Embed Size (px)
Citation preview

Kaizen Blitz: AR Room SMED Processes
Sally Ulman & Alan Magner
Monday 11th – 15th April, 2005
Contact:[email protected]

Kaizen Blitz MultiCoat Load Area
Team Members (l-r)
Sally Ulman
Josie
Anita
Lira
Alan Magner
George Webster
Ida
Justino
Julie

Event GoalsReduce Lead Time
Current Lead Time = 1099 minutes.Goal = 60 minutes (94% reduction)
Cycle TimeCurrent Cycle time = 863 secondsGoal = 777 seconds (10% reduction)
WIPCurrent WIP – 548 jobsGoal = 100 jobs (82% reduction)
Travelling DistanceCurrent = Poly – 13.8 metres, CR39 – 16.9 metres, CR39 + tint – 21.1
metresGoal = Poly – 7 metres, CR39 – 8.5 metres, CR39 + tint – 10 metres
Improve the appearance of the lineImprove the working conditions of the lineThese two items will go to improve morale and make the work area clean and safer

MultiCoat
Loading Area
Operation
Input Process Output Diagram
Outputs
Lead time (minutes)
Cycle time (seconds)
WIP (jobs)
Travelling distance
(metres)
Cell organization
(1-5)
Workflow from Grind
Methods & SOPs
Room Layout
Labour Utilization
Consumables &
Equipment (racks,
clips, wipes)
Inputs Goal

Leadership Support
We empower the team to make process improvements
Major changes will be reviewed and approved when possible
Time, resources and equipment will be provided
We hope most changes will occur DURING the event, all other action items will be given time to complete in the future

Kaizen Blitz Vision
Faster, Better, We Help People See.
Our aim for 2005 is to consistently deliver 48hr service to our Retail Customers from time of order to delivery back to store.

Sub Teams
Layout Team:
George, Lira, Julie - Layout
Alan, Anita, Josie – Repetitious work
5S, Visual Controls
Sally, Justino, Ida

Agenda
DATE TIME FRAME TIME AGENDA
Monday, 11-April-2005 9am - 5pm AM Leadership debrief, Goals, training
12:00 - 1:00pm PM Debrief & working lunch (Training Room)
1pm PM 5s/Visual Control Team: Action Items
Layout Team, Map Review, Repetitious work study
Tuesday, 12-April-2005 9am - 5pm AM 5s/Visual Control Team Action Items
Layout Team: options for new layout
Repetitious Team: Time observations, cycles of 7, options for best practices
12:00 - 1:00pm PM Debrief & working lunch (Training Room)
PM 5s/Visual Control Team Work Action Items
Layout Team: Determine best layout option
4pm Give a debrief to Leadership
Wednesday, 13-April-2005 12:00 - 5:00:pm PM Layout Team: Prepare for new layout
12:00 - 5:00:pm PM 5S Team: Complete action items at individual work stations
5:00 - 6:00 pm PM Debrief & working lunch (Training Room)
6:00pm - 12:00am PM All teams organise new layout and work stations
Thursday, 14-April-2005 6am - 9am AM Instruction on new layout from Layout Team Representative
10am - 12pm AM All Teams: Monitor & modify new layout
12:00 - 1:00pm Debrief & working lunch (Training Room)
1pm - 2pm PM 5S Team: Modifies workstations
1pm - 2pm PM Layout Team: Time new workflows
2-4pm PM Instruction on new layout from Layout Team Representative
4pm - 5pm PM 5S Team: Modifies workstations
4pm - 5pm PM Layout Team: Time new workflows
Friday, 15-April-2005 6am -6:30am AM Instruction on latest updates from Layout Team Representative
9am - 10:30am AM All Teams: Finalise presentation
10:30am AM Make presentation to Leadership
12pm PM Celebrate achievements & lunch at Lone Star

Layout Team
Team Members
George
Julie
Lira

Layout TeamRepetitious Work SOPs, New Layout
Draw up action items list
Revise existing flow map
New SOPs for repetitious work
Key aspects of new layout
Determine gaps in current system
New work process cycle times
New lead times with new layout
Potential Layouts, and prioritize selection

Objectives of Flow
Reduce work in progress (WIP)
Eliminate unnecessary travelling
Eliminate unneeded separation of work
Cost to Implement
Easier access to conveyors for loading staff
Allow for better flow of tinting jobs
Reduce lead time
Balance the line

Layout #1

Layout #2

Layout #3

Layout #4

Layout Design Matrix
Layout #1
Layout #2
Layout #3
Objectives of Layouts
3
1
2
3
1
4
1
2
4
4
3
13
4
1
1
3
2
3
4
1 19
22
16
Layout #42 2 4 2 4 2 3
2
3
1
4 23
The Kaizen voting results are listed above. It was felt that #2 and #4 were
tied. The management team voted to break the tie and #2 was chosen!

Current Layout

The Move

New Work Stations

Finalized Layout

Layout Team Achievements
Clearer lines for product flow
Improved visibility in department
Completed tint jobs flow to sorting
No more walking for loaders!!
Now have room to expand capacity
Visual controls for WIP using Kanbans
Lighting improved at workstations

Layout Team – Repetitious Work
Team Members
Alan
Josie
Anita

Repetitious Work – Layout Team
Every person had a different technique for
Wearing gloves or not
Cloths they were using
Lens cleaning and Loading
These were actioned itemed, as were;
Workflows with kanbans
Handling rejects
Error-proofing and timings

Different Wipes and Glove, No Glove

Glove, No Glove
New SOP on wearing gloves:
Team members on lens cleaning and lens loading to wear a pair of
Nitrile gloves – to protect wearer from sharp edges and exposure
to methnol, and to protect the lens from fingerprints and markings

Different Wipes

Different Wipes
Decided to use 1 type of cleaning cloth only – the Blue Chicopee
wipes. All white cloths were removed from all work areas.
An action item list is to test 4 possible cloths; based on
performance and cost.
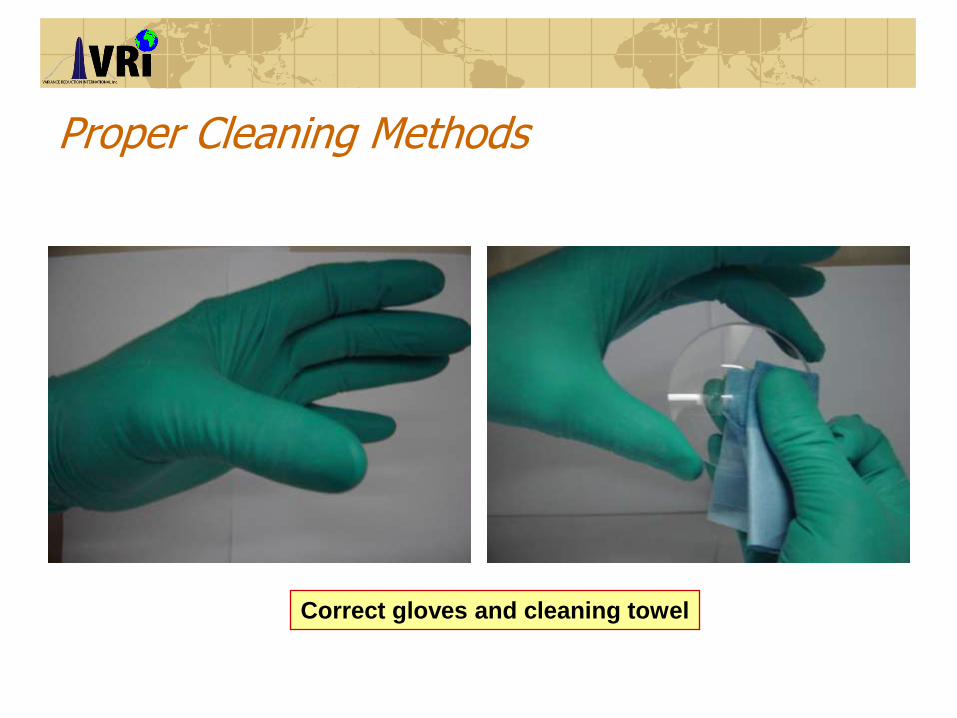
Proper Cleaning Methods
Correct gloves and cleaning towel

Work Stations Before

WIP Removed
Work In Progress before, later the work was processed and many of
the racks were removed for the final layout

Old way of Loading of #3 Jobs - CR

Proper Loading of #8 Jobs
The first space
is empty
All clip hangers
are correctly in
the grove above
The #8 clip
is used
Equal spacing can be seen on the
bottom at each clip

Proper Loading of #9 Jobs

Process Book Number
Process Book Number
Completed Process Book Number

How Racks Might Come from Cleaning Area
Here, the clips are in the closed
position. Having them like this
will prevent them getting hooked up
Here, the clips are in the open
position, the arms can get tangled
when removing them to load the
clip.

Jig or No Jig, That is the QuestionIn January the jig was used by most people. Notice the failure rate downstream in sample one of Test of Proportions (n1).
In April, very few used the jig. Notice the failure rate downstream in sample one of Test of Proportions (n2).
Conclusion: using the jig does not appear to have an impact on downstream failures.But ….. Does the jig reduce cycle time?
User defined parameters
Number Defective Group #1 (x1) 55
Size of Sample #1 (n1) 8500
Number Defective Group #2 (x2) 52
Size of Sample #2 (n2) 9500
Proportion Sample #1 (p1) 0.00647
Proportion Sample #2 (p2) 0.00547
p-value 0.38506
Test of Proportions
Results
SPC XL is Copyright (C) 1999 Digital Computations, Inc. and Air Academy
Associates, LLC. All Rights Reserved. Unauthorized duplication prohibited by
law.

Jig Test – 12 Lenses in Each Test
Jig Use Finding:
Cycle Time = 1:57
Rework = 0
Observations:
• Good
• Less likely to scratch lens
• Sat securely
• Did not look hard to do
No Jig Use Findings:
Cycle Time = 1:16
Rework = 1
Observations:
• Ida had a great technique
• Looks more difficult to new workers, both to do and in scratching lens
• Might be tilted
Final Decision: Jig. We will adopt an SOP that address the non-jig people
To make using the jig the best it can be.

Proper Jig Use
Proper use of the jig
Note how long the clip goes down into the jig
The clip arms are in the wheels each side of the jig
The arms will open and the lens can be easily placed in the correct position

Proper Loading of Clip on Jig
Sometimes loaders would allow
The clip arms to twist when loading
Clip arm has
to be is the
groove of the
wheel
If the clip arms are flat
against the back of the jig
the arms WILL go in
the wheel groves
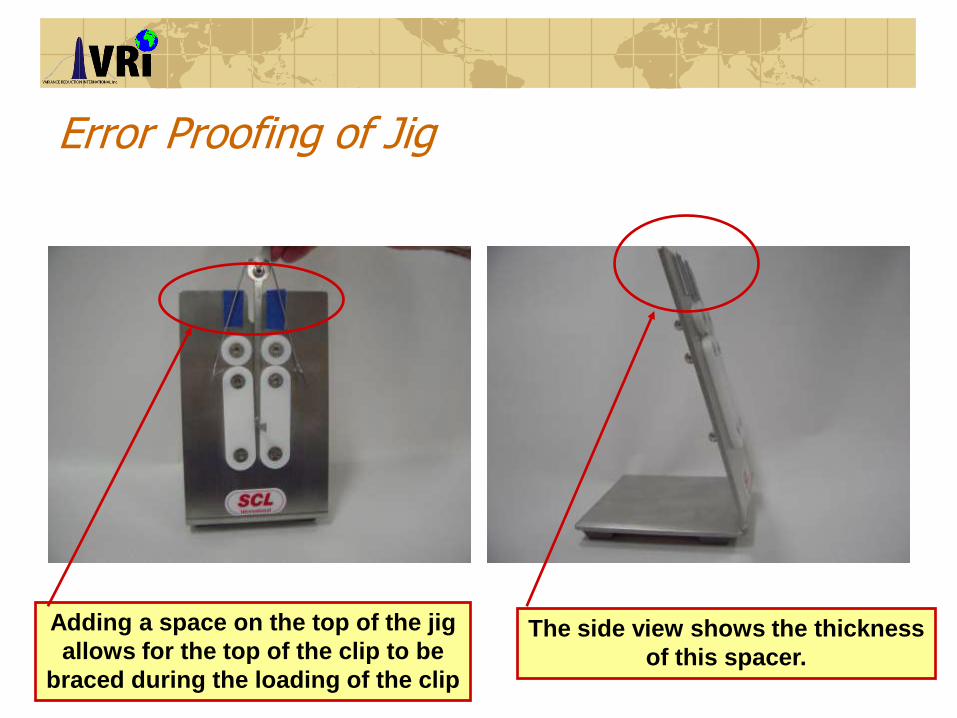
Error Proofing of Jig
Adding a space on the top of the jig
allows for the top of the clip to be
braced during the loading of the clip
The side view shows the thickness
of this spacer.

Another Error Proofing of the Jig
To ensure the proper placement of a FT in the clip, lines were drawn on the jig.
If the operator lines up the top of the FT to the lines, either over them or parallel to them, it will be at the correct 300 angle

Proper Loading of Lenses on Holders
To load property
the narrow end of
uneven lenses need
to be on the bottom, the
wide area on the side

65 and CR Clips
Clip used to 65 size lenses.
Note the Yellow Color at top
Clip for CR, note the blue color at
the top

Poly Clip
This is a Poly Clip
Note there is no color at the top of the clip.

5S / Visual Controls Team
Team Members:
Sally
Ida
Justino

5S, Visual Controls
Action items list
Before and After pictures
Goals of the group
Determine gaps in current system

5S, Visual Controls Goals
To set the standard for workplace organisation
Implement procedures to ensure consistency
Positively effecting workplace safety, product quality, production cycle times and capacity
Supporting Visual Factory Management will develop the model cell for the rest of the plant to benchmark
All this will be achieved by using the most simplistic methods possible interviewing all involved in the set-up and ultimate decisions.

5S, Visual Controls Team Action Items
Kaizen Blitz – Action Item – Multicoat 5S Team Number Priority
#
Problem/Need Solution/Action Person
Responsible
Date
Due
Date
Done
1. Incoming lenses on floor, no clear
marking where they should be
Set in order – mark it. Justino 15
April
13
April
2. Scanner and mouse in incoming area, no
home
Set in order – mark it Justino 15
April
13
April
3. Scan cards not colour coded for type Colour code Ida 30
April
4. No area for scanned item Set in order – mark it Justino 15
April
13
April
5. Lack of organization of yellow cleaning
area
5S the area Ida – moved to
grind dept
15
April
13
April
6. No clear direction of where trays go Flow pattern with arrows are needed Justino 15
April
13
April
7. Lack of organization in cabinet under
yellow marking area
5S the area Ida 15
April
13
April
8. Lack of organization of the equipment
and materials in the tinting area
5S Ida 15
April
13
April
9. Bad access for loaders to get jobs Better layout to minimize motion
and transportation
Justino 15
April
13
April
10. Load bench disorganized. No set
standard
Set in order – 5S Justino 15
April
13
April
11. Disorganized supervisors office and
MSDS binder area
Set in order, 5S Justino 15
May
13
April
12. Loading scanner, no easy access Better layout Ida – Layout
Team
15
April
14
April
13. Storage area shelving is large and has
wrong labels – they are outdated
Decide needed space requirements,
Set in order – 5S
Ida 15
April
13
April

14. Mouse and scanner at load area has no
real home
Needs a home – layout and 5S Ida - Layout 15
April
14
April
15. After loading, no clear direction to
conveyor
Flow pattern with arrows are needed Justino 15
April
13
April
16. Notice board is outdated Determine what items are needed on
the board and place it is an area
where it will be seen.
Ida 15
April
14
April
17. Clean holders are not easily accessible
and are just dumped into the bins
Find a good place for them, store
them in a better orientation for
loading – develop best method
Ida 30
April
18. Lack of posted, visual SOPs in loading
area
Develop SOPs with visual controls
shown
Justino 15
April
13
April
19. Lack of posted, visual SOPs in tinting
area
Develop SOPs with visual controls
shown
Ida 15
April
13
April
20. SOPs in incoming sort area need to be
placed on top of rack
Get holders that grind uses to place
them in
Justino 20
April
21. Extra clips when holder racks are not
full have no home at the loading station
Need a home, set up a bin and
location
Ida 14
April
14
April
22. No home for rejects at loading station Need a home, set up a bin and
location
Justino 14
April
14
April
23. No home for 65 clips at the loader
station
Need a home, set up a bin and
location
Ida 14
April
14
April
24. Trash cans under cleaning area are
unstable
Get engr to secure better and a better
spacer
Justino 14
April
14
April
25. No stapler at the sorting table Find a stapler and a home for one at
the sorting table
Ida 14
April
14
April
26.
5S, Visual Controls Team Action Items
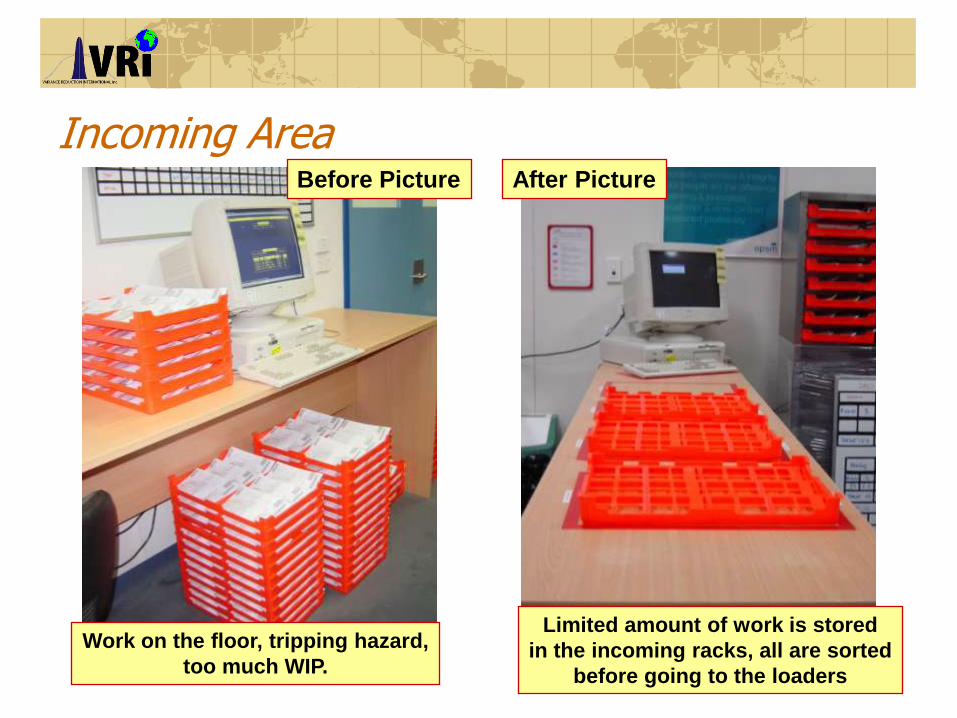
Incoming AreaBefore Picture
Work on the floor, tripping hazard,
too much WIP.
After Picture
Limited amount of work is stored
in the incoming racks, all are sorted
before going to the loaders

Dipping Waste and Throughput Board
Before Picture After Picture, this is located in an
area better seen by the workers

Boards in the Area
Before Picture
Clutter on boards. Not standardized. Needs to be In the best place for all to see.
5S the boards, place in a good spot with just the info we need on it.

The Area has Signage with Clear Goals for All Involved
You are entering a Set – In – Order Zone Area Goals

Yellow Line Removal
Before:Small area to work, items for process
have no clear home
SOPs covered
by all the WIP!
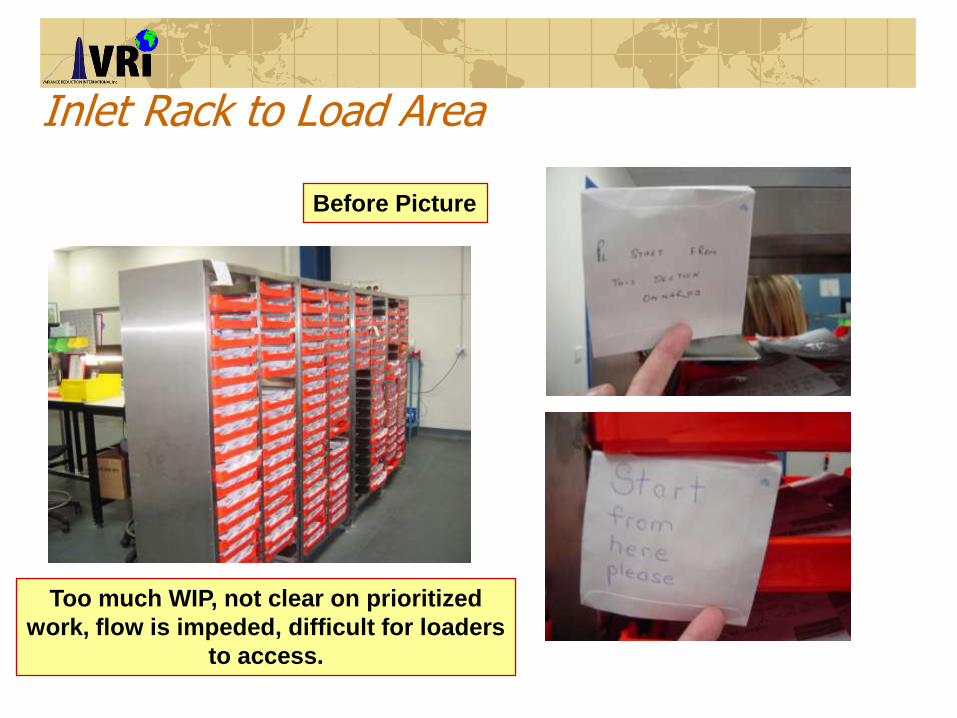
Inlet Rack to Load Area
Before Picture
Too much WIP, not clear on prioritized
work, flow is impeded, difficult for loaders
to access.

The New Layout has a Major Reduction of WIP
Only this side of
the inlet trays have
lenses, the other
side are empty trays
for recycle to grind
A small number
of lenses will be
in queue in tinting
A limit of 6
trays are to be
at each of the 2
stations.

Tint Area - Before
Before Picture
No clear direction
of flow, too much
stuff, disorganized
stuff on the floor,
no clear SOPs.

Tint Area After

Tint Samples
Before - these racks were in the wrong
order, could fall down, and added
clutter to the area
After - the racks are numbered, in the
Right order and mounted In the packets
they came in.

Misc. Stuff Before
Before Picture
Inconsistency in where items are placed.
Need 5S!

Load Work Station at Shift Start -Before
Before Picture
Inconsistency in the work stations. They look really clean at the start of
Each shift, but take on a different look when works starts. Need to perform
5S and standardized work station layout and procedures.
Two Different Work Stations
Load Area
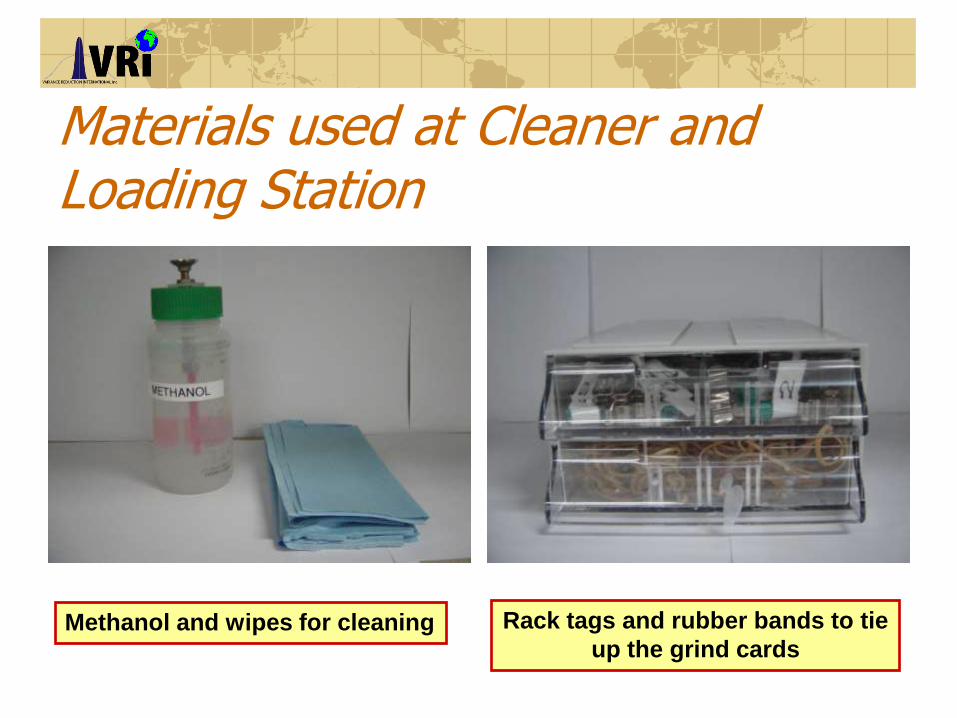
Materials used at Cleaner and Loading Station
Methanol and wipes for cleaning Rack tags and rubber bands to tie
up the grind cards

Load Station Before
Methanol container is to the upper
left and operator is right handed,
this increases the stretch.
Before Picture
This work station looks different from
others. Need 5S and standardized
work stations.

Load Station Before and After
Before Picture
Jig is not used in this work station
This workstation
looks different from
others. Need 5S
and standardized
stations.
After Picture
All items in the station are used on
a daily basis, are in places designed
by line workers

Loading Scanner Location
Before Picture
No place for the scanner and mouse, no table to place products to scan them
AND see the monitor at the same time.

Handling rejectsNo clear
procedure for
dealing with
lenses that have
scratches:
Most people
place in a
tray, the under
the desk, and
chase Supervisor
for a 2nd opinion
Now have a
central point for
any defect lenses
found at loading
– Supervisor
knows where to
look for any
problem jobs
Before Picture After Picture

Clips / Lens Holders
Before Picture
Different holder types Holders are stored in a haphazard
manner from cleaning process in
the bins

Materials Storage Area
Before Picture
Holder bins and marks in the storage cabinet. Needs 5S and visual controls
that can be seen and used.

Supervisor Station
Before Picture
Supervisors station is full of clutter and easy access to the MSDS books.
Area needs to have 5S done and only the items needed in the area.

Supervisor Station After
Justino is performing 5S in the desk
Area, making a place for everything.
Final work, everything here is NEEDED.
has a home and is in it’s home.
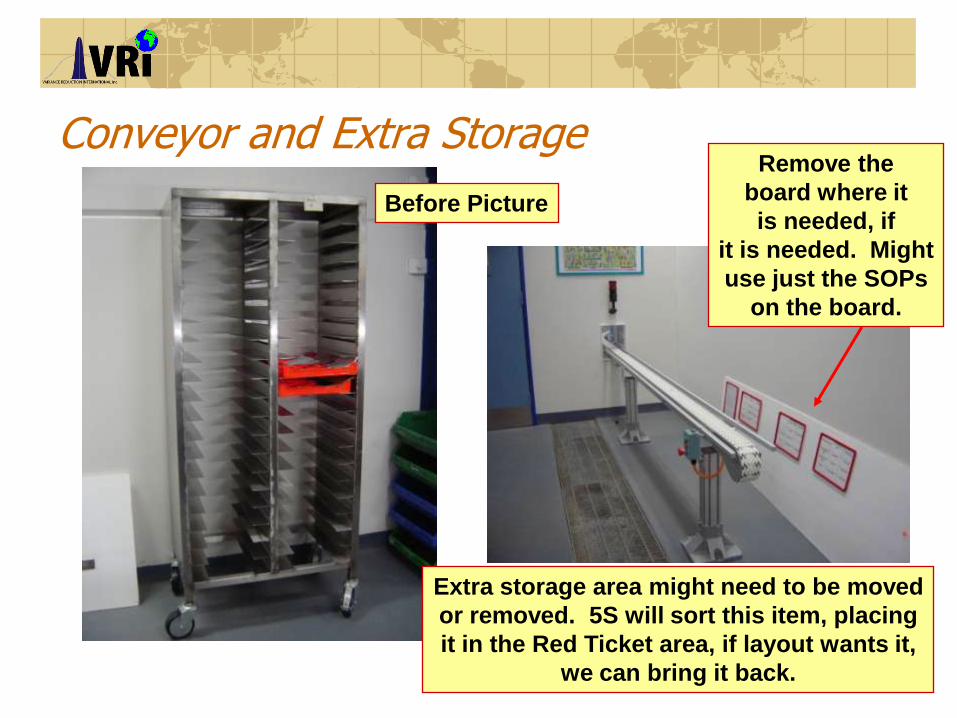
Conveyor and Extra Storage
Before Picture
Remove the
board where it
is needed, if
it is needed. Might
use just the SOPs
on the board.
Extra storage area might need to be moved
or removed. 5S will sort this item, placing
it in the Red Ticket area, if layout wants it,
we can bring it back.

Marking the Conveyor
Before, it was not clear where to place
racks on the conveyor.
After, the GREEN area shows where
The racks are to be placed.

Cleaning of lensesSOPs not given importance in old
layout
In new layout SOPs are given more
visibility

Workflow is now obvious
No clear workflow, lots of unnecessary
motion
New SOPs use as little motion as
possible, influencing the new desk
layout

Set up Kanbans for all workflow
Em
pty
trays
CR
39
Poly
Set up Kanban
of 6 trays for
Grind to
Multicoat job
sorting
Set up Kanban
of 3 trays from
Job sorting to
loading
Set up a “Pick
me Next”
identifier to
preserve FIFO
workflow

New 1-page photo-rich SOPs

Kaizen AchievementsReduce Lead Time
Past state Lead Time = 1099 minutes.Goal = 60 minutes (94% reduction)Achieved = 131 minutes (88.1% reduction)
Cycle TimePast state Cycle time = 863 secondsGoal = 777 seconds (10% reduction)Achieved = 538 seconds (37.7% reduction)
WIP Past state WIP – 548 jobsGoal = 100 jobs (82% reduction)Achieved = 269 jobs (50.9% reduction)
Travelling DistancePast state = Poly – 13.8 metres, CR39 – 16.9 metres, CR39 + tint – 21.1
metresGoal = Poly – 7 metres, CR39 – 8.5 metres, CR39 + tint – 10 metresAchieved = Poly – 11.8 metres, CR39 – 11.4 metres, CR39 + tint –
16.6 metresImprovement = Poly 14.5% CR39 32.5% CR39 + tint 21.3%

How the Kaizen Team Feels Sustainability will be Accomplished
Communicate with members consistently
Positive encouragement
Lead by example
Keep explaining!
Collect feedback – promise to review in 2 weeks time (allow time for acceptance)
Spot checks! – by the Supervisor
1-to-1 training on new technique; for the first week, give refresher training daily

Next Steps – Wish List
Place two more tables in the loading area, making it possible to add 2 people to the area to process more product, IF NEEDED
Extend the conveyor down to the 2 new tables
5S the cleaning of clips area since our work cell members work in their as well – another Kaizen might be needed to do this
Install an LCD display board for Lenses per hour per person

This Says It All