Embed Size (px)
Citation preview

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 1
1. HYRJE NË TEORI DHE PRAKTIKË TË MATJEVE IXHINIERIKE
Procesi i matjes që përfshin metodën e matjes, instrumentet matës, kushtet e matjes me korrigjimet që lidhen me to dhe operatorët, konsiderohet si një proces prodhimi që ka cilësinë dhe kontrollin e cilësisë.
Cilësia e procesit të matjes përshkruhet nga: precizoni (kontrolli statistik), saktësia, pasiguria e kombinuar dhe besueshmëria.
Karakteristika më e rëndësishme e cilësisë se matjeve është pasiguria e kombinuar e outputeve të tij.
Metrologjia është studimi shkencor i matjeve, një proces në të cilin inputi është madhësia fizike që do matet dhe outputi është një vlerë numerike shoqëruar nga njësia specifike e madhësisë input.
Metrologjia është shkenca e matjeve.
Metrologjia rrjedh prej fjales greke metron = matje dhe logos=shkencë.
Shkenca e matjeve – Metrologjia ‐ ka mundësi të jetë shkenca më e vjetër në botë dhe dijenitë se si ajo është aplikuar janë një domosdoshmëri themelore praktikisht për të gjithë profesionet e bazuar në shkencë
Është konstruktive të konsiderohet matja si një proces prodhimi dhe të krahasohet dhe të ballafaqohet procesi i matjeve në laborator me procesin e prodhimit në industri. Sapo që kjo pikëpamje të adoptohet, diferenca midis metodologjisë së matjeve dhe metodologjisë të kontrollit të procesit të prodhimit bëhet gjerësisht më e kuptueshme. Sidoqoftë, eksperienca e fituar në shekuj në metrologji mund të transferohet në rrugë te dobishme në fushat e reja te kontrollit të cilësisë dhe sigurimit të cilësisë. Jo vetëm që metrologjia është pararendëse e sigurimit te cilësisë, por kjo e fundit nuk mund të ekzistojë pa të parën.
Marrë nga: „Metrologjia ‐ shkurt“, botuar në vitin 2003.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 2
Pse duhet matur?
Dënimi me vdekje i priste ata që harronin apo neglizhonin detyrën e tyre të kalibrimit të etalonit të njësisë të gjatësisë në çdo hënë te plotë. I tillë ishte dënimi që kërkohej për arkitektët e mbretit, përgjegjës për ndërtimin e piramidave dhe tempujve të Faraonëve në Egjiptin e lashtë, 3000 para erës së re. Kubiti i parë mbretëror ishte përcaktuar si gjatësia e parakrahut nga bërryli deri tek maja e gishtit të mesit të shtrire të Faraonit sundues, plus gjerësia e dorës se tij. Madhësia origjinale u transferua në një granit të zi të gdhendur. Punëtoreve të kantiereve të ndërtimit ju kishin dhënë kopje prej graniti apo druri dhe ishte përgjegjësia e arkitekteve për mirëmbajtjen (ruajtjen) e tyre. Megjithëse ne e ndjejmë veten te jemi shumë larg nga kjo pikë nisje si në kohë dhe në distancë, njerëzimi ka këmbëngulur gjithmonë për matje korrekte. Më afër kohës sonë në Paris më 1799, sistemi metrik dhjetor u krijua nga depozitimi i dy etalonëve prej platini që përfaqësojnë metrin dhe kilogramin – nisja e Sistemit te sotëm Ndërkombëtar të Njësive (Sistemi SI) Ne Evropën e sotme ne peshojmë dhe masim me një kosto prej më shumë se 1% të GDP të kombinuar me një përfitim ekonomik prej 2‐7 % të GDP, kështu metrologjia po bëhet një pjesë natyrale dhe jetësore e çdo dite të jetës sonë. Dërrasat prej druri dhe kafeja blihen sipas përmasës dhe peshës. Uji, elektriciteti dhe nxehtësia matet, dhe kjo ndikon në ekonominë tonë private. Temperatura e banjës ndikon në humorin tonë ashtu si dhe grackat e policit për tejkalimin e shpejtësisë kanë konsekuenca të mundshme financiare. Sasia e lëndëve aktive ne mjekësi, matja e mostrave te gjakut . dhe efekti i laserit kirurgjik duhet të jenë të sakta që të mos rrezikohet shëndeti i pacientëve. Është pothuajse e pamundur te përshkruajmë diçka pa ju referuar peshave dhe matjeve orët e dritës diellore, matjet e kraharorit, përqindja e alkoolit, pesha e letrave, temperatura e dhomës, presioni i gomave dhe kështu me radhe. Sa për shaka provo të bësh një bisedë pa përdorur fjalë që i referohen peshave apo matjeve. Më tej janë tregtia dhe rregullat që janë pikërisht të varura nga peshat dhe matjet. Piloti me kujdes vëzhgon lartësinë e ngritjes së tij, kursin, konsumin e karburantit dhe shpejtësinë, inspektorati i ushqimit mat përmbajtjen e baktereve,

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 3
autoritetet detare matin pluskimin, kompanitë blejnë lëndë të para me peshë dhe masë dhe specifikojnë produktet e tyre duke përdorur te njëjtat njësi. Proceset e prodhimit rregullohen dhe alarmet që sinjalizojnë jo konformitetin funksionojnë duke u bazuar në matje. Matja sistematike me një nivel të njohur të pasigurisë është një nga themelet në kontrollin e cilësisë në industri dhe duke folur përgjithësisht në industritë më moderne kostoja që marrin matjet përbën 10‐15% te kostos te prodhimit. Së fundi, shkenca është plotësisht e varur nga matja. Gjeologët masin valët shkëmbore kur forcat gjigante pranë bërthamës tokësore bëjnë që këto të ndjehen, astronomët me kujdes matin dritën nga yjet e largët për të përcaktuar moshën e tyre, fizikanët atomistë përshëndesin kur marrin matje në të miliontën e sekondës dhe kështu janë të aftë të konfirmojnë prezencën e një grimce pafundësisht te vogël. Përshtatshmëria e pajisjeve matëse dhe aftësia për ti përdorur ato janë thelbësore nëse shkencëtarët janë të aftë të dokumentojnë objektivisht rezultatet që ato kanë marrë.
Ç’është madhësia fizike?
Fjala madhësi fizike ka dy kuptime: njëri ka të bëjë me kuptimin abstrakt metrologjik të ndonjë dukurie apo objekti fizik si p.sh. gjatësia, masa, koha, intensiteti i rrymës elektrike, temperatura, intensiteti i dritës, sasia e lëndës, shpejtësia, forca etj. dhe tjetri me shembullin konkret të atij kuptimi si p. sh. gjatësia e shkopit, masa e bukës, temperatura e ajrit, shpejtësia e erës etj.
Në kuptimin e përgjithshëm, madhësia fizike është çdo gjë që mund të matet dhe njehësohet.
Madhësia fizike mund të përkufizohet edhe kështu: madhësi fizike janë vetitë e matshme të dukurive natyrore. Studimi i dukurive fizike dhe i ligjshmërive të tyre është i lidhur me njohjen dhe matjen e madhësive fizike.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 4
Madhësia fizike është një veti e objekteve fizike e cila në pikëpamje cilësore, është e njëjtë për të gjitha objektet e në pikëpamje sasiore, e posaçme për secilin objekt. Madhësitë e njëjta sipas cilësisë por të ndryshme sipas sasisë, quhen madhësi të njëllojta, p.sh. masa e lapsit, e Tokës, e elektronit, e meteorit etj., janë madhësi të njëllojta. Madhësitë e njëllojta mund të mblidhen, të zbriten dhe të krahasohen mes vete. Kështu, të gjitha masat janë madhësi të njëllojta mes vete dhe dallohen vetëm nga sasia.
Madhësitë fizike shënohen me shkronjat e alfabetit latin ose grek dhe mundësisht shkruhen me shkronja në stilin italik apo siç thuhet kursiv (apo të pjerrëta).
Matje quhet krahasimi i një madhësie fizike me një vlerë të caktuar të asaj
madhësie të zgjedhur posaçërisht për këtë qëllim. Vlera e zgjedhur për krahasim quhet njësi fizike.
Njësia e gjatësisë quhet metër (simboli: m), njësia e masës quhet kilogram (simboli: kg), njësia e kohës quhet sekondë (simboli: s).
Ngjashëm janë përcaktuar njësitë e të gjitha madhësive fizike. Mendohet se sot përdoren rreth 2000 madhësi fizike. Matja bëhet duke e krahasuar njësinë përkatëse me një madhësi tjetër të po atij lloji.
Madhësia fizike shprehet me prodhimin e vlerës numerike (numër) dhe njësisë. Në qoftë se simbolikisht madhësia fizike shënohet me a, përkufizimi i sipërm mund të shprehet kështu:
a = {a} [a],
ku {a} është vlera numerike për a, ndërsa [a] paraqet njësinë për a.
P. sh. gjatësia e trupit prej 32 metra paraqitet me këtë barazim: s=32m, ku s është simboli i madhësisë fizike ‐ gjatësia, 32 ‐ vlera numerike e madhësisë dhe m ‐ njësia e gjatësisë ‐ metri
Në inxhinieri matja nuk kryhet me qëllim që vetëm të përcaktohen përmasat e vërteta të copave të përpunuara, por të kontrollohet edhe saktësia e procesit teknologjik. Shpeshherë, në vend që të përcaktohet përmasa e vërtetë, bëhet kontrolli se a ndodhet përmasa nominale në fushën e caktuar të paraparë nga konstruktori. Procesi me të cilin vërtetohet se a ndodhet vlera, përmasa nominale në fushën e caktuar quhet kontrollë.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 5
1.1. Praktika e matjeve inxhinierike
1.1.1. Ndarja e mjeteve dhe instrumenteve matëse që përdoren në inxhinieri
Për kryerjen e matjeve në inxhinieri është i nevojshëm mjeti për matje (p.sh. metri) ose instrumenti për matje (p.sh. ora). Instrumentet mund të klasifikohen:
1. Sipas madhësive që matin, në instrumente për matjen e gjatësisë, forcës, kohës, shpejtësisë, sasisë, fuqisë, temperaturës, presionit etj.
2. Sipas llojit të instrumenteve dhe mënyrës së ndërtimit të tyre, dallohen: - instrumentet treguese – tregojnë vlerën momentale të madhësisë që
matet; - instrumentet regjistruese – vlerat momentale të matura, me ndihmën e
ndonjë pajisjeje shënohen në letrën lëvizëse ose regjistrohen në forma të tjera,
- njehsorë – bëjnë mbledhjen e vlerave momentale të matura gjatë kohës; - instrumentet me tregues në largësi – te të cilët për shkaqe të ndryshme
vlera e matur përcillet nga vendi i matur në vendin e leximit në mënyrë mekanike, hidraulike, pneumatike ose elektrike;
- instrumentet rregulluese – bëjnë përshtatjen e proceseve në aspektin e sigurisë ose i mbajnë të pandryshueshme madhësitë e ndryshme të një procesi;
3. Sipas mënyrës së matjes dallohen instrumentet me shtyrje (largim) dhe instrumentet barazuese.
Metoda e shtyrjes mbështetet në parimin që forcës së shkaktuar nga madhësia që matet i kundërvihet një kundërforcë. Me kundërforcë vepron sistemi i instrumentit matës. Madhësia e kësaj force është e matur (peshuar) ashtu që nga veprimi i saj akrepi matës lëviz respektivisht shtyhet (largohet) aq gjatë krejt derisa të mos vihet një ekuilibër i të dy forcave. Shtyrja realizohet me rrotullim ose lëvizje të sistemit elastik me akrep ose me lëvizje të kolonës së lëngut. Kundërforca

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 6
realizohet me ndryshimin e ndonjë gjatësie ose force (peshe) ose me ndryshimin e madhësive të gjendjes.
Përderisa te metoda e shtyrjes pozita e akrepit vendoset vet nën veprimin e kundërforcës, te metoda e barazimit kundërforcën duhet përshtatur ashtu që akrepi pas shtyrjes merr pozitë normale të caktuar më parë. Gjatë leximit këtu duhet marrë parasysh të dy shtyrjet.
Si shembull të instrumentit me metodë të shtyrjes mund të merret manometri, e për instrumentet me metodën e barazimit peshoja me levë, si dhe të gjitha instrumentet elektrike kompenzuese.
4. Sipas mënyrës dhe llojit të dukurive me të cilat shërbehemi gjatë leximit të madhësive matëse, instrumentet ndahen në statike, dinamike dhe energjetike.
Instrumentet statike madhësitë matëse i tregojnë pa ndërmjetësimin e ndonjë burimi energjetik, por thjesht me krahasim (p.sh. peshoja me levë gjatë matjes së peshës).
Instrumentet dinamike gjatë matjes shfrytëzojnë akumulimin e energjisë (p.sh. manometri).
Instrumentet energjetike shfrytëzohen për matjen e energjisë së elementeve në të cilët bëhet matja ose energjinë e ndonjë burimi të jashtëm (p.sh. matja e prurjes me metodën e droselimit ose matja e tensionit me voltmetër).
Instrumentet e përbëra kanë këto pjesë kryesore: dhënësin (dhënësin e impulsit), sistemin për matje dhe treguesin. P.sh. te manometri: tubi i Bourdon‐it, sistemi transmetues mekanik me shkallare dhe treguesi.
Te disa instrumente është futur edhe një element: përforcuesi. Si sisteme për matje kryesisht përdoren ato mekanike, optike dhe elektrike.
Për përcjelljen e punës së ndonjë makine, pajisjeje ose të tërë impiantit, madhësitë kryesore matëse shpeshherë barten (transmetohen) në mënyrë pneumatike ose elektrike në një pllakë (tabelë ose pult) të përbashkët, në të cilën janë vendosur

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 7
instrumentet treguese ose regjistruese apo njehsorët. Në këtë rast fjala është për instrumentet me pozitë të përhershme.
Te matjet kontrolluese të zakonshme apo laboratorike përdoren instrumentet me transmetim. Mënyra e ndërtimit dhe vetitë e instrumenteve me pozitë të përhershme dhe atyre me transmetim ndryshojnë mes veti. Instrumentet me transmetim duhet të mos jenë të ndjeshëm në goditjet e rastit ose në vibracione, të jenë të thjeshtë për përdorim dhe të aftë për matje të shpejta të njëpasnjëshme. Zhvillimi i instrumenteve me cilësi të tilla shkon në dëm të saktësisë së tyre. Për matje shkencore e sidomos për matje laboratorike ndërtohen instrumente me saktësi sa më të madhe, andaj janë të mëdha, të ndjeshme dhe të shtrenjta.
Nga ndikimi i mjedisit instrumentet u nënshtrohen disa ndryshimeve. Andaj, ato kohë pas kohe, duhet përshtatur me vlerat themelore të konfirmuara respektivisht duhet kalibruar. Megjithatë, nuk është e mundshme që matjet të jenë plotësisht të sakta. Për të përcaktuar saktësinë e matjes është e nevojshme të përkufizohen burimet e gabimeve. Me kalibrim mënjanohen gabimet sistematike të instrumenteve.
Vlera e përdorimit të instrumenteve qëndron në sigurinë e tyre. Instrumentet për përdorim në ofiçina prodhohen në seri, andaj aty edhe u nënshtrohen papastërtive të ndryshme. Për të qenë të sigurta në matjet e tyre, ato duhet të kalibrohen.
1.1.2. Klasifikimi i mjeteve për matjen e madhësive në teknologji prodhuese
Sipas shfrytëzimit në procesin prodhues, mjetet për matje të cilat aplikohen në makineri mund ti ndajmë në dy grupe themelore, edhe atë: matës të njëfishtë dhe matës të shumëfishtë.
Në matësit e njëfishtë , të cilët shërbejnë për matje vetëm të një madhësie, përfshihen: matësit kufitarë dhe tolerancor.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 8
Ana “KALON” Ana “NUK KALON”
Fig.1. Matësi tolerancor i boshtit
Në matësit e shumëfishtë , të cilët shërbejnë për matjen e të gjitha madhësive në kufijtë e fushës matëse me të cilën disponon pajisja matëse, rezultatet e të cilës shprehen në njësi absolute matëse, bëjnë pjesë: matësit me nonius, instrumentet dhe pajisjet matëse dhe aparaturat.
Fig.2. Matësi i shumëfishtë (indikatori‐majtas dhe mirometri‐djathtas
Sipas realizimit të elementeve për lexim, pajisjet matëse mund të jenë: komparative (krahasuese), treguese, integrale dhe automatet matëse.
Pajisjet matëse komparative shërbejnë vetëm për krahasimin e madhësive matëse njërën me tjetrën. Këto pajisje apo aparatura nuk mund të bëjnë matjen e vlerës absolute të përmasës nominale.
Pajisjet dhe aparaturat matëse treguese shërbejnë për përcaktimin vlerës së madhësisë matëse, përmes leximit të drejtpërdrejtë në shkallën e ndarë të pajisjes.
Pajisjet dhe aparaturat matëse integrale shërbejnë për fitimin e shumës së vlerës së madhësive të matura për kohën e veprimit të aparaturës matëse.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 9
Automatet matës shërbejnë për plotësimin automatik të gjitha operacioneve kontrolluese të dhëna me kushtet teknike.
1.1.3. Metodat për matje
Sipas karakterit dhe mënyrës së përfitimit të vlerave të vërteta të madhësive
matëse, metodat për matje ndahen në:
- metoda diferenciale të matjes dhe
- metoda komplekse të matjes.
Metodat diferenciale të matjes karakterizohen me kontrollin e parametrave të
veçantë të pjesëve me formë të ndërlikuar, pavarësisht të njërit nga tjetri. P.sh.,
kontrolli i diametrit mesatar të filetës, kontrolli i hapit, kontrolli i gjysmës së këndit të
profilit, kontrolli i boshteve me shlica (fig.3) etj.
Fig.3. Metoda diferenciale e matjes së profilit të detalit me shlica
Metodat komplekse të matjes aplikohen gjatë kontrollit të pjesëve me formë të
komplikuar, te të cilat njëkohësisht kontrollohen disa parametra të pjesës dhe pozitës
reciproke të tyre. P.sh., kontrolli i filetave të bulonave dhe dadove me ndihmën e
matësit tolerancor (kalibri), kontrolli kompleks i dhëmbëzorëve e kështu me radhë.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 10
Fig.4. Metoda komplekse e matjes
Metodat matëse ndahen në: direkte dhe indirekte.
Matja direkte karakterizohet me atë që vlera e madhësisë së kërkuar lexohet
drejtpërdrejt në aparaturën matëse, ose shmangia e përmasës së objektit matës nga
etaloni ose matësi kufitar lexohet drejtpërdrejt gjatë krahasimit.
a) b)
Fig.5. Matja direkte: a‐digjitale; b‐analoge
Sipas pikëpamjes së këtillë, matjen direkte mund ta ndajmë në:
- matje absolute dhe
- matje krahasuese (komparative).

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 11
Gjatë matjes absolute vlera e madhësisë matëse lexohet drejtpërdrejt në
aparaturën ose instrumentin matës, si p.sh., gjatë matjes me matës të lëvizshëm,
mikrometra e kështu me radhë.
Fig.6. Matja absolute
Gjatë matjes krahasuese vlera e shmangies së përmasës nominale përcaktohet
përmes krahasimit me etalonin, p.sh., gjatë matjes me indikator, minimetër, optimetër e
kështu me radhë. Në këtë rast instrumentet matëse vendosen në pozicionin zero me
ndihmën e matësit kufitar i cili ka përmasë të barabartë me përmasën nominale të
detalit kontrollues, ndërsa gjatë matjes e tregojnë shmangien e përmasës nominale nga
përmasa e matësit kufitar.
Fig.7. Matja krahasuese

Prof.dr. H
M
matjes s
konicitet
konicitet
kërkuar,
së fundi
diferenc
P
me prek
- -
Hysni Osman
Matja indir
së disa mad
tit mund të
tit dhe dis
, gjegjësisht
it të vrimës
cën në mes
asi që gjatë
kje ose pa p
metoda të
metoda të
i BMP 2011 _ FAM
rekte karak
dhësive të t
ë caktohet
tancës ndë
t nga konic
s me ndihm
madhësisë
ë matjes sh
prekje të sip
ë matjes me
ë matjes pa
MOZ5‐‐‐DRAFT‐‐‐‐
kterizohet m
tjera të cila
përmes m
ërmjet tyre
iteti. Në fig
mën e matë
a dhe b, p
e
Fig.8. Sh
frytëzohen
përfaqe mat
e prekje dh
a prekje.
‐‐‐ | Hyrje në t
me atë që m
t janë në li
matjes së di
e, pasi që
gurë është p
ësit me shk
ra: X=a‐b
1 2
2d d−
=
hembuj të mat
pajisjet ma
tëse, dallojm
e
eori dhe prakt
madhësia e
dhje të cak
ametrave t
ato janë n
paraqitur m
kallë noniu
tjes indirekte
atëse dhe a
më:
tikë të matjeve
e kërkuar ca
ktuar me at
të dy prerje
ë varësi të
matja indire
si, ku trash
aparaturat t
e ixhinierike
aktohet për
të. P.sh., kë
eve tërthor
ë madhësis
kte e trashë
hësia X par
të cilat pun
12
rmes
ëndi i
re të
së së
ësisë
raqet
nojnë

Prof.dr. H
G
matëse
karakter
matje m
Hysni Osman
Gjatë matje
të detalit
rit të prekj
me prekje në
F
i BMP 2011 _ FAM
es me met
që matet
es dallojmë
ë sipërfaqe.
Fig.9.
Fig.10. Kalibrim
MOZ5‐‐‐DRAFT‐‐‐‐
todën me
dhe sipërf
ë matje me
.
Instrumenti p
mi dhe rregulli
‐‐‐ | Hyrje në t
prekje v
faqes së pr
e prekje në
për matje me p
mi i instrumen
eori dhe prakt
vjen në kon
rekësit mat
ë pikë, mat
prekje ‐ kontak
ntit për matje
tikë të matjeve
ntakt ndërm
tës të inst
tje me pre
kt
me prekje
e ixhinierike
mjet sipërf
rumentit. S
kje në vijë
13
faqes
Sipas
dhe

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Hyrje në teori dhe praktikë të matjeve ixhinierike 14
Gjatë matjes me metodën pa prekje nuk vjen deri te kontakti ndërmjet
sipërfaqes matëse të detalit i cili matet dhe pajisjes matëse me të cilën e bëjmë matjen.
Këto pajisje matëse quhen pa kontakt, p.sh., projektorët, disa tipe të pajisjeve matëse
interferente, pneumatike dhe pajisje të tjera matëse. Në këtë grup bëjnë pjesë edhe
instrumentet matëse optike.
Këto pajisje matëse karakterizohen me atë që forca matëse nuk ka kurrfarë
ndikimi në rezultatet e matura.
Sipas mënyrës së tregimit të vlerës së matur, instrumentet mund të jenë:
• analoge dhe
• digjitale
Fig. 11. Shembull i leximit të vlerave me instrument a) analog, B) digjital

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | BAZAT E TEORISË SË GABIMIT 15
2. BAZAT E TEORISË SË GABIMIT
2.1. GABIMET GJATË MATJES
Matjet nuk mund të kryhen kurrë me saktësi ideale. Dukuritë në natyrë janë shumë komplekse dhe përfshijnë një numër të madh faktorësh të ndryshëm. Prandaj, edhe proceset e matjeve janë dukuri të përbëra dhe përmbajnë shumë elemente të ndryshme. Disa faktorë, prej të cilëve varet saktësia e matjes, mund ti konstatojmë, por të tjerët nuk mund ti dimë. Derisa nuk mund të ndajmë lehtë procesin e matjes nga përbërja komplete e dukurive, shumë aspekte dhe analiza tregojnë se nuk mund të realizohet matje me saktësi ideale. Me fjalë të tjera, në të gjitha dukuritë pak a shumë duken faktorët e gjasave. Në rrethana të këtilla, çdo rezultat i matjes mund të merret vetëm si interval në të cilin ndodhet madhësia e matur. Këtu përpiqemi të jetë matja sa më e saktë, pra, që këtë interval ta bëjmë sa më të vogël. Atëherë, supozojmë se në matje ekziston vlera ideale e saktë e madhësisë së matur, kurse gjatë matjes bëjmë gabim të madh apo të vogël. Shmangiet e rezultateve të matjes prej vlerës së saktë të përmendur i quajmë gabime në të matur. Siç është thënë, shkaqet e shmangieve të këtilla në të shumtën e rasteve nuk mund t’i konstatojmë e as t’i parashohim se sa do të jenë në matjet e ardhshme. Këtë lloj shmangiesh mund ta analizojmë vetëm në bazë të lidhjeve të gjasave, që në fizikë janë njëherit edhe ligje themelore. Ndoshta nga aspekti i përgjithshëm nuk është e drejtë që edhe shmangiet e këtilla t’i quajmë gabime, sepse ato u nënshtrohen ligjeve të gjasave, por ky term përdoret shumë, prandaj do ta përdorim edhe ne.
Shmangien e rezultatit të nxjerrë nga vlera e saktë, e quajmë gabim absolut ndërsa marrëdhënjen ndërmjet gabimit absolut dhe vlerës së saktë të madhësisë së matur, gabim relativ. Është plotësisht i arësyeshëm aplikimi i kuptimit të gabimit relativ, sepse, në qoftë se p.sh. një gjatësi prej disa qindra metrash e kemi matur me gabim absolut prej 1 cm, atëherë matja e tillë do të ishte shumë precize; por në qoftë se me gabim të njëjtë prej 1 cm. e kemi matur ndonjë gjatësi prej disa centimetrash, atëherë një matje e tillë do të ishte shumë joprecize. Në raste të këtilla: marrëdhënia ndërmjet gabimit

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | BAZAT E TEORISË SË GABIMIT 16
absolut dhe vlerës së madhësisë së matur shpreh më mirë saktësinë në të matur. Rëndom, saktësia në të matur shprehet nëpërmjet gabimit absolut, por më shpesh me ndihmën e gabimit relativ. Në qaftë se p.sh. thuhet se një gjatësi është matur me saktësi prej 10‐3 cm., atëherë mendohet për gabimin absolut d.m.th. në të matur mund të bëhet gabimi më i madh absolut prej një të mijtës pjesë të centimetrit. Në qoftë se thuhet se ndonjë matje është kryer me saktësi prej 10‐3 pa shenjën e njësisë, atëherë rëndom nënkuptojmë gabimin relativ, d.m.th., gabimi në të matur është një e mijta pjesë e madhësisë së matur ose 0.1%.
Sipas kriterit tjetër, gabimet në të matur ndahen në: • gabime të mëdha (të vrazhdëta), • gabime sistematike dhe • gabime të rastit.
2.1.1. GABIME TË MËDHA
Në gabime të mëdha bëjnë pjesë të ashtuquajturat gabime që bëhen kur lexojmë rezultatin e matjes, kur p.sh. në vend të 96 lexojmë 69 ose në vend të 88 lexojmë 38 etj., gabimet që janë pasojë e përdorimit jo të drejtë të instrumenteve matëse, si dhe në përgjithësi gabimet që bëhen për shkak të pakujdesisë së personave që matin, këto gabime janë kryesisht mjaft të mëdha (të vrazhdëta), që mund të vërehen dhe të evitohen por ato mund të jenë aq të vogla, sa që nuk mund të vërehen fare. Sido që të jetë natyra e këtyre gabimeve nuk meriton të shqyrtohet mëtutje, sepse ato mund të evitohen me një kujdes më të madh të personit që mat.
2.1.2. GABIMET SISTEMATIKE
Në këtë lloj gabimesh bëjnë pjesë ato gabime, që janë pasojë e një ose më shumë faktorëve, që veprojnë në drejtim të caktuar. Ato duken kur instrumenti matës ose metoda e matjes ka ndonjë të metë të përhershme, apo nëse nuk janë marrë parasysh disa faktorë, që ndikojnë shumë në të matur. Të metat e këtilla ose ndikimet e paparapara, nuk mund të shqyrtohen në mënyrë të përgjithshme dhe as nuk mund të jepen kurrfarë rregullash që t’i njohim dhe t’i largojmë ato.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | BAZAT E TEORISË SË GABIMIT 17
Për këtë shkak, këtu do të numërohen disa shembuj karakteristikë kur bëhen gabime sistematike.
1. Shkallëzimi jo i saktë i instrumenteve ose përdorimi i standardit jo të saktë.
2. Përdorimi jo i drejtë i instrumenteve, si p.sh. kur instrument është i paraparë për matje në pozitën horizontale, kurse gjatë matjes ai mbahet vertikalisht.
3. Ndërrimi i karakteristikave të instrumentit për shkak të përdorimit të gjatë, ose për shkaqe të tjera.
4. Prishja e instrumentit për matje për shkak të ngarkimit të tepërt ose të tronditjes mekanike tj:
5. Mospërfillja e ndikimit të temperaturës, shtypjes atmosferike, lagështirës së ajrit etj.
6. Mospërfillja e shpenzimit të vetë instrumentit.
7. Mospërfillja e fushës magnetike të tokës ose e fushës së veglave apo të objekteve që ndodhen rreth e përqark.
8. Mospërfilllja e ndërrimit të tensionit të rrjetit ose të burimit elektrik.
9. Mospërfillja e rezistencës së kontakteve të lidhjeve etj. Si u tha, nuk mund të jepen kurrfarë rregullash për evitimin e këtyre
gabimeve dhe as nuk mund të shpjegohen këtu të gjitha shkaqet. Se a dalin në të matur gabime sistematike, varet prej shkathtësisë dhe stërvitjes së personit që mat. Mënyra më e mirë për të konstatuar gabimet sistematike është kontrollimi i përhershëm i instrumenteve ose i metodës në të matur dhe krahasimi i tyre me instrumente dhe metoda të tjera. Karakteristikë e rëndësishme e gabimeve sistematike, me ndihmën e së cilës ato nganjëherë konstatohen, është se ato gjithmonë duken në drejtim të njëjtë (madhësia e matur është gjithmonë më e vogël ose më e madhe se vlera e saktë) gjatë përsëritjes së matjes, kurse gabimet e rastit renditën në të dy drejtimet.
Për arësye të shkaqeve të përmendura, këtu nuk do të japim një analizë të mëtejshme gabimesh sistematike, por tani e tutje do të supozojmë se gabimet e këtilla ose nuk ekzistojnë fare ose janë eliminuar.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | BAZAT E TEORISË SË GABIMIT 18
2.1.3. GABIMET E RASTIT (SHMANGIET)
Nga aspekti i fizikës teorike, gabimet e rastit janë më të rëndësishme. Ato janë rezultat i një numri të madh ose të vogël shkaqesh dhe ndikimesh të ndryshme, që influencojnë në saktësinë e vlerës se matur, intensiteti dhe kahja e veprimit të së cilës është në procesin e ndërrimit të përhershëm, që zhvillohet sipas ligjeve të ndërlikuara, prandaj praktikisht është e pamundur të kontrollohen apo të parashihen. Ndryshe nga gabimet sistematike, që kanë kahje dhe madhësi të njëjtë në të gjitha matjet e një serie, gabimet e rastit kanë njëfarë rregulli apo simetrie, që bën të mundshëm shqyrtimin e tyre matematik në teorinë e gjasave.
Marrë në përgjithësi, gabimeve të mëdha (të vrazhdëta) dhe atyre sistematike vërtet u përgjigjet termi „gabim", ndërsa gabimeve të rastit më tepër u përgjigjet shprehja „shmangie".
Në qoftë se me të njëjtën aparaturë kryhet një sëri matjesh të
njëpasnjëshme dhe të pavarura, por që gjatë çdo matjeje të jemi përpjekur të nxjerrim sa është e mundur vleftë më të saktë, rezultatet e matjeve domosdo do të ndryshojnë ndërmjet tyre. Ndryshimet e tilla gjithmonë do të duken me qfarëdo kujdesi që të bëjmë këto matje. Po të marrim instrument më të përpiktë për matje, ato do të zvogëlohen, por nuk do të zhduken kurrë edhe nëse përdorim instrumentet më të sakta ose metodat më të përsosura për matje.
Po të shkruhen me radhë rezultatet e matjeve të të njëjtës madhësi, menjëherë mund të vërehet se vlerat e tyre radhiten në mënyrë statike në një interval. Për çdo matje të ardhshme mund të themi gati me siguri se vlera e nxjerrë do të jetë diku përafërsisht në të njëjtin interval, por nuk mund të parashohim se ku do të ndodhet brenda këtij intervali rezultati i ardhshëm i matjes. Shkakun e këtyre shmangieve brenda intervalit nuk mund ta dimë dhe ta parashohim. Kjo ndodh sipas ligjeve të gjasave ose si thuhet zakonisht ‐ rastësisht.
Në rrethana të këtilla, për përmirësimin e saktësisë së matjes, nuk na mbetet kurrgjë tjetër, përpos ti studjojmë këto ligje të statistikës dhe në bazë të tyre dhe të një vargu matjesh të përsëritura, të nxjerrim rezultatin sa më të përpiktë.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 19
Menjëherë mund të shihet, se ky është problem i ndërlikuar, aq më parë kur vleftën e saktë nuk e dimë kurrë. Prej shkaqeve të përmendura rrjedhin shumë mënyra për shqyrtimin e gabimeve të rastit.
3. Ligji i shpërndarjes normale
Nga ndikimi i shumë faktorëve të cilët i shkaktojnë rezultatet e rastit, çdo vlerë e matjes së veçantë Xi do të dallohet nga vlera e vërtetë A e madhësisë që matet. Ndryshimi
ii XAX Δ=− quhet gabimi i rastit i matjes së veçantë ose i serisë së matjeve. Vlera e
vërtetë A e madhësisë që matet asnjëherë nuk na është e njohur. Prandaj, nuk është e mundshme të parashikohet rezultati i çdo matjeje të veçantë. Mirëpo, në mbështetje të matjeve të shumta të madhësisë matëse, mund të jepen këto ligje statistikore:
1. Vlera mesatare e rezultatit të matjeve të shumta të madhësisë matëse, të cilat janë bërë me kujdes të njëjtë, praktikisht mbetet e pandryshuar;
2. Shpeshtësia ose probabiliteti (gjasa) i paraqitjes së shmangieve pozitive dhe të atyre negative nga vlera e filluar mesatare është përafërsisht e barabartë. Kjo domethënë që gjatë përpunimit të rezultateve të shumë matjeve, këto shmangie reciprokisht kompensohen dhe nuk mblidhen;
3. Shpeshtësia ose probabiliteti i paraqitjes së shmangieve të mëdha nga rezultati i fituar është dukshëm më i vogël nga shpeshtësia, respektivisht probabiliteti i paraqitjes së shmangieve të vogla.
Pas përpunimit të rezultateve të tilla gjatë përsëritjes së shumëfishtë të matjeve, fitohet rezultati më me gjasë në vend të atij me saktësi absolute. Ky rezultat do të jetë mesi
aritmetikor X i morisë së matjeve.
Ligjshmëria statistikore e numrit të madh të matjeve është arsyeja të arrihet te ligji për shpërndarjen e gabimeve të rastit në varësi nga madhësia e tyre. Këtë ligj e konfirmoi matematikani Carl Friderich Gauss dhe quhet ligji i shpërndarjes normale të gabimeve.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 20
Vlen për shumicën e rasteve në praktikë, por më së shumti shfrytëzohet në prodhimtarinë masive.
Ky ligj jepet me shprehjen analitike
2
21
21 ⎟
⎠⎞
⎜⎝⎛ Δ
−= σ
πσ
X
ey (3.1)
ku janë:
AXX −=Δ ‐ gabimi i rastit (gabimi absolut),
X – vlera e matjes së veçantë,
A – vlera e vërtetë e madhësisë matëse,
y – dendësia e probabilitetit të ndonjë gabimi të rastit XΔ . Është raporti i probabilitetit të paraqitjes së madhësisë së rastit brenda intervalit XΔ ndaj gjatësisë së atij intervali, me supozim që ajo anon kah zero,
σ ‐ karakterizon shkallën e shpërndarjes së rezultateve të rastit (vlerave) të matjeve të veçanta rreth vlerës së vërtetë A. Quhet shmangia (shpërndarja) mesatare kuadratike e matjeve të veçanta ose të serisë së matjeve dhe përcaktohet me relacionin:
( ) ( )
n
X
n
AXn
i
n
i ∑∑ Δ±=
−±= 1
2
1
2
σ (3.2)
Xi – vlera numerike e matjeve të veçanta, dhe n – numri i matjeve.
Madhësia σ2 quhet disperzioni (shpërndarja) e madhësisë së rastit. Përcaktimi i σ sipas formulës (3.2) është i pamundshëm, sepse madhësia e vërtetë A e madhësisë matëse
është e panjohur dhe supozohet se numri i matjeve anon kah ∞.
Shmangiet e rezultateve të matjeve të veçanta nga mesi aritmetikor XX ii −=ε nuk
janë të barabarta me vlerat përkatëse të gabimeve të rastit AXX ii −=Δ , sepse vlera e

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 21
vërtetë A nuk dihet. Këto dy madhësi janë të përafërta ndërmjet veti, por nuk janë plotësisht të barabarta. Meqenëse në praktikë numri i matjeve n gjithmonë është i kufizuar dhe shfrytëzohen shmangiet nga mesi aritmetikor iε , relacionet (3.1) dhe (3.2),
të fituara në bazë të teorisë së gabimit të rastit, duhet korrigjuar dhe në vend të iXΔ
futet iε . Sa më i madh të jetë numri i matjeve n aq më shumë barazohen madhësitë iXΔ
e iε si dhe X e A dhe në rastin kufitar bëhen të barabarta. Pra këto nxjerrje
përfundimesh teorike të cilat kanë të bëjnë me gabimet e rastit XΔ , mund të aplikohen edhe te shmangiet nga mesi aritmetikor XX ii −=ε
2
21
21 ⎟⎟
⎠
⎞⎜⎜⎝
⎛−
= σε
πσ
i
ey (3.3)
( )11
1
2
1
2
1
2
−
−±=
−±=
Δ±=
∑∑∑n
XX
nn
Xn
i
n
i
n
i εσ (3.4)
Kjo formulë mund të shfrytëzohet në qoftë se 1≥n . Për 10=n merr formën:
∑±=10
1
2
31
iεσ (3.5)
Në qoftë se formula (3.3) paraqitet grafikisht, duke shënuar në abshisë vlerat e gabimeve iε , e në ordinatë dendësinë e probabilitetit (shpeshtësisë) y, fitohet lakorja në
formë kambane (fig. 3.1) simetrike ndaj ordinatës, fundet e së cilës kanë për asimptotë boshtin e abshisave. Maksimumi fitohet për 0=iε dhe është:
πσ 2
1max =y (3.6)
Nga lakorja ( )ify ε= shihet se, sa më e vogël të jetë σ, aq më e ngushtë bëhet hapësira
brenda lakores (gabimi më i vogël) dhe anasjelltas, sa më e madhe të jetë σ, aq më e madhe do të jetë shpërndarja (gabimet më të mëdha). Andaj σ njëkuptimshëm karakterizon saktësinë e matjes me ç’ rast vlerësohen gabimet e matjeve të veçanta.

NNë qoftësipas XΔ
vlerën a
ndryshimshpesh p
3
Kur madp1, p2, ...
Për ndrys
e për ndr
Kjo do të
Prof.dr. Hys
Në teorinë eë se derivatX , atëherëbsolute të a
min më të mparaqiten n
.1. Ligji i
dhësia e ras. , pn, atëhe ∑shime diskre ip =
ryshime kon p =
ë thotë është
sni Osmani BM
e gabimit σ ti i dytë i ekë fitohet ΔXabshisës së
madh të funnga zona e g
Fig. 3.1. Ligji i
probabilite
stit X merr verë duhet p
= 1ip
ete (diskonti( )ixXp ==
tinuale ( )xf=
ë e barabartë
MP 2011 _ FAMOZ
quhet devkuacionit ba
σ±=X . Kj pikës fleks
nksionit, atëgabimeve të
i shpërndarjes
etit të mad
vlerat x1, x2,lotësuar ku
inuale) vlen
ë me dendë
Z5‐‐‐DRAFT‐‐‐‐‐‐‐ |
iacioni stanarazohet mjo do të thsibile të lako
ëherë σ ndë rastit të c
normale për v
hësisë së ra
, ... , xn, përushti
sinë y të pro
Ligji i shpërnd
ndard i cili kme zero dhehotë se devores (fy Δ=
an zonën ecilat rrallë la
vlera të ndrysh
astit
rkatësisht m
(3.7)
(3.8)
(3.9)
obabilitetit.
darjes normale
ka këtë kupe ekuacioni viacioni sta
)XΔ . Meqë
e gabimeve ajmërohen.
hme të ��
me probabil
e
ptim gjeomei fituar zgjiandard parë këto pika
të rastit të
itete
22
etrik: idhet raqet kanë
cilat

3 Probabilpërcakto
Për madh ( ) = PxF ∑=
Për madh
Pra, prob
Mund të
që do të matjes ka
Fig.
Prof.dr. Hys
.2. Funks
liteti se mohet me fun (xFhësitë disko
( ) =≤ PxXP
∑ kP , xx <
hësitë kontin
( ) (= XPxF
babiliteti ësh ( xaP ≤<
∫∞
∞−
f
tregohet se
( ≤−σ xP
thotë se gaanë gabime
a) 3.2. Lakorja e
sni Osmani BM
sioni i shpë
madhësia e nksionin e s) ( xXPx ≤=
ntinuale të r( )+= xXP 11
Kx
nuale të rast
) ∫∞−
=≤x
fxX
htë: ) ( )bFb −=≤
( ) = 1dxxf
e për shpërnd
) =≤ ∫+
−
σ
σ
σ ydx
abimi i matjeqë nuk kaloj
e shpërndarjes
MP 2011 _ FAMOZ
ërndarjes
rastit X dshpërndarje)x
rastit është:( )+= xXP 22
tit:
( )dxxf
( )aF−
darjen e Gau
683.0=dx
eve të veçanjnë σ± , të a
së probabiliteshpë
Z5‐‐‐DRAFT‐‐‐‐‐‐‐ |
do të jetë es:
( =+⋅⋅⋅+ XP
uss‐it vlen:
nta nuk del jashtuquajtu
etit të madhësiërndarjes (b).
Ligji i shpërnd
e barabar
(3.10)
) == x
(3.11)
(3.12
(3.13
(3.14)
(3.15
jashtë σ± (rin ligj të sig
b) isë kontinuale
darjes normale
rtë ose më
2)
3)
5)
(dy të tretatgurisë).
e të rastit (a) dh
e
ë e vogël
t e rezultate
dhe funksioni i
23
se x
ve të

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 24
Gjithashtu,
( ) 997.0333
3
==<<− ∫+
−
σ
σ
σσ ydxxP (3.16)
që do të thotë se me probabilitet 0,997 nuk mund të konsiderohet që cilido gabim rasti do të jetë σ3± , përkatësisht vetëm 3 matje nga 1000 sosh mund të japin gabimin i cili kalon σ3± , e ky është i ashtuquajturi ligji i tri sigmave. Në praktikë mund të shfrytëzohet gabimi maksimal M, me të cilin kushtimisht kuptohet gabimi i cili është i përcaktuar me ligjin e tri sigmave. Pra, probabiliteti i një gabimi të tillë është 0,003. Prandaj, gabimi σ3±=M quhet gabim maksimal (kufitar) i matjeve të veçanta. Për të llogaritur gabimin është e nevojshme që një madhësi matëse të matet shumë herë. Inxhinierit ndonjëherë i duhen së paku tri matje, e zakonisht 10>n .
Sipas Gauss‐it shumë matje të ndonjë madhësie x1, x2, ... , xn japin mesin matematikor të
vlerës më të përafërt x :
( ) ( ) ( ) ( )222
21
1
22 xxxxxxxx n
n
i −+⋅⋅⋅+−+−=−= ∑ε (3.17)
( ) ( )[ ] 022
1 =−+⋅⋅⋅+−=∂∂ xxxxx n (3.18)
( )[ ] 02 21 =−+⋅⋅⋅++ xnxxx n (3.19)
ose,
∑=n
ixn
x1
1 (3.20)
Sipas ligjit për shpërndarjen normale të gabimit të rastit, vlera më me gjasë e madhësisë së matur do të jetë mesi aritmetikor i n matjeve të veçanta, përkatësisht:
( )∑ −+=n
sis xxn
xx1
1 (3.21)
Shmangia e rezultateve të matjeve të veçanta nga mesi aritmetikor x , shpesh quhet gabimi i mbetur i ix x ε− = .

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 25
3.3. Gjurmueshmeria, kalibrimi dhe pasiguria e matjes
Për të mundësuar shkëmbimin e mallrave, shërbimeve dhe te informacionit ne nivel global është e domosdoshme qe te arrihet ekuivalenca ndërkombëtare ne matje. Ekuivalenca ne matje mund te arrihet, nëse sigurohen gjurmueshmëria metrologjike dhe një sistem cilësie është i implementuar.
Gjurmueshmëria metrologjike është vetia e një rezultati matjeje, vetëm nëse ai rezultat mund të lidhet me një reference nëpërmjet një zinxhiri të pashkëputur dhe te dokumentuar kalibrimesh, ku secili kontribuon ne pasigurinë e matjes[1].
Te qenit i gjurmueshem midis te tjerash nënkupton «te qenit ne gjendje për të shkuar deri në «burim», ku burimi është referenca, e cila mund te jete një njësi matje apo një standard (etalon) matjeje ose një material referues.
Është e rëndësishme për të gjithë ata që janë të përfshirë direkt ne proceset e matjeve, qe nuk është instrumenti që përdorim i gjurmueshëm, por i gjurmueshëm është rezultati i matur nëpërmjet atij instrumenti.
Kushdo qe ka sadopak eksperience me matjet dha ka aplikuar metoda te ndryshme matje, ka konstatuar përgjigje/rezultate te ndryshme te cilat ngrenë pyetjen: kush prej tyre është rezultati korrekt? Rruga e vetme për tu siguruar nëse leximi i një instrumenti është i saktë dhe i besueshëm është kalibrimi i rregullt i tij. Për te gjurmuar matjet qe kryejmë deri ne burim (reference) është e domosdoshme qe instrumentet matëse me te cilët kryejmë matje te kalibrohen.
Matjet janë esenciale ne aktivitetin profesional qofte te kompanive ku produkti i prodhuar është mall ose shërbim. Ato nevojiten qe ne fazat fillestare te projektimit te produktit dhe gjate gjithë ciklit e jetëgjatësisë së tij.
Tashme kërkesat për cilësi te rezultateve te matjeve janë pjesë e të gjithë standardeve te menaxhimit të cilësisë. Qëllimi dhe objektivi i përbashkët e këtyre standardeve qofshin ato horizontale apo specifike për sektorë të ndryshëm, është eliminimi i barrierave teknike ne tregti.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 26
3.4. Zinxhiri i gjurmueshmerisë dhe kalibrimi Gjurmueshmëria metrolog jike ‐ është vetia e një rezultati matjeje, vetëm nëse ai rezultat mund të lidhet me një reference nëpërmjet një zinxhiri të pashkëputur dhe të dokumentuar kalibrimesh, ku secili kontribuon në pasigurinë e matjes. Aftësitë kalibruese, përbëjnë hallkën e parë të zinxhirit të kalibrimit të një laboratori kalibrues. Instrumentet e përdorur për kalibrim në këtë nivel, njihen si ‘standarde reference’. Këta instrumente të standardeve kur përdoren vetëm për detyra kalibrimi dhe për asnjë qëllim tjetër, mund të arrijmë në përfundimin që këta instrumente do të ruajnë saktësinë e tyre për një periudhë të caktuar kohe, sepse dëmtimi nga përdorimi do të eliminohet për një kohë të gjatë. Gjithsesi, karakteristikat e këtyre instrumenteve standarde pësojnë shmangie dhe arsyeja kryesore e kësaj është vjetrimi i komponentëve brenda këtyre instrumenteve. Instrumenti i përdorur për kalibrimin e instrumenteve standarde njihet si “standard pune”. Ky duhet të jetë një instrument i projektuar shumë mirë që jep saktësi shumë të madhe dhe është i stabilizuar ndaj shmangies në performancën e tij me kalimin e kohës. Kjo le të kuptohet qe ky instrument duhet të jetë shumë i shtrenjtë. Ky instrument gjithashtu kërkon kushte mjedisi në të cilat t përdoret me kujdes të madh në varësi të temperaturës së mjedisit, pluhurit, etj. Në rastet kur është e pamundur te arrihet gjurmueshmëria tek njësitë e sistemit SI, laboratorët mund të përdorin mjetet të tjera për të siguruar krahasueshmërinë e rezultateve të tyre. Mjeti me i mire praktikisht është përdorimi i materialeve referuese te certifikuara, te siguruara nga prodhues te besueshëm dhe kompetente. Pjesëmarrja ne krahasime ndërlaboratorike është e domosdoshme për te siguruar krahasueshmërinë dhe besueshmërinë e rezultateve. Njohja e ndërsjellë e rezultateve te matjeve kërkon si parakusht zbatimin e një metode të njohur që do të thotë një metodë e vlerësuar dhe e pranuar. Njohja e rezultateve te matjeve bazohet ne riprodhueshmërinë dhe gjurmueshmërinë e tyre, ku gjurmueshmëria në një madhësi apo vlere reference te pranuar ne nivel ndërkombëtar është e pazëvendësueshme. Fusha e metrologjise ne kimi e cila ka marre një zhvillim te madh gjatë dhjetëvjeçarit te fundit është një nga fushat me komplekse dhe sfidat e reja ne fushën e metrologjisë. Përdorimi i materialeve referuese te certifikuara është i pazëvendësueshëm për të

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 27
mundësuar kalibrimin e instrumenteve matës dhe vlerësimin e procedurave te matjeve te cilat mundësojnë krahasueshmërinë dhe besueshmërinë e rezultateve të testeve apo analizave të kryera.
3.5. Material referues i certifikuar
‐ Material referues, i shoqëruar nga një dokumentacion i lëshuar nga një trupe me autoritet, dhe qe paraqet një ose me shume vlera te cilësive te specifikuara, me pasiguritë dhe gjurmueshmerinë përkatëse, duke përdorur procedura te vlefshme
Frekuenca e përdorimit te materialeve referuese te certefikuara është shume me e shpeshte sesa frekuenca e kalibrimit te një instrumenti apo sistemi matës, ku mund te varjoje nga një here në ditë, ose në javë deri ne një here ne disa vjet. Kalibrimi i një instrumenti apo një pajisje të përdorur për analiza ose teste kimike nga një laborator tjetër nuk përbën zgjidhjen me efiçiente, me përjashtim te rasteve kur behet fjale për pajisje tejet te sofistikuara dhe kur frekuenca e kalibrimit është relativisht e madhe dhe kur laboratori tjetër posedon infrastrukturën dhe kompetencën e nevojshme për këto lloj kalibrimesh. Zgjidhja me e mire ne ketë rast do te ishte aplikimi i te ashtuquajturit “in‐house calibartion” duke aplikuar një procedure/metode te dokumentuar dhe validuar.
Institutet e metrologjisë të cilat zotërojnë infrastrukturën dhe kompetencën përkatëse në metrologjinë e kimisë, biologjisë, mikrobiologjisë janë shume të paktë si në Evrope ashtu dhe në botë. Për shumë arsye, historike, shkencore apo zgjidhje praktike kjo kompetence është zhvilluar ne qendra te specializuar për sektorët përkatës ku këto lloj matjesh janë dominante si për mjedisin, ushqimin, shëndetin, higjienën.

Prof.dr. Hys
sni Osmani BMMP 2011 _ FAMOZZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërnddarjes normale
e
28

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 29
Normalisht institutet kombëtare të metrologjisë ruajnë standardet kombëtare te matjeve te cilat janë burimi i gjurmueshmerisë për madhësi të caktuara. Një ndër aktivitetet kyçe te instituteve te metrologjisë është te sigurojnë krahasueshmërinë e standardeve te tyre nëpërmjet pjesëmarrjes ne sistemin ndërkombëtar te krahasimeve kyçe te organizuara nga Byroja Ndërkombëtare e Peshave dhe Masave [2].
Nëse një institut metrologjik posedon infrastrukturën e nevojshme, kuptohet e justifikuar kjo me nevojat e industrisë së vendit të cilin ai përfaqëson, mund te realizoje standarde primare. Ne rast te kundër institute siguron transmetueshmërinë e standardit të tij në një standard primar të një vendi tjetër ose ndërkombëtar (BIPM).
Laboratorët e kalibrimit, te cilët nuk janë domosdoshmërish pjese e institutit te metrologjisë sigurojnë transmetueshmërinë e standardeve që ato përdorin nëpërmjet kalibrimit te tyre ne një standard te nivelit me te larte qe mund te jete standard primar ose standard reference, zakonisht detyre kjo e realizuar nga institutet e metrologjisë.
Kalibrimi ‐ Veprim qe, nen kushte te specifikuara, si hap te pare, vendos një marrëdhënie ndërmjet vlerave te madhësisë me pasiguritë e matjes te dhëna nga etalonët e matjes dhe tregimet korresponduese me pasiguritë përkatëse te matjeve; dhe përdor këtë informacion për te ndërtuar një marrëdhënie për te marre një rezultat matje nga një tregim [1]. Kalibrimi konsiston ne krahasimin e instrumentit qe testohet kundrejt një instrumenti me saktësi te njohur kur e njëjta hyrje (madhësi e matur) aplikohet tek te dy instrumentet. Kjo procedure zbatohet për një rang madhësish ne hyrje qe mbulojnë te gjithë rangun e matjes te instrumentit apo te sensorit. Kalibrimi siguron qe saktësia e matjes të të gjithë instrumenteve dhe sensoreve te përdorur ne nje sistem matjeje eshte e njohur për te gjithë rangun e matjes, nëse te gjithë instrumentet apo sensoret e kalibruar, përdoren ne një ambient me kushte qe janë te njëjta si ato ne te cilat këta instrumente janë kalibruar.
Për përdorimin e instrumenteve ne kushte te ndryshme te ambientit, duhet te bëhen korrigjime te përshtatshme madhësitë e tjera hyrëse. Procedurat e kalibrimit janë te njëjta, te aplikuara qoftë për instrumentet apo për sensoret. Instrumentet e përdorur si standarde ne procedurat e kalibrimit, zakonisht zgjidhen te tille qe te jene me saktësi me te madhe sesa instrumentet qe përdoren për procesin e kalibrimit. Për arsyen se këta instrumente përdoren vetëm për qëllime

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 30
kalibrimi, shpesh mund te marrim saktësi me te madhe duke specifikuar atë lloj instrumenti qe mund te jete i papërshtatshëm për procese normale matjeje. Ne praktike, për qëllime kalibrimi, përdoren instrumente me saktësi te madhe, sepse ne këto rrethana nuk është problem për një operator.
Kalibrimi i instrumenteve duhet te përsëritet ne intervale te caktuara sepse karakteristikat e çdo instrumenti ndryshojnë gjate një periudhe te caktuar kohore. Ndryshimet ne karakteristikat e instrumentit vijnë nga faktorë te tille si konsumimi mekanik, efektet e papastërtisë, pluhuri, gazrat, përbërjet kimike dhe ndryshimet e kushteve ambientale nen te cilat kryhen matjet, apo nga metoda e përdorur. Gjithsesi, mund te kemi shmangie dhe gjate akumulimit, si rezultat i efekteve te komponentëve brenda instrumentit. Ndërgjegjësimi mbi rëndësinë ne rritje te nevojave për gjurmueshmeri metrologjike ka ardhur duke u rritur, kjo për arsye: ‐te rendësish se sistemeve te menaxhimit te cilësisë, ‐kërkesave rigoroze ne marrëdhëniet tregtare ku partneret kërkojnë qe sistemet e menaxhimit te jene te certifikuara, si dhe akreditim për aktivitetet testuese dhe kalibruese, kërkesave ligjore qe vendosin shtete te ndryshme për besueshmërinë e mallrave, produkteve apo shërbimeve të prodhuara.
3.6. Pasiguria e matjeve
Rezultati i çdo matje te kryer shoqërohet me një mase te caktuar pasigurie. E thënë ndryshe, pasiguria është pjese integrale e çdo matje. Aftësia për të vlerësuar pasigurinë e matjeve është fundamentale si për kërkimin shkencor, ashtu edhe për proceset teknologjike, ku vlerësohet besueshmëria e produkteve dhe procedurave te zbatuara. Pasiguria e matjeve per çdo hap te zinxhirit te gjurmueshmërisë duhet te llogaritet ose vlerësohet në përputhje me metodat e pranuara dhe duhet te deklarohet, kështu mund te llogaritet ose vlerësohet pasiguria për të gjithë zinxhirin e matjeve. Metodat e pranuara ndërkombëtarisht janë ato te përshkruara ne Udhëzuesin për Shprehjen e Pasigurisë së Matjeve, (GUM) si dhe në udhëzues apo rekomandime te nxjerra nga trupat ndërkombëtare dhe/ose rajonale te akreditimit. Në përgjithësi pasiguria e matjeve përbëhet nga më shumë se një komponent dhe shprehet nga një parametër i cili mund te jete devijimi standard ose një shumëfish i tij, ose mund të shprehet nëpërmjet gjerësisë së intervalit të besimit. Kur pasiguria e matjeve shprehet nëpërmjet devijimit standard, njihet si pasiguria standarde, dhe shënohet me u . Për raportimin e rezultateve te matjeve përdoret pasiguria e zgjeruar,

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 31
U. Pasiguria e zgjeruar s’është gjë tjetër veçse një interval, brenda të cilit ndodhet vlera e vërtetë e madhësisë së matur me një nivel besimi të lartë që zakonisht është 95%. Ndërkombëtarisht njihen dy përqasje të vlerësimit të pasigurisë se matjeve:
‐përsëritshmëria e procedurës se matjes për të marrë një vlerësim direkt të pasigurisë e cila i asociohet rezultatit final te matjeve; ‐studimi i kontributeve te veçanta në pasigurinë totale, kombinimi i tyre nëpërmjet një zhvillimit të një modeli matematikor.
Modeli i parë zakonisht aplikohet ne studimet ndërlaboratorike, validimet e metodave dhe procedurave te matjeve, dhe mbi te gjitha ne rastet kur është tejet e vështirë për te studiuar individualisht influencën e komponentëve te veçantë, kjo jo për arsye te mungesës se njohurive apo eksperiencës por për arsye te pamundësisë se përcaktimit te një modeli matematikor te tyre. Ne rastet kur është e mundur te vlerësohet pesha e secilit komponent të pasigurisë në veçanti, domethënë te përcaktohet modeli matematikor. Përqasja e përgjithshme për llogaritjen e pasigurisë se matjeve referuar standardeve dhe udhëzuesve ndërkombëtare konsiston në:
1. Përcaktimin e qartë të madhësisë qe do te matet, përfshi metodën e llogaritjes se rezultatit (ku përfshihen çdo korrigjim të mundshëm për arsye te kushteve ambientale apo faktorëve të tjerë influencues ne procesin e matjes.
2. Nxjerrjen e pasigurive te njohura qofte nga certifikatat e kalibrimit, manualet e prodhuesit, tolerancat përkatëse, matjet eksperimentale dhe ne rastet kur është e nevojshme nga modelet teorike për secilin komponent përbërës të ekuacionit të kalibrimit. Pasiguritë duhet të shprehen te gjitha nëpërmjet devijimit standard.
3.Me pas llogaritet pasiguria standarde e kombinuar )
Normalisht është e nevojshme qe te ketë një konsistence te përqasjes se dyte me atë te pare, pavarësisht llogaritjes se rezultateve mbi bazen e modelit te zhvilluar, ato duhet medoemos te verifikohen nëpërmjet matjeve praktike. Raportimi i pasigurisë se matjeve behet nëpërmjet pasigurisë se zgjeruar U e cila merret nga prodhimi i pasigurisë standarde, u me një faktor mbulimi, k. Për një nivel besimi 95% faktori i mbulimit është 2.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 32
Referencat [1] Fjalori Ndërkombëtar i Metrologjisë – VIM 2008 ‐Konceptet Baze dhe te Përgjithshme dhe Termat Përkatës. [2] Udhëzues për Shprehjen e Pasigurisë ne Matje (GUM), Botim i organizatës Botërore te Standardizimit, Botimi i pare 1995 , ISBN 95‐67‐10188‐9.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | Ligji i shpërndarjes normale 33
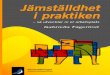
3.7. Saktësia dhe preciziteti
Jo rrallë saktësia dhe preciziteti konsiderohen gabimisht si e njëjta karakteristikë e aparateve matëse.
Saktësia e aparatit matës shpreh ndryshimin në mes vlerës se vërtetë të parametrit dhe tregimit të aparatit në kushte rigorozisht të caktuara, të quajtura kushte të kalibrimit. Pra ajo paraqet vetëm gabimin sistematik të aparatit matës dhe jo krejt gabimin që bëhet në matje.
Precizioni i aparatit matës shpreh besueshmërinë e aparatit. Aparati matës konsiderohet preciz kur në kushte të njëjta jep të njëjtin tregim.
Aparati matës mund të jetë preciz por jo i saktë dhe anasjelltas, dmth. aparati matës mund të ketë një saktësi të kënaqëshme por mund të mos jetë preciz.
Për kontroll‐rregullimin precizioni karakteristikë me e rëndësishme se sa saktësia e tij, meqenëse kjo e fundit mund të rritet nëpërmjet rikalibrimit të aparatit në kushtet e punës1.
Saktësia Preciziteti
1 Kalibrimi i herëpashershëm i aparateve matës shmang edhe gabimin që lind për shkak të rënies së precizionit me kalimin e kohës.

Shënim:
Saktës Psh. Gju dhe e sa
Supozim
Josaktë
Shigjetashënjest
Preciz po Shigjetashënjest
Saktë po Shigjetashënjest
Saktë dh Shigjetashënjest
Prof.dr. Hys
sia nuk ës
ajtja në cakaktë me go
m:
dhe joprec
ri nuk e qëltrës. Shënim
or josaktë
ri nuk e qëltrës, por sh
or jopreciz
ri qëllon tritrës, por sh
he preciz
ri qëllon tritrës, dhe sh
sni Osmani BM
shtë prec
k mund te jdit cakun p
Qendra e
ciz (përsëritj
llon tri herëmet janë lar
llon tri herëënimet jan
herë afër qënimet jan
herë në qehënimet jan
MP 2011 _ FAMOZ
cizitet
etë precizepor jo te gjit
shënjestrës
je e dobët)
ë qendrën erg njëra tje
ë qendrën eë afër njëra
qendrës së ë larg njëra
endër të në afër njër
Z5‐‐‐DRAFT‐‐‐‐‐‐‐ |
Sakt
Prec
e të gjitha gjtha ne një v
s është vler
e etrës.
e a tjetrës
a tjetrës
a tjetrës
Ligji i shpërnd
tësi (angl. A
cizitet (angl
juajtjet në nvend , jo pre
ra e vërtetë
darjes normale
Accuracy)
.Precision)
një vend poeciz dhe ku
ë e madhësi
e
or jo e saktër i ka qe te
së
34
ë dyja

Prof.dr. Hys
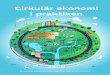
Me nivel k
F
sni Osmani BM
Numri i serisonstant (gab
ig.*.*. Gabi
MP 2011 _ FAMOZ
së bimi i rastit)
imi i sistem
Z5‐‐‐DRAFT‐‐‐‐‐‐‐ |
)
matik Ws dh
Ligji i shpërnd
1‐ Etakon
ln – vlel‐vlera W‐shm
Me nivelsistem
e gabimi i r
darjes normale
loni ose objntrollues era nominalmomentale
mangia
Numri i se të ndryshue
matik dhe ga
rastit Wsl
e
jekti
le (gjatësia)e (e matur)
erisë eshëm (gabbimi i rastit)
35
)
imi )

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 36
4. SISTEMET E NJËSIVE MATËSE
Derisa në fillim të shekullit të XVIII shfaqej nevoja e matjes se disa madhësive (gjatësisë, masës dhe kohës), matematicienti i njohur Gaus në vitin 1832 e propozon metodën e formimit të sistemit të njësive matëse si bashkësi e njësive themelore dhe të nxjerura. Ky quhet sistem absolut i Gausit i cili për njësi themelore e merr: milimetrin, miligramin dhe sekondën. Me vonë me zhvillimin e shkencës dhe teknikës shtrohej nevoja e matjes dhe e madhsive tjera si dhe paraqiten edhe sistemet tjera të madhësive matëse, siç janë:
a.Sistemi CGS
Ky sistem është aprovuar në kongresin e parë Ndërkomtare të elektronikëve në vitin 1881 dhe për njësi themelore e ka centimetrin (cm), gramin (g) e sekondën (s) për matjen e këtyre madhësive: gjatësisë, masës dhe kohës.
b.Sistemi CGSE
Ky sistem për njësi themelore e ka: centimetrin (cm), gramin (g) dhe sekondën (s). Këtu përçueshmëria dielektrike e vakumit merret si njësi jodimenzionale.
c.Sistemi CGSM
Ky sistem për njësi themelore ka centimetrin (cm), gramin (g) dhe sekondën (s), por këtu përçueshmëria (depërtueshmëria) magnetike e vakumit merret si njësi jodimenzionale.
d.Sistem simetrik CGS
Paraqet sistemin e Gausit te i cili njesitë elektrike përputhen me sistemin CGSE ndërsa njësitë magnetike përputhen me sistemin CGSM.
e.Sistemi MKS
Ky sistem për njësi themelore ka: metrin (m), kilogramin (kg) dhe sekondën (s) për matjen e këtyre madhësive fizike themelore: gjatësinë, forcën dhe kohën.

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 37
Forca prej 1 kg është ajo e cila masës së barabartë me prototipin ndërkombëtar të kilogramit i jep nxitimin e ramjes së lirë 9.8065m/s2.
Në mënyrë që mos të përputhet kg‐masa me kg‐forcë në disa vende u zëvendësua kg‐forca me kp e me disa vende me kg.
f.Sistem MKSA
Ky sistem për njësi themelore ka: metrin (m), kilogramin (kg), sekondën (s), dhe amperin (A).
Ky sistem është përpiluar në vitin 1901 nga ana e shkencëtarit Italian Xhordini dhe është aprovuar nga komisioni ndërkombëtar i elektroteknikës në vitin 1958.
g.Sistemi SI
Duke u bazuar në sistemet e aprovuara më herët hetohet se një numër i madh i njësivetë cilat nuk i takojnë asnjë sistemi e vështirësojn aplikimin, sepse gjatë kalimit nga një sistem në tjetrin duhet të bëhen llogaritje përkatëse. Pastaj lidhshmëria dhe bashkëpunimi shkencor‐teknik i shteteve ndërmjet tyre kërkojnë që të bëhet unifikimi dhe të aprovohet sistemi internacional (SI).
Njësia e madhësive matëse me sistemet internacionale është unifikuar dhe mundëson përdorimin e gjithëmbarshëm (koherent) për të gjitha lëmitë e shkencës dhe teknikës.
Sistemi internacional (internacional System of Units, Systeme international d'Unites) ‐ ose shkurtimisht sistemi SI. Eshtë përvetsuar në konferencën e 11 gjenerale për masa dhe pasha në vitin 1960 (Conference Generale des Poids et Mesures‐CGPM)
Ky sistem përbëhet nga dy lloj të njësive: 1. Njësive themelore 2. Njësive të nxjerrura

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 38

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 39

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 40

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 41

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 42

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 43

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 44

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 45

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 46

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 47

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 48
1. Hyrje në teori dhe praktikën e matjeve ixhinierike .............................................................................. 1
1.1. Praktika e matjeve inxhinierike ..................................................................................................... 5
1.1.1. Ndarja e mjeteve dhe instrumenteve matëse që përdoren në inxhinieri ............................ 5
1.1.2. Klasifikimi i mjeteve për matjen e madhësive në teknologji prodhuese .............................. 7
1.1.3. Metodat për matje ................................................................................................................ 9
2. BAZAT E TEORISË SË GABIMIT ............................................................................................................. 15
2.1. GABIMET GJATË MATJES ............................................................................................................. 15
2.1.1. GABIME TË MËDHA ............................................................................................................. 16
2.1.2. GABIMET SISTEMATIKE ....................................................................................................... 16
2.1.3. GABIMET E RASTIT (SHMANGIET) ....................................................................................... 18
3. Ligji i shpërndarjes normale ................................................................................................................ 19
3.1. Ligji i probabilitetit të madhësisë së rastit .................................................................................. 22
3.2. Funksioni i shpërndarjes ............................................................................................................. 23
3.3. Gjurmueshmeria, kalibrimi dhe pasiguria e matjes .................................................................... 25
3.4. Zinxhiri i gjurmueshmerisë dhe kalibrimi .................................................................................... 26
3.5. Material referues i certifikuar ..................................................................................................... 27
3.6. Pasiguria e matjeve ..................................................................................................................... 30
3.7. Saktësia dhe preciziteti ............................................................................................................... 33
4. SISTEMET E NJËSIVE MATËSE .............................................................................................................. 36

Prof.dr. Hysni Osmani BMP 2011 _ FAMOZ5‐‐‐DRAFT‐‐‐‐‐‐‐ | SISTEMET E NJËSIVE MATËSE 49