dzy dwoma tarczami ciernymi, które obracaj si w tym samym kierunku.
Tarcza szlifuj ca obraca si szybko z pr dko ci np. 35 m/s, a druga - prowadz ca - znacznie
wolniej: 0,15÷1,5 m/s. O tarczy prowadz cej jest pochylona pod k tem 1÷4,5° do osi tarczy
szlifuj cej celem nadania cz ci szlifowanej posuwu wzd u nego.
Szlifowanie otworów cylindrycznych lub sto kowych z posuwem wzd u nym przebiega
podobnie jak szlifowanie d ugich wa ków (rys. 38d). Po ka dym podwójnym przej ciu
ciernicy jest realizowany posuw poprzeczny (dosuw) przedmiotu o warto ap = 0,002÷0,01
mm przy szlifowaniu wyka czaj cym i ap = 0,006÷0,03 mm przy szlifowaniu zgrubnym.
rednica ciernicy jest ograniczona warto ci rednicy szlifowanego otworu, najcz ciej
wynosi ok. 0,75 rednicy otworu. Do uzyskania w a ciwej pr dko ci szlifowania, szczególnie
przy obróbce ma ych otworów, stosuje si du e pr dko ci obrotowe rz du
n = 30 000÷l00000 obr/min. Przy obróbce otworów w cz ciach nieobrotowych stosuje si
szlifowanie planetarne (rys. 38g).
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 63
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 64
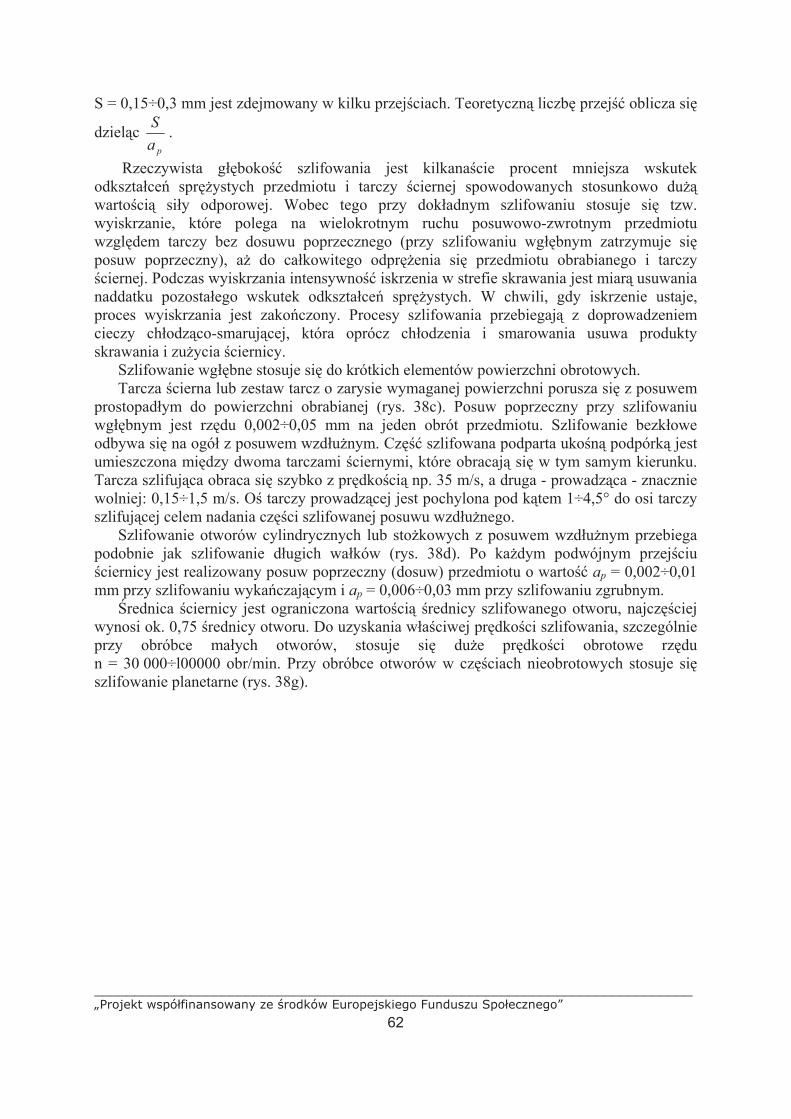
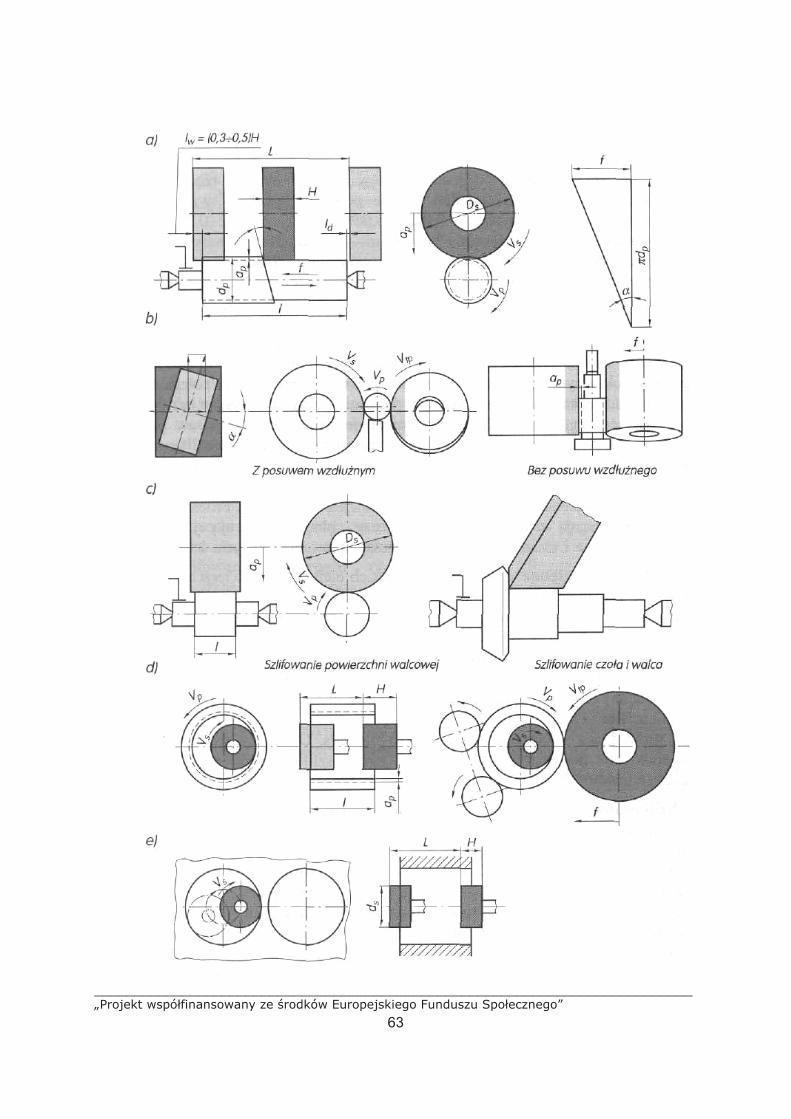
Rys. 38. Podstawowe odmiany szlifowania:
a) szlifowanie k owe wa ków,
b) szlifowanie bezk owe wa ków,
c) szlifowanie wg bne,
d) szlifowanie otworów (zwyk e),
e) szlifowanie otworów planetarne,
f) szlifowanie powierzchni obwodem ciernicy,
g) szlifowanie powierzchni czo em ciernicy;
vs - pr dko ciernicy,
vp - pr dko przedmiotu,
ap - grubo skrawania,
H - szeroko ciernicy,
vlp - pr dko obwodowa tarczy pomocniczej,
L - przemieszczenie tarczy,
l - d ugo wa ka,
f- posuw wzd u ny,
a - k t nachylenia ciernicy pomocniczej
wzgl dem g ównej,
lw - droga wyj cia,
ld - droga doj cia,
Ds - rednica tarczy segmentowej,
dp - rednica przedmiotu,
ds - rednica ciernicy do otworów. ród o: Górski E.: Obróbka skrawaniem. WSiP, Warszawa 1987
Szlifowanie p aszczyzn mo e by wykonywane powierzchni walcow lub czo ow
ciernicy (rys. 38f, g). Przy szlifowaniu zgrubnym (powierzchni walcow ) stosuje si
g boko szlifowania ap = 0,015÷0,05 mm i posuw wzd u ny f do 70 m/min, przy
szlifowaniu wyka czaj cym ap = 0,005÷0,01 mm i f = 10÷20 m/min. Przy szlifowaniu
wyka czaj cym czo em ciernicy ap = 0,005÷0,01 mm i f = 20÷30 m/min. Do szlifowania
materia ów twardych stosuje si spoiwa mi kkie, do materia ach mi kkich -spoiwa twarde.
Pr dko skrawania jest ograniczona wytrzyma o ci spoiwa na rozerwanie ciernicy
przez si y od rodkowe. W zale no ci od zastosowanego spoiwa pr dko ci skrawania
wynosz :
v = 35 m/s - spoiwa ceramiczne (tradycyjne),
v = 45 m/s - spoiwa magnezytowe,
v = 50÷80 m/s - spoiwa elastyczne,
v = 200÷300 m/s - spoiwa metalowo-galwaniczne.
Prawid owy przebieg procesu szlifowania wymaga poprawnego zamocowania, obci gania
i wyrównowa enia tarczy ciernej. Obci ganie polega na usuni ciu bicia promieniowego
i wzd u nego ciernicy (nadania wymaganej geometrii lub jej przywrócenia w przypadku
st pienia) za pomoc obci gacza diamentowego. Wyrównowa enie statyczne polega na
doprowadzeniu rodka ci ko ci tarczy do po o enia osiowego (nale y je zawsze stosowa ).
Wyrównowa enie dynamiczne polega na ograniczeniu do mo liwego minimum
momentów si bezw adno ci powstaj cych wskutek niejednorodnego rozk adu masy
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 65
ciernicy. Powinno by stosowane bezpo rednio na wrzecionie szlifierki je eli pr dko
obwodowa tarczy jest wi ksza ni 45 m/s.
Najcz ciej stosowanymi materia ami ciernymi s : korund lub elektrokorund A12O3,
w glik krzemu SiC, w glik boru B4C, regularny azotek boru B4N i diament. Oznaczanie
ciernic uj te jest w PN ISO 525:2001 i ujmuje: kszta t i wymiary, materia i wielko ziaren,
rodzaj spoiwa, struktur i twardo ciernicy. Podstawowe rodzaje szlifierek do wa ków to:
k owe, bezk owe, do p aszczyzn, do otworów, do gwintów, ostrzarki do narz dzi oraz
szlifierki CNC.
4.6.2. Pytania sprawdzaj ce
Odpowiadaj c na pytania, sprawdzisz, czy jeste przygotowany do wykonania wicze .
1. Jaki jest cel szlifowania elementów?
2. Jakie s podstawowe rodzaje szlifierek?
3. Jakie s typowe prace wykonywane na szlifierkach?
4. Jakimi metodami mo na obrabia ko a z bate na szlifierkach?
5. Jakie materia y s stosowane na ciernice?
6. Jakie znasz rodzaje ciernic?
4.6.3. wiczenia
wiczenie 1
Dobierz kszta t ciernicy do konkretnej operacji obróbkowej.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) zapozna si z DTR i instrukcj obs ugi obrabiarki,
3) dobra kszta t potrzebnej ciernicy,
4) uzasadni wybór.
Wyposa enie stanowiska pracy:
przyk adowe dokumentacje technologiczne,
DTR i instrukcje obs ugi obrabiarek,
literatura zgodna z punktem 6 poradnika dla ucznia.
wiczenie 2
Wykonaj operacje szlifowania cz ci maszynowej zgodnie z rysunkiem.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) zapozna si z DTR i instrukcj obs ugi obrabiarki,
3) dobra kszta t potrzebnej ciernicy,
4) uzasadni wybór ciernicy,
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 66
5) zamocowa przedmiot obrabiany,
6) wykona operacje szlifowania,
7) zaprezentowa efekty swojej pracy,
8) dokona oceny wiczenia.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,
szlifierka do p aszczyzn,
szlifierka do wa ków,
DTR i instrukcje obs ugi obrabiarek,
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.6.4. Sprawdzian post pów Tak Nie
Czy potrafisz:
1) wymieni podstawowe operacje wykonywane na szlifierkach?
2) wymieni podstawowe rodzaje szlifierek?
3) dobiera narz dzia cierne?



















![Author : Dr. Ajay Valia - · PDF fileL©$rÓd rhe®]$p_ 01 Author : Dr. Ajay Valia (Artificial Insemination) - IUI IUI (L©$rÓd rhe®]$p_)](https://img.pdfslide.tips/doc/110x75/5ab0f0f07f8b9a6b468be317/author-dr-ajay-valia-rd-rhep-01-author-dr-ajay-valia-artificial-insemination.jpg)








