Embed Size (px)
Citation preview
FUNDIÇÃO SOB PRESSÃO
Integrantes: JORGE MARCELO RODRIGO
INTRODUÇÃO
O Processo mais usado na produção de peças fundidas em alumínio é o processo de fundição sob pressão que permite a produção de peças fundidas de paredes finas com geometria complexas.
Neste processo o metal injetado é submetido a altas pressões obrigando-o a preencher reentrâncias e detalhes do molde que nos demais processos de fundição seriam impossíveis
MÁQUINAS INJETORAS
São equipamentos que, basicamente, são constituídos de um grupo de injeção que conduz o metal líquido para o interior de cavidade do molde é um grupo de fechamento que o mantêm o molde fechado e travado durante e injeção. As pressões de injeção e de fechamento são conseguidas através de bombas hidráulicas e acumuladores de pressão que estão incorporados à máquina.
MÁQUINAS INJETORASO acionamento das bombas é feito por
motores elétricos. O metal é injetado a altas pressões ( acima de 100 kgf /cm2) obrigando-o a preencher reentrâncias e detalhes que os demais processos seriam impossíveis. Basicamente existem dois processos de fundição sob pressão, os mais usados são de câmara quente e câmara fria.
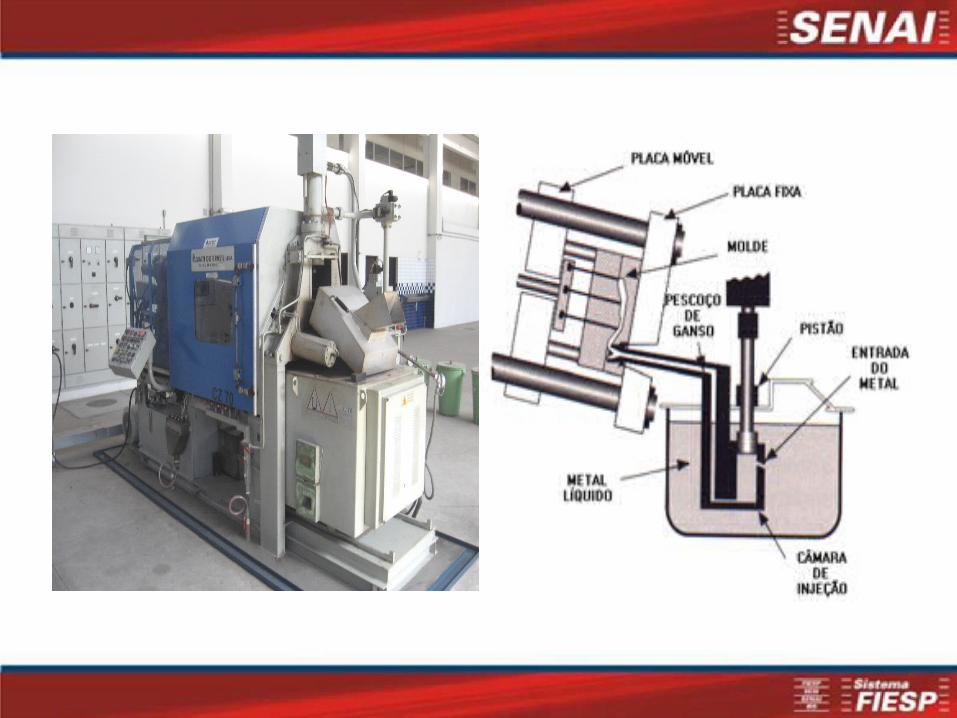
Máquinas de câmara quenteNestas máquinas a câmara de injeção se encontra dentro do forno mergulhado no metal liquido. O equipamento consta de um forno de manutenção aquecido por resistências elétricas ou gás formando uma só unidade com a injetora.Este tipo de equipamento é utilizado para a injeção de peças em ligas de zinco, magnésio, estanho e chumbo, uma vez que não provocam um desgaste tão acentuado da câmara de pressão como ocorre quando do uso do alumínio.
•
Máquinas de câmara fria verticais
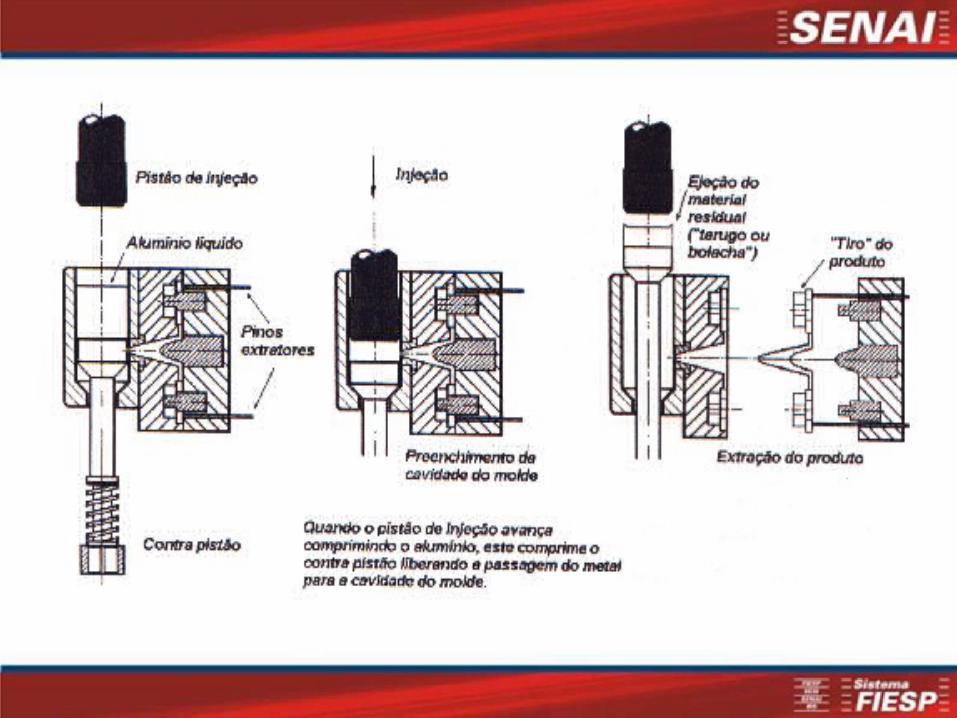
O metal líquido é despejado dentro da bucha de injeção e quando o pistão é acionado este desce pressionando o alumínio contra o contra-pistão que, até então, mantinha o orifício de acesso a cavidade do molde fechado. Neste tipo de equipamento a bucha de injeção está disposta verticalmente enquanto o grupo de fechamento esta na posição horizontal.
Máquinas de câmara fria horizontaisA bucha de injeção está disposta na
posição horizontal e acoplada a máquina. A alimentação do metal líquido é feita através de um orifício na bucha de injeção. O pistão de injeção encontra-se acoplado no início da bucha e conduz o metal ao longo desta até a cavidade do molde.

Grupo de fechamentoDivide em sistema de fechamento e extração.
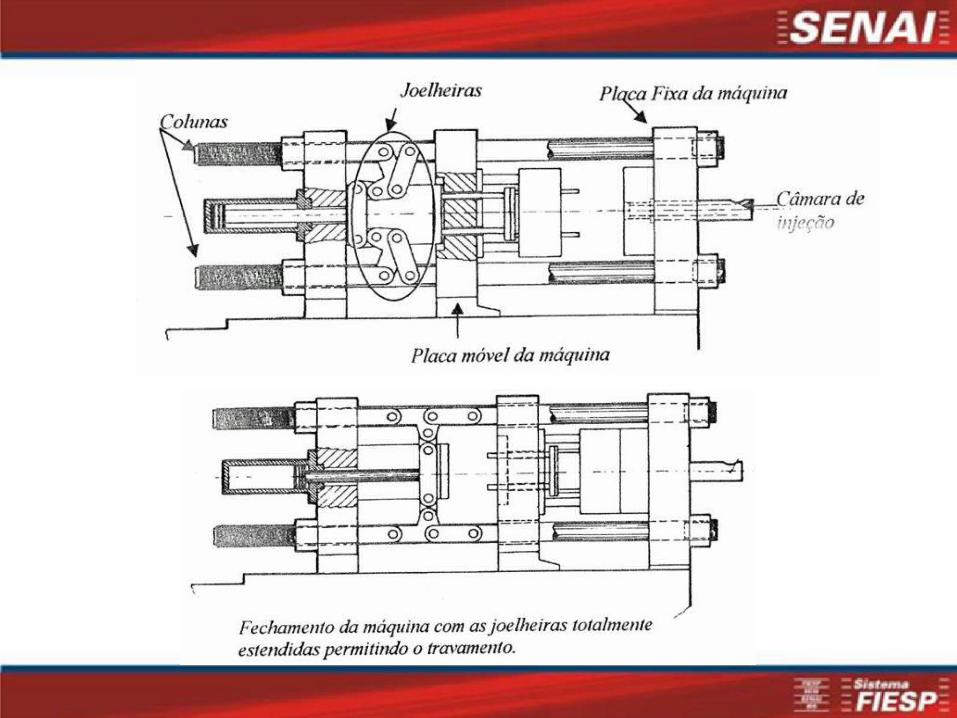
• Sistema de fechamentoO mecanismo de fechamento serve para abrir e fechar o molde mantendo-o na posição durante a injeção. O mecanismo de fechamento mais comum é o de articulações conhecidas por “joelheiras” que permitem o travamento do molde quando totalmente estendidas. A força de fechamento deve ser sempre superior a força de injeção para impedir a projeção de material pela linha de fechamento do molde.
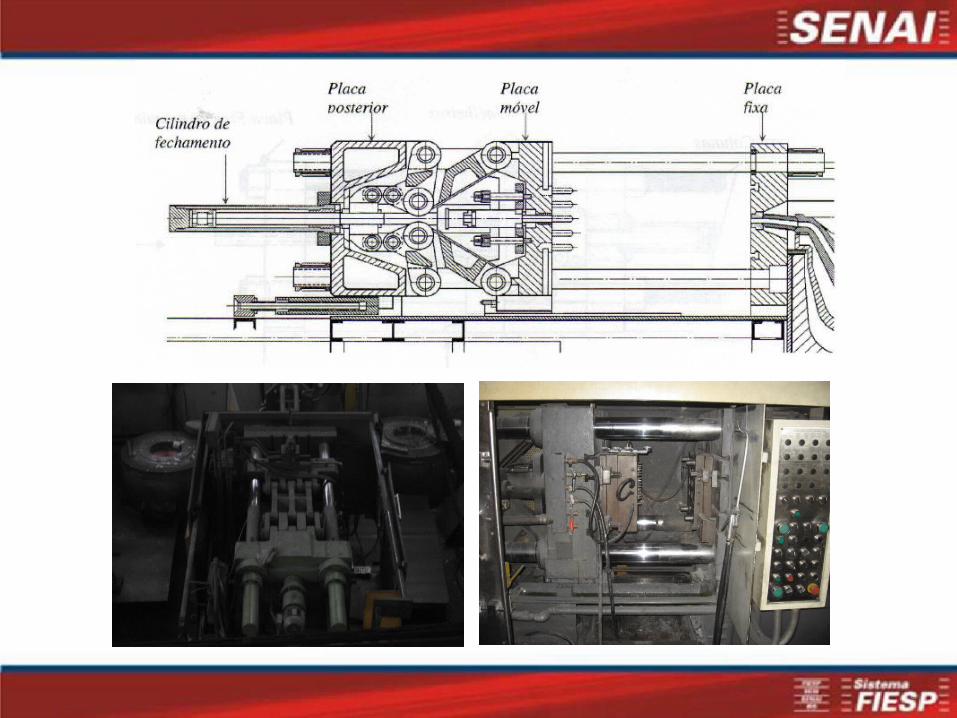
O sistema de fechamento é constituído:• Placa posterior: faz a ancoragem da placa móvel
durante o movimento desta. Sustenta o cilindro de fechamento.
• Cilindro de injeção: é um cilindro hidráulico que avança ou recua a placa móvel.
• Placa móvel: sustenta o sistema de extração e parte móvel de injeção.
• Placa fixa: sustenta a parte fixa do molde como também se conecta com sistema de injeção da máquina.