Embed Size (px)
Citation preview

Förebyggande underhåll och livslängds-bedömning med avseende på cyklisk drift
MATERIAL- OCH KEMITEKNIK 1178
Jan Storesund


Förebyggande underhåll och livslängdsbedömning med avseende på cyklisk drift
Preventive maintenance and life time assessment
with respect to cyclic operation
Jan Storesund
M08-825
VÄRMEFORSK Service AB 101 53 STOCKHOLM · Tel 08-677 25 80
Mars 2011 ISSN 1653-1248


VÄRMEFORSK
i
Abstract Procedurer som kan användas för livslängdanalyser och tillväxtlagar för skademekanismer med avseende på cyklisk drift har sammanställts. Erfarenheter och analyser av inverkan av cyklisk drift hos ångdomar, ånglådor, ångackumulatorer och ventilhus har sammanställts. För töjningsinducerad korrosionssprickning i ångdomar har en korrelation mellan spänningsnivå och spricktillväxthastighet tagits fram.

VÄRMEFORSK
ii

VÄRMEFORSK
iii
Sammanfattning
Status inom området cyklisk drift av kraftvärmeverk har sammanställts i en litteraturstudie i Värmeforsk regi [1]. Utmattning och krypning omfattas i de flesta regelverk och procedurer. Miljöinducerad sprickbildning i form av töjningsinducerad korrosionssprickning (SICC) har dock inte studerats i någon större omfattning samtidigt som den är vanligt förekommande i vattensidig pannmiljö och dessutom påverkas av cyklisk drift [1].
Projektets mål är att ta fram förbättrade metoder för förebyggande underhåll och bedömningar av återstående livslängd av utsatta komponenter i anläggningar som utsätts för cyklisk drift i kraftvärmeverk. Detta har studerats genom att:
• Studera procedurer för bedömning av utmattning, kryputmattning, korrosionsutmattning (CF) och töjningsinducerad korrosionssprickning (SICC), många av dessa har utvecklats inom kärnkraften
• Redogörelse för Europanormer med avseende på cyklisk drift
• Studera erfarenheter/skadefall av cyklisk drift med avseende på termisk högcykelutmattning, kryputmattning, SICC, CF och spänningskorrosions-sprickning (SCC)
Erfarenheten pekar på att SICC är ett stort problem i ångdomar och i ångackumulatorer. Det är i regel fråga om långsamt växande sprickor som är förknippade med starter och stopp av anläggningen. Vid cyklisk drift kan det därför befaras att denna sprickmekanism orsakar kritiska skador efter betydligt kortare drifttider än vad som är typiskt idag.
Analys av ett antal skadefall pekar på att spricktillväxthastigheten är beroende av hur höga de lokala spänningarna är där sprickorna uppstår och en korrelation för detta samband har visats. Beräkning av spänningsintensitetsfaktorn K1 för de vanligaste sprickgeometrierna resulterade i en närapå linjär korrelation mellan K1 och spricktillväxthastighet. Detta samband överensstämde relativt väl med de spricktillväxthastigheter som erhållits vid laboratorieexperiment [18].
Följande komponenter har särskilt studerats med avseende på förebyggande underhåll och livslängdsanalys: ångdomar, ånglådor, ångackumulatorer och ventilhus
Förekommande skademekanismer och tillväxtlagar som påverkas av cyklisk drift samt de vanligaste materialen har sammanställts för var och en av dessa komponenter. Dessutom har rekommendationer rörande oförstörande provning, provningsintervall, mätning, övervakning och spännings- samt brottmekanisk analys givits. Detta sammanfattas i ett förslag på procedur för förebyggande underhåll och livslängdanalys med avseende på cyklisk drift.
Nyckelord: Cyklisk drift, livslängdsanalys, förebyggande underhåll, utmattning, miljöinducerad sprickbildning, ångdomar, ånglådor, ångackumulatorer, ventilhus

VÄRMEFORSK
iv

VÄRMEFORSK
v
Executive Summary Background Cyclic operation has increased over the last decade due to increasing fluctuations of electricity prices. Increased use of wind power in the future is predicted to lead to an even higher degree of cyclic operation. The service of the power plants will be suited to when the wind power stops and re-energises. The frequency of damages will then increase. Failure may occur in components that never have had damage problems before.
A literature survey on cyclic operation of utilities has recently been performed by Värmeforsk [1]. Different types of damages and damage mechanisms that typically appear in components sensitive to cyclic operation are described. The study also pinpoints the danger with introduction of cyclic operation in base load plants that already have consumed a significant part of their technical life-time.
The literature survey indicates that there is a satisfactory understanding of most types of damages that can be related to cyclic operation. Nevertheless, some questions concerning the management and the prevention of such damage could be identified:
• The engineering practices for design and assessment of condition and remnant life time for creep – fatigue could be improved.
• The effects of cyclic operation on environmentally assisted cracking (EAC) as well as managing and preventing damage.
• The preventive maintenance efforts should mainly focus on the effects of cyclic operation – what should be done? Where and when should it be done?
The research task For EAC there is a need for crack propagation relations that are suited to water sided applications. One form of EAC, strain induced corrosion cracking (SICC), appears commonly. There exists data from analyses performed by Inspecta that could be used to develop an expression for the crack propagation.
Methodology for preventive maintenance and life time assessments will be compiled for four different components that are prone to damage by cyclic operation. The components should also be associated with possibly large consequences in case of a failure and a need for improved methods with respect to preventive maintenance and/or remnant life time assessments. The following components and damage mechanisms related to cyclic operation will be studied:
• Steam drum – EAC
• Steam accumulator - EAC, stratification
• Final superheater header – thermal fatigue, creep fatigue
• Valve body – thermal fatigue, creep fatigue
Concepts for systematic preventive maintenance and life time approach where determination of loads and environment are essential exists within the nuclear industry. This will be enlightened in the present study.

VÄRMEFORSK
vi
Crack propagation data are scarce for EAC in water environments. In Inspecta´s damage data base there is a number of analysed cases that may be used for determination of such propagation rates. In addition, the literature will be studied for the named damage mechanisms.
For each one of the four components recommendations for inspection and preventive maintenance will be worked out.
The target for the project is to work out improved methods for preventive maintenance and life time assessments of critical components with respect to cyclic operation.
The target group is plant owners with plants for which cyclic operation may be a reality, above all with respect to an increased number of starts and stops but also in the view of more frequent load cycling. Studied components Steam drum The steam drum is the largest pressure vessel in a boiler. A failure may lead to catastrophic consequences. Therefore, it is normal practise to follow-up any cracking very carefully. The most common damage mechanism is strain induced corrosion cracking (SICC) [1]. SICC is believed to form during start-ups and introduction of cyclic operation can therefore be expected to increase the propagation rates with respect to time. The figure below shows typical SICC positions in a steam drum.
Typical positions for SICC are at inside tube holes and stub connections beneath the water line Headers Cracking between the ligaments between tube holes are commonly occurring in superheater steam headers. It has been established that starts and stops often have a minor contribution to the cracking (thermal fatigue). Instead frequent load cycling in the boiler causes temperature variations in the superheater, which in its turn causes thermal stresses when the tubes meet the thicker walled header shell [1]. The figure below shows a header with ligament cracks.
VÄRMEFORSK
vii
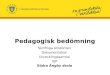
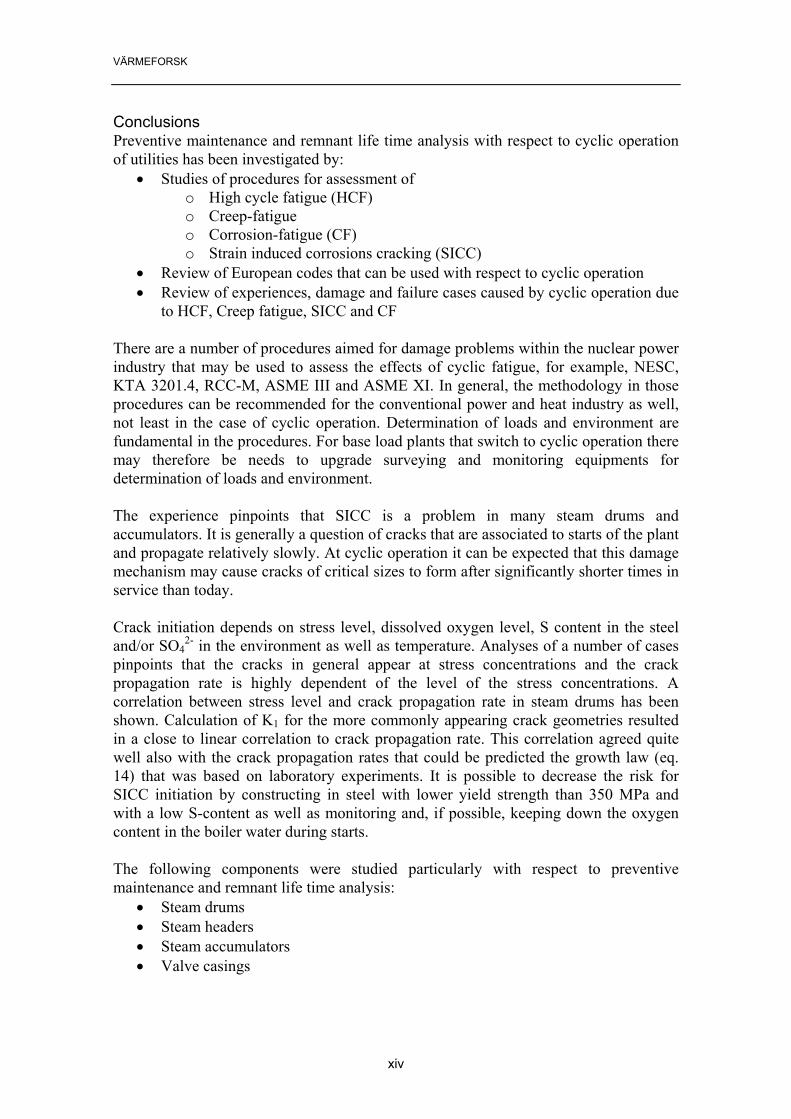
Through-wall ligament cracks, they are visible after cut-off of two tubes [2] Steam accumulators There are two types of steam accumulators: those with gliding pressure and those with constant pressure. In the case of gliding pressure, the pressure is maintained by a steam pad at the top. The operation is characterised by cycling of load and water level that may cause thermal stresses. Cyclic operation results in more frequent thermal cycling and occurrence of enhanced levels of dissolved oxygen in the water. Constant pressure is preferred sometimes. By use of an external evaporator superheated water can be extracted from the tank by the same flow velocity as cold water is refilled. This implies a stratified tank. Cyclic operation may imply more frequent thermal cycling and occurrence of enhanced levels of dissolved oxygen in the water. The figure below shows both types schematically.
Steam accumulator with a) gliding pressure b) constant pressure Valve casing Valve casings are used in security and regulator valves in connection to turbines, at live steam pipe lines and at reducer stations. Thermal fatigue cracks may appear in valve seats, especially when hot and cold fluids are mixed. At the outside cracks may form at

VÄRMEFORSK
viii
geometrical discontinuities because of thermal stresses at starts and stops. The figure below shows an example of a valve casing and typical non-destructive testing (NDT) positions.
An example of non-destructive testing of valve housing [3] Useful procedures for remnant life time assessments with respect to cyclic operation Fatigue A European procedure for high cycle fatigue was proposed in a project called NESC [4]. It was developed for light water reactors and is summarised in the figure below. In the German nuclear industry the procedure KTA 3201.4 is used. Temperature monitoring is a key issue in this procedure. The basic methodology is i) to demonstrate the current status of the integrity of systems and components and ii) to maintain the necessary quality of the components in the future operation with respect to relevant possible damage mechanism as well as with respect to the security level of the systems and components.
KTA 3201.4 can be used for:
- serial security control
- leak-before-breake assessments
- optimising of NDT efforts
- handling of the aging of the plant
- investigations of the integrity of systems and components for specific purposes, such as with respect to thermal fatigue

VÄRMEFORSK
ix
Scheme over proposed procedure for evaluation of thermal fatigue by NESC
There are also French codes such as RCC-M and RCC-MR as well as US codes such as ASME III and ASME XI that can be used in a similar way as the NESC and the KTA 3201.4 procedures. The approaches in such procedures, developed for the nuclear power industry, can also be very useful in assessments of cyclic operation of utilities. A fundamental issue is the determination of loads when performing the analyses. Different kinds of loads such as thermal transients, thermal stratification and turbulent thermal loads are described in the report. In general, thermal loads are dependent on parameters such as component geometry, flow velocity and the temperature range between cold and hot fluid. It is often a question of local temperature cycling and local influence of the stress state in a component that gives the highest loads. Different possibilities for thermal load determination are described. The thermal loads that are analysed within the nuclear industry often deals with cases where cold and hot water is mixed. In utilities corresponding loads appears in steam and water headers [1], attemperators and reducing stations as well as in wall and ceiling tubes in case of poor circulation in the boiler. Creep-fatigue Creep-fatigue can be described either as competitive, additive or interactive, se the figure below.

VÄRMEFORSK
x
Three types of creep fatigue: A) Competing – creep and fatigue develops independently of each other, B) a fatigue crack propagates by creep crack growth, C) creep damage and fatigue damage interact [14] The interaction between the three different types of creep fatigue is schematically illustrated in the figure below where interactive creep fatigue is represented by the lower non-linear curve, additive by the upper non-linear curve whereas competing creep-fatigue shows a very limited interaction.
Different types of interaction between creep and fatigue Procedures are described to evaluate creep fatigue by use of the strain-range partitioning (SRP) method [15]. The method involves separation of inelastic and creep strains in a total strain cycle, calculate the relative life time exhaustion for the separate

VÄRMEFORSK
xi
components and perform total creep-fatigue life time predictions by use of a rule for interactive damage. Environmentally assisted cracking (EAC) Assessments of corrosion-fatigue (CF) are dealt with in ASME XI whereas there are no established procedures for strain induced corrosion cracking (SICC). European codes for analyses of cyclic operation The following codes are described in the report: EN 13445-3:2009, Sect. 17 Simplified assessment of fatigue EN 12952-4:2000 Part 4: Calculation of remnant life time Damage cases – base for and verification of growth laws A data base for service and prototype data was also created in the NESC project [4] for a better understanding of the fatigue mechanisms and to validate the procedure. It contains 45 cases from in-service. Analyses of these cases showed that:
- The thermal loads are the main unknown factor in a detailed analysis - In many cases fatigue failure had developed in a short time (< 1 yr) - Some cases with low ∆T (60-80°C) were identified but ∆T was higher in most
cases - Cracks may appear both in welds and in parent metals and may be oriented both
axially and circumferentially - All failures resulted in leaks – no cracks led to bursts although there were
geometries that would be classified as critical for catastrophic failures - Turbulent mixing seldom leads to failures alone. However, together with
additional loads such as system stress and thermal loads failures may appear. - Stratification may be associated with turbulent mixing and valve leaks.
Most cases within the nuclear industry have no direct similarity to utilities. Indirectly it can be assumed that:
- Cyclic operation involves heavier loads on valves and pumps. This may lead to an increased risk of in-leakages of relatively cold water that may result in thermal fatigue at adjacent components
- Attemperators may operate at higher frequencies at cyclic operation resulting in shorter life times for nozzles, baffle-plates or, in the worst case, the entire attemperator
- Thermal transients in pipe systems may lead to thermal fatigue if they are sufficiently frequent
Inspecta experiences Inspecta has experienced cracking problems and failures in many steam drums and accumulators but not that many in, headers and valves. The table below summarises the cases that were included in the present study.

VÄRMEFORSK
xii
Studied components and dominating damage mechanisms Component Damage
mechanism Number of analysed cases
Steam drum SICC 6 Steam accumulator SICC 2 Steam accumulator CF 1 Steam header TF 2 Valve TF 1 Valve Creep-fatigue 1 Growth laws are already established for the damage mechanisms above except for SICC. Thus, the SICC cases were analysed further. The cases where stress and fracture mechanics analyses had been performed and, in addition, had a documented cracking history were described and compiled, see the table below. Compilation of service parameters and crack propagation data associated to SICC in steam drums and steam accumulators Type of component/ type of industry
Material/ K1C [MPa√m]
Stress at cracked-area [MPa]
Calculated acceptable/ critical crack-depth [mm]
Max measured crack depth [mm]
Average crack growth rate [mm/yr]
Time from observed damage to acceptable/ critical crack-depth, 1 start/yr (baslast) [yr]
Correspon-ding time to acceptable/ critical crack-depth, 10 starts/yr [yr]
Steam drum/ Pulp mill
SS 2101 /150 276 3,8*/12* 10 0,22 0/22 1,2/2,2
Steam drum/ paper & pulp mill
Fortiweld /100 267 0/1,8 6 0,27 0/6 0/0,6
Water drum/ paper & pulp mill
Fortiweld /100
56 4,7/9,4 3,5 0,1 2/9 0,2/0,9
Steam drum /utility
CuNi52Mo /70 355 3,6/16,3 20 1,0 0/25 0/2,5
Steam drum /utility
Fortiweld /100 346 6/16 15 0,38 0/2 0/0,2
Steam drum /utility
Fortiweld /100 392** 0,8**/1,5** 7 0,75 1/2 0,1/0,2
Steam ac-cumulator/ chemical plant
Domex 450T /150
226 8,5/9,2 10 ≈1 0 0
*adjacent to a repair weld ** in an area where cracks have been ground away; calculated crack depths and crack growth rates concern the bottom of the ground area

VÄRMEFORSK
xiii
Plotting the calculated stresses vs. the measured crack growth gave a significant correlation. Since three different crack geometries occurred, the parameter K1 would be better to plot vs. crack growth. K1 could readily be calculated for most cases in the table above. The correlation between K1 and crack growth rate was quite close to linear. The obtained curve also showed a good agreement compared to a growth law (eq, 14) based on laboratory experiments in the literature [16], se the figure below. In this comparison the growth rate was assumed to take place at one load ramp during a start-up, once a year. The assumption of growth only at load ramps is implicitly involved in the growth law in ref. [18] and has also been considered in the literature [1]. Thus the SICC growth rather should be expressed in cycles in cyclic operation mode.
0
5
10
15
20
25
30
0 0,2 0,4 0,6 0,8
Crack growth rate [mm/yr]
K1
Drums
eq. (14)
Linear(D )
Measured crack propagation rate vs. K1 for steam drums with axial cracks
The studied procedures and the cases-studies have ended up in
• Compilation of commonly used materials, damage mechanisms and growth laws associated with drums, headers, accumulators and valve casings
• Recommendations for NDT as well as load measurements and monitoring for drums, headers, accumulators and valve casings
• Suggested procedure for preventive maintenance and remnant life time assessments with respect to cyclic operation
• An experimentally determined quantitative growth law for SICC from the literature showed good agreement with observed SICC crack growth in steam drums. This growth law can also be expected to agree reasonably with SICC in feed water tanks at service temperatures over 150°C.
VÄRMEFORSK
xiv
Conclusions Preventive maintenance and remnant life time analysis with respect to cyclic operation of utilities has been investigated by:
• Studies of procedures for assessment of o High cycle fatigue (HCF) o Creep-fatigue o Corrosion-fatigue (CF) o Strain induced corrosions cracking (SICC)
• Review of European codes that can be used with respect to cyclic operation • Review of experiences, damage and failure cases caused by cyclic operation due
to HCF, Creep fatigue, SICC and CF
There are a number of procedures aimed for damage problems within the nuclear power industry that may be used to assess the effects of cyclic fatigue, for example, NESC, KTA 3201.4, RCC-M, ASME III and ASME XI. In general, the methodology in those procedures can be recommended for the conventional power and heat industry as well, not least in the case of cyclic operation. Determination of loads and environment are fundamental in the procedures. For base load plants that switch to cyclic operation there may therefore be needs to upgrade surveying and monitoring equipments for determination of loads and environment. The experience pinpoints that SICC is a problem in many steam drums and accumulators. It is generally a question of cracks that are associated to starts of the plant and propagate relatively slowly. At cyclic operation it can be expected that this damage mechanism may cause cracks of critical sizes to form after significantly shorter times in service than today. Crack initiation depends on stress level, dissolved oxygen level, S content in the steel and/or SO4
2- in the environment as well as temperature. Analyses of a number of cases pinpoints that the cracks in general appear at stress concentrations and the crack propagation rate is highly dependent of the level of the stress concentrations. A correlation between stress level and crack propagation rate in steam drums has been shown. Calculation of K1 for the more commonly appearing crack geometries resulted in a close to linear correlation to crack propagation rate. This correlation agreed quite well also with the crack propagation rates that could be predicted the growth law (eq. 14) that was based on laboratory experiments. It is possible to decrease the risk for SICC initiation by constructing in steel with lower yield strength than 350 MPa and with a low S-content as well as monitoring and, if possible, keeping down the oxygen content in the boiler water during starts. The following components were studied particularly with respect to preventive maintenance and remnant life time analysis:
• Steam drums • Steam headers • Steam accumulators • Valve casings

VÄRMEFORSK
xv
Existing damage mechanisms and propagation laws that are influenced by cyclic operation as well as the most commonly used materials were compiled for these components. In addition, recommendations concerning non-destructive testing, testing intervals, surveying and monitoring as well as stress and fracture mechanics analyses have been compiled for the components. This is summarised in a proposed procedure for preventive maintenance and remnant life time analysed with respect to cyclic operation.

VÄRMEFORSK
xvi
Innehållsförteckning
1 INLEDNING .......................................................................................................... 1 1.1 BAKGRUND ...............................................................................................................1 1.2 BESKRIVNING AV FORSKNINGSOMRÅDET ............................................................................1 1.3 FORSKNINGSUPPGIFTEN OCH DESS ROLL INOM FORSKNINGSOMRÅDET ........................................1 1.4 MÅL OCH MÅLGRUPP ....................................................................................................2
2 KRITISKA KOMPONENTER ................................................................................... 3 2.1 ÅNGDOMAR ...............................................................................................................3 2.2 ÅNGLÅDOR ...............................................................................................................3 2.3 ÅNGACKUMULATORER ..................................................................................................4
2.3.1 Ångackumulatorer med glidande tryck ..............................................................4 2.3.2 Ångackumulatorer med konstant tryck ..............................................................4
2.4 VENTILHUS ...............................................................................................................5 3 ANVÄNDBARA PROCEDURER FÖR LIVSLÄNGDSANALYS MED AVSEENDE PÅ CYKLISK DRIFT ............................................................................................................ 6
3.1 UTMATTNING ............................................................................................................6 3.1.1 Termiska laster ...............................................................................................7
3.1.1.1 Termiska transienter .................................................................................................................. 7 3.1.1.2 Termisk stratifiering .................................................................................................................. 8 3.1.1.3 Turbulenta termiska högcykellaster .......................................................................................... 8
3.1.2 Förekommande procedurer och expertis ...........................................................9 3.1.2.1 Tyska modellen (KTA 3201.4) ................................................................................................. 9 3.1.2.2 Franska koder .......................................................................................................................... 12 3.1.2.3 Utveckling i USA och Japan ................................................................................................... 12
3.1.3 Europeiska forsknings- och utvecklingsprojekt ................................................. 13 3.1.3.1 Franska program ..................................................................................................................... 13 3.1.3.2 THERFAT ............................................................................................................................... 13
3.1.4 Bestämning av termisk last ............................................................................ 15 3.1.5 Bedömning av utmattning .............................................................................. 15
3.1.5.1 Utmattningskurvor .................................................................................................................. 15 3.1.5.2 Utmattningsreduktionsfaktorer ................................................................................................ 16
3.1.5.2.1 Svetsar ............................................................................................................................... 16 3.1.5.2.2 Miljöeffekter ...................................................................................................................... 17
3.1.6 Tillämpning i kraftvärmeverk .......................................................................... 18 3.2 KRYPUTMATTNING .................................................................................................... 18
3.2.1 Samverkan mellan krypning och utmattning .................................................... 18 3.2.1.1 Olika typer av samverkan ........................................................................................................ 20 3.2.1.2 Konstruktion av skadediagram ................................................................................................ 24
3.2.2 Segmentering av töjningsomfång baserat på total töjning................................. 25 3.2.2.1 Direkt bestämning av inelastiska töjningsområdeskomponenter ............................................. 25 3.2.2.2 Alternativ procedur ................................................................................................................. 29
3.3 KORROSIONSUTMATTNING ........................................................................................... 32 3.4 TÖJNINGSINDUCERAD KORROSIONSSPRICKNING (SICC) ...................................................... 33
4 EUROPANORMER MED AVSEENDE PÅ CYKLISK DRIFT ...................................... 34 4.1 EN 13445-3:2009, KAP. 17 FÖRENKLAD BEDÖMNING AV UTMATTNING .................................. 34
4.1.1 Klassificering av svetsar ................................................................................. 36 4.1.2 Bedömningsregel .......................................................................................... 37 4.1.3 Detaljerad utmattningsbedömning .................................................................. 38
4.2 SS-EN 12952-4:2000 VATTENRÖRPANNOR OCH HJÄLPINSTALLATIONER – DEL 4: BERÄKNINGAR AV ÅTERSTÅENDE LIVSLÄNGD ................................................................................................... 41
4.2.1 Annex B Beräkning av utmattningsskada i drift ................................................ 41

VÄRMEFORSK
xvii
4.2.1.1 Allmänt ................................................................................................................................... 41 4.2.1.2 Lagring av extremer ................................................................................................................ 41 4.2.1.3 Detektering av lastcykler ........................................................................................................ 41 4.2.1.4 Återstående sekvens av relativa extremer ............................................................................... 42 4.2.1.5 Klassificering av lastcykler ..................................................................................................... 43 4.2.1.6 Noggrannhet och rimlighet av mätvärden ............................................................................... 44
5 SKADEFALL – UNDERLAG TILL/VERIFIKATION AV TILLVÄXTLAGAR ................ 45 5.1 TERMISK HÖGCYKELUTMATTNING .................................................................................. 45
5.1.1 NESC-projektets databas ............................................................................... 45 5.1.2 Inspectas erfarenheter .................................................................................. 48
5.1.2.1 Ångeducerventiler från ett kartongbruk .................................................................................. 48 5.1.2.2 Utgående ånglåda från barkpanna i ett massabruk .................................................................. 51 5.1.2.3 Ånglåda till en oljepanna ........................................................................................................ 54
5.2 KRYPUTMATTNING .................................................................................................... 57 5.2.1 Inspectas erfarenheter .................................................................................. 57
5.2.1.1 Ångreducerventiler från ett kartongbruk ................................................................................. 57 5.3 TÖJNINGSINDUCERAD KORROSIONSSPRICKNING (SICC) ...................................................... 58
5.3.1 Allmänt om SICC ........................................................................................... 58 5.3.2 Inspectas erfarenheter .................................................................................. 59
5.3.2.1 Ångdomar ............................................................................................................................... 59 5.3.2.1.1 Ångdom i massa- och pappersbruk i Mellansverige .......................................................... 59 5.3.2.1.2 Ångdom i massa- och pappersbruk i Norrland ................................................................... 61 5.3.2.1.3 Vattendom i samma bruk ................................................................................................... 65 5.3.2.1.4 Ångdom i kraftvärmeverk i Mellansverige ........................................................................ 68 5.3.2.1.5 Ångdom från kraftvärmeverk i Mellansverige ................................................................... 71 5.3.2.1.6 Två ångdomar från ett annat Mellansvenskt kraftvärmeverk ............................................. 72
5.3.2.2 Ångackumulatorer ................................................................................................................... 78 5.3.2.2.1 Kemisk fabrik i Norrland ................................................................................................... 81
5.4 KORROSIONSUTMATTNING ........................................................................................... 82 5.4.1 Inspectas erfarenheter .................................................................................. 82
5.4.1.1 Ångackumulatorer ................................................................................................................... 82 5.4.1.1.1 Materialundersökning av båtprov från ångackumulator vid massabruk i Norrland ........... 82
5.5 SAMMANSTÄLLNING AV TILLVÄXTDATA FÖR SICC ............................................................... 85 5.6 SPÄNNINGSKORROSIONSSPRICKNING (SCC) ..................................................................... 87
6 TILLVÄXTLAGAR ................................................................................................. 88 6.1 SICC .................................................................................................................... 88
6.1.1 Utvärdering av tillväxtdata från studerade fall .................................................. 88 6.1.2 Litteraturjämförelse ....................................................................................... 89
6.1.2.1 Tillväxtlag framtagen från laboratorieexperiment ................................................................... 90 6.1.2.2 Inverkan av kemisk sammansättning på SICC ........................................................................ 92
6.2 BERÄKNINGSMODELL FÖR KORROSIONSUTMATTNING: .......................................................... 95 6.3 BERÄKNINGSMODELL FÖR SPÄNNINGSKORROSIONSSPRICKNING, SCC ....................................... 95
7 SAMMANSTÄLLNING AV MATERIAL SAMT SKADEMEKANISMER OCH TILLVÄXTLAGAR MED RELATERADE TILL CYKLISK DRIFT ........................................ 96
7.1 ÅNGDOMAR ............................................................................................................. 96 7.1.1 Skademekanismer som påverkas av cyklisk drift .............................................. 96 7.1.2 Tillväxtlagar .................................................................................................. 96 7.1.3 Material ........................................................................................................ 96
7.2 ÅNGLÅDOR ............................................................................................................. 98 7.2.1 Skademekanismer som kan påverkas av cyklisk drift ........................................ 98 7.2.2 Tillväxtlagar .................................................................................................. 98 7.2.3 Material ........................................................................................................ 98
7.3 ÅNGACKUMULATORER ................................................................................................ 99 7.3.1 Skademekanismer som påverkas av cyklisk drift .............................................. 99 7.3.2 Tillväxtlag ..................................................................................................... 99

VÄRMEFORSK
xviii
7.3.3 Material ........................................................................................................ 99 7.4 VENTILHUS ........................................................................................................... 100
7.4.1 Skademekanismer som kan påverkas av cyklisk drift ...................................... 100 7.4.2 Tillväxtlag ................................................................................................... 100 7.4.3 Material ...................................................................................................... 100
8 REKOMMENDERAD PROVNING, MÄTNING OCH ÖVERVAKNING ..................... 101 8.1 ÅNGDOMAR ........................................................................................................... 101
8.1.1 Provning..................................................................................................... 101 8.1.2 Provningsintervall ........................................................................................ 101 8.1.3 Mätning ...................................................................................................... 101 8.1.4 Övervakning ............................................................................................... 101 8.1.5 Spännings- och brottmekanisk analys ........................................................... 102
8.2 ÅNGLÅDOR ........................................................................................................... 102 8.2.1 Provning/mätning/övervakning ..................................................................... 102 8.2.2 Provningsintervall ........................................................................................ 103 8.2.3 Mätning ...................................................................................................... 103 8.2.4 Övervakning ............................................................................................... 103 8.2.5 Spännings- och brottmekanisk analys ........................................................... 103
8.3 ÅNGACKUMULATORER .............................................................................................. 103 8.3.1 Provning..................................................................................................... 103 8.3.2 Provningsintervall ........................................................................................ 104 8.3.3 Mätning ...................................................................................................... 104 8.3.4 Övervakning ............................................................................................... 104 8.3.5 Spännings- och brottmekanisk analys ........................................................... 104
8.4 VENTILHUS ........................................................................................................... 104 8.4.1 Provning..................................................................................................... 104 8.4.2 Provningsintervall ........................................................................................ 105 8.4.3 Mätning ...................................................................................................... 105 8.4.4 Övervakning ............................................................................................... 105 8.4.5 Spännings- och brottmekanisk analys ........................................................... 105
9 FÖRSLAG PÅ PROCEDUR FÖR FÖREBYGGANDE UNDERHÅLL OCH LIVSLÄNGDSANALYS MED AVSEENDE PÅ CYKLISK DRIFT ..................................... 106
9.1 FAKTORER SOM MINSKAR RISKEN FÖR SPRICKBILDNING ...................................................... 106 10 SLUTSATSER ..................................................................................................... 108
11 FÖRSLAG TILL FORTSATT FORSKNINGSARBETE ............................................. 109
12 LITTERATURREFERENSER ................................................................................ 110
Bilagor
A NOMENKALTUR

VÄRMEFORSK
1
1 Inledning
1.1 Bakgrund
Under senare år har mer frekventa starter och stopp blivit aktuella för allt fler anläggningar som en följd av att svängningar i elpriset blivit vanliga. Framöver förutspås den ökande användningen av vindkraft medföra att det blir ännu vanligare med cyklisk drift av kraftvärmeanläggningarna – driften anpassas till när vindkraften stannar och får fart igen. Det innebär att frekvensen av skador, inte minst utmattningsrelaterade skador, kommer att öka samt att allvarliga haverier kan uppstå i komponenter som tidigare inte haft några skadeproblem.
En litteraturstudie rörande cyklisk drift i kraftvärmeverk har nyligen genomförts i Värmeforsks regi [1]. Där beskrivs vilka skador och skademekanismer som typiskt uppträder hos de komponenter som är känsliga för cyklisk drift.
Bland annat pekar studien på faran med att introducera cyklisk drift i kryppåkända baslastanläggningar som redan har förbrukat betydande delar av sin livslängd. Med utgångspunkt från typiska designdiagram för den kombinerade effekten av kryputmattning kan kraftigt reducerade återstående livslängder förväntas om man övergår från baslast till cyklisk drift.
Av litteraturstudien att döma är förståelsen för de flesta typer skador relaterade till cyklisk drift tillfredsställande. Frågetecken rörande hantering och förebyggande av skadorna kunde dock identifieras:
• De ingenjörsmässiga tillvägagångssätten för att dimensionera samt bedöma kondition och återstående livslängd för kryputmattning är ofta ganska trubbiga – det behövs förbättrade metoder.
• Effekter av cyklisk drift på miljöinducerad sprickbildning samt hantering och förebyggande av skador
• De förebyggande underhållsinsatserna behöver överlag fokusera mer på effekterna av cyklisk drift – vad ska göras? Var, när och hur ska det göras?
1.2 Beskrivning av forskningsområdet
Inom Värmeforsk har status inom forskningsområdet sammanställts i en litteraturstudie [1]. Utmattning och krypning omfattas i de flesta regelverk och procedurer, frågan är hur pass ”användarvänliga” de är. Miljöinducerad sprickbildning i form av töjningsinducerad korrosionssprickning (SICC) har dock inte studerats i någon större omfattning samtidigt som den är vanligt förekommande i vattensidig pannmiljö och dessutom påverkas av cyklisk drift [1].
1.3 Forskningsuppgiften och dess roll inom forskningsområdet
För termisk utmattning och kryputmattning finns flera metoder för beräkning av förbrukad samt återstående livslängd. Det bör belysas i vilken utsträckning de parametrar som beräkningarna utgår från kan mätas/övervakas/provas.

VÄRMEFORSK
2
För miljöbetingad sprickbildning behövs det tillväxtlagar som är anpassade för vattensidiga tillämpningar. En av dess former, töjningsinducerad korrosionssprickning (SICC), är vanligt förekommande och det finns underlag från analyser som Inspecta har gjort som kan användas till att ta fram ett uttryck för spricktillväxten.
Metodik för förebyggande underhåll och livslängdsanalys sammanställs för fyra olika komponenter med känd skadebildning på grund av cyklisk drift. Det ska vara komponenter som tillhör de mer känsliga för cyklisk drift, dels med tanke på konsekvenserna av ett eventuellt haveri och dels med avseende på skadebenägenhet. De ska också vara i behov av förbättrade metoder med avseende på förebyggande underhåll och/eller livslängdsbedömning. Specifikt studeras följande komponenter med tillhörande skademekanismer:
• Ångdom – miljöinducerad sprickbildning
• Ångackumulator – miljöinducerad sprickbildning, stratifiering
• Utgående ånglåda – termisk utmattning, kryputmattning
• Ventilhus – termisk utmattning, kryputmattning
För ett metodiskt förebyggande underhåll och livslängdsarbete är lastbeskrivning och tillväxtdata väsentlig information för analyserna av respektive komponent och skademekanism. Det är ofta nödvändigt att mäta driftförhållanden (laster, miljö) för att erhålla användbara indata. Koncept för detta finns inom kärnkraften, vilket kommer att belysas i studien.
För miljöbetingad sprickbildning i vattenmiljö finns det bristfälligt med tillväxtdata. I Inspectas skadedatabas finns ett antal utredningar av miljöbetingad sprickbildning hos de aktuella komponenterna och för de vanligast förekommande materialen. Tillväxtdata kommer att utvärderas från detta underlag samt från litteraturen. Litteraturen kommer även att granskas med avseende på tillväxtlagar för kryputmattning.
För var och en av komponenterna ovan framarbetas också en rekommendation för vilka insatser som krävs för att kunna upprätta ett kontrollprogram för förebyggande underhåll.
1.4 Mål och målgrupp
Projektets mål är att ta fram väsentligt förbättrade metoder för förebyggande underhåll och bedömningar av återstående livslängd av utsatta komponenter i anläggningar som utsätts för cyklisk drift. Målgruppen är anläggningsägare med anläggningar där en mer frekvent cyklisk drift är eller kan bli aktuell, framför allt i form av ett ökat antal starter och stopp men även med tanke på mer frekventa lastväxlingar i drift.

VÄRMEFORSK
3
2 Kritiska komponenter
2.1 Ångdomar
Ångdomen är det största tryckkärlet i en panna. Ett haveri skulle kunna få mycket allvarliga konsekvenser. Därför är man i regel mycket noggrann med att följa upp eventuell sprickbildning. Den vanligaste skademekanismen är töjningsinducerad korrosionsprickning, SICC [1]. SICC uppstår i samband med starter och införande av cyklisk drift kan därför befaras ge en ökad spricktillväxthastighet med avseende på tid. Figur 1 visar var SICC typiskt uppträder i en ångdom.
Figur 1. Typiska positioner för SICC är vid tubsäten och stutsanslutningar mot mantel på insidan under vattenlinjen
Figure 1. Typical positions for SICC are at inside tube holes and stub connections beneath the water line
2.2 Ånglådor
Hos ånglådor i anslutning till överhettare förekommer sprickproblem i ligamenten mellan tubhål. Man har fastställt att starter och stopp många gånger har en underordnad betydelse för sprickbildningen (termisk utmattning). Det är istället lastväxlingar i pannan som orsakar temperatursvängningar i överhettartuberna och termiska spänningar när tuberna möter den mer tjockväggiga manteln [1]. Figur 2 visar en ånglåda med ligamentsprickor.

VÄRMEFORSK
4
Figur 2. Genomgående ligamentsprickor, synliga efter att två tuber har kapats av [2].
Figure 2. Through-wall ligament cracks, they are visible after cut-off of two tubes [2]
2.3 Ångackumulatorer
En ackumulatortank för ånga förvarar egentligen vatten vid ett högt tryck så att vattnet inte börjar koka. Trycket skall vara högre än mättnadstrycket eller så måste temperaturen på vattnet vara lägre än mättnadstemperaturen.
2.3.1 Ångackumulatorer med glidande tryck Trycket i tanken kan upprätthållas genom att bilda en ångkudde i toppen av tanken. Trycket hålls genom att förånga lite vatten eller att kondensera lite ånga. Ånga produceras genom att trycket sänks under urladdningen. Figur 3a visar principen för en ångackumulator med glidande tryck. Driften kännetecknas av lastväxlingar och höjning och sänkning av vattennivån, vilket kan skapa termiska spänningar. En ökad cyklisk drift skulle kunna medföra i) större temperaturväxlingar och ii) att vatten med förhöjd syrehalt kommer in i systemet mer frekvent.
2.3.2 Ångackumulatorer med konstant tryck I bland kan det vara fördelaktigt att kunna leverera ånga med ett konstanttryck. Detta kan åstadkommas genom en extern förångare. Då tas överhettat vatten från tanken med samma flödeshastighet som kallt vatten tillsätts till tanken. Detta medför en skiktad tank. Om tanken matas med överhettat vatten är trycket konstant. Den kan även laddas indirekt med en värmeväxlare. Om den matas med ånga ökar trycket. Figur 3b visar principen för en ångackumulator med konstant tryck. Här kännetecknas driften av höjning och sänkning av vattennivån, vilket kan skapa termiska spänningar. En ökad cyklisk drift skulle kunna medföra i) större

VÄRMEFORSK
5
temperaturväxlingar och ii) att vatten med förhöjd syrehalt kommer in i systemet mer frekvent.
Figur 3. Ångackumulator med a) glidande tryck b) konstant tryck
Figure 3. Steam accumulator with a) gliding pressure b) constant pressure
2.4 Ventilhus
Ventilhus finns på säkerhets- och reglerventiler vid turbiner, på ångnätet och vid reducerstationer. Termiska utmattningssprickor kan uppstå i ventilsäten, särskilt om fluider med olika temperatur blandas. På utsidan kan sprickor bildas vid dimensionsövergångar där termiska spänningar kan uppstå i samband med starter och stopp. Figur 4 visar exempel på oförstörande provning av ett ventilhus.
Figur 4. Exempel på oförstörande provning av ventilhus [3]
Figure 4. An example of non-destructive testing of valve housing [3]

VÄRMEFORSK
6
3 Användbara procedurer för livslängdsanalys med avseende på cyklisk drift
3.1 Utmattning
Cyklisk drift kan under vissa omständigheter resultera i en ökad benägenhet för skador som har orsakats av termisk utmattning. Det kan t.ex. gälla utmattning på grund av frekventa lastcyklingar i pannan eller växlande ång-/vattentemperaturer i ackumulatorer.
Inom kärnkraften har man i ett så kallat NESC projekt sammanställt olika former av skador som uppkommer genom utmattning, sammanställt de nationella procedurer som finns för utmattningsanalys och utifrån detta utvecklat en procedur för termisk utmattningsskada.
NESC - Utveckling av europeisk procedur för bedömning av högcykelutmattning för LWR (Light Water Reactor) [1].
Projektet har fokuserat på två huvudaspekter:
a) skapa en databas för drift- och prototypdata i syfte att bättre förstå utmattningsmekanismer och validisera proceduren, se avsnitt 5.
b) Utveckla en europeisk flernivåprocedur för termisk utmattningsskada som ska beakta de olika disciplinerna av fenomenet (termohydralik, materialets töjningsförlopp genom finita element analys, skadeanalys, brottmekanik och inspektionsutförande).
Den europeiska proceduren har fyra nivåer:
- Nivå 1 använder ett enkelt screeningkriterium uttryckt i termer som nominell ∆T mellan två fluider som blandas
- Nivå 2: andelen av tillåten utmattningslivslängd bestäms genom den så kallade sinusoidal metoden, där termisk last behandlas som en ideal sinusoidal våg.
- Nivå 3: andelen av tillåten utmattningslivslängd bestäms genom analys av hela lastspektrat.
- Nivå 4: beräkning av tillväxten av detekterad spricklik indikering som baseras på brottmekaniska grunder.
De två första nivåerna behandlas i ref. [4].
I nivå 1 föreslås ett screeningkriterium på temperaturskillnaden ∆T = 80°C vid blandning i T-stycken av austenitiska material. Detta kan utvidgas till även andra typer av termisk last som stratifiering och transienter. För T-stycken i ferritiska stål sätts kriteriet vid ∆T = 50°C, eftersom utmattningslivslängden är kortare och det råder större osäkerhet kring miljöinverkan. Det är viktigt att den nominella ∆T som bestäms till fullo kan representera faktiska förhållanden, både i drifthistoriken och i framtida drift.
Nivå 2 erbjuder beräkning av andel av tillåten utmattningslivslängd under antagande av en sinusoidal termisk last vid den mest skadliga frekvensen för ett givet ∆T. Rådgivning

VÄRMEFORSK
7
ges rörande val av värmetransport, utmattningskurvor, reduceringsfaktorer av utmattningshållfastheten och korrektionsfaktorer för plasticitet. Den inbyggda konservatismen i metoden har visats genom databasen med skadefall.
Figur 5 åskådliggör den föreslagna proceduren för utvärdering av termisk utmattning.
Figur 5. Schema över föreslagen procedur för utvärdering av termisk utmattning
Figure 5. Scheme over proposed procedure for evaluation of thermal fatigue
Det kan dock förekomma att cykling med mindre temperaturintervall än 50°C kan orsaka termisk utmattning. Analyser av ligamentsprickor i överhettarlådor och ekonomiserlådor i kraftvärmeverk pekar på kan det räcka med ∆T=30°C för att sprickorna ska kunna uppstå [1].
3.1.1 Termiska laster
3.1.1.1 Termiska transienter
Kärnkraftverk och modernare kraftvärmeverk är dimensionerade mot termisk utmattning. Det medför att läckor och haverier beroende på termisk cykling är relativt ovanligt om man bortser från ång- och ekonomiserlådor. Efter långa drifttider kan det dock ändå vara angeläget att analysera tillståndet och eventuell skadebildning.

VÄRMEFORSK
8
Ett exempel på påtagliga termiska transienter är vid injektion av varmt eller kallt vatten med hög flödeshastighet. Det leder till ett pluggliknande block av kylmedel som producerar en jämn temperaturändring över hela rörets tvärsnitt.
3.1.1.2 Termisk stratifiering
När en fluid är skiktad med olika temperaturer kalla det för termisk stratifiering. Det kan uppstå vid en temperaturförändring i ett rör. Det resulterar i en ändring i vattnets densitet och varmt vatten strävar uppåt och det kallare ned till botten av röret. Om vattnet inte blandas tillräckligt separeras de kalla och de varma delarna. Stratifiering underlättas därför av stora temperaturskillnader, vilket orsakar stora densitetsskillnader. Den typiska situationen för stratifiering är när flödeshastigheten är låg och den termiska gradienten är stor vid gränsen mellan varmt och kallt vatten. Ökad flödeshastighet möjliggör blandning och tar bort stratifierade tillståndet. Man kan skilja på global och cyklisk stratifiering. Figur 6 illustrerar de två typerna.
Figur 6. a) global stratifiering b) cyklisk stratifiering
Figure 6. a) global stratification b) cyclic stratification
3.1.1.3 Turbulenta termiska högcykellaster
Turbulent blandning av varmt och kallt vatten karaktäriseras av snabba och oregelbundna fluidrörelser. Figur 7 illustrerar turbulens i ett T-stycke. Dessa fluktuationer ökar energitransporten, rörelseenergin och värmekonvektionens transporthastighet. Flödesrörelserna skulle bli väldigt svåra och komplexa att beskriva. Man använder sig därför av begreppet eddies, vilket kan beskrivas som små portioner av fluid i oregelbunden rörelse som finns under en kort tid innan den förlora sin identitet. Vid turbulens är de inerta krafterna större än de viskösa i en fluid. Ett vanligt mått på detta är det dimensionslösa Reynoldstalet, Re. I ett rör definieras Reynoldstalet som:

VÄRMEFORSK
9
µρµ Dm=Re
där D är rörets innerdiameter, ρ är fluidens densitet, µm är medelhastigheten och µ är viskositeten.
Höga Re indikerar högre grad av turbulens och kan betraktas som ett mått på förhållandet mellan inerta och viskösa krafter. Som en tumregel kan Re ≥ 2000 användas som kriterium för början av turbulens i ett rör.
Figur 7. Turbulens i ett T-stycke
Figure 7. Turbulence in a T-joint
3.1.2 Förekommande procedurer och expertis
3.1.2.1 Tyska modellen (KTA 3201.4)
KTA 3201.4 används i tyska kärnkraftverk. Temperaturövervakning är en nyckelfråga i denna procedur. Reglerna är jämförbara med ASME Section III för design och ASME Section XI för drift. Proceduren innehåller en heltäckande struktur för säkerhetsskydd och komponentintegritet i drift. Den grundläggande metodiken är att:
- demonstrera nuvarande status av integriteten hos system och komponenter,
- bibehålla nödvändig kvalitet hos komponenter vid framtida drift med hänsyn till relevanta potentiella degraderingsmekanismer samt med avseende på säkerhetsnivån hos system och komponenter i fråga
KTA 3201.4 kan användas till:
- periodisk säkerhetskontroll
- läcka-före-brott bedömningar
- optimering av OFP insatser
- hantering av anläggningens åldrande

VÄRMEFORSK
10
- utredningar av integriteten hos system och komponenter för specifika ändamål, t.ex. med avseende på termisk utmattning.
Indata för laster erhålls genom mätning av last eller temperatur. Laster från designspecifikationer inkluderar samtliga potentiella lastfall tills EOL (End Of Life). EOL - utmattningsanalysen inkluderar också ett nödläge trots att det inte nödvändigtvis kommer att användas.
För utmattningsrelevanta temperaturtransienter och stratifiering ger mätning med termoelement lämpliga data. Värmeövergångskoefficienter utvärderade från mätningar är mer realistiska än nominella värden i koder och procedurer. Oftast är lastcyklerna i drift mindre än specificeringen för design data. Realistiska värden kan också erhållas som utgångspunkt för bedömningar av status och återstående livslängd. Integritetskonceptet åskådliggörs i Figur 8.
Figur 8. Integritetskoncept enligt KTA 3201.4
Figure 8. Integration concept according to KTA 3201.4
För att kunna utföra utmattningsanalyser måste de olika relevanta lastfall som specificerats grupperas i referenstransienter för att kunna ge lämpliga indata till beräkningen. Beroende på syftet med analysen – förenklad eller detaljerad – är indata för lasterna konservativa eller mer realistiska.
Utmattningsanalysen kan vara utförd som i rörnormer. Det finns t.ex. en formel för utvärdering av primärlaster + sekundärlaster + toppintensitetsområdet i KTA 3201.4.

VÄRMEFORSK
11
Alternativt kan finita elementmetoden (FEM) användas. För närvarande är det praxis att använda FEM i Europa. Denna praxis ger mer realistiska data och man kan undvika en del konservativa antaganden som blir nödvändiga i den analytiska metoden.
Efter beräkning av spänningarna måste Ke-faktorn (faktor för att korrigera globalt enbart elastiska spänningscykler i fall av spänningskoncentrationer som kan ge plastisk deformation) bestämmas för att ta hand om lokala plastiska deformationseffekter vid geometriska diskontinuiteter. Vanligtvis är Ke-faktorn mindre vid termiska laster än vid mekaniska.
Utmattningskurvor i koder och standarder tjänar som en indikator på den cykliska lastens inverkan på ett material i fråga. Det är viktigt att skilja mellan:
• Brottkurvor
• Sprickindikationskurvor
• Medelkurvor
• Designkurvor
• Brottkurvor med säkerhetsfaktorer inräknade
Sådana kurvor har tagits fram experimentellt med provstavar, vanligtvis under mekanisk belastning. I vissa koder omfattar olika kurvor för ferritiska respektive austenitiska stål. Det finns mer data för ferritiska stål. Austenitiska stål har liknande initieringsdata som ferritiska medan propageringsdata skiljer sig. Säkerhetsfaktorer appliceras på brottkurvor för att ge designkurvor. Till viss del har säkerhetsfaktorer etablerats som tar hänsyn till strukturella konstruktionsegenskaper och för miljöeffekter. Sådana faktorer bör behandlas med särskild försiktighet eftersom de har utvärderats från laboratorieexperiment och deras användbarhet i anläggningar i drift måste kontrolleras noggrant.
I en utmattningsanalys räcker det dock inte endast med en spänningsberäkning följt av en jämförelse med kodens utmattningskurvor. Man måste också ta hänsyn till samtliga faktorer som kan påverka utmattningslasterna samt deras samverkan med andra tillhörande element till den komponent eller det system som analysen gäller. Eftersom nästan alla incidenter av utmattningsbrott inom kärnkraften har haft flera orsaker, kan säkerhetsmarginalerna för utmattning inte uppfyllas med att åtgärda endast en individuell faktor.
De olika stegen av lastbestämning och utmattningsberäkning måste kontrolleras. Lastövervakning rekommenderas som en proaktiv insats. Det gör lasterna kända och kan kontinuerligt jämföras med designlasterna. Andra exempel på innehållet i en väl genomförd statusbedömning är redundanta OFP-insatser som utförs i högt påkända områden för att bekräfta integritetsanalysen . Ett realistiskt utvärderat lastspektrum kan medföra att en förenklad spännings/utmattningsanalys kan utföras. Osäkerheter från grova antaganden om lastspektrum kan dock inte kompenseras med en detaljerad analys – ett sådant arbetssätt kan inte accepteras för komponenters säkerhet, se Figur 9.

VÄRMEFORSK
12
Figur 9. Fel respektive rätt väg för utmattningsanalys där vikten av att bestämma laster illustreras
Figure 9. Wrong and right way for fatigue analysis where the importance of determining loads is illustrated
3.1.2.2 Franska koder
De franska koderna RCC-M och RCC-MR har utvecklat en alternativ metodik som är förbättrad i flera aspekter jämfört med ASME III. Koderna skiljer sig på följande punkter:
• RCC-M kräver en detaljerad utmattningsanalys av klass 2 rörsystem
• RCC-M har föreslagit ett alternativt sätt att utvärdera Ke (korrektionsfaktor för plastisk töjning)
• RCC-M har föreslagit att inkludera fluktuationer i undantagsreglerna för utmattning
• RCC-M uppmanar att ta maximal hänsyn till att förebygga termisk utmattning vid produktionen.
• RCC-MR har föreslagit ett alternativ sätt att utvärdera töjningsamplitud, baserad på Neubers regel (produkten av en elastisk lösning = produkten av en plastisk-elastisk lösning) och inkluderar biaxiella termiska lasters effekter på plasticitet genom användning av Kν parametern (plastisk korrektionsfaktor för bi-axiell last).
3.1.2.3 Utveckling i USA och Japan
Problem med termisk stratifiering enligt vad som har beskrivits ovan har lett till handlingsförslag i US NRC bulletiner. Inga av dessa rör dock system och komponenter som har någon relevant motsvarighet i kraft och värmepannor.

VÄRMEFORSK
13
3.1.3 Europeiska forsknings- och utvecklingsprojekt
3.1.3.1 Franska program
EdF (Électricité de France) har startat projekt med nationella och internationella partners där bland annat följande områden studeras:
• insamling av driftdata genom övervakningsutrustning, ∆T värden och om möjligt flödeshastigheter,
• utvärdering av fluiden och insidig rörtemperatur, • töjningsutvärdering genom elastisk analys och en korrektionsfaktor för
plasticitet, • effekten av faktorer som kan verka negativt på utmattningshållfastheten, • validering av spricktillväxtprocedurer och • utveckling av fullskaliga T-stycken för representativa prov och kontroll av de
olika stegen i utvärderingsproceduren.
3.1.3.2 THERFAT
THERFAT var ett EU projekt rörande utvärdering av termisk utmattning av T-stycken i rörsystem. Målen var att för bättra precision och tillförlitlighet vid bestämning av termiska laster. Programmet omfattade bland annat:
• Bestämning av last vid experimentella försök och datoranalys av fluiddynamik för bedömning av turbulent termisk blandning i T-stycken och att identifiera en signifikant utmattningsparameter.
• Integritetsutvärdering för kvantifiering av existerande säkerhetsmarginaler mot haveri.
• Experimentell verifiering av valda aspekter av utmattningsbedömningar • En ”road-map” för en europeisk metod för termisk utmattning.
Figur 10 och 11 visar resultat från EdF respektive THERFAT programmen där EdF:s resultat angränsar till cykler med plastisk töjning - lågcykelutmattning. Vid lågcykelutmattning är cyklingen i regel töjningsstyrd medförande att utmattningskurvor utgörs av antal cykler till brott (eller sprickinitiering) som funktion av töjningsomfång. Sker provningen, som i THERFAT, enbart i det elastiska området är cyklingen i regel spänningsstyrd, med spänningsomfång på y-axeln istället. I båda fallen erhölls en förhöjd utmattningshållfasthet jämfört med designkurvor vid höga töjnings-, respektive spänningsomfång.
THERFAT har resulterat i en rad bidrag till den tyska modellen, bland annat: • Utveckling av baskvalitén av design och tillverkning • Övervakning av termiska lasttyper och – cykler som förekommer • Överföring av uppmätta data till last indata vid analys • Planering av ett underhållsprogram under ett långt perspektiv • Brottmekanik för bestämning av acceptabla defektstorlekar • Utförande av spännings och utmattningsanalys • Etablera lämplig OFP

VÄRMEFORSK
14
Figur 10. Jämförelse mellan nya EdF resultat och ASME:s utmattningskurva där y-axeln visar totalt töjningsomfång delat med två och x-axeln antal cykler till brott
Figure 10. Comparison between new EdF results and the ASME fatigue curve with total strain range divided by two on the y-axis and number of cycles to failure on the x-axis
Figur 11. Jämförelse mellan resultat av utmattningstest och utvärdering av utmattning (totalt spänningsomfång på y-axeln i det här fallet)
Figure 11. Comparison between results of fatigue tests and fatigue evaluation (total stress range at the y-axis in this case)

VÄRMEFORSK
15
3.1.4 Bestämning av termisk last Bestämning av termiska laster är en fundamental del av en utmattningsanalys. Om de inte överensstämmer med verkligheten kan analysens resultat bli helt vilseledande. Generellt sett beror termiska laster på komponentgeometri, flödeshastighet och temperaturskillnader mellan kall och varm fluid. Det är ofta fråga om lokala temperaturväxlingar och lokal inverkan på spänningstillståndet i en komponent som ger de största termiska lasterna. Nedan följer exempel på metoder för att bestämma termisk last:
• Termoelement placerade på positioner så att de kan mäta av relevanta transienter och stratifiering
• Översättning av temperaturdata till termiska gränsvärden med hjälp av FEM • Lastbestämning genom experiment • Lastbestämning genom CFD (Computational Fluid Dynamics) analys
o kan användas i princip till att beräkna flödet i en komponent och därigenom indirekt kunna bestämma termisk last,
o fullständiga beräkningar blir mycket långsamma även med dagens datakraft,
o det finns förenklade modeller i olika grad som kan användas - ju enklare desto mindre användningsområden.
Inom kraftvärmesindustrin finns det anledning att se över övervakningen av termiska transienter i många anläggningar – inte minst om ökad cyklisk drift blir aktuell.
3.1.5 Bedömning av utmattning
3.1.5.1 Utmattningskurvor
Den mest använda designproceduren är ASME Section III Division 1 code. Där har designkurvorna erhållits från laboratorietestresultat som har reducerats med en faktor två på töjningen eller spänningen eller alternativt med faktorn 20 på antalet cykler till brott, beroende på vilken av dessa parametrar som är mest konservativ. Detta ska säkra mot inverkan av dataspridning, ytbeskaffenhet och skillnad i provstavsstorlek.
Faktorerna på 2 och 20 är ”osäkerhetsfaktorer” som är tillägnade små provstavar för att kunna matcha komponenter i drift. Faktorn 20 härrör från dataspridning, 2; storlekseffekt mellan provstavar, 2,5 samt ytbeskaffenhet och atmosfär, 4.
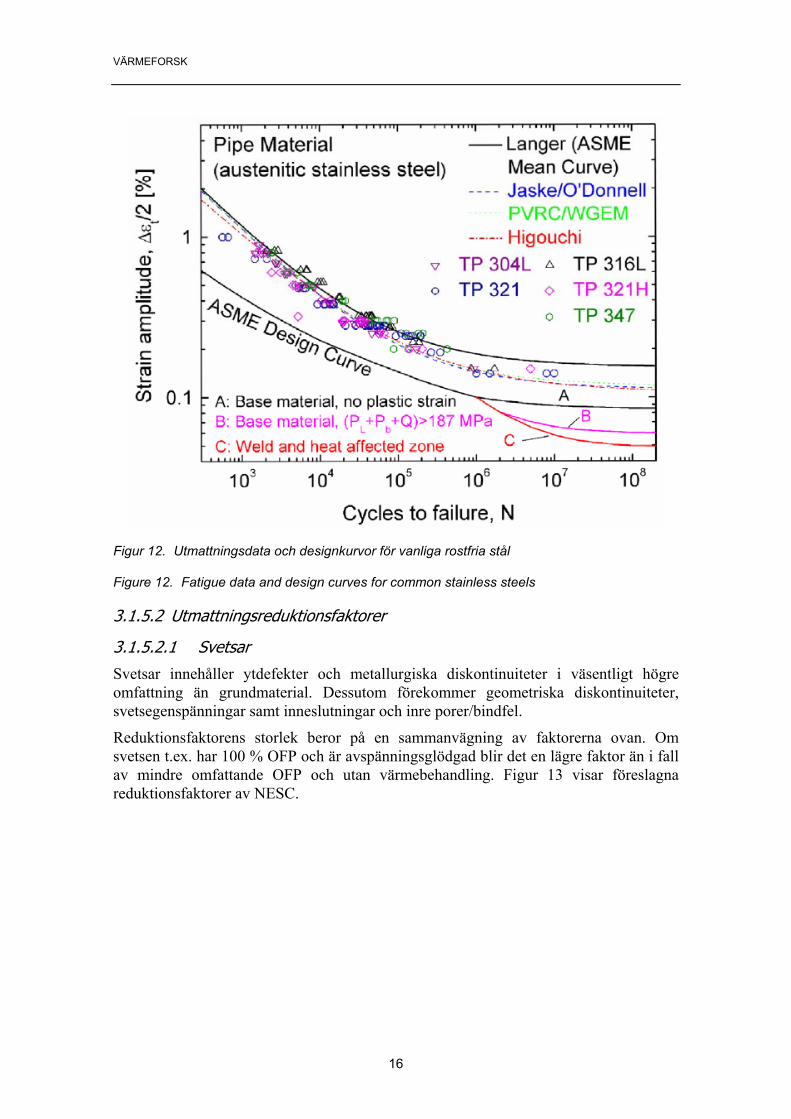
Dessa utmattningskurvor har anammats både i RCC-M och i KTA. Figur 12 visar nya testdata för ett antal rostfria stål, TP 304L, TP 316L, TP 321, TP 321H och TP 347, designkurva enligt ASME, ASME medeldata (Langer) och andra alternativa kurvor för rostfria stål (Jaske/O´Donell, PVRC/WGEM och Higouchi). Majoriteten av nya data ligger omkring Jaske/O´Donnells kurva i figuren.
VÄRMEFORSK
16
Figur 12. Utmattningsdata och designkurvor för vanliga rostfria stål
Figure 12. Fatigue data and design curves for common stainless steels
3.1.5.2 Utmattningsreduktionsfaktorer
3.1.5.2.1 Svetsar
Svetsar innehåller ytdefekter och metallurgiska diskontinuiteter i väsentligt högre omfattning än grundmaterial. Dessutom förekommer geometriska diskontinuiteter, svetsegenspänningar samt inneslutningar och inre porer/bindfel.
Reduktionsfaktorens storlek beror på en sammanvägning av faktorerna ovan. Om svetsen t.ex. har 100 % OFP och är avspänningsglödgad blir det en lägre faktor än i fall av mindre omfattande OFP och utan värmebehandling. Figur 13 visar föreslagna reduktionsfaktorer av NESC.

VÄRMEFORSK
17
Figur 13. Föreslagna utmattningsreduktionsfaktorer av NESC
Figure 13. Proposed fatigue reduction factors of NESC
Dessa faktorer är generellt applicerbara på fall där den största huvudspänningen är vinkelrät mot svetsens riktning. Om största huvudspänningen är parallell med svetsen behövs endast en reduktionsfaktor på 1,25. 3.1.5.2.2 Miljöeffekter
Designkurvorna i ASME III tar inte speciell hänsyn till miljöeffekter. Det är upp till konstruktören att ta ansvar för det.
Följande faktorer har identifierats kunna reducera utmattningslivslängden i vattenmiljö: - Typ, sammansättning och värmebehandling hos materialet - Syreinnehåll i vattnet

VÄRMEFORSK
18
- Drifttemperatur - Mängd inneslutningar i materialet - Töjningshastighet - Ev. dosering i vattnet (t.ex. Li och B)
Flödeshastigheten har dessutom inverkan i kol och låglegerade stål. Däremot verkar flödeshastigheten ha mindre betydelse hos austenitiska rostfria stål.
3.1.6 Tillämpning i kraftvärmeverk De termiska laster som analyseras inom kärnkraften handlar ofta om fall där kallt och varmt vatten blandas. I kraftvärmeverk förekommer motsvarande laster i ekonomiserlådor och överhettarlådor [1], ångkylare och reducerstationer samt i vägg- och taktuber i fall av dålig cirkulation i pannan. Då bildas det ångblåsor vid tubväggar som rör sig långsamt, ofta både fram och tillbaks. Vid en ångblåsa tappar tuben kylning och temperaturen stiger lokalt för att sedan sjunka då blåsan rör sig. Frekvensen av detta fenomen är ofta tillräcklig för att termiska utmattningssprickor ska bildas. Horisontella tuber är särskilt känsliga för denna sprickbildning. Vid starter är det risk för dålig cirkulation i panna och vid cyklisk drift är det följaktligen ökad risk för skaderisk på grund av detta [5]. Principerna för de procedurer som har sammanställts ovan kan dock med fördel användas för att analysera cyklisk drift för de laster som specifikt förekommer i kraftvärmeverk.
3.2 Kryputmattning
3.2.1 Samverkan mellan krypning och utmattning
Det finns ingen väletablerad metodik för att bedöma ackumulerad skada när både krypning och utmattning verkar samtidigt. Det beror bland annat på att det finns flera driftsätt som involverar krypning och utmattning. Ett exempel på sekventiellt driftsätt med krypning följt av utmattning är baslastdrift följt av en hög frekvens av cyklisk drift. I andra fall är det fråga om hålltider vid förhöjd temperatur och spänning, vilket ger en interagerande krypning och utmattning [1].
Dessa båda typer av drift kan inte åskådliggöras med endast en graf eller en ekvation för ett givet material. Oftast gäller uttryck och diagram för kryputmattning interaktiva driftsätt. Det medför att t.ex. sekventiella driftsätt får en oproportionerligt konservativ bedömning. Dessutom är det fråga om hur interaktiv skadebildning ska definieras.
För beräkningar vid konstruktion och livslängdsbedömning gäller det i regel att bestämma antalet cykler eller tid till sprickinitiering under antagande att kryp- respektive utmattningsskada kan utvärderas var för sig och sedan adderas till varandra. Exempel på sådana ekvationer är:

VÄRMEFORSK
19
1=+ff tt
Nn (1)
Df + Dc = Dt ≤ 1 (2)
Df + Dc = Dt ≥ 1 (3)
Där n, Nf, t och tf är antal utmattningscykler, antal utmattningscykler till brott, andel kryptid respektive tid till krypbrott. Df och Dt är total utmattningsskada och Dc är total krypskada. Figur 14 visar en graf för olika typer av samverkan mellan krypning och utmattning.
Figur 14. Olika typer av samverkan mellan krypning och utmattning
Figure 14. Different types of interaction between creep and fatigue
Den välkända bi-linjära diagrammet för växelverkan mellan krypning och utmattning i ASME Code Case N47, se Figur 15, där brytpunkten har koordinaterna 0,3; 0,3 har utformats för att ligga på den säkra sidan av provresultat av lågcykelutmattnings- (LCF) provning med töjningsomfång upp till 2 % och hålltider upp till 10 timmar. Wareing [7] jämförde förbrukad töjning vid kryputmattning med den tidsbaserade livslängden. Det visade sig att töjningsapproachen gav väsentligt mindre spridning i resultat. För att vara på den säkra sidan konstruerades en L-formad kurva som indikerar en ännu större samverkan mellan krypning och utmattning än ASME:s 0,3;0,3 diagram. Figur 15 visar försöksresultat med töjningomfång och hålltider markerade. Både ASME 0,3;0,3 och det L formade sambandet finns inlagda i figuren.

VÄRMEFORSK
20
Figur 15. Samverkan mellan krypning och utmattning för 316 stål vid 570°C baserat på töjning
Figure 15. Interaction between creep and fatigue for a 316 steel at 570°C based on strain
Den franska koden RCC-MR [8] liknar ASME:s men utmattningsskadan räknas ut från det totala töjningsomfånget (både elastiskt och plastiskt, inklusive krypning).
Den brittiska R5 metoden [9] skiljer sig från övriga metoder genom att värdet för D är alltid 1 i ekv. 2 eller 3. Dessutom används töjning och inte tid som mått på förbrukad kryplivslängd. Utmattningsskadan bestäms utifrån data utan säkerhetsfaktor.
3.2.1.1 Olika typer av samverkan
Man kan prata om såväl effekter av krypning vid utmattning såväl som utmattningens inverkan på krypbeteendet. Vid LCF-provning med hålltider kan resultatkurvorna (diagram med antal cykler som funktion av totalt töjningsomfång) delas in i tre områden [10].
• :Litet antal cykler till brott (stort töjningsomfång, ∆εt > 3 %) - utmattningsskada dominerar
• Medelstort antal cykler till brott (0,6 % < ∆εt < 3 %) – krypning och utmattning samverkar
• Stort antal cykler till brott (lågt töjningsomfång ∆εt < 0,6 %) – krypning dominerar
Figur 16 visar schematiskt inom vilket område det förekommer samverkan mellan krypning och utmattning. NIC och NC betecknar antal cykler till krypinitiering respektive krypbrott medan NIF och NF betecknar antalet cykler till utmattningsinitiering respektive utmattningsbrott.
VÄRMEFORSK
21
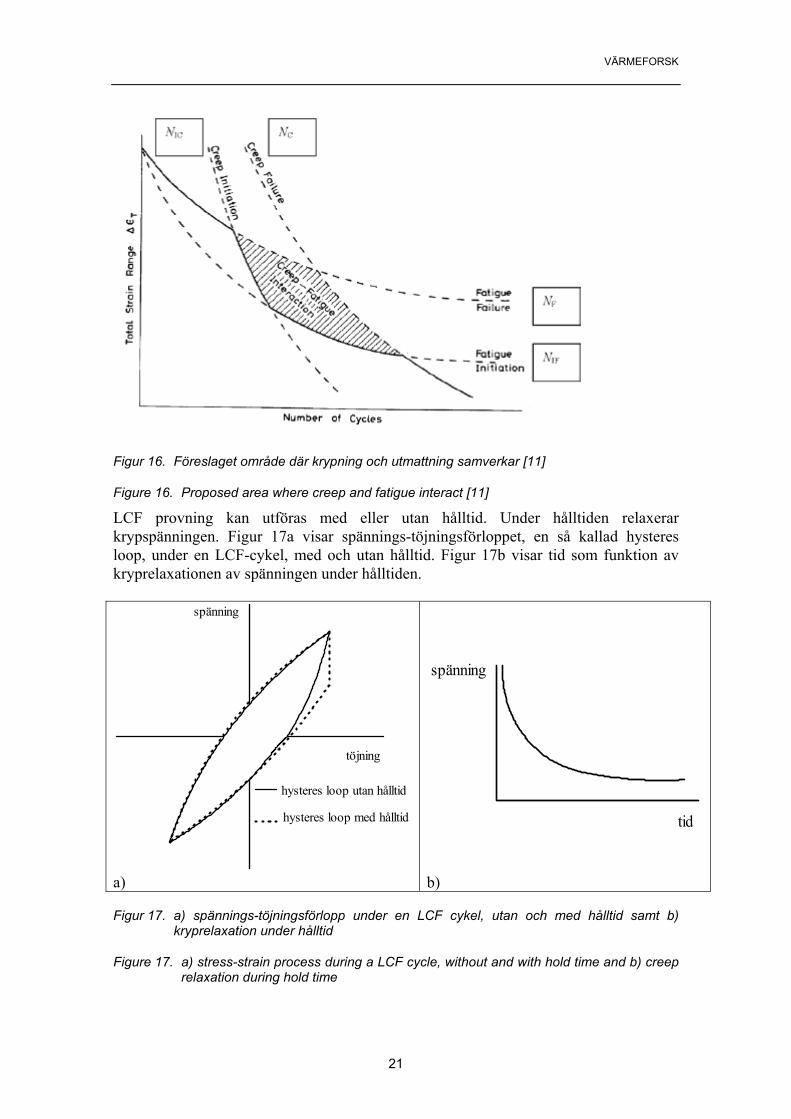
Figur 16. Föreslaget område där krypning och utmattning samverkar [11]
Figure 16. Proposed area where creep and fatigue interact [11]
LCF provning kan utföras med eller utan hålltid. Under hålltiden relaxerar krypspänningen. Figur 17a visar spännings-töjningsförloppet, en så kallad hysteres loop, under en LCF-cykel, med och utan hålltid. Figur 17b visar tid som funktion av kryprelaxationen av spänningen under hålltiden.
töjning
spänning
hysteres loop med hålltid
hysteres loop utan hålltid
a)
tid
spänning
b)
Figur 17. a) spännings-töjningsförlopp under en LCF cykel, utan och med hålltid samt b) kryprelaxation under hålltid
Figure 17. a) stress-strain process during a LCF cycle, without and with hold time and b) creep relaxation during hold time

VÄRMEFORSK
22
Figur 18 visar effekten av hålltidens längd för ett ferritiskt stål [12].
Figur 18. Effekt av hålltid på LCF livslängd i ett 0,5CrMoV turbinhusstål
Figure 18. Effect of hold time on LCF life time in a 0,5CrMoV turbine housing steel
Effekten av samverkan mellan utmattning och krypning kan vara olika för olika material och vid olika temperaturer för ett och samma material beroende på följande orsaker [13]:
• Materialet är benäget att bygga upp dislokationsceller vid cyklingen, vilket medför ett hårdnande och ett större kryptöjningsmotstånd men minskad duktilitet
• Materialet skiljer ut findispersa partiklar vid ett visst temperaturintervall i eller utan samverkan med deformationen under cyklingen – medför ett större kryptöjningsmotstånd och minskad duktilitet
• Materialet mjuknar genom att dislokationer omfördelas och/eller partiklar delar sig – medför ett mindre kryptöjningsmotstånd.
• Värmepåverkan av materialet innan LCF påverkar spännings-töjningsresponsen men det är svårt att isolera dess roll i växelverkan mellan krypning och utmattning
• Fördeformation innan LCF ökar kryptöjningsmotståndet och minskar duktiliten
• I de fall där ökat kryptöjningmotstånd och reducerad duktilitet erhålls ökar livslängden – den minskade kryptöjningshastigheten, i avseende å livslängd, ”vinner” alltså över duktilitetsminskningen.

VÄRMEFORSK
23
Ovan nämnda fakta kan medföra att LCF provning ger väsentligt skilda resultat jämfört med motsvarande termomekanisk (TMF) provning. Skillnaden rent provningsmässigt är att LCF sker vid en konstant temperatur medan motsvarande TMF innebär en likadan mekanisk cykling som vid LCF provet och dessutom med en samtidig termisk cykling med en topptemperatur motsvarande LCF-provtemperaturen. Om t.ex. en utskiljning sker i ett material vid ett temperaturområde som omfattas av TMF provningen men inte av motsvarande LCF provning kan det bli väsentliga skillnader i resultat.
Designkurvor har traditionellt baserats på LCF-provning men det är sällan som motsvarande påkänningar förekommer i verkligheten. TMF motsvarar dock påkänningarna i t.ex. turbinkomponenter. Anledningen till att LCF har varit vanligare att prova är att det krävs betydligt enklare utrustning än för TMF. Resultaten är också lättare att tolka. Man har dock inte alltid varit medveten om att LCF och motsvarande TMF kan ge olika resultat. Det kan ha sin förklaring i att man traditionellt provade äldre stål med sammansättningar som inte medförde några större skillnader i resultat mellan de två metoderna medförande att LCF var ett enkelt val.
Sedan har LCF provning i syfte att skapa designkurvor fortsatt även med nya material. Det innebär att det finns utrustning i drift med icke konservativ design.
Figur 19 visar tre exempel på effekterna av kryputmattning i form av skadebildning i mikrostrukturen.
Figur 19. Tre typer av kryputmattning: A) tävlande – krypning och utmattning utvecklas oberoende av varandra, B) en utmattningsspricka växer vidare genom krypsprickbildning C) krypning och utmattning samverkar [14]
Figure 19. Three types of creep fatigue: A) Competing – creep and fatigue develops independently of each other, B) a fatigue crack propagates by creep crack growth, C) creep damage and fatigue damage interact [14]

VÄRMEFORSK
24
3.2.1.2 Konstruktion av skadediagram
Enligt ref. [13] kan samverkande kryputmattning uttryckas som
111
=−
+− F
C
C
F
DD
DD (4)
Figur 20 visar samverkande kryputmattning enligt ekv (4).
Med uttrycket
1=+ UF
UC DD (5)
kan tävlande kryputmattning återges då konstanten u = 6. Även tävlande kryputmattning återges i Figur 20.
I syfte att uttrycka additiv kryputmattning introduceras ”interaktionskoefficienter” Icf och Ifc
i ekv (4):
1I1I1 fccf
=−
+− F
C
C
F
DD
DD (6)
Det kan visas att
Icf + Ifc ≤ -1 (7)
Inverkan av additiv kryputmattning enligt ekv (6) och (7) ges i Figur 20. Icf = Ifc = - 0,5 ger ett symmetriskt utseende på kurvan som i figuren.
TävlandeKryputmattning
ASME
N
Tid
Samverkandekryputmattning
Additivkryputmattning
Figur 20. Diagram som visar effekten av tävlande, additiv respektive samverkande utmattning.
Figure 20. Diagram that shows the effects of competing, additive and interacting fatigue

VÄRMEFORSK
25
3.2.2 Segmentering av töjningsomfång baserat på total töjning
Strain-range partitioning (SRP) metoden handlar i första hand om hur kryp och inelastiska töjningar reverseras i drag respektive tryck under en töjningscykel [15].
Då de inelastiska töjningarna är små i vardera halvan i en töjningscykel är det mest fördelaktigt att bestämma dem indirekt – i motsats till relativt stora inelastiska töjningar som kan bestämmas genom mätning eller beräkning.
Inte minst för termiskt inducerade töjningar är det möjligt att bestämma de totala pålagda töjningarna som är inblandade eftersom det är direkt relaterade till inspänningen av de enkelt mätbara termiska expansionen.
Det är dock inte lätt att separera små inelastiska töjningar från de elastiska trots att det finns olika metoder för det.
Två metoder diskuteras: direktberäkning och en omformulering av SRP metoden till totalt töjningsområde där de elastiska och inelastiska töjningarna kombineras att bilda ett totalt töjningsområde. Livslängdsekvationerna formuleras till att handla om totalt töjningsomfång snarare än med dess inelastiska och elastiska komponenter.
3.2.2.1 Direkt bestämning av inelastiska töjningsområdeskomponenter
Grunddata som behövs illustreras i Figur 21, där 21 a) visar resultat av antal cykler som funktion av töjningsomfång där det totala töjningsomfånget är uppdelat i:
• el = elastiskt töjningsomfång
• PP = plastisk-plastiskt töjningsomfång
• PC = plastisk-kryptöjningsomfång
• CC = kryp-kryptöjningomfång
• CP = kryp-plastiskt töjningsomfång
Figur 21 b visar en typisk hysteresloop som bildas vid lågcykelutmattning. Först ökas lasten från punkt 0 till en given töjning vid punkt A. Sedan minskar lasten, först till 0 där plastisk och, om tillräckligt hög temperatur och låg töjningshastighet råder, kryptöjning kvarstår. Sedan går cyklingen över i trycklast till en negativ töjning i punkt C – i det här fallet motsvarar den negativa töjningen samma värde som i punkt A fast med negativt tecken. Därefter ökar lasten till 0 igen – en negativ töjning kvarstår i punkt D och till sist ökar lasten till töjningen vid punkt A igen. Följande cykler följer i princip ABCD tills en makrospricka bildas och börjar växa, varvid lasten som krävs för att uppnå töjningen vid punkt A respektive C minskar. Figuren visar alltså en töjningsstyrd cykling, vilket blir effekten av många verkliga fall av termisk eller termomekanisk cykling, t.ex. i området mellan tunt och tjockt gods som utsätts för termisk cykling av kritisk storlek.
Vissa material hårdnar eller mjuknar vid förhöjd temperatur på grund av den plastiska cyklingen. Det medför ökande respektive minskande last/spänning för varje loop för att uppnå töjningarna vid punkterna A och C.
I Figur 21 b) utgör töjningen från punkterna C till A (projicerat på x-axeln) det totala töjningsomfånget och D-B det inelastiska töjningsomfånget (plastiskt + krypning).

VÄRMEFORSK
26
Figur 21 c) visar data på stationär kryptöjningshastighet som funktion av spänning vid olika temperaturer och 21 d) är en stabiliserad hysteres loop för en typisk töjningscykel som håller på att analyseras. Även om en experimentellt bestämd hysteres loop är att föredra är det inte helt nödvändigt att ta fram en sådan. Den kan approximeras från andra specifika variabler, t.ex. lutning av linjär spänning eller andra mönster av spännings- och töjningsvariation.
Figur 21. Grunddata för behandling av kryputmattning genom ”töjningsuppdelning” a) Uppdelade töjningsomfångssamband, b) cyklisk spännings - töjningskurva och hysteres loop för snabb cykling erhållen genom principen för dubbel amplitudkonstruktion, c) Samband mellan steady state kryphastighet och spänning, d) olika typer av hysteres loopar
Figure 21. Input information for treating creep fatigue by strain-range partitioning. (a) Partitioned strain-range life relationships. (b) Cyclic stress-strain curve and hysteresis loop for rapid cycling obtained by principle of double-amplitude construction. (c) Relationship between steady-state creep rate and stress. (d) Hysteresis loop for a cycle of interest.
Figur 22 illustrerar en analys av ett test med ett 316 stål vid 650°C.

VÄRMEFORSK
27
Figur 22. Indata för analys av test med hålltid (vid max töjning då kryprelaxation av spänningen sker), a) Töjning – tid; historik, b) kurvor för antal cykler till brott som funktion av töjningsomfång, c) cyklisk spännings-töjningskurva, d) samband mellan stationär kryphastighet och spänning, e) hysteres loop vid olika hålltider och f) spänningsrelaxationskurva under en hålltid.
Figure 22. Input information for analysis of hold-time test, (a) strain-time history, (b) strain-range life curves, (c) cyclic stress-strain curve (d) relationship between steady-state creep rate and stress. (e) Hysteresis loop with various tensile hold times (f) stress relaxation curve during hold time.

VÄRMEFORSK
28
Figur 23 visar den stationära kryptöjningshastigheten under halva töjningscykeln i dragläge. Eftersom den globala töjningen är konstant mäts töjningshastigheten som funktion av spänning. Vad som händer är ju att en elastisk deformation övergår till att bli plastisk genom krypning och det är hastigheten som detta sker med som kan kallas kryphastighet.
Figur 23. Stationär kryphastighet med tid under draglägeshälften av en cykel
Figure 23. Steady State creep rate vs. time during tension half a cycle
En numerisk analys av en töjningscykel med hålltid, t.ex. för ett 316 stål med 2 % total töjningsomfång samt en hålltid på 1 timme, innehåller följande steg:
a) Sekundär (stationär) krypning i dragläge = arean under kryphastighetskurvan i Figur 23 = 9,75 x 10-4
b) Elastiskt spänningsomfång (PQ i Figur 9c = 83,74 ksi)
c) Elastiskt töjningsomfång (2PQ/E = 2 x 83,74/ 21,1 x 106 = 3,96 x 10-3 i Figur 22 b) och plastiskt töjningsomfång = 1,6 x 10-2 (samma figur)
d) Inelastiskt töjningsomfång (AE i Figur 22 e) = 1,67 x 10-2
e) Transient kryptöjningsområde = totalt inelastiskt töjningsomfång – plastiskt töjningsomfång = 1,67 x 10-2 - 1,6 x 10-2
= 7 x 10-4 f) Total krypning i dragläge för SRP ändamål = sekundärt (stationärt) kryp + 0,1
x transient kryp 9,75 x 10-4 + 0,1 x (7 x 10-4) = 1,045 x 10-3 (total krypning består av sekundärkryp + 10 % av den transienta krypningen, om det finns någon)
g) Totalt kompressivt kryp för SRP ändamål = 0
h) ∆εCC = 0
i) ∆εCP = 1,045 x 10-3 j) ∆εPP = Totalt elastiskt töjningsområde minus ∆εCP = 1,5655 x 10-2

VÄRMEFORSK
29
k) Härav, FPP (Fraktionen PP) = 0,9374 och FCP = 0,0626
l) Användning av skaderegel för samverkande krypning och utmattning,
CP
CP
PP
PP
F NF
NF
N+=
1 (8)
ger: 0,9374/233 + 0,0626/26 = 1/NF ; NF = 155,
där värdena 233 och 26 är livslängderna för det plastiska respektive kryptöjningsomfånget vid 2 % totalt töjningomfång i Figur 8a.
Den experimentella livslängden i ovanstående fall var NF = 103 cykler. Överensstämmelsen mellan den beräknade och den verkliga livslängden var alltså rimlig.
3.2.2.2 Alternativ procedur
I ovanstående avsnitt antogs det att spänningstillståndet under relaxation var känt genom experimentella observationer. Hur ska problemet hanteras utan sådana experimentella data? Anta att den maximala spänningen är känd från töjningsomfånget och den cykliska spännings-töjningskurvan, se Figur 22. Om exemplet med 2 % totalt töjningsomfång åter betraktas kan vi anta att spänningarna i punkten R respektive P är av samma magnitud. Spänningen σP är alltså känd till sin magnitud. Spänningsmönstret PQ´Q kan sedan bestämmas från en enkel relaxationsanalys enligt följande: Låt εc vara kryptöjning vid vilken tid, t, som helst efter initieringen av hålltiden. Låt också εel vara relaxerad elastisk töjning och σ relaxerat spänningsvärde vid denna tid. Om endast sekundärkryp beaktas blir då kryptöjningshastigheten, cε& :
ncc A
dtd σεε ==& (9)
Ekvationen ovan benämns Baily-Norton ekvationen där materialkonstanterna A och n är temperaturberoende. Genom Hook´s lag:
dtd
Edtdeller
Edd el
elσεσε 1
== (10)
Eftersom töjning hålls konstant blir:
dtd
dtd
dtd celt εεε
−== ,0 (11)
Kombinering av ekv 9 och 11 resulterar i:
AEdtdn −=
σσ
(12)
Integrering av ekv 12 från t = 0 till tδ ger efter hela hålltiden tδ :

VÄRMEFORSK
30
[ ] ⎟⎠⎞
⎜⎝⎛
+−+− −+= 11
1 )1( nnPQ tAEn δσσ (13)
Från Figur 24 framgår att σP är 41,87 ksi och eftersom krypkonstanterna A och n finns tabellerade för det aktuella materialet kan Qσ som funktion av tid plottas, se Figur 25. En god överensstämmelse mellan beräknad och experimentell kryprelaxering erhålls 60 minuters hålltid. Vid 30 och 1 minuters hålltid visade sig överensstämmelsen vara god respektive hygglig – beräkningen gav i det sista fallet en långsammare relaxation.
Figur 24. a) Analys av hålltid i dragtöjningsläge genom en ingenjörsmässigt uppskattad hysteresloop, b) beräknad spänningsrelaxation under hålltid och c) elastiskt och inelastiskt töjningsomfångssamband med antal cykler till brott
Figure 24. a) Analysis of hold time in strain tension by engineering estimation of hysteres loop, b) calculated stress relaxation during tensile stress hold time and c) elastic and inelastic strain range versus life relationships.

VÄRMEFORSK
31
Figur 25. Jämförelse mellan experimentell och beräknad spänningsrelaxation vid användning av Nortonsambandet vid 60 minuters hålltid
Figure 25. Comparison of experimental and calculated stress relaxation using the Norton power-law equation at 60 min hold time.
Nästa steg är att bestämma hur mycket varje komponent av det totala töjningsområdet utvecklas under en cykel. Då spänningsomfånget för en cykel (RP i figur 24a) är känd kan de elastiska och plastiska töjningsomfången identifieras som töjningsomfånget RPel ,ε∆ vid punkten M respektive N-M (= 0,016) i Figur 24c. Kryptöjningen är den integrerade krypningen enligt Nortons lag och kan beräknas till 0,000975. Bestämning av kompressiv plasticitet kan inte konstrueras som en direkt motsvarighet till dragläget eftersom det inte är någon kompressiv krypkomponent. Man får istället skapa det imaginära segmentet PTQ i Figur 24c så att TQR får ett plastiskt flöde i kompression som motsvarar både plastiskt- och krypflöde på dragsidan. Från tidigare övervägningar blir cpε∆ deformationen samma som krypdeformationen.
Livslängden kan då beräknas genom samverkande skaderegeln:
PPF =0,0160/0,016975 = 0,943 och CPF = 0,000975/0,016975 = 0,057
Från Figur 21a är:
PPN = 233 och CPN = 26
Från samverkande skaderegeln erhålls då:
00624,026057,0
233943,01
=+=+=CP
CP
PP
PP
F NF
NF
N; 160=FN
Den alternativa metoden gav alltså i stort sett likadant resultat som den exakta.

VÄRMEFORSK
32
Ovanstående metoder kräver att spänningsomfånget är känt, antingen genom mätning eller om precisa konstitutiva ekvationer finns tillgängliga. I fall av cykling med små inelastiska töjningar är det dock möjligt att konstruera en hysteresloop för ett givet töjningsomfång genom att rita ut elastiska komponenterna och därefter komplettera de plastiska delarna med en spännings-töjningskurva, dels i dragläge och dels i kompressionsläge.
3.3 Korrosionsutmattning
Beräkningsmodeller för korrosionsutmattning finns i följande normer: ASME XI, Code Case N-643 (PWR) Sprickpropagering ASME III, Fenv – approach Initiering [16] Dessa modeller är framtagna för kärnkraftstillämpningar i syresatt vatten. Figur 26 visar effekten av temperatur vid lågfrekvent utmattning i vatten med 400 µg/kg O2. Den heldragna linjen visar ASME XI kurvan för korrosionsutmattning då 0,65 ≤ R < 1, där R karaktäriserar medelspänningen. För motsvarande värden på ∆K (spänningsintensitetsomfånget) predikteras en betydligt snabbare spricktillväxt i vattenmiljö än i luft.
Figur 26. Prediktering av utmattningssprickpropagering i luft och i syresatt vatten enligt ASME XI referenskurva samt effekt av temperatur på sprickpropageringshastighet i vattenmiljö [17].
Figure 26. Prediction of fatigue crack propagation in air and in water with dissolved oxygen according to ASME XI reference curve. The effect of water temperature on crack propagation rate is also shown [17].
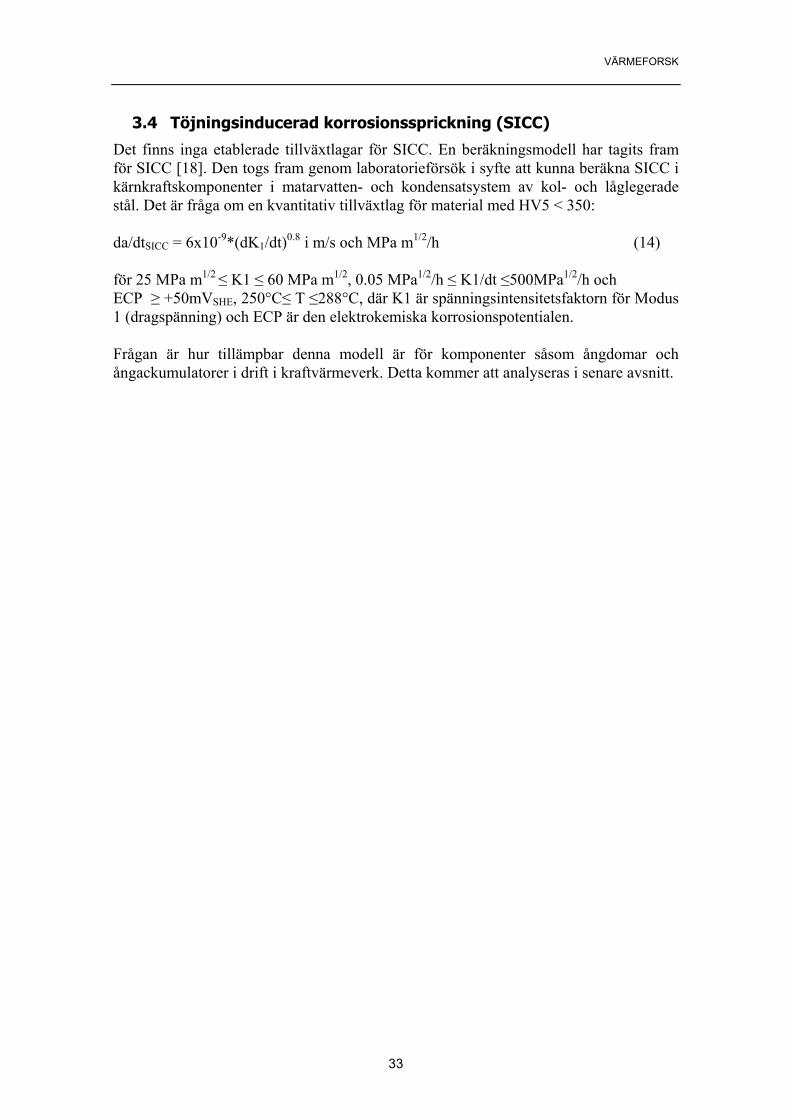
VÄRMEFORSK
33
3.4 Töjningsinducerad korrosionssprickning (SICC)
Det finns inga etablerade tillväxtlagar för SICC. En beräkningsmodell har tagits fram för SICC [18]. Den togs fram genom laboratorieförsök i syfte att kunna beräkna SICC i kärnkraftskomponenter i matarvatten- och kondensatsystem av kol- och låglegerade stål. Det är fråga om en kvantitativ tillväxtlag för material med HV5 < 350: da/dtSICC = 6x10-9*(dK1/dt)0.8 i m/s och MPa m1/2/h (14) för 25 MPa m1/2 ≤ K1 ≤ 60 MPa m1/2, 0.05 MPa1/2/h ≤ K1/dt ≤500MPa1/2/h och ECP ≥ +50mVSHE, 250°C≤ T ≤288°C, där K1 är spänningsintensitetsfaktorn för Modus 1 (dragspänning) och ECP är den elektrokemiska korrosionspotentialen. Frågan är hur tillämpbar denna modell är för komponenter såsom ångdomar och ångackumulatorer i drift i kraftvärmeverk. Detta kommer att analyseras i senare avsnitt.

VÄRMEFORSK
34
4 Europanormer med avseende på cyklisk drift I följande avsnitt beskrivs de två Europanormer som vanligen används vid dimensionering respektive livslängdsbedömning med avseende på cyklisk drift.
4.1 EN 13445-3:2009, Kap. 17 Förenklad bedömning av utmattning
Kapitel 17 specificerar kraven för förenklad utmattningsanalys av tryckvariationer. Andra cykliska laster, t.ex. temperaturändringar i drift eller yttre laster analyseras i Kapitel 18 (bedömning av utmattning). Det är dock tillåtet att analysera spänningsområden som resulterar från lastcykler om cykler som inte härrör från tryckvariationer verkar samtidigt. Det är dessutom tillåtet att analysera resulterande utmattningsskada från cykliska tryckvariationer och andra lastcykler om de verkar oberoende av varandra. Bestämning av tillåtet antal tryckcykler Tryckfluktuationer kan ignoreras om de inte överstiger 5 % av maximalt tryck.
f⋅⋅∆
=∆ ησmaxPP
(15)
- Pmax är högsta tillåtna spänning - η är en spänningsfaktor som finns tabellerad - f är nominell konstruktionsspänning
Korrektionsfaktorer Tjocklek: mellan 25 och 150 mm godstjocklek (en) skall en korrektionsfaktor Ce användas om svetsar finns med, undantaget dem i klass 32 och rundsvetsar med avslipad svetsråge. Figur 27 visar godstjockleken som funktion av Ce.
Figur 27. Godstjocklek, e, som funktion av tjocklekskorrektionsfaktorn, Ce,
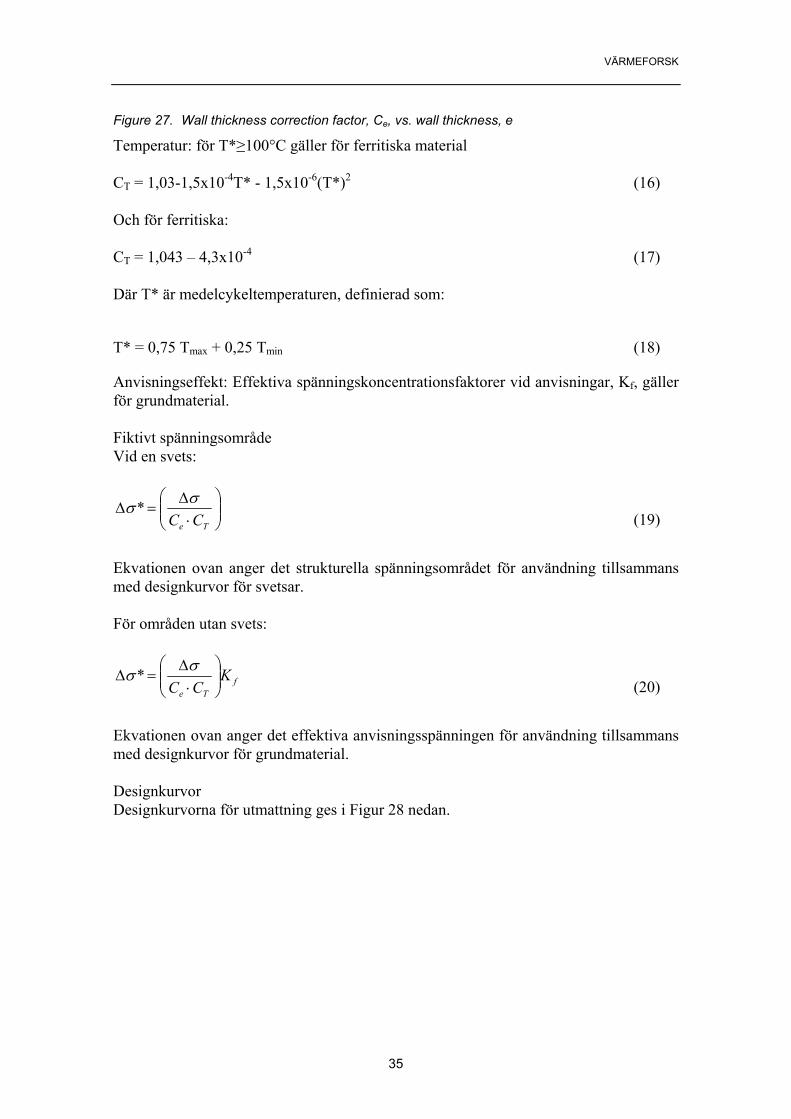
VÄRMEFORSK
35
Figure 27. Wall thickness correction factor, Ce, vs. wall thickness, e
Temperatur: för T*≥100°C gäller för ferritiska material CT = 1,03-1,5x10-4T* - 1,5x10-6(T*)2 (16) Och för ferritiska: CT = 1,043 – 4,3x10-4 (17) Där T* är medelcykeltemperaturen, definierad som:
T* = 0,75 Tmax + 0,25 Tmin (18)
Anvisningseffekt: Effektiva spänningskoncentrationsfaktorer vid anvisningar, Kf, gäller för grundmaterial. Fiktivt spänningsområde Vid en svets:
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅
∆=∆
Te CCσσ*
(19)
Ekvationen ovan anger det strukturella spänningsområdet för användning tillsammans med designkurvor för svetsar. För områden utan svets:
fTe
KCC ⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅
∆=∆
σσ* (20)
Ekvationen ovan anger det effektiva anvisningsspänningen för användning tillsammans med designkurvor för grundmaterial. Designkurvor Designkurvorna för utmattning ges i Figur 28 nedan.

VÄRMEFORSK
36
Figur 28. Designkurvor för utmattning enligt EN 13445-3:2009, Kap. 17
Figure 28. Design curves for fatigue according to EN 13445-3:2009, Sect. 17
Kurvorna identifieras av olika klassnummer. Kurvan som är markerad med UW gäller för grundmaterial, övriga för svetsar. Varje kurva har två delar där den senare delen är uppdelad, dels i en fortsatt heldragen horisontell kurva som utgör utmattningsgränsen och dels en streckad kurva som svarar mot laster med variabla amplituder som innehåller spänningsområden som är större än utmattningsgränsen. Anvisningseffekter vid svetsar samt maximal inverkan av svetsegenspänningar har beaktats då kurvorna konstruerades. Det finns också ekvationer som beskriver designkurvorna.
4.1.1 Klassificering av svetsar I EN 13445-3:2009 klassificeras svetsar beroende på hur svetsens geometri ser ut. Figur 29 visar exempel på klassificering av svetsar för några fogtyper. Det finns 26 olika svetsgeometrier medtagna i EN 13445-3:2009. Klassificeringen beror också på vilken provningsgrupp som svetsen tillhör. Provningsgruppen definierar lämplig nivå för oförstörande provning på en svets och är utöver utformningen beroende av rådande laster. Det finns 4 provningsgrupper. Det finns också undergrupper till dessa som klassificerar materials sprickkänslighet eller om tryckkärlet är dimensionerat mot krypning. Provningsgrupperna definieras i EN 13445-5:2009. Där beskrivs regler för kontroll och provning av tryckkärl i detalj.

VÄRMEFORSK
37
Figur 29. Exempel på klassificering av svetsar
Figure 29. Example of classification of welds
4.1.2 Bedömningsregel Den totala utmattningsskadan, till följd av den kumulativa effekten av cykler som bilder designspänningsområdet beräknas enligt följande:
i
ik
Nnetc
Nn
Nn
NnD
13
3
2
2
1
1 ... Σ=+++= (21)
där ni är antalet cykler för varje spänningsområde (∆σ*)i som förekommer under kärlets livslängd. Ni är det tillåtna antalet cykler som motsvarar spänningsområdena (∆σ*)i, erhållna från designkurvorna. Designen är acceptabel om D ≤ 1. Om inte ska designen konstrueras om eller analyseras enligt den detaljerade modellen. Design och tillverkning
• Utmattningslivslängden beror på konstruktionen, material och tillverkningsmetod.
• Höga spikspänningar bör i möjligaste mån undvikas. • Låg medelspänning är fördelaktigt. • Svetsegenspänningar och – defekter ska vara minimala. • För grundmaterial är stål med lägre hållfasthet i regel mindre anvisningskänsliga
än höghållfasta. • I svetsar ska svetsgodsets hållfasthet vara lika eller bara något högre än
grundmaterialets • Släta ytor är bra för utmattningslivslängden.

VÄRMEFORSK
38
Provning • Det ska göras en initial granskning som tydligt identifierar kritiska områden i ett
kärl. • För oförstörande provning (OFP) ska EN 13445-5:2009, Annex G följas vid
samtliga kritiska områden, i tillägg till de allmänna kraven i EN 13445-5:2009. • Om ingen OFP-metod anges ska ultraljudprovning (UT) eller, i fall av ytfel,
magnetpulverprovning (MT) företrädesvis användas. • Rekommendationer rörande inspektion provning under drift samt provning som
ska tas i bruk i drift finns beskrivet i Annex M.
4.1.3 Detaljerad utmattningsbedömning Figur 30 definierar olika typer av spänningar.
Figur 30. Figur som åskådliggör 1) nominell spänning, 2) geometrisk spänning, 3) anvisningsspänning och 4) extrapolation för att ge geometrisk spänning vid potentiellt sprickindikeringsställe (tunna linjen).
Figure 30. Illustration of 1) nominal stress, 2) geometric stress, 3) notch stress and 4) extrapolation to geometric stress at a potential crack initiation position (thin line)
Ekvivalent spänning är enaxlig spänning som ger samma utmattningsskada som en pålagd fleraxlig spänning. Figur 31 illustrerar begreppet spänningsområde, ∆σ. Tabell 1 summerar processen för detaljerad utmattningsbedömning.

VÄRMEFORSK
39
Figur 31. En spänningcykel och dess spänningsområde
Figure 31. A stress cycle and its stress range
Tabell 1. Summering av processen för detaljerad utmattningsbedömning

VÄRMEFORSK
40
Table 1. Summary of the detailed process for fatigue analysis

VÄRMEFORSK
41
I EN 13445-3:2009 Kap. 18 behandlas utmattningsanalysen i detalj vilket i praktiken medför att man utför denna med hjälp av Finita Element (FE) modellering och beräkningsprogram.
4.2 SS-EN 12952-4:2000 Vattenrörpannor och hjälpinstallationer – Del 4: Beräkningar av återstående livslängd
4.2.1 Annex B Beräkning av utmattningsskada i drift
4.2.1.1 Allmänt
Lågcykelutmattningen som beräknas enligt föreliggande annex är inte beroende av hålltid av spänning eller tid mellan två extremvärden av spänning. Dessa effekter kan negligeras. Det är tillräckligt att identifiera och lagra de relativa extremvärdena av ekvivalentspänningen i deras kronologiska sekvens. Det är också nödvändigt att beräkna spänningen i anslutning till uppmätta värden. Vid användning av reduceringsprocedur kan man efter varje mätning och spänningsberäkning bestämma extremvärdet från de tre sista värdena.
4.2.1.2 Lagring av extremer
För den efterföljande analysen av extrema spänningsvärden är det också nödvändigt att lagra drifttryck, -temperatur (vid extremspänningar), datum och tid. Det kan hjälpa till med att förstå osannolika resultat. Antalet extremer per dag eller vecka beror på driftsättet (baslast, topplast). Antalet extremer skiljer sig också ofta mellan olika komponenter. Lagringskapaciteten ska anpassas efter förväntat antal cykler. Extremer mindre än det elastiska området kan elimineras från beräkningarna.
4.2.1.3 Detektering av lastcykler
Grundläggande process för räkning av lastcykler ska vara den så kallade ”range-pair” metoden. Rain-flow metoden baserar sig på range-pair och kan också användas.
Enligt denna metod har en lastcykel ägt rum när en hysteres loop i ett spännings-töjnings diagram har stängts.
Följande matematiska procedur för att detektera lastcykler från sekvensen av samtliga relativa extrema laster nyttjas:
Samtliga sekvenser av fyra efterföljande relativa extremer x1, x2, x3, x4 analyseras med Boolean formeln:
(x4 > x3 och x1 ≤ x3 och x2 ≤ x4) eller (x4 < x3 och x1 ≥ x3 och x2 ≥ x4) (22)
Om formeln är sann ska extremerna x2 och x3 konfigurera en lastcykel som ska klassificeras enligt nedan och adderas upp i raden av lastcykler. Proceduren upprepas till inga lastcykler finns kvar i hela sekvensen av extremer.
Figur 32 visar kriterierna för en lastcykel i området ∆f = │x2 - x3│enligt range-pair och rain-flow metoden.

VÄRMEFORSK
42
Figur 32. Kriterierna för en lastcykel i området ∆f = │x2 - x3│enligt range-pair och rain-flow metoderna)
Figure 32. The criteria for a a load cycle in the area ∆f = │x2 - x3│according to the range-pair and the-rain flow methods
4.2.1.4 Återstående sekvens av relativa extremer
En sekvens som inte innehåller någon stängd cykel kallas ”Återstående Sekvens av Extremer” (RSE). En RSE består alltid av en oscillering med ökande amplitud följt av en med en minskande. En RSE får inte uteslutas utan ska tas med i beräkningarna för fortsatt detektering av lastcykler. RSE kan inte beräknas men uppskattas genom att:
a) Uteslut RSE vid utmattningsberäkning.
b) Låta halva lastcykler gälla från extrem till extrem och hela cykler mellan högsta maximum och lägsta minimum - detta är rain-flow metoden.
c) Om RSE antas vara ett avbrott av en mycket stort lastcykel, som inte är bestämd, kan RSE bestämmas genom range-pair metoden.
d) Vid start vid den största skillnaden i RSE blir följande par av extremer (ett max och ett min) bestämda som en lastcykel.
e) Den största skillnaden definieras som en lastcykel. Anslutna extremer räknas bort, osv.
Dessa möjligheter ger olika inverkan i en analys. Metod a) ger ingen inverkan alls medan metod b) kan ge en relativt stor inverkan. De övrig metoderna c-e ger ungefär lika stor inverkan som i viss är lägre än för metod b).

VÄRMEFORSK
43
4.2.1.5 Klassificering av lastcykler
De detekterade lastcyklerna ska klassificeras med avseende på spänningsamplitud, 2fa, och referenstemperaturen där 2fa och t* beräknas med utgångspunkt från │x2 - x3│(se Figur 32) respektive följande uttryck för t*: t*=0,75 Max t(x2), t(x3) + 0,25 Min t(x2), t(x3) (23) där t(xi) är den materialtemperatur som mäts upp samtidigt som extremvärdet för x inträffar.
I EN 12952-4 ges ett exempel på klassificering av lastcykler från en mellanöverhettarlåda, tillverkad av 10 CrMo9 10 och med drifttryck/-temperatur på 5,35 MPa respektive 521°C, se Tabell 2. I varje värdefält anges överst i fältet det aktuella antalet cykler som räknats, nik och underst maximalt tillåtna antalet cykler i klass i k, Nik. Därpå räknas hur stor del av det maximala antalet cykler som har förbrukats i varje fält. Längst ner i varje kolumn i tabellen adderas delskadorna i värde fälten för kolumnen i fråga så att den sammanlagda delskadan erhålls för det temperaturintervall som kolumnen representerar. Detta förfarande upprepas proceduren för övriga temperaturintervall och till sist summeras den totalt förbrukade andelen av den dimensionerade livslängden ihop, se längst ner till höger i tabellen. Tabell 2. Exempel på klassificering av utmattningslaster av ett lastfall
Table 2. Example of classification o fatigue damage for a certain load case
Frågan är i hur många äldre anläggningar som lastcyklernas spänningsomfång och temperaturen under en lastcykel går att identifiera tillräckligt noggrant. Än besvärligare torde det vara att analysera drifthistoriken enligt SS-EN 12952-4:2000, Del 4.

VÄRMEFORSK
44
Metodiken lämpar sig antagligen bäst för nyare anläggningar där man från början kan utforma behovet av mätutrustning och ställa in loggningen av driftdata så att de kan tillgodose erforderliga data till de utmattningsanalyser man kan tänkas vilja göra.
4.2.1.6 Noggrannhet och rimlighet av mätvärden
Noggrannheten av mätningar av tryck, skillnaden i temperatur tvärs godset samt andra värden som är direkt proportionella med spänningen ska vara inom 3 %. Särskilt kritisk är mätningarna av temperaturskillnader. Mätutrustningen ska i sig vara införskaffad med garanterad noggrannhet. Det utesluter dock inte att mätfel ändå kan uppstå. Utmärkt kontakt mellan termoelement och materialet är nödvändigt under minst en driftsäsong och helst under lång tid. Om tillräcklig noggrannhet inte kan uppnås ska temperaturskillnaden tvärs godset beräknas en sekvens av mätningar. Det fungerar eftersom temperaturen i sig inte har någon stor inverkan på resultatet av utmattningsberäkningarna. En noggrannhet på 10°C räcker. Rimligheten hos mätta värden som ska utgöra underlag för utmattningsberäkningar i automatiska datoriserade anläggningar ska testas. Enklast är att etablera gränsvärden för mätvärdet och för transienten. Om möjligt installeras även ett system för jämförelse med andra mätvärden.

VÄRMEFORSK
45
5 Skadefall – underlag till/verifikation av tillväxtlagar
5.1 Termisk högcykelutmattning
5.1.1 NESC-projektets databas Databasen för termisk utmattning som upprättades inom NESC-projektet [4] innehåller 45 fall från verkligheten och 5 från simuleringar i laboratorium. Av analysen av driftsfallen framkom följande:
- De undersökta fallen bekräftade att det är de termiska lasterna som är den huvudsakliga okända faktorn vid en noggrann bedömning av utmattningsskada.
- I flera fall hade utmattningsskada utvecklats under korta tider, t.o.m. mindre än ett år.
- Några skadefall med låga ∆T (60-80°C) identifierades men de flesta fallen hade högre ∆T-värden.
- Sprickor kan förekomma både i svetsar med råge och i grundmaterial. De kan var orienterade både axiellt och i omkretsled. Sprickor i svetsar tenderar att bli djupare än i grundmaterial.
- De genomgående sprickor som påträffats har varit läckor – ingen spricka hade lett till haveri, trots att några hade dimensioner som skulle klassas som kritiska för olycksartade haverier.
- Turbulent blandning orsakar sällan ensamt rörbrott men leder till ytlig crazing (nätverk av fina sprickor). Sprickdjupen beror på medelspänningen i anslutning till den stationära spänningen. Ytterligare laster i form av systemspänning eller termisk last kan leda till rörbrott.
- Stratifiering kan förekomma i samband med turbulent blandning i rördelar vid sidan av den normala cirkulationen. Stratifieringslaster är lättare att hantera än turbulens och kan ofta kontrolleras genom temperaturövervakning och tillämpning av lämpliga överföringsfunktioner som gör lasterna matematiskt hanterbara.
- En huvudrisk för stratifiering är ventilläckage. Därför är effektiv kontroll mot ventilläckage en effektiv åtgärd mot stratifiering i rördelar utanför normal cirkulation.
Undersökning av de 5 laboratoriesimuleringarna bekräftade att sådana framgångsrikt kan reproducera termisk utmattning.
Tabell 3 visar skadefall från IAEA (International Atomic Energy Agency).
Tabell 3. Skadefall, huvudsakligen från IAEA TEC DOC 1361/5/1

VÄRMEFORSK
46
Table 3. Damage cases predominantly form IAEA TEC DOC 1361/5/1
Plant Location Size Plant Location Size Plant Location Size Crystal River 3 Check valve body
near the valve-to-safe end weld
140-degreecircumferential crack; two crack initiation sites: one on the inside surface and one on the outside surface
Obrigheim 2
Weld between a 90- degree elbow and a nozzle
Crack extended 70 degrees circumferentially at the inside surface, 12-mm long at the outside surface
Farley 2 Heat affected zone of elbow-to-pipe weld
Crack extended 120 degrees circumferentially at the inside surface, 25-mm long at the outside surface
Tihange 1 Elbow base metal 89-mm long at the inside surface, 41-mm long at the outside surface
Genkai 1 Heat affected zone of elbow-to-pipe weld
Crack extended 97 mm circumferentially at the inside surface, 1.5-mm at the outside surface
Dampierre 2
Check valve-to-pipe weld and base metal of straight portion of pipe
Crack extended 110 mm circumferentially at the inside surface, 25 mm at the outside surface
Loviisa 2
Pressurizer auxiliary spray line control valve body
Crack extended 80 mm along the horizontal surface and 25 mm along the vertical surface of the valve body
Oconee 2
Safe-end to pipe weld
Crack extended 360 degrees circumferentially at the inside surface, about 77 degree circum-ferentially on the outside surface
Civeaux Longitudinal weld in an elbow
180-mm long through wall crack
Biblis-B Base metal of a straight portion of the pipe
Crack extended 50 mm axially at the inside surface, 20 mm at the outside surface
Three Mile Island 1
Weld between a 90- degree elbow and a 51-mm diameter horisontal line
Crack extended 51 mm circumferentially at the inside surface, 14 mm at the outside surface
Dampierre 1
Base metal of a straight portion of the pipe
Crack extended 80 mm circumferentially at the inside surface, 22 mm at the outside surface
Loviisa 2
Weld between a T-joint piece and a reducer
65-degree circumferential crack
I en översikt av skadefall i Svenska kärnkraftverk var drygt 10 % orsakade av termisk utmattning (det var den tredje vanligaste skademekanismen efter interkristallin spänningskorrosionssprickning och erosionskorrosion). Figur 33 visar hur

VÄRMEFORSK
47
temperaturintervallet vid den termiska utmattningen fördelade sig för de dokumenterade skadefallen. Generellt ökar skadefrekvensen med ökande temperaturskillnad. Piken vid ∆T=100°C är inte statistiskt verifierad. Figur 34 visar fördelningen av skadefall pga. termisk utmattning per år sedan driftstart. Det framgår att de första åren en hade många fall (9-12 st). Sedan sjönk antalet (1-7 st). Det sjuttonde driftåret ökade antalet fall från 1 till 11. Därefter har många skador (>6 per år) inträffat år 21 och 22 (av sammanlagt 25 år).
Figur 33. Fördelning av temperaturskillnad vid termisk utmattningssprickbildning i Sverige
Figure 33. Distribution of temperature ranges at thermal fatigue crack formation in Sweden
Figur 34. Fördelning av termiska utmattningsskador över tid i svenska kärnkraftverk
Figure 34. Distribution of thermal fatigue damage over time in Swedish nuclear power stations
NESC har en egen databas med analyserade skadefall och innehåller ca 40 dokumenterade fall. Två källor dominerar: SSM (strålsäkerhetsmyndigheten) och EDF

VÄRMEFORSK
48
(Electricité de France). De flesta skadefallen har lett till genomgående TF sprickor. Orsakerna varierar men några är vanligare än andra:
• Sprickor i T-stycken där kallt och varmt vatten blandas varvid stratifiering eller turbulens uppstår.
• Inläckage av kallt vatten från pumpar eller ventiler som orsakar stratifiering eller turbulens.
• Dysa med termisk barriär där dysan spricker.
• Stratifiering i rörböjar under drift som leder till TF sprickor.
• Transienter i rör under drift som leder till TF sprickor.
Sprickproblem orsakat av termisk stratifiering förekommer i matarvattenledningar till ånggeneratorer i kärnkraftverk [19] [20]. Motsvarande problem är ovanliga åtminstone i svenska kraftvärmeverk beroende på att högre flödeshastigheter och att tillförsel av kylvatten normalt inte förekommer.
Inte heller övriga fall ovan har direkt koppling till en mer frekvent cyklisk drift av kraftvärmeverk. Indirekt kan man dock anta att:
• Cyklisk drift leder till hårdare påkänningar i ventiler och pumpar. Det medför en ökad risk för inläckage av relativt kallt vatten som kan leda till termisk utmattning i närliggande komponenter.
• Ångkylare kan få arbeta med högre frekvens under cyklisk drift, vilket medför kortare livslängd hos dysor, skyddsplåtar och i värsta fall hela kylaren.
• Termiska transienter i rörsystem vid starter och stopp kan bidra till eller orsaka TF om de blir tillräckligt frekventa.
5.1.2 Inspectas erfarenheter Hos de fyra typer av komponenter som föreliggande studie omfattar (ånglådor, domar, ångackumulatorer och ventilhus) förekommer högcykelutmattning dels i samband med ångkylning med vatten och dels av de termiska spänningar som uppstår vid påtagliga dimensionsförändringar då frekvent växlande ångtemperaturer förekommer. Nedan finns beskrivningar av intressanta fall som Inspecta har erfarit.
5.1.2.1 Ångeducerventiler från ett kartongbruk Inledning Under ett revisionsstopp påträffades sprickbildning i flera ångreducerventiler. Replikprovning på platsen gjordes. Krypkaviteter och sprickor med krypkaviteter vid sprickspetsarna observerades. Senare genomfördes en materialundersökning av ett provstycke från ett sönderskuret ventilhus från den mest skadade ventilen. Vid denna undersökning påvisades ytterligare sprickor som växt från insidan. Dessa skador var de dominerande och beskrivs närmare i det här avsnittet.
Material i ventilerna är låglegerat varmhållfast stål 13CrMo4-4 eller 10CrMo9-10. Beräkningstryck och -temperatur på ingående ånga är 120 bar respektive 530˚C. Temperatur på kylvattnet är ca 150 ˚C.

VÄRMEFORSK
49
Materialundersökning Den mest skadade ventilen byttes ut eftersom det fanns indikationer på att sprickorna lett till läckage. Från denna ventil har ett provstycke erhållits för materialundersökning. På utsidan finns en sammanhängande spricka längs hela provstycket, d.v.s. i ventilens omkretsled, se Figur 35. Sprickor observerades även på insidan, se Figur 36. De består, dels av en sammanhängande spricka längs hela provet, dels av korta sprickor på båda sidor om den sammanhängande sprickan.
För att undersöka sprickorna i djupled preparerades ett tvärsnitt genom det spruckna området. Tvärsnittet innehåller två stora sprickor. Den ena utgår från utsidan och har penetrerat knappt halva godstjockleken, medan den andra utgår från insidan och har trängt igenom drygt halva godstjockleken. De båda sprickorna böjer av mot varandra och avståndet mellan sprickspetsarna i det undersökta snittet är ca 7 mm, se Figur 37. Båda saknar stora förgreningar och spricktillväxten har skett transkristallint, d.v.s. genom materialets kristallkorn. Båda sprickorna innehåller en stor mängd mikroför-greningar. Orienteringen hos dessa bekräftar att sprickan som startat på utsidan tillväxt mot insidan och sprickan som startat på insidan tillväxt utåt, se Figur 38 respektive 39. Vid granskning av snittet närmast insidan observerades ett stort antal mikrosprickor. Antalet sprickor uppgår till drygt femtio. Sprickorna är raka, ogrenade, helt oxidfyllda och de har tillväxt transkristallint. Utseende och förekomst är typisk för sprickor som bildats genom termisk utmattning. På utsidan påträffade endast en spricka förutom den stora. Även denna spricka är rak, ogrenad, oxidfylld och transkristallin. Krypskador har inte observerats i någon del av det undersökta tvärsnittet. Det kan dock noteras att utsidan har slipats. Eventuella krypskador i ytskiktet har därmed avlägsnats. Kommentarer Sprickbildningen som utgår från ventilens insida har en utseende som är typiskt för termisk utmattning. En vanlig orsak till sådan sprickbildning är att en varm materialyta utsätts för upprepad kylning. Vid varje kyltillfälle uppstår dragspänningar i ytskiktet och efter tillräckligt många cykler bildas sprickor. Förutsättningarna för en termisk last på ventilhusets insida är inte osannolik i en ventil där ånga med ett tryck av 100 bar reduceras till 3 eller 10 bar i ett steg med hjälp av vatteninsprutning.
Ett troligt sprickförlopp är att den första sprickbildningen sker genom termisk utmattning från insidan. Med ökande sprickdjup från insidan ökar spänningen i återstående material, vilket leder till att sprickor kan starta även på utsidan. Slutsatser Undersökningen av materialprovet indikerar att sprickbildning från insidan är primär och den från utsidan är sekundär samt att sprickorna på insidan bildats genom termisk utmattning.
För att fastställa om andra ventiler har invändig sprickbildning, bör möjligheten att prova dessa undersökas. Dessutom bör en skadetålighetsanalys genomföras baserad på resultatet från genomförd provning. Om invändiga sprickor detekteras kan skadetålighetsanalysen visa om ventilerna, trots sprickor, kan tas i drift med betryggande säkerhet och i så fall hur lång återstående livslängd, som kan förväntas.

VÄRMEFORSK
50
Figur 35. Undersökt provstycke sett från utsidan
Figure 35. Outside view of the investigated sample
Figur 36. Undersökt provstycke sett från insidan
Figure 36. Inside view of the investigated sample

VÄRMEFORSK
51
Figur 37. Tvärsnitt av sprickområdet där utsidan är till höger
Figure 37. Cross section of the cracked area where the outside surface is on the right hand
Figur 38. Tvärsnitt, initialsprickor från insidan
Figure 38. Cross section of initial cracks from the inside
Figur 39. Tvärsnitt av spricka från utsidan med förgreningar, tillväxt nedåt
Figure 39. Cross section of the crack propagating from the outside and downwards at the picture
5.1.2.2 Utgående ånglåda från barkpanna i ett massabruk
Ett läckage upptäcktes från den utgående ånglådan. Figur 40 visar ånglådan. I samband med oförstörande provning med ultraljud (UT) av lådan detekterades fler sprickor. Sprickan som orsakat läckaget var 200 mm lång. Det var den klart största sprickan och istället för att försöka svetsreparera skars en del av ånglådan bort, där sprickan fanns. Då upptäcktes fler sprickor i omkretsled vid tubhålen, se Figur 41.

VÄRMEFORSK
52
Ånglådan hade följande driftdata:
Ångtemperatur: 450°C
Ångtryck: 64 bar
Drifttid ca 300 000 timmar (tillverkningsår 1971)
Starter och stopp Ett fåtal per år
Figur 40. Del av samlingslådan
Figure 40. Part of the header
Figur 41. Urslipade insidiga sprickor
Figure 41. Ground cracks from the inside
Insidan av den utkapade delen provades med penetrant. De sprickor som framträdde var även synliga innan provningen. Sprickorna var genomgående i stort sett längs hela spricklängderna. Den ena änden av sprickbildningen började ca 40 mm bakom nedersta tubgenomföringen och slutade en bra bit upp på tuben. Sedan fortsatte sprickningen på andra sidan tuben ned till nästa tubhål och vidare fram till tub 2 samt upp en bit på tuben. På andra sidan tuben fanns en genomgående spricka i ligamentet fram till tub 3 men inte upp längs den här sidan av tub 2 och inte heller upp längs tub 3. I ligamentet mellan tub 3 och 4 framträdde inga sprickor. Den totala spricklängden inklusive de tubhålsdiametrar som sprickan passerat uppmättes till ca 200 mm.
Den utkapade delen sågades upp, bland annat mellan tub 1 och 2 (nedifrån räknat i Figur 41), se Figur 42. Där sågades sedan ett snitt strax intill sprickspetsen på manteln på andra sidan och så kapades tub 1. Då frilades två halvor med öppna brottytor. Figur 43 visar brottytan på den ena halvan.
Vid närmare granskning av brottytorna syns det att delar av brottet i området intill hålkanten är en utmattningsspricka som propagerat, inringad del på vänstra sida av hålet i Figur 38, på högra sidan är hela brottytan som finns med på provbiten utmattningsbrott. Till stora delar är dock brottet ett så kallat restbrott. Utmattningssprickor har alltså initierats insidigt vid hålkanterna i omkretsled där hålavstånden är som närmast. Sedan har ett momentant brott skett som dock har bromsats upp.

VÄRMEFORSK
53
Figur 42. Snitt intill tub 1
Figure 42. Section close to the lower tube
Figur 43. Brottytor av genomgående sprickor med utmattningssprickpropagering på sidorna av tubhålet, på vänster sida innanför markeringen och ett restbrott utanför
Figure 43. Fracture surfaces of through-going cracks where fatigue propagation was observed at both sides of lead-through, within the marking on the left hand side and a rest fracture out-with
Vid studier av tvärsnitt av de stora sprickdelarna framträder även mindre parallella sprickor, se Figur 44. Sprickorna är relativt raka och transkristallina. Inslag av förgreningar förekommer dock, se Figur 45. De här iakttagelserna är typiska för sprickor som uppstått genom termisk eller termomekanisk utmattning.
Figur 44. En liten spricka till vänster och en stor till höger, som är genomgående
Figure 44. A small crack to the left and the through-going to the right
Figur 45. Förgreningar vid spetsen av den mindre sprickan
Figure 45. Branches at the tip of the smaller crack
Av den erhållna delen från ånglådan samt av andra tubrader med sprickor, se Figur 41, framgår det att sprickorna först har bildats vid det nedersta tubhålet. Antalet termiska

VÄRMEFORSK
54
cykler i form av start och stopp har dock varit litet och det förefaller inte troligt att skadorna endast kan förklaras av laster som då uppstår. Inslag av restbrott och en begränsad propageringsdel indikerar att det har varit relativt stora spänningar i axiell led, större än vad det inre övertrycket bör kunna åstadkomma. Svängningar i pannan och brister i ånglådans upphängningar har konstaterats och det är faktorer som möjligen kan ha bidragit till skadornas uppkomst. En annan faktor är att mer frekventa men relativt små temperatursvängningar (i storleksordningen 25-50°C) skulle kunna ha förekommit. Sådana temperatursvängningar är en vanlig effekt i ånglådor i fall av lastsvängningar i pannan [1]. Temperaturcykler, stora som små, orsakar också initieringen av sprickorna genom att de insidiga oxidskikten spricker, särskilt där lokalt förhöjda spänningar finns. I oxidsprickan friläggs lite metall som oxiderar, spricker igen osv. – resulterande i en oxidanvisning från vilket fortsatt utmattningstillväxt kan ske [1]. I det föreliggande fallet observerades sådana oxidanvisningar, se Figur 46. I det aktuella fallet har man haft en hel del lastväxlingar i pannan. Det leder till att ånga med varierande temperatur kommer in i ånglådan från överhettarna. Då de tunnväggiga tuberna övergår i lådans tjockare gods uppstår termiska spänningar som leder till utmattning.
Figur 46. Osammanhängande insidigt oxidskikt med oxidanvisningar, korngränsangrepp och transkristallina sprickinitieringar
Figure 46. Broken oxide layer at the inside with oxide notches, grain boundary attack and transgranular crack initiations.
5.1.2.3 Ånglåda till en oljepanna
Oljepanna är från 1971 med följande driftdata: Konstruktionstryck: 67 atö Konstruktionstemp: 450 C Drifttryck: ca 60 bar Utgående ånga: ca 400 C Konstruktion Det finns 11 skärmar i sekundäröverhettaren. Varje skärm har sin egen inlopps- respektive utloppslåda. Var och en av de 11 små utloppslådorna "står" på den utgående

VÄRMEFORSK
55
överhettarlådan, som också blir början på den utgående ångledningen. Skärmlådorna är svetsade mot den gemensamma lådan/ångledningen med en stutssvets, se Figur 47. Skadebildning En läcka upptäcktes under drift genom att det ångade ur isoleringen vid utgående överhettarlåda, alldeles i början av ångledningen. Stopp och avisolering visade en punktformig läcka, i övergång mellan stutssvets och ångledning vid skärmlåda nr 4.
Figur 47. Konstruktion för utgående ånga där överhettartuber skärmvis är infästa i stående ånglådor som i sin tur är svetsade mot en liggande utgående ånglåda, nederst i bilden till vänster. Läckaget (se högra bilden) uppstod i en av stutssvetsarna till en av de stående lådorna.
Figure 47. Construction for outgoing live steam where superheater screens are connected to standing boxes that in turn are connected to the vertical header at the lower part of the picture to the left. The leak occurred in a weld between the header and one of the boxes.
Undersökning Slipning visade ganska snart att den punktformiga läckan övergick till en cirka 10 mm lång, vertikal sprickliknande defekt => sprickan kommer från ångledningen insida. Figur 48 visar sprickans utseende, med en något utdragen hålighet (läckan) och en spricka som propagerat ut i svetsgods, respektive ångledningens grundmaterial. Replikprovning visade att mikrostrukturen i lådans grundmaterial, HAZ och svetsgods var normal. Det fanns alltså inte några tecken på någon påtagligt förhöjd temperaturpåverkan. Undersökning med ultraljud utfördes. Sprickan hittades "lätt", och visade att den på insidan av ångledningen gick från hålkanten för skärmlådan och ca 30 mm ut mot lådan,

VÄRMEFORSK
56
se Figur 49. Liknande sprickor hittades i två svetsar till, för skärm nr 3 respektive nr 6. Dessa sprickor var så långa, att de nådde utanför stutsvetsens "tå", och kunde nås av ultraljudsvågen. Det bedömdes kunna finnas fler sprickor, dolda under stutssvetsen. Alla tre sprickorna hade en huvudriktning som var tvärs ledningens längdriktning. Det beslutades att byta av hela den del av ångledningen där de 11 skärmlådorna ansluter. Den nedkapade ledningen undersöktes med spegel och kamera. Flera sprickor kunde då dokumenteras på ledningen insida. Dels, sådana som de ovan nämnda, går tvärs ledningen och dels sådana som går längs lådan. Kommentarer Pannan står ofta på varm- och tryckhållning. Man har haft en del problem med regleringen av ångtemperaturen. Insprutningsvattnet har inte alltid räckt till. Man har dock sällan haft för höga temperaturer (> 450 C). Eftersom det är den utgående ledningen, borde den ha en jämnare temperatur än de mindre, stående inloppslådorna som direkt tar emot ångan från överhettaren och får ta första smällen om temperaturen varierar pga. problem med ångkylning och varierande temperatur. Ultraljudsprovning på inloppslådan var utan anmärkning.
Det finns dock inte någon alternativ förklaring till att skadorna uppkommit pga. växlande ångtemperatur. Förhöjda spänningar vid ånglådans hålkanter och en temp-eraturväxling över 30°C kan räcka för att termiska utmattningssprickor ska uppstå [1].
Figur 48. Sprickan från utsidan, slipad polerad och etsad
Figure 48. The crack at the outside surface, ground, polished and etched
Figur 49. På insidan startar sprickan vid hålkant och löper 30 mm in i lådan
Figure 49. At the inside the crack starts at the hole edge and propagates 30 mm into the header

VÄRMEFORSK
57
5.2 Kryputmattning
5.2.1 Inspectas erfarenheter
5.2.1.1 Ångreducerventiler från ett kartongbruk
Det är samma ventiler som i avsnittet om termisk högcykelutmattning men handlar här om de sprickor som upptäcktes först, på utsidan. Material i ventilerna var låglegerat varmhållfast stål 13 CrMo 4 4 eller 10 CrMo 9 10. Beräkningstryck och -temperatur på ingående ånga är 120 bar respektive 530 ˚C. Temperatur på kylvattnet är ca 150 ˚C. Undersökning på plats bestod dels av en visuell granskning av skadorna i ventilerna, dels en granskning med fältmikroskop och med repliker av utvalda områden av två av ventilerna. Vid en visuell granskning konstaterade att riklig sprickbildning förekommer i omkretsled i flera av ventilerna. Sprickorna består av en blandning av korta och långa sprickor som ofta löper parallellt i band runt hela eller delar av ventilerna. Sprickorna uppträder företrädesvis i radier vid dimensionsövergångar både i anslutning till svetsar och i opåverkat grundmaterial. Två områden med riklig sprickbildning, ett på vardera ventilen, slipades, polerades och etsades. Därefter granskades områdena med fältmikroskop och utnyttjades för repliktagning. Vid granskning i fältmikroskopet konstaterades att sprickorna var raka och ogrenade och att mikrostrukturen inte var påverkad av onormalt hög temperatur. Vid efterföljande granskning i ljusoptiskt stationärt mikroskop observerades krypskador i form av kaviteter framför sprickspetsar och även i områden utan sprickor hos båda ventilerna. Krypskador framför sprickspetsar och typisk mikrostruktur visas i Figur 50. Baserat på gjorda observationer drogs slutsatsen att sprickbildningen startat från utsidan och att sprickmekanismen var krypning. Något som alltså skulle visa sig vara helt fel när man kapat upp ventilen och upptäckte sprickorna från insidan.
Någon väsentlig termisk utmattningslast finns sannolikt inte på utsidan. Däremot förekommer både vibrationer och tryckpulsationer. Sannolikt är dessa inte tillräckligt stora för att initiera utmattningssprickor. Det är dock fullt möjligt att krypskador och krypsprickor kan bildas om spänningarna blir tillräckligt höga. Krypsprickor kan sedan övergå till utmattningstillväxt, vilket kan förklara varför krypskador endast har observerats på ytterytan och inte i tvärsnittet.

VÄRMEFORSK
58
Figur 50. Ventil V003, krypkaviteter vid sprickspetsen
Figure 50. Valve 003, creep cavitations at the crack tip
5.3 Töjningsinducerad korrosionssprickning (SICC)
5.3.1 Allmänt om SICC Ångdomar och ackumulatorer är komponenter som ofta drabbas av SICC. Materialets sträckgräns har stor betydelse för bildningen av SICC i dessa komponenter. Eftersom det är fråga om stora och tunga komponenter vill man ofta använda material med hög sträckgräns och utnyttja denna så mycket som det går vid dimensioneringen. Det ger följande fördelar: tunnare gods och mindre materialåtgång. Det medför mindre svetsning och tidsåtgång vid tillverkning. Från början var man kanske inte helt medveten om nackdelarna. De har i alla fall visat sig med tiden och kan förklaras med att:
• En av förutsättningarna för att SICC ska bildas är att det uppstår sprickor i det skyddande vattensidiga oxidskiktet, magnetiten. Magnetiten spricker för att förlängningsvärdet är relativt lågt. Redan vid en töjning på 0,1 % börjar magnetiten spricka. Ju högre spänningar som uppstår i ett tryckkärl, desto större blir den elastiska deformationen och desto större risk är det att det uppstår sprickor i magnetiten. Med höghållfasta stål tillåts spänningarna bli betydligt högre än för mer ordinära stål. T.ex. har Fortiweld, som är sprickbenäget med avseende på SICC, en sträckgräns på omkring 440 MPa medan Altherm 55, ett vanligt material i domar som är betydligt mindre sprickbenäget, har en sträckgräns på ca 280 MPa.
• SICC uppstår inte sällan i närhet av svetsar vilket kan bero på att det finns svetsegenspänningar. Svetsegenspänningarnas storlek beror dels på om och i så

VÄRMEFORSK
59
fall hur effektivt svetsen i fråga har avspänningsglödgats, dels på vilken sträckgräns materialet har. Efter svetsning uppgår svetsegenspänningen till materialets sträckgräns. Den blir alltså betydligt högre t.ex. i ett Fortiweld än i Altherm 55. Det ger en förklaring till varför reparationssvetsning av höghållfasta stål är riskabelt. Även om en avspänningsglödgning sker som kanske reducerar svetsegenspänningen till 25 % av den ursprungliga så är spänningstillskottet pga. egenspänning fortfarande högre hos ett material med hög sträckgräns jämfört med ett med en låg.
5.3.2 Inspectas erfarenheter
5.3.2.1 Ångdomar
5.3.2.1.1 Ångdom i massa- och pappersbruk i Mellansverige Ligamentsprickor i större mängd upptäcktes 2009, men sprickor har upptäckts och svetslagats även dessförinnan. Den största sprickan 30 mm lång och 10 mm djup fanns just intill en gammal svetslagning. Figur 51 och 52 visar hur sprickorna typiskt utbreder sig.
Figur 51. Skiss på sprickornas utbredning, främst axiella men även i 45° vinkel från axiell led
Figure 51. Sketch of the crack distribution where the cracks primary are axially oriented but also 45° from the axial direction.

VÄRMEFORSK
60
Figur 52. Sprickindikering och urslipade sprickor vid svart respektive orangea pilar
Figure 52. Crack indications and ground cracks at black and orange arrows, respectively
En brottmekanisk analys av ångdomen visade att de observerade sprickstorlekarna var oacceptabla om en reparationssvets finns närvarande medan det acceptabla sprickdjupet var betydligt större i fall av avsaknad av reparationssvets. Sprickor var i första hand orienterade i axiell riktning. Spricktillväxt i axiell led skulle medföra de allvarligaste konsekvenserna i fall av haveri. Figur 53 visar spänningsfördelningen vid ett tubhål. Maximal spänning, SMX till höger i figuren, är 276 MPa. Figuren visar också hur den största sprickan som påträffades utbreder sig. Även spänningskoncentrationerna är störst axiell led, vilket förklarar den typiska sprickorienteringen. Vid konstruktion av ett tryckkärl med tubhål är det dock vanligast att man försöker få de högsta spänningarna i omkretsled eftersom det skulle minska risken för katastrofala konsekvenser vid ett eventuellt haveri.
Åtgärder som urslipning av sprickor och reparationssvetsar samt trycksänkning rekommenderades därför. Reparationssvetsning var alltså i det här fallet inte en permanent lösning eftersom sprickor återbildades med betydligt större tillväxthastigheter än de som uppstår utan närvaro av svetsreparation. Det är sannolikt de svetsegenspänningar som uppstår vid svetsreparationen som ger den högre spricktillväxthastigheten.
Materialet i ångdomens mantel är SS 2101. I EN 13445-2 betecknas motsvarande stål P355GH.
Massa- och pappersbruket i fråga har normalt ett ångstopp per år. Ångdomen togs i drift iden första hälften av 1960-talet. Spricktillväxten kan därför sägas vara långsam så länge som det inte är fråga om reparationssvetsar som spricker. Av de knapphändiga

VÄRMEFORSK
61
uppgifter som har gått att få är det svårt att med exakthet ange vilka tillväxthastigheter det kan vara fråga om. I genomsnitt rör det sig om 0,22 mm om året i djupled. I närvaro av reparationssvets kan det vara fråga om mer än 1 mm per år.
En brottmekanisk beräkning med användning av tabellerade värden för kritisk spänningsintensitet, K1C=150 MPa√m för materialet i fråga, visade att det acceptabla sprickdjupet är 3,8 mm om reparationssvetsar finns närvarande men 14,5 mm utan reparationssvets.
Figur 53. Spänningsfördelning vid tubhål och den största sprickans orientering
Figure 53. Stress distributions at tube holes and the orientation of the largest cracks
5.3.2.1.2 Ångdom i massa- och pappersbruk i Norrland
Historik - Ångdomen är utförd i ett material benämnt Fortiweld och togs i drift i början av
1960-talet. - Under 70 - talet konstaterades sprickor bland annat i svetsarna till Fallrören i
Vattendomen.
VÄRMEFORSK
62
- I början av 80 - skedde ett stort haveri där ångdomens mantel sprack och en omfattande och tidsödande reparation utfördes av skadan.
- Under påföljande år fram till dags datum har utvalda delar av ångdomen och Vattendomen sprickundersökts varje år och vi har konstaterat mer eller mindre sprickbildning i domarna vid dessa undersökningar.
- Dessa sprickor har årligen slipats bort, verifierat med oförstörande provning. Slipdjupet har varit upp till 6 mm.
- Materialet Fortiweld har senare visat sig vara olämpligt som tryckkärlsmaterial på grund av dess känslighet för driftinducerade skademekanismer (sprickbildning).
- Efter den invändiga undersökningen 2004 sänktes det högsta tillåtna trycket på sodapannan från 67 till 61 bar p.g.a. godsförtunningar - urslipningar i vattendomens mantelsvetsar.
Provning 2005 - Sprickundersökning utfördes med magnetpulverprovning (MT) av hela
dommanteln och av tubernas tätsvetsar. Sprickliknande defekter i tätsvetsarna till tuberna men även ut i grundmaterialet mellan tuberna konstaterades.
- Vid denna sprickundersökning fann vi merparten av ovanstående defekter längs ångdomen i en grovtubrad, se skiss och foton i Figur 54 - 56.
- Sprickorna som konstaterades i tätsvetsarna till tuberna lämnades utan åtgärd i nuläget då risken för läckage i tätsvetsningen bedömdes allt för överhängande om dessa sprickor skulle avlägsnas genom bortslipning.
- Sprickorna i grundmaterialet slipades däremot bort med roterande fil under samtidig sprickundersökning med MT.
- Inga sprickliknande indikationer konstaterades i kraftsvetsarna vid årets undersökning.

VÄRMEFORSK
63
Figur 54. Skiss över ångdomens tubgenomföringar med sprickområden markerade
Figure 54. Sketch over the tube holes with cracked areas marked
Figur 55. Tidigare bortslipade defekter samt nya indikationer vid tätsvetsningen och i grundmaterialet
Figure 55. Previously ground defects as well as new crack indications at the tight weld and the
parent metal
Sprickliknande defekter i grundmaterialet mellan tuberna

VÄRMEFORSK
64
Figur 56. Sprickliknande defekter i grundmaterialet mellan tuberna före och efter bortslipning
Figure 56. Crack like defects in the parent metal between tubes before and after grinding
Som ovan nämnts havererade ångdomen efter 20 års drift. Materialtekniska undersökningar visade att det var fråga om spänningskorrosionssprickning (SCC). I samband med reparationen förbättrades vattenkemin väsentligt och problemen med SCC försvann. Istället började sprickproblem av typen SICC uppstå. SICC växer dock (i regel) långsammare än SCC. Från 1982 till 2004 har urslipningar av sprickor gjorts som är upp till 6 mm djupa. Den genomsnittliga spricktillväxten blir därmed 0,27 mm per år. Från hållfasthetsberäkningar av domen erhölls bland annat spänningsnivån tvärs godset vid drifttryck för följande fall:
a) område utan urslipning och utan närhet till tubgenomföring (utan hålrad) b) område utan urslipning mellan två hål i hålrad c) med urslipning, utan hålrad d) med urslipning, med hålrad
Resultaten ges i Figur 57. Domens inneradie är 813 mm och ytterradien är 862 mm. Figuren illustrerar alltså spänningen genom godset från insidan till utsidan. Man ser tydligt att närvaro av hålrad höjer spänningen till det dubbla och att urslipningen (på 6 mm) ger högst spänningsförhöjning i botten av urslipningen. Där var spänningen mer än dubbelt så stor som områden utan nerslipning. Spänningarna i urslipningarna var högre än tillåtet. Därför rekommenderades sänkt drifttryck vid fortsatt drift.

VÄRMEFORSK
65
Spänning i omkretsled genom godstjocklekenInre övertryck 67 bar
0.00
100.00
200.00
300.00
400.00
500.00
600.00
810 820 830 840 850 860 870
Radie [mm]
Spän
ning
i om
kret
sled
[MPa
]
Fall d, med urslipning, med hålradFall b, med urslipning, utan hålradFall c, utan urslipning, med hålrad Fall a, utan urslipning utan hålrad
Figur 57. Spänning i omkretsled genom godstjockleken, med och utan urslipning samt närhet till rad med hålgenomföringar (tubrad)
Figure 57. Circumferential stress thorugh the wall thickness for areas with and without grinding as well as close to tube holes
5.3.2.1.3 Vattendom i samma bruk Material: Fortiweld Figur 58 visar ett utdrag ifrån ritningen på domen
Figur 58. Vattendomens utseende
Figure 58. View of the water drum

VÄRMEFORSK
66
I vattendomen påträffades stråk av axiella sprickor mellan nedre stutsar vid 2008 års undersökningar, se Figur 59. De är 10-15 mm långa och upptill 3,5 mm djupa. På bilden syns även en urslipning av en tidigare spricka.
Figur 59. Stråk av axiella sprickor mellan nedre stutsar
Figure 59. Strings of axial cracks between branches
Figur 60 visar spänningsfördelningar i vattendomen. Spänningsfördelningen mellan två stutsar uttryckt i en graf ges i Figur 61.

VÄRMEFORSK
67
Figur 60. Membran- plus böjspänningar på insidan av skalet
Figure 60. Membrane and bending stresses at the inside of the shell
Figur 61. Spänningsfördelning mellan två tubgenomföringar utmed skalets medellinje
Figure 61. Stress distribution between two tube holes along the average line of the shell

VÄRMEFORSK
68
Acceptabelt sprickdjup är vid 54 bar (nominell last) = 4,7 mm. Spricktillväxten antogs maximalt kunna vara 2 mm i djupled per år (under antagande att sprickorna inte var detekterbara vid den närmast föregående besiktningen). Med detta antagande krävs en lastsänkning för att klara ytterligare 1 års drift. Om man istället antar att sprickorna började bildas relativt omgående från det att domen togs i drift (tidigt 60-tal, dvs. att man aldrig tidigare har letat efter sprickor i detta område) skulle spricktillväxthastigheten (i genomsnitt) vara 0,1 mm per år. I så fall skulle domen kunna användas i ytterligare ca 10 år. Ång- och vattendomen har ersatts med nya. 5.3.2.1.4 Ångdom i kraftvärmeverk i Mellansverige I samband med oförstörande provning 2007 påträffades sprickor i ångdomen till en av kraftvärmeverkets pannor. Sprickorna fanns vid domens tubhål. På mantelns insida och längs hålet i mantelns tjockleksriktning var sprickorna upp till 10 resp. 20 mm. Ett båtprov togs ut som omfattade en av sprickorna, se Figur 62.
Figur 62. Penetrantprovade sprickor i tubhål med markering som visar båtprovets omfattning
Figure 62. Penetrant tested crack indications at a tube hole. The marking at one of the cracks indicates the position of a boat sample that was cut out from the drum.
Båtprovet studerades metallografiskt. Figur 63 och 64 visar ett snitt av sprickan. Sprickan var trubbig och hade korroderade sprickkanter. Den hade också stoppat upp på flera ställen och korroderat som en frätgrop innan fortsatt spricktillväxt. Vid mitten av sprickan har den huvudsakliga tillväxten skett via en förgrening. Observationerna pekar på att det är fråga om SICC. Ångdomen hade följande driftdata:

VÄRMEFORSK
69
Drifttryck 65 bar Drifttemperatur 283˚C Material CuNi52Mo
Figur 63. Spricka i båtprov. På flera ställen har sprickan stannat upp och korroderat till rundade former innan spricktillväxten fortsatt.
Figure 63. Crack in a boat sample. There are frequent rounded crack arrests along the crack path.
Figur 64. Sprickspets med bulig form och korroderade sprickkanter
Figure 64. Blunt crack tip with corroded crack edges
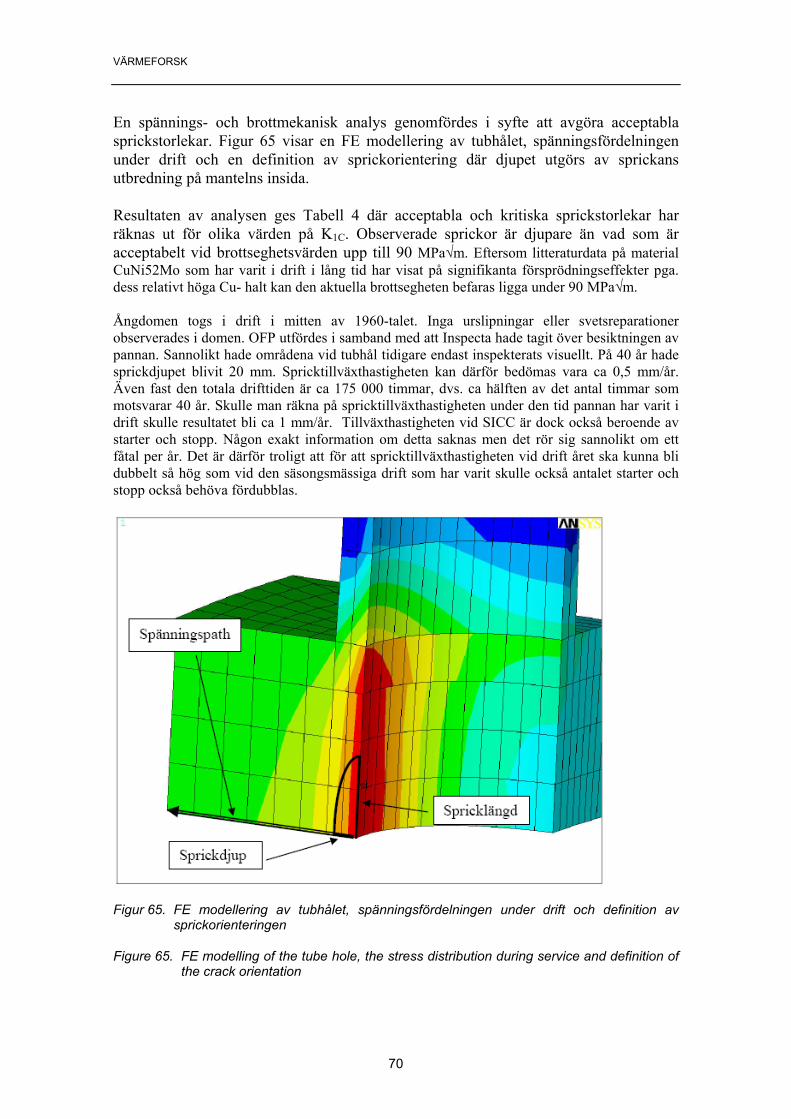
VÄRMEFORSK
70
En spännings- och brottmekanisk analys genomfördes i syfte att avgöra acceptabla sprickstorlekar. Figur 65 visar en FE modellering av tubhålet, spänningsfördelningen under drift och en definition av sprickorientering där djupet utgörs av sprickans utbredning på mantelns insida. Resultaten av analysen ges Tabell 4 där acceptabla och kritiska sprickstorlekar har räknas ut för olika värden på K1C. Observerade sprickor är djupare än vad som är acceptabelt vid brottseghetsvärden upp till 90 MPa√m. Eftersom litteraturdata på material CuNi52Mo som har varit i drift i lång tid har visat på signifikanta försprödningseffekter pga. dess relativt höga Cu- halt kan den aktuella brottsegheten befaras ligga under 90 MPa√m. Ångdomen togs i drift i mitten av 1960-talet. Inga urslipningar eller svetsreparationer observerades i domen. OFP utfördes i samband med att Inspecta hade tagit över besiktningen av pannan. Sannolikt hade områdena vid tubhål tidigare endast inspekterats visuellt. På 40 år hade sprickdjupet blivit 20 mm. Spricktillväxthastigheten kan därför bedömas vara ca 0,5 mm/år. Även fast den totala drifttiden är ca 175 000 timmar, dvs. ca hälften av det antal timmar som motsvarar 40 år. Skulle man räkna på spricktillväxthastigheten under den tid pannan har varit i drift skulle resultatet bli ca 1 mm/år. Tillväxthastigheten vid SICC är dock också beroende av starter och stopp. Någon exakt information om detta saknas men det rör sig sannolikt om ett fåtal per år. Det är därför troligt att för att spricktillväxthastigheten vid drift året ska kunna bli dubbelt så hög som vid den säsongsmässiga drift som har varit skulle också antalet starter och stopp också behöva fördubblas.
Figur 65. FE modellering av tubhålet, spänningsfördelningen under drift och definition av sprickorienteringen
Figure 65. FE modelling of the tube hole, the stress distribution during service and definition of the crack orientation

VÄRMEFORSK
71
Tabell 4. Resultat av spännings- och brottmekanisk analys
Table 4. Results of stress and fracture mechanics analyses Brottseghet KIC
[MPa√m]
Acceptabelt sprickdjup [mm]
Acceptabel spricklängd [mm]
Kritiskt sprickdjup [mm]
Kritisk spricklängd [mm]
50 1,6 3,2 9,2 18,4 70 3,6 8,1 16,3 32,6 90 7,0 14 21 42 110 11,3 22,6 24,2 48,3 130 14,7 29,4 26,4 52,7 150 16,7 33,4 29,7 55,8
5.3.2.1.5 Ångdom från kraftvärmeverk i Mellansverige Den här ångdomen var tillverkad av Fortiweld. Även här påträffades sprickor i samband med oförstörande provning 2007. Dessförinnan hade ångdomen sannolikt endast inspekterats manuellt. Figur 66 visar exempel på observerade sprickor. I det här fallet ser sprickorna ut att vara längre på mantelns insida än nedåt i tubhålet i mantelns tjockleksriktning. Figur 67 visar spänningsfördelning och definierade sprickorienteringar i en FE modell. Den största sprickan som observerades var 45 mm lång och 15 mm djup. Sprickorna orienterade sig axiellt.
Figur 66. Sprickor vid tubhål
Figure 66. Cracks at tube hole
Tabell 5 visar resultaten av den brottmekaniska analysen. Även Fortiweld kan försprödas efter långa drifttider. En brottseghet på 102 MPa√m erhölls vid ett tidigare fall då Fortiweld från en ångdom med mycket lång drifttid brottseghetsprovades. I det här fallet skulle den observerade sprickan vara oacceptabelt stor även om brottsegheten skulle vara så hög som 140 MPa. Resultaten indikerar också att brottsegheten är högre än 80 MPa√m eftersom de kritiska sprickstorlekarna vid denna brottseghet är mindre än observerat. Slutsatsen är att fortsatt drift av ångdomen endast kan tillåtas om drifttrycket reduceras kraftigt. Tabell 5. Resultat av brottmekanisk analys av ångdom för några olika värden på brottseghet

VÄRMEFORSK
72
Table 5. Results of fracture mechanic analysis of a steam drum for some different values of fracture toughness
Eftersom den här ångdomen har ungefär lika hög ålder och lång drifttid på nacken som i fallet ovan blir spricktillväxt hastigheten, med sprickdjupet 15 mm, ca 0,38 mm per år. Sprickmekanismen undersöktes inte metallografiskt men makroutseendet talade för att det var fråga om SICC även i det här fallet.
Figur 67. Schematisk bild av sprickans orientering och av beräknade storheter. Plottad spänning ligger i omkretsled, dvs. det är den spänning som öppnar sprickor.
Figure 67. Schematic illustration of the crack orientation, calculated quantities and plotted stress concentrations which are situated in the axial direction, i.e. the stress that opens cracks
5.3.2.1.6 Två ångdomar från ett annat Mellansvenskt kraftvärmeverk Provningens och historikens omfattning

VÄRMEFORSK
73
Ångdomarna togs i drift i mitten av 1960-talet. De betecknas här D1 och D2 Sprickor har påträffats sedan mitten av 1980-talet. Figur 68 visar en ritning på en av domarna (de är likadana).
Figur 68. Vy från ena sidan och tvärsnitt av ångdom med tubradernas numrering markerade
Figure 68. View from one of the sides of the steam drum and a cross section where the tube rows are marked.
Provningshistorik finns tillgänglig från 1993 och framåt. Denna historik pekar på att i stort sett alla insidiga svetsar till tub- och stutsinfästningar samt manluckssvetsar har magnetpulverprovats varje år. 1993 upptäcktes många sprickor i tubinfästningar (25 st i D1 och 33 st i D2) och även i insvetsningar av större stutsar samt i inredningssvetsar och i en rundskarv. Från 1994 och framåt redogör kontrollrapporterna även för vilka tub- och stutsinsvetsningar som har haft indikationer. Provning av rak och rundsvetsar samt inredningssvetsar nämns inte protokollen från 1994 och framåt. Det framgår dock från en del av dessa protokoll att provning av korspunkterna mellan mantelsvetsarna har utförts. Skadestatistiken för raderna med tubinsvetsningar längs domen har analyserats närmare. Det totala antalet sprickindikationer som har påträffats i dessa tubrader från år till år i domarna D1 och D2 visas Figur 69. För vissa år har det inte kunnat hittas några provresultat.

VÄRMEFORSK
74
Figur 69. Antal sprickindikationer i ångdomarna D1 och D2 per år
Figure 69. Number of crack indications in steam drums D1 and D2
I vardera domen finns det fyra tubrader på den ena sidan av den undre delen på vardera domen. På motsatta sidan nära botten finns en tubrad som sticker upp en bit och har en krök i änden. Rad fyra på ena sidan och raden med krökta tuber på den andra är de som ligger närmast botten och de föreföll ha en högre skadefrekvens. Det blir tydligt då skadefrekvensen för varje tubrad plottas, se Figur 70 och 71. Varje tubrad har 36-38 tuber.
0
5
10
15
20
25
30
35
40
1992 1994 1996 1998 2000 2002 2004
År
Ant
al s
pric
kind
ikat
ione
r
D1D2

VÄRMEFORSK
75
Figur 70. Skadefrekvenser för tubraden med krökar och tubrad 4
Figure 70. Damage frequencies for tube rows with bends and for tube row 4
Figur 71. Skadefrekvenser för tubraderna 1, 2, och 3
Figure 71. Damage frequencies for tube rows1, 2 and 3
0
2
4
6
8
10
12
14
16
18
20
1990 1995 2000 2005
År
Ant
al S
pric
kind
ikat
ione
r
D1 Tubrad 1D1 Tubrad 2D1 Tubrad 3D2 Tubrad 1D2 Tubrad 2D2 Tubrad 3
0
2
4
6
8
10
12
14
16
18
20
1990 1995 2000 2005
År
Ant
al s
pric
kind
ikat
ione
r
D1 Tubrad med krökarD1 Tubrad 4 D2 Tubrad med krökarD2 Tubrad 4

VÄRMEFORSK
76
Av Figur 69 framgår den att antalet sprickor är stort respektive litet ungefär vartannat år. Det indikerar att det i regel tar längre tid än ett år för att en indikerbar spricka ska uppstå. Av figurerna 70 och 71 framgår det att tubraden med krökar har högst skadefrekvens. Sedan kommer tubrad 4 följt av rad 2 och 3. Rad 1 har en relativt låg skadefrekvens, likaså rad 2 och 3 i ångdom D2. Skadetillväxt Sprickorna har slipats bort efter varje gång de har påträffats. De större slipningarnas storlek uppmättes genom att lägga modellera i dem och mäta upp den mängd lera som precis fyller urslipningen, se Figur 72. Med dessa resultat modellerades sedan geometrin, se Figur 73.
12 STUTSRAD 5
TUB NR 19 UPPMÄTNING
LÄNGD [mm] 117
BREDD [mm] 25
DJUP [mm] 7
KLOCKAN 6 och 12 AVTRYCK
NR 4
Figur 72. Ett exempel på en mätning av urslipningar vid en tubgenomföring
Figure 72. An example of measuring ground areas at tube holes
1
3
6
9
Stuts
Svets

VÄRMEFORSK
77
Figur 73. Geometri vid tubgenomföring med urslipningar
Figure 73. Geometry at a tube lead-through with grindings
Från figuren syns det att stutsarna är dragna genom hela tubhålet och de är också tätsvetsade på domens insida. De största slipdjupen var 7 mm. Vid betraktelse av den skadestatistik som har tagits fram på rad fyra och raden med krökar i domarna i P1 och P3 framgår det att tubinsvetsningar som har den högsta skadefrekvensen har 5 sprickindikationer på 10 år (de har provats varje år, information saknas dock från två år). Det är tre av 38 tubsvetsar med denna högsta skadefrekvens. Om sprickan hela tiden återuppstår i samma område som tidigare skulle den genomsnittliga skadetillväxten för de mest skadefrekventa svetsarna därför kunna beskrivas som att en spricka med ett djup på 1,4 mm uppstår på två år där sprickbildningen i grova drag består av en inkubationstid på ett år och en spricktillväxt på ca 1,4 mm/år. Om man istället räknar med en jämn skadetillväxt, utan inkubation, som inte påverkas av att man slipar bort sprickorna då och då så blir den 0,7 mm/år. Det är dock inte säkert att en upprepad sprickbildning i en tubinfästningssvets hela tiden uppstår på exakt samma ställe. De största totala sprickdjupen på 5 mm kan också ha uppstått på en kortare tid en 10 år. Enligt undersökningsresultaten av båtprov på sprickor från domarna påverkades sprickornas uppkomst och tillväxt också av faktorer såsom starter och stopp samt avvikelser i vattenkemin under start och stopp. Den huvudsakliga spricktillväxten skulle alltså kunna vara aktiv under relativt korta perioder.

VÄRMEFORSK
78
Resonemanget ovan innebär att den genomsnittliga spricktillväxten kan ligga på 0,5-1 mm per år men att det inberäknar eventuella inkubationstider och tider där ingen spricktillväxt sker i drift. Ökning av antalet starter och stopp skulle därför väsentligt kunna öka spricktillväxthastigheten. Spänningsanalys av domen visar att de mest sprickfrekventa områdena, runt tubhålen på den nedersta tubraden också har haft högst spänningskoncentrationer. Bortslipning av sprickor medför att spänningskoncentrationen ökar ytterligare. Metallografisk undersökning av sprickor från domen pekade på att SICC var den rådande skademekanismen. Även i denna dom var spänningskoncentrationerna höga. Ett provningsintervall på högst 6 månader kunde tillåtas och ett byte av domarna rekommenderades.
5.3.2.2 Ångackumulatorer
Ångackumulator i Mellansvenskt massa- och pappersbruk Ångackumulatorn är tillverkad av Fortiweld och togs i bruk i mitten av 1960-talet och har följande designdata: Arbetstryck: 11-22 atö (≈11-22 bar) Provtryck: 29 atö (≈29 bar) Drifttemp: max 440°C Beräkningstemp: 225°C Man har haft problem med återkommande sprickbildning i svetsar i kärlets cylindervägg. Figur 74 visar urslipningar på båda sidor av svetsen i för två svetsar. Sprickorna har uppstått parallellt och i närheten av svetsens smältgränser. I botten av urslipningar har nya sprickor uppstått.
Figur 74. Urslipningar parallellt med svetsar i kärlets cylindervägg med förekomst av nya sprickor i botten av urslipningarna
Figure 74. Ground tracks parallel with the cylinder wall welds where new cracks occurs in the bottom of the grindings
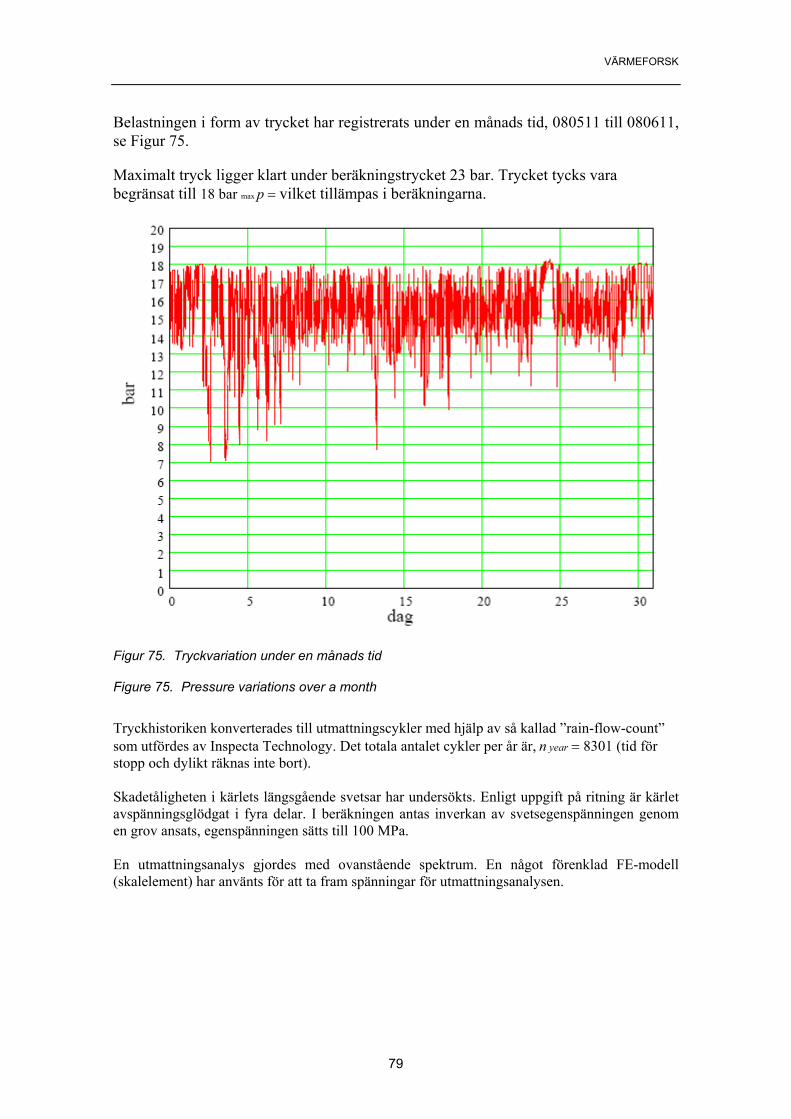
VÄRMEFORSK
79
Belastningen i form av trycket har registrerats under en månads tid, 080511 till 080611, se Figur 75. Maximalt tryck ligger klart under beräkningstrycket 23 bar. Trycket tycks vara begränsat till 18 bar max p = vilket tillämpas i beräkningarna.
Figur 75. Tryckvariation under en månads tid
Figure 75. Pressure variations over a month
Tryckhistoriken konverterades till utmattningscykler med hjälp av så kallad ”rain-flow-count” som utfördes av Inspecta Technology. Det totala antalet cykler per år är, n year = 8301 (tid för stopp och dylikt räknas inte bort). Skadetåligheten i kärlets längsgående svetsar har undersökts. Enligt uppgift på ritning är kärlet avspänningsglödgat i fyra delar. I beräkningen antas inverkan av svetsegenspänningen genom en grov ansats, egenspänningen sätts till 100 MPa. En utmattningsanalys gjordes med ovanstående spektrum. En något förenklad FE-modell (skalelement) har använts för att ta fram spänningar för utmattningsanalysen.

VÄRMEFORSK
80
Resultaten visar att utmattningshållfastheten generellt är god, se Tabell 6. Undantaget är de två närbelägna stutsarna på kärlets cylinder, som har en mycket kort designlivslängd. Dessa stutsar bör inspekteras med ett så kort intervall som möjligt. Tabell 6. Resultat av utmattningsanalysen
Table 6. Results of the fatigue analysis
Utmattningsanalysen visar resultaten att sprickorna i kärlets cylindervägg knappast beror på utmattning. Möjligtvis kan sprickor i nära anslutning till stutsar på cylinderväggen bero på utmattning. En vanligare skademekanism hos Fortiweld är miljöinducerad sprickning, sannolikt i form av töjningsinducerad korrosionssprickning, SICC eller korrosionsutmattning. Om tryckvariationerna skulle bli mer frekventa är det troligt att sprickförekomst och spricktillväxt ökar. Spricktillväxthastigheten har inte analyserats men av bilderna i Figur 74 att döma är urslipningarna flera mm djupa. De nya sprickor som finns indikerade i botten av urslipningarna ser ut att var grunda, sannolikt mindre än en millimeter djupa. Skogsindustri i södra Norrland Ångackumulatorn utgörs av ett liggande cylindriskt kärl med två kupade gavlar. Längden är ca 35 m och diametern ca 4 m. Mantelplåten har en nominell godstjocklek av 22,5 mm. Uppmätt godstjocklek på provstycket är 21 mm. Ackumulatorn är konstruerad för 13 bar och 195°C. Mediet är ånga från totalavsaltat matarvatten. Ackumulatorn är tillverkad 1956. Uppgifter om stålsort i ackumulatorn saknas. Sannolikt är materialet ett låghållfast kolmanganstål, t.ex. stål SS 14 30. En provbit togs ut från manteln till ångackumulatorn, i vilken sprickor detekterats vid de senaste besiktningarna. Vid tidigare sprickprovning har konstaterats att mantelsvepet där provmaterialet uttagits uppvisat större tendens till sprickbildning än övriga mantelsvep. Sprickorna konstaterades vara driftinducerade och har bildats sedan senast föregående provning. Sprickorna löper parallellt med svetsen och har detekterats från smältgränsen ca 50 mm ut i grundmaterialet. För att närmare studera sprickornas karaktär preparerades ett tvärsnitt genom plåten tvärs svetsen. Ett stort antal sprickor påträffades. Ett undersökt område av 25 mm:s längd uppvisade 10 st sprickor. Flera sprickor observerades i den värmepåverkade zonen. Sprickorna var raka, ogrenade och transkristallina. De innehöll korrosionsprodukter och uppvisade

VÄRMEFORSK
81
tecken på att ha vidgats under tillväxten genom korrosion. Sprickor i grundmaterial uppvisade ett liknande utseende. Det är fråga om miljöinducerad sprickbildning, av utseendet att döma i form av SICC. Denna typ av sprickbildning är vanligt före-kommande även i ångdomar och matarvattentankar. De bildas företrädesvis i anslutning till svetsar. Sprickbildning i grundmaterial långt från av svetsningen påverkat material, som i det aktuella fallet, är tämligen ovanligt i ångackumulatorer. Kraftiga slaggstråk observerades i materialets mikrostruktur, i övrigt inget onormalt. 5.3.2.2.1 Kemisk fabrik i Norrland Ångackumulatorn har varit i drift under lång tid, uppemot 40 år och är tillverkad av material Domex 450 T. Relativt stora sprickor uppstår med kort intervall. Enligt Inspectas provningspersonal uppstår de stora sprickorna under en tidsrymd av storleksordningen ett till ett par år.
Sprickorna uppstår i anslutning till svetsar. Enligt två relativt färska provningsrapporter (från 2006 och 2007) är områden kring förstyvningsringar och ostörda områden mest utsatta för sprickbildning. Sprickor förekommer även i andra områden, t.ex. insvetsning av kupade gavlar, men dessa sprickor är mindre. Gemensamt för sprickorna är dock att samtliga är orienterade i omkretsled. Figur 76 visar skisser av ackumulatorn med sprickpositioner markerade och Tabell 7 maximala sprickstorlekar.
Figur 76. Skiss över detekterade sprickor i manteln 2006 och 2007 där många sprickor var flera millimeter djupa
Figure 76. Sketch of detected cracks in the accumulator shell in 2006 and 2007 where many cracks were several millimetres deep

VÄRMEFORSK
82
Tabell 7. Uppmätta storlekar och position för de största påträffade sprickorna
Table 7. Measured sizes and positions of the largest observed cracks
En brottmekanisk analys utfördes. Resultaten ges i Tabell 8. Resultaten visar att de största verkliga sprickstorlekarna är större än acceptabla sprickstorlekar. Tabell 8. Resultat av brottmekanisk analys
Table 8. Results of fracture mechanics analysis
För spricktyp II (kälsvets) är sprickan dessutom större än kritisk storlek. Beräkningarna visar att ett brott skulle vara av spröd karaktär, vilket är den allvarligare formen av haveri. Skillnaden mellan acceptabel och kritisk storlek är liten, vilket ytterligare förstärker riskerna.
Utmattningsanalysen visar att långa sprickor av storleksordningen fem millimeters djup, tillväxer obefintligt under ett driftår. Slutsatsen är att huvudorsaken till att sprickorna växer måste vara något annat än utmattning. Med största sannolikhet är miljöpåverkan den drivande mekanismen antingen i form av SICC eller av korrosionsutmattning.
5.4 Korrosionsutmattning
5.4.1 Inspectas erfarenheter
5.4.1.1 Ångackumulatorer
5.4.1.1.1 Materialundersökning av båtprov från ångackumulator vid massabruk i Norrland
Ångackumulatorn är i mitten av 1960-talet. Den har en diameter av 3,5 m och en längd av 35 m. Beräkningstryck och – temperatur är 22 bar resp. 220 °C. Material i mantelplåt är mikrolegerat finkornstål DOMEX 450 T, levererat i normaliserat tillstånd. Materialet är levererat med extra hög varmhållfasthet, 400 MPa, vid beräkningstemperaturen. Godstjocklek i manteln är 17 mm. Samtliga stumsvetsar är värmebehandlade efter svetsning. Uppgifter saknas om värmebehandling utförts av kälsvetsar mot vakuum-ringar.

VÄRMEFORSK
83
Tryckvariationerna i ackumulatorn kan som mest uppgå till 8 bar (11 – 19 bar) med en maximal frekvens av 12 gånger per dygn. Ett båtprov taget från en ångackumulator har undersökts för att fastställa orsaken till sprickbildning i anslutning till en svets i kärlet. Det undersökta båtprovet är uttaget vid kälsvetsen mellan mantel och en vakuumring på kärlets insida. Provuttaget gjordes i februari 2001 och innehåller en svetsreparation som gjordes av den ursprungliga kälsvetsen i maj 2000. Svetsreparationen utfördes vid en arbetstemperatur av 100°C och med tillsatsmaterial OK 73.08. Vid besiktning och provning i februari 2001 detekterades sprickor huvudsakligen i kälsvetsar mot de två yttre vakuumringarna, som båda sitter nära de stöd ackumulatorn vilar på. Målet var att avlägsna alla detekterade sprickor och utföra svetsreparationer, där så krävdes. Svetsning utfördes vid arbetstemperatur 150 °C och med tillsatsmaterial OK 48.00. Undersökning Det undersökta båtprovet innehåller delar av mantelplåten i hela sin tjocklek, delar av vakuumringen och mellanliggande kälsvets, inklusive reparationssvets. Provet är ca 200 mm långt. Vid granskning i stereomikroskop, efter att provet har rengjorts, observerades en spricka längs hela smältgränsen mot reparationssvetsen. Sprickan följer helt svetssträngens vågighet. Stora delar av svetsen har en tämligen hög och konvex svetsråge. Ett fåtal korrosionsgropar observerades längs sprickan/smältgränsen. Smältdiken förekommer längs stora delar av svetsen. För att närmare granska sprickans utseende och tillväxt preparerades ett tvärsnitt genom båtprovet för undersökning i ljusoptiskt metallmikroskop. Snittet placerade nära provets mitt, där sprickan är djup men inte genomgående. Av snittet framgår tydligt att sprickan utgår från smältdiket. Det totala sprickdjupet i snittet är ca 15 mm. Inledningsvis, till ca 5 mm djup, har spricktillväxten skett tämligen rakt, för att sedan övergå till väsentligt mer slingrande tillväxt. Redan i sprickans övre del finns ett flertal korta mikroförgreningar, Antalet förgreningar och dess längd ökar successivt med ökande sprickdjup. Nära spetsen är sprickan kraftigt förgreningar och områden med flera parallella sprickor förekommer. Från ungefär halva sprickdjupet visar sprickan en tydlig tendens att vilja böja av i plåtens plan längs den stråkighet som bildats vid valsningen av plåten. Hela spricktillväxten har huvudsakligen skett transkristallint, dvs. genom materialets kristallkorn. Hårdheten uppmättes i HAZ och svetsgods nära sprickans startpunkt. Mätningen gjordes enligt Vicker med provlast 0,5 kg. I HAZ uppmättes en hårdhet av maximalt 400 HV och i svetsgodset 310 HV. Hårdheten i HAZ är hög men inte onormalt hög relativt grundmaterialet i mantelplåten. Tolkning av resultaten Sprickans utseende nära mediaberörd yta och dess startpunkt är typisk för sprick-bildning genom utmattning. Den nedre delen av sprickan har ett utseende som är typiskt

VÄRMEFORSK
84
för miljöinducerad sprickbildning, som är mer styrd av korrosionsprocesser. Sprickinitieringen skulle därmed i huvudsak vara utmattningsrelaterad. Under sprickans tillväxt utvecklas en korrosiv miljö i sprickan och korrosionsbidraget ökar successivt med ökande sprickdjup. Den typ av sprickbildning som observerats i det undersökta provet är inte ovanlig i ångackumulatorer. Liknande sprickor har påträffats vid ett flertal tillfällen vid besikt-ning av andra ackumulatorer. Utmattningslasten härrör från tryckvariationerna. Korrosionen är beroende av ångans renhet och syrehalt, vilket inte har kunnat bedömas i aktuellt fall. Överlagrat på yttre laster finns svetsegenpänningar, eftersom det kan antas att kälsvetsarna inte värmebehandlats efter svetsning. Vid tidigare undersökningar av sprickbildning i liknande kärl har viktiga faktorer som medverkar till sprickbildning identifierats, se ref. [21]. I det aktuella fallet bedöms svetsutförandet, avsaknaden av värmebehandling efter svetsning och grundmaterialets höga hållfasthet vara tre faktorer som väsentligt bidragit till sprickbildningen. • En hög konvex svetsråge och markanta smältdiken innebär en hög
spänningskoncentration där sprickan startar. • Svets som inte avspänningsglödgats omges normalt av svetsegenspänningar i nivå
med grundmaterialets sträckgräns. Svetsegenspänningar bidrar både till bildandet av utmattningssprickor som sprickor orsakade av korrosion.
• Material DOMEX 450 T är ett stål med hög hållfasthet. Sträckgränsen vid rums-temperatur är minst 440 MPa. Den höga hållfastheten innebär höga svetsegen-spänningar i en ej avspänningsglödgad konstruktion. Normaliserade finkornstål med hållfasthet motsvarande DOMEX 450 T godtas idag inte för användning i tryckkärl.
Sprickan är sammanhängande från startpunkten till spetsen, vilket skulle kunna tolkas som att den bildats i hela sin utsträckning sedan förra svetsreparationen, dvs. inom ca 8 månader. Maximalt kan 3000 belastningscykler förväntas under denna driftperiod. Trots ett bristfälligt svetsutförande skulle det under rådande driftförhållanden krävas avsevärt fler belastningscykler för att generera en spricka genom hela godstjockleken. Det är därför sannolikt att den undersökta sprickan delvis består av gamla sprickor som inte avlägsnats vid svetsreparationen i maj 2000. Slutsatser Sprickbildningen har orsakats av en kombination av utmattningspåkänningar och korrosion. Utmattning har varit den dominerande mekanismen vid sprickinitieringen och i det tidiga skedet av spricktillväxten. Korrosion har eventuellt medverkat redan vid sprickinitieringen (korrosionsgropar längs smältgränsen), men framför allt i det senare skedet av spricktillväxten. En väsentlig faktor som medverkat till sprickbildningen är ett bristfälligt svetsutförande. Det är osannolikt att hela sprickan bildats under perioden mellan de två senaste svetsreparationerna, utan delvis består av gamla sprickor som inte avlägsnats vid näst senaste reparationen. Förslag till åtgärder Det bör noteras att ångackumulatorn varit i drift i ca 35 år, vilket är en hög ålder för ett kärl utsatt för utmattningslaster. Av de tre medverkande faktorer som ovan anges är det endast svetsutförande som kan åtgärdas i efterhand. Efter att sprickfrihet verifierats på

VÄRMEFORSK
85
färdig svets kan risken för återkommande sprickbildning minskas genom försiktig slipning av svetsråge och smältdiken. Svetsen bör ges en svagt konkav yta och smältdiken skall avlägsnas via en mjuk övergång mot grundmaterialet. Som tillsatsmaterial för svetsning skall ett material med låg hållfasthet väljas, exempelvis OK 48.00, bl. a. för att minimera svetsegenspänningarna. En kälsvets mot en vakuum-ring ingår inte i det tryckbärande skalet och behöver därför inte motsvara mantelplåtens hållfasthetsnivå. Lokal avspänningsglödgning av kärl som varit i drift rekommenderas normalt inte. Avlägsnande av befintliga sprickor och bättre svetsutförandet reducerar risken för att sprickor skall återkomma.
5.5 Sammanställning av tillväxtdata för SICC
Endast skador karaktäriserade som SICC var tillräckligt vanliga för att sammanställa och dra mer övergripande slutsatser ifrån. Tabell 9 ger observerade sprickhastigheter (baslast) i form av tid till beräknade acceptabla sprickdjup tillsammans med spänningsnivåer i områden med sprickförekomst och material för de fall av SICC som har redovisats ovan. Eftersom SICC i huvudsak tillväxer i samband med startförlopp anges i tabellen tid till acceptabelt sprickdjup om cyklisk drift i form av 10 starter och stopp per år skulle införas. Tabellen visar att i de flesta analyserade fallen är sprickstorlekarna större än acceptabelt och i några fall i paritet med kritiska värden då haveri kan förväntas ske. Uppmätta eller i en del fall uppskattade spricktillväxthastigheter ligger i intervallet 0,1 – 1 mm/år. I 4 av 7 fall är intervallet 0,25-0,5 mm/år. Spricktillväxten är alltså oftast långsam. Av tabellen framgår det dock att införandet av cyklisk drift i form av i storleksordningen 10 starter och stopp per år kan ge dramatiska effekter: eftersom SICC främst bildas och tillväxer i samband med starter [1] kan en ångdom eller en ångackumulator som innan den cykliska driften har omkring 10 års drift kvar till att oacceptabla sprickstorlekar uppnås få endast 1 år kvar då den cykliska driften startar. Tabell 9. Sammanställning av driftparametrar och tillväxtdata kopplade till SICC hos ångdomar
och ångackumulatorer
Table 9. Compilation of service parameters and crack propagation data associated to SICC in steam drums and steam accumulators

VÄRMEFORSK
86
Typ av komponent/ typ av industri
Material/ K1C [MPa√m]
Spänning i sprick-område [MPa]
Beräknat acceptabelt/ kritiskt sprick-djup [mm]
Max uppmätt sprickdjup [mm]
Genom-snittlig sprick tillväxt- hastighet [mm/år]
Tid från observerad skada till acceptabelt/ kritiskt sprickdjup, 1 start/år (baslast) [år]
Motsvarande tid till acceptabelt/ kritiskt sprick-djup med 10 starter/år [år]
Ångdom/ massabruk
SS 2101 /150 276 3,8*/12*
10
0,22 0/22 1,2/2,2
Ångdom/ pappers- & massabruk
Fortiweld /100
267 0/1,8 6 0,27 0/6 0/0,6
Vattendom/ pappers- & massabruk
Fortiweld /100
56 4,7/9,4 3,5 0,1 2/9 0,2/0,9
Ångdom/kraft-värmeverk
CuNi52Mo /70 355 8,1/32,6 20 0,5 0/24 0/2,4
Ångdom/kraft-värmeverk
Fortiweld /100 346 6/16 15 0,38 0/2 0/0,2
Ångdom/kraft-värmeverk
Fortiweld /100 392** 0,8**/1,5** 7 0,75 1/2 0,1/0,2
Ångac-kumulator/ kemisk fabrik
Domex 450T /150
226 8,5/9,2 10 ≈1 0 0
*i närvaro av reparationssvets ** i område där sprickor har slipats bort; beräknade sprickdjup och spricktillväxt gäller från botten av slipning Vidare kan det konstateras att närvaro av reparationssvetsar i sprickområdet väsentligt minskar acceptabla och kritiska sprickdjup. Bortslipning av sprickor ger stora spänningsförhöjningar i botten av slipningen och resulterar också i minskade acceptabla respektive kritiska sprickstorlekar. Av tabellen framgår det också att det i vissa fall är ganska stor skillnad mellan acceptabel och kritisk sprickstorlek medan de ligger nära varandra i andra. I det senare fallet ökar riskerna för ett haveri. Med brottmekaniska analyser kan man också avgöra om aktuella sprickor leder till brott av spröd karaktär eller till ett läckage om de skulle tillåtas växa vidare. Vid brottmekaniska analyser är materialkonstanten KIC en viktig parameter. För vissa material sjunker KIC sakta med ökande drifttid på grund av driftinducerad försprödning. Det är främst material som är legerade med koppar samt Fortiweld som är förknippade med denna typ av försprödning. Normalt ligger KIC i intervallet 100 -150 MPa√m för de vanligaste materialen som används i ångdomar och ångackumulatorer när de är nya. Vid provning av material som har försprödats i drift har värden ned till 50 MPa√m erhållts.

VÄRMEFORSK
87
Från Tabell 4 framgår det att en variation av KIC i intervallet 50-150 MPa√m gav en variation på acceptabla och kritiska sprickdjup med en faktor 10. I två av exemplen på analys av ångackumulatorer ovan gjordes även brottmekaniska analyser med avseende på utmattning eftersom driften innebär tryckcykling. Effekten av denna cykling var i båda fallen otillräcklig för att tillnärmelsevis kunna bilda sprickor av den storlek som observerades. Metallografiska undersökningar pekade också på att det var fråga om SICC eller möjligtvis korrosionsutmattning. I EN 12952-3 finns det en paragraf 13.4.3 som behandlar skydd av magnetitskikt hos komponenter som innehåller blandningar av vatten och ånga. Magnetitskiktet skyddas genom att följande kriterier uppfylls: ftang ≤ ftang.po + 200 N/mm2 (ekv 13.4-5a i EN 12953-3)
ftang ≥ ftang.po - 600 N/mm2 (ekv 13.4-5b i EN 12953-3)
där ftang är den tangentiella spänningen vid hörnet av mantel och genomföring, ftang.po är normal driftspänning vid samma position. Uppfylls kriterierna ska det alltså inte uppstå sprickor i magnetitskiktet och därmed heller inte SICC. Särskilt vid starter och stopp kan tryckspänningar uppstå vilket kan medföra ekv 13.4-5b inte uppfylls även om driftspänningen vid genomföringen är under 600 MPa. Spänningarna i andra kolumnen i Tabell 9 motsvarar ftang.po och är i samtliga fall betydligt lägre än 600 MPa. De skulle alltså uppfylla ekv 13.4-5b så länge som det inte föreligger orimligt stora tryckspänningar t.ex. vid en start. SICC har ändå påvisats i dessa ångdomar och vattenkemin i drift har sannolikt i de flesta fall har varit enligt riktlinjerna. Det indikerar att kriterierna för skydd av magnetit i EN 12952-3 kan vara otillräckliga.
5.6 Spänningskorrosionssprickning (SCC)
SCC har ibland påträffats i ångdomar även om det nu för tiden tillhör ovanligheterna. Det krävs en kontinuerligt förhöjd syrehalt i drift för att alkalisk SCC ska bildas [21] (till skillnad från SICC där den förhöjda syrehalten är begränsad till startförloppet av pannan). Numera är kontrollen av matarvattenkemin med avseende på syrehalt oftast tillräcklig för att SCC inte ska bildas. Spricktillväxthastigheten är som regel betydligt högre för alkalisk SCC än för SICC. Uppkomst av alkalisk SCC på vattensidan av kraftverkskomponenter beskrivs närmare i ref. [21] där även inverkan av temperatur och stålets potential samt svavelhalt tas upp.
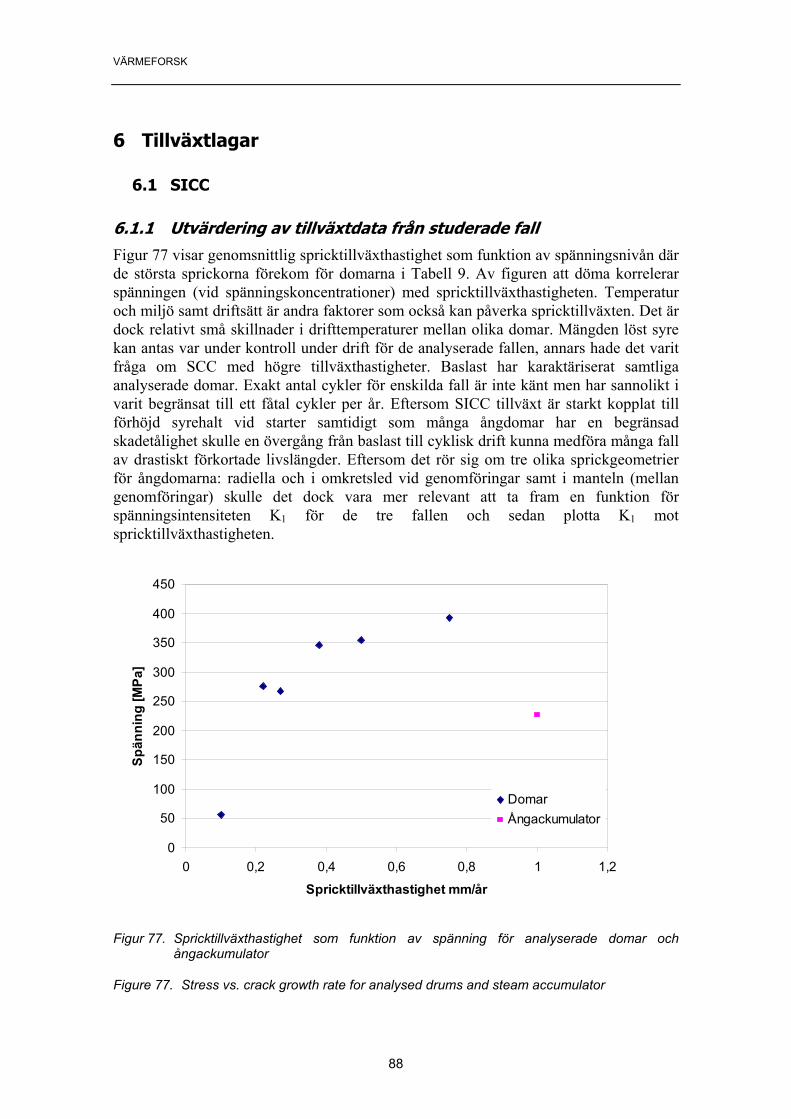
VÄRMEFORSK
88
6 Tillväxtlagar
6.1 SICC
6.1.1 Utvärdering av tillväxtdata från studerade fall Figur 77 visar genomsnittlig spricktillväxthastighet som funktion av spänningsnivån där de största sprickorna förekom för domarna i Tabell 9. Av figuren att döma korrelerar spänningen (vid spänningskoncentrationer) med spricktillväxthastigheten. Temperatur och miljö samt driftsätt är andra faktorer som också kan påverka spricktillväxten. Det är dock relativt små skillnader i drifttemperaturer mellan olika domar. Mängden löst syre kan antas var under kontroll under drift för de analyserade fallen, annars hade det varit fråga om SCC med högre tillväxthastigheter. Baslast har karaktäriserat samtliga analyserade domar. Exakt antal cykler för enskilda fall är inte känt men har sannolikt i varit begränsat till ett fåtal cykler per år. Eftersom SICC tillväxt är starkt kopplat till förhöjd syrehalt vid starter samtidigt som många ångdomar har en begränsad skadetålighet skulle en övergång från baslast till cyklisk drift kunna medföra många fall av drastiskt förkortade livslängder. Eftersom det rör sig om tre olika sprickgeometrier för ångdomarna: radiella och i omkretsled vid genomföringar samt i manteln (mellan genomföringar) skulle det dock vara mer relevant att ta fram en funktion för spänningsintensiteten K1 för de tre fallen och sedan plotta K1 mot spricktillväxthastigheten.
0
50
100
150
200
250
300
350
400
450
0 0,2 0,4 0,6 0,8 1 1,2
Spricktillväxthastighet mm/år
Spän
ning
[MPa
]
DomarÅngackumulator
Figur 77. Spricktillväxthastighet som funktion av spänning för analyserade domar och ångackumulator
Figure 77. Stress vs. crack growth rate for analysed drums and steam accumulator

VÄRMEFORSK
89
Ångackumulatorns spricktillväxthastighet ser ut att vara högre än domarnas vid jämförbara spänningarna: Det kan bero på inslaget av cyklisk last i drift och på att det är andra geometrier; mantelplåtsvets för ångackumulatorerna samt genomföringar för ångdomarna. För två av sprickgeometrierna, axiella sprickor vid tubhål respektive mellan tubhål kan K1 överslagsmässigt beräknas för ångdomarna med hjälp av tabellerade formler för axiell ytspricka i cylinder och beräkningsprogrammet ProSacc [22]. Figur 78 visar att K1 korrelerar närapå linjärt med spricktillväxthastigheten för de studerade fallen. Insättning av de värden på K1 som beräknades för sprickor i ångdomar i avsnitt 6.1.1 i ekvation (14) visar på en god överensstämmelse med observerade spricktillväxt-hastigheter under antagande att en startcykel är 8 timmar, dvs. att man har en linjär lastökning från 0 till full last på 8 timmar. Det är då också antaget att spricktillväxten endast sker under denna period. Under drift mellan starterna alltså står sprickpropageringen still. Ekv. (14) med aktuella värden på K1 finns också inlagda i figuren.
0
5
10
15
20
25
30
0 0,2 0,4 0,6 0,8
Spricktillväxt mm/år
K1
Domar
ekv. (14)
Figur 78. Uppmätt spricktillväxthastighet som funktion av K1 för ångdomar med axiella sprickor
Figure 78. Measured crack propagation rate vs. K1 for steam drums with axial cracks
6.1.2 Litteraturjämförelse På senare tid har det dock publicerats ett par artiklar där man har försökt bestämma tillväxtlagar för SICC. I den första har man baserat tillväxtlagen på

VÄRMEFORSK
90
laboratorieexperiment medan man i den andra har utgått från en teoretisk modell och en databas på komponenter som har drabbats av SICC där särskilt inverkan av den kemiska sammansättningen på sprickbildningen har studerats.
6.1.2.1 Tillväxtlag framtagen från laboratorieexperiment
Seifert & Ritter [18] studerade SICC på grund av dess förekomst i matarvattenkomponenter, inte minst inom kärnkraften. I litteraturen fann man resultat av Slow Strain Rate (SSR) och Low Cycle Fatigue (LCF) provning som utförts i syfte att karaktärisera SICC. Genom att sammanställa dessa försök har man kunna konstatera att SICC kan uppstå i olegerade och låglegerade stål som utsätts för syrehaltigt, renat samt hett matar- eller pannvatten om även följande villkor uppfylls samtidigt: • Korrosionspotential, ECP > ECPcrit = -200mVSHE • Töjningshastighet, dε/dt, i kritiskt intervall: 0 >dε/dtcrit, min ≤ dε/dt ≤ dε/dtcrit, max =
10-3 s-1 • (Lokal) makroskopisk töjning över den elastiska gränsen: ε ≥ εcrit =0,1 % • Temperatur T > 150°C • Svavelhalt > 0,003 wt % S i stålet Om något av dessa villkor inte har uppfyllts menar man att det är extremt osannolikt att SICC ska kunna förekomma. En experimentell studie genomfördes i autoklaver med integrerade elektromekaniska dragprovmaskiner. Compact tension (CT) provstavar användes för provningen där mekaniska parametrar och miljöparametrar samt korrosionspotentialen registrerades. De vanligaste o- och låglegerade kärnkraftsstålen provades. Provningen gick ut på att simulera verkliga driftförhållanden. Både cykling med mycket låg frekvens och provning med en cykel med långsamt ökande last utfördes. Löst syre fanns med under hela lastsekvenserna och konduktiviteten, κ, ökade under uppvärmningsfasen men minskade därefter till en konstant låg nivå, se Figur 79.

VÄRMEFORSK
91
Figur 79. Schematiskt åskådliggörande av experiment av långsamt ökande last (Slow Rising
Load - SLR) och mycket lågfrekevent utmattning (Low Frequent Cycle Fatigue - LFCF) [18]
Figure 79. Schematic of applied test procedure in Slow Rising Load (SLR) and Low Frequent Cycle Fatigue (LFCF) experiments [18]
SICC försöken med långsamt ökande last gav spricktillväxthastigheter i intervallet 0,1 – 70 mm per dygn. De långsammare försöken (med 0,1 - 3 mm spricktillväxt per dygn) motsvarar ungefär vad som har observerats hos ångdomar i drift om man antar att:
• Spricktillväxten huvudsakligen sker vid start av pannan (då syrehalten han vara förhöjd - under själva driften är i regel syrehalten för låg för att fortsatt spricktillväxt ska ske)
• En startramp pågår i ca 8 timmar • En start per år förekommer
Från försöksresultaten kunde följande slutsatser dras:
- Ökad K1 ger ökad spricktillväxthastighet (provat i intervallet 34- 56 MPa*m1/2) - Ökad svavelhalt i stålet och/eller SO4
2- i miljön ger större benägenhet för initiering av SICC
- Ökad ECP ger ökad spricktillväxtshastighet och benägenhet för initiering av SICC
- Ökad halt av löst syre ger större sprickbenägenhet (känslighet för initiering) - Ökad temperatur ger ökad spricktillväxt men planar ut efter 250°C - K1 vid sprickinitiering har ett minimum vid 200 - 250°C – känsligheten för
sprickinitiering är alltså ökad i detta temperaturområde.

VÄRMEFORSK
92
Även kloridinnehållet i miljön samt töjningshastighet inverkar på SICC. Förhöjda kloridhalter medför ett lägre gränsvärden på ECP för SICC. Känsligheten för SICC ökar vid töjningshastigheter under 10-3 [18]. Till exempel kan ett stål med hög svavelhalt erhålla begränsad SICC redan vid 0,2 ppm löst syre i vattnet medan ett stål med låg svavelhalt får samma effekt först vid 8 ppm fritt syre. I avgasat vatten (< 0,005 ppm syre) observerades ingen SICC vid spänningsintensitetsfaktorer (K1) upp till 76 MPa m1/2. Tröskeln för initiering av SICC är alltså synergetiskt styrd av både av material (svavelhalt) och miljöparametrar (elektrokemisk potential och sulfatkoncentration). Så fort spricktillväxten är initierad spelar dock svavelhalten inte längre någon roll utan styrs av spänningsintensiteten. En kvantitativ tillväxtlag för material med HV 5 < 350 formulerades: da/dtSICC = 6x10-9*(dK1/dt)0.8 i m/s och MPa m1/2/h (14) för 25 MPa m1/2 ≤ K1 ≤ 60 MPa m1/2, 0.05 MPa1/2/h ≤ K1/dt ≤500MPa m1/2/h och ECP ≥ +50mVSHE, 250°C≤ T ≤288°C För dK1/dt antogs ett konstant värde, relaterat till lastökningens hastighet vid ett försök (provstavens förskjutningshastighet). Man har alltså inte tagit hänsyn förändringar i dK1/dt som funktion av ökad spricklängd. De lägsta värdena på K1 som enligt ref [18] har initierat SICC är 23 till 40 MPa·m1/2. I analyserade ångdomar varierade K1 mellan 2,56 och 22,49, dvs. under kritiska värden i laboratoriemiljö. Försöken med mycket lågfrekvent cykling (lastramp på 94 timmar) gav SICC tillväxt endast under den senare delen av stigande last i cykeln. Initieringen skedde vid första cykeln då ett stål med relativt hög svavelhalt provades men först vid andra cykeln för ett med låg svavelhalt. I båda fallen ökade spricktillväxthastigheten i de 1-2 efterföljande cyklerna för att sedan stabiliseras. Den stabila tillväxthastigheten var ungefär lika stor som vid långsamt ökande last [18]. SICC är också vanligt förekommande i matarvattentankar. En driftcykel hos en matarvattentank har stora likheter med ångdomar. Den största skillnaden är att temperaturen i regel är lägre, typiskt 100 - 200°C jämfört med 220- 320°C i ångdomar, vilket skulle medföra en långsammare spricktillväxthastighet. Ekv. (14) kan dock antas kunna gälla för uppskattningar av spricktillväxten även i matarvattentankar om drifttemperaturen är över 150°C.
6.1.2.2 Inverkan av kemisk sammansättning på SICC
KEMA (Keuring van Electrotechnische MAterialen) i Holland upprättade redan 1968 en databas över huruvida stål av samma sort men ändå med vissa skillnader i kemisk sammansättning korroderade eller inte vid likartade påkänningar [23].

VÄRMEFORSK
93
Inverkan av kemisk sammansättning på benägenhet för SICC studerades där SICC-relaterade skador hittades i 10 av 18 undersökta komponenter. Den teoretiska utgångspunkten var den ”anodiska upplösningsmodellen” för att beskriva starten av en korrosionsprocess som leder till SICC i kolstål och låglegerade stål [23]. Följande formel användes för den anodiska upplösningsmodellen:
( ){ } ( )( ) ( ) ( ){ }nn
i dtd
nti
zFMV ε
ερ ××⎭⎬⎫
⎩⎨⎧
−×= 11
00 (24)
där iV är sprickpropageringshastighet i cm/s; M, atomvikten för järn (56 g/mol); z , elektronvalensen för Fe2+; ρ, densiteten för stål (7,8 g/cm3); i0, korrosionsdensiteten hos en aktiv yta (A/cm2); t0, tiden då densiteten av korrosionens strömstyrka mäts innan passivering; n, lutning på korrosionens strömdensitet - tid kurva (passiveringsfaktor); ε, brottöjning hos oxiden (magnetit); dε/dt, töjningshastighet vid sprickspets (1/s); F, Faradays konstant. Korrosionens strömdensitet, i0, och repassiviseringsfaktorn, n, är faktorer som är beroende av materialets kemiska sammansättning. Dessa faktorer kan bestämmas med elektrokemiska experiment. Magnetitens brottöjning kan generellt antas vara 0,1 %. Mätning av sprickpropageringshastigheter sker vanligen med provning med CT-provstavar. Uttrycket för K1 för en CT-provstav som funktion av CT-provstavens mått finns tabellerat och man menar att töjningshastigheten hos en CT-provstav, dε/dt i ekv. (24), kan uttryckas i K enligt: dε/dt = 3,2878 x 10-19K1
4 (25) Därigenom kan sprickpropageringshastigheten, iV i ekv. (24), bestämmas och sprickpropageringshastigheten hos en CT-provstav kan beräknas om data för i0 och n bestäms genom elektrokemiska mätningar. Elektrokemisk provning utfördes på 8 olika material i en sulfatlösning bestående av 0,1 molar natriumsulfat och en mycket liten mängd natriumhydroxid. Denna blandning hade dessförinnan framtagits för att ge en lagom långsam repassivisering av ett aktivt stål. Den kemiska sammansättningen hos provmaterialen ges i Tabell 9. Från provresultaten kunde log (i) och log (n) anpassas till den kemiska sammansättningen hos provmaterialen och utmynna i regressionsformler. Genom att sätta in respektive ståls sammansättning i regressionsformlerna erhölls värden på i och n som sedan sattes in i ekvation (25) varpå sprickpropageringshastigheten iV räknades ut för respektive stål. Resultaten ges i Figur 80 där spricklängd som funktion av beräknad spricktillväxthastighet visas för respektive material.

VÄRMEFORSK
94
Tabell 10. Kemisk sammansättning hos de stål för vilka den elektrokemiska repassiveringen provades
Table 10. Chemical composition for the electrochemically tested steels
Spricktillväxthastigheter för CT-provstavar beräknades sedan för lasten P=1000 N, se Figur 80. Dessa beräkningar gjordes också för materialen i databasen. Resultaten pekar på att C ökar medan Mo minskar benägenheten för SICC. I Figur 75 finns exempel detta om man jämför stål med hög respektive låg Mo halt men med liknande C-halt. Man kan dock konstatera att det i andra fall skiljer sig relativt mycket i spricktillväxthastighet mellan material som har ungefär lika höga C och Mo halter. Av resultaten i figuren framgår det att spricktillväxten ökar med spricklängden på ett likartat sätt för samtliga provade material. Främst är det den initiala spricktillväxthastigheten som skiljer materialen åt. Vid beräkningen av sprickpropageringen hos CT-provstavarna antogs en last på 1000 N och ett initialt värde på c kan då beräknas till 89,5. K ökar med ökande spricktillväxt tills brottsegheten KIC för den belastade provstaven eller komponenten i fråga uppnås, då ett slutbrott erhålls. Spricktillväxthastigheterna i Figur 80 kan inte jämföras med analyserade ångdomar pga. stora skillnader i last och K1. Dessutom är materialen i Tabell 9 och Figur 80 inte höghållfasta. Figuren visar dock att skillnaden mellan material A (St 35.8) och material H (10CrMo9-10) i figuren är en faktor 100.

VÄRMEFORSK
95
Figur 80. Spricklängd som funktion beräknade spricktillväxthastighet hos CT-provstavar för material A-H [23]
Figure 80. Calculated crack growth rates of a CT-specimen vs. crack length for materials A-H [23]
6.2 Beräkningsmodell för korrosionsutmattning:
För korrosionsutmattning finns en modell för sprickpropagering i ASME XI, Code Case N-643 (PWR). Den är dock, som kodens namn antyder, baserad på de förhållanden som råder i primära cirkulationssystem i tryckvattenreaktorer (PWR), se även avsnitt 3.4.
6.3 Beräkningsmodell för spänningskorrosionssprickning, SCC
Det finns tillväxtlagar framtagna för flera höglegerade stål i kärnkraftsmiljö eftersom SCC har varit relativt vanligt förekommande där. Det gäller främst interkristallin spänningskorrosionssprickning, ISCC. För olegerade och låglegerade stål i vattensidig miljö finns det dock inte några etablerade tillväxtlagar. Det kan bero på att det är relativt enkelt att undvika SCC genom att hålla syrehalten tillräckligt låg och pH på rätt nivå (pH = 9,4 är optimalt [21] under drift).

VÄRMEFORSK
96
7 Sammanställning av material samt skademekanismer och tillväxtlagar med relaterade till cyklisk drift
7.1 Ångdomar
7.1.1 Skademekanismer som påverkas av cyklisk drift
Miljöinducerad sprickbildning: Töjningsinducerad korrosionssprickning (SICC), korrosionsutmattning (CF) och spänningskorrosionsprickning (SCC), där SICC, enligt Inspectas erfarenheter är den vanligaste typen i ångdomar.
CF förekommer inte lika ofta men blir mer dominerande ju större temperaturskillnad det är mellan inkommande matarvattnet ångdomens drifttemperatur. Pannor som inte har någon ekonomiser blir särskilt utsatta för CF.
Förekomst av SCC förutsätter att halten löst syre i ångdomens vatten är förhöjd [21].
Gropfrätning: Förekommer i samband med SICC och CF. Kontinuerligt förhöjd syrehalt medför ofta omfattande gropfrätning.
SICC kan förväntas att i hög grad påverkas av cyklisk drift.
Utmattningsrelaterade skador såsom CF förekommer och sådana som kan härledas till starter och stopp påverkas också av cyklisk drift.
7.1.2 Tillväxtlagar Sammanställningen av analyser av domar gav ett samband mellan spricktillväxthastighet och spänning i sprickområdet enligt Figur 77. Tillväxten påverkas i huvudsak av spänningsnivån medan faktorer som syrehalt (elektrokemisk potential) och svavelhalt i stålet även påverkar sprickinitieringen [16, 23]. Signifikant sänkning av trycket i ångdomar är kopplat till ökad halt av fritt syre i vattnet [24].
7.1.3 Material
Det finns många olika material som används i ångdomar. Vissa material verkar vara mer skadebenägna än andra. I Tabell 11 återges de vanligast använda materialen och egenskaper hos dessa som kan påverka risken för sprickbildning. Av tabellen framgår det att de flesta höghållfasta material som används i ångdomar har påtagliga sprickproblem. Av denna anledning kan det rekommenderas att använda material med en sträckgräns på högst 350 MPa. Genom att välja stål med låg svavelhalt (< 0,03 viktsprocent S) kan benägenheten för SICC minskas.

VÄRMEFORSK
97
Tabell 11. Vanligt använda material i ångdomar, deras hållfasthet samt kommentarer rörande respektive materials skadetålighet
Table 11. Common steam materials for drums, strength data and comments concerning their integrity
Beteckning Sträckgräns Brottgräns Skadetålighet Altherm 55 355 540-640 Sprickbildning i ångdomar
förekommer men är mindre vanligt
Altherm NiMoV 440 590-740 V höjer hållfastheten Sprickbenäget
Fortiweld 450 550
Legerat med B, vilket höjer hållfastheten. Materialet kan bli försprödat med tiden.
Fortiweld var mycket vanligt på 1960-talet, visade sig vara ett mycket sprickbenäget material – nästan alla har bytts ut.
SS 21xx (2101, 2103)
(2106-2107)
295
355
460-580
510-650
Dessa stål har utgått. Det beror på att de har varit förknippade med sprickproblem (trots att hållfastheten inte är anmärkningsvärt hög).
P295GH (17Mn4) 295 460-580
P310 GH (19Mn5) 310 510-610
Ducol W30 (BS1501-271 MnCrMoV)
450 590-600 Sprickbenäget stål
CuNi47
CuNi52
CuNi52Mo
15 NiCuMoNb 5 (WB 36)
515
430
700
580-740
Cu legering medför risk för driftinducerad försprödning - inlöst Cu skiljs ut med tiden vilket innebär minskande seghet och spricktålighet
17 MnMoV 6 4 (WB 35) 520 690 V höjer hållfastheten Sprickbenäget
Domex 450 T 450 Legerat med V och Cu – sprickbenäget och vanligt förekommande

VÄRMEFORSK
98
7.2 Ånglådor
7.2.1 Skademekanismer som kan påverkas av cyklisk drift Termisk utmattning förekommer vid tubhål och ligament. Vid dessa positioner finns det spänningskoncentrationer och dessutom en övergång från tunnväggigt gods (tub) och tjockväggigt (mantel) som ger termiska spänningar i fall av växlande temperaturer i inkommande överhettartuber i samband med lastväxlingar i pannan samt starter och stopp (detta förekommer även i ekonomiserlådor). Sprickorna initieras på ångsidan eller inuti godset. Termisk utmattning har även observerats vid enstaka tillfällen vid plana gavlar intill manteln. Även här finns spänningskoncentrationer och dimensions-övergångar som kan ge sprickbildning från insidan som följd av ett stort antal starter och stopp. Ligamentsprickor är den typ av skada som kan relateras till cyklisk drift. Det har visat sig att det ofta är små men frekventa temperaturväxlingar, t.ex. vid lastväxling som har störst påverkan på skadebildningen medan starter och stopp har en underordnad betydelse. I fall av cyklisk drift får dock starter och stopp en stor betydelse, både vid initiering och vid propagering av sprickor [2]. Starter och stopp leder också till cykliska böjpåkänningar på överhettartuber vid inloppet till överhettarlådan som kan resultera i tubbrott [2].
7.2.2 Tillväxtlagar
Den termiska utmattningen går under Paris lag (högcykelutmattning) eller Coffin-Mansons lag (lågcykelutmattning) beroende på storlek och frekvens av de temperaturväxlingar lådan utsätts för.
Med en spänningsanalys av ånglådan ifråga erhålls spänningsfördelningar och spänningsnivåer. Temperaturskillnader, ∆T, på 50°C räcker ofta för att termiska utmattningssprickor ska kunna bildas. Det finns fall där så låga temperaturskillnader som 30°C har räckt till för sprickbildning.
7.2.3 Material
Material i lådor väljs med avseende på lådans drifttemperatur. Det innebär t.ex. att:
• Kolmanganstål, t.ex. P235GH, används för lådor till panelväggar och ekonomisrar (vattenlådor)
• Låglegerat stål, 16Mo3, till ekonomisrar och primäröverhettare
• Låglegerat stål av högre kvalité, 13CrMo4-5 och 11CrMo9-10, till sekundäröverhettare och ibland även tertiäröverhettare
• Nyare låglegerade stål, P23, P24, samt 9-12 % Cr-stål, X10CrMovNb9-1, P92, X20CrMoV1-1, i tertiära överhettare samt ev. kvartärer och kvintärer.

VÄRMEFORSK
99
7.3 Ångackumulatorer
7.3.1 Skademekanismer som påverkas av cyklisk drift
Ångackumulatorer utsätts för miljöbetingad sprickbildning på insidan där SICC är en vanligaste skademekanism vid mantelsvetsar. Drifttemperaturer hos ångackumulatorer ligger typiskt i intervallet 200- 300°C, vilket främjar SICC.
Utmattning och korrosionsutmattning bör företrädesvis förekomma vid genomföringar eftersom spänningsanalyser pekar på att sådana ofta ha höga utmattnings-påkänningar. Det har dock inte observerats i föreliggande studie och inte heller i ett tidigare arbete där ett stort antal ackumulatorer studerades [21]. I det tidigare arbetet observerades dock tvärsprickor i mantelsvetsar, framför allt i omkretssvetsar. Dessa sprickor relaterades till vätediffusion [21], höghållfasta stål och icke avspänningsglödgade svetsar, vilket inte påverkas av cyklisk drift.
Höjning och sänkning av vattennivån i ångackumulatorer innebär en cyklisk termisk belastning som kan liknas med stratifiering. Inga skador som kan härledas till stratifiering har dock påträffats bland de studerade ångackumulatorerna.
Analogt med ångdomar skulle en mer frekvent cyklisk drift i form av starter och stopp av anläggningen medföra att syrehaltigt vatten kommer in i systemet mer frekvent innebärande att spricktillväxthastigheten ändras linjärt med frekvensen starter och stopp.
7.3.2 Tillväxtlag
Underlaget av analyserade ångackumulatorer med avseende på SICC har dock varit för få för att en tillväxtlag ska kunna tas fram. Endast ett fall har kunnat analyseras vilket i och för sig pekar på en långsammare spricktillväxthastighet än för ångdomar vid motsvarande spänningsnivå.
Utmattning med avseende på lastcykling analyseras med hjälp av EN 13445-3:2009.
7.3.3 Material
Flera av de material som har använts till ångdomar är också vanliga till ångackumulatorer, t.ex.
• Fortiweld
• SS 2101
• SS 2106
• Domex 400 TC
• Domex 450 T
• Weldox 500 PE Även hos ångackumulatorer ger höghållfasta material en hög sprickkänslighet och stål med en sträckgräns under 350 MPa rekommenderas för ångackumulatorer.

VÄRMEFORSK
100
7.4 Ventilhus
7.4.1 Skademekanismer som kan påverkas av cyklisk drift Hos ventilhus till säkerhetsventiler är det geometriförändringar och gradienter i godstjocklek som orsakar termiska spänningar i samband med starter och stopp och som i sin tur leder till termisk utmattning. I drift är det i regel små eller mycket små temperaturförändringar. Ökat antal starter och stopp medför därför en tidigare initiering och en snabbare spricktillväxt. I samband med cyklisk drift blir alltså de termiska cyklerna betydligt mer frekventa och fler ventiler än i dag hamnar i riskzonen för sprickbildning Ventilhus i form av reducerstationer kan även vara utsatta för högcykelutmattning då vatten injiceras för att kyla ånga. Denna typ av skada är dock inte direkt kopplad till cyklisk drift av pannor.
7.4.2 Tillväxtlag
Beroende på den termiska cyklingens storlek och frekvens rör det antingen om låg- eller högcykelutmattning. I fallet med termiska spänningar i samband med starter och stopp är antalet cykler i regel så lågt att töjningarna måste gå upp till det plastiska området för att utmattning ska kunna uppstå, dvs. lågcykelutmattning, dvs. Coffin-Manson kan antas gälla. Avsnitt 4.2 beskriver metodik för utvärdering av lågcykelutmattning.
7.4.3 Material In ångledningar är ventilhuset antigen gjutet eller ett smide och oftast tillverkat i ett material som motsvarar ångledningen i övrigt, dvs. ett varmhållfast stål, t.ex.:
• 13CrMo4-5 (1Cr0,5Mo) • 11CrMo9-10 (2,25Cr1Mo) • X10CrMoNbV9-1 (9Cr1MoNbV) • X10CrMoVNb9-2 (9Cr1Mo2WVNb) • X20CrMoV11-1 (11Cr1MoV)
. .

VÄRMEFORSK
101
8 Rekommenderad provning, mätning och övervakning
8.1 Ångdomar
8.1.1 Provning - Insidig visuell provning VT av magnetitskiktets kvalitet - Insidig magnetpulverprovning MT av längssvetsar och omkretssvetsar - Insidig MT av stutssvetsar samt runt och i tubhål (stigtuber) - Fallrörsstutsar, manhålsringar och andra större stutsar som ej är genomsvetsade
bör ultraljudprovas med avseende på eventuella sprickor som kan starta från inbyggda rotfel. Provning aktualiseras särskilt när sprickor påträffas i ytan vid någon stuts och bör då omfatta alla stutsar eller i den omfattning besiktningsman bedömer vara erforderlig
- Den insidiga provningen innebär ofta att ångdomens inredning måste monteras ned och tas ut för att provning ska möjliggöras.
- Utsidig MT av tuber närmast domen (från tubens inlopp i domen till 30 -50 cm ut på tuben)
8.1.2 Provningsintervall - Visuell inspektion bör utföras varje år. - Den oförstörande provningens omfattning påverkas av material, konstruktion,
beläggningar, drift- och provningshistorik samt resultat av eventuell hållfasthetsanalys.
- Spricksökning måste enligt regelverket utföras på alla tryckbärande svetsar minst vart sjätte år. Förekomst av sprickor medför 100 % provning av svetsar samt 1 års inspektionsintervall. Dessutom rekommenderas en brottmekanisk analys. Provnings- och beräkningsresultaten avgör tillsammans med ovan givna faktorer provningens omfattning det följande året.
- Rekommenderat förfarande är att genomföra en spännings- och brottmekanisk analys relativt tidigt och utforma ett provningsprogram och definiera lämpliga detektionsgränser utifrån driftsätt och analysresultaten.
8.1.3 Mätning - Termoelement: topp, botten och fallrör - Tryck - Tryck- och temperaturtransienter vid starter och stopp - Nivåmätare och skydd mot torrkokning
8.1.4 Övervakning - Matarvattenkemi, särskilt syrehalt – om möjligt även under starter - Tryck- och temperaturvariationer i drift - Tryck- och temperaturtransienter vid starter och stopp - Syrehalt under startförlopp

VÄRMEFORSK
102
8.1.5 Spännings- och brottmekanisk analys
En spänningsanalys (Finita Element Analys, FEA) av domen rekommenderas i fall av bedömning av skadebenägenhet och återstående livslängd och inte minst om driftsättet skulle förändras till en mer frekvent cyklisk drift. I samband med spänningsanalysen kan acceptabla sprickstorlekar beräknas genom brottmekanik samt återstående livslängd genom att använda lämpliga initierings- och tillväxtlagar.
Det är en stor fördel med att göra en spänningsanalys inför en provningskampanj – den visar de högst påkända positionerna och om de hösta spänningarna finns vid ytan eller inuti godset – i så fall bör även ultraljudprovning (UT) användas. Analysen visar också hur spricktåliga de utsatta positionerna är – med denna information kan nödvändiga detekteringsgränser för den oförstörande provningen (OFP) bestämmas. Om man behöver hitta relativt små sprickor medför det t.ex. ökade krav på att de ytor som ska provas ska vara välpreparerade. Analysen pekar också på i vilken riktning eventuella sprickor kan förväntas (det är inte alltid självklart), vilket också tillförlitligheten för provningen.
Om sprickor skulle påträffas bör skademekanismen fastställas genom båtprov eller replikprovning. Sedan bestäms sprickornas geometri och storlek genom mätning och bortslipning. Därefter beräknas acceptabla sprickdjup. Fortsatt spricktillväxthastighet för återbildade sprickor och återstående livslängd kan bedömas genom att först beräkna aktuellt värde på K1 med hjälp av Figur 78 eller ekv. (14). Om slipdjupet är betydande är det lämpligt att modifiera spännings- och brottmekaniska analysen med avseende på den nya geometrin innan K1 beräknas.
8.2 Ånglådor
8.2.1 Provning/mätning/övervakning
Provning kan ske med videoskop genom öppnad inspektionsstuts. UT från utsidan kan fungera men man bör i förväg studera om det är möjligt (tätt sittande överhettartuber in i eller ut ifrån lådan kan göra åtkomsten för UT problematisk).
Lämplig övervakning är att sätta temperaturgivare på ingående överhettartuber samt på lådans mantel utmed lådan. Man kan då följa temperaturväxlingar och – profilen längs lådan. Med detta underlag kan man sätta in rätt åtgärder för att minska temperaturavvikelser som har med lastväxlingar pannan eller igensättningar i överhettaren att göra.
Temperaturväxlingar till följd av starter och stopp kan det vara svårare att göra något åt men man ser i alla fall effekten av dessa.
- Visuell kontroll av eventuella ligamentsprickor med hjälp av videoskop genom inspektionsstuts
- Insidig visuell provning av magnetitskiktets kvalitet med hjälp av videoskop genom inspektionsstuts
- Utsidig MT av infästningar av överhettartuber - Om ligamentsprickor upptäcks rekommenderas UT i syfte att storleksbestämma
dessa.

VÄRMEFORSK
103
- UT av mantelns insida intill gavel i fall av plan gavel - MT och replikprovning av stutssvetsar om sådana förekommer samt rundsvetsar
om ånglådan arbetar i krypområdet – denna provning är dock inte direkt kopplad till cyklisk drift.
8.2.2 Provningsintervall - Provning med avseende på ligamentsprickor är relevant för ånglådor som är mer
än 15 år gamla och finns i pannor med cyklisk drift i form av frekvent lastväxling under drift eller frekventa starter och stopp. I andra fall rekommenderas en sådan kontroll vid ca 30 års ålder. Provningsresultaten bestämmer fortsatta intervall.
- Provning med avseende på krypning rekommenderas för första gången då en drifttid på ca 100 000 timmar har uppnåtts. Efterföljande provningsintervall styrs av resultaten samt eventuell cyklisk drift.
8.2.3 Mätning - Termoelement på utgående ånga från ånglådan samt om behov föreligger även
på inkommande ånga för varje skärm (kontroll av eventuell ojämn temperaturfördelning/- cykling på inkommande ånga längs lådan).
8.2.4 Övervakning - Övervakning med termoelement av eventuella temperaturvariationer, se 8.3.2
8.2.5 Spännings- och brottmekanisk analys I samband med provning med avseende på ligamentsprickor för första gången rekommenderas en spänningsanalys av ånglådan. Resultaten visar var de högsta spänningarna finns, dvs. var eventuell sprickbildning kan förväntas att starta. Särskilt när spänningarna är högst inuti godset påverkas val av provningsmetod. Vidare kan ånglådans spricktålighet analyseras, vilket avgör nödvändiga detekteringsgränser för provningen. Om sprickor skulle påträffas kan acceptabla sprickdjup beräknas samt återstående livslängd. Det kan ha särskild betydelse i fall av ligamentsprickor som kan vara svårt eller omöjligt att reparera. Man kan då visa om fortsatt drift till en ny låda har tagits fram är möjlig eller ej.
8.3 Ångackumulatorer
8.3.1 Provning - Insidig VT av magnetitskiktets kvalitet, eventuella beläggningar,
korrosionsangrepp - VT och MT av infästningar till och genomföringar av tryckbärande delar - Insidig magnetpulverprovning MT av mantelns längssvetsar och omkretssvetsar - Den insidiga provningen innebär att ångackumulatorn måste tömmas för att
provning ska möjliggöras

VÄRMEFORSK
104
- Visuell provning med hjälp av en kameraförsedd undervattensfarkost kan utföras utan tömning. Det går dock inte att detektera eventuella sprickor på ett säkert sätt med denna metod. Metoden fungerar inte heller vid temperaturer över ca 85°C.
- Om sprickor påträffas rekommenderas en spännings- och brottmekanisk analys från vilken den återstående livslängden kan bedömas och ett OFP-program kan upprättas. Sprickdjup kan mätas med så kallade sprickdjupsmätare. Det är en resistansmätning och är välbeprövad på raka fina sprickor, t.ex. utmattningssprickor. Det är möjligt att metoden även fungerar för SICC. Det bör dock verifieras innan användning.
8.3.2 Provningsintervall Förekomst av sprickor medför 1-års intervall, i övrigt gäller generellt 6- års intervall.
8.3.3 Mätning - Termoelement: topp, botten och stutsar - Tryck - Tryck- och temperaturtransienter vid starter och stopp
8.3.4 Övervakning - Ång/vattenkemi, inte minst syrehalt - Tryck- och temperaturvariationer
8.3.5 Spännings- och brottmekanisk analys Analys av SICC och CF (korrosionsutmattning) rekommenderas. En utmattningsanalys rekommenderas i fall av ackumulatorer med glidande tryck. En sådan beskrivs i avsnitt 5.3.2.2. Om sprickor skulle påträffas bör skademekanismen fastställas genom båtprov eller replikprovning. Sedan storleksbestäms sprickorna genom bortslipning. Därefter beräknas acceptabla sprickdjup. Fortsatt spricktillväxthastighet för återbildade sprickor och återstående livslängd kan bedömas med hjälp av Figur 74.
8.4 Ventilhus
8.4.1 Provning - Funktionsprovning - Utsidig MT eller PT av dimensionsövergångar på ventilhuset (områden där
termiska spänningar följaktligen utmattningssprickor kan uppstå) - Insidig MT eller PT av ventilsäte - Om ventilens innanmäte inte kan tas ut kan UT användas för att söka efter ev.
insidiga sprickor - Replikprovning av rundsvetsar (anslutningssvetsar till ångledning) samt vid
sprickindikationer

VÄRMEFORSK
105
8.4.2 Provningsintervall In- och utvändig undersökning av rörledning, vilket ventilhus ingår i, sker vart 6:e år. I fall av dimensionering mot en ändlig livslängd ska, om fortsatt drift utöver denna livslängd önskas, en statusanalys genomföras vars resultat bestämmer ev. fortsatt drift och fortsatta besiktnings/provningsintervall. Om en cyklisk drift införs som är väsentligt mer frekvent än antaget vid dimensioneringen rekommenderas MT enligt avsnittet ovan i samband med in- och utvändig undersökning.
8.4.3 Mätning - Generell tryck- och temperaturmätning
8.4.4 Övervakning - Tryck- och temperaturvariationer, särskilt vid start och stopp
8.4.5 Spännings- och brottmekanisk analys Om den termiska cyklingen och lastcyklingen kan bestämmas kan också de resulterande spänningarna/töjningarna bestämmas genom en spänningsanalys varvid positioner för OFP kan avgöras. Med en brottmekanisk analys kan den förväntade återstående livslängden beräknas, både för fall med och utan sprickor.

VÄRMEFORSK
106
9 Förslag på procedur för förebyggande underhåll och livslängdsanalys med avseende på cyklisk drift
Som ett första generellt steg rekommenderas en konsekvensanalys av säkerhet och kostnad avseende haveri av respektive anordning eller komponent i systemet. Det går dels ut på att bedöma i vilka grader personskador kan uppstå och dels de ekonomiska konsekvenserna. Kostnader för produktionsbortfall kan delas upp i sådana som uppstå i fall av läckage och sådana som uppstår i fall av haveri. Metodik för konsekvensanalyser finns beskrivet t.ex. i tidigare Värmeforskprojekt [25, 26]. Ett haveri av någon av de fyra komponenter som valdes ut i det föreliggande projektet har stora konsekvenser både med avseende på personsäkerhet och på ekonomi, möjligtvis med undantag av ånglådor om de är placerade inuti pannan men inte sådana som hänger utanför pannhuset. Samtidigt har dessa komponenter ofta skadeproblem som kan befaras öka om cyklisk drift etableras. Steg två är att analysera möjliga skademekanismer och identifiera lasterna samt vilka påkänningar som kan förväntas föreligga i framtiden. Om det är fråga om stora komponenter, t.ex. domar, ackumulatorer och lådor, genomförs därefter spännings- och brottmekanisk analys i syfte att bestämma provpositioner (där spänningarna är förhöjda) och detekteringsgränser för provningen (genom att bestämma skadetåligheten). Vid denna analys är det viktigt att identifiera förekommande laster. Om det inte går att göra på ett tillfredställande sätt är det lämpligt att installera mät- och övervakningsutrustning, t.ex. fler termoelement, och bestämma lasterna när ett tillräckligt dataunderlag föreligger. Från provningens och analysernas resultat kan besiktnings- och provningsprogram upprättas. Om resultaten pekar på risk för skador eller om skador har observerats identifieras möjligheterna till att reducera laster och/eller förändra miljön så att fortsatt skadebildning kan minskas eller elimineras. Genom förfinad analys kan återstående livslängder beräknas eller uppskattas. Med vilken säkerhet förutsägelser kan göras beror på vilka indata man har använts sig av, vilken skademekanism som är styrande och hur väldefinierade de framtida driftparametrarna är, t.ex. med avseende på cyklisk drift, driftmiljö mm.
9.1 Faktorer som minskar risken för sprickbildning
Följande faktorer reducerar risken för sprickbildning hos ångdomar, ackumulatorer och matarvattentankar för en given frekvens starter och stopp:
• Material med låg hållfasthet • Material med låga föroreningshalter • Avspänningsglödgning efter svetsning

VÄRMEFORSK
107
• Svetsutförande med få mikrodefekter och gynnsam geometri, helst slipade svetsrågar
• Media med låg korrosivitet • Kontroll på syrehalten i vattnet under startförlopp Följande faktorer reducerar risken för sprickbildning hos ånglådor: • Material med hög kryphållfasthet – medför relativt tunn godstjocklek vilket i sin
tur begränsar de termiska spänningarna vid tubhål och ligament • I möjligaste mån reducera lastväxlingar i pannan
Följande faktorer reducerar risken för sprickbildning hos ventilhus: • Design som i möjligaste mån reducerar termiska spänningar • Långsamma starter och stopp

VÄRMEFORSK
108
10 Slutsatser Förebyggande underhåll och livlängdsanalys med avseende på cyklisk drift av kraftvärmeverk har studerats genom att:
• Studera procedurer för bedömning av o Högcykelutmattning o Kryputmattning o Korrosionsutmattning (CF) o Töjningsinducerad korrosionssprickning (SICC)
• Redogörelse för Europanormer med avseende på cyklisk drift • Studera erfarenheter/skadefall av cyklisk drift med avseende på Termisk
högcykelutmattning, kryputmattning, SICC, CF Det finns flera procedurer för kärnkraftsrelaterade problem som har tillämpning i fall av cyklisk drift. Metodiken kan i stort rekommenderas även för kraftvärmebranchen. Bestämning av miljö och laster är centralt. Uppgraderad mät- och övervakningsutrustning kan sannolikt behövas i många fall för dessa ändamål om en baslastanläggning ska konverteras till cyklisk drift. Erfarenheten pekar på att SICC är ett stort problem i ångdomar och i ångackumulatorer. Det är i regel fråga om långsamt växande sprickor som är förknippade med starter. Vid cyklisk drift kan det därför befaras att denna sprickmekanism kan orsaka kritiska skador efter betydligt kortare drifttider än vad som är typiskt idag. Analys av ett antal skadefall pekar på att spricktillväxthastigheten är beroende av hur höga de lokala spänningarna är där sprickorna uppstår och en korrelation för detta samband har visats. Beräkning av K1 för de vanligaste sprickgeometrierna resulterade i en närapå linjär korrelation mellan K1 och spricktillväxthastighet. Detta samband överensstämde väl med den tillväxtlag (ekv. 14) som erhållits från laboratorie-experiment [18]. Man kan minska risken för att SICC ska bildas genom att konstruera i stål med sträckgränser under 350 MPa och som har låg S-halt samt övervaka och, om möjligt, hålla nere syrehalten i pannvattnet under starter. Följande komponenter har särskilt studerats med avseende på förebyggande underhåll och livslängdanalys:
• Ångdomar • Ånglådor • Ångackumulatorer • Ventilhus
För dessa komponenter har förekommande skademekanismer drift och tillväxtlagar som påverkas av cyklisk drift samt de vanligaste materialen har sammanställts. Dessutom har rekommendationer rörande oförstörande provning, provningsintervall, mätning, övervakning och spännings- samt brottmekanisk analys sammanställts för var och en av dessa komponenter. Detta sammanfattas i ett förslag på procedur för förebyggande underhåll och livslängdanalys med avseende på cyklisk drift.

VÄRMEFORSK
109
11 Förslag till fortsatt forskningsarbete Analyser av effekterna av cyklisk drift bör genomföras på skadebildning för anläggningar som har varit i cyklisk drift i en längre tid. Dels för pannor som är designade för cyklisk drift och dels för sådana som är designade för baslast men som har övergått till cyklisk drift.

VÄRMEFORSK
110
12 Litteraturreferenser
[1] J. Storesund; ”Cyklisk drift av kraftvärmeverk”, Värmeforskrapport 1025, Stockholm, december 2007.
[2] G. J. Nakoneczny, C. C. Schultz; ”Life Assessment of High Temperature
Headers”, Presented at American Power Conference April 18-20, 1995, Chicago, Illinois, USA.
[3] J. Storesund; ”Oförstörande provning för livslängdsbedömning av
högtemperaturanläggningar”, Värmeforskrapport 587, Stockholm, oktober 1996. [4] M. Dahlberg, K. F. Nilsson, N. Taylor, C. Faidy, U. Wilke, S. Chapuliot, D.
Kalkhof, I. Bretherton, M. Curch, J. Solin, J. Catalano Tractebel; ”Development of a European Procedure for Assessment of High Cycle Fatigue in Light Water Reactors: Final report of the NESC-Thermal Fatigue Project”, EUR 22763 EN, 2007.
[5] J. Gostling; ”Two Shifiting of Power Plant: Damage to Power Plant due to
Cycling – Abrief overview”, OMMI, vol.1, issue 1, April 2002, www.ommi.co.uk.
[6] R. P. Skelton; ”Creep-fatigue interactions (crack initiation)”, in: Comprehensive
Structural Integrity, Vol. 5: Creep and High Temperature Failure (ed. A. Saxena), Elsevier Pergamon, London, 2003, pp. 25-112.
[7] J. Wareing; ”Design against elevated temperature creep-fatigue modelling,: the
role of failure”, in: Engineering against Fatigue, ed. J. H. Beynon et al., A. A. Balkema,Rotterdam, 1999, pp. 547-556.
[8] RCC-MR; ”Design and Construction Rules for Mechanical Components of FBR
Nuclear Islands” Section 1 – Subsection Z: Technical Appendix A3, AFCEN, France, 2002.
[9] R5 Issue 3, Assessment procedure for the high temperature response of structures.
BEGL procedure, British Energy, Gloucester, UK, 2003. [10] H. G. Edmunds and D. J. White; ”Observations on the effect of creep relaxation
on high strain fatigue” J. Mech. Eng. Sci., 1966, 8, 310-321.

VÄRMEFORSK
111
[11] R. Hales; ”A quantitative metallographic assessment of structural degradation of type 316 stainless steel during creep-fatigue”, Fatigue Eng. Mater. Struct., 1980, 3, 339-356.
[12] S. M. Beech and A. D. Batte; ”An evaluation of the long term creep-fatigue
behaviour of a 0.5%CrMoV steam turbine casing steel” in: Proceedings 2nd Int. Conf. On Creep and Fracture of Enginering Materials and Structures, Part II, eds. B. Wilshire and D. R. J. Owen, Pineridge Press, Swansea, 1984, pp. 1015-1027.
[13] R. P. Skelton; ”Cyclic stress-strain properties during high strain fatigue” in :High
Temperature Fatigue: Properties and Prediction, (ed. R. P. Skelton), Elsevier Applied Science, London, 1987, pp. 27-112.
[14] R. Hales; ”A quantitative metallographic assessment of structural degradation of
type 316 stainless steel during creep-fatigue”, Fatigue Eng. Mater. Struct., 1980, 3, 339-356.
[15] S. S. Manson; G R Halford; ”Fatigue and Durability of Metals at High
Temperatures”, ASME 2009. [16] H. P. Seifert; S. Ritter; ”Research and service experience with environmentally-
assisted cracking in carbon and low-alloy steels in high temperature water”, SKI report 2005:60, November 2005.
[17] A. Roth et. al.; ”The effect of transients on the crack growth behaviour of low-
alloy steels for pressure boundary conditions under light water reactor operating conditions”, Proceedings of the 12th International Conference on Environmental Degradation of Materials in Nuclear Power System– Water Reactors – Edited by T.R. Allen, P.J. King, and L. Nelson TMS (The Minerals, Metals & Materials Society), 2005.
[18] H. P. Seifert; S. Ritter; ”Strain-induced corrosion cracking behaviour of low-alloy
steels under boiling water reactor conditions”, Journal of Nuclear Materials 378, 2008, pp. 312 – 326.
[19] M. Miksch, E. Lenz and R. Löhberg; ”Loading conditions in horizontal feedwater
pipes of LWRs influenced by thermal shock and thermal stratification effects, Nuclear Engineering and Design”, Volume 84, Issue 2, 2 January, 1985, pp 179-187.
[20] A. Diaby, M. De Smet; ”Stress and Fatigue Analysis Considering Thermal
Stratification With the THERMAXS Code”, ASME 2009 Pressure Vessels and

VÄRMEFORSK
112
Piping Conference (PVP2009) July 26–30, 2009 , Prague, Czech Republic Paper no. PVP2009-77912 pp. 849-853.
[21] G. Sund, M. Andersson; ”Sprickbildning hos kolmangan och mikrolegerade stål i
pann- och matarvattenmiljö” Värmeforskrapport 639, Stockholm, Juli 1998. [22] Dillström, P., Bergman, M., Brickstad, B., Zang, W., Sattari-Far, I., Sund, G.,
Andersson, P., Dahlberg, L., Nilsson, F., ”A combined deterministic and probabilistic procedure for safety assessment of components with cracks — Handbook”, SSM Report 2008:01, Swedish Radiation Safety Authority, SSM, 2008.
[23] W. Huijbregts, R. Leferink; ”Influence of steel composition on strain induced
corrosion cracking and other types of corrosion”, Anti-Corrosion Methods and Materials 53/1 (2006) pp. 3-11.
[24] M. Hellman; ”Avställning och konservering av pannanläggningar”,
Värmeforskrapport 1005, Stockholm, april 2007 [25] J. Storesund, A. Glas, A. Leijonberg; ”Förlängda driftperioder mellan
underhållstopp”, Värmeforskrapport 1137, Stockholm, maj 2010. [26] J. Gunnars, F. Gunnarsson; ”Riskbaserade metoder för optimerad drift av
kraftvärmeverk”, Värmeforskrapport 768, Stockholm, mars 2002.

VÄRMEFORSK
1
Bilagor
A Nomenkaltur
CF Corrosion Fatigue CFD Computational Fluid Dynamics EAC Environmentally Assisted Cracking EOL End Of Life ∆T Temperaturskillnad FE Finita Element HAZ Heat Affected Zone HCF High Cycle Fatigue IAEA International Atomic Energy Agency K Spänningsintensitetsfaktor (MPam1/2) K1 Spänningsintensitetsfaktor enligt modus 1 (klyvning) LCF Low Cycle Fatigue LWR Light Water Reactor MT Magnetic particle Testing NDT Non-Destructive Testing NESC Network for Evaluating Structural Components OFP Oförstörande Provning PWR Pressurised Water Reactor RSE Remaining Sequence of Extremes SCC Stress Corrosion Cracking SICC Strain Induced Corrosion Cracking SMX Maximum Stress SMN Minimum Stress SRP Strain Range Partitioning TF Thermal Fatigue UT Ultrasonic Testing







![Maskindiagnostik Driftsäkerhet och Underhåll [Kompatibilitetsläge] · 2011-09-26 · 2011-09-26 2 Avhjälpande underhåll, AU, Immediate maintenance – Underhåll som utförs](https://img.pdfslide.tips/doc/110x75/5e47636de7d3f171954ddb92/maskindiagnostik-driftskerhet-och-underhll-kompatibilitetslge-2011-09-26.jpg)