Embed Size (px)
Citation preview
Zeszyty Naukowe Politechniki Poznańskiej
BUDOWA MASZYN
I ZARZĄDZANIE PRODUKCJĄ
6 2007
Najnowsze osiągnięcia i kierunki rozwoju technologii maszyn
pod redakcją Macieja Kupczyka
Poznań 2007 Wydawnictwo Politechniki Poznańskiej
Komitet Redakcyjny serii Budowa Maszyn i Zarządzanie Produkcją dr hab. inż. MACIEJ KUPCZYK, prof. nadzw.; dr hab. inż. ANDRZEJ MODRZYŃSKI, prof. nadzw.; dr hab. inż. MARIAN OSTWALD, prof. nadzw.; dr hab. inż. ALEKSANDRA PERTEK-OWSIANNA, dr hab. inż. EDWARD PAJĄK, prof. nadzw. (przewodniczący); mgr inż. KRZYSZTOF ŻYWICKI (sekretarz) Seria ta stanowi kontynuację Zeszytów Naukowych Politechniki Poznańskiej Mechanika (numer 49., ostatni, ukazał się w 2003 r.) Projekt okładki Piotr Gołębniak Redaktor Aleksandra Springer Utwór w całości ani we fragmentach nie może być powie-lany ani rozpowszechniany za pomocą urządzeń elektro-nicznych, mechanicznych, kopiujących, nagrywających i innych bez pisemnej zgody posiadacza praw autorskich.
Wydanie I ISSN 1733-1919 © Copyright by Politechnika Poznańska, Poznań 2007 WYDAWNICTWO POLITECHNIKI POZNAŃSKIEJ 60-965 Poznań, pl. M. Skłodowskiej-Curie 2 tel. (061) 6653516, faks (061) 6653583 e-mail: [email protected], www.ed.put.poznan.pl Sprzedaż publikacji:
Księgarnia Politechnik 61-138 Poznań, ul. Piotrowo 3 tel. (0 61) 6652324; faks (0 61) 6652326 e-mail: [email protected], www.politechnik.poznan.pl Druk: Wydawnictwo i Drukarnia UNI-DRUK s.j. 62-030 Luboń, ul. Przemysłowa 13 tel. (0 61) 8994949, faks (o 61) 8139331 e-mail: [email protected]

I SYMPOZJUM NAUKOWE
„Najnowsze osiągnięcia i kierunki rozwoju technologii maszyn”
w 40. rocznicę powołania Komisji Budowy Maszyn PTPN
organizowane pod auspicjami Poznańskiego Towarzystwa Przyjaciół Nauk
pod honorowym patronatem
JM Rektora prof. ADAMA HAMROLA
oraz pod patronatem
Dziekana Wydziału Budowy Maszyn i Zarządzania PP prof. JANA ŻURKA
Dyrektora Instytutu Technologii Mechanicznej prof. EDWARDA PAJĄKA
♦
Poznań, listopad 2007
♦
KOMITET NAUKOWY SYMPOZJUM
Bogdan BRANOWSKI, PP, WBMiZ; Czesław CEMPEL, PP, WBMiZ;
Jan CHAJDA, PP, WBMiZ: Marian DOBRY, PP, WBMiZ:;
Ryszard GRAJDEK PP, WBMiZ; Adam HAMROL, PP, WBMiZ;
Stanisław JANIK, PP, WBMiZ; Mieczysław KAWALEC, PP, WBMiZ;
Zbigniew KŁOS, PP, WMRiT; Maciej KUPCZYK, PP, WBMiZ (przewodniczący);
Stanisław LEGUTKO, PP, WBMiZ; Andrzej ŁAWNICZAK, PP, WBMiZ
Jerzy MERKISZ, PP, WMRiT; Marek MORZYŃSKI, PP, WMRiT;
Edward PAJĄK, PP, WBMiZ; Michał SZWEYCER, PP, WBMiZ;
Włodzimierz WALIGÓRA, PP, WMRiT; Janusz WALCZAK, PP, WMRiT;
Zenobia WEISS, PP, WBMiZ; Kazimierz WIECZOROWSKI, PP, WBMiZ;
Bolesław WOJCIECHOWICZ, PP, WMRiT; Wiesław ZWIERZYCKI, PP, WMRiT
Jan ŻUREK, PP, WBMiZ
♦
KOMITET ORGANIZACYJNY SYMPOZJUM
Maciej Kupczyk – przewodniczący; Mieczysław Brock – wiceprzewodniczący
Michał Libera – sekretarz; Piotr Siwak – członek

SPIS TREŚCI
Od Redaktora Naukowego ............................................................................................. 7 1. Maciej KUPCZYK
Zarys działalności Komisji Budowy Maszyn Poznańskiego Towarzystwa Przyjaciół Nauk w okresie 40-lecia istnienia .........................................................Outline of activity of the mechanical engineering committee of the Poznan society for the advancement of the arts and sciences ...........................................
9
25 2. Bogdan BRANOWSKI
Optymalizacja w projektowaniu sprężyn ..............................................................Optimization in spring design ..............................................................................
27 37
3. Olaf CISZAK Komputerowo wspomagane modelowanie i symulacja procesów produkcyjnych ......................................................................................................Computer aided modelling and simulation of production processes ....................
39 45
4. Marian W. DOBRY Nowa generacja zmechanizowanych narzędzi ręcznych dostosowanych do człowieka .........................................................................................................A new generation of powered hand-held tools adapted to the human-operator ...
47 58
5. Jacek JACKOWSKI, Andrzej MODRZYŃSKI, Michał SZWEYCER Wybrane problemy recyklingu w odlewniach ......................................................Selected problems of recycling in foundries .........................................................
59 68
6. Stanisław JANIK, Izabela GABRYELEWICZ Systemy oceny oddziaływania technologii wytwarzania na środowisko .............System of assessing the environmental manufacturing technology ......................
69 76
7. Zbigniew KŁOS, Jędrzej KASPRZAK Rola ekobilansowania w kształtowaniu maszyn, urządzeń i systemów ...............Ecobalancing in the development of the machines, appliances, and systems .......
77 87
8. Jerzy MERKISZ, Przemysław KURCZEWSKI, Robert LEWICKI Wybrane aspekty prośrodowiskowego projektowania silników spalinowych .....Selected aspects of environmentally oriented designing of combustion engines ..
89 97
9. Agnieszka MERKISZ-GURANOWSKA, Jerzy MERKISZ Wybrane aspekty globalizacji w przemyśle motoryzacyjnym ..............................Selected features of globalization in automotive industry ....................................
99
109 10. Edward PAJĄK
Doświadczenia w zakresie wdrażania koncepcji lean manufacturing w małych firmach produkcyjnych .........................................................................................Introducing lean manufacturing in small enterprises – study case ......................
111 118
6 Spis treści
11. Piotr POSADZY, Robert ROSZAK, Marek MORZYŃSKI Obliczenia aeroelastyczne samolotu .....................................................................Aeroelasctic calculations of an airplane ..............................................................
119 126
12. Roman SIECLA, Kazimierz WIECZOROWSKI, Anna MATUSIAK-SZARANIEC Zużycie nawiertaków ...........................................................................................Centre holes ..........................................................................................................
127 133
13. Janusz WALCZAK Podstawy i problemy projektowania promieniowych maszyn sprężających ........Bases and problems of the designing of the radial compressors ..........................
135 149
14. Włodzimierz WALIGÓRA, Michał LIBERA Wybrane problemy trwałości zmęczeniowej łożysk tocznych .............................Selected problems of roller bearings .....................................................................
151 163
15. Michał WIECZOROWSKI, Anna MATUSIAK-SZARANIEC, Kazimierz WIECZOROWSKI Badania zużycia ostrzy frezów do rowków wpustowych .....................................Investigations on wear of the milling cutters edges for splineway .......................
165 175
16. Jan ŻUREK, Tadeusz DURAS Wizualizacja kolizyjności demontażu wyrobu z zastosowaniem technik komputerowych ....................................................................................................The visualization of product disassembly collision with the application of computer technologies ......................................................................................
177
183 17. Krzysztof ŻYWICKI, Edward PAJĄK
Wariantowanie sposobu wykonania powierzchni elementarnych ........................Execution of features varianting ..........................................................................
185 195
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
OD REDAKTORA NAUKOWEGO
W nawiązaniu do przyjętych w dniu 24 maja 2006 roku na posiedzeniu sprawo- zdawczo-wyborczym Komisji Budowy Maszyn PTPN kierunków dalszych działań powstała inicjatywa zintensyfikowania jej działalności, m.in. przez zorganizowanie w 2007 roku, w 40. rocznicę powołania Komisji Budowy Maszyn przez Wydział V Nauk Technicznych PTPN i zatwierdzenia jej przez Zarząd PTPN, Sympozjum Naukowego pt. „Najnowsze osiągnięcia i kierunki rozwoju technologii maszyn”.
Celem Sympozjum jest przede wszystkim zaktywizowanie naszego środowi-ska w kierunku przedstawienia swoich osiągnięć oraz zaoferowania inżynierom i organizatorom produkcji, a także kadrze zarządzającej przedsiębiorstwami, wielu opracowań, które dostarczą wiedzy o stanie i współczesnych tendencjach światowych w zakresie produkcji części maszyn i narzędzi oraz pozwolą na dokonywanie trafniejszych decyzji na etapie projektowania procesu technolo-gicznego i samego procesu konstruowania i wytwarzania części w aspekcie po-prawy jakości, wydajności, organizacji produkcji oraz minimalizacji kosztów.
Zakres tematyczny Sympozjum dobrano tak, aby obejmował obszar działal-ności naukowej wszystkich członków Komisji Budowy Maszyn PTPN. W szczególności zaproponowano zaprezentowanie prac z zakresu: – współczesnych metod oraz tendencji rozwojowych w zakresie wytwarzania
części maszyn i narzędzi, – opisu stanu obecnego i kierunków rozwoju planowania, – sterowania i zarządzania jakością, – tendencji rozwojowych w zakresie automatyzacji, robotyzacji i symulacji
procesów technologicznych, – głównych kierunków badań w zakresie obróbki skrawaniem, – modelowania i optymalizacji konstrukcji, – nowych kierunków projektowania konstrukcji wyrobów, – współczesnej organizacji procesów wytwarzania i montażu oraz kierunków
ich rozwoju, – najnowszych osiągnięć w metrologii wielkości geometrycznych i diagnostyce
termalnej, – nanotechnologii, – współczesnych osiągnięć w zakresie eksploatacji maszyn, – osiągnięć i kierunków rozwoju inżynierii powierzchni.
Należy nadmienić, że mimo znacznego obciążenia członków Komisji BM PTPN licznymi obowiązkami występującymi w szczególnie dużym natężeniu
8 Od Redaktora Naukowego
pod koniec semestru akademickiego oraz pomimo przyjętego ze względów organi-zacyjnych stosunkowo krótkiego okresu na przygotowanie artykułów, wiele z za-proponowanych obszarów naukowych zostało przedstawionych w niniejszym opra-cowaniu.
Chciałbym w tym miejscu złożyć podziękowanie prof. Adamowi Hamrolowi – JM Rektorowi Politechniki Poznańskiej za przyjęcie honorowego patronatu nad Sympozjum.
Zeszyt ten mógł powstać dzięki wsparciu finansowemu ze strony Dziekana Wy-działu Budowy Maszyn Politechniki Poznańskiej prof. Jana Żurka oraz przychylno-ści Dyrektora Instytutu Technologii Mechanicznej prof. Edwarda Pająka, przewod-niczącego Komitetu Redakcyjnego Zeszytów Naukowych.
Podziękowania chciałbym złożyć również wszystkim tym, którzy wsparli inicja-tywę zorganizowania Sympozjum poprzez złożenie referatów, w których przedsta-wili wybrane kierunki swoich zainteresowań naukowych. Dziękuję również Recen-zentom za opinie na temat zaprezentowanych artykułów.
W związku z okolicznością wydania niniejszego Zeszytu (40-leciem Komisji Budowy Maszyn PTPN) otwiera go artykuł, w którym przedstawiono rys historycz-ny Komisji.
Maciej Kupczyk
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
MACIEJ KUPCZYK
ZARYS DZIAŁALNOŚCI KOMISJI BUDOWY MASZYN
POZNAŃSKIEGO TOWARZYSTWA PRZYJACIÓŁ NAUK W OKRESIE 40-LECIA ISTNIENIA
W 40. rocznicę powołania Komisji Budowy Maszyn przez Wydział V Nauk Technicznych
PTPN i zatwierdzenia jej przez Zarząd PTPN przedstawiono w niniejszym opracowaniu synte-tyczne podsumowanie działalności Komisji w minionym okresie. W artykule scharakteryzowano pokrótce poszczególne kadencje Komisji Budowy Maszyn oraz zamieszczono informacje o skła-dzie prezydiów Komisji i o działalności wydawniczej.
Słowa kluczowe: Komisja Budowy Maszyn, PTPN, rys historyczny
1. KADENCJE KOMISJI BUDOWY MASZYN
Komisja Budowy Maszyn została powołana przez Wydział V Nauk Tech-
nicznych Poznańskiego Towarzystwa Przyjaciół Nauk w dniu 6 kwietnia 1967 roku. W dniu 22 maja 1967 roku została zatwierdzona przez Zarząd PTPN, a ukonstytuowała się 26 października 1967 roku. Komisja Budowy Maszyn wyodrębniła się z Komisji Budowy Maszyn i Elektrotechniki Poznańskiego Towarzystwa Przyjaciół Nauk (powstałej 24 października 1958 roku z inicjatywy prof. dr. inż. Feliksa Tychowskiego) jako jedna z czterech nowo powstałych komisji. Oprócz niej utworzono wówczas Komisję Elektrotechniki, Komisję Automatyki i Komisję Technologii Drewna, z tym że ta ostatnia, choć do 1967 roku wchodziła w skład Komisji Budowy Maszyn i Elektrotechniki, to już od 1963 roku jako Podkomisja Technologii Drewna odbywała odrębne zebrania.
Podział Komisji Budowy Maszyn i Elektrotechniki był odpowiedzią na po-głębiające się zróżnicowanie zainteresowań naukowych ciągle rosnącej liczby członków z różnych ośrodków naukowo-badawczych (przede wszystkim rekru-tujących się z Wydziału Budowy Maszyn i Wydziału Elektrycznego Politechniki Poznańskiej oraz Wydziału Technologii Drewna ówczesnej Wyższej Szkoły Rolniczej w Poznaniu) i środowisk przemysłowych.

M. Kupczyk 10
Działalność Komisji Budowy Maszyn została ukierunkowana głównie na za-gadnienia naukowo-badawcze podejmowane w uczelniach ze zwróceniem uwagi na problemy naukowe nurtujące środowisko przemysłowe. Odzwierciedleniem tego ukierunkowania było m.in. nawiązanie współpracy z Wytwórnią Sprzętu Komunikacyjnego w Poznaniu, a później z Fabryką Łożysk Tocznych w Pozna-niu i Wytwórnią Sprzętu Komunikacyjnego w Kaliszu. W ramach prac prowa-dzonych przez członków Komisji w pierwszym okresie współpracy dokonano m.in. wstępnej oceny obróbki wykańczającej i sposobu sprawdzania jakości wyrobów oraz oceny technologii stosowanej w Wytwórni Sprzętu Komunika-cyjnego w Poznaniu na tokarkach rewolwerowych.
Pierwsza kadencja działalności Komisji, podczas której jej przewodniczącym był prof. mgr inż. Bronisław Kiepuszewski (pełniący tę funkcję już od 1961 roku w Komisji Budowy Maszyn i Elektrotechniki), a sekretarzem naukowym doc. dr inż. Kazimierz Wieczorowski (sprawujący tę funkcję od 1965 roku w Komisji BMiE), zaznaczyła się wzmożoną działalnością, zarówno pod wzglę-dem liczby wydanych publikacji, jak i wygłoszonych referatów. Zwłaszcza pod tym drugim względem była to kadencja najbardziej owocna. W okresie pierw-szej kadencji odbyło się wiele posiedzeń naukowych, na których wygłosili refe-raty prof. mgr inż. Bronisław Kiepuszewski, doc. dr inż. Jan Chajda, doc. dr inż. Kazimierz Wieczorowski, dr inż. Jerzy Boszko, dr inż. Adam Dopierała, dr inż. Henryk Grzybowski, dr inż. Mieczysław Kawalec, dr inż. Zbigniew Kulikowski, dr inż. Adam Lejwoda, dr inż. Mieczysław Rembiasz, dr inż. Jacek Wegner, dr inż. Zenobia Weiss, dr inż. Edmund Weiss, dr inż. Stanisław Woelke, dr inż. Henryk Żdanowicz, mgr inż. Andrzej Bondarowski, mgr inż. Wojciech Hellwig, mgr inż. Jerzy Jankowski, mgr inż. Krzysztof Kodym, mgr inż. Stanisław No-wik, mgr inż. Edward Pająk, mgr inż. Marek Przybył, mgr inż. Roman Siecla, mgr inż. Marian Stańczak, mgr inż. Leszek Stróżyk, mgr inż. Roman Szczurow-ski, mgr inż. Jan Żurek. W okresie tym powstała także inicjatywa zapraszania na posiedzenia naukowe członków studenckich kół naukowych.
W kolejnej kadencji (od 30.12.1973 do 24.04.1975 roku) funkcję przewodni-czącego objął doc. mgr inż. Kazimierz Marcolla, a sekretarzem Komisji został doc. dr inż. Ludwik Rybczyński. Działalność Komisji Budowy Maszyn w tym okresie dotyczyła przede wszystkim takich kierunków, jak analiza zagadnień ujętych w pracach badawczych związanych z doskonaleniem myśli technicznej w opartych na współczesnych metodach programowania i projektowania ma-szyn oraz opracowania racjonalnych technologii produkcyjnych. Komisja kon-tynuowała akcję upowszechniania osiągnięć nauki, przede wszystkim w odnie-sieniu do członków studenckich kół naukowych i młodych inżynierów, oraz uczestniczenia w kształceniu studentów w nowo powstałej dyscyplinie wiedzy, jaką była inżynieria materiałowa. W ramach realizacji kierunku studiów z zakre-su inżynierii materiałowej określono w szczególności takie obszary działań, jak kształtowanie się współpracy inżynierów materiałoznawców z konstruktorami,

Zarys działalności Komisji Budowy Maszyn … 11
współzależność nauki o materiałach z technologią i ich zastosowaniem, podział kierunków nauczania na uczelniach zainteresowanych kształceniem inżynierów materiałoznawców oraz uwzględnienie w programie nauczania możliwości two-rzenia nowych materiałów o specjalnych właściwościach. W okresie tym na posiedzeniach naukowych wygłosili swoje referaty prof. dr hab. inż. Tomasz Mikiewicz, prof. dr inż. Zbigniew Głowacki, prof. dr inż. Witold Kręglewski, doc. dr inż. Jan Chajda, doc. dr inż. Jerzy Kowalski, doc. dr inż. Zygmunt Przy-łęcki, dr inż. Marian Dudziak, dr inż. Mieczysław Kujawski, dr inż. Michał Szweycer, mgr inż. Bogumiła Nonckiewicz.
W kolejnej kadencji (od 24 kwietnia 1975 do 10 listopada 1987 roku) prze-wodniczącym Komisji był prof. dr inż. Witold Kręglewski, a funkcję sekretarza powierzono dr. inż. Bogdanowi Branowskiemu. Nowe prezydium Komisji wraz z jej członkami za podstawowe kierunki działalności przyjęło zwiększenie liczby członków ze szczególnym uwzględnieniem reprezentantów konstrukcyjnych specjalności mechanicznych rekrutujących się z Wydziału Maszyn Roboczych i Pojazdów Politechniki Poznańskiej. Oprócz bezpośredniej działalności w Ko-misji podjęto w tym okresie wspólne przedsięwzięcia z innymi jednostkami na-ukowymi. Dla przykładu należy nadmienić, że w 1977 roku odbyła się I Sesja Naukowa Wydziału Maszyn Roboczych i Pojazdów Politechniki Poznańskiej i Komisji Budowy Maszyn PTPN. Do sześcioosobowego Komitetu Organiza-cyjnego Sesji weszli prof. dr inż. Witold Kręglewski jako wiceprzewodniczący i dr inż. Bogdan Branowski jako sekretarz. Celem sesji było, jak to określono w protokóle, „rozbudzenie” środowisk naukowych związanych z Wydziałem MRiP Politechniki Poznańskiej, z którego rekrutowała się w tamtym czasie większość członków Komisji. Obok stworzenia forum dyskusyjnego na sesji postawiono także cele popularyzacyjno-upowszechniające bieżące osiągnięcia naukowe uczelni. Patronat nad I Sesją objął członek Komisji Budowy Maszyn, ówczesny rektor Politechniki Poznańskiej prof. dr hab. inż. Bolesław Wojcie-chowicz. Także w 1980 roku odbyła się Sesja Naukowa Wydziału MRiP, w której wzięli udział członkowie Komisji Budowy Maszyn PTPN. Inną możli-wością upowszechniania nauki w środowisku, jaką przyjęła Komisja w tej ka-dencji, było organizowanie wspólnych imprez naukowych z NOT-em. Na posie-dzeniach Komisji w tym okresie wygłosili swoje referaty prof. dr inż. Witold Kręglewski, doc. dr inż. Władysław Rok, doc. dr inż. Kazimierz Wieczorowski, dr inż. Marian Dudziak, dr inż. Mieczysław Kujawski, dr Włodzimierz Waligó-ra. W latach 1981-1987 aktywność Komisji Budowy Maszyn radykalnie zmala-ła, a w pewnym okresie ustała, o czym może świadczyć brak protokołów z po-siedzeń z tamtego okresu. Świadczyć o tym również mogą informacje o działal-ności Komisji zawarte w sprawozdaniach rocznych Wydziału V Nauk Technicz-nych PTPN, w których kilkakrotnie podnosi się tę kwestię, wskazując jednocze-śnie na jedną z przyczyn słabej aktywności, a mianowicie na potrzebę wznowie-nia wydawania kolejnych tomów Prac Komisji, gdyż druk tylko streszczeń refe-

M. Kupczyk 12
ratów w „Sprawozdaniach” nie zadowala autorów i nie motywuje ich do działal-ności w Komisjach wchodzących w skład Wydziału V.
W dniu 20 listopada 1987 roku na zebraniu zwołanym z inicjatywy Wydziału V Nauk Technicznych w celu reaktywowania działalności Komisji Budowy Maszyn dokonano wyboru nowego prezydium. Przewodniczącym został prof. dr inż. Zbisław Martini, wiceprzewodniczącym prof. mgr inż. Marian Tutak, a sekretarzem dr inż. Jerzy Komosiński. Po roku od reaktywacji Komisja liczyła 19 członków, a na koniec kadencji 25. W celu pozyskania środków na działal-ność wydawniczą podjęto inicjatywę zwrócenia się o wsparcie finansowe do zakładów przemysłowych. Uzyskano je ze strony Zakładów Przemysłu Metalo-wego HCP – Poznań, ZREMB – Poznań i FUM – Ostrzeszów. W tej kadencji Komisji, trwającej do 5 grudnia 1990 roku, referaty na jej posiedzeniach wygło-sili: dr inż. Jerzy Komosiński, dr inż. Mieczysław Brock, dr inż. Mirosława Pru-sak, dr inż. Andrzej Wołyński.
5 grudnia 1990 roku powołano na kadencję do 20 kwietnia 1994 roku nowe prezydium Komisji w składzie: doc. dr hab. inż. Włodzimierz Ochocki (prze-wodniczący), doc. dr hab. inż. Andrzej Ławniczak (wiceprzewodniczący) i dr inż. Andrzej Wołyński (sekretarz), którego po rezygnacji zastąpił 10 czerwca 1992 roku dr inż. Andrzej Kabała. W tej kadencji referaty na posiedzeniach Komisji wygłosili: dr hab. inż. Andrzej Ławniczak prof. nadzw., dr. hab. inż. Włodzimierz Ochocki, prof. nadzw., dr hab. inż. Zbigniew Kłos, dr hab. inż. Jerzy Merkisz i dr inż. Marek Morzyński. Była to kadencja, w której podjęto z dużym sukcesem działania wydawnicze. Wielu członków Komisji Budowy Maszyn w tym okresie uzyskało szczególne wyróżnienia. Tytuły doktora hono-ris causa Dońskiego Państwowego Uniwersytetu Technicznego w Rostowie nad Donem otrzymali prof. dr inż. Kazimierz Wieczorowski oraz prof. dr hab. inż. Bolesław Wojciechowicz, który został ponadto członkiem Centralnej Komisji ds. Tytułu Naukowego i Stopni Naukowych oraz przewodniczącym Sekcji Pod-staw Eksploatacji PAN. Członkami Komitetu Budowy Maszyn PAN zostali: prof. dr hab. Czesław Cempel, prof. dr hab. inż. Mieczysław Kawalec i prof. dr hab. inż. Bolesław Wojciechowicz. Członkiem Komitetu Metrologii i Aparatury Naukowej PAN został prof. dr inż. Jan Chajda, a członkami Sekcji Podstaw Technologii PAN – prof. dr inż. Jan Chajda, prof. dr hab. inż. Mieczysław Ka-walec, prof. dr hab. inż. Zenobia Weiss i prof. dr inż. dr h.c. Kazimierz Wieczo-rowski. Pod koniec kadencji Komisja liczyła 28 członków i 2 kandydatów.
W kolejnej kadencji, trwającej od 20 kwietnia 1994 do 13 listopada 1997 ro-ku, przewodniczącym Komisji był dr hab. inż. Włodzimierz Ochocki, prof. nadzw., wiceprzewodniczącym była prof. dr hab. inż. Zenobia Weiss, a sekreta-rzem dr inż. Mieczysław Brock, emeryt. doc. PP. W kadencji tej kontynuowano z dużym sukcesem działalność wydawniczą, drukując prace naukowe członków w kolejnych tomach Prac Komisji Budowy Maszyn PTPN. Na posiedzeniach Komisji referaty naukowe wygłosili: prof. dr hab. inż. Andrzej Ławniczak, prof.

Zarys działalności Komisji Budowy Maszyn … 13
dr hab. inż. Czesław Oleśkowicz-Popiel, dr hab. inż. Adam Hamrol, prof. nadzw. i dr inż. Jacek Żak. Pod koniec kadencji Komisja liczyła 32 członków zwyczajnych i 2 kandydatów.
W dniu 13 listopada 1997 roku wybrano na kolejną kadencję nowe prezy-dium Komisji Budowy Maszyn, w skład którego weszli dr hab. inż. Stanisław Legutko (przewodniczący) i dr hab. inż. Maciej Kupczyk (sekretarz). Zebrani członkowie podjęli ponadto decyzję o powołaniu dwóch wiceprzewodniczących w osobach prof. dr. hab. inż. Włodzimierza Ochockiego oraz dr. inż. Mieczy-sława Brocka, emeryt. doc. PP. W tej kadencji, w roku 1998, z inicjatywą zor-ganizowania jubileuszowej sesji z okazji 40-lecia Komisji Budowy Maszyn i Elektrotechniki PTPN wystąpił prof. dr inż. dr h.c. Kazimierz Wieczorowski, zaś prof. dr hab. inż. Mieczysław Kawalec wystąpił z wnioskiem o wydanie oko-licznościowego tomu w Wydawnictwie PTPN. Wystąpienia z tymi inicjatywami zaowocowały wydaniem okolicznościowego tomu Prac Komisji Budowy Ma-szyn pod redakcją naukową sekretarza Komisji dr. hab. inż. Macieja Kupczyka. Oprócz tomu jubileuszowego w tej kadencji ukazały się drukiem inne prace naukowe, których współautorami były również osoby spoza Komisji. W oma-wianej kadencji referaty na posiedzeniach Komisji wygłosili: dr hab. inż. Maciej Kupczyk, prof. nadzw., dr inż. Janusz Jermak i dr inż. Roman Staniek. W ka-dencji tej liczba członków zwyczajnych wzrosła do 36.
W kolejnej kadencji (trwającej od 19 grudnia 2000 do 6 maja 2002 roku), skróconej na wniosek prezydium Zarządu PTPN ze względu na przyjętą decyzję o ujednoliceniu terminów wyborów na wszystkich szczeblach Towarzystwa, funkcję przewodniczącego objął ponownie dr hab. inż. Stanisław Legutko, prof. nadzw., wiceprzewodniczącym został dr inż. Mieczysław Brock, emeryt. doc. PP, a sekretarzem dr hab. inż. Maciej Kupczyk, prof. nadzw. W kadencji tej, pomimo braku wsparcia finansowego ze strony Towarzystwa, podjęto działania w celu kontynuowania choćby w ograniczonym zakresie wydawania prac w postaci druku kolejnych tomów Prac Komisji Budowy Maszyn. Środki finan-sowe na ten cel pozyskiwane były z innych źródeł. Na posiedzeniu Komisji refe-rat naukowy wygłosił dr inż. Michał Libera.
Kolejna kadencja działalności Komisji Budowy Maszyn przypadła na okres od 6 maja 2002 roku do 24 maja 2006 roku. W wyniku przeprowadzonych wy-borów zebrani na posiedzeniu członkowie wyrazili wolę, aby dotychczasowy skład w osobach: prof. dr hab. inż. Stanisław Legutko – przewodniczący, dr inż. Mieczysław Brock, emeryt. doc. PP. – wiceprzewodniczący i dr hab. inż. Maciej Kupczyk, prof. nadzw. – sekretarz, pełnili w dalszym ciągu swoje funkcje w nowej kadencji. Zgodnie z przyjętą zasadą na kolejnych posiedzeniach komi-sji referowane były sprawy działalności całego Towarzystwa, w tym przebieg zwyczajnych i nadzwyczajnych walnych zebrań ze szczególnym uwzględnie-niem wyborów do władz PTPN, spraw budżetowych i wydawniczych. Sukce-sywnie przyjmowano w szeregi Komisji kolejnych członków, tak że pod koniec

M. Kupczyk 14
kadencji ich liczba wzrosła do 39 (w tym 24 profesorów i doktorów habilitowa-nych). Na wniosek Komisji kolejnych dwóch jej członków zasiliło szeregi Wy-działu V Nauk Technicznych PTPN, a mianowicie prof. dr hab. inż. Adam Ha-mrol i prof. dr hab. inż. Jan Żurek. W kadencji tej referat naukowy wygłosił dr hab. inż. Edward Pająk, prof. nadzw.
Na obecnie trwającą kadencję (od 24 maja 2006 roku) na przewodniczącego Komisji Budowy Maszyn PTPN został wybrany dr hab. inż. Maciej Kupczyk, prof. nadzw. Na funkcję wiceprzewodniczącego zebrani członkowie KBM po-parli kandydaturę dr. inż. Mieczysława Brocka, emeryt. doc. PP., a sekretarzem został dr inż. Michał Libera. Jednym ze sformułowanych wniosków ustępujące-go prezydium było inspirowanie członków Komisji do organizowania sympo-zjów naukowych w nowej kadencji. Działania takie podjął nowy przewodniczą-cy. Zostały one poparte przez członków Komisji BM, w tym w szczególności przez JM Rektora Politechniki Poznańskiej prof. dr. hab. inż. Adama Hamrola, który przyjął honorowy patronat nad Sympozjum „Najnowsze osiągnięcia i kie-runki rozwoju technologii maszyn” oraz Dziekana Wydziału Budowy Maszyn i Zarządzania Politechniki Poznańskiej prof. dr. hab. inż. Jana Żurka i Dyrektora Instytutu Technologii Mechanicznej dr. hab. inż. Edwarda Pająka, prof. nadzw., którzy wsparli inicjatywę wydania okolicznościowego Zeszytu Naukowego Politechniki Poznańskiej z okazji 40-lecia Komisji Budowy Maszyn PTPN. W bieżącej kadencji referat naukowy wygłosił dr inż. Olaf Ciszak (kandydat na członka).
2. PREZYDIA KOMISJI BUDOWY MASZYN PTPN
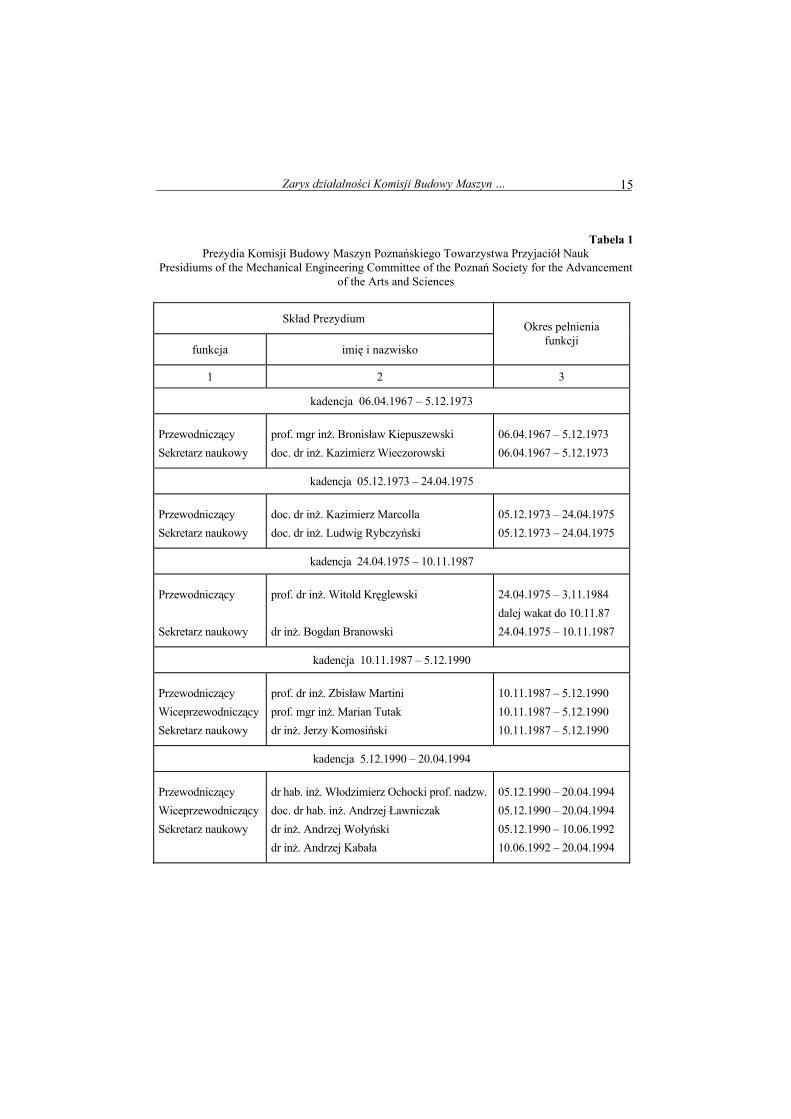
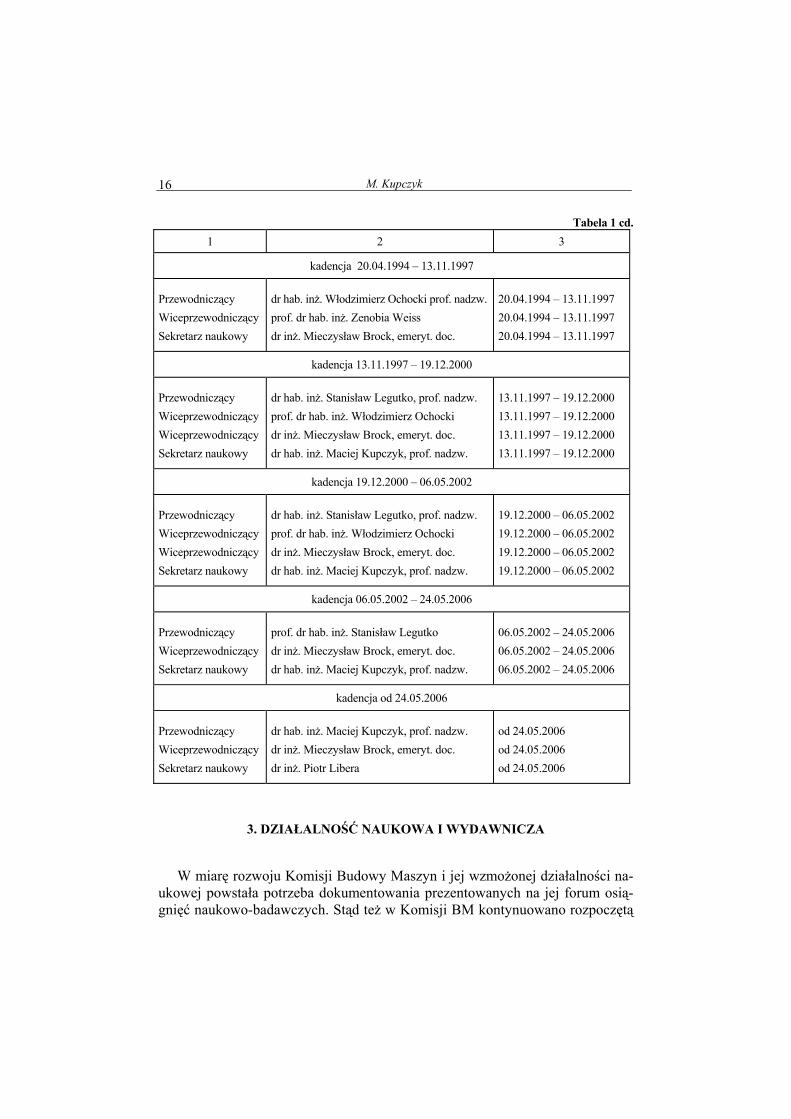
Składy Prezydiów Komisji Budowy Maszyn Poznańskiego Towarzystwa
Przyjaciół Nauk od chwili powołania w 1967 roku do chwili obecnej przedsta-wiono poniżej w formie tabelarycznej. W tabeli 1 obok wyszczególnienia składu osobowego prezydiów podano funkcje i okres ich pełnienia przez poszczegól-nych przewodniczących, wiceprzewodniczących i sekretarzy naukowych. Ka-dencje są zróżnicowane pod względem długości. Jako wyznacznik przyjęto ter-miny wyborów władz Komisji. Dane opracowano, korzystając z zachowanych protokołów z posiedzeń Komisji, posiłkując się jednocześnie przekazanymi do Wydziału V Nauk Technicznych rocznymi sprawozdaniami z działalności Ko-misji Budowy Maszyn PTPN.
Zarys działalności Komisji Budowy Maszyn … 15
Tabela 1
Prezydia Komisji Budowy Maszyn Poznańskiego Towarzystwa Przyjaciół Nauk Presidiums of the Mechanical Engineering Committee of the Poznań Society for the Advancement
of the Arts and Sciences
Skład Prezydium Okres pełnienia
funkcji funkcja imię i nazwisko
1 2 3
kadencja 06.04.1967 – 5.12.1973
Przewodniczący Sekretarz naukowy
prof. mgr inż. Bronisław Kiepuszewski doc. dr inż. Kazimierz Wieczorowski
06.04.1967 – 5.12.1973 06.04.1967 – 5.12.1973
kadencja 05.12.1973 – 24.04.1975
Przewodniczący Sekretarz naukowy
doc. dr inż. Kazimierz Marcolla doc. dr inż. Ludwig Rybczyński
05.12.1973 – 24.04.1975 05.12.1973 – 24.04.1975
kadencja 24.04.1975 – 10.11.1987
Przewodniczący Sekretarz naukowy
prof. dr inż. Witold Kręglewski dr inż. Bogdan Branowski
24.04.1975 – 3.11.1984 dalej wakat do 10.11.87 24.04.1975 – 10.11.1987
kadencja 10.11.1987 – 5.12.1990
Przewodniczący Wiceprzewodniczący Sekretarz naukowy
prof. dr inż. Zbisław Martini prof. mgr inż. Marian Tutak dr inż. Jerzy Komosiński
10.11.1987 – 5.12.1990 10.11.1987 – 5.12.1990 10.11.1987 – 5.12.1990
kadencja 5.12.1990 – 20.04.1994
Przewodniczący Wiceprzewodniczący Sekretarz naukowy
dr hab. inż. Włodzimierz Ochocki prof. nadzw.doc. dr hab. inż. Andrzej Ławniczak dr inż. Andrzej Wołyński dr inż. Andrzej Kabała
05.12.1990 – 20.04.1994 05.12.1990 – 20.04.1994 05.12.1990 – 10.06.1992 10.06.1992 – 20.04.1994
M. Kupczyk 16
Tabela 1 cd. 1 2 3
kadencja 20.04.1994 – 13.11.1997
Przewodniczący Wiceprzewodniczący Sekretarz naukowy
dr hab. inż. Włodzimierz Ochocki prof. nadzw.prof. dr hab. inż. Zenobia Weiss dr inż. Mieczysław Brock, emeryt. doc.
20.04.1994 – 13.11.1997 20.04.1994 – 13.11.1997 20.04.1994 – 13.11.1997
kadencja 13.11.1997 – 19.12.2000
Przewodniczący Wiceprzewodniczący Wiceprzewodniczący Sekretarz naukowy
dr hab. inż. Stanisław Legutko, prof. nadzw. prof. dr hab. inż. Włodzimierz Ochocki dr inż. Mieczysław Brock, emeryt. doc. dr hab. inż. Maciej Kupczyk, prof. nadzw.
13.11.1997 – 19.12.2000 13.11.1997 – 19.12.2000 13.11.1997 – 19.12.2000 13.11.1997 – 19.12.2000
kadencja 19.12.2000 – 06.05.2002
Przewodniczący Wiceprzewodniczący Wiceprzewodniczący Sekretarz naukowy
dr hab. inż. Stanisław Legutko, prof. nadzw. prof. dr hab. inż. Włodzimierz Ochocki dr inż. Mieczysław Brock, emeryt. doc. dr hab. inż. Maciej Kupczyk, prof. nadzw.
19.12.2000 – 06.05.2002 19.12.2000 – 06.05.2002 19.12.2000 – 06.05.2002 19.12.2000 – 06.05.2002
kadencja 06.05.2002 – 24.05.2006
Przewodniczący Wiceprzewodniczący Sekretarz naukowy
prof. dr hab. inż. Stanisław Legutko dr inż. Mieczysław Brock, emeryt. doc. dr hab. inż. Maciej Kupczyk, prof. nadzw.
06.05.2002 – 24.05.2006 06.05.2002 – 24.05.2006 06.05.2002 – 24.05.2006
kadencja od 24.05.2006
Przewodniczący Wiceprzewodniczący Sekretarz naukowy
dr hab. inż. Maciej Kupczyk, prof. nadzw. dr inż. Mieczysław Brock, emeryt. doc. dr inż. Piotr Libera
od 24.05.2006 od 24.05.2006 od 24.05.2006
3. DZIAŁALNOŚĆ NAUKOWA I WYDAWNICZA
W miarę rozwoju Komisji Budowy Maszyn i jej wzmożonej działalności na-
ukowej powstała potrzeba dokumentowania prezentowanych na jej forum osią-gnięć naukowo-badawczych. Stąd też w Komisji BM kontynuowano rozpoczętą
Zarys działalności Komisji Budowy Maszyn … 17
w 1961 roku przez Komisję Budowy Maszyn i Elektrotechniki PTPN działal-ność wydawniczą.
Należy podkreślić, że w ówczesnym okresie była to jedyna możliwość publi-kowania prac z zakresu nauk technicznych poza uczelniami poznańskimi. Prace Komisji BMiE, a później Komisji BM, zyskały szybko znaczną renomę nie tylko w środowisku poznańskim, ale i w całym kraju. Wynikała ona z wysokiego po-ziomu prezentowanych tam prac naukowo-badawczych.
Po podziale Komisji BMiE działalność wydawniczą kontynuowała Komisja Budowy Maszyn PTPN. Od 1969 roku do chwili obecnej ukazały się w ramach Prac tej Komisji 33 monografie. Szczególnie dynamicznie rozwijała się działal-ność wydawnicza KBM w latach 1969-1973, w którym to okresie wydano 14 prac, oraz w latach 1993-2000, kiedy to wydano aż 16 monografii.
Prace te były upowszechniane za pośrednictwem księgarni PTPN przy ul. Mielżyńskiego oraz rozsyłane do bibliotek naukowych, zainteresowanych pla-cówek oraz instytucji krajowych i zagranicznych.
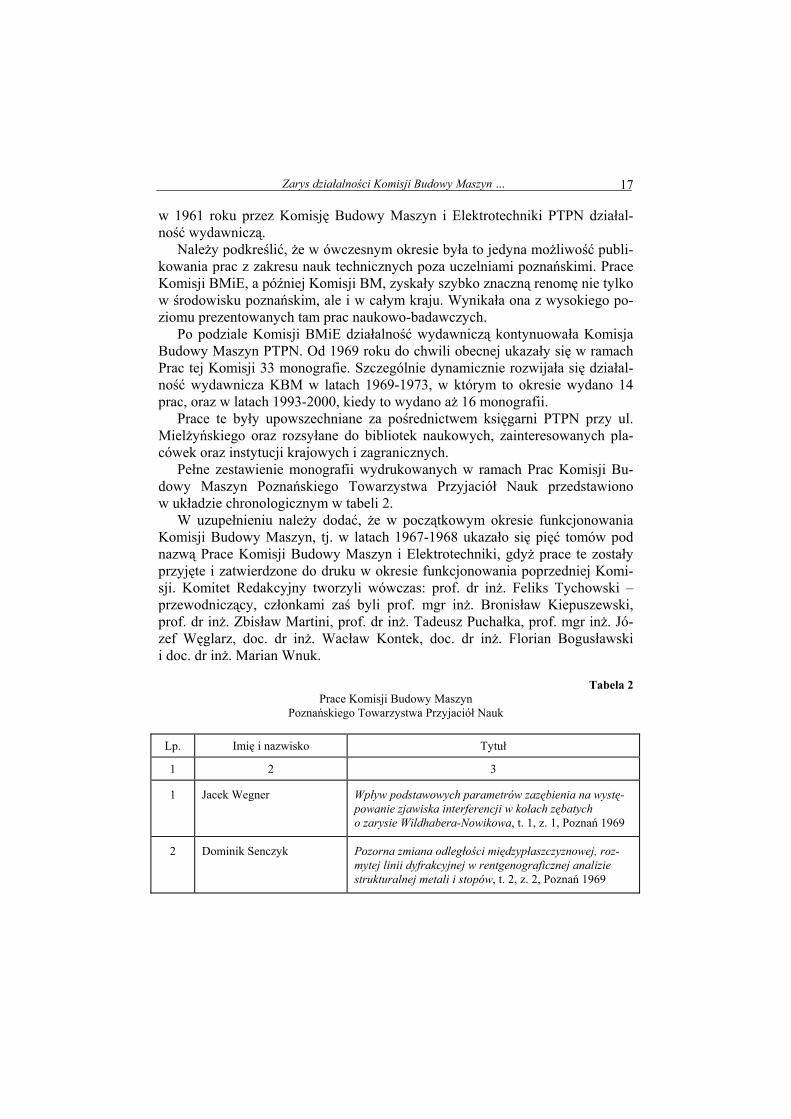
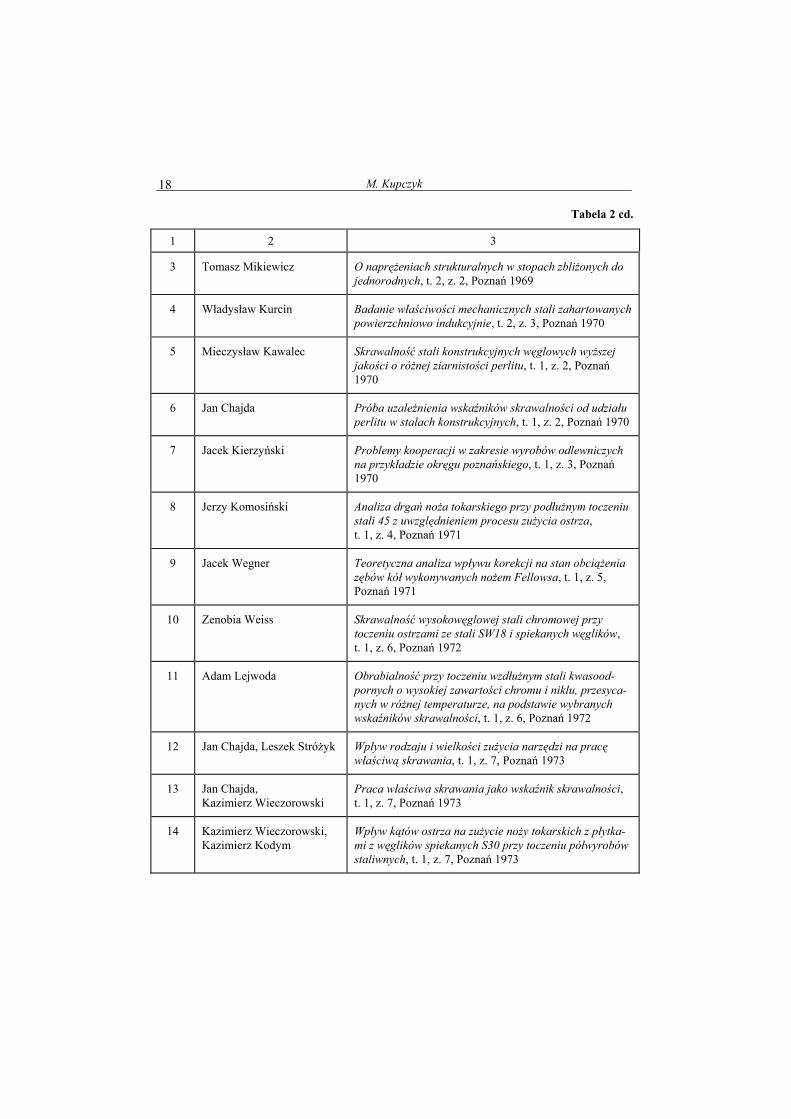
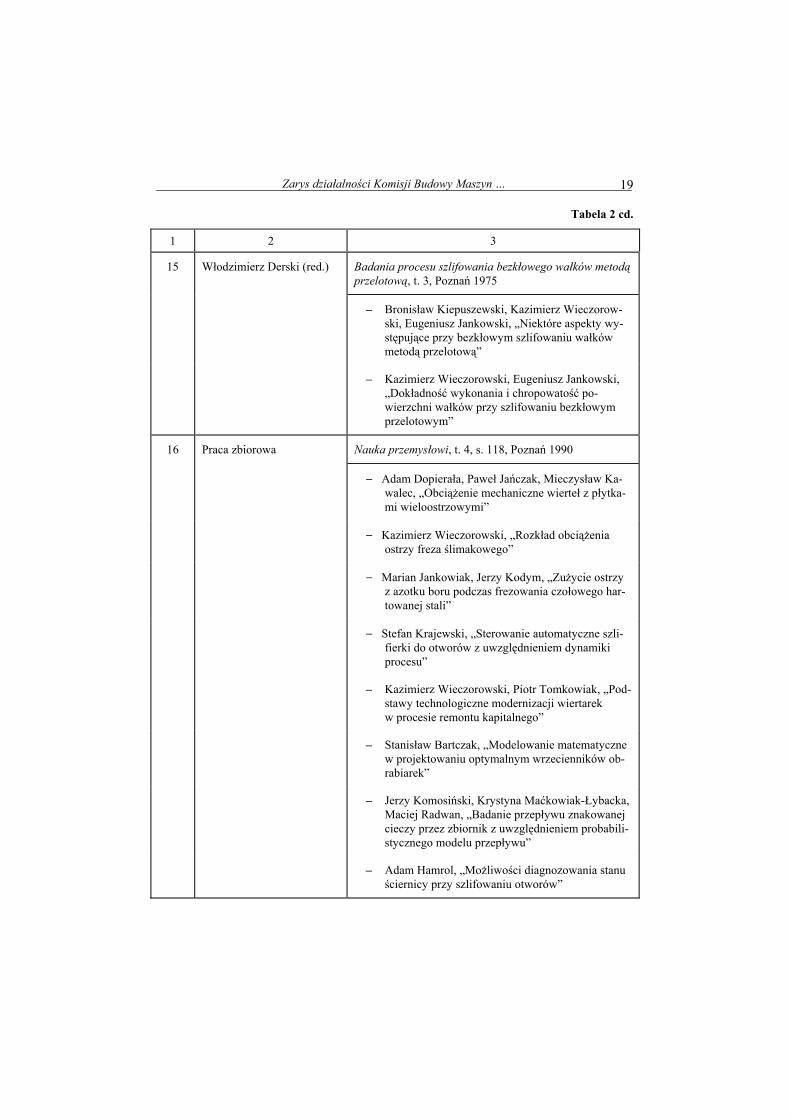
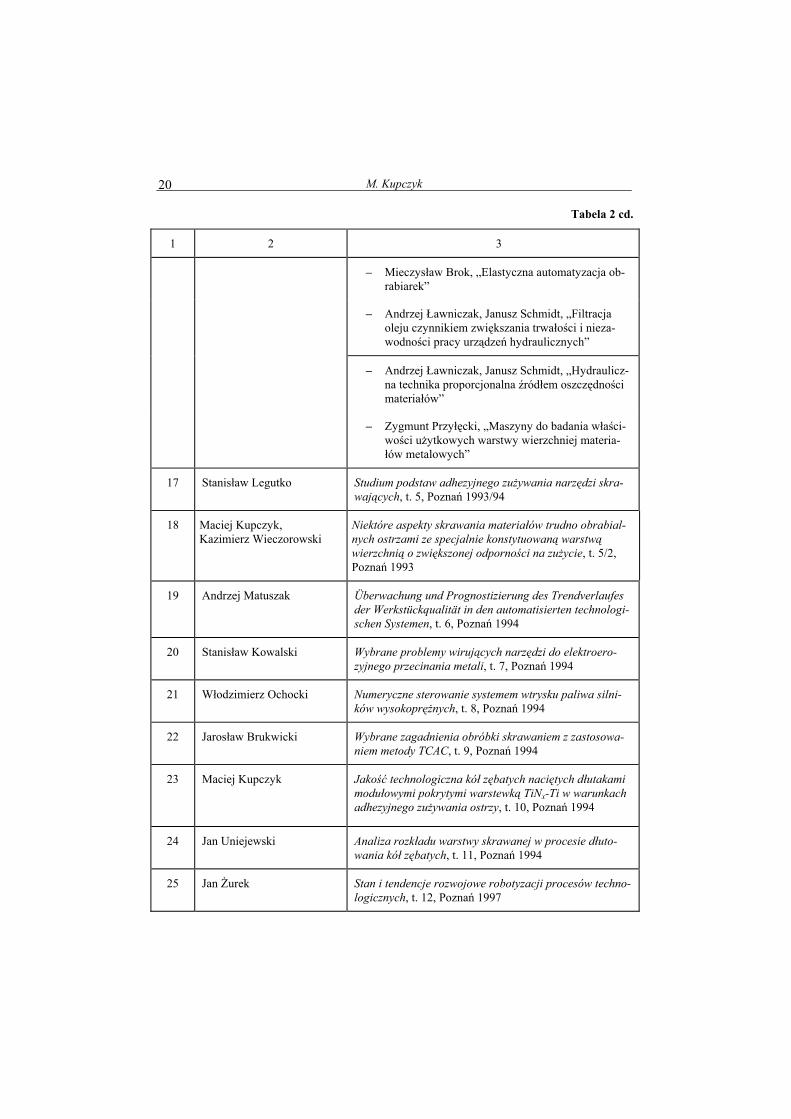
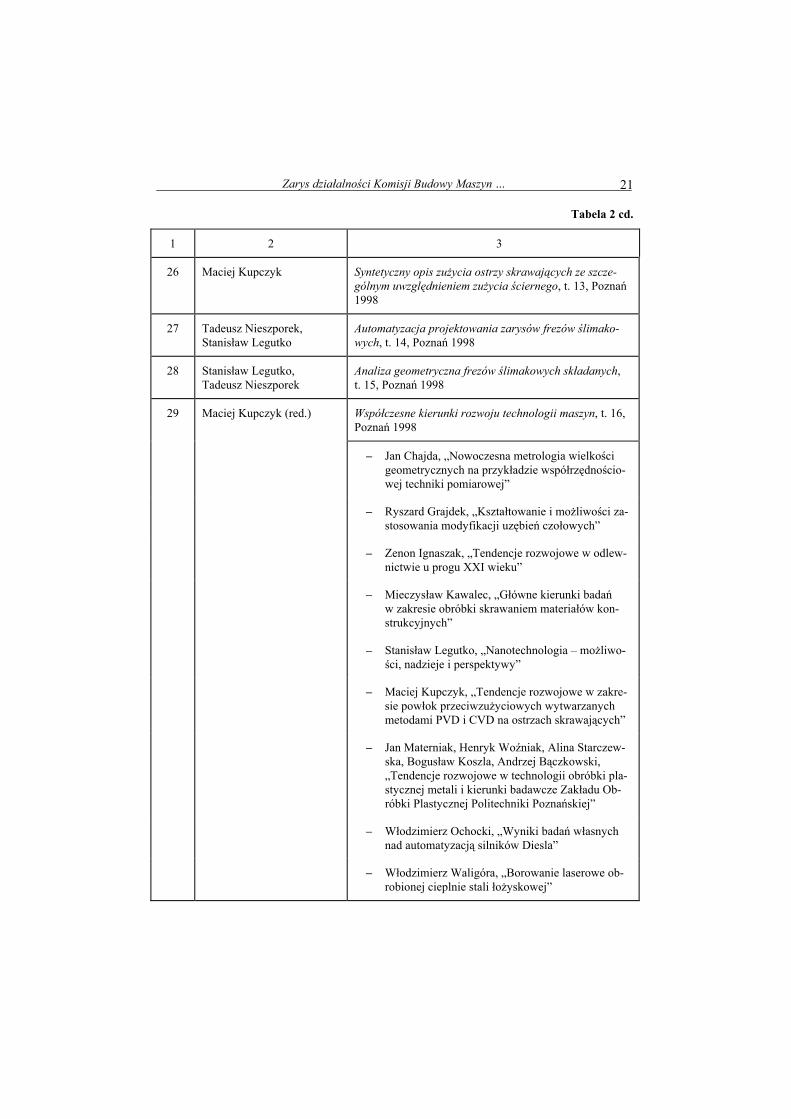
Pełne zestawienie monografii wydrukowanych w ramach Prac Komisji Bu-dowy Maszyn Poznańskiego Towarzystwa Przyjaciół Nauk przedstawiono w układzie chronologicznym w tabeli 2.
W uzupełnieniu należy dodać, że w początkowym okresie funkcjonowania Komisji Budowy Maszyn, tj. w latach 1967-1968 ukazało się pięć tomów pod nazwą Prace Komisji Budowy Maszyn i Elektrotechniki, gdyż prace te zostały przyjęte i zatwierdzone do druku w okresie funkcjonowania poprzedniej Komi-sji. Komitet Redakcyjny tworzyli wówczas: prof. dr inż. Feliks Tychowski – przewodniczący, członkami zaś byli prof. mgr inż. Bronisław Kiepuszewski, prof. dr inż. Zbisław Martini, prof. dr inż. Tadeusz Puchałka, prof. mgr inż. Jó-zef Węglarz, doc. dr inż. Wacław Kontek, doc. dr inż. Florian Bogusławski i doc. dr inż. Marian Wnuk.
Tabela 2
Prace Komisji Budowy Maszyn Poznańskiego Towarzystwa Przyjaciół Nauk
Lp. Imię i nazwisko Tytuł
1 2 3
1
Jacek Wegner Wpływ podstawowych parametrów zazębienia na wystę-powanie zjawiska interferencji w kołach zębatych o zarysie Wildhabera-Nowikowa, t. 1, z. 1, Poznań 1969
2 Dominik Senczyk Pozorna zmiana odległości międzypłaszczyznowej, roz-mytej linii dyfrakcyjnej w rentgenograficznej analizie strukturalnej metali i stopów, t. 2, z. 2, Poznań 1969
M. Kupczyk 18
Tabela 2 cd.
1 2 3
3 Tomasz Mikiewicz O naprężeniach strukturalnych w stopach zbliżonych do jednorodnych, t. 2, z. 2, Poznań 1969
4 Władysław Kurcin Badanie właściwości mechanicznych stali zahartowanych powierzchniowo indukcyjnie, t. 2, z. 3, Poznań 1970
5 Mieczysław Kawalec Skrawalność stali konstrukcyjnych węglowych wyższej jakości o różnej ziarnistości perlitu, t. 1, z. 2, Poznań 1970
6 Jan Chajda Próba uzależnienia wskaźników skrawalności od udziału perlitu w stalach konstrukcyjnych, t. 1, z. 2, Poznań 1970
7 Jacek Kierzyński Problemy kooperacji w zakresie wyrobów odlewniczych na przykładzie okręgu poznańskiego, t. 1, z. 3, Poznań 1970
8 Jerzy Komosiński Analiza drgań noża tokarskiego przy podłużnym toczeniu stali 45 z uwzględnieniem procesu zużycia ostrza, t. 1, z. 4, Poznań 1971
9 Jacek Wegner Teoretyczna analiza wpływu korekcji na stan obciążenia zębów kół wykonywanych nożem Fellowsa, t. 1, z. 5, Poznań 1971
10 Zenobia Weiss Skrawalność wysokowęglowej stali chromowej przy toczeniu ostrzami ze stali SW18 i spiekanych węglików, t. 1, z. 6, Poznań 1972
11 Adam Lejwoda Obrabialność przy toczeniu wzdłużnym stali kwasood-pornych o wysokiej zawartości chromu i niklu, przesyca-nych w różnej temperaturze, na podstawie wybranych wskaźników skrawalności, t. 1, z. 6, Poznań 1972
12 Jan Chajda, Leszek Stróżyk Wpływ rodzaju i wielkości zużycia narzędzi na pracę właściwą skrawania, t. 1, z. 7, Poznań 1973
13 Jan Chajda, Kazimierz Wieczorowski
Praca właściwa skrawania jako wskaźnik skrawalności, t. 1, z. 7, Poznań 1973
14 Kazimierz Wieczorowski, Kazimierz Kodym
Wpływ kątów ostrza na zużycie noży tokarskich z płytka-mi z węglików spiekanych S30 przy toczeniu półwyrobów staliwnych, t. 1, z. 7, Poznań 1973
Zarys działalności Komisji Budowy Maszyn … 19
Tabela 2 cd.
1 2 3
15 Włodzimierz Derski (red.) Badania procesu szlifowania bezkłowego wałków metodą przelotową, t. 3, Poznań 1975
– Bronisław Kiepuszewski, Kazimierz Wieczorow-ski, Eugeniusz Jankowski, „Niektóre aspekty wy-stępujące przy bezkłowym szlifowaniu wałków metodą przelotową”
– Kazimierz Wieczorowski, Eugeniusz Jankowski, „Dokładność wykonania i chropowatość po-wierzchni wałków przy szlifowaniu bezkłowym przelotowym”
16 Praca zbiorowa Nauka przemysłowi, t. 4, s. 118, Poznań 1990
− Adam Dopierała, Paweł Jańczak, Mieczysław Ka-walec, „Obciążenie mechaniczne wierteł z płytka-mi wieloostrzowymi”
− Kazimierz Wieczorowski, „Rozkład obciążenia ostrzy freza ślimakowego”
− Marian Jankowiak, Jerzy Kodym, „Zużycie ostrzy z azotku boru podczas frezowania czołowego har-towanej stali”
− Stefan Krajewski, „Sterowanie automatyczne szli-fierki do otworów z uwzględnieniem dynamiki procesu”
– Kazimierz Wieczorowski, Piotr Tomkowiak, „Pod-stawy technologiczne modernizacji wiertarek w procesie remontu kapitalnego”
– Stanisław Bartczak, „Modelowanie matematyczne w projektowaniu optymalnym wrzecienników ob-rabiarek”
– Jerzy Komosiński, Krystyna Maćkowiak-Łybacka, Maciej Radwan, „Badanie przepływu znakowanej cieczy przez zbiornik z uwzględnieniem probabili-stycznego modelu przepływu”
– Adam Hamrol, „Możliwości diagnozowania stanu ściernicy przy szlifowaniu otworów”
M. Kupczyk 20
Tabela 2 cd.
1 2 3
– Mieczysław Brok, „Elastyczna automatyzacja ob-rabiarek”
– Andrzej Ławniczak, Janusz Schmidt, „Filtracja oleju czynnikiem zwiększania trwałości i nieza-wodności pracy urządzeń hydraulicznych”
– Andrzej Ławniczak, Janusz Schmidt, „Hydraulicz-na technika proporcjonalna źródłem oszczędności materiałów”
– Zygmunt Przyłęcki, „Maszyny do badania właści-wości użytkowych warstwy wierzchniej materia-łów metalowych”
17 Stanisław Legutko Studium podstaw adhezyjnego zużywania narzędzi skra-wających, t. 5, Poznań 1993/94
18 Maciej Kupczyk, Kazimierz Wieczorowski
Niektóre aspekty skrawania materiałów trudno obrabial-nych ostrzami ze specjalnie konstytuowaną warstwą wierzchnią o zwiększonej odporności na zużycie, t. 5/2, Poznań 1993
19 Andrzej Matuszak Überwachung und Prognostizierung des Trendverlaufes der Werkstückqualität in den automatisierten technologi-schen Systemen, t. 6, Poznań 1994
20 Stanisław Kowalski Wybrane problemy wirujących narzędzi do elektroero-zyjnego przecinania metali, t. 7, Poznań 1994
21 Włodzimierz Ochocki Numeryczne sterowanie systemem wtrysku paliwa silni-ków wysokoprężnych, t. 8, Poznań 1994
22 Jarosław Brukwicki Wybrane zagadnienia obróbki skrawaniem z zastosowa-niem metody TCAC, t. 9, Poznań 1994
23 Maciej Kupczyk Jakość technologiczna kół zębatych naciętych dłutakami modułowymi pokrytymi warstewką TiNx-Ti w warunkach adhezyjnego zużywania ostrzy, t. 10, Poznań 1994
24 Jan Uniejewski Analiza rozkładu warstwy skrawanej w procesie dłuto-wania kół zębatych, t. 11, Poznań 1994
25 Jan Żurek Stan i tendencje rozwojowe robotyzacji procesów techno-logicznych, t. 12, Poznań 1997
Zarys działalności Komisji Budowy Maszyn … 21
Tabela 2 cd.
1 2 3
26 Maciej Kupczyk Syntetyczny opis zużycia ostrzy skrawających ze szcze-gólnym uwzględnieniem zużycia ściernego, t. 13, Poznań 1998
27 Tadeusz Nieszporek, Stanisław Legutko
Automatyzacja projektowania zarysów frezów ślimako-wych, t. 14, Poznań 1998
28 Stanisław Legutko, Tadeusz Nieszporek
Analiza geometryczna frezów ślimakowych składanych, t. 15, Poznań 1998
29 Maciej Kupczyk (red.) Współczesne kierunki rozwoju technologii maszyn, t. 16, Poznań 1998
– Jan Chajda, „Nowoczesna metrologia wielkości geometrycznych na przykładzie współrzędnościo-wej techniki pomiarowej”
– Ryszard Grajdek, „Kształtowanie i możliwości za-stosowania modyfikacji uzębień czołowych”
– Zenon Ignaszak, „Tendencje rozwojowe w odlew-nictwie u progu XXI wieku”
– Mieczysław Kawalec, „Główne kierunki badań w zakresie obróbki skrawaniem materiałów kon-strukcyjnych”
– Stanisław Legutko, „Nanotechnologia – możliwo-ści, nadzieje i perspektywy”
– Maciej Kupczyk, „Tendencje rozwojowe w zakre-sie powłok przeciwzużyciowych wytwarzanych metodami PVD i CVD na ostrzach skrawających”
– Jan Materniak, Henryk Woźniak, Alina Starczew-ska, Bogusław Koszla, Andrzej Bączkowski, „Tendencje rozwojowe w technologii obróbki pla-stycznej metali i kierunki badawcze Zakładu Ob-róbki Plastycznej Politechniki Poznańskiej”
– Włodzimierz Ochocki, „Wyniki badań własnych nad automatyzacją silników Diesla”
– Włodzimierz Waligóra, „Borowanie laserowe ob-robionej cieplnie stali łożyskowej”

M. Kupczyk 22
Tabela 2 cd.
1 2 3
– Zenobia Weiss, „Technika komputerowa w proce-sie wytwarzania”
– Kazimierz Wieczorowski, „Re-engineering – re-strukturyzacja wytwarzania”
30 Janusz Walczak Sprężarki i dmuchawy promieniowe: teoria, badania i optymalizacja stopnia sprężającego, t. 17, Poznań 1999
31 Zbigniew Kłos Podstawy ekologicznej oceny obiektów technicznych, t. 18, Poznań 2000
32 Bolesław Porankiewicz Zużycie ostrzy narzędzi przy frezowaniu płyt wiórowych, t. 19, Poznań 2000
33 Przemysław Kurczewski Środowiskowo zorientowana analiza maszyn pakujących i opakowań w procesie pakowania napojów, t. 20, Poznań 2002
Od 1967 roku w skład Komitetów Redakcyjnych Prac Komisji Budowy Ma-
szyn wchodzili członkowie Komisji BM i Wydziału V Nauk Technicznych. Pierwszy Komitet Redakcyjny Prac Komisji Budowy Maszyn utworzyli:
prof. dr inż. Feliks Tychowski (przewodniczący), doc. dr inż. Kazimierz Wie-czorowski (sekretarz) oraz członkowie – prof. dr inż. Włodzimierz Derski, prof. mgr inż. Bronisław Kiepuszewski, prof. dr inż. Zbisław Martini i doc. dr inż. Florian Bogusławski.
W 1975 roku powstała inicjatywa wydawania wyłącznie streszczeń prac na-ukowych członków Komisji w zeszytach serii „Sprawozdania” Wydziału V Na-uk Technicznych PTPN. Uzasadniano to na forum Komisji m.in. światowymi tendencjami ograniczania objętości wydawnictw naukowych. Niestety, w wyni-ku tej decyzji, według informacji zawartych w protokołach Wydziału V Nauk Technicznych PTPN, aktywność Komisji Budowy Maszyn radykalnie zmalała, a w pewnym okresie nawet ustała. W związku z tym po kilku latach przerwy wskazano na potrzebę wznowienia wydawania kolejnych tomów Prac Komisji, gdyż, jak stwierdzono, druk tylko streszczeń referatów w „Sprawozdaniach” nie zadowala autorów i nie motywuje ich do działalności w Komisjach.
W celu reaktywowania działalności wydawniczej 28 czerwca 1989 roku po-wołano Komitet Redakcyjny Prac Komisji Budowy Maszyn PTPN w składzie: przewodniczący – dr inż. Jerzy Komosiński, sekretarz – dr inż. Stanisław Bart-czak, członkowie – doc. dr hab. inż. Mieczysław Kawalec i dr inż. Mieczysław Brock.

Zarys działalności Komisji Budowy Maszyn … 23
W kadencji grudzień 1990 – kwiecień 1994 skład Komitetu Redakcyjnego Prac Komisji Budowy Maszyn PTPN był następujący: dr hab. inż. Włodzimierz Ochocki, prof. nadzw. (przewodniczący), prof. dr inż. Kazimierz Wieczorowski (za-ca przewodniczącego), dr inż. Janusz Schmidt (sekretarz), dr hab. inż. An-drzej Ławniczak, prof. nadzw. (przewodniczący zespołu konstrukcji), dr inż. Włodzimierz Waligóra (przewodniczący zespołu eksploatacji), dr hab. inż. Jan Żurek, prof. nadzw. (przewodniczący zespołu technologii), prof. dr hab. inż. Zenobia Weiss, dr inż. Mieczysław Brock, dr inż. Andrzej Kabała (członkowie).
Na kadencję 1994-1997 wybrano Komitet Redakcyjny w składzie: dr hab. inż. Włodzimierz Ochocki, prof. nadzw. (przewodniczący), prof. dr inż. Kazi-mierz Wieczorowski (za-ca przewodniczącego), dr inż. Janusz Schmidt (sekre-tarz), prof. dr hab. inż. Zenobia Weiss, dr inż. Mieczysław Brock (członkowie).
W kadencji 1997-2000 działał Komitet Redakcyjny w składzie: dr hab. inż. Stanisław Legutko, prof. nadzw. (przewodniczący) oraz członkowie – dr hab. inż. Jan Żurek, prof. nadzw., dr hab. inż. Zbigniew Kłos, prof. nadzw., dr hab. inż. Janusz Walczak, prof. nadzw.
W kolejnej kadencji (trwającej od 19 grudnia 2000 do 6 maja 2002 roku) skład Komitetu Redakcyjnego był następujący: dr hab. inż. Stanisław Legutko (przewodniczący), prof. dr hab. inż. Zbigniew Kłos, prof. dr hab. inż. Janusz Walczak, prof. dr hab. inż. Jan Żurek (członkowie).
Na okres od 6 maja 2002 roku do 24 maja 2006 roku powołano Komitet Re-dakcyjny w tym samym składzie co poprzednio, a mianowicie: dr hab. inż. Sta-nisław Legutko (przewodniczący), prof. dr hab. inż. Zbigniew Kłos, prof. dr hab. inż. Janusz Walczak, prof. dr hab. inż. Jan Żurek (członkowie).
Od 24 maja 2006 roku Komitet Redakcyjny Prac Komisji Budowy Maszyn funkcjonuje w składzie: przewodniczący – dr hab. inż. Maciej Kupczyk, człon-kowie – prof. dr hab. inż. Włodzimierz Waligóra i prof. dr hab. inż. Jan Żurek.
4. OBECNY SKŁAD OSOBOWY KOMISJI BUDOWY MASZYN PTPN
Dynamiczny rozwój Komisji Budowy Maszyn PTPN najłatwiej można zilu-
strować na przykładzie liczbowym. Liczba członków Komisji Budowy Maszyn i Elektrotechniki PTPN w roku 1963 po pięciu latach działalności wynosiła 30 osób, a po dokonaniu w 1967 roku podziału na cztery komisje w samej tylko Komisji Budowy Maszyn osiągnęła liczbę 31 członków. Obecnie w skład Komi-sji Budowy Maszyn PTPN wchodzi 37 członków zwyczajnych i 1 kandydat na członka.
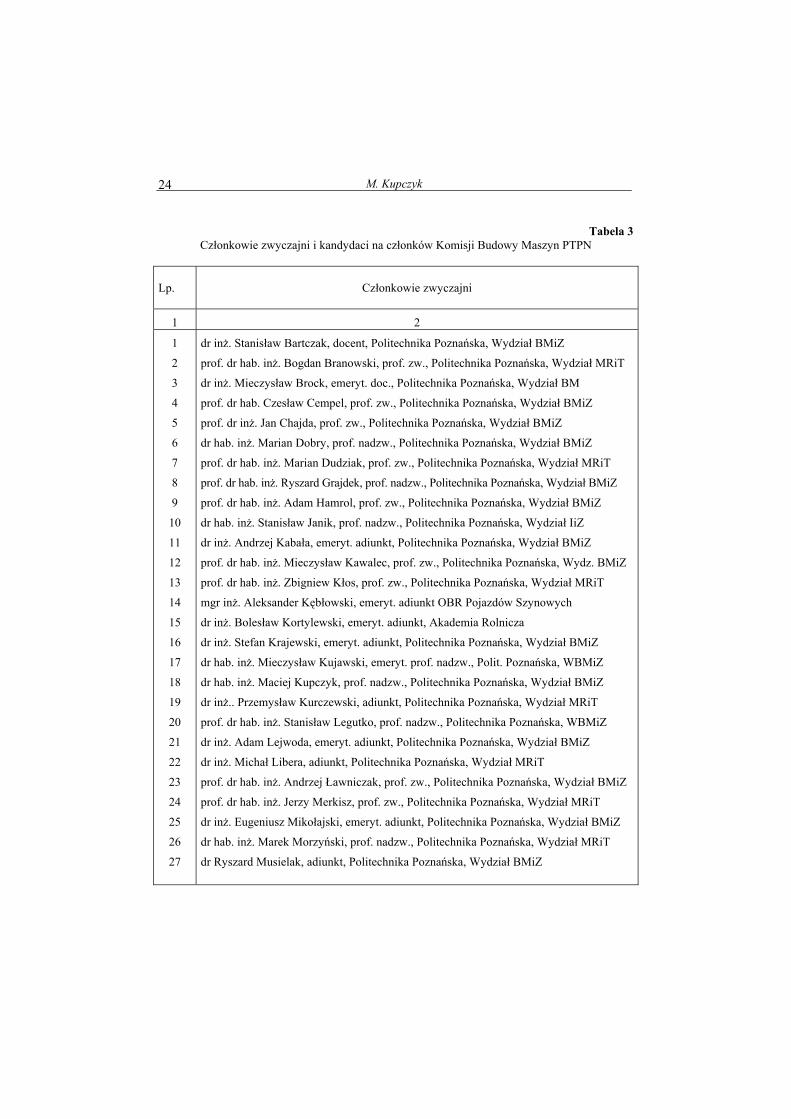
Wykaz członków zwyczajnych obecnie działającej Komisji Budowy Maszyn PTPN przedstawiono w tabeli 3. Podano w niej ponadto stanowiska zajmowane przez członków Komisji w uczelniach bądź w ośrodkach badawczo- -rozwojowych oraz nazwy wydziałów, na których pracują bądź pracowali.
M. Kupczyk 24
Tabela 3
Członkowie zwyczajni i kandydaci na członków Komisji Budowy Maszyn PTPN Lp.
Członkowie zwyczajni
1 2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
dr inż. Stanisław Bartczak, docent, Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Bogdan Branowski, prof. zw., Politechnika Poznańska, Wydział MRiT
dr inż. Mieczysław Brock, emeryt. doc., Politechnika Poznańska, Wydział BM
prof. dr hab. Czesław Cempel, prof. zw., Politechnika Poznańska, Wydział BMiZ
prof. dr inż. Jan Chajda, prof. zw., Politechnika Poznańska, Wydział BMiZ
dr hab. inż. Marian Dobry, prof. nadzw., Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Marian Dudziak, prof. zw., Politechnika Poznańska, Wydział MRiT
prof. dr hab. inż. Ryszard Grajdek, prof. nadzw., Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Adam Hamrol, prof. zw., Politechnika Poznańska, Wydział BMiZ
dr hab. inż. Stanisław Janik, prof. nadzw., Politechnika Poznańska, Wydział IiZ
dr inż. Andrzej Kabała, emeryt. adiunkt, Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Mieczysław Kawalec, prof. zw., Politechnika Poznańska, Wydz. BMiZ
prof. dr hab. inż. Zbigniew Kłos, prof. zw., Politechnika Poznańska, Wydział MRiT
mgr inż. Aleksander Kębłowski, emeryt. adiunkt OBR Pojazdów Szynowych
dr inż. Bolesław Kortylewski, emeryt. adiunkt, Akademia Rolnicza
dr inż. Stefan Krajewski, emeryt. adiunkt, Politechnika Poznańska, Wydział BMiZ
dr hab. inż. Mieczysław Kujawski, emeryt. prof. nadzw., Polit. Poznańska, WBMiZ
dr hab. inż. Maciej Kupczyk, prof. nadzw., Politechnika Poznańska, Wydział BMiZ
dr inż.. Przemysław Kurczewski, adiunkt, Politechnika Poznańska, Wydział MRiT
prof. dr hab. inż. Stanisław Legutko, prof. nadzw., Politechnika Poznańska, WBMiZ
dr inż. Adam Lejwoda, emeryt. adiunkt, Politechnika Poznańska, Wydział BMiZ
dr inż. Michał Libera, adiunkt, Politechnika Poznańska, Wydział MRiT
prof. dr hab. inż. Andrzej Ławniczak, prof. zw., Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Jerzy Merkisz, prof. zw., Politechnika Poznańska, Wydział MRiT
dr inż. Eugeniusz Mikołajski, emeryt. adiunkt, Politechnika Poznańska, Wydział BMiZ
dr hab. inż. Marek Morzyński, prof. nadzw., Politechnika Poznańska, Wydział MRiT
dr Ryszard Musielak, adiunkt, Politechnika Poznańska, Wydział BMiZ

Zarys działalności Komisji Budowy Maszyn … 25
Tabela 3 cd.
1 2
28
29
30
31
32
33
34
35
36
37
dr hab. inż. Edward Pająk, prof. nadzw., Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Michał Szweycer, prof. zw., Politechnika Poznańska, Wydział BMiZ
prof. dr hab. inż. Włodzimierz Waligóra, prof. nadzw., Politechnika Poznańska, WRiT
prof. dr hab. inż. Janusz Walczak, prof. zw., Politechnika Poznańska, Wydział MRiT
prof. dr hab. inż. Zenobia Weiss, prof. zw., Politechnika Poznańska, Wydział BMiZ
prof. dr inż. Kazimierz Wieczorowski, emeryt. prof. zw., Polit. Poznańska, WBMiZ
prof. dr hab. inż. Bolesław Wojciechowicz, emeryt. prof. zw., Polit. Poznańska, WRiT
dr inż. Andrzej Wołyński, adiunkt, Politechnika Poznańska, Wydział MRiT
prof. dr hab. inż. Wiesław Zwierzycki, prof. zw., Politechnika Poznańska, WMRiT
prof. dr hab. inż. Jan Żurek, prof. zw., Politechnika Poznańska, Wydział BMiZ
Kandydaci na członków
38 dr inż. Olaf Ciszak, adiunkt, Politechnika Poznańska, Wydział BMiZ
LITERATURA
[1] Prace Komisji Budowy Maszyn Poznańskiego Towarzystwa Przyjaciół Nauk z lat 1967-
-2002. [2] Protokoły Komisji Budowy Maszyn PTPN z lat 1967-2007. [3] Protokoły Komisji Budowy Maszyn i Elektrotechniki PTPN z lat 1958-1966. [4] Protokoły Wydziału V Wydziału Nauk Technicznych PTPN z lat 1978-1990.
OUTLINE OF ACTIVITY OF THE MECHANICAL ENGINEERING COMMITTEE OF THE POZNAN SOCIETY FOR THE ADVANCEMENT OF THE ARTS AND SCIENCES
S u m m a r y
In 40-years of the Mechanical Engineering Committee of the Poznań Society for the Ad-
vancement of the Arts and Sciences of the Section of Engineering Science and confirmation by MECPA&S Board, the synthetic summary of the activity of the Committee are presented. In this paper are specified the presidium of the Mechanical Engineering Committee during past forty years. Scientific and publication activities and synthetically treated and the present members of the Committee are presented.
Key words: Mechanical Engineering Committee, historical outline dr hab. inż. Maciej KUPCZYK, prof. nadzw. Instytut Technologii Mechanicznej Politechniki Poznańskiej ul. Piotrowo 3, 60-965 Poznań tel. (061) 6652727, e-mail: [email protected]

M. Kupczyk 26
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
BOGDAN BRANOWSKI
OPTYMALIZACJA W PROJEKTOWANIU SPRĘŻYN
W pracy przedstawiono stan wiedzy i perspektywy rozwoju w zakresie optymalizacji kon-
strukcji sprężyn metalowych. Podano, na tle literatury światowej, wyniki wieloletnich badań wła-snych nad wyborem koncepcji optymalnego rodzaju sprężyny metalowej i poszukiwaniem opty-malnych cech konstrukcji określonej sprężyny lub zespołu sprężyn. Rozpatrzono szczegółowo budowę matematycznych modeli optymalizacji parametrycznej sprężyn. Przedstawiono rozwój metod modelowania matematycznego konstrukcji w obszarach ograniczeń konstrukcji i kryteriów wyboru lub optymalizacji. W krytyce wczesnych rozwiązań zagadnień optymalizacyjnych jedno-kryterialnych podkreślono małą adekwatność modeli konstrukcji uproszczonych do jednej zmien-nej decyzyjnej, dwóch ograniczeń sztywności i wytrzymałości, błędy rozwiązań wynikające z przyjętej metody badania ekstremum funkcji jednej zmiennej oraz małą przydatność praktyczną wyników.
Słowa kluczowe: sprężyny metalowe, optymalizacja konstrukcji
1. STAN BADAŃ W OBSZARZE ANALITYCZNYCH METOD
OPTYMALIZACJI
W dziedzinie poszukiwań optymalnych konstrukcji sprężyn można umownie wyróżnić dwa nurty zagadnień: (1) wyboru koncepcji sprężyny i (2) doboru parametrów konstrukcji sprężyny lub zespołu sprężyn.
Obszar poszukiwań koncepcji jest zazwyczaj zawężony do różnych rodza-jów pojedynczych sprężyn. Porównanie różnych rodzajów sprężyn ma zwykle charakter uproszczonego jednokryterialnego zadania optymalizacyjnego, w któ-rym model matematyczny wyznaczają ograniczenia sztywnościowe i wytrzymałościowe oraz funkcja celu wybrana ze zbioru minimalizowanych stosunków masy sprężyny m lub jej objętości gabarytowej EV do pracy spręży-stej W ( Wm / ; WVE / ) lub do sztywności ( Rm / ; RVE / ). Miary wartości kryterium dla obciążonych quasi-statycznie lub zmiennie sprężyn, zapisane za pomocą porównywalnych cech materiałowych i geometrycznych, tworzą sys-tem oceny. Syntezę wcześniejszych rozwiązań S. Grossa [23], J.T. Gwinna [24], G. Niemanna [37] i A. Vogla [46] dla różnych sprężyn tarczowych, pierścienio-wych, lub prętowych przy ściskaniu, zginaniu lub skręcaniu podał R. Herber [25] i niezależnie dla kryterium zdolności akumulowania energii w objętości

B. Branowski
28
materiału MVW / P. Niepage [38, 39], a w krajowej literaturze przedmiotu upo-wszechnił B. Branowski [5, 12]. Ze względu na złożoność ocen różnych rodza-jów pojedynczych sprężyn o wielu przekrojach można je porównywać tylko ze względu na wskaźnik stosunku Wm / masy sprężyny do zakumulowanej w niej pracy. Oryginalną koncepcję doboru sprężyn za pomocą wskaźników technicz-no-ekonomicznych podał W. Korewa [28]. Rozwija on w tej koncepcji tzw. materiałowe wskaźniki (objętości, masy i kosztu) G. Niemanna [37], przedsta-wione także w polskiej literaturze przedmiotu „podstawy konstrukcji maszyn” (patrz rozdział S. Kocańdy nt. materiałów konstrukcyjnych w pracy zbiorowej [46]) czy późniejszych – z końca XX w. – uogólnień wskaźników w zasady doboru materiałów inżynierskich M.F. Ashby’ego (patrz także polską publikację [20]) na drodze porównań mechanicznych, technologicznych i eksploatacyjnych właściwości materiałów. W pracach B. Branowskiego [5, 13] nad bazami da-nych materiałowych dla sprężyn (druty, pręty, blachy z obszaru normalizacji DIN, PN) wprowadzono kryterialne kodowanie materiałów dla ich wyboru.
Każdy z 60 materiałów został opisany dwoma rodzajami kodów: jakościo-wym i ilościowym. Kod jakościowy składa się z wartości siedmiu atrybutów (np. 1230111) opisujących kolejno właściwości sprężyste (1 – dobre – sprężyny stalowe o małych wymiarach gabarytowych i niskich kosztach), własności tech-nologiczne (2 – zwijane na zimno z drutów miękkich, łatwe do uzyskania złożo-nych kształtów, z wymaganą obróbką cieplną po zwijaniu, bez możliwości uzy-skania napięcia wstępnego zwojów), wytrzymałość statyczną (3 – średnie naprę-żenia – sprężyny naciągowe i skrętowe o złożonych zaczepach), wytrzymałość zmęczeniową (0 – wartość atrybutu nieistotna), wytrzymałość cieplną (1 – nor-malna – temperatury pracy od –60 do 120°C), oddziaływanie środowiska koro-zyjnego na sprężynę bez pokrycia ochronnego (1 – duże) oraz ekonomiczność (1 – bardzo ekonomiczne). Kod ilościowy (semantyczny, 8-atrybutowy) został oparty na wskaźnikach materiałowych G. Niemanna, unormowanych w skali 0–9 punktów z trzema porządkującymi kryteriami: ciężaru ac , objętości vc i kosz-tu kc materiału sprężyny. W przykładowym zapisie kodu 40301011 kolejne jego cyfry (unormowane wartości wskaźników) są związane także z rodzajem obcią-żenia: obciążenie ograniczone wartością naprężeń (quasi-statyczne, zmienne) lub obciążenia ograniczone możliwością przejęcia energii odkształcenia (skręca-jące lub zginające). Porównanie podanego przez konstruktora wybranego wzorca kodu pozwala na wybór materiałów z bazy danych.
Przegląd prac z dziedziny parametrycznej optymalizacji najczęściej stoso-wanych konstrukcji sprężyn śrubowych walcowych naciskowych podał B. Branowski z zespołem [2, 4, 13] i nieco później J. Krużelecki [30], wykorzy-stując m.in. obszerny zbiór prac N.P. Chironisa [18] poświęconych projektowa-niu sprężyn i inne prace [1, 19, 21, 22, 24, 25–27, 31–35, 42–44, 46–48]. W zależności od specyfiki wymagań można wyróżnić optymalizację ze względu

Optymalizacja w projektowaniu sprężyn
29
na długość sprężyny w stanie zmontowanym Il , masę sprężyny sm , energię zmagazynowaną w sprężynie E i objętość sprężyny sV . Inne rozpatrywane za-gadnienie optymalizacyjne to dokładność liniowej czy nieliniowej charaktery-styki funkcjonalnej sprężyny w aspekcie technologicznych możliwości jej kształtowania. W systematyce W. Korewy [28] wyróżnia się siedem tzw. pod-stawowych parametrów pojedynczej sprężyny (d, dDw /= , nl , nF , 12 ssh −= ,
nFF /2=δ , dopkτ ) (gdzie: d – średnica drutu, D – średnia średnica sprężyny, ln – długość sprężyny przy obciążeniu Fn, Fn – maksymalna siła, h – droga pracy sprężyny, s1 i s2 – odpowiednio ugięcie na początku i końcu skoku roboczego, δ – współczynnik wykorzystania obciążenia, F2 – siła na końcu skoku roboczego, τkdop – naprężenia dopuszczalne) i wynikające z nich pochodne parametry, z których część jest znana z warunków zadania (np. dane charakterystyki )(sF funkcjonalnej F1, F2, h) lub operacji na ograniczeniach równościowych (np. sztywność wiążąca zadane parametry funkcjonalne z geometryczno- -materiałowymi )8//()( 3
12 czwGdhFFR =−= (gdzie: R – sztywność sprę-żyny, G – moduł sprężystości poprzecznej, zc – liczba zwojów czynnych), a po-zostałe są poszukiwanymi zmiennymi decyzyjnymi zadania optymalizacyjnego. We wspomnianych pierwszych pracach badania optymalizacyjne oparto na uproszczonym matematycznym modelu konstrukcji sprowadzonym w wyniku uproszczeń do różniczkowego badania ekstremalnej wartości jednej zmiennej decyzyjnej. Nadmierne uproszczenia modelu prowadziły czasem do sprzeczno-ści. Przykładowo dla sprężyn o minimalnej długości w stanie zmontowanym
Ilmin[ rozwiązanie optymalizacyjne H. Schadego (Zeitschrift VDI H. 4, 1956) prowadziło do stosunku sił na charakterystyce 5,2/ 12 =FF , spełnionego z zasto-sowaniem pełnego modelu matematycznego konstrukcji przy wskaźniku spręży-ny ∞== dDw / , co wykazał W. Tryliński [45].
Rozwinięcia przedstawianego zagadnienia [47] optymalizacyjnego Ilmin[ uwzględniające w modelu matematycznym sumę prześwitów międzyzwojnych
,0min >Σa wysokość zwojów biernych sprężyny oraz spadek dopuszczalnych naprężeń stycznych ze wzrostem średnicy drutu patentowanego lub ulepszonego
ατ −⋅= dAdop (gdzie: A – stała zależna od materiału i charakteru obciążenia, α –stała materiałowa) prowadziły niekiedy do uwikłanych zależności. W wyniku porównania na wykresie )(wfX = obliczeniowej wielkości X = f(s,F,G, A,α ), zadanej przez parametry funkcjonalne i cechy materiałowe sprężyny (rys. 1):
)2/(1)2/)1(2/1
)2(2/
)0007,0/()()π8(255,2)0007,0/()4,25/(
ααα
αα
α −−−
−
⋅⋅⋅⋅=AF
GsXn
n

B. Branowski
30
Rys. 1. Przykładowe rozwiązania zadań optymalizacyjnych metodami graficznymi [47]: zmien-ność minimalnych wartości funkcji celu X(w)opt przy optymalizacji masy (krzywe 1), długości
(krzywe 2) i objętości śrubowej walcowej sprężyny naciskowej (krzywe 3) Fig. 1. Example solutions of optimisation problems using graphic methods [47]: variability of
minimum values of the objective function X(w)opt when optimising mass (curves 1), length curves 2) and volume of the compression coil power string (curves 3)
z wielkością X = f(w,α ) uzyskaną w optymalizacji konstrukcji:
]615,0230,1365,1)2/()63()2[(2]615,0230,1365,1)2[(
223)2/(1
223)2/()35(
−+−−−⋅⋅+−⋅−+−⋅+−⋅= −
−−
wwkwwwkwwkwwwwX
ααα
αα
przy współczynniku poprawkowym naprężeń wg Wahla jako funkcji wskaźnika sprężyny )/( dDwk = :
32 )/1()/1(875,0)/1(25,11 wwwk +⋅+⋅+= ;
można uzyskać na wykresie X(w) optymalną wartość wopt, odpowiadającą funk-cji celu długość min ln (na rys. 1 krzywe 2 ciągłe przy 22,0=α dla drutów pa-
Optymalizacja w projektowaniu sprężyn
31
tentowanych i ulepszonych i przerywane przy 0=α dla pozostałych drutów). Dla funkcji celu masa sprężyny smmin[ , krzywe 1 na rys. 1 zbudowano dla:
]46,292,446,5)(2[2]874,169,3095,4)()5[(
232)2/(1
2322)2/()35(
wwwkwwkwwwkwwwX
−+−⋅−⋅−+−⋅−⋅−⋅= −
−−
αα
α
αα;
a dla funkcji celu minimalnej objętości sprężyny min[Vs , krzywe 3 na rys. 1 dla:
⎭⎬⎫
⎩⎨⎧
⎥⎦
⎤⎢⎣
⎡−+−
−+−
−−++−
⎭⎬⎫
⎩⎨⎧ −+−−
−++−
=
−−−−
)615,023,1365,1()2(
4)1()2()23()1()(2
]615,023,1365,1)1([2
)1(3)(2
2222
2222)2/()35(1
)2(
wwα
wwkα
αwwwk
wwwwkα
wwwkwkX
ααα
W tym ostatnim przypadku wszystkie rozwiązania optymalne mieszczą się
w bardzo wąskim zakresie 4,45,2opt ÷=w przy zmianie parametrów założeń projektowych o trzy rzędy wielkości, podczas gdy zakres dopuszczalny wskaź-ników 204 ÷=w . Tak więc uproszczenia modelu matematycznego i wykorzystanie metod graficznych mogą wprawdzie często prowadzić do obli-czeń niezbyt skomplikowanych, jednak bez znaczenia inżynierskiego (vide sprę-żyna wiatrówki o wopt = 4 przy funkcji-kryterium min[Vs). Do rozwiązywania tego typu zadań metodami graficznymi można także wykorzystywać bardziej złożone modele. W pracy B. Branowskiego [5] pokazano przykład rozwiązania zadania optymalizacji przy kryterium masa sprężyny na płaszczyźnie zmiennych decyzyjnych dla średniej średnicy sprężyny D i średnicy drutu d . Model mate-matyczny konstrukcji zawiera siedem ograniczeń konstrukcyjnych, sztywno-ściowych, wytrzymałościowych, wyboczeniowych i technologicznych oraz funkcję celu. Niestety, tego typu proste metody wyznaczania obszaru rozwiązań dopuszczalnych i położenia rozwiązania optymalnego nie mają charakteru roz-wiązania ogólnego i są związane z parametrami konkretnego zadania projekto-wego.
2. STAN BADAŃ W OBSZARZE KOMPUTEROWYCH METOD
OPTYMALIZACJI
Zdaniem autora wszystkie wcześniejsze zalecenia w zakresie doboru opty-malnych cech konstrukcyjnych sprężyny oparte na uproszczonych metodach parametrycznej optymalizacji jednokryterialnej wymagają współcześnie weryfi-kacji metodami komputerowymi przy całościowych modelach opartych na bie-żącym stanie wiedzy. W tym artykule skupiono uwagę na krajowych pracach z obszaru optymalizacji parametrycznej sprężyn. W tabeli 1 scharakteryzowano przykładowe prace z ośrodka poznańskiego (zespół B. Branowskiego).
B. Branowski
32
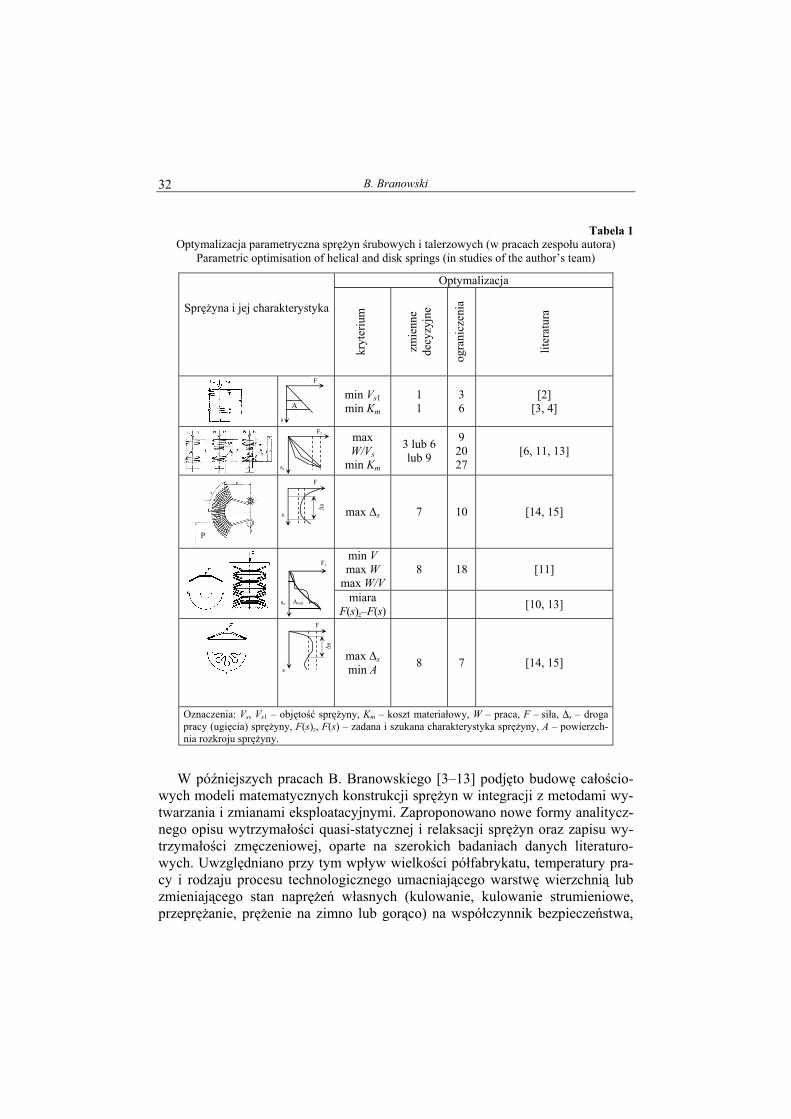
Tabela 1
Optymalizacja parametryczna sprężyn śrubowych i talerzowych (w pracach zespołu autora) Parametric optimisation of helical and disk springs (in studies of the author’s team)
Sprężyna i jej charakterystyka
Optymalizacja
kr
yter
ium
zmie
nne
de
cyzy
jne
ogra
nicz
enia
liter
atur
a
min Vs1 min Km
1 1
3 6
[2] [3, 4]
max W/Vs
min Km
3 lub 6 lub 9
9 2027
[6, 11, 13]
max Δs 7 10 [14, 15]
min V max W
max W/V8 18 [11]
miara F(s)z–F(s) [10, 13]
max Δs min A 8 7 [14, 15]
Oznaczenia: Vs, Vs1 – objętość sprężyny, Km – koszt materiałowy, W – praca, F – siła, Δs – droga pracy (ugięcia) sprężyny, F(s)z, F(s) – zadana i szukana charakterystyka sprężyny, A – powierzch-nia rozkroju sprężyny.
W późniejszych pracach B. Branowskiego [3–13] podjęto budowę całościo-
wych modeli matematycznych konstrukcji sprężyn w integracji z metodami wy-twarzania i zmianami eksploatacyjnymi. Zaproponowano nowe formy analitycz-nego opisu wytrzymałości quasi-statycznej i relaksacji sprężyn oraz zapisu wy-trzymałości zmęczeniowej, oparte na szerokich badaniach danych literaturo-wych. Uwzględniano przy tym wpływ wielkości półfabrykatu, temperatury pra-cy i rodzaju procesu technologicznego umacniającego warstwę wierzchnią lub zmieniającego stan naprężeń własnych (kulowanie, kulowanie strumieniowe, przeprężanie, prężenie na zimno lub gorąco) na współczynnik bezpieczeństwa,
P
A
F
s
Fz
sz
F
s
Δs
Fz
sz Azad
F
s
Δs

Optymalizacja w projektowaniu sprężyn
33
dokładność odwzorowania charakterystyki czy trwałość sprężyny. Potrzeby nowego podejścia do modelowania wynikały z wcześniejszych badań sprężyn przemysłowych – zbyt wąskie formułowanie zadań projektowych dla zbyt wytę-żonych wytrzymałościowo lub relaksacyjnie sprężyn przy braku świadomości ograniczeń realizacyjnych było główną przyczyną niskiej jakości sprężyn. W koncepcji autora wzbogacenie modeli optymalizacyjnych o nowe ogranicze-nia czy kryteria z wykorzystaniem komputerowych metod rozwiązywania okre-ślonego zadania optymalizacyjnego o zadanych parametrach powinno zasadni-czo zmienić położenie optymalnego punktu (konstrukcji) w przestrzeni zmien-nych decyzyjnych. Wprowadzono do literatury przedmiotu zależności ujmujące: − zależność naprężeń dopuszczalnych od średnicy drutu d „twardego” (paten-
towanego lub ulepszonego) w postaci idCRC imβατ −⋅⋅=⋅=dop [N/mm2],
gdzie: mR – wytrzymałość na rozerwanie drutu, i – wskaźnik zakresu średnic drutu d (i = 1 dla xdd ≤ , i = 2 dla xdd > ), iα , iβ i xd – stałe materiało-we, C – stała stanu wytężenia wytrzymałościowego sprężyny, jej przepręża-nia lub osadzania ( 5,0...1,0=C , zwykle 5,0=C dla sprężyn naciskowych),
− statystyczny opis kosztu jednostkowego w postaci analitycznej n
j dak ⋅= [zł/mb], gdzie a i n – stałe materiałowe. W pracach B. Branowskiego poszukiwano konstrukcji sprężyny optymalnej
ze względu na minimalną objętość sprężyny na początku skoku roboczego sIV [2] i nowe, ważne w masowej produkcji sprężyn kryterium kosztu materiałowe-go sprężyny mK [3, 4]. Przy rozbudowaniu ograniczeń matematycznego modelu konstrukcji obliczenia numeryczne prowadzono ze wspomaganiem komputero-wym (maszyna cyfrowa Odra 1013) w szerokim zakresie zmieniających się pa-rametrów zadania. Stwierdzono przy kryterium min [l1, że optymalne wskaźniki sprężyny (wopt = 2,5÷3,5) mało różnią się od wyników (wopt = 2,4÷3,8) K. Weis-sa [47], natomiast nowy model i wyniki optymalizacji ze względu nowe kryte-rium min[Km weszły do obiegu literatury światowej [34, 35]. W latach 1986- -1989 opracowano i rozwiązano wiele zadań polioptymalizacji sprężyn w syste-mie CAD–SPRINGS–87 zbudowanym w ramach problemu resortowego PR I.06 „Komputerowe wspomaganie projektowania konstrukcji, technologii oraz wy-twarzania” [6–11, 13]. W tych nieliniowych zadaniach projektowania ze zmien-nymi ciągło-dyskretnymi, rozwiązywanych z użyciem komputerów osobistych, nie można było już przeprowadzać syntezy wyników dla tworzenia podstaw projektowania sprężyn. Przeprowadzono polioptymalizację pojedynczych sprę-żyn naciskowych ze względu na zbiór kryteriów: (1) masa sprężyny mQ, (2) koszt materiałowy sprężyny Km, (3) długość sprężyny w stanie zmontowanym l1, (4) objętość sprężyny w stanie zmontowanym V1 i (5) wykonawcze odchyłki siły APN w szerokim zakresie zmian wektora wag gi unormowanych wartości po-szczególnych kryteriów ki zbiorczego kryterium ∑ ⋅= ii kgK [13]. W innym

B. Branowski
34
zadaniu optymalizacji hierarchicznej dwuetapowo poszukiwano parametrów sprężyny optymalnej w zbiorze trzech sprężyn (pojedyncza sprężyna, 2- i 3- -elementowa sprężyna zespołowa o połączeniu równoległym) ze względu na kryterium techniczne stosunku pracy do objętości sprężyny (A/V), a następnie dokonano wyboru konstrukcji ze względu na ekonomiczne kryterium kosztu materiałowego zespołu sprężyn. W wyniku tych prac udowodniono, że powszechnie stosowane w literaturze przedmiotu założenie o stałej wartości optymalnego wskaźnika wi = Di/di = const każdej sprężyny zespołu nie jest słuszne (przy kryterium stosunku pracy do objętości (A/V) sprężyny przyjmowa-no wopt = 2,9; 3,25; 3,5, odpowiednio dla jednej, dwóch i trzech sprężyn w ze-spole) i że stosowanie zespołu sprężyn śrubowych o liczbie sprężyn powyżej dwóch jest niecelowe zarówno z racji technicznych, jak i ekonomicznych [6, 11, 13]. W obliczeniach konstrukcyjnych w systemie CAD–SPRITE–88 sprężyn śrubowych [13] stwierdzono przy testowaniu, że zbiory rozwiązań dopuszczal-nych )30020 ≤≤ N są liczne, a zgrubna analiza i ocena wariantów przez użyt-kownika systemu jest nieefektywna ze względu na pracochłonność. W celu zmniejszenia liczności zbioru rozwiązań wprowadzono system wyboru. W zbiorze 11 kryteriów Ki wyboru (np. parametry jednoargumentowe d, zc, w, Dz, Li lub dwuargumentowe dop/ττ , mm /min , VV /min ) ustala się nowe prze-działy zmienności Kimin÷Kimax jednego lub kilku kryteriów na podstawie bazy wiedzy (optymalizacja, realizowalność fizyczna, poprawność fizykalna [12, 13]) i zawężające obszar rozwiązań dopuszczalnych, co przyśpiesza podejmowanie decyzji projektowych.
W rozwiązywaniu zagadnień optymalizacyjnych sprężyn oprócz metod lo-sowych CRS i deterministycznych Neldera-Meada i Complex optymalizacji globalnej i lokalnej we własnym systemie optymalizacyjnym CAD-SPRINGS stosowano także metody heurystycznych poszukiwań optymalnej konstrukcji zespołowej sprężyny talerzowej. W skończonej przestrzeni zbiorów struktur szeregowych i równoległych połączeń oraz elementów katalogowych konstruk-cji pojedynczych sprężyn poszukiwano zespołu sprężyn o minimalnej rozbież-ności między wejściową zadaną charakterystyką nieliniową a wyjściową charak-terystyką zespołu (zadanie odwrotne projektowania). Metody heurystyczne za-stosowano w celu zredukowania wielkiej przestrzeni poszukiwań i zmniejszenia trudności w algorytmizacji nietrywialnego zagadnienia. Procedury wnioskowa-nia doradczego oparto na bazie heurystyk i skończonej liczbie algorytmów po-szukiwań (16 algorytmów wybranych z repertuaru 56 algorytmów). Na ich pod-stawie rozwiązano szereg zadań, które prezentowano na kolejnych Sympozjo-nach PKM (XII i XIII), a syntezę przedstawiono w pracach [10, 13].
Rozwiązano także problem poszukiwań optymalnej konstrukcji sprężyny ta-lerzowej z wycięciami (tzn. układu równolegle połączonych sprężyn płaskich sztywno połączonych z obrzeżem normalnej sprężyny talerzowej w monolitycz-ną konstrukcję) [14, 15] o kryteriach: funkcjonalnym (maksymalnej długości
Optymalizacja w projektowaniu sprężyn
35
„stałosiłowego” odcinka charakterystyki w zadanym paśmie obciążeń) i techno-logicznym (minimalnej powierzchni wykrawania). Zaznaczyć należy, że właściwość stosunkowo długiego odcinka ugięcia stałosiłowego tych sprężyn jest wykorzystywana m.in. w sprzęgłach samochodowych do samokompensacji zmian momentu tarcia wywołanych zużyciem. W zadaniu występują cztery zmienne decyzyjne ciągłe i trzy dyskretne. Uzyskane rozwiązanie optymalne było o 30% lepsze pod względem drogi ugięcia „stałosiłowego” aniżeli znane z literatury przedmiotu.
Rozpatrzono także podobne zagadnienie optymalizacyjne [14, 15] dla nieli-niowej stałosiłowej sprężyny śrubowej z napiętymi wstępnie zwojami, której charakterystyka wykazuje trzy obszary: o ujemnej, zerowej i dodatniej sztywno-ści przy wzroście ugięcia. Funkcją celu była maksymalizacja drogi ugięcia robo-czego w zadanym paśmie obciążenia Fmin–Fmax. W zadaniu występuje siedem zmiennych decyzyjnych, a model matematyczny konstrukcji zawiera, oprócz funkcji celu, dziesięć ograniczeń.
Ostatnia praca B. Branowskiego [16] jest poświęcona inteligentnym kon-strukcjom zespołów różnicowych sprężyn śrubowych do pracy w wysokiej tem-peraturze, wykazującym właściwości samokompensacji zmian relaksacyjnych charakterystyki zespołu i koncepcji napędu liniowego opartego na działaniu układu różnicowego ze śrubowymi sprężynami z materiału z pamięcią kształtu SMA i konwencjonalnego materiału w warunkach wielokrotnych zmian tempe-ratury.
W Polsce napisano dwie rozprawy habilitacyjne (B. Branowski [13] i J. Krużelecki [30] poświęcone zagadnieniom optymalizacji konstrukcji sprę-żyn. W pracy J. Krużeleckiego rozwiązano problem kształtowania optymalnego z uwagi na stateczność ściskanych sprężyn śrubowych o zmiennym kącie wznio-su i zmiennym promieniu, stosując wariacyjną i parametryczną metodę optyma-lizacji.
3. PERSPEKTYWY
Zamierza się rozszerzyć problematykę optymalizacji konstrukcji sprężyn o zagadnienia analizy strukturalnej MES, a zwłaszcza nieparametrycznej opty-malizacji topologicznej. Pozwoli to przykładowo na optymalne ukształtowanie postaci konstrukcyjnej (owalna, wzdłużna, okrągła, półokrągła) i wymiarów wykroju, czyli strefy przejścia sprężyn płaskich w powłokę sprężyny talerzowej w rozciętych sprężynach talerzowych z odgiętymi listkami. Przedmiotem obec-nie prowadzonych prac jest także optymalizacja sprężyn mechanizmów odcią-żających przy niekonwencjonalnym obciążeniu zginaniem i skręcaniem (np. śrubowych walcowych sprężyn skrętowych z napięciem wstępnym zwojów dla uzyskania szerokiej pętli histerezy charakterystyki).

B. Branowski
36
LITERATURA
[1] Agrawal G.K., Minimum weight springs, Machine Design, 1975, 26, 55. [2] Branowski B., Pastwa K., Pawlak J., Optymalizacja konstrukcyjna śrubowych sprężyn
naciskowych, Zeszyty Naukowe Politechniki Poznańskiej, Mechanika, 1974, nr 15, s. 3-21. [3] Branowski B., Optymalizacja konstrukcyjna śrubowych sprężyn walcowych o minimalnym
koszcie, Zeszyty Naukowe Politechniki Łódzkiej, 1975, nr 240, s. 155-164. [4] Branowski B., Wahl der optimalen Konstruktionsparameter von Schraubenfedern unter
Beruecksichtigung der minimalen Kosten oder Baumassen, Teil I – Draht 31 (1980) 2, s. 67- -69, Teil II – Draht 32 (1981) 6, s. 303-305.
[5] Branowski B., Metalowe elementy sprężyste, Warszawa, PWN 1988. [6] Branowski B., Józefowicz W., Wiśniewska E., On global optimum search in CAD of
springs, in: Proceedings Intern. AMSE „Modelling &Simulation”, AMSE Press, 1988, vol. 1B, s. 181-192.
[7] Branowski B., Józefowicz W., Heuristic strategy in some combinatorial problems of spring design, in: Proceedings Intern. AMSE „Modelling &Simulation”, AMSE Press, 1988, vol. 1B, s. 193-206.
[8] Branowski B., Józefowicz W. i in., Poszukiwania optymalnej konstrukcji zespołowej sprę-żyny talerzowej, Zeszyty Naukowe Politechniki Poznańskiej, Maszyny Robocze i Pojazdy, 1989, nr 33, s. 97-108.
[9] Branowski B., Pankowski T., Projektowanie konstrukcji katalogowych w systemie CAD sprężyn, Zeszyty Naukowe Politechniki Poznańskiej, Maszyny Robocze i Pojazdy, 1989, nr 33, s. 109-128.
[10] Branowski B., Józefowicz W., Leśniewski J., Design of grouped disc springs in expert and opimizing system, in: Proc. Intern. Conf. on CIM, Zeszyty Naukowe Politechniki Śląskiej, Mechanika, 1992, z. 108, s. 25-32.
[11] Branowski B., Józefowicz W., An attempt of a decision support in spring design, in: Intern. Conf. on CIM, Zeszyty Naukowe Politechniki Śląskiej, Mechanika, 1992, z. 108, s. 33-42.
[12] Branowski B., Sprężyny metalowe, Warszawa, PWN 1997. [13] Branowski B., Metody syntezy i poszukiwań projektowych konstrukcji sprężyn, Poznań,
Wyd. Politechniki Poznańskiej 1990. [14] Branowski B., Rogala M., Torzyński D., Sprężyny stałosiłowe, in: Materiały Konferencji
Naukowej „Badania dla meblarstwa”, Poznań, Wyd. Akademii Rolniczej w Poznaniu 1994. [15] Branowski B., Józefowicz W., Rogala M., Torzyński D., Próba syntezy projektowania
sprężyn stałosiłowych, in: Materiały IX Konferencji „Metody i środki projektowania wspo-maganego komputerowo”, Warszawa, Politechnika Warszawska 1993.
[16] Branowski B., Intelligent structures of springs, Journal of Theoretical and Applied Mechan-ics, 2000, 3, 38.
[17] Buttler Kh., Reibungsfedern Bauart Ringfeder im Maschinenbau, Konstruktion 22, 1970, H. 4. [18] Chironis N.P. (red.), Spring Design and Application, New York, Mc Graw-Hill 1961. [19] Dilpare A.L., Maximum work spring, Machine Design, 1968, No. 16. [20] Dobrzański L.A., Zasady doboru materiałów inżynierskich, Gliwice, Wyd. Politechniki
Śląskiej 2000. [21] Erisman R.J., Optimum design of helical compression springs, Trans. ASME, Journ. of
Eng. Industry, 1960. [22] Fortinov L.G., Opredelenie optimal’nyh parametrov vintovyh cilindričeskih pružin proiz-
vol’noj žëstkosti, Vestnik Mašinostroeniâ, 1974, 8. [23] Gross S., Berechnung und Gestaltung von Metallfedern, Berlin, Springer 1951. [24] Gwinn J.T., Storing Energy in Springs, Machine Design, 1964, 36, 8. [25] Herber R., Gratzer J., Berechnen hochleistungsfaehiger Schraubenfedern, Maschinenwelt
und Elektrotechnik, 1964, Nr. 1, 19.
Optymalizacja w projektowaniu sprężyn
37
[26] Herber R., Optimale Metallfedern, Maschinenbautechnik, 1968 (17), 6. [27] Hinkle R.T., Jr Morse I.E, Design of helical springs for minimum weight, volume and
lenght, Tran ASME, Journ. of Eng. for Industry,1959, 81. [28] Korewa W., Obliczanie sprężyn śrubowych naciskowych za pomocą techniczno-
-ekonomicznych wskaźników, Przegląd Mechaniczny, 1963, nr 15. [29] Krużelecki J., Optimal design of helical springs, Mech. Teor. i Stosow, 1990, 29. [30] Krużelecki J., Problematyka optymalnego kształtowania ściskanych sprężyn śrubowych
przy warunkach stateczności, Monografia nr 143, Kraków, Politechnika Krakowska 1992. [31] Łysakowski E., Optymalizacja konstrukcji sprężyn śrubowych z drutu okrągłego pod
względem ciężaru, Sprawozdanie z badań Instytutu Mechaniki Stosowanej Politechniki Warszawskiej nr B-102/2NB/74, Warszawa 1974.
[32] Manojlenko V.V., Rasčët naibol’šego rabočego hoda pružin i naimien’šej dliny cilindr-ičeskih pružin šatiâ, Vestnik Mašinostroitielâ, 1965, 7.
[33] Marsella G., Gestaltnutzwert und Gewichtnutzwert metallischer Federn, Draht 43, 1992, 3, s. 286-288.
[34] Meissner M., Beitrag zur Parameteroptimierung von Federn, Draht 44, 1993, 6, s. 365-368. [35] Meissner M., Schortcht H.J., Metallfedern, Berlin, Springer 1997. [36] MUBEA – Tellerfedern Handbuch Muhr und Bender Attendorn 1987. [37] Niemann G., Maschinenelemente Bd.1, Berlin, Springer 1960. [38] Niepage P., Muhr K.H., Nutzwerte der Tellerfeder in Vergleich mit Nutzwerten anderer
Federarten, Konstruktion, 1967, 19, 4. [39] Niepage P., Berechnung von Federn von Stahl, Vortrag in der Technischen Akademie Wup-
perthal 1968 (maszynopis). [40] Osinski Z., Wróbel J., Teoria konstrukcji maszyn, Warszawa, PWN 1982. [41] Podstawy konstrukcji maszyn, cz. 1, Warszawa, WNT 1971. [42] Rao Ramamohana A., Optimum design of round wire compression springs, Journ. Inst.
Eng. (India) Mech. Eng. Wiv., 1972, 53, 1. [43] Sosterics L., Koerszelvenyu hengeres csavarrungok meretezese minimalis ertekekre, Jarmu-
vek, Mezoe gazdasagi Gepek, 1973, 20, 7. [44] Tebielev B., Rasčët cilindričeskih vintovyh pružin šatia minimal’noj rabočej dliny, Vestnik
Mašinostroeniâ, 1960, 6. [45] Tryliński W., Drobne mechanizmy i przyrządy precyzyjne, Warszawa, WNT 1964. [46] Vogel A., Federn kleinsten Werkstoffaufwandes, Automobiltechnische Zeitschrift, 1948, 50, 4. [47] Weiss K., Helical compression springs, Machine Design, 1962, 34, 28. [48] Willms V., Gewichtoptimales Auslegen kaltgeformter zylindrischer Schraubenfedern unter
statischer Belastung, Werkstatt und Betrieb, 1982, 115, 3, s. 197-201.
Recenzent: dr hab inż Maciej Kupczyk, prof. nadzw.
OPTIMIZATION IN SPRING DESIGN
S u m m a r y
The paper concerns the state of the art and the progress perspectives in the area of spring de-
sign optimization. The results of long term own investigations are presented and compared with international bibliography of the subject. The structure of mathematical models used in spring parametric optimization is examined more precisely.
Key words: springs, optimization

B. Branowski
38
prof. dr hab. inż. Bogdan BRANOWSKI, prof. zw. PP Politechnika Poznańska, Instytut Silników Spalinowych i Transportu, Zakład Metod Projektowania Maszyn, ul. Piotrowo 3, 61-138 Poznań, tel. (48 61) 665 2256, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
OLAF CISZAK
KOMPUTEROWO WSPOMAGANE MODELOWANIE
I SYMULACJA PROCESÓW PRODUKCYJNYCH
W pracy przedstawiono metodę komputerowego modelowania i symulacji procesów technolo-
gicznych stosowaną w przemyśle maszynowym. Omówiono podstawowe etapy opracowywania modelu symulacyjnego tego procesu z uwzględnieniem niezbędnych informacji i danych wejścio-wych. Zaproponowano do tego celu współczesne komputerowe programy symulacyjne wspoma-gające te działania.
Słowa kluczowe: proces produkcyjny, modelowanie, symulacja
1. WPROWADZENIE
Proces produkcyjny obejmuje wszystkie fazy przetwarzania surowców, mate-
riałów i półwyrobów w wyroby końcowe o założonej jakości finalnej. Obejmuje on procesy technologiczne i pomocnicze związane bezpośrednio (np. obróbka, montaż) i pośrednio (np. przygotowanie surowca, magazynowanie, transport, pakowanie) z nadawaniem wyrobowi cech, od których zależy jego jakość koń-cowa. Jest więc oczywiste, że projektowanie procesu produkcyjnego, będące działaniem wieloetapowym, ma decydujący wpływ na cenę oraz jakość wyro-bów. Odpowiednio zaprojektowane procesy produkcyjne wymagają więc mię-dzy innymi połączenia we właściwych proporcjach, w czasie i przestrzeni, pro-cesów podstawowych i pomocniczych, przygotowania produkcji i sterowania, a także racjonalnej organizacji zapewniającej ciągłość i rytmiczność produkcji poprzez eliminowanie wszelkiego typu zakłóceń. Do zadań racjonalizacji i optymalizacji procesów produkcyjnych należy więc podchodzić indywidualnie, uwzględniając specyfikę przedsiębiorstwa, rodzaj wyrobów, potencjał ludzki, możliwości finansowe i wiele innych czynników. Przedsiębiorstwa, które chcą odnosić sukcesy w swojej branży, pozyskiwać nowych klientów, zwiększać asortyment (nowe konstrukcje i wersje wyrobów) i efektywność produkcji (skrócenie serii produkcyjnych i reakcja na zapotrzebowanie rynku), zobligowa-ne są do stosowania systemów komputerowych do modelowania i symulacji procesów produkcyjnych, w tym do ich planowania i do sterowania nimi – CAPP (ang. Computer Aided Production Planning).
O. Ciszak 40
Proces technologiczny, będący częścią procesu produkcyjnego tej samej części lub wyrobu, może być wykonywany według różnych wariantów, różniących się między sobą między innymi wykorzystywanym wyposażeniem technologicznym (maszyny, urządzenia, oprzyrządowanie), pracochłonnością, kosztem, skompliko-waniem ruchów montażowych, kolejnością czynności, zabiegów i operacji, co w konsekwencji często prowadzi do ich lepszej lub gorszej jakości użytkowej. W niniejszej pracy przedstawiono współczesne metody modelowania i symulacji z wykorzystaniem komputerowych systemów wspomagających te działania, które umożliwiają wyznaczenie różnych wariantów procesu oraz ich ocenę pozwalającą ustalić najkorzystniejszy z nich. Duża liczba możliwych wariantów procesu wyma-ga opracowania modeli komputerowych oraz symulacji działania, co w konsekwen-cji powinno prowadzić do wyboru wariantu najkorzystniejszego z punktu widzenia przyjętych kryteriów.
2. MODELOWANIE I SYMULACJA SYSTEMÓW PRODUKCYJNYCH
Metody modelowania i symulacji stosuje się wtedy, gdy uzyskanie rozwiązania me-
todami analitycznymi jest zbyt skomplikowane lub niemożliwe, a bezpośrednie ekspe-rymentowanie na praktycznym (fizycznym) modelu jest zbyt pracochłonne, niebez-pieczne i kosztowne. Modelowanie stosuje się także wtedy, gdy inne metody nie dają wymaganego poziomu pewności, że rzeczywisty system wytwórczy będzie zachowy-wał się zgodnie z przyjętymi założeniami modelu teoretycznego (wirtualnego).
Modelowanie i symulacja procesów wytwarzania, w tym także montażu, umoż-liwia ich analizę oraz prześledzenie funkcjonowania wybranego obiektu (stanowi-ska, operacji, zabiegu, czynności, transportu, stanu magazynów, zakłóceń itd.), trwa-jącego niekiedy wiele lat, w ciągu zaledwie kilku minut. Pozwala przeprowadzić weryfikację przyjętych założeń przed ich zastosowaniem, a także określić nieprawi-dłowości, jakie mogą wystąpić w czasie eksploatacji, w tym szczególnie słabe punk-ty projektowanego lub realizowanego systemu produkcyjnego [3].
Modelowanie i symulacja procesu produkcyjnego polega na tworzeniu kompute-rowego wirtualnego modelu rzeczywistego systemu wytwórczego, na którym prze-prowadza się szereg eksperymentów. W wyniku symulacji uzyskuje się zestawy raportów, dzięki którym opracowuje się dalsze działania, np. dokonuje się wyboru formy organizacyjnej stanowisk produkcyjnych (szeregowa, równoległa, szerego-wo-równoległa) lub rodzaju i liczby środków transportowych, w tym także progra-mu zmian, jakich można dokonać w istniejącym systemie, aby uzyskać założony efekt (np. wydajność produkcji, skrócenie cyklu produkcyjnego). Badany model systemu produkcyjnego można udoskonalić i przeprowadzać kolejne symulacje dla różnych jego wariantów i ustawień (nowe maszyny lub stanowiska montażowe, różna liczba wielowariantowych wyrobów, pojemność magazynów międzystanowi-skowych (tzw. buforów), przewidywane zakłócenia i przerwy związane np. z kon-serwacją i remontami maszyn oraz ich awaryjnością itd.). W analizach można po-
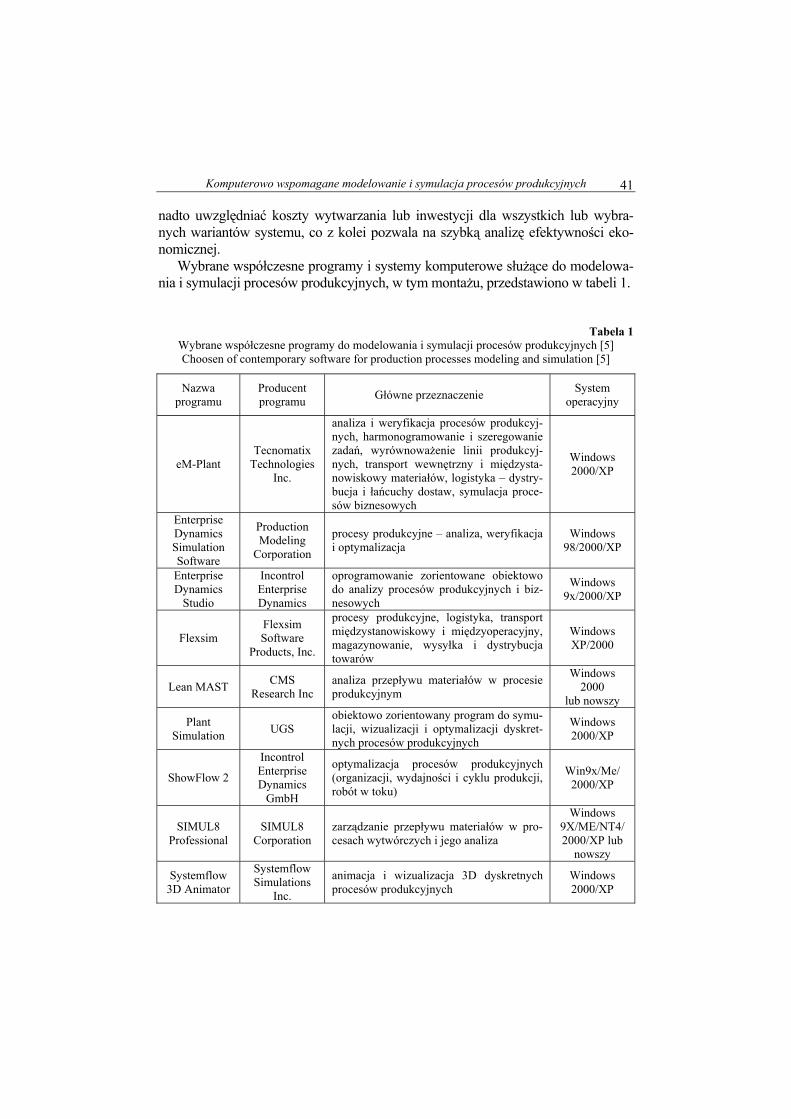
Komputerowo wspomagane modelowanie i symulacja procesów produkcyjnych 41
nadto uwzględniać koszty wytwarzania lub inwestycji dla wszystkich lub wybra-nych wariantów systemu, co z kolei pozwala na szybką analizę efektywności eko-nomicznej.
Wybrane współczesne programy i systemy komputerowe służące do modelowa-nia i symulacji procesów produkcyjnych, w tym montażu, przedstawiono w tabeli 1.
Tabela 1 Wybrane współczesne programy do modelowania i symulacji procesów produkcyjnych [5] Choosen of contemporary software for production processes modeling and simulation [5]
Nazwa programu
Producent programu Główne przeznaczenie System
operacyjny
eM-Plant Tecnomatix
Technologies Inc.
analiza i weryfikacja procesów produkcyj-nych, harmonogramowanie i szeregowanie zadań, wyrównoważenie linii produkcyj-nych, transport wewnętrzny i międzysta-nowiskowy materiałów, logistyka – dystry-bucja i łańcuchy dostaw, symulacja proce-sów biznesowych
Windows 2000/XP
Enterprise Dynamics Simulation Software
Production Modeling
Corporation
procesy produkcyjne – analiza, weryfikacja i optymalizacja
Windows 98/2000/XP
Enterprise Dynamics
Studio
Incontrol Enterprise Dynamics
oprogramowanie zorientowane obiektowo do analizy procesów produkcyjnych i biz-nesowych
Windows 9x/2000/XP
Flexsim Flexsim Software
Products, Inc.
procesy produkcyjne, logistyka, transport międzystanowiskowy i międzyoperacyjny, magazynowanie, wysyłka i dystrybucja towarów
Windows XP/2000
Lean MAST CMS Research Inc
analiza przepływu materiałów w procesie produkcyjnym
Windows 2000
lub nowszy
Plant Simulation UGS
obiektowo zorientowany program do symu-lacji, wizualizacji i optymalizacji dyskret-nych procesów produkcyjnych
Windows 2000/XP
ShowFlow 2
Incontrol Enterprise Dynamics
GmbH
optymalizacja procesów produkcyjnych (organizacji, wydajności i cyklu produkcji, robót w toku)
Win9x/Me/ 2000/XP
SIMUL8 Professional
SIMUL8 Corporation
zarządzanie przepływu materiałów w pro-cesach wytwórczych i jego analiza
Windows 9X/ME/NT4/ 2000/XP lub
nowszy
Systemflow 3D Animator
Systemflow Simulations
Inc.
animacja i wizualizacja 3D dyskretnych procesów produkcyjnych
Windows 2000/XP
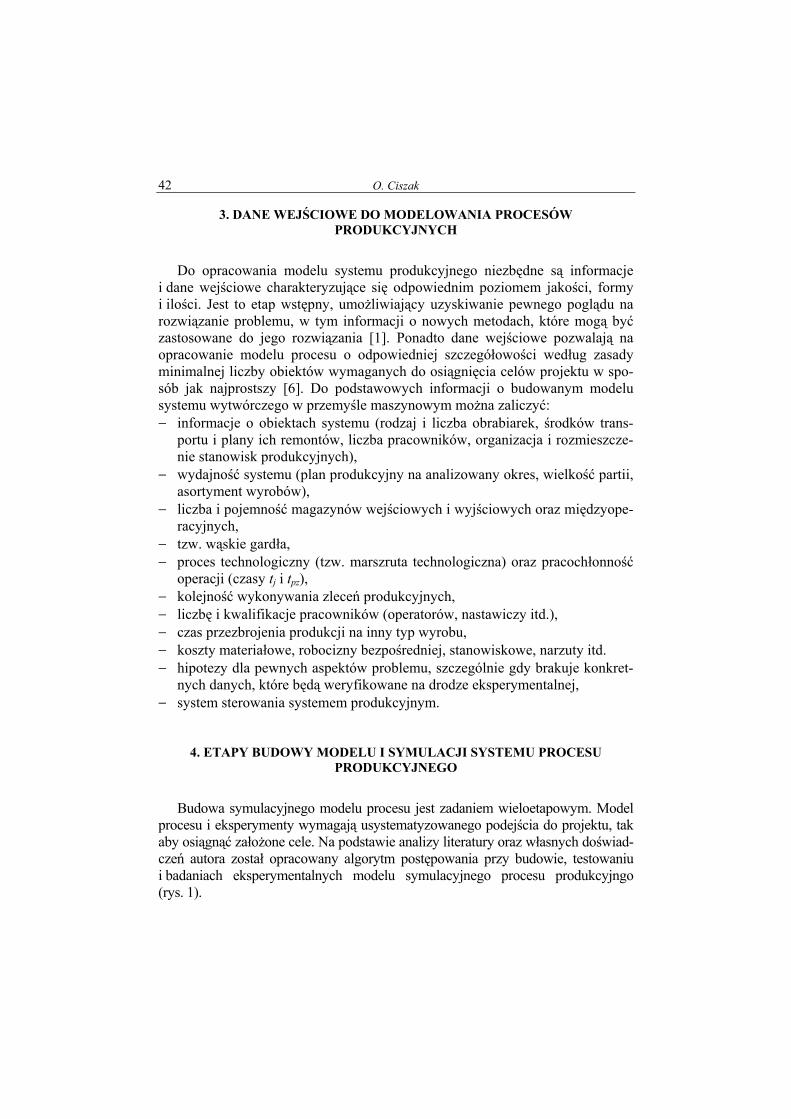
O. Ciszak 42
3. DANE WEJŚCIOWE DO MODELOWANIA PROCESÓW PRODUKCYJNYCH
Do opracowania modelu systemu produkcyjnego niezbędne są informacje
i dane wejściowe charakteryzujące się odpowiednim poziomem jakości, formy i ilości. Jest to etap wstępny, umożliwiający uzyskiwanie pewnego poglądu na rozwiązanie problemu, w tym informacji o nowych metodach, które mogą być zastosowane do jego rozwiązania [1]. Ponadto dane wejściowe pozwalają na opracowanie modelu procesu o odpowiedniej szczegółowości według zasady minimalnej liczby obiektów wymaganych do osiągnięcia celów projektu w spo-sób jak najprostszy [6]. Do podstawowych informacji o budowanym modelu systemu wytwórczego w przemyśle maszynowym można zaliczyć: − informacje o obiektach systemu (rodzaj i liczba obrabiarek, środków trans-
portu i plany ich remontów, liczba pracowników, organizacja i rozmieszcze-nie stanowisk produkcyjnych),
− wydajność systemu (plan produkcyjny na analizowany okres, wielkość partii, asortyment wyrobów),
− liczba i pojemność magazynów wejściowych i wyjściowych oraz międzyope-racyjnych,
− tzw. wąskie gardła, − proces technologiczny (tzw. marszruta technologiczna) oraz pracochłonność
operacji (czasy tj i tpz), − kolejność wykonywania zleceń produkcyjnych, − liczbę i kwalifikacje pracowników (operatorów, nastawiczy itd.), − czas przezbrojenia produkcji na inny typ wyrobu, − koszty materiałowe, robocizny bezpośredniej, stanowiskowe, narzuty itd. − hipotezy dla pewnych aspektów problemu, szczególnie gdy brakuje konkret-
nych danych, które będą weryfikowane na drodze eksperymentalnej, − system sterowania systemem produkcyjnym.
4. ETAPY BUDOWY MODELU I SYMULACJI SYSTEMU PROCESU
PRODUKCYJNEGO
Budowa symulacyjnego modelu procesu jest zadaniem wieloetapowym. Model
procesu i eksperymenty wymagają usystematyzowanego podejścia do projektu, tak aby osiągnąć założone cele. Na podstawie analizy literatury oraz własnych doświad-czeń autora został opracowany algorytm postępowania przy budowie, testowaniu i badaniach eksperymentalnych modelu symulacyjnego procesu produkcyjngo (rys. 1).
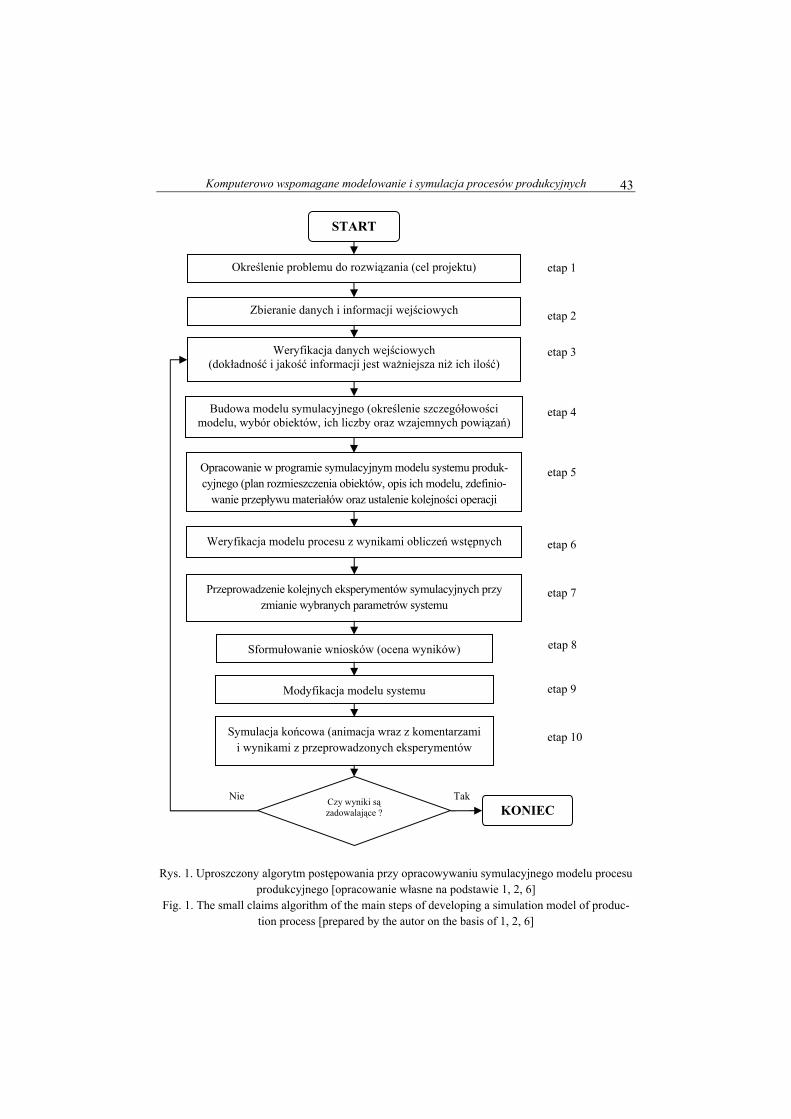
Komputerowo wspomagane modelowanie i symulacja procesów produkcyjnych 43
Rys. 1. Uproszczony algorytm postępowania przy opracowywaniu symulacyjnego modelu procesu produkcyjnego [opracowanie własne na podstawie 1, 2, 6]
Fig. 1. The small claims algorithm of the main steps of developing a simulation model of produc-tion process [prepared by the autor on the basis of 1, 2, 6]
START
Określenie problemu do rozwiązania (cel projektu)
Zbieranie danych i informacji wejściowych
Weryfikacja danych wejściowych (dokładność i jakość informacji jest ważniejsza niż ich ilość)
Budowa modelu symulacyjnego (określenie szczegółowości modelu, wybór obiektów, ich liczby oraz wzajemnych powiązań)
Opracowanie w programie symulacyjnym modelu systemu produk-cyjnego (plan rozmieszczenia obiektów, opis ich modelu, zdefinio-
wanie przepływu materiałów oraz ustalenie kolejności operacji
Weryfikacja modelu procesu z wynikami obliczeń wstępnych
Przeprowadzenie kolejnych eksperymentów symulacyjnych przy zmianie wybranych parametrów systemu
Sformułowanie wniosków (ocena wyników)
Modyfikacja modelu systemu
Symulacja końcowa (animacja wraz z komentarzami i wynikami z przeprowadzonych eksperymentów
KONIEC
etap 1
etap 2
etap 3
etap 4
etap 5
etap 6
etap 7
etap 8
etap 9
etap 10
Czy wyniki są zadowalające ?
Tak Nie

O. Ciszak 44
Algorytm składa się z kilku głównych faz: zbieranie danych wejściowych, mo-delowanie wstępne, weryfikacja wyników, modelowanie zasadnicze oraz prze-prowadzenie eksperymentów i ich ocena końcowa.
Przykładowe modele symulacyjne linii montażowych, opracowane i testowa-ne w wybranych programach, przedstawiono na rys. 2.
a)
b)
Rys. 2. Przykładowe modele linii montażowych wykonane w programie: a) ShowFlow firmy
Incontrol Enterprise Dynamics GmbH, b) Flexsim firmy Flexsim Software Products Inc. [1, 2] Fig. 2. Example of assembly line models prepared in: a) ShowFlow of Incontrol Enterprise Dy-
namics GmbH, b) Flexsim of Flexsim Software Products Inc. [1, 2]
5. PODSUMOWANIE
W czasach dominującej na rynku konkurencji oraz ciągłego dążenia przed-
siębiorstw do obniżenia kosztów produkcji stosowanie komputerowych technik modelowania i symulacji jest jedną z metod przyczyniających się do znacznie szybszego projektowania nowych i weryfikacji istniejących systemów wytwór-
Komputerowo wspomagane modelowanie i symulacja procesów produkcyjnych 45
czych, w tym montażu. Umożliwia ona nie tylko skrócenie czasu opracowywa-nia projektów, ale także pozwala wykonywać eksperymenty na wielu wariantach wirtualnego procesu produkcyjnego jednocześnie oraz śledzić skutki wprowa-dzonych zmian przed podjęciem ostatecznych decyzji. Zmniejsza to ryzyko nie-powodzenia, które, co oczywiste, może być bardzo kosztowne. Wpływa ponadto na podniesienie wskaźników jakościowych, zarówno opracowywanej, jak i sto-sowanej w przyszłości technologii, umożliwiając wybór wariantu najkorzyst-niejszego w rzeczywistych warunkach aplikacyjnych.
LITERATURA
[1] Ciszak O., Modelling and Simulation of the final assembly using the Flexsim software, in:
3th International Conference Virtual Design and Automation – VIDA, „Innovation in Product and Process Development”, 28–29.06.2007, Poznań, Polska, materiały konferencyjne: sum-mary, s. 25, full paper on CD.
[2] Ciszak O., Żurek J., Balancing of vertical milling centre final assembly line, ATMiA, 2006, Vol. 26, No. 2, s. 239–245.
[3] Ćwikała G., Gołda G., Modelowanie i symulacja jako narzędzie poprawy wydajności pro-dukcji wyrobów wielkogabarytowych, in: Komputerowo zintegrowane wytwarzanie, red. R. Knosala, Warszawa, WNT 2005, s. 235–245.
[4] Łunarski J., Szabajkowicz W., Automatyzacja procesów technologicznych montażu maszyn, Warszawa, WNT 1993.
[5] Sawin J.J., Simulation Reloaded (http://lionhrtpub.com). [6] Zdanowicz R., Modelowanie i symulacja procesów wytwarzania, Gliwice, WPŚ 2002.
Recenzent: prof. dr hab. inż. Jan Żurek
COMPUTER AIDED MODELLING AND SIMULATION OF PRODUCTION
PROCESSES
S u m m a r y
The paper describes the present method of computer modelling and simulation using in the machine industry. The basic stages of designing a simulation model of the production process with consideration of input data and information with utilization of present-day software for modelling and simulation is presented.
Key words: production process, modeling, simulation
dr inż. Olaf CISZAK Politechnika Poznańska, Instytut Technologii Mechanicznej, Zakład Projektowania Technologii, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 21 62, e-mail: [email protected].

O. Ciszak 46

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
MARIAN W. DOBRY
NOWA GENERACJA ZMECHANIZOWANYCH NARZĘDZI RĘCZNYCH DOSTOSOWANYCH DO CZŁOWIEKA
W artykule zaprezentowano nową drganiowo i energetycznie bezpieczną generację zmechani-zowanych narzędzi ręcznych. Przeprowadzona analiza czynników zagrożenia zdrowia człowieka- -operatora wykazała dziesięć czynników bezpośrednio związanych z konstrukcją używanych w technologii maszyn ręcznych. Dostosowanie narzędzi do właściwości psychofizycznych człowieka w procesie konstruowania spowodowało wyeliminowanie lub zminimalizowanie wszystkich czyn-ników szkodliwych do poziomów dopuszczalnych. W procesie dostosowawczym zastosowano nową metodę optymalizacji energetycznej konstrukcji narzędzi. Energetycznie zoptymalizowane i ergonomiczne narzędzia wytyczają nowy kierunek w rozwoju technologii, w których użycie narzędzi ręcznych napędzanych różnymi energiami jest nieodzowne.
Słowa kluczowe: maszyny technologiczne, energetyczna optymalizacja, ergonomiczne narzę-dzia, rozwój maszyn technologicznych
1. WPROWADZENIE
Cel badań
Postęp w technologii maszyn jest ściśle związany z coraz szerszym zastoso-waniem technik informatycznych, automatyzacji i robotyzacji. Istnieje jednak szereg technologii produkcyjnych, w których nie można wyeliminować prac ręcznych wykonywanych z użyciem zmechanizowanych narzędzi ręcznych wspomagających proces pracy. Obecność człowieka w procesie produkcji na-kłada na maszyny technologiczne oprócz wymogu dobrej sprawności funkcjo-nalnej szereg dodatkowych, istotnych wymogów polegających na dostosowaniu ich do właściwości psychofizycznych człowieka. Wymogi te powinny być uwzględnione już procesie konstruowania maszyn, gdyż modernizacja związana z adaptacją istniejących maszyn do właściwości człowieka jest często niemożli-wa lub bardzo kosztowna. Przykładem takich procesów technologicznych są: nitowanie poszyć samolotów, oczyszczanie odlewów, wibracyjne odprężanie konstrukcji spawanych w obrębie spoiny itd.
Nowe kierunki w rozwoju maszyn technologicznych – zmechanizowanych narzędzi ręcznych, które są najbardziej związane z człowiekiem-operatorem, wychodzą naprzeciw współczesnemu paradygmatowi rozwoju techniki, którym
M.W. Dobry 48
jest zrównoważony rozwój. W ramach tego rozwoju istotny jest cel działalności człowieka, aby jego sztuczne twory (np. maszyny technologiczne) nie były szkodliwe dla niego samego i środowiska.
2. ANALIZA CZYNNIKÓW SZKODLIWYCH MASZYN TECHNOLOGICZNYCH
2.1. Czynniki szkodliwe maszyn technologicznych
Dzięki wielu udoskonaleniom współczesnych maszyn technologicznych można lepiej wykorzystać ich właściwości technologiczne. W praktyce produk-cyjnej spotyka się jednak nadal maszyny, które nie spełniają podstawowych wymogów ergonomicznych. Takim przykładem mogą być zmechanizowane narzędzia ręczne o uderzeniowym charakterze pracy, do których zalicza się młotki o różnych rodzajach napędów: pneumatycznym, elektrycznym, hydrau-licznym oraz spalinowym. Dużą grupę stanowią wszelkiego rodzaju nitowniki, wiertarki udarowe, uderzeniowe klucze montażowe itp. Na przykładzie pneuma-tycznych narzędzi uderzeniowych przeprowadzono w niniejszej pracy analizę czynników szkodliwych, których źródłem są narzędzia o najsilniejszym oddzia-ływaniu w miejscu wykonywania procesu technologicznego.
W wyniku podejścia systemowego w analizie szkodliwości narzędzi uderze-niowych o napędzie pneumatycznym wyróżniono 15 czynników [1]. Czynniki szkodliwe można podzielić na związane bezpośrednio i pośrednio z konstrukcją narzędzi. Taki podział przedstawiono na rys. 1. Wynika z niego, że istnieje dzie-sięć głównych czynników związanych bezpośrednio z konstrukcją narzędzi i pięć czynników dotyczących środowiska pracy, obrabianego podłoża lub obra-bianej części.
Czynniki środowiskowe, wymienione jako pośrednio związane z konstrukcją narzędzi, są również istotne dla zdrowia operatora. Wywołują one inne choroby zawodowe, takie jak: pylica, zaliczana do chorób najczęściej występujących obok ubytku lub utraty słuchu, oraz urazy mechaniczne oczu, rąk i ciała wywo-łane odpryskami. Mikroklimat panujący na stanowisku pracy wiąże się bezpo-średnio ze zwiększeniem możliwości rozwoju np. choroby wibracyjnej. Zimno, duża wilgotność powietrza lub jego zbyt szybki przepływ są katalizatorami roz-woju choroby wibracyjnej i dlatego muszą być uwzględniane w profilaktyce i wymogach BHP na stanowiskach pracy.
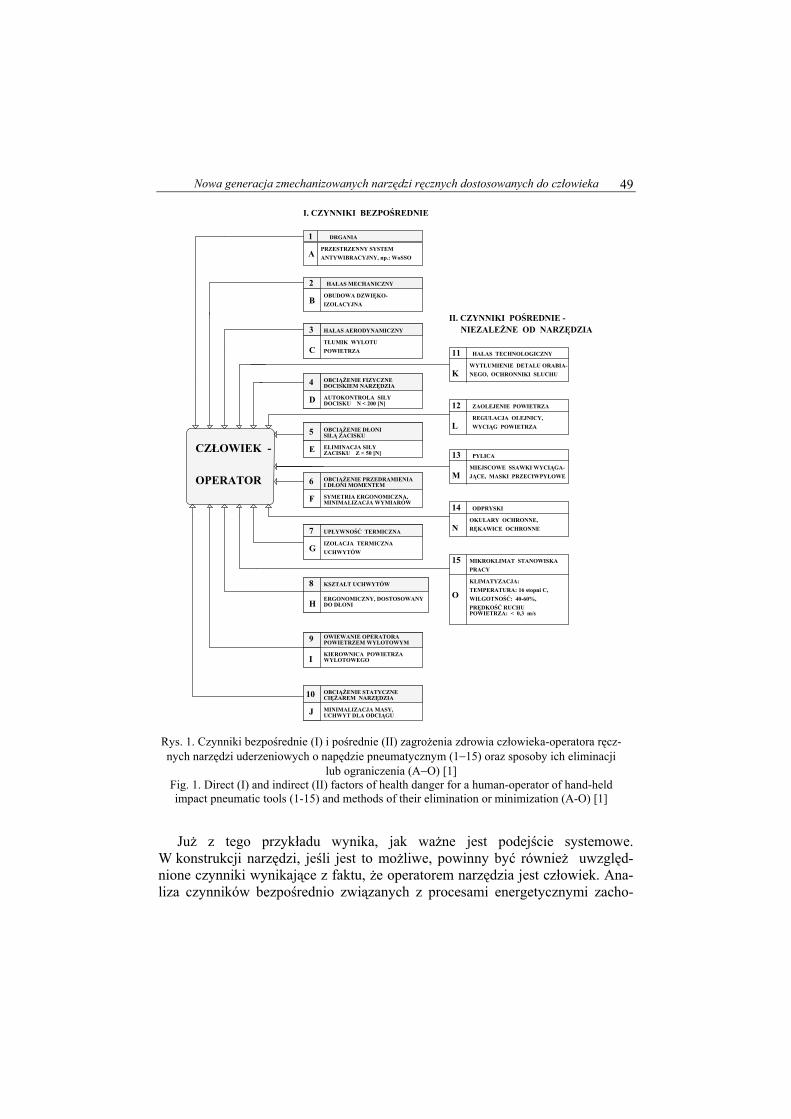
Nowa generacja zmechanizowanych narzędzi ręcznych dostosowanych do człowieka
49
DRGANIA
PRZESTRZENNY SYSTEM ANTYWIBRACYJNY, np.: WoSSO
HAŁAS MECHANICZNY
OBUDOWA DZWIĘKO-IZOLACYJNA
HAŁAS AERODYNAMICZNY
TŁUMIK WYLOTUPOWIETRZA
OBCIĄŻENIE FIZYCZNEDOCISKIEM NARZĘDZIA
AUTOKONTROLA SIŁYDOCISKU N < 200 [N]
CZŁOWIEK -
OPERATOR
OBCIĄŻENIE DŁONISIŁĄ ZACISKU
ELIMINACJA SIŁYZACISKU Z < 50 [N]
I. CZYNNIKI BEZPOŚREDNIE
OBCIĄŻENIE PRZEDRAMIENIAI DŁONI MOMENTEM
SYMETRIA ERGONOMICZNA,MINIMALIZACJA WYMIARÓW
UPŁYWNOŚĆ TERMICZNA
IZOLACJA TERMICZNAUCHWYTÓW
KSZTAŁT UCHWYTÓW
ERGONOMICZNY, DOSTOSOWANY DO DŁONI
OWIEWANIE OPERATORAPOWIETRZEM WYLOTOWYM
KIEROWNICA POWIETRZA WYLOTOWEGO
OBCIĄŻENIE STATYCZNECIĘŻAREM NARZĘDZIA
MINIMALIZACJA MASY,UCHWYT DLA ODCIĄGU
11
K
12
L
13
M
14
N
15
O
1
A
2
B
3
C
4
D
5
E
6
F
7
G
8
H
9
I
10
J
HAŁAS TECHNOLOGICZNY
WYTŁUMIENIE DETALU ORABIA-NEGO, OCHRONNIKI SŁUCHU
ZAOLEJENIE POWIETRZA
REGULACJA OLEJNICY,WYCIĄG POWIETRZA
PYLICA
MIEJSCOWE SSAWKI WYCIĄGA-JĄCE, MASKI PRZECIWPYŁOWE
ODPRYSKI
OKULARY OCHRONNE,RĘKAWICE OCHRONNE
MIKROKLIMAT STANOWISKAPRACY
KLIMATYZACJA:TEMPERATURA: 16 stopni C,WILGOTNOŚĆ: 40-60%,PRĘDKOŚĆ RUCHUPOWIETRZA: < 0,3 m/s
II. CZYNNIKI POŚREDNIE -NIEZALEŻNE OD NARZĘDZIA
Rys. 1. Czynniki bezpośrednie (I) i pośrednie (II) zagrożenia zdrowia człowieka-operatora ręcz-nych narzędzi uderzeniowych o napędzie pneumatycznym (1−15) oraz sposoby ich eliminacji
lub ograniczenia (A−O) [1] Fig. 1. Direct (I) and indirect (II) factors of health danger for a human-operator of hand-held impact pneumatic tools (1-15) and methods of their elimination or minimization (A-O) [1]
Już z tego przykładu wynika, jak ważne jest podejście systemowe.
W konstrukcji narzędzi, jeśli jest to możliwe, powinny być również uwzględ-nione czynniki wynikające z faktu, że operatorem narzędzia jest człowiek. Ana-liza czynników bezpośrednio związanych z procesami energetycznymi zacho-
M.W. Dobry 50
dzącymi na stanowisku pracy operatora ręcznych narzędzi uderzeniowych po-zwala wyróżnić kilka najważniejszych. Są to: − drgania [1, 13], − obciążenie fizyczne operatora siłami nacisku i zacisku [1], − hałas mechaniczny i aerodynamiczny [1].
Powyższe czynniki decydują o kształtowaniu się przepływu energii dyna-micznej i jej głównych strumieniach oraz o szkodliwości ich wpływu na orga-nizm człowieka. Wśród nich można wyróżnić czynniki główne, związane z pro-cesem technologicznym wykonywanym przez narzędzia, oraz czynniki zaliczane do „resztkowych”, charakteryzujące się małymi energiami, towarzyszące pracy narzędzia. Te ostatnie kształtują jednak środowisko pracy i mają istotny wpływ na bezpieczeństwo człowieka, co wykazują statystyki chorób zawodowych.
Wymienione wyżej czynniki są ściśle związane z wielkością źródła i energią wyzwalaną przez źródło drgań, którym w systemie CNP jest narzędzie ręczne. Drgania rękojeści – punktów styku człowieka z narzędziem – nie muszą być jednak proporcjonalne do wartości energii uderzeń narzędzi w tym przypadku.
2.2. Możliwości dostosowania narzędzi do człowieka-operatora
W pokazanym na rys. 1 zestawieniu czynników szkodliwych dla zdrowia operatorów ręcznych narzędzi uderzeniowych podano również metody ograni-czenia lub likwidacji tych czynników (oznaczono je literami). Na obecnym eta-pie rozwoju techniki istnieją możliwości stworzenia narzędzi ergonomicznych. Takie narzędzia muszą spełniać wszystkie wymienione wymagania (rys. 1).
Najbardziej efektywną metodą redukcji drgań uchwytów okazała się specjal-na metoda wibroizolacji. Wibroizolacja została wprowadzona między korpus jednostki napędowej ręcznych narzędzi uderzeniowych a korpus-obudowę, na której znajdują się oba uchwyty rąk. Nową metodę wibroizolacji pasywnej opra-cował autor i stanowi ona w narzędziach niekonwencjonalny, silnie nieliniowy subsystem wibroizolacji o stałej sile oddziaływania (w skrócie − WoSSO) [1–5]. System WoSSO został opatentowany, co potwierdzają uzyskane świadectwa patentowe [P1, P2, P3, P5, P6, P8, P9]. System zastosowany w młotkach pneu-matycznych redukuje wartość ważoną przyspieszeń drgań uchwytów do prze-działu wartości 1,4÷1,8 m/s2, przy wartości granicznej 2,5 m/s2 zawartej w dy-rektywie Unii Europejskiej 392/89/EEC. Cechy te rekomendują go do szerokie-go stosowania we wszystkich narzędziach ręcznych i nie tylko. Jest on autono-miczny i niezależny od rodzaju napędu. Na rysunku został oznaczony literą A − jako sposób rozwiązania problemu drgań obu uchwytów narzędzia.
Towarzyszący pracy hałas narzędzia (zarówno pneumatycznego, jak i elek-trycznego) jest pochodzenia mechanicznego i aerodynamicznego. Pierwszy z nich jest wywołany elementami mechanicznymi, np. suwakiem rozrządu po-wietrza lub przekładnią zębatą w narzędziu elektrycznym, a drugi – turbulent-

Nowa generacja zmechanizowanych narzędzi ręcznych dostosowanych do człowieka
51
nym, czyli nielaminarnym wypływem powietrza z silnika pneumatycznego lub wentylatora chłodzącego silnik elektryczny. Sposoby B i C to wprowadzenie osłony dźwiękoizolacyjnej oraz tłumika wylotu powietrza.
Czynniki związane z obciążeniem fizycznym operatora (4, 5, 6) w dotych-czasowych rozwiązaniach nie były uwzględniane. Autor pierwszy sformułował ten problem i opracował specjalny system zasilania sprzężony z systemem wi-broizolacji WoSSO [P7]. Narzędzia są wyposażone w system kontroli wartości siły docisku zgodnie z zaleceniami higienicznymi fizjologów ([1] oraz patenty [P1–P3 i P5–P9]). Kontrola polega na niezależności wartości granicznej siły docisku wynoszącej około 200 N od woli operatora. Czynnik przeciążenia ope-ratora został więc całkowicie wyeliminowany. Sposoby eliminacji przeciążeń (D, E, F) mają ten sam cel: ograniczyć do wartości optymalnej obciążenie opera-tora siłami i momentami lub wyeliminować te czynniki. Są to przymioty kon-strukcyjne narzędzi związane z konstrukcją systemu zasilania i kształtowaniem tzw. symetrii ergonomicznej.
Zalecenia E i F jako sposoby zapobiegania złym wpływom czynników 5 i 6 nie są wskazaniami estetycznymi wzornictwa przemysłowego, ale wytycznymi do ergonomicznego konstruowania zgodnego z istniejącymi już w Polsce nor-mami ergonomicznymi. Powyższa uwaga dotyczy również czynnika 8, związa-nego z kształtem uchwytów. Zalecone ergonomiczne kształtowanie uchwytów w punkcie H wiąże się bezpośrednio z normami ergonomicznymi, które uwzględ-niają dane antropometryczne dla obecnej populacji ludzkiej.
Czynnik 7 − upływność termiczna i 9 − owiewanie operatora powietrzem wy-lotowym należą również do czynników ergonomicznych. Są one ściśle związane z konstrukcją narzędzia oraz odgrywają istotną rolę w procesie powstawania choroby wibracyjnej. Schłodzenie dłoni i wychłodzenie człowieka-operatora potęgują złe skutki wibracji. Czynniki te sprzyjają również utracie energii, co czyni je podobnymi do innych czynników powodujących straty energii w orga-nizmie człowieka. Jeśli miarą zagrożenia ma być energia tracona przez organizm człowieka-operatora, to wymienione czynniki są bardzo istotne. Zalecenie G − wprowadzenie izolacji termicznej uchwytów – oraz zalecenie I − wprowadzenie odpowiednio umieszczonych otworów wylotowych lub wprowadzenie kierow-nicy strugi powietrza wylotowego − pozwalają uniknąć tych problemów ergo-nomicznych.
Czynnik 10 − obciążenie statyczne − jest zaliczane do czynników obciążają-cych operatora, ale niewywołujących choroby wibracyjnej. Jest to czynnik ergo-nomiczny związany z obciążeniem fizycznym operatora przy posługiwaniu się narzędziami. Zalecenie J − minimalizacja masy narzędzia lub wprowadzenie uchwytu na narzędziu dla urządzeń równoważących jego ciężar – rozwiązuje ten problem w wystarczającym stopniu.
Powyższa analiza zagrożeń zdrowia i przeciwdziałań mających na celu ich ograniczenie lub wyeliminowanie wykazała, że ważne są nie tylko czynniki
M.W. Dobry 52
bezpośrednio związane z przepływem energii i jej stratami w organizmie czło-wieka. W dalszym ciągu nie jest znany mechanizm transmisji energii z uchwy-tów dłoni do ich struktury wewnętrznej w zależności od pola kontaktu, jego kształtu, temperatury, nacisków jednostkowych itd., który dawałby jednoznacz-ne wskazówki, jak należy kształtować uchwyty. Znany jest natomiast fakt, że schłodzenie uchwytów sprzyja powstawaniu choroby wibracyjnej. Nie można zatem wykluczyć z procesu optymalizacyjnego jednych czynników, by koncen-trować się na innych. W tej pracy, poświęconej tylko jednemu zjawisku fizycz-nemu, którym jest przepływ energii, nie zapomina się o innych czynnikach sta-nowiących często katalizator powstawania choroby wibracyjnej.
3. OPRACOWANIE NOWEJ GENERACJI NARZĘDZI DOSTOSOWANYCH ENERGETYCZNIE DO CZŁOWIEKA-OPERATORA
Optymalizacja energetyczna konstrukcji narzędzi uderzeniowych
Energetyczne badania podjęte w Laboratorium Dynamiki i Ergonomii Meta-systemu: człowiek–obiekt techniczny–środowisko (IMS PP), wyjaśniające zja-wisko przepływu energii w systemie człowiek–narzędzie–podłoże, doprowadziły do dalszej poprawy właściwości wibroizolacyjnych i lepszego dostosowania narzędzi do człowieka [8–12]. W badaniach tych zastosowano energetyczne polikryterium dostosowania zmechanizowanych narzędzi do człowieka i środo-wiska. Miało ono na celu jak największą minimalizację przepływu energii od jej źródła do miejsca odbioru – czyli do procesu technologicznego – przy jednocze-snej minimalizacji przepływu energii do człowieka i środowiska – rys. 2 [1].
W tym celu opracowano model dynamiczny systemu człowiek – narzędzie z wibroizolacją WoSSO – podłoże. Na jego podstawie zbudowano model ener-getyczny z zastosowaniem elementarnych procesorów przepływu energii, w których zawarte są dwie zasady energetyczne: rozdziału mocy i przepływu ener-gii w systemie mechanicznym [1]. Analiza w dziedzinie rozdziału mocy i prze-pływu energii w strukturze dynamicznej systemu CNP wskazała wielkości fi-zyczne najbardziej wpływające na dawkę energii kierowanej do człowieka- -operatora (rys. 2). Zmiana zastępczych parametrów dynamicznych, które są pochodnymi ustalonych wielkości fizycznych, bardzo skutecznie wpłynęła na poprawę właściwości narzędzi [1].
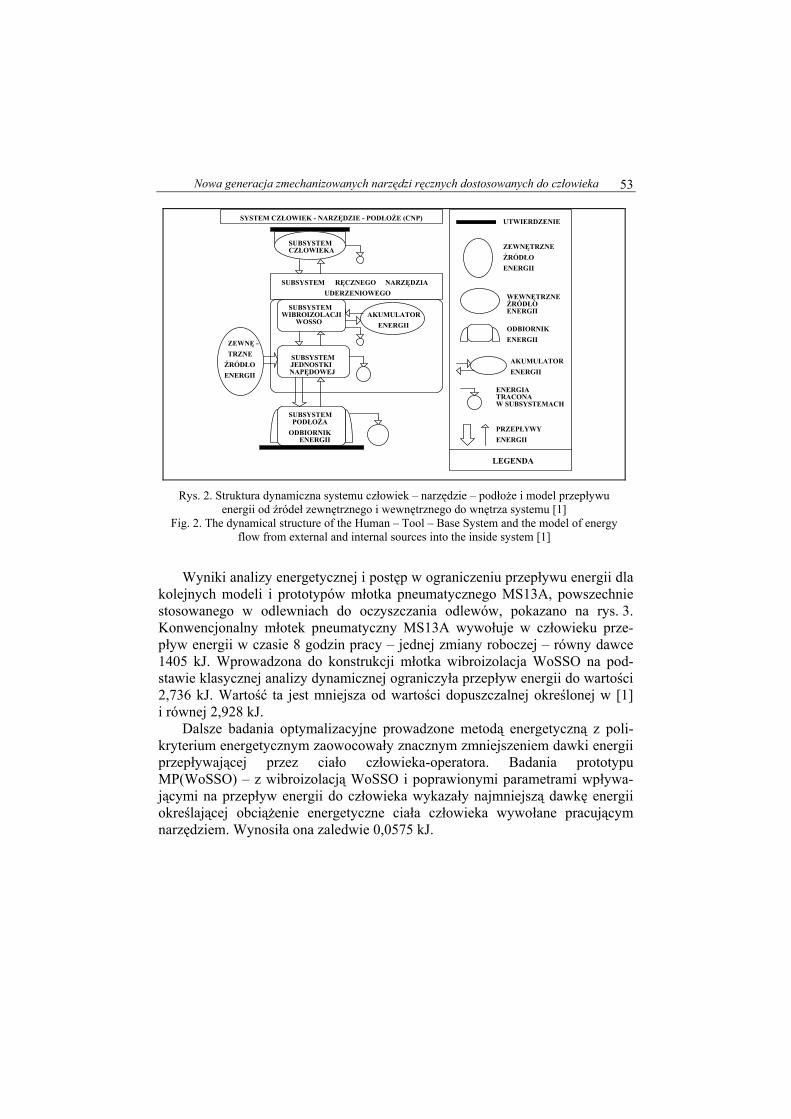
Nowa generacja zmechanizowanych narzędzi ręcznych dostosowanych do człowieka
53
Wyniki analizy energetycznej i postęp w ograniczeniu przepływu energii dla
kolejnych modeli i prototypów młotka pneumatycznego MS13A, powszechnie stosowanego w odlewniach do oczyszczania odlewów, pokazano na rys. 3. Konwencjonalny młotek pneumatyczny MS13A wywołuje w człowieku prze-pływ energii w czasie 8 godzin pracy – jednej zmiany roboczej – równy dawce 1405 kJ. Wprowadzona do konstrukcji młotka wibroizolacja WoSSO na pod-stawie klasycznej analizy dynamicznej ograniczyła przepływ energii do wartości 2,736 kJ. Wartość ta jest mniejsza od wartości dopuszczalnej określonej w [1] i równej 2,928 kJ.
Dalsze badania optymalizacyjne prowadzone metodą energetyczną z poli-kryterium energetycznym zaowocowały znacznym zmniejszeniem dawki energii przepływającej przez ciało człowieka-operatora. Badania prototypu MP(WoSSO) – z wibroizolacją WoSSO i poprawionymi parametrami wpływa-jącymi na przepływ energii do człowieka wykazały najmniejszą dawkę energii określającej obciążenie energetyczne ciała człowieka wywołane pracującym narzędziem. Wynosiła ona zaledwie 0,0575 kJ.
WOSSO
SYSTEM CZŁOWIEK - NARZĘDZIE - PODŁOŻE (CNP)
SUBSYSTEMCZŁOWIEKA
SUBSYSTEMWIBROIZOLACJI AKUMULATOR
ENERGII
SUBSYSTEMJEDNOSTKINAPĘDOWEJ
ZEWNĘ -TRZNEŹRÓDŁOENERGII
SUBSYSTEMPODŁOŻA
ZEWNĘTRZNEŹRÓDŁOENERGII
WEWNĘTRZNEŹRÓDŁOENERGII
AKUMULATORENERGII
ENERGIATRACONAW SUBSYSTEMACH
PRZEPŁYWY ENERGII
ODBIORNIK ENERGII
ODBIORNIKENERGII
SUBSYSTEM RĘCZNEGO NARZĘDZIAUDERZENIOWEGO
LEGENDA
UTWIERDZENIE
Rys. 2. Struktura dynamiczna systemu człowiek – narzędzie – podłoże i model przepływu energii od źródeł zewnętrznego i wewnętrznego do wnętrza systemu [1]
Fig. 2. The dynamical structure of the Human – Tool – Base System and the model of energy flow from external and internal sources into the inside system [1]
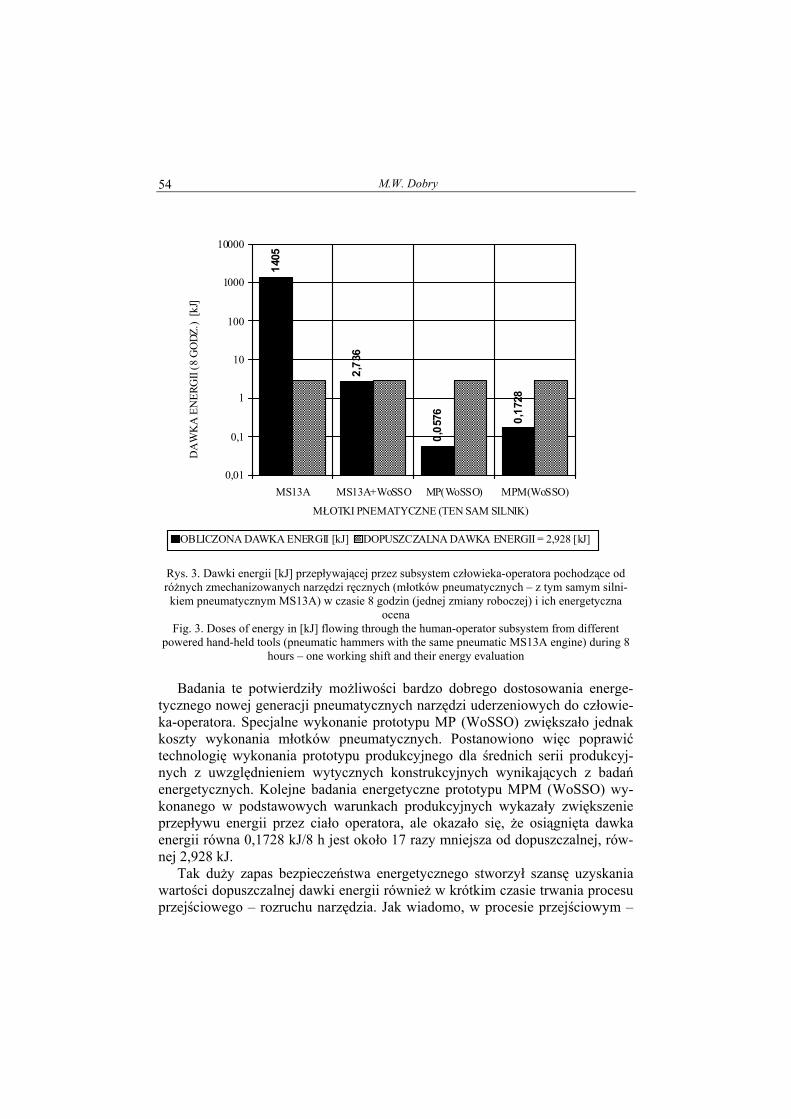
M.W. Dobry 54
1405
2,73
6
0,05
76 0,17
28
0,01
0,1
1
10
100
1000
10000
MS13A MS13A+WoSSO MP(WoSSO) MPM(WoSSO)
MŁOTKI PNEMATYCZNE (TEN SAM SILNIK)
DA
WK
A E
NER
GII
(8 G
ODZ
.) [k
J]
OBLICZONA DAWKA ENERGII [kJ] DOPUSZCZALNA DAWKA ENERGII = 2,928 [kJ]
Rys. 3. Dawki energii [kJ] przepływającej przez subsystem człowieka-operatora pochodzące od różnych zmechanizowanych narzędzi ręcznych (młotków pneumatycznych – z tym samym silni-kiem pneumatycznym MS13A) w czasie 8 godzin (jednej zmiany roboczej) i ich energetyczna
ocena Fig. 3. Doses of energy in [kJ] flowing through the human-operator subsystem from different
powered hand-held tools (pneumatic hammers with the same pneumatic MS13A engine) during 8 hours – one working shift and their energy evaluation
Badania te potwierdziły możliwości bardzo dobrego dostosowania energe-
tycznego nowej generacji pneumatycznych narzędzi uderzeniowych do człowie-ka-operatora. Specjalne wykonanie prototypu MP (WoSSO) zwiększało jednak koszty wykonania młotków pneumatycznych. Postanowiono więc poprawić technologię wykonania prototypu produkcyjnego dla średnich serii produkcyj-nych z uwzględnieniem wytycznych konstrukcyjnych wynikających z badań energetycznych. Kolejne badania energetyczne prototypu MPM (WoSSO) wy-konanego w podstawowych warunkach produkcyjnych wykazały zwiększenie przepływu energii przez ciało operatora, ale okazało się, że osiągnięta dawka energii równa 0,1728 kJ/8 h jest około 17 razy mniejsza od dopuszczalnej, rów-nej 2,928 kJ.
Tak duży zapas bezpieczeństwa energetycznego stworzył szansę uzyskania wartości dopuszczalnej dawki energii również w krótkim czasie trwania procesu przejściowego – rozruchu narzędzia. Jak wiadomo, w procesie przejściowym –
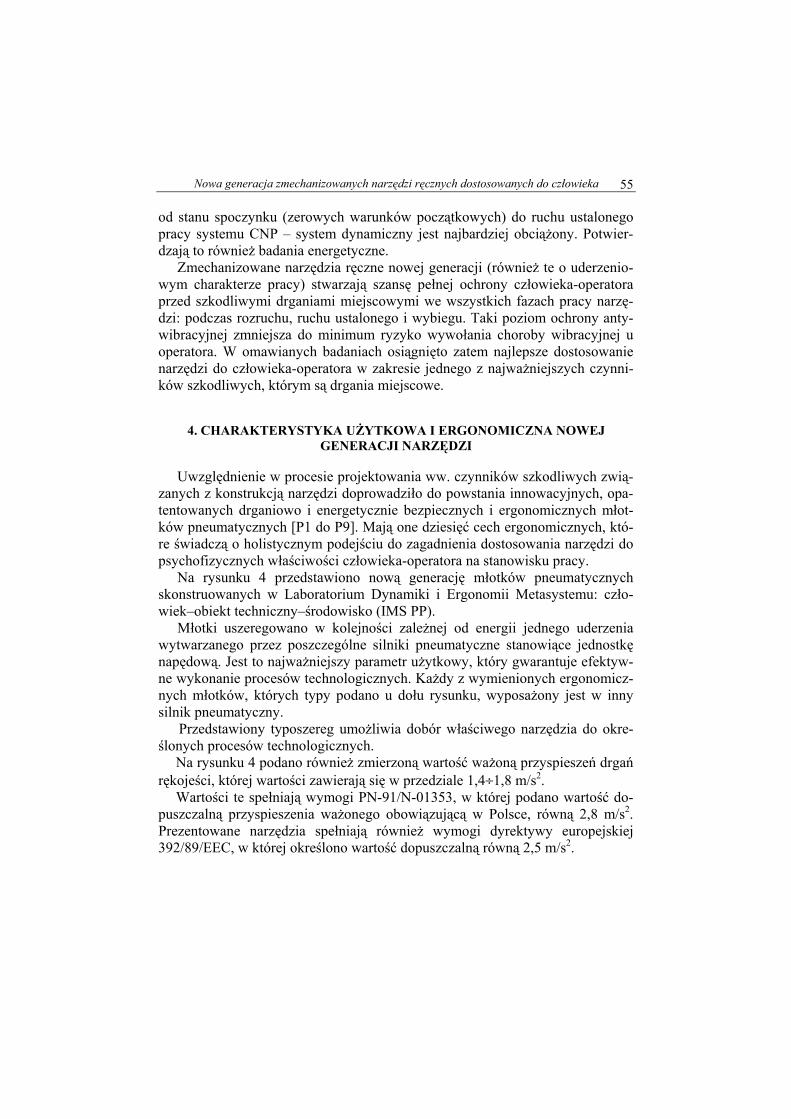
Nowa generacja zmechanizowanych narzędzi ręcznych dostosowanych do człowieka
55
od stanu spoczynku (zerowych warunków początkowych) do ruchu ustalonego pracy systemu CNP – system dynamiczny jest najbardziej obciążony. Potwier-dzają to również badania energetyczne.
Zmechanizowane narzędzia ręczne nowej generacji (również te o uderzenio-wym charakterze pracy) stwarzają szansę pełnej ochrony człowieka-operatora przed szkodliwymi drganiami miejscowymi we wszystkich fazach pracy narzę-dzi: podczas rozruchu, ruchu ustalonego i wybiegu. Taki poziom ochrony anty-wibracyjnej zmniejsza do minimum ryzyko wywołania choroby wibracyjnej u operatora. W omawianych badaniach osiągnięto zatem najlepsze dostosowanie narzędzi do człowieka-operatora w zakresie jednego z najważniejszych czynni-ków szkodliwych, którym są drgania miejscowe.
4. CHARAKTERYSTYKA UŻYTKOWA I ERGONOMICZNA NOWEJ GENERACJI NARZĘDZI
Uwzględnienie w procesie projektowania ww. czynników szkodliwych zwią-zanych z konstrukcją narzędzi doprowadziło do powstania innowacyjnych, opa-tentowanych drganiowo i energetycznie bezpiecznych i ergonomicznych młot-ków pneumatycznych [P1 do P9]. Mają one dziesięć cech ergonomicznych, któ-re świadczą o holistycznym podejściu do zagadnienia dostosowania narzędzi do psychofizycznych właściwości człowieka-operatora na stanowisku pracy.
Na rysunku 4 przedstawiono nową generację młotków pneumatycznych skonstruowanych w Laboratorium Dynamiki i Ergonomii Metasystemu: czło-wiek–obiekt techniczny–środowisko (IMS PP).
Młotki uszeregowano w kolejności zależnej od energii jednego uderzenia wytwarzanego przez poszczególne silniki pneumatyczne stanowiące jednostkę napędową. Jest to najważniejszy parametr użytkowy, który gwarantuje efektyw-ne wykonanie procesów technologicznych. Każdy z wymienionych ergonomicz-nych młotków, których typy podano u dołu rysunku, wyposażony jest w inny silnik pneumatyczny.
Przedstawiony typoszereg umożliwia dobór właściwego narzędzia do okre-ślonych procesów technologicznych.
Na rysunku 4 podano również zmierzoną wartość ważoną przyspieszeń drgań rękojeści, której wartości zawierają się w przedziale 1,4÷1,8 m/s2.
Wartości te spełniają wymogi PN-91/N-01353, w której podano wartość do-puszczalną przyspieszenia ważonego obowiązującą w Polsce, równą 2,8 m/s2. Prezentowane narzędzia spełniają również wymogi dyrektywy europejskiej 392/89/EEC, w której określono wartość dopuszczalną równą 2,5 m/s2.
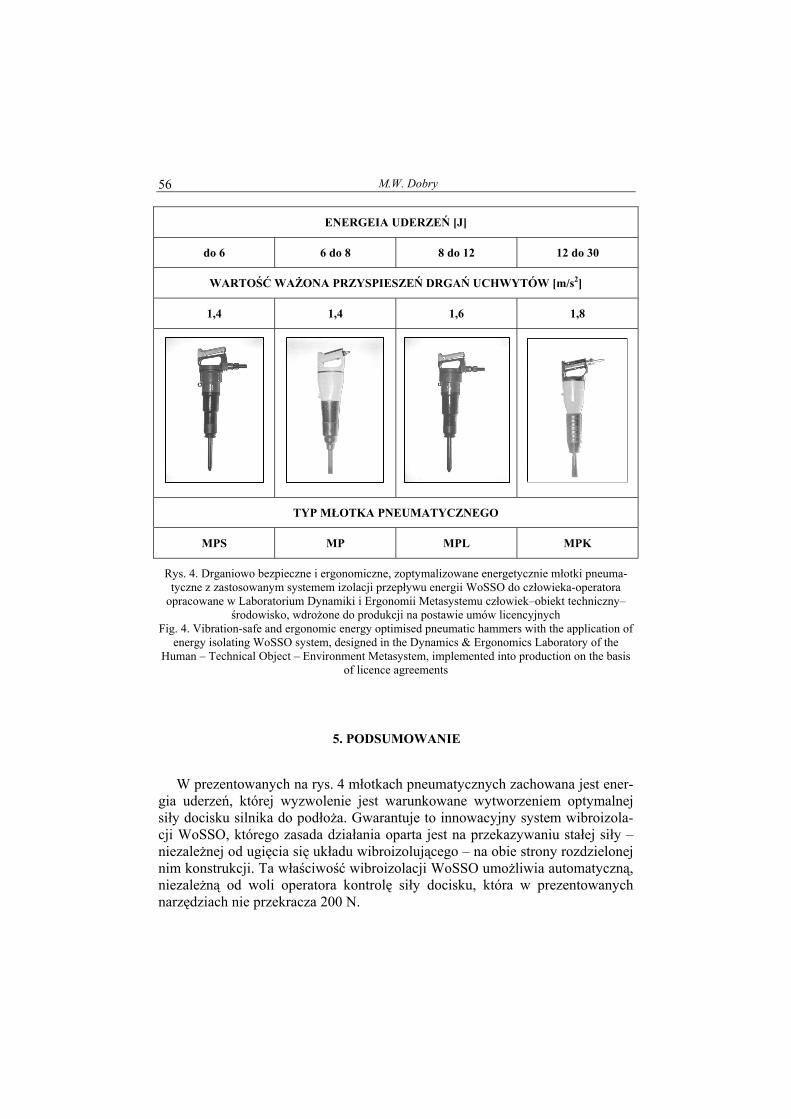
M.W. Dobry 56
ENERGEIA UDERZEŃ [J]
do 6 6 do 8 8 do 12 12 do 30
WARTOŚĆ WAŻONA PRZYSPIESZEŃ DRGAŃ UCHWYTÓW [m/s2]
1,4 1,4 1,6 1,8
TYP MŁOTKA PNEUMATYCZNEGO
MPS MP MPL MPK
Rys. 4. Drganiowo bezpieczne i ergonomiczne, zoptymalizowane energetycznie młotki pneuma-tyczne z zastosowanym systemem izolacji przepływu energii WoSSO do człowieka-operatora
opracowane w Laboratorium Dynamiki i Ergonomii Metasystemu człowiek–obiekt techniczny–środowisko, wdrożone do produkcji na postawie umów licencyjnych
Fig. 4. Vibration-safe and ergonomic energy optimised pneumatic hammers with the application of energy isolating WoSSO system, designed in the Dynamics & Ergonomics Laboratory of the
Human – Technical Object – Environment Metasystem, implemented into production on the basis of licence agreements
5. PODSUMOWANIE
W prezentowanych na rys. 4 młotkach pneumatycznych zachowana jest ener-gia uderzeń, której wyzwolenie jest warunkowane wytworzeniem optymalnej siły docisku silnika do podłoża. Gwarantuje to innowacyjny system wibroizola-cji WoSSO, którego zasada działania oparta jest na przekazywaniu stałej siły – niezależnej od ugięcia się układu wibroizolującego – na obie strony rozdzielonej nim konstrukcji. Ta właściwość wibroizolacji WoSSO umożliwia automatyczną, niezależną od woli operatora kontrolę siły docisku, która w prezentowanych narzędziach nie przekracza 200 N.

Nowa generacja zmechanizowanych narzędzi ręcznych dostosowanych do człowieka
57
LITERATURA
[1] Dobry M.W., Optymalizacja przepływu energii w systemie Człowiek – Narzędzie – Podłoże (CNP), Poznań, Wyd. Politechniki Poznańskiej 1998.
[2] Dobry M.W., Energy Coefficients of Safety (ECoS) of Power Driven Hand – Held Tools, in: Tenth World Congress on The Theory of Machines and Mechanisms, „Biomechanics. Ex-perimental methods Man – Machine Systems. Mechanical Vibration”, University of Oulu, Oulu 1999, Finland, 1956–1961.
[3] Dobry M.W., Energy flow in the dynamic structure of a human – tool – base system and effective protection of the human subsystem against energy transmitted from hand – held im-pact tools, in: Sixth International Congress on Sound and Vibration, Copenhagen, July 1999, Denmark, 1953–1958.
[4] Dobry M.W., Energetyczna metoda oceny drgań miejscowych, in: „XLVI Otwarte Semina-rium Akustyki”, Materiały Konferencyjne, Polskie Tow. Akustyczne, Oddział w Krakowie, Zakopane, IX 1999, s. 565–568
[5] Dobry M.W., Advanced Analysis of Human – Machine System in Energy Flow Domain, in: 35th United Kingdom Group Meeting on Human Responses to Vibration, held at ISVR, Uni-versity of Southampton, Southampton, 13–15 September, 2000, England, s. 89–99
[6] Dobry M. W., Podstawy zaawansowanej diagnostyki energetycznej systemów mechanicz-nych i biomechanicznych, Diagnostyka, vol. 23, Olsztyn, Uniwersytet Warmińsko-Mazurski, wrzesień 2000.
[7] Dobry M.W., Energetyczne portrety strukturalnego i globalnego rozdziału mocy w systemach mechanicznych i biomechanicznych jako podstawa ich energetycznej diagnostyki, Zeszyty Naukowe Politechniki Krakowskiej, Mechanika, 2001, nr 83, s. 57–68.
[8] Dobry M.W., Energy diagnostics and assessment of dynamics of mechanical and biomecha-tronics systems, Machine Dynamics Problems, 2001, Vol. 25, No. 3/4, s. 35–54.
[19] Dobry M.W., Energy analysis of mechanical and biomechanical systems, Studia i Materiały LIII, Technika 3, Współczesne problemy techniki, Zielona Góra, Oficyna Wydawnicza Uni-wersytetu Zielonogórskiego, 2003, s. 137–158
[10] Dobry M.W., Energetyczna metoda diagnostyki technicznych i inteligentnych biologiczno- -technicznych systemów oraz jej zastosowania, Diagnostyka, vol. 30, t. 1, Olsztyn 2004.
[11] Dobry M.W., Metoda energetycznego dostosowania maszyn do człowieka-operatora i śro-dowiska na etapie projektowania, Archiwum Technologii Maszyn i Automatyzacji, 2004, vol. 2, nr 2 spec., s. 29–39.
[12] Dobry M.W., Energy method of diagnosing Technical & Intelligent Bio-Technical Systems & its applications, International Journal of COMADEM 2005, April 2005, 8(2), s. 42–47.
[13] Griffin M.J., Handbook of Human Vibration, London, Academic Press Limited 1990.
Patenty krajowe i zagraniczne
[P1] Dobry M.W., Wibroizolator. Patent RP nr 121 231, Urząd Patentowy RP (opis patentowy opublikowano 31.10.1983).
[P2] Dobry M.W., Cempel C., Garbatowski W., Vibro-isolation of connections of structural units of hand tools. Patent USA No 4,921,053, May 1, 1990.
[P3] Dobry M.W., Cempel C., Garbatowski W., Wibroizolacja połączeń węzłów konstrukcyj-nych ręcznych narzędzi. Patent RP nr 123 938, Urząd Patentowy RP (opis patentowy opubli-kowano 30.09.1991).
[P4] Dobry M.W., Cempel C., Garbatowski W., Tłumik hałasu, zwłaszcza ręcznych narzędzi pneumatycznych. Patent RP nr 153525, Urząd Patentowy RP (opis patentowy opublikowano 30.09.1991).
[P5] Dobry M.W., Cempel C., Garbatowski W., Pneumatic impact tool, United States Patent No 5,052,499, Date of Patent: October 1, 1991.

M.W. Dobry 58
[P6] Dobry M.W., Cempel C., Garbatowski W., Pneumatyczne narzędzie udarowe, Patent RP nr 153526, Urząd Patentowy RP (opis patentowy opublikowano 31.10.1991).
[P7] Dobry M.W., Cempel C., Garbatowski W., Compressed air supply system of vibro-isolated tools, European Patent No 0 335 328, European Patent Office, Munich, Germany, 20.07.1994 (ochrona patentowa w kilku krajach Unii Europejskiej).
[P8] Dobry M.W., Cempel C., Garbatowski W., Pneumatic impact tool, European Patent No 0 335 329, European Patent Office, Munich, Germany, 24.08.1994 (ochrona patentowa w kilku krajach Unii Europejskiej).
[P9] Dobry M.W., Cempel C., Garbatowski W., Vibro-isolation of connections of structural units of hand tools, European Patent No 0 336 261, European Patent Office, Munich, Germa-ny, 31.08.1994 (ochrona patentowa w kilku krajach Unii Europejskiej).
Recenzent: dr hab. inż. Maciej Kupczyk, prof. nadzw.
A NEW GENERATION OF POWERED HAND-HELD TOOLS ADAPTED TO THE HUMAN-OPERATOR
S u m m a r y
In the paper a new generation of vibration and energy safe powered hand-held tools are pre-sented. The executed analysis of health danger factors for the human-operator showed ten factors directly concerned with the design of hand-held machines used in technology. The adaptation of these tools to the psychophysical proprieties of the human in the design process caused the elimi-nation or minimisation to the admissible levels of all harmful factors. In the adaptation process, the new method of energy optimisation of tools design has been applied. The energy-optimised and ergonomic tools lay out a new direction in development of technology, in which the use of hand-held tools powered by different energies is indispensable.
Key words: technology machines, energy optimisation, ergonomic tools, development of technology machines
dr hab. inż. Marian W. DOBRY, prof. nadzw. PP Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-238 Poznań, tel. 061 665 2347, fax. 061 665 2307, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
JACEK JACKOWSKI, ANDRZEJ MODRZYŃSKI, MICHAŁ SZWEYCER
WYBRANE PROBLEMY RECYKLINGU W ODLEWNIACH
Wykorzystanie odpadów jest najbardziej racjonalne wtedy, gdy ich recykling z jednej strony odbywa się najbliżej miejsca ich powstania, a z drugiej, gdy wprowadzenie materiałów podlegają-cych recyklingowi do procesu produkcyjnego odbywa się jak najbliżej wyrobu finalnego. Przykła-dem jest wykorzystanie odpadów metalowych w odlewniach. Są też odpady specyficzne, których przetwarzanie wymaga zachowania specjalnych warunków. Przykładem takich odpadów są puszki po napojach lub złom kompozytowy. W przedstawionym tekście zaprezentowano różne możliwo-ści wykorzystania odpadów metalowych w odlewniach: złomu stalowego w odlewniach żeliwa, wiórów pochodzących z obróbki odlewów w odlewniach stopów aluminium, puszek po napojach do produkcji gąsek stopów aluminium oraz wykorzystanie osnowy metalowej tworzącej odlewy kompozytowe.
Słowa kluczowe: odlewy, złom, recykling
1. WPROWADZENIE
Wzrost znaczenia recyklingu we współczesnej gospodarce ma kilka przy-czyn: − konieczność racjonalnego gospodarowania nieodnawialnymi zasobami natu-
ralnymi ziemi, co między innymi znajduje swój wyraz w strategii zrównowa-żonego rozwoju,
− nasycenie gospodarki wytworami przemysłu, co powoduje wzrost ilości od-padów, których recykling zmniejsza zagrożenie niszczenia środowiska,
− wzrost cen surowców pierwotnych i kosztów likwidacji odpadów, − często bezpośrednie korzyści finansowe wynikające ze stosowania surowców
wtórnych. Przemysł odlewniczy produkuje znaczne ilości odpadów o różnorodnych ce-
chach, a zatem wymagających zróżnicowanych metod recyklingu. Można tu wymienić: − odpady metalowe: układy wlewowe i nadlewowe, wióry, których masa prze-
wyższa niejednokrotnie masę odlewów, a które stanowią cenny materiał wsadowy (recykling materiałowy),
− wadliwe odlewy, które można wykorzystać po naprawie (recykling produk-towy),
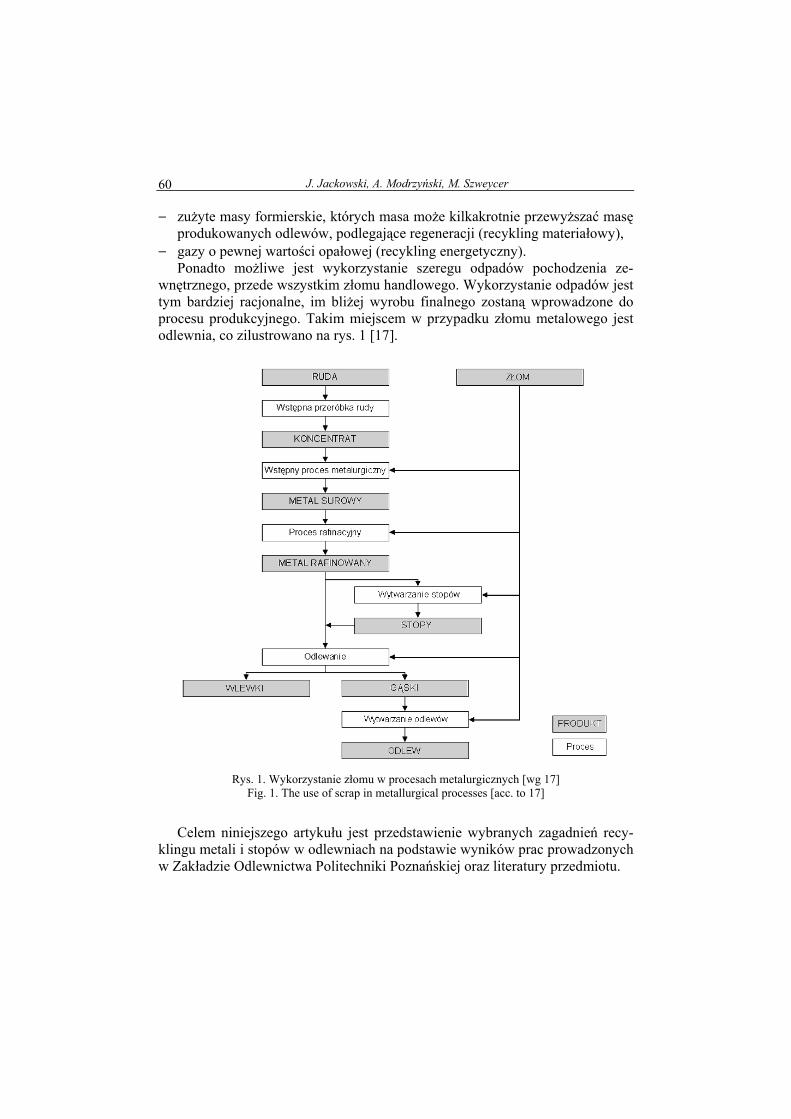
J. Jackowski, A. Modrzyński, M. Szweycer 60
− zużyte masy formierskie, których masa może kilkakrotnie przewyższać masę produkowanych odlewów, podlegające regeneracji (recykling materiałowy),
− gazy o pewnej wartości opałowej (recykling energetyczny). Ponadto możliwe jest wykorzystanie szeregu odpadów pochodzenia ze-
wnętrznego, przede wszystkim złomu handlowego. Wykorzystanie odpadów jest tym bardziej racjonalne, im bliżej wyrobu finalnego zostaną wprowadzone do procesu produkcyjnego. Takim miejscem w przypadku złomu metalowego jest odlewnia, co zilustrowano na rys. 1 [17].
Rys. 1. Wykorzystanie złomu w procesach metalurgicznych [wg 17]
Fig. 1. The use of scrap in metallurgical processes [acc. to 17]
Celem niniejszego artykułu jest przedstawienie wybranych zagadnień recy-klingu metali i stopów w odlewniach na podstawie wyników prac prowadzonych w Zakładzie Odlewnictwa Politechniki Poznańskiej oraz literatury przedmiotu.
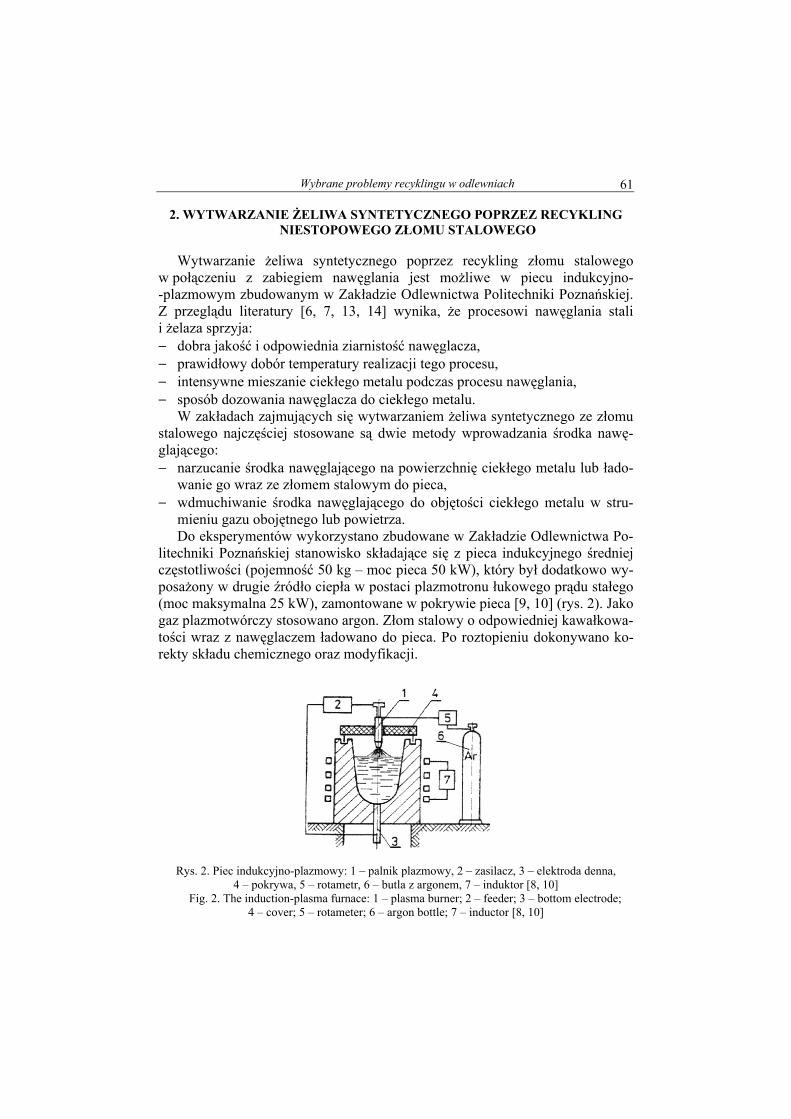
Wybrane problemy recyklingu w odlewniach 61
2. WYTWARZANIE ŻELIWA SYNTETYCZNEGO POPRZEZ RECYKLING NIESTOPOWEGO ZŁOMU STALOWEGO
Wytwarzanie żeliwa syntetycznego poprzez recykling złomu stalowego w połączeniu z zabiegiem nawęglania jest możliwe w piecu indukcyjno- -plazmowym zbudowanym w Zakładzie Odlewnictwa Politechniki Poznańskiej. Z przeglądu literatury [6, 7, 13, 14] wynika, że procesowi nawęglania stali i żelaza sprzyja: − dobra jakość i odpowiednia ziarnistość nawęglacza, − prawidłowy dobór temperatury realizacji tego procesu, − intensywne mieszanie ciekłego metalu podczas procesu nawęglania, − sposób dozowania nawęglacza do ciekłego metalu.
W zakładach zajmujących się wytwarzaniem żeliwa syntetycznego ze złomu stalowego najczęściej stosowane są dwie metody wprowadzania środka nawę-glającego: − narzucanie środka nawęglającego na powierzchnię ciekłego metalu lub łado-
wanie go wraz ze złomem stalowym do pieca, − wdmuchiwanie środka nawęglającego do objętości ciekłego metalu w stru-
mieniu gazu obojętnego lub powietrza. Do eksperymentów wykorzystano zbudowane w Zakładzie Odlewnictwa Po-
litechniki Poznańskiej stanowisko składające się z pieca indukcyjnego średniej częstotliwości (pojemność 50 kg – moc pieca 50 kW), który był dodatkowo wy-posażony w drugie źródło ciepła w postaci plazmotronu łukowego prądu stałego (moc maksymalna 25 kW), zamontowane w pokrywie pieca [9, 10] (rys. 2). Jako gaz plazmotwórczy stosowano argon. Złom stalowy o odpowiedniej kawałkowa-tości wraz z nawęglaczem ładowano do pieca. Po roztopieniu dokonywano ko-rekty składu chemicznego oraz modyfikacji.
Rys. 2. Piec indukcyjno-plazmowy: 1 – palnik plazmowy, 2 – zasilacz, 3 – elektroda denna,
4 – pokrywa, 5 – rotametr, 6 – butla z argonem, 7 – induktor [8, 10] Fig. 2. The induction-plasma furnace: 1 – plasma burner; 2 – feeder; 3 – bottom electrode;
4 – cover; 5 – rotameter; 6 – argon bottle; 7 – inductor [8, 10]
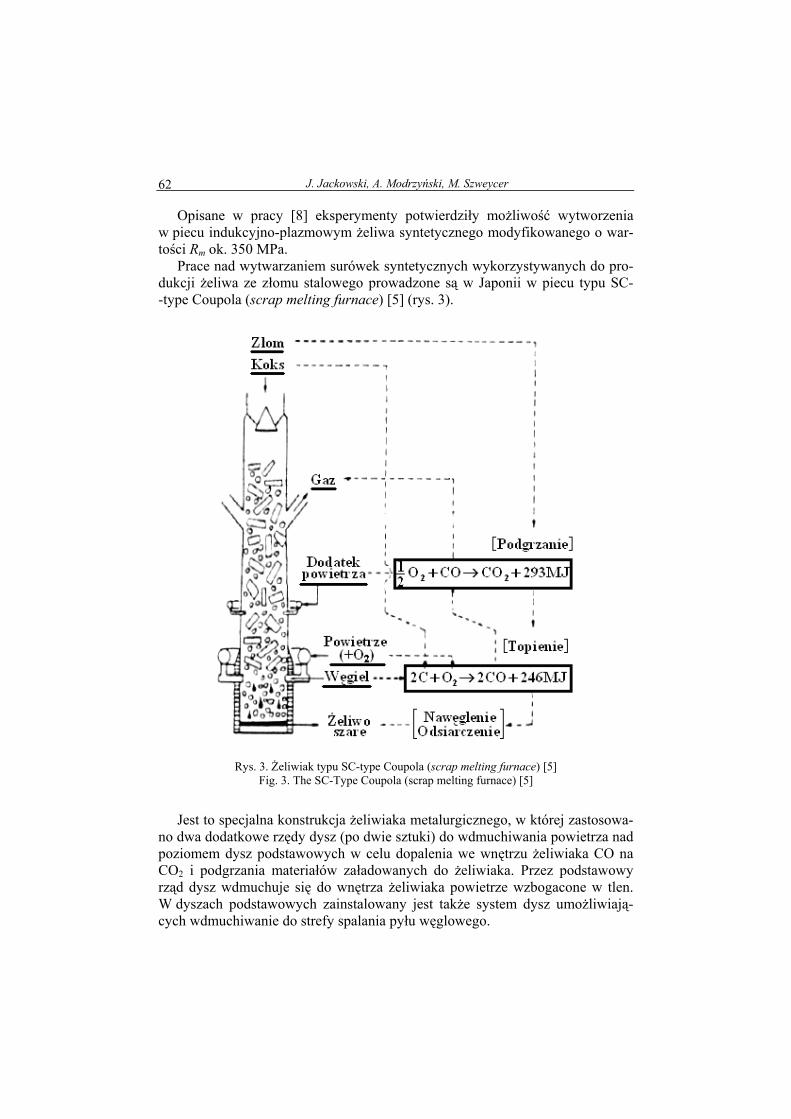
J. Jackowski, A. Modrzyński, M. Szweycer 62
Opisane w pracy [8] eksperymenty potwierdziły możliwość wytworzenia w piecu indukcyjno-plazmowym żeliwa syntetycznego modyfikowanego o war-tości Rm ok. 350 MPa. Prace nad wytwarzaniem surówek syntetycznych wykorzystywanych do pro-dukcji żeliwa ze złomu stalowego prowadzone są w Japonii w piecu typu SC- -type Coupola (scrap melting furnace) [5] (rys. 3).
Rys. 3. Żeliwiak typu SC-type Coupola (scrap melting furnace) [5]
Fig. 3. The SC-Type Coupola (scrap melting furnace) [5]
Jest to specjalna konstrukcja żeliwiaka metalurgicznego, w której zastosowa-no dwa dodatkowe rzędy dysz (po dwie sztuki) do wdmuchiwania powietrza nad poziomem dysz podstawowych w celu dopalenia we wnętrzu żeliwiaka CO na CO2 i podgrzania materiałów załadowanych do żeliwiaka. Przez podstawowy rząd dysz wdmuchuje się do wnętrza żeliwiaka powietrze wzbogacone w tlen. W dyszach podstawowych zainstalowany jest także system dysz umożliwiają-cych wdmuchiwanie do strefy spalania pyłu węglowego.

Wybrane problemy recyklingu w odlewniach 63
W żeliwiaku tego typu jest możliwość stosowania tańszego koksu (hutnicze-go), a bieg pieca jest redukcyjny i sprzyja realizacji procesu nawęglania i odsiar-czania. Kaloryczność gazów odlotowych wzrasta od 1700 kJ/(N⋅m3) (w klasycz-nym żeliwiaku), aż do 8000 kJ/(N⋅m3) (w żeliwiaku typu SC). Żeliwiak o śred-nicy 0,9 m był wyposażony w trzy podstawowe dysze do wdmuchiwania powie-trza wzbogaconego w tlen w rozstawie co 120o z możliwością wdmuchiwania poprzez te dysze pyłu węglowego. Dwa dodatkowe rzędy dysz o średnicy 14 mm do wdmuchiwania powietrza umieszczone są na poziomie 0,5 m i 1,4 m powyżej dysz podstawowych. Jako materiał wsadowy stosuje się oczyszczony złom stalowy o zawartości węgla 0,2÷0,5% i kawałkowatości 20÷60 mm (952 kg), rozdrobniony koks o kawałkowatości 20÷50 mm (55,2 kg). W celu wytworzenia lekko zasadowego żużla (CaO/SiO2 = 1,25) do żeliwiaka dozuje się kamień wapienny (8,6 kg) oraz serpentynit (17,1 kg). Z podanego wsadu na rynnie spustowej otrzymujemy 1 t surówki przegrzanej do T = 1500oC o zawar-tości C = 4,5%, Si = 0,33%, Mn = 0,55% oraz P = 0,04% i S = 0,038%.
3. RECYKLING DROBNEGO ZŁOMU ALUMINIOWEGO
Przykładem takiego złomu są wióry powstałe na skutek obróbki skrawaniem odlewów lub puszki po napojach. Wióry, silnie rozdrobnione, często zanie-czyszczone, stanowią materiał wsadowy, z którego trudno jest otrzymać wyso-kiej jakości metal – surowiec na odlewy. Podobnie złom w postaci puszek po napojach stanowi wsad o bardzo rozwiniętej powierzchni, a ponadto zanieczysz-czony obecnością farb i lakierów, które w warunkach przetapiania są źródłem uciążliwych i niebezpiecznych emisji, np. dioksyn [2]. Warto jednak podkreślić, że masę zużywanych w kraju puszek do napojów szacuje się na ok. 32 tys. ton, czyli dwie trzecie ilości aluminium produkowanego rocznie przez Hutę Alumi-nium w Koninie. Próby wykorzystania wiórów ze stopów aluminium w odlewni przeprowa-dzono, wykorzystując fakt, że w jednej z nich część wytwarzanych odlewów obrabiano na miejscu, skutkiem czego powstawały znaczne ilości wiórów, sprzedawane za bezcen do huty. Próby wykonano, mając do dyspozycji [4]: − piec tyglowy opalany olejem o pojemności grafitowego tygla 150 kg cie-
kłego Al, − rafinacyjną komorę próżniową do odwodorowania metalu przeznaczonego na
odlewy, − aparat do kontroli zawartości wodoru w ciekłym stopie Al, − spektrometr pozwalający na określenie dwanaście podstawowych składników
stopów Al, − maszynę wytrzymałościową do zrywania próbek wytrzymałościowych metalu.
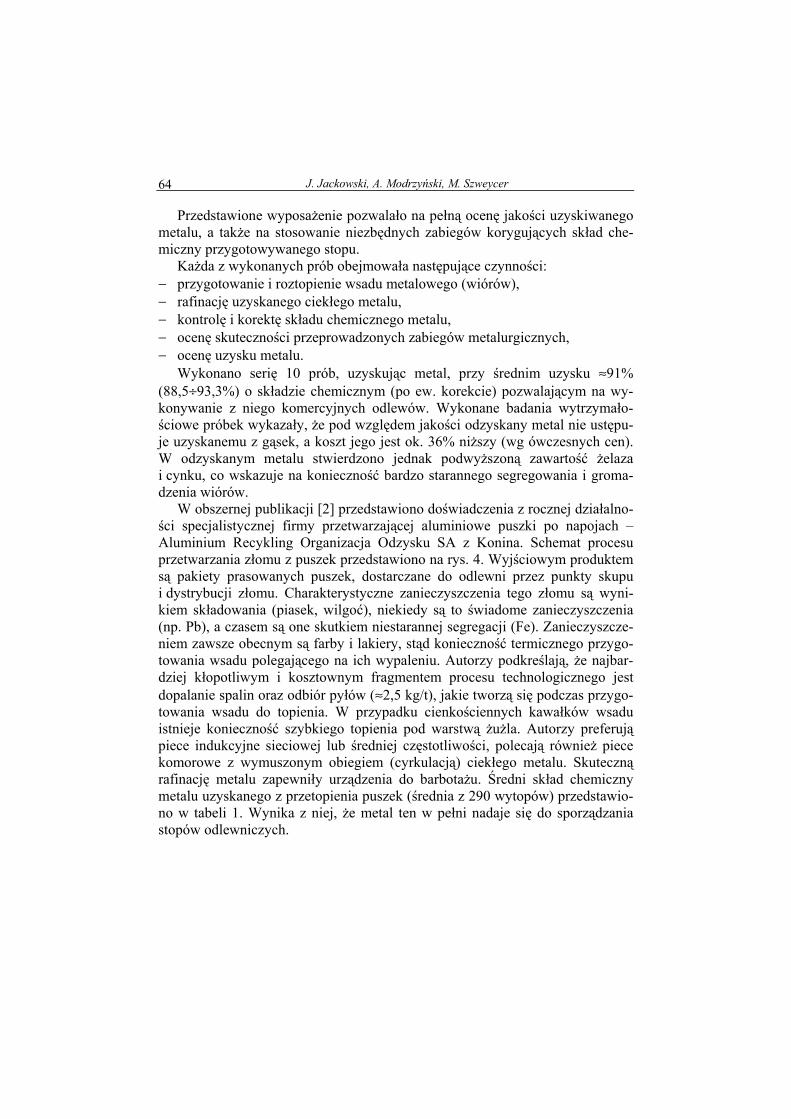
J. Jackowski, A. Modrzyński, M. Szweycer 64
Przedstawione wyposażenie pozwalało na pełną ocenę jakości uzyskiwanego metalu, a także na stosowanie niezbędnych zabiegów korygujących skład che-miczny przygotowywanego stopu.
Każda z wykonanych prób obejmowała następujące czynności: − przygotowanie i roztopienie wsadu metalowego (wiórów), − rafinację uzyskanego ciekłego metalu, − kontrolę i korektę składu chemicznego metalu, − ocenę skuteczności przeprowadzonych zabiegów metalurgicznych, − ocenę uzysku metalu.
Wykonano serię 10 prób, uzyskując metal, przy średnim uzysku ≈91% (88,5÷93,3%) o składzie chemicznym (po ew. korekcie) pozwalającym na wy-konywanie z niego komercyjnych odlewów. Wykonane badania wytrzymało-ściowe próbek wykazały, że pod względem jakości odzyskany metal nie ustępu-je uzyskanemu z gąsek, a koszt jego jest ok. 36% niższy (wg ówczesnych cen). W odzyskanym metalu stwierdzono jednak podwyższoną zawartość żelaza i cynku, co wskazuje na konieczność bardzo starannego segregowania i groma-dzenia wiórów.
W obszernej publikacji [2] przedstawiono doświadczenia z rocznej działalno-ści specjalistycznej firmy przetwarzającej aluminiowe puszki po napojach – Aluminium Recykling Organizacja Odzysku SA z Konina. Schemat procesu przetwarzania złomu z puszek przedstawiono na rys. 4. Wyjściowym produktem są pakiety prasowanych puszek, dostarczane do odlewni przez punkty skupu i dystrybucji złomu. Charakterystyczne zanieczyszczenia tego złomu są wyni-kiem składowania (piasek, wilgoć), niekiedy są to świadome zanieczyszczenia (np. Pb), a czasem są one skutkiem niestarannej segregacji (Fe). Zanieczyszcze-niem zawsze obecnym są farby i lakiery, stąd konieczność termicznego przygo-towania wsadu polegającego na ich wypaleniu. Autorzy podkreślają, że najbar-dziej kłopotliwym i kosztownym fragmentem procesu technologicznego jest dopalanie spalin oraz odbiór pyłów (≈2,5 kg/t), jakie tworzą się podczas przygo-towania wsadu do topienia. W przypadku cienkościennych kawałków wsadu istnieje konieczność szybkiego topienia pod warstwą żużla. Autorzy preferują piece indukcyjne sieciowej lub średniej częstotliwości, polecają również piece komorowe z wymuszonym obiegiem (cyrkulacją) ciekłego metalu. Skuteczną rafinację metalu zapewniły urządzenia do barbotażu. Średni skład chemiczny metalu uzyskanego z przetopienia puszek (średnia z 290 wytopów) przedstawio-no w tabeli 1. Wynika z niej, że metal ten w pełni nadaje się do sporządzania stopów odlewniczych.
Wybrane problemy recyklingu w odlewniach 65
Rys. 4. Schemat cyklu przetwarzania aluminiowych puszek po napojach [wg 2] Fig. 4. Diagram of the processing cycle of aluminum beverage tins [acc. to 2]
Tabela 1 Średni skład chemiczny metalu uzyskanego z przetopienia puszek (290 wytopów) [wg 2]
Average chemical composition of the metal obtained by melting of the tins (290 melts) [acc. to 2] Pierwiastek Al Mg Mn Fe Si Cu Pozostałe
[%] 96,67 1,25 0,85 0,49 0,36 0,21 0,17
4. RECYKLING ODLEWÓW Z KOMPOZYTÓW METALOWYCH
Recykling odlewów z metalowych kompozytów odlewanych w przeciwień-stwie do odlewów ze stopów metali jest zagadnieniem trudnym, co może być barierą w ich stosowaniu [3]. Dotyczy to przede wszystkim kompozytów zbro-jonych cząstkami i z nasycanym porowatym zbrojeniem. W literaturze świato-wej [1] oraz krajowej [3, 16] doniesienia na ten temat są nad wyraz skąpe. Moż-liwość recyklingu odlewów z kompozytów metalowych zależy od ich rodzaju. Podczas recyklingu kompozytów zbrojonych cząstkami mogą być stosowane dwa sposoby: − przetapianie złomu, którego dodaje się w ilości 25÷30% do świeżo sporzą-
dzonej zawiesiny kompozytowej; sposób ten może być jednak niewystarcza-

J. Jackowski, A. Modrzyński, M. Szweycer 66
jący dla zagospodarowania całej ilości złomu; uzysk tworzywa podczas wy-twarzania odlewów kompozytowych może być bowiem mniejszy od 70%, a trzeba jeszcze uwzględnić złom poamortyzacyjny; ponadto możliwość rafi-nacji osnowy kompozytu jest ograniczona, a jakość kompozytu ulega pogor-szeniu po kolejnych zabiegach recyklingu [11]; nie można poddać recyklin-gowi kompozytu zanieczyszczonego np. produktami reakcji na granicy me-tal–zbrojenie;
− drugi sposób polega na ekstrakcji cząstek zbrojenia sposobami stosowanymi w rafinacji klasycznych stopów odlewniczych, przede wszystkim za pomocą żużli powstałych ze stopienia mieszanek solnych. Badania autorów wykazały, że skuteczny recykling materiału kompozytowe-
go, którego osnową był stop aluminium, a fazą zbrojącą cząstki Al2O3, jest moż-liwy przez rozdzielenie składników zawiesiny kompozytowej, ale pod warun-kiem dobrania odpowiedniego ciekłego ośrodka, w którym zabieg recyklingu jest przeprowadzany [12, 15]. Ośrodek ten powinien być dobrany tak, aby za-pewniał możliwie najkorzystniejszą zwilżalność materiału zbrojenia przez ten ośrodek (kąt zwilżania θ < 90°) w otoczeniu ciekłego metalu. Skutecznym ośrodkiem okazała się stopiona mieszanina soli. Drugim warunkiem rozdzielenia składników zawiesiny kompozytowej jest intensywne mieszanie zawiesiny pod-dawanej recyklingowi z ciekłym ośrodkiem. W układzie złożonym z kropli za-wiesiny kompozytowej w ciekłym ośrodku cząstki fazy zbrojącej (Al2O3) prze-chodzą z ciekłego metalu (osnowy) do ośrodka, skutkiem czego uzyskuje się pozbawioną cząstek zbrojenia osnowę, a zatem skuteczne rozdzielenie składni-ków przetwarzanego materiału kompozytowego.
Niezadowalające wyniki uzyskano podczas recyklingu odlewów kompozy-towych zawierających cząstki SiC, co jest zgodne z danymi zawartymi w litera-turze [15]. Wyjaśnienie tego niepowodzenia wymaga dalszych badań.
Recykling odlewów z kompozytów z nasycanym zbrojeniem może być do-konany jedynie przez rozdzielenie składników. Autorom nie udało się znaleźć w literaturze technicznej żadnych doniesień na ten temat.
Przeprowadzono próby rozdzielenia składników odlewów z kompozytów o osnowie ze stopu aluminium, ołowiu oraz stopu Wooda, zbrojonych włóknami glinokrzemianowymi oraz węglowymi, a także spiekami grafitowymi.
Rozważania teoretyczne i badania wykazały, że podobnie jak w przypadku recyklingu materiałów kompozytowych zbrojonych cząstkami, recykling odle-wów kompozytowych z nasycanym zbrojeniem jest możliwy tylko w odpowied-nio dobranych ośrodkach, zapewniających kąt zwilżania materiału zbrojenia w nich przez osnowę metalową większy od θ = 120°, przy czym minimalna war-tość tego kąta jest zależna od kształtu porów zbrojenia kompozytu. Skuteczność wypływania osnowy kompozytowej (w ośrodku) z kształtek zbrojenia uformo-wanych z materiałów włóknistych okazała się zadowalająca, natomiast niedosta-teczna w przypadku kształtek spiekanych z materiałów ziarnistych. Wnioskować
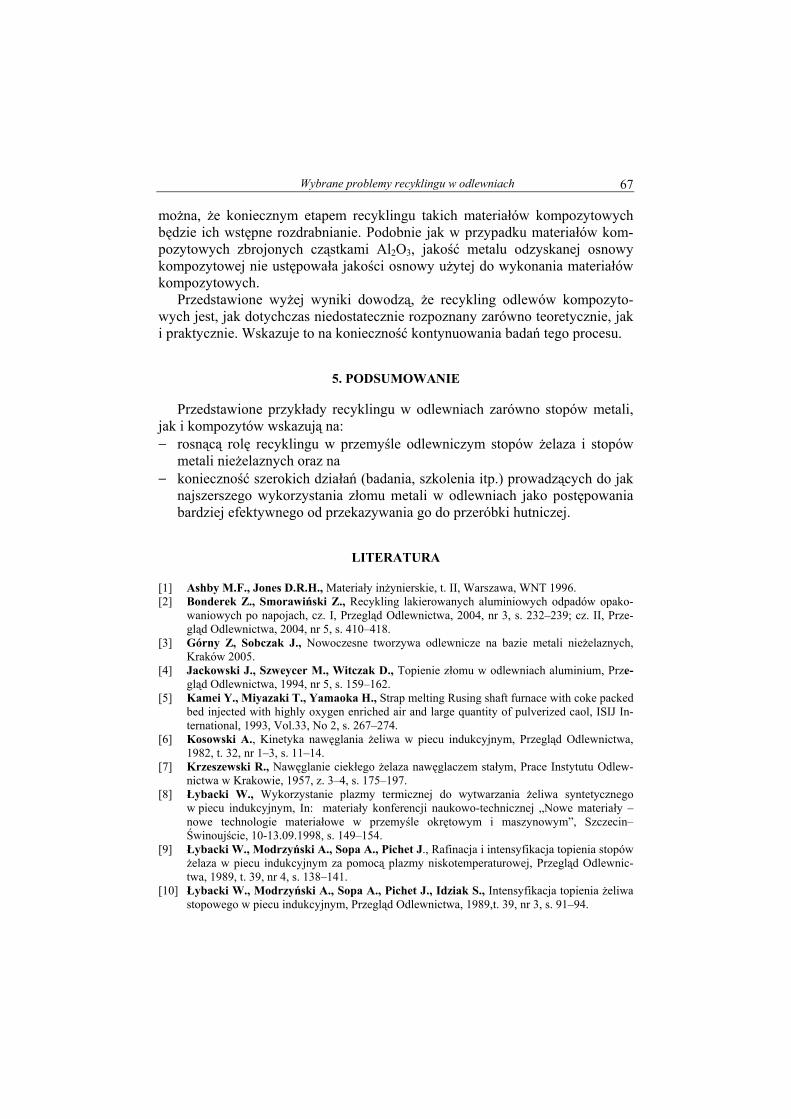
Wybrane problemy recyklingu w odlewniach 67
można, że koniecznym etapem recyklingu takich materiałów kompozytowych będzie ich wstępne rozdrabnianie. Podobnie jak w przypadku materiałów kom-pozytowych zbrojonych cząstkami Al2O3, jakość metalu odzyskanej osnowy kompozytowej nie ustępowała jakości osnowy użytej do wykonania materiałów kompozytowych.
Przedstawione wyżej wyniki dowodzą, że recykling odlewów kompozyto-wych jest, jak dotychczas niedostatecznie rozpoznany zarówno teoretycznie, jak i praktycznie. Wskazuje to na konieczność kontynuowania badań tego procesu.
5. PODSUMOWANIE
Przedstawione przykłady recyklingu w odlewniach zarówno stopów metali, jak i kompozytów wskazują na: − rosnącą rolę recyklingu w przemyśle odlewniczym stopów żelaza i stopów
metali nieżelaznych oraz na − konieczność szerokich działań (badania, szkolenia itp.) prowadzących do jak
najszerszego wykorzystania złomu metali w odlewniach jako postępowania bardziej efektywnego od przekazywania go do przeróbki hutniczej.
LITERATURA
[1] Ashby M.F., Jones D.R.H., Materiały inżynierskie, t. II, Warszawa, WNT 1996. [2] Bonderek Z., Smorawiński Z., Recykling lakierowanych aluminiowych odpadów opako-
waniowych po napojach, cz. I, Przegląd Odlewnictwa, 2004, nr 3, s. 232–239; cz. II, Prze-gląd Odlewnictwa, 2004, nr 5, s. 410–418.
[3] Górny Z, Sobczak J., Nowoczesne tworzywa odlewnicze na bazie metali nieżelaznych, Kraków 2005.
[4] Jackowski J., Szweycer M., Witczak D., Topienie złomu w odlewniach aluminium, Prze-gląd Odlewnictwa, 1994, nr 5, s. 159–162.
[5] Kamei Y., Miyazaki T., Yamaoka H., Strap melting Rusing shaft furnace with coke packed bed injected with highly oxygen enriched air and large quantity of pulverized caol, ISIJ In-ternational, 1993, Vol.33, No 2, s. 267–274.
[6] Kosowski A., Kinetyka nawęglania żeliwa w piecu indukcyjnym, Przegląd Odlewnictwa, 1982, t. 32, nr 1–3, s. 11–14.
[7] Krzeszewski R., Nawęglanie ciekłego żelaza nawęglaczem stałym, Prace Instytutu Odlew-nictwa w Krakowie, 1957, z. 3–4, s. 175–197.
[8] Łybacki W., Wykorzystanie plazmy termicznej do wytwarzania żeliwa syntetycznego w piecu indukcyjnym, In: materiały konferencji naukowo-technicznej „Nowe materiały – nowe technologie materiałowe w przemyśle okrętowym i maszynowym”, Szczecin–Świnoujście, 10-13.09.1998, s. 149–154.
[9] Łybacki W., Modrzyński A., Sopa A., Pichet J., Rafinacja i intensyfikacja topienia stopów żelaza w piecu indukcyjnym za pomocą plazmy niskotemperaturowej, Przegląd Odlewnic-twa, 1989, t. 39, nr 4, s. 138–141.
[10] Łybacki W., Modrzyński A., Sopa A., Pichet J., Idziak S., Intensyfikacja topienia żeliwa stopowego w piecu indukcyjnym, Przegląd Odlewnictwa, 1989,t. 39, nr 3, s. 91–94.

J. Jackowski, A. Modrzyński, M. Szweycer 68
[11] Mitko M., Tomczyński S., Zmiany struktury w strefie międzyfazowej cząstka grafitu – stop AlSi6Cu4 w kompozycie metalowym po recyklingu, Kompozyty (Composites), 2004, nr 10, s. 159–164.
[12] Patent nr 339023 „Sposób recyklingu odlewów z metalowego kompozytu nasycanego”. [13] Pietkiewicz Z., Jura S., Janerka K., Szlumczyk H., Intensyfikacja procesu wytapiania
żeliwa poprzez wdmuchiwanie sproszkowanego nawęglacza, Krzepnięcie Metali i Stopów, 1992, nr 16, s. 107–113,
[14] Podrzucki C., Kalata C., Metalurgia i odlewnictwo żeliwa, wyd. 2, Katowice, Śląsk 1976. [15] Recykling odlewów z kompozytów metalowych zawiesinowych i z nasycanym zbrojeniem,
Sprawozdanie z grantu nr 3 T08B 022 26, Poznań 2006. [16] Sobczak J., Kompozyty odlewane, Instytut Odlewnictwa, Kraków–Warszawa, Instytut
Transportu Samochodowego 2001. [17] Szweycer M., Nagolska D., Metalurgia i odlewnictwo, Poznań, Wyd. Politechniki
Poznańskiej 2002.
Recenzent: dr hab. inż. Edward Pająk, prof. nadzw.
SELECTED PROBLEMS OF RECYCLING IN FOUNDRIES
S u m m a r y
The most reasonable use of scrap materials occurs provided that they are recycled the nearest to the place they originate and introduced to the manufacturing process the nearest to the final product. As an example of it the use of metal scrap in foundries may be mentioned. Nevertheless, there are also specific scrap materials the treatment of which requires special conditions like, for example, beverage tins or composite scrap. The paper presented below indicates possibility of the use of metal scrap in foundries, i.e. steel scrap in iron foundries, the chips arising while machining of casts in the aluminum alloys foundries, beverage tins used for production of aluminum alloy pig sows, and the use of metal matrix of composite castings.
Key words: castings, scrap, recycling
dr hab. inż. Jacek JACKOWSKI, prof. nadzw. PP Politechnika Poznańska, Instytut Technologii Materiałów, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 24 15
dr hab. inż. Andrzej MODRZYŃSKI, prof. nadzw. PP Politechnika Poznańska, Instytut Technologii Materiałów, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 24 23, e-mail: [email protected]
prof. dr hab. inż. Michał SZWEYCER Politechnika Poznańska, Instytut Technologii Materiałów, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 24 15
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
STANISŁAW JANIK, IZABELA GABRYELEWICZ
SYSTEM OCENY ODDZIAŁYWANIA TECHNOLOGII
WYTWARZANIA NA ŚRODOWISKO
W artykule przedstawiono propozycję systemu oceny środowiskowej technologii wytwarzania
wyrobów ze stopów żelaza. Scharakteryzowano tendencje w kierunkach rozwoju technologii wytwarzania. Opisano korzyści wynikające ze stosowania przedstawionego systemu oceny środo-wiskowej.
Słowa kluczowe: ocena środowiskowa, technologia wytwarzania, aspekty środowiskowe
1. EKOLOGICZNE KRYTERIA WYBORU TECHNOLOGII WYTWARZANIA
Celem każdego producenta wytwarzającego produkt (usługę) jest jak naj-
większy zysk przy jak najmniejszych kosztach. Do tej pory o wyborze technolo-gii lub materiału decydowały kryteria użytkowe, techniczne i ekonomiczne. Gwałtowna degradacja środowiska i coraz wyraźniej odczuwalne jej skutki zmuszają do wprowadzenia kryterium ekologicznego (rys. 1).
Rys. 1. Kryteria wyboru procesu technologicznego Fig. 1. Ecological aspects of manufacturing process
Konieczność wprowadzenia dodatkowych kryteriów związana jest z narasta-
jącym zanieczyszczeniem środowiska i wyczerpywaniem się surowców natural-nych. Do najważniejszych cech ekologicznego wyrobu zalicza się: – stosowanie technologii możliwie najbardziej przyjaznych środowisku (takich
które bez zmiany funkcji i jakości danego wyrobu w jak najmniejszym stop-niu wpływają na środowisko),
KRYTERIA TECHNICZNE
KRYTERIA WPŁYWAJĄCE NA WYBÓR PROCESU TECHNOLOGICZNEGO
KRYTERIA UŻYTKOWE
KRYTERIA EKONOMICZNE
KRYTERIA EKOLOGICZNE
S. Janik, I. Gabryelewicz 70
– łatwy demontaż i segregacja poszczególnych części w celu recyklingu, – stosowanie materiałów, które można poddać procesowi powtórnego przerobu.
2. USTAWOWA ODPOWIEDZIALNOŚĆ ZA STAN ŚRODOWISKA
Ewolucja podejścia do ochrony środowiska (od modelu zrzutów niekontro-
lowanych poprzez model usuwania skutków aż do modelu zapobiegania zanie-czyszczeniom), spowodowała szereg uregulowań prawnych nakazujących pod-miotom gospodarczym wprowadzenie kryteriów ekologicznych do swojej dzia-łalności.
Obecnie najważniejszym dokumentem obowiązującym wszystkie kraje Unii Europejskiej jest dyrektywa 96/61/WE z dnia 24 września 1996 r. dotycząca zintegrowanego zapobiegania zanieczyszczeniom i ich kontroli (w Polsce odpo-wiednikiem jest ustawa z dnia 27 kwietnia 2001 r. Prawo ochrony środowiska (Dz.U. 2001, 62.627 z późn. zm.)). Drugim dokumentem jest dyrektywa 2004/35/WE z dnia 21 kwietnia 2004 r. w sprawie odpowiedzialności za środo-wisko w odniesieniu do zapobiegania i zaradzania szkodom wyrządzonym śro-dowisku naturalnemu (odpowiednik w Polsce to Ustawa z 13 kwietnia 2007 r. o zapobieganiu szkodom w środowisku i ich naprawie (Dz.U. 2007, 75.493)).
Najważniejszą konsekwencją tych unormowań prawnych jest obowiązek uzyskiwania przez określone instalacje pozwoleń zintegrowanych (PZ). Są to pozwolenia obejmujące w jednej decyzji zezwolenie na wprowadzanie zanie-czyszczeń pochodzących z instalacji do wszystkich komponentów środowiska. Podejście to jest gwarancją obniżenia wpływu instalacji na środowisko do po-ziomu uzasadnionego względami technicznymi i ekonomicznymi. PZ dotyczy następujących oddziaływań na środowisko: – wprowadzania gazów lub pyłów do powietrza, – wytwarzania odpadów, – wprowadzania ścieków do wód, kanalizacji i ziemi oraz poboru wód, – emitowania hałasu, – emitowania pól elektromagnetycznych.
Wielkości emisji muszą być wyrażone w jednostkach fizycznych odniesio-nych do konkretnej jednostki funkcyjnej (np. kg/t produktu).
Z ustaw wynikają dodatkowe konsekwencje dla podmiotów gospodarczych: – zasada całościowego podejścia do ochrony środowiska naturalnego polegają-
ca na zapobieganiu zanieczyszczeniom oraz na ich zmniejszaniu oraz uniesz-kodliwianiu przez przyznanie priorytetu interwencji u źródła,
– zapewnienie rozsądnej gospodarki zasobami naturalnymi zgodnie z zasadą „zanieczyszczający płaci” i zasadą stałego rozwoju,
– priorytetowe znaczenie zintegrowanego zapobiegania zanieczyszczeniom,
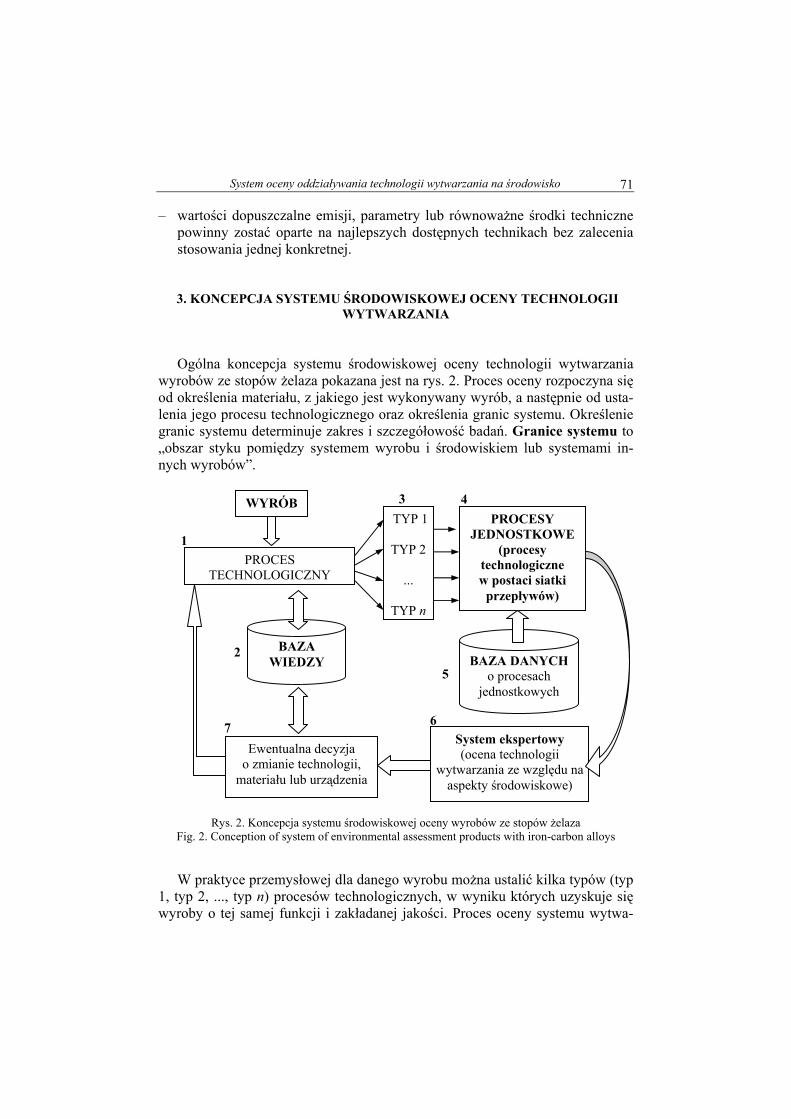
System oceny oddziaływania technologii wytwarzania na środowisko 71
– wartości dopuszczalne emisji, parametry lub równoważne środki techniczne powinny zostać oparte na najlepszych dostępnych technikach bez zalecenia stosowania jednej konkretnej.
3. KONCEPCJA SYSTEMU ŚRODOWISKOWEJ OCENY TECHNOLOGII
WYTWARZANIA
Ogólna koncepcja systemu środowiskowej oceny technologii wytwarzania
wyrobów ze stopów żelaza pokazana jest na rys. 2. Proces oceny rozpoczyna się od określenia materiału, z jakiego jest wykonywany wyrób, a następnie od usta-lenia jego procesu technologicznego oraz określenia granic systemu. Określenie granic systemu determinuje zakres i szczegółowość badań. Granice systemu to „obszar styku pomiędzy systemem wyrobu i środowiskiem lub systemami in-nych wyrobów”.
Rys. 2. Koncepcja systemu środowiskowej oceny wyrobów ze stopów żelaza
Fig. 2. Conception of system of environmental assessment products with iron-carbon alloys
W praktyce przemysłowej dla danego wyrobu można ustalić kilka typów (typ
1, typ 2, ..., typ n) procesów technologicznych, w wyniku których uzyskuje się wyroby o tej samej funkcji i zakładanej jakości. Proces oceny systemu wytwa-
WYRÓB
PROCES TECHNOLOGICZNY
TYP 1
TYP 2
...
TYP n
BAZA WIEDZY BAZA DANYCH
o procesach jednostkowych
Ewentualna decyzja o zmianie technologii,
materiału lub urządzenia
PROCESY JEDNOSTKOWE
(procesy technologiczne w postaci siatki
przepływów)
System ekspertowy (ocena technologii
wytwarzania ze względu na aspekty środowiskowe)
2
1
3 4
5
7 6
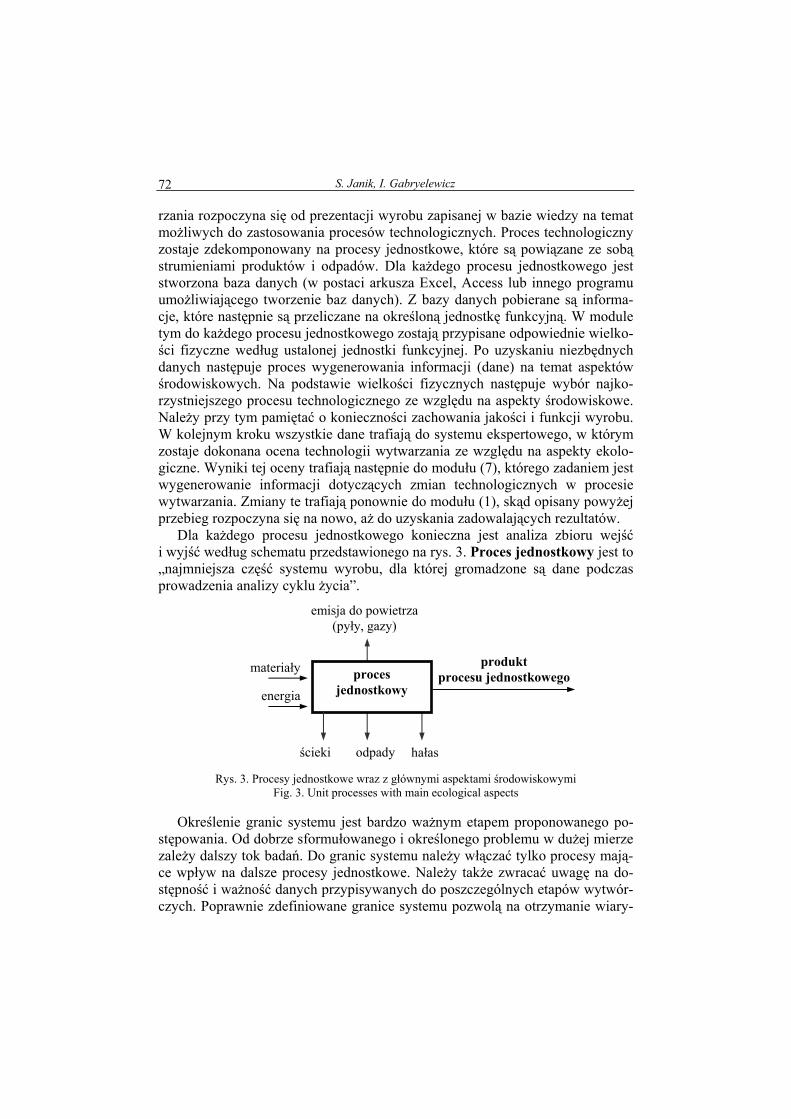
S. Janik, I. Gabryelewicz 72
rzania rozpoczyna się od prezentacji wyrobu zapisanej w bazie wiedzy na temat możliwych do zastosowania procesów technologicznych. Proces technologiczny zostaje zdekomponowany na procesy jednostkowe, które są powiązane ze sobą strumieniami produktów i odpadów. Dla każdego procesu jednostkowego jest stworzona baza danych (w postaci arkusza Excel, Access lub innego programu umożliwiającego tworzenie baz danych). Z bazy danych pobierane są informa-cje, które następnie są przeliczane na określoną jednostkę funkcyjną. W module tym do każdego procesu jednostkowego zostają przypisane odpowiednie wielko-ści fizyczne według ustalonej jednostki funkcyjnej. Po uzyskaniu niezbędnych danych następuje proces wygenerowania informacji (dane) na temat aspektów środowiskowych. Na podstawie wielkości fizycznych następuje wybór najko-rzystniejszego procesu technologicznego ze względu na aspekty środowiskowe. Należy przy tym pamiętać o konieczności zachowania jakości i funkcji wyrobu. W kolejnym kroku wszystkie dane trafiają do systemu ekspertowego, w którym zostaje dokonana ocena technologii wytwarzania ze względu na aspekty ekolo-giczne. Wyniki tej oceny trafiają następnie do modułu (7), którego zadaniem jest wygenerowanie informacji dotyczących zmian technologicznych w procesie wytwarzania. Zmiany te trafiają ponownie do modułu (1), skąd opisany powyżej przebieg rozpoczyna się na nowo, aż do uzyskania zadowalających rezultatów.
Dla każdego procesu jednostkowego konieczna jest analiza zbioru wejść i wyjść według schematu przedstawionego na rys. 3. Proces jednostkowy jest to „najmniejsza część systemu wyrobu, dla której gromadzone są dane podczas prowadzenia analizy cyklu życia”.
Rys. 3. Procesy jednostkowe wraz z głównymi aspektami środowiskowymi Fig. 3. Unit processes with main ecological aspects
Określenie granic systemu jest bardzo ważnym etapem proponowanego po-
stępowania. Od dobrze sformułowanego i określonego problemu w dużej mierze zależy dalszy tok badań. Do granic systemu należy włączać tylko procesy mają-ce wpływ na dalsze procesy jednostkowe. Należy także zwracać uwagę na do-stępność i ważność danych przypisywanych do poszczególnych etapów wytwór-czych. Poprawnie zdefiniowane granice systemu pozwolą na otrzymanie wiary-
materiały produkt procesu jednostkowego
energia
emisja do powietrza (pyły, gazy)
ścieki odpady
proces jednostkowy
hałas
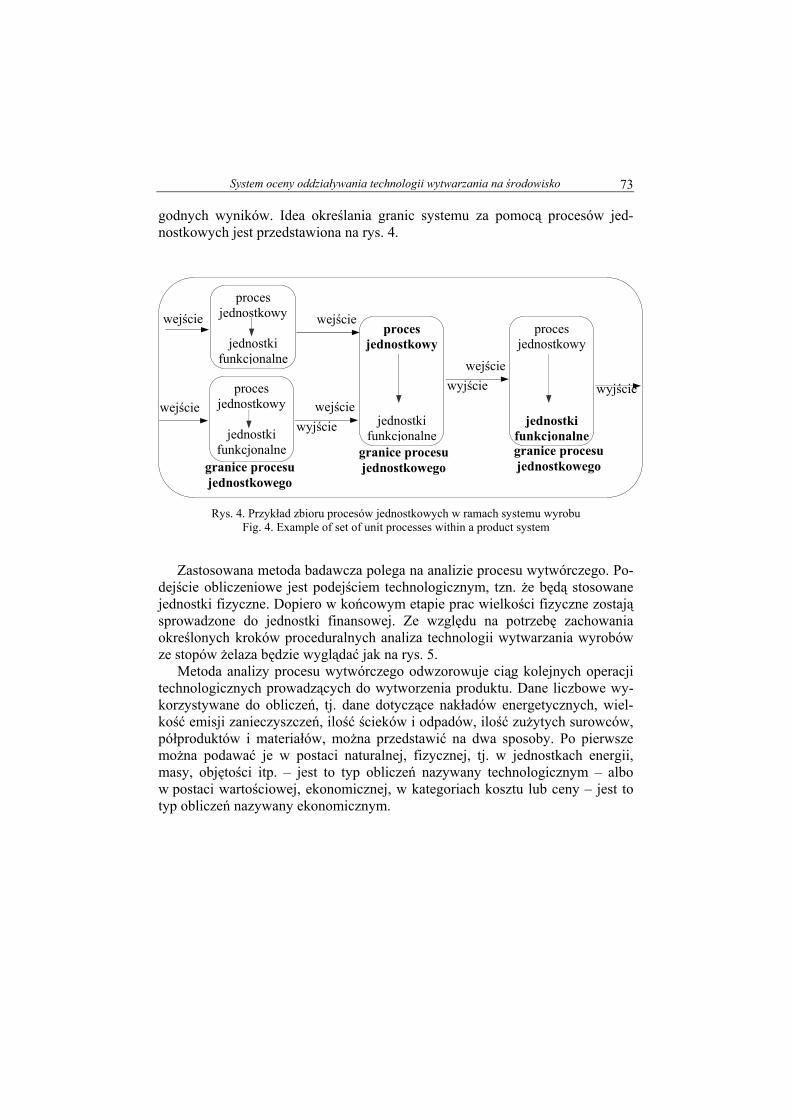
System oceny oddziaływania technologii wytwarzania na środowisko 73
godnych wyników. Idea określania granic systemu za pomocą procesów jed-nostkowych jest przedstawiona na rys. 4.
Rys. 4. Przykład zbioru procesów jednostkowych w ramach systemu wyrobu
Fig. 4. Example of set of unit processes within a product system
Zastosowana metoda badawcza polega na analizie procesu wytwórczego. Po-
dejście obliczeniowe jest podejściem technologicznym, tzn. że będą stosowane jednostki fizyczne. Dopiero w końcowym etapie prac wielkości fizyczne zostają sprowadzone do jednostki finansowej. Ze względu na potrzebę zachowania określonych kroków proceduralnych analiza technologii wytwarzania wyrobów ze stopów żelaza będzie wyglądać jak na rys. 5.
Metoda analizy procesu wytwórczego odwzorowuje ciąg kolejnych operacji technologicznych prowadzących do wytworzenia produktu. Dane liczbowe wy-korzystywane do obliczeń, tj. dane dotyczące nakładów energetycznych, wiel-kość emisji zanieczyszczeń, ilość ścieków i odpadów, ilość zużytych surowców, półproduktów i materiałów, można przedstawić na dwa sposoby. Po pierwsze można podawać je w postaci naturalnej, fizycznej, tj. w jednostkach energii, masy, objętości itp. – jest to typ obliczeń nazywany technologicznym – albo w postaci wartościowej, ekonomicznej, w kategoriach kosztu lub ceny – jest to typ obliczeń nazywany ekonomicznym.
wejście wyjście
granice procesu jednostkowego
granice procesu jednostkowego
granice procesu jednostkowego
wyjście wejście
proces jednostkowy
jednostki
funkcjonalne
wejście proces
jednostkowy
jednostki funkcjonalne
proces jednostkowy
jednostki funkcjonalne
wejście
wejście
wyjście
proces jednostkowy
jednostki funkcjonalne
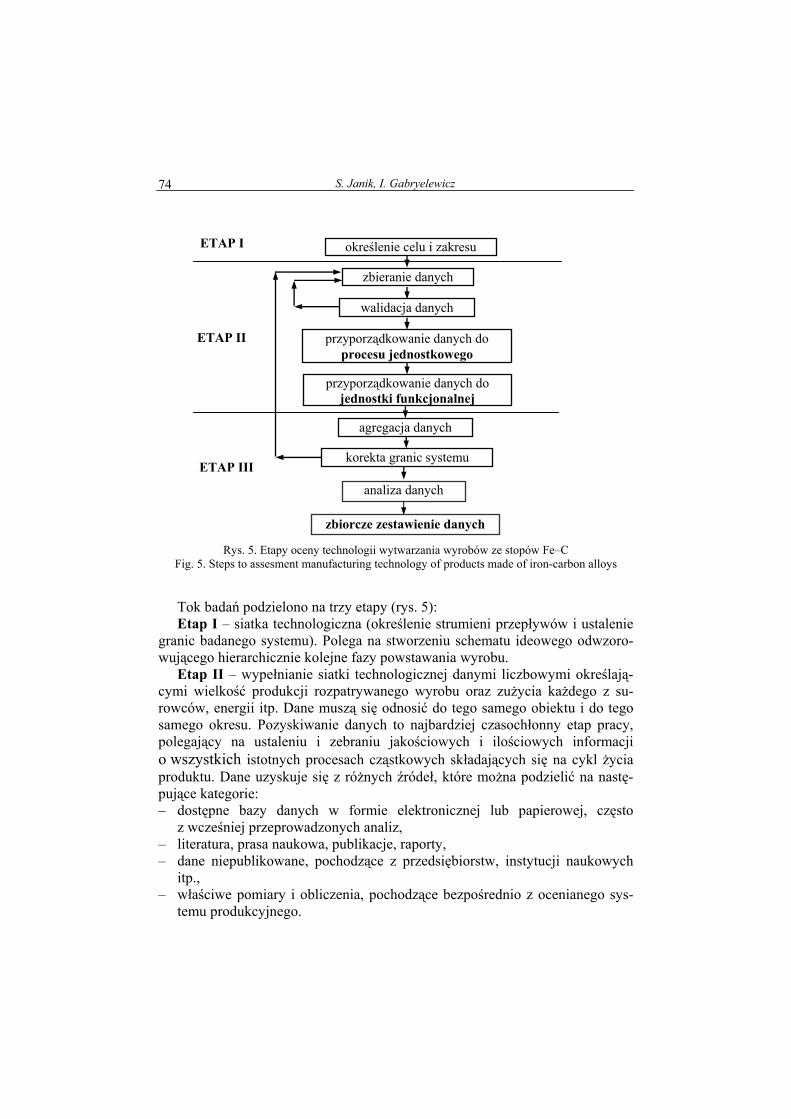
S. Janik, I. Gabryelewicz 74
Rys. 5. Etapy oceny technologii wytwarzania wyrobów ze stopów Fe–C Fig. 5. Steps to assesment manufacturing technology of products made of iron-carbon alloys
Tok badań podzielono na trzy etapy (rys. 5): Etap I – siatka technologiczna (określenie strumieni przepływów i ustalenie
granic badanego systemu). Polega na stworzeniu schematu ideowego odwzoro-wującego hierarchicznie kolejne fazy powstawania wyrobu.
Etap II – wypełnianie siatki technologicznej danymi liczbowymi określają-cymi wielkość produkcji rozpatrywanego wyrobu oraz zużycia każdego z su-rowców, energii itp. Dane muszą się odnosić do tego samego obiektu i do tego samego okresu. Pozyskiwanie danych to najbardziej czasochłonny etap pracy, polegający na ustaleniu i zebraniu jakościowych i ilościowych informacji o wszystkich istotnych procesach cząstkowych składających się na cykl życia produktu. Dane uzyskuje się z różnych źródeł, które można podzielić na nastę-pujące kategorie: – dostępne bazy danych w formie elektronicznej lub papierowej, często
z wcześniej przeprowadzonych analiz, – literatura, prasa naukowa, publikacje, raporty, – dane niepublikowane, pochodzące z przedsiębiorstw, instytucji naukowych
itp., – właściwe pomiary i obliczenia, pochodzące bezpośrednio z ocenianego sys-
temu produkcyjnego.
określenie celu i zakresu
agregacja danych
zbieranie danych
walidacja danych
przyporządkowanie danych do procesu jednostkowego
przyporządkowanie danych do jednostki funkcjonalnej
korekta granic systemu
analiza danych
zbiorcze zestawienie danych
ETAP I
ETAP II
ETAP III
System oceny oddziaływania technologii wytwarzania na środowisko 75
Po etapie zbierania danych następuje ich walidacja, polegająca na sprawdze-niu ich wiarygodności i poprawności. Walidacja może polegać na wykonaniu obliczeń bilansu masy, energii i (lub) na dokonaniu analizy porównawczej.
Etap III – przeliczanie wszystkich wartości na jednostkę badanego wyrobu i sumowanie po liniach siatki. Można przy tym uzyskać (po dodatkowym przeli-czeniu na jednostkę funkcyjną) wskaźniki skumulowane odnoszące się do pew-nych wybranych półproduktów rozpatrywanego wyrobu. Etap III może również skutkować korektą granic systemu. Wyniki analiz można przedstawić jako: – proste sumowanie poszczególnych wielkości z procesów jednostkowych
odniesione do jednostki funkcyjnej, – analizę wielkości na wejściu i wyjściu wyrażoną jako stosunek produktu do
odpadu, – analizę danych uwzględniającą wskaźniki szkodliwości z przypisaniem do
kategorii oddziaływań.
4. PODSUMOWANIE
W zależności od technologii wytwarzania można uzyskać różne wielkości fi-
zyczne odnoszące się do poszczególnych aspektów środowiskowych. Dzięki zastosowaniu oceny środowiskowej można przypisać poszczególnym technolo-giom wielkości fizyczne opisujące wpływ poszczególnych technologii wytwa-rzania na środowisko.
Ocena według zaproponowanego systemu pozwoli na spełnienie wymagań z zakresu uzyskania pozwolenia zintegrowanego przez określone instalacje przemysłowe. Możliwość porównywania różnych technologii wytwarzania umożliwi stosowanie najlepszych dostępnych technik. Celem systemu jest usta-lenie rzeczywistego nakładu środowiskowego związanego z istnieniem obiektu technicznego. W wyniku tego staje się możliwa optymalizacja technologii wy-twarzania oraz weryfikacji materiałów i technologii.
Powyższa koncepcja zapewnia zgodność systemu oceny technologii wytwa-rzania wyrobów ze stopów żelaza z wymogami prawnymi. Ocena technologii wytwarzania pozwala badać i identyfikować punkty krytyczne występujące w danym systemie wytwarzania.
System oparty na proponowanej koncepcji charakteryzuje się dużą elastycz-nością, jeśli chodzi o stopień automatyzacji. System może funkcjonować jako nieskomputeryzowany (niezautomatyzowany), w którym wszystkie dane i obli-czenia mogą być wykonywane „ręcznie”, ale jest też możliwe stopniowe uzu-pełnianie go o moduły programu komputerowego aż do osiągnięcia pełnej kom-puteryzacji (w miarę uzupełniania baz danych i dostosowywania ich do wymo-gów i możliwości oprogramowania komputerowego).
S. Janik, I. Gabryelewicz 76
Przy założeniu maksymalnego stopnia automatyzacji systemu interakcja użytkownika z systemem polegałaby wyłącznie na udzieleniu odpowiedzi na pytanie o nazwę analizowanego wyrobu. Tak wysoki stopień automatyzacji nie jest jednak łatwy do osiągnięcia ze względu na trudności powstające przy próbie automatycznego przełożenia wiedzy technologicznej i intuicji technologa oraz doświadczenia projektanta na język komputerowy.
LITERATURA
[1] Normy serii ISO 14000. [2] Gabryelewicz I., Janik S., Budowa i eksploatacja maszyn w aspekcie kryteriów ekologicz- nych, Mechanika - zeszyt 66, Wyd. Politechniki Rzeszowskiej, Rzeszów 2006. [3] Sala A., Zmniejszanie energochłonności, Międzynarodowe Centrum Naukowe Eksploatacji
Majątku Trwałego, Radom 1993.
Recenzent: dr hab. inż Edward Pająk, prof. nadzw.
SYSTEM OF ASSESSING THE ENVIRONMENTAL MANUFACTURING
TECHNOLOGY
S u m m a r y
This paper presents sugesstion of system for environmental assessment manufacturing tech-nology products of the iron-carbon alloys. Characterize tredns in direction of development mufac-turing technology. Describe profits to result from apply presents of system environmental assess-ment.
Key words: environmental assessment, manufacturing technology, envirinmental aspects
dr hab. inż. Stanisław JANIK, prof. PP Politechnika Poznańska, Wydział Informatyki i Zarządzania, ul. Strzelecka 11, 60-965 Poznań, tel. (061) 665 33 84, e-mail: [email protected] mgr inż. Izabela GABRYELEWICZ Uniwersytet Zielonogórski, Wydział Mechaniczny, ul. Szafrana 4, 65-001 Zielona Góra, tel. (068) 32 82 365, e-mail: [email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
ZBIGNIEW KŁOS, JĘDRZEJ KASPRZAK
ROLA EKOBILANSOWANIA W KSZTAŁTOWANIU MASZYN, URZĄDZEŃ I SYSTEMÓW
W artykule zaprezentowano podstawowe założenia ekobilansowania, ujmowanego jako ocena oddziaływania obiektów na środowisko w cyklu ich istnienia. Przedstawiono główne podstawy metodyczne prowadzenia analiz środowiskowych, zdefiniowano ich zakres i scharakteryzowano metody ekobilansowania. Omówiono główne zastosowania ekobilansów w odniesieniu do już istniejących obiektów oraz do obiektów w fazie projektowej. Wskazano również przykłady ekobi-lansów obiektów technicznych oraz podano perspektywy rozwoju przedstawionej problematyki.
Słowa kluczowe: ekobilans, oddziaływanie środowiskowe, maszyna pakująca, wodomierz, system eksploatacyjny, system transportowy
1. WPROWADZENIE
Aby pogodzić konieczność ciągłego rozwoju gospodarki z problemami ochrony środowiska, wprowadza się współcześnie szereg uregulowań mających na celu poprawę bieżącej sytuacji. Aby te uregulowania były skuteczne, ko-nieczne jest wprowadzenie różnorodnych metod oceny (ewaluacji) oddziaływań na środowisko. Do tego celu służy szereg narzędzi, określonych ogólnym mia-nem „ekobilansowanie”. Ekobilans jest działaniem mającym na celu analizę identyfikującą całościowe oddziaływanie obiektu na środowisko ze szczególnym uwzględnieniem słabych stron, z ich wnikliwą oceną i ustaleniem środków za-radczych celem trwałego zmniejszenia obciążenia środowiska [5].
Pierwsze bilanse ekologiczne, powstałe na przełomie lat sześćdziesiątych i siedemdziesiątych XX w., stanowiły rozszerzenie metod wykorzystywanych do analiz energetycznych. Uwzględniały rodzaj i postać (aspekty) surowców oraz obciążeń środowiskowych związanych z emisją zanieczyszczeń, głównie do wody i powietrza. W Stanach Zjednoczonych były to m.in. studia nad oceną środowiskowych kosztów implikacji stosowania alternatywnych źródeł energii [11].
W tym samym czasie rozpoczęto prace nad określeniem obciążeń środowiska odpadami pochodzącymi z przemysłu opakowaniowego. Analizy te najczęściej były wykonywane na zlecenie poszczególnych przedsiębiorstw, a ich celem było poszukiwanie opakowań stanowiących najmniejsze obciążenie dla środowiska.

Z. Kłos, J. Kasprzak 78
W 1969 roku H. Teasley, zarządzający procesami pakowania w firmie Coca- -Cola, pierwszy przedstawił schemat, który przyczynił się do powstania proce-dur analizowania cyklu życia. Swą koncepcję zaprezentował w Midwest Re- search Institute (MRI). Zwrócił on uwagę na potrzebę określenia ilości zużywa-nej energii i materiałów oraz na określenie środowiskowych konsekwencji pod-czas całego cyklu życia opakowania, począwszy od wydobycia materiałów do pozbycia się ich. Osobną i nową wówczas sprawą było zainteresowanie oddzia-ływaniami środowiskowymi w aspekcie energetycznym. W tym czasie jeszcze nikt nie zwracał uwagi na zużycie energii, dopiero kryzys energetyczny sprawił, że ludzie zaczęli się interesować możliwościami oszczędności energii. Do roz-woju koncepcji Teasleya, dotyczącej metodyki ekobilansów, przyczynili się następnie W. Franklin i R. Hunt. Przedstawili oni metodykę kwantyfikacji (Re-source and Environmental Profile Analysis REPA) [9]. Wyniki badań Coca-Coli nie zostały nigdy opublikowane, ale firma wykorzystała je po 1970 roku jako pomoc przy podejmowaniu decyzji dotyczących opakowań [3].
Autorzy prac prowadzonych w latach siedemdziesiątych XX w. twierdzili początkowo, że ze względu na dużą liczbę różnych, często nieporównywalnych czynników oraz wielką różnorodność opakowań najbardziej miarodajna jest ocena energetyczna. Jako jednostkę miary obciążenia środowiska proponowano przyjąć zużycie energii – jedynego nieodzyskiwalnego składnika w całym pro-cesie produkcji, użytkowania i ponownego przetwórstwa. Według R. Frankego było to spowodowane ówczesną skomplikowaną sytuacją energetyczną. W la-tach późniejszych propozycje te spotkały się z krytyką. Twierdzono, że jest to zbyt duże uproszczenie i że niezbędne jest uwzględnienie emisji substancji po-wodujących obciążenie powietrza, wody oraz gleby [4].
W latach osiemdziesiątych nastąpił dynamiczny rozwój prac naukowych w tej dziedzinie. W USA prowadzono je w wielu ośrodkach uniwersyteckich i instytach, m.in. w Institute for Energy and Environmental Research w Wa- szyngtonie, Centre of Packaging Science and Engineering, Department of Pack-aging Science i innych. W Europie szeroko zakrojone badania ekologiczne roz-poczęto w Instytucie EMPA w Szwajcarii. Prace tego instytutu zapoczątkowały w wielu krajach szereg studiów ekobilansowych, dotyczących różnych materia-łów opakowaniowych i opakowań, np. w Niemczech prace pod nazwą Produkt- -Linien-Analyse [13]. W kolejnych latach prace nad ekobilansami prowadziły także takie instytucje, jak: Centre of Enviromental Studies Uniwersytetu w Lej-dzie (Holandia), Ekobilan (Francja), Chalmers Industriteknik (Szwecja), Fran-klin Associates i Battelle (USA) oraz Krüger AS (Dania) [8].
W 1990 roku po raz pierwszy pojawiło się pojęcie Life Cycle Analysis (LCA), użyte w pracy kierowanej przez Society of Environmental Toxicology and Chemistry (SETAC). W 1992 roku Franklin Associates przedstawiło meto-dykę LCA, która jest udoskonalana do dnia dzisiejszego. Do rozwoju metod ekobilansowania przyczyniło się także powstanie wielu programów komputero-wych, które ułatwiają gromadzenie i przetwarzanie danych [11].
Rola ekobilansowania w kształtowaniu maszyn, urządzeń i systemów 79
Należy stwierdzić, że współczesne bilanse ekologiczne pomagają określić ilościowo zagrożenie dla środowiska, wywołane przez różne produkty, procesy i działania. Problemy ekologiczne rozważa się całościowo, z uwzględnieniem wszystkich faz życia produktów, tj. od pozyskania surowców i energii poprzez wytworzenie i eksploatację aż do likwidacji, czyli usunięcia pozostałości i wy-dzielonych substancji szkodliwych.
Największy problem stanowi często niepełna wiedza o dokładnych rozmia-rach różnego rodzaju uciążliwości występujących w otoczeniu naturalnym, jak również trudności, na jakie napotyka się przy porównywaniu różnych zagrożeń (np. zużycia energii, emisji ścieków wodnych, hałasu). Ocenia się, że około 55% ekobilansów dotyczy materiałów opakowaniowych, około 10% – produktów przemysłu chemicznego oraz około 10% – produkcji energii i materiałów bu-dowlanych [11].
2. IDEA I METODA EKOBILANSOWANIA
Przez pojęcie ekobilansowania rozumie się sporządzanie analizy cyklu ist-nienia obiektów, opartej na złożonym modelu obliczeniowym. Analiza taka obejmuje kompleksowy przegląd oddziaływań środowiskowych różnych proce-sów w poszczególnych ich sferach i fazach (np. od wytwarzania do likwidacji wyrobu). Podstawowe metody wykonywania ekobilansów scharakteryzowano w pracy [10]. Przedstawiono w niej: – środowiskowe oszacowanie cyklu istnienia, – metodę Feckera, – analizę cyklu życia produktu, – metodę ekopunktową, – metodę sumarycznych nakładów środowiskowych.
W celu wyboru optymalnej w danych warunkach metody ekobilansowej sto-suje się szereg kryteriów. Najczęściej spotykane kryteria zestawiono w tabeli 1, a analizę przedstawionych wyżej metod ekobilansowych według podanego ze-stawu kryteriów przedstawiono w tabeli 2.
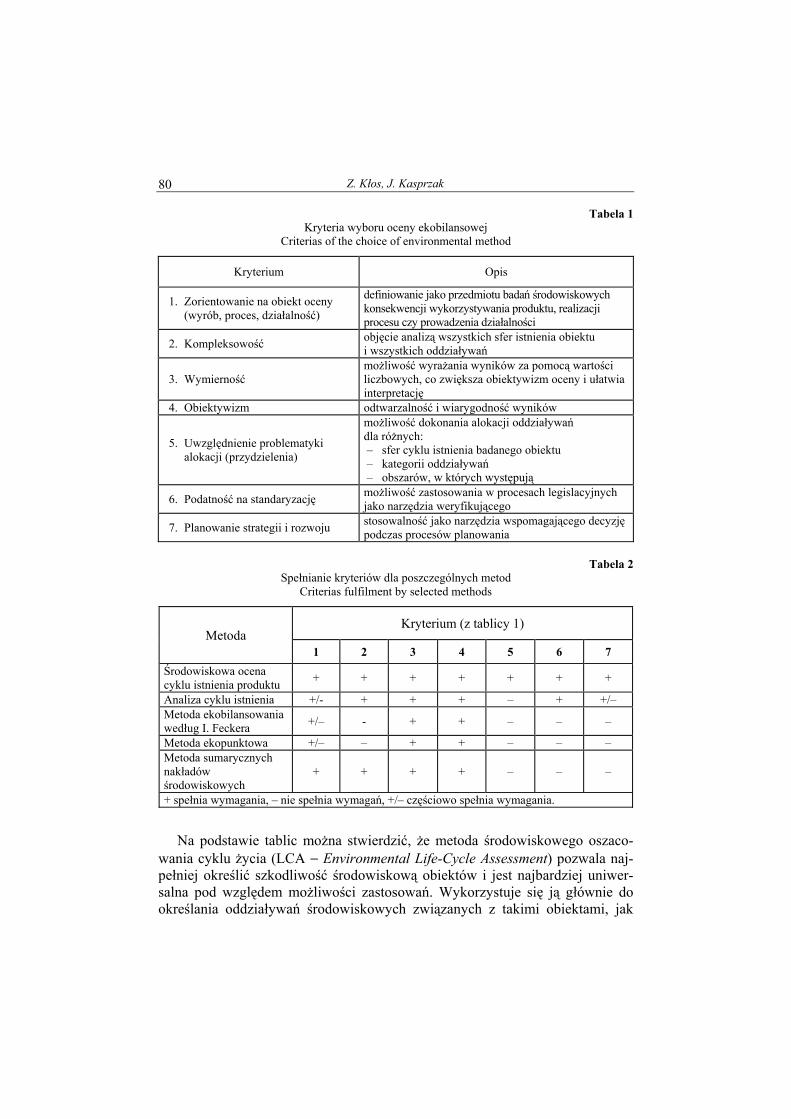
Z. Kłos, J. Kasprzak 80
Tabela 1 Kryteria wyboru oceny ekobilansowej
Criterias of the choice of environmental method
Kryterium Opis
1. Zorientowanie na obiekt oceny (wyrób, proces, działalność)
definiowanie jako przedmiotu badań środowiskowych konsekwencji wykorzystywania produktu, realizacji procesu czy prowadzenia działalności
2. Kompleksowość objęcie analizą wszystkich sfer istnienia obiektu i wszystkich oddziaływań
3. Wymierność możliwość wyrażania wyników za pomocą wartości liczbowych, co zwiększa obiektywizm oceny i ułatwia interpretację
4. Obiektywizm odtwarzalność i wiarygodność wyników
5. Uwzględnienie problematyki alokacji (przydzielenia)
możliwość dokonania alokacji oddziaływań dla różnych: – sfer cyklu istnienia badanego obiektu – kategorii oddziaływań – obszarów, w których występują
6. Podatność na standaryzację możliwość zastosowania w procesach legislacyjnych jako narzędzia weryfikującego
7. Planowanie strategii i rozwoju stosowalność jako narzędzia wspomagającego decyzję podczas procesów planowania
Tabela 2 Spełnianie kryteriów dla poszczególnych metod
Criterias fulfilment by selected methods
Metoda Kryterium (z tablicy 1)
1 2 3 4 5 6 7 Środowiskowa ocena cyklu istnienia produktu + + + + + + +
Analiza cyklu istnienia +/- + + + – + +/– Metoda ekobilansowania według I. Feckera +/– - + + – – –
Metoda ekopunktowa +/– – + + – – – Metoda sumarycznych nakładów środowiskowych
+ + + + – – –
+ spełnia wymagania, – nie spełnia wymagań, +/– częściowo spełnia wymagania.
Na podstawie tablic można stwierdzić, że metoda środowiskowego oszaco-wania cyklu życia (LCA − Environmental Life-Cycle Assessment) pozwala naj-pełniej określić szkodliwość środowiskową obiektów i jest najbardziej uniwer-salna pod względem możliwości zastosowań. Wykorzystuje się ją głównie do określania oddziaływań środowiskowych związanych z takimi obiektami, jak
Rola ekobilansowania w kształtowaniu maszyn, urządzeń i systemów 81
produkty. Może być jednak stosowana do ekobilansowania różnego rodzaju procesów i działalności. W analizach LCA uwzględnia się cały cykl istnienia produktu, a więc procesy wydobywcze, wytwórcze, produkcyjne, transport i dystrybucję, etap użytkowania (eksploatacji) oraz recyrkulację, łącznie ze skła-dowaniem odpadów. Takie podejście do problemu oddziaływań jest więc formą kompleksowego bilansu środowiskowego. Metoda LCA jest również narzę-dziem pomocnym w kształtowaniu środowiskowego wizerunku obiektu przez dostarczanie informacji, które mogą być wykorzystywane w podejmowaniu decyzji już na etapie konstruowania nowych lub modernizowania istniejących obiektów.
Metoda LCA składa się z czterech etapów, podzielonych na mniejsze części [6]. Główne etapy to: – definicja celu, – inwentaryzacja, – ocena oddziaływań, – interpretacja.
3. ZASTOSOWANIA EKOBILANSÓW
3.1. Cele i adresaci analiz ekobilansowych
Analizy ekobilansowe mogą być stosowane w różnych celach. Jednym z ich wielu zastosowań jest wspieranie procesów decyzyjnych w nauce, technice i gospodarce. Z punktu widzenia techniki znajomość ich wyników może być pomocna w: 1) rozwoju maszyn i urządzeń, w tym:
– określaniu mocnych i słabych stron obiektów, – ulepszaniu obiektów,
2) porównywaniu różnych maszyn i urządzeń [12]. Istnieją trzy zasadnicze grupy odbiorców, dla których przeznaczone są wyni-
ki analiz ekobilansowych [7]: – przedsiębiorstwa przemysłowe i handlowe, – rządy oraz władze lokalne, – organizacje pozarządowe, takie jak stowarzyszenia konsumenckie i środo-
wiskowe grupy nacisku. Związki między celami i adresatami ekobilansowania pokazano na rys. 1. Dla pierwszej grupy zainteresowanych badania ekobilansowe dotyczyć mogą
zarówno wyrobów, jak i bardziej ogólnych problemów, np. kształtowania scena-riuszy postępowania, strategii gospodarowania odpadami lub projektowania nowych rozwiązań. Pojedyncze wyroby mogą być za pomocą ekobilansów pro-jektowane, ulepszane lub porównywane z innymi.
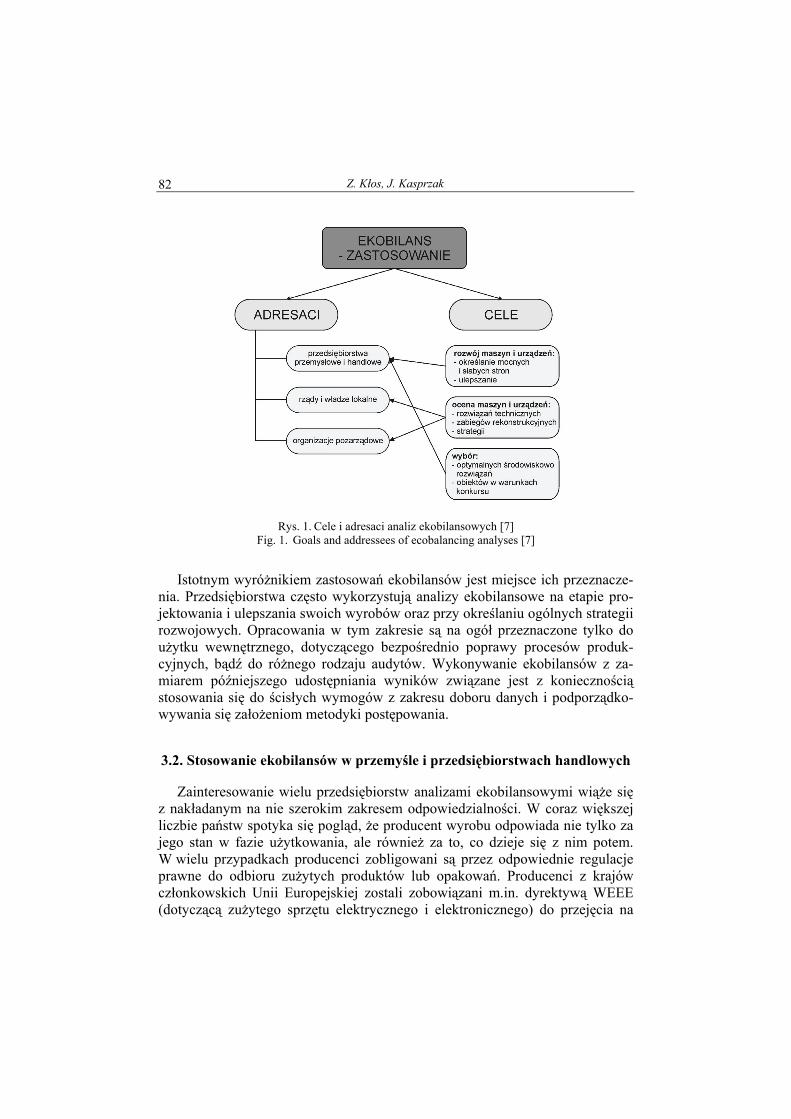
Z. Kłos, J. Kasprzak 82
Rys. 1. Cele i adresaci analiz ekobilansowych [7]
Fig. 1. Goals and addressees of ecobalancing analyses [7]
Istotnym wyróżnikiem zastosowań ekobilansów jest miejsce ich przeznacze-nia. Przedsiębiorstwa często wykorzystują analizy ekobilansowe na etapie pro-jektowania i ulepszania swoich wyrobów oraz przy określaniu ogólnych strategii rozwojowych. Opracowania w tym zakresie są na ogół przeznaczone tylko do użytku wewnętrznego, dotyczącego bezpośrednio poprawy procesów produk-cyjnych, bądź do różnego rodzaju audytów. Wykonywanie ekobilansów z za-miarem późniejszego udostępniania wyników związane jest z koniecznością stosowania się do ścisłych wymogów z zakresu doboru danych i podporządko-wywania się założeniom metodyki postępowania.
3.2. Stosowanie ekobilansów w przemyśle i przedsiębiorstwach handlowych
Zainteresowanie wielu przedsiębiorstw analizami ekobilansowymi wiąże się z nakładanym na nie szerokim zakresem odpowiedzialności. W coraz większej liczbie państw spotyka się pogląd, że producent wyrobu odpowiada nie tylko za jego stan w fazie użytkowania, ale również za to, co dzieje się z nim potem. W wielu przypadkach producenci zobligowani są przez odpowiednie regulacje prawne do odbioru zużytych produktów lub opakowań. Producenci z krajów członkowskich Unii Europejskiej zostali zobowiązani m.in. dyrektywą WEEE (dotyczącą zużytego sprzętu elektrycznego i elektronicznego) do przejęcia na
Rola ekobilansowania w kształtowaniu maszyn, urządzeń i systemów 83
siebie odpowiedzialności za likwidację sprzętu elektronicznego [1]. Podobne uregulowania obowiązują w odniesieniu do samochodów wycofanych z eksplo-atacji.
Główne zastosowania ekobilansów w przemyśle i handlu dotyczą: – poprawy produktu (ze środowiskowego punktu widzenia), – procesów projektowania, – badań inwentaryzacyjnych, – kształtowania polityki przedsiębiorstwa, – informowania, – negocjacji, – tworzenia strategii marketingowej.
Ulepszanie produktów jest obecnie szczególnym celem prowadzenia ekobi-lansów w przedsiębiorstwach. Zwłaszcza w dużych zakładach produkcyjnych są komórki (zespoły analityków), w których wykonywane są analizy ekobilansowe produkowanych wyrobów. Głównym tego powodem jest ciągła dążność do po-prawiania szeroko rozumianej jakości produktów. Na podstawie uzyskiwanych wyników zawsze poszukuje się możliwości poprawienia stanu bieżącego, nawet jeśli celem podejmowanych działań jest jedynie porównanie podobnych wyrobów lub systemów ich produkcji. Jak już wspomniano, przedsiębiorstwa, które poczy-niły postępy w zakresie ulepszania swoich produktów pod względem środowi-skowym, wnioski z badań w tym zakresie zachowują zazwyczaj w tajemnicy.
Z udoskonalaniem wyrobów związane jest w pewnym stopniu również wyko-rzystywanie ekobilansów do oceniania różnych alternatywnych projektów. Cza-sami różnica pomiędzy istniejącymi już wariantami produktu a nowym modelem może być nieznaczna. Trzeba sobie jednak zdawać sprawę z tego, że rozwiązywa-nie pewnych problemów na etapie projektowania dotyczy już początków istnienia wyrobu. W tych obszarach możemy mieć bowiem do czynienia z dużą swobodą w wyborze rodzaju stosowanego materiału, koncepcji wyrobu itd.
Ekobilanse produktów odgrywają ważną rolę, gdyż dostarczają przedsiębior-stwom danych o rozmiarach oddziaływań związanych z ich wytwarzaniem. Tworzone na ich podstawie analizy o charakterze inwentaryzacji mają kilka zastosowań wewnątrzzakładowych. Służą one do [2]: – porównywania nakładów i efektów środowiskowych występujących podczas
wytwarzania alternatywnych produktów, poszczególnych procesów lub tylko pojedynczych operacji,
– tworzenia baz danych o zapotrzebowaniu na zasoby naturalne i energię oraz o ilościach emitowanych substancji,
– identyfikowania tych obszarów całego cyklu istnienia lub pojedynczego pro-cesu, w których można zredukować ilości niezbędnych zasobów, pobieranej energii oraz wszelkiego rodzaju emitowanych substancji. Analizy ekobilansowe znajdują zastosowania o charakterze strategicznym –
w kształtowaniu polityki przedsiębiorstw. Przykładem może tu być planowanie działań z zakresu doboru materiałów i wykorzystywania odpadów. Należy jed-
Z. Kłos, J. Kasprzak 84
nak dodać, że do takich celów można dążyć dopiero po wykonaniu serii analiz ekobilansowych wyrobów substytucyjnych. Celowość ekobilansów może być również ściśle określona, gdy chce się uzyskać odpowiedź na konkretne pytanie, np.: czy opłacalne jest zastosowanie pewnych innowacyjnych materiałów?
Z podobnymi zastosowaniami związana jest kolejna możliwość wykorzysty-wania ekobilansów: ich wyniki mogą być argumentem przetargowym w nego-cjacjach, zwłaszcza kiedy przedsiębiorstwa wymagają od swoich dostawców towarów mniej niebezpiecznych dla środowiska. Ekobilans może być również narzędziem pomocnym przy rozmowach z władzami lokalnymi lub rządem, gdy przedsiębiorstwa starają się udokumentować wysiłki zmierzające do minimali-zacji szkodliwości środowiskowej swoich wyrobów i starają się o środki na ich dofinansowanie.
3.3. Stosowanie ekobilansów w administracji i przez organizacje pozarządowe
Ekobilanse znajdują szereg zastosowań w obszarach związanych bezpośred-nio z produktem. Mogą one być wykorzystywane przez rządy i władze lokalne w działaniach zmierzających do [7]: – etykietowania wyrobów, – certyfikacji wyrobów, – określania opłat za czasowe wykorzystywanie dóbr naturalnych, – opodatkowywania i subsydiowania działalności gospodarczej, – wyznaczania kierunków działań politycznych (gospodarowania energią
i odpadami, polityki opakowaniowej). W zakresie etykietowania normalną praktyką jest, że rezultaty ekobilansów
dla kilku reprezentatywnych wyrobów z jednej grupy są wykorzystywane do określania listy kryteriów, na podstawie których przyznaje się podobnym pro-duktom znaki środowiskowe. W niektórych krajach działania tego typu są już mocno rozpowszechnione. Istnieją próby zharmonizowania metodyki postępo-wania w tym zakresie, tak aby przyznawane znaki środowiskowe mogły mieć charakter międzynarodowy (np. w obszarze krajów Unii Europejskiej).
Certyfikacji podlegają zazwyczaj wszystkie określone w przepisach nowe wyroby, zanim jeszcze pojawią się na rynku. Świadectwa otrzymują te, które spełniają ściśle określone wymagania.
4. PRZYKŁADOWE ANALIZY EKOBILANSOWE
Wśród obiektów analiz ekobilansowych dotychczas przeprowadzonych w In-stytucie Maszyn Roboczych i Pojazdów Samochodowych Politechniki Poznań-

Rola ekobilansowania w kształtowaniu maszyn, urządzeń i systemów 85
skiej są m.in.: aparatura pomiarowa (wodomierze), maszyny (silniki spalinowe, pakowarki i rozlewaczki pracujące w przemyśle spożywczym) oraz systemy techniczne (systemy eksploatacyjne i transportowe). Ocenie poddano osiem typów wodomierzy produkowanych przez poznańskie przedsiębiorstwo PoWo-Gaz SA oraz siedem typów maszyn pakujących oferowanych przez dwóch róż-nych producentów z Wielkopolski. Analizy systemów miały ogólny charakter i dotyczyły oszacowania oddziaływań eksploatacyjnych maszyn rozlewniczych oraz możliwości wykorzystania w polskich warunkach różnych systemów do transportu towarów. Rozważono zastosowanie transportu: samochodowego, kolejowego, lotniczego i morskiego.
Zakres problemów rozpatrywanych w tych analizach oraz zagadnienia ujęte we wnioskach wskazano w tabeli 3.
Tabela 3 Zakres i ważniejsze rezultaty wykonanych analiz ekobilansowych
Obiekty analizy ekobilansowej wodomierze maszyny pakujące silniki spalinowe systemy transportowe
wskazanie optymal-nych środowiskowo wodomierzy
wskazanie optymalnych środowiskowo rozwiązań pakowarek oraz zależno-ści pomiędzy ich wydaj-nością a poziomem oddziaływania na środo-wisko
identyfikacja poziomu oddziaływań środowi-skowych powstających podczas produkcji i zagospodarowania silnika o zapłonie samoczynnym
identyfikacja poziomu oddziaływań środowi-skowych dla systemów transportowych i wskaza-nie optymalnego – trans-portu kolejowego
określenie dominują-cego etapu cyklu istnienia (produkcja)
określenie dominującego etapu cyklu istnienia (eksploatacja)
wskazanie źródeł głów-nych oddziaływań na środowisko
wskazanie źródeł głów-nych oddziaływań na środowisko
opracowanie profili środowiskowych wodomierzy
opracowanie charaktery-styki jakościowej i ilościowej oddziaływań
opracowanie charaktery-styki środowiskowej (profile środowiskowe, współczynniki środowi-skowe)
opracowanie uproszczo-nych profili środowisko-wych dla wybranych systemów
zalecenie unikania stosowania detali wykonanych z wybra-nych materiałów
zalecenie minimalizacji zapotrzebowania na energię elektryczną
analiza różnych warian-tów zagospodarowania z zaleceniem unikania stosowania detali wyko-nanych z wybranych materiałów
określenie dominujących środowiskowo elementów systemu
symulacja moderniza-cji konstrukcji wybra-nych wodomierzy
wskazanie zamienników materiałowych dla części, które niekorzystnie wpływają na środowisko
wskazanie możliwości redukcji oddziaływań środowiskowych poprzez wykorzystanie surowców wtórnych
wskazanie potrzeb co do dalszych badań w zakresie analiz ekobilansowych systemów transportowych
Z. Kłos, J. Kasprzak 86
5. ZAKOŃCZENIE
Tematyka zaprezentowana w artykule pozwala na wysnucie kilku wniosków o charakterze ogólnym: 1. Dotychczas rozwój maszyn i urządzeń miał na celu przede wszystkim
poprawę ich walorów użytkowych oraz efektywności ekonomicznej. Obecnie jest on rozumiany szerzej, gdyż oprócz elementów technicznych i ekonomicznych rozważa się czynniki środowiskowe.
2. W krajach wysoko rozwiniętych zagrożenia związane ze wzrostem po-ziomu oddziaływań środowiskowych zaczęto dostrzegać znacznie wcze-śniej niż w Polsce. Dotyczy to również działań prewencyjnych, stąd popu-larność stosowania w praktyce metod ekobilansowych jest tam znacznie większa.
3. Pierwsze prace ekobilansowe w Polsce przeprowadzono w Instytucie Ma-szyn Roboczych i Pojazdów Samochodowych Politechniki Poznańskiej jeszcze w latach dziewięćdziesiątych XX w. (prace wstępne – w drugiej połowie lat osiemdziesiątych). Dotyczyły one maszyn pakujących oraz systemów pakowania produktów spożywczych.
4. Metody i narzędzia komputerowe wykorzystywane w pracach ekobilan-sowych szybko się rozwijają. Dzięki temu wyniki analiz ekobilansowych dają pełniejszy obraz konsekwencji środowiskowych istnienia badanych obiektów.
LITERATURA
[1] Dyrektywa Nr 2002/96/WE Parlamentu Europejskiego i Rady z dnia 27 stycznia 2003 r. w sprawie zużytego sprzętu elektrycznego i elektronicznego (WEEE).
[2] Encyklopedia techniki, Warszawa, Muza 1998. [3] Environmental Assessment of Products, ed. Bo Weidema, Helsinki, UETP-EEE 1993. [4] Franke R., Ökoprofile von Verpackungen was sollen und kommen sieleisten, Heidelberg,
Institut für Energie und Umweltforschung 1992. [5] Goedkoop M., Spriensma R. et al., The Eco-indicator 99. A damage oriented method for
Life Cycle Assessment. Methodology report, PRé Consultants B.V., Netherlands 2000. [6] Guidelines for Life-Cycle Assessment, A ‘Code of Practice’, SETAC, Sesimbra 1993. [7] Heijungs R., Huppes G., Udo de Haes H.A., LCA in Environmental Decision-Making,
Paris, UNEP 1995. [8] Hunt R., Franklin W., LCA – How It Come about, J of LCA, 1996, No 1. [9] Hunt R., Sellers J., Franklin W., Resource and Environmental Profile Analysis: A Life
Cycle Environmental Assessment for Products and Procedures, Environmental Impact As-sessment Review, 1992.
[10] Kłos Z., Podstawy ekobilansowania w zagadnieniach budowy maszyn, Zagadnienia Eksplo-atacji Maszyn, 1996, nr 4.
Rola ekobilansowania w kształtowaniu maszyn, urządzeń i systemów 87
[11] Kłos Z., Kasprzak J., Rola oddziaływań eksploatacyjnych w środowiskowej ocenie techniki spożywczej, in: materiały X Jubileuszowej Ogólnopolskiej Konferencji „Żywienie Człowie-ka – Inżynieria Maszyn”, Bydgoszcz, ATR 2005.
[12] Kurczewski P., Kłos Z., Kasprzak J., Możliwości ekologicznej oceny obiektów technicz-nych za pomocą metod ekobilansowych, in: VII Szkoła-Konferencja „Metrologia wspomaga-na komputerowo”, Waplewo 17-20.05.2005.
[13] Radomski P., Zastosowanie oceny cyklu życia jako narzędzia decyzyjnego w prośrodowiskowym rozwoju maszyn i urządzeń przemysłu spożywczego, rozprawa doktor-ska, Politechnika Poznańska, 2004.
Recenzent: dr hab. inż. Marek Morzyński, prof. nadzw.
ECOBALANCING IN THE DEVELOPMENT OF THE MACHINES, APPLIANCES AND SYSTEMS
S u m m a r y
In the paper the basic assumptions of environmental assessment of the objects life cycle are presented. The main methodological bases of environmental analyses are also described, as well as their scope and main methods widely used. The principal ways of application of ecobalances in relation to existing and new objects are shown. In the paper the presentation of examples of tech-nical objects ecobalancing analyses and general prospects of ecobalances are indicated.
prof. dr hab. inż. Zbigniew KŁOS Politechnika Poznańska, Instytut Maszyn Roboczych i Pojazdów Samochodowych, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 31, e-mail: [email protected]
dr inż. Jędrzej KASPRZAK Politechnika Poznańska, Instytut Maszyn Roboczych i Pojazdów Samochodowych, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 21 10, e-mail: ję[email protected]

Z. Kłos, J. Kasprzak 88

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
JERZY MERKISZ, PRZEMYSŁAW KURCZEWSKI, ROBERT LEWICKI
WYBRANE ASPEKTY PROŚRODOWISKOWEGO PROJEKTOWANIA SILNIKÓW SPALINOWYCH
W artykule przedstawiono wybrane zagadnienia prośrodowiskowego projektowania obiektów technicznych, koncentrując się na przykładzie analizy oddziaływań środowiskowych silnika spali-nowego i wskazaniu możliwości wykorzystania jej wyników. W zakresie analizy środowiskowej konstrukcji silnika spalinowego wykorzystano jedną z metod ekobilansowych – metodę LCA (Life Cycle Assessment). Wyniki analizy pozwoliły zidentyfikować dominujące pod względem genero-wania niekorzystnych oddziaływań środowiskowych elementy silnika, a jednocześnie wskazać obszary, gdzie wprowadzanie udoskonaleń w istotny sposób sprzyja poprawie jego wizerunku ekologicznego.
Słowa kluczowe: silnik spalinowy, LCA, ekoprojektowanie
1. WPROWADZENIE
Jednym z priorytetów w zakresie projektowania obiektów technicznych jest obecnie ograniczenie ich oddziaływania na środowisko naturalne. Dotyczy to także silników spalinowych, które są powszechnie postrzegane jako jedno ze źródeł znaczących zmian w środowisku. Dotychczas podejmowane prace nad poprawą wizerunku środowiskowego silników spalinowych zmierzały zazwy-czaj do ograniczenia ilości emitowanych spalin. Przyczyny degradacji środowi-ska związanej z silnikami spalinowymi są jednak dużo bardziej złożone. Nie ograniczają się one do konsekwencji procesu spalania, a wynikają również z wykorzystania do produkcji silników zasobów naturalnych oraz z procesów wytwórczych, którym zawsze towarzyszy oddziaływanie na środowisko. W trakcie eksploatacji silników spalinowych emitowany jest hałas i dokonywane są naprawy, a po zakończeniu użytkowania silnika istotne staje się, czy jego części mogą być poddane procesowi recyklingu. Te i inne, nie wymienione tu aspekty powinni uwzględniać konstruktorzy dbający w sposób kompleksowy o środowiskowy wizerunek silników. Ich działania zmierzające do ograniczenia oddziaływań środowiskowych generowanych w całym cyklu istnienia silników spalinowych wtedy dopiero będą zgodne ze współczesnymi tendencjami w pro-jektowaniu.

J. Merkisz, P. Kurczewski, R. Lewicki 90
2. OBIEKT ANALIZY
Analizę możliwości poprawy środowiskowego wizerunku silników spalino-wych na podstawie kompleksowej oceny ich oddziaływań środowiskowych roz-poczęto, rozpatrując silnik 1,3 JTD 16V Multijet, produkowany od kwietnia 2003 roku w polskich zakładach Fiat-GM Powertrain, w Bielsku-Białej (rys. 1).
Rys. 1. Częściowy przekrój silnika 1,3 JTD [4, 5]
Fig. 1. Sectional view of 1.3 JTD engine [4, 5]
Silnik ten jest to czterocylindrową, turbodoładowaną jednostką o pojemności 1248 ccm, wyposażoną w układ zasilania paliwem typu common rail; stanowi on przykład efektów prac konstrukcyjnych wykonywanych zgodnie z najnowszą tendencją rozwoju silników spalinowych, w literaturze określaną terminem „Downsizing” [1]. W porównaniu z innymi silnikami o zbliżonych osiągach silnik 1,3 JTD charakteryzuje się zwartą budową (460×500×650 mm) oraz nie-wielką masą własną, która wynosi 130 kg (łącznie z osprzętem). W tabeli 1 ze-stawiono materiały wykorzystane w budowie tego silnika.
Zwarta budowa i mała masa własna zyskały uznanie sędziów, którzy w pre-stiżowym konkursie „International Engine of the Year” silnikowi Fiat-GM 1,3 JTD przyznali tytuł „Silnika 2005 roku” w kategorii silników o pojemności 1,0÷1,4 dm3. Silnik ten zyskał również uznanie innych producentów. W maju 2005 roku został bowiem wykorzystany do napędu różnych modeli samochodów marki Fiat (Panda, Punto, Palio, Albea, Idea, Doblo), Lancia (Ypsilon, Musa), Opel (Agila, Corsa, Tigra, Combo, Astra), Suzuki (Swift, Ignis, Wagon R+) oraz Subaru G3X Justy [3].
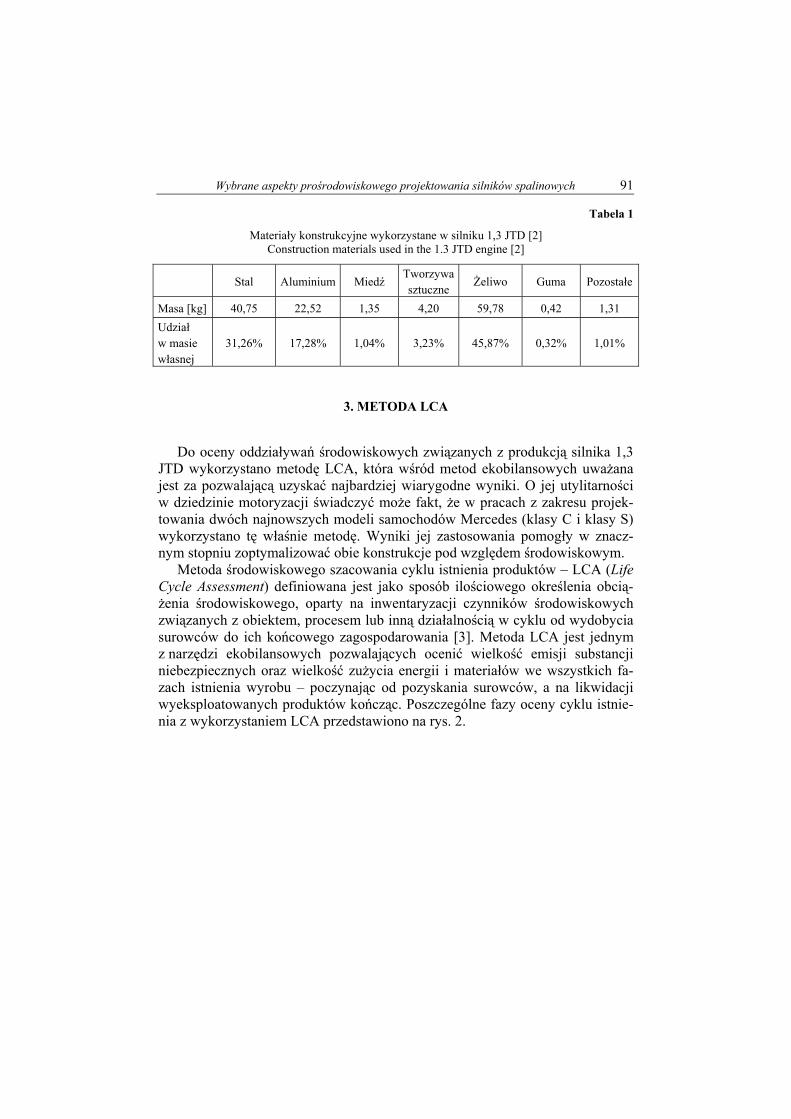
Wybrane aspekty prośrodowiskowego projektowania silników spalinowych 91
Tabela 1
Materiały konstrukcyjne wykorzystane w silniku 1,3 JTD [2] Construction materials used in the 1.3 JTD engine [2]
Stal Aluminium Miedź Tworzywa sztuczne
Żeliwo Guma Pozostałe
Masa [kg] 40,75 22,52 1,35 4,20 59,78 0,42 1,31 Udział w masie własnej
31,26% 17,28% 1,04% 3,23% 45,87% 0,32% 1,01%
3. METODA LCA
Do oceny oddziaływań środowiskowych związanych z produkcją silnika 1,3 JTD wykorzystano metodę LCA, która wśród metod ekobilansowych uważana jest za pozwalającą uzyskać najbardziej wiarygodne wyniki. O jej utylitarności w dziedzinie motoryzacji świadczyć może fakt, że w pracach z zakresu projek-towania dwóch najnowszych modeli samochodów Mercedes (klasy C i klasy S) wykorzystano tę właśnie metodę. Wyniki jej zastosowania pomogły w znacz-nym stopniu zoptymalizować obie konstrukcje pod względem środowiskowym.
Metoda środowiskowego szacowania cyklu istnienia produktów – LCA (Life Cycle Assessment) definiowana jest jako sposób ilościowego określenia obcią-żenia środowiskowego, oparty na inwentaryzacji czynników środowiskowych związanych z obiektem, procesem lub inną działalnością w cyklu od wydobycia surowców do ich końcowego zagospodarowania [3]. Metoda LCA jest jednym z narzędzi ekobilansowych pozwalających ocenić wielkość emisji substancji niebezpiecznych oraz wielkość zużycia energii i materiałów we wszystkich fa-zach istnienia wyrobu – poczynając od pozyskania surowców, a na likwidacji wyeksploatowanych produktów kończąc. Poszczególne fazy oceny cyklu istnie-nia z wykorzystaniem LCA przedstawiono na rys. 2.
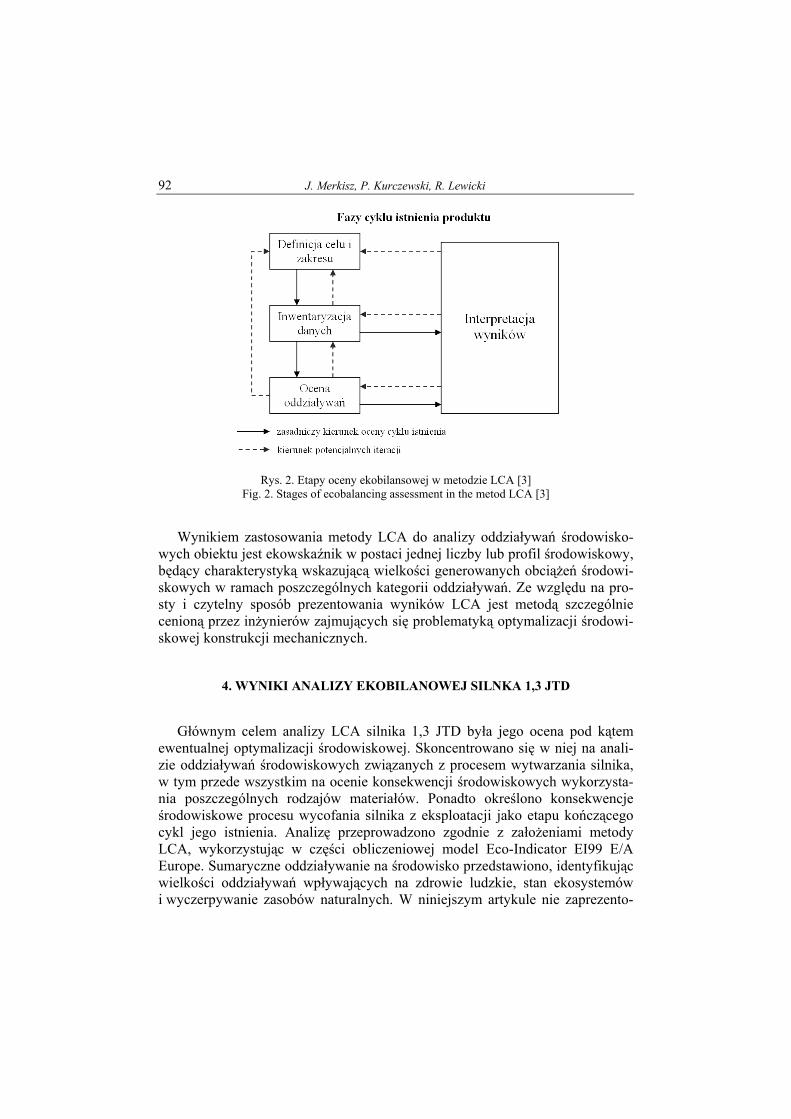
J. Merkisz, P. Kurczewski, R. Lewicki 92
Rys. 2. Etapy oceny ekobilansowej w metodzie LCA [3] Fig. 2. Stages of ecobalancing assessment in the metod LCA [3]
Wynikiem zastosowania metody LCA do analizy oddziaływań środowisko-
wych obiektu jest ekowskaźnik w postaci jednej liczby lub profil środowiskowy, będący charakterystyką wskazującą wielkości generowanych obciążeń środowi-skowych w ramach poszczególnych kategorii oddziaływań. Ze względu na pro-sty i czytelny sposób prezentowania wyników LCA jest metodą szczególnie cenioną przez inżynierów zajmujących się problematyką optymalizacji środowi-skowej konstrukcji mechanicznych.
4. WYNIKI ANALIZY EKOBILANOWEJ SILNKA 1,3 JTD
Głównym celem analizy LCA silnika 1,3 JTD była jego ocena pod kątem ewentualnej optymalizacji środowiskowej. Skoncentrowano się w niej na anali-zie oddziaływań środowiskowych związanych z procesem wytwarzania silnika, w tym przede wszystkim na ocenie konsekwencji środowiskowych wykorzysta-nia poszczególnych rodzajów materiałów. Ponadto określono konsekwencje środowiskowe procesu wycofania silnika z eksploatacji jako etapu kończącego cykl jego istnienia. Analizę przeprowadzono zgodnie z założeniami metody LCA, wykorzystując w części obliczeniowej model Eco-Indicator EI99 E/A Europe. Sumaryczne oddziaływanie na środowisko przedstawiono, identyfikując wielkości oddziaływań wpływających na zdrowie ludzkie, stan ekosystemów i wyczerpywanie zasobów naturalnych. W niniejszym artykule nie zaprezento-
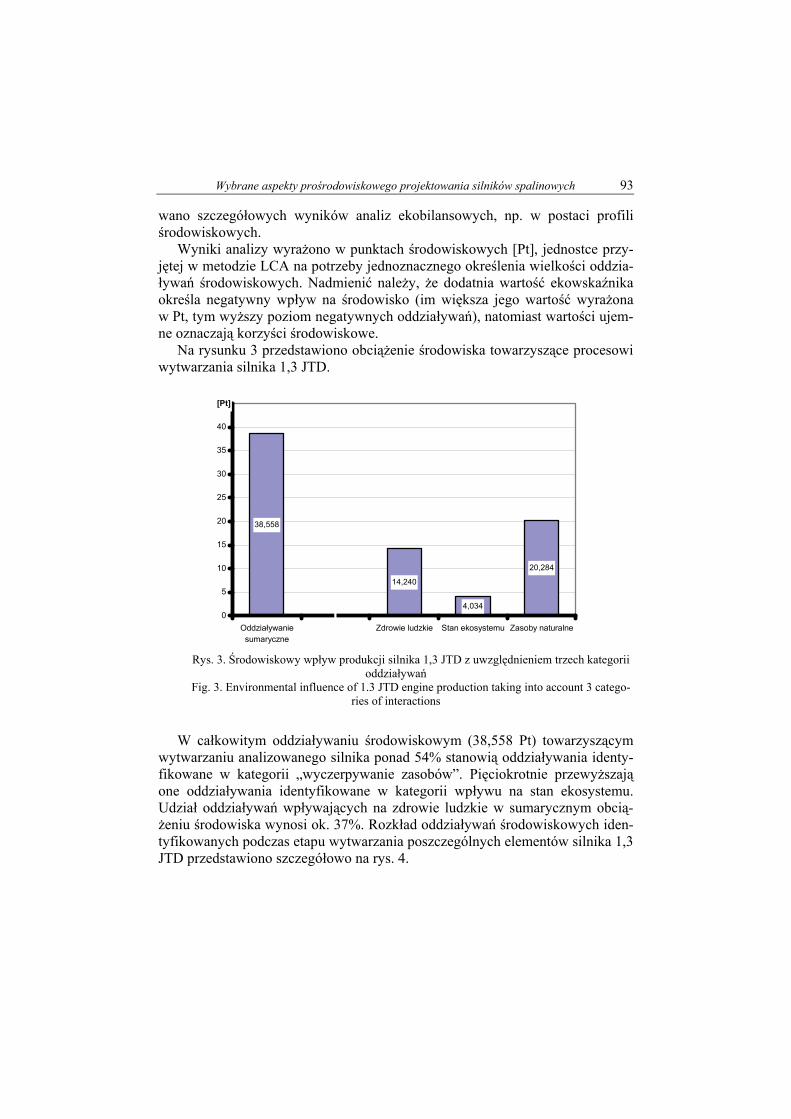
Wybrane aspekty prośrodowiskowego projektowania silników spalinowych 93
wano szczegółowych wyników analiz ekobilansowych, np. w postaci profili środowiskowych.
Wyniki analizy wyrażono w punktach środowiskowych [Pt], jednostce przy-jętej w metodzie LCA na potrzeby jednoznacznego określenia wielkości oddzia-ływań środowiskowych. Nadmienić należy, że dodatnia wartość ekowskaźnika określa negatywny wpływ na środowisko (im większa jego wartość wyrażona w Pt, tym wyższy poziom negatywnych oddziaływań), natomiast wartości ujem-ne oznaczają korzyści środowiskowe.
Na rysunku 3 przedstawiono obciążenie środowiska towarzyszące procesowi wytwarzania silnika 1,3 JTD.
38,558
14,240
4,034
20,284
0
5
10
15
20
25
30
35
40
45
Oddziaływaniesumaryczne
Zdrowie ludzkie Stan ekosystemu Zasoby naturalne
[Pt]
Rys. 3. Środowiskowy wpływ produkcji silnika 1,3 JTD z uwzględnieniem trzech kategorii
oddziaływań Fig. 3. Environmental influence of 1.3 JTD engine production taking into account 3 catego-
ries of interactions
W całkowitym oddziaływaniu środowiskowym (38,558 Pt) towarzyszącym wytwarzaniu analizowanego silnika ponad 54% stanowią oddziaływania identy-fikowane w kategorii „wyczerpywanie zasobów”. Pięciokrotnie przewyższają one oddziaływania identyfikowane w kategorii wpływu na stan ekosystemu. Udział oddziaływań wpływających na zdrowie ludzkie w sumarycznym obcią-żeniu środowiska wynosi ok. 37%. Rozkład oddziaływań środowiskowych iden-tyfikowanych podczas etapu wytwarzania poszczególnych elementów silnika 1,3 JTD przedstawiono szczegółowo na rys. 4.
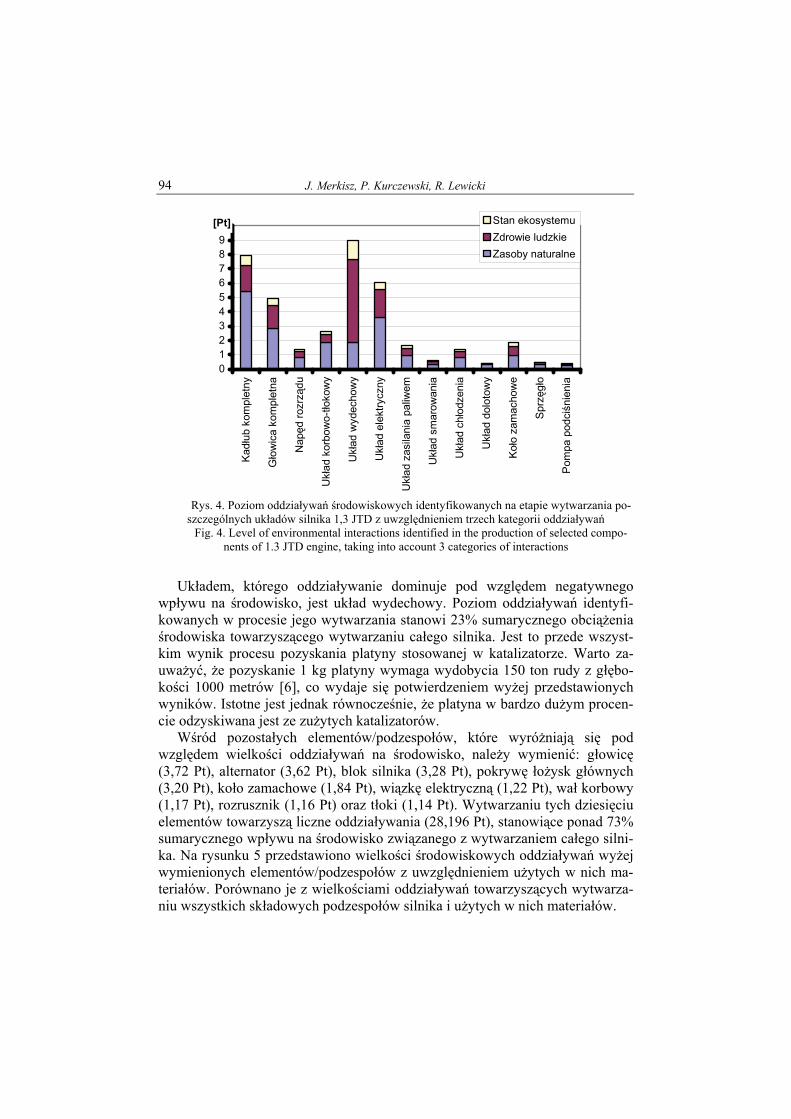
J. Merkisz, P. Kurczewski, R. Lewicki 94
0123456789
10
Kadłu
b ko
mpl
etny
Gło
wic
a ko
mpl
etna
Napęd
rozr
ządu
Ukł
ad k
orbo
wo-
tłoko
wy
Ukł
ad w
ydec
how
y
Ukł
ad e
lekt
rycz
ny
Ukł
ad z
asila
nia
paliw
em
Ukł
ad s
mar
owan
ia
Ukł
ad c
hłod
zeni
a
Ukł
ad d
olot
owy
Koł
o za
mac
how
e
Spr
zęgł
o
Pom
pa p
odciśn
ieni
a
[Pt] Stan ekosystemuZdrowie ludzkieZasoby naturalne
Rys. 4. Poziom oddziaływań środowiskowych identyfikowanych na etapie wytwarzania po-
szczególnych układów silnika 1,3 JTD z uwzględnieniem trzech kategorii oddziaływań Fig. 4. Level of environmental interactions identified in the production of selected compo-
nents of 1.3 JTD engine, taking into account 3 categories of interactions
Układem, którego oddziaływanie dominuje pod względem negatywnego wpływu na środowisko, jest układ wydechowy. Poziom oddziaływań identyfi-kowanych w procesie jego wytwarzania stanowi 23% sumarycznego obciążenia środowiska towarzyszącego wytwarzaniu całego silnika. Jest to przede wszyst-kim wynik procesu pozyskania platyny stosowanej w katalizatorze. Warto za-uważyć, że pozyskanie 1 kg platyny wymaga wydobycia 150 ton rudy z głębo-kości 1000 metrów [6], co wydaje się potwierdzeniem wyżej przedstawionych wyników. Istotne jest jednak równocześnie, że platyna w bardzo dużym procen-cie odzyskiwana jest ze zużytych katalizatorów.
Wśród pozostałych elementów/podzespołów, które wyróżniają się pod względem wielkości oddziaływań na środowisko, należy wymienić: głowicę (3,72 Pt), alternator (3,62 Pt), blok silnika (3,28 Pt), pokrywę łożysk głównych (3,20 Pt), koło zamachowe (1,84 Pt), wiązkę elektryczną (1,22 Pt), wał korbowy (1,17 Pt), rozrusznik (1,16 Pt) oraz tłoki (1,14 Pt). Wytwarzaniu tych dziesięciu elementów towarzyszą liczne oddziaływania (28,196 Pt), stanowiące ponad 73% sumarycznego wpływu na środowisko związanego z wytwarzaniem całego silni-ka. Na rysunku 5 przedstawiono wielkości środowiskowych oddziaływań wyżej wymienionych elementów/podzespołów z uwzględnieniem użytych w nich ma-teriałów. Porównano je z wielkościami oddziaływań towarzyszących wytwarza-niu wszystkich składowych podzespołów silnika i użytych w nich materiałów.
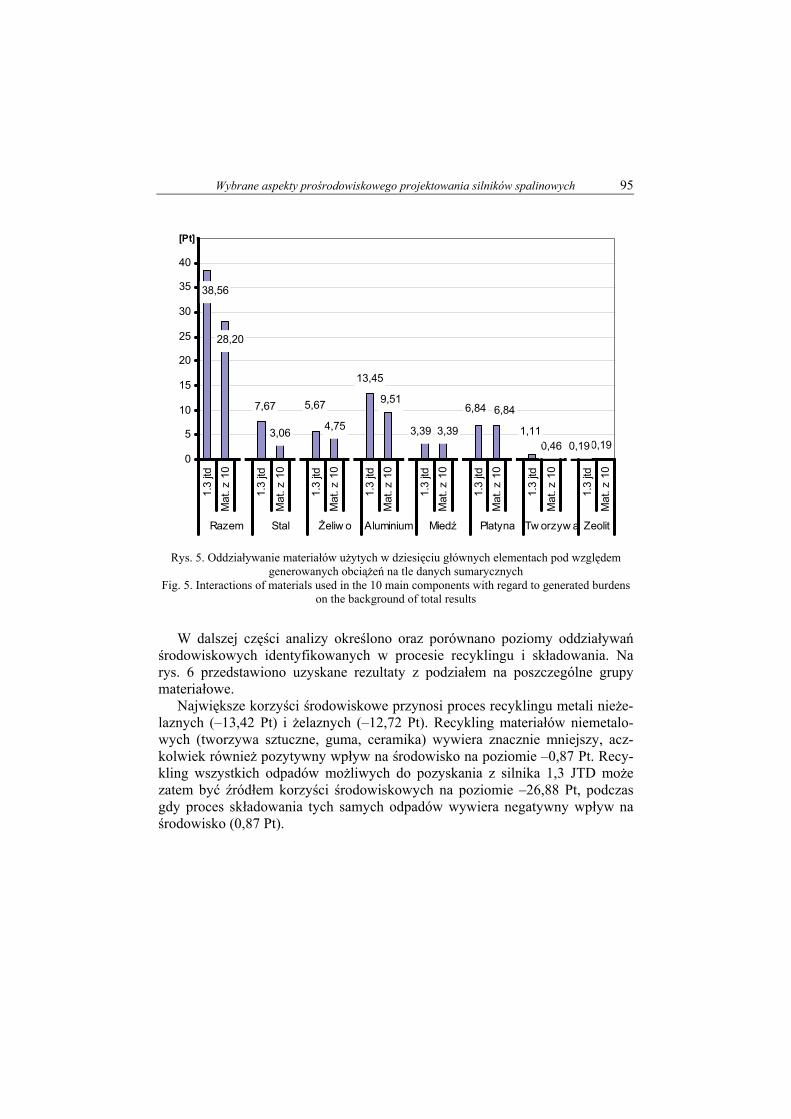
Wybrane aspekty prośrodowiskowego projektowania silników spalinowych 95
6,846,84
3,393,39
9,51
13,45
4,75
5,67
3,06
7,67
28,20
38,56
0,190,190,461,11
0
5
10
15
20
25
30
35
40
45
1.3
jtdM
at. z
10
1.3
jtd
Mat
. z 1
0
1.3
jtdM
at. z
10
1.3
jtdM
at. z
10
1.3
jtdM
at. z
10
1.3
jtdM
at. z
10
1.3
jtd
Mat
. z 1
0
1.3
jtdM
at. z
10
Razem Stal Żeliw o Aluminium Miedź Platyna Tw orzyw a Zeolit
[Pt]
Rys. 5. Oddziaływanie materiałów użytych w dziesięciu głównych elementach pod względem
generowanych obciążeń na tle danych sumarycznych Fig. 5. Interactions of materials used in the 10 main components with regard to generated burdens
on the background of total results
W dalszej części analizy określono oraz porównano poziomy oddziaływań środowiskowych identyfikowanych w procesie recyklingu i składowania. Na rys. 6 przedstawiono uzyskane rezultaty z podziałem na poszczególne grupy materiałowe.
Największe korzyści środowiskowe przynosi proces recyklingu metali nieże-laznych (–13,42 Pt) i żelaznych (–12,72 Pt). Recykling materiałów niemetalo-wych (tworzywa sztuczne, guma, ceramika) wywiera znacznie mniejszy, acz-kolwiek również pozytywny wpływ na środowisko na poziomie –0,87 Pt. Recy-kling wszystkich odpadów możliwych do pozyskania z silnika 1,3 JTD może zatem być źródłem korzyści środowiskowych na poziomie –26,88 Pt, podczas gdy proces składowania tych samych odpadów wywiera negatywny wpływ na środowisko (0,87 Pt).
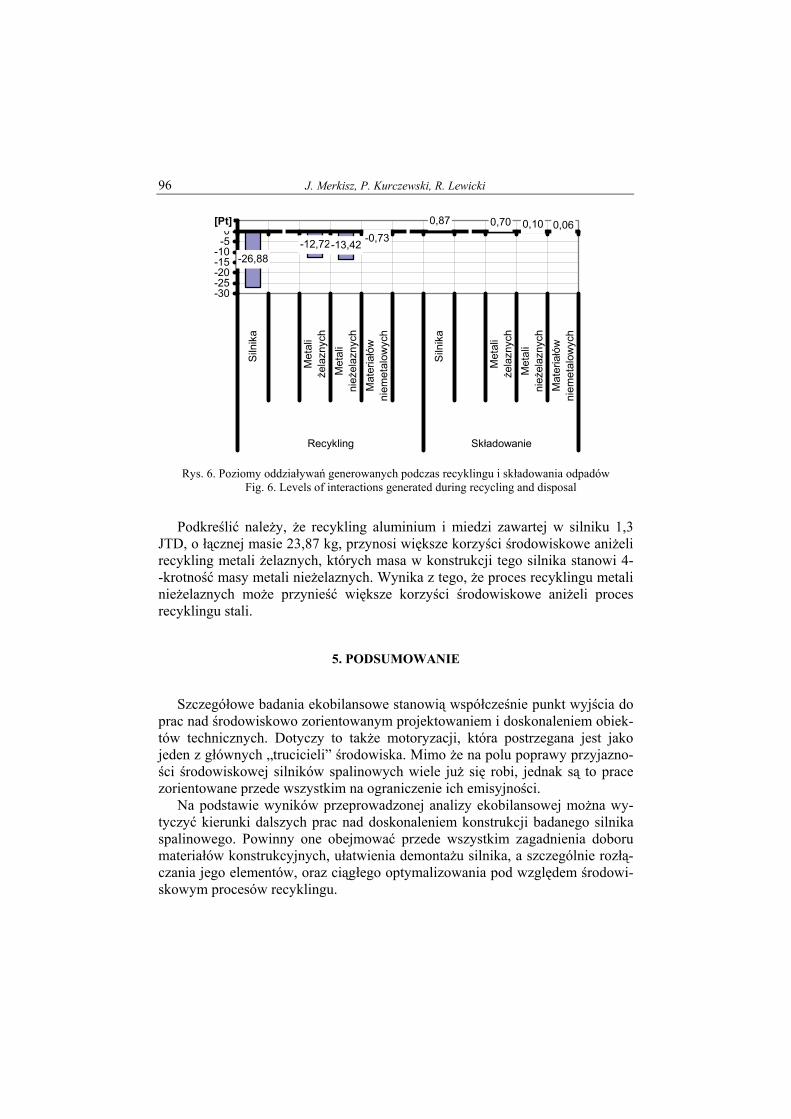
J. Merkisz, P. Kurczewski, R. Lewicki 96
-26,88-12,72-13,42
0,060,100,700,87-0,73
-30-25-20-15-10-505
Siln
ika
Met
ali
żela
znyc
hM
etal
ini
eżel
azny
chM
ater
iałó
wni
emet
alow
ych
Siln
ika
Met
ali
żela
znyc
hM
etal
ini
eżel
azny
chM
ater
iałó
wni
emet
alow
ych
Recykling Składowanie
[Pt]
Rys. 6. Poziomy oddziaływań generowanych podczas recyklingu i składowania odpadów
Fig. 6. Levels of interactions generated during recycling and disposal
Podkreślić należy, że recykling aluminium i miedzi zawartej w silniku 1,3 JTD, o łącznej masie 23,87 kg, przynosi większe korzyści środowiskowe aniżeli recykling metali żelaznych, których masa w konstrukcji tego silnika stanowi 4- -krotność masy metali nieżelaznych. Wynika z tego, że proces recyklingu metali nieżelaznych może przynieść większe korzyści środowiskowe aniżeli proces recyklingu stali.
5. PODSUMOWANIE
Szczegółowe badania ekobilansowe stanowią współcześnie punkt wyjścia do prac nad środowiskowo zorientowanym projektowaniem i doskonaleniem obiek-tów technicznych. Dotyczy to także motoryzacji, która postrzegana jest jako jeden z głównych „trucicieli” środowiska. Mimo że na polu poprawy przyjazno-ści środowiskowej silników spalinowych wiele już się robi, jednak są to prace zorientowane przede wszystkim na ograniczenie ich emisyjności.
Na podstawie wyników przeprowadzonej analizy ekobilansowej można wy-tyczyć kierunki dalszych prac nad doskonaleniem konstrukcji badanego silnika spalinowego. Powinny one obejmować przede wszystkim zagadnienia doboru materiałów konstrukcyjnych, ułatwienia demontażu silnika, a szczególnie rozłą-czania jego elementów, oraz ciągłego optymalizowania pod względem środowi-skowym procesów recyklingu.

Wybrane aspekty prośrodowiskowego projektowania silników spalinowych 97
Dobór materiałów konstrukcyjnych stosowanych w budowie silników spali-nowych może wywierać istotny wpływ na sumaryczny poziom ich oddziaływań środowiskowych. Istnieje zatem potrzeba kontynuacji analizy, by szczegółowo zidentyfikować elementy (materiały) generujące najwyższy poziom oddziaływań środowiskowych.
Jak wynika z przeprowadzonej analizy, recykling niektórych materiałów mo-że być skutecznym sposobem na ograniczanie negatywnego wpływu silników spalinowych na środowisko. Dotyczy to przykładowo metali nieżelaznych, które nie wywierają istotnych negatywnych konsekwencji na etapie produkcji (w po-równaniu do takiej samej ilości części produkowanych z metali żelaznych), jed-nak korzyści środowiskowe z procesu ich recyklingu mogą wielokrotnie prze-wyższać środowiskowe korzyści recyklingu metali żelaznych.
LITERATURA
[1] Bżerzański M., Fiat GM Powertrain 1,3 JTD z Bielska-Białej – duży krok w kierunku nowoczesności, Silniki Spalinowe, 2005, nr 2.
[2] Dane Ośrodka Badawczo-Rozwojowego BOSMAL. [3] Environmental Life Cycle Assessment of products, Part 1 – Guide, Part 2 – Backgrounds,
NOH 1992. [4] Fabryczne materiały prasowe – GM Media Info 2005. [5] Imarisio R., Papa P.G., Siracuza M., The New Fiat GM Power-Train Small Diesel En-
gine. Aachener Colloquium Fahrzeug - und Motorentechnik, Aachen 2003. [6] Merkisz J., Fuć P., Możliwości recyklingu samochodowych reaktorów katalitycznych, in:
II Międzynarodowa Konferencja Naukowo-Techniczna „Problemy Recyklingu”, Rogów, 20-21 listopada 2002.
Recenzent: prof. dr hab. inż. Zbigniew Kłos
SELECTED ASPECTS OF ENVIRONMENTALLY ORIENTED DESIGNING OF COMBUSTION ENGINES
S u m m a r y
In the paper selected topics of environmentally oriented designing of technical objects are pre-sented concentrating on the example of environmental analysis of combustion engine and indicat-ing the possibilities of practical results application. In the field of environmental analysis of com-bustion engine construction one of ecobalancing methods – LCA (Life Cycle Assessment) was used. Results of the analysis allowed to indicate engine components dominating with regard to generated unfavorable environmental interactions. They allowed to indicate areas, where modifica-tions can strongly improve environmental image of the engine.
Key words: combustion engine, LCA, ecodesigning

J. Merkisz, P. Kurczewski, R. Lewicki 98
prof. dr hab. inż. Jerzy MERKISZ Politechnika Poznańska, Instytut Silników i Transportu, ul. Piotrowo 3, 60-965 Poznań, tel. (061) 665 22 07, e-mail: [email protected] dr inż. Przemysław KURCZEWSKI Politechnika Poznańska, Instytut Silników i Transportu, ul. Piotrowo 3, 60-965 Poznań, tel. (061) 665 21 10, e-mail: [email protected] mgr inż. Robert LEWICKI Politechnika Poznańska, Instytut Maszyn Roboczych i Pojazdów Samochodowych Politechniki Poznańskiej, ul. Piotrowo 3, 60-965 Poznań, tel. (061) 665 21 10, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
AGNIESZKA MERKISZ-GURANOWSKA, JERZY MERKISZ
WYBRANE ASPEKTY GLOBALIZACJI W PRZEMYŚLE MOTORYZACYJNYM
Globalizacja jest obecnie charakterystycznym i powszechnym zjawiskiem występującym we współczesnych gospodarkach. W branży motoryzacyjnej wyraża się przede wszystkim procesem rozpraszania i delokalizacji produkcji w skali świata oraz koncentracją kapitałową zarówno produ-centów samochodów, jak i części oraz podzespołów. W ostatnich latach operacje konsolidacji kapitałowej stały się integralnym elementem długoterminowej strategii działalności wielu koncer-nów motoryzacyjnych, które regularnie odwołują się do fuzji i przejęć jako sposobu na wzrost przedsiębiorstwa. Bardzo popularne stały się także alianse strategiczne. Początkowo opierały się na zwykłych umowach o współpracy, a obecnie coraz częściej poparte są wymianą kapitałową. Wszystkie te procesy mają zapewnić koncernom uzyskanie lepszej pozycji konkurencyjnej w walce o klienta, a przez to zwiększyć generowane zyski.
Słowa kluczowe: globalizacja, koncentracja kapitałowa, delokalizacja produkcji
1. GLOBALIZACJA A ŹRÓDŁA PRZEWAGI KONKURENCYJNEJ
Istota funkcjonowania każdego przedsiębiorstwa sprowadza się do wypraco-wania jak największej przewagi konkurencyjnej. Przewaga konkurencyjna pro-wadzi do wzmocnienia pozycji rynkowej przedsiębiorstwa, jest zatem niezbędna do skutecznej walki z konkurentami, a tym samym do zdobywania nowych na-bywców. Efektem uzyskania przewagi rynkowej jest w wymiarze finansowym maksymalizacja zysków dzięki zwiększeniu sprzedaży lub ograniczeniu kosztów działania.
Źródłem przewagi konkurencyjnej są zasoby firmy i umiejętności jej pra-cowników, a celem jej uzyskania jest stworzenie unikalności firmy, odróżniają-cej ją od konkurentów. Dzięki przewadze konkurencyjnej firma staje się bardziej atrakcyjnym od innych partnerem w ramach danego obszaru, którym może być sam produkt, wizerunek, cena, sposób dystrybucji, koszty produkcji czy sposób obsługi klienta. Jak widać, przewaga konkurencyjna może wynikać z wielu źró-deł, ale najczęściej są to niskie koszty oraz zróżnicowanie produktu. Wypraco-wana przewaga konkurencyjna, a co się z tym wiąże, pozycja rynkowa przedsię-biorstwa, będą zależały od jego otwartości na otoczenie oraz umiejętności wyko-rzystania posiadanych zasobów i pojawiających się w otoczeniu szans, a także przewidywania i unikania zagrożeń.
A. Merkisz-Guranowska, J. Merkisz 100
Takie zjawiska, jak skrócenie cyklu życia produktu i globalizacja procesów produkcyjnych spowodowały, że coraz więcej firm plasuje swoje źródła prze-wagi konkurencyjnej poza samym wyrobem, koncentrując się na bardziej efek-tywnym zarządzaniu posiadanymi zasobami. Efektywność zarządzania zasobami znacznie wzrosła w wyniku zachodzących na świecie procesów globalizacyj-nych. Jednym z aspektów globalizacji jest znoszenie barier w przepływie dóbr oraz kapitału, dzięki czemu producenci mają możliwość swobodnego wyboru lokalizacji produkcji, przy czym kierują się wyłącznie kryterium maksymalizacji zysku. Wzrost wymiany handlowej, rozproszenie produkcji i brak ograniczeń w przepływie pieniędzy sprzyjają również tworzeniu globalnych koncernów.
Warunkiem realizowania tej strategii jest znoszenie barier i ograniczeń w handlu międzynarodowym, przepływie kapitału i inwestycjach bezpośrednich. Proces ten rozpoczął się po II wojnie światowej, początkowo pod auspicjami GATT (ang. General Agreement on Tariffs and Trade – Układ Ogólny w spra-wie Taryf Celnych i Handlu), który w roku 1995 został zastąpiony przez Świa-tową Organizację Handlu (ang. World Trade Organisation). Bardzo duży wpływ na te procesy mają także regionalne porozumienia mające na celu liberalizację rynku, takie jak traktat z Maastricht, obejmujący kraje członkowskie Unii Euro-pejskiej, czy Północnoamerykańskie Porozumienie Wolnego Handlu.
Zjawisko globalizacji w branży motoryzacyjnej, podobnie jak w innych sek-torach gospodarki, wyraża się przez: - delokalizację produkcji, - koncentrację kapitałową, która doprowadziła do powstania kilku światowych
koncernów tworzących grupę oligopolową. W jednym i w drugim przypadku działania te mają zapewnić przedsiębior-
stwom przewagę nad konkurentami. Delokalizacja produkcji służy przede wszystkim optymalizacji kosztów wytwarzania, ale może wynikać także ze względów logistycznych. Natomiast koncentracja kapitałowa ma na celu głów-nie łączenie komplementarnych zasobów różnych przedsiębiorstw, po to by le-piej je wykorzystywać na potrzeby koncernu.
2. DELOKALIZACJA INWESTYCJI
Lokalizacja produkcji w branży motoryzacyjnej historycznie związana była z krajem pochodzenia konstruktora, a więc danej marki. Z czasem zaczęto bu-dować zakłady produkcyjne w krajach, które stanowiły najważniejsze rynki zby-tu. Główną przyczyną wyboru lokalizacji inwestycji była chęć ograniczania kosztów oraz czasu transportu, zwłaszcza w przypadku delokalizacji między poszczególnymi kontynentami, np. z Europy do Ameryki Południowej.
Obecnie wybór lokalizacji produkcji jest integralnym elementem strategii globalizacyjnej każdego przedsiębiorstwa branży motoryzacyjnej.
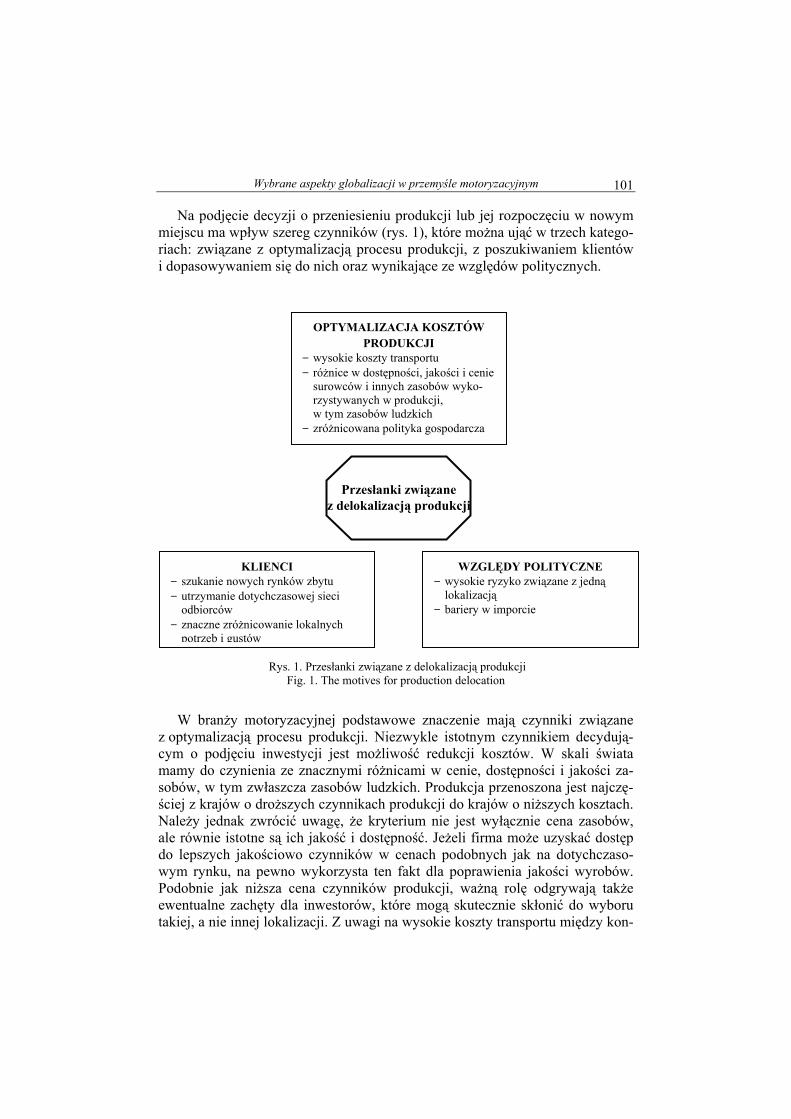
Wybrane aspekty globalizacji w przemyśle motoryzacyjnym 101
Na podjęcie decyzji o przeniesieniu produkcji lub jej rozpoczęciu w nowym miejscu ma wpływ szereg czynników (rys. 1), które można ująć w trzech katego-riach: związane z optymalizacją procesu produkcji, z poszukiwaniem klientów i dopasowywaniem się do nich oraz wynikające ze względów politycznych.
Rys. 1. Przesłanki związane z delokalizacją produkcji Fig. 1. The motives for production delocation
W branży motoryzacyjnej podstawowe znaczenie mają czynniki związane z optymalizacją procesu produkcji. Niezwykle istotnym czynnikiem decydują-cym o podjęciu inwestycji jest możliwość redukcji kosztów. W skali świata mamy do czynienia ze znacznymi różnicami w cenie, dostępności i jakości za-sobów, w tym zwłaszcza zasobów ludzkich. Produkcja przenoszona jest najczę-ściej z krajów o droższych czynnikach produkcji do krajów o niższych kosztach. Należy jednak zwrócić uwagę, że kryterium nie jest wyłącznie cena zasobów, ale równie istotne są ich jakość i dostępność. Jeżeli firma może uzyskać dostęp do lepszych jakościowo czynników w cenach podobnych jak na dotychczaso-wym rynku, na pewno wykorzysta ten fakt dla poprawienia jakości wyrobów. Podobnie jak niższa cena czynników produkcji, ważną rolę odgrywają także ewentualne zachęty dla inwestorów, które mogą skutecznie skłonić do wyboru takiej, a nie innej lokalizacji. Z uwagi na wysokie koszty transportu między kon-
KLIENCI - szukanie nowych rynków zbytu - utrzymanie dotychczasowej sieci
odbiorców - znaczne zróżnicowanie lokalnych
potrzeb i gustów
OPTYMALIZACJA KOSZTÓW PRODUKCJI
- wysokie koszty transportu - różnice w dostępności, jakości i cenie
surowców i innych zasobów wyko-rzystywanych w produkcji, w tym zasobów ludzkich
- zróżnicowana polityka gospodarcza
WZGLĘDY POLITYCZNE - wysokie ryzyko związane z jedną
lokalizacją - bariery w imporcie
Przesłanki związane z delokalizacją produkcji

A. Merkisz-Guranowska, J. Merkisz 102
tynentami, produkcję modeli niższej i średniej klasy koncerny starają się lokali-zować przynajmniej na tym kontynencie, na który mają trafić dane samochody, gdyż w przeciwnym razie koszt transportu znacząco wpłynąłby na cenę lub, w przypadku braku możliwości podwyższenia ceny, spowodowały zmniejszenie marży
Spośród czynników związanych z samymi klientami najważniejsze są zna-czące różnice w lokalnych potrzebach i gustach. Szukanie nowych rynków zbytu stanowi zasadniczy motyw inwestycji bezpośrednich, ale tylko wtedy, gdy kosz-ty transportu z pierwotnego kraju produkcji są na tyle wysokie, że uzasadniają podjęcie inwestycji za granicą. W innej sytuacji samo wejście na nowe rynki nie jest równoznaczne z podjęciem decyzji o produkcji.
W przypadku wielu inwestycji bezpośrednich podejmowanych przez firmy należące do branży motoryzacyjnej czynnikiem decydującym o przeniesieniu produkcji lub jej rozpoczęciu w nowym miejscu jest podążanie dostawców za klientami. Dotyczy to producentów podzespołów branży motoryzacyjnej, którzy decydują się na lokalizację produkcji tam, gdzie zlokalizował swoją fabrykę koncern samochodowy, którego są dostawcą. Jeszcze na początku lat osiemdzie-siątych XX wieku koncerny samochodowe tworzyły równoległe sieci dostaw-ców w każdym kraju, w którym uruchamiały produkcję [3]. Zmiany w polityce wobec dostawców polegające na podpisywaniu wieloletnich kontraktów i usta-laniu specjalnych warunków cenowych, spowodowały, że dostawcy zaczęli po-dążać za swoimi klientami. Czynnik ten nie będzie miał natomiast żadnego zna-czenia przy podejmowaniu decyzji przez zarządy koncernów samochodowych.
Innym czynnikiem decydującym o wyborze miejsca produkcji są bariery w handlu, np. wysokie stawki celne zmniejszające konkurencyjność importowa-nych towarów na rynku lokalnym. Z takim motywem inwestycji bezpośrednich mieliśmy do czynienia w Polsce w latach dziewięćdziesiątych, kiedy obowiązy-wały wysokie stawki celne na samochody importowane do kraju. Niektóre kon-cerny samochodowe, m.in. Volkswagen i PSA Peugeot Citroën, uruchomiły linie montażowe w Polsce, po to by uniknąć barier celnych. Obecnie podobne zjawi-sko występuje, kiedy koncerny japońskie (np. Toyota) lokalizują swoją produk-cję w krajach członkowskich UE, aby uniknąć ceł importowych przy sprzedaży swoich samochodów na tych rynkach.
Duże ryzyko związane z jedną lokalizacją (np. ryzyko polityczne) w zasadzie nie dotyczy koncernów samochodowych, gdyż ich pierwotne lokalizacje znaj-dowały się w krajach Europy Zachodniej, Stanach Zjednoczonych oraz Japonii, a w przypadku tych państw ani ryzyko polityczne, ani ryzyko znaczącego wpły-wu zmian gospodarczych na produkcję w praktyce nie występuje.
O kompleksowości decyzji dotyczących lokalizacji produkcji świadczy m.in. podjęcie przez Toyotę decyzji o otwarciu filii w Valenciennes, na północy Fran-cji. Toyota szukała miejsca w krajach UE, aby uniknąć barier celnych przy im-porcie samochodów do Unii. O tę inwestycję starało się wiele państw członkow-skich i kandydujących do UE, m.in. Wielka Brytania i Polska. O wyborze loka-

Wybrane aspekty globalizacji w przemyśle motoryzacyjnym 103
lizacji w Valenciennes zadecydowało z jednej strony korzystne położenie geo-graficzne, gwarantujące szybkie i relatywnie tanie dostawy na rynki państw członkowskich, a z drugiej strony istniejąca sieć dostawców i ograniczenie kosz-tów produkcji. Zmniejszenie kosztów możliwe było dzięki pomocy rządu fran-cuskiego (udział w wysokości 20% wartości kosztów budowy, preferencyjne opłaty za energię i grunty oraz zwolnienie z opłacania niektórych świadczeń socjalnych dla pracowników) [3]. O wyborze Valenciennes zdecydowała ponad-to istniejąca w okolicy dobrze rozwinięta sieć dostawców branży motoryzacyj-nej. Renault jest drugim pracodawcą w tym regionie, który był siedzibą wielu spółek branży motoryzacyjnej, takich jak Faurecia, Française de Mechanique (produkcja silników dla Renault i PSA), STA (produkcja skrzyń biegów dla Renault i PSA), Valeo czy Plastic Omnium.
3. KONCENTRACJA KAPITAŁOWA
Oprócz zmian w lokalizacji produkcji innym wymiarem globalizacji jest po-stępująca koncentracja kapitałowa. Wyrazem tego są fuzje i przejęcia, od wielu lat zachodzące w branży motoryzacyjnej. W wyniku koncentracji kapitałowej powstaje albo jedna duża jednostka, albo grupa kapitałowa. Im większe jest przedsiębiorstwo, tym większa jest jego siła przetargowa wobec otoczenia, czyli kontrahentów (dostawców i klientów) oraz konkurentów z branży.
Do fuzji dochodzi, gdy co najmniej dwie autonomiczne firmy na mocy umo-wy łączą się w celu utworzenia nowego przedsiębiorstwa i wspólnego uczestnic-twa w rynku [2]. W wyniku fuzji może powstać nowy, odrębny podmiot rynko-wy. Najczęściej dzieje się tak, gdy łączą się firmy podobne pod względem wiel-kości. Każda z nich traci wówczas dotychczasową odrębność i osobowość. Inną formą fuzji jest inkorporacja, czyli wcielenie jednej firmy do drugiej, przy czym tylko nabywca zachowuje tożsamość i osobowość prawną. Dochodzi do tego wtedy, gdy jeden z partnerów jest wyraźnie większy lub silniejszy finansowo. Niezależnie od typu fuzji w efekcie na rynku pozostaje jeden duży podmiot łą-czący zasoby dotychczasowych przedsiębiorstw.
Przejęcie to nabycie wystarczającej liczby udziałów drugiego przedsiębior-stwa w celu przejęcia kontroli nad nabywanym podmiotem. Przejmowana firma (zazwyczaj słabsza ekonomicznie) zostaje w ten sposób włączona do struktur nabywcy, nie tracąc przy tym osobowości prawnej i odrębności rynkowej. Firmy funkcjonują w takim przypadku na zasadach grupy kapitałowej lub koncernu, czyli stanowią zgrupowanie przedsiębiorstw będących samodzielnymi jednost-kami, należących jednak do wspólnego właściciela. Bardzo często przejęcie stanowi pierwszy etap fuzji.
Przyczyn fuzji i przejęć jest wiele, ale w przypadku przedsiębiorstw branży motoryzacyjnej najważniejsze jest zwiększenie udziału w rynku i uzyskanie tzw.
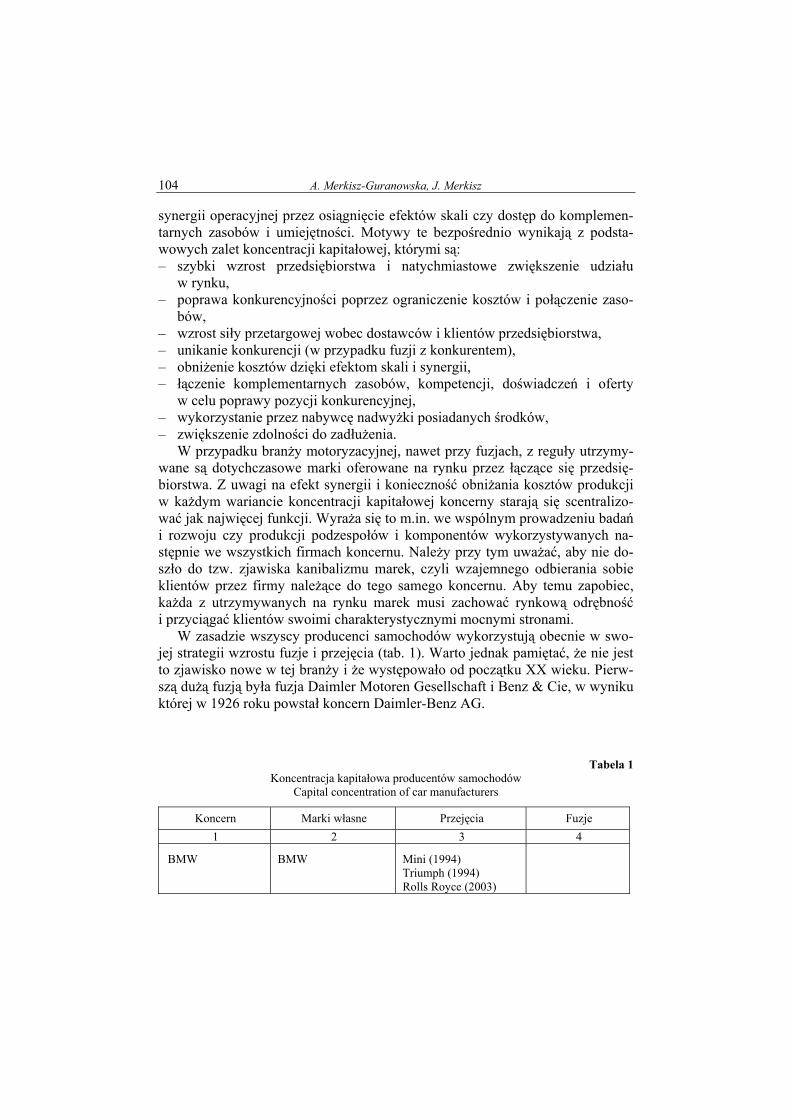
A. Merkisz-Guranowska, J. Merkisz 104
synergii operacyjnej przez osiągnięcie efektów skali czy dostęp do komplemen-tarnych zasobów i umiejętności. Motywy te bezpośrednio wynikają z podsta-wowych zalet koncentracji kapitałowej, którymi są: – szybki wzrost przedsiębiorstwa i natychmiastowe zwiększenie udziału
w rynku, – poprawa konkurencyjności poprzez ograniczenie kosztów i połączenie zaso-
bów, – wzrost siły przetargowej wobec dostawców i klientów przedsiębiorstwa, – unikanie konkurencji (w przypadku fuzji z konkurentem), – obniżenie kosztów dzięki efektom skali i synergii, – łączenie komplementarnych zasobów, kompetencji, doświadczeń i oferty
w celu poprawy pozycji konkurencyjnej, – wykorzystanie przez nabywcę nadwyżki posiadanych środków, – zwiększenie zdolności do zadłużenia.
W przypadku branży motoryzacyjnej, nawet przy fuzjach, z reguły utrzymy-wane są dotychczasowe marki oferowane na rynku przez łączące się przedsię-biorstwa. Z uwagi na efekt synergii i konieczność obniżania kosztów produkcji w każdym wariancie koncentracji kapitałowej koncerny starają się scentralizo-wać jak najwięcej funkcji. Wyraża się to m.in. we wspólnym prowadzeniu badań i rozwoju czy produkcji podzespołów i komponentów wykorzystywanych na-stępnie we wszystkich firmach koncernu. Należy przy tym uważać, aby nie do-szło do tzw. zjawiska kanibalizmu marek, czyli wzajemnego odbierania sobie klientów przez firmy należące do tego samego koncernu. Aby temu zapobiec, każda z utrzymywanych na rynku marek musi zachować rynkową odrębność i przyciągać klientów swoimi charakterystycznymi mocnymi stronami.
W zasadzie wszyscy producenci samochodów wykorzystują obecnie w swo-jej strategii wzrostu fuzje i przejęcia (tab. 1). Warto jednak pamiętać, że nie jest to zjawisko nowe w tej branży i że występowało od początku XX wieku. Pierw-szą dużą fuzją była fuzja Daimler Motoren Gesellschaft i Benz & Cie, w wyniku której w 1926 roku powstał koncern Daimler-Benz AG.
Tabela 1 Koncentracja kapitałowa producentów samochodów
Capital concentration of car manufacturers
Koncern Marki własne Przejęcia Fuzje 1 2 3 4
BMW BMW
Mini (1994) Triumph (1994) Rolls Royce (2003)
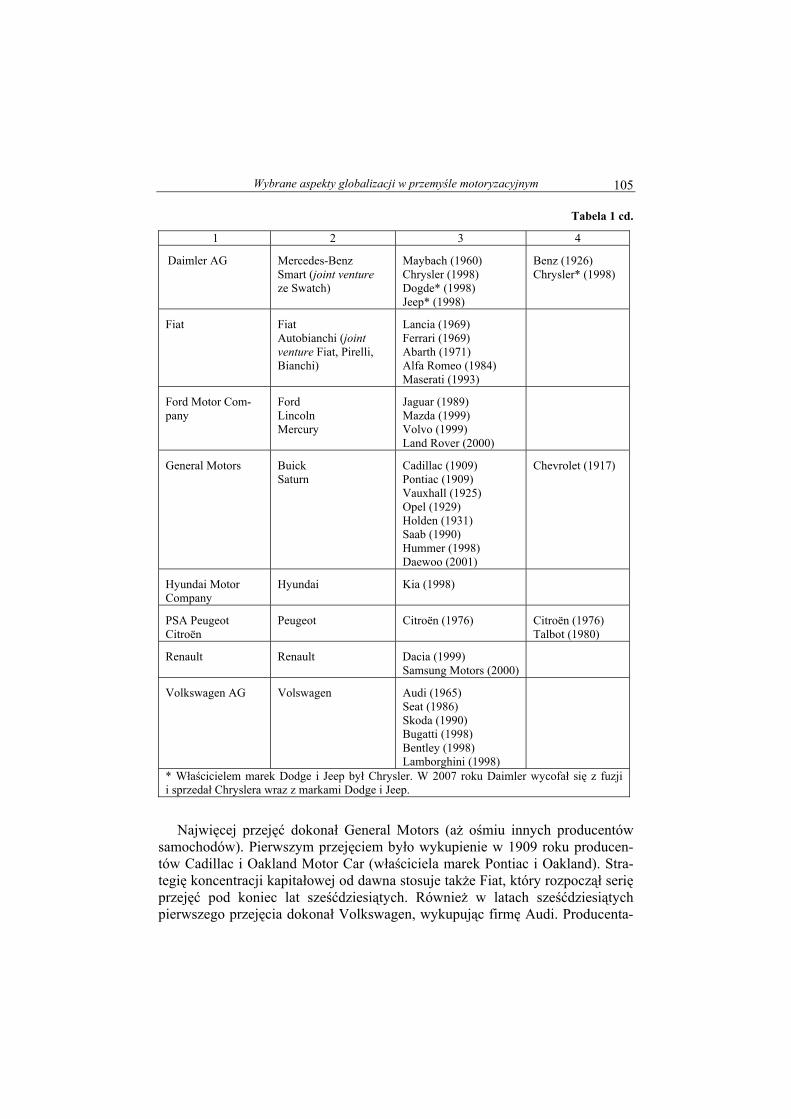
Wybrane aspekty globalizacji w przemyśle motoryzacyjnym 105
Tabela 1 cd.
1 2 3 4
Daimler AG Mercedes-Benz Smart (joint venture ze Swatch)
Maybach (1960) Chrysler (1998) Dogde* (1998) Jeep* (1998)
Benz (1926) Chrysler* (1998)
Fiat Fiat Autobianchi (joint venture Fiat, Pirelli, Bianchi)
Lancia (1969) Ferrari (1969) Abarth (1971) Alfa Romeo (1984) Maserati (1993)
Ford Motor Com-pany
Ford Lincoln Mercury
Jaguar (1989) Mazda (1999) Volvo (1999) Land Rover (2000)
General Motors Buick Saturn
Cadillac (1909) Pontiac (1909) Vauxhall (1925) Opel (1929) Holden (1931) Saab (1990) Hummer (1998) Daewoo (2001)
Chevrolet (1917)
Hyundai Motor Company
Hyundai Kia (1998)
PSA Peugeot Citroën
Peugeot Citroën (1976) Citroën (1976) Talbot (1980)
Renault Renault Dacia (1999) Samsung Motors (2000)
Volkswagen AG Volswagen Audi (1965) Seat (1986) Skoda (1990) Bugatti (1998) Bentley (1998) Lamborghini (1998)
* Właścicielem marek Dodge i Jeep był Chrysler. W 2007 roku Daimler wycofał się z fuzji i sprzedał Chryslera wraz z markami Dodge i Jeep.
Najwięcej przejęć dokonał General Motors (aż ośmiu innych producentów samochodów). Pierwszym przejęciem było wykupienie w 1909 roku producen-tów Cadillac i Oakland Motor Car (właściciela marek Pontiac i Oakland). Stra-tegię koncentracji kapitałowej od dawna stosuje także Fiat, który rozpoczął serię przejęć pod koniec lat sześćdziesiątych. Również w latach sześćdziesiątych pierwszego przejęcia dokonał Volkswagen, wykupując firmę Audi. Producenta-
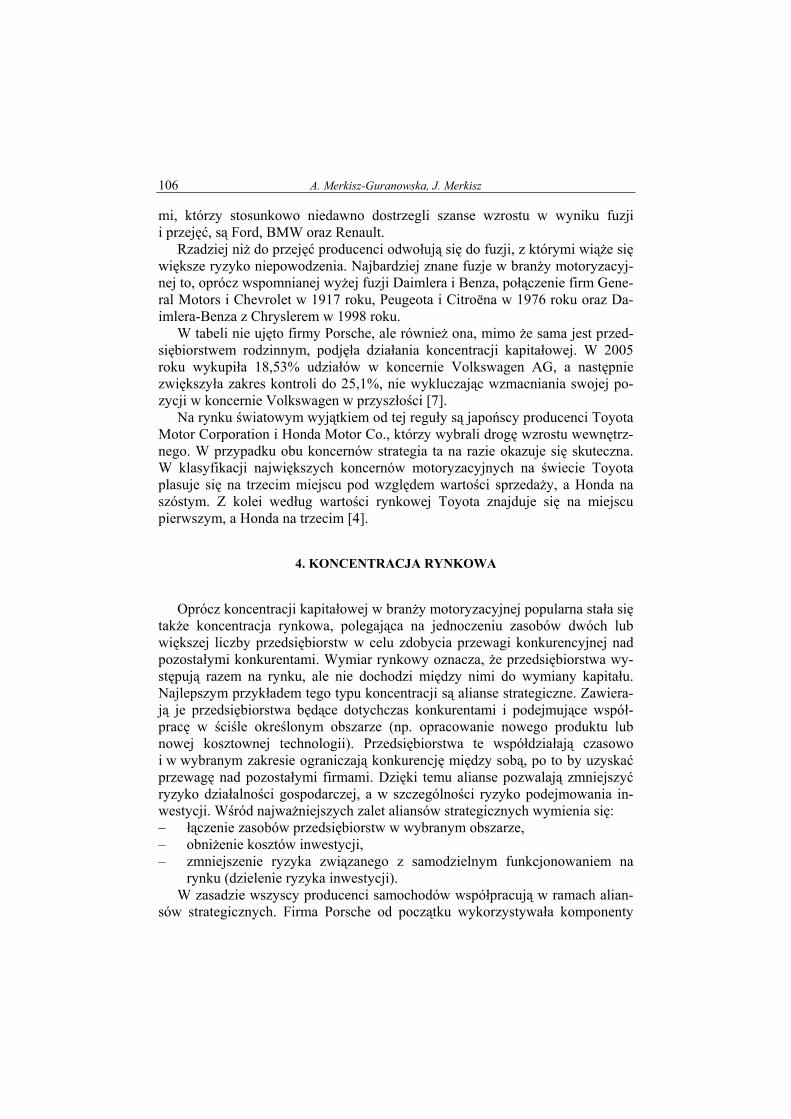
A. Merkisz-Guranowska, J. Merkisz 106
mi, którzy stosunkowo niedawno dostrzegli szanse wzrostu w wyniku fuzji i przejęć, są Ford, BMW oraz Renault.
Rzadziej niż do przejęć producenci odwołują się do fuzji, z którymi wiąże się większe ryzyko niepowodzenia. Najbardziej znane fuzje w branży motoryzacyj-nej to, oprócz wspomnianej wyżej fuzji Daimlera i Benza, połączenie firm Gene-ral Motors i Chevrolet w 1917 roku, Peugeota i Citroëna w 1976 roku oraz Da-imlera-Benza z Chryslerem w 1998 roku.
W tabeli nie ujęto firmy Porsche, ale również ona, mimo że sama jest przed-siębiorstwem rodzinnym, podjęła działania koncentracji kapitałowej. W 2005 roku wykupiła 18,53% udziałów w koncernie Volkswagen AG, a następnie zwiększyła zakres kontroli do 25,1%, nie wykluczając wzmacniania swojej po-zycji w koncernie Volkswagen w przyszłości [7].
Na rynku światowym wyjątkiem od tej reguły są japońscy producenci Toyota Motor Corporation i Honda Motor Co., którzy wybrali drogę wzrostu wewnętrz-nego. W przypadku obu koncernów strategia ta na razie okazuje się skuteczna. W klasyfikacji największych koncernów motoryzacyjnych na świecie Toyota plasuje się na trzecim miejscu pod względem wartości sprzedaży, a Honda na szóstym. Z kolei według wartości rynkowej Toyota znajduje się na miejscu pierwszym, a Honda na trzecim [4].
4. KONCENTRACJA RYNKOWA
Oprócz koncentracji kapitałowej w branży motoryzacyjnej popularna stała się także koncentracja rynkowa, polegająca na jednoczeniu zasobów dwóch lub większej liczby przedsiębiorstw w celu zdobycia przewagi konkurencyjnej nad pozostałymi konkurentami. Wymiar rynkowy oznacza, że przedsiębiorstwa wy-stępują razem na rynku, ale nie dochodzi między nimi do wymiany kapitału. Najlepszym przykładem tego typu koncentracji są alianse strategiczne. Zawiera-ją je przedsiębiorstwa będące dotychczas konkurentami i podejmujące współ-pracę w ściśle określonym obszarze (np. opracowanie nowego produktu lub nowej kosztownej technologii). Przedsiębiorstwa te współdziałają czasowo i w wybranym zakresie ograniczają konkurencję między sobą, po to by uzyskać przewagę nad pozostałymi firmami. Dzięki temu alianse pozwalają zmniejszyć ryzyko działalności gospodarczej, a w szczególności ryzyko podejmowania in-westycji. Wśród najważniejszych zalet aliansów strategicznych wymienia się: – łączenie zasobów przedsiębiorstw w wybranym obszarze, – obniżenie kosztów inwestycji, – zmniejszenie ryzyka związanego z samodzielnym funkcjonowaniem na
rynku (dzielenie ryzyka inwestycji). W zasadzie wszyscy producenci samochodów współpracują w ramach alian-
sów strategicznych. Firma Porsche od początku wykorzystywała komponenty

Wybrane aspekty globalizacji w przemyśle motoryzacyjnym 107
Volkswagena, a od lat sześćdziesiątych regularnie współpracuje z tym koncer-nem przy opracowywaniu i produkcji nowych modeli. Renault i PSA Peugeot Citroën, dwaj najwięksi konkurenci na rynku francuskim, od wielu lat wspólnie pracują nad nowymi technologiami, razem też produkują podzespoły na potrze-by obu koncernów, m.in. silniki oraz skrzynie biegów.
Do podstawowych wad aliansów strategicznych należy zaliczyć ich krótko-trwały charakter z uwagi na łatwość rozwiązania współpracy przy braku zależ-ności kapitałowych oraz problemy wynikające z różnego zaangażowania stron. W celu wyeliminowania wad aliansów strategicznych firmy w niektórych przy-padkach decydują się na wymianę kapitałową, która ma przede wszystkim za-gwarantować stałą współpracę w wybranych dziedzinach. Jednym z pierwszych tego typu aliansów była współpraca Chryslera i Mitsubishi Motors, zapoczątko-wana w 1971 roku. Japoński producent sprzedał 15% udziałów w kapitale Chryslerowi, co umożliwiło wejście Mitsubishi na rynek amerykański. W 1993 roku Chrysler sprzedał udziały w Mitsubishi, ale obie firmy nadal ze sobą współpracują w ramach tradycyjnego aliansu strategicznego. Chrysler dostarcza silniki i skrzynie biegów, a Mitsubishi zajmuje się dystrybucją samochodów Chryslera na wybranych rynkach.
Efektywnym przykładem tego typu aliansów jest współpraca Renault i Nis-sana. W 1999 roku Renault wykupił 36,8% udziałów w kapitale japońskiej fir-my, a obecnie posiada już 44,4% całości udziałów. Jednocześnie Nissan wykupił 15% udziałów w kapitale francuskiego koncernu, jednak są to udziały bez prawa głosu. Znaczny udział Renault w kapitale Nissana daje w praktyce pełną kontro-lę nad firmą, m.in. poprzez możliwość mianowania prezesa spółki i zarządu. Konsekwencje są zatem podobne jak w przypadku przejęcia, a mimo to cały czas zależność obu firm określana jest przez obie strony jako alians strategiczny. Istotą tej współpracy jest osiąganie korzyści skali, zwłaszcza w zakresie nego-cjacji warunków zakupu z dostawcami, wspólne opracowywanie podzespołów, wykorzystywanie sieci sprzedaży i miejsc produkcyjnych firmy już obecnej na danym rynku na potrzeby obu marek.
Nieco odmienną formę aliansów strategicznych stosuje się wobec dostawców części i komponentów. Koncerny samochodowe ograniczają liczbę dostawców, ale w zamian za to zacieśniają współpracę z wybranymi partnerami. Taka forma kooperacji ma prowadzić do podziału ryzyka i kosztów inwestycji. Ścisła współpraca umożliwia szybsze wprowadzanie innowacji technicznych i tym samym projektowanie nowych modeli. Dzięki temu, podobnie jak w przypadku koncernów samochodowych, także na rynku dostawców części i komponentów mamy do czynienia z coraz mniejszą liczbą globalnych graczy. Przykładem mo-że być producent elementów wyposażenia wnętrz Lear Corporation, który jako globalny gracz pojawił się na rynku w 1993 roku dzięki przejęciu od Ford Motor Company spółki zajmującej się produkcją siedzeń. Od tego czasu amerykańska firma dokonała w sumie 18 dużych przejęć [6]. Obecnie zatrudnia około 90 ty-sięcy pracowników w 242 fabrykach w 33 krajach świata. W ramach umowy
A. Merkisz-Guranowska, J. Merkisz 108
sprzedaży Ford zobowiązał się do pięcioletniej współpracy z Lear Corporation obejmującej dostawy siedzeń. Podobną taktykę Lear zastosował w 1994 roku wobec koncernu Fiata, z którym podpisał umowę na dostawy systemów siedzeń na całym świecie. W 1997 roku, dzięki przejęciu konkurenta przedsiębiorstwa Keiper Car Seating, Lear uzyskał kontrakt na współpracę z grupą Volkswagen, Porsche oraz Daimler-Benz.
5. NIEBEZPIECZEŃSTWA GLOBALIZACJI
Koncentracja kapitałowa nie zawsze przynosi zaangażowanym podmiotom rzeczywiste korzyści. W przypadku fuzji statystyczny sukces, mierzony wzro-stem wartości połączonego podmiotu w stosunku do sumy wartości poszczegól-nych przedsiębiorstw przed ich połączeniem, odnotowuje około 1/3 fuzji [1].
Przy zakupie przedsiębiorstwa w celu fuzji lub przejęcia nabywa się nie tylko jego mocne strony, ale także słabe (wysoki poziom zobowiązań, przerost zatrud-nienia, zbędne aktywa). Jest to transakcja wiązana i dokonując fuzji, należy brać pod uwagę także negatywne aspekty przedsiębiorstwa. Mogą one stanowić po-ważne zagrożenie dla całej operacji. Często się podkreśla, że kluczowe znacze-nie ma faza integracji przedsiębiorstw już po transakcji. Duże ryzyko niepowo-dzenia często wynika z błędów w zarządzaniu oraz różnic kulturowych, zwłasz-cza gdy przedsiębiorstwa pochodzą z różnych krajów. Różnice kulturowe są trudne do pokonania i często niedoceniane.
Przykładem, który potwierdza, że nie każda fuzja kończy się sukcesem, jest niepowodzenie największej fuzji, do której doszło w tej branży, czyli połączenia niemieckiego koncernu Daimler-Benz z amerykańskim Chryslerem. Niemiecki koncern kupił 100% udziałów w Chryslerze w celu uzyskania efektu synergii. Niestety, amerykańska filia, mimo procesu restrukturyzacji, na który wydano 5 mld USD, nadal generowała straty obciążające wynik grupy. W maju 2007 roku Daimler zdecydował się sprzedać większość udziałów w Chryslerze. Zakup 100% udziałów w kapitale Chryslera kosztował 36 mld USD, podczas gdy za sprzedaż 80,1% udziałów Daimler uzyskał zaledwie 7,4 mld USD [5]. Pozostałe 19,9% ma zagwarantować Daimlerowi możliwość współpracy gospodarczej z amerykańską firmą w ramach aliansu strategicznego.
Innym przykładem nieudanej koncentracji kapitałowej było także przejęcie w 1994 roku przez BMW brtytyjskiej firmy Rover Group, do której należały m.in. takie marki, jak Rover, Mini, Land Rover. Przejęcie nie przyniosło ocze-kiwanych korzyści z uwagi na to, że pomiędzy markami Rover i BMW doszło do zjawiska kanibalizacji (obie marki były bardzo podobnie pozycjonowane na rynku i walczyły o tych samych klientów). Po latach strat generowanych przez Rovera BMW zdecydowało się sprzedać w 2000 roku brytyjską firmę, zatrzy-mując jedynie prawa do wybranych marek, takich jak Mini i Triumph.

Wybrane aspekty globalizacji w przemyśle motoryzacyjnym 109
Problemy mogą pojawić się także w przypadku zbytniego rozproszenia pro-dukcji. Im więcej lokalizacji, tym trudniej jest sprawnie zarządzać przedsiębior-stwem i utrzymywać spójną kulturę organizacyjną przedsiębiorstwa. Niebezpie-czeństwo takie może wystąpić na przykład w japońskim koncernie Toyota, która ma za granicą (poza Japonią) łącznie 47 fabryk w 26 krajach. Jest to niewątpli-wie przykład skutecznej ekspansji produkcji. Poza Japonią generowane jest 80% zysków firmy. W 2007 roku japoński koncern zamierza otworzyć nowe zakłady produkcyjne w Rosji, Chinach, Meksyku i Tajlandii. W planach jest także po-większenie mocy produkcyjnych w Stanach Zjednoczonych. Strategia koncernu polega na lokalizacji produkcji tam, gdzie są największe rynki zbytu. Jednak strategia internacjonalizacji koncernu wywołuje wewnątrz firmy obawy, że ten sposób szybkiego międzynarodowego rozwoju uniemożliwi Toyocie utrzymanie wewnętrznej kultury firmy, tzw. kaizen, która jest gwarantem jakości produktów i w dużej mierze przyczynia się do jej sukcesu. Kaizen to organizacja pracy oparta na nieustannej współpracy wszystkich pracowników i ich stałej dbałości, by praca przebiegała bez zakłóceń. Jest to sposób organizacji pracy wykorzystu-jący w dużej mierze cechy charakterystyczne dla japońskiej kultury. Istnieją podstawy do obaw, że im więcej będzie lokalizacji w różnych zakątkach świata, tym trudniej będzie tę kulturę organizacyjną utrzymać.
LITERATURA
[1] Collin B., Le processus d’acquisition. Management Strategique, Paris, EAP 2000. [2] Krzemiński S., Konsolidacja przedsiębiorstw transportowych, Warszawa, Szkoła Główna
Handlowa – Oficyna Wydawnicza 2005. [3] Mytelka L.K., Globalization and investment: a learning and innovation approach, Rebild,
DRUID Conference on National Innovation Systems, 1999. [4] Special report – The world’s 2000 largest public companies 2006, Forbes, 2007. [5] www.daimlerchrysler.com [6] www.lear.com [7] www.volkswagen.com
Recenzent: prof. dr hab. inż. Zbigniew Kłos
SELECTED FEATURES OF GLOBALIZATION IN AUTOMOTIVE INDUSTRY
S u m m a r y
Globalization is nowadays a charateristic and widespread phenomenon in modern economics. In automotive industry globalization trends are seen as processes of delocation and dispersing of production activities on a global scale and capital concentration of car manufacturers as well as their suppliers. In recent years capital consolidation operations have become an essential and integral part of a long term strategy for automotive industry companies. They use mergers and

A. Merkisz-Guranowska, J. Merkisz 110
acquisitions as a way of company growth. Apart from mergers and acquisitions startegic alliances have become very popular as well and their number is growing fast. Originally they were based on simple cooperation agreements. Now they are often backed up by capital exchange. All those operations are supposed to ensure better competitive position on the market and thus increase profits.
Key words: globalization, capital concentration, production location
prof. dr hab. inż. Jerzy MERKISZ Politechnika Poznańska, Instytut Silników Spalinowych i Transportu, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 07, e-mail:[email protected] dr Agnieszka MERKISZ-GURANOWSKA Politechnika Poznańska, Instytut Maszyn Roboczych i Pojazdów Samochodowych, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 49, e-mail:[email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
EDWARD PAJĄK
DOŚWIADCZENIA W ZAKRESIE WDRAŻANIA KONCEPCJI
LEAN MANUFACTURING W MAŁYCH FIRMACH PRODUKCYJNYCH
W artykule przedstawiono rozwiązania zastosowane w małej firmie wdrażającej koncepcję
lean manufacturing (LM), dotyczące obszaru współpracy z klientem, a także związane z organiza-cją produkcji i sterowaniem nią, w tym również w zakresie stworzenia systemu obsługi klienta. Artykuł zakończono wnioskami wskazującymi na efekty zastosowania rozwiązań LM, ale również na problemy pojawiające się w trakcie wdrażania koncepcji.
Słowa kluczowe: lean manufacturing, wdrożenie.
1. WPROWADZENIE
Dane statystyczne zamieszczane w publikacjach GUS wskazują, że coraz
większy udział w produkcie narodowym przypada na przedsiębiorstwa małe i średnie. Główną przyczyną takiego stanu rzeczy jest ich elastyczność, rozu-miana tutaj jako łatwość przystosowania się do bieżących, często zmieniających się wymagań rynku, a nawet do wymagań poszczególnych klientów. Dominują-ca staje się więc w tych firmach produkcja na zamówienie – MTO (z ang. make to order), a nawet projektowanie na zamówienie – ETO (z ang. engineering to order). Ostatnia wymieniona forma współpracy z klientem polega na zwiększe-niu jego udziału w projektowaniu wyrobu.
Sytuacja ta powoduje, że zarówno organizacja takich firm, jak i zarządzanie nimi muszą znacznie odbiegać od praktyk stosowanych podczas produkcji usta-bilizowanej. Wynika to chociażby z tego, że w firmach takich trudno jest opra-cować plan produkcji i związany z nim harmonogram produkcji uwzględniający bieżącą zdolność produkcyjną firmy. Klient przychodzi bowiem „kiedy chce” i zamawia wyrób, który spełnia jego indywidualne wymagania, nie zważając na plany i harmonogramy, a jeśli firma nie spełni jego oczekiwań, uda się do innej, która jego oczekiwania spełni.
Z tego względu w scharakteryzowanych wyżej firmach „palące problemy” dotyczą w mniejszym stopniu zagadnień technicznych, a w większym – zarzą-
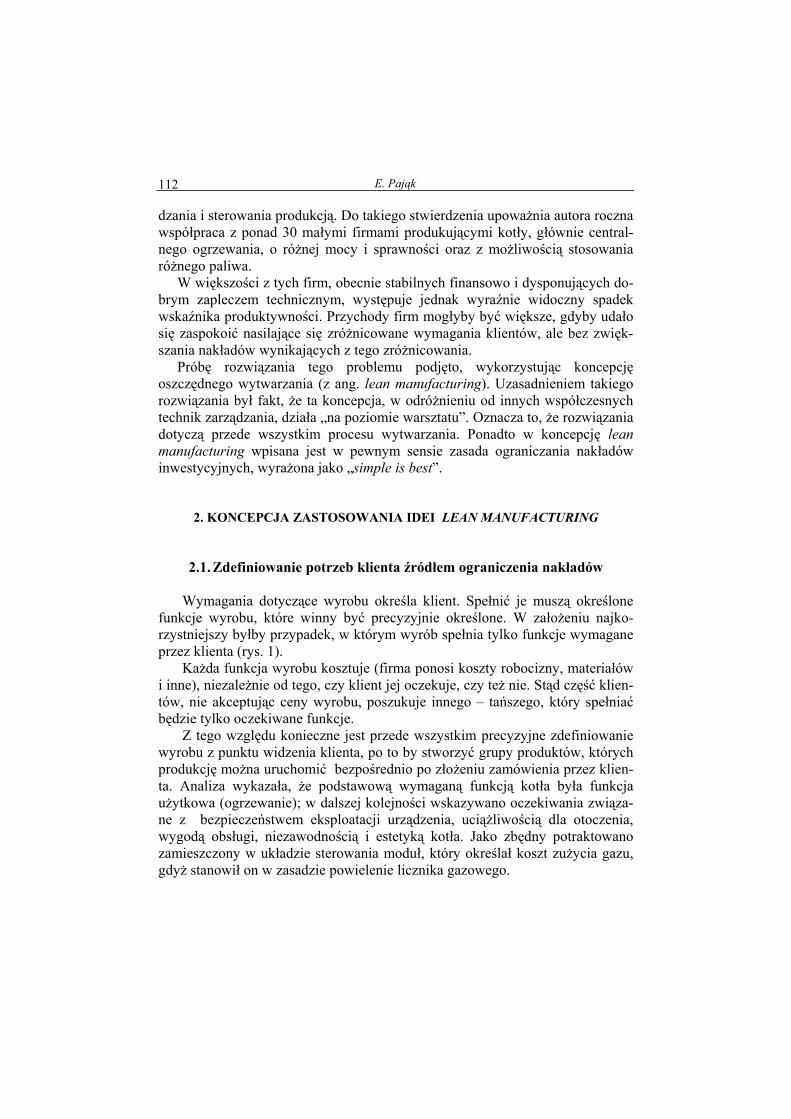
E. Pająk 112
dzania i sterowania produkcją. Do takiego stwierdzenia upoważnia autora roczna współpraca z ponad 30 małymi firmami produkującymi kotły, głównie central-nego ogrzewania, o różnej mocy i sprawności oraz z możliwością stosowania różnego paliwa.
W większości z tych firm, obecnie stabilnych finansowo i dysponujących do-brym zapleczem technicznym, występuje jednak wyraźnie widoczny spadek wskaźnika produktywności. Przychody firm mogłyby być większe, gdyby udało się zaspokoić nasilające się zróżnicowane wymagania klientów, ale bez zwięk-szania nakładów wynikających z tego zróżnicowania.
Próbę rozwiązania tego problemu podjęto, wykorzystując koncepcję oszczędnego wytwarzania (z ang. lean manufacturing). Uzasadnieniem takiego rozwiązania był fakt, że ta koncepcja, w odróżnieniu od innych współczesnych technik zarządzania, działa „na poziomie warsztatu”. Oznacza to, że rozwiązania dotyczą przede wszystkim procesu wytwarzania. Ponadto w koncepcję lean manufacturing wpisana jest w pewnym sensie zasada ograniczania nakładów inwestycyjnych, wyrażona jako „simple is best”.
2. KONCEPCJA ZASTOSOWANIA IDEI LEAN MANUFACTURING
2.1. Zdefiniowanie potrzeb klienta źródłem ograniczenia nakładów
Wymagania dotyczące wyrobu określa klient. Spełnić je muszą określone
funkcje wyrobu, które winny być precyzyjnie określone. W założeniu najko-rzystniejszy byłby przypadek, w którym wyrób spełnia tylko funkcje wymagane przez klienta (rys. 1).
Każda funkcja wyrobu kosztuje (firma ponosi koszty robocizny, materiałów i inne), niezależnie od tego, czy klient jej oczekuje, czy też nie. Stąd część klien-tów, nie akceptując ceny wyrobu, poszukuje innego – tańszego, który spełniać będzie tylko oczekiwane funkcje.
Z tego względu konieczne jest przede wszystkim precyzyjne zdefiniowanie wyrobu z punktu widzenia klienta, po to by stworzyć grupy produktów, których produkcję można uruchomić bezpośrednio po złożeniu zamówienia przez klien-ta. Analiza wykazała, że podstawową wymaganą funkcją kotła była funkcja użytkowa (ogrzewanie); w dalszej kolejności wskazywano oczekiwania związa-ne z bezpieczeństwem eksploatacji urządzenia, uciążliwością dla otoczenia, wygodą obsługi, niezawodnością i estetyką kotła. Jako zbędny potraktowano zamieszczony w układzie sterowania moduł, który określał koszt zużycia gazu, gdyż stanowił on w zasadzie powielenie licznika gazowego.
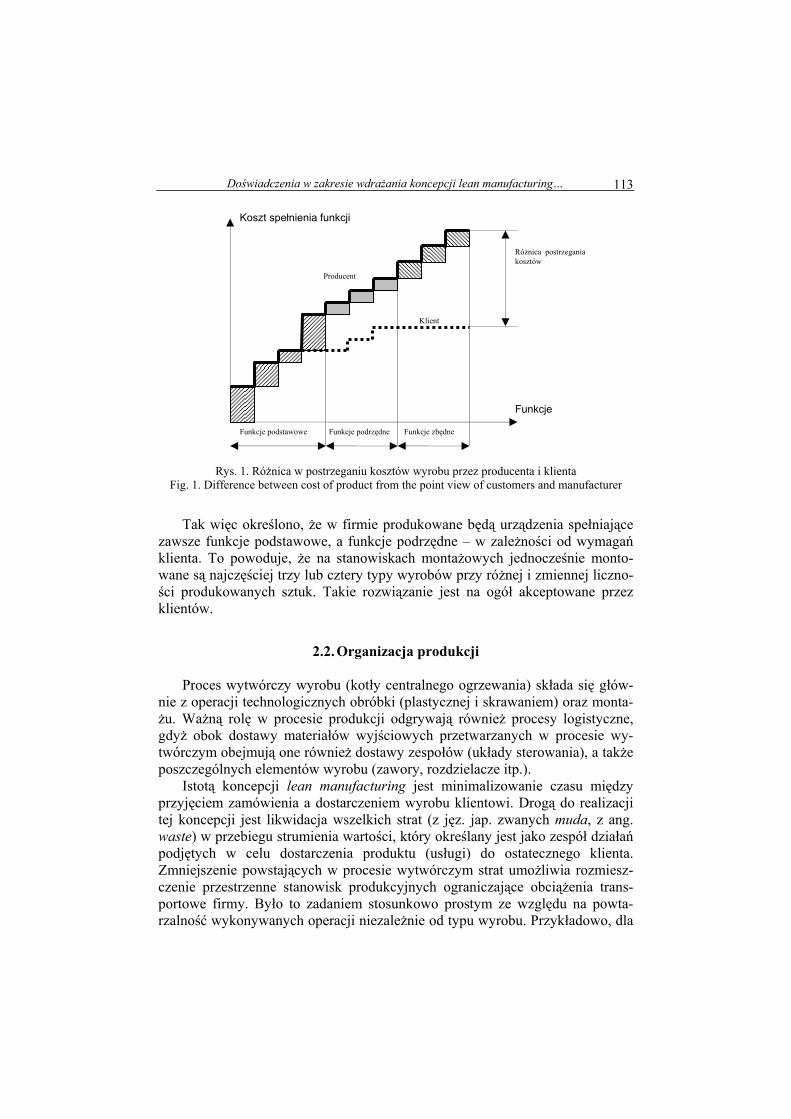
Doświadczenia w zakresie wdrażania koncepcji lean manufacturing… 113
Rys. 1. Różnica w postrzeganiu kosztów wyrobu przez producenta i klienta Fig. 1. Difference between cost of product from the point view of customers and manufacturer
Tak więc określono, że w firmie produkowane będą urządzenia spełniające zawsze funkcje podstawowe, a funkcje podrzędne – w zależności od wymagań klienta. To powoduje, że na stanowiskach montażowych jednocześnie monto-wane są najczęściej trzy lub cztery typy wyrobów przy różnej i zmiennej liczno-ści produkowanych sztuk. Takie rozwiązanie jest na ogół akceptowane przez klientów.
2.2. Organizacja produkcji Proces wytwórczy wyrobu (kotły centralnego ogrzewania) składa się głów-
nie z operacji technologicznych obróbki (plastycznej i skrawaniem) oraz monta-żu. Ważną rolę w procesie produkcji odgrywają również procesy logistyczne, gdyż obok dostawy materiałów wyjściowych przetwarzanych w procesie wy-twórczym obejmują one również dostawy zespołów (układy sterowania), a także poszczególnych elementów wyrobu (zawory, rozdzielacze itp.).
Istotą koncepcji lean manufacturing jest minimalizowanie czasu między przyjęciem zamówienia a dostarczeniem wyrobu klientowi. Drogą do realizacji tej koncepcji jest likwidacja wszelkich strat (z jęz. jap. zwanych muda, z ang. waste) w przebiegu strumienia wartości, który określany jest jako zespół działań podjętych w celu dostarczenia produktu (usługi) do ostatecznego klienta. Zmniejszenie powstających w procesie wytwórczym strat umożliwia rozmiesz-czenie przestrzenne stanowisk produkcyjnych ograniczające obciążenia trans-portowe firmy. Było to zadaniem stosunkowo prostym ze względu na powta-rzalność wykonywanych operacji niezależnie od typu wyrobu. Przykładowo, dla
Koszt spełnienia funkcji
Funkcje
Funkcje podstawowe Funkcje podrzędne Funkcje zbędne
Różnica postrzegania kosztów
Producent
Klient
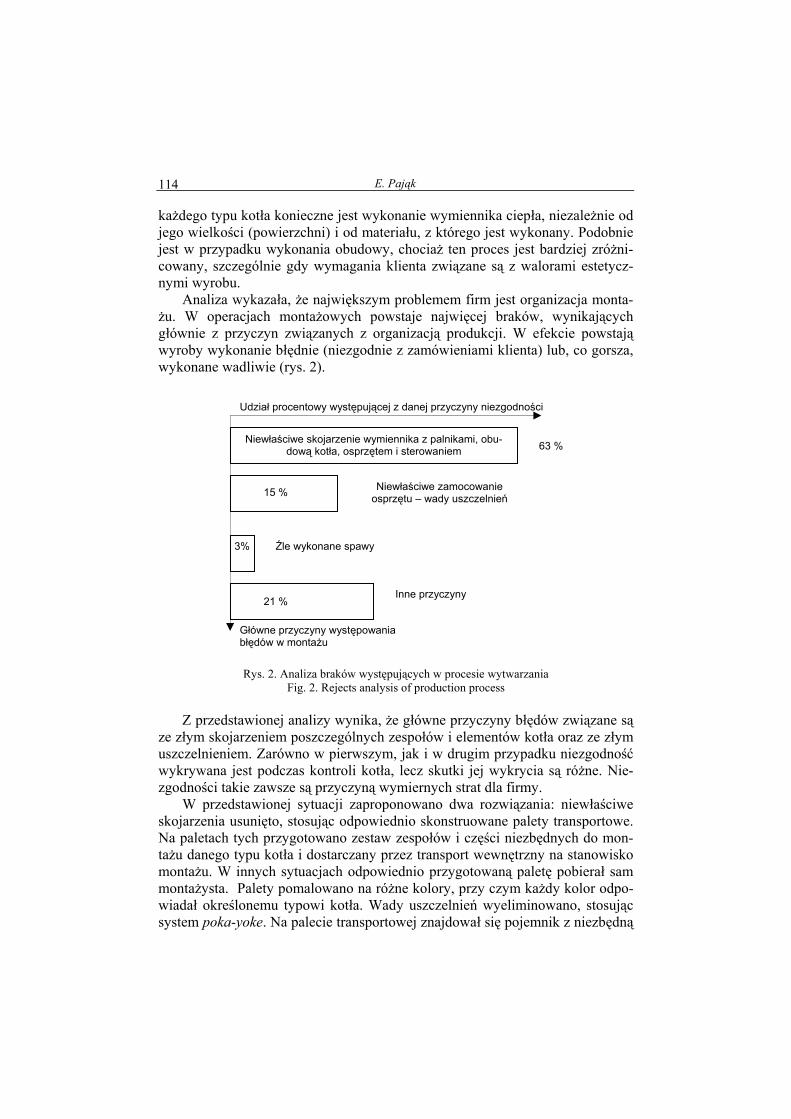
E. Pająk 114
każdego typu kotła konieczne jest wykonanie wymiennika ciepła, niezależnie od jego wielkości (powierzchni) i od materiału, z którego jest wykonany. Podobnie jest w przypadku wykonania obudowy, chociaż ten proces jest bardziej zróżni-cowany, szczególnie gdy wymagania klienta związane są z walorami estetycz-nymi wyrobu.
Analiza wykazała, że największym problemem firm jest organizacja monta-żu. W operacjach montażowych powstaje najwięcej braków, wynikających głównie z przyczyn związanych z organizacją produkcji. W efekcie powstają wyroby wykonanie błędnie (niezgodnie z zamówieniami klienta) lub, co gorsza, wykonane wadliwie (rys. 2).
Rys. 2. Analiza braków występujących w procesie wytwarzania
Fig. 2. Rejects analysis of production process Z przedstawionej analizy wynika, że główne przyczyny błędów związane są
ze złym skojarzeniem poszczególnych zespołów i elementów kotła oraz ze złym uszczelnieniem. Zarówno w pierwszym, jak i w drugim przypadku niezgodność wykrywana jest podczas kontroli kotła, lecz skutki jej wykrycia są różne. Nie-zgodności takie zawsze są przyczyną wymiernych strat dla firmy.
W przedstawionej sytuacji zaproponowano dwa rozwiązania: niewłaściwe skojarzenia usunięto, stosując odpowiednio skonstruowane palety transportowe. Na paletach tych przygotowano zestaw zespołów i części niezbędnych do mon-tażu danego typu kotła i dostarczany przez transport wewnętrzny na stanowisko montażu. W innych sytuacjach odpowiednio przygotowaną paletę pobierał sam montażysta. Palety pomalowano na różne kolory, przy czym każdy kolor odpo-wiadał określonemu typowi kotła. Wady uszczelnień wyeliminowano, stosując system poka-yoke. Na palecie transportowej znajdował się pojemnik z niezbędną
Niewłaściwe skojarzenie wymiennika z palnikami, obu-dową kotła, osprzętem i sterowaniem
Niewłaściwe zamocowanie osprzętu – wady uszczelnień
Źle wykonane spawy
Główne przyczyny występowania błędów w montażu
3%
15 %
63 %
21 % Inne przyczyny
Udział procentowy występującej z danej przyczyny niezgodności

Doświadczenia w zakresie wdrażania koncepcji lean manufacturing… 115
liczbą uszczelek, śrub i podkładek. Po operacjach montażowych pojemnik powi-nien być pusty, więc pozostawienie jakiejkolwiek części świadczyło o niewła-ściwym montażu. Zaproponowane rozwiązania pozwoliły w zasadzie na całko-wite wyeliminowanie niewłaściwych skojarzeń zespołu kotła. W drugim przy-padku zmniejszono zdecydowanie liczbę braków, chociaż rezultaty nie były tak spektakularne jak w przypadku pierwszym. Istotną rolę w tym względzie od-grywa tzw. „czynnik ludzki”.
2.3. Sterowanie produkcją
Założeniem koncepcji lean manufacturing jest stworzenie tzw. systemu ssą-
cego, którego ogólną ideę przedstawiono na rys. 3.
Rys. 3. System ssący Fig. 3. Pull system
Zastosowanie tego systemu w przedstawionej wyżej „idealnej” postaci wy-
maga wyrównania czasu trwania poszczególnych operacji procesu technologicz-nego oraz wygenerowania informacji sterujących. Pierwszego warunku w anali-zowanych firmach nie można było spełnić. Symulacja komputerowa wyrówno-ważenia pracy tej (w pewnym sensie) linii produkcyjnej okazała się nieuzasad-niona ekonomicznie. W tej sytuacji zaproponowano rozwiązanie nazwane sys-temem ssącym „supermarket” z buforem FIFO (z ang. first in first out). Infor-macje sterujące przekazywane były za pomocą kart kanban. Schemat zapropo-nowanego systemu przedstawiono na rys. 4.
Na stanowiskach produkcji wymienników i obudów produkuje się do „su-permarketu” elementy kotła według ściśle określonych zamówień. Tworzona jest więc kolejka FIFO. Elementy do montażu kotła transportowane są na pale-tach (o których wspominano w poprzednim podrozdziale) z „supermarketu” na stanowiska montażowe. W tym czasie palety uzupełniane są o pozostałe elemen-ty i podzespoły niezbędne do montażu kotła.
Informacje sterujące opracowane są w tzw. systemie obsługi zamówienia. Jest to baza danych, w której zawarte są między innymi aktualne informacje dotyczące „stanu” supermarketu.
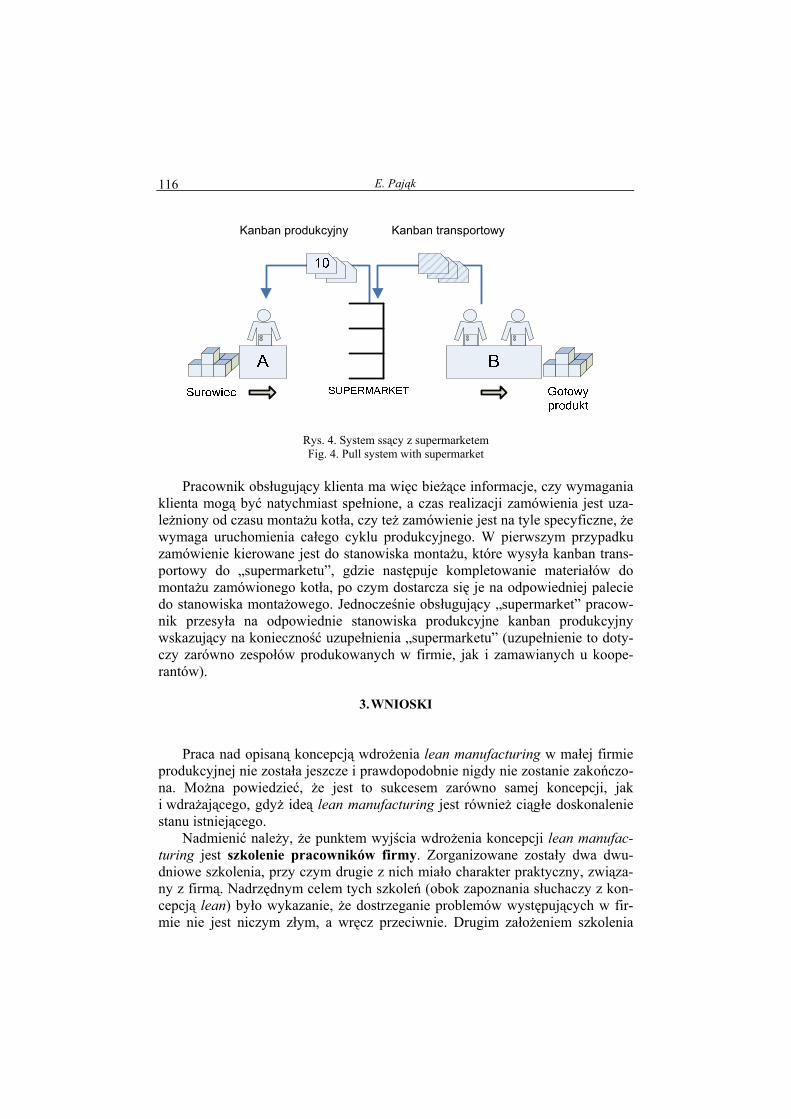
E. Pająk 116
Rys. 4. System ssący z supermarketem Fig. 4. Pull system with supermarket
Pracownik obsługujący klienta ma więc bieżące informacje, czy wymagania
klienta mogą być natychmiast spełnione, a czas realizacji zamówienia jest uza-leżniony od czasu montażu kotła, czy też zamówienie jest na tyle specyficzne, że wymaga uruchomienia całego cyklu produkcyjnego. W pierwszym przypadku zamówienie kierowane jest do stanowiska montażu, które wysyła kanban trans-portowy do „supermarketu”, gdzie następuje kompletowanie materiałów do montażu zamówionego kotła, po czym dostarcza się je na odpowiedniej palecie do stanowiska montażowego. Jednocześnie obsługujący „supermarket” pracow-nik przesyła na odpowiednie stanowiska produkcyjne kanban produkcyjny wskazujący na konieczność uzupełnienia „supermarketu” (uzupełnienie to doty-czy zarówno zespołów produkowanych w firmie, jak i zamawianych u koope-rantów).
3. WNIOSKI
Praca nad opisaną koncepcją wdrożenia lean manufacturing w małej firmie
produkcyjnej nie została jeszcze i prawdopodobnie nigdy nie zostanie zakończo-na. Można powiedzieć, że jest to sukcesem zarówno samej koncepcji, jak i wdrażającego, gdyż ideą lean manufacturing jest również ciągłe doskonalenie stanu istniejącego.
Nadmienić należy, że punktem wyjścia wdrożenia koncepcji lean manufac-turing jest szkolenie pracowników firmy. Zorganizowane zostały dwa dwu-dniowe szkolenia, przy czym drugie z nich miało charakter praktyczny, związa-ny z firmą. Nadrzędnym celem tych szkoleń (obok zapoznania słuchaczy z kon-cepcją lean) było wykazanie, że dostrzeganie problemów występujących w fir-mie nie jest niczym złym, a wręcz przeciwnie. Drugim założeniem szkolenia
Kanban produkcyjny Kanban transportowy

Doświadczenia w zakresie wdrażania koncepcji lean manufacturing… 117
było wykazanie, że nie tylko zwiększenie zatrudnienia i inwestycje mogą po-prawić sytuację w firmie, a więc że z użyciem środków którymi firma dysponu-je, można zrobić i więcej, i lepiej.
Wnioski z części teoretycznej szkolenia są zróżnicowane. Znacznie lepsze efekty daje część druga, która odbywa się w firmie. Wówczas zastosowana przez prowadzącego szkolenie technika 5-Why („5 razy dlaczego”) zaczyna dawać rezultaty. Zadając pracownikowi pytania („dlaczego tak robisz?”, „dlaczego używasz takich narzędzi?” itd.), doprowadza się na ogół do refleksji i w konse-kwencji nawet do pewnych propozycji usprawniających pracę.
Opisane w referacie rozwiązania wpisujące się w nurt koncepcji lean manu-facturing należy ocenić pozytywnie. Przede wszystkim wyodrębnienie grup wyrobów w różny sposób zaspokajających wymagania klientów (a więc zasto-sowanie techniki grupowania) pozwoliło na pewne uporządkowanie chaosu w tym zakresie. Klientowi proponuje się rozwiązania, które w przypadku akcep-tacji można zrealizować prawie natychmiast, lub przyjmuje się zamówienie spe-cjalne z informacją o wydłużonym czasie realizacji zamówienia.
Zastosowana organizacja produkcji pozwoliła w zasadzie na wyeliminowa-nie pomyłek w montażu; zmniejszono ponadto liczbę popełnianych w trakcie montażu błędów, ale ich nie zlikwidowano.
W zakresie sterowania produkcją bez zastrzeżeń przyjęta została koncepcja „supermarketu”, lecz istotnym problemem stało się ustalenie „długości” kolejki FIFO. Z punktu widzenia koncepcji lean kolejka ta powinna być możliwie naj-krótsza, praktyka wskazuje jednak, że istnieje w firmach przyzwyczajenie do produkcji „na zapas”. Argumenty, że każdy niesprzedany zespół to wymierna strata dla firmy, napotykają na kontrargumenty, że produkcja „dzisiaj” jest tań-sza niż produkcja „jutro”, a koszty magazynowania są niewielkie (?!).
Zdecydowanie pozytywną ocenę uzyskał zaproponowany system obsługi zamówienia. Nie pociągał on za sobą dodatkowych kosztów, gdyż baza danych stworzona została na podstawie ogólnodostępnego pakietu Office. Pewną trud-ność natomiast w pierwszym okresie stosowania systemu stanowiła aktualizacja bazy danych.
Podsumowując doświadczenia wynikające z wdrożenia koncepcji lean ma-nufacturing, można stwierdzić, że daje ona wymierne efekty ekonomiczne po-prawiające wskaźnik produktywności firmy, a więc również stwarza przesłanki do poprawy wskaźnika rentowności (w odniesieniu do prezentowanej firmy nie dysponowano jeszcze konkretnymi wynikami finansowymi, a jedynie wstępnym bilansem, który umożliwił przedstawienie powyższego wniosku).
Nie znaczy to jednak, że można i należy ją stosować bezkrytycznie. Lean manufacturing nie uwzględnia istnienia w systemie produkcyjnym „wąskich gardeł”, a więc ograniczeń fizycznych, szczególnie zdolności produkcyjnej. Można sądzić, że wskazane byłoby zmodyfikowanie koncepcji lean manufactu-ring o teorię ograniczeń TOC (z ang. theory of constraints), która wskazuje, że osiągnięcia każdego systemu produkcyjnego są limitowane jego ograniczeniami.

E. Pająk 118
Istota działania lean manufacturing to przede wszystkim umiejętność do-strzegania problemów. Przeszkodą w efektywnym stosowaniu tej koncepcji jest m.in. wskazany już w artykule „czynnik ludzki”. Problemy stanowią utrudnienie – wymagają działania, stąd też może lepiej ich nie zauważyć. Czynnik ludzki to także aprobata tradycyjnych rozwiązań w zakresie zarządzania. Każdy woli mieć „zapas”, bo zwiększa on bezpieczeństwo funkcjonowania firmy, a że generuje to określone koszty – no cóż, każdemu „spokój miły”. Przedstawione rozważania wskazują, że konieczne jest dokonanie zmian – zmian trudnych, bo naruszają-cych przyzwyczajenia ludzi. Dokonać tego można tylko przez odpowiednio organizowane szkolenia i warsztaty, których uczestnicy muszą być ich podmio-tem, a nie przedmiotem.
Recenzent: dr hab. inż. Maciej Kupczyk, prof. nadzw.
INTRODUCING LEAN MANUFACTURING IN SMALL ENTERPRICES – STUDY
CASE
S u m m a r y
This paper describes implementation of Lean Manufacturing in small manufacturing enter-prises. This includes analysis of cooperation with customers as well as analysis of organization and production control. Series of practical conclusions revolved problems and this solutions conclude this study.
Key words: Lean Manufacturing, implementation.
dr hab. inż. Edward PAJĄK, prof. nadzw. PP Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 03, e-mail: [email protected].

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
PIOTR POSADZY, ROBERT ROSZAK, MAREK MORZYŃSKI
OBLICZENIA AEROELASTYCZNE SAMOLOTU
W pracy przedstawiono wyniki obliczeń aeroelastycznych samolotu pasażerskiego dokona-nych z użyciem autorskiego oprogramowania. Pokazano rezultaty badań dla przypadków stacjo-narnego i niestacjonarnego w warunkach lotu na wysokości 10 500 m. Przedstawiono również mechanizm powstawania i rozprzestrzeniania się niszczących drgań nietłumionych, występujących w niekorzystnych warunkach.
Słowa kluczowe: aeroelastyka, samolot
1. WPROWADZENIE
Aeroelastyka (lub aerosprężystość) jest dyscypliną nauki zajmującą się bada-niem wzajemnej interakcji pomiędzy siłami aerodynamicznymi a siłami bez-władności i siłami elastycznymi odkształcalnych obiektów znajdujących się pod działaniem przepływu gazu, najczęściej powietrza. Gdy deformacje obiektu wpływają na siły aerodynamiczne, wówczas siły te mogą powodować dalszą deformację, która może bardziej wpływać na zmianę sił aerodynamicznych. Taka interakcja występuje do chwili osiągnięcia stanu stabilnego lub prowadzi do rozbieżności i w konsekwencji do zniszczenia obiektu.
Według [2 i 5] aeroelastykę można podzielić, w zależności od rodzaju wystę-pujących sił, na aeroelastykę statyczną i dynamiczną. Aeroelastyka statyczna zajmuje się interakcją pomiędzy siłami aerodynamicznymi przepływu ustalone-go i siłami elastycznymi obiektu. Jest to zagadnienie niezmienne w czasie, w którym, ze względu na brak przyspieszeń, siły bezwładności nie występują. W odróżnieniu od aeroelastyki statycznej, w aeroelastyce dynamicznej siły bez-władności odgrywają zasadniczą rolę, a przedmiotem jej badań jest wyznaczanie odpowiedzi układu na zmiany warunków przepływu w czasie.
Z fizycznego punktu widzenia aeroelastyka jest interakcją pomiędzy prze-pływem a ciałem odkształcalnym. Numeryczne podejście do rozwiązywania zagadnień aeroelastycznych jest skomplikowanym problemem, wymagającym zaangażowania wielu dyscyplin fizycznych i numerycznych. Fizycznymi są mechanika i dynamika płynów oraz mechanika i dynamika ciała odkształcalnego. Do dziedzin numerycznych należy zaliczyć interfejsy pomiędzy przepływem
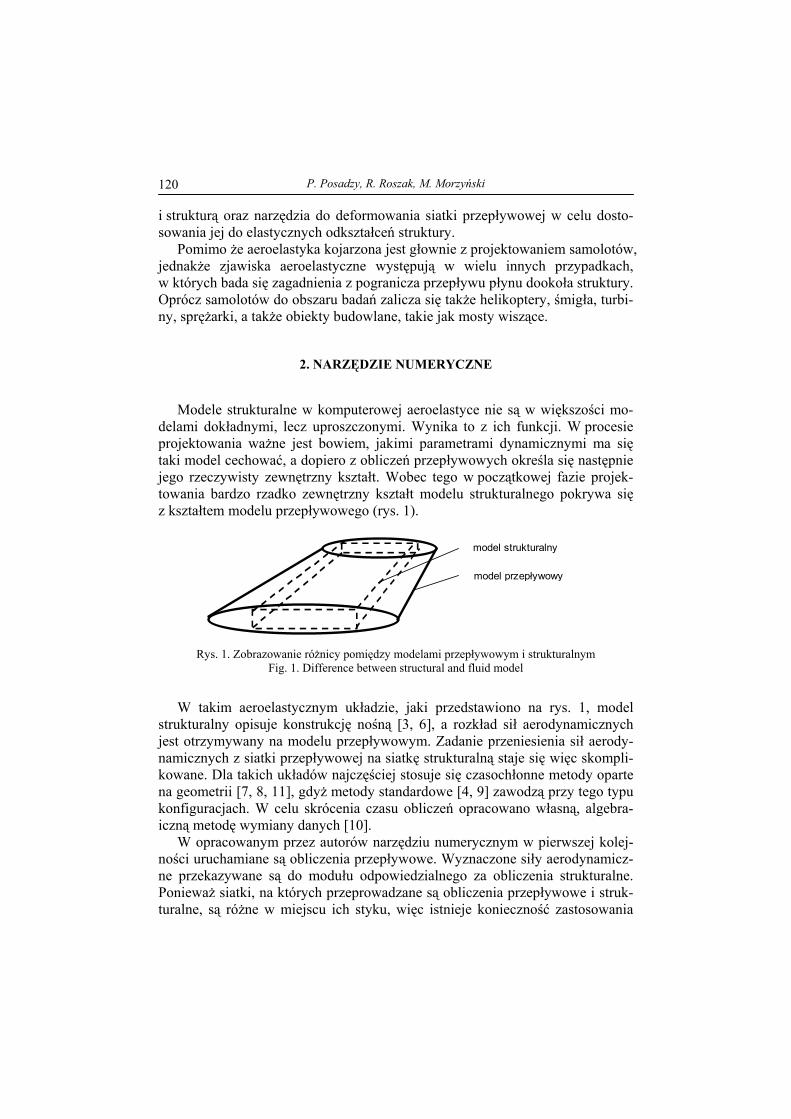
P. Posadzy, R. Roszak, M. Morzyński 120
i strukturą oraz narzędzia do deformowania siatki przepływowej w celu dosto-sowania jej do elastycznych odkształceń struktury.
Pomimo że aeroelastyka kojarzona jest głownie z projektowaniem samolotów, jednakże zjawiska aeroelastyczne występują w wielu innych przypadkach, w których bada się zagadnienia z pogranicza przepływu płynu dookoła struktury. Oprócz samolotów do obszaru badań zalicza się także helikoptery, śmigła, turbi-ny, sprężarki, a także obiekty budowlane, takie jak mosty wiszące.
2. NARZĘDZIE NUMERYCZNE
Modele strukturalne w komputerowej aeroelastyce nie są w większości mo-delami dokładnymi, lecz uproszczonymi. Wynika to z ich funkcji. W procesie projektowania ważne jest bowiem, jakimi parametrami dynamicznymi ma się taki model cechować, a dopiero z obliczeń przepływowych określa się następnie jego rzeczywisty zewnętrzny kształt. Wobec tego w początkowej fazie projek-towania bardzo rzadko zewnętrzny kształt modelu strukturalnego pokrywa się z kształtem modelu przepływowego (rys. 1).
model przepływowy
model strukturalny
Rys. 1. Zobrazowanie różnicy pomiędzy modelami przepływowym i strukturalnym
Fig. 1. Difference between structural and fluid model
W takim aeroelastycznym układzie, jaki przedstawiono na rys. 1, model strukturalny opisuje konstrukcję nośną [3, 6], a rozkład sił aerodynamicznych jest otrzymywany na modelu przepływowym. Zadanie przeniesienia sił aerody-namicznych z siatki przepływowej na siatkę strukturalną staje się więc skompli-kowane. Dla takich układów najczęściej stosuje się czasochłonne metody oparte na geometrii [7, 8, 11], gdyż metody standardowe [4, 9] zawodzą przy tego typu konfiguracjach. W celu skrócenia czasu obliczeń opracowano własną, algebra-iczną metodę wymiany danych [10].
W opracowanym przez autorów narzędziu numerycznym w pierwszej kolej-ności uruchamiane są obliczenia przepływowe. Wyznaczone siły aerodynamicz-ne przekazywane są do modułu odpowiedzialnego za obliczenia strukturalne. Ponieważ siatki, na których przeprowadzane są obliczenia przepływowe i struk-turalne, są różne w miejscu ich styku, więc istnieje konieczność zastosowania

Obliczenia aeroelastyczne samolotu 121
dodatkowych modułów do wymiany danych (sił aerodynamicznych i przemiesz-czeń struktury). Po obliczeniu odkształceń struktury pod wpływem sił aerody-namicznych odkształcenia te przekazywane są do modułu odpowiedzialnego za deformację siatki przepływowej. Dzięki temu uwzględnia się wpływ odkształceń struktury na zmianę warunków przepływu. Następnie na zdeformowanej siatce obliczenia przepływowe są przeprowadzane ponownie.
3. OBLICZENIA SAMOLOTU
Przeglądając dane literaturowe, zauważono, że większość badań aeroela-stycznych poświęconych jest analizom pojedynczych modeli skrzydeł. Autorzy nielicznych prac, w których dokonuje się analiz bardziej skomplikowanych obiektów, ograniczają się do modeli skrzydeł umocowanych do sztywnego ka-dłuba. Tylko w pracach związanych z dużymi projektami, w których uczestniczą partnerzy z przemysłu lotniczego, wykorzystuje się do badań rzeczywiste mode-le samolotów. Jednakże dostęp do takich modeli jest niemożliwy ze względu na tajemnicę przemysłową. Ponieważ autorzy pracy byli w składzie zespołu uczest-niczącego w międzynarodowym projekcie z zakresu aeroelastyki (5. Program Ramowy Unii Europejskiej TAURUS), otrzymali taki model. Pierwszym zagad-nieniem podlegającym analizie jest określenie równowagi statycznej samolotu w ustalonym przepływie okołodźwiękowym, czyli aeroelastyka statyczna. Ty-powymi warunkami przepływu są [1]: − liczba Macha Ma = 0,83; − wysokość przelotu 10 500 m; − kąt natarcia α = –0,087o.
Następnie w takich samych warunkach przepływu dokonano analiz dyna-micznych przez wyprowadzenie samolotu ze stanu równowagi i obserwowano jego reakcję dynamiczną.
Przepływ modelowano metodą objętości skończonych i opisano trójwymia-rowymi równaniami Eulera. Obliczenia struktury przeprowadzono bez uwzględ-nienia efektów grawitacyjnych. Analizy dotyczą jedynie warunków przelotu na wprost, wobec czego obliczenia wykonywane są tylko dla połowy samolotu. Krok czasowy był taki sam w programie przepływowym i strukturalnym i wyno-sił Δt = 0,001 s.
Model strukturalny (rys. 2a) składa się z kadłuba unieruchomionego w środku ciężkości, skrzydła oraz stateczników pionowego i poziomego i złożo-ny jest z 2859 węzłów i 10 853 elementów skończonych różnego typu (belki, pręty, płyty, masy skupione).
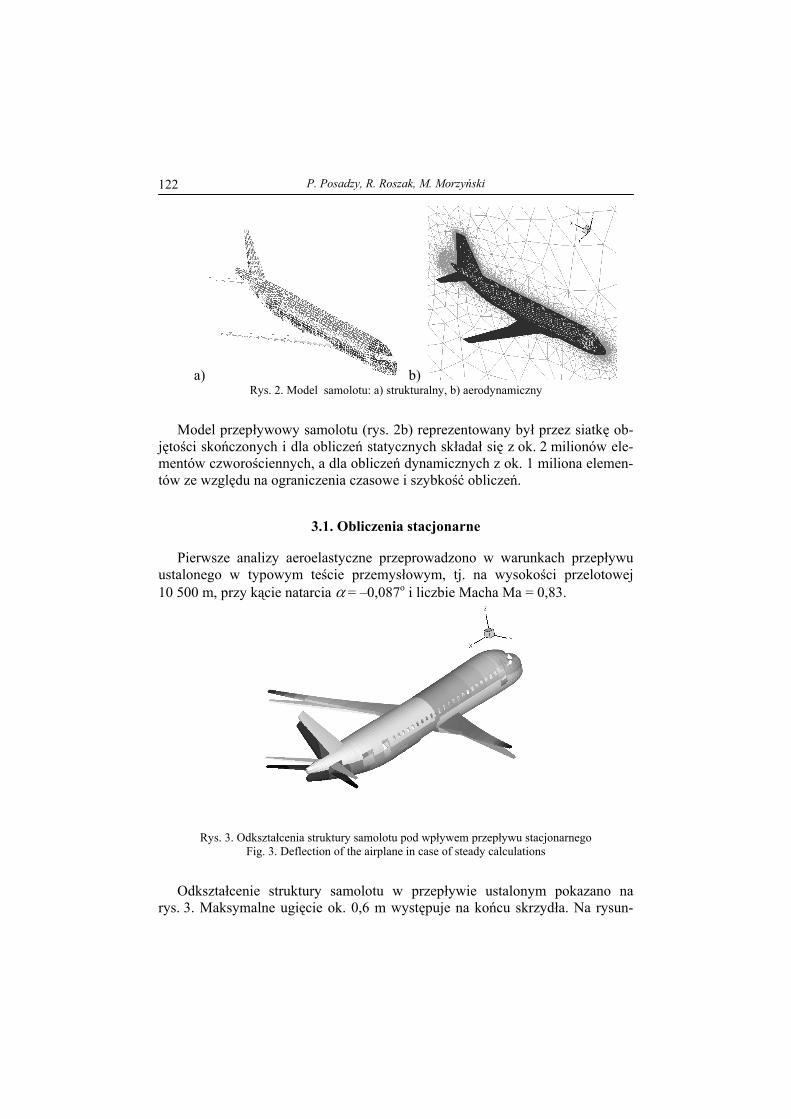
P. Posadzy, R. Roszak, M. Morzyński 122
a) b) Rys. 2. Model samolotu: a) strukturalny, b) aerodynamiczny
Model przepływowy samolotu (rys. 2b) reprezentowany był przez siatkę ob-jętości skończonych i dla obliczeń statycznych składał się z ok. 2 milionów ele-mentów czworościennych, a dla obliczeń dynamicznych z ok. 1 miliona elemen-tów ze względu na ograniczenia czasowe i szybkość obliczeń.
3.1. Obliczenia stacjonarne
Pierwsze analizy aeroelastyczne przeprowadzono w warunkach przepływu ustalonego w typowym teście przemysłowym, tj. na wysokości przelotowej 10 500 m, przy kącie natarcia α = –0,087o i liczbie Macha Ma = 0,83.
Rys. 3. Odkształcenia struktury samolotu pod wpływem przepływu stacjonarnego
Fig. 3. Deflection of the airplane in case of steady calculations
Odkształcenie struktury samolotu w przepływie ustalonym pokazano na rys. 3. Maksymalne ugięcie ok. 0,6 m występuje na końcu skrzydła. Na rysun-
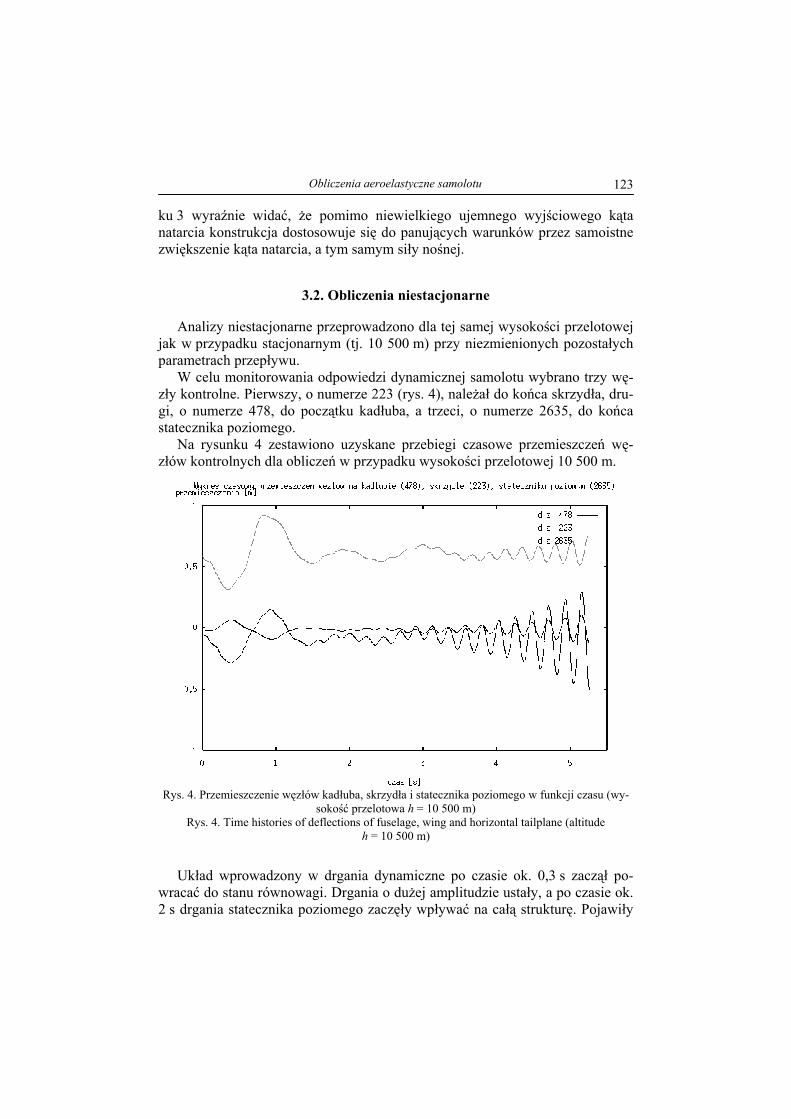
Obliczenia aeroelastyczne samolotu 123
ku 3 wyraźnie widać, że pomimo niewielkiego ujemnego wyjściowego kąta natarcia konstrukcja dostosowuje się do panujących warunków przez samoistne zwiększenie kąta natarcia, a tym samym siły nośnej.
3.2. Obliczenia niestacjonarne
Analizy niestacjonarne przeprowadzono dla tej samej wysokości przelotowej jak w przypadku stacjonarnym (tj. 10 500 m) przy niezmienionych pozostałych parametrach przepływu.
W celu monitorowania odpowiedzi dynamicznej samolotu wybrano trzy wę-zły kontrolne. Pierwszy, o numerze 223 (rys. 4), należał do końca skrzydła, dru-gi, o numerze 478, do początku kadłuba, a trzeci, o numerze 2635, do końca statecznika poziomego. Na rysunku 4 zestawiono uzyskane przebiegi czasowe przemieszczeń wę-złów kontrolnych dla obliczeń w przypadku wysokości przelotowej 10 500 m.
Rys. 4. Przemieszczenie węzłów kadłuba, skrzydła i statecznika poziomego w funkcji czasu (wy-
sokość przelotowa h = 10 500 m) Rys. 4. Time histories of deflections of fuselage, wing and horizontal tailplane (altitude
h = 10 500 m)
Układ wprowadzony w drgania dynamiczne po czasie ok. 0,3 s zaczął po-wracać do stanu równowagi. Drgania o dużej amplitudzie ustały, a po czasie ok. 2 s drgania statecznika poziomego zaczęły wpływać na całą strukturę. Pojawiły
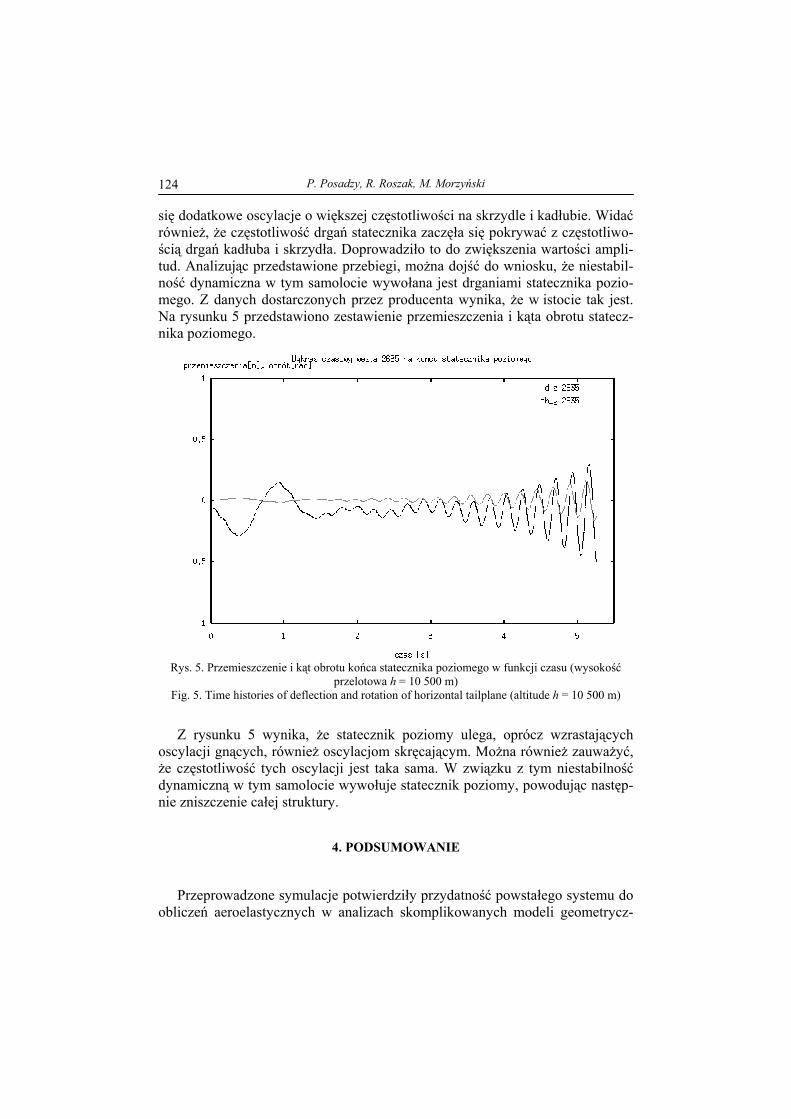
P. Posadzy, R. Roszak, M. Morzyński 124
się dodatkowe oscylacje o większej częstotliwości na skrzydle i kadłubie. Widać również, że częstotliwość drgań statecznika zaczęła się pokrywać z częstotliwo-ścią drgań kadłuba i skrzydła. Doprowadziło to do zwiększenia wartości ampli-tud. Analizując przedstawione przebiegi, można dojść do wniosku, że niestabil-ność dynamiczna w tym samolocie wywołana jest drganiami statecznika pozio-mego. Z danych dostarczonych przez producenta wynika, że w istocie tak jest. Na rysunku 5 przedstawiono zestawienie przemieszczenia i kąta obrotu statecz-nika poziomego.
Rys. 5. Przemieszczenie i kąt obrotu końca statecznika poziomego w funkcji czasu (wysokość
przelotowa h = 10 500 m) Fig. 5. Time histories of deflection and rotation of horizontal tailplane (altitude h = 10 500 m)
Z rysunku 5 wynika, że statecznik poziomy ulega, oprócz wzrastających oscylacji gnących, również oscylacjom skręcającym. Można również zauważyć, że częstotliwość tych oscylacji jest taka sama. W związku z tym niestabilność dynamiczną w tym samolocie wywołuje statecznik poziomy, powodując następ-nie zniszczenie całej struktury.
4. PODSUMOWANIE
Przeprowadzone symulacje potwierdziły przydatność powstałego systemu do obliczeń aeroelastycznych w analizach skomplikowanych modeli geometrycz-

Obliczenia aeroelastyczne samolotu 125
nych, takich jak samolot. Ze względu na brak danych producenta samolotu te-stowego nie można było jednoznacznie określić błędów obliczeniowych. Jed-nakże jakościowa zgodność otrzymanych wyników pozwala twierdzić, że opra-cowany system można wykorzystać do obliczeń modeli o skomplikowanej geo-metrii. Dokonane analizy pozwoliły na określenie mechanizmu rozprzestrzenia-nia się drgań niestłumionych w warunkach niestabilności dynamicznej. Inicjato-rem tego zjawiska w samolocie o takiej konstrukcji są drgania skrętne stateczni-ka poziomego. Drgania te, poprzez wywołanie zmiany kąta natarcia powodują drgania gnące, które są przyczyną drgań kadłuba samolotu. To z kolei prowadzi do powstawania drgań giętych skrzydła. Ze względu na warunki geometryczne skrzydła drgania gnące powodują powstanie drgań skrętnych. Proces ten jest nieodwracalny. Wobec tego w czasie lotu powinny być poddawane kontroli drgania statecznika poziomego, a w niekorzystnych warunkach potrzebna jest aktywna kontrola tych drgań.
LITERATURA
[1] Ahrem R., Beckert A., Wendland H., A new multivariate interpolation method for large-scale spatial coupling problems in aeroelasticity, in: Proceedings of the International Forum on Aeroelasticity and Structural Dynamics 2005, 28.06–1.07.2005, Munich, Germany.
[2] Bisplinghoff R. L., Holt A., Halfman R.L., Aeroelasticity, Dover Publications, INC, New York, ISBN 0-486-69189-6.
[3] Brey D., Materiały ze strony http://www.dcmt.cranfield.ac.uk/aeroxtra/ [4] Farhat C., Lesoinne M., Two efficient staggered algorithms for the serial and parallel solu-
tion of three-dimensional nonlinear transient aeroelastic problems, Comput. Methods Appl. Mech. Engg., 2000, No. 182, s. 499–515.
[5] Fung Y.C., An introduction to the theory of aeroelasticity, New York, Dover Publications, INC, ISBN 0-486-49505-1.
[6] Haftka R.T., wykład na temat: EAS 4200 Aerospace Structures I (www.mae.ufl.edu/haftka/structures/aircraft_structures-intro.pdf).
[7] Harder R.L., Desmaris R.N., Interpolation Using Surface Splines, Journal of Aircraft, Vol. 9, no. 2, 1972, s. 189–191.
[8] Hounjet M.H.L., Meijer J.J., Evaluation of elastomechanical and aerodynamic data transfer methods for non-planar configurations in computational aeroelastic analysis, NLR TP 95690 U, June 1995.
[9] MpCCI–3.0 Technical Reference. [10] Posadzy P., Morzyński M., Roszak R., Aeroelastic Tool for Flutter Simulation, Mathematical
Modelling and Analysis, in: Proceedings of the 10th International Conference Mathematical Modeling and Analysis and 2nd International Conference Computational Methods in Applied Mathematics, June 1–5, 2005 Trakai, Lithuania Technika, ISBN 9986-05-924-0, s. 111–116.
[11] Robinson B.A., Batina J.T., Yang H.T.Y., Aeroelastic Analysis of Wings Using the Euler Equations with Deforming Mesh, Journal of Aircraft, 1991, Vol. 28, No. 11, s. 781-788.
Recenzent: prof. dr hab. inż. Janusz Walczak
P. Posadzy, R. Roszak, M. Morzyński 126
AEROELASTIC CALCULATIONS OF AN AIRPLANE
S u m m a r y
In this paper results of aeroelastic calculations are presented. Computations has been prepared using own numerical tool. Results in case of steady and unsteady research at altitude 10 500 me-ters are shown. Also, source of undamped vibrations is presented.
Key words: aeroelasticity, airplane
dr hab. inż. Marek MORZYŃSKI, prof. nadzw. PP Politechnika Poznańska, Instytut Silników Spalinowych i Transportu, ul. Piotrowo 3, 60-965 Poznań, tel. (061) 665 2778, e-mail: [email protected]
dr inż. Piotr POSADZY, Politechnika Poznańska, Instytut Silników Spalinowych i Transportu, ul. Piotrowo 3, 60-965 Poznań, tel. (061) 665 2256, e-mail: [email protected]
dr inż. Robert ROSZAK Politechnika Poznańska, Instytut Silników Spalinowych i Transportu, ul. Piotrowo 3, 60-965 Poznań, tel. (061) 665 2256, e-mail: [email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
ROMAN SIECLA, KAZIMIERZ WIECZOROWSKI,
ANNA MATUSIAK-SZARANIEC
ZUŻYCIE NAWIERTAKÓW
W artykule przedstawiono wyniki badań kształtowania nakiełków, trwałość narzędzi do wy-
konywania nakiełków (nawiertaków), sposoby zużywania nawiertaków oraz niektóre problemy związane ze zwiększeniem trwałości narzędzi stosowanych do wytwarzania nakiełków.
Słowa kluczowe: nakiełki, nawiertaki, zużycie nawiertaków
1. WPROWADZENIE
Nakiełki stanowią typowy przykład baz sztucznych w operacjach technolo-
gicznych i służą do jednoznacznego ustalenia położenia przedmiotów w osi. Nakiełki wykonuje się w celu zapewnienia prawidłowej współosiowości po-wierzchni przedmiotów osiowosymetrycznych w operacjach podstawowych. Obróbka przedmiotów w kłach nie zawsze jest związana z wytwarzaniem osio-wosymetrycznych części maszyn. Nakiełki stosuje się także do obróbki innych przedmiotów, takich jak np. mimośrody, krzywki itp. Wykorzystywane są rów-nież w procesach regeneracji części maszyn – w remontach maszyn, do ostrzenia narzędzi itp.
Nakiełki jako podstawowa baza obróbkowa powinny być wykonywane bardzo dokładnie. Największą uwagę przy wykonywaniu nakiełków należy zwrócić na: współosiowość nakiełków położonych na obydwóch powierzch-niach czołowych części i na współosiowość położenia osi nakiełka z osią przedmiotu; niedopuszczalne jest odchylenie kątowe obu osi oraz dokładność stożka nośnego nakiełka.
Dobra współosiowość nakiełków wymaga dokładnego położenia po-wierzchni czołowych przedmiotów obrabianych części. Nieprostopadłe do osi przedmiotów powierzchnie czołowe powodują zboczenie z osi nawiertaka i są przyczyną częstych jego uszkodzeń – złamań. Należy zwrócić uwagę, że plano-wanie czół przedmiotów osiowosymetrycznych jest zabiegiem niezbędnym. W procesie planowania czoła przedmiotu konieczne jest, aby nie pozostawiać
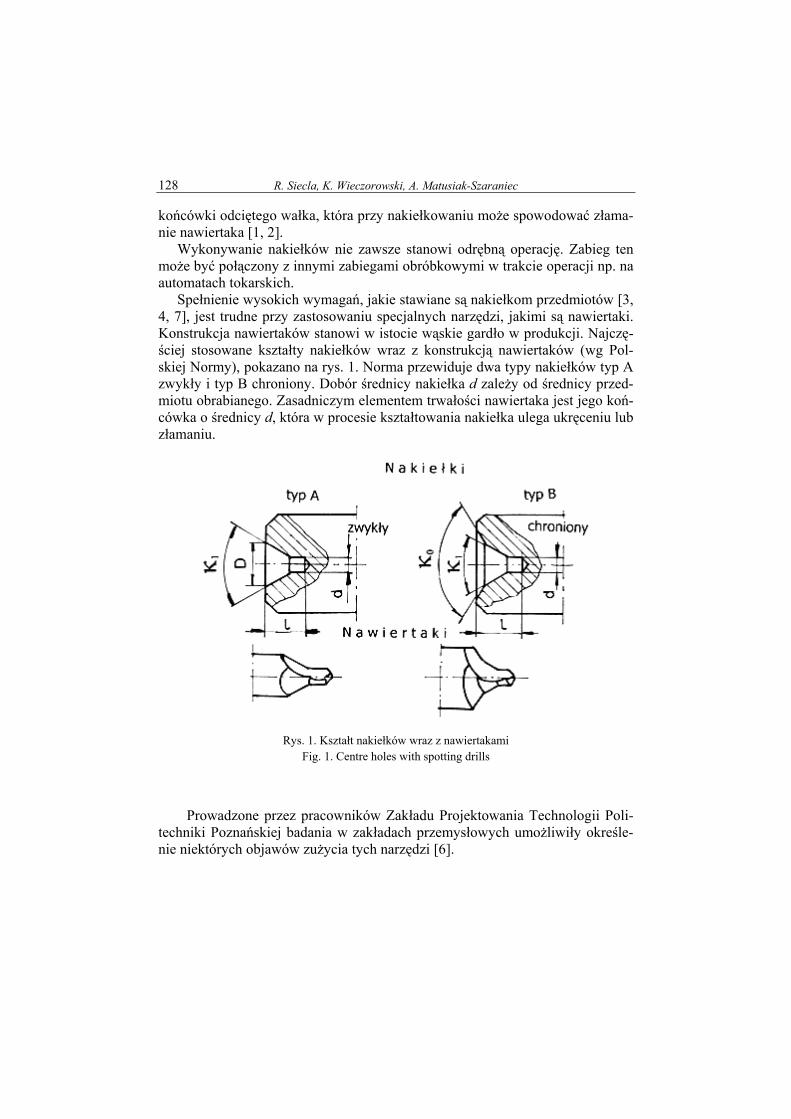
R. Siecla, K. Wieczorowski, A. Matusiak-Szaraniec 128
końcówki odciętego wałka, która przy nakiełkowaniu może spowodować złama-nie nawiertaka [1, 2].
Wykonywanie nakiełków nie zawsze stanowi odrębną operację. Zabieg ten może być połączony z innymi zabiegami obróbkowymi w trakcie operacji np. na automatach tokarskich.
Spełnienie wysokich wymagań, jakie stawiane są nakiełkom przedmiotów [3, 4, 7], jest trudne przy zastosowaniu specjalnych narzędzi, jakimi są nawiertaki. Konstrukcja nawiertaków stanowi w istocie wąskie gardło w produkcji. Najczę-ściej stosowane kształty nakiełków wraz z konstrukcją nawiertaków (wg Pol-skiej Normy), pokazano na rys. 1. Norma przewiduje dwa typy nakiełków typ A zwykły i typ B chroniony. Dobór średnicy nakiełka d zależy od średnicy przed-miotu obrabianego. Zasadniczym elementem trwałości nawiertaka jest jego koń-cówka o średnicy d, która w procesie kształtowania nakiełka ulega ukręceniu lub złamaniu.
Rys. 1. Kształt nakiełków wraz z nawiertakami Fig. 1. Centre holes with spotting drills
Prowadzone przez pracowników Zakładu Projektowania Technologii Poli-
techniki Poznańskiej badania w zakładach przemysłowych umożliwiły określe-nie niektórych objawów zużycia tych narzędzi [6].
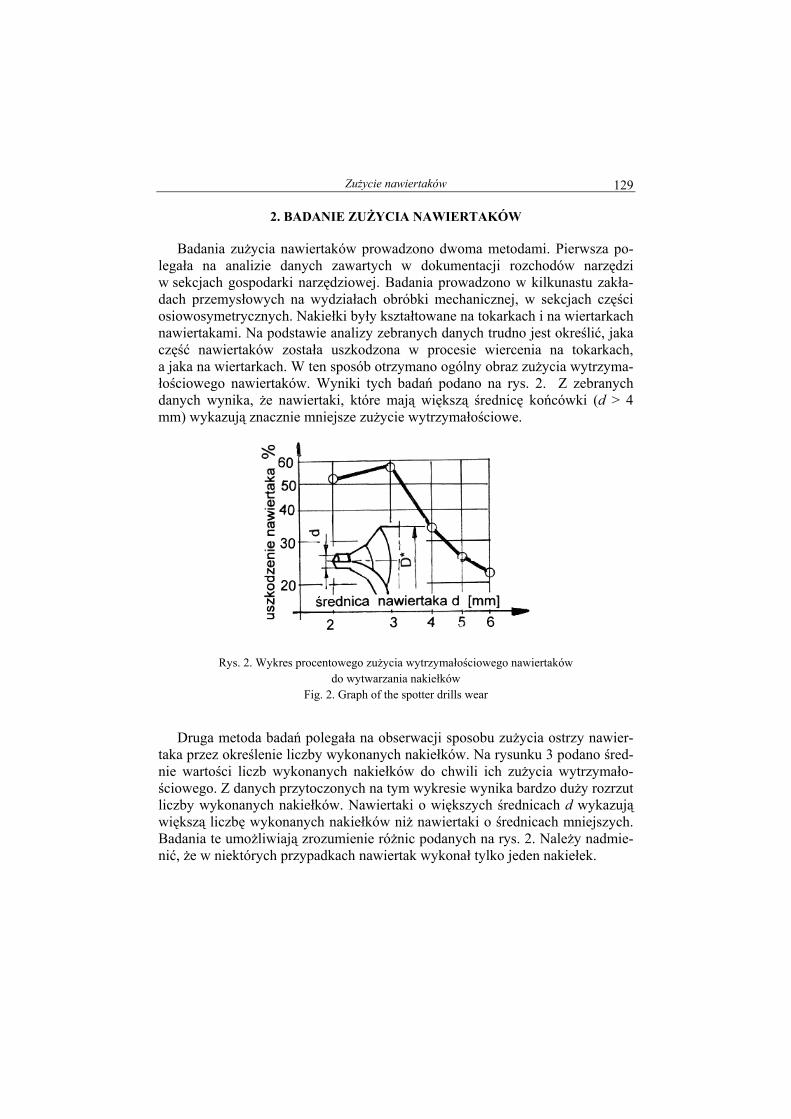
Zużycie nawiertaków 129
2. BADANIE ZUŻYCIA NAWIERTAKÓW
Badania zużycia nawiertaków prowadzono dwoma metodami. Pierwsza po-legała na analizie danych zawartych w dokumentacji rozchodów narzędzi w sekcjach gospodarki narzędziowej. Badania prowadzono w kilkunastu zakła-dach przemysłowych na wydziałach obróbki mechanicznej, w sekcjach części osiowosymetrycznych. Nakiełki były kształtowane na tokarkach i na wiertarkach nawiertakami. Na podstawie analizy zebranych danych trudno jest określić, jaka część nawiertaków została uszkodzona w procesie wiercenia na tokarkach, a jaka na wiertarkach. W ten sposób otrzymano ogólny obraz zużycia wytrzyma-łościowego nawiertaków. Wyniki tych badań podano na rys. 2. Z zebranych danych wynika, że nawiertaki, które mają większą średnicę końcówki (d > 4 mm) wykazują znacznie mniejsze zużycie wytrzymałościowe.
Rys. 2. Wykres procentowego zużycia wytrzymałościowego nawiertaków do wytwarzania nakiełków
Fig. 2. Graph of the spotter drills wear
Druga metoda badań polegała na obserwacji sposobu zużycia ostrzy nawier-
taka przez określenie liczby wykonanych nakiełków. Na rysunku 3 podano śred-nie wartości liczb wykonanych nakiełków do chwili ich zużycia wytrzymało-ściowego. Z danych przytoczonych na tym wykresie wynika bardzo duży rozrzut liczby wykonanych nakiełków. Nawiertaki o większych średnicach d wykazują większą liczbę wykonanych nakiełków niż nawiertaki o średnicach mniejszych. Badania te umożliwiają zrozumienie różnic podanych na rys. 2. Należy nadmie-nić, że w niektórych przypadkach nawiertak wykonał tylko jeden nakiełek.
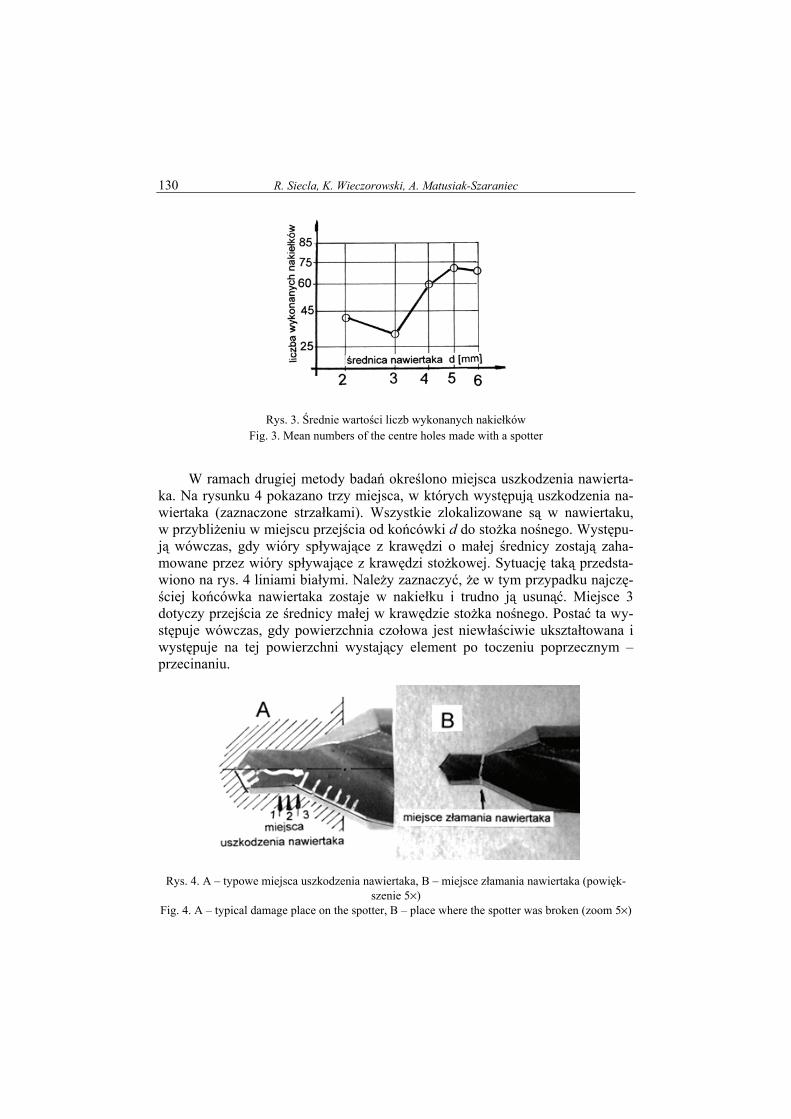
R. Siecla, K. Wieczorowski, A. Matusiak-Szaraniec 130
Rys. 3. Średnie wartości liczb wykonanych nakiełków Fig. 3. Mean numbers of the centre holes made with a spotter
W ramach drugiej metody badań określono miejsca uszkodzenia nawierta-
ka. Na rysunku 4 pokazano trzy miejsca, w których występują uszkodzenia na-wiertaka (zaznaczone strzałkami). Wszystkie zlokalizowane są w nawiertaku, w przybliżeniu w miejscu przejścia od końcówki d do stożka nośnego. Występu-ją wówczas, gdy wióry spływające z krawędzi o małej średnicy zostają zaha-mowane przez wióry spływające z krawędzi stożkowej. Sytuację taką przedsta-wiono na rys. 4 liniami białymi. Należy zaznaczyć, że w tym przypadku najczę-ściej końcówka nawiertaka zostaje w nakiełku i trudno ją usunąć. Miejsce 3 dotyczy przejścia ze średnicy małej w krawędzie stożka nośnego. Postać ta wy-stępuje wówczas, gdy powierzchnia czołowa jest niewłaściwie ukształtowana i występuje na tej powierzchni wystający element po toczeniu poprzecznym – przecinaniu.
Rys. 4. A – typowe miejsca uszkodzenia nawiertaka, B – miejsce złamania nawiertaka (powięk-szenie 5×)
Fig. 4. A – typical damage place on the spotter, B – place where the spotter was broken (zoom 5×)
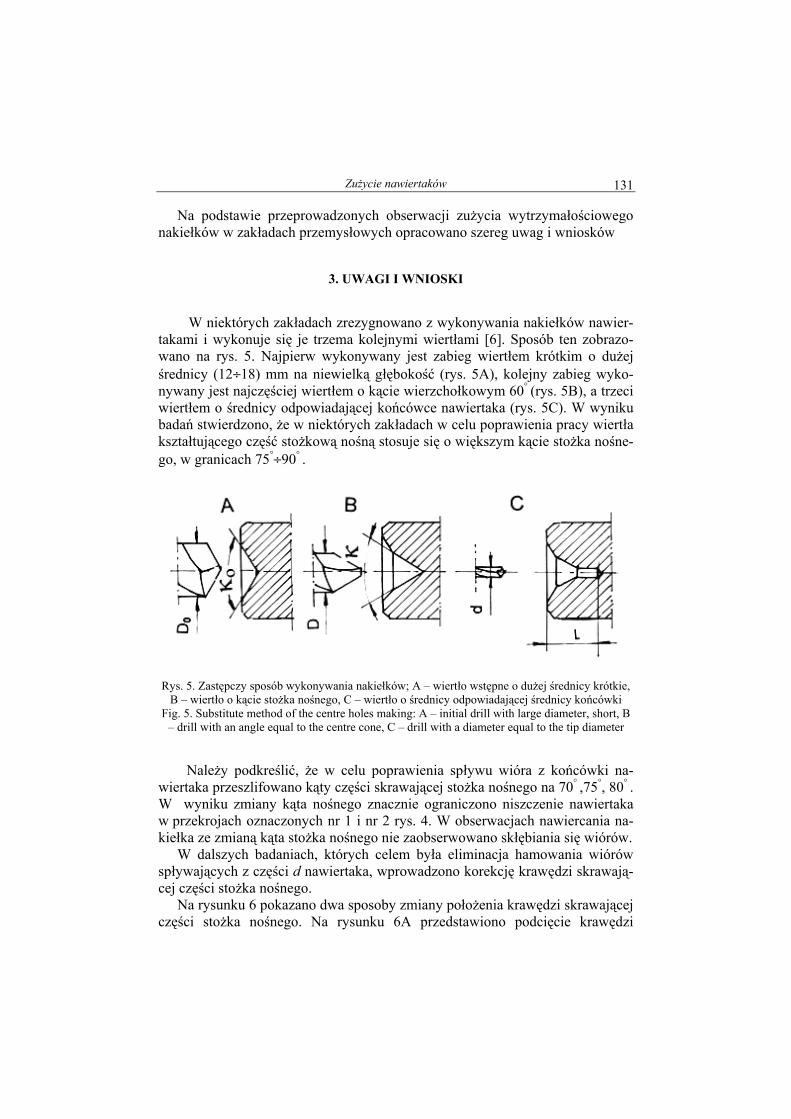
Zużycie nawiertaków 131
Na podstawie przeprowadzonych obserwacji zużycia wytrzymałościowego nakiełków w zakładach przemysłowych opracowano szereg uwag i wniosków
3. UWAGI I WNIOSKI
W niektórych zakładach zrezygnowano z wykonywania nakiełków nawier-
takami i wykonuje się je trzema kolejnymi wiertłami [6]. Sposób ten zobrazo-wano na rys. 5. Najpierw wykonywany jest zabieg wiertłem krótkim o dużej średnicy (12÷18) mm na niewielką głębokość (rys. 5A), kolejny zabieg wyko-nywany jest najczęściej wiertłem o kącie wierzchołkowym 60° (rys. 5B), a trzeci wiertłem o średnicy odpowiadającej końcówce nawiertaka (rys. 5C). W wyniku badań stwierdzono, że w niektórych zakładach w celu poprawienia pracy wiertła kształtującego część stożkową nośną stosuje się o większym kącie stożka nośne-go, w granicach 75°÷90° .
Rys. 5. Zastępczy sposób wykonywania nakiełków; A – wiertło wstępne o dużej średnicy krótkie, B – wiertło o kącie stożka nośnego, C – wiertło o średnicy odpowiadającej średnicy końcówki
Fig. 5. Substitute method of the centre holes making: A – initial drill with large diameter, short, B – drill with an angle equal to the centre cone, C – drill with a diameter equal to the tip diameter
Należy podkreślić, że w celu poprawienia spływu wióra z końcówki na-
wiertaka przeszlifowano kąty części skrawającej stożka nośnego na 70° ,75°, 80° . W wyniku zmiany kąta nośnego znacznie ograniczono niszczenie nawiertaka w przekrojach oznaczonych nr 1 i nr 2 rys. 4. W obserwacjach nawiercania na-kiełka ze zmianą kąta stożka nośnego nie zaobserwowano skłębiania się wiórów.
W dalszych badaniach, których celem była eliminacja hamowania wiórów spływających z części d nawiertaka, wprowadzono korekcję krawędzi skrawają-cej części stożka nośnego.
Na rysunku 6 pokazano dwa sposoby zmiany położenia krawędzi skrawającej części stożka nośnego. Na rysunku 6A przedstawiono podcięcie krawędzi
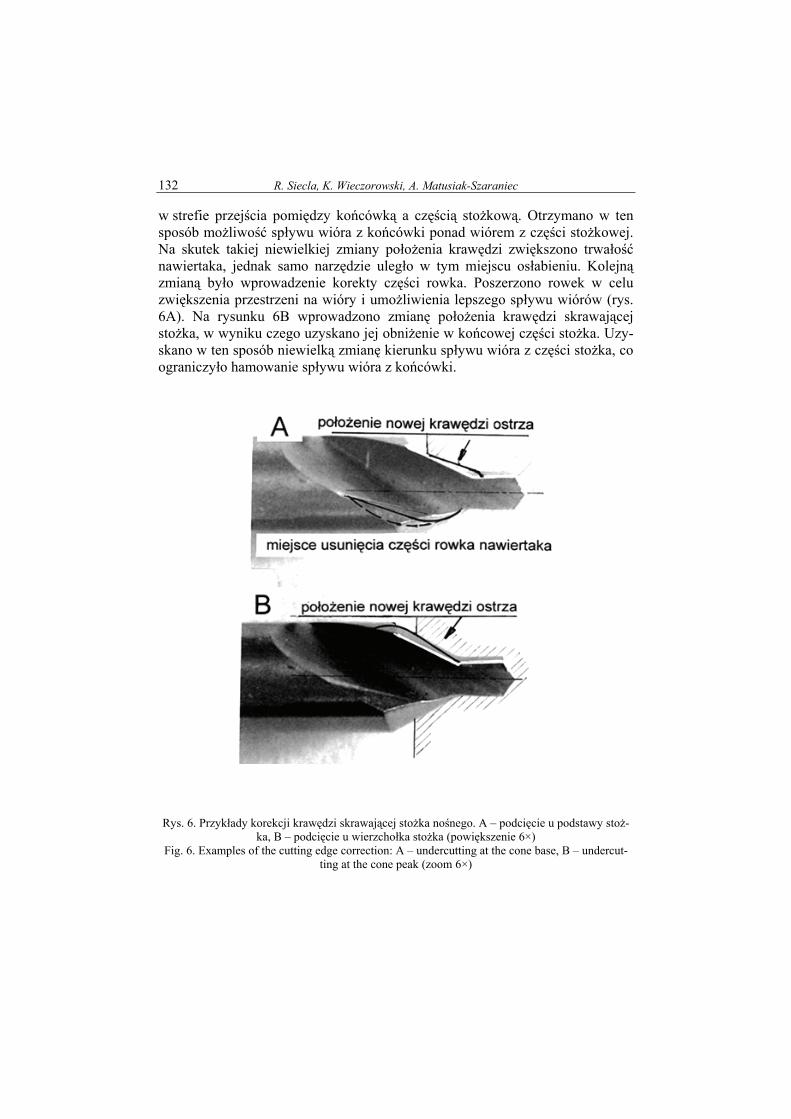
R. Siecla, K. Wieczorowski, A. Matusiak-Szaraniec 132
w strefie przejścia pomiędzy końcówką a częścią stożkową. Otrzymano w ten sposób możliwość spływu wióra z końcówki ponad wiórem z części stożkowej. Na skutek takiej niewielkiej zmiany położenia krawędzi zwiększono trwałość nawiertaka, jednak samo narzędzie uległo w tym miejscu osłabieniu. Kolejną zmianą było wprowadzenie korekty części rowka. Poszerzono rowek w celu zwiększenia przestrzeni na wióry i umożliwienia lepszego spływu wiórów (rys. 6A). Na rysunku 6B wprowadzono zmianę położenia krawędzi skrawającej stożka, w wyniku czego uzyskano jej obniżenie w końcowej części stożka. Uzy-skano w ten sposób niewielką zmianę kierunku spływu wióra z części stożka, co ograniczyło hamowanie spływu wióra z końcówki.
Rys. 6. Przykłady korekcji krawędzi skrawającej stożka nośnego. A – podcięcie u podstawy stoż-
ka, B – podcięcie u wierzchołka stożka (powiększenie 6×) Fig. 6. Examples of the cutting edge correction: A – undercutting at the cone base, B – undercut-
ting at the cone peak (zoom 6×)

Zużycie nawiertaków 133
Podsumowując przedstawione badania, stwierdzono, że istnieje koniecz-ność zmiany konstrukcji nawiertaków w aspekcie zwiększenia ich trwałości i ograniczenia niszczenia tych narzędzi. Rekonstrukcja powinna dotyczyć poło-żenia krawędzi skrawającej stożka nośnego, a także zmiany kąta stożka nośnego. Uważamy, że przyjęta przed laty wartość kąta stożka nośnego 60° wymaga po-nownego rozpatrzenia. Jest to tym bardziej uzasadnione, że kilka zakładów sto-suje większe kąty stożka nośnego [5]. Stosowanie kłów obrotowych ułatwia podtrzymywanie przedmiotów. Przy większym kącie stożka nośnego również średnica końcówki może być nieco większa, co wpłynie na wzrost wytrzymało-ści. W zakończeniu można stwierdzić, że w zakresie tak podstawowej operacji, jaką jest wykonywanie nakiełków, w istocie brak jest zainteresowań ze strony jednostek badawczych.
LITERATURA
[1] Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn,
Warszawa, WNT 2003. [2] Karpiński T., Inżynieria produkcji, Warszawa, WNT 2004. [3] Kiepuszewski B., Technologia budowy maszyn, Warszawa, PWT 1960. [4] Kornberger Z., Technologia budowy maszyn, Warszawa, WNT 1965. [5] Kunstetter S., Podstawy konstrukcji narzędzi skrawających, Warszawa, WNT 1980. [6] Sprawozdanie z badań własnych Zakładu Projektowania Technologii Politechniki Poznańskiej,
Poznań 2005. [7] Żebrowski H., Techniki wytwarzania. Obróbka skrawaniem, ścierna, erozyjna, Wrocław,
Oficyna Wydawnicza Politechniki Wrocławskiej 2004.
Recenzent: dr hab. inż. Maciej Kupczyk, prof. nadzw.
CENTRE HOLES
S u m m a r y
In the paper, the results of investigations on centre holes forming have been presented. The
subject of examination was durability of the tools – spotting drills. The methods of spotters appli-cation and some problems of their lifetime prolongation underwent discussion as well.
Key words: centre holes, spotting drills, wear of spotters
dr inż. Roman SIECLA Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 51, 665 25 77, e-mail: [email protected]

R. Siecla, K. Wieczorowski, A. Matusiak-Szaraniec 134
prof. dr inż. dr h.c. Kazimierz WIECZOROWSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 51, e-mail: [email protected]
mgr inż. Anna MATUSIAK-SZARANIEC Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 51, 665 25 77, e-mail: [email protected].

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
JANUSZ WALCZAK
PODSTAWY I PROBLEMY PROJEKTOWANIA PROMIENIOWYCH MASZYN SPRĘŻAJĄCYCH
W referacie wskazano, że metody projektowania maszyn sprężających nie są wystarczająco dokładne. Droga do ich doskonalenia wiedzie poprzez badania eksperymentalne oraz analizy nume-ryczne przepływu. Projektowanie procesu sprężania i stopni sprężających należy rozpatrywać także w kontekście konstrukcji całego agregatu maszyny. Do wstępnych wyborów konstruowania stopnia w dalszym ciągu pomocna jest teoria podobieństwa przepływu i wprowadzone na tej podstawie wskaźniki charakterystyczne. W referacie zasygnalizowano tematykę prac prowadzonych w Kate-drze Techniki Cieplnej oraz przedstawiono producentów i sprzedawców maszyn sprężających na terenie Wielkopolski.
Słowa kluczowe: maszyny sprężające, mechanika płynów
Spis oznaczeń
a – prędkość dźwięku b – szerokość wirnika c – prędkość bezwzględna cp, cv – ciepło właściwe przy stałym ciśnieniu lub objętości D – średnica i – entalpia Kn – wskaźnik szybkobieżności, niVK scsVn ×Δ××=×= −−∗ 75,05,075,05,0
0351,0 &ψϕ m& – strumień masy M – liczba Macha, M = c/a n – prędkość obrotowa Δp, Δpc – przyrost ciśnienia statycznego i całkowitego R – promień s – szczelina Re – liczba Reynoldsa, Re = u2D2/ν u – prędkość obwodowa wirnika V& – strumień objętości, wydajność α – kąt położenia wektora prędkości bezwzględnych β – kąt położenia wektora prędkości względnych δ – wskaźnik średnicy, 2
25,05,025,05,0* 0536,1 DiV scsv ×Δ××=×= −− &ψϕδ ζ – współczynnik strat ηs, ηp, ηst – współczynnik sprawności: sprawność izentropowa, politropowa i stopnia

J. Walczak 136
κ – stosunek ciepeł właściwych, κ = cp /cv, lub wykładnik izentropy,
ν – współczynnik lepkości kinematycznej π – spręż, stosunek ciśnień, π = p
t / p
s ρ – gęstość
∗Vϕ – wskaźnik wydajności, )/(4 2
22 uDVV πϕ &=∗
φV – wskaźnik prędkości, 2
2
2
22 4/
Db
uc
Vr
rV∗=== ϕϕϕ
ψc – wskaźnik spiętrzenia całkowitego, 222
1 u
pcc
ρψ Δ
=
ψs – wskaźnik izentropowego całkowitego przyrostu entalpii 222
1 u
iscs
Δ=ψ
ψp – wskaźnik pracy, st2
2
22
21 η
ψψ sup
u
cu == .
1. WPROWADZENIE
Metody projektowania promieniowych maszyn sprężających są dość rozwi-nięte, nie na tyle jednak, aby można było w sposób jednoznaczny i optymalny zaproponować rozwiązanie konstrukcyjne.
Niedostateczne rozpoznanie zjawisk przepływu i niewystarczająca dokład-ność metod jego obliczania oraz projektowania maszyn były impulsem do pod-jęcia szerokich prac eksperymentalnych i teoretycznych dotyczących zasadni-czych kanałów promieniowego stopnia sprężającego – wirników, dyfuzorów bezłopatkowych i łopatkowych, kolektorów oraz kierownicy wstępnej.
Nowe maszyny mogą być projektowane w różny sposób. Może to być powie-lanie rozwiązań konstrukcyjnych znanych maszyn (pierwsze podejście) lub ko-jarzenie elementów stopnia – wirnika, dyfuzora, kolektora i innych – o znanych osiągach i tworzenie z nich nowych konstrukcji, również w innej skali geome-trycznej (drugie podejście). Można też proponować zupełnie nowe rozwiązania konstrukcyjne na podstawie własnych szerokich analiz przepływu w poszcze-gólnych elementach stopnia (trzecie podejście). W zależności od okoliczności wybiera się odpowiednie podejście do projektowania.
Aby dokonać wstępnego wyboru rozwiązania konstrukcyjnego, na ogół po-sługujemy się teorią podobieństwa przepływów. Po wstępnym ustaleniu zakre-sów prędkości obrotowej wirnika oraz jego średnicy, ewentualnie jeszcze kilku innych wielkości, należy przeanalizować możliwości rozwiązań konstrukcyj-nych ze względów technologicznych, wytrzymałościowych, materiałowych,
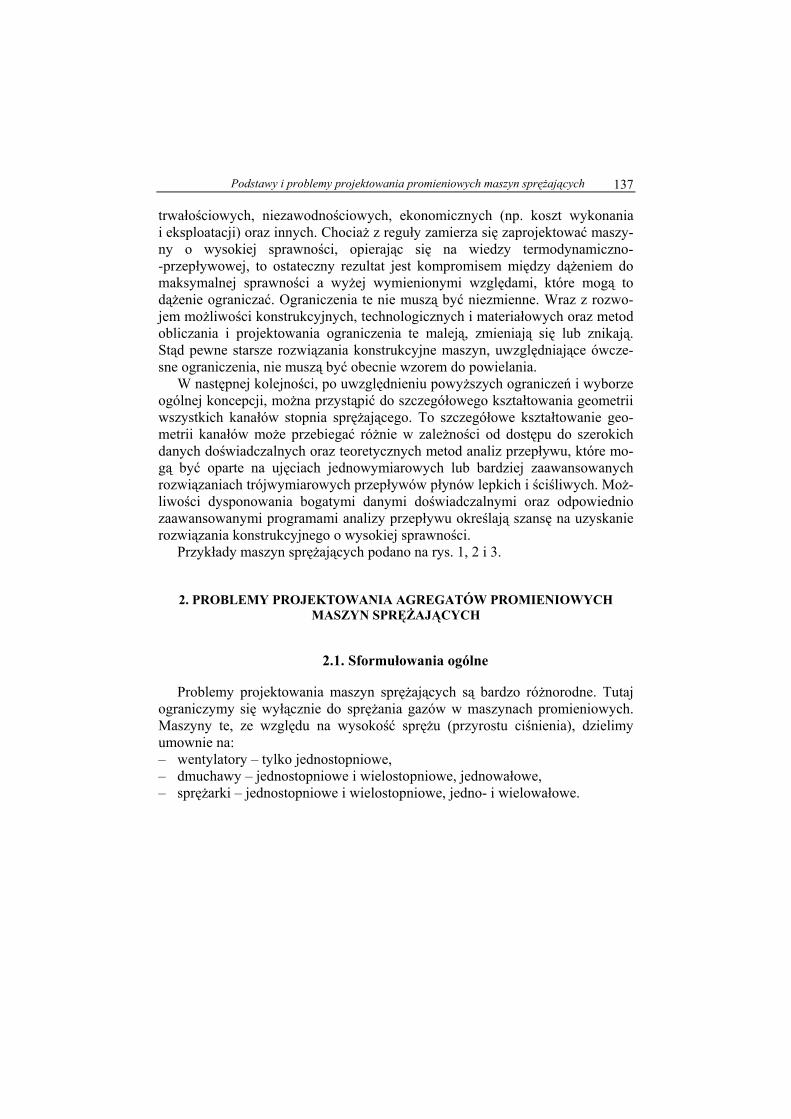
Podstawy i problemy projektowania promieniowych maszyn sprężających 137
trwałościowych, niezawodnościowych, ekonomicznych (np. koszt wykonania i eksploatacji) oraz innych. Chociaż z reguły zamierza się zaprojektować maszy-ny o wysokiej sprawności, opierając się na wiedzy termodynamiczno- -przepływowej, to ostateczny rezultat jest kompromisem między dążeniem do maksymalnej sprawności a wyżej wymienionymi względami, które mogą to dążenie ograniczać. Ograniczenia te nie muszą być niezmienne. Wraz z rozwo-jem możliwości konstrukcyjnych, technologicznych i materiałowych oraz metod obliczania i projektowania ograniczenia te maleją, zmieniają się lub znikają. Stąd pewne starsze rozwiązania konstrukcyjne maszyn, uwzględniające ówcze-sne ograniczenia, nie muszą być obecnie wzorem do powielania.
W następnej kolejności, po uwzględnieniu powyższych ograniczeń i wyborze ogólnej koncepcji, można przystąpić do szczegółowego kształtowania geometrii wszystkich kanałów stopnia sprężającego. To szczegółowe kształtowanie geo-metrii kanałów może przebiegać różnie w zależności od dostępu do szerokich danych doświadczalnych oraz teoretycznych metod analiz przepływu, które mo-gą być oparte na ujęciach jednowymiarowych lub bardziej zaawansowanych rozwiązaniach trójwymiarowych przepływów płynów lepkich i ściśliwych. Moż-liwości dysponowania bogatymi danymi doświadczalnymi oraz odpowiednio zaawansowanymi programami analizy przepływu określają szansę na uzyskanie rozwiązania konstrukcyjnego o wysokiej sprawności.
Przykłady maszyn sprężających podano na rys. 1, 2 i 3.
2. PROBLEMY PROJEKTOWANIA AGREGATÓW PROMIENIOWYCH MASZYN SPRĘŻAJĄCYCH
2.1. Sformułowania ogólne
Problemy projektowania maszyn sprężających są bardzo różnorodne. Tutaj ograniczymy się wyłącznie do sprężania gazów w maszynach promieniowych. Maszyny te, ze względu na wysokość sprężu (przyrostu ciśnienia), dzielimy umownie na: – wentylatory – tylko jednostopniowe, – dmuchawy – jednostopniowe i wielostopniowe, jednowałowe, – sprężarki – jednostopniowe i wielostopniowe, jedno- i wielowałowe.
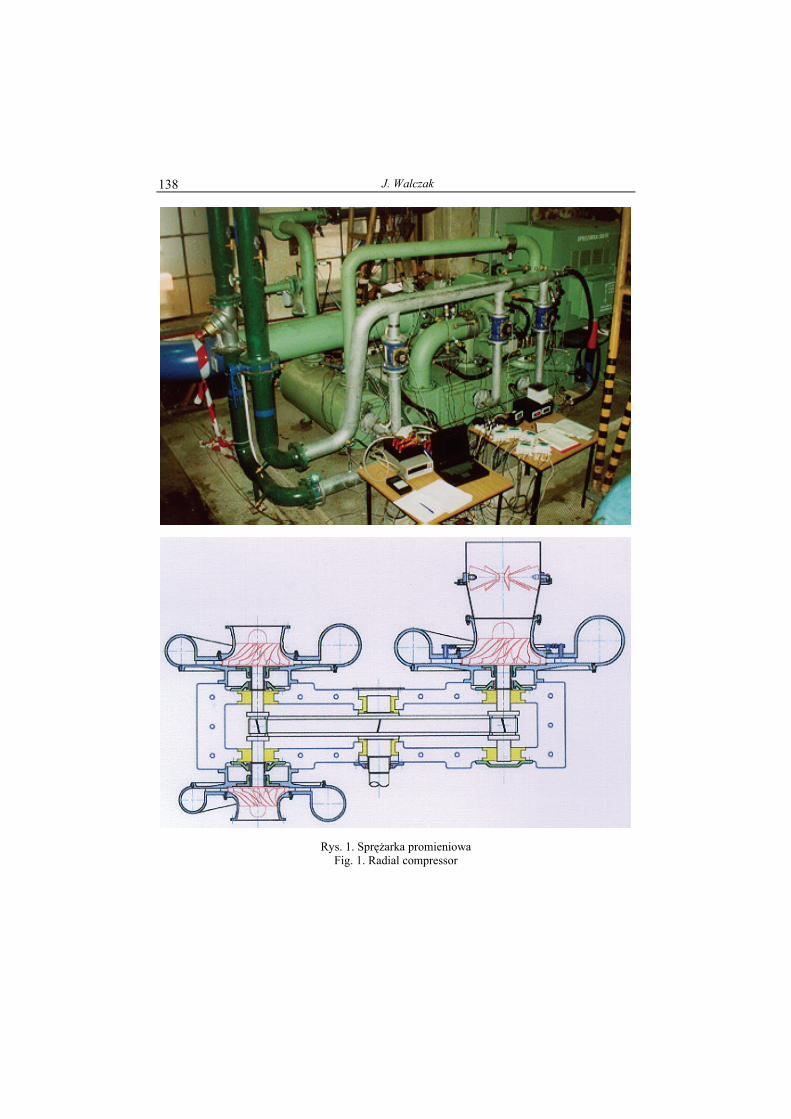
J. Walczak 138
Rys. 1. Sprężarka promieniowa
Fig. 1. Radial compressor
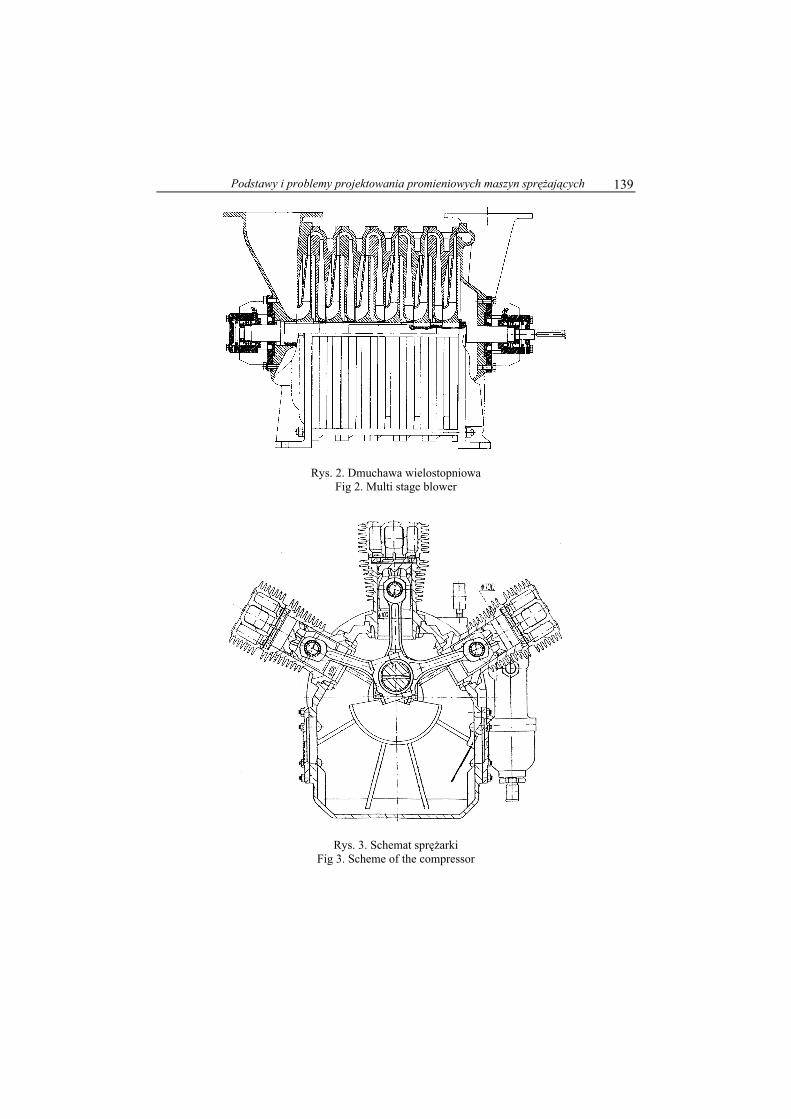
Podstawy i problemy projektowania promieniowych maszyn sprężających 139
Rys. 2. Dmuchawa wielostopniowa
Fig 2. Multi stage blower
Rys. 3. Schemat sprężarki
Fig 3. Scheme of the compressor
J. Walczak 140
W tytule tego punktu użyto pojęcia „agregat”, jako że w procesie projekto-wania należy brać pod uwagę nie tylko sam stopień sprężający, ale wszystkie elementy, zespoły czy układy, które tworzą maszynę – agregat.
Na maszynę sprężającą – agregat – składają się: – stopień sprężający, spełniający zasadniczą funkcję agregatu – sprężanie gazu; – napęd: przekładnia zębata (na ogół multiplikator), przekładnia pasowa, łoży-
skowanie wału (toczne lub ślizgowe), sprzęgło, silnik – elektryczny, spali-nowy, turbinowy – przemiennik częstotliwości (zmiana prędkości obrotowej silnika elektrycznego, a tym samym zmiana charakterystyk maszyn sprężają-cych);
– układ smarowania; – układy chłodzenia: sprężanych gazów, wody chłodzącej, oleju, łożysk, ukła-
dy rozruchu i zatrzymania, kontroli pracy, sterowania i regulacji procesu sprężania;
– układy tłumienia hałasu: tłumiki hałasu, obudowy dźwiękochłonne; – podstawa – rama wraz z układem tłumienia drgań mechanicznych.
Kryteria doboru rozwiązań konstrukcyjnych agregatu oraz jego układów i podzespołów są bardzo zróżnicowane; należy wymienić przede wszystkim: – sprawność energetyczną stopnia sprężającego; – sprawność energetyczną napędu – przekładni zębatej, pasowej, łożyskowa-
nia; – zużycie wody chłodzącej, oleju; – okresy wymiany części i zespołów oraz remontów; – trwałość i niezawodność; – koszty wytwarzania – materiały i technologię.
Funkcją celu procesu konstruowania i wytwarzania jest optymalne zaprojek-towanie i wytworzenie agregatu maszyny sprężającej z uwzględnieniem powyż-szych kryteriów, zapewniających minimum kosztów sprężania (inwestycji i eks-ploatacji) w określonym przedziale czasu eksploatacji maszyny. Jest to kryte-rium przyjmowane przez użytkownika (kompetentnego, przygotowanego), który dokonuje wyboru producenta.
Spełnienie tego kryterium zapewnia się przede wszystkim na etapie projek-towania. Stąd należy przyjąć odpowiednią metodykę projektowania, której pod-stawy są następujące: – każdy zespół, układ czy element agregatu ma swoje kryteria czy wymogi
optymalnego konstruowania; – kryteria te mogą być ze sobą sprzeczne, zatem konstrukcja agregatu jest
kompromisem i odstępstwem od optymalnych rozwiązań poszczególnych ze-społów i układów;
– stąd też niezbędne jest przyjęcie stosownej filozofii (metodyki) projektowa-nia – kompleksowej, integralnej, równoczesnej, współbieżnej, z uwzględnie-niem wzajemnych oddziaływań kryteriów poszczególnych układów w celu poszukiwania optymalnego kompromisu;
Podstawy i problemy projektowania promieniowych maszyn sprężających 141
– przeciwieństwem tej metodyki jest projektowanie szeregowe każdego zespo-łu oddzielnie, po kolei, bez poszukiwania optymalnego rozwiązania i analizy rozwiązań wariantowych poszczególnych zespołów i układów – wymaga to współpracy na etapie projektowania różnych specjalistów z branż: termody-namiczno-przepływowej, z zakresu wytrzymałości materiałów, materiało-znawstwa i podstaw konstrukcji maszyn, technologów, eksploatatorów, wi-broakustyków itd. Tworzenie konstrukcji maszyny jest zatem bardzo złożonym problemem, de-
cydującym o ostatecznym efekcie produkcyjnym i ekonomicznym. Zgodnie z tą ogólną metodyką projektowania prowadzone są prace badawczo-rozwojowe, stosownie do danego typu maszyn sprężających.
Głównym układem agregatu są stopnie sprężające. Należy zatem zwrócić uwagę na zagadnienia termodynamiczno-przepływowe procesu sprężania oraz na optymalizację doboru geometrii stopnia sprężającego, ale z uwzględnieniem innych kryteriów, warunkujących spełnienie ogólnego kryterium użytkownika, czyli minimalnego kosztu wytwarzania sprężonego gazu.
2.2. Optymalizacja termodynamiczno-przepływowa promieniowego stopnia sprężającego
Promieniowe maszyny sprężające są budowane w różnych układach: 1) jednostopniowe – kierownica wstępna, wirnik, dyfuzor bezłopatkowy, łopat-
kowy – stały lub nastawialny, kolektor, dyfuzor wylotowy; 2) wielostopniowe:
– wielowałowe – mogą mieć takie same układy jak maszyna jednostopniowa, – jednowałowe – dodatkowo: skrzynia wlotowa, przewały i kanały nawrotne. W procesie projektowania dąży się do ustalenia optymalnej geometrii i kine-
matyki stopnia sprężającego, tak aby suma poszczególnych strat stopnia była jak najmniejsza.
Na straty w stopniu składają się: – straty w skrzyni wlotowej, – straty w kierownicy wstępnej, – straty w wirniku – jako suma strat tarcia i mieszania, – straty w dyfuzorach, – straty w kolektorze, – straty w przewale i kanale nawrotnym, – straty tarcia i brodzenia tarcz wirnika, – straty przecieków.
Sprawność stopnia η i wielkość powyższych strat oraz ich udział w stratach ogólnych stopnia Δη są różne w zależności od wyboru geometrii i kinematyki stopnia, a głównie od obranych wskaźników szybkobieżności Kn
J. Walczak 142
η = 1− ΣΔη = = 1 − Δη skrz.wlotowej − Δη kierownicy wstępnej − Δη wirnika − Δη dyfuzora bezłopatkowego −
– Δη dyfuzora łopatkowego − Δη przewału − Δη kanału nawrotnego − Δη kolektora − Δη brodzenia wirnika −
– Δη przecieków
Możliwość ustalenia optymalnej geometrii i kinematyki stopni (trójkątów prędkości w poszczególnych przekrojach kontrolnych) oraz geometrii poszcze-gólnych kanałów zależy od znajomości struktury przepływu w kanałach stopnia, posiadanych wyników badań kanałów lub całych stopni – np. współczynników strat lub sprawności jako funkcji różnych wielkości geometrycznych i kinema-tycznych, lub też od dostępu do programów komputerowych do rozwiązywania przepływu 3D.
Jest oczywiste, że na obecnym etapie badań nasza wiedza nie jest pełna, a możliwości wykorzystania programów komputerowych 3D w praktyce projek-towej nie są jeszcze zadowalające.
Obecnie w dalszym ciągu podstawą w projektowaniu maszyn sprężających są jednowymiarowe ujęcia opisu ruchu płynu oraz teoria podobieństwa przepływu. Posługujemy się tutaj różnymi wskaźnikami: wydajności *
Vϕ , prędkości ϕ2r, izentropowego przyrostu entalpii ψsc, przekazanej pracy ψp, szybkobieżności Kn oraz średnicy δ.
Na podstawie wyników badań tworzy się różne zależności sprawności stop-nia od ww. wskaźników, np.:
( )scVf ψη ,*= ( )δη ,nKf= .
Wykresy te pozwalają na ustalenie zakresów prędkości obrotowych n oraz średnic wirników D2. W następnym etapie projektowania ustala się, na podsta-wie analiz przepływowych, szczegółową geometrię kanałów. Na tym etapie mogą być użyte programy komputerowe do analiz przepływu wariantowych geometrii kanałów i do optymalizacji ich geometrii.
Powyższe ogólne sformułowania należy odpowiednio rozszerzyć pod kątem danego typu maszyny – jednostopniowej lub wielostopniowej (jedno- lub wie-lowałowej). W przypadku sprężarek wielostopniowych wykonuje się dodatkowo analizę procesu sprężania z chłodzeniem, zmierzającą do optymalnego doboru liczby stopni oraz rozmieszczenia chłodnic w procesie sprężania.
3. ZASTOSOWANIE TEORII PODOBIEŃSTWA PRZEPŁYWÓW W PROJEKTOWANIU
We wstępnym wyborze rozwiązania konstrukcyjnego bardzo przydatna jest teoria podobieństwa przepływów. Wskaźniki charakterystyczne sprężarek i wen-
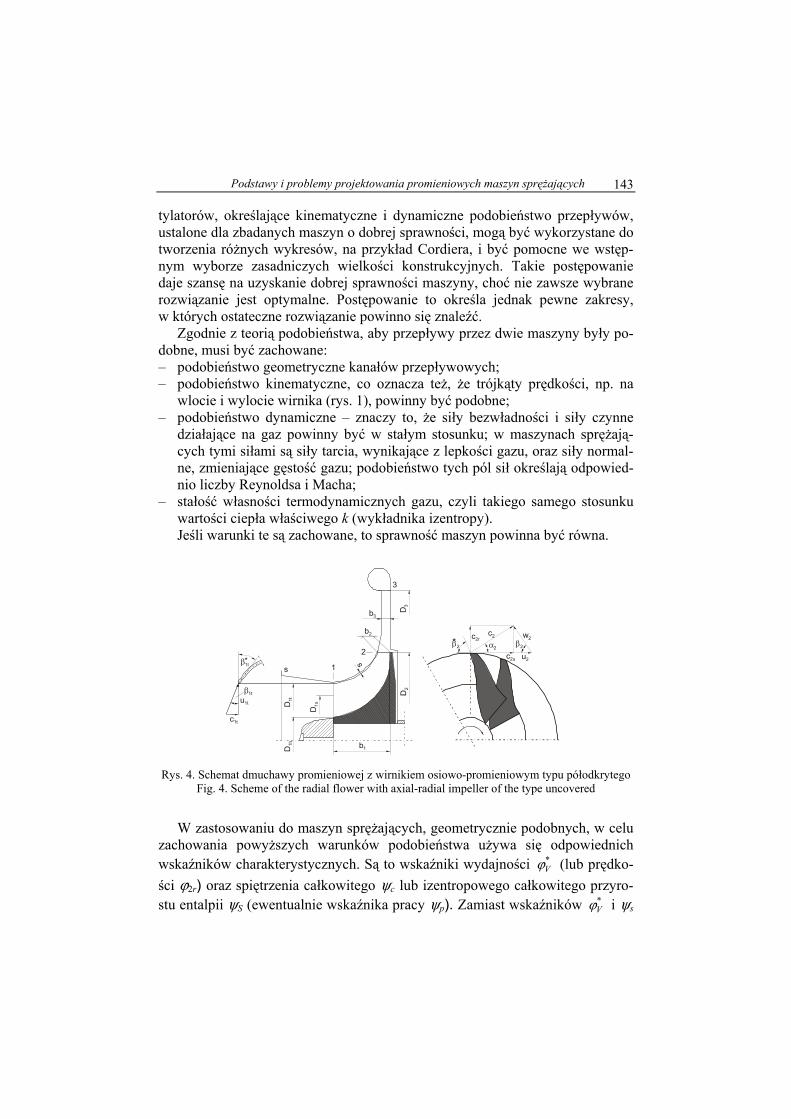
Podstawy i problemy projektowania promieniowych maszyn sprężających 143
tylatorów, określające kinematyczne i dynamiczne podobieństwo przepływów, ustalone dla zbadanych maszyn o dobrej sprawności, mogą być wykorzystane do tworzenia różnych wykresów, na przykład Cordiera, i być pomocne we wstęp-nym wyborze zasadniczych wielkości konstrukcyjnych. Takie postępowanie daje szansę na uzyskanie dobrej sprawności maszyny, choć nie zawsze wybrane rozwiązanie jest optymalne. Postępowanie to określa jednak pewne zakresy, w których ostateczne rozwiązanie powinno się znaleźć.
Zgodnie z teorią podobieństwa, aby przepływy przez dwie maszyny były po-dobne, musi być zachowane: – podobieństwo geometryczne kanałów przepływowych; – podobieństwo kinematyczne, co oznacza też, że trójkąty prędkości, np. na
wlocie i wylocie wirnika (rys. 1), powinny być podobne; – podobieństwo dynamiczne – znaczy to, że siły bezwładności i siły czynne
działające na gaz powinny być w stałym stosunku; w maszynach sprężają-cych tymi siłami są siły tarcia, wynikające z lepkości gazu, oraz siły normal-ne, zmieniające gęstość gazu; podobieństwo tych pól sił określają odpowied-nio liczby Reynoldsa i Macha;
– stałość własności termodynamicznych gazu, czyli takiego samego stosunku wartości ciepła właściwego k (wykładnika izentropy). Jeśli warunki te są zachowane, to sprawność maszyn powinna być równa.
Rys. 4. Schemat dmuchawy promieniowej z wirnikiem osiowo-promieniowym typu półodkrytego Fig. 4. Scheme of the radial flower with axial-radial impeller of the type uncovered
W zastosowaniu do maszyn sprężających, geometrycznie podobnych, w celu zachowania powyższych warunków podobieństwa używa się odpowiednich wskaźników charakterystycznych. Są to wskaźniki wydajności *
Vϕ (lub prędko-ści ϕ2r) oraz spiętrzenia całkowitego ψc lub izentropowego całkowitego przyro-stu entalpii ψS (ewentualnie wskaźnika pracy ψp). Zamiast wskaźników *
Vϕ i ψs
D3
D1h
D1t
D1s
D2
b1
b3
b2
c1t
u1t
β1t
β1t*
β2* β2α2
c2r
c2u
c2 w2
u22
1
s
s
3
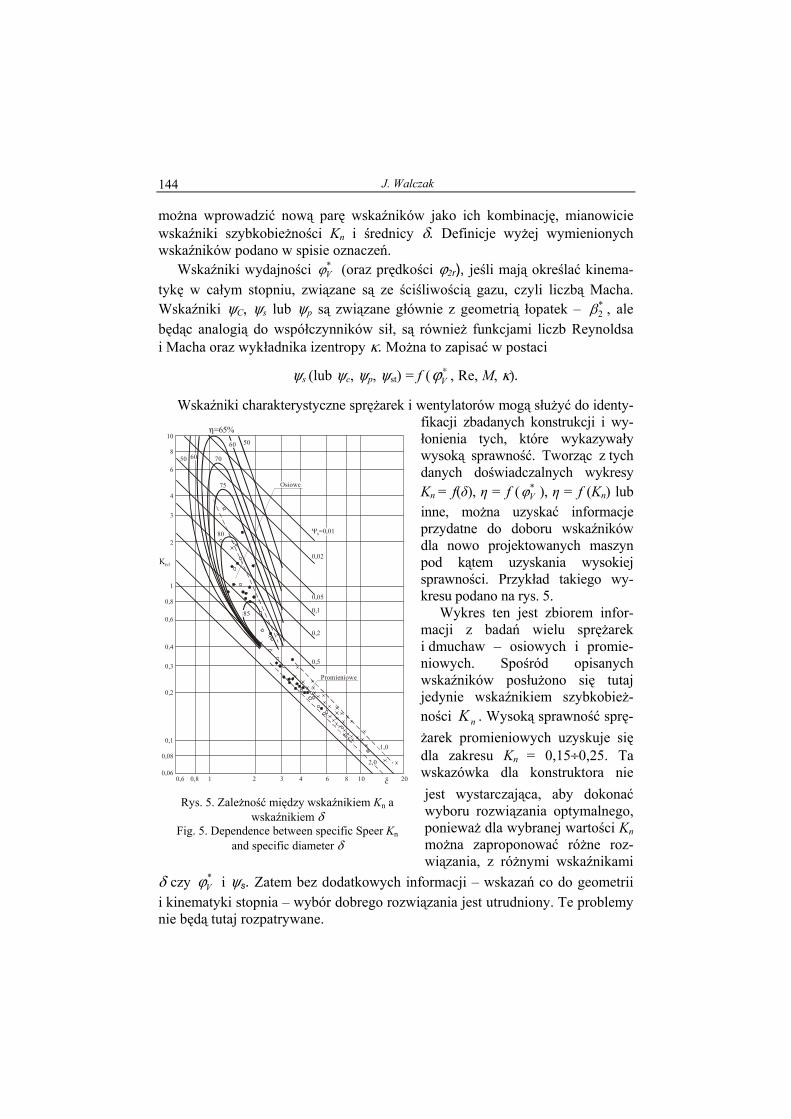
J. Walczak 144
można wprowadzić nową parę wskaźników jako ich kombinację, mianowicie wskaźniki szybkobieżności Kn i średnicy δ. Definicje wyżej wymienionych wskaźników podano w spisie oznaczeń.
Wskaźniki wydajności *Vϕ (oraz prędkości ϕ2r), jeśli mają określać kinema-
tykę w całym stopniu, związane są ze ściśliwością gazu, czyli liczbą Macha. Wskaźniki ψC, ψs lub ψp są związane głównie z geometrią łopatek – *
2β , ale będąc analogią do współczynników sił, są również funkcjami liczb Reynoldsa i Macha oraz wykładnika izentropy κ. Można to zapisać w postaci
ψs (lub ψc, ψp, ψst) = f ( ∗Vϕ , Re, M, κ).
Wskaźniki charakterystyczne sprężarek i wentylatorów mogą służyć do identy-fikacji zbadanych konstrukcji i wy-łonienia tych, które wykazywały wysoką sprawność. Tworząc z tych danych doświadczalnych wykresy Kn = f(δ), η = f ( *
Vϕ ), η = f (Kn) lub inne, można uzyskać informacje przydatne do doboru wskaźników dla nowo projektowanych maszyn pod kątem uzyskania wysokiej sprawności. Przykład takiego wy-kresu podano na rys. 5.
Wykres ten jest zbiorem infor-macji z badań wielu sprężarek i dmuchaw – osiowych i promie-niowych. Spośród opisanych wskaźników posłużono się tutaj jedynie wskaźnikiem szybkobież-ności nK . Wysoką sprawność sprę-żarek promieniowych uzyskuje się dla zakresu Kn = 0,15÷0,25. Ta wskazówka dla konstruktora nie jest wystarczająca, aby dokonać wyboru rozwiązania optymalnego, ponieważ dla wybranej wartości Kn można zaproponować różne roz-wiązania, z różnymi wskaźnikami
δ czy *Vϕ i ψs. Zatem bez dodatkowych informacji – wskazań co do geometrii
i kinematyki stopnia – wybór dobrego rozwiązania jest utrudniony. Te problemy nie będą tutaj rozpatrywane.
0,60,06
0,08
0,1
0,2
0,3
0,4
0,6
0,8
1
2
3
4
6
8
10
0,8 1 2 3 4 6 8 10 20δ
Kn1
η=65%
Ψs=0,01
0,02
0,05
0,1
0,2
0,5
70
75
60
6050
50
80
85
Promieniowe
Osiowe
1,0
2,0
Rys. 5. Zależność między wskaźnikiem Kn a wskaźnikiem δ
Fig. 5. Dependence between specific Speer Kn and specific diameter δ
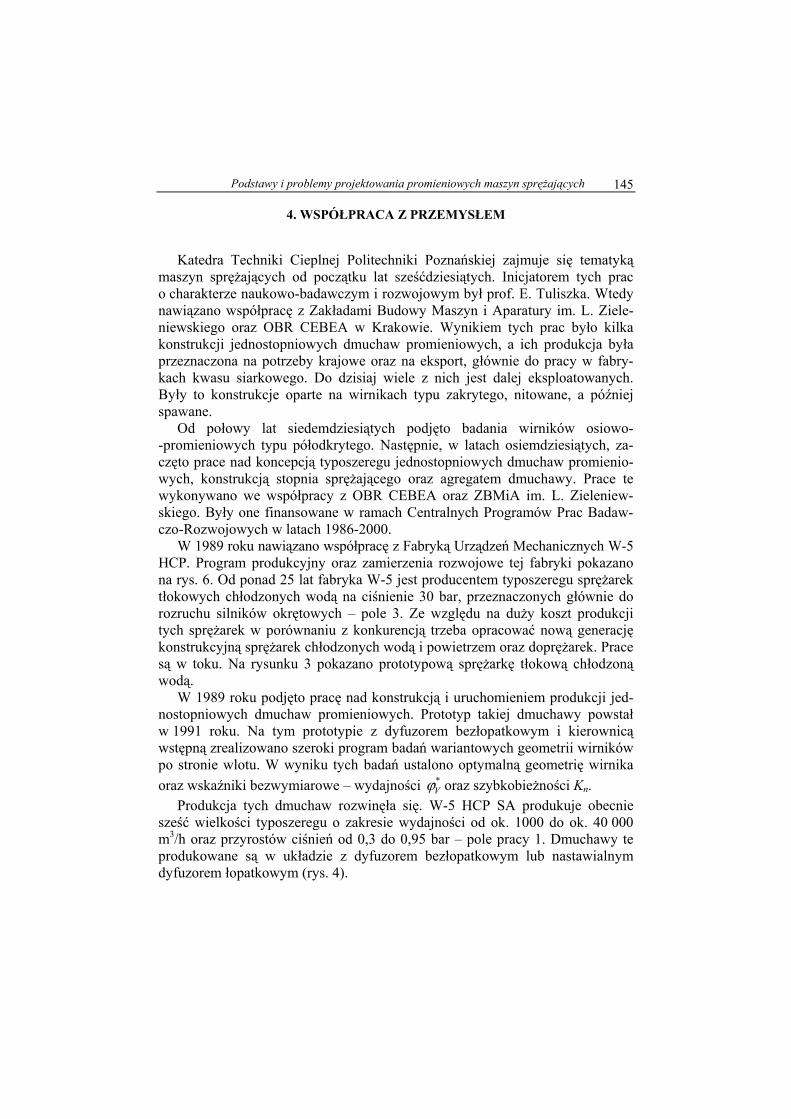
Podstawy i problemy projektowania promieniowych maszyn sprężających 145
4. WSPÓŁPRACA Z PRZEMYSŁEM
Katedra Techniki Cieplnej Politechniki Poznańskiej zajmuje się tematyką maszyn sprężających od początku lat sześćdziesiątych. Inicjatorem tych prac o charakterze naukowo-badawczym i rozwojowym był prof. E. Tuliszka. Wtedy nawiązano współpracę z Zakładami Budowy Maszyn i Aparatury im. L. Ziele-niewskiego oraz OBR CEBEA w Krakowie. Wynikiem tych prac było kilka konstrukcji jednostopniowych dmuchaw promieniowych, a ich produkcja była przeznaczona na potrzeby krajowe oraz na eksport, głównie do pracy w fabry-kach kwasu siarkowego. Do dzisiaj wiele z nich jest dalej eksploatowanych. Były to konstrukcje oparte na wirnikach typu zakrytego, nitowane, a później spawane.
Od połowy lat siedemdziesiątych podjęto badania wirników osiowo- -promieniowych typu półodkrytego. Następnie, w latach osiemdziesiątych, za-częto prace nad koncepcją typoszeregu jednostopniowych dmuchaw promienio-wych, konstrukcją stopnia sprężającego oraz agregatem dmuchawy. Prace te wykonywano we współpracy z OBR CEBEA oraz ZBMiA im. L. Zieleniew-skiego. Były one finansowane w ramach Centralnych Programów Prac Badaw-czo-Rozwojowych w latach 1986-2000.
W 1989 roku nawiązano współpracę z Fabryką Urządzeń Mechanicznych W-5 HCP. Program produkcyjny oraz zamierzenia rozwojowe tej fabryki pokazano na rys. 6. Od ponad 25 lat fabryka W-5 jest producentem typoszeregu sprężarek tłokowych chłodzonych wodą na ciśnienie 30 bar, przeznaczonych głównie do rozruchu silników okrętowych – pole 3. Ze względu na duży koszt produkcji tych sprężarek w porównaniu z konkurencją trzeba opracować nową generację konstrukcyjną sprężarek chłodzonych wodą i powietrzem oraz doprężarek. Prace są w toku. Na rysunku 3 pokazano prototypową sprężarkę tłokową chłodzoną wodą. W 1989 roku podjęto pracę nad konstrukcją i uruchomieniem produkcji jed-nostopniowych dmuchaw promieniowych. Prototyp takiej dmuchawy powstał w 1991 roku. Na tym prototypie z dyfuzorem bezłopatkowym i kierownicą wstępną zrealizowano szeroki program badań wariantowych geometrii wirników po stronie wlotu. W wyniku tych badań ustalono optymalną geometrię wirnika oraz wskaźniki bezwymiarowe – wydajności *
Vϕ oraz szybkobieżności Kn. Produkcja tych dmuchaw rozwinęła się. W-5 HCP SA produkuje obecnie sześć wielkości typoszeregu o zakresie wydajności od ok. 1000 do ok. 40 000 m3/h oraz przyrostów ciśnień od 0,3 do 0,95 bar – pole pracy 1. Dmuchawy te produkowane są w układzie z dyfuzorem bezłopatkowym lub nastawialnym dyfuzorem łopatkowym (rys. 4).
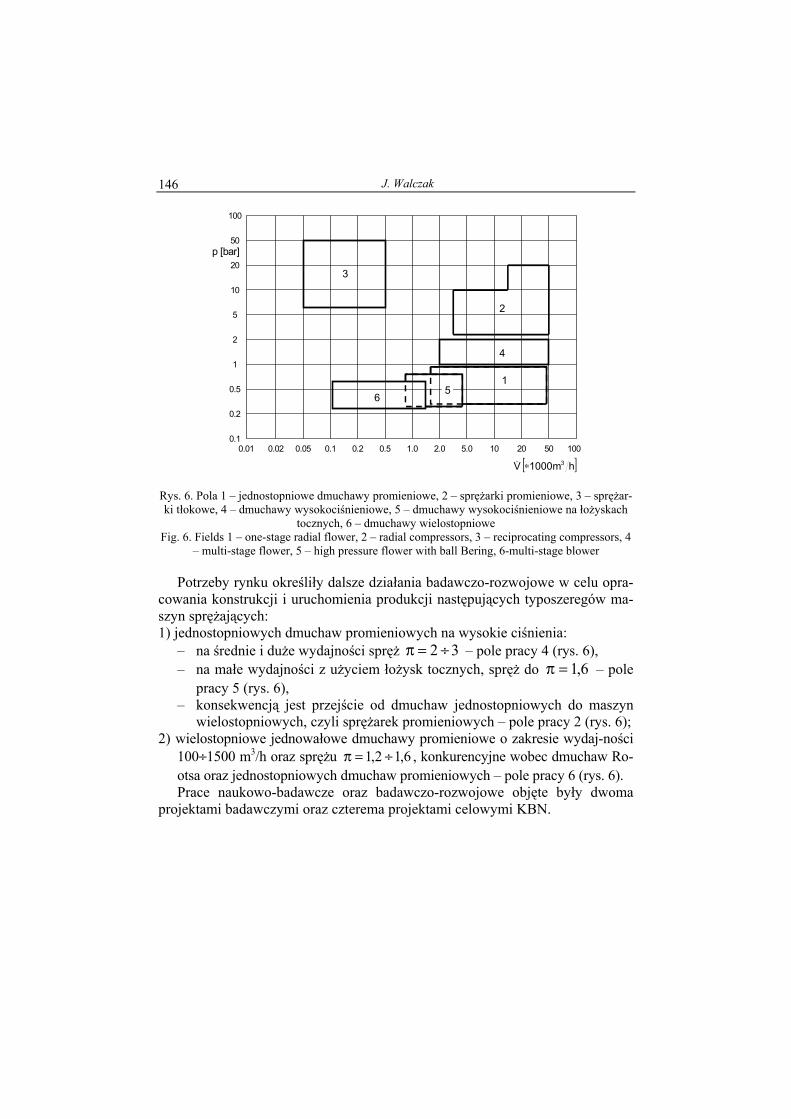
J. Walczak 146
0.01 0.02 0.05 0.1 0.2 0.5 1.0 2.0 5.0 50 10020100.1
0.2
0.5
1
2
5
10
20
50
100
65
1
4
2
3
p [bar]
[ ]hm1000 V 3∗& Rys. 6. Pola 1 – jednostopniowe dmuchawy promieniowe, 2 – sprężarki promieniowe, 3 – sprężar-ki tłokowe, 4 – dmuchawy wysokociśnieniowe, 5 – dmuchawy wysokociśnieniowe na łożyskach
tocznych, 6 – dmuchawy wielostopniowe Fig. 6. Fields 1 – one-stage radial flower, 2 – radial compressors, 3 – reciprocating compressors, 4
– multi-stage flower, 5 – high pressure flower with ball Bering, 6-multi-stage blower
Potrzeby rynku określiły dalsze działania badawczo-rozwojowe w celu opra-cowania konstrukcji i uruchomienia produkcji następujących typoszeregów ma-szyn sprężających: 1) jednostopniowych dmuchaw promieniowych na wysokie ciśnienia:
– na średnie i duże wydajności spręż 32÷=π – pole pracy 4 (rys. 6), – na małe wydajności z użyciem łożysk tocznych, spręż do 6,1=π – pole
pracy 5 (rys. 6), – konsekwencją jest przejście od dmuchaw jednostopniowych do maszyn
wielostopniowych, czyli sprężarek promieniowych – pole pracy 2 (rys. 6); 2) wielostopniowe jednowałowe dmuchawy promieniowe o zakresie wydaj-ności
100÷1500 m3/h oraz sprężu 6,12,1 ÷=π , konkurencyjne wobec dmuchaw Ro-otsa oraz jednostopniowych dmuchaw promieniowych – pole pracy 6 (rys. 6).
Prace naukowo-badawcze oraz badawczo-rozwojowe objęte były dwoma projektami badawczymi oraz czterema projektami celowymi KBN.
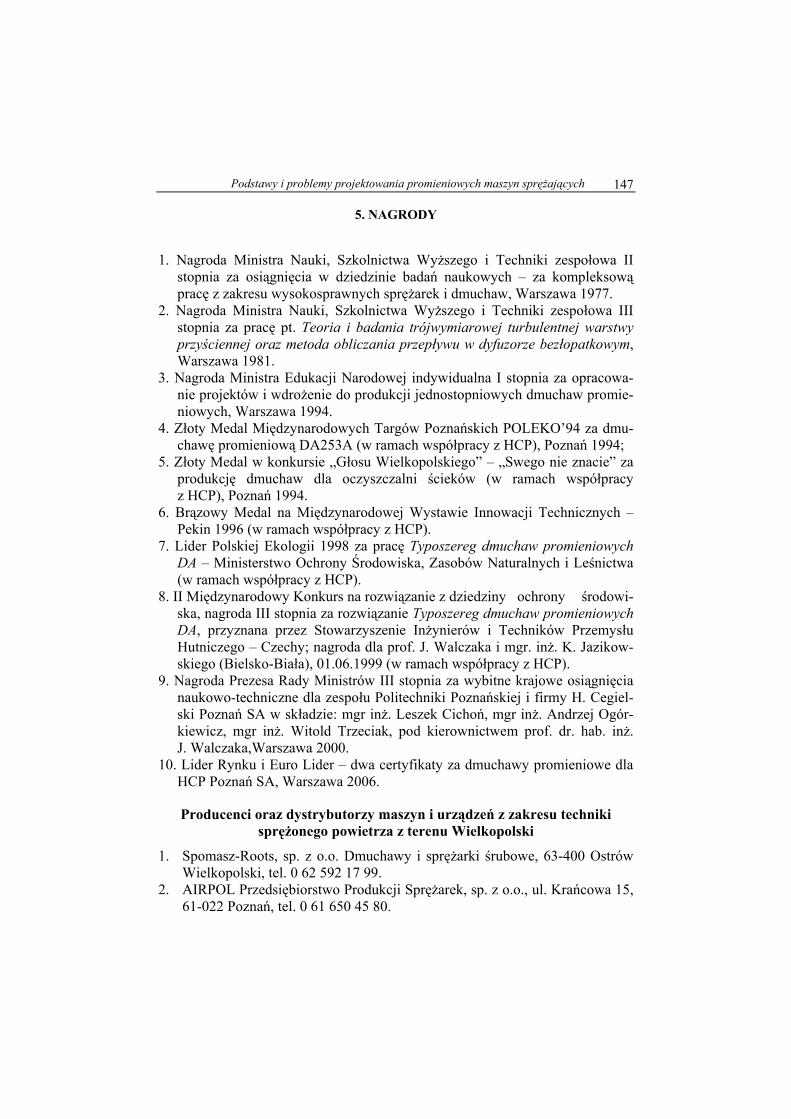
Podstawy i problemy projektowania promieniowych maszyn sprężających 147
5. NAGRODY
1. Nagroda Ministra Nauki, Szkolnictwa Wyższego i Techniki zespołowa II stopnia za osiągnięcia w dziedzinie badań naukowych – za kompleksową pracę z zakresu wysokosprawnych sprężarek i dmuchaw, Warszawa 1977.
2. Nagroda Ministra Nauki, Szkolnictwa Wyższego i Techniki zespołowa III stopnia za pracę pt. Teoria i badania trójwymiarowej turbulentnej warstwy przyściennej oraz metoda obliczania przepływu w dyfuzorze bezłopatkowym, Warszawa 1981.
3. Nagroda Ministra Edukacji Narodowej indywidualna I stopnia za opracowa-nie projektów i wdrożenie do produkcji jednostopniowych dmuchaw promie-niowych, Warszawa 1994.
4. Złoty Medal Międzynarodowych Targów Poznańskich POLEKO’94 za dmu-chawę promieniową DA253A (w ramach współpracy z HCP), Poznań 1994;
5. Złoty Medal w konkursie „Głosu Wielkopolskiego” – „Swego nie znacie” za produkcję dmuchaw dla oczyszczalni ścieków (w ramach współpracy z HCP), Poznań 1994.
6. Brązowy Medal na Międzynarodowej Wystawie Innowacji Technicznych – Pekin 1996 (w ramach współpracy z HCP).
7. Lider Polskiej Ekologii 1998 za pracę Typoszereg dmuchaw promieniowych DA – Ministerstwo Ochrony Środowiska, Zasobów Naturalnych i Leśnictwa (w ramach współpracy z HCP).
8. II Międzynarodowy Konkurs na rozwiązanie z dziedziny ochrony środowi-ska, nagroda III stopnia za rozwiązanie Typoszereg dmuchaw promieniowych DA, przyznana przez Stowarzyszenie Inżynierów i Techników Przemysłu Hutniczego – Czechy; nagroda dla prof. J. Walczaka i mgr. inż. K. Jazikow-skiego (Bielsko-Biała), 01.06.1999 (w ramach współpracy z HCP).
9. Nagroda Prezesa Rady Ministrów III stopnia za wybitne krajowe osiągnięcia naukowo-techniczne dla zespołu Politechniki Poznańskiej i firmy H. Cegiel-ski Poznań SA w składzie: mgr inż. Leszek Cichoń, mgr inż. Andrzej Ogór-kiewicz, mgr inż. Witold Trzeciak, pod kierownictwem prof. dr. hab. inż. J. Walczaka,Warszawa 2000.
10. Lider Rynku i Euro Lider – dwa certyfikaty za dmuchawy promieniowe dla HCP Poznań SA, Warszawa 2006.
Producenci oraz dystrybutorzy maszyn i urządzeń z zakresu techniki sprężonego powietrza z terenu Wielkopolski
1. Spomasz-Roots, sp. z o.o. Dmuchawy i sprężarki śrubowe, 63-400 Ostrów Wielkopolski, tel. 0 62 592 17 99.
2. AIRPOL Przedsiębiorstwo Produkcji Sprężarek, sp. z o.o., ul. Krańcowa 15, 61-022 Poznań, tel. 0 61 650 45 80.
J. Walczak 148
3. Systemy pneumatyki. Sprężarki, narzędzia. Instalacje, serwis. 63-400 Ostrów Wielkopolski, tel. 0 62 591 04 44.
4. Vector, sp. z o.o. Technika sprężonego powietrza, 62-080 Tarnowo Podgór-ne, tel. 0 61 814 64 41.
5. HCP Poznań SA. Sprężarki promieniowe i tłokowe, dmuchawy, 60-965 Poznań, tel. 0 61 831 13 50.
6. Inter-Air. Biuro handlowe sprężarek, 61-037 Poznań, tel. 0 61 876 29 72. 7. Kaeser Kompressoren, sp z o.o. Sprężarki, dmuchawy, osuszacze, 02-829
Poznań, tel. 0 61 826 91 98. 8. NOK. Sprzedaż i serwis sprężarek, 62-010 Pobiedziska, tel. 0 61 815 35 57. 9. Alup Kompressoren Sauer&Sohn, 60-479 Poznań, tel. 0 61 656 70 22. 10. Aspar PHU. Pompy i sprężarki, 60-161 Poznań, tel. 0 61 868 58 28. 11. Atlas Copco Polska, sp. z o.o, 60-185 Poznań, tel. 0 61 894 63 69. 12. Ceccato-Elektra Beckum. Sprężarki powietrza, osuszacze, filtry, 60-251
Poznań, tel. 0 61 866 58 65. 13. Erkomp. Sprężarki, osuszacze, filtry. Serwis. G. Szyrner, 62-030 Luboń, tel.
0 61 813 15 17.
LITERATURA
[1] Czarnecki A., Walczak J., Problemy projektowania i prace badawczo-rozwojowe z zakresu maszyn sprężających na rzecz H. Cegielski Poznań SA. Przepływowe maszyny wirnikowe: Rotary fluid-flow machines, in: Zbiór prac IX Międzynarodowej konferencji, Politechnika Rzeszowska, Rzeszów–Myczkowce, 16–18 października 2003, red. K.O. Oczoś, Rzeszów, Oficyna Wydawnicza Politechniki Rzeszowskiej 2003. s. 365–376.
[2] Grzelczak M., Grudziński M., Dembski G., Walczak J., Selected results of investigations of single-stage centrifugal blower for small flow rates-influence of splitter blades length, Cieplne Maszyny Przepływowe, Turbomachinery, Łódź SYMKOM’2005, No 128.
[3] Grzelczak M., Grudziński M., Dembski G., Walczak J., Bździel J., Charakterystyki pracy dmuchawy DA200 z różnymi układami regulacji, Cieplne Maszyny Przepływowe Turboma-chinery, I Krajowe Forum Sprężarek Powietrznych KOMPRESOR, Łódź 2006, nr 130.
[4] Walczak J., Cichoń L., Grudziński M., Haberko M., Zozuliński S., Zozuliński J., Kap-turzak J., Wegnerowski P., Wielostopniowe sprężarki promieniowe - konstrukcja i badania. Przepływowe maszyny wirnikowe: Rotary fluid-flow machines, in: Zbiór prac IX Międzyna-rodowej konferencji, Politechnika Rzeszowska, Rzeszów–Myczkowce, 16–18 października 2003, red. K.O. Oczoś, Rzeszów, Oficyna Wydawnicza Politechniki Rzeszowskiej 2003. s. 349–354.
[5] Walczak J., Cichoń L., Haberko M., Grudziński M., Grzelczak M., Zozuliński S., We-gnerowski P., Kapturzak J., Kapturzak J., Typoszereg wysokociśnieniowych dmuchaw promieniowych – konstrukcja i badania wielkości DA500/2, Przepływowe maszyny wirni-kowe: Rotary fluid-flow machines, in: Zbiór prac IX Międzynarodowej Konferencji, Poli-technika Rzeszowska, Rzeszów–Myczkowce, 16–18 października 2003, red. K.O. Oczoś, Rzeszów, Oficyna Wydawnicza Politechniki Rzeszowskiej 2003, s. 355–364.
[6] Walczak J., Inżynierska mechanika płynów, Wyd. Politechniki Poznańskiej, Poznań 2006.
Podstawy i problemy projektowania promieniowych maszyn sprężających 149
[7] Walczak J., Podstawy i problemy projektowania promieniowych maszyn sprężających Cieplne Maszyny Przepływowe Turbomachinery, I Krajowe Forum Sprężarek Powietrznych KOMPRESOR, Łódź 2006, nr 130.
[8] Walczak J., Przegląd prac badawczo-rozwojowych na potrzeby Zakładów H.Cegielskiego-Poznań SA w zakresie maszyn sprężających, Cieplne Maszyny Przepływowe Turbomachine-ry, I Krajowe Forum Sprężarek Powietrznych KOMPRESOR, Łódź 2006, nr 130.
[9] Walczak J., Cichoń L., Grudziński M., Grzelczak M., Dembski G., Haberko M., Zozu-liński S., Zozuliński J., Kapturzak J., Wegnerowski P., Wielostopniowe sprężarki pro-mieniowe – konstrukcja i badania, Cieplne Maszyny Przepływowe Turbomachinery, I Kra-jowe Forum Sprężarek Powietrznych KOMPRESOR, Łódź 2006, nr 130.
[10] Walczak J., Grudziński M., Cichoń L., Haberko M., Zozuliński S., Wegnerowski P., Kapturzak J., Jednostopniowe dmuchawy promieniowe typoszeregi konstrukcje i badania. Cieplne Maszyny Przepływowe Turbomachinery, I Krajowe Forum Sprężarek Powietrznych KOMPRESOR, Łódź 2006, nr 130.
Recenzent: prof. dr hab. inż. Jerzy Merkisz
BASES AND PROBLEMS OF THE DESIGNING OF THE RADIAL COMPRESSORS
S u m m a r y
The paper proves, that constructing methods of the compressors are not accurate enough. Ex-
perimental tests and numerical analyses of the flow are the way to improvement. Designing of the compression process and stages should be verified concerning the whole aggregate of the machine. The theory of the flow similarity is still helpful to preliminary chooses of the constructing method. So are the characteristic indexes. The paper indicates the subject of the research conducted I the chair of thermal engineering and presents manufactures and companies which sell compressors in the region of Wielkopolska.
Key words: radial compressors
prof. dr hab. inż. Janusz WALCZAK Politechnika Poznańska, Katedra Techniki Cieplnej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 23 42

J. Walczak 150

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
WŁODZIMIERZ WALIGÓRA, MICHAŁ LIBERA
WYBRANE PROBLEMY TRWAŁOŚCI ZMĘCZENIOWEJ
ŁOŻYSK TOCZNYCH
W artykule przedstawiono wybrane problemy powierzchniowej trwałości zmęczeniowej ło-
żysk tocznych: problem rozrzutu powierzchniowej trwałości zmęczeniowej, mała precyzja modelu matematycznego, na którym oparta jest stosowana obecnie procedura doboru łożysk tocznych, nieuwzględniająca początkowego okresu niezawodnej pracy, oraz brak metodyki analizy wyników badań eksploatacyjnych łożysk tocznych.
Stwierdzono, że badania zmierzające do ustalenia wartości początkowego okresu niezawodnej pracy łożysk tocznych powinny doprowadzić do opracowania nowej procedury ich doboru. Jednak by propozycje zmian tej procedury oprzeć na silnych przesłankach, konieczna jest analiza danych o trwałości łożysk eksploatowanych w warunkach rzeczywistych. Pokazano, że zastosowanie metodyki analizy wyników badań skróconych do wyników wyrywkowych, pochodzących z serwi-sów, daje możliwość estymacji okresu niezawodnej pracy łożysk tocznych.
Słowa kluczowe: łożyska toczne, powierzchniowa trwałość zmęczeniowa
1. WPROWADZENIE
Szeroki zakres zastosowań łożysk tocznych – od środków transportu i ma-
szyn roboczych przez przemysł maszynowy i wydobywczy po sprzęt AGD – pociąga za sobą różnorodność stawianych łożyskom wymagań dotyczących: nośności dynamicznej, trwałości i niezawodności, poziomu drgań i hałasu, sta-bilności wymiarowej, oporów ruchu czy zakresu temperatury pracy.
Jednak użytkownicy łożysk tocznych coraz częściej oczekują, że będą one przez pewien początkowy okres pracowały niezawodnie, a więc nie dopuszczają możliwości, aby w tym okresie wystąpiły efekty zmęczenia powierzchniowego.
Doszło do tego, że nawet gdy spośród ok. 500 sztuk specjalnych łożysk za-stosowanych w łożyskowaniu napędu śmigła helikoptera jedno uległo awarii przed upływem 200 godzin pracy, dokonywano specjalnej ekspertyzy w celu wyjaśnienia jej przyczyny. Należy zwrócić uwagę, że jedno łożysko spośród 500 zastosowanych to tylko 0,2% wszystkich łożysk, a ze stosowanej procedury doboru łożysk wynika, że awarii ulec mogło 10%. Wymagania takie są oczywi-ście zrozumiałe w kontekście bezpieczeństwa ludzi korzystających z tego środka
W. Waligóra, M. Libera 152
komunikacji. Zrozumiałe jest także, że podobne wymagania mają inni użytkow-nicy środków transportu i nie tylko oni.
W tym kontekście ogromnego znaczenia nabiera: problem rozrzutu powierzchniowej trwałości zmęczeniowej, weryfikacja modelu matematycznego, na którym oparta jest obecnie stoso-
wana procedura doboru łożysk tocznych (nieuwzględniająca początkowego okresu niezawodnej pracy),
opracowanie metodyki analizy wyników badań eksploatacyjnyc łożysk tocz-nych. Bliższe przedstawienie tej problematyki zawarto w następnych częściach ar-
tykułu.
2. ROZRZUT POWIERZCHNIOWEJ TRWAŁOŚCI ZMĘCZENIOWEJ
ŁOŻYSK TOCZNYCH
Trwałość prawidłowo dobranego i eksploatowanego łożyska tocznego jest
determinowana odpornością jego elementów na zmęczenie powierzchniowe. We wszystkich badaniach powierzchniowej trwałości zmęczeniowej elemen-
tów maszyn stwierdza się, że cechuje się ona ogromnym rozrzutem. Fakt ten został zauważony już w 1860 roku przez Wőhlera [19], choć określenie „roz-rzut” (scatter) pojawiło się dopiero w roku 1927 [11]. W przypadku łożysk tocznych występowanie rozrzutu trwałości, czyli różnic między trwałością po-zornie takich samych łożysk pracujących w takich samych warunkach, po raz pierwszy naukowo potraktowane zostało w 1945 roku przez A. Palmgrena w jego fundamentalnej pracy [10]. Stosunek trwałości umownej L90 do trwałości umownej L10 dla wyników badań trwałości łożysk zaprezentowanych w tej pracy wynosi ok. 10. Spotykany rozrzut trwałości rozumiany jako stosunek trwałości maksymalnej do minimalnej wynosi nawet 40:1 [12]. Warto zaznaczyć, że mimo upływu prawie sześćdziesięciu lat od analiz przeprowadzonych przez Palmgre-na, rozrzut trwałości zmęczeniowej łożysk tocznych prawie się nie zmniejszył [3, 12]
Konsekwencją występowania tego rozrzutu jest między innymi konieczność stosowania opartej na prawdopodobieństwie procedury doboru łożysk tocznych do węzłów maszyn. Podstawą obliczeń wielkości łożyska tocznego jest katalo-gowa nośność dynamiczna, będąca obciążeniem, przy którym 90% badanych łożysk wykona co najmniej milion obrotów. Tak więc 90% łożysk dobranych według tej procedury ma trwałość większą od zaplanowanej, lecz z drugiej stro-ny 10% łożysk może ulec uszkodzeniu przed upływem założonego okresu eks-ploatacji.
W tej sytuacji większość maszyn ulega wyeksploatowaniu ze sprawnymi ło-żyskami, czyli ich potencjał jest wykorzystany tylko w minimalnym stopniu.

Wybrane problemy trwałości zmęczeniowej łożysk tocznych 153
0
1
2
3
4
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Numer badanego łożyska
Trw
ałość
[tyś.
god
z.]
L10=0,13
Rys. 1. Wartości trwałości łożysk walcowych NJ204
Fig. 1. Life of NJ204 roller bearings
Dla zobrazowania tego problemu na rys. 1 przedstawiono wyniki badań trwa-
łości zmęczeniowej łożysk NJ204 [3]. Na wykresie przedstawiono wartości trwałości poszczególnych badanych łożysk, zaznaczając również wartość trwa-łości nominalnej L10, czyli trwałości, którą przekracza 90% badanych łożysk.
Wiele ośrodków badawczych jest zainteresowanych przyczynami występo-wania tego rozrzutu, możliwościami jego zmniejszenia oraz opracowaniem pro-cedur umożliwiających precyzyjny opis rozkładów trwałości łożysk tocznych. W efekcie rozwiązania tych zagadnień należy się spodziewać opracowania ta-kiego sposobu doboru łożysk tocznych w węzłach maszyn, aby ich możliwości były lepiej wykorzystane, gabaryty zmniejszone, okresy międzyremontowe wy-dłużone, a prawdopodobieństwo wystąpienia niespodziewanej awarii zmniejszo-ne. Aby jednak ten cel osiągnąć, trzeba poznać czynniki wpływające na po-wierzchniową trwałość zmęczeniową oraz znaleźć metodę analizy ich wpływu na rozrzut powierzchniowej trwałości zmęczeniowej.
Trwałość elementów maszyn ulegających niszczeniu wskutek zmęczenia po-wierzchniowego, w tym przede wszystkim trwałość łożysk tocznych, uzależnio-na jest od wielu czynników. Są to zarówno czynniki konstrukcyjne, technolo-giczne, jak i eksploatacyjne – co wykazano w wielu pracach [1, 2, 8, 9, 10]. Na powierzchniową trwałość zmęczeniową duży wpływ ma obciążenie skojarzenia, rodzaj oleju, dodatków i zanieczyszczeń, rodzaj materiału i obróbki cieplnej, ilość i rodzaj wtrąceń niemetalicznych w warstwie wierzchniej, mikrotwardość w warstwach powierzchniowych, stan naprężeń własnych w warstwie wierzch-niej elementów oraz parametry struktury geometrycznej powierzchni roboczych.
Spośród wymienionych czynników wpływających na powierzchniową trwa-łość zmęczeniową pierwsze dwa (związane z obciążeniem i smarowaniem) mają charakter eksploatacyjny, natomiast pozostałe są związane ze stanem technolo-gicznej warstwy wierzchniej. Tak więc istotną rolę dla powierzchniowej trwało-
W. Waligóra, M. Libera 154
ści zmęczeniowej odgrywa stan warstwy wierzchniej ukonstytuowany w proce-sie technologicznym. Informacje o wpływie różnych parametrów warstwy wierzchniej na trwałość zmęczeniową obciążanych kontaktowo elementów ma-szyn znaleźć można w wielu publikacjach, natomiast brakuje informacji o wpływie wartości tych parametrów na rozrzut trwałości.
3. PROCEDURA DOBORU ŁOŻYSK TOCZNYCH
Procedury doboru łożysk tocznych w węzłach maszyn i urządzeń są w zasa-
dzie niezmienne od chwili sprecyzowania ich przez A. Palmgrena już w latach czterdziestych ubiegłego wieku. Ich podstawą jest założenie, że trwałość tych łożysk (warunkowana zjawiskami zmęczenia powierzchniowego) opisywana jest dwuparametrowym rozkładem Weibulla, chociaż już wcześniej uczony ten stwierdził, iż do tego opisu winien być stosowany rozkład trójparametrowy.
W trójparametrowym rozkładzie Weibulla zakłada się, że każdy badany ele-ment ma pewien początkowy okres niezawodnej pracy. Wydaje się, że w proce-durze doboru łożysk tocznych do węzłów maszyn ten początkowy okres nieza-wodnej pracy winien być uwzględniony. Jednakże aby opracować taką procedu-rę, należy przede wszystkim poznać długość tego początkowego okresu.
3.1. Obecnie stosowana procedura doboru łożysk tocznych
Podstawą obliczeń wielkości łożyska tocznego jest zależność między żądaną
trwałością L, katalogową nośnością dynamiczną (ruchową) C i rzeczywistym obciążeniem łożyska F, opisana wzorem (1):
p
FCL ⎟⎠⎞
⎜⎝⎛= (1)
gdzie: L – zakładana trwałość łożyska w milionach obrotów [mln obr], C – nośność dynamiczna (wg katalogu) [N], F – równoważne obciążenie dynamiczne [N], p – wykładnik potęgowy: dla łożysk kulkowych p = 3, a dla wałeczkowych
p = 10/3. Podana w katalogu nośność dynamiczna dla poszczególnych łożysk jest ob-
ciążeniem, przy którym 90% badanych łożysk wykona co najmniej milion obro-tów.
W procedurze doboru łożysk tocznych stosowanej przez przodujących pro-ducentów poza nośnością dynamiczną wprowadza się do równania trwałości

Wybrane problemy trwałości zmęczeniowej łożysk tocznych 155
dodatkowe współczynniki, zależne od oczekiwanego poziomu niezawodności a1, rodzaju materiału a2 i warunków tarcia a3 [10]:
p
na FCaaaL ⎟⎠⎞
⎜⎝⎛= 321 (2)
gdzie: Lna – trwałość zmodyfikowana (efektywna) [mln obr]; indeks n oznacza różnicę między niezawodnością wymaganą i 100-procentową, a1 – współczynnik niezawodności, a2 – współczynnik materiałowy, a3 – współczynnik zależny od warunków pracy (szczególnie od smarowania).
Tabela 1 Wartości współczynnika niezawodności dla różnych poziomów niezawodności [6]
Value of reliability factor for different reliability level [6]
Niezawodność φ [%] 90 95 96 97 98 99 100
Lna L10a L5a L4a L3a L2a L1a L0
a1 1 0,62 0,53 0,44 0,33 0,21 .....
W zależności od założonego poziomu niezawodności zmniejsza się efektyw-
na trwałość łożyska (dla 90% a1 = 1), co przedstawiono w tabeli 1. Dane w niej ujęte (poza ostatnią kolumną) zawarte są w większości katalogów łożysk tocz-nych, a wartości współczynnika a1 obliczone są na podstawie rozkładu dwupa-rametrowego Weibulla. Tylko nieliczne publikacje [8] podają wartość współ-czynnika a1 dla niezawodności 100%. Jest to wartość oszacowana przez Weibul-la równa 0,05.
3.2. Początkowy okres niezawodnej pracy łożysk tocznych
Okres zdatności prawidłowo zaprojektowanych i eksploatowanych węzłów
tocznych determinuje zjawisko powierzchniowej trwałości zmęczeniowej. Tak więc przekonanie użytkowników, że przed upływem pewnego okresu pracy łożyska toczne muszą być niezawodne, jest uzasadnione choćby tym, że aby wystąpiło zmęczenie powierzchniowe, poszczególne fragmenty elementów ło-żysk muszą być poddane pewnej liczbie obciążeń, co może nastąpić dopiero po pewnym okresie pracy. Wieloletnie badania trwałości zmęczeniowej łożysk tocznych wykazują, że każde łożysko przez pewien początkowy okres pracy jest niezawodne.

W. Waligóra, M. Libera 156
Weibull [18], który pierwszy w latach czterdziestych ubiegłego wieku zapro-ponował formuły matematyczne do statystycznego opisu trwałości zmęczenio-wej łożysk tocznych, uznał, że ten początkowy okres niezawodnej pracy L0 jest stałą częścią trwałości nominalnej łożysk tocznych i wynosi:
100 05,0 LL = (3)
To założenie powodowało, że rozkład Weibulla trwałości zmęczeniowej ło-żysk tocznych winien mieć postać trójparametrową:
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −−−=
B
AEttF exp1 dla t < E ( ) 0=tF (4)
gdzie: F(t) – dystrybuanta rozkładu Weibulla, t – trwałość badanych łożysk, A – parametr skali, B – parametr kształtu, C – parametr progowy (wg Weibulla [18] równy 0,05 L10).
Obliczanie wartości parametrów trójparametrowego rozkładu Weibulla było utrudnione przed szerokim wprowadzeniem technik komputerowych. We wszystkich katalogach podawane są nadal procedury doboru łożysk tocznych do konkretnych węzłów maszyn, nieuwzględniające tej postaci rozkładu Weibulla, lecz oparte na jego postaci dwuparametrowej:
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛−−=
B
AttF exp1 (5)
W przypadku takiego opisu trwałości zmęczeniowej łożysk tocznych zakłada się, że mogą zdarzać się łożyska, których trwałość zmęczeniowa będzie równa zeru, co jest sprzeczne z logiką i założeniem Weibulla. Wynika z tego dalej, że stosując się do zaleceń przedstawianych w katalogach łożysk tocznych, pomija się ważny w praktyce fakt występowania początkowego okresu niezawodnej pracy łożysk tocznych (przez Weibulla określany jako L0, czyli stała część trwa-łości nominalnej L10).
Aby określić początkowy okres niezawodnej pracy, konieczne jest wyzna-czenie wartości parametru E ze wzoru (4). Jednakże dopiero stosunek parametru E do trwałości umownej L10, określający, jaka początkowa część L10 (czyli trwa-łości nominalnej) jest okresem niezawodnej pracy, może być użyteczny dla kon-struktorów maszyn. Stosunek ten proponuje się oznaczyć symbolem M:
10LEM = (6)
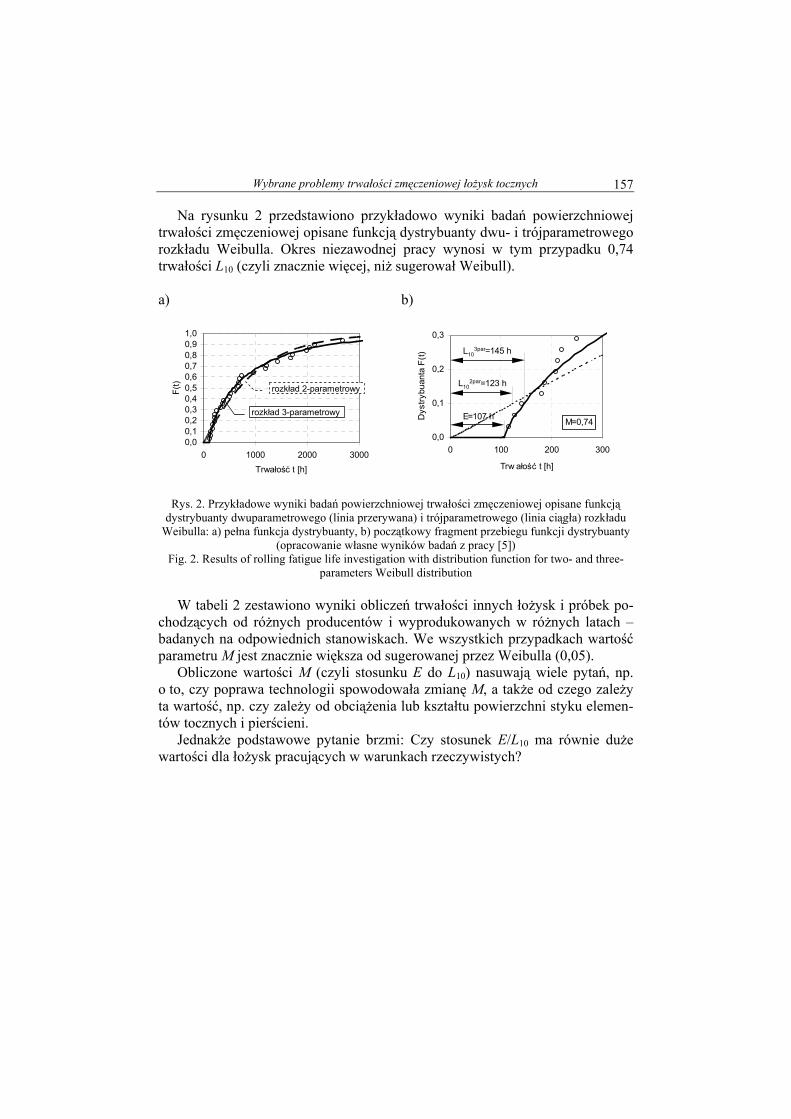
Wybrane problemy trwałości zmęczeniowej łożysk tocznych 157
Na rysunku 2 przedstawiono przykładowo wyniki badań powierzchniowej trwałości zmęczeniowej opisane funkcją dystrybuanty dwu- i trójparametrowego rozkładu Weibulla. Okres niezawodnej pracy wynosi w tym przypadku 0,74 trwałości L10 (czyli znacznie więcej, niż sugerował Weibull). a)
0,00,10,20,30,40,50,60,70,80,91,0
0 1000 2000 3000
Trwałość t [h]
F(t) rozkład 2-parametrowy
rozkład 3-parametrowy
b)
0,0
0,1
0,2
0,3
0 100 200 300
Trw ałość t [h]
Dys
trybu
anta
F(t)
L102par=123 h
L103par=145 h
E=107 h M=0,74
Rys. 2. Przykładowe wyniki badań powierzchniowej trwałości zmęczeniowej opisane funkcją
dystrybuanty dwuparametrowego (linia przerywana) i trójparametrowego (linia ciągła) rozkładu Weibulla: a) pełna funkcja dystrybuanty, b) początkowy fragment przebiegu funkcji dystrybuanty
(opracowanie własne wyników badań z pracy [5]) Fig. 2. Results of rolling fatigue life investigation with distribution function for two- and three-
parameters Weibull distribution
W tabeli 2 zestawiono wyniki obliczeń trwałości innych łożysk i próbek po-chodzących od różnych producentów i wyprodukowanych w różnych latach – badanych na odpowiednich stanowiskach. We wszystkich przypadkach wartość parametru M jest znacznie większa od sugerowanej przez Weibulla (0,05).
Obliczone wartości M (czyli stosunku E do L10) nasuwają wiele pytań, np. o to, czy poprawa technologii spowodowała zmianę M, a także od czego zależy ta wartość, np. czy zależy od obciążenia lub kształtu powierzchni styku elemen-tów tocznych i pierścieni.
Jednakże podstawowe pytanie brzmi: Czy stosunek E/L10 ma równie duże wartości dla łożysk pracujących w warunkach rzeczywistych?
W. Waligóra, M. Libera 158
Tabela 2 Wartości stosunku E/L10 dla łożysk tocznych, ich elementów i próbek
Value of E/L10 for roller bearings, their elements and samples
Badany obiekt Rok badań Stosunek E/L10 Literatura
Łożyska
NJ204 1978 0,740 [3] NJ204 1978 0,235 [3] NJ204 1978 0,546 [3] NJ204 1978 0,729 [3] 32211 1969 0,27 [13] 32211 1969 0,573 [13] 32211 1969 0,768 [13] 32211 1969 0,946 [13] 6309 1963 0,176 [14]
NJ312 1979 0,183 [14] NJ312 1979 0,571 [14] NJ312 1979 0,524 [14]
CRB500 2000 0,870 SKF 6204 1991 0,582 VUT
Wałeczki NU309 1979 0,269 [15] NU309 1998 0,348 [16]
Próbki 1999 0,707 [7] 1999 0,755 [7] 1993 0,712 [17]
4. BADANIA EKSPLOATACYJNE ŁOŻYSK TOCZNYCH
Producenci łożysk tocznych, kontrolują swoje produkty, m.in. oceniając ich
trwałość wyznaczoną w trakcie badań stanowiskowych. Badania takie nie uwzględniają rzeczywistych warunków pracy łożysk tocznych. Aby uzyskać w pełni wiarygodne informacje, należy obserwować łożyska toczne podczas ich rzeczywistej eksploatacji.
4.1. Badania laboratoryjne powierzchniowej trwałości zmęczeniowej
Prowadzone są dwa rodzaje badań laboratoryjnych powierzchniowej trwało-
ści zmęczeniowej, w tym trwałości łożysk tocznych: tzw. badania „pełne” oraz badania „skrócone”.
W badaniach „pełnych” wszystkie badane obiekty (łożyska toczne, ich ele-menty lub próbki) pracują aż do wystąpienia pittingu, czyli dla każdego z nich wyznaczana jest powierzchniowa trwałość zmęczeniowa. Jest to podstawowy rodzaj badań, gdyż umożliwia wyznaczenie przebiegu krzywej niezawodności badanych obiektów z analizowanej partii. W przypadku badania kompletnych

Wybrane problemy trwałości zmęczeniowej łożysk tocznych 159
łożysk tocznych przyjmuje się, że liczność partii łożysk wynosi co najmniej 20 szt. [5].
Podstawowym celem drugiego rodzaju badań, czyli badań „skróconych”, jest kontrola, czy 90% badanych łożysk osiąga trwałość nominalną L10. Badania skrócone można wykonywać w dwóch wariantach. W pierwszym wszystkie łożyska z badanej partii pracują na stanowiskach tylko do momentu osiągnięcia czasu pracy równego trwałości nominalnej. W takich badaniach wystarczy, aby 90% łożysk z badanej partii przepracowało czas równy trwałości nominalnej; wówczas można je uznać za spełniające warunki katalogowe. Wykonanie badań „skróconych” wymaga posiadania takiej liczby stanowisk badawczych, aby można było rozpocząć równocześnie badania co najmniej 20 łożysk tocznych albo 20 ich elementów lub próbek. W tym przypadku prowadzone są równocze-śnie badania wszystkich obiektów. Jeżeli na trzech łożyskach spośród dwudzie-stu wystąpi wykruszenie zmęczeniowe, to badania można przerwać, gdyż czas pracy (lub liczba obrotów) drugiego z najkrócej pracujących łożysk winien być większy niż wyznaczona dla stosowanych warunków pracy trwałość nominalna.
Stosowana w przemyśle łożyskowym norma przewiduje możliwość prowa-dzenia dłużej tego rodzaju badań – aż do pittingu piątego i dziesiątego łożyska spośród najkrócej pracujących, co umożliwia precyzyjniejszą ocenę trwałości nominalnej, a przez to – dokonanie oceny wpływu na tę wielkość różnych czyn-ników, czy to konstrukcyjnych, czy materiałowych.
4.2. Analiza wyników eksploatacyjnych badań trwałości
łożysk tocznych
Celem przedstawionych dalej rozważań jest analiza możliwości oceny trwa-łości zmęczeniowej łożysk tocznych w pojazdach samochodowych na podstawie informacji możliwych do uzyskania z serwisowych stacji obsługi. W stacjach tych można otrzymać dane o powierzchniowej trwałości zmęczeniowej łożysk tocznych, ale tylko tych, w których to zmęczenie wystąpiło. Nie jest natomiast znana liczba wszystkich pracujących w pojazdach samochodowych łożysk tocz-nych.
Tak więc dane, które można zdobyć z serwisów samochodowych, wykazują pewne podobieństwo do wyników badań skróconych – mianowicie są to infor-macje o przebiegach tych łożysk, które uległy uszkodzeniu – jednak nie jest znana liczba wszystkich pojazdów z łożyskami określonego typowymiaru (gdyż pojazdy, w których łożyska nie uległy uszkodzeniu, nie są ewidencjonowane).
W związku z tym nie jest możliwa dokładna ocena trwałości umownej łożysk L10, a tym bardziej rozrzutu tej trwałości. Wydaje się jednak, że możliwa jest ocena okresu początkowego niezawodnej pracy łożysk tocznych.
Aby jednak tego dokonać na podstawie wyrywkowych badań eksploatacyj-nych, należy sprawdzić, w jakim stopniu wartość parametru E (decydującego
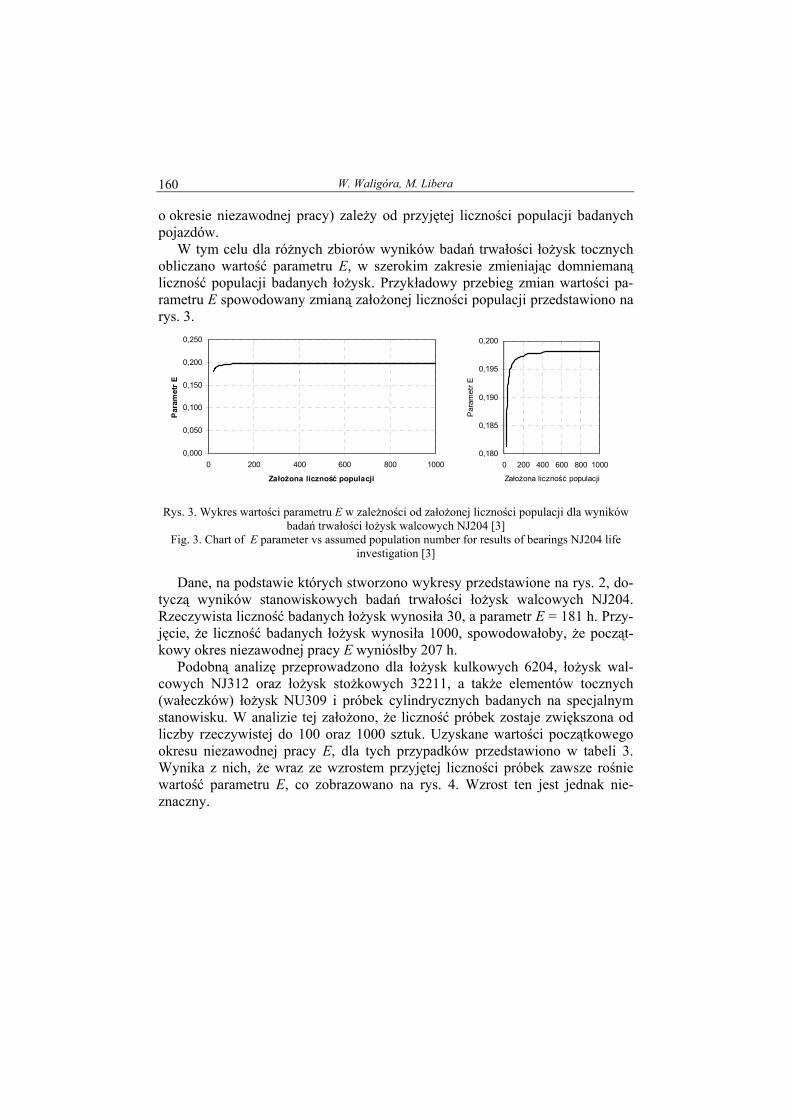
W. Waligóra, M. Libera 160
o okresie niezawodnej pracy) zależy od przyjętej liczności populacji badanych pojazdów.
W tym celu dla różnych zbiorów wyników badań trwałości łożysk tocznych obliczano wartość parametru E, w szerokim zakresie zmieniając domniemaną liczność populacji badanych łożysk. Przykładowy przebieg zmian wartości pa-rametru E spowodowany zmianą założonej liczności populacji przedstawiono na rys. 3.
0,000
0,050
0,100
0,150
0,200
0,250
0 200 400 600 800 1000
Założona liczność populacji
Par
amet
r E
0,180
0,185
0,190
0,195
0,200
0 200 400 600 800 1000
Założona liczność populacjiP
aram
etr E
Rys. 3. Wykres wartości parametru E w zależności od założonej liczności populacji dla wyników
badań trwałości łożysk walcowych NJ204 [3] Fig. 3. Chart of E parameter vs assumed population number for results of bearings NJ204 life
investigation [3]
Dane, na podstawie których stworzono wykresy przedstawione na rys. 2, do-tyczą wyników stanowiskowych badań trwałości łożysk walcowych NJ204. Rzeczywista liczność badanych łożysk wynosiła 30, a parametr E = 181 h. Przy-jęcie, że liczność badanych łożysk wynosiła 1000, spowodowałoby, że począt-kowy okres niezawodnej pracy E wyniósłby 207 h. Podobną analizę przeprowadzono dla łożysk kulkowych 6204, łożysk wal-cowych NJ312 oraz łożysk stożkowych 32211, a także elementów tocznych (wałeczków) łożysk NU309 i próbek cylindrycznych badanych na specjalnym stanowisku. W analizie tej założono, że liczność próbek zostaje zwiększona od liczby rzeczywistej do 100 oraz 1000 sztuk. Uzyskane wartości początkowego okresu niezawodnej pracy E, dla tych przypadków przedstawiono w tabeli 3. Wynika z nich, że wraz ze wzrostem przyjętej liczności próbek zawsze rośnie wartość parametru E, co zobrazowano na rys. 4. Wzrost ten jest jednak nie-znaczny.
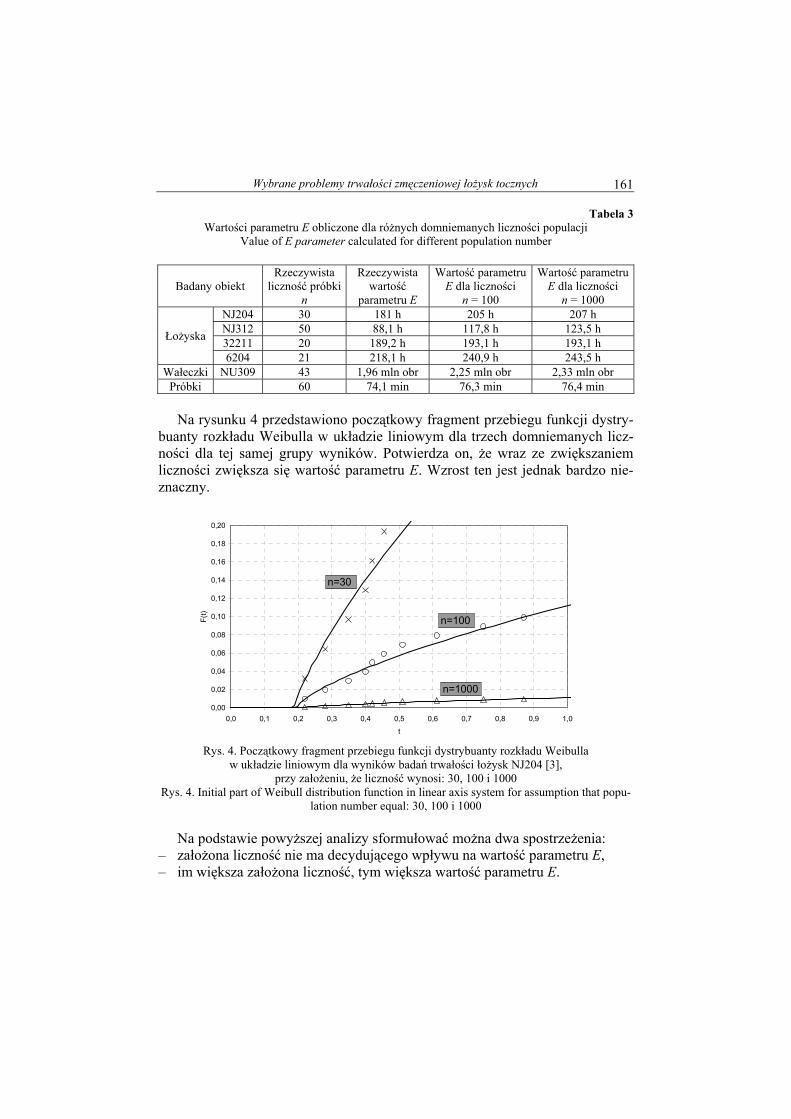
Wybrane problemy trwałości zmęczeniowej łożysk tocznych 161
Tabela 3 Wartości parametru E obliczone dla różnych domniemanych liczności populacji
Value of E parameter calculated for different population number
Badany obiekt Rzeczywista
liczność próbkin
Rzeczywista wartość
parametru E
Wartość parametru E dla liczności
n = 100
Wartość parametru E dla liczności
n = 1000
Łożyska
NJ204 30 181 h 205 h 207 h NJ312 50 88,1 h 117,8 h 123,5 h 32211 20 189,2 h 193,1 h 193,1 h 6204 21 218,1 h 240,9 h 243,5 h
Wałeczki NU309 43 1,96 mln obr 2,25 mln obr 2,33 mln obr Próbki 60 74,1 min 76,3 min 76,4 min
Na rysunku 4 przedstawiono początkowy fragment przebiegu funkcji dystry-buanty rozkładu Weibulla w układzie liniowym dla trzech domniemanych licz-ności dla tej samej grupy wyników. Potwierdza on, że wraz ze zwiększaniem liczności zwiększa się wartość parametru E. Wzrost ten jest jednak bardzo nie-znaczny.
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
t
F(t)
n=30
n=100
n=1000
Rys. 4. Początkowy fragment przebiegu funkcji dystrybuanty rozkładu Weibulla
w układzie liniowym dla wyników badań trwałości łożysk NJ204 [3], przy założeniu, że liczność wynosi: 30, 100 i 1000
Rys. 4. Initial part of Weibull distribution function in linear axis system for assumption that popu-lation number equal: 30, 100 i 1000
Na podstawie powyższej analizy sformułować można dwa spostrzeżenia:
– założona liczność nie ma decydującego wpływu na wartość parametru E, – im większa założona liczność, tym większa wartość parametru E.

W. Waligóra, M. Libera 162
Spostrzeżenia te pozwalają sformułować wniosek, że wartość parametru E obliczona dla danych wyrywkowych potraktowanych jako dane pełne obarczona będzie niedoszacowaniem (rzeczywista wartość będzie z pewnością większa).
5. PODSUMOWANIE
Z przeprowadzonych badań i rozważań wysnuć można spostrzeżenie, że
celowe jest prowadzenie dalszych badań zarówno nad ustaleniem przyczyn ogromnego rozrzutu trwałości zmęczeniowej łożysk tocznych oraz czynników wpływających na wartość początkowego okresu ich niezawodnej pracy, jak i nad metodyką wyznaczania trwałości zmęczeniowej łożysk tocznych pracujących w warunkach rzeczywistych.
W szczególności należy stwierdzić, że: 1. Rozrzut trwałości łożysk tocznych wynika zarówno z samej istoty zjawiska
zmęczenia, jak i z nieuniknionych różnic między łożyskami pozornie iden-tycznymi pod względem rzeczywistych wymiarów, geometrii powierzchni, jakości materiału, warunków obciążeń, smarowania itp. Wielkość tego roz-rzutu jest uzależniona od stopnia doskonałości konstrukcji, technologii wy-konania łożysk i materiału.
2. W kontekście dotychczasowych prac w pełni uzasadnione wydają się badania zmierzające do ustalenia wartości początkowego okresu niezawodnej pracy łożysk tocznych (już stwierdzono, że jest on większy niż wskazywany przez Weibulla). Badania te powinny doprowadzić do opracowania nowej procedu-ry doboru łożysk tocznych w węzłach maszyn, w której będzie brany pod uwagę początkowy okres ich niezawodnej pracy.
3. Jednak by propozycje zmian w procedurze doboru łożysk tocznych oprzeć na silnych przesłankach, konieczna jest rzetelna analiza danych o trwałości ło-żysk eksploatowanych w warunkach rzeczywistych. Zastosowanie procedury analizy wyników badań skróconych do wyników wyrywkowych, pochodzą-cych z serwisów, daje możliwość estymacji okresu niezawodnej pracy łożysk tocznych.
LITERATURA
[1] Barwell F.T., Łożyskowanie, Warszawa, WNT 1984. [2] Bergengren Y., Literature review of contact fatigue, part I: Experimental results, Swedish
Institute for Metals Research, report IM 3083, 1993. [3] Bieda F., Trwałość łożysk tocznych uwarunkowana rodzajem i stanem smarów plastycz-
nych, Biuletyn Wojskowej Akademii Technicznej, 1980, nr 3. [4] Eschman P., Das Leistungsvermogen der Waltzlager, Berlin, Springer-Verlag 1964. [5] Furmanek S., Szybisz Z., Niezawodność łożysk tocznych, Warszawa, WEMA 1989. [6] Katalog główny, SKF 1991.
Wybrane problemy trwałości zmęczeniowej łożysk tocznych 163
[7] Kolar D., Libera M., Waligóra W., Ocena wpływu dodatku smarnościowego (EP) do oleju przekładniowego na powierzchniową trwałość zmęczeniową elementów maszyn, Tribolo-gia, 2000, nr 3.
[8] Krzemiński-Freda H., Łożyska toczne, Warszawa, PWN 1985. [9] Luty W., Stale łożyskowe, Warszawa, WNT 1969. [10] Palmgren A., Łożyska toczne, Warszawa, PWN 1951. [11] Schűtz W., A history of fatigue. Engineering Fracture Mechanics, 1996, Vol. 54, No. 2,
s. 263–300. [12] Waligóra W., Rozrzut powierzchniowej trwałości zmęczeniowej łożysk tocznych, Wyd.
Politechniki Poznańskiej, Poznań 2002. [13] Waligóra W., Badanie wpływu doboru niektórych elementów składowych na jakość łożysk
tocznych, Politechnika Poznańska, Wydział Maszyn Roboczych 1970. [14] Waligóra W., Badania jakości łożysk wałeczkowych, Poznań, Wydawnictwo Politechniki
Poznańskiej 1981. [15] Waligóra W., Siecla T., Wołyński A., Badanie własności warstwy wierzchniej elementów
łożysk w celu optymalizacji wytrzymałości powierzchniowej, Sprawozdanie z realizacji ba-dań w ramach problemu węzłowego (niepublikowane) .
[16] Waligóra W., Libera M., Pawełczyk K., Analiza wpływu rozrzutu wartości parametrów warstwy wierzchniej na rozrzut powierzchniowej trwałości zmęczeniowej elementów łożysk tocznych, Sprawozdanie z realizacji projektu badawczego KBN nr 7T07B02715, Poznań 2000 (niepublikowane).
[17] Waligóra W., Odporność na zmęczenie powierzchniowe stali łożyskowej poddanej obróbce laserowej, Poznań, Wydawnictwo Politechniki Poznańskiej 1994.
[18] Weibull W., A statistical distribution function of wide applicability, Journal of Applied Mechanics, 1951, No 18.
[19] Wőhler A., Versuche zur Ermittlung der auf die Eisenbahnwagenachsen einwirkenden Kräfte und die Widerstandsfahigkeit der Wagen-Achsen. Zeitschrift für Bauwesen, X 583-616 (1860).
Recenzent: prof. dr hab. inż. Bogdan Branowski
SELECTED PROBLEMS OF ROLLER BEARINGS
S u m m a r y
Rolling contact fatigue is characterized by large scatter, which is a problem for designers and
users of machine elements. Many factors can have an influence on rolling contact fatigue life scatter. The surface fatigue life can be dependent on constructional, technological and operational factors.
Nowadays the procedure used in a selection of bearings during machine-unit design is based on conventional live L10, that is on life, which get 90% installed bearings. The conventional life L10 is estimated with assumption, that durability of individual bearings are described by two-parameters Weibull distribution. W. Weibull stated, that roller bearings life is described by three-parameters distribution which included threshold value – life, which will get by all bearings. Moreover Weibull stated, that threshold value equals 0,05L10. In effect the analysis of own investi-gation results and other researchers it was stated, that this value is bigger and it’s worth take into account in the bearings selection procedure.
Key words: roller bearings, surface fatigue life

W. Waligóra, M. Libera 164
prof. dr hab. Włodzimierz WALIGÓRA Politechnika Poznańska, Instytut Maszyn Roboczych i Pojazdów Samochodowych, ul. Piotrowo 3, 60-965 Poznań, tel 061 665-2117, e-mail: [email protected] dr inż. Michał LIBERA Politechnika Poznańska, Instytut Maszyn Roboczych i Pojazdów Samochodowych, ul. Piotrowo 3, 60-965 Poznań, tel 061 665-2223, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
MICHAŁ WIECZOROWSKI, ANNA MATUSIAK-SZARANIEC,
KAZIMIERZ WIECZOROWSKI
BADANIA ZUŻYCIA OSTRZY FREZÓW DO ROWKÓW
WPUSTOWYCH
W artykule przedstawiono wyniki badań zużycia ostrzy frezów do rowków wpustowych wy-
konanych z węglika spiekanego pokrytych twardymi warstewkami. Badania zużycia prowadzono w dwóch rodzajach operacji, tzn. przy frezowaniu rowków nieprzelotowych oraz przy frezowaniu rowków z wejściem na czole wałka. Badania prowadzono na materiale utwardzonym w granicach 42÷44 HRC. Dla obu przypadków badań określono charakter zużycia ostrzy na czole i na po-wierzchni walcowej frezu. W artykule przedstawiono wykresy zużycia ostrzy frezu z węglika spiekanego pokrytego TiN, TiAlN oraz TiAlCN. W pracy podano dla porównania wyniki badań frezu palcowego z węglika spiekanego o zmodyfikowanej konstrukcji.
Słowa kluczowe: rowek wpustowy, frez palcowy, zużycie ostrzy
1. WPROWADZENIE
Znaczna większość maszyn oraz urządzeń produkcyjnych i usługowych skła-
da się z korpusu stanowiącego element zewnętrzny zespalający wszystkie zespo-ły i części funkcjonalne w jedną całość. W grupie zespołów umieszczonych we-wnątrz korpusu na uwagę zasługują specyficzne mechanizmy napędowe. Me-chanizmy te składają się z wałków i osi ułożyskowanych (osadzonych) w ścia-nach korpusów. Wałki z naciętym uzębieniem stanowią podstawowy element mechanizmów napędowych – przekładni zębatych. Na wałkach uzębionych osa-dzane są koła zębate. Połączenie koła zębatego z wałkiem następuje poprzez klin – wpust lub wielowypust. Współczesne maszyny i urządzenia wymagają od przekładni zębatych przenoszenia dużych momentów obrotowych przy równo-cześnie dużej liczbie obrotów oraz przy możliwie najmniejszych gabarytach przekładni z zachowaniem odpowiedniej cichobieżności. Zapewnienie wspo-mnianych warunków wytrzymałościowych i eksploatacyjnych elementów prze-kładni sprawia, że zarówno na koła zębate, a jak i na wałki uzębione stosowane są specjalne stale do ulepszania cieplnego lub do obróbki cieplno-chemicznej. Istotnym czynnikiem decydującym o stosowaniu tych stali jest, oprócz wymagań wytrzymałościowych, ukształtowanie określonej charakterystyki warstwy wierzchniej. Wałki z materiałów tego typu po odkuciu i obróbce wstępnej obra-
M. Wieczorowski, A. Matusiak-Szaraniec, K. Wieczorowski 166
bia się cieplnie lub cieplno-chemicznie, najczęściej do twardości 40÷44 HRC. W zakładach wytwórczych stosuje się też inne zalecane twardości wałków, mia-nowicie 34÷37 HRC. Wałki, na których ukształtowane jest uzębienie, mają twardość niekiedy nawet do 52÷56 HRC.
W praktyce występuje pewna niewielka grupa wałków ze wspomnianych sta-li, w których po obróbce cieplnej wykonywane jest tylko szlifowanie dokładne poszczególnych czopów. W przeważającej większości wałków występują na powierzchniach walcowych rowki wpustowe, wielowypusty, gwinty drobno-zwojne, otwory prostopadłe do osi wałka oraz ostatecznie kształtowane jest uzę-bienie.
2. WYKONYWANIE ROWKÓW WPUSTOWYCH FREZEM PALCOWYM
Najczęstsze połączenia wałka z kołem zębatym to znormalizowane połącze-
nie wg PN/91/859092 typu A – rowek nieprzelotowy lub typu C – rowek z wej-ściem od powierzchni czołowej wałka.
Na rysunku 1 pokazano dwa sposoby wykonywania rowków wpustowych fre-zem palcowym [1, 8, 11]. Rowki nieprzelotowe typu A frezuje się na specjalnej frezarce pracującej ruchem wahadłowym (rys. 1A). Frez przemieszcza się w rowku ruchem postępowo zwrotnym, a przy każdym nawrocie zagłębia się o niewielką wartość – głębokość hDi. Wartość zagłębienia zależna jest od ukształ-towania ostrzy na czole frezu palcowego i wynosi zazwyczaj 0,025÷0,08 mm. Obróbka w tym systemie odbywa się automatycznie, aż do osiągnięcia pełnej głę-bokości rowka hD.
Frezowanie rowków może odbywać się również na frezarce pionowej frezem palcowym. W rozwiązaniu konstrukcyjnym, gdy rowek ma wejście od czoła wałka (rys. 1B), frez ustawiony jest na „pełną” głębokość rowka hD. W tym po-łożeniu frez przemieszcza się aż do skrajnego położenia posuwem fz, wykonując rowek. Niekiedy przy wykonywaniu rowków nieprzelotowych na końcach row-ka wierci się jeden lub dwa otwory wiertłem o średnicy d1, mniejszej od szero-kości rowka, i o głębokości b1, większej od głębokości rowka (rys. 1C). W tym przypadku frez, zagłębiając się w wykonany otwór wiertłem, powiększa go nie-znacznie i po osiągnięciu pełnej głębokości rowka przemieszcza się do drugiego skrajnego położenia posuwem wzdłużnym fz . Przedstawione sposoby wytwarza-nia rowków wpustowych determinują określony sposób zużycia frezów palco-wych kształtujących omawiane rowki.
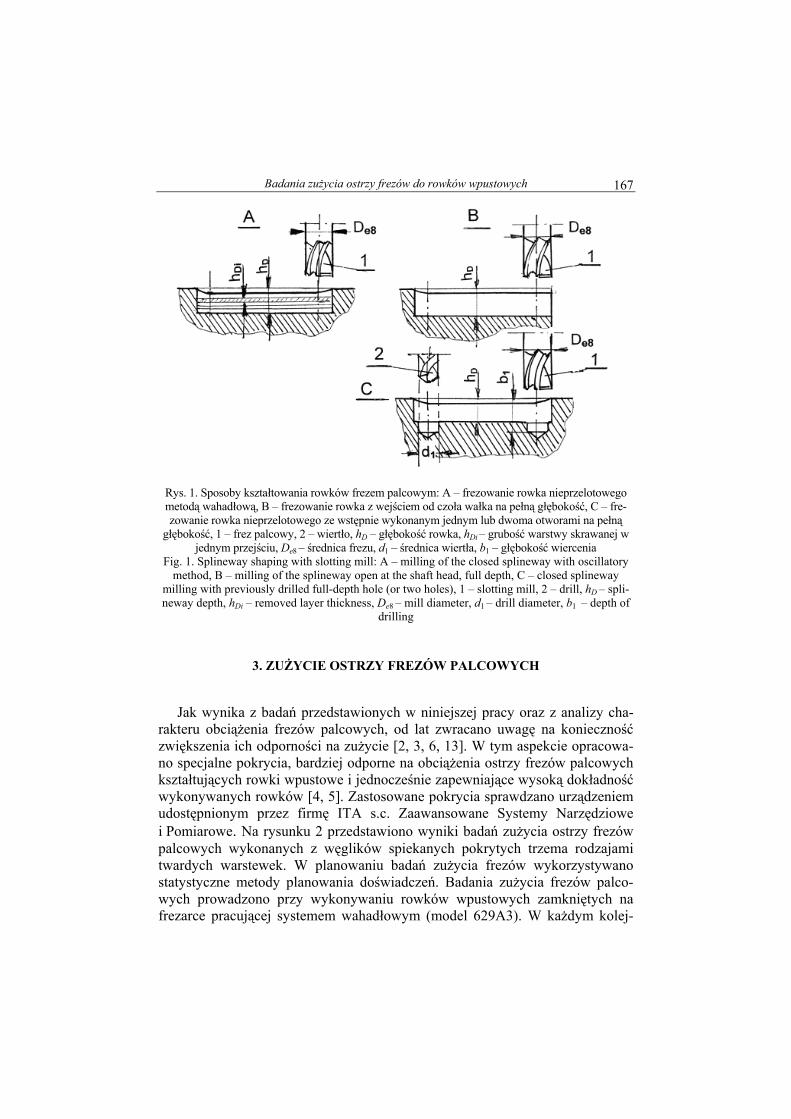
Badania zużycia ostrzy frezów do rowków wpustowych 167
Rys. 1. Sposoby kształtowania rowków frezem palcowym: A – frezowanie rowka nieprzelotowego metodą wahadłową, B – frezowanie rowka z wejściem od czoła wałka na pełną głębokość, C – fre-zowanie rowka nieprzelotowego ze wstępnie wykonanym jednym lub dwoma otworami na pełną
głębokość, 1 – frez palcowy, 2 – wiertło, hD – głębokość rowka, hDi – grubość warstwy skrawanej w jednym przejściu, De8 – średnica frezu, d1 – średnica wiertła, b1 – głębokość wiercenia
Fig. 1. Splineway shaping with slotting mill: A – milling of the closed splineway with oscillatory method, B – milling of the splineway open at the shaft head, full depth, C – closed splineway
milling with previously drilled full-depth hole (or two holes), 1 – slotting mill, 2 – drill, hD – spli-neway depth, hDi – removed layer thickness, De8 – mill diameter, d1 – drill diameter, b1 – depth of
drilling
3. ZUŻYCIE OSTRZY FREZÓW PALCOWYCH
Jak wynika z badań przedstawionych w niniejszej pracy oraz z analizy cha-
rakteru obciążenia frezów palcowych, od lat zwracano uwagę na konieczność zwiększenia ich odporności na zużycie [2, 3, 6, 13]. W tym aspekcie opracowa-no specjalne pokrycia, bardziej odporne na obciążenia ostrzy frezów palcowych kształtujących rowki wpustowe i jednocześnie zapewniające wysoką dokładność wykonywanych rowków [4, 5]. Zastosowane pokrycia sprawdzano urządzeniem udostępnionym przez firmę ITA s.c. Zaawansowane Systemy Narzędziowe i Pomiarowe. Na rysunku 2 przedstawiono wyniki badań zużycia ostrzy frezów palcowych wykonanych z węglików spiekanych pokrytych trzema rodzajami twardych warstewek. W planowaniu badań zużycia frezów wykorzystywano statystyczne metody planowania doświadczeń. Badania zużycia frezów palco-wych prowadzono przy wykonywaniu rowków wpustowych zamkniętych na frezarce pracującej systemem wahadłowym (model 629A3). W każdym kolej-
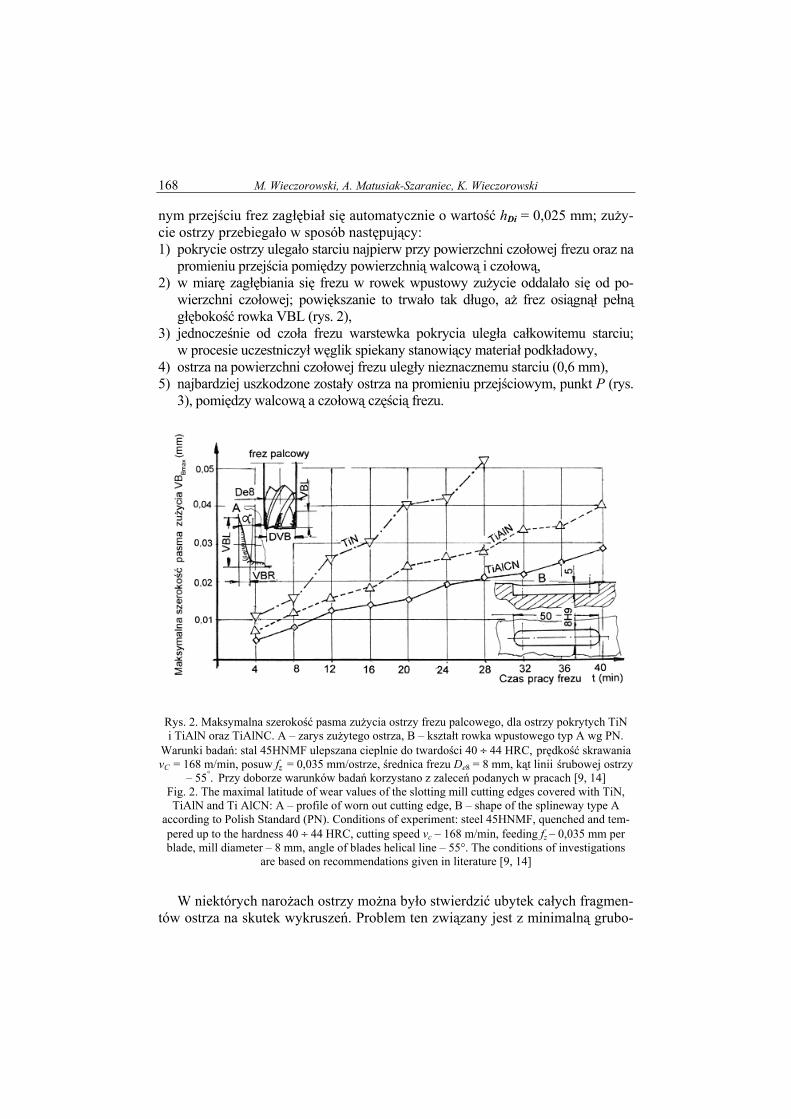
M. Wieczorowski, A. Matusiak-Szaraniec, K. Wieczorowski 168
nym przejściu frez zagłębiał się automatycznie o wartość hDi = 0,025 mm; zuży-cie ostrzy przebiegało w sposób następujący: 1) pokrycie ostrzy ulegało starciu najpierw przy powierzchni czołowej frezu oraz na
promieniu przejścia pomiędzy powierzchnią walcową i czołową, 2) w miarę zagłębiania się frezu w rowek wpustowy zużycie oddalało się od po-
wierzchni czołowej; powiększanie to trwało tak długo, aż frez osiągnął pełną głębokość rowka VBL (rys. 2),
3) jednocześnie od czoła frezu warstewka pokrycia uległa całkowitemu starciu; w procesie uczestniczył węglik spiekany stanowiący materiał podkładowy,
4) ostrza na powierzchni czołowej frezu uległy nieznacznemu starciu (0,6 mm), 5) najbardziej uszkodzone zostały ostrza na promieniu przejściowym, punkt P (rys.
3), pomiędzy walcową a czołową częścią frezu.
Rys. 2. Maksymalna szerokość pasma zużycia ostrzy frezu palcowego, dla ostrzy pokrytych TiN i TiAlN oraz TiAlNC. A – zarys zużytego ostrza, B – kształt rowka wpustowego typ A wg PN.
Warunki badań: stal 45HNMF ulepszana cieplnie do twardości 40 ÷ 44 HRC, prędkość skrawania vC = 168 m/min, posuw fz = 0,035 mm/ostrze, średnica frezu De8 = 8 mm, kąt linii śrubowej ostrzy
– 55°. Przy doborze warunków badań korzystano z zaleceń podanych w pracach [9, 14] Fig. 2. The maximal latitude of wear values of the slotting mill cutting edges covered with TiN, TiAlN and Ti AlCN: A – profile of worn out cutting edge, B – shape of the splineway type A
according to Polish Standard (PN). Conditions of experiment: steel 45HNMF, quenched and tem-pered up to the hardness 40 ÷ 44 HRC, cutting speed vc – 168 m/min, feeding fz – 0,035 mm per blade, mill diameter – 8 mm, angle of blades helical line – 55°. The conditions of investigations
are based on recommendations given in literature [9, 14]
W niektórych narożach ostrzy można było stwierdzić ubytek całych fragmen-tów ostrza na skutek wykruszeń. Problem ten związany jest z minimalną grubo-
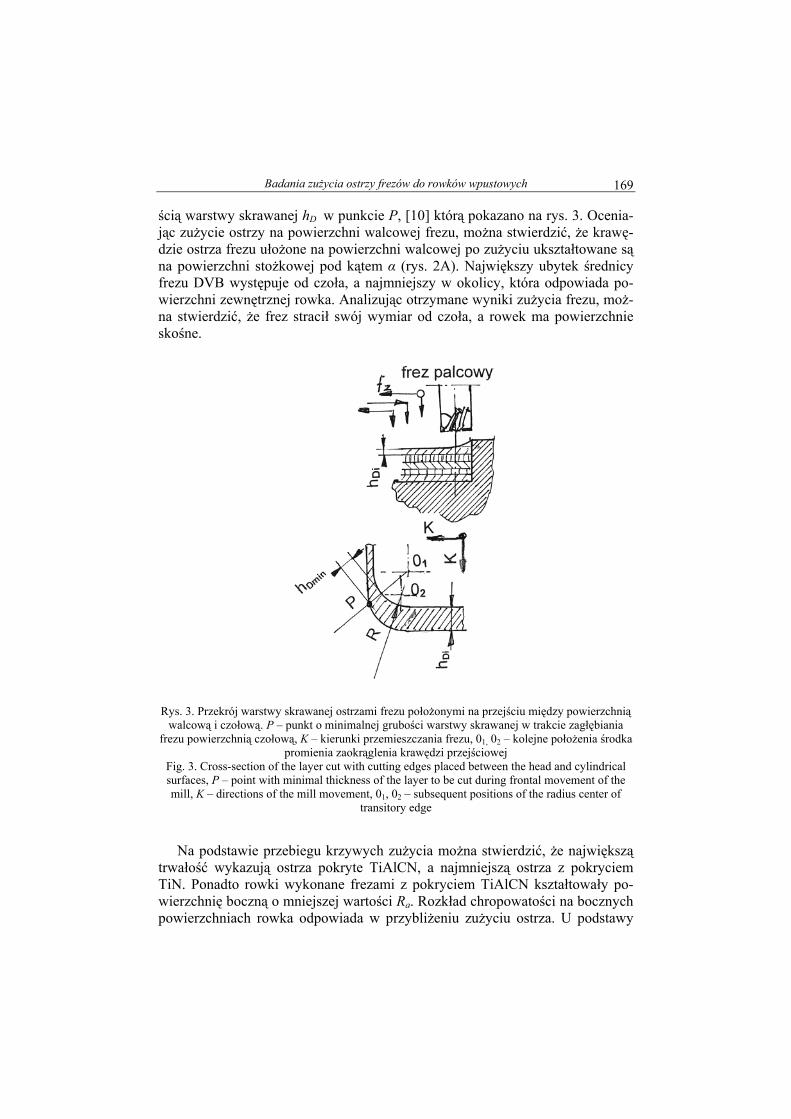
Badania zużycia ostrzy frezów do rowków wpustowych 169
ścią warstwy skrawanej hD w punkcie P, [10] którą pokazano na rys. 3. Ocenia-jąc zużycie ostrzy na powierzchni walcowej frezu, można stwierdzić, że krawę-dzie ostrza frezu ułożone na powierzchni walcowej po zużyciu ukształtowane są na powierzchni stożkowej pod kątem α (rys. 2A). Największy ubytek średnicy frezu DVB występuje od czoła, a najmniejszy w okolicy, która odpowiada po-wierzchni zewnętrznej rowka. Analizując otrzymane wyniki zużycia frezu, moż-na stwierdzić, że frez stracił swój wymiar od czoła, a rowek ma powierzchnie skośne.
Rys. 3. Przekrój warstwy skrawanej ostrzami frezu położonymi na przejściu między powierzchnią walcową i czołową. P – punkt o minimalnej grubości warstwy skrawanej w trakcie zagłębiania
frezu powierzchnią czołową, K – kierunki przemieszczania frezu, 01, 02 – kolejne położenia środka promienia zaokrąglenia krawędzi przejściowej
Fig. 3. Cross-section of the layer cut with cutting edges placed between the head and cylindrical surfaces, P – point with minimal thickness of the layer to be cut during frontal movement of the mill, K – directions of the mill movement, 01, 02 – subsequent positions of the radius center of
transitory edge
Na podstawie przebiegu krzywych zużycia można stwierdzić, że największą
trwałość wykazują ostrza pokryte TiAlCN, a najmniejszą ostrza z pokryciem TiN. Ponadto rowki wykonane frezami z pokryciem TiAlCN kształtowały po-wierzchnię boczną o mniejszej wartości Ra. Rozkład chropowatości na bocznych powierzchniach rowka odpowiada w przybliżeniu zużyciu ostrza. U podstawy
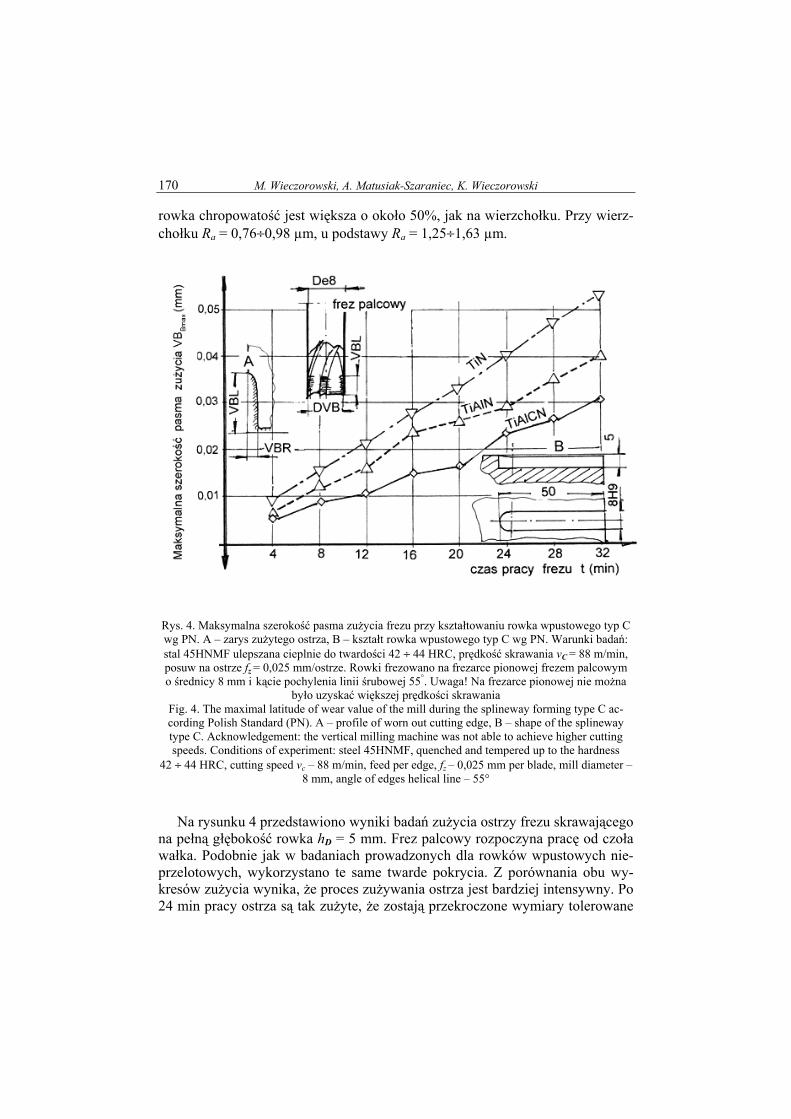
M. Wieczorowski, A. Matusiak-Szaraniec, K. Wieczorowski 170
rowka chropowatość jest większa o około 50%, jak na wierzchołku. Przy wierz-chołku Ra = 0,76÷0,98 µm, u podstawy Ra = 1,25÷1,63 µm.
Rys. 4. Maksymalna szerokość pasma zużycia frezu przy kształtowaniu rowka wpustowego typ C wg PN. A – zarys zużytego ostrza, B – kształt rowka wpustowego typ C wg PN. Warunki badań: stal 45HNMF ulepszana cieplnie do twardości 42 ÷ 44 HRC, prędkość skrawania vC = 88 m/min, posuw na ostrze fz = 0,025 mm/ostrze. Rowki frezowano na frezarce pionowej frezem palcowym o średnicy 8 mm i kącie pochylenia linii śrubowej 55°. Uwaga! Na frezarce pionowej nie można
było uzyskać większej prędkości skrawania Fig. 4. The maximal latitude of wear value of the mill during the splineway forming type C ac-cording Polish Standard (PN). A – profile of worn out cutting edge, B – shape of the splineway type C. Acknowledgement: the vertical milling machine was not able to achieve higher cutting speeds. Conditions of experiment: steel 45HNMF, quenched and tempered up to the hardness
42 ÷ 44 HRC, cutting speed vc – 88 m/min, feed per edge, fz – 0,025 mm per blade, mill diameter – 8 mm, angle of edges helical line – 55°
Na rysunku 4 przedstawiono wyniki badań zużycia ostrzy frezu skrawającego
na pełną głębokość rowka hD = 5 mm. Frez palcowy rozpoczyna pracę od czoła wałka. Podobnie jak w badaniach prowadzonych dla rowków wpustowych nie-przelotowych, wykorzystano te same twarde pokrycia. Z porównania obu wy-kresów zużycia wynika, że proces zużywania ostrza jest bardziej intensywny. Po 24 min pracy ostrza są tak zużyte, że zostają przekroczone wymiary tolerowane
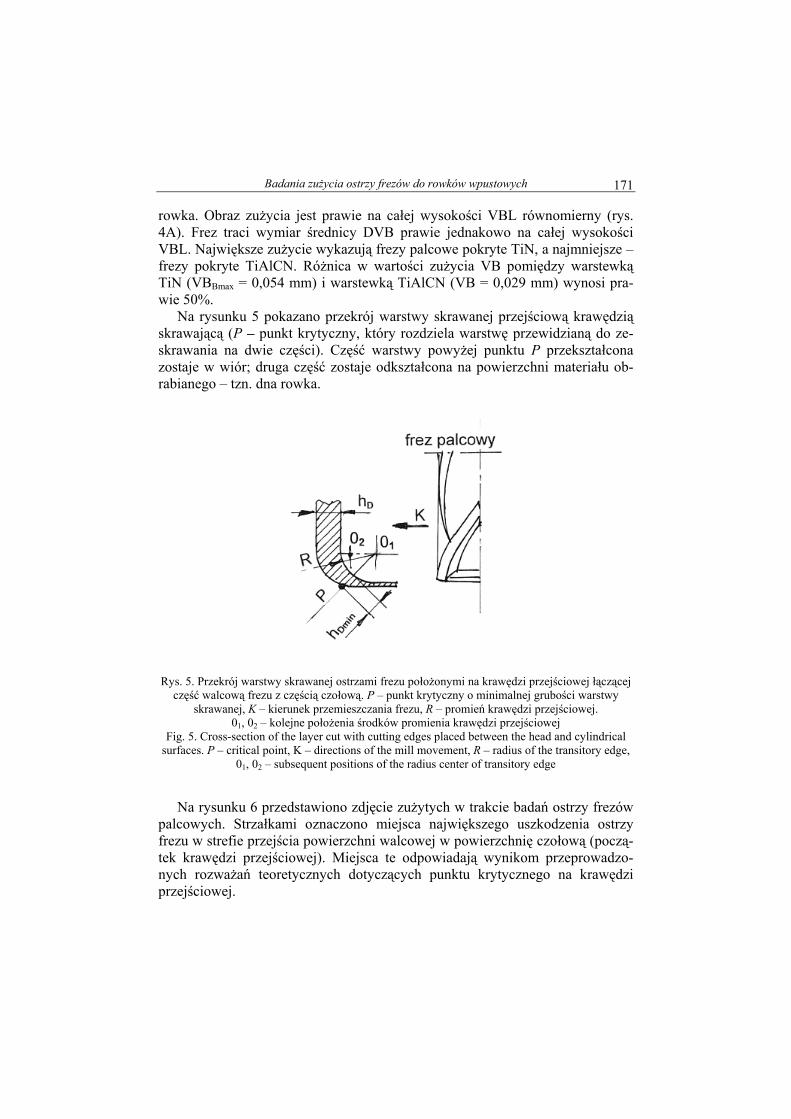
Badania zużycia ostrzy frezów do rowków wpustowych 171
rowka. Obraz zużycia jest prawie na całej wysokości VBL równomierny (rys. 4A). Frez traci wymiar średnicy DVB prawie jednakowo na całej wysokości VBL. Największe zużycie wykazują frezy palcowe pokryte TiN, a najmniejsze – frezy pokryte TiAlCN. Różnica w wartości zużycia VB pomiędzy warstewką TiN (VBBmax = 0,054 mm) i warstewką TiAlCN (VB = 0,029 mm) wynosi pra-wie 50%.
Na rysunku 5 pokazano przekrój warstwy skrawanej przejściową krawędzią skrawającą (P – punkt krytyczny, który rozdziela warstwę przewidzianą do ze-skrawania na dwie części). Część warstwy powyżej punktu P przekształcona zostaje w wiór; druga część zostaje odkształcona na powierzchni materiału ob-rabianego – tzn. dna rowka.
Rys. 5. Przekrój warstwy skrawanej ostrzami frezu położonymi na krawędzi przejściowej łączącej część walcową frezu z częścią czołową. P – punkt krytyczny o minimalnej grubości warstwy
skrawanej, K – kierunek przemieszczania frezu, R – promień krawędzi przejściowej. 01, 02 – kolejne położenia środków promienia krawędzi przejściowej
Fig. 5. Cross-section of the layer cut with cutting edges placed between the head and cylindrical surfaces. P – critical point, K – directions of the mill movement, R – radius of the transitory edge,
01, 02 – subsequent positions of the radius center of transitory edge
Na rysunku 6 przedstawiono zdjęcie zużytych w trakcie badań ostrzy frezów
palcowych. Strzałkami oznaczono miejsca największego uszkodzenia ostrzy frezu w strefie przejścia powierzchni walcowej w powierzchnię czołową (począ-tek krawędzi przejściowej). Miejsca te odpowiadają wynikom przeprowadzo-nych rozważań teoretycznych dotyczących punktu krytycznego na krawędzi przejściowej.
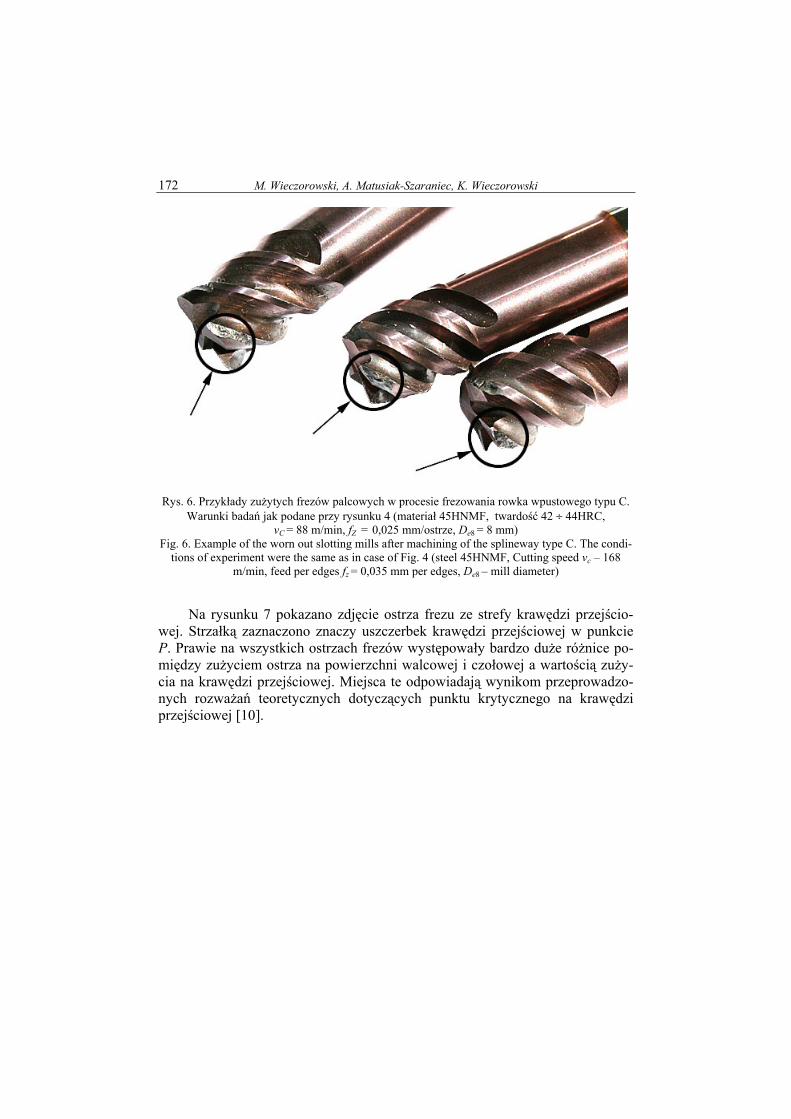
M. Wieczorowski, A. Matusiak-Szaraniec, K. Wieczorowski 172
Rys. 6. Przykłady zużytych frezów palcowych w procesie frezowania rowka wpustowego typu C. Warunki badań jak podane przy rysunku 4 (materiał 45HNMF, twardość 42 ÷ 44HRC,
vC = 88 m/min, fZ = 0,025 mm/ostrze, De8 = 8 mm) Fig. 6. Example of the worn out slotting mills after machining of the splineway type C. The condi-
tions of experiment were the same as in case of Fig. 4 (steel 45HNMF, Cutting speed vc – 168 m/min, feed per edges fz = 0,035 mm per edges, De8 – mill diameter)
Na rysunku 7 pokazano zdjęcie ostrza frezu ze strefy krawędzi przejścio-
wej. Strzałką zaznaczono znaczy uszczerbek krawędzi przejściowej w punkcie P. Prawie na wszystkich ostrzach frezów występowały bardzo duże różnice po-między zużyciem ostrza na powierzchni walcowej i czołowej a wartością zuży-cia na krawędzi przejściowej. Miejsca te odpowiadają wynikom przeprowadzo-nych rozważań teoretycznych dotyczących punktu krytycznego na krawędzi przejściowej [10].
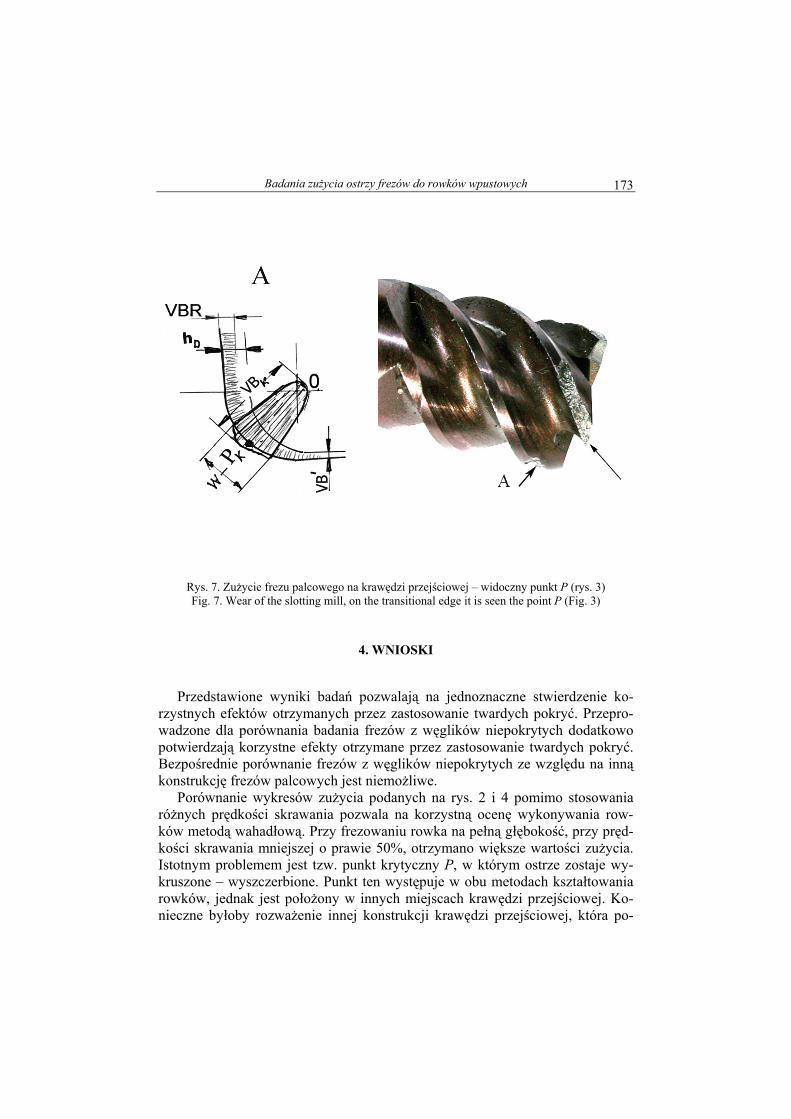
Badania zużycia ostrzy frezów do rowków wpustowych 173
Rys. 7. Zużycie frezu palcowego na krawędzi przejściowej – widoczny punkt P (rys. 3) Fig. 7. Wear of the slotting mill, on the transitional edge it is seen the point P (Fig. 3)
4. WNIOSKI
Przedstawione wyniki badań pozwalają na jednoznaczne stwierdzenie ko-
rzystnych efektów otrzymanych przez zastosowanie twardych pokryć. Przepro-wadzone dla porównania badania frezów z węglików niepokrytych dodatkowo potwierdzają korzystne efekty otrzymane przez zastosowanie twardych pokryć. Bezpośrednie porównanie frezów z węglików niepokrytych ze względu na inną konstrukcję frezów palcowych jest niemożliwe.
Porównanie wykresów zużycia podanych na rys. 2 i 4 pomimo stosowania różnych prędkości skrawania pozwala na korzystną ocenę wykonywania row-ków metodą wahadłową. Przy frezowaniu rowka na pełną głębokość, przy pręd-kości skrawania mniejszej o prawie 50%, otrzymano większe wartości zużycia. Istotnym problemem jest tzw. punkt krytyczny P, w którym ostrze zostaje wy-kruszone – wyszczerbione. Punkt ten występuje w obu metodach kształtowania rowków, jednak jest położony w innych miejscach krawędzi przejściowej. Ko-nieczne byłoby rozważenie innej konstrukcji krawędzi przejściowej, która po-

M. Wieczorowski, A. Matusiak-Szaraniec, K. Wieczorowski 174
zwoliłaby na zwiększenie trwałości frezu. Z uwagi na „stożkowe zużywanie” frezu w procesie kształtowania rowka wpustowego metodą wahadłową można wyprofilować krawędź skrawającą położoną na powierzchni walcowej, aby w wyniku zużycia nie powstawała „stożkowatość”.
Analiza przedstawionych wyników badań umożliwia stwierdzenie, że podob-nie będzie przebiegało zużycie ostrzy frezu średnicach o większych niż 8 mm. Hipoteza ta wymaga jednak potwierdzenia w praktyce. Konieczne byłyby bada-nia zużycia frezów o mniejszych średnicach (poniżej 8 mm).
Autorzy prezentowanych badań przeprowadzili doświadczenia z frezowa-niem rowków nieprzelotowych i przelotowych frezami palcowymi wykonanymi z węglików spiekanych. Bezpośrednie porównanie frezów pokrywanych z fre-zami niepokrywanymi jest niemożliwe. Frezy palcowe niepokrywane miały inną konstrukcję oraz inną geometrię ostrza. Można jednak stwierdzić, że frezy nie-pokrywane wykazywały zużycie około dwukrotnie większe od frezów pokrywa-nych TiN zarówno przy obróbce rowków nieprzelotowych, jak i z wejściem od czoła. W badaniach podkreślono konieczność zwrócenia uwagi na istniejącą stałą tendencję do zwiększania liczby obrotów wrzecion frezarek. Dla przykładu frezarka do rowków pracujących metodą wahadłową produkowana pod koniec lat osiemdziesiątych miała największą liczbę obrotów (n = 3400 1/min), podczas gdy wg katalogu producenta obecnie liczba ta wynosi 8000 1/min i należy są-dzić, że w przyszłości będzie jeszcze większa.
Na zakończenie autorzy niniejszej pracy pragną podziękować wspomnianej już firmie ITA s.c. Zaawansowane Systemy Narzędziowe i Pomiarowe za udo-stępnienie zespołu frezów do badań oraz kierownictwu Fabryki Pojazdów Szy-nowych H. Cegielski za udostępnienie obrabiarek do badań.
LITERATURA
[1] Kiepuszewski B., Technologia budowy maszyn, Warszawa, PWT 1960. [2] Kolev N.S., Wieczorowski K., Legutko S., Tomkowiak P., Kędzierski T., Badania trwa-
łości i zużycia płytek z węglików spiekanych pokrywanych techniką PVD, Zeszyty Nauko-we Politechniki Poznańskiej, Mechanika, nr 48.
[3] Kupczyk M., Influence of coatings thickness upon tool life and wear, in: 3th Int. Conf. on Plasma Surface Engineering, Garmisch-Partenkirchen.
[4] Kupczyk M., Application of multiphase coatings on tools, Florence, Techna 1994. [5] Kupczyk M., Wieczorowski K., Tribological properties of compound layers obtained by
PVD method, in: Euro Metal Working’ 94, Univ. of Udine 1994. [6] Kupczyk M., Wieczorowski K., Tool life of cutting tool edges coated with mononitrides
and composite coatings, Postępy technologii maszyn i urządzeń, ZN PAN, 1999, nr. 3. [7] Pająk E., Wieczorowski K., Podstawy optymalizacji operacji technologicznych w przykła-
dach, Warszawa–Poznań, PWN 1982. [8] Poradnik inżyniera. Obróbka skrawaniem, t. III, Warszawa, WNT 1994. [9] Przybylski L., Strategia doboru warunków obróbki współczesnymi narzędziami, Kraków,
Wyd. Politechniki Krakowskiej 2000.
Badania zużycia ostrzy frezów do rowków wpustowych 175
[10] Storch B., Zjawiska przykrawędziowe i monitorowanie chropowatości powierzchni po obróbce jednoostrzowej, Koszalin, Wyd. Uczelniane Politechniki Koszalińskiej 2006.
[11] Tymowski J., Technologia budowy maszyn, Warszawa, WNT 1989. [12] Wieczorowski K., Kupczyk M., Wieczorowski M., Measurement of coating adhesion to
cutting edges by the scratch method, ZN Uniwersytet w Charkowie, Charków 1999. [13] Wieczorowski K., Legutko S., Technika cienkich warstw w zastosowaniu do narzędzi
skrawających, Mechanik, 1993, nr 8–9. [14] Żebrowski H., Techniki wytwarzania. Obróbka skrawaniem, ścierna, erozyjna, Wrocław,
Oficyna Wydawnicza Politechniki Wrocławskiej 2004.
Recenzent: dr hab. inż. Maciej Kupczyk, prof. nadzw.
INVESTIGATIONS ON WEAR OF THE MILLING CUTTERS EDGES FOR
SPLINEWAY
S u m m a r y
In the paper, the results of investigations on the milling cutters edges for splineway with and without hard surface layers. The wear examinations were divided into two groups: a) milling of the closed splineway and b) milling of the splineway opened on one side. The investigations were performed with material hardened up to 40-44 HRC. In both cases, the characteristics of the wear on the edges and the front of the milling cutter. In the paper, the graphs of the wear of milling cutters blades made out of sintered carbids covered with TiN and TiAlCN, as well as without coating are presented.
Key words: splineway, slotting mill, cutting edge wear
dr inż. Michał WIECZOROWSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 35 69, e-mail: [email protected]
mgr inż. Anna MATUSIAK-SZARANIEC Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 25 77, e-mail: [email protected]
prof. dr inż. dr h.c. Kazimierz WIECZOROWSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 51

M. Wieczorowski, A. Matusiak-Szaraniec, K. Wieczorowski 176
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
JAN ŻUREK, TADEUSZ DURAS
WIZUALIZACJA KOLIZYJNOŚCI DEMONTAŻU WYROBU
Z ZASTOSOWANIEM TECHNIK KOMPUTEROWYCH
Aplikacje komputerowe typu CAD wyposażone są w narzędzia wspomagające projektantów
m.in. w tworzeniu wirtualnych modeli przestrzennych (3D) wyrobów oraz wykonywaniu doku-mentacji konstrukcyjnej i technologicznej (2D), obliczeń i analiz wytrzymałościowych. Oprogra-mowanie to może być zastosowane do wirtualnej symulacji ruchu części lub podzespołów wyrobu; pozwala nie tylko na zobrazowanie jego wyglądu, ale też na prezentację podczas pracy oraz na wykrywanie kontaktów (kolizyjności) między współpracującymi elementami.
W pracy zaprezentowano wybrane możliwości wizualizacji i oceny kolizyjności wskazanych elementów w zespołach maszynowych z wykorzystaniem oprogramowania Inventor oraz Solid Edge w aspekcie wspomagania technologii ich demontażu.
Słowa kluczowe: zespoły, demontaż, komputer, wizualizacja kolizji
1. O DEMONTAŻU
Demontaż określany jest jako usunięcie połączeń pomiędzy elementami wy-
robu, w wyniku którego uzyskuje się odrębne części. Rodzaje i metody demon-tażu, w zależności od przeznaczenia lub sposobu wykorzystania uzyskanych elementów, mogą być następujące: – demontaż wstępny; obejmuje odłączenie elementów (podzespołów) łatwo
dostępnych i umieszczonych na zewnątrz, – demontaż częściowy; obejmuje odłączenie niektórych wybranych elementów
(części, podzespołów i zespołów) ulegających szybkiemu zużyciu i może być wykonywany podczas obsługi, naprawy lub diagnostyki zespołów,
– demontaż podstawowy; obejmuje odłączenie wszystkich podzespołów i jego części,
– demontaż główny; odłączenie zespołów od części bazowej, – demontaż szczegółowy; polega na rozłączeniu połączeń w celu wydzielenia
elementów składowych, – demontaż nieniszczący; polega na uwolnieniu wybranego elementu z zespołu
w taki sposób, aby nie uległ on uszkodzeniu,
J. Żurek, T. Duras 178
– demontaż niszczący; wyrób w całości lub wskazany jego element zostają zniszczone, najczęściej przez mechaniczne rozdrobnienie, celem którego jest odzyskanie materiałów do dalszego przetworzenia.
2. OCENA KOLIZYJNOŚCI PODCZAS SYMULACJI DEMONTAŻU
Ocena kolizyjności może być dokonywana na różnych etapach życia wyrobu,
tzn. w fazach projektowania i eksploatacji oraz po jej zakończeniu. Analizę można przeprowadzić w różnych aspektach.
Aspekt konstrukcyjny należy uwzględnić na etapie projektowania wyrobu. W tym przypadku istotne jest, czy stykające się ze sobą lub bezpośrednio współ-pracujące elementy wyrobu nie „wchodzą na siebie”. W zależności od wielkości tzw. obszaru wspólnego, w przypadku kontaktu wyłącznie statycznego, mogą wystąpić zbędne naprężenia w tych elementach (z wyjątkiem przypadków prze-widzianych konstrukcyjnie lub technologicznie), grożące przedwczesnym uszkodzeniem lub zniszczeniem, a nawet uniemożliwiające montaż.
Gdy elementy zespołu zmieniają położenie względem siebie, konieczna jest oce-na kolizyjności podczas symulacji ich ruchu. Kolizja może spowodować ogranicze-nie zakresu ruchu czynnego lub go uniemożliwić, a w przypadku tzw. twardego kontaktu wywołać uszkodzenie lub zniszczenie części. Konieczna jest wtedy zmiana konstrukcji lub toru ruchu elementu w taki sposób, aby jej uniknąć.
Oceny kolizyjności można dokonywać podczas opracowywania technologii montażu wyrobu, gdy jednym z istotnych zagadnień jest określenie m.in. ele-mentów do późniejszego demontażu, w tym kolejności i toru usunięcia. Ocena taka jest niezbędna szczególnie w przypadku wyrobów o skomplikowanej i roz-budowanej strukturze.
Zastosowanie techniki komputerowej w tym przypadku wspomaga pracę in-żynierską i jest w pełni uzasadnione. Moduły do oceny kolizyjności podczas ruchu wskazanych elementów dostępne są w większości parametrycznych pro-gramów komputerowych typu CAD. Możliwa jest również wymiana danych pomiędzy różnymi aplikacjami.
Przy wyborze oprogramowania kierować się należy m.in. jego dostępnością, w tym dostępnością poszczególnych jego modułów, i znajomością obsługi przez kadrę.
Ocena kolizyjności może być przeprowadzona z zachowaniem następującej kolejności działań: 1) wykonanie modelu wirtualnego zespołu, z modelami jego elementów skła-
dowych włącznie, 2) ustalenie w modelu wirtualnym wyrobu połączeń nierozłącznych między jego
elementami (np. przez uzgodnienie odpowiednich relacji i wiązań), 3) wybór jednego lub grupy elementów, które podlegać będą przesunięciom
(demontażowi),
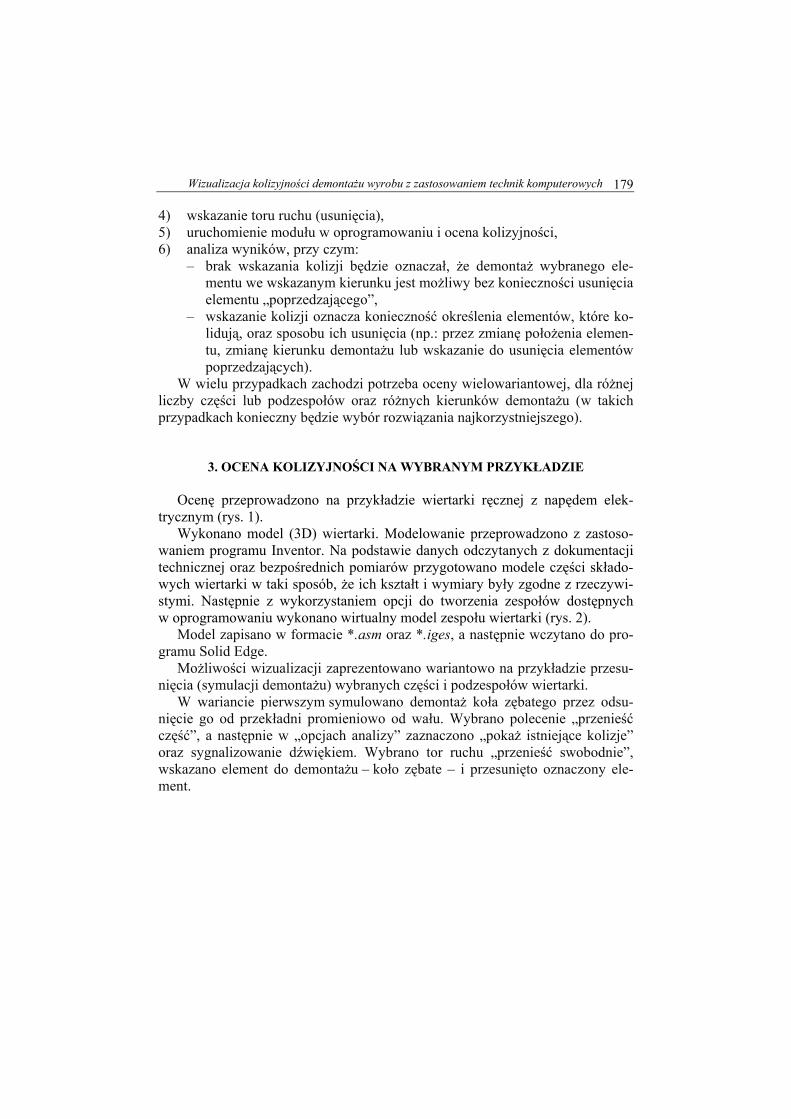
Wizualizacja kolizyjności demontażu wyrobu z zastosowaniem technik komputerowych 179
4) wskazanie toru ruchu (usunięcia), 5) uruchomienie modułu w oprogramowaniu i ocena kolizyjności, 6) analiza wyników, przy czym:
– brak wskazania kolizji będzie oznaczał, że demontaż wybranego ele-mentu we wskazanym kierunku jest możliwy bez konieczności usunięcia elementu „poprzedzającego”,
– wskazanie kolizji oznacza konieczność określenia elementów, które ko-lidują, oraz sposobu ich usunięcia (np.: przez zmianę położenia elemen-tu, zmianę kierunku demontażu lub wskazanie do usunięcia elementów poprzedzających).
W wielu przypadkach zachodzi potrzeba oceny wielowariantowej, dla różnej liczby części lub podzespołów oraz różnych kierunków demontażu (w takich przypadkach konieczny będzie wybór rozwiązania najkorzystniejszego).
3. OCENA KOLIZYJNOŚCI NA WYBRANYM PRZYKŁADZIE
Ocenę przeprowadzono na przykładzie wiertarki ręcznej z napędem elek-
trycznym (rys. 1). Wykonano model (3D) wiertarki. Modelowanie przeprowadzono z zastoso-
waniem programu Inventor. Na podstawie danych odczytanych z dokumentacji technicznej oraz bezpośrednich pomiarów przygotowano modele części składo-wych wiertarki w taki sposób, że ich kształt i wymiary były zgodne z rzeczywi-stymi. Następnie z wykorzystaniem opcji do tworzenia zespołów dostępnych w oprogramowaniu wykonano wirtualny model zespołu wiertarki (rys. 2).
Model zapisano w formacie *.asm oraz *.iges, a następnie wczytano do pro-gramu Solid Edge.
Możliwości wizualizacji zaprezentowano wariantowo na przykładzie przesu-nięcia (symulacji demontażu) wybranych części i podzespołów wiertarki.
W wariancie pierwszym symulowano demontaż koła zębatego przez odsu-nięcie go od przekładni promieniowo od wału. Wybrano polecenie „przenieść część”, a następnie w „opcjach analizy” zaznaczono „pokaż istniejące kolizje” oraz sygnalizowanie dźwiękiem. Wybrano tor ruchu „przenieść swobodnie”, wskazano element do demontażu – koło zębate – i przesunięto oznaczony ele-ment.

J. Żurek, T. Duras 180
Rys. 1. Wiertarka ręczna częściowo zdemontowana
Fig. 1. Partly dismantled drilling machine
Rys. 2. Model wiertarki
Fig. 2. Drilling machine model
Rys. 3. Widok kolizji koła zębatego z wałkiem Fig. 3. View of the gear wheel with the shaft collision
Rys. 4. Oznaczenie objętości kolizji Fig. 4. Collision volume designation
W trakcie przemieszczania koła zębatego w chwili styku powierzchni otworu
piasty z powierzchnią wału program wykrył kolizję, co zostało zasygnalizowane dźwiękowym sygnałem ostrzegawczym, wyświetleniem komunikatu tekstowego oraz zmianą koloru powierzchni na kolidujących częściach (rys. 3). Program ma możliwość wizualizacji tzw. obszaru wspólnego elementów po kolizji przez oznaczenie go wyróżniającym kolorem; elementy niebiorące w niej udziału zo-stają nie zaznaczone (rys. 4).
Możliwe jest określenie niektórych parametrów kolizji, m.in. wymienione są elementy kolidujące, podane wielkości „zagłębienia się” elementu przemiesz-czanego i kolidującego oraz objętości obszaru wspólnego. Parametry te można wyświetlić i zapisać na pliku w formacie *.txt (rys. 5).
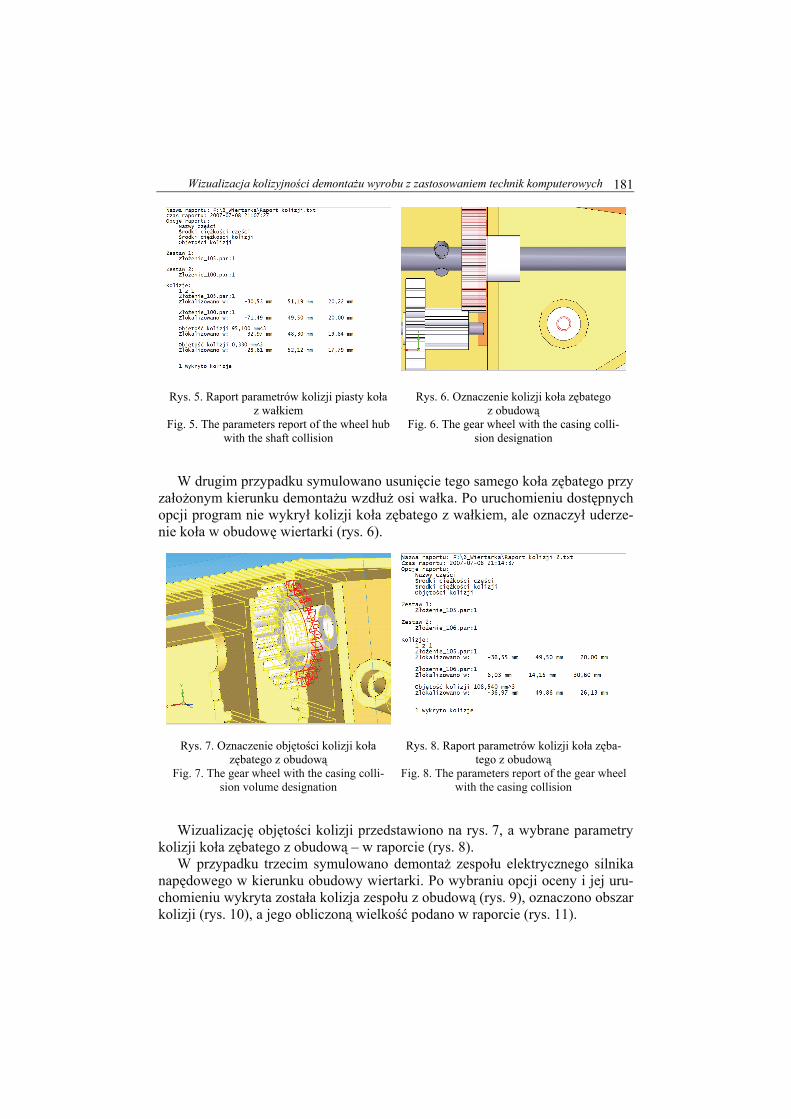
Wizualizacja kolizyjności demontażu wyrobu z zastosowaniem technik komputerowych 181
Rys. 5. Raport parametrów kolizji piasty koła
z wałkiem Fig. 5. The parameters report of the wheel hub
with the shaft collision
Rys. 6. Oznaczenie kolizji koła zębatego z obudową
Fig. 6. The gear wheel with the casing colli-sion designation
W drugim przypadku symulowano usunięcie tego samego koła zębatego przy
założonym kierunku demontażu wzdłuż osi wałka. Po uruchomieniu dostępnych opcji program nie wykrył kolizji koła zębatego z wałkiem, ale oznaczył uderze-nie koła w obudowę wiertarki (rys. 6).
Rys. 7. Oznaczenie objętości kolizji koła
zębatego z obudową Fig. 7. The gear wheel with the casing colli-
sion volume designation
Rys. 8. Raport parametrów kolizji koła zęba-tego z obudową
Fig. 8. The parameters report of the gear wheel with the casing collision
Wizualizację objętości kolizji przedstawiono na rys. 7, a wybrane parametry
kolizji koła zębatego z obudową – w raporcie (rys. 8). W przypadku trzecim symulowano demontaż zespołu elektrycznego silnika
napędowego w kierunku obudowy wiertarki. Po wybraniu opcji oceny i jej uru-chomieniu wykryta została kolizja zespołu z obudową (rys. 9), oznaczono obszar kolizji (rys. 10), a jego obliczoną wielkość podano w raporcie (rys. 11).
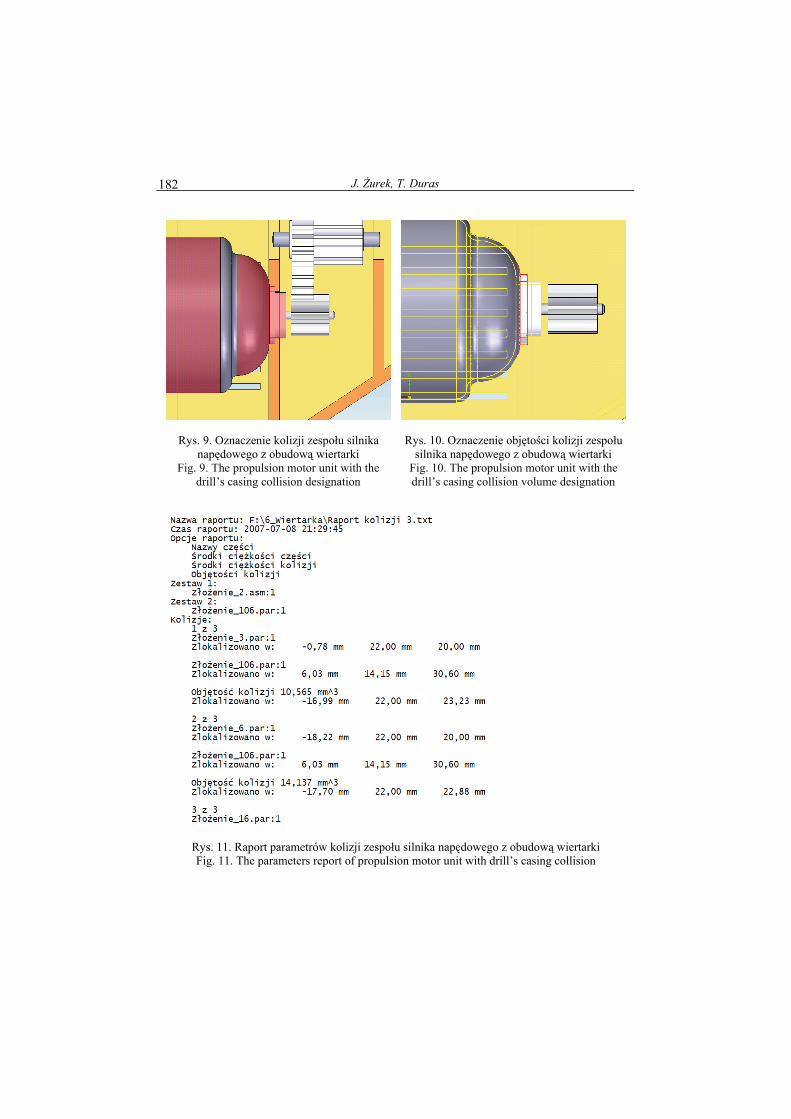
J. Żurek, T. Duras 182
Rys. 9. Oznaczenie kolizji zespołu silnika
napędowego z obudową wiertarki Fig. 9. The propulsion motor unit with the
drill’s casing collision designation
Rys. 10. Oznaczenie objętości kolizji zespołu silnika napędowego z obudową wiertarki
Fig. 10. The propulsion motor unit with the drill’s casing collision volume designation
Rys. 11. Raport parametrów kolizji zespołu silnika napędowego z obudową wiertarki Fig. 11. The parameters report of propulsion motor unit with drill’s casing collision
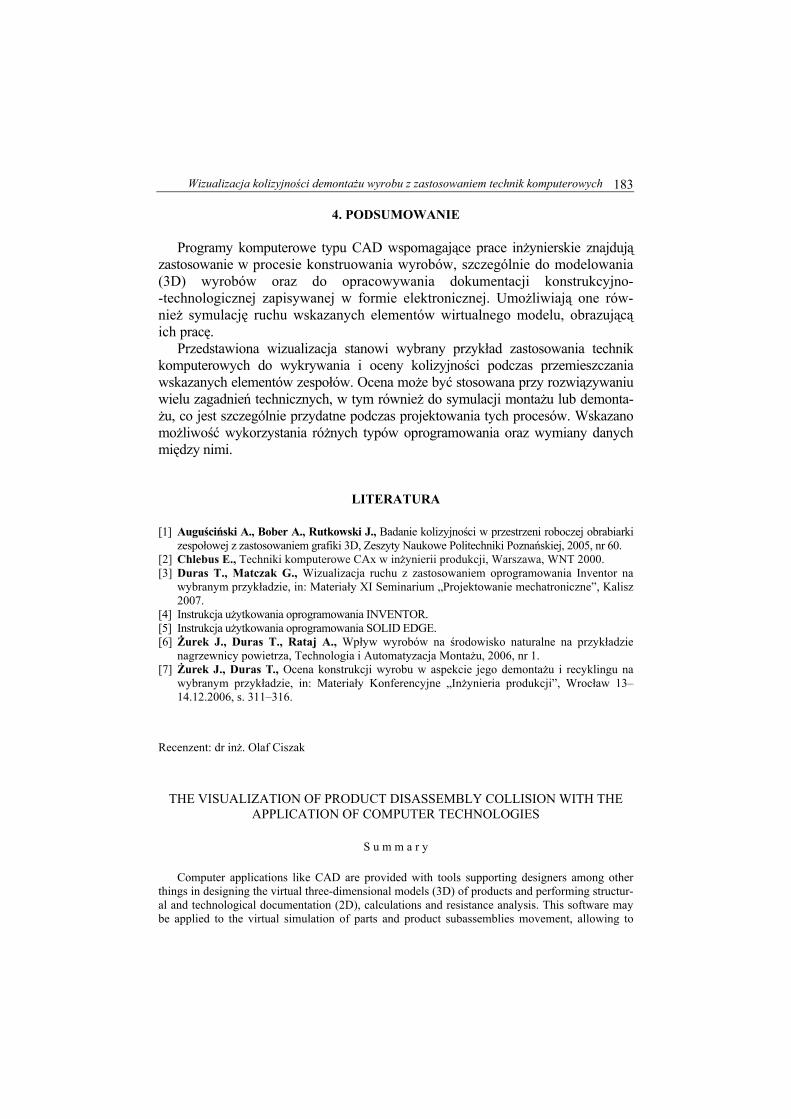
Wizualizacja kolizyjności demontażu wyrobu z zastosowaniem technik komputerowych 183
4. PODSUMOWANIE
Programy komputerowe typu CAD wspomagające prace inżynierskie znajdują zastosowanie w procesie konstruowania wyrobów, szczególnie do modelowania (3D) wyrobów oraz do opracowywania dokumentacji konstrukcyjno- -technologicznej zapisywanej w formie elektronicznej. Umożliwiają one rów-nież symulację ruchu wskazanych elementów wirtualnego modelu, obrazującą ich pracę.
Przedstawiona wizualizacja stanowi wybrany przykład zastosowania technik komputerowych do wykrywania i oceny kolizyjności podczas przemieszczania wskazanych elementów zespołów. Ocena może być stosowana przy rozwiązywaniu wielu zagadnień technicznych, w tym również do symulacji montażu lub demonta-żu, co jest szczególnie przydatne podczas projektowania tych procesów. Wskazano możliwość wykorzystania różnych typów oprogramowania oraz wymiany danych między nimi.
LITERATURA
[1] Auguściński A., Bober A., Rutkowski J., Badanie kolizyjności w przestrzeni roboczej obrabiarki
zespołowej z zastosowaniem grafiki 3D, Zeszyty Naukowe Politechniki Poznańskiej, 2005, nr 60. [2] Chlebus E., Techniki komputerowe CAx w inżynierii produkcji, Warszawa, WNT 2000. [3] Duras T., Matczak G., Wizualizacja ruchu z zastosowaniem oprogramowania Inventor na
wybranym przykładzie, in: Materiały XI Seminarium „Projektowanie mechatroniczne”, Kalisz 2007.
[4] Instrukcja użytkowania oprogramowania INVENTOR. [5] Instrukcja użytkowania oprogramowania SOLID EDGE. [6] Żurek J., Duras T., Rataj A., Wpływ wyrobów na środowisko naturalne na przykładzie
nagrzewnicy powietrza, Technologia i Automatyzacja Montażu, 2006, nr 1. [7] Żurek J., Duras T., Ocena konstrukcji wyrobu w aspekcie jego demontażu i recyklingu na
wybranym przykładzie, in: Materiały Konferencyjne „Inżynieria produkcji”, Wrocław 13–14.12.2006, s. 311–316.
Recenzent: dr inż. Olaf Ciszak
THE VISUALIZATION OF PRODUCT DISASSEMBLY COLLISION WITH THE
APPLICATION OF COMPUTER TECHNOLOGIES
S u m m a r y
Computer applications like CAD are provided with tools supporting designers among other things in designing the virtual three-dimensional models (3D) of products and performing structur-al and technological documentation (2D), calculations and resistance analysis. This software may be applied to the virtual simulation of parts and product subassemblies movement, allowing to

J. Żurek, T. Duras 184
display not only its appearance but also the presentation during work and contacts (collision) detection among collaborating parts.
This study presents selected visualization and collision assessment possibilities of indicated elements in machine units with the application of the Inventor and Solid Edge software in the aspect of supporting their disassembly technology.
Key words: units, disassembly, computer, collision visualization
prof. dr hab. inż. Jan ŻUREK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań tel. (061) 665 20 52, e-mail: [email protected] mgr inż. Tadeusz DURAS Państwowa Wyższa Szkoła Zawodowa im. Prezydenta Stanisława Wojciechowskiego, Instytut Politechniczny, ul. Częstochowska 140, 62-800 Kalisz, e-mail: [email protected]
Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 6 Budowa Maszyn i Zarządzanie Produkcją 2007
KRZYSZTOF ŻYWICKI, EDWARD PAJĄK
WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH
Artykuł dotyczy wariantowania sposobu wykonania powierzchni elementarnych operacyjnych. Zagadnienie to jest ściśle związane z metodą powierzchni elementarnych – metodyką wariantowa-nia operacji technologicznych. Metoda ta opiera się na założeniu, że część obrabiana jest zbiorem powierzchni elementarnych konstrukcyjnych (PE-K), które uzyskuje się się przez wykonanie powierzchni elementarnych operacyjnych (PE-O). W artykule poruszono jeden z aspektów, a mianowicie wariantowanie parametrów skrawania i przyjęte modele obliczeniowe.
Słowa kluczowe: sposób wykonania powierzchni elementarnych operacyjnych, wariantowa-nie, parametry skrawania
1. WPROWADZENIE
Projektowanie procesu technologicznego charakteryzuje się możliwością przyjęcia wariantów, np.: materiałów wejściowych, stanowisk produkcyjnych (obrabiarek), narzędzi obróbkowych, zabiegów technologicznych czy parame-trów skrawania. Oczywiście w procesie wariantowania należy uwzględniać moż-liwości i środki, jakimi dysponuje system wytwórczy, w którym ma przebiegać tenże proces technologiczny. Mając określone alternatywne możliwości realiza-cji procesu technologicznego konieczne jest przyjęcie kryteriów wyboru, któ-rych celem jest wybór przebiegu optymalnego. Najczęściej za kryteria te przyj-muje się koszt i czas realizacji procesu.
Metoda powierzchni elementarnych (MPE) jako autorska metodyka warian-towania umożliwia wyznaczenie wariantów procesu technologicznego obróbki skrawaniem na poziomie operacji. Główne założenia tej metody przedstawiono w pracach [6÷8]. W artykule przedstawiono elementy MPE dotyczące warian-towania parametrów skrawania wchodzących w zakres sposobu wykonania po-wierzchni elementarnych operacyjnych.
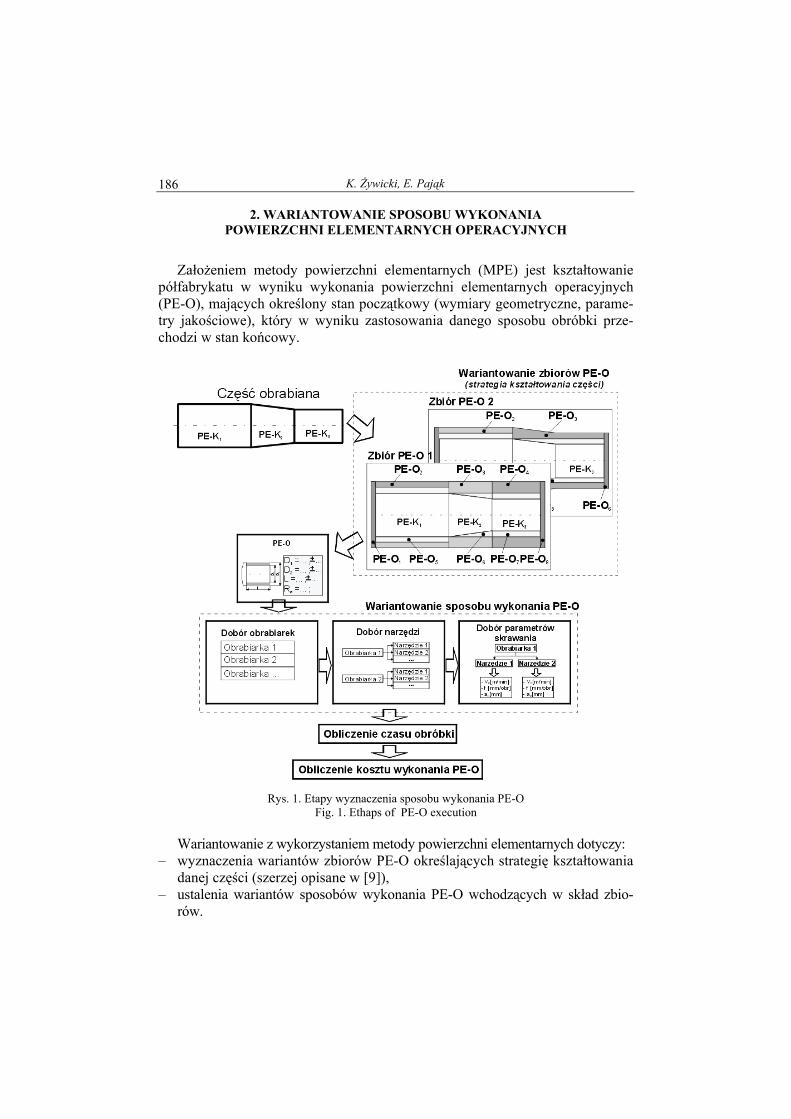
K. Żywicki, E. Pająk 186
2. WARIANTOWANIE SPOSOBU WYKONANIA POWIERZCHNI ELEMENTARNYCH OPERACYJNYCH
Założeniem metody powierzchni elementarnych (MPE) jest kształtowanie półfabrykatu w wyniku wykonania powierzchni elementarnych operacyjnych (PE-O), mających określony stan początkowy (wymiary geometryczne, parame-try jakościowe), który w wyniku zastosowania danego sposobu obróbki prze-chodzi w stan końcowy.
Rys. 1. Etapy wyznaczenia sposobu wykonania PE-O
Fig. 1. Ethaps of PE-O execution
Wariantowanie z wykorzystaniem metody powierzchni elementarnych dotyczy: – wyznaczenia wariantów zbiorów PE-O określających strategię kształtowania
danej części (szerzej opisane w [9]), – ustalenia wariantów sposobów wykonania PE-O wchodzących w skład zbio-
rów.
Wariantowanie sposobu wykonania powierzchni elementarnych 187
Wariantowanie sposobu wykonania PE-O odbywa się w dwóch obszarach: – środków technicznych: obrabiarek i narzędzi obróbkowych, które umożliwia-
ją wykonanie danej PE-O, ze względu na typ powierzchni (np. walcowa – cy-lindryczna), parametry geometryczne (kształt i wymiary charakteryzujące powierzchnię) i jakościowe (dokładność wykonania, chropowatość) oraz
– parametrów skrawania: prędkość skrawania, posuw, głębokość skrawania. Wynikiem przeprowadzenia wariantowania na poziomie sposobu wykonania
PE-O jest ustalony czas oraz koszt jej wykonania dla każdego zestawienia środ-ków technicznych obrabiarka–narzędzie oraz dla danego kryterium wyznaczania parametrów skrawania.
3. WARIANTOWANIE PARAMETRÓW SKRAWANIA
Zgodnie z podanymi obszarami wariantowania na poziomie sposobu wykona-nia PE-O punktem wyjścia do ustalenia alternatywnych parametrów skrawania (prędkość skrawania, posuw, głębokość skrawania) dla danego materiału obrabia-nego są wyznaczone środki techniczne (obrabiarka, narzędzia skrawające).
W metodyce wariantowania opartej na metodzie powierzchni elementarnych w obszarze parametrów skrawania przyjęto dwa znane modele optymalizacyjne: wydajnościowy oraz ekonomiczny. Celem tych modeli jest ustalenie parametrów skrawania pozwalających uzyskać optymalny wynik dla założonego kryterium. W przypadku modelu wydajnościowego jest to minimalny czas wykonania PE-O, a w przypadku modelu ekonomicznego – minimalny koszt PE-O. Głębokość skrawania i posuw przyjęto za wielkości stałe, optymalizacji podlega okres trwa-łości ostrza dla przyjętego modelu optymalizacji. Głębokości skrawania i posu-wu w takim przypadku przybierają maksymalne wartości ze względu np. na moc obrabiarki, wytrzymałość narzędzia i jakość powierzchni obrabianej.
Kolejnym wariantem wyznaczania parametrów skrawania jest model „kata-logowy”, oparty na założeniu, że przyjmuje się parametry skrawania zapropo-nowane przez producentów narzędzi skrawających.
3.1. Kryteria ograniczające
Bardzo istotnym elementem ustalania parametrów obróbki są ograniczenia wynikające z: – obrabiarki: zakres prędkości obrotowych i posuwowych, dopuszczalna moc
na wrzecionie, – narzędzia: zakres parametrów skrawania zalecanych przez producenta, mak-
symalna dopuszczalna głębokość skrawania (ze względu na długość krawędzi skrawającej), promień naroża płytki skrawającej,

K. Żywicki, E. Pająk 188
– PE-O: wymagane wielkości geometryczne i chropowatość stanu początko-wego i końcowego. Wskazane ograniczenia mają wpływ na ustalenie parametrów związanych
z obróbką. Dopuszczalna moc napędu głównego obrabiarki
Warunek ten sprowadza się do reguły:
es PP ≤ (1)
gdzie: Ps – moc silnika obrabiarki [kW]; η⋅= zs PP : Pz – moc znamionowa obrabiarki [kW] (η – współczynnik sprawności obrabiarki), Pe – moc skrawania [kW].
Efektywną moc skrawania wyznaczyć można ze wzoru [2, 3]:
00060cc
evFP ⋅= [kW] (2)
gdzie: Pe – moc skrawania [kW], Fc – składowa siła obwodowa (rzut wypadkowej siły całkowitej skrawania na kierunek ruchu głównego) [N], vc – prędkość skrawania [m/min].
Do obliczenia siły Fc wykorzystuje się wzór uproszczony, który zakłada pro-porcjonalną zależność tej siły od głębokości skrawania ap i malejący wpływ posuwu f na wartość oporu właściwego [2]:
spc kfaF ⋅⋅= (3)
gdzie: Fc – jak wyżej [N], ap – głębokość skrawania [m], f – posuw [m/obr], ks – właściwy opór skrawania [MPa] (uwzględnia rodzaj i stan materiału obra-bianego; przykłady wartości ks podano w [2]).
Z tej zależności wynika, że obróbka musi być prowadzona dla maksymalnej wartości prędkości skrawania:
c
scc F
Pvv ⋅== 00060dop
(4)
gdzie oznaczenia jak wyżej.
Wariantowanie sposobu wykonania powierzchni elementarnych 189
Wymagana chropowatość stanu końcowego PE-O
Na stan końcowy wyrażony przez chropowatość, jaką należy uzyskać dla PE-O po jej wykonaniu, największy wpływ ma posuw. Modele matematyczne opisujące to ograniczenie uzależnione są od tego, do jakiego rodzaju jakościo-wego należy dana PE-O. Wyróżniono trzy rodzaje jakościowe: zgrubny, kształ-tujący i wykańczający. Dla rodzaju zgrubnego można ustalić posuw z zastoso-waniem wzoru [5]:
εrf ⋅= 5,0 (5) gdzie: f – posuw w obróbce zgrubnej [mm/obr], rε – promień naroża płytki.
Aby wyznaczyć posuw dla rodzajów kształtującego i wykańczającego, moż-na skorzystać ze wzoru [5]:
10008max εrRf ⋅= (6)
gdzie: Rmax – głębokość nierówności [mm], rε – promień naroża płytki [mm], f – posuw [mm/obr].
Odniesienie wartości głębokości nierówności do chropowatości powierzchni przedstawiono w [5].
3.2. Modele wariantów wyznaczania prędkości skrawania
Model katalogowy Producenci narzędzi skrawających podają w katalogach obszary doboru pa-
rametrów skrawania dla przyjętego okresu trwałości ostrza. W większości przy-padków jest to 15 min. Model katalogowy ustalania parametrów skrawania w MPE jest oparty na takich właśnie założeniach.
Model wydajnościowy Model ten sprowadza się do wyznaczenia prędkości skrawania, dla której
czas wykonania danej PE-O przybierze wartość minimalną. Wyznaczenie takiej prędkości skrawania wymaga określenia trwałości skrawania dla największej wydajności. Oblicza się ją z zależności [3, 5]:
( ) znw tsT ⋅⋅−= λ1 (7)
gdzie:

K. Żywicki, E. Pająk 190
s – wykładnik potęgowy (współczynnik kierunkowy lini prostej tg(–α) = s, we-dług wzoru Taylora s
cT vCT −⋅= , λ – współczynnik równy stosunkowi czasu skrawania do czasu maszynowego w danym zabiegu obróbkowym, tzn – czas zmiany ostrza (narzędzia) [min].
Model ekonomiczny W modelu tym wyznacza się ekonomiczną wartość okresu trwałości ostrza,
która pozwala wykonać PE-O przy najniższym koszcie [3]:
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅⋅−=
M
Nzne K
KtsT λ1 (8)
gdzie: KN – koszt eksploatacji narzędzia [zł] przypadający na jeden okres trwałości ostrza. Koszt jest równy sumie kosztu zakupu narzędzia podzielonego przez dopuszczalną liczbę ostrzeń oraz kosztu jednego ostrzenia. Dla narzędzi z wy-miennymi płytkami skrawającymi jest to koszt zakupu płytki podzielony przez liczbę jej naroży plus koszt zakupu oprawki podzielony przez liczbę płytek moż-liwych do zamocowania w okresie trwałości oprawki, KM – jednostkowy koszt obrabiarkowy (koszt eksploatacji obrabiarki wraz z jej obsługą) [zł/min].
Ponieważ zmianie podlega tylko prędkość skrawania, to zależność między prędkościami skrawania i odpowiadającymi im trwałościami ostrza wyraża się wzorem [5]:
m
zcT T
Tvv ⎟⎟⎠
⎞⎜⎜⎝
⎛= (9)
gdzie: vT – okresowa prędkość skrawania [m/min], vc – prędkość skrawania odpowiadająca katalogowej trwałości ostrza [m/min], T – trwałość ostrza odpowiadająca prędkości skrawania vc [min], Tz – zalecany okres trwałości ostrza obliczony na podstawie modelu ekonomicz-nego lub wydajnościowego [min], m = 1/s.
3.3. Metodyka wariantowania parametrów skrawania
Metodyka wyznaczania parametrów skrawania dotyczy każdej PE-O wcho-dzącej w skład zbioru oraz każdej pary środków technicznych: obrabiarka, na-rzędzie skrawające (jednolite lub składane), które mają możliwości technolo-
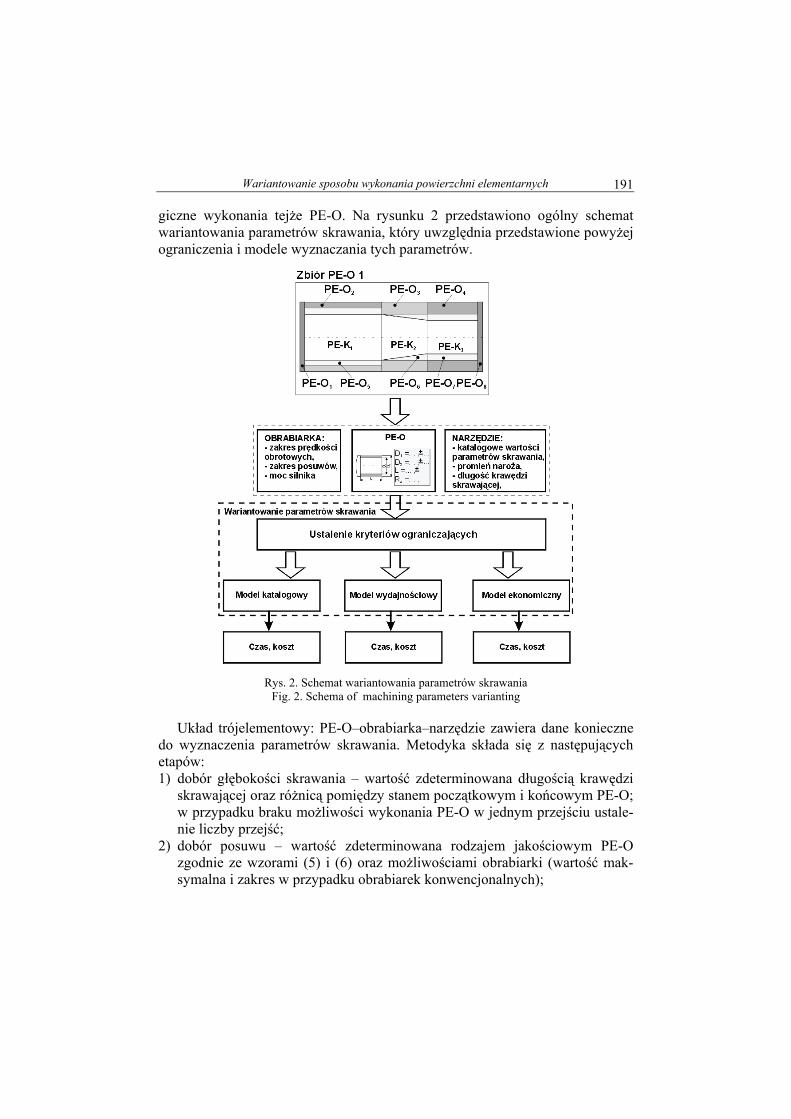
Wariantowanie sposobu wykonania powierzchni elementarnych 191
giczne wykonania tejże PE-O. Na rysunku 2 przedstawiono ogólny schemat wariantowania parametrów skrawania, który uwzględnia przedstawione powyżej ograniczenia i modele wyznaczania tych parametrów.
Rys. 2. Schemat wariantowania parametrów skrawania
Fig. 2. Schema of machining parameters varianting
Układ trójelementowy: PE-O–obrabiarka–narzędzie zawiera dane konieczne do wyznaczenia parametrów skrawania. Metodyka składa się z następujących etapów: 1) dobór głębokości skrawania – wartość zdeterminowana długością krawędzi
skrawającej oraz różnicą pomiędzy stanem początkowym i końcowym PE-O; w przypadku braku możliwości wykonania PE-O w jednym przejściu ustale-nie liczby przejść;
2) dobór posuwu – wartość zdeterminowana rodzajem jakościowym PE-O zgodnie ze wzorami (5) i (6) oraz możliwościami obrabiarki (wartość mak-symalna i zakres w przypadku obrabiarek konwencjonalnych);
K. Żywicki, E. Pająk 192
3) uzależnione od przyjętego modelu wyznaczenie prędkości skrawania (punkt 3.1); przyjęcie katalogowego okresu trwałości (np. T =15 min) oraz oblicze-nie ekonomicznego i wydajnościowego okresu trwałości (wzory (7) i (8));
4) obliczenie prędkości obrotowej
Dvn c
⋅⋅=
π1000 [obr/min] (10)
gdzie: vc – prędkość skrawania [m/min], D – średnica wykonywanej PE-O lub średnica narzędzia [mm];
5) korekta prędkości obrotowej – uwzględnienie maksymalnych obrotów ob-rabiarki lub ich zakresów w przypadku obrabiarek konwencjonalnych;
6) obliczenie skorygowanej prędkości skrawania – zgodnie ze wzorem (uwzględnienie korekty prędkości obrotowej):
1000π Dnvc
⋅⋅= [m/min] (11)
gdzie oznaczenia jak wyżej; 7) obliczenie nowego okresu trwałości – zgodnie ze wzorem (9); 8) obliczenie siły skrawania – zgodnie ze wzorem (3); 9) obliczenie mocy skrawania – zgodnie ze wzorem (2); 10) sprawdzenie ograniczenia mocy skrawania – zależność (1); 11) korekta prędkości skrawania – w przypadku przekroczenia ograniczenia
mocy skrawania następuje korekta prędkości skrawania do wartości (4); 12) ponowne obliczenie prędkości obrotowej i jej korekta do możliwości ob-
rabiarki oraz okresu trwałości ostrza. Wyznaczone w ten sposób parametry skrawania stanowią podstawę do obli-
czenia czasów wykonania PE-O, a tym samym technicznej normy czasu pracy.
4. NORMA CZASU WYKONANIA OPERACJI TECHNOLOGICZNEJ
4.1. Czas wykonania powierzchni elementarnej operacyjnej
Wyznaczone warianty parametrów skrawania oraz dane geometryczne PE-O stanowią podstawę do ustalenia czasu jej wykonywania. Podstawową zależno-ścią ustalenia czasu wykonania PE-O jest:
pmmPEwPE ttt += (12)
gdzie: twPE – czas wykonania PE-O, tmPE – czas maszynowy PE-O, tpm – czas pomocniczy związany z wykonaniem PE-O.

Wariantowanie sposobu wykonania powierzchni elementarnych 193
Czas skrawania PE-O wyraża zależność:
fnltsPE ⋅
= (13)
gdzie: l – droga skrawania [mm], n – prędkość obrotowa wrzeciona [obr/min], f – posuw [mm/obr].
Oczywiście zależność ta ulega modyfikacjom w zależności od rodzaju zasto-sowanych obrabiarek i narzędzi (kinematyki procesu technologicznego) ko-niecznych do wykonania PE-O danego rodzaju (np. płaszczyzn, otworów).
4.2. Norma czasu wykonania operacji technologicznej
Istnieją różne metody ustalania technicznej normy czasu pracy, których wy-korzystanie zależy od typu produkcji (od produkcji masowej do jednostkowej) i od poziomu technicznego przygotowywania produkcji [3]. Podstawowymi składnikami są czas jednostkowy oraz czas przygotowawczo-zakończeniowy.
Metodyka zawarta w MPE odnosi się tylko do procesu kształtowania elemen-tów maszyn i nie uwzględnia czasów przygotowawczo-zakończeniowych. Jest to także spowodowane tym, że czas ten należy rozpatrywać w rzeczywistych wa-runkach techniczno-organizacyjnych danego systemu wytwórczego.
Czas jednostkowy wykonania operacji technologicznej w MPE jest obliczany z wykorzystaniem metody analityczno-uproszczonej [4]. Jako operację techno-logiczną w MPE rozumie się zakres PE-O (w ramach danego zbioru PE-O) wy-konywany na jednej obrabiarce, a w przypadku obrabiarek konwencjonalnych także PE-O należące do jednego rodzaju jakościowego. Takie założenie jest spójne z definicją operacji technologicznej.
W metodzie analityczno-uproszczonej zakłada się stosowanie współczynni-ków zamiast wartości określonych grup czasów normatywnych. W MPE czas jednostkowy wykonania operacji technologicznej jest obliczany z następującej zależności:
∑=
⋅⋅−−⋅−−
+=n
isPE
uprprupmpm
uj t
kkkkkkkt
111
(14)
gdzie: tj – czas jednostkowy wykonania operacji technologicznej, tmPE – czas skrawania PE-O, n – liczba PE-O wchodzących w skład zakresu PE-O zbioru PE-O wykonywa-nych na jednej obrabiarce, a w przypadku obrabiarek konwencjonalnych także jednego rodzaju jakościowego,
K. Żywicki, E. Pająk 194
kpm – współczynnik uwzględniający czas pomocniczy maszynowy związany z wykonaniem PE-O na obrabiarce, kpr – współczynnik uwzględniający czas pomocniczy nie pokryty czasem ma-szynowym PE-O, np.: zamocowanie i odmocowanie przedmiotu, uruchomienie programu obróbkowego, włączanie i wyłączanie napędu, ku – współczynnik czasu uzupełniającego związanego z wykonaniem operacji technologicznej, np.: czas obsługi technicznej (wymiana stępionych narzędzi, ustawienie narzędzi w oprawce, jeśli wykonuje się to na obrabiarce), korekcja regulacyjna elementów obrabiarki), czas obsługi organizacyjnej (przekazanie pracy i stanowiska kolejnemu operatorowi, porządkowanie stanowiska, kontakty operatora z pracownikami nadzoru), czas na potrzeby fizjologiczne składający się z czasu na odpoczynek oraz czasu na potrzeby naturalne.
Wartości tych współczynników są uzależnione od obrabiarki i warunków techniczno-organizacyjnych w danym systemie wytwórczym.
W skrajnych warunkach możliwy jest przypadek, w którym wykonanie wszystkich PE-O koniecznych do osiągnięcia części obrabianej przewiduje się na różnych obrabiarkach (brak wyodrębnionych zakresów PE-O). W celu ogra-niczenia takiego przypadku można zastosować procedury ograniczające, a mia-nowicie określenie zakresu wykonywanych PE-O spełniającego kryterium kon-centracji: – maksymalny zakres PE-O wykonywanych na jednej obrabiarce: określenie
zbioru obrabiarek, na których można zrealizować zakres PE-O ze zbioru PE-O; – maksymalny zakres PE-O wykonywanych jednym narzędziem: określenie
zbioru narzędzi, którymi można wykonać zakres PE-O ze zbioru PE-O na danej obrabiarce. Wyznaczony czas wykonania PE-O i norma czasu wykonania operacji tech-
nologicznej są podstawą do wyznaczenia kosztów (wykonania PE-O, operacji technologicznych).
5. PODSUMOWANIE
W artykule przedstawiono wariantowanie operacji technologicznych metodą powierzchni elementarnych w odniesieniu do sposobu wykonania PE-O. W za-proponowanym rozwiązaniu odnoszącym się do wariantowania parametrów skra-wania zakłada się wykorzystanie znanych modeli optymalizacyjnych: wydajno-ściowego i ekonomicznego oraz katalogowego (parametry proponowane przez producentów narzędzi skrawających). Celem tak przyjętych rozwiązań jest po-równanie i jednocześnie opracowanie różnych, także w kontekście całej części obrabianej, możliwości wykonania operacji technologicznych. Pozwoli to na takie przeprowadzenie procesu technologicznego, aby w jak największym stop-niu spełnić wymagania (czas, koszt) klientów oraz udostępnić alternatywne roz-wiązania procesu, które mogą być wykorzystywane przy planowaniu produkcji.

Wariantowanie sposobu wykonania powierzchni elementarnych 195
LITERATURA
[1] Cichosz P., Efektywność kształtowania skrawaniem przedmiotów osiowosymetrycznych w zintegrowanym wytwarzaniu, Prace Naukowe Instytutu Technologii Maszyn i Automa-tyzacji, Seria: Monografie 21, Wrocław, Oficyna Wydawnicza Politechniki Wrocławskiej 1998.
[2] Grzesik W., Podstawy skrawania materiałów metalowych, Warszawa, WNT 1998. [3] Krzyżaniak S., Kawalec M., Optymalizacja parametrów skrawania w obróbce jedno-
i wielonarzędziowej, Poznań, Wydawnictwo Politechniki Poznańskiej 1985. [4] Poradnik inżyniera. Obróbka skrawaniem, t. I, II, III, Warszawa, WNT 1991, 1993, 1994. [5] Przybylski L., Strategia doboru warunków skrawania współczesnymi narzędziami, Kra-
ków, Wyd. Politechniki Krakowskiej 1999. [6] Żywicki K., Pająk E., Metodyka wariantowania operacji technologicznych, Komputero-
wo zintegrowane zarządzanie, Warszawa, WNT 2004. [7] Żywicki K., Production flow planning system-technological process varianting, in: 6
International Scientific-Technicak Conference for PhD Students Automation and CA Sys-tems in Technology Planning and in Manufacturing, Herlany 2005, s. 273-277.
[8] Żywicki K., Pająk E., System ekspertowy wariantowania operacji technologicznych, Archiwum Technologii Maszyn i Automatyzacji, Komisja Budowy Maszyn PAN, oddział w Poznaniu, 2006, vol. 26, nr 2.
[9] Żywicki K., Pająk E., Leśniak K., Analiza kosztów obróbki z wykorzystaniem sieci CPM, Archiwum Technologii Maszyn i Automatyzacji, Komisja Budowy Maszyn PAN oddział w Poznaniu, 2004, vol. 24, nr 2.
Recenzent: dr hab. inż. Maciej Kupczyk, prof. nadzw.
EXECUTION OF FEATURES VARIANTING
S u m m a r y
In this paper technological process varianting is presented. The varianting process are based on method of features. This method assumes that every artifact can be described using design features (PE-K); the design features are shaped In technological process by realization of operational fea-tures (PE-O). For these features different technological variants are planned.
Keywords: execution of features, varianting, parameters of machining mgr inż. Krzysztof ŻYWICKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 20 52, e-mail: [email protected].
dr hab. inż. Edward PAJĄK, prof. nadzw. Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. (061) 665 22 03, e-mail: [email protected].
K. Żywicki, E. Pająk 196