Embed Size (px)
Citation preview
CAPÍTULO I
El Problema de Investigación
1.1 Tema: Análisis de herramientas de corte de chapa metálica y su
incidencia en la calidad del producto de la rectificadora “Quishpe”.
1.2 Planteamiento del problema
1.2.1 Contextualización
En Ecuador la industria metalmecánica constituye un pilar fundamental en la
cadena productiva del país, por su alto valor agregado, componentes
tecnológicos y su articulación con diversos sectores industriales. La industria
del metal constituye una de las industrias básicas más importantes de los
países industrializados.
En Tungurahua el sector metalúrgico es fundamental en el desarrollo de la
provincia ya que genera empleo, porque necesita de operarios, mecánicos,
técnicos, herreros, soldadores, electricistas, torneros e ingenieros en su
cadena productiva.
En Píllaro los productos metalmecánicos son indispensables para el
desarrollo económico de la ciudad, actualmente existen diversos dispositivos
que necesitan de acabados basados en el corte de planchas metálicas
conocidas como chapa metálica. Afecta directamente el desarrollo de áreas
como: automotriz, eléctricos, telecomunicaciones, construcción de edificios,
electrodomésticos.
1
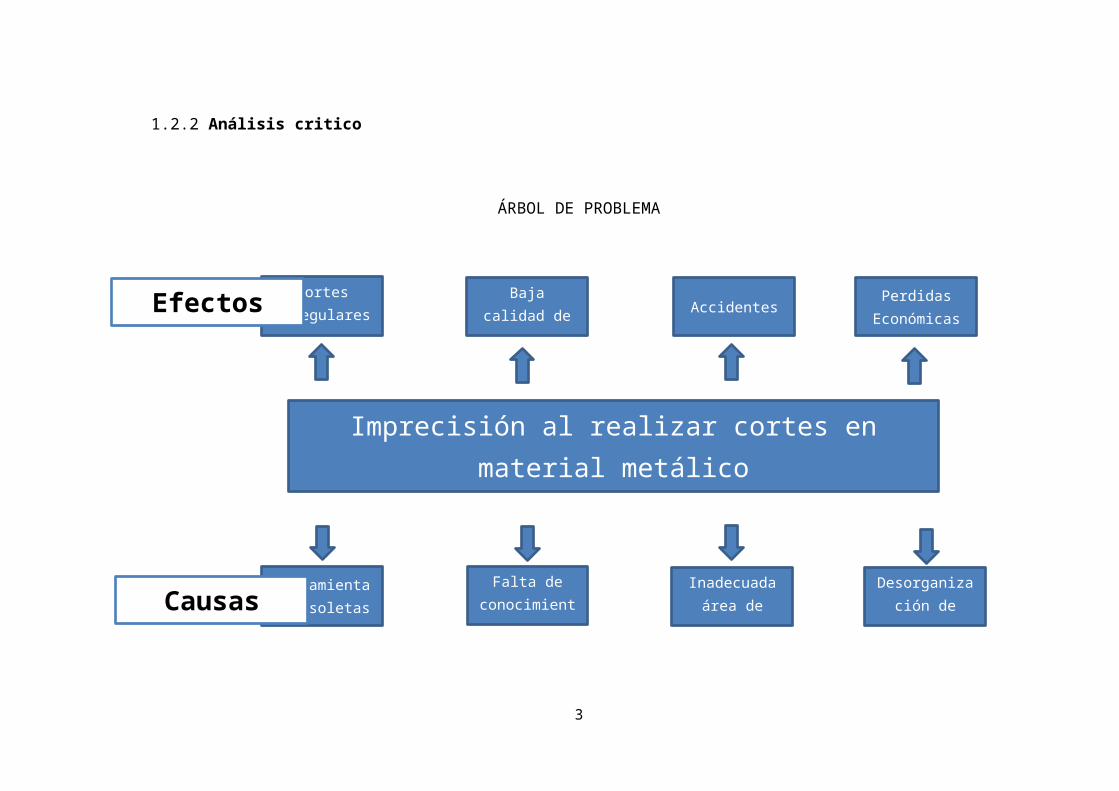
1.2.2 Análisis critico
ÁRBOL DE PROBLEMA
2
Cortes irregulares
Baja calidad de trabajo
AccidentesPerdidas
Económicas
Herramientas obsoletas
Falta de conocimientos
Inadecuada área de trabajo
Desorganización de recursos
Imprecisión al realizar cortes en material metálico
Causas
Efectos
El problema motivo de estudio es provocado por los siguientes argumentos:
La rectificadora “Quishpe” durante varios años ha realizado diferentes
trabajos y uno de ellos es el corte de chapa metálica lamentablemente
con herramientas obsoletas, en este ámbito en particular ha tenido un
bajo desempeño laboral ya que su trabajo final presenta cortes
irregulares.
Durante este tiempo una de sus capacidades seria la experiencia en
diferentes ámbitos sin embargo es importante mencionar que aún carece
de conocimientos teóricos, por lo cual cabe mencionar lo significativo que
resulta la capacitación teórica y su repercusión en el ámbito laboral para
de esta manera evitar la baja calidad en el producto resultante.
Una realidad en este tipo de talleres es la inadecuada área de trabajo
puesto que la totalidad del tiempo en el que se labora está destinado
absolutamente para trabajar y no se dispone de un plan de estrategias
para mejorar el área, motivo por el cual en ocasiones esto ha provocado
accidentes.
Está claro que el tiempo es un factor muy importante al cumplir un trabajo
con calidad, sin embargo es necesario conceder un espacio a la
organización de recursos puesto que la falta de la misma está presente en
el taller, generando pérdidas económicas importantes al poner en
retrospectiva el análisis de recursos mal utilizados.
1.2.3 Prognosis
Si no se realiza la investigación para mejorar la efectividad del corte de
chapa metálica producirá perdidas económicas, provocando baja
competitividad, generando bajo posicionamiento en el mercado
reflejándose en un decremento de ventas y por ende disminución en la
utilidad de la empresa generando inestabilidad en la organización y
3
desempeño de la misma, produciendo un eventual cierre del taller
acabando con una fuente de empleo importante para la localidad
desestabilizando la economía de muchos hogares que dependen de esta
fuente de ingresos económicos para el sustento diario de las familias
involucradas. En razón de la situación caótica que vive el país por los
múltiples problemas que afronta entre ellos está la mala política salarial
que no permite al trabajador ecuatoriano tener una remuneración
adecuada.
1.2.4 Formulación del Problema
¿Cómo incide la falta de precisión en herramientas de corte de chapa
metálica para mejorar la calidad del producto resultante?
1.2.5 Preguntas directrices
¿De qué manera las herramientas obsoletas ocasionan la disminución de
ventas de la rectificadora “Quishpe”?
¿Por qué la calidad de corte afecta directamente el desarrollo de la
rectificadora “Quishpe”?
¿Por qué la rectificadora “Quishpe” necesita implementar nuevas
estrategias para mejorar el proceso de corte de chapa metálica?
1.2.6 Delimitación
Para poder determinar las características principales, esenciales y
necesarias del problema se estableció las siguientes delimitaciones, las
que se detallan a continuación.
Campo: Automatización y control industrial
Área: Mecanizado
Aspecto: Herramientas de corte de chapa metálica
4
Temporal: La investigación inicia el 10 de noviembre del 2014
culminando el 16 de Enero del 2015
Espacial: Rectificadora “Quishpe” de la ciudad de Píllaro Parroquia San
Andrés.
1.3 Justificación
Una vez analizada la presente investigación se justifica por las siguientes
razones. Desde el punto de vista teórico-práctico a través de la
investigación detallada sobre las herramientas de corte de chapa metálica
la investiga se basa en el enriquecimiento de conocimiento
fundamentados en las técnicas y aplicaciones, incrementado de esta
manera estrategias de desarrollo intelectual otorgando a la misma la
oportunidad de analizar los diferentes tipos de procesos para solucionar el
problema existente.
1.4 Objetivo General
Analizar las herramientas de corte de chapa metálica y su incidencia en la
calidad del producto
1.4.2 Objetivos Específicos
Estudiar los métodos de corte de chapa metálica para aumentar las
ventas de la rectificadora “Quishpe”.
Mejorar la calidad del corte de chapa metálica.
Desarrollar nuevos métodos de corte de chapa metálica.
5
CAPÍTULO II
MARCO TEÓRICO
2.1 Antecedentes Investigativos
Según Aroca David (2011,6-66), en su trabajo “Estudio del proceso de
conformado en plantillas de calzado, en tol de 1 mm de espesor para
optimizar tiempos de operación en la microempresa C&G ingenio
industrial”
OBJETIVO GENERAL
Adoptar un proceso de conformado práctico para optimizar el tiempo de producción en una plantilla de tol de 1mm de espesor.
OBJETIVOS ESPECÍFICOS
Investigar los mecanismos con los que se puede realizar el sistema de Accionamiento en la cizalla de conformado.
Determinar los métodos para realizar las plantillas.
Plantear propuestas de solución para mejorar el proceso de conformado en cizalla.
CONCLUSIONES
Realizando la automatización del Sistema corredera en la cizalla de conformado de la microempresa C&G INGENIO INDUSTRIAL, se podrá observar que existe una considerable reducción del tiempo (1,306 seg) para la realización de plantillas en tol de 1mm de espesor.
Es posible aumentar la capacidad de producción por la reducción de tiempo, teniendo en cuenta que su relación es directa.
Entre los métodos que se pueden utilizar para realizar las plantillas existen diversos, pero se utilizará la cizalla, la cual es de fácil accesibilidad y uso beneficioso
Según Gancino Álvaro (2009,7-65), en su trabajo “implementación de un
mecanismo automatizado en la Transmisión de avance del husillo para
6
perforar Pletina de 6mm de espesor, en la microempresa l & g Ingenio
industrial”
OBJETIVO GENERAL
Perfeccionar el mecanismo de transmisión de avance del husillo para realizar perforaciones en pletina de 6mm en duraluminio (prodax).
OBJETIVOS ESPECÍFICOS
Determinar el tipo de mecanismo de transmisión de avance del taladro de pedestal.
Establecer el tipo de operación de perforado en el taladro de pedestal
Determinar una alternativa de solución para mejorar el perforado en las pletinas de duraluminio de 6mm de espesor.
CONCLUSIONES
Por las características de dureza del material (duaraluminio), se concluyó que la velocidad del motorreductor son las ideales (8 vueltas por minuto) para perforar los 6mm de espesor de la pletina sin ningún inconveniente sobre el herramental del taladro de pedestal de la microempresa L&G Ingenio Industrial.
Al realizar la implementación del sistema automatizado en la transmisión de avance del taladro de pedestal de la micro empresa L&G Ingenio Industrial, se concluyó que existe una considerable reducción de tiempo (12) segundos al momento de realizar perforaciones en las pletinas de duraluminio.
Según Guaigua Luis (2009,14-52), en su trabajo “Implementación de un
mecanismo automatizado en el avance longitudinal de la mesa de una
fresadora para mejorar el planeado de superficies en duraluminio (prodax)
en la microempresa lyg ingenio industrial”
OBJETIVO GENERAL
Determinar los tipos de avance longitudinal de la fresadora.
OBJETIVOS ESPECÍFICOS
Determinar los tipos de mecanismos de avance de la fresadora.
Establecer las técnicas para el planeado de duraluminio.
7
Determinar la alternativa de solución para evitar daño en las superficies de duraluminio.
CONCLUSIONES
El sistema accionado por husillo y tuerca es el mecanismo indicado para realizar el avance longitudinal en la mesa de la fresadora.
El motor de corriente continua de 12 V con sistema de reductor fue la alternativa de solución para accionar el mecanismo, debido al costo menor que el de un motor reductor existente en el mercado.
2.2 Fundamentación Filosófica
En la actualidad, las industrias están en constante cambio, por
consecuencia, se propone alternativas de mejoramiento en la producción
utilizando procesos técnicos adecuados, así mismo la capacitación
constante del recurso humano con conocimientos nuevos en elaboración
de productos, diseños, programas de trabajo, producción,
comercialización, etc.
La presente investigación está destinada a mejorar la calidad de trabajo
en la rectificadora “Quishpe”, También su entorno laborar y económico,
otorgando paradigmas que poseen no solo modelos simples sino también
Críticos y Propositivos obteniendo estudios positivos, además enfoca el
problema y soluciona el mismo de manera puntual, para implementar el
sistema Mecánico adecuado considerando varios factores.
2.3 Fundamentación Legal
Según el Reglamento De Seguridad En Las Máquinas
Convenio 119, de la Organización Internacional del Trabajo (OTI).
Art. 19.- Las máquinas, elementos constitutivos de estas o aparatos
acoplados a ellas estarán diseñados y construidos de forma que las
personas no estén expuestos a sus peligros cuando su montaje,
utilización y mantenimiento se efectúa conforme a las condiciones
previstas por el fabricante.
8
Según la Constitución De La República Del Ecuador Del 2008
SECCIÓN OCTAVA
CIENCIA, TECNOLOGÍA, INNOVACIÓN Y SABERES ANCESTRALES
Art. 385.- El sistema nacional de ciencia, tecnología, innovación y
saberes
ancestrales, en el marco del respeto al ambiente, la naturaleza, la vida,
las culturas y la soberanía, tendrá como finalidad:
3. Desarrollar tecnologías e innovaciones que impulsen la producción
nacional, eleven la eficiencia y productividad, mejoren la calidad de vida y
contribuyan a la realización del buen vivir.
Según el Código de Comercio:
Disposiciones Generales
Art. 1. El código de Comercio rige las obligaciones de los comerciantes
en sus operaciones mercantiles, y los actos y contratos de comercio,
aunque sean ejecutados por no comerciantes.
Art. 2. Son comerciantes los que, teniendo capacidad para contratar,
hacen del comercio su profesión habitual.
De Los Comerciantes
De las personas capaces para ejercer el comercio
Art. 6. Toda persona que, según las disposiciones del Código Civil, tiene
capacidad para contratar, la tiene igualmente para ejercer el comercio.
9
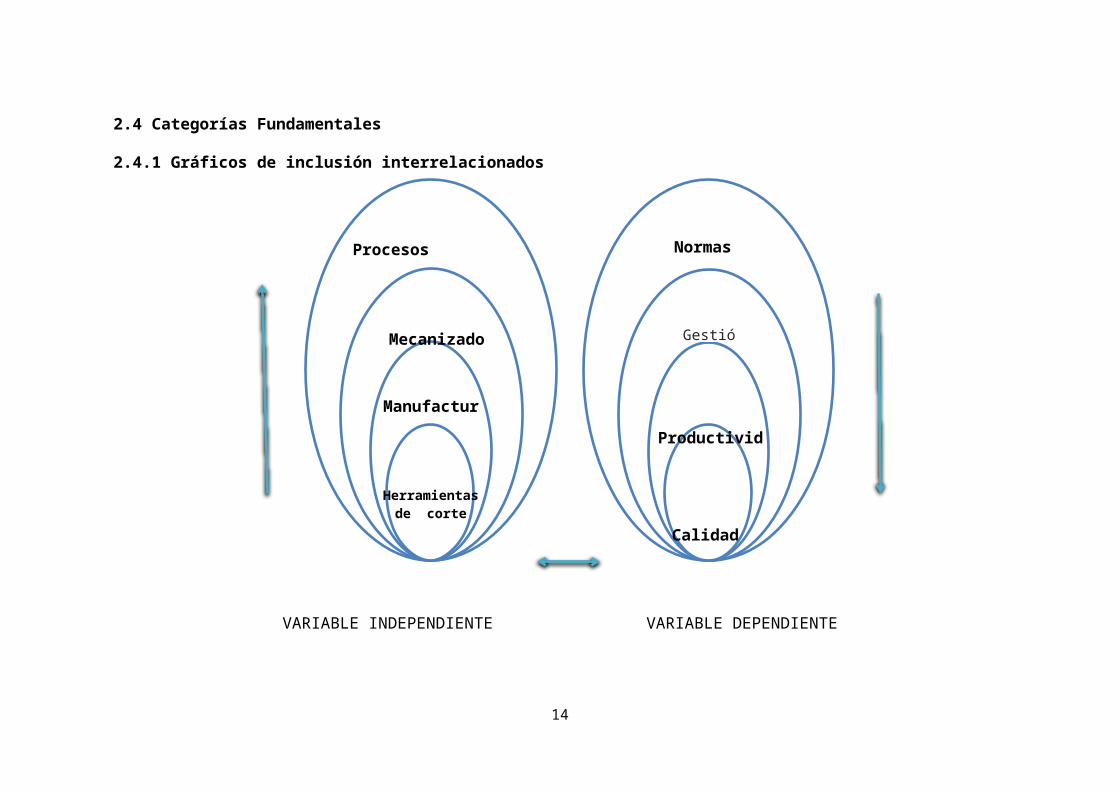
2.4 Categorías Fundamentales
2.4.1 Gráficos de inclusión interrelacionados
VARIABLE INDEPENDIENTE VARIABLE DEPENDIENTE
10
Procesos industriales
Mecanizado
Manufactura
Herramientasde corte
Normas
Gestión
Productividad
Calidad
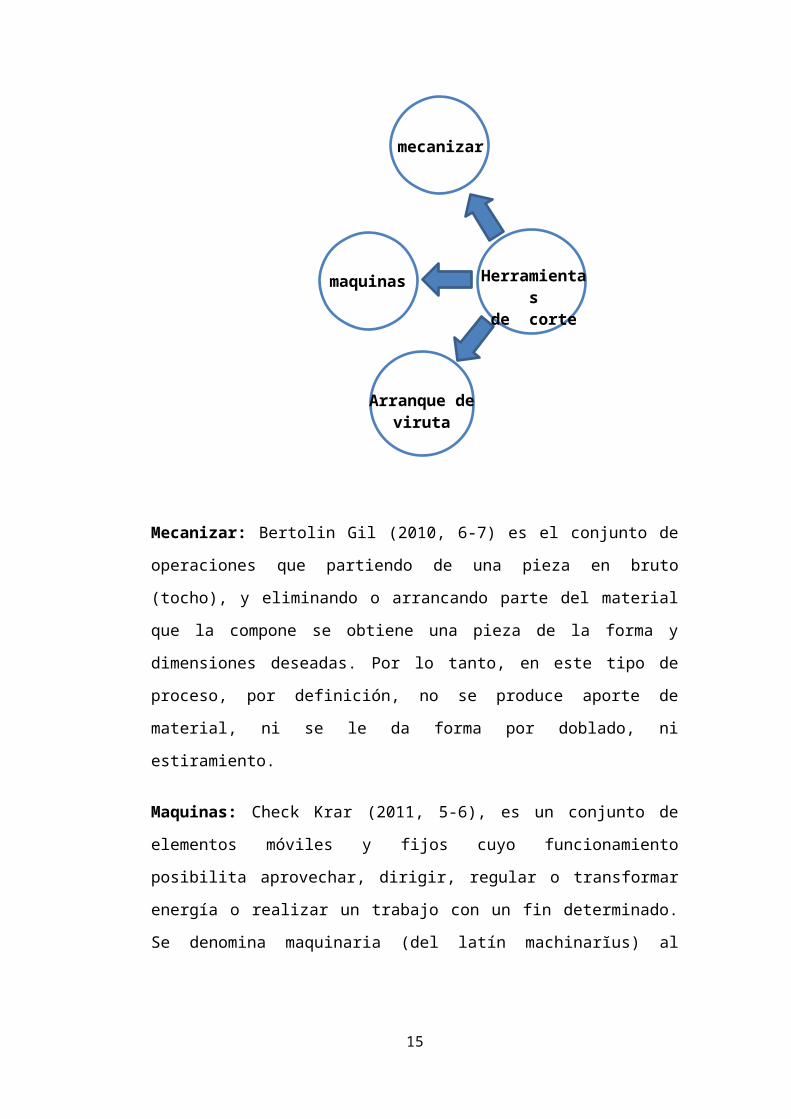
Mecanizar: Bertolin Gil (2010, 6-7) es el conjunto de operaciones que
partiendo de una pieza en bruto (tocho), y eliminando o arrancando parte
del material que la compone se obtiene una pieza de la forma y
dimensiones deseadas. Por lo tanto, en este tipo de proceso, por
definición, no se produce aporte de material, ni se le da forma por
doblado, ni estiramiento.
Maquinas: Check Krar (2011, 5-6), es un conjunto de elementos móviles
y fijos cuyo funcionamiento posibilita aprovechar, dirigir, regular o
transformar energía o realizar un trabajo con un fin determinado. Se
denomina maquinaria (del latín machinarĭus) al conjunto de máquinas que
se aplican para un mismo fin y al mecanismo que da movimiento a un
dispositivo.
Arranque de viruta: Check Krar (2011, 16-17), el material es arrancado o
cortado con una herramienta dando lugar a un desperdicio o viruta. La
herramienta consta, generalmente, de uno o varios filos o cuchillas que
separan la viruta de la pieza en cada pasada. En el mecanizado por
arranque de viruta se dan procesos de desbaste (eliminación de mucho
11
maquinas
Arranque de viruta
mecanizar
Herramientasde corte
material con poca precisión; proceso intermedio) y de acabado
(eliminación de poco material con mucha precisión; proceso final).
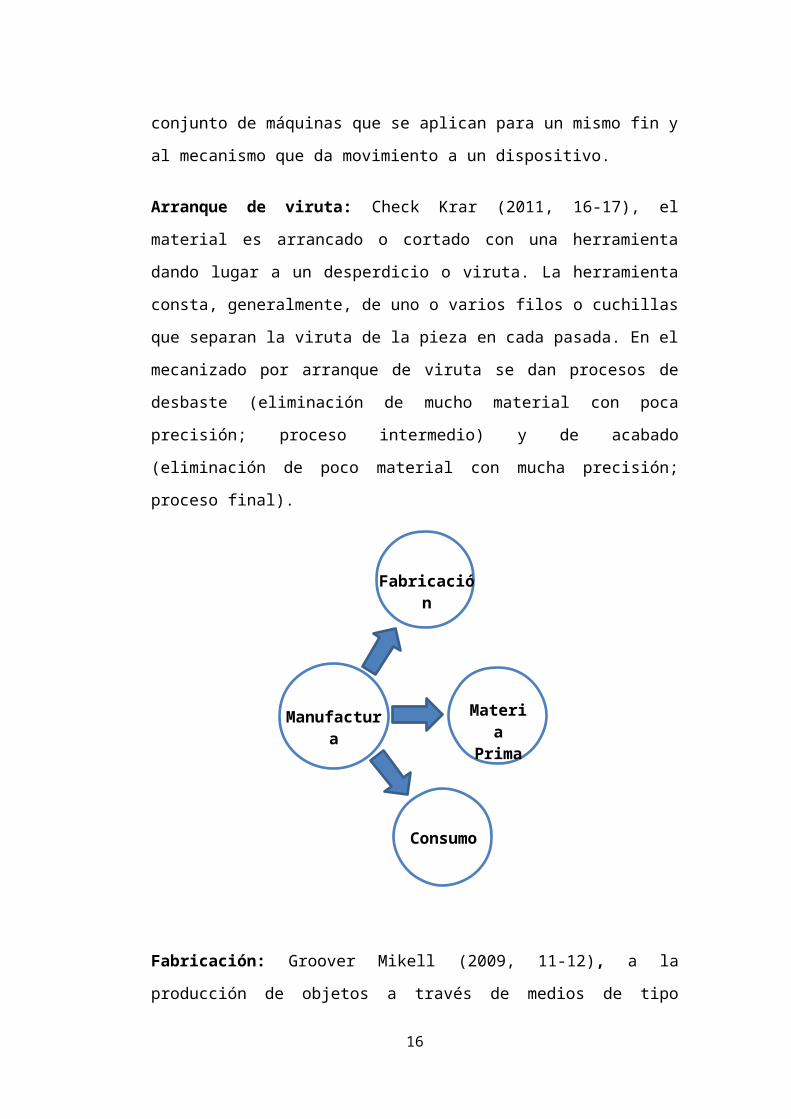
Fabricación: Groover Mikell (2009, 11-12), a la producción de objetos a
través de medios de tipo mecánicos o bien, implicar la construcción o
elaboración de algo (producto).
Materia prima: Groover Mikell (2009, 8-9), es cada una de las materias
que empleará la industria para la conversión de productos elaborados.
Generalmente, las materias primas son extraídas de la mismísima
naturaleza, sometiéndolas luego a un proceso de transformación que
desembocará en la elaboración de productos de consumo.
Consumo: Sowell Thomas (2013, 3-4), consumo es la acción y efecto de
consumir o gastar, bien sean productos, bienes o servicios, como la
energía, entendiendo por consumir como el hecho de utilizar estos
productos y servicios para satisfacer necesidades primarias y secundarias
entonces es el proceso de decisión y la actividad física que los individuos
realizan cuando evalúan, adquieren, usan o consumen bienes o servicios.
12
Materia Prima
Consumo
Fabricación
Manufactura
Producción mecánica: Check Krar (2011, 7-8), se entiende
habitualmente como cualquier operación realizada sobre una masa de
material para darle forma, mediante acciones mecánicas, o sea: arrancar,
estirar, doblar, encoger, curvar, marcar, quemar, etc. Y habitualmente
para cada una de estas, existe una tecnología, máquinas, procesos.
Acabado: Bertolin Gil (2010, 8-9), es un proceso de fabricación empleado
en la manufactura cuya finalidad es obtener una superficie con
características adecuadas para la aplicación particular del producto que
se está manufacturando; esto incluye mas no es limitado a la cosmética
de producto. En algunos casos el proceso de acabado puede tener la
finalidad adicional de lograr que el producto entre en especificaciones
dimensionales.
Precisión: Check Krar (2011, 9), en ingeniería, ciencia, industria y
estadística, se denomina precisión a la capacidad de un instrumento de
dar el mismo resultado en mediciones diferentes realizadas en las mismas
condiciones. Esta cualidad debe evaluarse a corto plazo. No debe
confundirse con exactitud ni con reproducibilidad. La precisión refleja la
proximidad de distintas medidas entre sí, y es función exclusiva de los
errores accidentales.
13
Etapas: Groover Mikell (2009, 10), una etapa es un período de tiempo
delimitado y contrapuesto siempre con un momento anterior y con otro
posterior. La idea de etapa hace referencia a una situación mayor o
menormente delimitada por un comienzo y un final. Al mismo tiempo, una
etapa cuenta con características que le son específicas y que tienen que
ver con lo que en ella sucede, se realiza o acontece. Además, una etapa
siempre implica la sucesión de eventos o fenómenos (tanto humanos
como naturales) que han sido ordenados y clasificados lógicamente en la
comprensión del ser humano.
Transformar: Sowell Thomas, (2013, 6), hace referencia a la acción o
procedimiento mediante el cual algo se modifica, altera o cambia de forma
manteniendo su identidad, es el paso de un estado a otro.
Procedimiento: Bertolin Gil (2010, 10), consiste en seguir ciertos pasos
predefinidos para desarrollar una labor de manera eficaz. Su objetivo
debería ser único y de fácil identificación, aunque es posible que existan
diversos procedimientos que persigan el mismo fin, cada uno con
estructuras y etapas diferentes, y que ofrezcan más o menos eficiencia.
14
Organismo: Mora Maurice (2009, 11), los Organismos de Control son
entidades naturales o jurídicas cuya finalidad es la de verificar el
cumplimiento de carácter obligatorio de las condiciones de seguridad de
productos e instalaciones industriales mediante actividades de
certificación, ensayo, inspección o auditorías.
Regulación: Sowell Thomas (2013, 8), consiste en el establecimiento de
normas, reglas o leyes dentro de un determinado ámbito. El objetivo de
este procedimiento es mantener un orden, llevar un control y garantizar
los derechos de todos los integrantes de una comunidad.
Internacional: Mora Maurice (2009, 13), el término internacional es un
adjetivo que se utiliza preferentemente cuando se quiere hacer referencia
a la interacción que se da entre dos naciones o una determinada
agrupación que se encuentra conformada por socios que pertenecen a
dos o más países.
15
Importante: Mora Maurice (2009, 14), diligenciamiento que se realiza
para obtener un resultado, en pos de algo, o los formulismos necesarios
para resolver una cosa o un asunto. Habitualmente los trámites se
realizan en las administraciones públicas y en menor escala en el sector
privado, los mismos son de diversas índoles.
Resolver: Mora Maurice (2009, 12), supone la satisfacción de una
inquietud o la razón con que se destraba un problema, tomar una
determinación fija y decisiva.
Proyecto: Mora Maurice (2009, 16-17), es una planificación que consiste
en un conjunto de actividades que se encuentran interrelacionadas y
coordinadas. La razón de un proyecto es alcanzar objetivos específicos
dentro de los límites que imponen un presupuesto, calidades establecidas
previamente y un lapso de tiempo previamente definido. La gestión de
proyectos es la aplicación de conocimientos, habilidades, herramientas y
técnicas a las actividades de un proyecto para satisfacer los requisitos del
proyecto. Consiste en reunir varias ideas para llevarlas a cabo, y es un
emprendimiento que tiene lugar durante un tiempo limitado, y que apunta
a lograr un resultado único.
16
Mano de obra: Groover Mikell (2009, 14), Se denomina mano de obra,
tomando mano en el sentido de trabajo físico o mental, y a obra como un
producto tangible o intangible producto de la acción humana, al o los
recursos humanos que se necesitan para elaborar un bien. Si bien la
mano solo es la herramienta que da lugar al trabajo manual o artesanal,
se aplica la expresión a todo tipo de trabajo que origine un producto.
Energía: Groover Mikell (2009, 13), está relacionado con la capacidad de
generar movimiento o lograr la transformación de algo. En el ámbito
económico y tecnológico, la energía hace referencia a un recurso natural
y los elementos asociados que permiten hacer un uso industrial del
mismo.
Economía: Sowell Thomas (2013, 2), es la actividad humana que intenta
cubrir las necesidades de la población, para lo cual puede estar dedicada
a actividades primarias (como agricultura, ganadería o minería)
secundaria o industrial, o al sector terciario o de servicios.
17
Energía
Economia
Mano de obra
Productividad
Mercado: Sowell Thomas (2013, 5), es cualquier conjunto de
transacciones de procesos o acuerdos de intercambio de bienes o
servicios entre individuos o asociaciones de individuos. El mercado no
hace referencia directa al lucro o a las empresas, sino simplemente al
acuerdo mutuo en el marco de las transacciones. Estas pueden tener
como partícipes a individuos, empresas, cooperativas, ONG, entre otros.
Servicio: Sowell Thomas (2013, 3), se suele entender por servicio a un
cúmulo de tareas desarrolladas por una compañía para satisfacer las
exigencias de sus clientes.
Consumidor: Sowell Thomas (2013, 7), individuo u organización que
demanda bienes o servicios que ofrece, ya sea un productor o quien
provee los mencionados bienes y servicios.
2.4.1.1 Marco conceptual variable dependiente
Normas de calidad: San Miguel Pablo (2009, 2) Una norma de
calidad es un papel, establecido por consenso y aprobado por un
organismo reconocido (nacional o internacional), que se
18
proporciona para un uso común y repetido, una serie de reglas,
directrices o características para las actividades de calidad o sus
resultados, con el fin de conseguir un grado óptimo de orden en el
contexto de la calidad.
Estándar: San Miguel Pablo (2009, 3) Puede ser conceptualizado
como la definición clara de un modelo, criterio, regla de medida o
de los requisitos mínimos aceptables para la operación de
procesos específicos, con el fin asegurar la calidad.
Prueba: Mora Maurice (2009, 2), Son los ensayos que se hacen
para saber cómo resultará algo en su forma definitiva, o los
argumentos y medios que pretenden demostrar la verdad o
falsedad de algo.
2.4.1.2 Marco conceptual variable independiente
Herramientas de corte: Gerling Heinrich (2000, 3), es el elemento
utilizado para extraer material de una pieza cuando se quiere llevar
a cabo un proceso de mecanizado. Hay muchos tipos para cada
máquina, pero todas se basan en un proceso de arranque de
viruta. Es decir, al haber una elevada diferencia de velocidades
entre la herramienta y la pieza, al entrar en contacto la arista de
corte con la pieza, se arranca el material y se desprende la viruta.
Manufactura: Groover Mikell (2009, 3), es un producto industrial,
es decir, es la transformación de las materias primas en un
producto totalmente terminado que ya está en condiciones de ser
destinado a la venta. La distribución de las manufacturas está a
cargo del área de despachos de la empresa.
Mecanizado: Bertolin Gil (2010, 6), es un proceso de fabricación
que comprende un conjunto de operaciones de conformación de
piezas mediante la eliminación de material, ya sea por arranque de
viruta o por abrasión. También en algunas zonas de América del
19
Sur es utilizado el término maquinado aunque debido al doble
sentido que puede tener este término
Procesos industriales: Leidenger Otto (1997, 5), son actividades
que se llevan a cabo para transformar materias primas y
convertirlas en diferentes clases de productos. A través de un
proceso industrial se pueden alterar las diversas características de
la materia prima, como su tamaño, su forma o su color.
2.5. SEÑALAMIENTO VARIABLES
Variable independiente: Herramientas de corte
Variable dependiente: Calidad
Unidad de observación: Rectificadora “Quishpe”
Términos de relación: con el cual incide
20
CAPÍTULO III
METODOLOGÍA
3.1. Enfoque
La presente investigación efectuará un enfoque cualitativo a base de
checklist, porque manejará datos que deberán ser los más precisos,
ajustándose a un rango admisible de error, dicho rango debe ser
aceptable en la implementación de un sistema automatizado para cortar
tol.
El proceso de toma de medidas es central en la actual investigación ya
que aporta la conexión fundamental entre la observación empírica, y la
expresión matemática, es decir, mostrar en números los resultados
observados. Al verificar directamente las capacidades y deficiencias de la
maquina podemos palpar los hechos reales que suscitan en la
rectificadora “Quishpe”.
3.2. Modalidad básica de la investigación
3.2.1. Investigación de campo
Este proyecto implicará una investigación de campo, porque permite el
contacto directo con los hechos, de esta manera será posible recolectar
datos reales en cuanto a producción se refiere y diferentes hechos
relevantes para la investigación, en la rectificadora “Quishpe” ubicada en
la ciudad de Píllaro.
21
3.2.2. Investigación bibliográfica-documental
Es fundamental para la presente investigación porque se realizará un
proceso operativo que consiste en obtener o registrar organizadamente la
información obtenida en libros, revistas, diarios, informes científicos,
páginas electrónicas.
3.3. Nivel o tipo de investigación
3.3.1. Investigación exploratoria
Se trata de una investigación exploratoria porque el problema de estudio
es poco conocido y este tipo de investigación ayudará a un mejor
planteamiento del problema ya que conforme se avanza en la
investigación se puede visualizar y determinar de forma concreta los
hechos.
3.3.2. Investigación descriptiva
Se manifiesta una investigación descriptiva por que destaca las
características más importantes del problema objeto de estudio. En caso
de la presente investigación se puede citar, que la empresa no cuenta con
un sistema automatizado de corte de planchas de tol.
3.3.3. Investigación asociación de variables (correlacional)
En la presente investigación se empleará la investigación correlacional
puesto que ésta permitió medir el grado de relación existente entre las
variables que forman parte del problema de investigación, donde los
cambios producidos en una de las variables afectan directamente a la otra
variable
22
3.3.4. Investigación explicativa
El desarrollo del presente trabajo de investigación se utilizará la
investigación explicativa debido a que ésta permitió medir el grado de
relación existente entre la calidad del producto y la exactitud del corte de
tol, por lo que, estas variables forman parte del problema de investigación
para obtener una propuesta de solución al problema que es objeto de
estudio en la rectificadora “Quishpe”.
3.5. Operacionalización de las variables
23
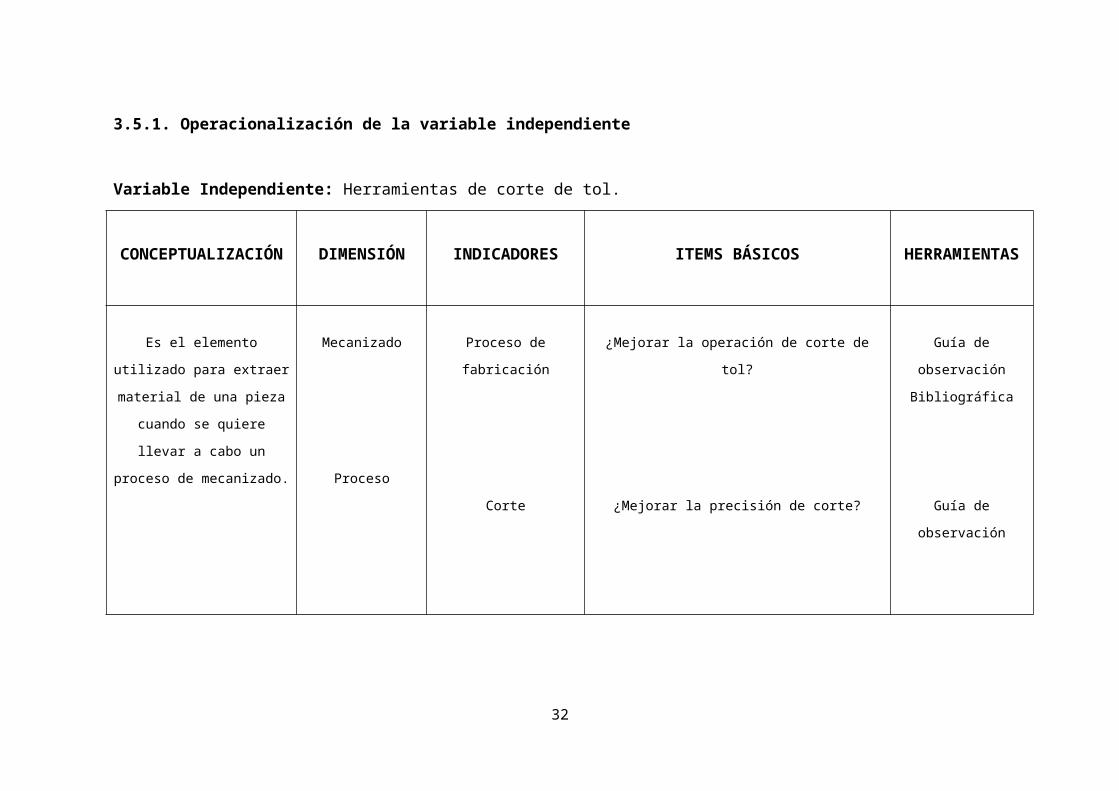
3.5.1. Operacionalización de la variable independiente
Variable Independiente: Herramientas de corte de tol.
CONCEPTUALIZACIÓN DIMENSIÓN INDICADORES ITEMS BÁSICOS HERRAMIENTAS
Es el elemento utilizado para
extraer material de una pieza
cuando se quiere llevar a
cabo un proceso de
mecanizado.
Mecanizado
Proceso
Proceso de fabricación
Corte
¿Mejorar la operación de corte de tol?
¿Mejorar la precisión de corte?
Guía de observación
Bibliográfica
Guía de observación
24
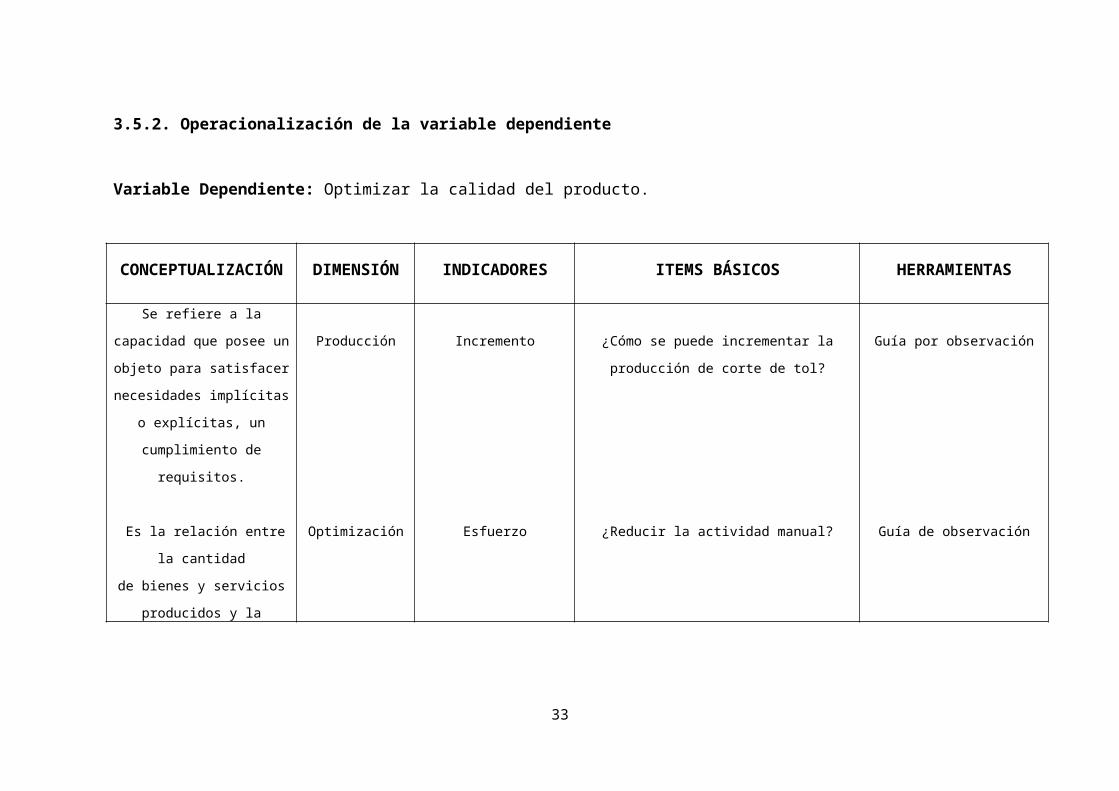
3.5.2. Operacionalización de la variable dependiente
Variable Dependiente: Optimizar la calidad del producto.
CONCEPTUALIZACIÓN DIMENSIÓN INDICADORES ITEMS BÁSICOS HERRAMIENTAS
Se refiere a la capacidad que
posee un objeto para
satisfacer necesidades
implícitas o explícitas, un
cumplimiento de requisitos.
Es la relación entre la
cantidad
de bienes y servicios
producidos y la cantidad de
recursos utilizados
reduciendo tiempo y dinero.
Producción
Optimización
Incremento
Esfuerzo
¿Cómo se puede incrementar la producción
de corte de tol?
¿Reducir la actividad manual?
Guía por observación
Guía de observación
25
3.6. Recolección de información
Para el desarrollo del presente trabajo investigativo se realizará estudios
de tipo bibliográfico y experimental, como también el análisis de
información bibliográfica y del internet para obtener datos técnicos de la
cortadora de tol y sus componentes.
3.7. Procesamiento y análisis
Las guías de observación servirán para recolectar la información
anotando los parámetros trascendentales y necesarios para la
automatización del corte.
3.7.1. Plan de procesamiento de información
Para la ejecución de la presente investigación se utilizará un checklist
como fuente de información.
26
CRITERIOS APLICABLES EN LA EVALUACIÓN DE LA MAQUINA
ACCIONAMIENTO SI NO PARADA DE EMERGENCIA SI NO
ESTAN SITUADOS EN LUGARES INACCESIBLES PRIORIZAN LAS ÓRDENES DE PARADA A LAS DE PUESTA EN
MARCHA.
SON ACCESIBLES DURANTE EL FUNCIONAMIENTO DE LA
MAQUINA
DISPONE DE PARADA DE EMERGENCIA CON RETENCIÓN
MECÁNICA O ACCIONADO POR LLAVE.
NO HAY SITUACION PELIGROSA DEL OPERARIO CUANDO
DESEMPEÑE LA LABOR DE ACCIONAMIENTO
AUNQUE SE REARME LA EMERGENCIA NO REACTIVA
AUTOMÁTICAMENTE EL PROCESO PRODUCTIVO Y HACE FALTA
REACTIVARLO MANUALMENTE.
ESTAN LO SUFICIENTEMENTE SEPARADOS PARA EVITAR SER
PULSADOS POR UNA UNICA MANO
LA MÁQUINA SE MANTIENE PARADA MIENTRAS ESTA ACTIVA LA
PARADA DE EMERGENCIA.
LOS PULSADORES ESTAN PROTEGIDOS SE ACCIONA ORDEN DE PARADA CUANDO LA PERSONA ACCEDE
A ZONA DE RIESGO PROTEGIDA MEDIANTE DISPOSITIVO DE
PROTECCIÓN.
PUESTA EN MARCHARIESGOS DE ACCIDENTE POR CONTACTO
MECÁNICO
NO HAY POSIBILIDAD DE PUESTA EN MARCHA INESPERADA,
ACCIONANDO OTRAS MQUINAS O COMPONENTES DESEADOS
Las zonas móviles peligrosas (árboles de transmisión), cadenas,
troqueles, etc...) están protegidas mediante resguardos.
LA MAQUINA TIENE DISPOSITIVOS DESTINADOS A PERMITIR
CONSIGNACIÓN
Los resguardos son de construcción robusta.
SU FIJACIÓN ESTÁ GARANTIZADA POR SISTEMAS QUE
REQUIEREN EL EMPLEO DE UNA HERRAMIENTA PARA QUE
PUEDAN SER RETIRADOS Y ABIERTOS.
No hay posibilidad de que el operador quede entre la zona peligrosa y la
protección.
LA REGULACIÓN MANUAL SE PUEDEN HACER FÁCILMENTE Y
SIN NECESIDAD DE HERRAMIENTAS.
Los resguardos móviles automatizados no pueden producir
atrapamientos (porque está asociado a un borde sensible).
27
28
3.7.2. Plan de análisis e interpretación de resultados
Análisis de los resultados estadísticos.
Se analizará los resultados de la investigación para obtener información
concreta, se detalla que las deficiencias de la maquina manual para cortar
tol es la causa del problema.
Interpretación de los resultados.
Se apreciará los datos obtenidos con las pruebas realizadas, se
presentan las diferencias entre el resultado de utilizar la cortadora de tol
manual y el resultado obtenido del empleo de una cortadora de tol
automáticas, como referencia para la interpretación nos basamos en las
tablas anteriores.
29
CAPITULO IV
MARCO ADMINISTRATIVO
4.1 Recursos
INSTITUCIONALES
Para la automatización de este proyecto se utiliza la Biblioteca del instituto
superior tecnológico SECAP-AMBATO la cual aporta con libros sobre
información para realizar este proyecto. Además la máquina de corte de
tol de la rectificadora “Quishpe”.
HUMANOS
Para la realización del proyecto de automatización de una máquina de
corte de tol para optimizar el corte de la misma en la rectificadora
“Quishpe” será fundamental contar con el asesoramiento de un tutor para
que proporcione una orientación necesaria.
MATERIALES
Para la realización del proyecto se utilizará para el diseño un equipo de
cómputo, papel de escritorio y catálogos para la selección de los equipos.
En cuanto a la construcción se necesitará de materiales y equipos para
realizar el proyecto.
ECONÓMICOS
Para la automatización de la máquina de corte de tol se utilizará los
materiales que se describen a continuación. Costos de investigación
30
RUBRO CANTIDAD UNIDAD DE
MEDIDA
TOTAL,
USD $
Suministros de oficina ---- ----- 200,00
Fotocopias ---- 0,03 $ / copia 80,00
Transporte ---- 0,18 $ / viaje 350,00
Servicios básicos (luz,
agua, teléfono, internet)
---- ----- 430,00
Alimentación ---- ----- 280,00
Ordenador (computador)
personal
1 1000,00 $ / CPU 1000,00
Memoria USB (pendrive) 1 20 $ / artículo 20,00
Alquiler de equipos 2 80 $ hora 160,00
SUBTOTAL, USD $ 2520,00
+ 10% IMPREVISTOS, USD $ 252,00
TOTAL, USD $ 2772,00
4.2 Presupuesto
No. Rubros Valor
1 Asesoramiento 300.00
2 Material de escritorio 200.00
3 Útiles de oficina 100.00
4 Internet 80.00
5 Depreciación equipo informático 50.00
6 Copias 30.00
7 Transporte 100.00
Suman 860.00
Imprevistos 5% 43.00
Total 903.00
4.3 Cronograma
31
MES Octubre Noviembre Diciembre EneroACTIVIDAD SEMANA 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1
Presentación del Proyecto de Investigación
2Elaboración Capítulo I El Problema
3Elaboración Capitulo II Marco teórico
4Elaboración Capitulo III Metodología
5
Elaboración Capitulo IV Marco Administrativo
6Elaboración Capítulo V Propuesta
4.4 Bibliografía
32
Aroca, D. (2011). Estudio del proceso de conformado en plantillas de calzado, en tol de 1
mm de espesor para optimizar tiempos de operación en la microempresa C&G ingenio
industrial. Ambato: Tesis.
Bertolin Gil, S. (2010). Procesos de mecanizado. En s. Bertolin Gil, Procesos de mecanizado (pág. 320). Barcelona: Marcombo, S. A.
Check, K. /. (2011). Tecnología de las maquinas herramientas. En K. /. Check, Tecnología de las maquinas herramientas (pág. 890). Barcelona: Marcombo, S. A.
Gancino, Á. (2009). Implementación de un mecanismo automatizado en la trtanmisión de avance del husillo para perforar pletina de 6 mm de espesor, en la microempresa O&G Ingenio industrial. Ambato: Tesis.
Gerling, H. (2000). Alrededor de las máquinas-herramientas. En H. Gerling, Alrededor de las máquinas-herramientas (pág. 269). Barcelona: Reverte.
Groover, M. P. (2009). Fundamentos de manufactura moderna. En M. P. Groover, Fundamentos de manufactura moderna (pág. 1062). Mexico D. F.: Pearson Education.
Guaigua, L. (2009). Implementación de un mecanismo automarizado en el avance longitudinal de la mesa de una fresadora para mejorar el planeado de superficies en duraluminio en la microempresa LYG Ingenio Industrial. Ambato: Tesis.
Leidenger, O. M. (1997). Procesos industriales. En O. M. Leidenger, Procesos industriales (pág. 283). Caracas: Fondo Editorial PUCP.
Miguel, P. A. (2009). Calidad. En P. A. Miguel, Calidad (pág. 250). Madrid: Paraninfo S. A.
Mora, M. E. (2009). Metodología de la investigación. En M. E. Mora, Metodología de la investigación (pág. 316). Mexico D.F.: Thomson.
sinapsit. (8 de 5 de 2012). ¿Que es el metodo cuantitativo? Recuperado el 25 de 11 de 2014, de sinapsit: http://www.sinapsit.com/
Sowell, T. (2013). Economía básica. En T. Sowell, Economía básica (pág. 704). Madrid: Deusto.
wikipedia. (20 de 4 de 2011). wikipedia. Recuperado el 25 de 11 de 2014, de wikipedia: http://es.wikipedia.org
4.5 Anexos
33







![1999 quimica analitica cualitativa[manual]](https://img.pdfslide.tips/doc/110x75/5452076faf7959013e8b69c5/1999-quimica-analitica-cualitativamanual.jpg)




![[你知我知 X 獨立評論@天下] 社群經營─鄭國威](https://img.pdfslide.tips/doc/110x75/541e4ebe7bef0ab4658b86d0/-x-541e4ebe7bef0ab4658b86d0.jpg)















![[Sharing T5] Con người, Vũ trụ & mấy chuyện không liên quan - Phước Hải](https://img.pdfslide.tips/doc/110x75/54003e448d7f728b408b474c/sharing-t5-con-nguoi-vu-tru-may-chuyen-khong-lien-quan-phuoc-hai.jpg)