Embed Size (px)
Citation preview
MITTAVAUNU MATERIAALIA 1( 35)
1 TYÖNTÖMITTA
1.1 Yleistä työntömitasta
Työntömitta (”tönäri, mauseri”) kuuluu tekniikan alan perustyökalui-
hin, joten sen oikeaoppinen käyttö on jokaisen ammattilaisen osat-
tava. Työntömittoja on eri käyttötarkoituksia varten satoja erilaisia
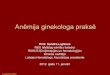
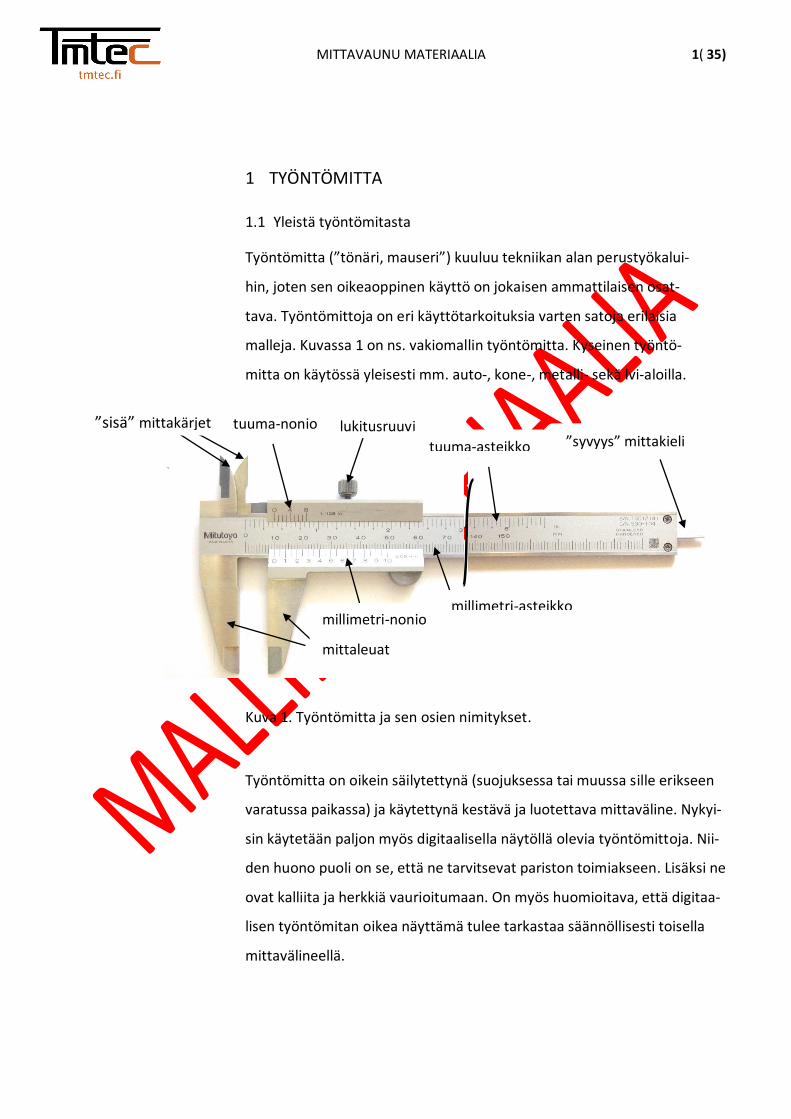
malleja. Kuvassa 1 on ns. vakiomallin työntömitta. Kyseinen työntö-
mitta on käytössä yleisesti mm. auto-, kone-, metalli- sekä lvi-aloilla.
Kuva 1. Työntömitta ja sen osien nimitykset.
Työntömitta on oikein säilytettynä (suojuksessa tai muussa sille erikseen
varatussa paikassa) ja käytettynä kestävä ja luotettava mittaväline. Nykyi-
sin käytetään paljon myös digitaalisella näytöllä olevia työntömittoja. Nii-
den huono puoli on se, että ne tarvitsevat pariston toimiakseen. Lisäksi ne
ovat kalliita ja herkkiä vaurioitumaan. On myös huomioitava, että digitaa-
lisen työntömitan oikea näyttämä tulee tarkastaa säännöllisesti toisella
mittavälineellä.
”sisä” mittakärjet tuuma-nonio lukitusruuvi
tuuma-asteikko ”syvyys” mittakieli
mittaleuat
millimetri-nonio millimetri-asteikko

MITTAVAUNU MATERIAALIA 2( 35)
Yleensä työntömittojen mittaustarkkuudeksi ilmoitetaan 5/100 mm (=
0,05 mm), mutta käytännössä työntömitta on luotettavimmillaan, kun
vaadittava mittaustarkkuus on 1/10 mm (= 0,1 mm). Jos vaaditaan sadas-
osamillimetrien mittatarkkuutta, niin silloin oikea mittavälinen on mikro-
metri.
Työntömitalla voidaan yleensä mitata myös tuumamittoja. Tätä ominai-
suutta tarvitaan esim. kun työskennellään tuumajärjestelmän kierteillä
varustettujen ruuvien ja muttereiden sekä lvi- alan tuotteiden kanssa.
Monissa ajoneuvoissa sekä koneissa ja laitteissa käytetään yleisesti tuu-
majärjestelmän ruuveja.
1.2 Työntömitan käyttö
Työntömitan eri osilla voidaan mitata kappaleiden ulko- ja sisäpuolisia
mittoja sekä syvyysmittoja (kuva 3).
Kuva 3. Esimerkkejä työntömitalla mittaamisesta.

MITTAVAUNU MATERIAALIA 3( 35)
1.3 Työntömitan kunnon tarkastaminen
Työntömitan, niin kuin kaikkien muidenkin mittavälineiden, kunto on tar-
kastettava ennen mittaamisen aloittamista.
Työntömitan mittaleukojen ja mittakärkien kunto tarkastetaan laittamalla
mittaleuat yhteen ja katsomalla esim. valoa vasten, että mittaleukojen ja
mittakärkien mittauspintojen välistä ei näy valoa (ks. kuva 4).
Mitta-asteikkojen oikeat näyttämät tarkastetaan mittaleukojen ollessa
kiinni. Tällöin nonio-ja perusasteikkojen nollaviivojen on oltava päällek-
käin (kuva 5). Tämä tarkastus on syytä tehdä, sillä ainakin halvoissa työn-
tömitoissa asteikot eivät ole aina välttämättä kohdallaan.
Kuva 4. Mittaleukojen ja mittakärkien mittauspinnat. Kuva 5. Nollaviivat.

MITTAVAUNU MATERIAALIA 4( 35)
Mittakieli tarkastetaan siten, että sen pään pitää olla tasassa työntömitan
rungon pään kanssa kun mittaleuat ovat kiinni (ks. kuva 5). Mittakielen
päässä oleva jyrsintä on tehty jo valmistuksen yhteydessä, eli se ei ole
merkki viallisesta mittakielestä (kuva 6).
Kuva 5. Mittakielen tarkastaminen. Kuva 6. Mittakielen jyrsintä
1.4 TYÖNTÖMITAN YLEISIÄ KÄSITTELY- JA MITTAUSOHJEITA
Säilytä työntömitta kotelossa tai muussa sille erikseen varatussa pai-
kassa.
Älä käytä työntömittaa muuhun tarkoitukseen kuin mittaamiseen
(esim. vasarana).
Älä käytä turhaa voimaa mittauksen aikana.
Tarkasta mitan kunto ja puhtaus ennen mittauksen aloittamista.
Varmista, että lukitusruuvi on auki, kun liikutat luistia.
Varmista, että mitattava kappale on puhdas.
Huomio mitattavassa kappaleessa olevat mahdolliset ”muotovirheet”
(soikeus, kartiokas, taipuma jne.).
Lue mittatulos työntömitan ollessa kiinni kappaleessa.
Jos työntömitta pitää irrottaa mitan lukemisen ajaksi (esim. valaistus ei
riitä), niin lukitse lukitusruuvi ja irrota mitta varovasti kappaleesta.
Tee tarkastusmittaus.
OLE HUOLELLINEN JA VÄLTÄ TURHAA KIIRETTÄ!
jyrsintä
MITTAVAUNU MATERIAALIA 5( 35)
2. TYÖNTÖMITAN MITTAUSTULOSTEN LUKEMINEN
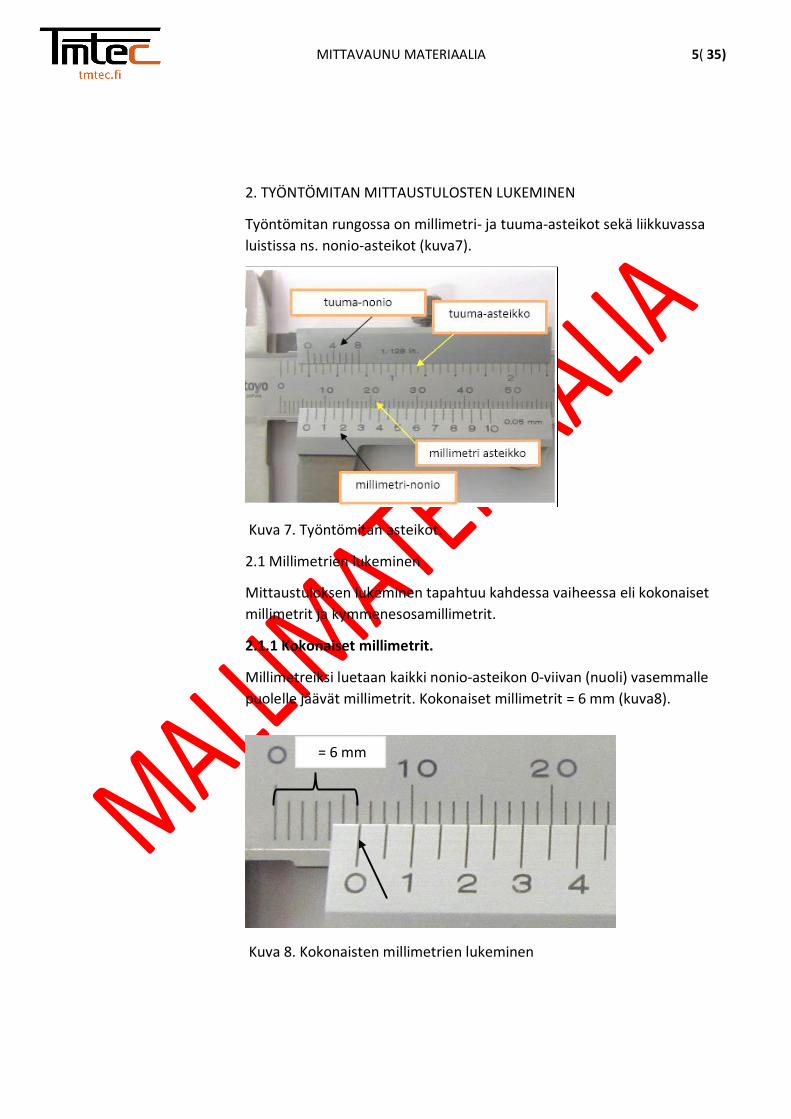
Työntömitan rungossa on millimetri- ja tuuma-asteikot sekä liikkuvassa
luistissa ns. nonio-asteikot (kuva7).
Kuva 7. Työntömitan asteikot.
2.1 Millimetrien lukeminen
Mittaustuloksen lukeminen tapahtuu kahdessa vaiheessa eli kokonaiset
millimetrit ja kymmenesosamillimetrit.
2.1.1 Kokonaiset millimetrit.
Millimetreiksi luetaan kaikki nonio-asteikon 0-viivan (nuoli) vasemmalle
puolelle jäävät millimetrit. Kokonaiset millimetrit = 6 mm (kuva8).
Kuva 8. Kokonaisten millimetrien lukeminen
= 6 mm
MITTAVAUNU MATERIAALIA 6( 35)
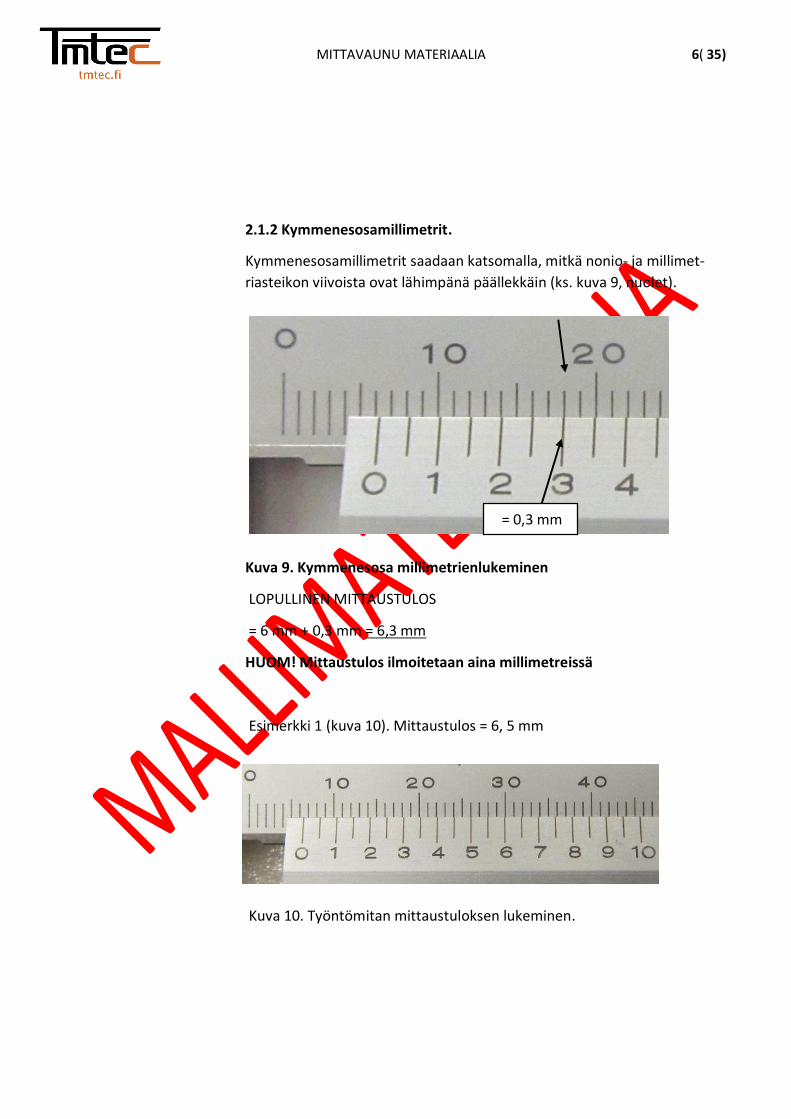
2.1.2 Kymmenesosamillimetrit.
Kymmenesosamillimetrit saadaan katsomalla, mitkä nonio- ja millimet-
riasteikon viivoista ovat lähimpänä päällekkäin (ks. kuva 9, nuolet).
Kuva 9. Kymmenesosa millimetrienlukeminen
LOPULLINEN MITTAUSTULOS
= 6 mm + 0,3 mm = 6,3 mm
HUOM! Mittaustulos ilmoitetaan aina millimetreissä
Esimerkki 1 (kuva 10). Mittaustulos = 6, 5 mm
Kuva 10. Työntömitan mittaustuloksen lukeminen.
= 0,3 mm
MITTAVAUNU MATERIAALIA 7( 35)
2.2 Tuumien lukeminen
Tuumien lukeminen tapahtuu kahdessa vaiheessa samalla periaatteella
kuin millimetrienkin lukeminen.
1.vaiheessa luetaan kokonaiset ja 1/16 tuumat.
2.vaiheessa 1/128-tuumat.
2.2.1 Kokonaiset ja kuudestoistaosa tuumat
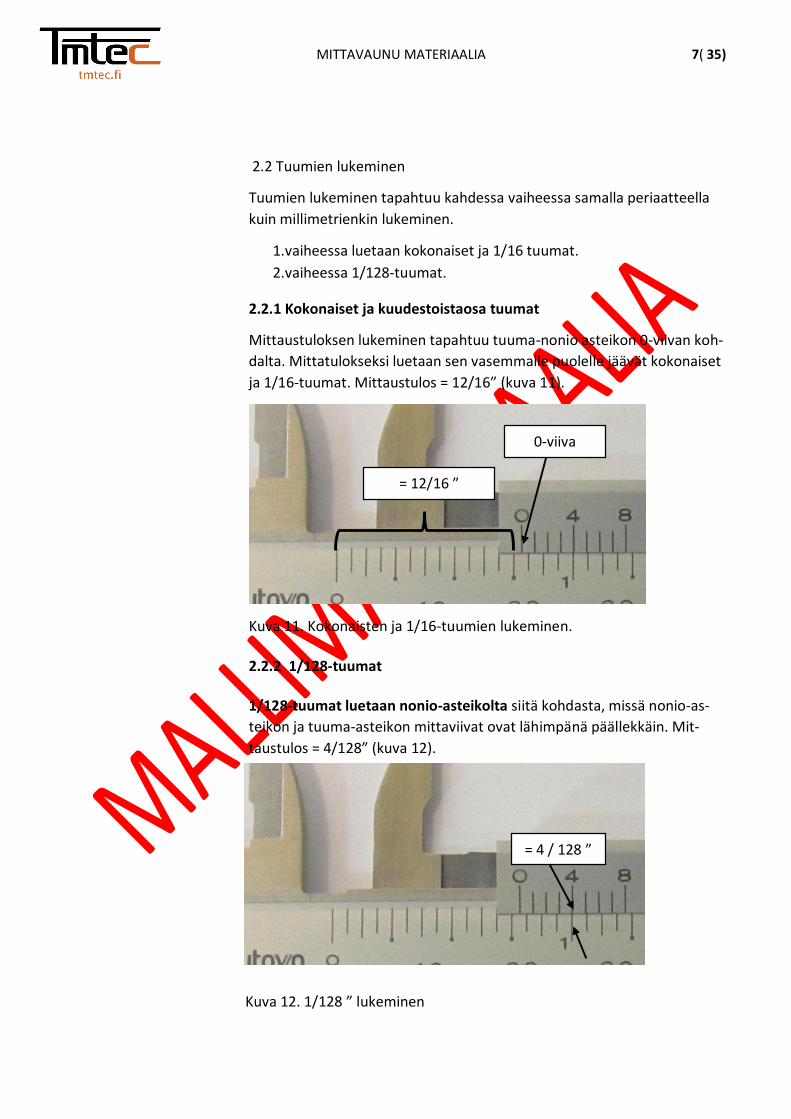
Mittaustuloksen lukeminen tapahtuu tuuma-nonio asteikon 0-viivan koh-
dalta. Mittatulokseksi luetaan sen vasemmalle puolelle jäävät kokonaiset
ja 1/16-tuumat. Mittaustulos = 12/16” (kuva 11).
Kuva 11. Kokonaisten ja 1/16-tuumien lukeminen.
2.2.2 1/128-tuumat
1/128-tuumat luetaan nonio-asteikolta siitä kohdasta, missä nonio-as-
teikon ja tuuma-asteikon mittaviivat ovat lähimpänä päällekkäin. Mit-
taustulos = 4/128” (kuva 12).
Kuva 12. 1/128 ” lukeminen
0-viiva
= 12/16 ”
= 4 / 128 ”

MITTAVAUNU MATERIAALIA 8( 35)
LOPULLINEN MITTAUSTULOS
= 12/16” + 4/128 ”
= 100 / 128 ”
= 0,800 ”
Jos mitataan kuudestoistaosa tuuman tarkkuudelle, niin tulos supistetaan
jos mahdollista. Esim. 8/16 ” = ½ ”. Normaali tapauksissa (esim. kiertei-
den tunnistus) riittää 1/16 ” mittaustarkkuus.
Jos tarvitaan tarkempaa tulosta, niin silloin mitataan 1/128 ” tarkkuudella
ja lasketaan saadut lukemat (kokonaiset tuumat, 1/16 ” ja 1/128”) yh-
teen. Lopullinen tulos voidaan muuttaa vielä desimaalimuotoon.
Esimerkki 1 (ks. Kuva 13).
Mittaustulos:
= 1 ”+ 3/16” + 7/128”
= 1” + 31/128 ”
= 1,242 ”
Kuva 13. Työntömitan tuuma-asteikon lukeminen.
8
MITTAVAUNU MATERIAALIA 9( 35)
Opiskelija: ______________________________________________
Ryhmä: ______________ Päivämäärä:_______________________
TYÖNTÖMITTA
1. Miksi sinun tulee osata käyttää työntömittaa?
__________________________________________________________
___________________________________________________________
2. Mitä etuja / haittoja on digitaalisen työntömitan käytöstä?
Edut:________________________________________________________
__________________________________________________________
Haitat:
____________________________________________________________
____________________________________________________________
_________________________________________________________
3. Mikä on ns. perustyöntömitan lukematarkkuus ja luotettava mittatark-
kuus?
____________________________________________________________
__________________________________________________________
4. Miksi sinun tarvitsee osata mitata myös tuumamittoja?
____________________________________________________________
____________________________________________________________
_________________________________________________________
MITTAVAUNU MATERIAALIA 10( 35)
5. Millä työntömitan osalla mittaat
a) reiän halkaisijan: _____________________________
b) reiän syvyyden: _______________________________
c) levyn paksuuden: _____________________________
6. Miten tarkistat seuraavat työntömitan kohdat ennen mittaamista?
a) Mittaleuat:
__________________________________________________________
__________________________________________________________
__________________________________________________________
______________________________________________________
b) Mittakärjet:
__________________________________________________________
__________________________________________________________
__________________________________________________________
______________________________________________________
c) Mittakielen:
__________________________________________________________
__________________________________________________________
__________________________________________________________
__________________________________________________
MITTAVAUNU MATERIAALIA 11( 35)
d) Millimetri ja tuuma-asteikot:
__________________________________________________________
__________________________________________________________
__________________________________________________________
__________________________________________________
7. Millaisia mittausvirheitä voi tapahtua, jos et mittaa mittaleukojen mit-
tausalueella?
____________________________________________________________
____________________________________________________________
____________________________________________________________
________________________________________________________
8. Miten tarkastat akselin ja reiän soikeuden työntömitalla?
____________________________________________________________
____________________________________________________________
____________________________________________________________
________________________________________________________
9. Miksi mittalukema kannattaa lukea mitan ollessa kiinni kappaleessa?
____________________________________________________________
____________________________________________________________
____________________________________________________________
____________________________________________________
10. Miten estät luistin liikkumisen, jos joudut irrottamaan työntömitan kap-
paleesta mittatuloksen lukemisen ajaksi?
______________________________________________________________
____________________________________________________________
MITTAVAUNU MATERIAALIA 12( 35)
Opiskelija: ______________________________________________
Ryhmä: ______________ Päivämäärä:_______________________
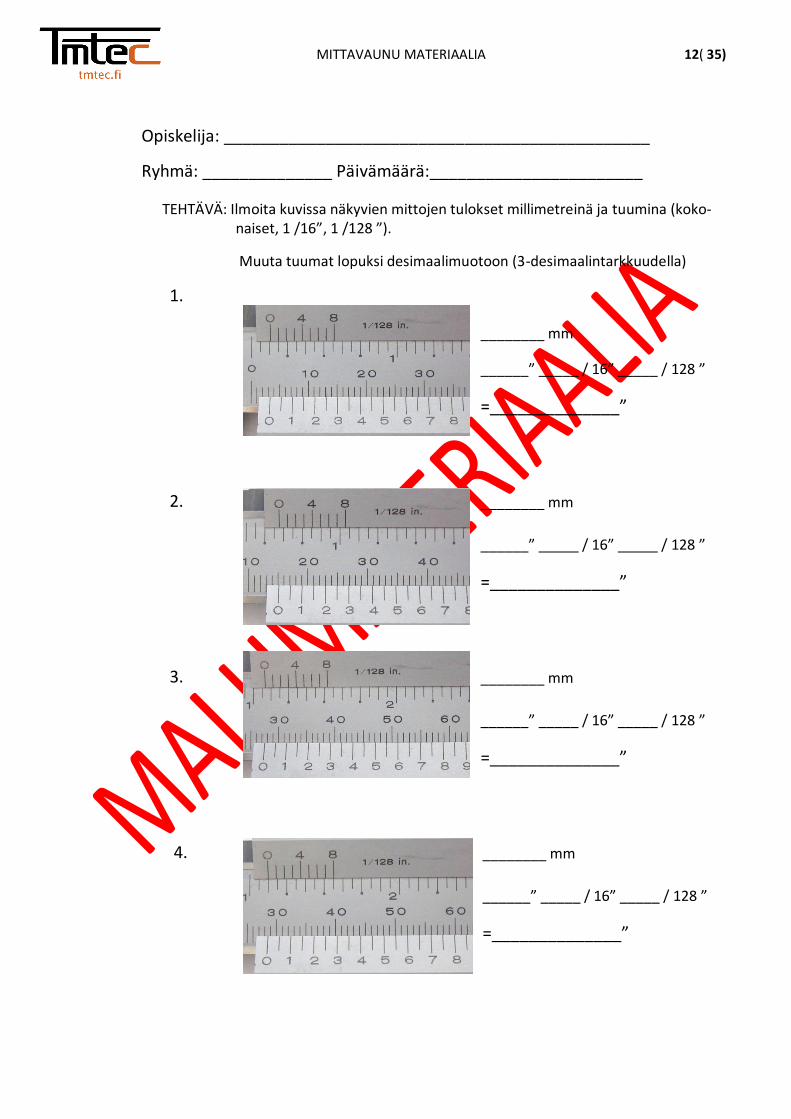
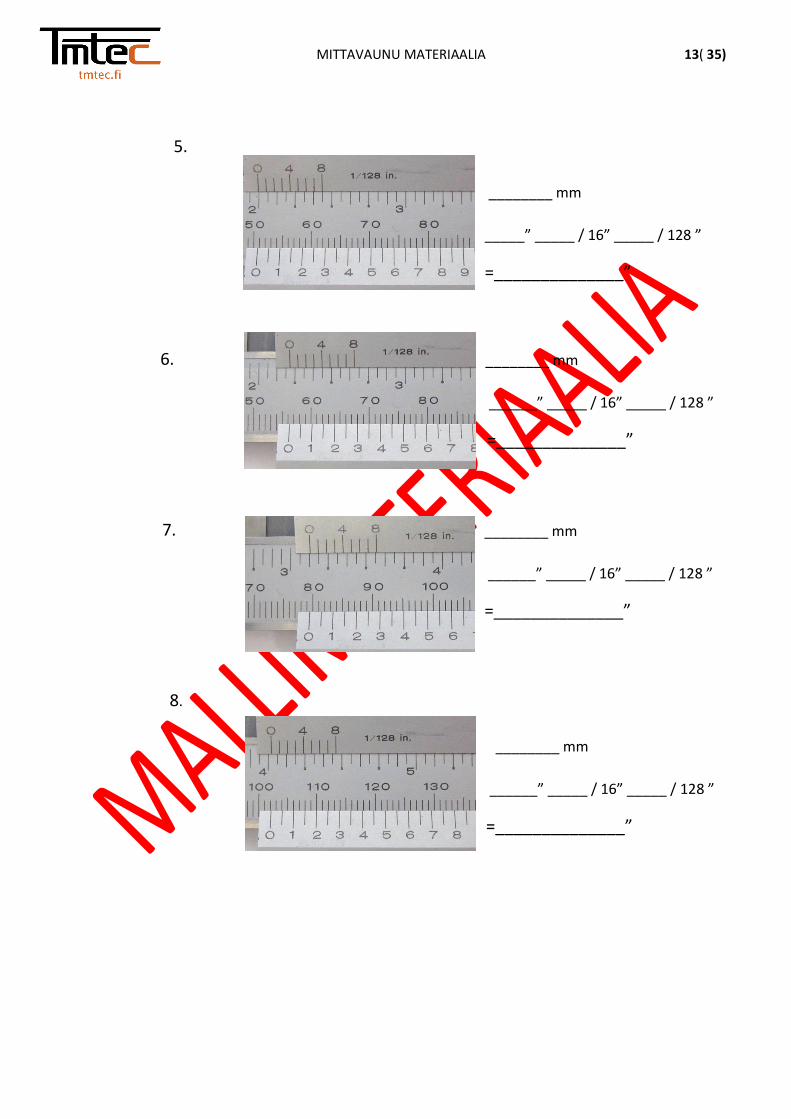
TEHTÄVÄ: Ilmoita kuvissa näkyvien mittojen tulokset millimetreinä ja tuumina (koko-naiset, 1 /16”, 1 /128 ”).
Muuta tuumat lopuksi desimaalimuotoon (3-desimaalintarkkuudella)
1.
________ mm
______” _____ / 16” _____ / 128 ”
=______________”
2. ________ mm
______” _____ / 16” _____ / 128 ”
=______________”
3. ________ mm
______” _____ / 16” _____ / 128 ”
=______________”
4. ________ mm
______” _____ / 16” _____ / 128 ”
=______________”
MITTAVAUNU MATERIAALIA 13( 35)
5.
________ mm
_____” _____ / 16” _____ / 128 ”
=______________”
6. ________ mm
______” _____ / 16” _____ / 128 ”
=______________”
7. ________ mm
______” _____ / 16” _____ / 128 ”
=______________”
8.
________ mm
______” _____ / 16” _____ / 128 ”
=______________”
MITTAVAUNU MATERIAALIA 14( 35)
Mittaaja: ______________________________________________
Ryhmä: ______________ Päivämäärä:_______________________
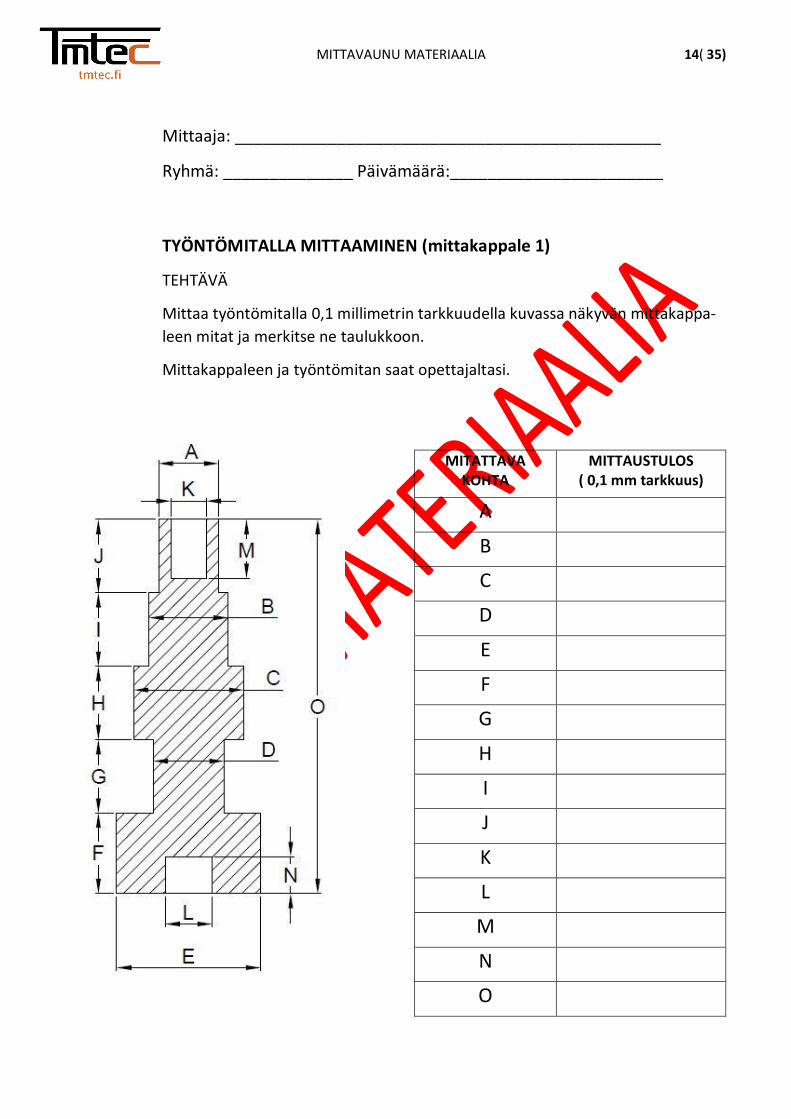
TYÖNTÖMITALLA MITTAAMINEN (mittakappale 1)
TEHTÄVÄ
Mittaa työntömitalla 0,1 millimetrin tarkkuudella kuvassa näkyvän mittakappa-
leen mitat ja merkitse ne taulukkoon.
Mittakappaleen ja työntömitan saat opettajaltasi.
MITATTAVA KOHTA
MITTAUSTULOS ( 0,1 mm tarkkuus)
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
MITTAVAUNU MATERIAALIA 15( 35)
Mittaaja: ______________________________________________
Ryhmä: ______________ Päivämäärä:_______________________
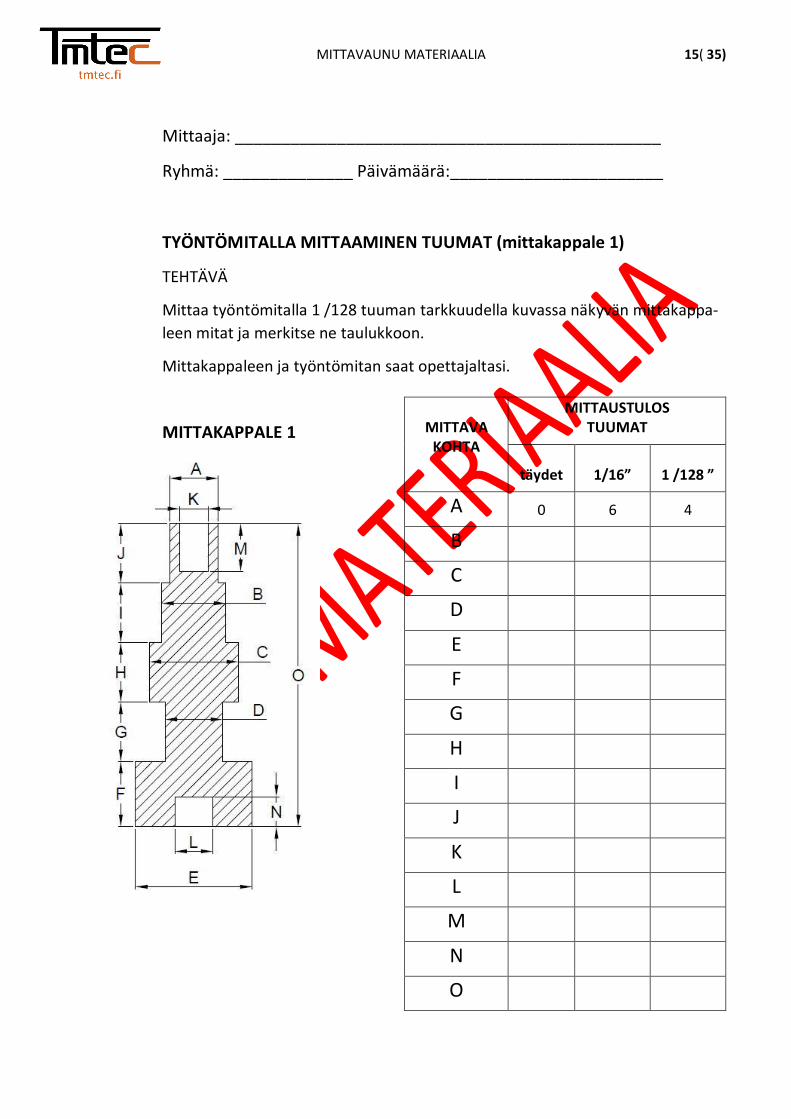
TYÖNTÖMITALLA MITTAAMINEN TUUMAT (mittakappale 1)
TEHTÄVÄ
Mittaa työntömitalla 1 /128 tuuman tarkkuudella kuvassa näkyvän mittakappa-
leen mitat ja merkitse ne taulukkoon.
Mittakappaleen ja työntömitan saat opettajaltasi.
MITTAKAPPALE 1
MITTAVA
KOHTA
MITTAUSTULOS TUUMAT
täydet
1/16”
1 /128 ”
A 0 6 4
B
C
D
E
F
G
H
I
J
K
L
M
N
O
MITTAVAUNU MATERIAALIA 16( 35)
2 KAARIMIKROMETRI
2.1 Yleistä mikrometreistä
Mikrometrejä on olemassa eri käyttötarkoituksia varten lukematon määrä.
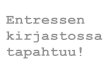
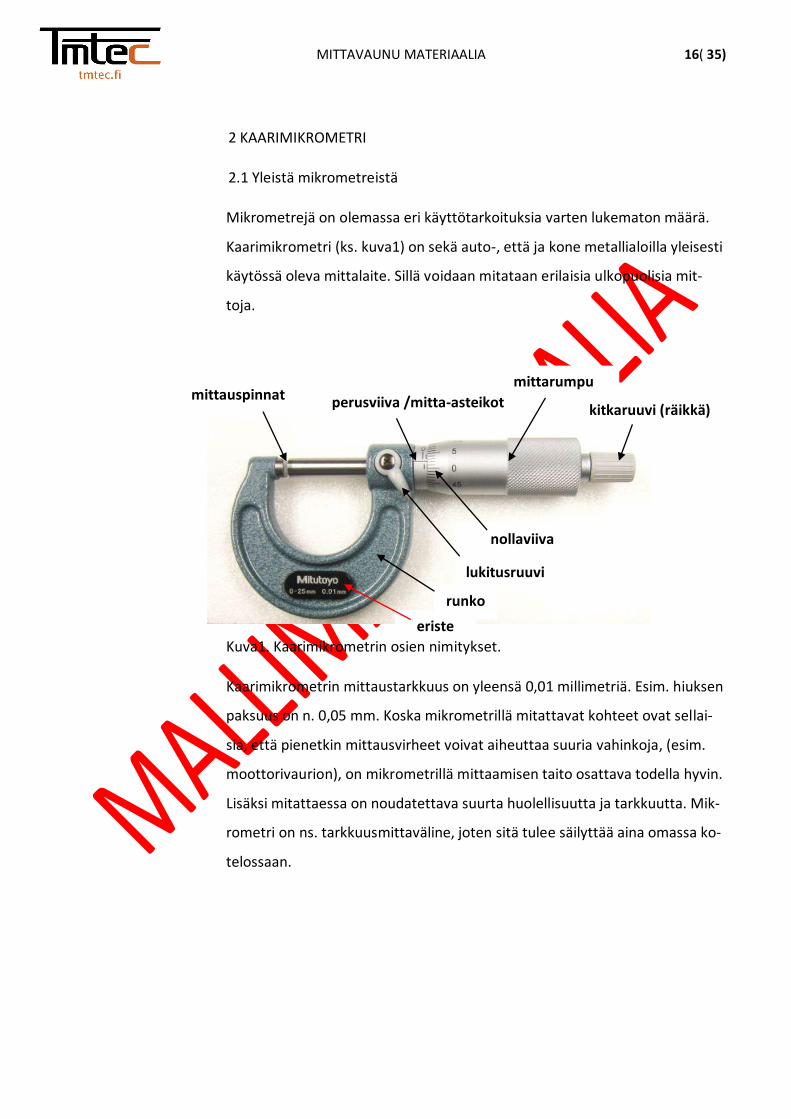
Kaarimikrometri (ks. kuva1) on sekä auto-, että ja kone metallialoilla yleisesti
käytössä oleva mittalaite. Sillä voidaan mitataan erilaisia ulkopuolisia mit-
toja.
Kuva1. Kaarimikrometrin osien nimitykset.
Kaarimikrometrin mittaustarkkuus on yleensä 0,01 millimetriä. Esim. hiuksen
paksuus on n. 0,05 mm. Koska mikrometrillä mitattavat kohteet ovat sellai-
sia, että pienetkin mittausvirheet voivat aiheuttaa suuria vahinkoja, (esim.
moottorivaurion), on mikrometrillä mittaamisen taito osattava todella hyvin.
Lisäksi mitattaessa on noudatettava suurta huolellisuutta ja tarkkuutta. Mik-
rometri on ns. tarkkuusmittaväline, joten sitä tulee säilyttää aina omassa ko-
telossaan.
mittauspinnat perusviiva /mitta-asteikot
mittarumpu
kitkaruuvi (räikkä)
nollaviiva
lukitusruuvi
runko
eriste
MITTAVAUNU MATERIAALIA 17( 35)
Yhden mikrometrin mittausalue on 25 mm, ja se on merkitty mikrometrin
eristeosaan. Mikrometrien mittausalueet ovat 0 – 25 mm, 25 – 50 mm, 50
– 75 mm jne.
2.2 Mikrometrin käyttö
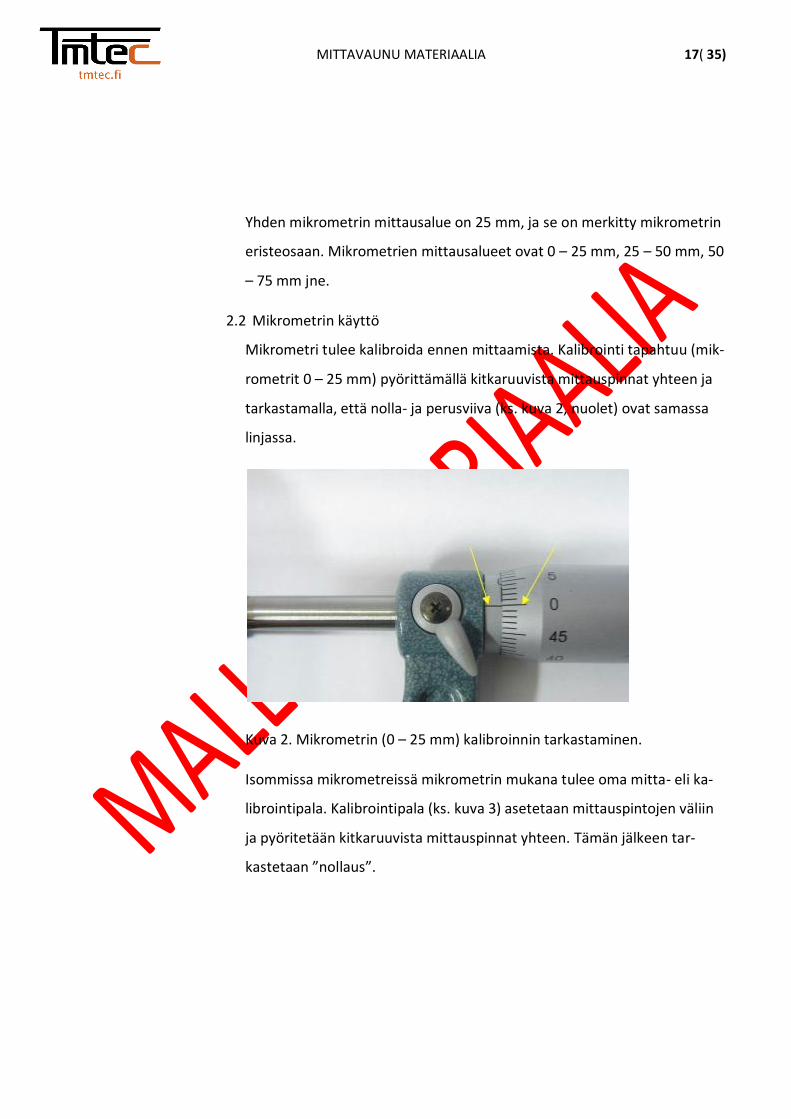
Mikrometri tulee kalibroida ennen mittaamista. Kalibrointi tapahtuu (mik-
rometrit 0 – 25 mm) pyörittämällä kitkaruuvista mittauspinnat yhteen ja
tarkastamalla, että nolla- ja perusviiva (ks. kuva 2, nuolet) ovat samassa
linjassa.
Kuva 2. Mikrometrin (0 – 25 mm) kalibroinnin tarkastaminen.
Isommissa mikrometreissä mikrometrin mukana tulee oma mitta- eli ka-
librointipala. Kalibrointipala (ks. kuva 3) asetetaan mittauspintojen väliin
ja pyöritetään kitkaruuvista mittauspinnat yhteen. Tämän jälkeen tar-
kastetaan ”nollaus”.

MITTAVAUNU MATERIAALIA 18( 35)
Kuva 3. Mikrometrin (25 – 50 mm) kalibrointi kalibrointipalalla.
Kalibrointipalan asettaminen mittauspintojen väliin vaatii harjoittelua.
Tarvittaessa voit pyytää kaveria avuksi tai käyttää erillistä pöydälle asetet-
tavaa mikrometrin pidintä.
Mikäli perus- ja nollaviivat eivät ole kohdakkain, täytyy mikrometriä sää-
tää. Säätö tapahtuu säätöavaimella (tulee mikrometrin mukana) kääntä-
mällä mitta-asteikon toisella puolella olevasta reiästä (ks. kuva 4) viivat
samaan linjaan.
Kuva 4. Mikrometrin säätäminen säätöavaimella.

MITTAVAUNU MATERIAALIA 19( 35)
Mikäli mitta-asteikon virhe on yli 1 mm, valmistaja suosittelee löysää-
mään mittarummun ja asettamaan sen oikeaan asentoon. Mittarummun
löysääminen tapahtuu avaamalla säätöavaimen toisella päällä lukitus (ks.
kuva 5), jonka jälkeen vedetään rumpua ulospäin. Rumpu on yleensä tiu-
kasti kartiolla kiinni, joten sen irrottamiseen tarvitaan voimaa.
Säätö on hankala tehdä ja vaatii huolellisuutta, joten turhan takia ei kan-
nata rumpua löysätä. Kyseistä säätöä ei yleensä tarvitse tehdä, mikäli mik-
rometriä käytetään oikein.
Kuva 5. Mittarummun lukituksen avaaminen
2.3 Mittatuloksen lukeminen
Mikrometrin mittaustulosten lukeminen aiheuttaa monesti virheitä, sillä
tuloksen lukeminen ei ole aivan yksiselitteistä. Yleisin virhe on se, että
mittaustulos on 0,5 mm väärin. Tämä on todella iso virhe, kun mitataan
kohteita, joissa vaaditaan lukematarkkuutta 1/100 mm.
MITTAVAUNU MATERIAALIA 20( 35)
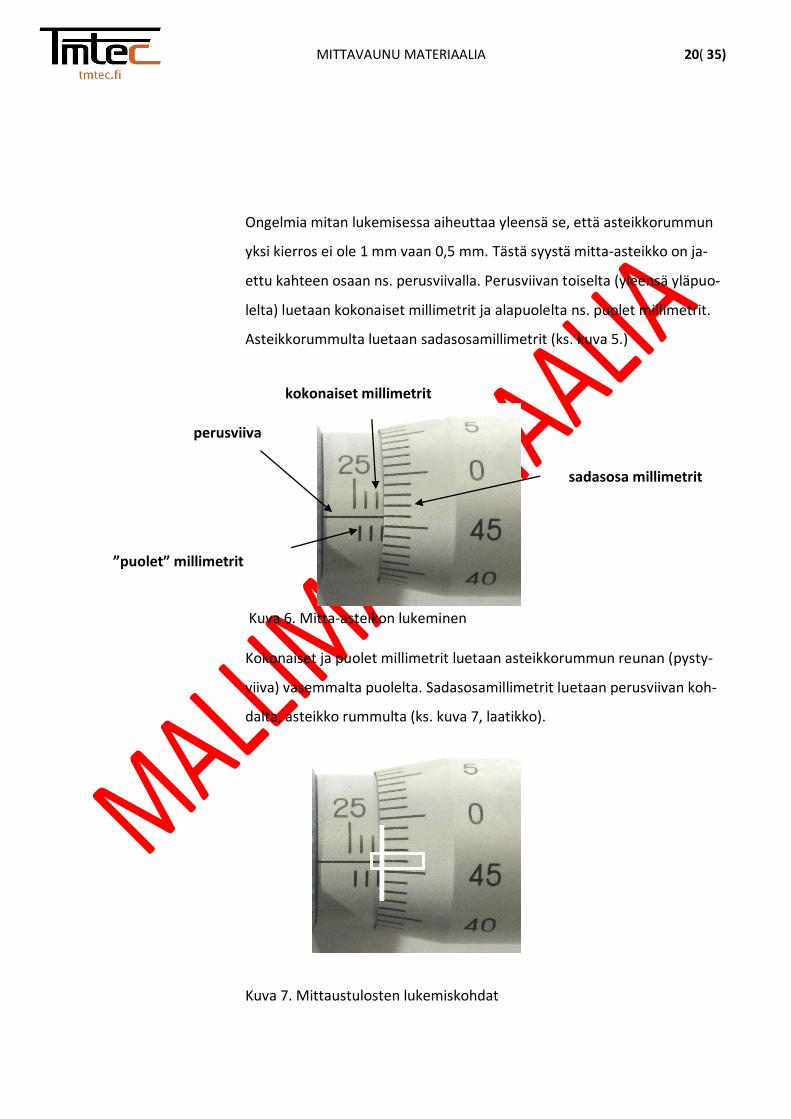
Ongelmia mitan lukemisessa aiheuttaa yleensä se, että asteikkorummun
yksi kierros ei ole 1 mm vaan 0,5 mm. Tästä syystä mitta-asteikko on ja-
ettu kahteen osaan ns. perusviivalla. Perusviivan toiselta (yleensä yläpuo-
lelta) luetaan kokonaiset millimetrit ja alapuolelta ns. puolet millimetrit.
Asteikkorummulta luetaan sadasosamillimetrit (ks. kuva 5.)
Kuva 6. Mitta-asteikon lukeminen
Kokonaiset ja puolet millimetrit luetaan asteikkorummun reunan (pysty-
viiva) vasemmalta puolelta. Sadasosamillimetrit luetaan perusviivan koh-
dalta, asteikko rummulta (ks. kuva 7, laatikko).
Kuva 7. Mittaustulosten lukemiskohdat
perusviiva
kokonaiset millimetrit
”puolet” millimetrit
sadasosa millimetrit

MITTAVAUNU MATERIAALIA 21( 35)
Esimerkki 1. (kuva 8). Puolet millimetrit näkyvät
Kuva 8. Mittaustuloksen lukeminen
kokonaiset millimetrit: 33 mm puolet millimetrit: 0,5 mm sadasosamillimetrit: + 0,09 mm Lopullinen mittaustulos: 33,59 mm
Esimerkki 2. (kuva 9). Puolet millimetrit eivät näy
Kuva 9. Mittaustuloksen lukeminen
kokonaiset millimetrit: 1 mm puolet millimetrit: 0 mm sadasosamillimetrit: + 0,21 mm Lopullinen mittaustulos: 1,21mm
Jotta vältyttäisiin ns. ”puolen millimetrin virheeltä”, voi mittaustuloksen
suuruuden tarkastaa lopuksi helposti työntömitalla.
MITTAVAUNU MATERIAALIA 22( 35)
Opiskelija: ______________________________________________
Ryhmä: ______________ Päivämäärä:___________________
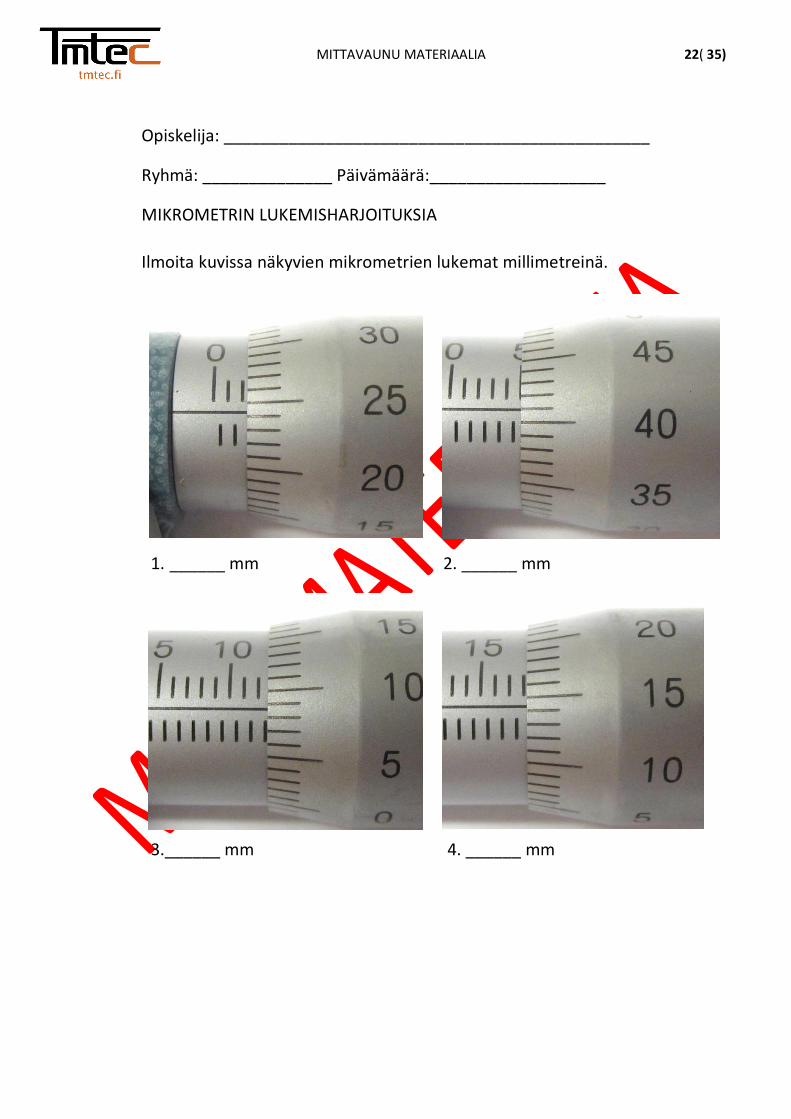
MIKROMETRIN LUKEMISHARJOITUKSIA
Ilmoita kuvissa näkyvien mikrometrien lukemat millimetreinä.
1. ______ mm 2. ______ mm
3.______ mm 4. ______ mm
MITTAVAUNU MATERIAALIA 23( 35)
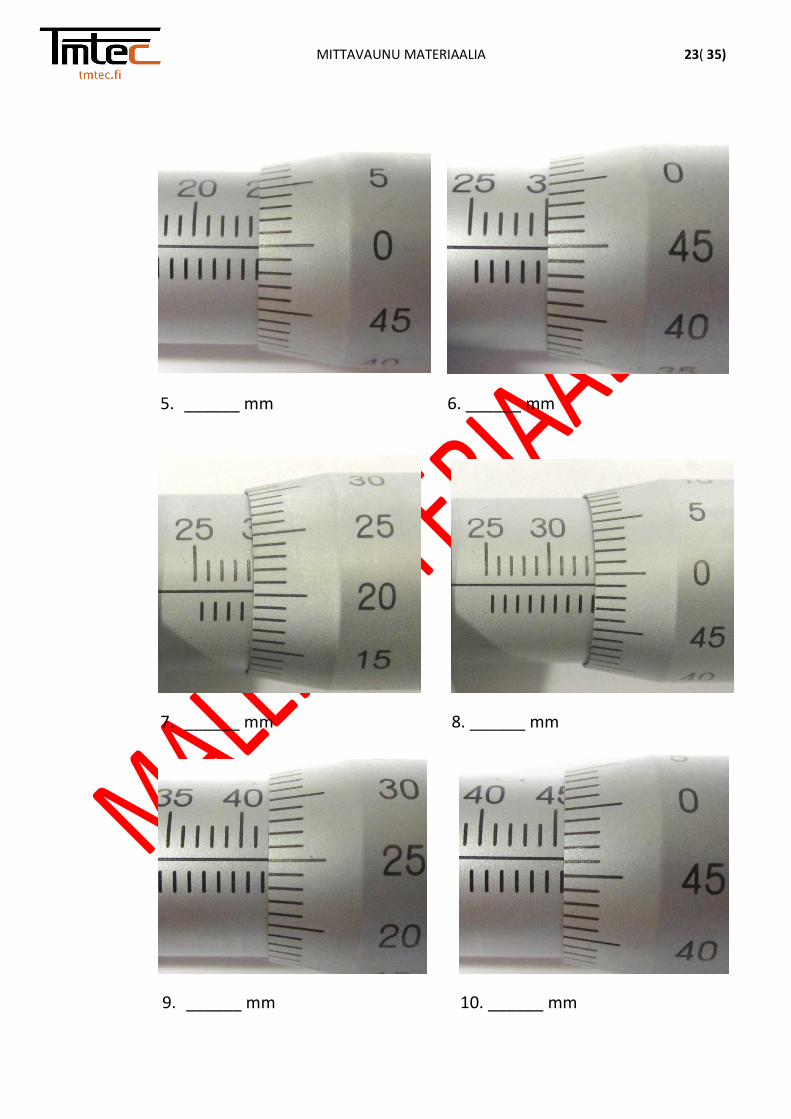
5. ______ mm 6. ______ mm
7. ______ mm 8. ______ mm
9. ______ mm 10. ______ mm
MITTAVAUNU MATERIAALIA 24( 35)
3 KONERUUVIKIERTEIDEN TUNNISTAMINEN
3.1 Yleistä kierteistä
Kierteiden tunnistaminen kuuluu tekniikan perustaitoihin, sillä ruuviliitok-
set ovat yleisesti käytössä oleva liitostyyppi. Tunnistamisen taidosta on
hyötyä esim. kun pitää hankkia uusi ruuvi kuluneen tai katkenneen tilalle
Koneruuveissa (pulteissa) ja muttereissa käytetyt standardisoidut kierrelajit
ovat
- metriset ISO -kierteet (vakio ja taaja).
- tuumaiset ISO -kierteet (UNC ja UNF).
ISO = International Organization for Standardization
3.2 Kierteiden viralliset merkinnät
Metrinen vakiokierre ”karkea”
Iso M-kirjain ja nimellismitta, esim. M 8.
Metrinen taajakierre ”hieno”
Iso M-kirjain, nimellismitta ja kierteen nousu, esim. M 8 x 1,5.
Tuumainen UNC-kierre ”karkea”
Nimellismitta – kierteen nousu tuumina ja kirjaimet UNC,
esim. 3/8- 24 UNC.
Tuumainen UNF-kierre ”hieno”
Nimellismitta - kierteen nousu tuumina ja kirjaimet UNF,
esim. ¼ - 18 UNF.

MITTAVAUNU MATERIAALIA 25( 35)
3.3 Kierteen nousu
Metristen ja tuumaisten kierrejärjestelmien kierteissä kierteen nousu il-
moitetaan eri tavalla
3.3.1 Metriset kierteet
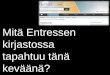
Kierteen nousulla tarkoitetaan kahden kierteen välistä etäisyyttä (kuva 1).
Kuva 1. Kierteen nousu (metriset kierrejärjestelmät).
Esimerkki1.
Jos kierteen nousu on 1,25 mm, niin kymmenen kierteen välinen etäisyys
on 12,5 mm.
Käytännössä kierteen nousu ilmoittaa matkan, jonka ruuvi tai mutteri liik-
kuu aksiaalisesti, kun sitä pyöritetään yksi kierros (360 °).

MITTAVAUNU MATERIAALIA 26( 35)
3.3.2 Tuumaiset kierteet
Kierteen nousu ilmoittaa, kuinka monta kierrettä on tuuman (25,4 mm)
matkalla. Kuvassa 2 on kierteen nousu 14.
Kuva 2. Kierteen nousu, tuumaiset kierteet.
Esimerkki 1. Jos tuumakierteen nousu on 24, niin se vastaa metrisessä kier-
teessä n. 1 mm:n nousua (25,4 mm / 24 = 1,05 mm).
3.4 Kierteen tunnistaminen
Tarvittavat välineet
- työntömitta, jossa myös tuuma-asteikko
- kierretulkki, ”kierrekampa” (kuva 3).
- kierretaulukko (liite1).
Kuva 3. Kierretulkki
1 ” (tuuma)
14 kierrettä
MITTAVAUNU MATERIAALIA 27( 35)
3.4.1 Ulkopuolisen kierteen (ruuvikierre) tunnistaminen
Huom. Noudata ainakin aluksi tarkasti ohjetta, sillä se on nopein tapa
selvittää, mikä kierre on kyseessä. Kun saat kokemusta tunnistamisesta,
niin voit tehdä tunnistamisen omalla tavallasi.
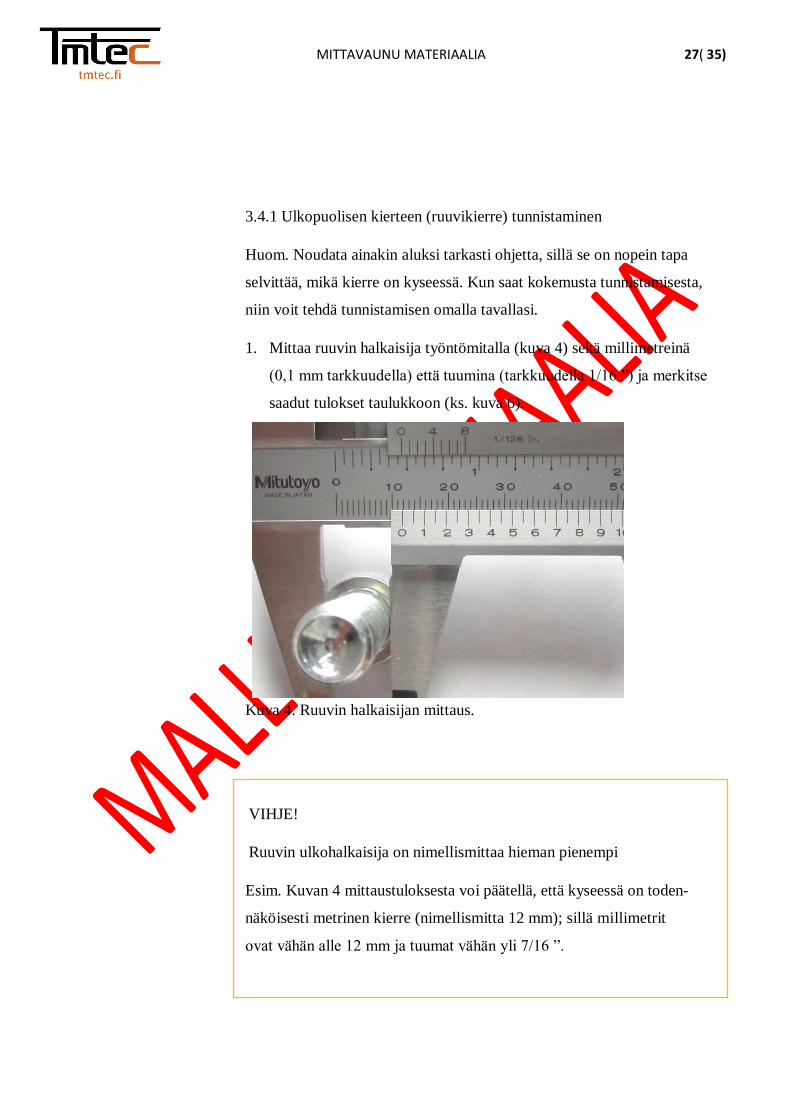
1. Mittaa ruuvin halkaisija työntömitalla (kuva 4) sekä millimetreinä
(0,1 mm tarkkuudella) että tuumina (tarkkuudella 1/16 ”) ja merkitse
saadut tulokset taulukkoon (ks. kuva 6).
Kuva 4. Ruuvin halkaisijan mittaus.
VIHJE!
Ruuvin ulkohalkaisija on nimellismittaa hieman pienempi
Esim. Kuvan 4 mittaustuloksesta voi päätellä, että kyseessä on toden-
näköisesti metrinen kierre (nimellismitta 12 mm); sillä millimetrit
ovat vähän alle 12 mm ja tuumat vähän yli 7/16 ”.
MITTAVAUNU MATERIAALIA 28( 35)
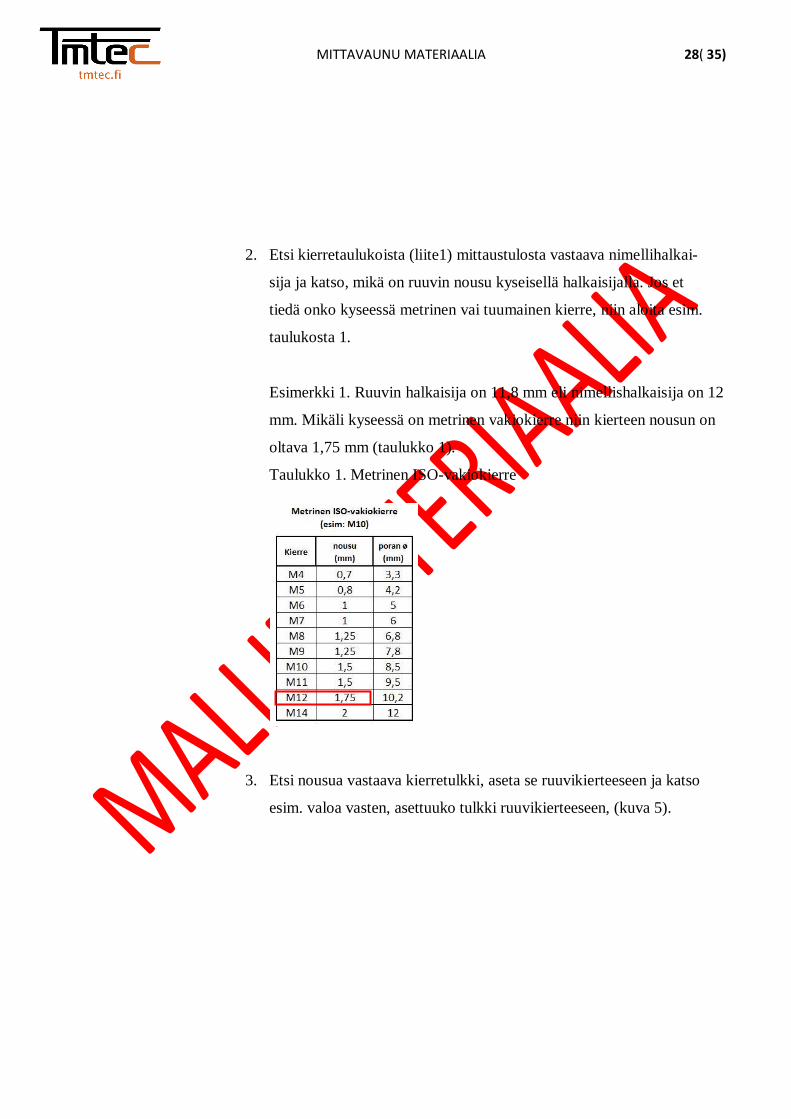
2. Etsi kierretaulukoista (liite1) mittaustulosta vastaava nimellihalkai-
sija ja katso, mikä on ruuvin nousu kyseisellä halkaisijalla. Jos et
tiedä onko kyseessä metrinen vai tuumainen kierre, niin aloita esim.
taulukosta 1.
Esimerkki 1. Ruuvin halkaisija on 11,8 mm eli nimellishalkaisija on 12
mm. Mikäli kyseessä on metrinen vakiokierre niin kierteen nousun on
oltava 1,75 mm (taulukko 1).
Taulukko 1. Metrinen ISO-vakiokierre
3. Etsi nousua vastaava kierretulkki, aseta se ruuvikierteeseen ja katso
esim. valoa vasten, asettuuko tulkki ruuvikierteeseen, (kuva 5).

MITTAVAUNU MATERIAALIA 29( 35)
Kuva 5. Kierteen nousun tarkistaminen kierretulkilla.
4. Jos tulkki on oikea (ks. kuva 5), merkitse taulukkoon kierteen nousu
(kuva 6).
5. Merkitse kierrelaji standardin mukaisesti taulukkoon (kuva 6).
Kuva 6. Mittaustulosten, nousun ja kierrelajin merkitseminen tauluk-
koon.
6. Mikäli nousu ei ollut oikea, katso seuraavaksi taulukosta 2 (metrinen
taajakierre) mitattua halkaisijaa vastaava nousu / nousut ja tarkista
kierretulkilla onko nousu oikea.
7. Jos oikeaa nousua ei löydy metrisista kierteistä niin siirry seuraavaksi
käyttämään tuumataulukoita (taulukot 3 ja 4) ja tuumaisia tulkkeja.

MITTAVAUNU MATERIAALIA 30( 35)
Esimerkki2.
Olet mitannut ruuvin ulkohalkaisijaksi 9,4 mm ja 6/16 ”= 3/8 ” (Kuva 7).
Kuva 7. Ruuvin halkaisijan mittaus, esimerkki 2.
- Koska millimetrilukema on yli 9 mm ja toisaalta taas tuumamitta on vähän
alle 3/8 ”, voidaan tästä päätellä, että kyseessä on todennäköisesti tuumai-
nen kierre.
- Aloitetaan nousun selvittäminen taulukosta 3 (liite1) tuumainen ISO-va-
kiokierre (UNC)
Jos kyseessä UNC-kierre, nousun on oltava 16 kierrettä tuumalla.
- Kokeillaan kierrekammalla onko nousu oikea (kuva 8).
Kuva 8. Tuuma-kierteen nousun selvittäminen kierrekammalla
Koska nousu oli oikea, ilmoitetaan kierre standardin mukaisesti eli
3/8 – 16 UNC.
MITTAVAUNU MATERIAALIA 31( 35)
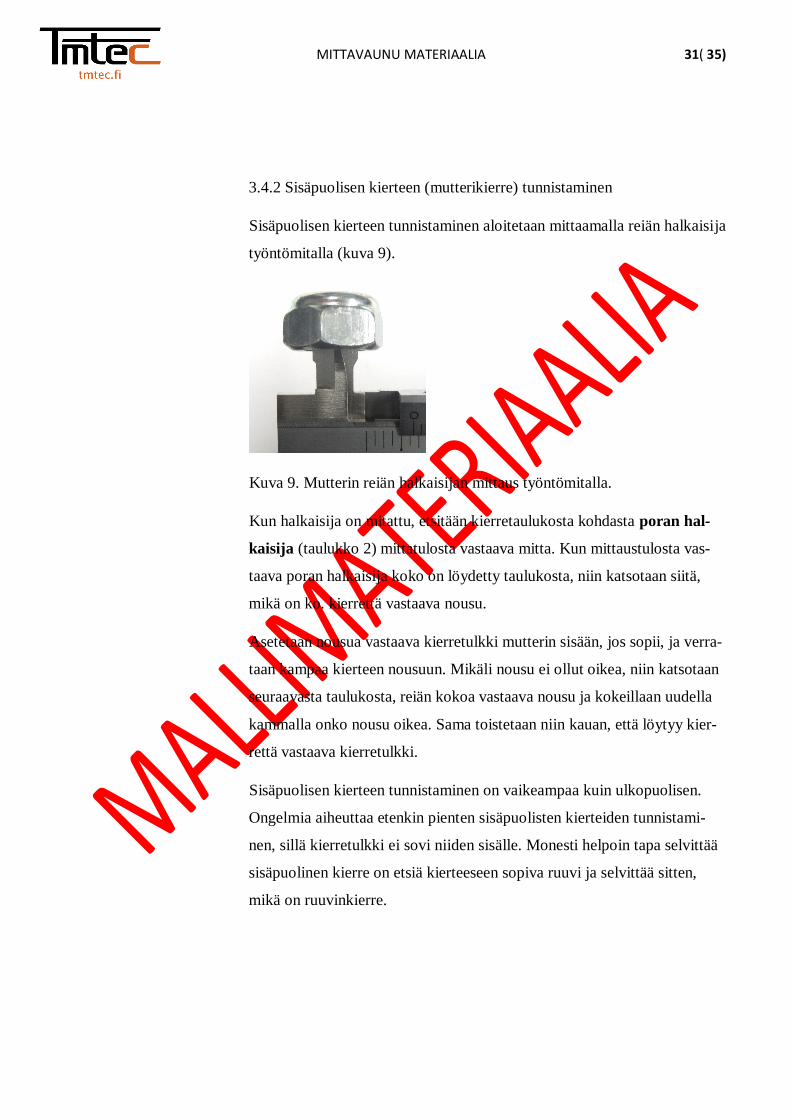
3.4.2 Sisäpuolisen kierteen (mutterikierre) tunnistaminen
Sisäpuolisen kierteen tunnistaminen aloitetaan mittaamalla reiän halkaisija
työntömitalla (kuva 9).
Kuva 9. Mutterin reiän halkaisijan mittaus työntömitalla.
Kun halkaisija on mitattu, etsitään kierretaulukosta kohdasta poran hal-
kaisija (taulukko 2) mittatulosta vastaava mitta. Kun mittaustulosta vas-
taava poran halkaisija koko on löydetty taulukosta, niin katsotaan siitä,
mikä on ko. kierrettä vastaava nousu.
Asetetaan nousua vastaava kierretulkki mutterin sisään, jos sopii, ja verra-
taan kampaa kierteen nousuun. Mikäli nousu ei ollut oikea, niin katsotaan
seuraavasta taulukosta, reiän kokoa vastaava nousu ja kokeillaan uudella
kammalla onko nousu oikea. Sama toistetaan niin kauan, että löytyy kier-
rettä vastaava kierretulkki.
Sisäpuolisen kierteen tunnistaminen on vaikeampaa kuin ulkopuolisen.
Ongelmia aiheuttaa etenkin pienten sisäpuolisten kierteiden tunnistami-
nen, sillä kierretulkki ei sovi niiden sisälle. Monesti helpoin tapa selvittää
sisäpuolinen kierre on etsiä kierteeseen sopiva ruuvi ja selvittää sitten,
mikä on ruuvinkierre.
MITTAVAUNU MATERIAALIA 32( 35)
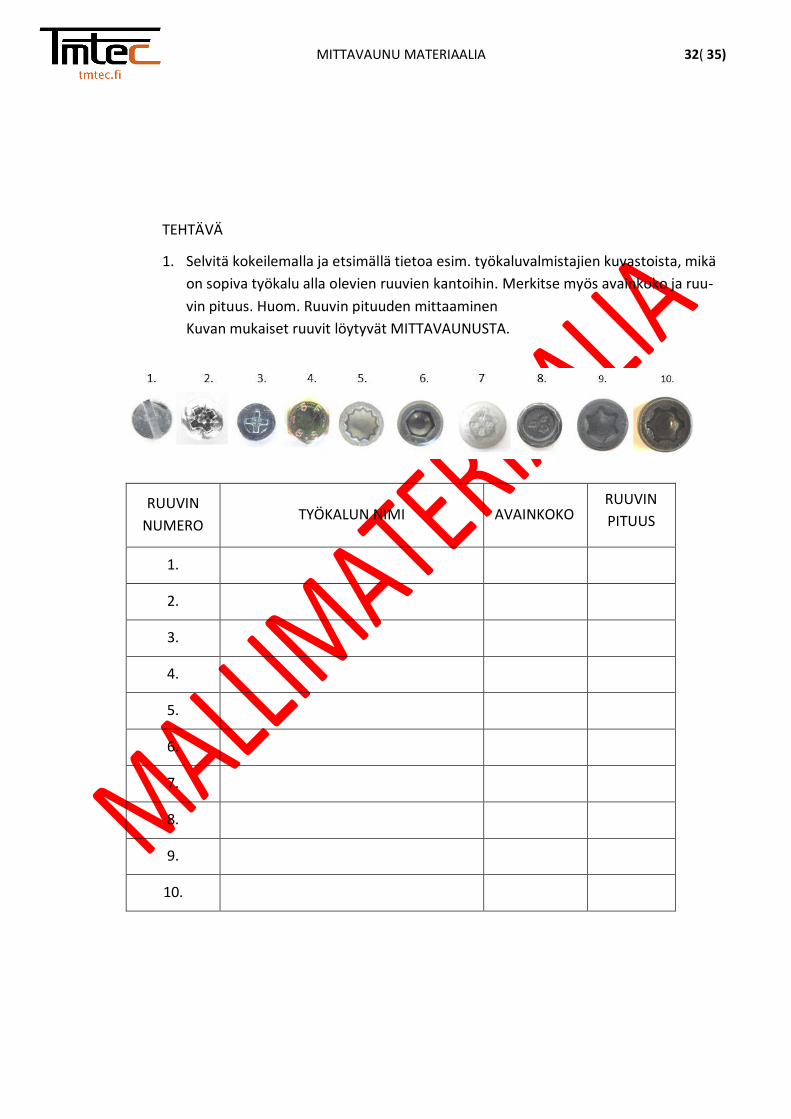
TEHTÄVÄ
1. Selvitä kokeilemalla ja etsimällä tietoa esim. työkaluvalmistajien kuvastoista, mikä
on sopiva työkalu alla olevien ruuvien kantoihin. Merkitse myös avainkoko ja ruu-
vin pituus. Huom. Ruuvin pituuden mittaaminen
Kuvan mukaiset ruuvit löytyvät MITTAVAUNUSTA.
RUUVIN
NUMERO TYÖKALUN NIMI AVAINKOKO
RUUVIN
PITUUS
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
MITTAVAUNU MATERIAALIA 33( 35)
2. Katso, mitä numeroita ruuvien 4 ja 8 kannoissa on ja selvitä, mitä numerot tarkoit-
tavat.
Ruuvi 4. Kannassa olevat numerot: ________
Ruuvi 8. Kannassa olevat numerot:________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
____________________________________________________
3. Etsi kiristysmomenttitaulukko esim. netistä ja selvitä, mihin kiristysmomenttiin ki-
ristäisit ruuvin 4, jos sinulla ei ole käytettävissä valmistajan antamaa kiristysmo-
menttia?
Vastaus: ________Nm
4. Paljonko vastaava kiristysmomentti olisi jos kannassa olisi numerot 10.9?
Vastaus: ________Nm
MITTAVAUNU MATERIAALIA 34( 35)
4 VÄLYSMITTA
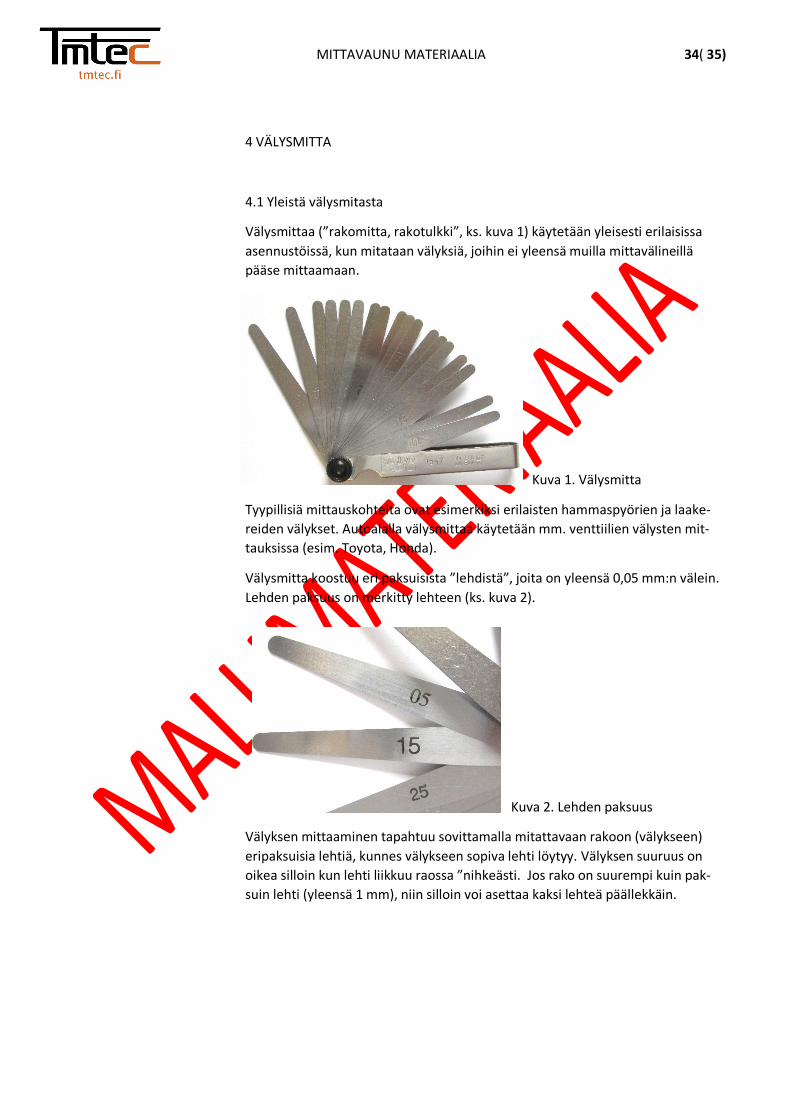
4.1 Yleistä välysmitasta
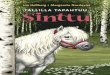
Välysmittaa (”rakomitta, rakotulkki”, ks. kuva 1) käytetään yleisesti erilaisissa
asennustöissä, kun mitataan välyksiä, joihin ei yleensä muilla mittavälineillä
pääse mittaamaan.
Kuva 1. Välysmitta
Tyypillisiä mittauskohteita ovat esimerkiksi erilaisten hammaspyörien ja laake-
reiden välykset. Autoalalla välysmittaa käytetään mm. venttiilien välysten mit-
tauksissa (esim. Toyota, Honda).
Välysmitta koostuu eri paksuisista ”lehdistä”, joita on yleensä 0,05 mm:n välein.
Lehden paksuus on merkitty lehteen (ks. kuva 2).
Kuva 2. Lehden paksuus
Välyksen mittaaminen tapahtuu sovittamalla mitattavaan rakoon (välykseen)
eripaksuisia lehtiä, kunnes välykseen sopiva lehti löytyy. Välyksen suuruus on
oikea silloin kun lehti liikkuu raossa ”nihkeästi. Jos rako on suurempi kuin pak-
suin lehti (yleensä 1 mm), niin silloin voi asettaa kaksi lehteä päällekkäin.
MITTAVAUNU MATERIAALIA 35( 35)
Mittaaja: ______________________________________________
Ryhmä: ______________ Päivämäärä:_______________________
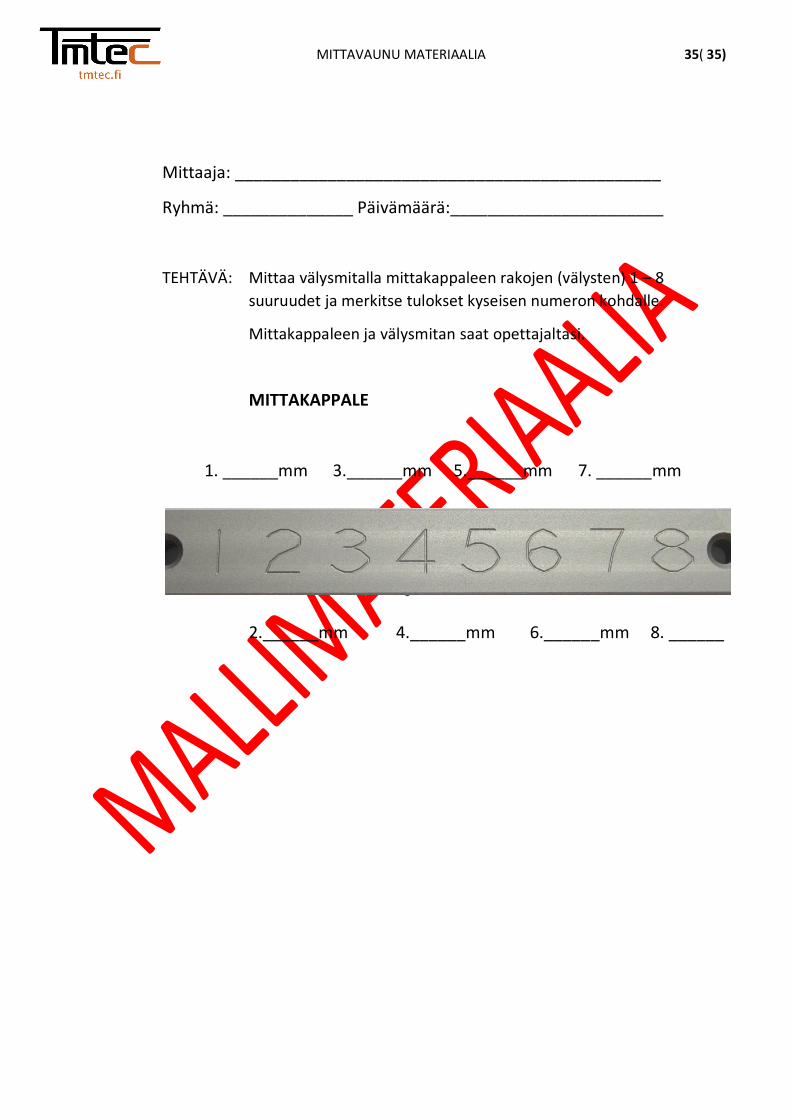
TEHTÄVÄ: Mittaa välysmitalla mittakappaleen rakojen (välysten) 1 – 8
suuruudet ja merkitse tulokset kyseisen numeron kohdalle.
Mittakappaleen ja välysmitan saat opettajaltasi.
MITTAKAPPALE
1. ______mm 3.______mm 5.______mm 7. ______mm
2.______mm 4.______mm 6.______mm 8. ______