Embed Size (px)
Citation preview


TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 1
TRẦN YẾN GROUP©
Mục lục
Chương 1: Điểm mạnh của Mastercam X7 trong lập trình phay mặt phức tạp ...................3
Chương 2: Trình tự các bước thực hiện lập trình gia công khuôn mẫu ........................................6 2.1 Mở file mastercam và đưa chi t iết vào môi trường làm việc.....................................6
2.2 Lựa chọn kiểu máy .............................................................................................................7 Thiết đặt thuộc tính máy: ..........................................................................................................8
2.3 Lập trình gia công phay .................................................................................................. 10
Chương 3: Các kiểu chạy dao gia công thô trong Mastercam X7 ....................................... 12
3.1 Rough Parallel ................................................................................................................ 12 3.2 Rough Radial .................................................................................................................. 21
3.3 Rough Project ................................................................................................................. 28 3.4 Rough Flowline ............................................................................................................... 34
3.5 Rough Contour ............................................................................................................... 41 3.6 Rough Pocket .................................................................................................................. 46
3.7 Rough Restmill ............................................................................................................... 53 3.8 Rough Plunge ................................................................................................................. 59
Chương 4: Các kiểu chạy dao gia công tinh trong Mastercam X7 ............................................ 60 4.1 Finish Farallel ................................................................................................................ 60
4.2 Finish Parallel steep ...................................................................................................... 68 4.3 Finish Radial .................................................................................................................. 72
4.4 Finish Project ................................................................................................................. 76 4.5 Finish Flowline ............................................................................................................... 82
4.6 Finish Contour ............................................................................................................... 87 4.7 Finish Shallow................................................................................................................ 92
4.8 Finish Pencil.................................................................................................................. 96 4.9 Finish Leftover............................................................................................................ 101
4.10 Finish Scallop ............................................................................................................ 106 4.11 Finish Blend............................................................................................................... 111
Chương 5: Thực hành lập trình gia công khuôn mẫu với Mastercam X7 ................................ 117 5.1 Gia công khuôn đực vỏ đồng hồ CASIO ......................................................................... 117 5.2 Gia công khuôn cái vỏ đồng hồ CASIO .......................................................................... 148
5.3 Gia công khuôn đực vỏ máy ảnh kỹ thuật số OLYMPUS ................................................ 169 5.4 Gia công khuôn cái vỏ máy ảnh kỹ thuật số OLYMPUS ................................................. 191
Chương 6: Tổng kết .............................................................................................................. 213 Bảng các phím truy cập nóng trong môi trường MasterCam X7 ............................................. 217
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 2
TRẦN YẾN GROUP©
Lời nói đầu
Cảm ơn bạn đã cầm trên tay cuốn sách của chúng tôi, bạn đã có một lựa chọn đúng đắn
khi mốn học được những kiến thức cần thiết cho công việc của mình, với mong muốn tạo
điều kiện cho những cá nhân công ty không có thời gian theo học tại trung tâm Advance
Cad, những tài liệu được viết bởi giảng viên của trung tâm bạn sẽ hoàn toàn yên tâm và có
thể tiếp thu hoàn toàn những nội dung được trình bày trong tài liệu.
Đây là tài liệu nâng cao, dành cho các bạn đã học qua phần mềm mastercam, có thể dành
cho những bạn đã tự học, có nghiên cứu trên mạng học đọc các tài liệu cơ bản từ các nhà
sách và cần thêm các kiến thức liên quan đến công việc.
Nội dung chính của tài liệu tập trung vào phần gia công các chi tiết mặt phức tạp, đặt biệt
là gia công khuôn, thậm chí các tài liệu do chúng tôi biên soạn còn đầy đủ hơn khi các bạn
học tại các trung tâm khác.
File thực hành người học vui lòng lấy trên link gốc của tài liệu trên tranyen.com, hoặc trên
danh mục file thực hành của web.
Mọi thắc mắc, góp ý hay các yêu cầu về tài liệu mà khách hàng cần có thể gởi cho chúng
tôi qua địa chỉ mail: [email protected].
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 3
TRẦN YẾN GROUP©
Chương 1: Điểm mạnh của Mastercam X7 trong lập trình phay mặt phức tạp
Hiện nay với sự hỗ trợ của công nghệ thông tin, hệ thống CAD/CAM tích hợp được phát
triển rất nhanh chóng. Nó đã tạo nên sự liên thông từ quá trình thiết kế cho đến chế tạo
trong lĩnh vực cơ khí. Xu thế hiện nay các nhà kỹ thuật phát triển chủ yếu là hệ thống
CAD/CAM tích hợp. Những phần mềm CAD/CAM tích hợp đang sử dụng phổ biến hiện
nay như: Mastercam, Edgecam, Solidcam, Delcam, Surfcam, Vercut, Topmold,
Cimatron, Pro/Engenieer v.v…
Phần CAM của MasterCAM rất mạnh. Nhiều công ty ở Việt Nam và công ty nước ngoài
lựa chọn phương án là tạo mô hình 3D trên Solidwork hoặc bằng phần mềm 3D nào đó.
Sau đó lập trình gia công trên MasterCAM. Phương án này rẻ hơn so với việc mua phần
mềm ProE. Solidwork là phần mềm CAD thuộc hạng trung cao và nó thiết kế rất tốt.
Một điểm tiện lợi nữa mà mastercam hơn hẳn các phần mềm gia công khác là nó có thể
gia công mô hình 3D ở dạng surface chứ không cần solid vì vậy ta có thể lập trình với mô
hình được thiết kế trên bất cứ phần mềm nào khác một cách dễ dàng.
Hơn nữa Mastercam tương thích với hầu như tất cả các dòng máy CNC hiện có trên thị
trường chứ không chỉ riêng cho hệ FANUC. Mastercam X7 có thể lập trình nhiều máy
gia công, nhiều nguyên công trên cùng một file và gia công nhiều trục.
Mastercam là phần mềm CAD/CAM tích hợp được sử dụng rộng rãi ở châu Âu và trên
thế giới, đồng thời cũng được sử dụng rộng rãi ở Việt Nam. Mastercam có khả năng thiết
kế và lập chương trình điều khiển các trung tâm gia công CNC 5 trục, 4 trục, 3 trục, có
thể lập trình để gia công tia lửa điện cắt dây, tiện, phay, khoan … Mastercam được đánh
giá là một trong những phần bán chạy nhất thế giới trong vài năm gần đây.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 4
TRẦN YẾN GROUP©
Được phát triển bởi CNC Software, Inc, Mastercam là phần mềm CAD / CAM cho phay
và tiện từ 2 – 5 trục, cắt dây EDM 2 và 4 trục ,gia công 2D và 3D, mô hình hóa bề mặt và
khối rắn, cắt và chạm khắc nghệ thuật. Phần mềm Mastercam X7 là phần mềm gia công
mạnh mẽ nhất nó có nhiều tính năng mới quan trọng, bao gồm
cả các sản phẩm Mill-Turn.
Mastercam Blade Expert là một ứng dụng tùy chỉnh thiết kế để tạo ra các đường chạy
dao để cắt các phần phức tạp. Blade Expert sẽ cắt cánh bơm, cánh quạt, tua bin, và nhiều
hơn nữa. Các đường chạy dao đầu tiên loại bỏ các vật liệu từ giữa cánh. Tiếp theo, nó
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 5
TRẦN YẾN GROUP©
hoàn thành các cánh và bo tròn cạnh, và sau đó kết thúc với mặt phẳng. Blade Expert có
một giao diện người dùng rõ ràng, chính xác được mô phỏng theo tất cả các đường chạy
dao 5 trục hiện đại nhất. Kết quả cuối cùng là một đường chạy dao trơn tru, kết thúc
chính xác, và giảm đáng kể thời gian gia công trong chương trình
Mastercam Mill-Turn Sản phẩm Mill-Turn làm cho công việc gia công trên trung tâm
tiện công suất cao, các trung tâm gia công đầy đủ tính năng trở nên đơn giản và dễ dàng
hơn bao giờ hết. Mastercam Mill-Turn sắp xếp hợp lý quá trình lập trình với các thiết lập
công việc thông minh được phù hợp với máy gia công chính xác mà bạn có. Lựa chọn
mặt phẳng làm việc thông minh làm cho việc lựa chọn các trục và trục dao thích hợp trên
mỗi phần chương trình của bạn trở nên dễ dàng thông qua đường chạy dao tiện và phay
của MasterCam. Ngoài ra, Mastercam X7 còn rất nhiều điểm mới như khả năng phân tích
quá trình gia công tốt hơn, tăng tốc độ chạy dao, chức năng mô phỏng mạnh mẽ hơn
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 6
TRẦN YẾN GROUP©
Chương 2: Trình tự các bước thực hiện lập trình gia công khuôn mẫu
• Đưa chi tiết gia công vào môi trường Mastercam
• Lựa chọn kiểu máy dùng để gia công chi tiết.
• Chọn kiểu chạy dao để gia công chi tiết
• Thiết đặt các thông số cần thiết như: loại dao cắt, chế độ cắt, phôi, mặt phẳng an
toàn, mặt phẳng lùi dao, tưới nguội…
• M ô phỏng kiểm tra quá trình gia công trên Mastercam
• Xuất chương trình NC cho máy gia công.
2.1 Mở file mastercam và đưa chi tiết vào môi trường làm việc
Mở một file Mastercam:
Từ menu Mastercam → file → Open
Trong hộp thoại Open , lựa chọn kiểu tệp chuẩn của Mastercam.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 7
TRẦN YẾN GROUP©
Chọn Open
Đưa một file Cad khác vào môi trường Mastercam:
+ Từ menu Mastercam → File → Open.
+ Trong hộp thoại Open, chọn dạng file CAD muốn nhập vào.
+ Thiết đặt các tham số nhập trong mục Options
+ Chọn OK
Đưa thêm một file khác vào chung với file đang dùng:
+ Từ menu Mastercam → File → File Merge/Pattern.
+ Trong hộp thoại được mở, lựa chọn kiểu file, Và chọn tệp cần nhập.
+ Sử dụng tùy chọn trên thanh trạng thái Merge/Pattern để lựa chọn một điểm cơ sở
cho vị trí đặt dữ liệu, và định nghĩa tỷ lệ, góc quay, trục đối xứng (x,y hoặc z)
+ Chọn Apply.
+ Ấn ESC để kết thúc lệnh.
2.2 Lựa chọn kiểu máy
Lựa chọn Machine type → tại đây bạn có thể lựa chọn một máy thích hợp với máy gia
công tại công ty.
Sau khi bạn chọn một kiểu máy, máy đó sẽ được quản lý trên cây quản lý Toolpath
Manager
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 8
TRẦN YẾN GROUP©
Thiết đặt thuộc tính máy:
Trên cây quản lý Toolpath manager bạn có thể hiển thị các kiểu thuộc tính máy bằng
cách kéo dãn các mục thuộc tính.
Files:
Sử dụng thẻ file này để xem và định nghĩa các tên tệp và các dữ liệu đường dụng cụ
dùng cho các thao tác trong nhóm máy lựa chọn.
TRUNG TÂM
ADVANCE C
AD ©
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 9
TRẦN YẾN GROUP©
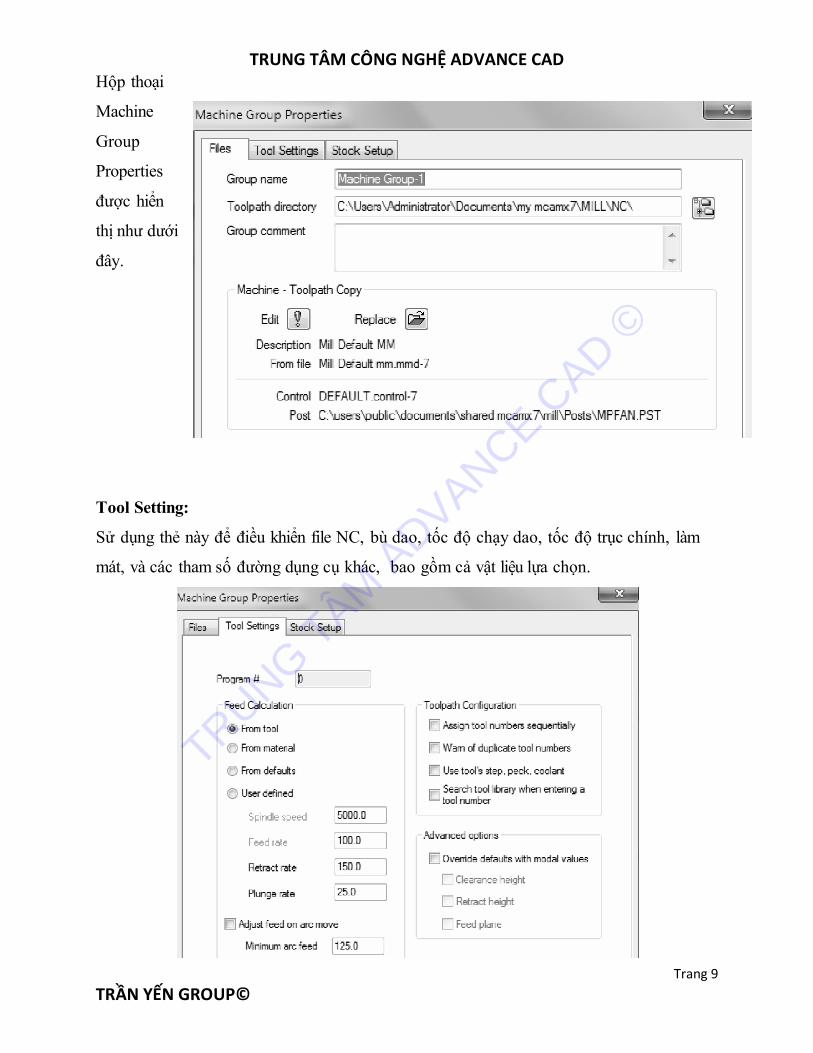
Hộp thoại
Machine
Group
Properties
được hiển
thị như dưới
đây.
Tool Setting:
Sử dụng thẻ này để điều khiển file NC, bù dao, tốc độ chạy dao, tốc độ trục chính, làm
mát, và các tham số đường dụng cụ khác, bao gồm cả vật liệu lựa chọn.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 10
TRẦN YẾN GROUP©
Thẻ Stock setup:
Thẻ này cung cấp cho bạn các phương pháp định nghĩa phôi.
2.3 Lập trình gia công phay
Vào Toolpaths sẽ xuất hiện menu chứa các kiểu chạy dao. Tùy từng trường hợp mà chọn
kiểu chạy dao phù hợp để lập trình.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 11
TRẦN YẾN GROUP©
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 12
TRẦN YẾN GROUP©
Chương 3: Các kiểu chạy dao gia công thô trong Mastercam X7
3.1 Rough Parallel
Tạo đường chạy dao song song theo những mặt được chọn và cho phép gia công từng
lớp để gia công thô bề mặt
Các bước thực hiện như sau:
Kích chọn menu Toolpath > Surface Rough> Parallel Toolpath
Lúc này xuất hiện các tùy chọn sau:
Boss: Khai báo này với chi tiết dạng lồi để điều khiển dao nhấc lên theo trục Z.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 13
TRẦN YẾN GROUP©
Cavity: Khai báo này với chi tiết dạng lõm để dao di chuyển theo kiểu Zigzag và cho
phép cắt theo cả 2 chiều dương và âm theo trục Z (phương pháp này thông dụng
nhất).
Undefined: Lựa chọn này trong trường hợp không xác định được một trong hai dạng
trên, phần mềm sẽ tự tính toán để nội suy đường chạy dao.
Chọn mặt gia công > Enter. Lúc này xuất hiện bảng tùy chọn như sa u :
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Approximate starting point: chọn điểm bắt đầu gia công.
Sau khi chúng ta chọn Enter.
Xuất hiện hộp thọai Surface Rough Parallel:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 14
TRẦN YẾN GROUP©
Toolpath parameters: Bảng khai báo dao và chế độ cắt
Tool name: Loại dao
Tool #: Số hiệu dao
Len offset: vị trí bù trừ chiều dài dao
Dia offset: vị trí bù trừ đường kính dao
Head #: Số hiệu đầu dao
Coolant: Chọn vào đây để mở nước tưới nguội
Spindle direction: Chiều quay trục chính
Spindle speed: Vận tốc cắt vòng/phút
Feed rate: Lượng tiến dao ngang
Plunge rate: Lượng tiến dao ăn xuống theo trục Z
Chọn qua thẻ Surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 15
TRẦN YẾN GROUP©
Clearance: Mặt phẳng an toàn
Retract: Mặt phẳng lùi dao
Feed plane: Mặt phẳng dao chạy theo chế độ cắt
Tip Comp: chọn tip là tính toán nội suy theo đỉnh của dao
Stock to leave on drive: chừa lượng dư tại các mặt gia công
Stock to leave on check: dao cách các mặt không gia công
Tool containment: cho phép khoanh vùng gia công
+ Inside: offset vào phía trong đường bao
+ Center: giới hạn theo tâm đường bao
+ Outside: offset ra phía ngoài đường bao
Chọn qua thẻ Rough parallel parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 16
TRẦN YẾN GROUP©
Total tolerance: Dung dai cho phép
Cutting method: kiểu quét của dao. Có 2 phương pháp là zigzag và one way
Max stepdown: Chiều sâu lớn nhất mỗi lớp cắt
Max stepover: Lượng tiến ngang lớn nhất
Machining angle: góc nghiêng của đường chạy dao
Plunge control: Phương pháp này có thể tùy chọn 1 trong 3 cách để gia công .
+ Allow mutiple plungles along cut: Cho phép cắt nhiều bước.
+ Cut from one side: Cắt dọc theo một bên của một mặt.
+ Cut from both side: Cắt dọc theo hai bên của mặt
Prompt for starting point: chọn điểm xuống daobắt đầu quá trình gia công
Allow negative Z motion along surface: Cho phép di chuyển theo phương Z- khi cắt
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 17
TRẦN YẾN GROUP©
Allow positive Z motion along surface: Cho phép di chuyển theo phương Z+ khi
cắt
Cut depths:
Nhóm thông số trong hộp thọai này được dùng để xác định chiều sâu cắt của dao
trong suốt quá trình gia công thô, chiều sâu cắt có thể được mặc định theo chế độ tuyệt
đối hay tương đối. Hộp thọai xuất hiện bên dưới:
Absolute: Chế độ tuyệt đối
Minimum depth: Điểm cao nhất mà dao có thể đến để hớt vật liệu
Maximum depth: Điểm thấp nhất mà dao có thể đến để hớt vật liệu
Incremental: Chế độ tương đối
Adjustment to top cut: Được xác định bởi khoảng cách nhỏ nhất giữa chiều sâu cắt so
với mặt cao nhất chỉ chi tiết gia công
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 18
TRẦN YẾN GROUP©
Adjustment to other cuts: Được xác định bởi khoảng cách lớn nhất của chiều sâu
ngay biên dạng gia công đã được mặc định
Gap settings.
Cài đặt chế độ về khỏang trống giữa các bề mặt gia công . Những khoảng trống là do
mặt không kín hay do mặt bị gãy, chúng tạo ra bởi:
+ Những mặt liên tiếp nhau được nối không chính xác
+ Tại vùng bị cắt, nơi những khỏang trống được tạo ra
+ Do sự di chuyển
Kích thước của khe hở được chỉ định theo 2 cách:
+ Distance: khoảng cách khe hở cụ thể
+ % of stepover: khoảng cách theo phần trăm giá trị của mỗi bước ngang
Motion < Gap size: Mastercam cung cấp 4 lọai gia công cho khỏang trống nhỏ,
những mẫu này xuất hiện:
+ Direct: Trong lệnh Direct dao di chuyển thẳng trên khỏang trống từ vị trí này đến vị
trí kia. Trong lệnh khác thì dao có thể di chuyển điểm cuối của đường gia công trên mặt
phẳng này đến điểm bắt đầu của đường gia công trên mặt kia (hai mặt phải kề cận
nhau).
+ Broken: Trong lệnh Broken dao di chuyển trên khoảng trống của cung được chia,
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 19
TRẦN YẾN GROUP©
theo trục Z và trục khác X hoặc Y.
+ Smooth: Trong lệnh Smooth đường gia công di chuyển trên khoảng trống theo mặt
tiếp tuyến. Nó thường được sử dụng với tốc độ cao của máy
+ Following surface: Trong lệnh này đường gia công di chuyển trên khoảng trống theo
mặt nghiêng nối giữa hai mặt kế nhau
Nếu dao di chuyển lớn hơn kích thước khỏang trống đã cho, thì hệ thống sẽ thêm vào
sự rút dao. Đường gia công cho những khỏang trống lớn thì làm theo 5 bước sau:
+ Gia công trên mặt từ điểm đầu đến điểm cuối theo hướng đã xác định.
+ Rút dao nhanh.
+ Di chuyển nhanh trên khỏang trống của điểm đầu, điểm cuối của mặt thứ hai.
+ Ăn xuống từ điểm bắt đầu của mặt thứ hai.
+ Gia công mặt thứ hai theo hướng đã định
Sau khi khai báo xong nhấn OK để phần mềm tính toán đường chạy dao.
Vào backplot để xem đường chạy dao
Nhấn nút play để bắt đầu
Kết quả đường chạy dao như hình dưới đây:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 20
TRẦN YẾN GROUP©
Muốn mô phỏng xem quá trình gia công ta vào Verify
Nhấn play và xem gia công, kết quả như hình bên dưới:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 21
TRẦN YẾN GROUP©
3.2 Rough Radial
Gia công thô bề mặt chạy dao theo hướng kính.
Chi tiết gia công như sau:
Kích chọn menu Toolpath > Surface Rough > Radial Toolpath.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 22
TRẦN YẾN GROUP©
Boss: Khai báo này với chi tiết dạng lồi để điều khiển dao nhấc lên theo trục Z.
Cavity: Khai báo này với chi tiết dạng lõm để dao di chuyển theo kiểu Zigzag và cho
phép cắt theo cả 2 chiều dương và âm theo trục Z (phương pháp này thông dụng
nhất).
Undefined: Lựa chọn này trong trường hợp không xác định được một trong hai dạng
trên, phần mềm sẽ tự tính toán để nội suy đường chạy dao.
Chọn mặt gia công > Enter
Lúc này xuất hiện bảng tùy chọn như sau:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 23
TRẦN YẾN GROUP©
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Approximate starting point: chọn điểm bắt đầu gia công.
Sau khi chúng ta chọn Enter.
Phần mềm sẽ hỏi tâm Enter rotation point: chọn điểm để chỉ định tâm xoay của các
đường cắt chúng ta chọn ngay gốc tọa độ
Xuất hiện hộp thọa Toolpath parameter.
Nhấn nút chuột phải vào thư viện chọn dao gia công là dao phay ngón D=20
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 24
TRẦN YẾN GROUP©
Bảng này ta khai báo các thông số cho dụng cụ cắt ở các ô màu vàng
Chọn qua bảng surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 25
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chọn qua bảng Rough radial parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 26
TRẦN YẾN GROUP©
Total tolerance: Dung dai cho phép
Cutting method: kiểu quét của dao. Có 2 phương pháp là zigzag và one way
Max angle increment: Góc tăng lớn nhất của đường chạy dao
Start angle: Góc bắt đầu của quá trình gia công
Sweep angle: Góc cuối của quá trình gia công
Start offset distance: khoảng cách từ đường chạy dao đếm tâm
Start point: Chọn điểm xuống dao bắt đầu quá trình gia công
+ Start inside: xuống dao phía trong chi tiết (gần tâm)
+ Start outside: xuống dao phía ngoài chi tiết (xa tâm)
Allow multiple plunges along cut: cho phép dao cắt theo trục Z
Cut from one side: chỉ cắt một phía
Cut from both side: cắt cả hai phía
Sau khi khai báo xong nhấn ok để máy tính toán đường chạy dao
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 27
TRẦN YẾN GROUP©
Vào Backblot để xem mô phỏng đường chạy dao
Vào Verify để xem mô phỏng quá trình gia công chi tiết
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 28
TRẦN YẾN GROUP©
3.3 Rough Project
Chiếu đường chạy dao lên một mặt phẳng hoặc cong bất kì. Ví dụ chiếu đường chạy dao
gia công chữ CAD CAM CNC lên bặt cong như hình
Kích chọn menu Toolpath > Surface Rough > Project Toolpath.
Chọn bề mặt gia công là mặt cong như hình
Lúc này xuất hiện các tùy chọn sau: TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 29
TRẦN YẾN GROUP©
Boss: Khai báo này với chi tiết dạng lồi để điều khiển dao nhấc lên theo trục Z.
Cavity: Khai báo này với chi tiết dạng lõm để dao di chuyển theo kiểu Zigzag và cho
phép cắt theo cả 2 chiều dương và âm theo trục Z (phương pháp này thông dụng
nhất).
Undefined: Lựa chọn này trong trường hợp không xác định được một trong hai dạng
trên, phần mềm sẽ tự tính toán để nội suy đường chạy dao.
Chọn mặt gia công > Enter
Lúc này xuất hiện bảng tùy chọn như sau:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 30
TRẦN YẾN GROUP©
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Curves: chọn đường cần chiếu lên bề mặt gia công
Sau khi chúng ta chọn Enter.
Xuất hiện hộp thọa Toolpath parameter.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 31
TRẦN YẾN GROUP©
Nhấn nút chuột phải vào thư viện chọn dao gia công là dao phay ngón D=3
Bảng này ta khai báo các thông số cho dụng cụ cắt ở các ô màu vàng
Chọn qua bảng surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 32
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chọn qua bảng Rough project parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 33
TRẦN YẾN GROUP©
Total tolerance: khai báo dung sai
Projection type: có 3 lựa chọn
+ NCI: Chiếu đường chạy dao của một bước trước đó lên bề mặt cần gia công
+ Curves: Chiếu đường chạy dao của một hay nhiều đường lên bề mặt cần gia công
+ Point: Chiếu đường chạy dao của một hay nhiều điểm lên bết mặt cần gia công
Cut depths: khai báo chiều sâu gia công
Sau khi khai báo xong nhấn ok để máy tính toán đường chạy dao
Vào Backblot để xem mô phỏng đường chạy dao
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 34
TRẦN YẾN GROUP©
Vào Verify để xem mô phỏng quá trình gia công chi tiết
Kết quả gia công thô của hai bước Surface Rough Radial và Surface Rough Project
3.4 Rough Flowline
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 35
TRẦN YẾN GROUP©
Chúng ta dùng để gia công thô bề mặt có đường chạy dao chạy dọc theo vĩ tuyến của
các biên dạng của bề mặt.
Kích chọn menu Toolpath > Surface Rough > Flowline Toolpath.
Lúc này xuất hiện các tùy chọn sau:
Boss: Chỉ dao di chuyển theo một hướng, hoặc từ 2 cạnh xuống và không cho phép dao
di chuyển theo chiều âm của trục Z khi cắt.
Cavity: Phương pháp này dao di chuyển theo kiểu Zigzag và cho phép cắt theo cả 2
chiều dương và âm theo trục Z (phương pháp này thông dụng nhất).
Undefined: Được tạo trong hộp thọai riêng.
Chọn mặt chúng ta cần gia công > Enter.
Xuất hiện bảng tùy chọn như sau:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 36
TRẦN YẾN GROUP©
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Containment: chọn đường giới hạn vùng gia công.
Flowline: chọn hướng chạy của đường gia công.
Sau khi chúng ta chọn Enter. Xuất hiện bảng Toolpath parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 37
TRẦN YẾN GROUP©
Nhấn nút chuột phải vào thư viện chọn dao gia công là dao cầu R=6
Khai báo các thông số chế độ cắt ở các ô màu vàng
Chọn qua bảng Surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 38
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chọn qua bảng Rough Flowline parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 39
TRẦN YẾN GROUP©
Total tolerance: Dung sai cho phép
Max stepdown: Chiều sâu lớn nhất của mỗi lớp cắt
Stepover control: có hai lựa chọn lượng tiến dao ngang
+ Distance: điều khiển lượng dịch dao ngang bằng khoảng cách cụ thể
+ Scallop height: điều khiển dịch dao ngang bằng chiều cao nhấp nhô bề mặt.
Sau khi khai báo xong nhấn ok để máy tính toán đường chạy dao
Vào Backblot để xem mô phỏng đường chạy dao
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 40
TRẦN YẾN GROUP©
Vào Verify
để xem
mô phỏng
quá trình
gia công
chi tiết
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 41
TRẦN YẾN GROUP©
3.5 Rough Contour
Chúng ta dùng để gia công biên dạng mặt theo đường xoắn ốc từ trên xuống.
Đây là kiểu gia công thô đa năng mà hay được sử dụng.
Kích chọn menu Toolpath > Surface Rough > Contour Toolpath.
Chọn mặt chúng ta cần gia công > Enter.
Xuất hiện bảng tùy chọn như sau:
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Approximate starting point: chọn điểm bắt đầu gia công.
Nhấn OK xuất hiện bảng Toolpath parameter.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 42
TRẦN YẾN GROUP©
Nhấn nút chuột phải vào thư viện chọn dao gia công là dao phay ngón D=10
Khai báo chế độ cắt của dao tại các ô màu vàng
Chọn qua bảng Surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 43
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chọn qua bảng Rough contour parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 44
TRẦN YẾN GROUP©
Total tolerance: dung sai cho phép
Max stepdown: Chiều sâu lớn nhất mỗi lớp cắt
Direction of closed contours: hướng gia công theo contour kín.
+ Climb: phay thuận.
+ Conventional: phay nghịch.
Direction of open contours: hướng gia công theo contour hở.
+ One way: dao chạy vòng một hướng
+ Zigzag: dao chạy kiểu chữ Z
Transition: Thông số này có 4 kiểu ăn xuống của dao sau mỗi lớp cắt:
+ High speed: Dao sẽ di chuyển theo kiểu xoắn ốc.
+ Broken: Dao sẽ di chuyển theo đường gấp khúc.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 45
TRẦN YẾN GROUP©
+ Ramp: Dao seõ di chuyển theo hướng nghiêng
+ Follow surface: Dao sẽ di chuyển theo đường tiếp tuyến của các mặt.
Entry/exit arc/line: Vào dao hoặc ra dao theo đường thẳng hoặc cung tròn tiếp tuyến với
mặt gia công tránh để dấu dao khi vào hoặc ra.
Use approximate starting point: chọn điểm bắt đầu xuống dao để gia công
Cut depth: khai báo chiều sâu cần gia công
Sau khi khai báo xong nhấn ok để máy tính toán đường chạy dao
Vào Backblot để xem mô phỏng đường chạy dao
Vào Verify để xem mô phỏng quá trình gia công chi tiết
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 46
TRẦN YẾN GROUP©
3.6 Rough Pocket
Dùng để gia công thô một hốc hay một bề mặt bất kì giới hạn bởi một đường bao. Đây là
kiểu gia công thô an toàn và đa năng nhất.
Kích chọn menu Toolpath > Surface Rough > Poket Toolpath.
Chọn mặt chúng ta cần gia công > Enter.
Xuất hiện bảng tùy chọn như sau:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 47
TRẦN YẾN GROUP©
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Approximate starting point: chọn điểm bắt đầu gia công.
Nhấn OK xuất hiện bảng Toolpath parameter.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 48
TRẦN YẾN GROUP©
Nhấn nút chuột phải vào thư viện chọn dao gia công là Bull Mill D=20, R=5
Khai báo chế độ cắt tại các ô màu vàng
Chuyển qua bảng Surface parameters .
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 49
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chọn qua bảng Rough parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 50
TRẦN YẾN GROUP©
Tolerance: khai báo dung sai
Maximum stepdown: chiều sâu lớn nhất của mỗi lớp cắt
Climb hay conventional: chiều phay thuận hay nghịch
Entry point: Có 3 cách xuống dao bắt đầu gia công
+ Use entry point: sử dụng một điểm để xuống dao
+ Plunge outside containment boundary: xuống dao phía ngoài đường giới hạn
+ Align plunge entries for start holes: Xuống dao dọc theo lỗ gia công trước
Cut depth: khai báo chiều sâu gia công
Chọn qua bảng Pocket parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 51
TRẦN YẾN GROUP©
Cutting method: Kiểu quét của dao gia công thô. Có 8 kiểu tất cả.
+ Zigzac: Dao quét qua lại theo các đường song song.
+ Costant Overlap Spiral: Dao quét kiểu xoắn ốc với khảng cách đều nhau
+ Parallel Spiral: Dao quét theo kiểu từng vòng kín cách đều nhau
+ Parallel Spiral Clean Corners: Dao quét theo kiểu từng vòng kín cách
đều nhau và dừng tại các góc.
+ High speed: Dao quét tốc độ cao
+ True Spiral: Dao quét theo đường xoắn ốc theo hình tròn
+ One way: Dao quét theo một chiều cố định
+ Morph Spiral: Dao quét theo kiểu xoắn ốc và hình dạng thay đổi
Stepover percentage: Lượng tiến ngang tính theo phần trăm đường kính dao
Sau khi khai báo xong nhấn OK để máy tính toán nội suy đường chay dao.
Vào Backblot để xem mô phỏng đường chạy dao
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 52
TRẦN YẾN GROUP©
Vào Verify để xem mô phỏng quá trình gia công chi tiết
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 53
TRẦN YẾN GROUP©
3.7 Rough Restmill
Dùng để gia công thô vét lại lượng dư mà bước gia công trước đó để lại. Kiểu gia công
này giúp ta tiết kiệm nhiều thời gian vì ta không phải gia công lại các tất cả các mặt mà
chỉ vét lại các góc mà dao trước không vào được.
Kích chọn menu Toolpath > Surface Rough > Restmill Toolpath.
Chọn mặt chúng ta cần gia công > Enter.
Lúc này xuất hiện các tùy chọn sau:
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Approximate starting point: chọn điểm bắt đầu gia công.
Nhấn OK xuất hiện bảng Toolpath parameter.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 54
TRẦN YẾN GROUP©
Nhấn nút chuột phải vào thư viện chọn dao gia công là Ball Mill R=5
Khai báo chế độ cắt tại các ô màu vàng
Chuyển qua bảng Surface parameters .
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 55
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chọn qua bảng Restmill parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 56
TRẦN YẾN GROUP©
Tolerance: khai báo dung sai
Maximum stepdown: chiều sâu lớn nhất của mỗi lớp cắt
Climb hay conventional: chiều phay thuận hay nghịch
Direction of open contours: hướng quét vòng quanh hay qua lại song song
Entry/exit line/arc: Vào ra dao theo đườg tiếp tuyến là đường thẳng hay cung tròn
Use approximate start point: sử dụng một điểm để xuống dao
Transition: Thông số này có 4 kiểu ăn xuống của dao sau mỗi lớp cắt:
+ High speed: Dao sẽ di chuyển theo kiểu xoắn ốc.
+ Broken: Dao sẽ di chuyển theo đường gấp khúc.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 57
TRẦN YẾN GROUP©
+ Ramp: Dao seõ di chuyển theo hướng nghiêng
+ Follow surface: Dao sẽ di chuyển theo đường tiếp tuyến của các mặt.
Cut depth: khai báo chiều sâu gia công
Chọn qua bảng Restmaterial parameters
Computer remaining stock from: cách tính lượng dư để gia công
+ All previousoperation: Chọn các bước gia công trước đó để xác định lượng dư
+ Roughing tool: Chọn kích thước dao gia công thô của bước trước đó để xác định lượng
dư
+ STL file: chọn file chi tiết mô phỏng đã gia công bước trước để tính lượng dư.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 58
TRẦN YẾN GROUP©
Adjust to remaining stock: Điều chỉnh lượng dư
+ Use remaining stock as computed: sử dụng lượng dư như tính toán
+ Adjust to remaining stock to ignore small cosps: bỏ qua các điểm nhỏ
+ Adjust to remaining stock to mill small cosps: tính luôn các điểm nhỏ
Adjist distance: nhập lượng offset để điều chỉnh lượng dư
Sau khi khai báo xong nhấn OK để máy tính toán nội suy đường chay dao.
Vào Backblot để xem mô phỏng đường chạy dao
Vào Verify để xem mô phỏng quá trình gia công chi tiết
TRUNG TÂM
ADVANCE C
AD ©
TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 59
TRẦN YẾN GROUP©
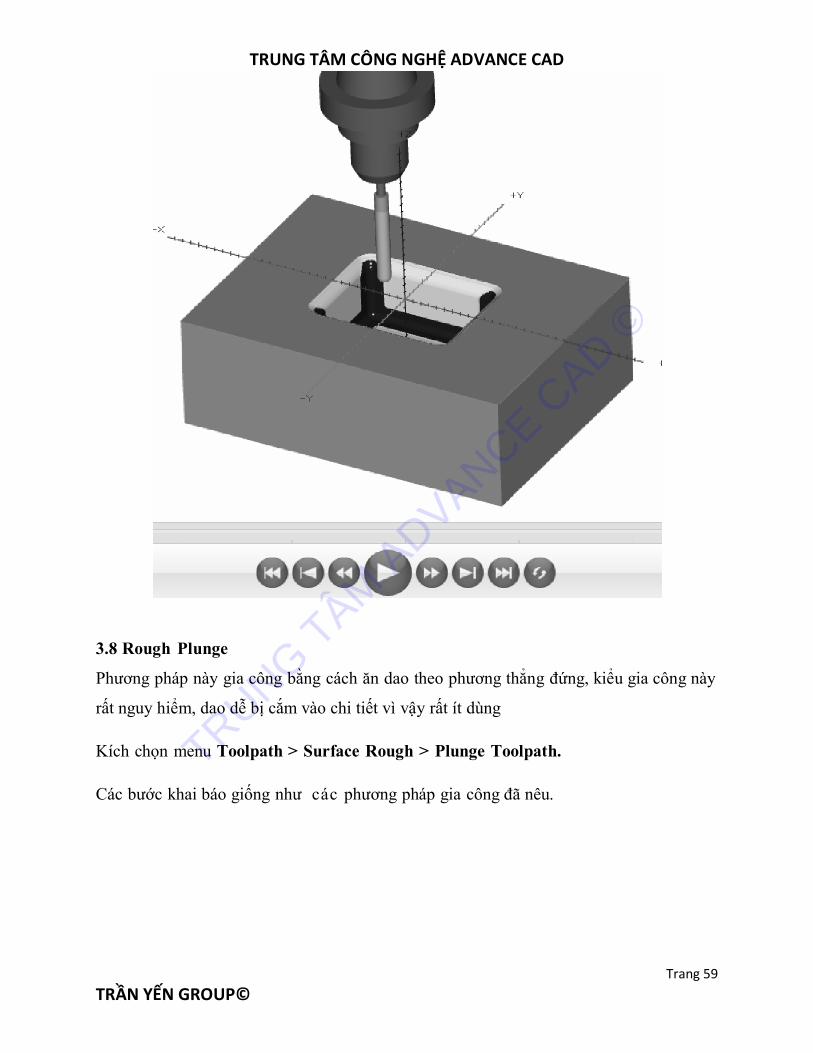
3.8 Rough Plunge
Phương pháp này gia công bằng cách ăn dao theo phương thẳng đứng, kiểu gia công này
rất nguy hiểm, dao dễ bị cắm vào chi tiết vì vậy rất ít dùng
Kích chọn menu Toolpath > Surface Rough > Plunge Toolpath.
Các bước khai báo giống như các phương pháp gia công đã nêu.
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 60
TRẦN YẾN GROUP©
Chương 4: Các kiểu chạy dao gia công tinh trong Mastercam X7
4.1 Finish Farallel
Tạo đường chạy dao song song theo những mặt được chọn và cho phép gia công từng
lớp để gia công thô bề mặt
Các bước thực hiện như sau:
Kích chọn menu Toolpath > Surface Finish> Parallel Toolpath
Chọn mặt gia công > Enter. Lúc này xuất hiện bảng tùy chọn như sa u :
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 61
TRẦN YẾN GROUP©
Drive: chọn mặt gia công
Check: chọn mặt không gia công
Containment: chọn đường bao giới hạn vùng gia công
Approximate starting point: chọn điểm bắt đầu gia công.
Sau khi chúng ta chọn Enter.
Xuất hiện hộp thọai Surface Rough Parallel:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 62
TRẦN YẾN GROUP©
Toolpath parameters: Bảng khai báo dao và chế độ cắt
Tool name: Loại dao
Tool #: Số hiệu dao
Len offset: vị trí bù trừ chiều dài dao
Dia offset: vị trí bù trừ đường kính dao
Head #: Số hiệu đầu dao
Coolant: Chọn vào đây để mở nước tưới nguội
Spindle direction: Chiều quay trục chính
Spindle speed: Vận tốc cắt vòng/phút
Feed rate: Lượng tiến dao ngang
Plunge rate: Lượng tiến dao ăn xuống theo trục Z
Chọn qua bảng Surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 63
TRẦN YẾN GROUP©
Clearance: Mặt phẳng an toàn
Retract: Mặt phẳng lùi dao
Feed plane: Mặt phẳng dao chạy theo chế độ cắt
Tip Comp: chọn tip là tính toán nội suy theo đỉnh của dao
Stock to leave on drive: chừa lượng dư tại các mặt gia công
Stock to leave on check: dao cách các mặt không gia công
Tool containment: cho phép khoanh vùng gia công
+ Inside: offset vào phía trong đường bao
+ Center: giới hạn theo tâm đường bao
+ Outside: offset ra phía ngoài đường bao
Chọn qua bảng Finish parallel parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 64
TRẦN YẾN GROUP©
Total tolerance: Dung dai cho phép, chú ý gia công tinh nên để dung sai là 0.01
Cutting method: kiểu quét của dao. Có 2 phương pháp là zigzag và one way
Max stepover: Lượng tiến ngang lớn nhất
Machining angle: góc nghiêng của đường chạy dao
Use approximate start point: chọn điểm xuống daobắt đầu quá trình gia công
Depth limits: Nhóm thông số trong hộp thọai này được dùng để xác định chiều sâu
cắt của dao trong suốt quá trình gia công, chiều sâu cắt có thể được mặc định theo chế
độ tuyệt đối. Hộp thọai xuất hiện bên dưới:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 65
TRẦN YẾN GROUP©
Gap settings.
Cài đặt chế độ về khỏang trống giữa các bề mặt gia công . Những khoảng trống là do
mặt không kín hay do mặt bị gãy, chúng tạo ra bởi:
+ Những mặt liên tiếp nhau được nối không chính xác
+ Tại vùng bị cắt, nơi những khỏang trống được tạo ra
+ Do sự di chuyển
Kích thước của khe hở được chỉ định theo 2 cách:
+ Distance: khoảng cách khe hở cụ thể
+ % of stepover: khoảng cách theo phần trăm giá trị của mỗi bước ngang
Motion < Gap size: Mastercam cung cấp 4 lọai gia công cho khỏang trống nhỏ,
những mẫu này xuất hiện:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 66
TRẦN YẾN GROUP©
+ Direct: Trong lệnh Direct dao di chuyển thẳng trên khỏang trống từ vị trí này đến vị
trí kia. Trong lệnh khác thì dao có thể di chuyển điểm cuối của đường gia công trên mặt
phẳng này đến điểm bắt đầu của đường gia công trên mặt kia (hai mặt phải kề cận
nhau).
+ Broken: Trong lệnh Broken dao di chuyển trên khoảng trống của cung được chia,
theo trục Z và trục khác X hoặc Y.
+ Smooth: Trong lệnh Smooth đường gia công di chuyển trên khoảng trống theo mặt
tiếp tuyến. Nó thường được sử dụng với tốc độ cao của máy
+ Following surface: Trong lệnh này đường gia công di chuyển trên khoảng trống theo
mặt nghiêng nối giữa hai mặt kế nhau
Nếu dao di chuyển lớn hơn kích thước khỏang trống đã cho, thì hệ thống sẽ thêm vào
sự rút dao. Đường gia công cho những khỏang trống lớn thì làm theo 5 bước sau:
+ Gia công trên mặt từ điểm đầu đến điểm cuối theo hướng đã xác định.
+ Rút dao nhanh.
+ Di chuyển nhanh trên khỏang trống của điểm đầu, điểm cuối của mặt thứ hai.
+ Ăn xuống từ điểm bắt đầu của mặt thứ hai.
+ Gia công mặt thứ hai theo hướng đã định
Sau khi khai báo xong nhấn OK để phần mềm tính toán đường chạy dao.
Vào backplot để xem đường chạy dao
Nhấn nút play để bắt đầu
Kết quả đường chạy dao như hình dưới đây:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 67
TRẦN YẾN GROUP©
Muốn mô phỏng xem quá trình gia công ta vào Verify . Nhấn play và xem gia công,
kết quả như hình bên dưới:
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 68
TRẦN YẾN GROUP©
4.2 Finish Parallel steep
Gia công tinh lại những nơi còn sót lại lượng dư của lần gia công trước đó (đặc biệt là các mặt có độ dốc lớn) dao di chuyển song song nhau vật liệu lấy đi được xác định bằng góc nghiêng(độ dốc).
Kích chọn menu Toolpath > Surface Finish > Parallel Steep Toolpath.
Các bước thực hiện giống như Finish parallel
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 69
TRẦN YẾN GROUP©
Chọn qua bảng Surface parameters
TRUNG TÂM
ADVANCE C
AD ©

TRUNG TÂM CÔNG NGHỆ ADVANCE CAD
Trang 70
TRẦN YẾN GROUP©
Bảng này ta cần khai báo các mặt phẳng an toàn, mặt phẳng lùi dao, mặt phẳng dao tiến
theo chế độ cắt và khai báo lượng dư còn lại sau gia công.
Chuyển qua bảng bảng Finish parallel steep parameters
- Steep range: giới hạn phạm vi cắt.
+ From slope angle: góc nghiêng nhỏ nhất
+ To slope angle: góc nghiêng lớn nhất
Khai báo xong nhấn ok để phần mềm tính toán nội suy đường chạy dao
Vào backplot để xem đường chạy dao
TRUNG TÂM
ADVANCE C
AD ©