Embed Size (px)
Citation preview
Практичне заняття №1
Розрахунок режимів різання при точінні аналітичним методом
Мета і задачі: Вивчити методику розрахунку режиму різання
аналітичним способом. Ознайомитися і набути навичок роботи з
довідковою літературою.
Теоретичні відомості і методичні вказівки
Точіння широко розповсюджений метод обробки різанням тіл
обертання. Застосовуються для видалення зовнішніх, внутрішніх і торцевих
поверхневих шарів заготовок (циліндричних, конічних і фасонних).
Розглядають наступні види точіння:
чорнове точіння («обдирка») - видалення дефектних шарів
заготовки, розрізання, відрізання, підрізання торців заготовки. Зрізується
поверхнева «шкура» і основна частина припуску на обробку, яка дозволяє
отримувати шорсткість Ra 20…12.5;
напівчистове точіння – зняття 20…25% припуску і дозволяє
отримати шорсткість Ra 6.3…3.2 і точність 10…11-го квалітетів. Заготовка
отримує форму близьку до деталі.
чистове точіння – забезпечує отримання шорсткості Ra
3.2…1.6 і точність 7…9-го квалітетів. Деталь одержує остаточну форму і
розміри;
тонке точіння – дозволяє при зрізанні дуже тонких стружок
отримувати на поверхні деталей шорсткість Ra 0.40…0.20 і точність 5…7-
го квалітетів. Припуск під тонке точіння складає 0.1–0.2 мм. Застосовують,
як метод обробки, що заміняє, шліфування.
Існують наступні рекомендації розподілення припуску на механічну
обробку:
- 60% сумарного припуску відводиться на чорнову обробку;
- 40% на чистову.
Якщо маршрут механічної обробки складається із чорнової,
напівчистової та чистової обробки, то:
- 45% припуску відводиться на чорнову обробку;
- 30% на напівчистову;
- 25% на чистову.
Визначення режиму різання полягає в виборі по заданим умовам
обробки найвигіднішого співпадання глибини різання, подачі і швидкості
різання, які забезпечили б найменшу трудомісткість і собівартість
виконання операції.
Обробка заготовки точінням здійснюється при взаємодії двох рухів:
рівномірного обертального руху деталі - рух різання (або головний рух) і
рівномірного поступального руху різця вздовж або впоперек осі деталі - рух
подачі. До елементів режиму різання відносяться: глибина різання t, подача
S, швидкість різання .
Глибина різання, мм - величина зрізуваного шару за один прохід,
заміряна в напрямі, перпендикулярному обробленій поверхні тобто
перпендикулярному напряму подачі. При чорновій обробці, як правило,
глибину різання призначають рівною всьому припуску, тобто припуску
зрізуваного за один прохід
D dt h
2
,
де h - припуск, мм; D - діаметр заготовки, мм; d - діаметр деталі, мм.
При чистовій обробці припуск залежить від вимог точності і
шорсткості обробленої поверхні.
Подача – величина переміщення ріжучої кромки інструмента
відносно обробленої поверхні у напрямку подачі за одиницю часу (хвилинна
подача Sхв) або за один оберт заготовки. При чорновій обробці призначають
максимально можливу подачу виходячи з жорсткості і міцності системи
ВПІД, міцності пластинки, потужності приводу верстата; при чистовій
обробці – залежно від необхідного ступеня точності і шорсткості обробленої
поверхні.
Швидкість різання - величина переміщення точки ріжучої кромки
інструменту щодо поверхні різання у напрямі руху різання за одиницю часу.
Швидкість різання залежить від ріжучих властивостей інструмента і може
бути визначена при точінні по таблицях нормативів або по емпіричній
формулі
m x
CK
T t S
,
де C – коефіцієнт який враховує умови обробки; m, x, y – показники
степеня; Т – період стійкості інструмента, хв; t – глибина різання, мм; S –
подача, мм/об; K – узагальнений поправочний коефіцієнт, який враховує
зміни умов обробки по відношенню до табличних.
K=KмKпKиKφKr,
де Kм – коефіцієнт, який враховує вплив вплив матеріалу заготовки; Kп –
коефіцієнт, який враховує стан поверхні заготовки; Kи – коефіцієнт, який
враховує матеріал інструмента; Kφ – коефіцієнт, який враховує головний
кут в плані різця; Kr – коефіцієнт, який враховує радіус при вершині різця
– враховується тільки для різців із швидкоріжучої сталі.
При налагоджені верстата необхідно встановити частоту обертання
шпинделя, яка буде забезпечувати розрахункову швидкість різання, об/хв,
1000n
D
.
Силовий розрахунок
Для вивчення дії сили опору різанню її розкладають на три взаємно
перпендикулярні складові сили, що направлені по осях координат верстата:
Px – осьова сила; Py – радіальна сила; Pz – тангенційна сила, яку називають
силою різання [1].
Осьова сила Px діє вздовж заготовки та при продольному точінні
протидіє механизму подач.
Радіальна сила Py - віджимає різець, іі реакція згинає заготовку.
Сила різання Pz направлена по дотичній до поверхні різання та
визначає потужність різання Np.
Складові сили різання при точінні розраховують за аналітичною
формулою, Н:
Pzxy=10CptxSynKp,
где CP – стала, що враховує умови обробки; x, y, n – показники степеня; t –
глибина різання, мм; S – подача, мм/об; – швидкість різання, м/хв; KP –
узагальнений поправочний коефіцієнт, що враховує зміну умов обробки по
відношенню до табличних.
Kp=KмpKφpKλpKγpKrp,
де Kмр – поправочний коефіцієнт, що враховує властивості оброблюваного
матеріалу; Kφр, Kλр, Kγр, Krр – коефіцієнти, що враховують відповідні
геометричні параметри різця.
Потужність різання розраховують за формулою, кВт:
zP
N1020 60
,
де Pz – сила різання, Н; – швидкість різання, м/хв.
Основний технологічний (машинний) час – період часу за який
якого знімається стружка без безпосередньої участі робітника, хв,
o
LТ i
S n
,
де L – шлях інструмента в напрямку робочої подачі, мм; i – кількість
переходів, мм,
L=l+Δ1+Δ2,
де l – розмір оброблюваної поверхні у напрямку подачі, мм; Δ1 - величина
врізання, мм; Δ2 - величина перебігу, мм, Δ2=1÷2,
Δ1=t·ctgφ,
де t - глибина різання, мм; φ - головний кут в плані різця.
Приклад:
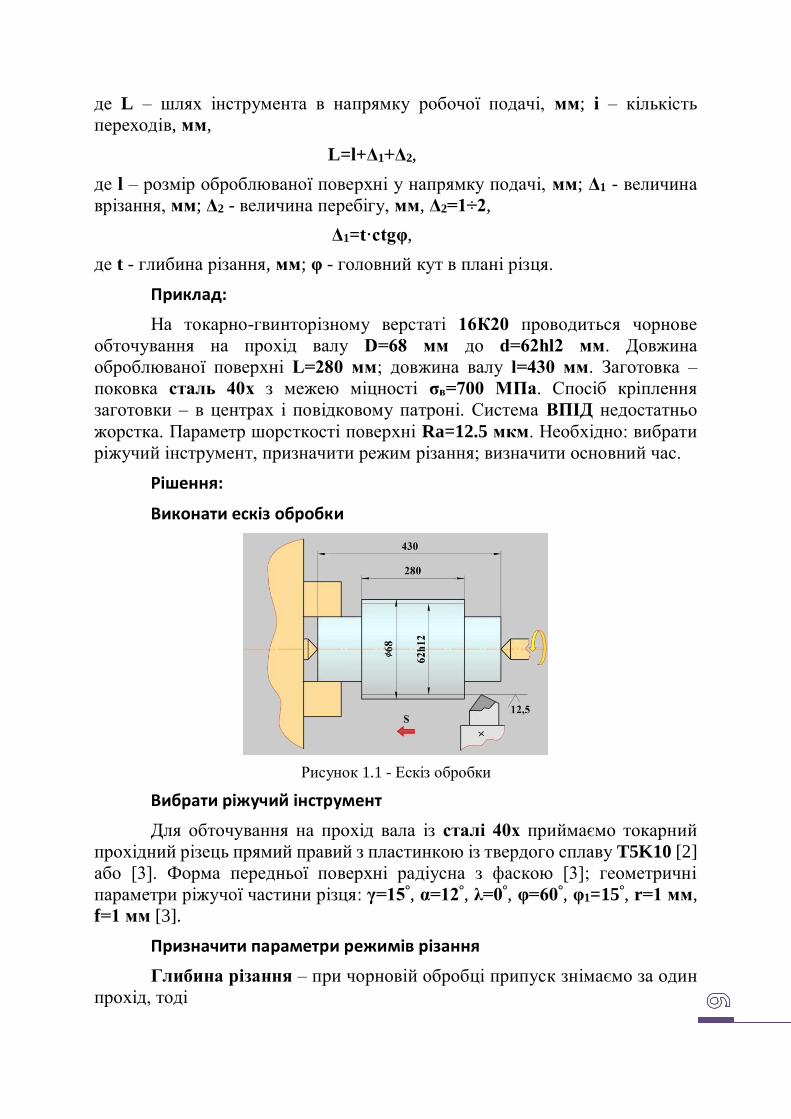
На токарно-гвинторізному верстаті 16К20 проводиться чорнове
обточування на прохід валу D=68 мм до d=62hl2 мм. Довжина
оброблюваної поверхні L=280 мм; довжина валу l=430 мм. Заготовка –
поковка сталь 40х з межею міцності σв=700 МПа. Спосіб кріплення
заготовки – в центрах і повідковому патроні. Система ВПІД недостатньо
жорстка. Параметр шорсткості поверхні Ra=12.5 мкм. Необхідно: вибрати
ріжучий інструмент, призначити режим різання; визначити основний час.
Рішення:
Виконати ескіз обробки
Рисунок 1.1 - Ескіз обробки
Вибрати ріжучий інструмент
Для обточування на прохід вала із сталі 40х приймаємо токарний
прохідний різець прямий правий з пластинкою із твердого сплаву T5K10 [2]
або [3]. Форма передньої поверхні радіусна з фаскою [3]; геометричні
параметри ріжучої частини різця: γ=15°, α=12°, λ=0°, φ=60°, φ1=15°, r=1 мм,
f=1 мм [3].
Призначити параметри режимів різання
Глибина різання – при чорновій обробці припуск знімаємо за один
прохід, тоді
D d 68 62t h 3
2 2
, мм.
Призначаємо подачу – для чорнової обробки заготовки з
конструкційної сталі діаметром до 100 мм різцем з перерізом 1625 при
глибині різання до 3 мм, (T11) [2]:
S=0.6…1.2 мм/об.
У відповідності з паспортними даними верстата (додаток А)
приймаємо S=0.8 мм/об.
Швидкість різання, що допускається матеріалом різця, м/хв,
m x
CK
T t S
,
де C=340, x=0.15, y=0.45, m=0.2, T=60 хв (T17) [2].
Поправочний коефіцієнт для обробки різцем з твердосплавною
пластиною
K=KмKпKиKφ,
n
M Г
в
750K K
,
де KГ=1 – коефіцієнт, який характеризує групу сталі по оброблюваності; -
показник степеня (T2) [2].
Тоді
1
M
750K 1 1.07
700
,
Kп=0.8 (T5) [2];
Kи=0.65 (T6) [2];
Kφ=0.9 (T18) [2];
0.2 0.15 0.45
3401.07 0.8 0.65 0.9 70.6
60 3 0.8 м/хв.
Частота обертання, що відповідає знайденій швидкості різання,
об/хв
1000 1000 70.6n 330.6
D 3.14 68
.
Коректуємо частоту обертання шпинделя згідно паспортних даних
верстата – nД=315 об/хв.
Дійсна швидкість різання, м/хв:
Д
D n 3.14 68 31567.3
1000 1000
.
Силовий розрахунок
Сили різання при точінні
Pzxy=10CptxSynKp,
Визначаємо значення сталої для кожної складової сили та показники
степеня (Т22) [2]:
– для Pz: CPz=300, х=1.0, y=0.75, n=-0.15;
– для Px: CPx=339, х=1.0, y=0.5, n=-0.4;
– для Py: CPy=243, х=0.9, y=0.6, n=-0.3;
Визначаємо показники поправочних коефіцієнтів
Kp=KмpKφpKλpKγpKrp,
n 0.75
вMP
700K 0.95
750 750
, (T9) [2].
Поправочні коефіцієнти, що враховують геометрію різця (Т23) [2];
– для Pz: Kφp=0.94; Kλp=1.0; Kγp=0.95;
– для Px: Kφp=1.11; Kλp=1.0; Kγp=0.8;
– для Py: Kφp=0.77; Kλp=1.0; Kγp=0.8;
Загальний поправочний коефіцієнт KР;
– для Pz: Kp=0.95·0.94·1.0·0.95=0.85;
– для Px: Kp=0.95·1.11·1.0·0.8=0.84;
– для Py: Kp=0.95·0.77·1.0·0.8=0.59;
Pz=10·300·31·0.80.75·67.3-0.15·0.85=3441.73,
Px=10·339·31·0.80.5·67.3-0.4·0.84=1418.86,
Py=10·243·30.9·0.80.6·67.3-0.3·0.59=953.49.
Основний час, хв
o
LТ i
S n
,
Шлях різця L=l+Δ1+Δ2, мм.

Врізання різця – Δ1=t·ctgφ=3·ctg60º=3·0.58=1.7 мм.
Перебіг різця Δ2=1.3 мм.
Тоді L=280+1.7+1.3=383 мм.
o
283T 1.12
0.8 315
.
Порядок виконання
1. Користуючись інструкцією і додатковою літературою, вивчити
методику визначення режиму різання. Ознайомитися з довідником [2] або
[3]. Ознайомитися з умовою завдання. 2. Виконати ескіз обробки. 3. Вибрати
ріжучий інструмент. 4. Призначити глибину різання. 5. Визначити подачу.
6. Розрахувати швидкість різання. 7. Визначити частоту обертання
шпинделя і з коректувати згідно паспорта верстата. 8. Визначити дійсну
швидкість різання. 9. Розрахувати основний технологічний час.
Практичне заняття №2
Розрахунок режимів різання при точінні за допомогою
нормативнодовідкової літератури
Мета і задачі: Вивчити методику призначення режимів різання по
таблицям нормативів. Ознайомитись і набути навиків роботи з
нормативами.
Теоретичні відомості і методичні вказівки
Визначення режиму різання полягає в виборі по заданим умовам
обробки найвигіднішого співпадання глибини різання, подачі і швидкості
різання, які забезпечили б найменшу трудомісткість і собівартість
виконання операції.
Режими різання встановлюються в наступному порядку:
визначення глибини різання t, мм і числа кількості переходів
і. При чорновому точінні весь припуск доцільно знімати за один прохід (у
ряді випадків, коли маємо ліміт потужності верстата, буває вигідно знімати
припуск за декілька переходів). Доцільність цього повинна визначатись
порівняльним розрахунком тривалості оперативного часу. Розподілення
припусків на декілька переходів виконують також при напівчистовому і
чистовому точінні, а також при обробці різцями з допоміжною ріжучою
кромкою (φ1=0).
вибір подачі S, мм/об. Подача вибирається в залежності від
площі поперечного перерізу державки різця, діаметра обробки і глибини
різання. Вибрана подача перевіряється на допустимість по потужності
електродвигуна, міцності державки різця, міцності пластини з твердого
сплаву і від заданої чистоти поверхні.
визначення нормативної швидкості різання , м/хв і
відповідної частоти обертання n, хв-1. По значенню швидкості вибирається
необхідна частота обертання шпинделя, яка коректується по паспорту
верстата.
визначаються зусилля і потужність різання по вибраним
значенням t, S, .
перевірка можливості роботи вибраного режиму різання на
заданому верстаті по його експлуатаційним даним. Якщо знайдений режим
не може бути виконаним на заданому верстаті, а вибрана подача
задовольняє, необхідно зменшити швидкість різання. Зменшення швидкості
виконується введенням поправочного коефіцієнту зміни швидкості K в
залежності від відношення потужності на шпиндель, яка допускається
верстатом, до потужності по нормативам.

коректування вибраного режиму по верстату у відповідності з
його паспортними даними.
Приклад:
Розрахувати режим різання на верстаті 16К20 для чорнового точіння
деталі типу вал від D=80 мм до d=68 мм. Довжина оброблюваної поверхні
l=275 мм. Заготовка прокат сталь 45 з межею міцності σв=550 МПа.
Умова виконання операції – заготовка встановлюється в самоцентруючий
патрон з піджимом центра задньої бабки.
Рішення:
Виконати ескіз обробки
Рисунок 2.1 Ескіз обробки
Вибрати ріжучий інструмент
Для обточування вала з сталі 45 приймаємо токарний прохідний
різець прямий правий з пластиною із твердого сплаву T5K10 [2] або [3];
геометричні параметри ріжучої частини різця: φ=45°; φ1=10°; с=4 мм
(товщина пластинки); В×Н=25×25 мм (переріз державки); LР=1.5Н (виліт
різця).
Призначити параметри режимів різання
Розрахунок режимів різання виконаємо в традиційній послідовності
з використанням даних практичного заняття №1.
Глибина різання
При чорновій обробці припуск знімаємо за один прохід, тоді
D d 80 68t h 6
2 2
мм.
Призначаємо подачу
Для державки різця перерізом 25×25 мм, діаметра обробки до 100 мм
і глибини різання до 8 мм рекомендується подача S=0.5…0.7 мм/об.
Перевіримо допустимість рекомендованої подачі по потужності
електродвигуна, міцності державки різця і міцності пластинки твердого
сплаву.
Для глибини різання t=6 мм, потужність електродвигуна NД=8 кВт і
для різця φ1>0° допускається подача S=0.7 мм/об. Для сталі з межею
міцності σв=550 МПа поправочний коефіцієнт KМS=1.07. Відповідно,
подача допустима потужністю електродвигуна (з умови забезпечення
роботи для твердого сплаву зі швидкістю не менше 50 м/хв) S=0.7·1.07=0.75
мм/об.
Для різця з державкою перерізом 25×25 мм і глибиною різання t=6
мм знаходимо подачу S=3 мм/об. Помноживши цю подачу на поправочний
коефіцієнт KМS=1.07, який відповідає сталі з межею міцності σв=550 МПа,
і KМS=0.58, який відповідає вильоту різця; Lp=1.5Н, знайдемо подачу,
допустиму по міцності державки різця: S=3·1.07·0.58=1.86 мм/об.
Для різця з головним кутом в плані φ=45°, товщиною пластинки
твердого сплаву с=4 мм і для глибини різання t=6 мм знаходимо подачу
S=1.11 мм/об. З урахуванням поправочного коефіцієнта для сталі σв=550
МПа, KМS=1.07, допустима подача по міцності пластинки твердого сплаву
S=1.07·1.11=1.19 мм/об.
Із порівняння подач S=0.75 мм/об, S=1.86 мм/об, S=1.19 мм/об,
бачимо, що величину подачі лімітує потужність електродвигуна. Подача,
яка допускається потужністю електродвигуна, не обмежує максимальну
подачу S=0.75 мм/об. Така подача є на верстаті (відповідно паспортним
даним), відповідно приймаємо її для виконання технологічного переходу
обробки d=68 мм.
Швидкість різання і частота обертання шпинделя
Для глибини різання t=6 мм прохідного прямого різця з кутом в
плані φ=45° для S=0.75 мм/об відповідає =100 м/хв, Pz=6630 Н, Ne=10.7
кВт.
Визначаємо поправочні коефіцієнти для змінених умов різця. В
даному прикладі необхідно врахувати тільки поправочний коефіцієнт в
залежності від межі міцності обробленого матеріалу σв. Для σв=550 МПа
знаходимо KM=1.18, KMP=0.92, KMN=1.09.
Відповідно для заданих умов обробки нормативні значення , Pz і Ne
складають:
=100·1.18=118 м/хв; Pz=6630·0.92=6100 Н; Ne=10.7·0.92=11.6 кВт.
Знайдений режим не може бути використаним на цьому верстаті, в
зв’язку з тим, що ефективна потужність, що необхідна для різання Ne=11.6
кВт, більша за потужність на шпинделі, яка допускається номінальною
потужністю електродвигуна (NД=7.5 кВт по паспорту верстата). Необхідно
зменшити швидкість різання. Коефіцієнт зміни швидкості різання залежить
від відношення потужності на шпинделі, яка допускається верстатом, до
потужності по нормативам.
В даному прикладі це відношення дорівнюватиме 7.5/11.6=0.6.
Для даного відношення коефіцієнт зміни швидкості різання: K=0.55
м/хв. Швидкість різання, розраховується по потужності верстата,
=188·0.55=65 м/хв.
Частота обертання шпинделя
1000 1000 65n 258
D 3.14 80
об/хв.
По паспорту верстата вибираємо n=250 об/хв. Тоді фактична
швидкість різання, м/хв
Ф
D n 3.14 80 25062.8
1000 1000
.
Остаточно для переходу обробки D=80 мм: глибина різання t=6 мм,
подача S=0.75 мм/об, n=250 об/хв, =62.8 м/хв.
Основний час, хв
o
L 281T i 1 1.6
n S 250 0.7
,
де L - шлях різця, мм, L=l+l1=275+6=281, причому l1 – величина врізання
різця (для даного прикладу). Для глибини різання t=6 мм і головному куті в
плані φ=45° знаходимо l1=6 мм; l – довжина оброблюваної поверхні.
Порядок виконання
1. Користуючись методичними вказівками і додатковою
літературою, вивчити порядок визначення режимів різання. Ознайомитись
з довідником [6]. 2. Виконати ескіз обробки. 3. Вибрати ріжучий інструмент,
виконати ескіз. 4. Призначити глибину різання. 5. Визначити подачу. 6.
Визначити швидкість, силу і потужність, яка затрачається на різання. 7.
Визначити частоту обертання і скоректувати з паспортними даними
верстата. 8. Визначити дійсну швидкість різання. 9. Визначити основний
технологічний час.
Практичне заняття №3
Розрахунок режимів різання при свердлінні, зенкеруванні та розвертуванні аналітичним методом
Мета і задачі: Вивчити методику розрахунку режиму різання при
свердлінні, зенкеруванні і розвертуванні аналітичним способом.
Ознайомитися і набути навичок роботи з довідковою літературою.
Теоретичні відомості і методичні вказівки
Найбільш поширеним методом отримання отворів різанням є
свердління. Рух різання (головний рух) при свердленні – обертальний рух,
рух подачі – поступальний. Як інструмент при свердленні застосовуються
свердла. Найпоширеніші з них – спіральні, призначені для свердління і
розсвердлювання отворів, глибина яких не перевищує 10 діаметрів свердла.
Шорсткість поверхні після свердління Ra 12.5…6.3, точність по 11…14
квалітету. Градація діаметрів спіральних свердел повинна відповідати
ГОСТ 885-86.
Для отримання точніших отворів (8…9 квалітет) з шорсткістю
поверхні Ra 6.3…3.2 застосовують зенкерування. Виконавчі діаметри
стандартних зенкерів відповідають ГОСТ 1677-85.
Розвертування забезпечує виготовлення отворів підвищеної
точності (5…7 квалітет) низької шорсткості до Ra 0.4. Виконавчі розміри
діаметрів розверток з інструментальних сталей наведені в ГОСТ 11174-85,
з пластинками з твердого сплаву в ГОСТ 1173-85.
Глибина різання:
– при свердлінні, CD
t2
мм;
– при розсвердлюванні CD d
t2
мм;
– при зенкерування З СD D
t2
мм;
– при розвертуванні З РD D
t2
мм.
Подача – величина переміщення ріжучої кромки інструмента
відносно обробленої поверхні у напрямку подачі за одиницю часу (хвилинна
подача Sхв) або за один оберт заготовки. При чорновій обробці призначають
максимально можливу подачу виходячи з жорсткості і міцності системи
ВПІД, міцності пластинки, потужності приводу верстата; при чистовій
обробці - залежно від необхідного ступеня точності і шорсткості обробленої
поверхні.
Швидкість різання – величина переміщення точки ріжучої кромки
інструменту щодо поверхні різання у напрямі руху різання за одиницю часу.
Швидкість різання залежить від ріжучих властивостей інструмента і може
бути визначена при точінні по таблицях нормативів або по емпіричній
формулі.
Розрахунок режимів різання для всіх операцій проведемо на
конкретних прикладах.
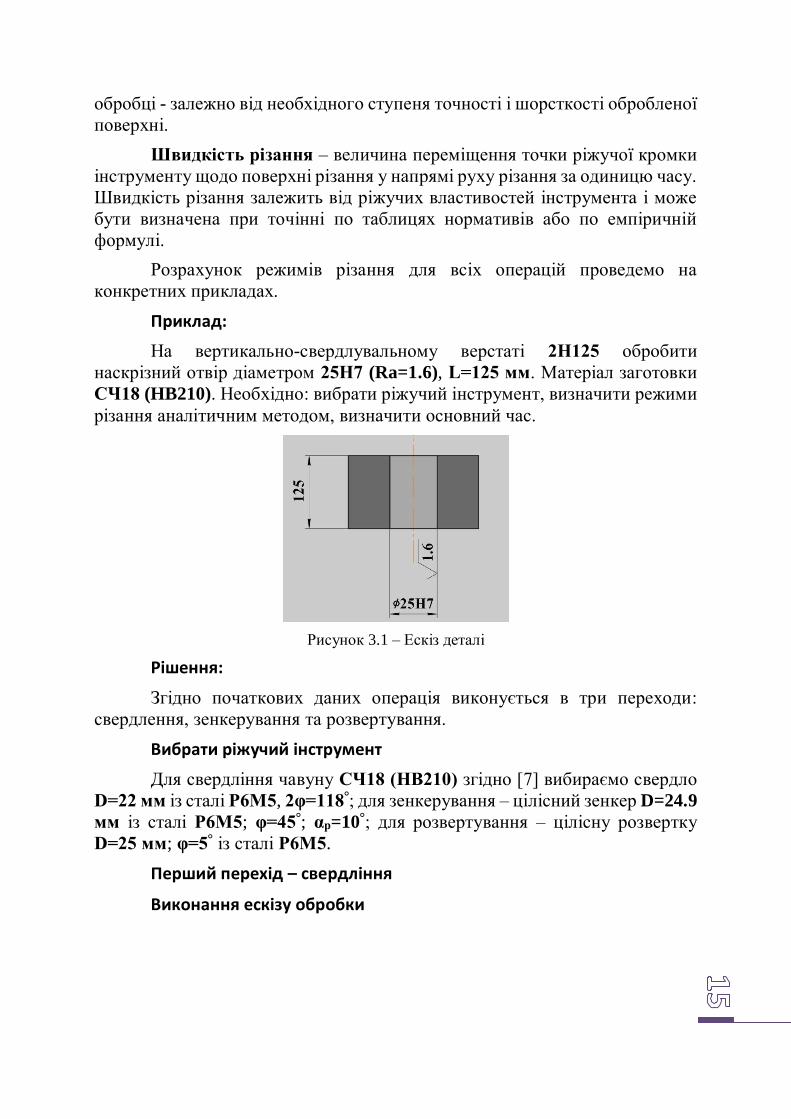
Приклад:
На вертикально-свердлувальному верстаті 2Н125 обробити
наскрізний отвір діаметром 25Н7 (Ra=1.6), L=125 мм. Матеріал заготовки
СЧ18 (HB210). Необхідно: вибрати ріжучий інструмент, визначити режими
різання аналітичним методом, визначити основний час.
Рисунок 3.1 – Ескіз деталі
Рішення:
Згідно початкових даних операція виконується в три переходи:
свердлення, зенкерування та розвертування.
Вибрати ріжучий інструмент
Для свердління чавуну СЧ18 (HB210) згідно [7] вибираємо свердло
D=22 мм із сталі Р6М5, 2φ=118°; для зенкерування – цілісний зенкер D=24.9
мм із сталі Р6М5; φ=45°; αр=10°; для розвертування – цілісну розвертку
D=25 мм; φ=5° із сталі Р6М5.
Перший перехід – свердління
Виконання ескізу обробки

Рисунок 3.2 – Ескіз обробки (свердління)
Призначення параметрів режимів різання
Глибина різання при наскрізному свердлінні, мм
CD 22
t 112 2
.
Призначаємо подачу, мм/об. При свердлінні отворів без
обмежуючих факторів вибираємо максимально допустиму по міцності
свердла подачу: S=0.56 [2] (Т25). Однак в даному випадку обмежуючим
фактором є довжина свердління. Згідно примітки 1 (Т25) при довжині
свердління L≤7D вводимо поправочний коефіцієнт KLS=0.8. Тоді
S=0.56·0.8=0.448.
По паспорту верстата встановлюємо найближчу подачу до
розрахункової [паспорт] – S=0.40 мм/об.
Швидкість різання, що допускається матеріалом інструмента, м/хв
q
m y
С DK
T S
.
Згідно Т28 – C=17.1, q=0.25, y=0.4, m=0.125, згідно Т30 – T=75 хв
[2].
Поправочний коефіцієнт для обробки свердлом із швидкоріжучої
сталі:
K=KмKиKL,
де Kм коефіцієнт, який враховує вплив матеріалу заготовки (Т1) [2];
Kи=1.0 коефіцієнт, який враховує матеріал інструмента (Т6) [2]; KL=0.7
коефіцієнт, який враховує глибину свердління (Т31) [2].
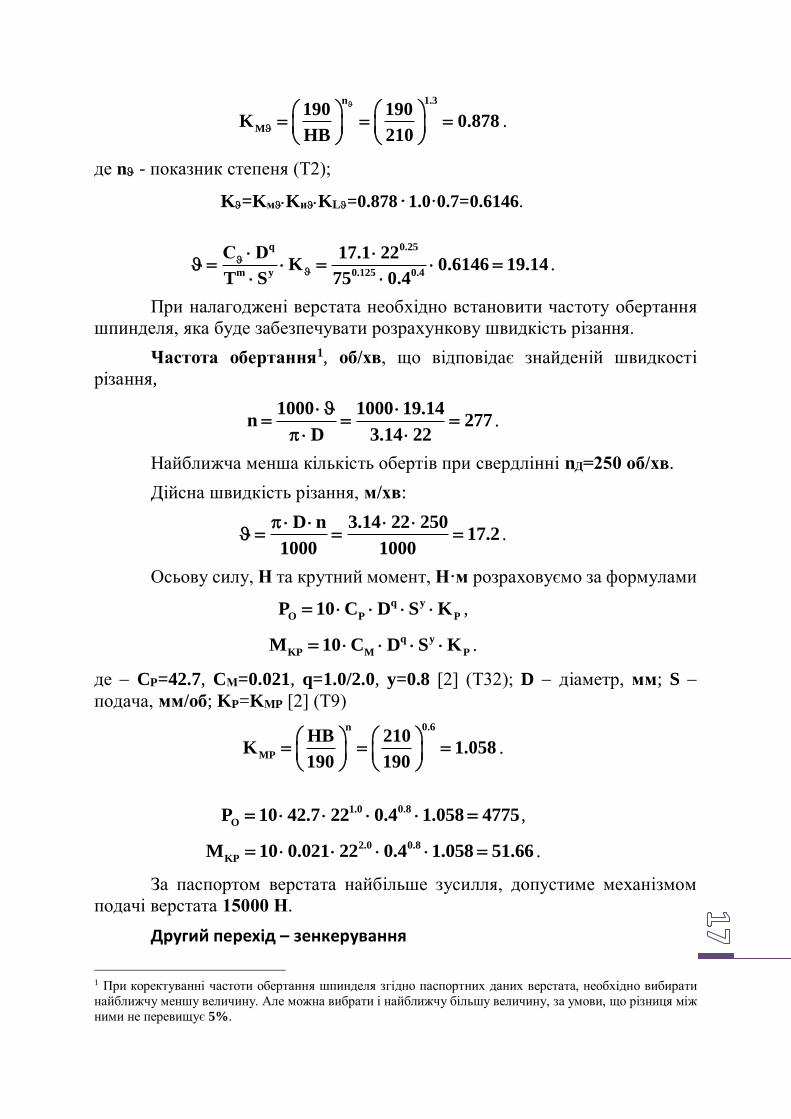
n 1.3
M
190 190K 0.878
HB 210
.
де n - показник степеня (Т2);
K=KмKиKL=0.878·1.0·0.7=0.6146.
q 0.25
m y 0.125 0.4
С D 17.1 22K 0.6146 19.14
T S 75 0.4
.
При налагоджені верстата необхідно встановити частоту обертання
шпинделя, яка буде забезпечувати розрахункову швидкість різання.
Частота обертання1, об/хв, що відповідає знайденій швидкості
різання,
1000 1000 19.14n 277
D 3.14 22
.
Найближча менша кількість обертів при свердлінні nД=250 об/хв.
Дійсна швидкість різання, м/хв:
D n 3.14 22 25017.2
1000 1000
.
Осьову силу, Н та крутний момент, Н·м розраховуємо за формулами
q y
O P PP 10 C D S K ,
q y
KP M PM 10 C D S K .
де CP=42.7, CМ=0.021, q=1.0/2.0, y=0.8 [2] (Т32); D діаметр, мм; S
подача, мм/об; KP=KМP [2] (Т9)
n 0.6
MP
HB 210K 1.058
190 190
.
1.0 0.8
OP 10 42.7 22 0.4 1.058 4775 ,
2.0 0.8
KPM 10 0.021 22 0.4 1.058 51.66 .
За паспортом верстата найбільше зусилля, допустиме механізмом
подачі верстата 15000 Н.
Другий перехід – зенкерування
1 При коректуванні частоти обертання шпинделя згідно паспортних даних верстата, необхідно вибирати
найближчу меншу величину. Але можна вибрати і найближчу більшу величину, за умови, що різниця між
ними не перевищує 5%.
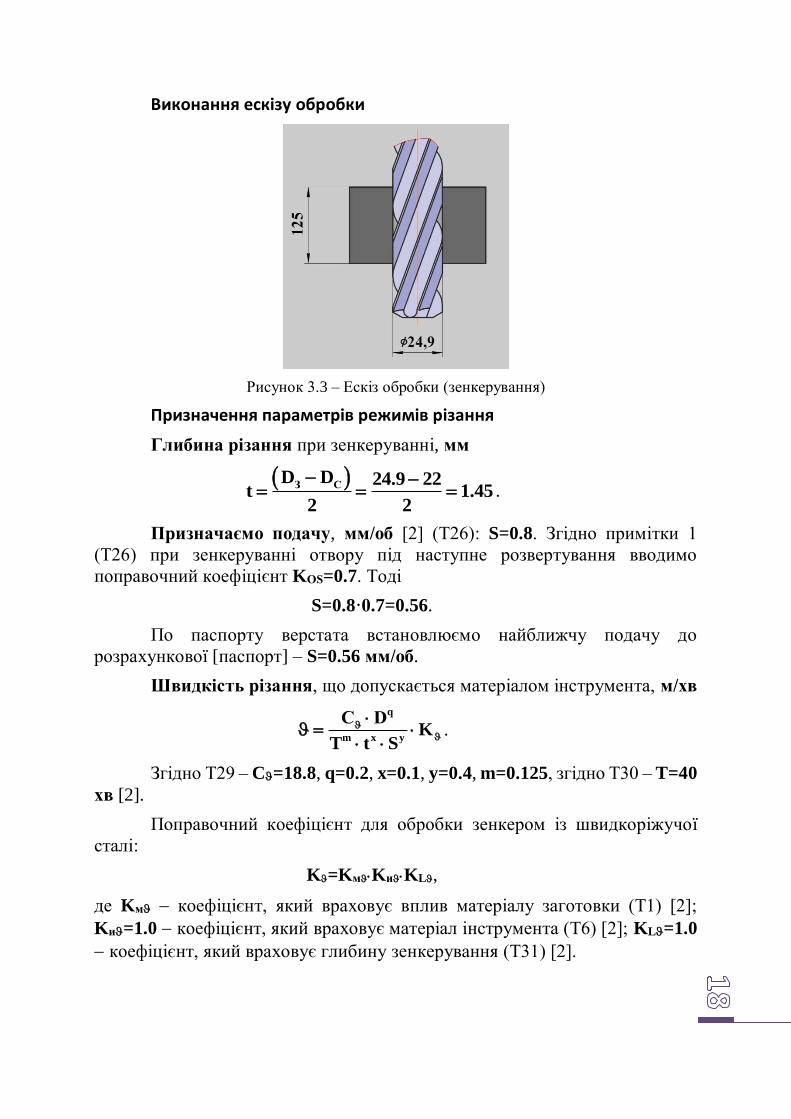
Виконання ескізу обробки
Рисунок 3.3 – Ескіз обробки (зенкерування)
Призначення параметрів режимів різання
Глибина різання при зенкеруванні, мм
З СD D 24.9 22
t 1.452 2
.
Призначаємо подачу, мм/об [2] (Т26): S=0.8. Згідно примітки 1
(Т26) при зенкеруванні отвору під наступне розвертування вводимо
поправочний коефіцієнт KОS=0.7. Тоді
S=0.8·0.7=0.56.
По паспорту верстата встановлюємо найближчу подачу до
розрахункової [паспорт] – S=0.56 мм/об.
Швидкість різання, що допускається матеріалом інструмента, м/хв
q
m x y
С DK
T t S
.
Згідно Т29 – C=18.8, q=0.2, x=0.1, y=0.4, m=0.125, згідно Т30 – T=40
хв [2].
Поправочний коефіцієнт для обробки зенкером із швидкоріжучої
сталі:
K=KмKиKL,
де Kм коефіцієнт, який враховує вплив матеріалу заготовки (Т1) [2];
Kи=1.0 коефіцієнт, який враховує матеріал інструмента (Т6) [2]; KL=1.0
коефіцієнт, який враховує глибину зенкерування (Т31) [2].
n 1.3
M
190 190K 0.878
HB 210
.
де n - показник степеня (Т2);
K=KмKиKL=0.878·1.0·1.0=0.878.
q 0.2
m x y 0.125 0.1 0.4
С D 18.8 24.9K 0.878 24
T t S 40 1.45 0.56
.
При налагоджені верстата необхідно встановити частоту обертання
шпинделя, яка буде забезпечувати розрахункову швидкість різання.
Частота обертання, об/хв, що відповідає знайденій швидкості
різання,
1000 1000 24n 306.9
D 3.14 24.9
.
Найближча менша кількість обертів при зенкеруванні nД=250 об/хв.
Дійсна швидкість різання, м/хв:
D n 3.14 24.9 25019.5
1000 1000
.
Осьову силу, Н та крутний момент, Н·м розраховуємо за формулами
x y
o P PP 10 C t S K ,
q x y
KP M PM 10 C D t S K .
де CP=23.5, CМ=0.085, q=0/0, x=1.2/0.75, y=0.4/0.8 [2] (Т32); D діаметр,
мм; S подача, мм/об; KP=KМP [2] (Т9)
n 0.6
MP
HB 210K 1.058
190 190
.
1.2 0.4
OP 10 23.5 1.45 0.56 1.058 307.9 ,
0 0.75 0.8
KPM 10 0.085 24.9 1.45 0.56 1.058 0.747 .

Третій перехід – розвертування
Виконання ескізу обробки
Рисунок 3.4 – Ескіз обробки (розвертування)
Призначення параметрів режимів різання
Глибина різання при розвертуванні, мм
З РD D 25 24.9
t 0.052 2
.
Призначаємо подачу, мм/об [2] (Т27): S=2.2. Згідно примітки 1
(Т27) при розвертуванні з точністю до 7 квалітету вводимо поправочний
коефіцієнт KОS=0.7. Тоді
S=2.2·0.7=1.54.
По паспорту верстата встановлюємо найближчу подачу до
розрахункової [паспорт] – S=1.12 мм/об.
Швидкість різання, що допускається матеріалом інструмента, м/хв
q
m x y
С DK
T t S
.
Згідно Т29 – C=15.6, q=0.2, x=0.1, y=0.5, m=0.3, згідно Т30 – T=120
хв [2].
Поправочний коефіцієнт для обробки розверткою із швидкоріжучої
сталі:
K=KмKиKL,
де Kм коефіцієнт, який враховує вплив матеріалу заготовки (Т1) [2];
Kи=1.0 коефіцієнт, який враховує матеріал інструмента (Т6) [2]; KL=1.0
коефіцієнт, який враховує глибину розвертування (Т31) [2].
n 1.3
M
190 190K 0.878
HB 210
.
де n - показник степеня (Т2);
K=KмKиKL=0.878·1.0·1.0=0.878.
q 0.2
m x y 0.3 0.1 0.5
С D 15.6 25K 0.878 7.9
T t S 120 0.05 1.12
.
При налагоджені верстата необхідно встановити частоту обертання
шпинделя, яка буде забезпечувати розрахункову швидкість різання.
Частота обертання, об/хв, що відповідає знайденій швидкості
різання,
1000 1000 7.9n 100.6
D 3.14 25
.
Найближча менша кількість обертів при зенкеруванні nД=90 об/хв.
Дійсна швидкість різання, м/хв:
D n 3.14 25 907.0
1000 1000
.
Силовий розрахунок
Для визначення крутного моменту при розвертуванні кожний зуб
інструмента можна розглядати як розточувальний різець. Тоді при діаметрі
інструмента D крутний момент, Нм,
x y
P zKP
C t S D zM
2 100
,
тут Sz подача, мм на один зуб інструмента, рівна S
z, де S подача, мм/об,
z кількість зубців розвертки. Значення коефіцієнтів та показників степенів
(Т22) [2].
Потужність різання
Потужність різання, кВТ розраховуємо по найбільшому крутному
моменту за формулою
KPРІЗ
M n 51.56 250N 1.32
9750 9750
.
Перевіряємо потужність різання по потужності верстата, кВт
РІЗ
ДВ ДВ
N 1.32N 1.65 N 2.2
0.8
.
Верстат не лімітує розрахованого режиму різання.
Розрахунок основного технологічного часу ТO, хв
При свердлінні, зенкеруванні та розвертуванні розрахунок основного
технологічного часу при обробці наскрізних отворів проводять за формулою
1 2 3
O
l L lT
n S
.
де l1=t·ctgφ величина врізання, мм; L2 глибина наскрізного отвору, мм;
l3=(3…5)S величина перебігу, мм; n - частота обертання шпинделя, хв–1;
S – подача, мм/об; t глибина різання, мм. Тоді основний час для:
– свердління
l1=t·ctgφ=11·ctg59=6.6, l3=3S=3·0.4=1.2,
Oc
6.6 125 1.2T 1.328
250 0.4
,
– зенкерування
l1=t·ctgφ=1.45·ctg45=1.45, l3=3S=3·0.56=1.68,
Oз
1.45 125 1.68T 0.915
250 0.56
,
– розвертування
l1=t·ctgφ=0.05·ctg5=0.57, l3=3S=3·1.12=3.36,
Oр
0.571 125 3.36T 1.279
90 1.12
.
Тоді загальний основний час, хв
TOзаг=TOс+TOз+TOр=1.328+0.915+1.279=3.522.
Порядок виконання
1. Користуючись інструкцією і додатковою літературою, вивчити
методику визначення режиму різання. Ознайомитися з довідником [2] або
[3]. Ознайомитися з умовою завдання. 2. Виконати ескіз обробки. 3. Вибрати
ріжучий інструмент. 4. Призначити глибину різання. 5. Визначити подачу.
6. Розрахувати швидкість різання. 7. Визначити частоту обертання
шпинделя і з коректувати згідно паспорта верстата. 8. Визначити дійсну
швидкість різання. 9. Розрахувати основний технологічний час.
Практичне заняття №4

Розрахунок режимів різання при свердлінні, зенкеруванні та
розвертуванні за допомогою нормативнодовідкової літератури
Мета роботи: вивчити методику призначення режимів різання при
свердлінні, зенкеруванні та розвертуванні по таблицях нормативів.
Ознайомитися і набути навичок роботи з нормативами.
Теоретичні відомості і методичні вказівки
Викладені в практичному завданні №3.
Приклад:
На вертикально-свердлувальному верстаті 2Н125 обробити
наскрізний отвір діаметром 25Н7 (Ra=1.6 мкм), L=125 мм. Матеріал
заготовки СЧ18 (НВ210).
Необхідно: вибрати ріжучий інструмент, призначити режим різання
по таблицях нормативів, визначити основний час.
Рішення:
Вибрати ріжучий інструмент
Згідно початкових даних операція виконується в три переходи:
свердлення, зенкерування і розвертування.
Для свердління чавуну СЧ18 (НВ210) згідно [7] вибираємо свердло
D=22 мм із сталі Р18, заточене по методу В.І. Жирова, 2=118; 20=70; для
зенкерування – цілісний зенкер D=24,9 мм із сталі Р18; =45; р=10; для
розвертування – цілісну розвертку D=25 мм; =5 із сталі Р18.
Рисунок 4.1 – Ескіз обробки
Призначення параметрів режимів різання
Розрахунок режимів різання здійснюємо в традиційній послідовності
з використанням даних [7, ((228) ст. 276)].
Перший перехід – свердління
Виконання ескізу обробки
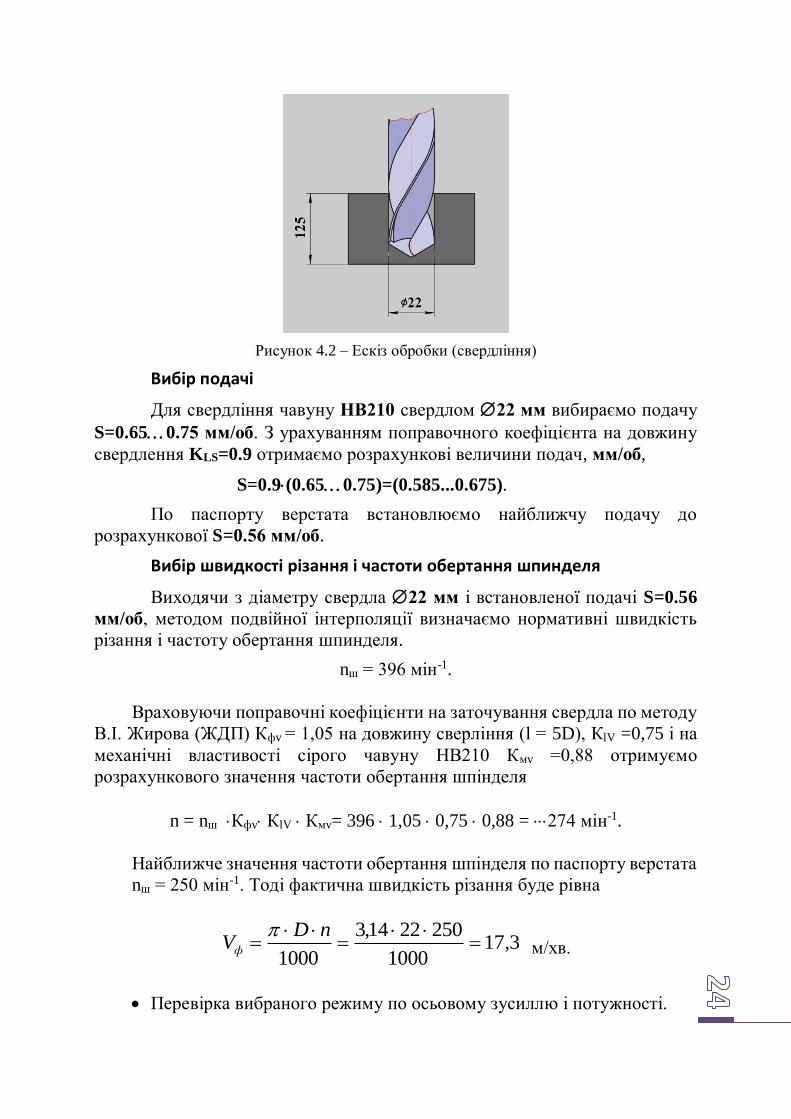
Рисунок 4.2 – Ескіз обробки (свердління)
Вибір подачі
Для свердління чавуну НВ210 свердлом 22 мм вибираємо подачу
S=0.650.75 мм/об. З урахуванням поправочного коефіцієнта на довжину
свердлення KLS=0.9 отримаємо розрахункові величини подач, мм/об,
S=0.9(0.650.75)=(0.585...0.675).
По паспорту верстата встановлюємо найближчу подачу до
розрахункової S=0.56 мм/об.
Вибір швидкості різання і частоти обертання шпинделя
Виходячи з діаметру свердла 22 мм і встановленої подачі S=0.56
мм/об, методом подвійної інтерполяції визначаємо нормативні швидкість
різання і частоту обертання шпинделя.
nш = 396 мін-1.
Враховуючи поправочні коефіцієнти на заточування свердла по методу
В.І. Жирова (ЖДП) Кфv = 1,05 на довжину сверління (l = 5D), КlV =0,75 і на
механічні властивості сірого чавуну НВ210 Кмv =0,88 отримуємо
розрахункового значення частоти обертання шпінделя
n = nш Кфv КlV Кмv= 396 1,05 0,75 0,88 = 274 мін-1.
Найближче значення частоти обертання шпінделя по паспорту верстата
nш = 250 мін-1. Тоді фактична швидкість різання буде рівна
3,171000
2502214,3
1000
nDVф
м/хв.
Перевірка вибраного режиму по осьовому зусиллю і потужності.
Для встановлених умов сверління D = 22 мм, S = 0,56 мм/об і nш = 250
об/мин методом подвійної інтерполяції отримуємо осьове зусилля Pн=6010
Н і момент Мк р, що крутить = 65720 Нмм.
З урахуванням поправочного коефіцієнта на оброблюваний матеріал
Кмм = Кмр = 1,06 і заточування по методу Жирова (ЖДП) Кфр = 0,66 і Кфм = 1
отримаємо
Р = РнКмрКфр = 60101,060,66 = 4205 Н
По паспорту верстата найбільше зусилля, що допускається механізмом подачі, рівне 15000Н.
М=МмрнКммКфм = 657201,061 = 69660 Нмм.
Користуючись графіком визначаємо що при Мкр = 69660 Нмм і nш=250мін-
1 визначаємо необхідну потужність на різання : Nрез = 1,6 кВт.
По паспорту верстата потужність на шпинделі:
Nе = Nд = 4,50,8 = 3,6 кВт; Nе = 3,6Nріз = 1,6 кВт.
Отже, верстат не лімітує вибраного режиму різання.
Зенкерування:
Вибір подачі
Для зенкерування отвору в сірому чавуні НВ210 зенкером діаметром
24,9 мм (25 мм) при подальшій обробці отвору однією розверткою
рекомендується подача S = 0,55…0,6 мм/об. Найближча подача по паспорту
верстата S = 0,56 мм/об.
Вибір швидкості різання і частоти обертання шпинделя.
Виходячи з діаметру зенкера D=24,9 (25) мм, для подачі S = 0,56 мм/об
шляхом інтерполяції визначаємо частоту обертання шпинделя nш = 329 мін-
1 .
З урахуванням поправочного коефіцієнта на оброблюваний матеріал
Кмv= 0,88 число оборотів буде рівне n = nнКмv = 3290,88 = 289 мін-1 .
Найближче число оборотів по паспорту верстата nШ = 250 мін-1 . Фактична
швидкість різання
6,191000
2509,2414,3
1000
nDVф
м/мін.
Розвертування:
Вибір подачі
Для розвертування отвору в сірому чавуні НВ 200 механічною
розверткою D = 25 мм з чистотою поверхні отвору Ra=1,6 мкм
рекомендується подача S=1,9 мм/об. Найближча подача по паспорту
верстата S=1,6 мм/об.
Вибір швидкості різання і частоти обертання шпінделя.
Для розвертування отвору діаметром 25 мм з подачею 1,6 мм/об
рекомендується частота обертання nш=105 мін-1 . З урахуванням

поправочного коефіцієнта на оброблюваний матеріал сірий чавун НВ 200
Кмn=0,88. Тоді
n = nшКмn = 1050,88 = 92 мін-1
Найближче значення частоти обертання шпинделя по паспорту
верстата
n = 90 мін-1 .
Фактична швидкість різання
71000
902514,3
1000
nDVф
м/хв.
Визначення основного (технологічного) часу.
Величина врізування і перебігання інструментів l1 при роботі на прохід
для свердла з подвійним заточуванням рівна l2 мм; для зенкера 5 мм і для
розвертки 30 мм.
При довжині отвору l=125мм основний (технологічне) час кожного
переходу рівний:
98,025056,0
12125101
nS
llt хв.
93,025056,0
5125102
nS
llt хв.
0,1906,1
30125102
nS
llt хв.
Основний час операції
T0 = t01 + t02 + t03 = 0,98 + 0,93 + 1,0 = 2,91 хв.
Порядок виконання роботи: аналогічний попередній роботі.

Варіанти завдань
Таблиця 1.1 Варіанти завдання до роботи
Номер
варіанта №
Заготовка, матеріал і
його властивості
Вид обробки і параметр
шорсткості
D,
мм d, мм
l,
мм
1 Прокат. Сталь 20,
σв=500МПа
Обточування на прохід
Ra=12.5 мкм 90 82h12 260
2 Виливок з коркою. Сірий
чавун СЧ 20, НВ 160
Обточування на прохід
Ra=12.5 мкм 120 110h12 310
3 Поковка. Сталь
12Х18Н9Т, НВ 180
Обточування в упор
Ra=1,6 мкм 52 50e9 400
4 Прокат. Сталь 14Х17Н2,
НВ 200
Розточування в упор
Ra=3,2 мкм 90 93H11 30
5 Виливок без корки. СЧ
30, НВ 220
Розточування на прохід
Ra=3,2 мкм 80 83H11 50
6 Виливок з коркою. Сірий
чавун СЧ 20, НВ 210
Розточування на прохід
Ra=12,5 мкм 120 124H12 100
7 Прокат. Сталь 38ХА,
σв=680МПа
Обточування на прохід
Ra=12.5 мкм 76 70h12 315
8 Оброблена. Сталь 35,
σв=560МПа
Обточування на прохід
Ra=3,2 мкм 97 100H11 75
9 Виливок з коркою. Сірий
чавун СЧ 15, НВ 170
Обточування в упор
Ra=12,5 мкм 129 120h12 340
10 Оброблений. Сірий
чавун СЧ 10, НВ 160
Підрізання суцільного
торця Ra=12,5 мкм 80 0 3,5
11 Поковка. Сталь 40ХН,
σв=700МПа
Розточування на прохід
Ra=3,2 мкм 77 80H11 45
12 Оброблена. Сталь Ст3,
σв=600МПа
Підрізання суцільного
торця Ra=12,5 мкм 90 0 5
13 Оброблена. Сталь 40Х,
σв=750МПа
Обточування в упор
Ra=0,8 мкм 68 62e9 250
14 Оброблена. Сталь Ст5,
σв=600МПа
Розточування на прохід
Ra=12,5 мкм 73 80H12 35
15 Виливок з коркою. Сірий
чавун СЧ 20, НВ 180
Обточування на прохід
Ra=12,5 мкм 62 58h12 210
16 Виливок з коркою. Сірий
чавун СЧ 20, НВ 200
Підрізання
втулки Ra=3,2 мкм 80 40 2,5

17 Поковка. Сталь 20Х,
σв=580МПа
Розточування наскрізне
Ra=1,6 мкм 48 50H9 50
18 Оброблена. Сталь 50,
σв=750МПа
Підрізання торця
втулки Ra=3,2 мкм 60 20 2,0
19
Виливок з коркою.
Бронза Бр АЖН 10-4, НВ
170
Обточування на прохід
Ra=1,6 мкм 88 85e12 140
20 Прокат. Латунь ЛМцЖ
52-4-1, НВ 220
Розточування в упор
Ra=3,2 мкм 48 53H11 65
21 Оброблена. Сірий чавун
СЧ 30, НВ 220
Підрізання торця Ra=1,6
мкм 65 0 1,5
22 Оброблена. Сірий чавун
СЧ 20, НВ 220
Обробка в упор Ra=3,2
мкм 74 80H11 220
23 Поковка. Сталь 30ХН3А,
σв=800МПа
Обробка на прохід
Ra=12,5 мкм 105 115H12 260
24 Прокат. Сталь 30ХМ,
σв=780МПа
Підрізання торця Ra=1,6
мкм 80 0 2,5
25 Оброблена. Сталь 45,
σв=650МПа
Обробка на прохід
Ra=1,6 мкм 72 80H9 100
26 Прокат. Сталь ШХ15,
σв=700МПа
Розточування на прохід
Ra=3,2 мкм 90 95H11 60
27 Поковка. Ковкий чавун
КЧ30, НВ 163
Обточування на прохід
Ra=12,5 мкм 115 110h7 150
28 Виливок з коркою. Сірий
чавун СЧ 15, НВ 163
Обточування в упор
Ra=6,3 мкм 150 142h8 70
29 Прокат. Бронза Бр АЖ 9-
4, σв=500МПа
Розточування в упор
Ra=12,5 мкм 60 69H11 50
30 Прокат. Сталь 35Г2,
σв=618МПа
Підрізання торця
втулки Ra=6,3 мкм 100 80 3,0
Таблиця 2.1 Варіанти завдання до роботи
Номер
варіанта №
Заготовка, матеріал і
його властивості
Вид обробки і параметр
шорсткості
D,
мм d, мм
l,
мм
1 Прокат. Сталь 20,
σв=500МПа
Обточування на прохід
Ra=12.5 мкм 90 82h12 260
2 Виливок з коркою. Сірий
чавун СЧ 20, НВ 160
Обточування на прохід
Ra=12.5 мкм 120 110h12 310
3 Поковка. Сталь
12Х18Н9Т, НВ 180
Обточування в упор
Ra=1,6 мкм 52 50e9 400
4 Прокат. Сталь 14Х17Н2,
НВ 200
Розточування в упор
Ra=3,2 мкм 90 93H11 30
5 Виливок без корки. СЧ
30, НВ 220
Розточування на прохід
Ra=3,2 мкм 80 83H11 50
6 Виливок з коркою. Сірий
чавун СЧ 20, НВ 210
Розточування на прохід
Ra=12,5 мкм 120 124H12 100
7 Прокат. Сталь 38ХА,
σв=680МПа
Обточування на прохід
Ra=12.5 мкм 76 70h12 315
8 Оброблена. Сталь 35,
σв=560МПа
Обточування на прохід
Ra=3,2 мкм 97 100H11 75
9 Виливок з коркою. Сірий
чавун СЧ 15, НВ 170
Обточування в упор
Ra=12,5 мкм 129 120h12 340
10 Оброблений. Сірий
чавун СЧ 10, НВ 160
Підрізання суцільного
торця Ra=12,5 мкм 80 0 3,5
11 Поковка. Сталь 40ХН,
σв=700МПа
Розточування на прохід
Ra=3,2 мкм 77 80H11 45
12 Оброблена. Сталь Ст3,
σв=600МПа
Підрізання суцільного
торця Ra=12,5 мкм 90 0 5
13 Оброблена. Сталь 40Х,
σв=750МПа
Обточування в упор
Ra=0,8 мкм 68 62e9 250
14 Оброблена. Сталь Ст5,
σв=600МПа
Розточування на прохід
Ra=12,5 мкм 73 80H12 35
15 Виливок з коркою. Сірий
чавун СЧ 20, НВ 180
Обточування на прохід
Ra=12,5 мкм 62 58h12 210
16 Виливок з коркою. Сірий
чавун СЧ 20, НВ 200
Підрізання
втулки Ra=3,2 мкм 80 40 2,5
17 Поковка. Сталь 20Х,
σв=580МПа
Розточування наскрізне
Ra=1,6 мкм 48 50H9 50
18 Оброблена. Сталь 50,
σв=750МПа
Підрізання торця
втулки Ra=3,2 мкм 60 20 2,0
19
Виливок з коркою.
Бронза Бр АЖН 10-4, НВ
170
Обточування на прохід
Ra=1,6 мкм 88 85e12 140
20 Прокат. Латунь ЛМцЖ
52-4-1, НВ 220
Розточування в упор
Ra=3,2 мкм 48 53H11 65
21 Оброблена. Сірий чавун
СЧ 30, НВ 220
Підрізання торця Ra=1,6
мкм 65 0 1,5
22 Оброблена. Сірий чавун
СЧ 20, НВ 220
Обробка в упор Ra=3,2
мкм 74 80H11 220
23 Поковка. Сталь 30ХН3А,
σв=800МПа
Обробка на прохід
Ra=12,5 мкм 105 115H12 260
24 Прокат. Сталь 30ХМ,
σв=780МПа
Підрізання торця Ra=1,6
мкм 80 0 2,5
25 Оброблена. Сталь 45,
σв=650МПа
Обробка на прохід
Ra=1,6 мкм 72 80H9 100
26 Прокат. Сталь ШХ15,
σв=700МПа
Розточування на прохід
Ra=3,2 мкм 90 95H11 60
27 Поковка. Ковкий чавун
КЧ30, НВ 163
Обточування на прохід
Ra=12,5 мкм 115 110h7 150
28 Виливок з коркою. Сірий
чавун СЧ 15, НВ 163
Обточування в упор
Ra=6,3 мкм 150 142h8 70
29 Прокат. Бронза Бр АЖ 9-
4, σв=500МПа
Розточування в упор
Ra=12,5 мкм 60 69H11 50
30 Прокат. Сталь 35Г2,
σв=618МПа
Підрізання торця
втулки Ra=6,3 мкм 100 80 3,0
Таблиця 3.1 Варіанти завдання до роботи
Номер
варіанта №
Заготовка, матеріал і його
властивості
Діаметр отвору D
мм,
параметр
шорсткості, мкм
Довжина
отвору
l, мм
1 Сталь 40ХН, sв=700 МПа 45Н9, Ra=6,3 100
2 Бронза Бр АЖН 10-4, НВ170 28Н7, Ra=1,6 55
3 Сталь Ст3, sв=600 МПа 50Н9, Ra=6,3 60
4 Сталь 40Х, sв=750 МПа 22Н5, Ra=0,4 95
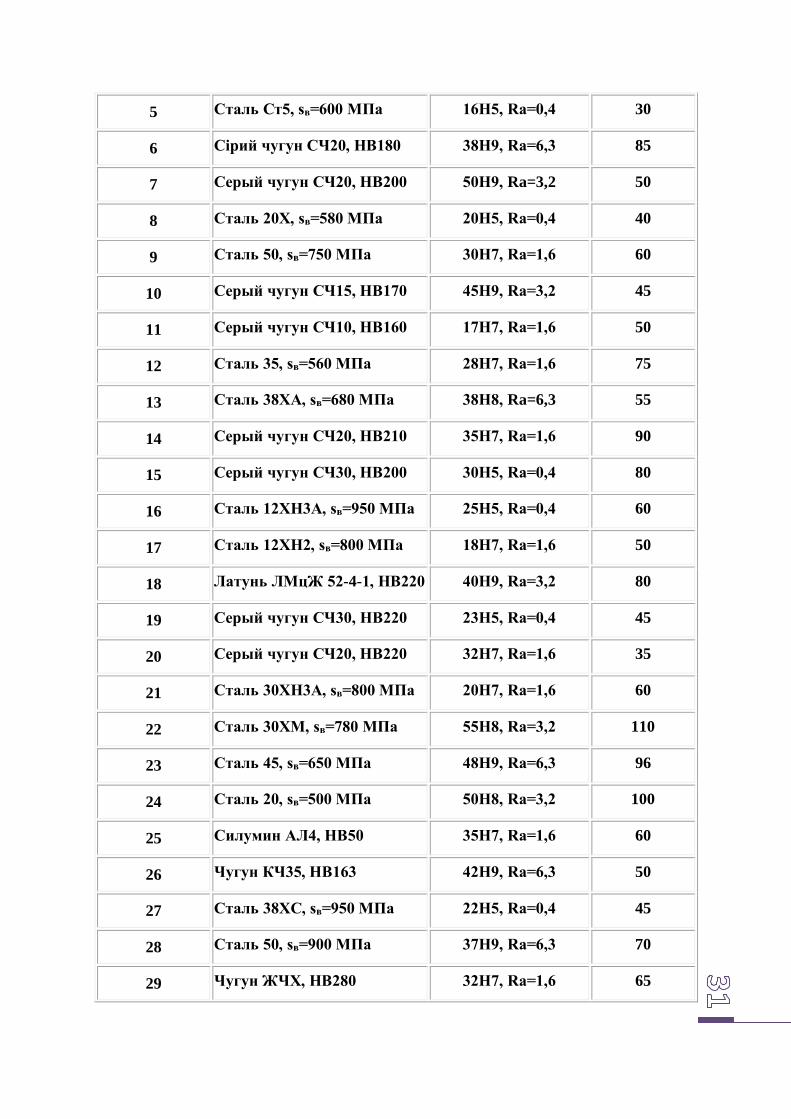
5 Сталь Ст5, sв=600 МПа 16Н5, Ra=0,4 30
6 Сірий чугун СЧ20, НВ180 38Н9, Ra=6,3 85
7 Серый чугун СЧ20, НВ200 50Н9, Ra=3,2 50
8 Сталь 20Х, sв=580 МПа 20Н5, Ra=0,4 40
9 Сталь 50, sв=750 МПа 30Н7, Ra=1,6 60
10 Серый чугун СЧ15, НВ170 45Н9, Ra=3,2 45
11 Серый чугун СЧ10, НВ160 17Н7, Ra=1,6 50
12 Сталь 35, sв=560 МПа 28Н7, Ra=1,6 75
13 Сталь 38ХА, sв=680 МПа 38Н8, Ra=6,3 55
14 Серый чугун СЧ20, НВ210 35Н7, Ra=1,6 90
15 Серый чугун СЧ30, НВ200 30Н5, Ra=0,4 80
16 Сталь 12ХН3А, sв=950 МПа 25Н5, Ra=0,4 60
17 Сталь 12ХН2, sв=800 МПа 18Н7, Ra=1,6 50
18 Латунь ЛМцЖ 52-4-1, НВ220 40Н9, Ra=3,2 80
19 Серый чугун СЧ30, НВ220 23Н5, Ra=0,4 45
20 Серый чугун СЧ20, НВ220 32Н7, Ra=1,6 35
21 Сталь 30ХН3А, sв=800 МПа 20Н7, Ra=1,6 60
22 Сталь 30ХМ, sв=780 МПа 55Н8, Ra=3,2 110
23 Сталь 45, sв=650 МПа 48Н9, Ra=6,3 96
24 Сталь 20, sв=500 МПа 50Н8, Ra=3,2 100
25 Силумин АЛ4, НВ50 35Н7, Ra=1,6 60
26 Чугун КЧ35, НВ163 42Н9, Ra=6,3 50
27 Сталь 38ХС, sв=950 МПа 22Н5, Ra=0,4 45
28 Сталь 50, sв=900 МПа 37Н9, Ra=6,3 70
29 Чугун ЖЧХ, НВ280 32Н7, Ra=1,6 65

30 Чугун ВЧ60, НВ250 27Н5, Ra=0,4
Джерела інформації
1. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий
инструмент. – М.: Машиностроение, 1976.
2. Справочник технолога-машиностроителя. В двух томах. Т.2. Под
ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
3. Справочник технолога-машиностроителя. В двух томах. Т.2. Под
ред. А.А. Малова . – М.: Машиностроение, 1972.
4. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на металлорежущих станках. Часть 1. –
М.: Машиностроение, 1967.
5. Общемашиностроительные нормативы режимов резания для
технического нормирования работ на металлорежущих станках. Часть 2. –
М.: Машиностроение, 1967.
6. Справочник по обработке металлов резанием. Абрамов Ф.Н. и др.
– К.: Техника, 1983.
7. Справочник нормировщика-машиностроителя: в 2 т./Под ред. Е.М.
Стружестраха. – М.: ГОСИздат, 1961. – Т,2. – 892 с.





























