План-конспект уроку виробничого навчання з професії «Верстатник широкого профілю» 2 розряду
Тема програми № 4 «Обробка зовнішніх циліндричних і торцевих поверхонь»
Проведення уроку № 2
ПЛАН УРОКУ
Тема уроку: Підрізання торців та уступів при установці заготовок
в самоцентруючому патроні.
Мета уроку:
Освітня: Навчитися підрізати торці та уступи відігнутим
прохідним, прохідним упорним або підрізним
різцями з ручною подачею різця.
Розвиваюча: Сформувати професійні навички на вміння.
Виховна: Виховувати в учнів бажання до оволодіння
знаннями, самостійність в роботі та самоконтролю.
Оснащення
робочого місця:
Токарно-гвинторізний верстат 1К62; патрон
трикулачковий самоцентруючий; набір різців
(прохідний упорний, відігнутий прохідний та
підрізний); штангенциркуль ШЦ-1; ступінчаста
циліндрична заготівка, гладка циліндрична заготівка;
плакати; захисні окуляри, крючок для видалення
стружки.
Тип уроку: Урок набуття учнями нових знань.
1. Організаційний
етап:
1.1. Перевірка наочності учнів.
1.2. Перевірка зовнішнього виду учнів.
1.3. Перевірка готовності учнів до уроку.
2. Вступний
інструктаж:
2.1. Повідомлення теми та мети уроку.
2.2. Актуалізація знань та умінь учнів.

- У якому вузлі верстата кріпиться трикулачковий самоцентруючий патрон?
- Чому трикулачковий патрон називають самоцентруючим?
- Який вал називають ступінчатим?
- Як попередити захоплення одягу при обертаючомуся патроні?
У машинобудуванні при обробці ступінчастих валів застосовують
наступні операції: це підрізання торців та уступів. При цьому обробляються
вали різної конфігурації (мал. 1).
Обробку торців і уступів виконують
на токарному верстаті з установкою
заготівки в трикулачковому
самоцентруючому патроні.
При підрізанні торців і уступів
необхідно правильно закріплювати
заготівку в трикулачковий патрон. Виліт заготівки має бути по можливості
мінімальним, він не повинен перевищувати три її діаметри.
Торцеві поверхні обробляють при поперечній подачі різця, яка
здійснюється на токарному верстаті рухом поперечного супорту.
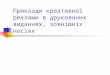
При обробці торців застосовують наступні різці: відігнутий прохідний,
прохідний упорний або підрізний різці (мал. 2). Залежно від шару металу, що
знімається із заготівки, підрізування торців доцільніше проводити прохідним
відігнутим різцем, що має масивну голівку (тобто ріжучу частину) і, отже,
вищу стійкість. Виготовляють різці з пластинами з твердих сплавів.
мал. 2
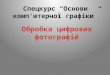
Залежно від конфігурації валу, підрізування торця може проводитися як
від периферії до центру, так і від центру до периферії (мал. 3).
мал. 1

Різці для підрізання торців повинні встановлюватися точно по осі
деталі, тобто вершина різця має бути встановлена точно по висоті центрів.
Якщо різець встановлений нижче або вище центру, то він може зламатися або
викришитися.
Уступи ступінчастих валів обробляють підрізними різцями. При цьому
подача здійснюється від периферії до центру. Якщо уступ високий, обробку
проводимо за кілька разів.
Уступи малого діаметру можна обробляти і прохідним упорним різцем
при його подовжній подачі.
При підрізуванні невисоких уступів прохідний упорний різець працює
поздовжньою подачею, причому підрізування уступу зазвичай суміщають з
обточуванням зовнішньої поверхні.
Контроль положення торців і уступів по довжині проводять лінійкою
або штангенциркулем, які розташовують строго паралельно осі деталі.
Перпендикулярність торця до осі валу перевіряють косинцем,
площинність – докладанням до торця ребра лінійки на просвіт. Якщо лінійка
«прокачується» на торці, а по краях видно зазор, то є опуклість, а якщо між
лінійкою і торцем в його центральній частині видно зазор, то є угнутість
(мал. 4).

мал. 4
У наслідок різних причин при обробці торців і уступів можуть
виникнути різні види браку.
Брак усувається уважним відношенням до роботи, своєчасним
усуненням несправностей верстата, застосуванням правильних прийомів
роботи.
Неполадки, що виникають під час підрізання торців та уступів,
та способи їх усунення
Причина Способи усуненняЧастина поверхні залишається необробленою
Недостатній припуск на оброблення, кривизна заготовки.
Проконтролювати розміри заготовки, порівняти з кресленням. Відрихтувати або замінити дефектну заготовку.
Заготовка закріплена в патроні з недопустимим биттям або перекосом.
Закріпити заготовку заново, домогтися мінімального биття по зовнішній поверхні і торцю: допускається коригування биття легким постукуванням по заготовці мідним або дерев’яним молотком.
Неточне розташування торця або уступу по довжині деталіНеточність вимірювань, не вибраний люфт при користуванні лімбом.
Проконтролювати розміри. Вибрати люфт.
Неперпендікулярність торця (уступу) до осі деталіПри установці заготовки у патроні допущений перекіс.
Почистити патрон. Закріпити заготовку заново.
Неплощинність обробленої поверхніВелика глибина різання та подача; не жорстке кріплення різця
Відкоригувати режим різання. Надійно затягнути гвинти

різцетримача. Підвищена шорсткість обробленої поверхні
На різальній кромці леза є зазублини. Старанно заточити і довести лезо різця.
Неправильно застосовані підкладки під різець. Перекіс різця.
Зменшити кількість підкладок. Правильно встановити підкладки. Установлення різця на лінію осі виконувати за шаблоном.
Сьогодні ми обробляємо вал, який складається з трьох діаметрів:
Ø 34 мм, Ø 25 мм. і Ø 14мм.
При обробці циліндричної поверхні цих діаметрів ми застосовуємо
різець прохідний з відігнутою головкою. Але в умовах даного креслення на
переході діаметрів Ø14 мм. і Ø25 мм. обробляється уступ під кутом 900. При
обробці уступу можна використовувати підрізний різець або прохідній
упорний. Ми використовуємо прохідний упорний різець, причому
підрізування уступу суміщаємо з обточуванням зовнішньої поверхні. Для
зручнішого контролю лінійних і діаметральних розмірів користуємося
шкалою ноніусів поперечної і поздовжньої подачі.
Контроль розмірів вироблюваний штангенциркулем ШЦ- І.
Майстер звертає увагу на вимоги охорони праці при роботі:
1. Слід надійно кріпити заготовку у трикулачковому патроні.
2. Не можна притискатися до станини під час роботи.
3. Контроль розмірів здійснювати при повній зупинці верстату.
4. Не відволікатися під час роботи за верстатом.
2.4. Закріплення нового матеріалу
2.4.1. Запропонувати учням за спостерігати за майстром виробничого
навчання при виготовленні ступінчатого валу.
2.4.2. Запропонувати учням самостійно підрізати уступи ступінчатого валу.
2.4.3. Запропонувати учням відповісти на питання:
1. Якими різцями ми підрізаємо торці та уступи?
2. Як контролюють довжину уступів ступінчатого валу під час
обточування?
3. Якою подачею обробляються торці ступінчастих валів?

4. Перерахуйте види браку, який виникає під час оброблення ступінчатих валів і
способи їх усунення.
3. Поточний інструктаж: 3.1. Видача завдань учням на день.
3.2. Стеження за своєчасним
початком роботи учнів та
організацією робочих місць.
3.3. Перевірка правильності
виконання трудових прийомів.
3.4. Самостійне виконання робіт
учнями згідно теми.
3.5. Перевірка дотримання учнями
правил охорони праці.
4. Заключний інструктаж. 4.1. Підведення підсумків уроків.
4.2. Вказати учням на їх помилки на
протязі уроку.
4.3. Оцінювання учнів.
5. Домашнє завдання. 5.1. Повторення теми уроку
(підрізання торців та уступів).
6. Прибирання робочого місця.
Recommended