Embed Size (px)
DESCRIPTION
9/2011 ISSN 2074-7470 НЕДВИЖИМОСТЬ Конъюнктура рынков недвижимости Аренда и покупка жилой недвижимости В каждом номере в каждой рубрике – 1–2 статьи Правила приобретения недвижимости Пути получения кредита индексы: на полугодие – 11825, на год – 11832 индексы: на полугодие – 46021, на год – 46032
Citation preview
ЖУРНАЛ «ВЕСЬ МИР – НАШ ДОМ!»
На правах рекламы
Журнал предлагает все необходимые вам сведения для организации бизнеса в выбранной стране, профессиональный и полезный для делового человека страно-ведческий анализ, исчерпывающую деловую информацию и практические сведения о жизни, условиях предпринимательства за рубежом.
Задача журнала – помочь вам сделать правильный выбор, сэкономить силы, вре-мя, нервы и деньги на поиск достоверных сведений об условиях переезда, жизни, ра-боты и развития бизнеса за рубежом с тем, чтобы вы совершенно спокойно преодо-лели все возникающие на этом пути препятствия и добились желаемой цели.
Рекомендации и советы экспертов журнала ускорят процесс адаптации к социально-экономическим условиям новой страны и предостерегут от возмож-ных многочисленных ошибок, которые зачастую обходятся очень дорого.
Авторские рубрики «Свой взгляд» и «Свое дело» сообщат об особенностях образа жизни и ведения бизнеса в разных странах.
Миссия журнала – не только давать дельные советы и помогать россиянам бла-гополучно обустраиваться на новом месте, но и транслировать здоровые импульсы консолидации соотечественников, морального и делового сотрудничества земляков и землячеств за рубежом, взаимоподдержки во имя процветания близких по духу лю-дей и нашей большой Родины – России.
ДАЛЬНЕЕ ЗАРУБЕЖЬЕ ДЛЯ РОССИЯН: ИНВЕСТИЦИИ, НЕДВИЖИМОСТЬ, КАПИТАЛ, ГРАЖДАНСТВО
НОВЫЙ ПРОЕКТ ИЗДАТЕЛЬСКОГО ДОМА «ПАНОРАМА»
индексы:на полугодие –
11825,на год – 11832
индексы:на полугодие –
46021,на год – 46032
Для оформления подписки в редакции необходимо получить счет на оплату, прислав заявку по электронному адресу [email protected], по факсу (499) 346-20-73 или через сайт www.panor.ru.
На все возникшие вопросы по подписке вам с удовольствием ответят по телефонам: (495) 211-54-18, 749-21-64, 664-27-61
Председатель редсовета – А.Н. Спар-так, доктор экономических наук, про-фессор, директор Всероссийского научно-исследовательского конъюнк-турного института
В.В. Ивантер, доктор экономических наук, профессор, академик РАН, дирек-тор Института народно-хозяйственного прогнозирования РАН
Б.М. Смитиенко, доктор экономиче-ских наук, профессор, председатель УМО «Мировая экономика», прорек-тор Финансовой академии при Прави-тельстве РФ
Г.Б. Клейнер, доктор экономических наук, профессор, член-корр. РАН, зам. директора Центрального экономико-математического института РАН
Н.П. Шмелев, доктор экономических наук, профессор, академик РАН, дирек-тор Института Европы РАН
М.Л. Титаренко, доктор исторических наук, профессор, академик РАН, дирек-тор Института Дальнего Востока РАН
С.М. Рогов, доктор исторических наук, профессор, член-корр. РАН, директор Института США и Канады РАН
И.С. Королев, доктор экономических наук, профессор, член-корр. РАН, зам. директора Института мировой эконо-мики и международных отношений РАН
В.С. Паньков, доктор экономических наук, профессор Национального иссле-довательского университета «Высшая школа экономики»
РЕДАКЦИОННЫЙ СОВЕТ ЖУРНАЛА
Ежемесячное издание. Объем – 80 с. Распространяется по подписке, в международных организациях
и зарубежных представительствах.http://mir.panor.ru,
http://Политэкономиздат.РФ,http://politeconom.ru
РУБРИКИ ЖУРНАЛА
ИНВЕСТИЦИИ Земля, строительство, бизнесИнвестиции в основные фондыИнвестиционные технологииКонтракты и предложенияИнвестиционный климат Инвестиции для начинающих
НЕДВИЖИМОСТЬ Конъюнктура рынков недвижимостиАренда и покупка жилой недвижимости
Правила приобретения недвижимостиПути получения кредита
КАПИТАЛНациональное законодательствоКорпоративные правилаУсловия для финансовых операцийПроцедура приобретения основныхфондовЭтапы создания фирмы (юридического лица)
ШКОЛА ИММИГРАНТАУсловия получения ПМЖВторой паспортОбустройство на новом местеОрганизация своего делаОбразование за рубежом Официальные рекомендацииСоветы бывалого
В каждом номере в каждой рубрике – 1–2 статьи
Глав
ный
мех
аник
9
/201
1
ISSN 2074-7470
9/2011

ЖУРНАЛ «ВЕСЬ МИР – НАШ ДОМ!»
На правах рекламы
Журнал предлагает все необходимые вам сведения для организации бизнеса в выбранной стране, профессиональный и полезный для делового человека страно-ведческий анализ, исчерпывающую деловую информацию и практические сведения о жизни, условиях предпринимательства за рубежом.
Задача журнала – помочь вам сделать правильный выбор, сэкономить силы, вре-мя, нервы и деньги на поиск достоверных сведений об условиях переезда, жизни, ра-боты и развития бизнеса за рубежом с тем, чтобы вы совершенно спокойно преодо-лели все возникающие на этом пути препятствия и добились желаемой цели.
Рекомендации и советы экспертов журнала ускорят процесс адаптации к социально-экономическим условиям новой страны и предостерегут от возмож-ных многочисленных ошибок, которые зачастую обходятся очень дорого.
Авторские рубрики «Свой взгляд» и «Свое дело» сообщат об особенностях образа жизни и ведения бизнеса в разных странах.
Миссия журнала – не только давать дельные советы и помогать россиянам бла-гополучно обустраиваться на новом месте, но и транслировать здоровые импульсы консолидации соотечественников, морального и делового сотрудничества земляков и землячеств за рубежом, взаимоподдержки во имя процветания близких по духу лю-дей и нашей большой Родины – России.
ДАЛЬНЕЕ ЗАРУБЕЖЬЕ ДЛЯ РОССИЯН: ИНВЕСТИЦИИ, НЕДВИЖИМОСТЬ, КАПИТАЛ, ГРАЖДАНСТВО
НОВЫЙ ПРОЕКТ ИЗДАТЕЛЬСКОГО ДОМА «ПАНОРАМА»
индексы:на полугодие –
11825,на год – 11832
индексы:на полугодие –
46021,на год – 46032
Для оформления подписки в редакции необходимо получить счет на оплату, прислав заявку по электронному адресу [email protected], по факсу (499) 346-20-73 или через сайт www.panor.ru.
На все возникшие вопросы по подписке вам с удовольствием ответят по телефонам: (495) 211-54-18, 749-21-64, 664-27-61
Председатель редсовета – А.Н. Спар-так, доктор экономических наук, про-фессор, директор Всероссийского научно-исследовательского конъюнк-турного института
В.В. Ивантер, доктор экономических наук, профессор, академик РАН, дирек-тор Института народно-хозяйственного прогнозирования РАН
Б.М. Смитиенко, доктор экономиче-ских наук, профессор, председатель УМО «Мировая экономика», прорек-тор Финансовой академии при Прави-тельстве РФ
Г.Б. Клейнер, доктор экономических наук, профессор, член-корр. РАН, зам. директора Центрального экономико-математического института РАН
Н.П. Шмелев, доктор экономических наук, профессор, академик РАН, дирек-тор Института Европы РАН
М.Л. Титаренко, доктор исторических наук, профессор, академик РАН, дирек-тор Института Дальнего Востока РАН
С.М. Рогов, доктор исторических наук, профессор, член-корр. РАН, директор Института США и Канады РАН
И.С. Королев, доктор экономических наук, профессор, член-корр. РАН, зам. директора Института мировой эконо-мики и международных отношений РАН
В.С. Паньков, доктор экономических наук, профессор Национального иссле-довательского университета «Высшая школа экономики»
РЕДАКЦИОННЫЙ СОВЕТ ЖУРНАЛА
Ежемесячное издание. Объем – 80 с. Распространяется по подписке, в международных организациях
и зарубежных представительствах.http://mir.panor.ru,
http://Политэкономиздат.РФ,http://politeconom.ru
РУБРИКИ ЖУРНАЛА
ИНВЕСТИЦИИ Земля, строительство, бизнесИнвестиции в основные фондыИнвестиционные технологииКонтракты и предложенияИнвестиционный климат Инвестиции для начинающих
НЕДВИЖИМОСТЬ Конъюнктура рынков недвижимостиАренда и покупка жилой недвижимости
Правила приобретения недвижимостиПути получения кредита
КАПИТАЛНациональное законодательствоКорпоративные правилаУсловия для финансовых операцийПроцедура приобретения основныхфондовЭтапы создания фирмы (юридического лица)
ШКОЛА ИММИГРАНТАУсловия получения ПМЖВторой паспортОбустройство на новом местеОрганизация своего делаОбразование за рубежом Официальные рекомендацииСоветы бывалого
В каждом номере в каждой рубрике – 1–2 статьи
Глав
ный
мех
аник
9
/201
1
ISSN 2074-7470
9/2011
СОДЕРЖАНИЕЖурнал входит
в Перечень изданий ВАКв редакции от 19.02.2010 г.
Журнал«ГЛАВНЫЙ МЕХАНИК»
№ 9/2011Журнал зарегистрирован
Министерством Российской Федерации по делам печати, телерадиовещания и средств массовых коммуникаций.
Свидетельство о регистрацииПИ 77-15359 от 12 мая 2003 г.
ISSN 2074-7470
© ИД «Панорама»Издательство «Промиздат»
Почтовый адрес:125040, Москва, а/я 1, ИД «Панорама»
http://www.panor.ru
Главный редактор издательства
А.П. Шкирмонтов, канд. техн. наук
e-mail: [email protected]тел. (495) 664-27-46
Главный редакторА.И. Преображенский,
канд. техн. наукe-mail: [email protected]
Редакционный совет:В.Я. Седуш,
д-р техн. наук,исполнительный директор
Ассоциации механиков
В.В. Смирнов, канд. техн. наук
И.В. Шелест, канд. физ.-мат. наук
Г.В. Новиков, канд. техн. наук
Выпускающий редакторП. В. Колокольников
Дизайн и версткаЕ.В. Семенова
Предложения и замечания:e-mail: [email protected]
тел. (495) 664-27-46
Отдел рекламы:тел.: (495) 664-27-96,
(495) 760-16-54e-mail: [email protected]
Журнал распространяется через каталоги ОАО «Агентство ‘’Роспечать’’», «Пресса России»
(индекс – 82716) и «Почта России» (индекс – 16578),
а также путем прямой редакционной подписки.e-mail: [email protected]
тел. (495) 664-27-61
Подписано в печать 10.08.2011
НОВОСТИ ПРОМЫШЛЕННОСТИ,
НАУКИ И ТЕХНИКИ ..................................... 6
ТЕХНОЛОГИИ
И ТЕХНИЧЕСКИЕ РЕШЕНИЯУДК 621.91.02
Высокопроизводительная механическая обработка термически упрочненных сталей ........................................ 12К. Окумара, С. Кукино, Т. ФукаяАннотация. Представлены данные об эксплуатационных свойствах композитного материала для изготовления режущего инструмента, предназначенного для обработки термически упрочненных сталей. Даны рекомендации по его применению в зависимости от геометрических характеристик обрабатываемых деталей.
Ключевые слова: обработка резанием, кубический нитрид бора, обработка термически упрочненных деталей.
Карбонитрация деталей машин ...................... 20В.А. Коротков
НАУКА – ПРОИЗВОДСТВУУДК 621.921
Эффективность высокоскоростного шлифования сталей ......................................... 23А.В. КадильниковАннотация. Представлены результаты теоретических расчетов и промышленных экспериментов по изучению механизма стружкообразования, влияния формы и ориентации абразивных зерен на производительность высокоскоростного шлифования, стойкость шлифовальных кругов и качество обработки.
Ключевые слова: высокоскоростное шлифование, абразивное зерно, стружкообразование.
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМУДК 65.012
Оценка инновационной активности промышленного предприятия ........................ 32А.И. Шебаров
Аннотация. В статье предлагается один из возможных подходов к оценке инновационной активности промышленного предприятия, используемой автором в качестве частного критерия выбора стратегии инновационного развития предприятия.
Ключевые слова: инновационное развитие, инновационная активность, промышленное предприятие.
РЕМОНТ И МОДЕРНИЗАЦИЯ ОБОРУДОВАНИЯУДК 621.791.92
Электрошлаковая наплавка порошковой проволокой ........................ 41А.А. Артемьев Аннотация. Предложена технология и оборудование для упрочнения и повышения износостойкости деталей машин и инструментов электрошлаковой наплавкой с формированием диборида титана. Приведены подробные данные микроструктурного анализа строения наплавленного слоя.
Ключевые слова: восстановление деталей, износостойкость, диборид титана.
ОБОРУДОВАНИЕ, МЕХАНИЗМЫ, МАТЕРИАЛЫМногозадачное механообрабатывающее оборудование – пути выбора .................................................................. 48П. Зелински
О выборе циркуляционного масла для подшипников жидкостного трения прокатных станов ................................................. 53Д. Соболь
Диоксид углерода для улучшения свойств пластиков ......................... 58
ТЕХНИЧЕСКИЕ РЕШЕНИЯ
В МАШИНОСТРОЕНИИ
Способ совмещенной обработки деталей ............................................. 59
Устройство для абразивно-экструзионной обработки деталей ................................................................................... 62
Устройство для закрепления штучных заготовок с базированием их по центральному осевому отверстию ................... 65
Устройство для подачи смазочно-охлаждающей жидкости ........................................................ 67
CONTENTS «CHIEF MECHANICAL ENGINEER»(THE CHIEF MECHANIC), № 9, 2011
NEWS IN INDUSTRY,
SCIENCE ANF ENGINEERING ................. 6
TECHNOLOGIES AND TECHNICAL
SOLUTIONS
Highly productive mechanical processingof heat-treated steels .......................................... 12K. Okumara, S. Kukino, T. FukayaLead. Data on performance properties of composite material for manufacture of cutting tool, designed for processing of heat-treated steels are presented. Recommendations on its usage, depending on geometric characteristics of processed parts are given.Key words: cutting, cubic boron nitride, heat-treated parts’ processing.
Carbonitration.................................................... 20V. A. Korotkov
SCIENCE TO MANUFACTURE
Effectiveness of high-speedsteels’ gr inding .................................................... 23A. V. KadilnikovLead. Results of theoretical calculations and industrial experiments on study of the mechanism of chip formation, influence of forms and orientation of abrasive grains on productivity of high-speed grinding, resistance of grinding wheels and quality of processing are presented.Key words: high-speed grinding, abrasive grain, chip formation.
PRODUCTION MANAGEMENT
Assessment of innovative activityof industrial enterprise ...................................... 32A. I. ShebarovLead. An article proposes one of the possible approaches to evaluation of innovative activity of industrial enterprise, used by the author as a partial criterion of selection of the strategy of innovative development of the enterprise.Key words: innovation development, innovation activity, industrial enterprise.
REPAIR AND MODERNIZATION
OF EQUIPMENT
Electroslag facing withfl ux cored wire .................................................... 41A. A. ArtemyevLead. Technology and equipment for hardening and improving of wear resistance of machines’ parts and tools by electroslag facing with formation of titanium diboride is suggested. Detailed data on microstructural analysis of the structure of built-up layer are stated.Key words: recovery of parts, wear resistance, titanium diboride.
EQUIPMENT, MECHANISMS,
MATERIALS
Multitask mechanical processingequipment – ways of s election ........................................................... 48P. Zelinsky
«On the choice of the circulationof oil for bearings fl uid frictionrolling mills» ....................................................... 53D. Sobol
Carbon dioxide for improvementof properties of plastics ...................................... 58
TECHNICAL SOLUTIONS
IN MACHINE-BUILDING
The method of combinedtreatment of parts............................................... 59
A device for abrasive machining extrusion........................................... 62
Device for fastening piece blankswith basing themon a central axial hole ........................................ 65
A device for feeding coolant ................................................................. 67

Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.
На
прав
ах р
екла
мы

6
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
6 Íîâîñòè ïðîìûøëåííîñòè, íàóêè è òåõíèêè
ПЕРВЫЙ ОТЕЧЕСТВЕННЫЙDPM-СКАНЕР РАЗРАБОТКИ
НПЦ «ИНТЕЛКОМ»НПЦ «Интелком», ведущий российский раз-
работчик в области технологий автоматиче-ской идентификации, начал производство универсального сканирующего устройства для чтения маркировки прямого нанесения на изделие (DPM–Direct Part Marking) – icReader.
icReader C-1 – многофункциональный ска-нер нового поколения с повышенным опера-ционным диапазоном, обеспечивающий счи-тывание и достоверное декодирование одно-мерных и двумерных штрихкодов, в том числе нанесенных непосредственно на поверхность изделия методом прямой маркировки: лазер-ной, иглоударной, каплеструйной, химическо-го травления. Сканер разработан для приме-нения в отраслях промышленности, исполь-зующих технологии нанесения штрихкодов и маркировки: фармацевтической, авиакосми-ческой, автомобильной, электронной и т. д. Применение устройства позволяет получить необходимую информацию о каждой детали изделия на протяжении производственного процесса, снижая вероятность выпуска бра-ка, повышая точность и производительность труда.
На сегодняшний день сканер icReader C-1 является единственной российской разра-боткой подобного рода и не уступает луч-шим зарубежным аналогам по техническим характеристикам. К немаловажным преиму-ществам icReader C-1 можно отнести и его стоимость, которая значительно ниже стои-мости устройств такого класса иностранного производства.
«Создание DPM-сканера является логич-ным продолжением линейки наших продук-тов. Мы ведем разработки программных и технических средств автоматической иден-тификации с 1999 г. и считаемся экспертами в этой области. ПО кодирования и декоди-рования двумерных штрихкодов, разрабо-танное специалистами НПЦ «Интелком», уже нашло свое применение в 23 странах мира. При работе над DPM-сканером icReader C-1 мы ориентировались в первую очередь на
машиностроительные предприятия, поэтому особое внимание уделяли его способности оперативно декодировать нечеткую марки-ровку независимо от характера поверхности (высокоотражающая, рифленая и т. п.), и мож-но смело утверждать, что с этими задачами наш сканер справляется отлично. Мы считаем, что icReader C-1 составит достойную альтер-нативу зарубежным аналогам на российском рынке», – отметил С. Н. Карпов, генеральный директор НПЦ «Интелком», на презентации продукта.
В настоящее время выпущена первая пар-тия сканеров icReader C-1, а в ближайшие планы разработчиков входит дальнейшее усо-вершенствование потребительских характе-ристик данной модели.
НПЦ «Интелком» приглашает к сотрудниче-ству по реализации сканера компании, специ-ализирующие на продаже оборудования для автоматической идентификации.
Краткая информация о компании: НПЦ «Интелком» – ведущий системный интегра-тор, присутствующий на рынке ИТ-технологий с 1992 г., сертифицированный партнер Avaya, Cisco, HP, Microsoft, Tyco Electronics. Ключевое направление деятельности компании – ком-плексная информатизация предприятий.
Предлагаемые нами решения базируются на высокоэффективном интегрированном при-менении продукции мировых и отечественных лидеров рынка информационных технологий
Многофункциональный сканер icReader C-1
7
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
7Íîâîñòè ïðîìûøëåííîñòè, íàóêè è òåõíèêè
ОБРАЩЕНИЕ СОЮЗАМАШИНОСТРОИТЕЛЕЙ РОССИИ
К РАБОТНИКАМ МАШИНОСТРОИТЕЛЬНОГО КОМПЛЕКСА
Уважаемые коллеги!Председатель Правительства Российской
Федерации Владимир Владимирович Путин 6 мая 2011 г. в Волгограде заявил о создании широкой народной коалиции.
При этом он подчеркнул: «Мы создаем Об-щероссийский народный фронт для того, что-бы были востребованы все конструктивные идеи, чтобы у гражданского общества – моло-дежных, женских, ветеранских организаций, деловых кругов, профессиональных союзов и объединений – была дополнительная возмож-ность непосредственно, напрямую участво-вать в выработке важнейших государствен-ных решений».
Съезд Союза машиностроителей России, состоявшийся 11 мая 2011 г., в работе которо-го принял участие глава правительства, под-держал эту идею. Союз активно включился в работу по ее реализации.
Мы исходим из того, что наша организация на протяжении всей своей деятельности ак-тивно отстаивает интересы отечественного машиностроительного комплекса, пользуясь поддержкой высших руководителей страны. Так, например, на съезде Союза были под-няты проблемные вопросы о необходимости продления сроков льготного выкупа машино-строительными предприятиями земельных участков, находящихся в государственной и муниципальной собственности, и об уста-новлении льгот по уплате земельного налога для машиностроительных предприятий. В це-лях их решения премьер-министром страны уже даны соответствующие поручения пра-вительству.
Накоплен Союзом и опыт в реализации совместных проектов с политическими пар-тиями и общественными организациями, на-правленных на развитие отрасли. Вместе с тем в настоящее время ни одна политическая структура в силу специфических процедур своей деятельности, уже сформированных и жестко структурированных организационных форм не может предоставить Союзу и дру-гим общественным организациям достаточ-ной свободы по выдвижению и реализации инициатив, кадровых и социальных лифтов для наших членов. Вследствие этого Союз машиностроителей России, представляющий, по сути, интересы всего реального сектора отечественной экономики, объединяющий промышленную элиту страны, имея при этом собственных ярких лидеров не только реги-онального, но и федерального масштаба, по-ка не получает возможности полноценного участия в политической и законодательной жизни страны.
Во многом из-за этого Комитет Государ-ственной думы РФ по промышленности уже несколько созывов не может разработать и принять столь необходимый закон о промыш-ленной политике.
В рамках же ОНФ создается механизм, который позволит машиностроителям про-двигать свои конструктивные идеи и быть массово представленными в органах зако-нодательной и исполнительной власти всех уровней. Это дает дополнительные возмож-ности для достижения наших стратегических и тактических целей, решения наиболее ак-туальных задач отечественного машиностро-ения, реализации наших идей, инициатив и предложений в таких важнейших сферах, как промышленность, налогообложение, тарифы естественных монополий, образование, на-ука, международная деятельность.
Именно поэтому Союз машиностроителей России включился в работу по созданию ОНФ, выступая равноправным партнером всех участников его дальнейшей деятельности.
Ждем от вас конструктивных идей и пред-ложений, направленных на решение проблем отечественного машиностроения и смежных с
и дополнены собственными разработками в области автоматической идентификации из-делий на основе применения технологий дву-мерного штрихового кодирования, а также интегрированной аналитической обработки информации.
www.intelcom.ru
8
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
8 Íîâîñòè ïðîìûøëåííîñòè, íàóêè è òåõíèêè
ним отраслей, выдвижения новых ярких лич-ностей для работы на благо России!
Первый вице-президентСоюза машиностроителей России
В. В. Гутенев
25 ЛЕТ АЭРОКОСМИЧЕСКОМУ ФАКУЛЬТЕТУ МГТУ ИМ. Н. Э. БАУМАНААэрокосмический факультет МГТУ им. Н. Э. Бау-
мана создан в 1985 г. Одно из крупнейших аэрокосмических предприятий России, ОАО «ВПК «НПО машиностроения» в подмосков-ном Реутове, наукограде Российской Феде-рации, является базой практики студентов факультета. Университет и предприятие на договорных условиях объединили свои мате-риальные и интеллектуальные ресурсы для осуществления элитной подготовки инжене-ров, способных на высоком научном уровне решать актуальные задачи по приоритетным направлениям аэрокосмической науки и тех-ники.
Ректор университета, почетный работник высшего профессионального образования РФ, доктор технических наук, профессор – Алек-сандров Анатолий Александрович на торже-ственном собрании, посвященном 25-летию аэрокосмического факультета, охарактеризо-вал этот юбилей как большой праздник Уни-верситета, олицетворяющий торжество по-беды «русского метода» обучения инженеров.
В своем выступлении А. А. Александров отметил: «…Студентам аэрокосмического фа-культета здорово повезло: они учатся в одном из самых лучших технических университетов и сотрудничают с уникальным предприятием. С ними работает лучший, самый квалифици-рованный коллектив преподавателей… Они находятся на передовом рубеже науки и тех-ники. И никто из тех, кто сегодня здесь про-ходит обучение, не потеряется в этой жизни!»
Руководит ОАО «ВПК «НПО машинострое-ния» генеральный директор – генеральный конструктор, заслуженный машиностроитель РФ, лауреат премии Правительства РФ, док-тор технических наук, профессор А. Г. Леонов. Много сил и внимания Александр Георгиевич уделяет факультету и лично участвует в учеб-
ном процессе, являясь профессором, заведу-ющим выпускающей кафедры СМ-2 «Аэрокос-мические системы».
На научно-технической конференции ди-пломного курса факультета АК, обсуждая представленные студентами интересные, сме-лые проекты и научно-технические разработ-ки, А. Г. Леонов подчеркнул: «…Наша работа, которая нужна и России, и всему человече-ству, по-настоящему увлекает и захватывает. Тем, кто учится на аэрокосмическом факуль-тете, и тем, кто останется работать в ”НПО ма-шиностроения”, мы стараемся создать такие условия, которые позволяют им стать специ-алистами с большой буквы».
Декан факультета АК – почетный работ-ник высшего профессионального образова-ния, лауреат премии Президента РФ в обла-сти образования, кандидат технических наук, доцент кафедры СМ-2 Симоньянц Ростислав Петрович. С первых дней существования фа-культета он руководит его работой, придавая исключительно большое значение применяе-мой здесь системе подготовки инженеров.
Аэрокосмический факультет – структур-ное подразделение Московского государ-ственного технического университета (МГТУ) им. Н. Э. Баумана – входит в состав научно-учебного комплекса «Специальное машино-строение» (НУК «СМ») МГТУ. Базой непрерыв-ной научной и инженерной практики сту-дентов является открытое акционерное об-щество «Военно-промышленная корпорация «НПО машиностроения» (наукоград Реутов).
Теоретическое обучение в группах АК ведут 38 кафедр десяти факультетов МГТУ им. Н. Э. Баумана. В числе обучающих кафедр 4 кафедры – «выпускающие» на факультете (ответственные за подготовку инженеров по определенному направлению): кафедра СМ-2 «Аэрокосмические системы» факультета СМ (входит в НУК «СМ»); кафедра ФН-11 «Вычис-лительная математика и математическая фи-зика» факультета ФН (входит в НУК «ФН»); кафедры ИУ-1 «Системы автоматического управления» и ИУ-6 «Компьютерные системы и сети» факультета ИУ «Информатика и систе-мы управления» (входят в НУК «ИУ»).
9
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
9Íîâîñòè ïðîìûøëåííîñòè, íàóêè è òåõíèêè
Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.
МЭР ОБЕЩАЛ БЕРЕЧЬ МОСКОВСКОЕ МАШИНОСТРОЕНИЕ
Машиностроение в столице будут по воз-можности беречь и всячески развивать. Та-кой курс был подтвержден на встрече мэра Москвы С. С. Собянина с членами координа-ционного совета московского городского от-деления Общероссийского народного фронта.
Несколько выступавших убеждали мэра в необходимости сохранить в городе машино-строение. Так, председатель Московской го-родской общественной организации пенсио-неров, ветеранов войны, труда, Вооруженных сил и правоохранительных органов В. И. Дол-гих вначале подчеркнул необходимость раз-вивать малый и средний бизнес путем пре-доставления права аренды на длительные сроки, ликвидации ненужных согласований, прогрессивной и гибкой налоговой политики.
Затем В. И. Долгих напомнил об «отчаянном положении» российского машиностроения, которое дает лишь 0,3 % мирового экспорта данной продукции.
Как подчеркнула председатель Москов-ской конфедерации промышленников и пред-принимателей Е. В. Панина, из города, безус-ловно, надо выводить вредные производства (например, литейные цеха), но обязательно создавать «инновационные территории». По мнению Е. В. Паниной, в Москве вполне воз-можно было бы создавать особые экономиче-ские зоны, если внести некоторые поправки в законодательство.
«Огромная емкость внутреннего рынка от-дана на откуп иностранцам», – посетовала Елена Панина. Между тем, по ее данным, в России уже появились небольшие предпри-ятия легкой промышленности, которые экс-
10
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
10 Íîâîñòè ïðîìûøëåííîñòè, íàóêè è òåõíèêè
портируют товары даже в Италию. Е. В. Панина призвала ввести «государственный заказ на пять лет».
С. С. Собянин подчеркнул, что задача сохра-нения московского машиностроения в полной мере осознается и для этого прилагаются все усилия. По части транспортного машиностро-ения «заказы даны под завязку», заметил мэр. Так, уже в 2011 г. будет обновлена треть парка городских автобусов, а за пять лет – весь парк и половина парка вагонов метро. Разрабаты-вается собственный трамвайный вагон для Москвы. Принято решение о сохранении за-вода ЗИЛ, которое, по признанию мэра, было «нелегким», учитывая финансовое положение ЗИЛа.
Собянин также заметил, что с учетом пред-стоящего расширения территории Москвы выводимые из центра заводы смогут все рав-но остаться московскими.
БУДУЩЕЕ ЗА МАШИНОСТРОЕНИЕМПо сообщению пресс-службы Союза маши-
ностроителей, с начала текущего года проис-ходит рост производства коммунальной, до-рожно-строительной и лесозаготовительной техники по сравнению с аналогичным перио-дом прошлого года.
Увеличилось производство почти всех ви-дов сельскохозяйственного, дорожно-строи-тельного, лесозаготовительного машиностро-ения.
Производство тракторов для трелевки ле-са возросло в 3,4 раза, гусеничных тракто-ров – в 3,1 раза, колесных тракторов – в 2,3 раза, бульдозеров и трубоукладчиков – в 3,3 раза.
В период за январь–апрель 2011 г. рост производства дорожно-строительного, ле-созаготовительного и сельскохозяйственно-го машиностроения составил около 51,4 %, сообщила пресс-служба Союза машиностро-ителей.
Этой теме было посвящено совещание в Министерстве промышленности и торговли Российской Федерации, в котором приняли участие отечественные производители стро-ительно-дорожной техники.
На совещании были рассмотрены пробле-мы машиностроительной отрасли. Также бы-ли намечены перспективы развития отрасли. Совещание состоялось в рамках исполнения поручений Председателя Правительства РФ В. В. Путина.
В ходе дискуссии была отмечена тенденция глобального увеличения импортной техники на рынке и была затронута необходимость принятия защитных мер со стороны госу-дарства.
Участниками совещания было предложено создание рабочей группы при Минпромторге России с включением в состав Ассоциации производителей дорожно-строительной тех-ники, промышленных и общественных объ-единений, членов Союза машиностроителей России, различных бизнес-структур.
ПАК ФА ПОЙДЕТ В СЕРИЮ ЧЕРЕЗ 8 ЛЕТ
Для запуска в серию Перспективного авиа-ционного комплекса фронтовой авиации (ПАК ФА) понадобится 8 лет. Именно такое сооб-щение было получено от заместителя главы «Ростехнологий» Д. Е. Шугаева, сделанное в рамках визита российской делегации на от-крывшемся 49-м Международном авиацион-но-космическом салоне в Ле Бурже – «Париж эйршоу – 2011». Д. Е. Шугаев напомнил, что первый полет ПАК ФА совершил в 2009 г. В на-стоящее время, отметил он, уже около 70 % комплектующих для этого самолета произво-дится на предприятиях корпорации.
Также глава «Ростехнологий» дал понять, что наиболее интересные новинки корпора-ция продемонстрирует на МАКС-2011, который пройдет в августе в Жуковском. «Для него мы бережем ряд новостей», – отметил г-н Шугаев.
АВТОМОБИЛИ «УРАЛ» НА ВЫСТАВКЕ В НИЖНЕМ НОВГОРОДЕ
Автомобильный завод «Урал» на выставке в Нижнем Новгороде представил свою перспек-тивную продукцию, среди которой вахтовый автобус с кабиной бескапотной компоновки и пожарная автоцистерна АЦ-8,0 на шасси боль-шегрузного «Урала-6370».
11
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
11Íîâîñòè ïðîìûøëåííîñòè, íàóêè è òåõíèêè
Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.
На выставке был представлен полноприво-дный вахтовый автобус «Урал-32552-3011-59» с колесной формулой 4 х 4, с укомплекто-ванным двигателем ЯМЗ-236HE2 мощностью 230 л. с.
Автомобиль предназначен для эксплуата-ции по всем видам дорог. Улучшения кос-нулись кабины и трансмиссии: автомобиль укомплектован бескапотной кабиной, пнев-матическим механизмом управления разда-точной коробкой. Его кузов-фургон обладает повышенными шумоизоляционными свой-ствами.
Другой экспонат завода – пожарный авто-мобиль-цистерна АЦ-8,0–67 выполнен на базе шасси большегрузного полноприводного ав-томобиля «Урал-63701» с колесной формулой
6 х 6, грузоподъемностью 20,4 т, полной мас-сой 33,5 т.
Автомобили «Урал» являются надежной техникой, которая отличается высокой про-ходимостью и неприхотливостью к погодным условиям. Они незаменимы для работы в тя-желых климатических условиях и в услови-ях бездорожья. На шасси автомобиля «Урал» выпускается широкий перечень спецтехники для дорожного и коммунального хозяйства, нефтегазовой отрасли и др. Производствен-но-техническое предприятие «Урал» около двадцати лет работает в области производ-ства и реализации специального оборудова-ния, устанавливаемого на автомобили «Урал», которые применяются в различных областях хозяйственной деятельности.
12
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
12 Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
Возросшее в последнее время понимание важности проблем окружающей среды сти-мулировало спрос на высокотехнологичное механообрабатывающее оборудование, позво-ляющее повысить производительность и резко снизить расходы на средства производства. В ответ на такие требования фирма Sumitomo Electric Hardmetal разработала материал SUMIBORON New BNC200. Новый материалобеспечивает улучшенную стойкость инстру-мента и повышение производительности обработки до 50 % за счет резкого увеличения стойкости инструмента к разрушению при сохранении высокой износостойкости.
По твердости и теплопроводности кубиче-ский нитрид бора (КНБ) уступает только алмазу и проявляет низкую химическую активность по отношению к сплавам на основе железа. Sumitomo Electric Hardmetal Corporation первая
в мире в 1977 г. вывела на рынок инструмент под торговой маркой SUMIBORON, получаемый спеканием смеси частиц КНБ и керамического связующего материала, предназначенный для механической обработки закаленных сталей [1].
В настоящее время резание инструментом на основе КНБ стало стандартной технологией механической обработки закаленных сталей, дающей больший эффект по производитель-ности и технологической маневренности, чем шлифование. С момента выпуска в 2000 г. инструмента SUMIBORON BNC200 с покрытием, продемонстрировавшим высокие показатели ра-ботоспособности и ресурса стойкости [2], серия инструментов BNC была усовершенствована для различных применений, улучшения произво-дительности и экономичности обработки [3–5].
Усиливающееся в последние годы от-ветственное отношение общественности к
ВЫСОКОПРОИЗВОДИТЕЛЬНАЯ МЕХАНИЧЕСКАЯ ОБРАБОТКА ТЕРМИЧЕСКИ УПРОЧНЕННЫХ СТАЛЕЙ
УДК 621.91.02
К. Окумара, С. Кукино, Т. Фукая,Корпорация Sumitomo Electric Hardmetal, Япония
Аннотация. Представлены данные об эксплуатационных свойствах композитного материала для изготовления режущего инструмента, предназначенного для обработки термически упрочненных сталей. Даны рекомендации по его применению в зависимости от геометрических характеристик обрабатываемых деталей.
Ключевые слова: обработка резанием, кубический нитрид бора, обработка термически упрочненных деталей.
HIGHLY PRODUCTIVE MECHANICAL PROCESSING OF HEAT-TREATED STEELS
Lead. Data on performance properties of composite material for manufacture of cutting tool, designed for processing of heat-treated steels are presented. Recommendations on its usage, depending on geometric characteristics of processed parts are given.
Key words: cutting, cubic boron nitride, heat-treated parts’ processing.
13
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
13Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
проблемам защиты окружающей среды нашло отклик в производственной сфере, например в автомобильной промышленности.
Компании производственного профиля принимают различные меры по снижению коли-чества производственных отходов и выбросов СО2 путем сокращения потребления энергии.
Учитывая эти тенденции, фирма Sumitomo Electric Hardmetal разработала новый ин-струмент BNC200 с покрытием SUMIBORON, обеспечивающий более высокую произво-дительность обработки и обладающий повы-шенным ресурсом стойкости по сравнению с традиционным инструментом BNC200.
ПРОБЛЕМЫ ВЫСОКОСКОРОСТНОГО РЕЗАНИЯ ТЕРМИЧЕСКИУПРОЧНЕННЫХ СТАЛЕЙТребуемая механическая прочность может
быть придана определенной части заготовки из термически упрочняемой стали посредством соответствующей поверхностной обработки, например цементацией, индукционной закал-кой, азотированием, которые обеспечивают требуемое изменение твердости в направлении от поверхности к сердцевине изделия. Однако для термически упрочненных стальных деталей характерно непостоянство поверхностных свойств, таких как твердость, микроструктура и напряженное состояние, которое может обнаруживаться среди деталей не только разных партий, но и деталей одной партии. Кроме того, узлы токарного станка, патрон и резцедержатель, могут не обладать достаточной жесткостью для резания упрочненных сталей.
В связи с тем, что при скоростной обработке прилагаемые к режущей кромке напряжения выше, чем при нормальном режиме резания,
непостоянство поверхностных свойств и недо-статочная жесткость обрабатывающей системы могут увеличиваться, приводя к внезапной поломке инструмента или сокращению ресурса стойкости. Если ресурс стойкости нестабилен, режущую кромку инструмента приходится ме-нять через неравные интервалы времени, что требует участия оператора или частой замены инструмента. Это отрицательно сказывается на производительности процесса и препятствует снижению стоимости обработки.
При использовании SUMIBORON New BNC200 с покрытием вероятность внезапных поломок может быть уменьшена даже в условиях скоростного резания. Применение нового материала New BNC200 позволяет устранить нерегулярность смены инструмента, выполнять операции в течение длительного времени без участия оператора и значительно улучшает производительность и рентабельность об-работки.
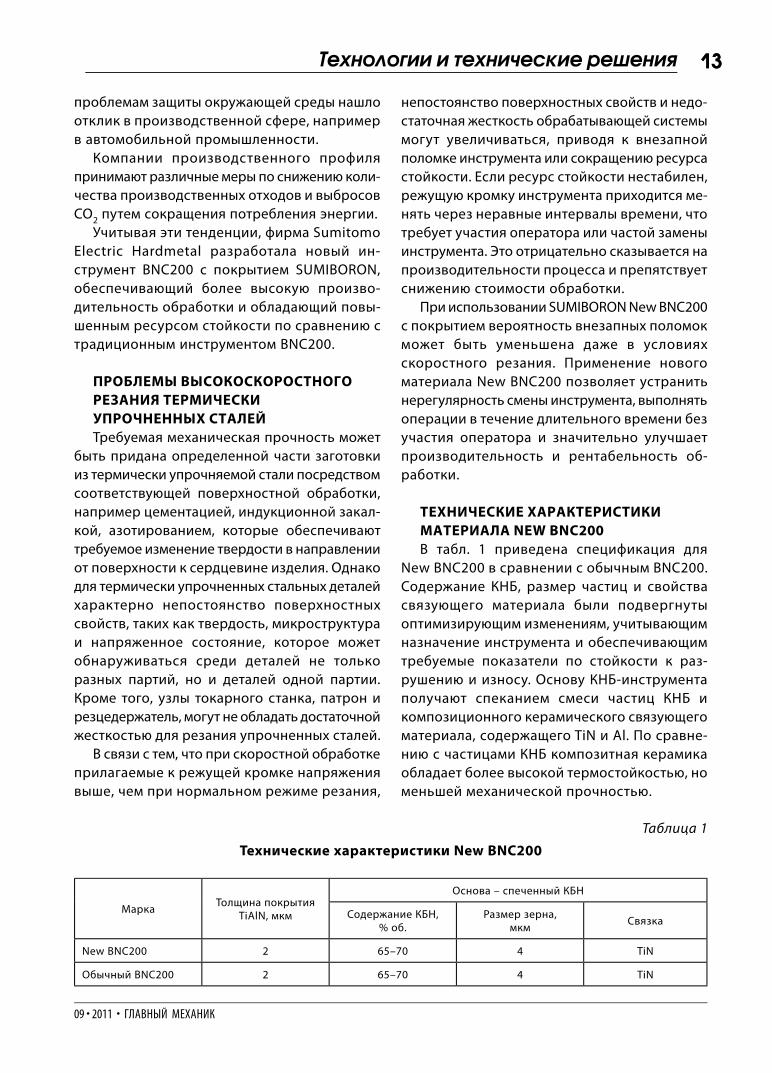
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛА NEW BNC200В табл. 1 приведена спецификация для
New BNC200 в сравнении с обычным BNC200. Содержание КНБ, размер частиц и свойства связующего материала были подвергнуты оптимизирующим изменениям, учитывающим назначение инструмента и обеспечивающим требуемые показатели по стойкости к раз-рушению и износу. Основу КНБ-инструмента получают спеканием смеси частиц КНБ и композиционного керамического связующего материала, содержащего TiN и Al. По сравне-нию с частицами КНБ композитная керамика обладает более высокой термостойкостью, но меньшей механической прочностью.
Марка Толщина покрытия TiAlN, мкм
Основа – спеченный КБН
Содержание КБН, % об.
Размер зерна, мкм Связка
New BNC200 2 65–70 4 TiN
Обычный BNC200 2 65–70 4 TiN
Таблица 1
Технические характеристики New BNC200
14
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
14 Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
Внезапное разрушение спеченной основы обычно вызвано образованием микротрещин в участках связующей фазы, обладающих низкой механической прочностью, и последующим продвижением трещин.
Одним из лучших путей повышения проч-ности основы является увеличение содержа-ния КНБ. Однако в этом случае уменьшается износостойкость, так как в основе снижается содержание керамики. В новом New BNC200 значительное увеличение стойкости к разру-шению достигнуто улучшением механической прочности и вязкости связующей керамики без изменения содержания КНБ.
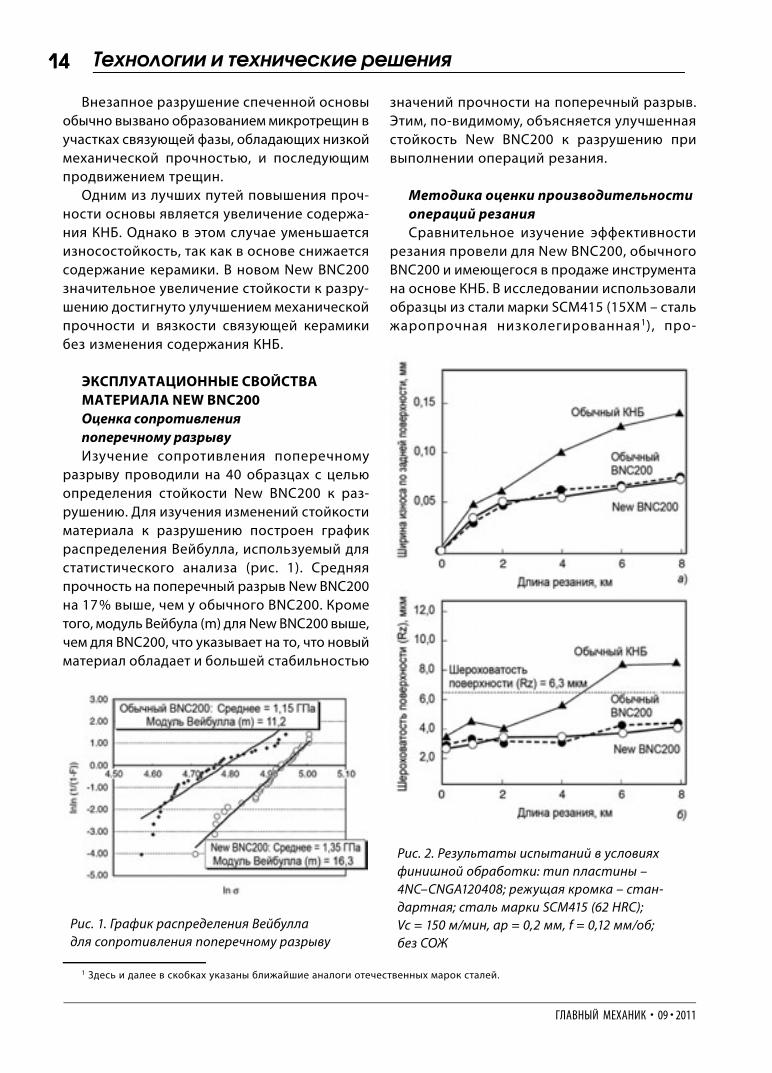
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА МАТЕРИАЛА NEW BNC200Оценка сопротивления поперечному разрывуИзучение сопротивления поперечному
разрыву проводили на 40 образцах с целью определения стойкости New BNC200 к раз-рушению. Для изучения изменений стойкости материала к разрушению построен график распределения Вейбулла, используемый для статистического анализа (рис. 1). Средняя прочность на поперечный разрыв New BNC200 на 17 % выше, чем у обычного BNC200. Кроме того, модуль Вейбула (m) для New BNC200 выше, чем для BNC200, что указывает на то, что новый материал обладает и большей стабильностью
значений прочности на поперечный разрыв. Этим, по-видимому, объясняется улучшенная стойкость New BNC200 к разрушению при выполнении операций резания.
Методикa оценки производительности операций резанияСравнительное изучение эффективности
резания провели для New BNC200, обычного BNC200 и имеющегося в продаже инструмента на основе КНБ. В исследовании использовали образцы из стали марки SCM415 (15ХМ – сталь жаропрочная низколегированная1), про-
Рис. 1. График распределения Вейбулла для сопротивления поперечному разрыву
Рис. 2. Результаты испытаний в условиях финишной обработки: тип пластины – 4NC–CNGA120408; режущая кромка – стан-дартная; сталь марки SCM415 (62 HRC); Vc = 150 м/мин, ap = 0,2 мм, f = 0,12 мм/об; без СОЖ
1 Здесь и далее в скобках указаны ближайшие аналоги отечественных марок сталей.

15
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
15Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
шедшие цементацию поверхности для полу-чения твердости 62 HRC, и стали марки S55C (сталь 55 – сталь конструкционная углеро-дистая качественная), подвергнутые поверх-ностной индукционной закалке на твердость 60 HRC.
Износостойкость исследовали в условиях обычной финишной обработки, а стойкость к разрушению – в условиях скоростного резания.
Дополнительно на образцах из стали S55C с V-образным пазом исследовали стойкость к разрушению при прерывистом резании. Кроме того, для выявления преимуществ New BNC200 провели испытания на образцах из стали SCM415 с V-образным пазом, в которых производительность резания была в 2,25 раза выше, чем обычно применяемая при резании обычным инструментом с КНБ без покрытия.
Результаты экспериментовНа рис. 2 представлены результаты экспе-
риментов для финишной обработки. Качество обработки оценивали по ширине износа задней поверхности резца и шероховатости поверх-ности детали. Из приведенных результатов видно, что New BNC200 и обычный BNC200 обладают равными эксплуатационными по-казателями резания.
На рис. 3 представлены результаты испы-таний в условиях высокопроизводительной обработки. Эксплуатационные свойства оценивали по ширине износа задней поверх-ности и ресурсу стойкости инструмента до разрушения. Ресурс New BNC200 оказался в 1,5 раза выше, чем у обычного BNC200, при практически одинаковой износостойкости.
Результаты испытаний инструментов в условиях прерывистого резания представлены на рис. 4. В табл. 2 приведены параметры обработки. Эксплуатационные свойства оце-нивали по количеству ударов, выдержанных инструментом до разрушения. New BNC200 продемонстрировал в 1,5 раза более высокую среднюю стойкость по сравнению с обычным
Рис. 3. Результаты испытаний в условиях высокопроизводительного резания: тип пла-стины – 4NC–CNGA120408; режущая кромка – стандартная; сталь марки SCM415 (62 HRC); Vc = 150 м/мин, ap = 0,4 мм, f = 0,2 мм/об; без СОЖ
Рис. 5. Фотоснимки режущих кромок инстру-ментов после прерывистого резания: а – New BNC200; б – инструмент с обычным КНБ без покрытия
Рис. 4. Результаты испытаний в условиях прерывистого резания: тип пластины – 4NC–CNGA120408; режущая кромка – стан-дартная; сталь марки S55C (60 HRC);Vc = 120 м/мин, ap = 0,15 мм, f = 0,12 мм/об; без СОЖ
16
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
16 Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
BNC200. Минимальное количество ударов до разрушения для New BNC200 более чем в 2 раза выше по сравнению с аналогичным показателем для обычного BNC200. При этом колебание значений ресурса инструмента до разрушения у New BNC200 выражено слабее, чем у обычного BNC200, что свидетельствует о существенном улучшении надежности нового материала.
Можно считать, что первый результат обусловлен повышением средней величины сопротивления поперечному разрыву, а второй – увеличением модуля Вейбулла для сопротивления поперечному разрыву.
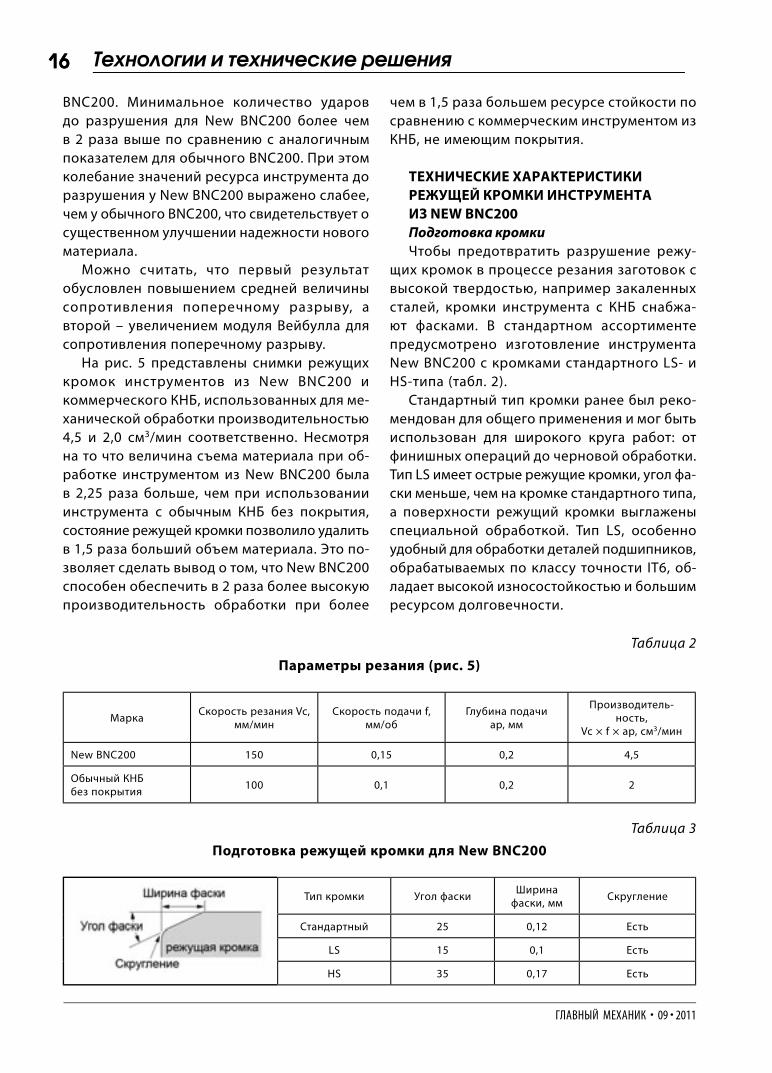
На рис. 5 представлены снимки режущих кромок инструментов из New BNC200 и коммерческого КНБ, использованных для ме-ханической обработки производительностью 4,5 и 2,0 см3/мин соответственно. Несмотря на то что величина съема материала при об-работке инструментом из New BNC200 была в 2,25 раза больше, чем при использовании инструмента с обычным КНБ без покрытия, состояние режущей кромки позволило удалить в 1,5 раза больший объем материала. Это по-зволяет сделать вывод о том, что New BNC200 способен обеспечить в 2 раза более высокую производительность обработки при более
чем в 1,5 раза большем ресурсе стойкости по сравнению с коммерческим инструментом из КНБ, не имеющим покрытия.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА ИЗ NEW BNC200Подготовка кромкиЧтобы предотвратить разрушение режу-
щих кромок в процессе резания заготовок с высокой твердостью, например закаленных сталей, кромки инструмента с КНБ снабжа-ют фасками. В стандартном ассортименте предусмотрено изготовление инструмента New BNC200 с кромками стандартного LS- и HS-типа (табл. 2).
Стандартный тип кромки ранее был реко-мендован для общего применения и мог быть использован для широкого круга работ: от финишных операций до черновой обработки. Тип LS имеет острые режущие кромки, угол фа-ски меньше, чем на кромке стандартного типа, а поверхности режущий кромки выглажены специальной обработкой. Тип LS, особенно удобный для обработки деталей подшипников, обрабатываемых по классу точности IT6, об-ладает высокой износостойкостью и большим ресурсом долговечности.
Тип кромки Угол фаски Ширина фаски, мм Скругление
Стандартный 25 0,12 Есть
LS 15 0,1 Есть
HS 35 0,17 Есть
Таблица 3
Подготовка режущей кромки для New BNC200
Марка Скорость резания Vc, мм/мин
Скорость подачи f, мм/об
Глубина подачиap, мм
Производитель-ность,
Vc × f × ap, см3/мин
New BNC200 150 0,15 0,2 4,5
Обычный КНБбез покрытия 100 0,1 0,2 2
Таблица 2
Параметры резания (рис. 5)
17
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
17Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
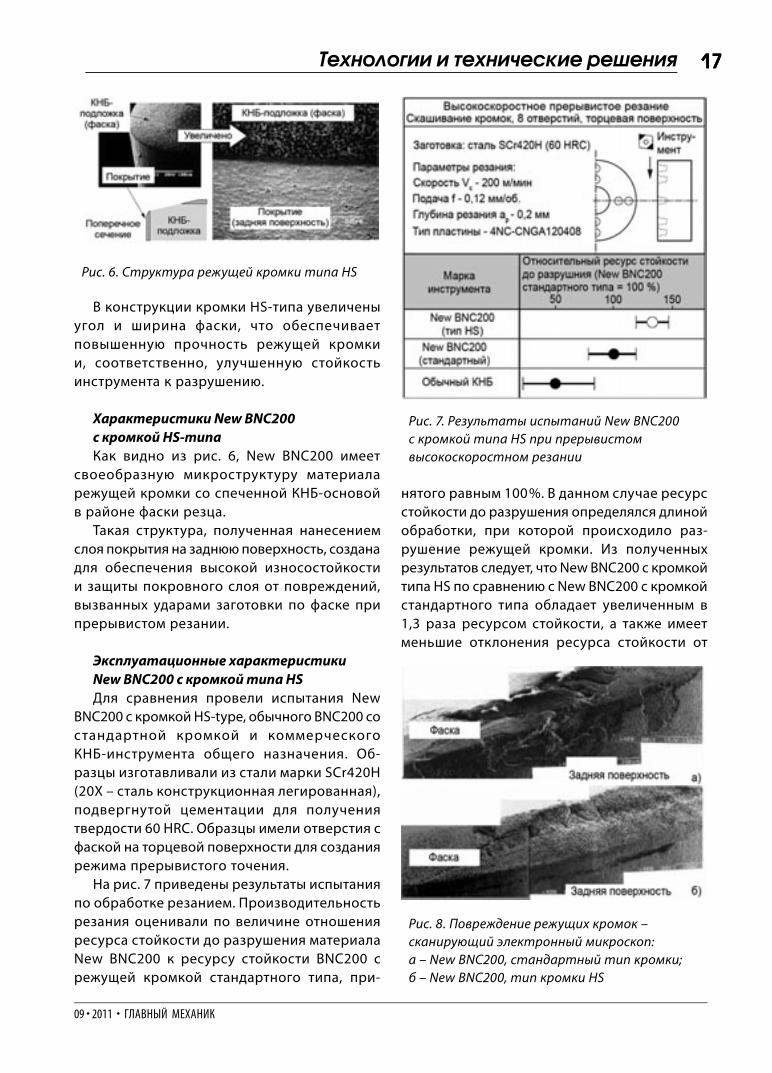
В конструкции кромки HS-типа увеличены угол и ширина фаски, что обеспечивает повышенную прочность режущей кромки и, соответственно, улучшенную стойкость инструмента к разрушению.
Характеристики New BNC200 с кромкой HS-типаКак видно из рис. 6, New BNC200 имеет
своеобразную микроструктуру материала режущей кромки со спеченной КНБ-основой в районе фаски резца.
Такая структура, полученная нанесением слоя покрытия на заднюю поверхность, создана для обеспечения высокой износостойкости и защиты покровного слоя от повреждений, вызванных ударами заготовки по фаске при прерывистом резании.
Эксплуатационные характеристики New BNC200 с кромкой типа HSДля сравнения провели испытания New
BNC200 с кромкой HS-type, обычного BNC200 со стандартной кромкой и коммерческого КНБ-инструмента общего назначения. Об-разцы изготавливали из стали марки SCr420H (20Х – сталь конструкционная легированная), подвергнутой цементации для получения твердости 60 HRC. Образцы имели отверстия с фаской на торцевой поверхности для создания режима прерывистого точения.
На рис. 7 приведены результаты испытания по обработке резанием. Производительность резания оценивали по величине отношения ресурса стойкости до разрушения материала New BNC200 к ресурсу стойкости BNC200 с режущей кромкой стандартного типа, при-
нятого равным 100 %. В данном случае ресурс стойкости до разрушения определялся длиной обработки, при которой происходило раз-рушение режущей кромки. Из полученных результатов следует, что New BNC200 с кромкой типа HS по сравнению с New BNC200 с кромкой стандартного типа обладает увеличенным в 1,3 раза ресурсом стойкости, а также имеет меньшие отклонения ресурса стойкости от
Рис. 6. Структура режущей кромки типа HS
Рис. 7. Результаты испытаний New BNC200 с кромкой типа HS при прерывистом высокоскоростном резании
Рис. 8. Повреждение режущих кромок – сканирующий электронный микроскоп: а – New BNC200, стандартный тип кромки; б – New BNC200, тип кромки HS
18
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
18 Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
среднего значения. На рис. 8 представлены фотографии, полученные с помощью скани-рующего электронного микроскопа, нераз-рушенных, но поврежденных режущих кромок в состоянии после обработки одной длины.
На режущей кромке стандартного типа покрывающий слой разрушен от фаски до основной части, а трещины проникли в основу из спеченного КНБ. В режущей кромке типа HS, благодаря высоким механическим свойствам, образовалось только несколько трещин в фаске, а износ по задней поверхности раз-вивался нормальным образом, как это можно видеть по рис. 8.
Рис. 9. Области применения New BNC200: а – непрерывное резание; б – прерывистое резание
Рис. 10. Примеры применения инструментов New BNC200
19
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
19Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
В результате надежность инструмента в отношении стойкости к разрушению была значительно повышена при одновременном резком улучшении износостойкости.
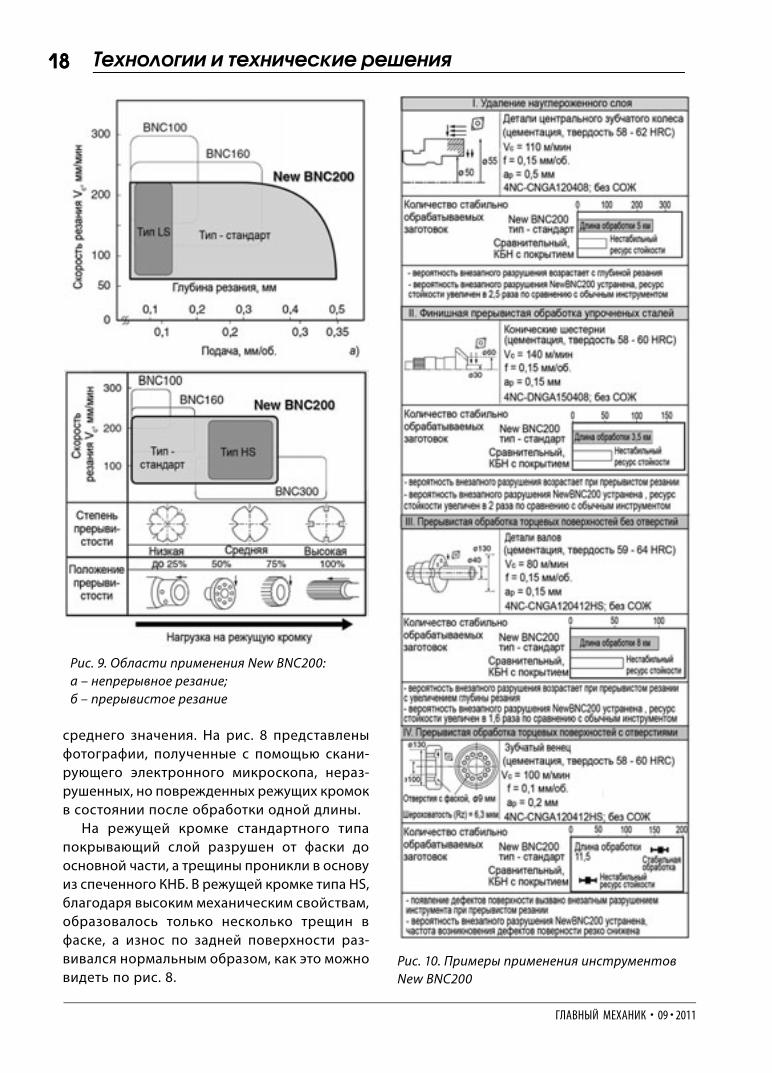
Области применения New BNC200Разработанный New BNC200 обладает ис-
ключительно высокими эксплуатационными свойствами при чистовом и черновом реза-нии при следующих параметрах обработки: скорость резания 50–220 м/мин, скорость подачи 0,05–0,35 мм/об, глубина резания 0,05–0,5 мм.
Инструмент с кромкой типа LS обеспечивает высокую точность непрерывной финишной об-работки при скорости подачи менее 0,10 мм/об и глубине резания менее 0,15 мм.
Инструмент с режущей кромкой типа HS обладает стабильным ресурсом стойкости до разрушения при умеренных режимах пре-рывистого резания при относительно высокой степени прерывистости обработки.
На рис. 10 приведены примеры применения New BNC200. При высокопроизводительной обработке New BNC200 показывает более вы-сокие результаты по стабильности и величине ресурса стойкости к разрушению, чем тради-
ционные инструменты. Как уже отмечалось, надежность New BNC200 по стойкости к разру-шению значительно повышена по сравнению с существующими инструментами, поэтому при правильном выборе типа режущей кромки эффективность механической обработки термически упрочненных деталей может быть значительно увеличена при одновременном снижении ее стоимости.
ЗАКЛЮЧЕНИЕИспользование новых инструментов на
основе New BNC200 позволяет существенно улучшить производительность обработки резанием и увеличить ресурс стойкости инструмента при обработке термически упрочненных сталей.
Увеличение ресурса стойкости инструмента и его стабильности позволяет использовать инструмент New BNC200 в тех случаях, когда вместо резания применяют менее затратное шлифование. Можно ожидать, что исполь-зование New BNC200 будет способствовать снижению стоимость обработки и сокращению доли шлифования в технологии изготовления изделий в пользу экологически более благо-приятных процессов резания.
РОССИЯ НЕ БУДЕТ МЕНЯТЬ УСЛОВИЯ ПРОМСБОРКИ РАДИ ВТО
Россия не изменит условий промышленной сборки автомобилей на территории РФ в рамках всту-пления во Всемирную торговую организацию. Об этом заявил глава Правительства РФ Владимир Владимирович Путин на встрече с сотрудниками Магнитогорского металлургического комбината. По его словам, в настоящее время продолжается непростой диалог с Еврокомиссией и американскими партнерами в процессе присоединения к ВТО. «Они настаивают на том, чтобы мы изменили позицию по этому вопросу. Чтобы мы сняли требования по производству 300 тыс. и локализации 60 % запчастей. Мы сказали, что хотим вступить в ВТО, но наши условия в этой части неизменны. Это красная черта, через которую мы не можем переступить, мы не можем поступиться интересами наших отечественных производителей», – отметил он.
Напомним, новый режим промсборки позволит беспошлинно ввозить в Россию автомобильные компоненты при условии локализации автосборки на уровне 60 % к 2020 г. В соответствии с новым ре-жимом инвесторы также должны будут вкладывать минимум 500 млн долл. США в проекты в России и создавать на территории РФ производства объемом минимум 300 тыс. машин, 200 тыс. двигателей и коробок передач в год, осуществлять штамповку кузовов. Нынешние условия, по которым работают иностранные концерны, предусматривают следующие показатели: 25 тыс. машин с локализацией свар-ки и окраски кузова и сокращение ввоза компонентов на 30 %. Предполагается, что новое положение по соглашению будет действовать в течение восьми лет.
20
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
20 Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
Карбонитрация разработана в 1970-х гг. в Советском Союзе проф. Д. А. Прокошкиным. В это же время на предприятиях страны центральными научно-исследовательскими институтами активно внедрялось газовое азотирование, дающее такой же результат, как при использовании карбонитрации. Это стало объективной причиной того, что карбо-нитрация не получила широкой известности и применения. Такое положение сохраняется по настоящее время, что представляется неправильным. Эта статья посвящена преиму-ществам карбонитрации. Опыт ее применения инновационным предприятием «Композит» показывает, что эта технология способна стать эффективным средством увеличения гарантийных (межремонтных) сроков службы оборудования, снижения себестоимости изготовления деталей и запасных частей, сокращения ремонтных простоев и расходов.
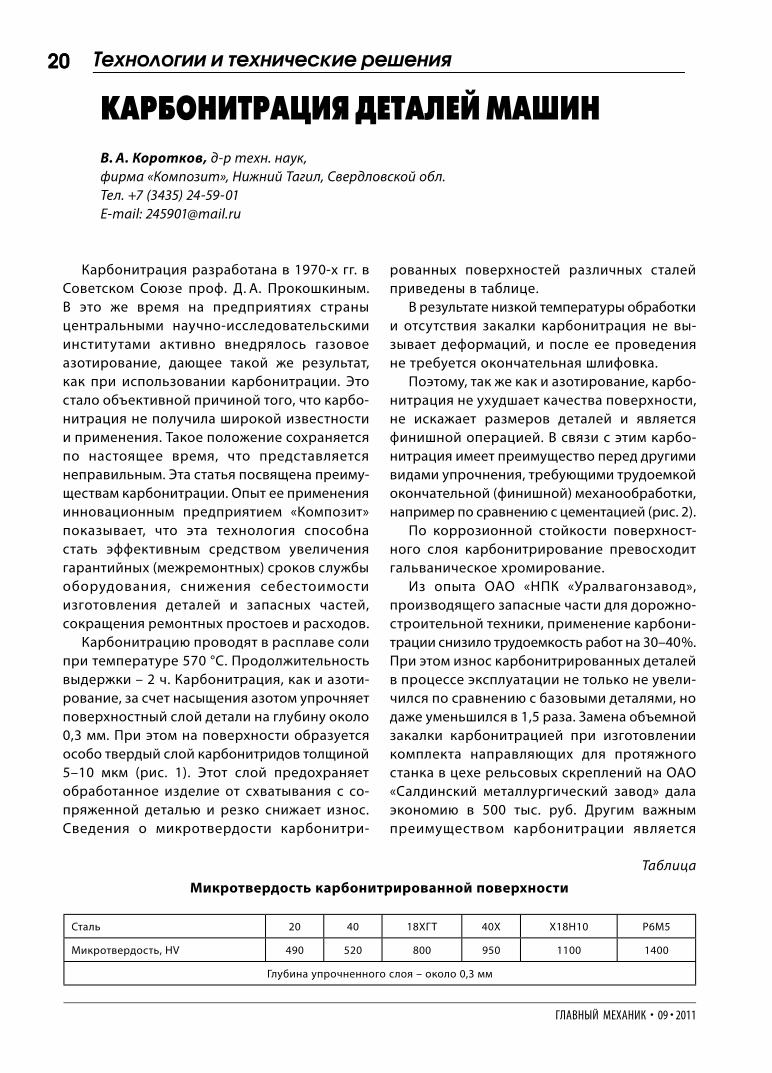
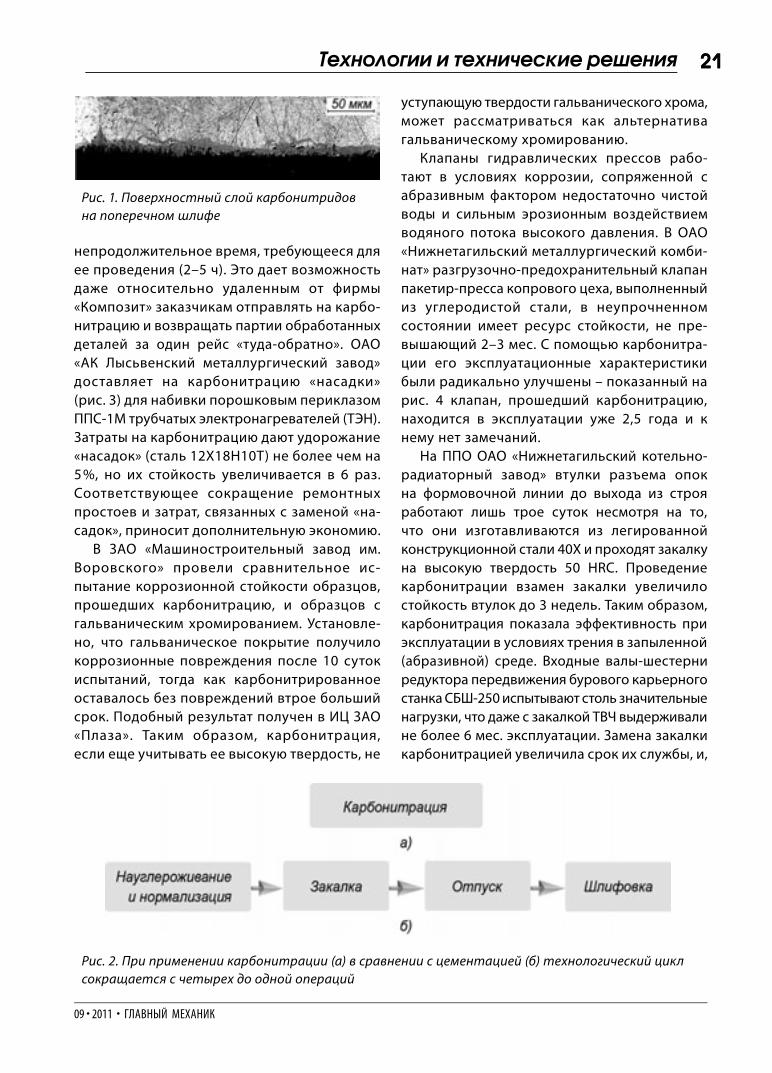
Карбонитрацию проводят в расплаве соли при температуре 570 °С. Продолжительность выдержки – 2 ч. Карбонитрация, как и азоти-рование, за счет насыщения азотом упрочняет поверхностный слой детали на глубину около 0,3 мм. При этом на поверхности образуется особо твердый слой карбонитридов толщиной 5–10 мкм (рис. 1). Этот слой предохраняет обработанное изделие от схватывания с со-пряженной деталью и резко снижает износ. Сведения о микротвердости карбонитри-
рованных поверхностей различных сталей приведены в таблице.
В результате низкой температуры обработки и отсутствия закалки карбонитрация не вы-зывает деформаций, и после ее проведения не требуется окончательная шлифовка.
Поэтому, так же как и азотирование, карбо-нитрация не ухудшает качества поверхности, не искажает размеров деталей и является финишной операцией. В связи с этим карбо-нитрация имеет преимущество перед другими видами упрочнения, требующими трудоемкой окончательной (финишной) механообработки, например по сравнению с цементацией (рис. 2).
По коррозионной стойкости поверхност-ного слоя карбонитрирование превосходит гальваническое хромирование.
Из опыта ОАО «НПК «Уралвагонзавод», производящего запасные части для дорожно-строительной техники, применение карбони-трации снизило трудоемкость работ на 30–40 %. При этом износ карбонитрированных деталей в процессе эксплуатации не только не увели-чился по сравнению с базовыми деталями, но даже уменьшился в 1,5 раза. Замена объемной закалки карбонитрацией при изготовлении комплекта направляющих для протяжного станка в цехе рельсовых скреплений на ОАО «Салдинский металлургический завод» дала экономию в 500 тыс. руб. Другим важным преимуществом карбонитрации является
КАРБОНИТРАЦИЯ ДЕТАЛЕЙ МАШИНВ. А. Коротков, д-р техн. наук,фирма «Композит», Нижний Тагил, Свердловской обл.Тел. +7 (3435) 24-59-01Е-mail: [email protected]
Сталь 20 40 18ХГТ 40Х Х18Н10 Р6М5
Микротвердость, HV 490 520 800 950 1100 1400
Глубина упрочненного слоя – около 0,3 мм
Таблица
Микротвердость карбонитрированной поверхности
21
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
21Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
непродолжительное время, требующееся для ее проведения (2–5 ч). Это дает возможность даже относительно удаленным от фирмы «Композит» заказчикам отправлять на карбо-нитрацию и возвращать партии обработанных деталей за один рейс «туда-обратно». ОАО «АК Лысьвенский металлургический завод» доставляет на карбонитрацию «насадки» (рис. 3) для набивки порошковым периклазом ППС-1М трубчатых электронагревателей (ТЭН). Затраты на карбонитрацию дают удорожание «насадок» (сталь 12Х18Н10Т) не более чем на 5 %, но их стойкость увеличивается в 6 раз. Соответствующее сокращение ремонтных простоев и затрат, связанных с заменой «на-садок», приносит дополнительную экономию.
В ЗАО «Машиностроительный завод им. Воровского» провели сравнительное ис-пытание коррозионной стойкости образцов, прошедших карбонитрацию, и образцов с гальваническим хромированием. Установле-но, что гальваническое покрытие получило коррозионные повреждения после 10 суток испытаний, тогда как карбонитрированное оставалось без повреждений втрое больший срок. Подобный результат получен в ИЦ ЗАО «Плаза». Таким образом, карбонитрация, если еще учитывать ее высокую твердость, не
уступающую твердости гальванического хрома, может рассматриваться как альтернатива гальваническому хромированию.
Клапаны гидравлических прессов рабо-тают в условиях коррозии, сопряженной с абразивным фактором недостаточно чистой воды и сильным эрозионным воздействием водяного потока высокого давления. В ОАО «Нижнетагильский металлургический комби-нат» разгрузочно-предохранительный клапан пакетир-пресса копрового цеха, выполненный из углеродистой стали, в неупрочненном состоянии имеет ресурс стойкости, не пре-вышающий 2–3 мес. С помощью карбонитра-ции его эксплуатационные характеристики были радикально улучшены – показанный на рис. 4 клапан, прошедший карбонитрацию, находится в эксплуатации уже 2,5 года и к нему нет замечаний.
На ППО ОАО «Нижнетагильский котельно-радиаторный завод» втулки разъема опок на формовочной линии до выхода из строя работают лишь трое суток несмотря на то, что они изготавливаются из легированной конструкционной стали 40Х и проходят закалку на высокую твердость 50 HRC. Проведение карбонитрации взамен закалки увеличило стойкость втулок до 3 недель. Таким образом, карбонитрация показала эффективность при эксплуатации в условиях трения в запыленной (абразивной) среде. Входные валы-шестерни редуктора передвижения бурового карьерного станка СБШ-250 испытывают столь значительные нагрузки, что даже с закалкой ТВЧ выдерживали не более 6 мес. эксплуатации. Замена закалки карбонитрацией увеличила срок их службы, и,
Рис. 1. Поверхностный слой карбонитридов на поперечном шлифе
Рис. 2. При применении карбонитрации (а) в сравнении с цементацией (б) технологический цикл сокращается с четырех до одной операций

22
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
22 Òåõíîëîãèè è òåõíè÷åñêèå ðåøåíèÿ
как следствие, годовой расход валов-шестерен в ОАО «Качканарский ГОК» снизился с 38 шт. в 2006 г. до 17 шт. в 2008 г. и до 4 шт. в 2010 г. На этом же предприятии карбонитрированные шестерни (наружный зуб m = 5) в открытой передаче привода вращения магнитных сепа-раторов ПБМ 120/300 после 3-кратного срока эксплуатации оставались в работе без износа.
На литейном цепном конвейере ОАО «НПК «Уралвагонзавод» сочленениям «палец – втул-ка» по объективным причинам не смогли по-добрать подходящую технологию упрочнения, поэтому их приходилось ставить в работу в неупрочненном состоянии. Как следствие, такие детали очень быстро изнашивались и через 2 недели подлежали замене. В карбо-нитрированном состоянии эти пары трения, отработав в 20 раз более продолжительный срок, оставались без явных следов износа, лишь с «потертостями» в местах контакта.
ЗАКЛЮЧЕНИЕКарбонитрация не ухудшает качества по-
верхности и не вызывает коробления, поэтому исключает трудоемкую финишную механо-обработку, требующуюся после цементации и закалки ТВЧ. Цеха, применив карбонитрацию, смогут существенно снизить себестоимость производства. Срок службы деталей увеличи-вается за счет образования высокотвердого поверхностного слоя карбонитрида.
Сегодня имеется большое количество не-больших цехов и механических мастерских, не оснащенных печами и установками для термического упрочнения. Производящиеся в них «сырые» запчасти при эксплуатации быстро изнашиваются и становятся причиной частых ремонтов и сопряженных с ними финансовых потерь. Для таких цехов и механических мастер-ских размещение заказов на карбонитрацию своей продукции – верный шаг к повышению ее рыночной привлекательности.
Карбонитрация по коррозионной стойкости превосходит гальваническое хромирование и, если учитывать ее высокую твердость, не уступающую твердости гальванического хрома, может рассматриваться как альтернатива гальваническому хромированию. Карбонитра-ция производится в короткое время (2–5 ч), поэтому возможна оперативная обработка партии деталей с возвратом заказчику тем же транспортом, на котором была доставлена.
Рис. 3. Подготовка «насадок» к карбонитрации
Рис. 4. Клапаны гидравлического пресса ОАО НТМК после карбонитрации находятся в работе более 2 лет, тогда как без карбони-трации их срок службы составлял 2–3 мес.
Рис. 5. Ведущая вал-шестерня в редукторе передвижения бурового станка СБШ-250
23
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
23Íàóêà – ïðîèçâîäñòâó
Каждое зерно абразивного инструмента имеет индивидуальную форму и вследствие хаотического расположения в связующем материале обладает индивидуальными ре-жущими свойствами, совокупность которых для всего ансамбля зерен на активной части абразивного круга определяет его эксплуата-ционные свойства. Накопленные к настоящему времени знания оказываются недостаточными для выработки общих рекомендаций по ис-пользованию формы зерна, его положения и ориентации в связке круга с целью повышения эффективности шлифования.
Анализ выполненных исследований по-казывает, что образование стружки при шли-фовании является сложным и мало изученным процессом. До настоящего времени не решена динамическая контактная задача внедрения абразивного зерна в обрабатываемый материал
при микрорезании. Это затрудняет выбор путей повышения эксплуатационных характеристик абразивного инструмента посредством из-менения геометрических параметров зерна.
ВЗАИМОДЕЙСТВИЕ АБРАЗИВНОГО ЗЕРНА С ОБРАБАТЫВАЕМЫМ МАТЕРИАЛОМИз известных методов для построения
математической модели рассматриваемого процесса выбраны методы лучевой теории распространения и рассеяния волн. Обрабаты-ваемый материал моделируется абстрактной энергетической средой, заполняющей полупро-странство, а абразивное зерно – твердым телом, частично погруженным в энергетическую среду, движущимся со скоростью V вдоль поверхности и осуществляющим работу, вызывающую дефор-мацию и нагрев обрабатываемого материала
УДК 621.921
ЭФФЕКТИВНОСТЬ ВЫСОКОСКОРОСТНОГО ШЛИФОВАНИЯ СТАЛЕЙА. В. Кадильников. Повышение эффективности высокоскоростного шлифования сталей путем использования абразивного зерна рациональной формы и его ориентации в связке инструмента // Автореф. канд. дисс. Специальность 05.02.07 – Технология и оборудова-ние механической и физико-технической обработки. – Волгоград: Волжский институт строительства и технологий (филиал) Волгоградского архитектурно-строительного университета, 2010. – 16 с.
EFFECTIVENESS OF HIGH-SPEED STEELS’ GRINDING
Lead. Results of theoretical calculations and industrial experiments on study of the mechanism of chip formation, influence of forms and orientation of abrasive grains on productivity of high-speed grinding, resistance of grinding wheels and quality of processing are presented.
Key words: high-speed grinding, abrasive grain, chip formation.
Аннотация. Представлены результаты теоретических расчетов и промышленных экс-периментов по изучению механизма стружкообразования, влияния формы и ориентации абразивных зерен на производительность высокоскоростного шлифования, стойкость шлифовальных кругов и качество обработки.
Ключевые слова: высокоскоростное шлифование, абразивное зерно, стружкообразо-вание.
24
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
24 Íàóêà – ïðîèçâîäñòâó
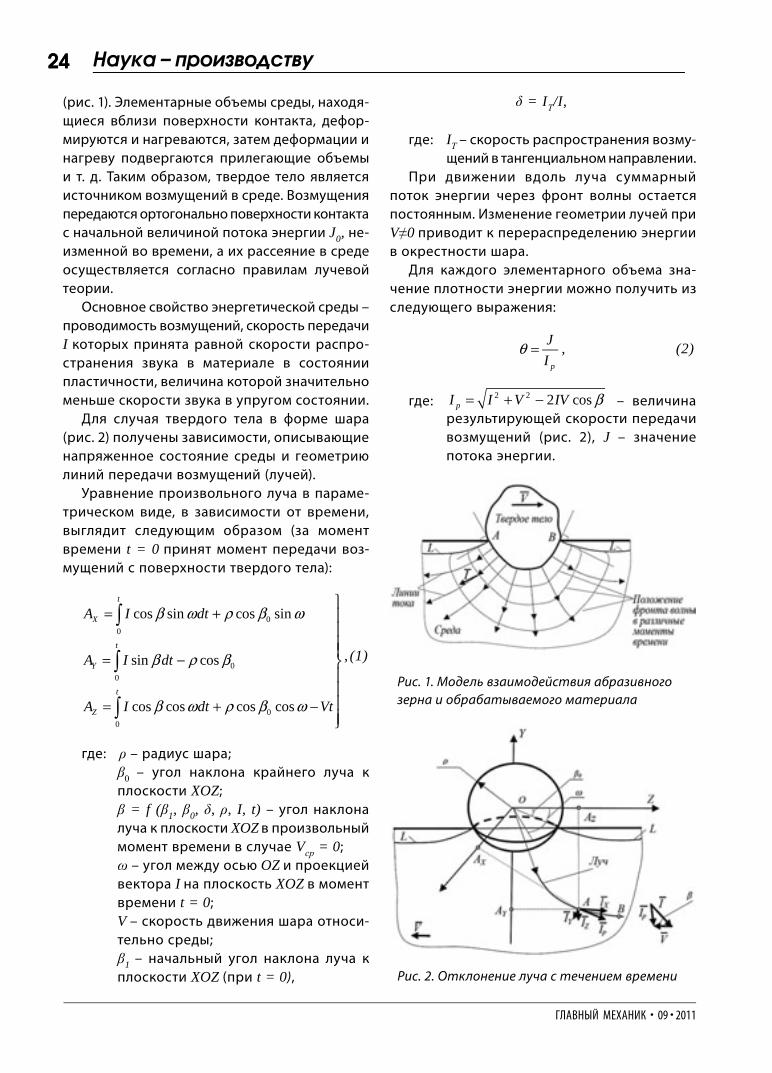
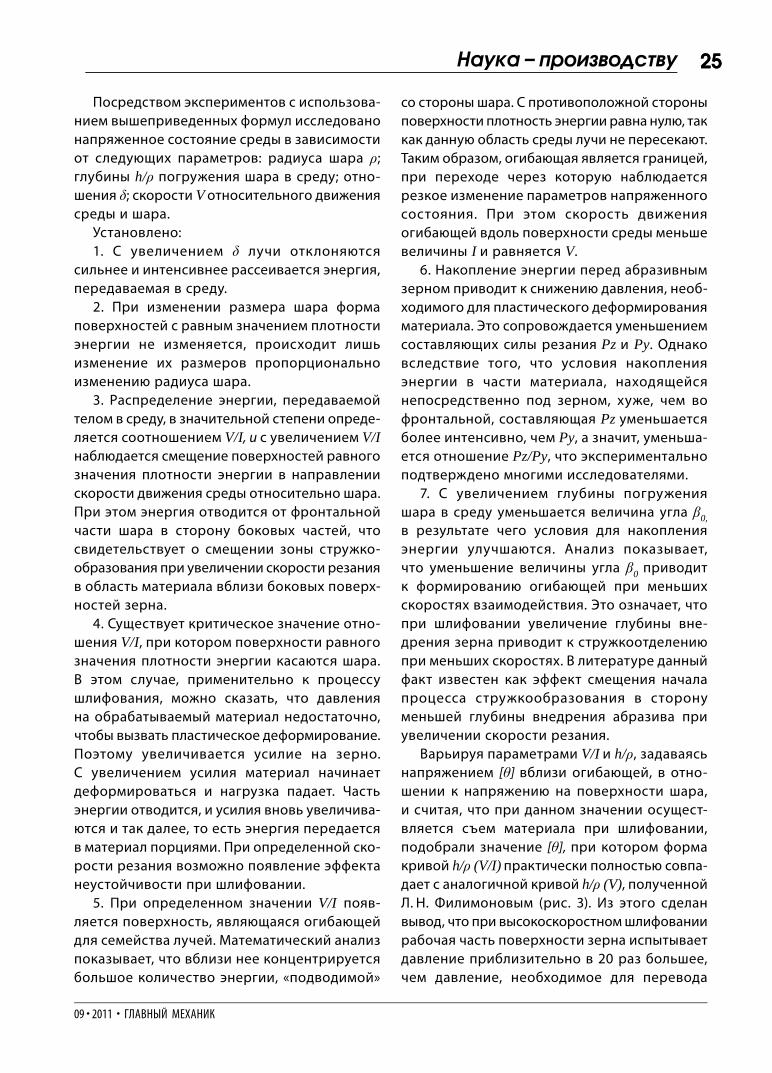
(рис. 1). Элементарные объемы среды, находя-щиеся вблизи поверхности контакта, дефор-мируются и нагреваются, затем деформации и нагреву подвергаются прилегающие объемы и т. д. Таким образом, твердое тело является источником возмущений в среде. Возмущения передаются ортогонально поверхности контакта с начальной величиной потока энергии J0, не-изменной во времени, а их рассеяние в среде осуществляется согласно правилам лучевой теории.
Основное свойство энергетической среды – проводимость возмущений, скорость передачи I которых принята равной скорости распро-странения звука в материале в состоянии пластичности, величина которой значительно меньше скорости звука в упругом состоянии.
Для случая твердого тела в форме шара (рис. 2) получены зависимости, описывающие напряженное состояние среды и геометрию линий передачи возмущений (лучей).
Уравнение произвольного луча в параме-трическом виде, в зависимости от времени, выглядит следующим образом (за момент времени t = 0 принят момент передачи воз-мущений с поверхности твердого тела):
00
00
00
cos sin cos sin
sin cos
cos cos cos cos
⎫= + ⎪
⎪⎪⎪= − ⎬⎪⎪⎪= + −⎪⎭
∫
∫
∫
t
X
t
Y
t
Z
A I dt
A I dt
A I dt Vt
β ω ρ β ω
β ρ β
β ω ρ β ω
, (1)
где: ρ – радиус шара; β – угол наклона крайнего луча к
плоскости XOZ; β= f (β1, β0, δ, ρ, I, t) – угол наклона
луча к плоскости XOZ в произвольный момент времени в случае Vср = 0;
ω – угол между осью OZ и проекцией вектора I на плоскость XOZ в момент времени t = 0;
V – скорость движения шара относи-тельно среды;
β1 – начальный угол наклона луча к плоскости XOZ (при t = 0),
δ = IТ/I,
где: IТ – скорость распространения возму-щений в тангенциальном направлении.
При движении вдоль луча суммарный поток энергии через фронт волны остается постоянным. Изменение геометрии лучей при V≠0 приводит к перераспределению энергии в окрестности шара.
Для каждого элементарного объема зна-чение плотности энергии можно получить из следующего выражения:
=p
JI
θ , (2)
где: 2 2 2 cos= + −pI I V IV β – величина результирующей скорости передачи возмущений (рис. 2), J – значение потока энергии.
Рис. 2. Отклонение луча с течением времени
Рис. 1. Модель взаимодействия абразивного зерна и обрабатываемого материала
25
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
25Íàóêà – ïðîèçâîäñòâó
Посредством экспериментов с использова-нием вышеприведенных формул исследовано напряженное состояние среды в зависимости от следующих параметров: радиуса шара ρ; глубины h/ρ погружения шара в среду; отно-шения δ; скорости V относительного движения среды и шара.
Установлено:1. С увеличением δ лучи отклоняются
сильнее и интенсивнее рассеивается энергия, передаваемая в среду.
2. При изменении размера шара форма поверхностей с равным значением плотности энергии не изменяется, происходит лишь изменение их размеров пропорционально изменению радиуса шара.
3. Распределение энергии, передаваемой телом в среду, в значительной степени опреде-ляется соотношением V/I, и с увеличением V/I наблюдается смещение поверхностей равного значения плотности энергии в направлении скорости движения среды относительно шара. При этом энергия отводится от фронтальной части шара в сторону боковых частей, что свидетельствует о смещении зоны стружко-образования при увеличении скорости резания в область материала вблизи боковых поверх-ностей зерна.
4. Существует критическое значение отно-шения V/I, при котором поверхности равного значения плотности энергии касаются шара. В этом случае, применительно к процессу шлифования, можно сказать, что давления на обрабатываемый материал недостаточно, чтобы вызвать пластическое деформирование. Поэтому увеличивается усилие на зерно. С увеличением усилия материал начинает деформироваться и нагрузка падает. Часть энергии отводится, и усилия вновь увеличива-ются и так далее, то есть энергия передается в материал порциями. При определенной ско-рости резания возможно появление эффекта неустойчивости при шлифовании.
5. При определенном значении V/I появ-ляется поверхность, являющаяся огибающей для семейства лучей. Математический анализ показывает, что вблизи нее концентрируется большое количество энергии, «подводимой»
со стороны шара. С противоположной стороны поверхности плотность энергии равна нулю, так как данную область среды лучи не пересекают. Таким образом, огибающая является границей, при переходе через которую наблюдается резкое изменение параметров напряженного состояния. При этом скорость движения огибающей вдоль поверхности среды меньше величины I и равняется V.
6. Накопление энергии перед абразивным зерном приводит к снижению давления, необ-ходимого для пластического деформирования материала. Это сопровождается уменьшением составляющих силы резания Pz и Py. Однако вследствие того, что условия накопления энергии в части материала, находящейся непосредственно под зерном, хуже, чем во фронтальной, составляющая Pz уменьшается более интенсивно, чем Py, а значит, уменьша-ется отношение Pz/Py, что экспериментально подтверждено многими исследователями.
7. С увеличением глубины погружения шара в среду уменьшается величина угла β0, в результате чего условия для накопления энергии улучшаются. Анализ показывает, что уменьшение величины угла β0 приводит к формированию огибающей при меньших скоростях взаимодействия. Это означает, что при шлифовании увеличение глубины вне-дрения зерна приводит к стружкоотделению при меньших скоростях. В литературе данный факт известен как эффект смещения начала процесса стружкообразования в сторону меньшей глубины внедрения абразива при увеличении скорости резания.
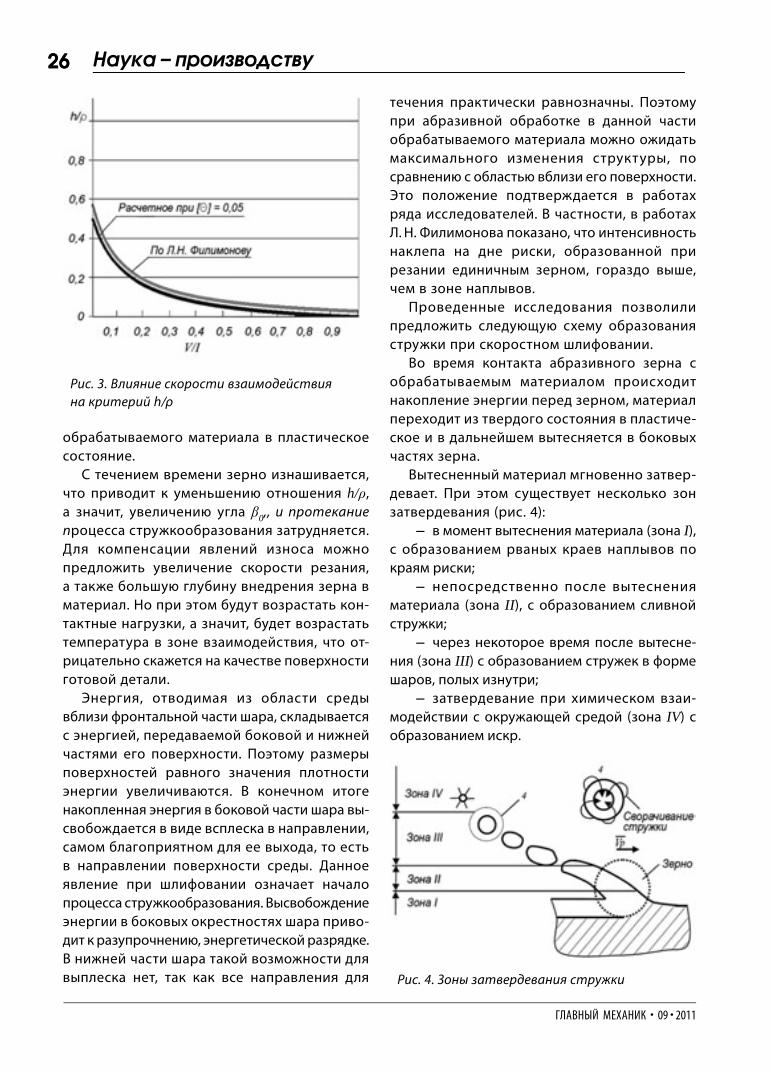
Варьируя параметрами V/I и h/ρ, задаваясь напряжением [θ] вблизи огибающей, в отно-шении к напряжению на поверхности шара, и считая, что при данном значении осущест-вляется съем материала при шлифовании, подобрали значение [θ], при котором форма кривой h/ρ (V/I) практически полностью совпа-дает с аналогичной кривой h/ρ (V), полученной Л. Н. Филимоновым (рис. 3). Из этого сделан вывод, что при высокоскоростном шлифовании рабочая часть поверхности зерна испытывает давление приблизительно в 20 раз большее, чем давление, необходимое для перевода
26
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
26 Íàóêà – ïðîèçâîäñòâó
обрабатываемого материала в пластическое состояние.
С течением времени зерно изнашивается, что приводит к уменьшению отношения h/ρ, а значит, увеличению угла β0,, и протекание процесса стружкообразования затрудняется. Для компенсации явлений износа можно предложить увеличение скорости резания, а также большую глубину внедрения зерна в материал. Но при этом будут возрастать кон-тактные нагрузки, а значит, будет возрастать температура в зоне взаимодействия, что от-рицательно скажется на качестве поверхности готовой детали.
Энергия, отводимая из области среды вблизи фронтальной части шара, складывается с энергией, передаваемой боковой и нижней частями его поверхности. Поэтому размеры поверхностей равного значения плотности энергии увеличиваются. В конечном итоге накопленная энергия в боковой части шара вы-свобождается в виде всплеска в направлении, самом благоприятном для ее выхода, то есть в направлении поверхности среды. Данное явление при шлифовании означает начало процесса стружкообразования. Высвобождение энергии в боковых окрестностях шара приво-дит к разупрочнению, энергетической разрядке. В нижней части шара такой возможности для выплеска нет, так как все направления для
течения практически равнозначны. Поэтому при абразивной обработке в данной части обрабатываемого материала можно ожидать максимального изменения структуры, по сравнению с областью вблизи его поверхности. Это положение подтверждается в работах ряда исследователей. В частности, в работах Л. Н. Филимонова показано, что интенсивность наклепа на дне риски, образованной при резании единичным зерном, гораздо выше, чем в зоне наплывов.
Проведенные исследования позволили предложить следующую схему образования стружки при скоростном шлифовании.
Во время контакта абразивного зерна с обрабатываемым материалом происходит накопление энергии перед зерном, материал переходит из твердого состояния в пластиче-ское и в дальнейшем вытесняется в боковых частях зерна.
Вытесненный материал мгновенно затвер-девает. При этом существует несколько зон затвердевания (рис. 4):
– в момент вытеснения материала (зона I), с образованием рваных краев наплывов по краям риски;
– непосредственно после вытеснения материала (зона II), с образованием сливной стружки;
– через некоторое время после вытесне-ния (зона III) с образованием стружек в форме шаров, полых изнутри;
– затвердевание при химическом взаи-модействии с окружающей средой (зона IV) с образованием искр.
Рис. 3. Влияние скорости взаимодействия на критерий h/ρ
Рис. 4. Зоны затвердевания стружки

27
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
27Íàóêà – ïðîèçâîäñòâó
ВЛИЯНИЕ ФОРМЫ ЗЕРНА И ЕГО ОРИЕНТАЦИИ В СВЯЗКЕ НА ПРОЦЕСС МИКРОРЕЗАНИЯПри контакте зерна с заготовкой с течением
времени изменяется толщина снимаемого слоя припуска.
Рассматривая режущий инструмент как геометрическое место точек, принадлежащих вращающейся окружности с перемещающимся центром в направлении продольной подачи, можно определить мгновенную величину заглубления зерна в течение одного акта вза-имодействия с обрабатываемым материалом:
( )
( )
0 11
1
±=
+± R
h tg t
R S
ϕϕ εωω
ε
, (3)
где: φ0 – угол, образованный отрезками, соединяющими вершины двух зерен, последовательно вступающих в зону контакта с центром абразивного круга;
R – расстояние от центра круга до вершины зерна;
εφ и εR – величины, учитывающие погрешности расположения зерен, а также смещение зерен относительно друг друга вдоль оси круга;
ω – угловая скорость вращения ин-струмента (рад/с);
S – скорость подачи; t – время (за момент времени t = 0
принято начало взаимодействия зерна и заготовки, то есть момент первого касания).
По мере заглубления режущей части абразив-ного зерна меняется положение крайней точки контакта А (рис. 5). Меняется также величина угла β0, образованного нормалью к поверхности зерна в крайней точке контакта и поверхностью обрабатываемого материала.
Угол β0 оказывает существенное влияние на условия стружкообразования при шлифовании. Его величина, в зависимости от величины погружения режущей части в материал, опре-делена для случая зерна в форме эллипсоида вращения, ось которого наклонена к радиусу круга под углом φ (рис. 6).
МГНОВЕННОЕ ЗНАЧЕНИЕ УГЛА 0
0 2
2
21
⎛ ⎞⎜ ⎟⎜ ⎟= − − +⎜ ⎟⎜ ⎟−⎜ ⎟⎝ ⎠
b
A
aarctgbZ
πβ ϕ , (4)
где: ZA = f (φ, h, a, b).По мере внедрения абразивного зерна в
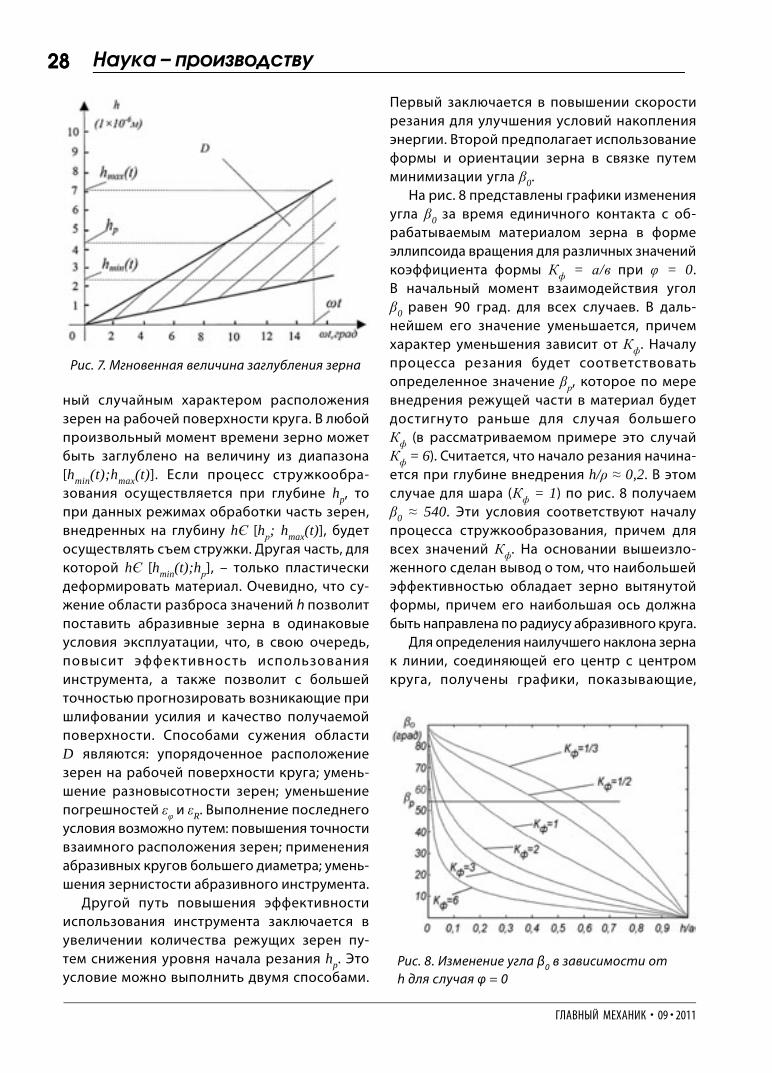
обрабатываемый материал изменяются усло-вия стружкообразования. На рис. 7 показаны результаты расчетов по формуле (3) для случая R = 100 мм, ω = 100 рад/с, V = 0,02 м/с, φ0 = 50, εR = 0,01, εφ = ±0,5.
Диапазон возможных значений величины h имеет широкий разброс (на рис. 7 показан в виде заштрихованной области), обусловлен-
Рис. 5. Изменение угла β0 по мере заглубления абразивного зерна
Рис. 6. Определение мгновенного значения угла β0
28
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
28 Íàóêà – ïðîèçâîäñòâó
ный случайным характером расположения зерен на рабочей поверхности круга. В любой произвольный момент времени зерно может быть заглублено на величину из диапазона [hmin(t);hmax(t)]. Если процесс стружкообра-зования осуществляется при глубине hp, то при данных режимах обработки часть зерен, внедренных на глубину hЄ [hр; hmax(t)], будет осуществлять съем стружки. Другая часть, для которой hЄ [hmin(t);hр], – только пластически деформировать материал. Очевидно, что су-жение области разброса значений h позволит поставить абразивные зерна в одинаковые условия эксплуатации, что, в свою очередь, повысит эффек тивность использования инструмента, а также позволит с большей точностью прогнозировать возникающие при шлифовании усилия и качество получаемой поверхности. Способами сужения области D являются: упорядоченное расположение зерен на рабочей поверхности круга; умень-шение разновысотности зерен; уменьшение погрешностей εφ и εR. Выполнение последнего условия возможно путем: повышения точности взаимного расположения зерен; применения абразивных кругов большего диаметра; умень-шения зернистости абразивного инструмента.
Другой путь повышения эффективности использования инструмента заключается в увеличении количества режущих зерен пу-тем снижения уровня начала резания hp. Это условие можно выполнить двумя способами.
Первый заключается в повышении скорости резания для улучшения условий накопления энергии. Второй предполагает использование формы и ориентации зерна в связке путем минимизации угла β0.
На рис. 8 представлены графики изменения угла β0 за время единичного контакта с об-рабатываемым материалом зерна в форме эллипсоида вращения для различных значений коэффициента формы Кф = а/в при φ = 0. В начальный момент взаимодействия угол β0 равен 90 град. для всех случаев. В даль-нейшем его значение уменьшается, причем характер уменьшения зависит от Кф. Началу процесса резания будет соответствовать определенное значение βр, которое по мере внедрения режущей части в материал будет достигнуто раньше для случая большего Кф (в рассматриваемом примере это случай Кф = 6). Считается, что начало резания начина-ется при глубине внедрения h/ρ ≈ 0,2. В этом случае для шара (Кф = 1) по рис. 8 получаем β0 ≈ 540. Эти условия соответствуют началу процесса стружкообразования, причем для всех значений Кф. На основании вышеизло-женного сделан вывод о том, что наибольшей эффективностью обладает зерно вытянутой формы, причем его наибольшая ось должна быть направлена по радиусу абразивного круга.
Для определения наилучшего наклона зерна к линии, соединяющей его центр с центром круга, получены графики, показывающие,
Рис. 7. Мгновенная величина заглубления зерна
Рис. 8. Изменение угла β0 в зависимости от h для случая φ = 0

29
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
29Íàóêà – ïðîèçâîäñòâó
как изменяется функция β0(h) при различных значениях угла φ (рис. 9). При φ > 0 увеличение данного угла приводит к смещению начала процесса резания в сторону большей глубины внедрения зерна. При определенном значении достигается самое неблагоприятное положение с точки зрения начала стружкообразования. Дальнейшее увеличение угла приводит к уменьшению начальной глубины резания. При значениях φ < 0 уменьшение угла φ до определенного значения приводит к смещению начальной глубины резания в сторону мень-ших значений. Дальнейшее уменьшение угла наклона зерна вызывает ухудшение условий начала стружкообразования.
На рис. 10 для случая Кф = 3 показана зави-симость от угла φ величины заглубления зерна, при которой начинается процесс резания. Существует область рациональных значений угла φ, в пределах которой его изменение практически не сказывается на начальной глубине резания и соответствует наиболее благоприятным условиям обработки. Для случая Кф = 3 и βр = 54 град. данной области при-мерно соответствуют значения φЄ [–60 град.; 0 град.]. На рис. 10 показаны также случаи βр = 70 град. и βр = 80 град., соответствующие большей скорости обработки V.
При увеличении V область рациональных значений угла φ расширяется. То есть при высоких значениях V форма поверхности и ориентация зерна сказываются в меньшей степени на начало процесса стружкообразо-
вания. Поэтому можно ожидать, что влияние формы зерна при высоких скоростях будет менее значительным, чем при низких.
С увеличением коэффициента формы из-меняются в сторону увеличения амплитудные значения кривой h/a(φ). При отрицательных значениях угла φ кривые приближаются к оси абсцисс. При положительных наблюдается резкое отклонение в противоположную сторону, что означает увеличение начальной глубины резания. При уменьшении величины Кф разброс значений функции снижается и зависимости приближаются к прямой линии, соответствующей случаю Кф = 1, т. е. случаю обработки абразивным зерном в форме шара. В то же время значение Кф практически не сказывается на диапазоне рациональных значений угла φ.
Для каж дого значения угла φ суще-ствует критическая глубина резания, ког-
Рис. 9. Изменение угла β0 в зависимости от h (Кф = 3): а) φ > 0; б) φ < 0
Рис. 10. Зависимость критерия стружкообразования от угла ориентации φ абразивного зерна с поверхностью в форме эллипсоида вращения (Кф = 3)
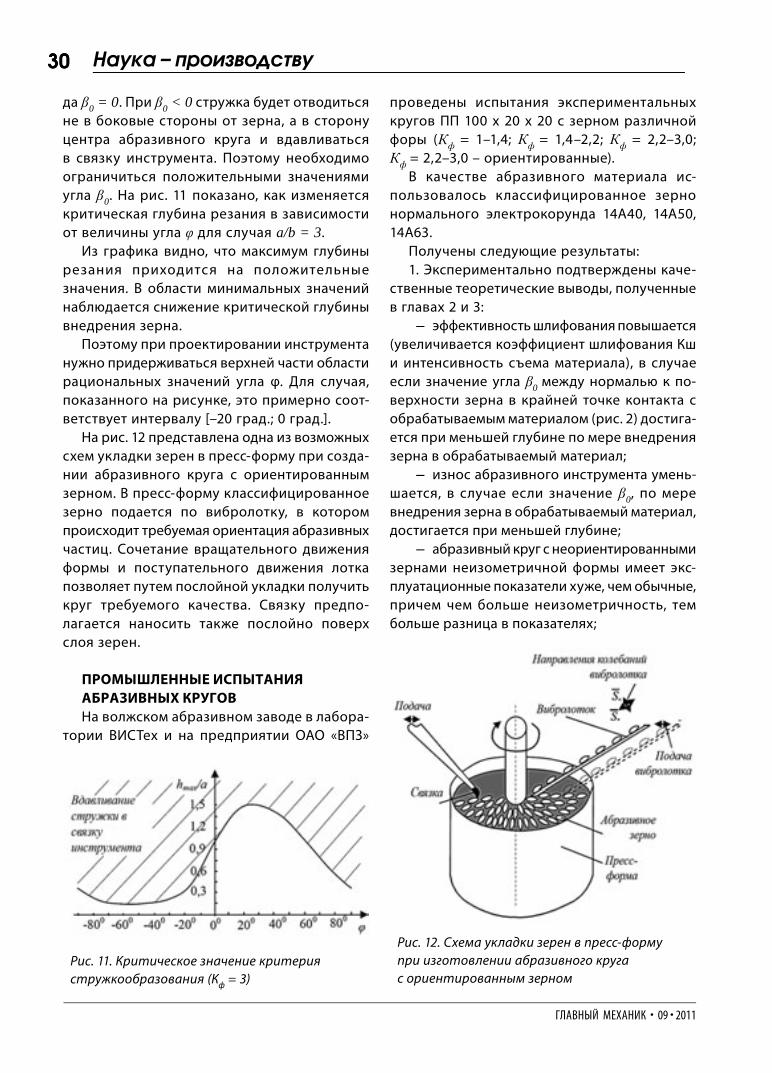
30
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
30 Íàóêà – ïðîèçâîäñòâó
да β0 = 0. При β0 < 0 стружка будет отводиться не в боковые стороны от зерна, а в сторону центра абразивного круга и вдавливаться в связку инструмента. Поэтому необходимо ограничиться положительными значениями угла β0. На рис. 11 показано, как изменяется критическая глубина резания в зависимости от величины угла φ для случая a/b = 3.
Из графика видно, что максимум глубины резания приходится на положительные значения. В области минимальных значений наблюдается снижение критической глубины внедрения зерна.
Поэтому при проектировании инструмента нужно придерживаться верхней части области рациональных значений угла φ. Для случая, показанного на рисунке, это примерно соот-ветствует интервалу [–20 град.; 0 град.].
На рис. 12 представлена одна из возможных схем укладки зерен в пресс-форму при созда-нии абразивного круга с ориентированным зерном. В пресс-форму классифицированное зерно подается по вибролотку, в котором происходит требуемая ориентация абразивных частиц. Сочетание вращательного движения формы и поступательного движения лотка позволяет путем послойной укладки получить круг требуемого качества. Связку предпо-лагается наносить также послойно поверх слоя зерен.
ПРОМЫШЛЕННЫЕ ИСПЫТАНИЯ АБРАЗИВНЫХ КРУГОВНа волжском абразивном заводе в лабора-
тории ВИСТех и на предприятии ОАО «ВПЗ»
проведены испытания экспериментальных кругов ПП 100 х 20 х 20 с зерном различной форы (Кф = 1–1,4; Кф = 1,4–2,2; Кф = 2,2–3,0; Кф = 2,2–3,0 – ориентированные).
В качестве абразивного материала ис-пользовалось классифицированное зерно нормального электрокорунда 14А40, 14А50, 14А63.
Получены следующие результаты:1. Экспериментально подтверждены каче-
ственные теоретические выводы, полученные в главах 2 и 3:
– эффективность шлифования повышается (увеличивается коэффициент шлифования Кш и интенсивность съема материала), в случае если значение угла β0 между нормалью к по-верхности зерна в крайней точке контакта с обрабатываемым материалом (рис. 2) достига-ется при меньшей глубине по мере внедрения зерна в обрабатываемый материал;
– износ абразивного инструмента умень-шается, в случае если значение β0, по мере внедрения зерна в обрабатываемый материал, достигается при меньшей глубине;
– абразивный круг с неориентированными зернами неизометричной формы имеет экс-плуатационные показатели хуже, чем обычные, причем чем больше неизометричность, тем больше разница в показателях;
Рис. 11. Критическое значение критерия стружкообразования (Кф = 3)
Рис. 12. Схема укладки зерен в пресс-форму при изготовлении абразивного круга с ориентированным зерном
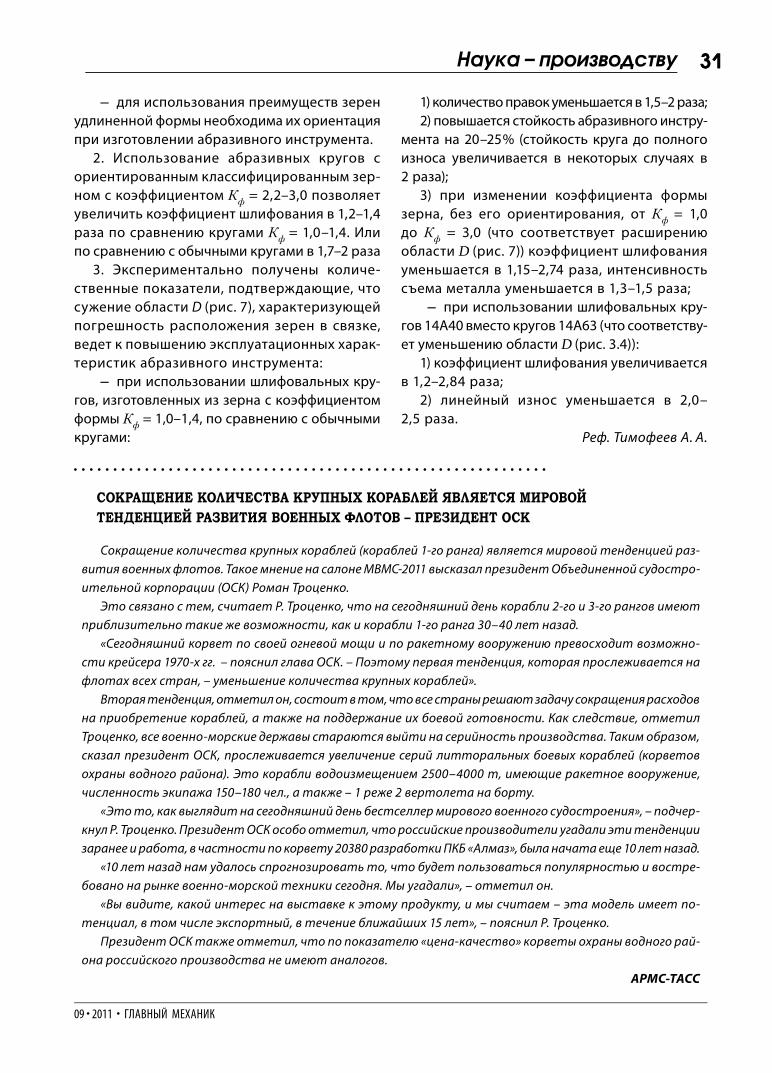
31
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
31Íàóêà – ïðîèçâîäñòâó
– для использования преимуществ зерен удлиненной формы необходима их ориентация при изготовлении абразивного инструмента.
2. Использование абразивных кругов с ориентированным классифицированным зер-ном с коэффициентом Кф = 2,2–3,0 позволяет увеличить коэффициент шлифования в 1,2–1,4 раза по сравнению кругами Кф = 1,0–1,4. Или по сравнению с обычными кругами в 1,7–2 раза
3. Экспериментально получены количе-ственные показатели, подтверждающие, что сужение области D (рис. 7), характеризующей погрешность расположения зерен в связке, ведет к повышению эксплуатационных харак-теристик абразивного инструмента:
– при использовании шлифовальных кру-гов, изготовленных из зерна с коэффициентом формы Кф = 1,0–1,4, по сравнению с обычными кругами:
1) количество правок уменьшается в 1,5–2 раза;2) повышается стойкость абразивного инстру-
мента на 20–25 % (стойкость круга до полного износа увеличивается в некоторых случаях в 2 раза);
3) при изменении коэффициента формы зерна, без его ориентирования, от Кф = 1,0 до Кф = 3,0 (что соответствует расширению области D (рис. 7)) коэффициент шлифования уменьшается в 1,15–2,74 раза, интенсивность съема металла уменьшается в 1,3–1,5 раза;
– при использовании шлифовальных кру-гов 14А40 вместо кругов 14А63 (что соответству-ет уменьшению области D (рис. 3.4)):
1) коэффициент шлифования увеличивается в 1,2–2,84 раза;
2) линейный износ уменьшается в 2,0–2,5 раза.
Реф. Тимофеев А. А.
СОКРАЩЕНИЕ КОЛИЧЕСТВА КРУПНЫХ КОРАБЛЕЙ ЯВЛЯЕТСЯ МИРОВОЙТЕНДЕНЦИЕЙ РАЗВИТИЯ ВОЕННЫХ ФЛОТОВ – ПРЕЗИДЕНТ ОСК
Сокращение количества крупных кораблей (кораблей 1-го ранга) является мировой тенденцией раз-вития военных флотов. Такое мнение на салоне МВМС-2011 высказал президент Объединенной судостро-ительной корпорации (ОСК) Роман Троценко.
Это связано с тем, считает Р. Троценко, что на сегодняшний день корабли 2-го и 3-го рангов имеют приблизительно такие же возможности, как и корабли 1-го ранга 30–40 лет назад.
«Сегодняшний корвет по своей огневой мощи и по ракетному вооружению превосходит возможно-сти крейсера 1970-х гг. – пояснил глава ОСК. – Поэтому первая тенденция, которая прослеживается на флотах всех стран, – уменьшение количества крупных кораблей».
Вторая тенденция, отметил он, состоит в том, что все страны решают задачу сокращения расходов на приобретение кораблей, а также на поддержание их боевой готовности. Как следствие, отметил Троценко, все военно-морские державы стараются выйти на серийность производства. Таким образом, сказал президент ОСК, прослеживается увеличение серий литторальных боевых кораблей (корветов охраны водного района). Это корабли водоизмещением 2500–4000 т, имеющие ракетное вооружение, численность экипажа 150–180 чел., а также – 1 реже 2 вертолета на борту.
«Это то, как выглядит на сегодняшний день бестселлер мирового военного судостроения», – подчер-кнул Р. Троценко. Президент ОСК особо отметил, что российские производители угадали эти тенденции заранее и работа, в частности по корвету 20380 разработки ПКБ «Алмаз», была начата еще 10 лет назад.
«10 лет назад нам удалось спрогнозировать то, что будет пользоваться популярностью и востре-бовано на рынке военно-морской техники сегодня. Мы угадали», – отметил он.
«Вы видите, какой интерес на выставке к этому продукту, и мы считаем – эта модель имеет по-тенциал, в том числе экспортный, в течение ближайших 15 лет», – пояснил Р. Троценко.
Президент ОСК также отметил, что по показателю «цена-качество» корветы охраны водного рай-она российского производства не имеют аналогов.
АРМС-ТАСС
32
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
32 Óïðàâëåíèå ïðîèçâîäñòâîì
Обязательным элементом управления процессами инновационного развития про-мышленных предприятий является оценка функционирования этих процессов и их результатов.
В качестве ключевой характеристики инновационной деятельности промышлен-ного предприятия автором предлагается рассматривать уровень его инновационной активности [1].
Оценивая инновационную активность предприятия можно судить о характере и результативности инновационной деятель-ности предприятия, т. к. именно различия в инновационной активности предприятий дают различные инновационные результаты при одном и том же исходном инновационном потенциале.
Автором предлагается рассматривать инновационную активность как функцию, зависящую от двух переменных – интенсив-ности и результативности инновационной деятельности. Соответственно для оценки уровня инновационной активности нужно оценить две составляющие – интенсивность инновационной деятельности и результатив-ность инновационной деятельности.
Интенсивность инновационной деятель-ности определяется степенью использования и участия различных видов ресурсов про-мышленного предприятия в инновационной деятельности. Результативность инноваци-онной деятельности определяется степе-нью достижения запланированного уровня инновационного развития предприятия, т. е. проявляется в приращении его инновацион-
УДК 65.012
ОЦЕНКА ИННОВАЦИОННОЙ АКТИВНОСТИ ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯА.И. Шебаров, канд. техн. наук, генеральный директор ЗАО «Управление по развитию новых экономических форм производства», 127994, Москва, Вадковский пер., 1, МГТУ «Станкин», кафедра «Финансовый менеджмент» Тел. +7 (499) 972-95-05Е-mail: [email protected]
Аннотация. В статье предлагается один из возможных подходов к оценке инновацион-ной активности промышленного предприятия, используемой автором в качестве част-ного критерия выбора стратегии инновационного развития предприятия.
Ключевые слова: инновационное развитие, инновационная активность, промышленное предприятие.
ASSESSMENT OF INNOVATIVE ACTIVITY OF INDUSTRIAL ENTERPRISELead. An article proposes one of the possible approaches to evaluation of innovative activity of industrial enterprise, used by the author as a partial criterion of selection of the strategy of innovative development of the enterprise.
Key words: innovation development, innovation activity, industrial enterprise.
33
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
33Óïðàâëåíèå ïðîèçâîäñòâîì
ного потенциала. Поэтому характеристиками уровня инновационной активности предпри-ятия будут являться уровень интенсивности инновационной деятельности и темп роста инновационного потенциала.
В основу методики оценки интенсивности инновационной деятельности положен про-цессный подход.
С точки зрения процессного подхода инно-вационная деятельность представляет собой совокупность взаимосвязанных процессов, связанных с созданием, приобретением, внедрением, использованием и трансфером инноваций.
Поэтому показатели, используемые для оценки уровня интенсивности инновационной деятельности, предлагается рассматривать в разрезе указанных процессов, а именно:
– проведение НИОКР; – получение прав на объекты интеллекту-
альной собственности (ОИС); – внедрение новых технологий/продуктов; – производство новых продуктов; – продвижение и продажа новых продук-
тов/технологий.Реализация данных процессов предполагает
использование материальных, информацион-ных, людских и иных ресурсов, что должно быть подкреплено соответствующим объемом финансовых ресурсов. Поэтому интенсивность инновационной деятельности будет зависеть от того, какой объем финансовых ресурсов выделяется на каждом этапе инновационной деятельности. Следовательно для оценки уровня интенсивности инновационной деятель-ности должны быть использованы показатели затрат на инновационные процессы, которые будут характеризовать удельные затраты на этапах создания, приобретения, внедрения, использования и трансфера инноваций на единицу соответствующего вида ресурса за определенный период времени.
Каждый процесс направлен на создание некоего результата – выхода процесса, который может быть оценен в натуральном (количественном, объемном) выражении. Поэтому для оценки уровня интенсивности инновационной деятельности также должны
быть использованы показатели результатов инновационных процессов, характеризующие результат инновационного процесса в на-туральном выражении в расчете на единицу соответствующего вида ресурса за опреде-ленный период времени.
Кроме того, интенсивность инновационной деятельности определяется быстротой, с кото-рой осуществляется инновационный процесс. Следовательно оценка уровня интенсивности инновационной деятельности должна включать показатели темпа (скорости) осуществления инновационных процессов, которые будут характеризовать длительность протекания процессов.
Таким образом, для каждого инноваци-онного процесса показатели оценки уровня интенсивности инновационной деятельности можно разделить на три группы:
– показатели затрат на инновационные процессы;
– показатели результатов инновационных процессов;
– показатели темпа (скорости) осуществле-ния инновационных процессов.
В табл. 1 представлена совокупность частных показателей, используемых для оценки уровня интенсивности инновационной деятельности предприятия.
1. Показатели затрат на инновационные процессы1.1. Удельные затраты на проведение НИОКР.
Характеризует объем затрат на проведение НИОКР в расчете на одного сотрудника за год. Определяется как отношение годового объема затрат на НИОКР (ЗгНИОКР) к среднесписочной численности ИТР (инженерно-технических работников) предприятия (ЧИТР):
..
.ðóá
÷åë âãîä
ãçàò ÍÈÎÊÐÍÈÎÊÐ
ÈÒÐ
ÇÏ
×=
⎡ ⎤⎢ ⎥⎣ ⎦
1.2. Удельные затраты на получение прав на ОИС. Характеризует объем затрат на получение прав на ОИС в расчете на одного сотрудника за год. Определяется как отношение годового
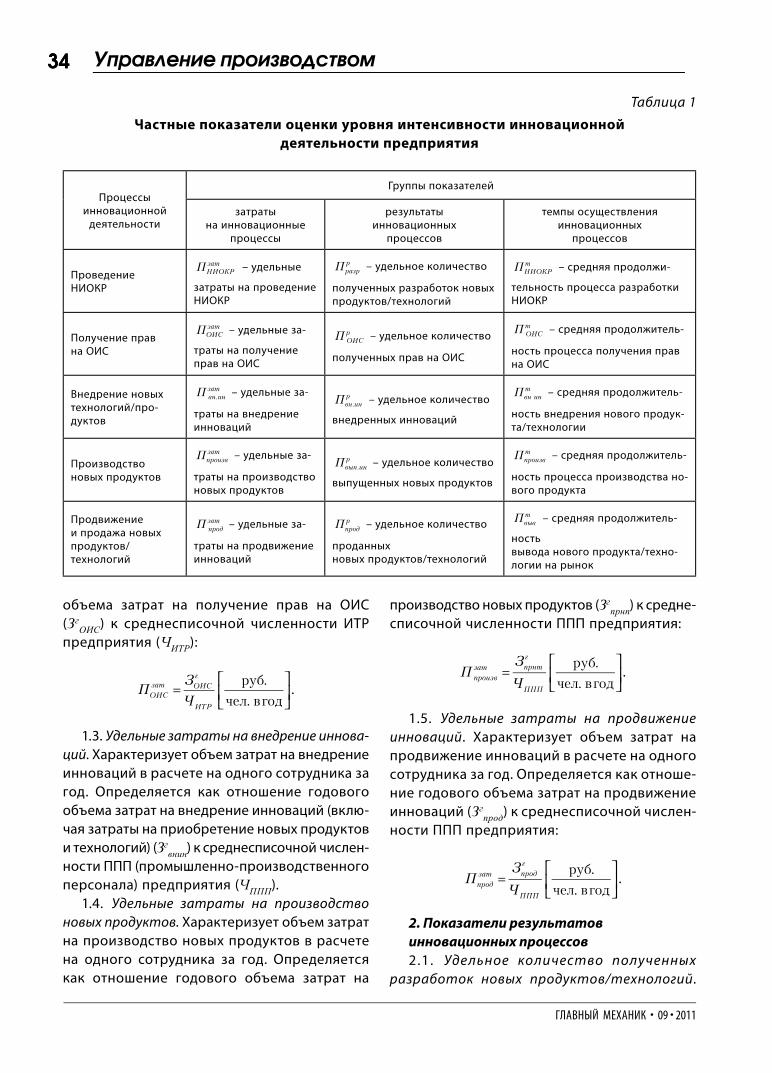
34
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
34 Óïðàâëåíèå ïðîèçâîäñòâîì
объема затрат на получение прав на ОИС (ЗгОИС) к среднесписочной численности ИТР предприятия (ЧИТР):
..
.ðóá
÷åë âãîä
ãçàò ÎÈÑÎÈÑ
ÈÒÐ
ÇÏ
×=
⎡ ⎤⎢ ⎥⎣ ⎦
1.3. Удельные затраты на внедрение иннова-ций. Характеризует объем затрат на внедрение инноваций в расчете на одного сотрудника за год. Определяется как отношение годового объема затрат на внедрение инноваций (вклю-чая затраты на приобретение новых продуктов и технологий) (Згвнин) к среднесписочной числен-ности ППП (промышленно-производственного персонала) предприятия (ЧППП).
1.4. Удельные затраты на производство новых продуктов. Характеризует объем затрат на производство новых продуктов в расчете на одного сотрудника за год. Определяется как отношение годового объема затрат на
производство новых продуктов (Згпрнп) к средне-списочной численности ППП предприятия:
..
.ðóá
÷åë âãîä
ãïðíòçàò
ïðîèçâ
ÏÏÏ
ÇÏ
×=
⎡ ⎤⎢ ⎥⎣ ⎦
1.5. Удельные затраты на продвижение инноваций. Характеризует объем затрат на продвижение инноваций в расчете на одного сотрудника за год. Определяется как отноше-ние годового объема затрат на продвижение инноваций (Згпрод) к среднесписочной числен-ности ППП предприятия:
..
.ðóá
÷åë âãîä
ãïðîäçàò
ïðîä
ÏÏÏ
ÇÏ
×=
⎡ ⎤⎢ ⎥⎣ ⎦
2. Показатели результатов инновационных процессов2.1. Удельное количество полученных
разработок новых продуктов/технологий.
Таблица 1
Частные показатели оценки уровня интенсивности инновационной деятельности предприятия
Процессыинновационной
деятельности
Группы показателей
затраты на инновационные
процессы
результатыинновационных
процессов
темпы осуществления инновационных
процессов
Проведение НИОКР
çàòÍÈÎÊÐÏ – удельные
затраты на проведение НИОКР
ððàçðÏ – удельное количество
полученных разработок новых продуктов/технологий
òÍÈÎÊÐÏ – средняя продолжи-
тельность процесса разработки НИОКР
Получение прав на ОИС
çàòÎÈÑÏ – удельные за-
траты на получение прав на ОИС
ðÎÈÑÏ – удельное количество
полученных прав на ОИС
òÎÈÑÏ – средняя продолжитель-
ность процесса получения прав на ОИС
Внедрение новых технологий/про-дуктов
.çàòâí èíÏ – удельные за-
траты на внедрение инноваций
.ðâí èíÏ – удельное количество
внедренных инноваций
òâí èíÏ – средняя продолжитель-
ность внедрения нового продук-та/технологии
Производство новых продуктов
çàòïðîèçâÏ – удельные за-
траты на производство новых продуктов
.ðâûï èíÏ – удельное количество
выпущенных новых продуктов
òïðîèçâÏ – средняя продолжитель-
ность процесса производства но-вого продукта
Продвижение и продажа новых продуктов/технологий
çàòïðîäÏ – удельные за-
траты на продвижение инноваций
ðïðîäÏ – удельное количество
проданных новых продуктов/технологий
òâûâÏ – средняя продолжитель-
ность вывода нового продукта/техно-логии на рынок

35
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
35Óïðàâëåíèå ïðîèçâîäñòâîì
Характеризует количество разработок новых продуктов/технологий, полученных в рамках выполнения НИОКР, в расчете на одного со-трудника за год. Определяется как отношение годового количества разработок новых продуктов/технологий, полученных в рамках выполнения НИОКР (Кгразр), к среднесписочной численности ИТР предприятия:
. .=
⎡ ⎤⎢ ⎥⎣ ⎦
ãðàçðð
ðàçð
ÈÒÐ
ÊÏ
×
ðàçðàáîòêà
÷åë âãîä
2.2. Удельное количество полученных прав на ОИС. Характеризует количество полученных прав на ОИС в расчете на одного сотрудника за год. Определяется как отношение количества прав на ОИС, полученных за год (КгОИС), к средне-списочной численности ИТР предприятия:
. .O
O =⎡ ⎤⎢ ⎥⎣ ⎦
ãð ÈÑÈÑ
ÈÒÐ
ÊÏ
×
øò.
÷åë âãîä
2.3. Удельное количество внедренных инноваций. Характеризует количество при-обретенных и внедренных технологических и продуктовых инноваций в расчете на одно рабочее место ППП за год. Определяется по формуле:
.
p ii
p
K
K=
⎡ ⎤⎢ ⎥⎣ ⎦
∑ðâíèí
ãì
îáùì
Ïèííîâàöèé
ðàá ìåñòî âãîä
,
где: Кгрмi – количество рабочих мест, на которых внедрена i-я инновация за год;
Кобщрм – общее число рабочих мест.
2.4. Удельное количество выпущенных новых продуктов. Характеризует количество выпущенных за год новых продуктов в расчете на одного сотрудника за год. Определяется по формуле:
. ,
ii=
⎡ ⎤⎢ ⎥⎣ ⎦
∑ðâûï.èí.
ÏÏÏ
ãíîâ.ïð
Ï×
Êøò.
÷åë âãîä,
где: Кгнов.прi – количество выпущенных новых продуктов i-го вида.
2.5. Удельное количество проданных но-вых продуктов/технологий. Характеризует количество проданных новых продуктов/технологий в расчете на одного потреби-теля за год. Определяется как отношение количества проданных за год новых про-дуктов/технологий (Кг
прод) к общему числу потребителей предприятия (ЧП):
..
.øò
÷åë âãîä
ãïðîäð
ïðîä
Ï
ÊÏ
×=
⎡ ⎤⎢ ⎥⎣ ⎦
3. Показатели темпа осуществления инновационных процессов3.1. Средняя продолжительность процесса
разработки НИОКР. Характеризует темп (скорость) разработки новых продуктов/технологий, полученных в рамках выполнения НИОКР:
i
.,äíåé
øò
ðàçðòÍÈÎÊÐ ã
ðàçð
ÒÏ
Ê= ⎡ ⎤
⎢ ⎥⎣ ⎦
∑i
где: Тразi – продолжительность разработки i-й технологии/продукта в рамках НИОКР (дней);
Кгразр – количество разработок новых продуктов/технологий, полученных в рамках выполнения НИОКР за год (шт.).
3.2. Средняя продолжительность процесса получения прав на ОИС. Характеризует темп (скорость) получения прав на ОИС, полученных в рамках выполнения НИОКР:
.,m
ii
T= ⎡ ⎤
⎢ ⎥⎣ ⎦
∑ÎÈÑ.
ÎÈÑ
ãÎÈÑ
ÏK
äíåé
øò
где: ТОИСi – продолжительность получения прав на i-й ОИС (дней);
КгОИС – количество прав на ОИС, полу-ченных за год (шт.).
3.3. Средняя продолжительность внедрения нового продукта/технологии. Характеризует темп (скорость) внедрения нового продукта/технологии:
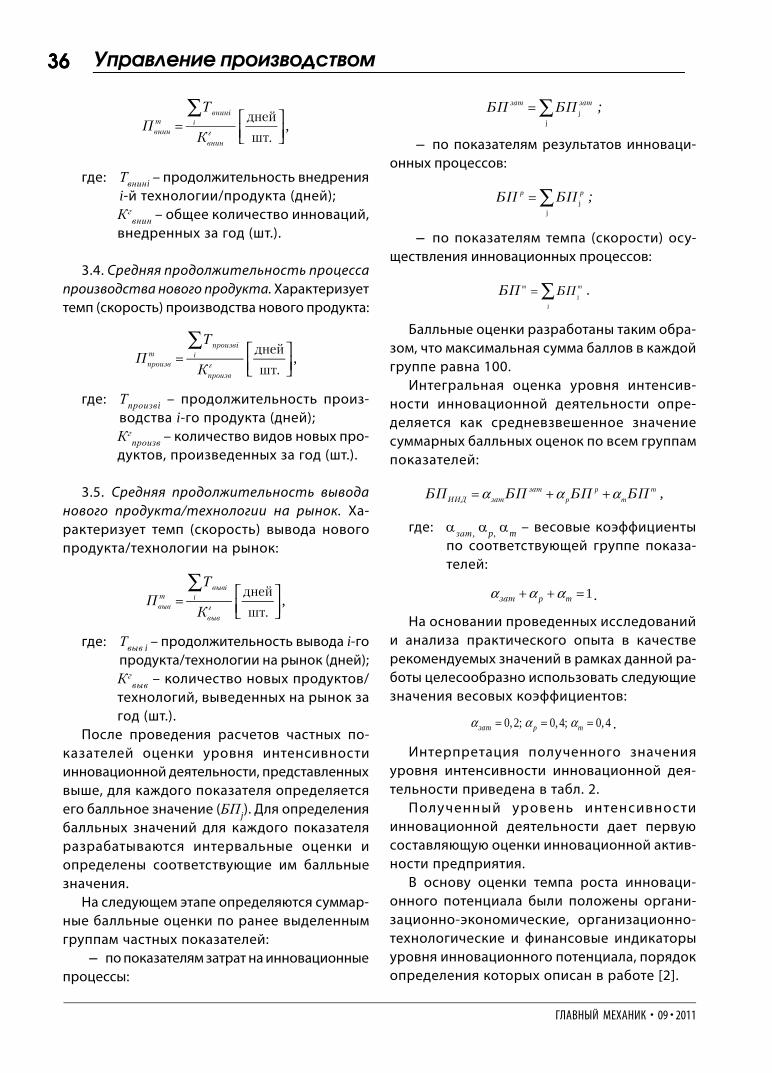
36
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
36 Óïðàâëåíèå ïðîèçâîäñòâîì
.,äíåé
øò
âíèíiòâíèí ã
âíèí
ÒÏ
Ê= ⎡ ⎤
⎢ ⎥⎣ ⎦
∑i
где: Твнинi – продолжительность внедрения i-й технологии/продукта (дней);
Кгвнин – общее количество инноваций, внедренных за год (шт.).
3.4. Средняя продолжительность процесса производства нового продукта. Характеризует темп (скорость) производства нового продукта:
.,äíåé
øò
ïðîèçâiòïðîèçâ ã
ïðîèçâ
ÒÏ
Ê= ⎡ ⎤
⎢ ⎥⎣ ⎦
∑i
где: Тпроизвi – продолжительность произ-водства i-го продукта (дней);
Кгпроизв – количество видов новых про-дуктов, произведенных за год (шт.).
3.5. Средняя продолжительность вывода нового продукта/технологии на рынок. Ха-рактеризует темп (скорость) вывода нового продукта/технологии на рынок:
.,äíåé
øò
âûâòâûâ ã
âûâ
ÒÏ
Ê= ⎡ ⎤
⎢ ⎥⎣ ⎦
∑ ii
где: Твыв i – продолжительность вывода i-го продукта/технологии на рынок (дней);
Кгвыв – количество новых продуктов/технологий, выведенных на рынок за год (шт.).
После проведения расчетов частных по-казателей оценки уровня интенсивности инновационной деятельности, представленных выше, для каждого показателя определяется его балльное значение (БПj). Для определения балльных значений для каждого показателя разрабатываются интервальные оценки и определены соответствующие им балльные значения.
На следующем этапе определяются суммар-ные балльные оценки по ранее выделенным группам частных показателей:
– по показателям затрат на инновационные процессы:
jj
çàò çàòÁÏ ÁÏ= ∑ ;
– по показателям результатов инноваци-онных процессов:
jj
ÁÏ ÁÏ= ∑p p ;
– по показателям темпа (скорости) осу-ществления инновационных процессов:
jj
ÁÏÁÏ = ∑m m .
Балльные оценки разработаны таким обра-зом, что максимальная сумма баллов в каждой группе равна 100.
Интегральная оценка уровня интенсив-ности инновационной деятельности опре-деляется как средневзвешенное значение суммарных балльных оценок по всем группам показателей:
çàòÈÈÄ çàòÁÏ ÁÏ ÁÏ ÁÏ= + +p m
p mα α α ,
где: зат, p, m – весовые коэффициенты по соответствующей группе показа-телей:
1p mα α α+ + =çàò .
На основании проведенных исследований и анализа практического опыта в качестве рекомендуемых значений в рамках данной ра-боты целесообразно использовать следующие значения весовых коэффициентов:
0,2; 0,4; 0,4p mα α α= = =çàò .
Интерпретация полученного значения уровня интенсивности инновационной дея-тельности приведена в табл. 2.
Полученный уровень интенсивности инновационной деятельности дает первую составляющую оценки инновационной актив-ности предприятия.
В основу оценки темпа роста инноваци-онного потенциала были положены органи-зационно-экономические, организационно-технологические и финансовые индикаторы уровня инновационного потенциала, порядок определения которых описан в работе [2].
37
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
37Óïðàâëåíèå ïðîèçâîäñòâîì
Рассчитанные значения по каждому из указанных индикаторов (Иk
j) определяют их текущие значения. Для того чтобы оценить из-менение – рост или падение – инновационного потенциала, необходимо сравнить текущие значения индикаторов уровня инновационного потенциала с базовыми значениями.
Как было отмечено выше, приращение инновационного потенциала определяет результативность инновационной деятель-ности, т. е. определяется степенью достижения запланированного уровня инновационного развития предприятия.
Поэтому в качестве базовых значений индикаторов уровня инновационного по-тенциала были выбраны целевые значения этих показателей, устанавливаемые предпри-ятием либо соответствующими управляющими единицами на мезо- и макроуровнях. Таким образом, для каждого индикатора уровня инновационного потенциала определяется его базовое (целевое) значение (ЦИk
j).На следующем шаге необходимо рассмо-
треть степень достижения целевого значения по каждому индикатору уровня инновационно-го потенциала. Для этого следует рассмотреть следующее соотношение:
È ÖÈ
ÖÈ
−k kj j
kj
,
показывающее отклонение соответствующего индикатора от установленного целевого значения.
Очевидно, что в идеале текущее значение индикатора уровня инновационного потен-циала должно совпасть с установленным для данного индикатора целевым значением. Тем не менее можно также считать положитель-ным результат, если отклонение текущего значения индикатора уровня инновационного потенциала от целевого значения является незначительным и не выходит за рамки уста-новленных ограничений.
В связи с этим для каждого индикатора уровня инновационного потенциала должны быть установлены верхний (СВk
j) и нижний (СНk
j) пределы отклонений от целевого значе-ния, так называемые коридоры толерантности отклонений индикаторов. Следует отметить, что верхний и нижний пределы отклонений могут быть не симметричными.
Введение указанных пределов отклоне-ний позволяет выполнить балльную оценку изменения инновационного потенциала по каждому индикатору уровня инновационного потенциала:
25, 1
20,
10, 1, 2* 1, 2 *
0,
È ÖÈåñëè
ÖÈ
È ÖÈåñëè ÑÂ
ÁÈ ÖÈ
È ÖÈåñëè ÑÂ
ÖÈ
â ïðîòèâíîì
−=
−≤ ≤
=
−≤ ≤
⎧⎪⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎩
k kj j
kj
k kj jk k
j jk kj j
k kj jk k
j jkj
CH
CH
.
Далее определяются суммарные балльные оценки по каждой группе индикаторов уровня инновационного потенциала:
Таблица 2
Шкала интерпретации результатов оценки уровня интенсивности инновационной деятельности промышленного предприятия
№п/п Уровень интенсивности инновационной деятельности Значение показателя
1 Высокий 90–100
2 Выше среднего 75–90
3 Средний 50–75
4 Ниже среднего 25–50
5 Низкий 0–25
ñëó÷àå

38
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
38 Óïðàâëåíèå ïðîèçâîäñòâîì
– по организационно-экономическим ин-дикаторам:
jj
îý îýÁÈ ÁÈ= ∑ ;
– по организационно-техническим инди-каторам:
jj
ÁÈ ÁÈ= ∑om om ;
– по финансовым индикаторам:
jj
ô ôÁÈ ÁÈ= ∑ .
Балльные оценки разработаны таким об-разом, что максимальная сумма баллов в каждой группе равна 100.
Интегральная оценка темпа роста инно-вационного потенциала определяется как средневзвешенное значение суммарных
балльных оценок по всем группам индика-торов:
îý îò ôÒÐÈÏ îý îò ôÁÈ ÁÈ ÁÈ ÁÈ= α + α + α ,
где: оэ, от , ф – весовые коэффициенты по соответствующей группе показа-телей:
1îý îò ô
+ + =α α α .
В качестве значений весовых коэффициен-тов предлагаются следующие значения:
0,35; 0,32; 0,33ôîý îò= = =α α α .
Интерпретация полученного значения темпа роста инновационного потенциала приведена в табл. 3.
Полученный уровень темпа роста инно-вационного потенциала дает вторую состав-ляющую оценки инновационной активности предприятия.
Уровень интенсивно-сти инновационной
деятельности
Темп роста инновационного потенциала
низкий ниже среднего средний выше среднего высокий
низкий низкий низкий ниже среднего ниже среднего средний
нижесреднего низкий ниже среднего ниже среднего средний выше среднего
средний ниже среднего ниже среднего средний выше среднего выше среднего
вышесреднего ниже среднего средний выше среднего выше среднего высокий
высокий средний выше среднего выше среднего высокий высокий
Таблица 4
Определение уровня инновационной активности предприятия
№ п/п Темп роста инновационного потенциала Значение показателя
1 Высокий 90–100
2 Выше среднего 75–90
3 Средний 50–75
4 Ниже среднего 25–50
5 Низкий 0–25
Таблица 3
Шкала интерпретации результатов оценки темпа роста инновационного потенциала промышленного предприятия

39
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
39Óïðàâëåíèå ïðîèçâîäñòâîì
Окончательное определение уровня инновационной активности предприятия осуществляется на основе сопоставления зна-чений уровня интенсивности инновационной деятельности и темпа роста инновационного потенциала. Матрица для определения уровня инновационной активности промышленного предприятия представлена в табл. 4.
Таким образом, реализация предлагаемого подхода и использование рассмотренной совокупности показателей позволят про-водить оценку инновационной активности промышленного предприятия, а установ-ленный уровень инновационной активности целесообразно использовать в качестве приоритетного параметра при моделирова-
нии процесса инновационного развития на стратегическом уровне и в качестве частного критерия при обосновании выбора стратегий инновационного развития промышленного предприятия.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК1. Бадалова А. Г., Еленева Ю. Я., Ше-
баров А. И. Инновационное развитие про-мышленного производства: методология организации управления // Вестник МГТУ «Станкин». – 2010. – № 4 (12). – С. 158–162.
2. Шебаров А.И. Индикаторы инновацион-ного потенциала и инновационной активности промышленного предприятия // Вестник машиностроения, 2010. – № 2. – С. 85–89.
Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.

Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.
41
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
41Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
Проблемы экономии материальных ре-сурсов в промышленности и других областях народного хозяйства напрямую связаны с из-носостойкостью деталей машин, инструмента и оборудования.
Большой потенциал в повышении эксплуата-ционных свойств интенсивно изнашивающихся под влиянием абразивной среды деталей нефтегазодобывающей, дорожно-строитель-ной, горнорудной и другой техники заложен в использовании эффективных процессов электрошлаковой наплавки (ЭШН) износо-стойкими сплавами.
ЭШН по производительности и по ка-честву наплавленного металла в полной мере способна конкурировать с дуговой наплавкой.
Однако разработка новых методов ЭШН затруднена сложностью управления про-цессами формирования структуры и свойств наплавленного металла в тонком слое, а также
ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
отсутствием новых специализированных для электрошлакового процесса наплавочных материалов, в том числе и наиболее эффектив-ных – порошковых проволок, обеспечивающих гарантированный переход тугоплавких микро-частиц в наплавленный металл.
В этой связи разработка нового материала и создание технологического процесса ЭШН, позволяющего получить качественный на-плавленный металл, упрочненный частицами диборида титана, представляет актуальную задачу сварочного производства.
В качестве упрочняющей фазы композици-онного наплавленного металла выбран TiB2, обладающий высокими физико-механиче-скими свойствами (температура плавления Тпл = 3193 ºС, твердость Нv = 34,8 ГПа, модуль упругости E = 540 ГПа) и достаточной термо-динамической стабильностью и стойкостью в расплавах сталей и чугунов, а также сравни-тельно низкой стоимостью.
УДК 621.791.92
А. А. Артемьев. Разработка технологии электрошлаковой наплавки порошковой прово-локой с упрочняющими частицами TIB2 // Автореф. канд. дисс. Специальность 05.02.10 – Сварка, родственные процессы и технологии. – Волгоград: ГОУ ВПО«Волгоградский ГТУ», 2010. – 20 с.
Аннотация. Предложена технология и оборудование для упрочнения и повышения из-носостойкости деталей машин и инструментов электрошлаковой наплавкой с форми-рованием диборида титана. Приведены подробные данные микроструктурного анализа строения наплавленного слоя.
Ключевые слова: восстановление деталей, износостойкость, диборид титана.
ELECTROSLAG FACING WITH FLUX CORED WIRE
Lead. Technology and equipment for hardening and improving of wear resistance of machines’ parts and tools by electroslag facing with formation of titanium diboride is suggested. Detailed data on microstructural analysis of the structure of built-up layer are stated.
Key words: recovery of parts, wear resistance, titanium diboride.
42
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
42 Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ ПРОЦЕССА ЭШНВлияние гранулометрического состава
порошка TiB2 на характер формирования композиционной структуры наплавленного металла оценивали, используя порошки со средним размером частиц 10 и 35 мкм.
Изучение электрошлакового процесса построено на физическом моделировании и последующей экстраполяции полученных результатов на реальный процесс ЭШН. Модель реализована на экспериментальной установке, состоящей из элементов секций токоподводящего кристаллизатора, располо-женных в емкости, имитирующей поперечный разрез шлаковой ванны, полых графитовых электродов, зондов, а также двух источников тока и измерительной аппаратуры. Шлаковую ванну имитировали водные растворы 26 % NaCl и 30 % H2SO4. Для стабильности измерений в исследуемых координатах на электролит по-давали напряжение 1 В от каждого источника питания. Регистрировали значения потенци-алов в сечении электролитической ванны, на основании которых рассчитывали плотность тока и объемных тепловых источников в модельной среде.
Изучение структуры и морфологии на-плавленного металла проводили с помощью оптической (микроскоп Axiovert 40 MAT с цифровой фотокамерой Canon) и электронной микроскопии (растровый электронно-ионный микроскоп Quanta 200 3D) при увеличениях 50…30000. Содержание и распределение легирующих элементов в структурных состав-ляющих определяли при сканировании шлифов в локальном поверхностном объеме металла в режиме использования сигналов вторичных электронов и электронов обратного рассея-ния (система энергодисперсионного анализа EDAX). Фазовый состав металла определяли рентгеноструктурным анализом в медном излучении на дифрактометре ДРОН-3М.
Топографию поверхности микрошлифов изучали с помощью сканирующего зондового микроскопа Solver Pro и программного комплекса Nova в режиме полуконтактной атомно-силовой микроскопии. Использовали сканеры с диа-
пазонами областей сканирования1 × 1, 10 × 10, 100 × 100 мкм и пространственным разреше-нием в горизонтальной плоскости не более 10 нм, вертикальной – не более 0,1 нм. В качестве зондов применяли кремниевые кантилеверы NSG01 с типичным радиусом заточки острия 10 нм. Анализ цифровых фотографий и топо-графий производили в программном модуле обработки изображений Image Analysis фирмы NT-MDT. Исследование процессов микропла-стического деформирования наплавленного металла проводили, моделируя воздействие абразивного контртела на поверхность образ-цов в процессе склерометрических испытаний при движении индентора (пирамида Виккерса) ребром вперед.
Нагрузка на индентор составляла 0,5 Н, а скорость его перемещения изменяли в пределах 0,3…0,9 мм/с.
В качестве критерия износостойкости пред-ложен показатель, определяемый по формуле:
( )3B C10 /−= +k V V , (1)
где: VВ, VС – объемы выдавленного и смещенного в навалы по границам трека наплавленного металла соот-ветственно, мм3;
10–3 – коэффициент, введенный для получения безразмерности показате-ля k, мм3.
Длина контрольного участка составляла 10 мм. Расчет объемов деформированного металла осуществляли на основании резуль-татов измерений соответствующих площадей поперечных сечений трека от индентора путем анализа профилограмм, полученных с исполь-зованием сканирующей зондовой микроскопии.
Показатель f, учитывающий упругую состав-ляющую деформации образцов, предложено определять по формуле:
100%òð èíä
èíä
−=f
α αα
, (2)
где: тр – угол впадины профиля трека; инд – угол между противоположными
ребрами индентора (инд = 148 град.).

43
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
43Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
Испытания экспериментальных образцов на абразивное изнашивание при трении о жестко закрепленный абразив проводили на экспериментальной установке – аналоге машины Х4-Б. Статическая нагрузка на образец, контактирующий с истирающей поверхностью в виде шлифовальной бумаги зернистостью P100, составляла 936 МПа. Потери массы ис-пытываемых образцов и эталона (сталь 45 в отожженном состоянии) измеряли с точностью до 0,1 мг.
ХИМИЧЕСКИЙ И ГРАНУЛОМЕТРИЧЕСКИЙ СОСТАВ КОМПОНЕНТОВ ЭКСПЕРИМЕНТАЛЬНЫХ ПОРОШКОВЫХ ПРОВОЛОК (ПП)Компонентный состав ПП рассчитывали
исходя из комплекса требований к свойствам разрабатываемого композиционного наплав-ленного металла, упрочненного частицами TiB2: обеспечение высокой износостойкости сплава при работе в условиях абразивного изнашивания без ударных нагрузок; актива-ция поверхности упрочняющих частиц TiB2, обеспечивающая их качественное сплав-ление с матрицей наплавленного металла. В экспериментах использовали два типа матриц композиционного сплава: 20Х7Г12Н2 и (100…300) Х10Н4.
Установлено, что в структуре наплавленного металла равномерно распределены включения, образованные титаном и бором (рис. 1). Сопо-ставление результатов рентгеноструктурного и микрорентгеноспектрального анализов, измерений микротвердости и исследование кинетики растворения частиц TiB2 показали,
что эти включения являются частицами TiB2, перешедшими в наплавленный металл из шихты ПП.
Установлено, что размер включений TiB2 в наплавленном металле изменяется в пределах от 2 до 30 мкм и зависит как от содержания тугоплавких частиц в шихте порошковой про-волоки, так и от их среднего размера dср в используемом порошке TiB2. При увеличении массовой доли порошка TiB2 в шихте от 8 до 28 % массы средний размер включений в на-плавленном металле возрастает почти в 3 раза. Это объясняется тем, что с увеличением коли-чества диборида титана, обладающего большей удельной теплоемкостью (1168 Дж/кг∙К при 1073 К) по сравнению с легированной хромо-никелевой сталью (586 Дж/кг∙К при 1373 К), увеличивается расход тепла на нагрев туго-плавких частиц. Таким образом, эти частицы служат микрохолодильниками, снижающими перегрев металлического расплава и степень растворения в нем порошка TiB2.
Увеличение dср с 10 до 35 мкм также обусло-вило значительное снижение интенсивности растворения тугоплавких частиц в шлаковом и металлическом расплавах, которое опреде-ляется скоростью диффузии элементов, зави-сящей от температурных и концентрационных параметров взаимодействия твердой и жидкой фаз, а также площади межфазного взаимодей-ствия, определяемой удельной поверхностью Sуд порошка. Это обеспечило переход в на-плавленный металл не менее 50 % исходных частиц порошка TiB2, введенных в шихту ПП в количестве 25 масс. %. Анализ микроструктур наплавленного металла и результаты микро-
Рис. 1. Карты распределения по поверхности микрошлифа наплавленного металла (а), титана (б) и бора (в), × 3000
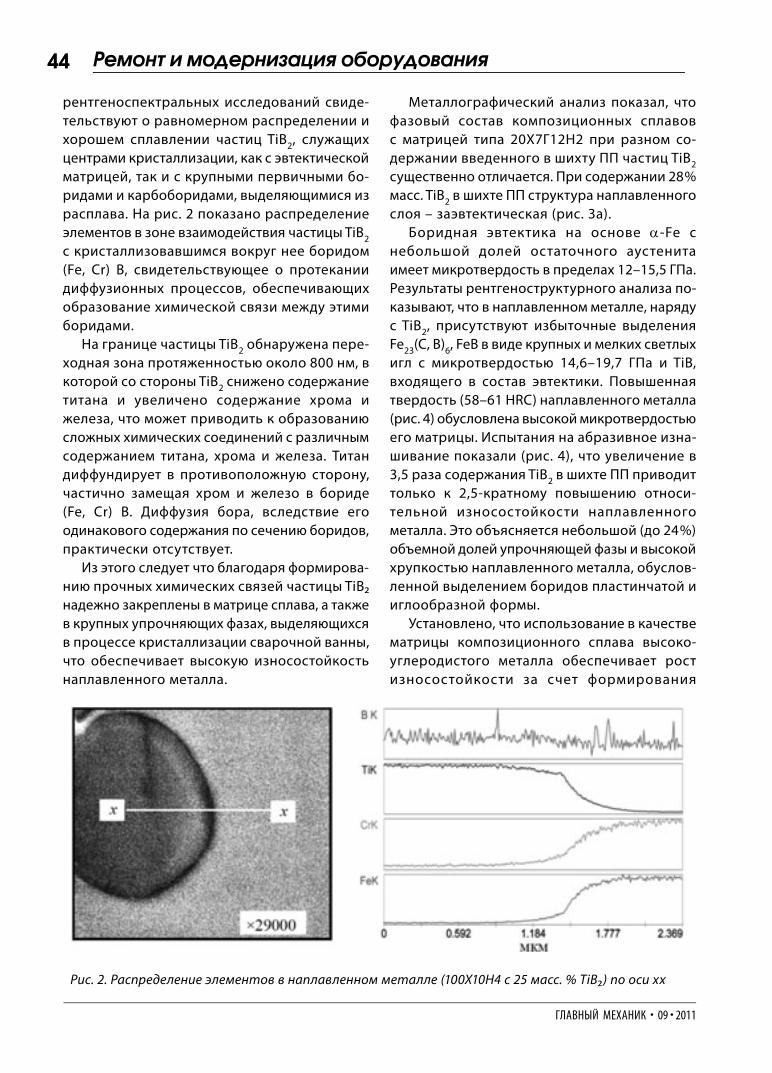
44
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
44 Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
рентгеноспектральных исследований свиде-тельствуют о равномерном распределении и хорошем сплавлении частиц TiB2, служащих центрами кристаллизации, как с эвтектической матрицей, так и с крупными первичными бо-ридами и карбоборидами, выделяющимися из расплава. На рис. 2 показано распределение элементов в зоне взаимодействия частицы TiB2 с кристаллизовавшимся вокруг нее боридом (Fe, Cr) B, свидетельствующее о протекании диффузионных процессов, обеспечивающих образование химической связи между этими боридами.
На границе частицы TiB2 обнаружена пере-ходная зона протяженностью около 800 нм, в которой со стороны TiB2 снижено содержание титана и увеличено содержание хрома и железа, что может приводить к образованию сложных химических соединений с различным содержанием титана, хрома и железа. Титан диффундирует в противоположную сторону, частично замещая хром и железо в бориде (Fe, Cr) B. Диффузия бора, вследствие его одинакового содержания по сечению боридов, практически отсутствует.
Из этого следует что благодаря формирова-нию прочных химических связей частицы TiB2 надежно закреплены в матрице сплава, а также в крупных упрочняющих фазах, выделяющихся в процессе кристаллизации сварочной ванны, что обеспечивает высокую износостойкость наплавленного металла.
Металлографический анализ показал, что фазовый состав композиционных сплавов с матрицей типа 20Х7Г12Н2 при разном со-держании введенного в шихту ПП частиц TiB2 существенно отличается. При содержании 28 % масс. TiB2 в шихте ПП структура наплавленного слоя – заэвтектическая (рис. 3а).
Боридная эвтектика на основе -Fe с небольшой долей остаточного аустенита имеет микротвердость в пределах 12–15,5 ГПа. Результаты рентгеноструктурного анализа по-казывают, что в наплавленном металле, наряду с TiB2, присутствуют избыточные выделения Fe23(C, B)6, FeB в виде крупных и мелких светлых игл с микротвердостью 14,6–19,7 ГПа и TiB, входящего в состав эвтектики. Повышенная твердость (58–61 HRC) наплавленного металла (рис. 4) обусловлена высокой микротвердостью его матрицы. Испытания на абразивное изна-шивание показали (рис. 4), что увеличение в 3,5 раза содержания TiB2 в шихте ПП приводит только к 2,5-кратному повышению относи-тельной износостойкости наплавленного металла. Это объясняется небольшой (до 24 %) объемной долей упрочняющей фазы и высокой хрупкостью наплавленного металла, обуслов-ленной выделением боридов пластинчатой и иглообразной формы.
Установлено, что использование в качестве матрицы композиционного сплава высоко-углеродистого металла обеспечивает рост износостойкости за счет формирования
Рис. 2. Распределение элементов в наплавленном металле (100Х10Н4 с 25 масс. % TiB2) по оси хх
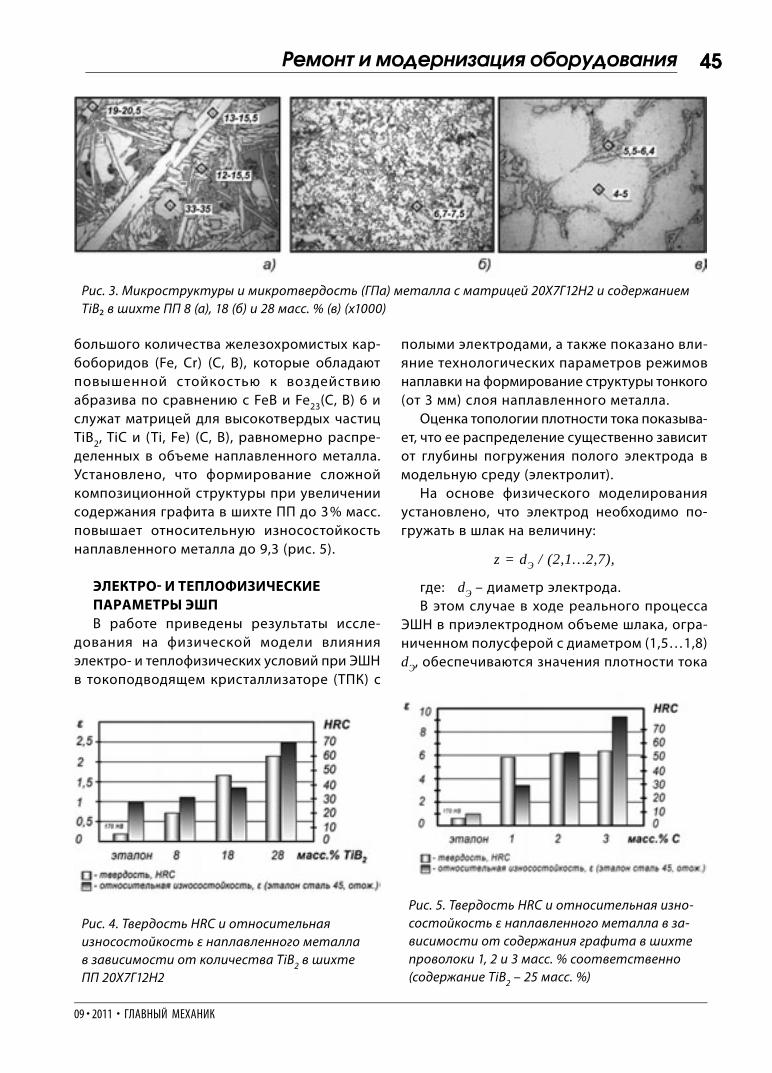
45
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
45Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
большого количества железохромистых кар-боборидов (Fe, Cr) (C, B), которые обладают повышенной стойкостью к воздействию абразива по сравнению с FeB и Fe23(C, B) 6 и служат матрицей для высокотвердых частиц TiB2, TiC и (Ti, Fe) (C, B), равномерно распре-деленных в объеме наплавленного металла. Установлено, что формирование сложной композиционной структуры при увеличении содержания графита в шихте ПП до 3 % масс. повышает относительную износостойкость наплавленного металла до 9,3 (рис. 5).
ЭЛЕКТРО- И ТЕПЛОФИЗИЧЕСКИЕ ПАРАМЕТРЫ ЭШПВ работе приведены результаты иссле-
дования на физической модели влияния электро- и теплофизических условий при ЭШН в токоподводящем кристаллизаторе (ТПК) с
полыми электродами, а также показано вли-яние технологических параметров режимов наплавки на формирование структуры тонкого (от 3 мм) слоя наплавленного металла.
Оценка топологии плотности тока показыва-ет, что ее распределение существенно зависит от глубины погружения полого электрода в модельную среду (электролит).
На основе физического моделирования установлено, что электрод необходимо по-гружать в шлак на величину:
z = dЭ / (2,1…2,7),
где: dЭ – диаметр электрода. В этом случае в ходе реального процесса
ЭШН в приэлектродном объеме шлака, огра-ниченном полусферой с диаметром (1,5…1,8) dЭ, обеспечиваются значения плотности тока
Рис. 3. Микроструктуры и микротвердость (ГПа) металла с матрицей 20Х7Г12Н2 и содержанием TiB2 в шихте ПП 8 (а), 18 (б) и 28 масс. % (в) (х1000)
Рис. 5. Твердость HRC и относительная изно-состойкость ε наплавленного металла в за-висимости от содержания графита в шихте проволоки 1, 2 и 3 масс. % соответственно (содержание TiB2 – 25 масс. %)
Рис. 4. Твердость HRC и относительная износостойкость ε наплавленного металла в зависимости от количества TiB2 в шихте ПП 20Х7Г12Н2
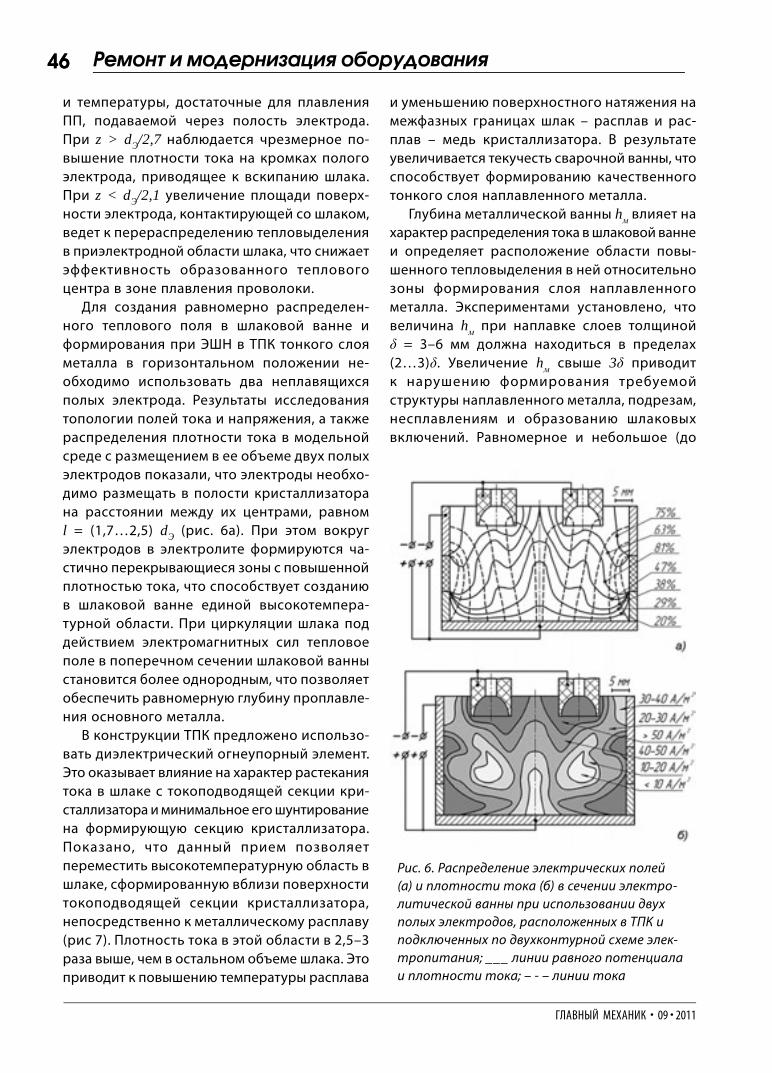
46
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
46 Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
и температуры, достаточные для плавления ПП, подаваемой через полость электрода. При z > dЭ/2,7 наблюдается чрезмерное по-вышение плотности тока на кромках полого электрода, приводящее к вскипанию шлака. При z < dЭ/2,1 увеличение площади поверх-ности электрода, контактирующей со шлаком, ведет к перераспределению тепловыделения в приэлектродной области шлака, что снижает эффективность образованного теплового центра в зоне плавления проволоки.
Для создания равномерно распределен-ного теплового поля в шлаковой ванне и формирования при ЭШН в ТПК тонкого слоя металла в горизонтальном положении не-обходимо использовать два неплавящихся полых электрода. Результаты исследования топологии полей тока и напряжения, а также распределения плотности тока в модельной среде с размещением в ее объеме двух полых электродов показали, что электроды необхо-димо размещать в полости кристаллизатора на расстоянии между их центрами, равном l = (1,7…2,5) dЭ (рис. 6а). При этом вокруг электродов в электролите формируются ча-стично перекрывающиеся зоны с повышенной плотностью тока, что способствует созданию в шлаковой ванне единой высокотемпера-турной области. При циркуляции шлака под действием электромагнитных сил тепловое поле в поперечном сечении шлаковой ванны становится более однородным, что позволяет обеспечить равномерную глубину проплавле-ния основного металла.
В конструкции ТПК предложено использо-вать диэлектрический огнеупорный элемент. Это оказывает влияние на характер растекания тока в шлаке с токоподводящей секции кри-сталлизатора и минимальное его шунтирование на формирующую секцию кристаллизатора. Показано, что данный прием позволяет переместить высокотемпературную область в шлаке, сформированную вблизи поверхности токоподводящей секции кристаллизатора, непосредственно к металлическому расплаву (рис 7). Плотность тока в этой области в 2,5–3 раза выше, чем в остальном объеме шлака. Это приводит к повышению температуры расплава
и уменьшению поверхностного натяжения на межфазных границах шлак – расплав и рас-плав – медь кристаллизатора. В результате увеличивается текучесть сварочной ванны, что способствует формированию качественного тонкого слоя наплавленного металла.
Глубина металлической ванны hм влияет на характер распределения тока в шлаковой ванне и определяет расположение области повы-шенного тепловыделения в ней относительно зоны формирования слоя наплавленного металла. Экспериментами установлено, что величина hм при наплавке слоев толщиной δ = 3–6 мм должна находиться в пределах (2…3)δ. Увеличение hм свыше 3δ приводит к нарушению формирования требуемой структуры наплавленного металла, подрезам, несплавлениям и образованию шлаковых включений. Равномерное и небольшое (до
Рис. 6. Распределение электрических полей (а) и плотности тока (б) в сечении электро-литической ванны при использовании двух полых электродов, расположенных в ТПК и подключенных по двухконтурной схеме элек-тропитания; ___ линии равного потенциала и плотности тока; – - – линии тока
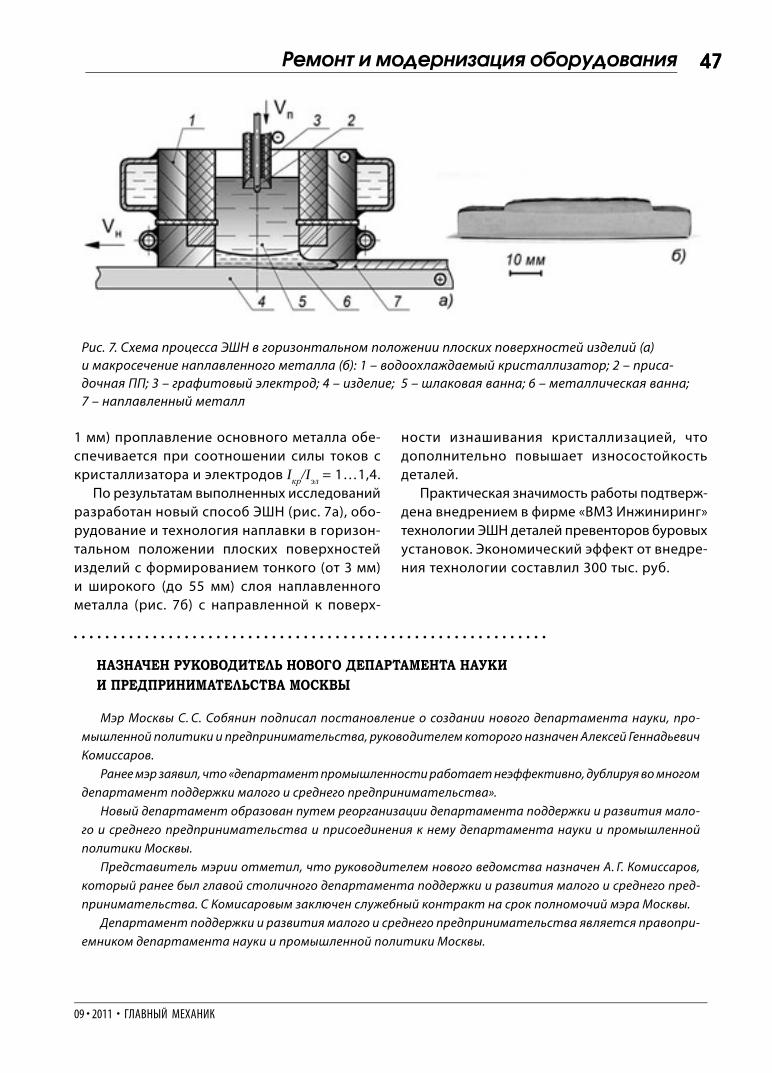
47
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
47Ðåìîíò è ìîäåðíèçàöèÿ îáîðóäîâàíèÿ
1 мм) проплавление основного металла обе-спечивается при соотношении силы токов с кристаллизатора и электродов Iкр/Iэл = 1…1,4.
По результатам выполненных исследований разработан новый способ ЭШН (рис. 7а), обо-рудование и технология наплавки в горизон-тальном положении плоских поверхностей изделий с формированием тонкого (от 3 мм) и широкого (до 55 мм) слоя наплавленного металла (рис. 7б) с направленной к поверх-
ности изнашивания кристаллизацией, что дополнительно повышает износостойкость деталей.
Практическая значимость работы подтверж-дена внедрением в фирме «ВМЗ Инжиниринг» технологии ЭШН деталей превенторов буровых установок. Экономический эффект от внедре-ния технологии составлил 300 тыс. руб.
Рис. 7. Схема процесса ЭШН в горизонтальном положении плоских поверхностей изделий (а) и макросечение наплавленного металла (б): 1 – водоохлаждаемый кристаллизатор; 2 – приса-дочная ПП; 3 – графитовый электрод; 4 – изделие; 5 – шлаковая ванна; 6 – металлическая ванна; 7 – наплавленный металл
НАЗНАЧЕН РУКОВОДИТЕЛЬ НОВОГО ДЕПАРТАМЕНТА НАУКИИ ПРЕДПРИНИМАТЕЛЬСТВА МОСКВЫ
Мэр Москвы С. С. Собянин подписал постановление о создании нового департамента науки, про-мышленной политики и предпринимательства, руководителем которого назначен Алексей Геннадьевич Комиссаров.
Ранее мэр заявил, что «департамент промышленности работает неэффективно, дублируя во многом департамент поддержки малого и среднего предпринимательства».
Новый департамент образован путем реорганизации департамента поддержки и развития мало-го и среднего предпринимательства и присоединения к нему департамента науки и промышленной политики Москвы.
Представитель мэрии отметил, что руководителем нового ведомства назначен А. Г. Комиссаров, который ранее был главой столичного департамента поддержки и развития малого и среднего пред-принимательства. С Комисаровым заключен служебный контракт на срок полномочий мэра Москвы.
Департамент поддержки и развития малого и среднего предпринимательства является правопри-емником департамента науки и промышленной политики Москвы.
48
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
48 Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
При выборе обрабатывающего оборудова-ния по функциональным возможностям для обработки конкретной детали приходится принимать одно из самых важных решений: следует ли использовать отдельно токарное и фрезерное оборудование или совместить операции на многозадачном станке.
Использование многофункционального оборудования может дать существенную экономию средств. Возможность изготовле-ния большинства или всех изделий за один машинный цикл при правильной оценке особенностей обработки способствует резкому сокращению непроизводительных затрат вре-мени, в том числе на настройку оборудования. Совмещение операций также снижает вероят-ность ошибок и устраняет участие в процессе обработки оператора, которое требуется при использовании оборудования с автономной инструментальной оснасткой.
Тем не менее принятие такого решения не ограничивается выбором: полная или частичная обработка. В цехах обычно пони-мают многозадачную обработку только как использование одного станка определенного типа – токарный станок с управлением ЧПУ с вращающимся инструментом в револьверной головке. Руководители некоторых машино-строительных цехов вообще ограничиваются только таким подходом. Однако он может оказаться ошибочным.
Токарный станок с вращающимся инструмен-том, конечно, является мощным обрабатываю-щим оборудованием. Однако в его конструкции имеются определенные ограничения, и эти недостатки могут отрицательно сказаться на
изготавливаемой детали. Сейчас существуют машины, в которых эти недостатки преодолены. Разнообразие многофункциональных машин, доступных уже сейчас, требует внимательного рассмотрения их потенциальных возможностей по отношению к сложности обработки детали, которая может быть выполнена с их помощью.
М. Финн является инженером по развитию производства компании Mazak, а Н. Десрозерс – разработчиком программного обеспечения. Оба работают в контакте с клиентами по внедрению и отладке сложных операций механической обработки. Для предприятия возможность вы-полнения многоцелевых операций не является главным, основным является шаг внедрения такого процесса в производство. Для надле-жащего выполнения многозадачной обработки может потребоваться изменение программного обеспечения CAM, а на некоторых предприятиях даже переход к его использованию с начальных шагов. Кроме того, особый способ крепления детали в многозадачном станке может потребо-вать изменений в инструментальной оснастке и траекториях движения инструментов, от-личающихся от тех, которые использовались предприятием на его обрабатывающих центрах. Переход предприятия к использованию много-задачных станков должен быть основательно подготовлен. Если предприятие решается на такой шаг, его руководители просят рассказать об оптимальном пошаговом пути такой модер-низации производства.
М. Финн излагает свое видение проблемы на выбор многофункционального оборудования.
Уровень 1 – классический токарный станок с револьверной головкой. По окончании обточки
МНОГОЗАДАЧНОЕ МЕХАНООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ – ПУТИ ВЫБОРА
П. Зелински,главный редактор журнала Modern Machine Shop

49
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
49Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
такой станок может поворачивать деталь в индексируемое положение для операций сверления. Возможно также выполнение операций фрезерования, однако обычное для обрабатывающих центров X-Y-Z-перемещение недоступно. Такой станок вместо этого обе-спечивает совместное перемещение по осям X и Z с вращением шпинделя (ось С). Благодаря такой схеме обработки все фрезерованные поверхности находятся в достаточно точном соответствии с осью детали, ее радиусом или окружностью (рис. 1).
Уровень 2 – оборудование, в котором вышеупомянутые ограничения устранены посредством введения оси Y. Возможность перемещения инструмента по оси Y позволяет выполнять операции внецентренного сверле-ния отверстий и не только круглого сечения и направленных вдоль основной оси. Такая свобода перемещений позволяет выполнять высокоточные фрезерные операции вне центра заготовки. Прецизионный паз на детали по-казывает, что выполнение фрезерных работ на оборудовании этого уровня значительно облегчается (рис. 2).
Уровень 3 – в конструкцию оборудования этого уровня введен фрезерный шпиндель, аналогичный применяемым на обрабатыва-ющих машинных центрах (рис. 3). Начиная с
этого уровня, многозадачное оборудование становится все меньше похожим на токарный станок.
Вместо револьверной головки с приводом вращения в станках этого уровня используется фрезерный шпиндель, в котором вращатель-ное перемещение можно блокировать для удержания инструмента в неподвижном со-стоянии при выполнении операций точения. Если станки уровней 1 и 2 можно назвать «токарно-фрезерными», то для оборудования этого уровня больше соответствует сочетание «фрезерно-токарный» (рис. 4).
М. Финн подчеркивает, что замена револь-верной головки шпинделем дает несколько преимуществ. Первое касается мощности фрезерования. Шпиндель позволяет вести фрезерование с большими нагрузками на проход, чем при использовании токарных станков с вращающимся инструментом.
Другое преимущество связано с угловыми перемещениями, поскольку конструкция шпинделя обеспечивает возможность его индексированного позиционирования по оси В. Такая особенность конструкции шпин-деля позволяет выполнять операции фрезе-рования и сверления, никак не связанные с осью вращения заготовки. Фактически деталь, изготовленная на таком оборудовании, может
Рис. 1. Токарный станок Slant Turn Nexus 550M уровня 1, способный выполнять обработку вращаю-щимся инструментом (а). Для изготовления такой детали достаточно оборудования уровня 1, поскольку фрезерованные каналы могут быть получены вращением заготовки по оси С (б)

50
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
50 Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
вообще не иметь элементов, полученных обточкой (рис. 5).
И последнее преимущество связано с инструментальной емкостью оборудования. В то время как пространство для размещения инструмента является ограничивающим факто-ром при использовании револьверной головки, в машинах уровня 3 это ограничение может быть устранено использованием устройств автоматической смены инструментов и инстру-ментального магазина как в обрабатывающем центре. По словам М. Финна, некоторые пред-приятия выбирают такие станки не потому, что этого требует геометрия изготавливаемых
деталей, а преимущественно в силу того, что при их использовании сокращаются затраты времени на подготовительные работы. Это
Рис. 2. Hyper Quadrex – станок уровня 2, имеет перемещение по оси Y и шпиндель для обточки второго торца заготовка (а). Изготовление такой детали требует оборудования уровня 2, так как для формирования ее внецентренных элементов необходима возможность перемещения по оси Y (б)
Рис. 3. Станок Integrex j-400, соответствую-щий уровню 3, оснащен поворотным фрезерным шпинделем
Рис. 4. Эти станки демонстрируют различие между «токарно-фрезерным» – уровень 2 (а) и «фрезерно-токарным» – уровень 4 (б) оборудованием

51
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
51Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
объясняется тем, что в этом случае имеется возможность хранить требующийся инструмент в одном месте – в инструментальном магазине станка.
Уровень 4 – оборудование этого типа имеет поворотную ось В, по которой возможны по-дача инструмента и интерполирование, суще-ственно упрощающих выполнение операций по обработке поверхностей сложного строения. В то время как оборудование уровня 3 имеет 4 и 1/2 оси перемещений, станки уровня 4 имеют возможности обработки резанием по пяти осям (рис. 6). М. Финн замечает, что такое изменение может показаться не столь существенным, однако это отличие позволяет обрабатывать на этих станках такие детали, которые раньше не поддавались обработке в многозадачном режиме. Турбинные лопатки являются самым ярким примером. Для данной работы в многозадачном оборудовании при-меняется пятиосное фрезерование, предпо-лагающее крепление детали за оба ее конца и производительное фрезерование со всех сторон. Это позволяет изготавливать лопатки фрезерованием заготовок значительно быстрее и с более высокой точностью, чем при исполь-зовании обрабатывающих центров, обычно применяемых для выполнения таких работ.
Эти машины четырех разных уровней де-монстрируют не только поэтапное усложнение обрабатывающего оборудования, но и есте-ственное увеличение его стоимости. М. Финн поясняет: иногда удается сэкономить на цене, используя оборудование более низкого уровня, чем требует геометрия обрабатываемой детали.
Например, накладная шпиндельная головка может позволить с помощью револьверной головки станков уровней 1 или 2 выполнить фрезерование или сверление некоторых необычных элементов детали. Однако он предупреждает, что экономия на цене часто не достигается по самым разным причинам. Сама головка может оказаться достаточно дорогой, ее недостаточная жесткость может ограничивать производительность, или ее ис-пользование будет отрицательно сказываться на качестве обработки.
Чтобы доказать, что многозадачные машины высокого уровня при выполнении таких опе-раций предоставляют дополнительную выгоду, производителям оборудования часто прихо-дится прилагать много усилий для убеждения
Рис. 5. Подобная деталь, получаемая 5-коор-динатной обработкой, не требующая или почти не требующая обточки, может быть изготовлена на станке 4-го уровня
Рис. 6. На станке Integrex e-1060 vertical с фрезерным шпинделем, относящемся к четвертому уровню, может быть выполне-на полная 5-координатная обработка

52
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
52 Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
в этом новичков. С опытными пользователями наблюдается противоположная ситуация. Такие пользователи все чаще оказывают давление на производителей оборудования. Когда пользо-ватель, освоивший многозадачную обработку, начинает получать дополнительную прибыль от надежного и легко обслуживаемого про-цесса, у него появляется естественное желание включить еще большее количество деталей в цикл многозадачной обработки. Для таких пользователей существует еще более высокий уровень многозадачного оборудования.
Уровень 5. Оборудование этого типа рас-полагает возможностями выполнения ряда операций в дополнение к точению, фрезе-
рованию и сверлению. Эти станки обычно изготавливают на заказ, так как идеальное оборудование 5-го уровня, по-видимому, должно быть и уникальным. В спектр операций, выполняемых на оборудовании этого типа, входят шлифование, хонингование, полировка и зубонарезание.
Стартовой точкой для перехода к таким опе-рациям является использование оборудования 4-го уровня, которое затем дополняется или модернизируется в соответствии с требуемым объемом механической обработки, включенной в единый автоматизированный цикл.
http://www.mmsonline.com
Рис. 7. Станки пятого уровня: выполнение операций зубонарезания (а) и шлифования (б)
В УЛЬЯНОВСКОЙ ОБЛАСТИ ОРГАНИЗОВАНО СБОРОЧНОЕПРОИЗВОДСТВО ЗЕРНОУБОРОЧНОЙ ТЕХНИКИ
На базе ОАО «Агропромпарк» (Ульяновская область) организовано сборочное производство зерноу-борочных комбайнов. Сборка комбайнов осуществляется на основе поступающих из ПО «Гомсельмаш» (Беларусь) машинокомплектов. Параллельно заводом осваивается изготовление отдельных частей машин. Производство зерноуборочной техники начнется уже в 2011 г. – будет изготовлена первая промышленная партия комбайнов. В дальнейшем объемы производства будут увеличиваться, как и степень локализации. На первоначальном этапе специалисты ПО «Гомсельмаш» будут работать непо-средственно на ОАО «Агропромпарк», оказывать методическую и практическую помощь в подготовке производства, кроме того, содействовать в обучении кадров.
а) б)
53
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
53Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
Прокатный стан – это совокупность обо-рудования, предназначенного для получения готового изделия пластической деформацией в процессе прокатки металлической заготовки между валками.
Прокатные станы предприятий черной металлургии работают в чрезвычайно влажной среде. В централизованную систему смазки (ЦСС) подшипников жидкостного трения (ПЖТ) валков клетей попадает вода, при-меняемая для охлаждения металлической заготовки в процессе прокатки, а также конденсат, образующийся во время простоев производства. Охлаждение водой необходимо для снижения температуры заготовки, т. к. в процессе пластической деформации металла происходит интенсивное выделение энергии. При этом вода негативно влияет на свойства циркуляционного масла системы смазки ПЖТ, образуя эмульсию воды в масле, эмульсию масла в воде и просто «свободную воду». Прежде всего наличие воды в масле приводит к возникновению коррозии на поверхностях металлических элементов системы, образова-нию оксида металла, который, в свою очередь, ускоряет деградацию циркуляционного масла, являясь катализатором окисления. При постоянном присутствии воды процесс разложения интенсифицируется независимо от
О ВЫБОРЕ ЦИРКУЛЯЦИОННОГО МАСЛА ДЛЯ ПОДШИПНИКОВ ЖИДКОСТНОГО ТРЕНИЯ ПРОКАТНЫХ СТАНОВ
качества выбранного циркуляционного масла и интервалов замены смазочного материала.
Все наиболее ответственные узлы клетей прокатного стана подвержены отрицательному влиянию загрязнения водой, включая шейки прокатных валков, роликовые подшипники. Смазочный материал, в свою очередь, явля-ется конструктивно заложенным элементом, основные характеристики которого должны поддерживаться в строгом, установленном кон-структором подшипникового узла в частности и системы в целом, диапазоне. От поддержания рабочих характеристик смазочного материала зависит работоспособность и надежность ПЖТ опорных валков, следовательно, и всего прокатного стана в целом.
ЭМУЛЬСИИВ процессе прокатки валки подвержены
воздействию тысяч литров постоянно посту-пающей воды. Следовательно, в подшипники через уплотнения может постоянно поступать значительное количество воды. Интенсивное перемешивание воды и масла между собой приводит к образованию эмульсии. Эмульсия (от лат. emulgeo – «дою, выдаиваю») – дисперсная система с жидкой дисперсионной средой и жид-кой дисперсной фазой, в которой капли одной диспергированы в другой. Эмульсии состоят из
В представленной статье рассматриваются условия работы подшипников жидкостного трения и роликовых подшипников прокатных станов. Рассмо-трены основные свойства циркуляционного масла, необходимые для обеспе-чения безотказной работы этих узлов трения. Освещены требования произ-водителей прокатных станов, методики некоторых лабораторных тестов, лежащих в основе спецификаций DANIELI и SMS SIEMAG.
Автор Дмитрий Соболь, канд. техн. наук, технический специалист ООО «ТОТАЛ ВОСТОК»
На правах рекламы
54
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
54 Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
несмешиваемых жидкостей. Например, моло-ко – одна из первых изученных эмульсий, в нем капельки жира распределены в водной среде. Эмульсии низкой концентрации – неструктури-рованные жидкости. Высококонцентрированные эмульсии – структурированные системы.
Основные типы эмульсий: – Прямые, с каплями неполярной жидкости
в полярной среде (типа «масло в воде»). – Обратные, или инвертные (типа «вода в
масле»).Изменение состава эмульсий или внешнее
воздействие могут привести к превращению прямой эмульсии в обратную или наоборот.
Четыре ключевых элемента, необходимых для образования эмульсии в циркуляционном масле системы смазки ПЖТ: вода, масло, интенсивное перемешивание и эмульгатор. Перемешивание приводит к переходу воды в дисперсную фазу, а масло служит дисперсной средой. Эмульгатор стабилизирует эмульсию и, как правило, представлен в малых концен-трациях как поверхностно-активное вещество, находящееся на границе фаз вода-масло. Как барьер он препятствует коалесценции (объединению капелек воды и нарушению эмульсии). Множество веществ, находящихся в циркуляционном масле, могут быть эмуль-гаторами: асфальтены – высокомолекулярные соединения, содержащие металлы, серу, азот, кислород; фенолы и другие циклические спирты; продукты коррозии и загрязнения, такие как осадки, глины, сульфиды и кальций.
Формирование эмульсии в циркуляци-онном масле ЦСС приводит к:
– Нарушению циркуляции смазочного масла.
– Снижению эффективности системы филь-трации.
– Интенсификации процесса окисления масла как результат образованию шлама.
– Снижению вязкости, а соответственно несущей способности масляного клина – повы-шенному износу подшипников.
– Повышению вероятности размножения бактерий.
– Пенообразованию в результате попада-ния воздуха.
– Интенсификации процессов коррозии. – Дестабилизации некоторых присадок в
результате их гидролитической нестабильно-сти (например, диалкил-дитиофосфата цинка, противоизносной и антиокислительной при-садок), осаждению их на поверхностях шеек валков, работающих при высоких температурах.
– Адсорбции (за счет сил межмолекулярно-го взаимодействия), хемосорбции (химического взаимодействия) полярно активных присадок на металлических поверхностях.
Как результат, наблюдается повышенный износ и преждевременный отказ различных пар трения, в том числе критичных для рабо-тоспособности прокатного стана.
ДЕЭМУЛЬГИРУЮЩИЕ СВОЙСТВА ЦИРКУЛЯЦИОННОГО МАСЛАСуществует множество технических решений,
направленных на предотвращение попадания воды в ЦСС и образования эмульсии, но, так как присутствие воды неизбежно, циркуляционное масло ЦСС ПЖТ должно быстро и эффективно отделять воду и противостоять формированию эмульсии, т. е. обладать высоким уровнем деэмульгирующих свойств, противостоять окис-лению и связанному с ним резкому снижению показателей качества.
Деэмульгирующие свойства определяются применяемым при производстве базовым маслом, эффективностью пакета присадок (в т. ч. деэмульгаторов) и наличием загрязнений. Деэмульгаторы, специальные присадки направ-лены на нарушение эмульсии, т. е. объединение мелких капель в крупные, образование тем самым суспензии. В процессе коалесценции вода опускается на дно бака, где может быть отобрана.
СПОСОБЫ БОРЬБЫ С ЭМУЛЬСИЯМИ И СВОБОДНОЙ ВОДОЙПодшипники жидкостного трения (ПЖТ)
начали применяться в прокатном оборудо-вании с 1930-х гг. В течение долгого времени проблема присутствия воды в масле решалась конструктивным путем. Прямые и обратные
На правах рекламы

55
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
55Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
эмульсии вода-масло неустойчивы, поэтому простым отстаиванием циркуляционного масла в течение некоторого продолжительного времени вода может быть частично удалена. С повышением температуры скорость отделения воды увеличивается. Установка двух одина-ковых по объему масляных баков позволяет оператору переключиться на второй бак, с отстоявшимся маслом. При этом количество воды в масле рабочего бака должно регулярно отслеживаться с помощью стандартных тестов (титрованием по методу Карла Фишера). По-вышение содержания воды выше 2 % служит сигналом к переключению. Для ускорения отделения воды в баках предусматриваются системы подогрева, повышающие температуру масла выше рабочей. Однако температура масла должна внимательно отслеживаться, т. к. с ее повышением на каждые 10 °С после Т = 80 °С скорость окисления увеличивается приблизительно вдвое, во столько же сокращая срок службы смазочного материала.
Более эффективным решением может быть установка сепаратора. Сепарирование ускоряет отделение воды и загрязнений от масла, не удаляя их из системы. Вакуумный дегидратор предполагает нагрев масла до умеренной температуры и выпаривание воды при создании разряжения, т. е. вода удаляется, а нелетучие загрязнения остаются в системе.
Применение циркуляционного масла, спо-собного отделять воду с высокой скоростью при рабочей температуре, решило бы про-блему без соответствующих конструктивных усложнений системы в целом, повысив ее надежность. Применение второго масляного бака также стало бы излишним. Эта задача была решена в начале 1990-х гг. с появлением так называемых «супердеэмульгирующих воду» масел, способных быстро отделять воду даже без подогрева, т. е. при рабочей температуре. За счет природных высоких деэмульгирующих и антиокислительных свойств интервал замены такого циркуляционного масла расширяется в два-три раза. В совокупности вышепере-численные свойства приводят к сокращению потребления циркуляционного масла про-катным цехом.
СПЕЦИФИКАЦИИ ПРОИЗВОДИТЕЛЕЙ ПРОКАТНОГО ОБОРУДОВАНИЯ И ПОДШИПНИКОВ ЖИДКОСТНОГО ТРЕНИЯ (ПЖТ), SMS GROUP, MORGAN CONSTRUCTION COMPANY (MORGOIL BEARINGS), DANIELIКак было указано выше, ПЖТ и роликовые
подшипники являются наиболее ответственными узлами прокатного стана. Циркуляционные масла тщательно выбираются производителями прокатных станов, проверяются и заносятся в со-ответствующие списки. Бюллетени обновляются регулярно и предоставляются пользователям по требованию. Часто в таких бюллетенях можно видеть предостережения: «Поставщик смазочного материала должен осознавать ответственность за работоспособность обо-рудования. Смазочный материал должен быть совместим с применяемым на текущий момент и не привести к повреждению оборудования…».
Общей рекомендацией является то, что циркуляционное масло для ЦСС ПЖТ должно быть совместимо с ныне применяемым, соот-ветствовать характеристикам, требуемым про-изводителем оборудования, и приобретаться у надежных, всемирно известных производителей, таких как SHELL, TOTAL, MOBIL.
Morgan Construction Company установила два стандарта, разделяющие циркуляционные масла систем ПЖТ на стандартные (Standard Lubricant) и улучшенные («супердеэмульгиру-ющие воду», Advanced Lubricant). Для оценки свойства деэмульгировать воду применяются стандартные и модифицированные тесты.
1. ASTM D 2711, деэмульгирующие свойства. Масло (405 мл) и вода (45 мл) помещаются в камеру, где перемешиваются лопатками ротора со скоростью 4500 об/мин в течение 5 мин. Для улучшенных циркуляционных масел тест проводится при температуре 52 °С вместо 82 °С, как для стандартных масел. Полученная смесь отстаивается 5 часов. Затем оценивают количество отделившейся воды. Ее должно быть более 30 мл (строка 4 табл. 1).
2. ASTM D 1401, свойство отделять воду. Мас-ло и вода помещаются в камеру в пропорции 40 мл и 40 мл и перемешиваются лопаткой. Температура выбирается от 52 до 82 °С. Оцени-
На правах рекламы
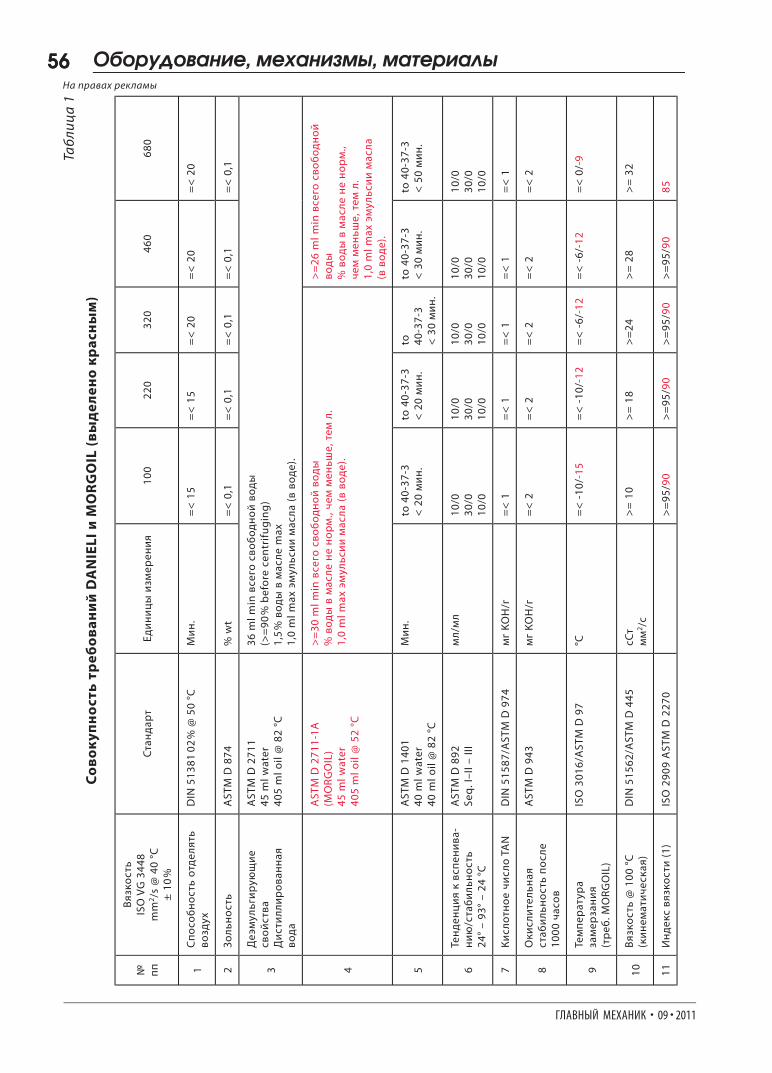
56
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
56 Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
№
пп
Вязк
ость
ISO
VG
344
8m
m2 /s
@ 4
0 °C
± 1
0 %
Стан
дарт
Един
ицы
изм
ерен
ия10
022
032
046
068
0
1С
посо
бнос
ть о
тдел
ять
возд
ухD
IN 5
1381
02
% @
50
°CМ
ин.
=<
15
=<
15
=<
20
=<
20
=<
20
2Зо
льно
сть
AST
M D
874
% w
t=
< 0
,1=
< 0
,1=
< 0
,1=
< 0
,1=
< 0
,1
3
Деэ
мул
ьгир
ующ
ие
свой
ства
Дис
тилл
иров
анна
я во
да
AST
M D
271
145
ml w
ater
405
ml o
il @
82
°C
36 m
l min
все
го с
вобо
дной
вод
ы(>
=90
% b
efor
e ce
ntri
fugi
ng)
1,5
% в
оды
в м
асле
max
1,0
ml m
ax э
мул
ьсии
мас
ла (в
вод
е).
4
AST
M D
271
1-1A
(MO
RGO
IL)
45 m
l wat
er40
5 m
l oil
@ 5
2 °C
>=
30 m
l min
все
го с
вобо
дной
вод
ы%
вод
ы в
мас
ле н
е но
рм.,
чем
мен
ьше,
тем
л.
1,0
ml m
ax э
мул
ьсии
мас
ла (в
вод
е).
>=
26 m
l min
все
го с
вобо
дной
во
ды%
вод
ы в
мас
ле н
е но
рм.,
чем
мен
ьше,
тем
л.
1,0
ml m
ax э
мул
ьсии
мас
ла(в
вод
е).
5A
STM
D 1
401
40 m
l wat
er40
ml o
il @
82
°C
Мин
. to
40-
37-3
< 2
0 м
ин.
to 4
0-37
-3<
20
мин
.to
40
-37-
3<
30
мин
.
to 4
0-37
-3<
30
мин
.to
40-
37-3
< 5
0 м
ин.
6Те
нден
ция
к вс
пени
ва-
нию
/ста
биль
ност
ь24
° –
93°
– 24
°C
AST
M D
892
Seq.
I–II
– III
мл/
мл
10/0
30/0
10/0
10/0
30/0
10/0
10/0
30/0
10/0
10/0
30/0
10/0
10/0
30/0
10/0
7Ки
слот
ное
числ
о TA
ND
IN 5
1587
/AST
M D
974
мг
KOH
/г=
< 1
=<
1=
< 1
=<
1=
< 1
8О
кисл
ител
ьная
ст
абил
ьнос
ть п
осле
10
00 ч
асов
AST
M D
943
мг
KOH
/г=
< 2
=<
2=
< 2
=<
2=
< 2
9Те
мпе
рату
ра
зам
ерза
ния
(тре
б. M
ORG
OIL
)
ISO
301
6/A
STM
D 9
7°C
=<
-10
/-15
=<
-10
/-12
=<
-6/
-12
=<
-6/
-12
=<
0/-
9
10Вя
зкос
ть @
100
°C
(кин
емат
ичес
кая)
D
IN 5
1562
/AST
M D
445
сСт
мм
2 /с>
= 1
0>
= 1
8>
=24
>=
28
>=
32
11И
ндек
с вя
зкос
ти (1
) IS
O 2
909
AST
M D
227
0>
=95
/90
>=
95/9
0>
=95
/90
>=
95/9
085
Табл
ица
1
Сово
купн
ость
тр
ебов
ани
й D
AN
IELI
и M
OR
GO
IL (в
ыд
елен
о кр
асны
м)
На правах рекламы
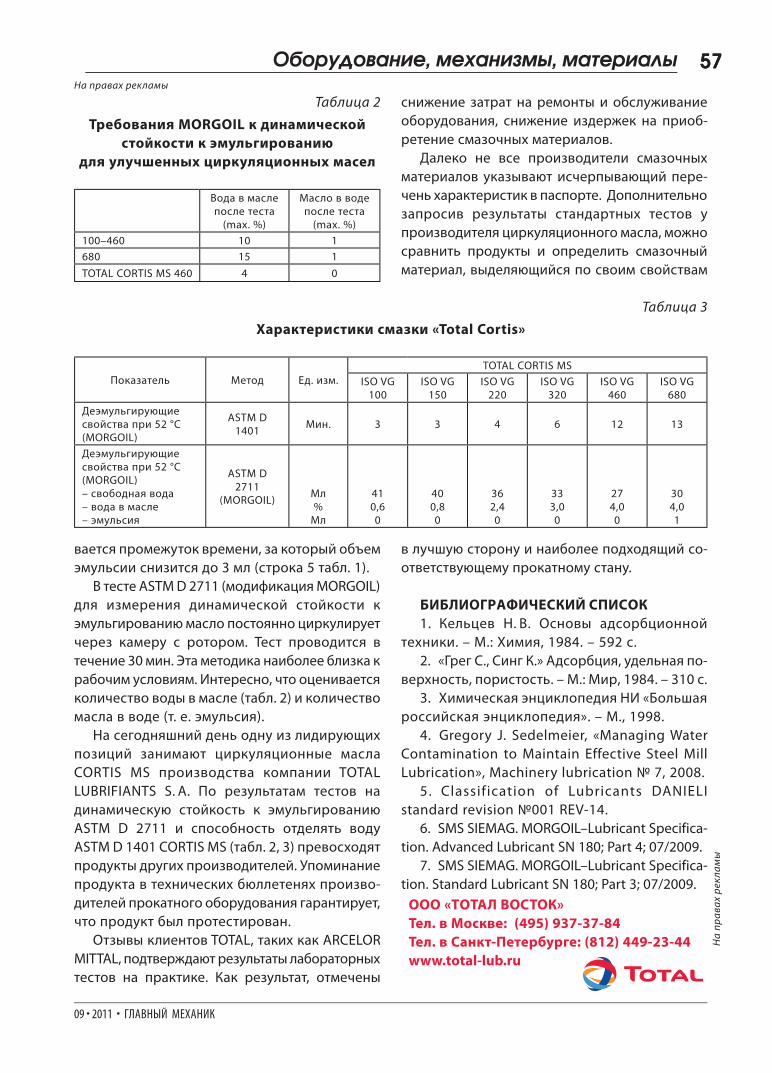
57
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
57Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
вается промежуток времени, за который объем эмульсии снизится до 3 мл (строка 5 табл. 1).
В тесте ASTM D 2711 (модификация MORGOIL) для измерения динамической стойкости к эмульгированию масло постоянно циркулирует через камеру с ротором. Тест проводится в течение 30 мин. Эта методика наиболее близка к рабочим условиям. Интересно, что оценивается количество воды в масле (табл. 2) и количество масла в воде (т. е. эмульсия).
На сегодняшний день одну из лидирующих позиций занимают циркуляционные масла CORTIS MS производства компании TOTAL LUBRIFIANTS S. A. По результатам тестов на динамическую стойкость к эмульгированию ASTM D 2711 и способность отделять воду ASTM D 1401 CORTIS MS (табл. 2, 3) превосходят продукты других производителей. Упоминание продукта в технических бюллетенях произво-дителей прокатного оборудования гарантирует, что продукт был протестирован.
Отзывы клиентов TOTAL, таких как ARCELOR MITTAL, подтверждают результаты лабораторных тестов на практике. Как результат, отмечены
Показатель Метод Ед. изм. TOTAL CORTIS MS
ISO VG 100
ISO VG 150
ISO VG 220
ISO VG 320
ISO VG 460
ISO VG 680
Деэмульгирующие свойства при 52 °C(MORGOIL)
ASTM D1401 Мин. 3 3 4 6 12 13
Деэмульгирующие свойства при 52 °C(MORGOIL)– свободная вода– вода в масле– эмульсия
ASTM D2711
(MORGOIL) Мл%
Мл
410,60
400,80
362,40
333,00
274,00
304,01
Таблица 3
Характеристики смазки «Total Cortis»
Вода в масле после теста
(max. %)
Масло в воде после теста
(max. %) 100–460 10 1680 15 1TOTAL CORTIS MS 460 4 0
Таблица 2
Требования MORGOIL к динамической стойкости к эмульгированию
для улучшенных циркуляционных масел
в лучшую сторону и наиболее подходящий со-ответствующему прокатному стану.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК1. Кельцев Н. В. Основы адсорбционной
техники. – М.: Химия, 1984. – 592 с.2. «Грег С., Синг К.» Адсорбция, удельная по-
верхность, пористость. – М.: Мир, 1984. – 310 с.3. Химическая энциклопедия НИ «Большая
российская энциклопедия». – М., 1998.4. Gregory J. Sedelmeier, «Managing Water
Contamination to Maintain Effective Steel Mill Lubrication», Machinery lubrication № 7, 2008.
5. Classification of Lubricants DANIELI standard revision №001 REV-14.
6. SMS SIEMAG. MORGOIL–Lubricant Specifica-tion. Advanced Lubricant SN 180; Part 4; 07/2009.
7. SMS SIEMAG. MORGOIL–Lubricant Specifica-tion. Standard Lubricant SN 180; Part 3; 07/2009.
ООО «ТOТАЛ ВОСТОК»Тел. в Москве: (495) 937-37-84Тел. в Санкт-Петербурге: (812) 449-23-44www.total-lub.ru
снижение затрат на ремонты и обслуживание оборудования, снижение издержек на приоб-ретение смазочных материалов.
Далеко не все производители смазочных материалов указывают исчерпывающий пере-чень характеристик в паспорте. Дополнительно запросив результаты стандартных тестов у производителя циркуляционного масла, можно сравнить продукты и определить смазочный материал, выделяющийся по своим свойствам
На
прав
ах р
екла
мы
На правах рекламы
58
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
58 Îáîðóäîâàíèå, ìåõàíèçìû, ìàòåðèàëû
Диоксид углерода (СО2) обычно ассоци-ируется с его разрушающим действием на озоновый слой атмосферы, поэтому может показаться необычным то, что ученые из Фраунгоферовского института Природоохран-ных, безопасных энергетических технологий (UMSICHT) разработали процесс внедрения сжатого СО2 в пластиковые изделия. Установ-лено, что в растворенном состоянии диоксид углерода может придавать материалам не-сколько положительных свойств, например негорючесть.
Процесс насыщения пластмасс диоксидом углерода состоит из следующих стадий:
– СО2 под высоким давлением закачивают в контейнер с пластиковыми деталями;
– температуру и давление постепенно увеличивают до 30,1 °С и 7,38 МПа – при этих условиях диоксид углерода приобретает свой-ства растворителя;
– давление снова увеличивают. При дав-лении 17,0 МПа порошкообразный краситель полностью растворяется в СО2 и начинает вме-сте с газом диффундировать в пластик.
Успешные эксперименты были проведены с нейлоном, термопластами и полиуретанами, полипропиленами и поликарбонатами. Процесс
отличается быстротой выполнения и низкой стоимостью.
Ученые установили, что диоксид углерода может быть использован в качестве несущего агента: в нем можно растворять красители, различные добавки, медицинские составы и другие соединения.
Разработанный процесс позволяет изго-тавливать высококачественные материалы по требованиям заказчика и различные изделия, необходимые для жизнедеятельности человека, начиная с контактных линз, насыщенных ле-карством для лечения глаукомы, и заканчивая дверными ручками с антибактериальными свойствами.
ДИОКСИД УГЛЕРОДАДЛЯ УЛУЧШЕНИЯ СВОЙСТВ ПЛАСТИКОВ
НАЧАТЫ ИСПЫТАНИЯ «ПРОГРЕСС М-12М» НА КОСМОДРОМЕ «БАЙКОНУР»
На космодроме «Байконур» начались испытания грузового космического корабля «Прогресс М-12М».В монтажно -испытате льном корпусе площадки 254 расчеты ОАО «РКК « Энергия» имени
С. П. Королева» и филиала ФГУП «ЦЭНКИ» – Космического центра «Южный» приступили к проверочным включениям систем грузового корабля «Прогресс М-12М». Сейчас проверяется надежность автономного функционирования его систем и оборудования.
Пуск ракеты космического назначения «Союз-У» с кораблем «Прогресс М-12М» запланирован на ав-густ 2011 г.
Грузовик должен будет доставить на Международную космическую станцию более 2,5 т грузов: научной аппаратуры, компонентов топлива для поддержания орбиты станции, продуктов питания, воды и воздуха для космонавтов, расходных материалов и др.
59
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
59Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
Одним из способов уменьшения износа в узлах трения является реализация процесса избирательного переноса с образованием покрытий из пластичных металлов на поверх-ности деталей в среде органической жидкости, в частности глицерина. Образование покрытий пластичных металлов, в первую очередь меди, идет на тех участках поверхностей, где проис-ходит их контакт при трении или обработке, то есть там, где образуются участки чистой ювенильной поверхности. Физически чистой или ювенильной поверхностью является такая поверхность твердого тела, на которой нет чужеродных атомов.
Эти поверхности обладают особыми хи-мическими и каталитическими свойствами, большой подвижностью и активностью атомов, высокой свободной поверхностной энергией. Образование пленок на ювенильной поверхно-сти, оказавшейся в среде воздуха, происходит чрезвычайно быстро.
Для возникновения моноатомных оксидных пленок требуется от сотых до тысячных долей секунды. Наличие окисных и жировых пленок на обрабатываемой поверхности ухудшает адгезию покрытия к детали. Это определяет повышенные требования к подготовке по-верхности детали перед нанесением метал-лопокрытий, в особенности при реализации избирательного переноса.
Известен способ нанесения упрочняющего антифрикционного покрытия с образованием определенного микрорельефа, в котором осуществляют предварительную упрочняющую обработку быстровращающейся щеткой, после которой наносят покрытие пластичного метал-ла из жидкости, содержащей соли наносимого металла, и накатывают роликом. Недостатками данного способа являются невозможность
СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙПатент РФ № 2423219. МПК B24B39/00, C23C26/00. Патентообладатель ГОУ ВПО «Алтайский государственный технический университет им. И. И. Ползунова»
качественной подготовки поверхности, что определяет невысокие эксплуатационные свой-ства покрытия, ограниченность поверхностей деталей, которые можно обрабатывать данным способом (только отверстий), невысокая про-изводительность процесса из-за длительности последовательной обработки щеткой, подачи жидкости и накатывания.
Известен способ прецизионного лату-нирования, заключающийся в нанесении антифрикционных покрытий роликами из медьсодержащих металлов с опережающей очисткой высоконапорной струей технологи-ческой жидкости.
Недостатками данного способа являются: – невозможность удаления жировых и
окисных пленок струей технологической жид-кости, что значительно снижает качество об-работанной поверхности;
– обработка только одного типа деталей (например, детали типа втулка);
– возможность реализации только на хо-нинговальных станках. Существует способ ком-бинированной обработки деталей [6, прототип], в котором задача удаления окисных и жировых пленок решена точением режущим элементом. Нанесение защитного слоя обеспечивается по-верхностно-пластическим деформированием с одновременным электрохимическим или хими-ческим процессом нанесения покрытия.
Недостатками данного способа являются: – невозможность реализации процесса
избирательного переноса и нанесения метал-лоплакирующего покрытия;
– большее окисление поверхности – из-за расположения деформирующего элемента за резцом в осевой плоскости, что определяет от-носительно длительный промежуток времени между контактом обрабатываемой поверхно-
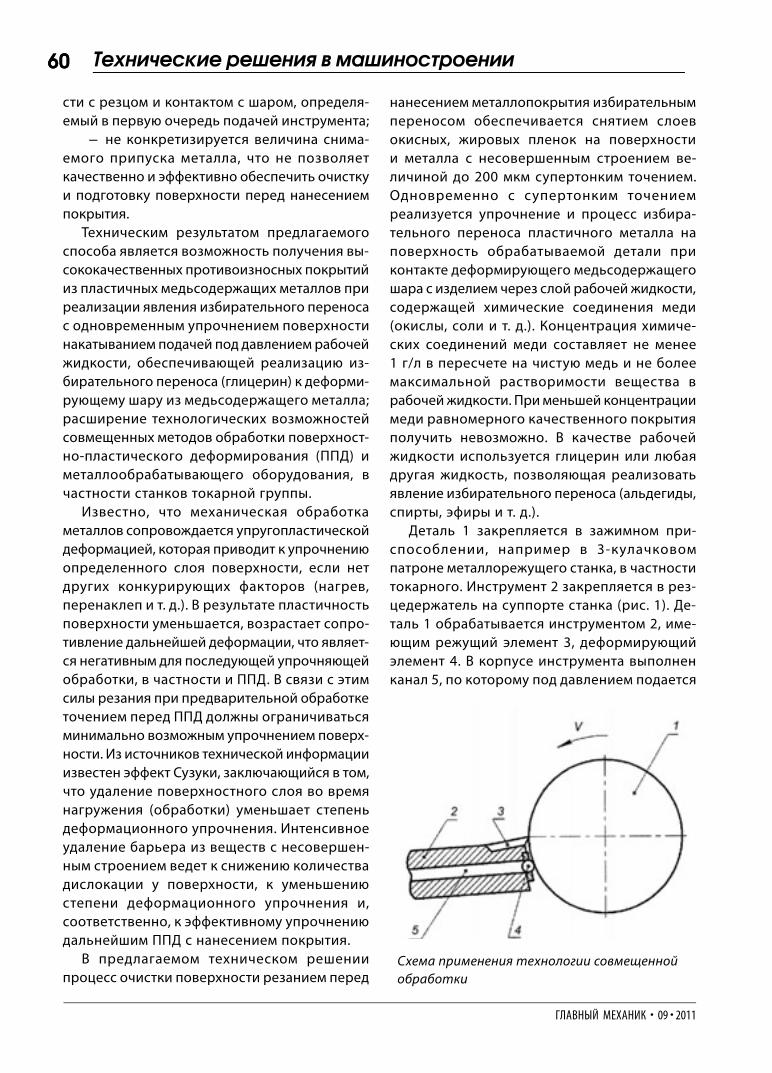
60
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
60 Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
сти с резцом и контактом с шаром, определя-емый в первую очередь подачей инструмента;
– не конкретизируется величина снима-емого припуска металла, что не позволяет качественно и эффективно обеспечить очистку и подготовку поверхности перед нанесением покрытия.
Техническим результатом предлагаемого способа является возможность получения вы-сококачественных противоизносных покрытий из пластичных медьсодержащих металлов при реализации явления избирательного переноса с одновременным упрочнением поверхности накатыванием подачей под давлением рабочей жидкости, обеспечивающей реализацию из-бирательного переноса (глицерин) к деформи-рующему шару из медьсодержащего металла; расширение технологических возможностей совмещенных методов обработки поверхност-но-пластического деформирования (ППД) и металлообрабатывающего оборудования, в частности станков токарной группы.
Известно, что механическая обработка металлов сопровождается упругопластической деформацией, которая приводит к упрочнению определенного слоя поверхности, если нет других конкурирующих факторов (нагрев, перенаклеп и т. д.). В результате пластичность поверхности уменьшается, возрастает сопро-тивление дальнейшей деформации, что являет-ся негативным для последующей упрочняющей обработки, в частности и ППД. В связи с этим силы резания при предварительной обработке точением перед ППД должны ограничиваться минимально возможным упрочнением поверх-ности. Из источников технической информации известен эффект Сузуки, заключающийся в том, что удаление поверхностного слоя во время нагружения (обработки) уменьшает степень деформационного упрочнения. Интенсивное удаление барьера из веществ с несовершен-ным строением ведет к снижению количества дислокации у поверхности, к уменьшению степени деформационного упрочнения и, соответственно, к эффективному упрочнению дальнейшим ППД с нанесением покрытия.
В предлагаемом техническом решении процесс очистки поверхности резанием перед
нанесением металлопокрытия избирательным переносом обеспечивается снятием слоев окисных, жировых пленок на поверхности и металла с несовершенным строением ве-личиной до 200 мкм супертонким точением. Одновременно с супертонким точением реализуется упрочнение и процесс избира-тельного переноса пластичного металла на поверхность обрабатываемой детали при контакте деформирующего медьсодержащего шара с изделием через слой рабочей жидкости, содержащей химические соединения меди (окислы, соли и т. д.). Концентрация химиче-ских соединений меди составляет не менее 1 г/л в пересчете на чистую медь и не более максимальной растворимости вещества в рабочей жидкости. При меньшей концентрации меди равномерного качественного покрытия получить невозможно. В качестве рабочей жидкости используется глицерин или любая другая жидкость, позволяющая реализовать явление избирательного переноса (альдегиды, спирты, эфиры и т. д.).
Деталь 1 закрепляется в зажимном при-способлении, например в 3-кулачковом патроне металлорежущего станка, в частности токарного. Инструмент 2 закрепляется в рез-цедержатель на суппорте станка (рис. 1). Де-таль 1 обрабатывается инструментом 2, име-ющим режущий элемент 3, деформирующий элемент 4. В корпусе инструмента выполнен канал 5, по которому под давлением подается
Схема применения технологии совм ещенной обработки
61
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
61Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
рабочая жидкость от гидростанции к шару, обе-спечивая ППД и реализацию избирательного переноса. Режущий элемент 3 и деформиру-ющий шар 4 располагают в тангенциальной плоскости на расстоянии, обеспечивающем минимальное время контакта чистой юве-нильной поверхности с окружающей средой до нанесения на нее пластичного металла.
Предлагаемое техническое решение со-вмещенной обработки деталей обеспечивает:
– высокую производительность процесса; – высокое качество получаемых металло-
покрытий; – эффективное упрочнение поверхност-
ного слоя;
– расширение технологических возмож-ностей металлорежущих станков, в первую очередь токарной группы;
– повышение износостойкости пар трения в 1,5–2 раза;
– уменьшение шероховатости поверхности; – обработку как наружных, так и внутренних
цилиндрических и конических поверхностей; – обработку ступенчатых поверхностей.
Предлагаемый способ успешно реализован в лаборатории кафедры «Металлорежущие станки и инструменты» Бийского технологи-ческого института АлтГТУ им. И. И. Ползунова при обработке поршневых колец бензопилы «Урал».
Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.
62
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
62 Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
Известно устройство для абразивно-экс-трузионной обработки деталей (см. US 3769751, кл. В24В 27/00, 06.11.1973), состоящее из двух рабочих цилиндров, между которыми устанав-ливаются обрабатываемые детали, причем один из цилиндров перемещается относительно другого за счет резьбового соединения с перемещающейся возвратно-поступательно платформой. При продавливании абразивной массы из одного цилиндра в другой она дви-жется вдоль обрабатываемых поверхностей и производит съем материала.
Однако при обработке тонкостенных деталей и деталей из материалов невысокой прочности такая схема обработки не может быть применена вследствие очень высоких развиваемых величин давления абразивной массы на обрабатываемые поверхности. Это приводит к деформации и повреждению по-верхностного слоя материала детали.
Решение этой проблемы возможно только в том случае, когда движение рабочих поршней в рабочих цилиндрах осуществляется син-хронно. Известно устройство для абразивной обработки деталей (см. SU 1220755, кл. В24В 31/116, 18.12.1984), в котором применена рама, жестко связанная с поршнями и приводом возвратно-поступательного перемещения. Недостатком такой конструкции является отсутствие возможности раздельного регу-лирования давления в приводных цилиндрах, что не позволяет оперативно устанавливать допустимое давление и противодавление в рабочих камерах, что ухудшает качество об-работки внутренних поверхностей деталей.
Наиболее близким к заявляемому техни-ческому решению является устройство для
УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ЭКСТРУЗИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙПатент РФ № 2423218. МПК B24B31/116. Патентообладатели Верба В. С., Гудков А. Г., Леушин В. Ю., Назаров Н. Г., Силкин А. Т.
абразивно-экструзионной обработки деталей (см. SU 1641591, кл. В24В 31/116, 13.01.1988), содержащее рабочую камеру, два оппозитно расположенных, первый и второй, рабочих-цилиндра с поршнями, связанными соответ-ственно с первым и вторым двухкамерными гидроцилиндрами, гидромагистрали которых через электромагнитные реверсивные золот-ники и электрически управляемые регуляторы давления присоединены к напорной и сливной магистралям насосной станции, датчики давле-ния, смонтированные в рабочих цилиндрах и подключенные через преобразователь к пульту управления, связанному с электромагнитными реверсивными золотниками, электрически управляемыми регуляторами давления и с насосной станцией.
Недостатком этого устройства является низкое качество обработки внутренних поверх-ностей, а также низкая производительность.
Технический результат, на достижение ко-торого направлено изобретение, заключается в создании устройства для абразивно-экстру-зионной обработки деталей, позволяющего повысить качество обработки внутренних поверхностей за счет активирования физико-химических процессов с помощью ультразвука и автоматизации процессов закачки и откачки абразивной массы соответственно в рабочие цилиндры и рабочую камеру и из рабочих цилиндров и рабочей камеры.
Указанный технический результат достига-ется тем, что устройство для абразивно-экс-трузионной обработки деталей, содержащее рабочую камеру, два оппозитно расположен-ных, первый и второй, рабочих цилиндра с поршнями, связанными соответственно с
63
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
63Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
первым и вторым двухкамерными гидроци-линдрами, гидромагистрали которых через электромагнитные реверсивные золотники и электрически управляемые регуляторы давления присоединены к напорной и сливной магистралям насосной станции, датчики дав-ления, смонтированные в рабочих цилиндрах и подключенные через преобразователь к пульту управления, связанному с электро-магнитными реверсивными золотниками, электрически управляемыми регуляторами давления, и с насосной станцией, дополни-тельно содержит бак для абразивной массы, связанный через насос и первый электрически управляемый запорный клапан с одним из рабочих цилиндров, другой рабочий цилиндр через второй электрически управляемый за-порный клапан и датчик перелива соединен с магистралью перелива, в рабочих цилиндрах смонтированы ультразвуковые излучатели, подключенные к генератору ультразвуковых колебаний, связанному с пультом управления, к которому подключены датчик перелива, насос и электрически управляемые запорные клапаны.
Указанный технический результат до-стигается также тем, что генератор ультра-звуковых колебаний работает в диапазоне частот ультразвуковых колебаний в пределах 20–40 кГц, интенсивность ультразвуковых колебаний составляет 0,5–5 Вт/см2.
Устройство для абразивно-экструзионной обработки деталей содержит рабочую каме-ру 1, два оппозитно расположенных, первый 2 и второй 3, рабочих цилиндра с поршнями, связанными соответственно с первым 4 и вто-рым 5 двухкамерными гидроцилиндрами, ги-дромагистрали которых через электромагнит-ные реверсивные золотники 6 и электрически управляемые регуляторы давления 7 присо-единены к напорной 8 и сливной 9 магистра-лям насосной станции 10, датчики давления 11, смонтированные в рабочих цилиндрах и подключенные через преобразователь 12 к пульту управления 13, связанному с электро-магнитными реверсивными золотниками 6, электрически управляемыми регуляторами давления 7, и с насосной станцией 10. Устрой-
ство также содержит бак 14 для абразивной массы, связанный через насос 15 и первый электрически управляемый запорный клапан 16 с одним из рабочих цилиндров, например со вторым рабочим цилиндром 3, другой рабочий цилиндр, например первый рабочий цилиндр 2, через второй электрически управляемый запорный клапан 17 и датчик перелива 18 со-единен с магистралью перелива 19, в рабочих цилиндрах смонтированы ультразвуковые излучатели 20, подключенные к генератору ультразвуковых колебаний 21, связанному с пультом управления 13, к которому подклю-чены также датчик перелива 18, насос 15 и электрически управляемые запорные клапаны 16, 17 (линии управления на рис. не показаны).
Рабочая камера 1 с закрепленной деталью устанавливается герметично между первым 2 и вторым 3 рабочими цилиндрами. По команде с пульта управления 13 открываются первый 16 и второй 17 электрически управляемые запорные клапаны и включается насос 15 в режиме закачки абразивной массы из бака 14. После заполнения абразивной массой второго рабочего цилиндра, рабочей камеры и первого рабочего цилиндра абразивная масса поступает через второй электрически управляемый запорный клапан 17 в маги-страль перелива 19 абразивной массы, со-общающуюся с атмосферой, и далее в бак 14 для абразивной массы. При этом срабатывает датчик 18 перелива абразивной массы, кото-рый выдает команду на пульт управления 13 для отключения насоса 15, одновременно по команде пульта управления 13 закрываются первый и второй электрически управляемые запорные клапаны 16, 17.
От насосной станции 10 гидравлическая жидкость (масло) через электромагнитные реверсивные золотники 6, управляемые с пульта управления 13, подается под давлением в соответствующие камеры двухкамерных гидроцилиндров, обеспечивая перепрессовку абразивной массы из первого рабочего цилин-дра 2 через каналы обрабатываемой детали в рабочей камере во второй рабочий цилиндр 3. С помощью электрически управляемого регулятора давления 7 давление гидравличе-
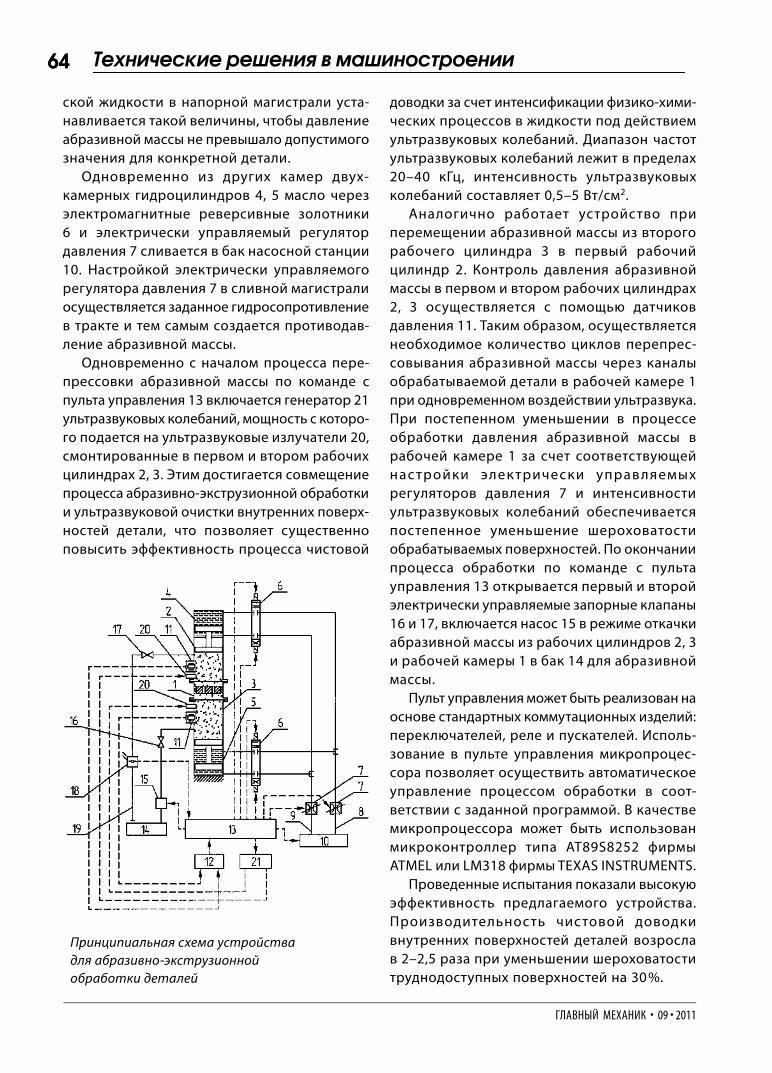
64
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
64 Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
Принципиальная схема устройства для абразивно-экструзионной обработки деталей
ской жидкости в напорной магистрали уста-навливается такой величины, чтобы давление абразивной массы не превышало допустимого значения для конкретной детали.
Одновременно из других камер двух-камерных гидроцилиндров 4, 5 масло через электромагнитные реверсивные золотники 6 и электрически управляемый регулятор давления 7 сливается в бак насосной станции 10. Настройкой электрически управляемого регулятора давления 7 в сливной магистрали осуществляется заданное гидросопротивление в тракте и тем самым создается противодав-ление абразивной массы.
Одновременно с началом процесса пере-прессовки абразивной массы по команде с пульта управления 13 включается генератор 21 ультразвуковых колебаний, мощность с которо-го подается на ультразвуковые излучатели 20, смонтированные в первом и втором рабочих цилиндрах 2, 3. Этим достигается совмещение процесса абразивно-экструзионной обработки и ультразвуковой очистки внутренних поверх-ностей детали, что позволяет существенно повысить эффективность процесса чистовой
доводки за счет интенсификации физико-хими-ческих процессов в жидкости под действием ультразвуковых колебаний. Диапазон частот ультразвуковых колебаний лежит в пределах 20–40 кГц, интенсивность ультразвуковых колебаний составляет 0,5–5 Вт/см2.
Аналогично работает устройство при перемещении абразивной массы из второго рабочего цилиндра 3 в первый рабочий цилиндр 2. Контроль давления абразивной массы в первом и втором рабочих цилиндрах 2, 3 осуществляется с помощью датчиков давления 11. Таким образом, осуществляется необходимое количество циклов перепрес-совывания абразивной массы через каналы обрабатываемой детали в рабочей камере 1 при одновременном воздействии ультразвука. При постепенном уменьшении в процессе обработки давления абразивной массы в рабочей камере 1 за счет соответствующей нас тройки элек трически управляемых регуляторов давления 7 и интенсивности ультразвуковых колебаний обеспечивается постепенное уменьшение шероховатости обрабатываемых поверхностей. По окончании процесса обработки по команде с пульта управления 13 открывается первый и второй электрически управляемые запорные клапаны 16 и 17, включается насос 15 в режиме откачки абразивной массы из рабочих цилиндров 2, 3 и рабочей камеры 1 в бак 14 для абразивной массы.
Пульт управления может быть реализован на основе стандартных коммутационных изделий: переключателей, реле и пускателей. Исполь-зование в пульте управления микропроцес-сора позволяет осуществить автоматическое управление процессом обработки в соот-ветствии с заданной программой. В качестве микропроцессора может быть использован микроконтроллер типа AT89S8252 фирмы ATMEL или LM318 фирмы TEXAS INSTRUMENTS.
Проведенные испытания показали высокую эффективность предлагаемого устройства. Производительность чистовой доводки внутренних поверхностей деталей возросла в 2–2,5 раза при уменьшении шероховатости труднодоступных поверхностей на 30 %.
65
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
65Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
Изобретение относится к механической обработке материалов резанием и может быть использовано для обработки штучных заготовок. Задачей изобретения является совершенствование технологий закрепления заготовок на металлорежущих станках.
Устройство для закрепления штучных за-готовок с базированием их по центральному осевому отверстию приведено на рис. 1.
Устройство состоит из основания 1, двух плит 2 и 3. Плита 2 прикреплена жестко к основанию 1. Плита 3 перемещается отно-сительно плиты 2 по направляющим колон-кам 4. Перемещение осуществляется с помо-щью силового цилиндра 5, содержащего шток 6, поршень 7, корпус 8 и подводящие штуцера 9 и 10. Заготовку, закрепляемую в устройстве, располагают на оправке 11, выступающей за пределы плиты 2.
Оправка проходит через центральные от-верстия в плитах 2 и 3. Закрепление заготовки осуществляется с помощью лепестков 12 и пружин 13, располагающихся в пазах плиты 3. Лепестки располагаются на осях 14. Пружины крепят к лепесткам.
Они обеспечивают поворот лепестков в направлении к оправке 11. Для смещения лепестков от оправки служат стержни 15. Для создания благоприятных условий контактов торцевых поверхностей заготовок и плиты 2 используют вставки 16, которые крепят к плите 2 винтами 17. На свободном торце оправки располагают крепежный винт 18 и шайбу 19. Для стопорения плиты 3 относительно плиты 2 используют зажимы 20 и 21.
Устройство работает следующим образом. Заготовку устанавливают в устройство. Для этого используют зону А на оправке 11. Уста-новка заготовки может быть реализована по одному из следующих принципов.
1. Принцип закрепления заготовки с помо-щью резьбовой поверхности, выполняемой на свободной части оправки 11. Заготовка должна иметь идентичную резьбовую внутреннюю поверхность, заготовка навертывается на резьбовую наружную поверхность оправки. В процессе закрепления заготовка прижи-мается к опорной поверхности вставки 16. От проворачивания заготовку предохраняет система рифлений или упоров, выполняемых на заготовке и опорной поверхности вставки 16 устройства.
2. Принцип крепления с помощью гладких цилиндрических или нецилиндрических поверхностей, выполняемых на концевой по-верхности оправки и внутри заготовки. От про-дольного смещения (спадания) заготовки с оправки предохраняет осевой винт 18 с шайбой 19, размещаемый в концевой части оправки. От проворачивания заготовку предохраняет система рифлений или упоров, выполняемых на заготовке и опорной поверхности вставки 16 устройства.
3. Принцип установки заготовки с по-мощью цангового патрона, располагаемого на свободной части оправки, зона А. Зажим заготовки осуществляется по внутреннему диаметру при перемещении оправки. Непод-вижная часть цанги закрепляется на оправке 11, размещает верхнюю часть цанги и закре-
УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШТУЧНЫХ ЗАГОТОВОК С БАЗИРОВАНИЕМ ИХ ПО ЦЕНТРАЛЬНОМУ ОСЕВОМУ ОТВЕРСТИЮПатент РФ №2411114, МПК B23Q3/06. Патентообладатель ГОУ ВПО «Юго-Западный государственный университет» (ЮЗГУ)
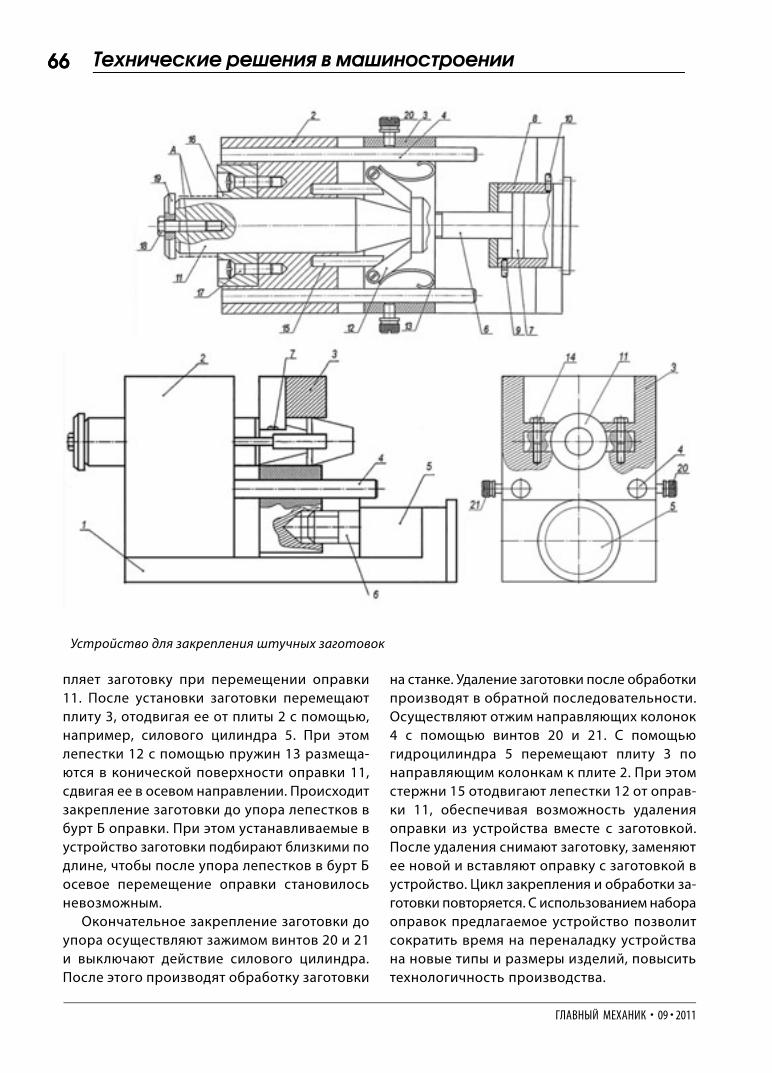
66
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
66 Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
пляет заготовку при перемещении оправки 11. После установки заготовки перемещают плиту 3, отодвигая ее от плиты 2 с помощью, например, силового цилиндра 5. При этом лепестки 12 с помощью пружин 13 размеща-ются в конической поверхности оправки 11, сдвигая ее в осевом направлении. Происходит закрепление заготовки до упора лепестков в бурт Б оправки. При этом устанавливаемые в устройство заготовки подбирают близкими по длине, чтобы после упора лепестков в бурт Б осевое перемещение оправки становилось невозможным.
Окончательное закрепление заготовки до упора осуществляют зажимом винтов 20 и 21 и выключают действие силового цилиндра. После этого производят обработку заготовки
на станке. Удаление заготовки после обработки производят в обратной последовательности. Осуществляют отжим направляющих колонок 4 с помощью винтов 20 и 21. С помощью гидроцилиндра 5 перемещают плиту 3 по направляющим колонкам к плите 2. При этом стержни 15 отодвигают лепестки 12 от оправ-ки 11, обеспечивая возможность удаления оправки из устройства вместе с заготовкой. После удаления снимают заготовку, заменяют ее новой и вставляют оправку с заготовкой в устройство. Цикл закрепления и обработки за-готовки повторяется. С использованием набора оправок предлагаемое устройство позволит сократить время на переналадку устройства на новые типы и размеры изделий, повысить технологичность производства.
Устройство для закрепления штучных заготовок
67
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
67Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
Изобретение относится к устройствам для охлаждения зоны резания при обработке металлов резанием, а именно к устройствам для подачи смазочно-охлаждающей жидкости (СОЖ) при внутреннем шлифовании (ВШ).
Известно устройство для подачи СОЖ при ВШ (см. патент US 3699728, В24В 55/02, опубл. 24.10.1972), в котором одновременно осуществляют подачу СОЖ двумя соплами в зону образования гидродинамического клина и выхода абразивных зерен (AЗ) из зоны резания под давлением 0,21 МПа и более; подачу СОЖ через поры сборного шлифовального круга (ШК), имеющего сегменты небольшого сече-ния для облегчения фильтрации СОЖ; через третье сопло СОЖ подается перпендикулярно поверхности ШК под давлением 27,7 МПа, что положительно влияет на тепловые процессы в зоне шлифования.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, относится следующее:
1) для обеспечения требуемого давления подачи СОЖ необходимы надежные насосы высокого давления;
2) необходимость тщательной очистки по-даваемой жидкости от механических примесей;
3) в случае применения различных по со-ставу СОЖ (например, масляной для подачи через поры ШК и водной для ее подачи по внешним трактам) необходима разработка технологий сепарации, обезвреживания и разложения отработанных составов;
4) применение сборного ШК, имеющего серьезные недостатки: наличие большого количества сложных металлических деталей, увеличивающих массу ШК, а также повышен-ные затраты на их изготовление и сборку;
УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИПатент РФ № 2419533. МПК B24B55/02, B23Q11/10. Патентообладатель ГОУ ВПО «Ульяновский государственный технический университет»
необходимость применения уплотняющих устройств; применимость для обработки лишь достаточно больших по диаметру отверстий, так как при небольшом диаметре отверстия из-за недостатка места затруднительно создать надежную конструкцию сборного ШК.
Наиболее близким к заявленному изобре-тению по совокупности признаков является выбранное в качестве прототипа устройство для подачи СОЖ при ВШ (Патент РФ 2359809 С1, МПК8 В24В 55/02, В24В 5/06, опубл. 27.06.2009 в БИ 18), которое смонтировано на корпусе шпинделя и перемещается вместе с ним воз-вратно-поступательно вдоль оси шлифуемой заготовки, закрепленной в патроне, в серпо-видном пространстве, образованном рабочей поверхностью ШК и обрабатываемой поверх-ностью заготовки, без выхода серпообразного сопла за торцы обрабатываемой заготовки.
Устройство содержит серпообразное сопло и подающий трубопровод. СОЖ одновремен-но подается поливом в зоны образования гидродинамического клина и выхода AЗ из зоны резания по всей длине обрабатываемого цилиндрического отверстия. Это позволяет в полной мере реализовать функциональные свойства используемой СОЖ в каждой из указанных зон, а теплосиловая напряженность обработки снижается. Кроме того, шлам, рас-положенный в межзеренном пространстве ШК, вымывается СОЖ по всей площади его рабочей поверхности. Серпообразное сопло в результате создания двух противоположно направленных потоков СОЖ обеспечивает вращение ШК и обрабатываемой поверхности заготовки в жидкостной ванне, создает условия для равномерного движения потоков СОЖ в зоны образования гидродинамического клина и выхода AЗ из зоны резания, уменьшает

68
ГЛАВНЫЙ МЕХАНИК • 09 • 2011
68 Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
влияние воздушных потоков, образованных быстровращающимся ШК. Эффективность этого устройства (прототипа) во многом зависит от степени заполнения жидкостью серповидной зоны между ШК и заготовкой.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что в известном устройстве суммарный расход СОЖ, подаваемой в серпообразном сопле, напрямую зависит от соотношения суммарной площади отверстий Sщ в серпообразном сопле и площади поперечного сечения Sт подающего трубопровода, т.е. при Sщ>Sт в зоны образова-ния гидродинамического клина и выхода AЗ из зоны резания будет подано недостаточное количество СОЖ, что приведет к ухудшению качества поверхности деталей машин.
Сущность изобретения заключается в следу-ющем. Снижение теплонаряженности процесса абразивной обработки является особенно актуальным при ВШ, отличающемся стеснен-ностью тепломассопереноса и локализаций выделившейся в контактной зоне теплоты в тонких поверхностных слоях заготовки и инструмента, приводя к образованию дефек-тов, снижающих эксплуатационные свойства изготовленных деталей, и к быстрой потере инструментом работоспособности.
Между тем резкое повышение в последнее время стоимости ШК сделало особенно акту-альной проблему повышения их стойкости, а с ужесточением экологического законодатель-ства и возрастанием стоимости и дефицита нефтепродуктов на передний план выходит проблема экономии и рационального ис-пользования СОЖ.
Технический результат – повышение качества деталей и производительности ВШ заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что заявляемое устройство, как и известное устройство (прототип), содержит серпо-образное сопло, размещенное в серповидном пространстве, образованном рабочей поверх-ностью ШК и обрабатываемой поверхностью
заготовки, с возможностью одновременной подачи через него СОЖ поливом в образуемые в упомянутом пространстве зоны гидродина-мического клина и выхода абразивных зерен ШК из зоны резания.
Особенность заключается в том, что серпо-образное сопло выполнено с двумя щелевыми отверстиями, суммарная площадь Sщ которых меньше площади поперечного сечения Sт подающего трубопровода, т. е. Sщ < Sт, что позволяет подавать в зоны образования гидродинамического клина и выхода AЗ из зоны резания необходимое количество СОЖ.
Устройство для подачи СОЖ содержит серпообразное сопло 1 (рис. 1), имеющее два щелевых отверстия 2 и трубопровод 3 (рис. 2) для подвода СОЖ к серпообразному соплу 1. Серпообразное сопло 1 (рис. 1) размещено в серповидном пространстве, образованном рабочей поверхностью ШК 4 и обрабатываемой поверхностью заготовки 5, с возможностью одновременной подачи через два щелевых отверстия 2 СОЖ поливом в образуемые в
Рис. 1. Схема ВШ с подачей СОЖ в зоны образования гидродинамического клина и выхода AЗ из контакта с заготовкой при помощи серпообразного сопла
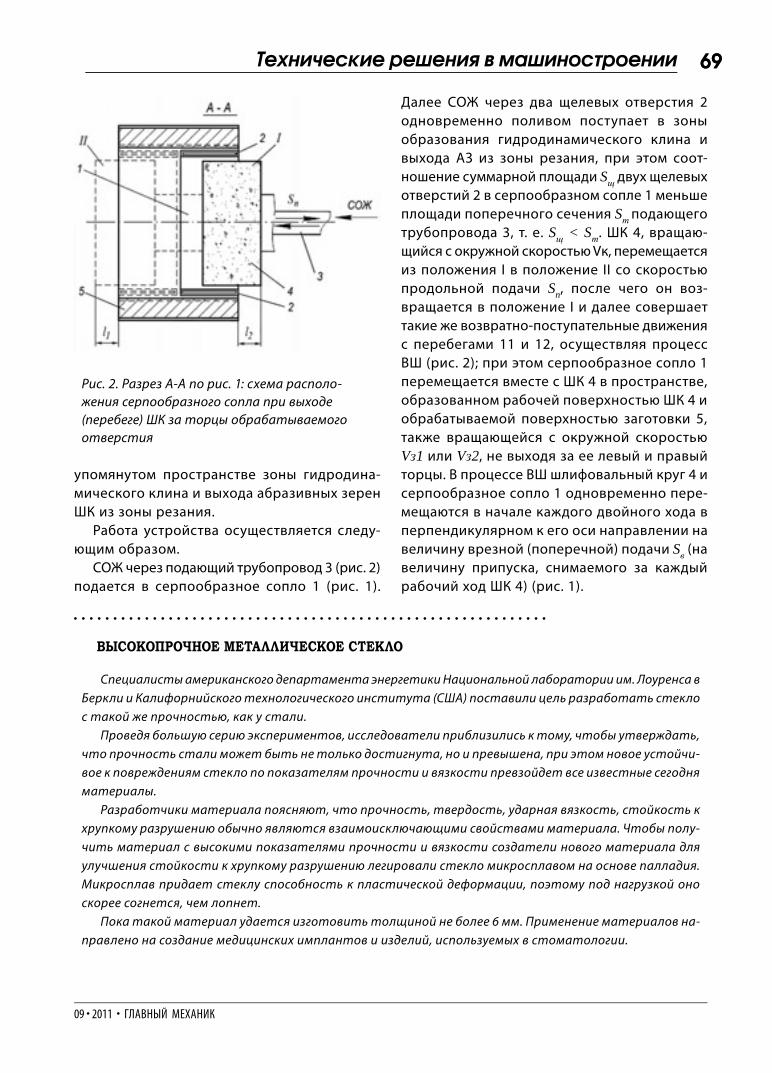
69
09 • 2011 • ГЛАВНЫЙ МЕХАНИК
69Òåõíè÷åñêèå ðåøåíèÿ â ìàøèíîñòðîåíèè
упомянутом пространстве зоны гидродина-мического клина и выхода абразивных зерен ШК из зоны резания.
Работа устройства осуществляется следу-ющим образом.
СОЖ через подающий трубопровод 3 (рис. 2) подается в серпообразное сопло 1 (рис. 1).
Далее СОЖ через два щелевых отверстия 2 одновременно поливом поступает в зоны образования гидродинамического клина и выхода AЗ из зоны резания, при этом соот-ношение суммарной площади Sщ двух щелевых отверстий 2 в серпообразном сопле 1 меньше площади поперечного сечения Sт подающего трубопровода 3, т. е. Sщ < Sт. ШК 4, вращаю-щийся с окружной скоростью Vк, перемещается из положения I в положение II со скоростью продольной подачи Sn, после чего он воз-вращается в положение I и далее совершает такие же возвратно-поступательные движения с перебегами 11 и 12, осуществляя процесс ВШ (рис. 2); при этом серпообразное сопло 1 перемещается вместе с ШК 4 в пространстве, образованном рабочей поверхностью ШК 4 и обрабатываемой поверхностью заготовки 5, также вращающейся с окружной скоростью Vз1 или Vз2, не выходя за ее левый и правый торцы. В процессе ВШ шлифовальный круг 4 и серпообразное сопло 1 одновременно пере-мещаются в начале каждого двойного хода в перпендикулярном к его оси направлении на величину врезной (поперечной) подачи Sв (на величину припуска, снимаемого за каждый рабочий ход ШК 4) (рис. 1).
Рис. 2. Разрез А-А по рис. 1: схема располо-жения серпообразного сопла при выходе (перебеге) ШК за торцы обрабатываемого отверстия
ВЫСОКОПРОЧНОЕ МЕТАЛЛИЧЕСКОЕ СТЕКЛО
Специалисты американского департамента энергетики Национальной лаборатории им. Лоуренса в Беркли и Калифорнийского технологического института (США) поставили цель разработать стекло с такой же прочностью, как у стали.
Проведя большую серию экспериментов, исследователи приблизились к тому, чтобы утверждать, что прочность стали может быть не только достигнута, но и превышена, при этом новое устойчи-вое к повреждениям стекло по показателям прочности и вязкости превзойдет все известные сегодня материалы.
Разработчики материала поясняют, что прочность, твердость, ударная вязкость, стойкость к хрупкому разрушению обычно являются взаимоисключающими свойствами материала. Чтобы полу-чить материал с высокими показателями прочности и вязкости создатели нового материала для улучшения стойкости к хрупкому разрушению легировали стекло микросплавом на основе палладия. Микросплав придает стеклу способность к пластической деформации, поэтому под нагрузкой оно скорее согнется, чем лопнет.
Пока такой материал удается изготовить толщиной не более 6 мм. Применение материалов на-правлено на создание медицинских имплантов и изделий, используемых в стоматологии.
Для оформления подписки через редакцию необходимо получить счет на оплату, прислав заявку по электронному адресу: [email protected] или по факсу (499) 346-2073, а также позвонив по телефонам: (495) 749-2164, 211-5418, 749-4273.
Профессиональные праздники и памятные даты
День работников уголовного розыска. В октябре 1918 г., согласно Положению Наркомата внутренних дел РСФСР, было организовано Цен-тральное управление уголовного розыска. С тех пор при органах милиции стали действовать специаль-ные подразделения для охраны порядка путем не-гласного расследования преступлений.
6 октябряДень российского страховщика. 6 октября 1921 г. Совнарком РСФСР принял декрет «О государ-ственном имущественном страховании», в резуль-тате которого начал деятельность Госстрах. Эта дата считается днем зарождения отечественной страхо-вой деятельности.
9 октябряВсемирный день почты. 9 октября 1874 г. в Швейцарии представителями 22 стран, в том числе России, был подписан договор, учредивший Генеральный почтовый союз. Всемирным днем по-чты эта дата провозглашена в 1969 г., на Конгрессе Всемирного союза почтовиков в Токио.
10 октябряДень работников сельского хозяйства и перерабатывающей промышленности. Праздник установлен Указом Президента РФ от 31 мая 1999 г. и отмечается каждое второе воскре-сенье октября. В этот день поздравляют всех тех, кто трудится на земле, перерабатывает и поставляет продукты питания.
12 октябряДень кадрового работника. В этот день в 1918 г. решением Народного комиссариата юсти-ции была принята Инструкция «Об организации советской рабоче-крестьянской милиции», предпи-сывающая создание кадровых аппаратов. Традиция отмечать профессиональный праздник кадровиков зародилась именно в органах внутренних дел.
14 октябряМеждународный день стандартизации. В этот день в 1946 г. делегации от 25 стран собра-лись в Лондоне и приняли решение о координации работы национальных комитетов по стандартам. 14 октября 1970 г. по решению Международной ор-ганизации по стандартизации (ISO) дата получила статус праздника.
16 октябряДень Шефа (День Босса). Поддержанный во многих странах праздник зародился в 1958 г. по инициативе американской секретарши Патриции Хароски. В этот день полагается выразить уваже-ние к шефу и вспомнить, что руководитель — это ответственность за каждый шаг и за каждое слово.
1 октябряМеждународный день музыки. Праздник учрежден 1 октября 1975 г. по решению ЮНЕСКО. День отмечается ежегодно во всем мире большими концертными программами, с участием лучших ар-тистов и художественных коллективов.
Международный день пожилых людей. Провозглашен Генеральной Ассамблеей ООН 14 де-кабря 1990 г. В России день отмечается на основа-нии Постановления Президиума Верховного Совета РФ от 1 июня 1992 г. «О проблемах пожилых людей». В центре внимания — интересы пожилых граждан и инвалидов пожилого возраста.
День сухопутных войск РФ. 1 октября 1550 г. царь всея Руси Иван IV (Грозный) издал Приговор «Об испомещении в Московском и окружающих уездах избранной тысячи служилых людей», зало-живший основы регулярной армии. День отмечает-ся по Указу Президента России от 31 мая 2006 г.
3 октябряДень ОМОНа. Отряды милиции особого назначе-ния органов внутренних дел впервые были созданы в соответствии с Приказом МВД СССР от 3 октября 1988 г. День ОМОНа отмечается в соответствии с При-казом министра внутренних дел РФ Бориса Грызлова от 1 марта 2002 г.
4 октябряВсемирный день животных. 4 октября — день памяти католического святого, покровителя животных Франциска Ассизского. Решение отмечать World Animal Day было принято на Международном конгрессе сторонников защиты природы, проходив-шем во Флоренции в 1931 г.
День космических войск России. 4 октября 1957 г. в СССР был произведен запуск первого искус-ственного спутника Земли, который открыл космиче-скую эру в истории человечества. Это праздничный день для тех, кто посвятил себя работе над создани-ем космических аппаратов оборонного назначения.
День гражданской обороны МЧС России. 4 октября 1932 г. постановлением правительства была создана общесоюзная система местной про-тивовоздушной обороны СССР. Позднее она преоб-разовалась в гражданскую оборону, а в 1987 г. на ГО были возложены задачи борьбы с природными и техногенными катастрофами.
5 октябряДень учителя. ЮНЕСКО утвердил этот междуна-родный праздник в 1994 г., а у нас в стране его отме-чают уже 45 лет. Cогласно Указу Президента России от 3 октября 1994 г. День учителя отмечается 5 октября.

Поздравим друзей и нужных людей!
25 октябряДень таможенника Российской Феде-рации. 25 октября 1653 г. согласно повелению царя Алексея Михайловича в стране появился Единый таможенный устав, регламентирующий взимание таможенной пошлины. А 25 октября 1991 г. Указом Президента РФ был образован Го-сударственный таможенный комитет.
28 октябряДень армейской авиации. В этот день в 1948 г. в подмосковном Серпухове была сформи-рована первая авиационная эскадрилья, оснащен-ная вертолетами. Она положила начало армейской авиации как отдельному роду войск. С 2003 г. дан-ные подразделения находятся в ведении Военно-воздушных сил.
29 октябряДень работников службы вневедом-ственной охраны МВД. История праздника ведет отсчет с 29 октября 1952 г., когда Совет Ми-нистров СССР принял постановление, касающееся охраны объектов народного хозяйства. Охрана объ-ектов вне зависимости от их ведомственной принад-лежности — вот определяющий момент в названии службы.
30 октябряДень инженера-механика. Отсчет в данной профессии принято вести с 1854 г., когда на Рос-сийском флоте был образован корпус инженеров-механиков. А начало празднованию положил при-каз Главкома ВМФ от 1996 г. Сегодня данной спе-циальностью овладевают сотни тысяч российских студентов.
День памяти жертв политических ре-прессий. День памяти установлен Постановлени-ем Верховного Совета РСФСР от 18 октября 1991 г. В число восьмисот тысяч пострадавших от политиче-ских репрессий входят и оставшиеся без опеки дети репрессированных.
31 октябряДень автомобилиста. Праздник отмечается на основании Указа Президента России от 7 ноя-бря 1996 г. «Об установлении Дня работников автомобильного транспорта и дорожного хозяй-ства». Позднее дорожникам была выделена своя дата, а автомобилисты получили собственный по-четный день — последнее воскресенье октября.
День работников СИЗО и тюрем. Учреж-ден приказом директора ФСИН и является но-вым праздником для России. Некоторые тюрь-мы в этот день открывают замки и тайны своих учреждений.
17 октябряДень работников пищевой промышлен-ности. Профессиональный праздник берет свое на-чало с 1966 г., с Постановления Президиума Верхов-ного Совета СССР. С тех пор отечественные пищевики отмечают его каждое третье воскресенье октября.
День работников дорожного хозяйства. Это праздник тех, кто строит автомагистрали и мо-сты, обеспечивает надежное автомобильное со-общение. Он появился на основании Указа Прези-дента РФ от 7 ноября 1996 г. и поначалу отмечался в последнее воскресенье октября. Указом от 23 марта 2000 г. праздник получил новую дату — третье вос-кресенье месяца.
20 октябряДень рождения Российского военно-морского флота. 20 октября 1696 г. Боярская Дума по настоянию Петра I приняла решение о соз-дании регулярного военно-морского флота России: «Морским судам быть». Этот день и принято считать днем рождения Российского военно-морского флота.
День военного связиста. 20 октября 1919 г. приказом Реввоенсовета Советской Республики было сформировано управление связи. Тем самым была заложена структура современных войск связи.
22 октябряПраздник Белых Журавлей. День учрежден народным поэтом Дагестана Расулом Гамзатовым как праздник поэзии и как память о павших на полях сра-жений во всех войнах. Литературный праздник спо-собствует укреплению многовековых традиций друж-бы народов и культур многонациональной России.
23 октябряДень работников рекламы. Профессиональ-ный праздник рекламистов (reclamare — выкрики-вать) отмечается в России с 1994 г. 23 октября — это день творческих людей, которые вносят неоценимый вклад в развитие торговли и экономики страны.
24 октябряМеждународный день ООН. В этот день в 1945 г. вступил в силу Устав Организации Объеди-ненных Наций. В 1971 г. на 26-й сессии Генеральная Ассамблея провозгласила этот день международ-ным праздником.
День подразделений специального на-значения. История спецназа в России берет нача-ло с создания в 1918 г. частей особого назначения — ЧОН, предназначенных для борьбы с басмачеством. С 1950 г. спецназ призван пресекать террористиче-ские действия, ликвидировать преступные группы и проводить другие сложные операции.
ИНФОРМАЦИЯ О ПОДПИСКЕ НА ЖУРНАЛЫ ИД «ПАНОРАМА»
Издательский Дом «ПАНОРАМА» –крупнейшее в России издательство деловых журналов.
Десять издательств, входящих в ИД «ПАНОРАМА», выпускают более 100 журналов.Свидетельством высокого авторитета и признания изданий ИД «Панорама» является то, что 27 журналов включены в Перечень ведущих рецензируемых журналов и изданий, утвержденный ВАК, в которых публи-куются основные научные результаты диссертаций на соискание ученой степени доктора и кандидата наук. Среди главных редакторов наших журналов, председателей и членов редсоветов и редколлегий – 200 уче-ных: академиков, членов-корреспондентов академий наук, профессоров и более 500 практиков – опытных хозяйственных руководителей и специалистов.
Индексыпо каталогу
НАИМЕНОВАНИЕСтоимость подписки
покаталогам
Стоимость подписки
черезредакцию
«Роспечать»и «Пресса России»
«Почта России»
АФИНАwww.afina-press.ru, www.бухучет.рф
36776 99481Автономные учреждения: экономика-налогообложение-бухгалтерский учет
4602 4374
20285 61866Бухгалтерский учети налогообложениев бюджетных организациях
4392 4170
80753 99654 Бухучет в здравоохранении 4392 4170
82767 16609 Бухучет в сельском хозяйстве 4392 4170
82773 16615 Бухучет в строительных организациях 4392 4170
82723 16585 Лизинг 4698 4464
32907 12559 Налоги и налоговое планирование 18 984 18 036
Индексыпо каталогу
НАИМЕНОВАНИЕСтоимость подписки
покаталогам
Стоимость подписки
черезредакцию
«Роспечать»и «Пресса России»
«Почта России»
ВНЕШТОРГИЗДАТwww.vnestorg.ru, www.внешторгиздат.рф
82738 16600Валютное регулирование. Валютный контроль
12 492 11 868
46021 11825 Весь мир – наш дом! 1800 1710
84832 12450 Гостиничное дело 8130 7722
20236 61874 Дипломатическая служба 2640 2508
84826 12383 Международная экономика 3498 3324
84866 12322 Общепит: бизнес и искусство 3366 3198
79272 99651 Современная торговля 8130 7722
84867 12323 Современный ресторан 6072 5766
ИНФОРМАЦИЯ О ПОДПИСКЕ НА ЖУРНАЛЫ ИД «ПАНОРАМА»Индексы
по каталогу НАИМЕНОВАНИЕ
Стоимость подписки
покаталогам
Стоимость подписки
черезредакцию
«Роспечать»и «Пресса России»
«Почта России»
82737 16599Таможенное регулирование. Таможенный контроль
12 492 11 868
85181 12320Товаровед продовольственных товаров
3912 3714
МЕДИЗДАТwww.medizdat.com, www.медиздат.рф
47492 79525Вестник неврологии, психиатрии и нейрохирургии
3708 3522
22954 10274 Вопросы здоровогои диетического питания 1683 1599
46543 24216 Врач скорой помощи 4014 3816
80755 99650 Главврач 4326 4110
46105 44028 Медсестра 3366 3198
23140 15022Охрана трудаи техника безопасности в учреждениях здравоохранения
3636 3456
36668 25072
Санаторно-курортные организации: менеджмент, маркетинг, экономика, финансы. Проблемы восстановительной медицины
1920 1824
82789 16631 Санитарный врач 4014 3816
46312 24209 Справочник врача общей практики 3366 3198
84809 12369 Справочник педиатра 3468 3294
37196 16629
Стоматолог. Вопросы челюстно-лицевой, пластической хирургии, имплантологиии клинической стоматологии
3540 3366
46106 12366 Терапевт 3708 3522
84881 12524 Физиотерапевт 3840 3648
84811 12371 Хирург 3840 3648
36273 99369 Экономист лечебного учреждения 3708 3522
НАУКА и КУЛЬТУРАwww.n-cult.ru, www.наука-и-культура.рф
46310 24192 Вопросы культурологии 2370 2250
36365 99281 Главный редактор 1647 1566
20238 61868 Дом культуры 3120 2964
Индексыпо каталогу
НАИМЕНОВАНИЕСтоимость подписки
покаталогам
Стоимость подписки
черезредакцию
«Роспечать»и «Пресса России»
«Почта России»
36395 99291 Мир марок 1236 1176
84794 12303 Музей 3366 3198
46313 24217 Ректор вуза 5352 5082
47392 45144 Русская галерея –ХХI век 1305 1239
46311 24218 Ученый Совет 4740 4506
71294 79901 Хороший секретарь 2124 2016
46030 11830 Школа. Гимназия. Лицей: наши новые горизонты 2220 2112
ПОЛИТЭКОНОМИЗДАТwww.politeconom.ru, www.политэкономиздат.рф
84787 12310 Глава местной администрации 3366 3198
84790 12307 ЗАГС 3120 2964
84786 12382 Коммунальщик 3894 3702
84788 12309 Парламентский журнал Народный депутат 4668 4434
84789 12308 Служба занятости 3228 3066
20283 61864Социальная политикаи социальное партнерство
4392 4170
ПРОМИЗДАТwww.promizdat.com, www.промиздат.рф
84822 12537 Водоочистка 3606 3426
82714 16576Генеральный директор: Управление промышленным предприятием
8856 8412
82715 16577Главный инженер. Управление промышленным производством
5256 4992
82716 16578 Главный механик 4464 4242
82717 16579 Главный энергетик 4464 4242
84815 12530 Директор по маркетингуи сбыту 8820 8382
36390 12424 Инновационный менеджмент 8016 7614
84818 12533 КИП и автоматика: обслуживание и ремонт 4392 4170
36684 25415 Консервное производство 8784 8346
36391 99296 Конструкторское бюро 4326 4110
37199 23732Молоко и молочные продукты. Производство и реализация
8784 8346

ИНФОРМАЦИЯ О ПОДПИСКЕ НА ЖУРНАЛЫ ИД «ПАНОРАМА»
ПОДРОБНАЯ ИНФОРМАЦИЯ О ПОДПИСКЕ:телефоны: (495) 211-5418, 749-2164, 749-4273, факс: (499) 346-2073, (495) 664-2761.
E-mail: [email protected] www.panor.ru
Индексыпо каталогу
НАИМЕНОВАНИЕСтоимость подписки
покаталогам
Стоимость подписки
черезредакцию
«Роспечать»и «Пресса России»
«Почта России»
82720 16582Нормированиеи оплата трудав промышленности
4326 4110
18256 12774
Оперативное управление в электроэнергетике. Подготовка персонала и поддержание его квалификации
1956 1857
82721 16583Охрана труда и техника безопасностина промышленных предприятиях
3912 3714
82718 16580 Управление качеством 3948 3750
84859 12399 Хлебопекарное производство 8784 8346
84817 12532Электрооборудование: эксплуатация, обслуживание и ремонт
4392 4170
84816 12531 Электроцех 3774 3588
СЕЛЬХОЗИЗДАТwww.selhozizdat.ru, www.сельхозиздат.рф
37020 12562Агробизнес: экономика-оборудование-технологии
9504 9030
84834 12396Ветеринария сельскохозяйственных животных
3606 3426
82763 16605 Главный агроном 3192 3030
82764 16606 Главный зоотехник 3192 3030
37065 61870Кормление сельскохозяйственных животныхи кормопроизводство
3156 3000
82766 16608Нормирование и оплата труда в сельском хозяйстве
3636 3456
37191 12393 Овощеводствои тепличное хозяйство 3228 3066
82765 16607Охрана труда и техника безопасности в сельском хозяйстве
3708 3522
37194 22307 Рыбоводствои рыбное хозяйство 3228 3066
37195 24215 Свиноферма 1614 1533
84836 12394Сельскохозяйственная техника: обслуживание и ремонт
3228 3066
Индексыпо каталогу
НАИМЕНОВАНИЕСтоимость подписки
покаталогам
Стоимость подписки
черезредакцию
«Роспечать»и «Пресса России»
«Почта России»
СТРОЙИЗДАТwww.stroyizdat.com, www.стройиздат.com
82772 16614 Нормирование и оплата труда в строительстве 4464 4242
82770 16612Охрана труда и техника безопасностив строительстве
3636 3456
36986 99635Проектные и изыскательские работы в строительстве
4086 3882
41763 44174 Прораб 3774 3588
84782 12378Сметно-договорная работав строительстве
4464 4242
82769 16611Строительство: новые технологии – новое оборудование
3912 3714
ТРАНСИЗДАТwww.transizdat.com, www.трансиздат.рф
82776 16618Автотранспорт: эксплуатация, обслуживание, ремонт
4326 4110
79438 99652Грузовое и пассажирское автохозяйство
4740 4506
82782 16624Нормирование и оплата труда на автомобильном транспорте
4392 4170
82781 16623
Охрана труда и техника безопасностина автотранспортных предприятияхи в транспортных цехах
3708 3522
36393 12479 Самоходные машины и механизмы 4326 4110
ЮРИЗДАТwww.jurizdat.su, www.юриздат.рф
èçäàòåëüñòâî
ÒÀÄÇÈÐÞ
46308 24191 Вопросы трудового права 3432 3258
84791 12306Землеустройство, кадастри мониторинг земель
3912 3714
80757 99656 Кадровик 5148 4890
36394 99295 Участковый 750 714
82771 16613 Юрисконсульт в строительстве 5256 4992
46103 12298 Юрист вуза 3606 3426
МЫ ИЗДАЕМ ЖУРНАЛЫ БОЛЕЕ 20 ЛЕТ. НАС ЧИТАЮТ МИЛЛИОНЫ!ОФОРМИТЕ ГОДОВУЮ ПОДПИСКУ
И ЕЖЕМЕСЯЧНО ПОЛУЧАЙТЕ СВЕЖИЙ НОМЕР ЖУРНАЛА!
ПОДПИСКА2012
ПОДПИСКА1НА ПОЧТЕОФОРМЛЯЕТСЯ В ЛЮБОМПОЧТОВОМ ОТДЕЛЕНИИ РОССИИ
Для этого нужно правильно и внимательно заполнить бланк абонемента (бланк прилагается). Бланки абонемен-тов находятся также в любом почтовом отделении России или на сайте ИД «Панорама» – www.panor.ru.Подписные индексы и цены наших изданий для заполне-ния абонемента на подписку есть в каталогах: «Газеты и журналы» Агентства «Роспечать», «Почта России» и «Пресса России».
ПОДПИСКА2 НА САЙТЕ
ПОДПИСКА НА САЙТЕ www.panor.ruНа все вопросы, связанные с подпиской, вам с удовольствием ответят по телефонам (495) 211-5418, 749-2164, 749-4273.
Счет № 1ЖК2012на подписку
ДОРОГИЕ ДРУЗЬЯ! МЫ ПРЕДЛАГАЕМ ВАМ РАЗЛИЧНЫЕ ВАРИАНТЫ ОФОРМЛЕНИЯ ПОДПИСКИ НА ЖУРНАЛЫ ИЗДАТЕЛЬСКОГО ДОМА «ПАНОРАМА»
ПОДПИСКА3 В РЕДАКЦИИПодписаться на журнал можно непосредственно в Изда-тельстве с любого номера и на любой срок, доставка –за счет Издательства. Для оформления подписки не-обходимо получить счет на оплату, прислав заявку по электронному адресу [email protected] или по факсу:(499) 346-2073, (495) 664-2761, а также позвонив по теле-фонам: (495) 211-5418, 749-2164, 749-4273.Внимательно ознакомьтесь с образцом заполнения пла-тежного поручения и заполните все необходимые данные (в платежном поручении, в графе «Назначение платежа», обязательно укажите: «За подписку на журнал» (название журнала), период подписки, а также точный почтовый адрес (с индексом), по которому мы должны отправить журнал).Оплата должна быть произведена до 15-го числа предпод-писного месяца.
Художник А. Босин
Художник А. Босин
М.П.
Поступ. в банк плат. Списано со сч. плат.XXXXXXX
ПЛАТЕЖНОЕ ПОРУЧЕНИЕ №Дата Вид платежа
электронно
Суммапрописью
Четыре тысячи двести сорок два рубля 00 копеек
ИНН КПП Сумма 4242-00
Сч. №
БИКСч. №
Плательщик
Банк плательщикаБИК 044525225
Сч. № 30101810400000000225
ИНН 7709843589 КПП 770901001 Сч. № 40702810538180002439
Вид оп. 01 Срок плат. Наз. пл. Очер. плат. 6 Код Рез. поле
Оплата за подписку на журнал Главный механик (6 экз.) на 6 месяцев, в том числе НДС (0%)______________Адрес доставки: индекс_________, город__________________________,ул._______________________________________, дом_____, корп._____, офис_____телефон_________________
Назначение платежаПодписи Отметки банка
Образец платежного поручения
ОАО «Сбербанк России», г. Москва
ООО Издательство «Кругозор»Московский банк Сбербанка России ОАО, г. Москва
Получатель
Банк получателя
ПОДПИСКА ЧЕРЕЗ4 АЛЬТЕРНАТИВНЫЕ АГЕНТСТВА
Подписаться на журналы Издательского Дома «ПАНОРАМА» можно также с помощью альтернативных подписных агентств, о координатах которых вам сообщат по телефо-нам: (495) 211-5418, 749-2164, 749-4273.
РЕКВИЗИТЫ ДЛЯ ОПЛАТЫ ПОДПИСКИПолучатель: ООО Издательство«Кругозор» Московский банк Сбербанка России ОАО, г. Москва ИНН 7709843589 / КПП 770901001,р/cч. № 40702810538180002439
Банк получателя:ОАО «Сбербанк России», г. МоскваБИК 044525225, к/сч. № 30101810400000000225
На правах рекламы
Выгодное предложение!Подписка на 1-е полугодие 2012 года по льготной цене – 4242 руб.
(подписка по каталогам – 4464 руб.)Оплатив этот счет, вы сэкономите на подписке около 20% ваших средств.
Почтовый адрес: 125040, Москва, а/я 1По всем вопросам, связанным с подпиской, обращайтесь по тел.:
(495) 211-5418, 749-2164, 749-4273, тел./факс: (499) 346-2073, (495) 664-2761 или по e-mail: [email protected]
Iполугодие 2012
ПОЛУЧАТЕЛЬ:
ООО Издательство «Кругозор»ИНН 7709843589 КПП 770901001 р/cч. № 40702810538180002439 Московский банк Сбербанка России ОАО, г. Москва
БАНК ПОЛУЧАТЕЛЯ:
БИК 044525225 к/сч. № 30101810400000000225 ОАО «Сбербанк России», г. Москва
СЧЕТ № 1ЖК2012 от «____»_____________ 201__Покупатель: Расчетный счет №: Адрес:
Главный механик
Генеральный директор К.А. Москаленко
Главный бухгалтер Л.В. Москаленко
М.П.
!
« » ( ) .
( ). .
. , 15 .
. .
- ( . 432 ) - ( . 3 . 434 . 3 . 438 ).
№№п/п
Предмет счета(наименование издания)
Кол-воэкз.
Ценаза 1 экз. Сумма НДС
0% Всего
1 Главный механик (подписка на 1-е полугодие 2012 года) 6 707 4242 Не обл. 4242
2
3
ИТОГО:
ВСЕГО К ОПЛАТЕ:
ОБРАЗЕЦ ЗАПОЛНЕНИЯ ПЛАТЕЖНОГО ПОРУЧЕНИЯ
Поступ. в банк плат.
ИНН КПП Сумма
Сч.№
Плательщик
БИК Сч.№ Банк Плательщика
ОАО «Сбербанк России», г. Москва БИК 044525225 Сч.№ 30101810400000000225Банк Получателя
ИНН 7709843589 КПП 770901001 Сч.№ 40702810538180002439ООО Издательство «Кругозор»Московский банк Сбербанка России ОАО, г. Москва Вид оп. Срок плат.
Наз.пл. Очер. плат.
Получатель Код Рез. поле
Оплата за подписку на журнал Главный механик (___ экз.)на 6 месяцев, без НДС (0%). ФИО получателя____________________________________________________Адрес доставки: индекс_____________, город____________________________________________________,ул.________________________________________________________, дом_______, корп._____, офис_______телефон_________________, e-mail:________________________________
Списано со сч. плат.
Дата Вид платежа
Назначение платежа Подписи Отметки банка
М.П.
ПЛАТЕЖНОЕ ПОРУЧЕНИЕ №
Суммапрописью
При оплате данного счетав платежном поручениив графе «Назначение платежа»обязательно укажите:
Название издания и номер данного счета Точный адрес доставки (с индексом) ФИО получателя Телефон (с кодом города)
По всем вопросам, связанным с подпиской, обращайтесь по тел.:
(495) 211-5418, 749-2164, 749-4273тел./факс: (499) 346-2073, (495) 664-2761
или по e-mail: [email protected]!
(
):
12
34
56
78
910
1112
(
)
(
)
(
, )
8271
6(
)
20
12
:
82
716
(
)
(
)
-__
____
____
__. _
__.
__
____
____
__. _
__.
12
34
56
78
910
1112
(
)
(
)
(
, ) 2
0 12
:
. -1
✁
(
):
12
34
56
78
910
1112
(
)
(
)
(
, )
1657
8(
)
20
12
:
16
578
(
)
(
)
-__
____
____
__. _
__.
__
____
____
__. _
__.
12
34
56
78
910
1112
(
)
(
)
(
, ) 2
0 12
:
. -1
✁
«»
«
»
«
»
!
.
()
.
().
,
,,
,
,
.
,
«
-»
.
✁
✁
!
.
()
.
().
,
,,
,
,
.
,
«
-»
.

Анализ производственных рисков. Практи-ческие меры по снижению травматизма и проф заболеваний (лучший отраслевой
опыт). Правила и примеры расследования не-счастных случаев. Новые технические средства безопасности, коллективной и индивидуальной защиты. Аттестация рабочих мест по условиям труда и обучение персонала. Профессия и здо-ровье. Производственная санитария. Экономи-ческая эффективность затрат на охрану труда и технику безопасности. Формирование культуры безопасного труда. Надзор и контроль. Юридиче-ский практикум. Судебная и арбитражная практи-ка. Отраслевая специфика. Страхование жизни, здоровья и производственных рисков. Опыт за-рубежных стран. Новые нормативные акты и кор-поративные документы по охране труда с коммен-тариями. Готовые образцы внутренней документа-ции для различных отраслей. ОТиТБ: вопрос ответ. Главный редактор – О.Л. Морозова. Председатель редсовета: Г.З. Файнбург, д-р техн. наук., профес-сор, директор Пермского краевого центра охраны труда и Института безопасности труда, производ-ства и человека. Издается при информационной поддержке ФГУ НИИ экономики и охраны труда.
Охрана труда и техника безопасностина промышленных предприятиях
управление охраной трудатехника безопасностиэкономика охраны трудапромышленная безопасностьэргономикатехническое регулированиеСИЗ
за рубежомв регионахопыт предприятийсредства наглядной информацииконсультации специалистовинструкции по охране трудастрахование
Разделы и рубрики
Ежемесячное издание. Объем – 80 стр. Распространяется только по подписке.
Журнал распространяется во всех отделениях связи РФ по каталогам: «Агентство Роспечать» — инд. 82721; «Почта России» — инд. 16583. Подписка в редакции. E-mail: [email protected].
Тел. (495) 664-27-61, 211-54-18, 749-21-64, 749-42-73
Информация на сайте: www.ohrprom.panor.ru
Редакция журнала: (495) 664-27-46
На
прав
ах р
екла
мы
индекс на полугодие —
16583
индексна полугодие — 82721
На правах рекламы
Анализ производственных рисков. Практи-ческие меры по снижению травматизма и проф заболеваний (лучший отраслевой
опыт). Правила и примеры расследования не-счастных случаев. Новые технические средства безопасности, коллективной и индивидуальной защиты. Аттестация рабочих мест по условиям труда и обучение персонала. Профессия и здо-ровье. Производственная санитария. Экономи-ческая эффективность затрат на охрану труда и технику безопасности. Формирование культуры безопасного труда. Надзор и контроль. Юридиче-ский практикум. Судебная и арбитражная практи-ка. Отраслевая специфика. Страхование жизни, здоровья и производственных рисков. Опыт за-рубежных стран. Новые нормативные акты и кор-поративные документы по охране труда с коммен-тариями. Готовые образцы внутренней документа-ции для различных отраслей. ОТиТБ: вопрос ответ. Главный редактор – О.Л. Морозова. Председатель редсовета: Г.З. Файнбург, д-р техн. наук., профес-сор, директор Пермского краевого центра охраны труда и Института безопасности труда, производ-ства и человека. Издается при информационной поддержке ФГУ НИИ экономики и охраны труда.
Охрана труда и техника безопасностина промышленных предприятиях
управление охраной трудатехника безопасностиэкономика охраны трудапромышленная безопасностьэргономикатехническое регулированиеСИЗ
за рубежомв регионахопыт предприятийсредства наглядной информацииконсультации специалистовинструкции по охране трудастрахование
Разделы и рубрики
Ежемесячное издание. Объем – 80 стр. Распространяется только по подписке.
Журнал распространяется во всех отделениях связи РФ по каталогам: «Агентство Роспечать» — инд. 82721; «Почта России» — инд. 16583. Подписка в редакции. E-mail: [email protected].
Тел. (495) 664-27-61, 211-54-18, 749-21-64, 749-42-73
Информация на сайте: www.ohrprom.panor.ru
Редакция журнала: (495) 664-27-46
На
прав
ах р
екла
мы
индекс на полугодие —
16583
индексна полугодие — 82721
На правах рекламы