ve TASARIM Cilt 2Baskya Hazrlayan A. Mnir CERT Makina Yk.
Mhendisi
TMMOB MAKNA MHENDSLER ODASI
#YAYIN NO.: 170
u
S.EZ4/ GR'nn ansna
I8
Koordinasyon MMO Kitap Komisyonu Ali Mnir CERT Prof. Dr. Alp ESN
Do. Dr. Kahraman ALBAYRAK Bilal BAYRAM
lk', "
17
BLM 14 YAPIM YNTEMLER Hazrlayanlar Prof. Dr. Ahmet ARAN, T
Makina Fakltesi Prof. Dr. Levon APAN, Mhendislik Fakltesi Seluk
KARCI, Mak. Mh., MKEK - Krkkale Prof. Dr. Selahattin ANIK, T Makina
Fakltesi Ahmet YN, Mak. Yk. Mhendisi, ROKETSAN - Elmada DKM TEKN
Prof. Dr. Ahmet ARAN Sayfa 1. 2. 3. 4. 5. 6. 7. Temel Tanmlar
Modeller Kalplama ve Dkm Yntemleri Ergitme, Dkm ve Katlama Bitirme
lemleri ve Kalite Kontrol Dkme Para Tasarm Metal Dkm Alamlar
KAYNAKA LGL TSE STANDARTLARI PLASTK EKL VERME Prof. Dr. Levon APAN
1. 2. 3. 4. 5. Plastik ekil Vermenin ilkeleri Dvme Haddeleme
Ekstrzyon ekme KAYNAKA ILGLI TSE STANDARTLARISAC PRESL
Sayfa 10. Kaynakl Paralarda Oluan arplmalar ve Gerilmeler 11.
Doldurma Kayna 12. Elektrik Diren Kayna 13. Srtnme Kayna 14.
Elektron In ile Kaynak 15. Laser In ile Kaynak ve Kesme ilemi 16.
Sert Lehimleme 17. Metal Pskrtme 18. Metal Yaptrma Teknii 19. Dier
Kaynak Yntemleri 20. Plastik Malzemelerin Birletirilmesinde
Kullanlan Kaynak Yntemleri 21. Kaynakl retimin (Dizaynn) Esaslar
22. Kaynak Tekniinde Gvenlii KAYNAKA LGL TSE STANDARTLARI TALA
KALDIRARAK LEME Ahmet YIIN, Mak. Yk. Mh. 1. 2. 3. 4. 5. 6. 7. 8. 9.
10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. Tala Kaldrma lemlerine
Giri Tala Kaldrma lemlerinin Temelleri lemede Kuvvetler, G ve
Gerilmeler Takm Anmas ve Takm mr ilemede Ekonomi Kesici Takm
Gereleri Metal Kesme ve Talama Svlar Kesme ve Talama Svlarnn
Kontrol ve Test Yntemleri Yzey Kalitesi ve Yzey Uygunluu Tornalama
Delik ileme Matkapla Delme Raybalama Havsa Ama, Aln Dzeltme ve Pah
Krma Frezeleme Planyalama Brolama (Brolama) Testere ile Kesme
Talama Honlama KAYNAKA LGlL TSE STANDARTLARI 223 224 231 238 242
249 274 280 282 292 353 367 396 401 406 427 438 448 463 499 508 508
14-01 187 192 195 199 201 203 205 208 211 214 217 219 220 222
222
02 03 04 15 22 24 27 31 31
32 37 46 56 61 66 66
Seluk KARCI, Mak. Mh. 1. Kesme 2. Sac Presiliinde Kullanlan Gere
Normlar 3. Bkme ve ekillendirme 4. Bkme ve ekillendirme Kalp
rnekleri 5. ekme 6. Kalp Tasarm ve Yapm KAYNAKA LGL TSE
STANDARTLARI KAYNAK TEKNOLOJS Prof. Dr. Selahattin ANIK 1. 2. 3. 4.
5. 6. 7. 8. 9. Giri ve Tarihe Genel Tanmlamalar ve Snflandrma
Kaynak Yetenei Gaz Ergitme Kayna Elektrik Ark Kayna Tozalt Kayna
Gazalt Ark Kayna Isl Kesme Yntemleri Kaynak Hatalar ....67 108 111
117 123 149 152 152
153 154 156 160 165 174 178 182 183
TALA KALDIRARAK LEME
ne uygun fvnrr- m
rt ttit-t* ttzpe/h cet dt//lc oa-
-:i mtapt - T
p
yuna UY$un
-*i'/rfotf/
Karbr u Karrtuoyar
Yrrterlr-
i
7 '
ekil.106- Ucunda tek ulu bir kesici takm taklm basit tasarml
delik ileme bar.
ekil.107- Delik ileme ilemleri iin mikrometre ayarlamal bir takm
tutucu.
Pekok delik ileme bar, tek bir pasoda eitli aplarda delik elde
etmek iin birka kesme ulu olarak tasanmlanmlardr. Bu tip barlar ayn
zamanda kaba ve hassas delik ilemeyi bir pasoda gerekletirebilecek
ekildedir. Bu durumda, kesme ular, hassas ileme, kaba ileme
bittikten sonra balayabilecek ekilde yerletirilir. izelge.72- Bar
apnn Delik apnn 0.7071 ine Eit Olduu Esasna Gre Delik leme Ban
Boyutlar
Dcs/mal
oycfun c/yoHomo
uyooo salayacak
Delik ap mm 32 38 41
Bar ap
A, mm22.45 26.95 29.18
Tala boluu C, mm 4.65 5.59 6.05
Takm ap mm 8
14-361
TALA KALDIRARAK LEMEizelge.72- Bar apnn Delik apnn 0.7071 ine
Eit Olduu Esasna Gre Delik leme Ban Boyutlar (devam) Delik ap mm
Bar ap A mm Tala boluu Cmm Takm ap
mm13 13 13 13 13 13 13 13 13 13 13 19 19 19 19
44 48 51 57 63 70 76 83 89 95 102 114 127 140 152
31.42 33.68 35.92 40.41 44.91 49.38 54.13 58.37 62.86 67.36
71.83 80.82 89.81 98.78 107.77
6.50 6.98 7.44 8.38 9.30 10.24 11.15 12.09 13.03 13.94 14.88
16.74 18.59 20.45 22.33
Delik ileme barlarnda, paso vermek iin kesici u arkasna takl
ayar vidas kullanlmaktadr. ekil. 106 da grlen ayar vidas ve skma
vidas yardmyla kesici ucu ayarlamak imkan vardr. Bugn daha da ilri
gidilrek ayarlama,mikrometrik bir biimde daha hassas ve pratik
kullanml hale getirilmektedir. ekil. 107 de byle mikrometrik
ayarlamal bar grlmektedir. Delik ileme barlarn minimum bir knt ile
tasarmlama nemli olmasna ramen, bazen parann zelliinden dolay bar
boyunu istenen snrlama olan 3:1 ya da 4:1 i geen boy:ap orannn
stnde yapmak gerekli olmaktadr. Bu gibi durumlarda en byk problem
olan trlama ya dikkat edilmeli ve zel nlemler alnmaldr. Alnacak
nlem ncelikle bann kesme kuvveti nedeniyle eilmesini nlemeye ynelik
olmaldr. Ban destekleyici yataklamalar kullanlabiliyorsa da bugn en
ok alnan nlemler eilme ve titreimi azaltacak eklide bar karbr ya da
yksek younluklu gerelerden yapmak ya da zel olarak yaplp bar iine
yerletirilmi snmleyici kullanmaktr. ekil. 108 de byle bir snmleyici
kullanlm bir bar grlmektedir. Bu tr barlarda boy:ap oran 8:1 ya da
daha fazla olabilmektedir.
...ii-
-- -X
'j
tekil.108- Trlamay azaltabilmek iin ar tungsten alamndan yaplm,
yay kuvveti ile yklenmi diskleri olan bar. 14-362
w
TALA KALDIRARAK LEMEDelik ileme barlar iin kartular: Dndrlebilir
ularn yaygn kullanm, kartu tipi delik ileme barlarnn uygulamalarnda
art sonulamtr. ekil. 109 da byle bir kartu tipi grlmektedir. Bir
bar zerine ucu yerletirmek iin uygun boluk ileme yerine, zerlerinde
kk ular yerletirilmi kartular takl barlar kullanmak daha ekonomik
olmaktadr. Ular kartu zerinde mekanik olarak tutulur. Kartular;
kare, dikdrtgen ya da silindirik biimlerde olup istenirse
ayarlanabilirler. Kartular, standart biim ve boyutlarda olmaktadr.
Amerikan ANSI Standart 94.48.1976 Hasssas Dndrlebilir U Kartular
nda geni olarak aklanan bu standardn bir blm izelge.73 de
verilmitir.Bu standartta metrik ller de kullanlmakta olup buna
karlk gelebilecek bir ISO standard yoktur.
ekil.109- Kartulu bir delik ileme bar Sabit takm tutucular, bir
takm delik ileme ilemlerini gerekletirmek iin dnmekte olan paraya
yaklaacak ekilde, delik ileme tezgahnn ana ya da yan kzaklar zerine
taklan takmlardr. Dnen tip barlarda anlatlanlarn pek ou bu takmlara
da uygulanabilir. Sabit takm tutculann bir avantaj
dengelenmemesidir. Ayrca ok rijid olarak yaplp desteklenebilir.
Delik lemede Balama Dzenleri Tornalama ile ilgili bir nceki blmde
anlatlan eitli tip ayna ve penslerden bir ou hassas delik ilemede
de kullanlmaktadr. Ayrca balama aparatlar da ok yaygn olarak bu
ilemede kullanlmaktadr. paralarnn hassas delik ilenmelerinde balama
nemli ve kritik bir konudur. Parann doru noktalardan ve arplmay
enaza indirecek biimde balanmas-hassasiyeti etkilemesinden
dolay-zel nem tar. Bu da balama aparatlarnn tasarmlanmasnn ok
dikkatli ve uygun yaplmasyla balar. Parann kendisinin tasarmlanmas
da ok nemlidir. Parann tasarmlanmas srasnda yerletirme ve balama
iin alnacak zel nlemler pekok problemi nledii gibi balama
maliyetini de azaltr. Balama aparatlar eitli etkenlere bal olarak
basit ya da karmak olabilir. retim gereklerinin azl basite elle
(manuel) balama ile zlebildii gibi bazen de g kullanlarak
(hidrolik, pnmatik vb.) zlebilir. Yksek retim ise ok ileri ve
otomatik balama aparatlarn gerektirebilir Balama aparatlar ana snfa
ayrlabilir. Bunlar; sabit, indeks ve dner tiplerdir. Sabit balama
aparatlar indeks yapmayan ve dnmeyen aparatlardr. ekil. 110 da bu
tip aparatlara rnekler grlmektedir.
14-363
TALA KALDIRARAK LEME
2
il-
ili
o C ^ MO
3S
sa
I
pCM
iSiz i
Do Dro >n M CM 2
.s
1O
CM
o >. s 14-364
i in
,
,
G
r:J
L
Siyle II
f1Slylr ,
*
-
-
-
% 00
-V *\
SivK-.
\ /
a" "S,ki 1
74'
C0
mtn
SlyteG
S....R
I lol.- AI,,IH )( ,( J
s v in r
Ov
izelge.73- Hassas Dndrlebilir Ular iin Standard Kartularn Boyut
ve Biimleri (Devam)
TALA KALDIRARAK LEME
A
ekil.110- Hassas delik ilemeler iin; basit manuel balama
aparatlar (a) Planet pinyon dili tayc gvdesi, (b) Krank kolu iin
balama aparatlar, (c) sallanan kollu bir aparat ndeks balama
aparattan, gerekletirilecek ilemleri tamamlamak iin i parasn iki ya
da daha fazla konuma dndrerek / ilerleterek, getiren (indeksleyen)
aparatlardr. Bunlarn bilinen en yaygn rnekleri divizrlerdir.
tndeksleme mekanizmalar aparatn kendi iinde olabildii gibi, aparat
indeks yapabilen bir tabloya da taklm olabilir. Dndrerek
indekslemeye rnek olarak divizrleri gsterdiimiz gibi ilerleterek
indekslemeye mek olarak ekil. 111 de grlen mekanik tip indeksleme
aparat verilebilir. ekil.112 de ise zel indeksleme tipinde bir
aparat grlmektedir.
14-366
TALA KALDIRARAK LEME
ekil.lll- Hassas delik ilemeler iin mekanik tip aparat
ekil. 112- Al durumdaki deliklerin ardk delinmesi iin zel
indeksleme tipli aparat
Dner tip balama aparatlarnda para, dnen bir mil zerine takl
aparat ya da aynaya taklr. Para, mil ekseninde dnerken ilerletici
kzak zerine takl kesici takmlar ile delik ileme ilemleri yaplr. Bu
aparatlarn bir dezavantaj parann simetrik olmamas halinde
dengelenmemi kuvvetlerin domasdr. Dner tip balama olarak ekil.113
de grlen zel dili ileme aparat verilbilir. Delik lemede alma
Parametreleri Delik ilemede takm seimi, g gereksinimi ve kesme
svlar gibi deikenler ile takm bilinmesi, i gvenlii ve hata analizi
gibi konular tornalama ilemi ile ayndr. Delik ilemede kullanlacak
kesme parametreleri, tornalama blmnde verilen kesme parametreleri
deerleri tablolarnda verilenlerle zdetir. ekil.113- Hassas delik
ileme iin zel dili aynalar ve geri ekilebilen takm bloklar 12.
MATKAPLA DELME Delme ilemi,, yaygn olarak kullanlan tala kaldrma
ilemlerinin en eskilerinden bir tanesidir. Bir deliin elde
edilmesi; scak dvme, dkm, eksrzyon, kalp dkm, alevle kesme, pres
delme, EDM (Elektro erozyon), ECM (Elektro kimyasal), laser, ve
elektron n ile ileme gibi geleneksel ya da geleneksel olmayan bir
takm yntemler kullanlarak yaplabilir. Bu ayrmda anlatlacak olan
yntem, kesici takm olarak matkap kullanmaktr. Delme, esas olarak,
kesici takm (matkap) ile i paras arasnda bal bir hareketle tala
kaldrarak yaplan delme ya da delik bytme ilemidir. Bu ilem srasnda
matkap ilerlerken i paras ya da matkap ya da her ikisi birden dner.
Klasik delme, derin delik delme ve kk delik delme gibi pekok farkl
delme yntemleri vardr. Yntemin seimi, delik ap, derinlii, tolerans
ve yzey kalitesi ile retim gereksinimi ve ilemi gerekletirmek iin
kullanlacak tezgahn uygunluuna baldr. Delme ilemi hzl ve ekonomik
olmakla birlikte, kesme hareketi zor ve verimsizdir. Kesme hz
matkap evresindeki maksimum hzdan merkezdeki sfr hza kadar deierek
kesme kenarndaki yk deitirir. Aynca del14-367
TALA KALDIRARAK LEMEme ileminde tala k ve kesme svs ak snrldr.
Buna ek olarak kk apl derin deliklerin delinmesinde matkapta olmas
gereken dayankllk sorununu da unutmamak gerekir. Delme ilemleri
ilerde anlatlacak olan delme tezgahlarnda gerekletirildii gibi bir
ok delme ilemi nceki blmlerde anlatlan torna tezgahlarnda, zel ve
transfer tezgahlarnda ve ileme merkezlerinde gerekletirilebilir.
Delmede kullanlan kesici takmlar-yani matkaplar-dnen, bir ya da
daha ok azl (genelde iki) utan kesen, talalarn ve kesme svsnn akn
kolaylatran bir ya da daha fazla helisel ya da dz kanallar olan
yuvarlak takmlardr. eitli tip ve geometride olurlar. Delme, artlarn
kesme kenar boyunca deitii boyutlu karmak bir kesme ilemidir. ki
azl matkaplarda, kesme azna dik olan eim as, evreden merkeze doru
azalrken kesme hareketi merkezden evreye doru giderek iyileir.
Matkabn d kenarlar tala keserek elde ederken gbekteki kesme
kenarlar i paras gerecini zorlayarak ekil deitirir. Dolaysyla bu da
byk itme kuvvetini gerektirir. Matkaplardaki snrl tala boluundan
dolay talan kk paracklar halinde olmas istenir. zellikle derin
deliklerde, talan soumas matkabn kanallarnn tkanmasna neden olarak
talan atlmasn engeller ve kesme svsnn matkap ucuna akn azaltr. Bu
da ar s domasna ve takmn erken krelmesine neden olur. Delinecek i
parasnn yumuak olmas genellikle istenmez. nk yumuak gerecin
oluturduu tala kolay krlmayarak yukarda anlatlan olaya neden olur.
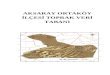
Delme ilemlerinde eitli nedenlerden dolay bir takm geometrik
hatalar oluabilir. ekil. 114 de grlen bu hata tipleri ve oluum
nedenleri yle sralanabilir. /. ekil hatas : Bu hata delik boyunca
apn dzgn olmamas olarak nitelenebilir. ekil. 114 de grlen ekil
hatalar; konik delik, f delik, konkav delik ve eik eksenli delik
olarak sralanabilir. zel nlem ve hazrlama yaplmazsa delmede bu
hatalar kabilir. Genellikle bu hatann bykl ncelikle matkabn boy/ap
(L/d) oranna baldr. 2. apaklar: apaklar deliin hem giri hem de k
taraflarndaki delik azlarnda oluur. apan oluup olumamas ve
ykseklii, i paras ve takm gerecine, zelliklerine, takmn durumuna ve
kullanlan kesme hz ve ilerleme hzna baldr. 3. Delik konumundaki
hatalar : Delik ekseninin olmas gereken konumun dndaki bir yerde
olmasdr. Bu hata genellikle, tezgahn durumuna, takma ve kesme
noktasna baldr. izelge.74 te eitli boyutlardaki iki azl matkapla
delmede eitli delme artlan iin apsal ve konumsal hatalar yaklak
olarak verilmektedir. izelge.74- ki Azl Matkapla Delmede Ortalama
Hata Miktarlar Matkap ap, mm. 3-6 Delme artlar l st mm Konum mm
6-19 l st mm Konum mm 0.20 0.10 0.05 19-38 l st mm Konum mm 0.23
0.13 0.08
*
Punta ile n delme yaplmam, delme burcu kullanlmam Punta ile n
delme yaplm, delme burcu kullanlmam Delme burcu kullanlm
0.08 0.08 0.05
0.18 0.10 0.05
0.15 0.08 0.08
0.20 0.10 0.10
14-368
TALA KALDIRARAK LEME4. Dayiresellik hatas: Bu hata deliin
dayireselliinin ideal ekle gre bozuk olmas durumudur. Bunlar
gensel, dzgn olmayan ya da oval ekilde olur. Tezgahn milinin
yataklarnn hassasiyeti, matkabn hassas bilenmesi ve yerletirmenin
rijidlii (burlar, balama aparat vb.) deliin dayiresellik hatasn
azaltan etkenlerdir. lerleme hzn arttrmak ve ok rijid matkaplar
kullanmak ta bu hatay azaltabilir. 5. lsel (apta) hatalar : Pek ok
durumda delik ap kullanlan matkap apndan byk kar. izelge.74 de
eitli aplardaki iki azl matkapla yaplan eitli artlardaki delmelerde
elde edilen apsal byme miktarlar verilmektedir.
"1
oaz
F ekil
Konka\J
MOI m ai/ Gereken ' Gerekleen
ffdyA l ftgz
i
Ei/mf
gen kil- Konum Oat1rescl//k k l het/as'
lp hc/fas/
ekil.114- Delme deneyimlerine gre genel geometrik hatalar Delme
(Matkap) Tezgahlar zellikle delme ilemleri iin tasarmlanm
tezgahlar, pek ok farkl tiplerde, boyutlarda ve kapasitede olurlar.
Bu tezgah tipleri; hafif i (hassas), ar i, dey, radyal, seri alan,
ok milli, taretli (dner kafal), derin delik, kk delik ve zel amal
delme tezgah-matkap olarak sralanabilir. Bu tezgahlarn pek ou delme
ilemine ek olarak, raybalama, aln ileme, pah krma, fatura ama,
yark/kanal ama, hadde ile parlatma ve klavuz ekme gibi ilemleri de
yaparlar. Baz durumlarda, tasarm ve salamlna bal olarak, bu
tezgahlar delik ileme ve frezeleme ilemlerinde de kullanlrlar.
Belirlenmi bir delme ilemi iin delme tezgahnn tipini seme bir ok
deikene baldr. Bu deikenler; i parasnn boyutlan, geometrisi ve
gereci ile retim istekleri (miktar, hassasiyet ve yzey kalitesi) ve
ekonomik faktrler dir. Delme tezgahlar, manuel (el kumandal), yan
otomatik ve otomatik ilemler yapabilecek kontrol sistemlerine sahip
olabilirler. NC ve CNC kontrolda bir ok delme tezgahnda
kullanlmakta olan bu tipler zellikle bask devrelerin delinmesinde
kullanlmaktadr. Hafif-l Hassas Matkaplar : Bu tip tezgahlar, tm
delme tezgah tiplerinin en ok kullanlandr. Genel amal olan bu
tezgahlar, kk i paralarna bir defada 25 mm apa kadar delik
aabilecek kapasitededirler. Genellikle takmhanelerde, atlyelerde,
onanm ilerinde ve baz retim ilemlerinde kullanlmaktadr. ekil. 115
de bu tip bir matkap tezgah grlmektedir. Tezgah; dey, tabana
montajl yuvarlak stunlu, aa-yukan ve yana hareketli tablal, mili
motorla evrilen bir tezgahtr. Bu tezgahlar el kumandal ya da
otomatik beslemeli olabilirler.
14-369
u
TALA KALDIRARAK LEMEAr-t Dey Matkaplar : ekil.. 116 da grlen bu
matkap tipi hafif i hassas matkap tezgahna benzemekle birlikte,
ktleli yaps ile farkldr. Byk apl derin deliklerin hassas olarak
delinmesine uygun bir yapdadr. Uygulamada tm dey matkaplar otomatik
ilerleme dzenekleriyle donatlmtr. Baz dey matkaplar yuvarlak stunlu
olmasna ramen ounluu salaml arttrmak iin kaynakl kutu kesitli
yapdadr. ekil.l 16 daki matkap da kutu kesitli yapda bir matkaptr.
Stunlu matkaplarda i tablas stun etrafnda dayiresel hareket ve dey
hareket serbestliine sahipken kutu kesit gvdeli matkaplarda i
tablas gvde zerindeki kzaklarla yalnzca dey hareket serbestliine
sahiptir. Bu tip matkaplar daha da gelitirilerek i tablalar eksenli
hareket serbestliine sahip duruma getirilmitir. ekil.] 17 de byle
bir tip matkap grlmekte olup bu matkap ayrca iki eksenli (x ve y)
saysal (dijital) okuma sistemi ile donatlmtr.
km/u
Taban
ekil.115- Hafif i, hassas tip el kumandal matkap tezgah
D .I
S
T
*
L \
V
1
J?14-370
_
)ekil.117- Saysal okuma sistemli hareketli tablal ar-i dey
matkab
ekil.116- Ar-i dey matkap
i, un
TALA KALDIRARAK LEMEGrup Matkap Tezgahlan : Bir grup matkap
tezgah, iki ya da daha fazla sayda hafif ya da ar-i matkabn
birbirinden bamsz alacak ekilde ortak bir kafa ya da tablaya
yerletirilmesi ile oluturulan bir matkap tezgah tipidir. ekil. 118
de byle bir tip grup matkap tezgah grlmektedir. Bu tip matkaplar
genellikle bir i paras zerinde ok sayda farkl apta delii seri
olarak delme ilemlerinde kullanlr. Radyal Matkaplar: Mkemmel
kullanll radyal matkaplarn en nemli avantajdr. Bu matkaplar
genellikle byk ve dzgn olmayan ekilli i paralarn delme ileminde
kullanlr. ekil. 119 da radyal tip bir matkap grlmektedir. ok Milli
Matkaplar ve Balklar : ekil. 120 de grlen bu matkap tipinde delme
bal zerinde ayn anda alabilecek sabit konumlu ok sayda takm balama
zellii vardr. Takm says 2-100 arasnda alabilmektedir. Bu
matkaplarda delme ilemi srasnda takm pozisyonlar sabit kalmakla
birlikte delme ilemi ncesi ayarlanabilirle zelliine sahiptir.
Takmlara hareket matkap ana milinden dili ya da krank mekanizmas
ile iletilmektedir. ekil. 121 de krank mekanizmal bir delme bal
grlmektedir.
ekil. 118- Grup tip, alt milli matkap tezgah
' _
C vey& da hareket eden bai/k
1Br.*^t4W.^nl#ri,
do, kofan ^Sr.
" ------
3A
ekil.119- Radyal matkap tezgah. Radyal kol delme bahm yukan-aa
radyal ynde (stuna gre) istenilen konuma ayarlayabilir. 14-371
TALA KALDIRARAK LEME
ekil.120- ok milli matkap
ekil.121- Krank mekanizmal delme bal Revolver Taret Balkl Matkap
: El ya da g beslemeli, masa ya da demeden tablal dik matkaplar
indeks (kademeli dnmeli) yapabilen tambur ya da taret balkl
olabilirler. Taret, tipik olarak alt ya da sekiz yzl olabilir. Her
yzde bir matkap ya da kesici takm tutmak iin bir mil vardr. Taret,
milleri istenilen konuma getirmek iin elle ya da otomatik olarak
indeks yapar. ekil.122 de sekiz milli bir revolver balkl matkap
grlmektedir. Revolver balkl matkaplar, takm deitirmeden bir delik
ya da delik kmesinde birka ilemi gerekletirebilen tezgahlardr. Alt
istasyonlu revolver kafal masa tipi elle beslemeli bir matkap ekil.
123 de grlmektedir.
Derin Delik Delme Tezgahlan : Derin delik delme, uygun
tasarmlanm torna, matkap, delik ileme tezgah ve freze tezgahnda
yaplacak uygun deiikliklerle, yksek basnl kesme svs kullanarak;
namlu delme, namlu delik ileme, trepanlama (aln kanal ama) ve dier
kendinden yataklamal takmlarla yaplan delme ilemidir. Pekok
uygulamada derin delik del_ , . , , , . . . , , , . me ilemi,
zellikle bu ilem iin tasarmekil.122-Sekiz istasyonu revolver kafal
k. , tezgahlarda yakmaktadr. Bu u eksenli N C kontroll matkap ^ ^ g
e * e l i k , e y&(^ o l u p b a z e n k . k i paralanndaki ksa
ilemler iin al ya da dey olmaktadr. Pekok derin delik delme
tezgahnda dnen takm sabit duran i parasna doru ilerleme hareketi
yaparak delme ilemini gerekletirirken (Baknz ekil. 124 de st ekil),
baz tezgahlarda dnmeyen takm dnen i parasna doru ilerleyerek
del14-372
TALA KALDIRARAK LEME me ilemi gerekleir (Baknz ekil.124 de alt
ekil). Derin delik delme tezgahnn tipik bir rnei ekil. 125 de
grlmektedir. Delme Takmlar (Matkaplar) Matkaplar, bir ya da daha
fazla kesme azl ve tala ve kesme svs ak iin bir ya da daha fazla
helisel dz kanall, utan kesen dner kesici takmlar olarak
tanmlanrlar. Bu kesici takmlar, pekok farkl form, boyut ve
toleranslarda yaplrlar. Matkaplar, hassas kesici takmlar olarak
dnlmezler. Bunlar hzl ve ekonomik delme ilemi iin tasanmlanmlardr.
Hassasiyet istendii zaman genellikle delik ileme ya da raybalama
gereklidir. Matkaplarn snflandrlmas : Matkaplar, yapldklar gerece,
sap tipine, kanal saysna, ynne (sa-sol), boyuna, apna ve u
geometrisine gre snflandrlabilir. Sap eidine gre matkaplar; dz sapl
ve konik sapl olarak iki eittir. Kanal saysna gre ise; tek kanall,
iki kanall ve ya da drt kanall matkap olarak snflandrlrlar. Kesme
ynne gre ise matkaplar iki eit olup bunlar sa matkap ve sol
matkaptr.
ekil.123- Elle beslemeli, masa tipi iki kolonlu revolver balkl
matkapy/eme ha#t Oc/mc burcu
I \Fcner i Matkap
"iki.X
:
.
:
i
:
ffyno(
Tala kutusu Ve/rre. burcu
... i
i i.(); rayas/
" %
OX. kanall , konik sapl ayarlanab'/lr otomat- raybas
Yksel spiral kana I t konik pim rayaSt
D kanall, dz sapl olama t raybos /fanik sapl z kanall fepr
taybas
-e--Heirsel kanall ksa rcrfbaa Yksek spiral kanall kalp ray
bas/
kanall konik Ponj raybas
sapl, matkap.rayba
kombinasyonu
yona
/, kademeli itp mathap-rayba kombinas-
Heltael kanall kar his Hp rayba
ekil.151- Ticari rayba tipleri Otomat raybalar: ncelikle taretli
tornalar ve otomat tornalarda kullanlmak zere tasanmlanmlardr.
Konik sapl makim raybalan : Genellikle dorusal kanall olup boylan
el raybalan kadardr.
14-398
W IIll'IC
TALA KALDIRARAK LEME Kovan raybalar: Dorusal ya da helisel
kanall olup zerinde evirici ucu bulunan bir gvdeye taklrlar. Ayarl
raybalar : Snrl bir aralkta deien aplarda delikleri raybalamak iin
kullanlrlar. ekil. 152 de byle bir raybann kesiti grlmektedir.
Ayarlanabilir esnek raybalar : ekil. 153 de grld gibi yay ykl
ayarlama kadranna sahip olup tezgah zerinde istenilen apa
ayarlamaya uygundur.
ekil.152- Ayarlanabilir tipik bir raybann kesit grn
0-
pim
ekil.153- Mikrometrik ayarlama kadranl ayarlanabilir esnek rayba
Delme ve raybalama ilemleri hernekadar farkl ilemler olarak dnlse
de baz durumlarda zaman ve iilikten tasarruf etmek iin bir tek
takmla birletirilerek gerekletirilir. Bunlara matkapl rayba ya da
raybal matkap denilebilir. Bu takmlarda dikkat edilmesi gereken ey
delme ilemi bitmeden raybalamann balamamasdr. Konik delik raybalar,
son ilem takm olmas dnda, ar tala kaldrc bir takm olup mmkn
olduunca tek para olmal, kanallar tala akna uygun olmaldr. Konik
pim delik raybalar, delik apnn genellikle kk ve derinliin fazla
olmas nedeniyle bir ok problemler gsterirler. El tipi olanlar
dorusal ya da dk helis al, makina tipi olanlar ise helisel olarak
geni uygulama alanlar bulmulardr. Takma bakl raybalar, ncelikle
ekonomik nedenlerle gelitirilmilerdir. Buna karlk bu tr raybalar
yeteri kadar salam, hassas ve gvenli deildir. Blok raybalar, uygun
bar zerine alm yarklara taklan iki ya da fazla sayda kesici
baklardan olumu raybalardr. Baklan HSS, dkm alam ve sinterlenmi
karbr olup genellikle kaba delik ilemede kullanlrlar. 14-399
TALA KALDIRARAK LEMERaybalamada Balama Raybalamada kullanlan jig
tasarm ve bur kullanm daha nce anlatlm olan delme iin olanlarla
ayndr. liglerin ve burlann en byk ilevleri hassas konumlandrma,
destekleme, i paralannn tesbit edilmesi ve takmlarn hassas olarak
klavuzlanmasdr. Raybalamada kullanlanlarn bir fark hem jig, hem de
burlarda genellikle dar toleranslar istenmesidir. Raybalamada
kullanlan burlar, dar toleranslarda olmalarnn yan sra delmede
kullanlanlara gre daha uzun olup boylan rayba apnn 3-4 kat kadardr.
Karbr burlar minimum anma ve dar toleranslarndan dolay uygulamada
ok kullanlrlar. Raybalamada lem Parametreleri Etkin ve ekonomik
raybalama iin doru kesme hz, ilerleme hz ve kesme svsnn
belirlenmesi gereklidir. Bunlann yannda raybalann bilenmesi ve ilem
hata analizlerinin gz nnde bulundurulmas gereklidir. Raybalar, ayn
apl helisel matkaplara gre daha dk kesme hznda ve daha yksek
ilerleme hzlarnda alrlar. Genellikle raybalann hzlan ayn gereci
delen ayn apl matkabn %65-75 i ve ilerleme hz ise iki ya da kat
kadar olur. Raybalann ilerleme hzlan raybalanan gerecin cinsine ve
raybann boyut ve dayanmna baldr. izelge.87 de HSS raybalarla eitli
gerelererin raybalanmas iin balang deeri olarak kullanlabilecek
kesme ve ilerleme hzlan verilmektedir. Tek para ve karbr plaketti
raybalar iin nerilen kesme ve ilerleme hzlan ise izelge.88 de
verilmitir. Raybalama ileminde kesme svsnn seimi genellikle, svnn
soutma zelliklerinden ok elde edilecek yzey kalitesine baldr. Svnn
yalama zellikleri de srtnme ssn azaltmak, yzey kalitesini
iyiletirmek ve g gereksinimini azaltmak iin nemlidir. Genellikle,
delmede kullanlan kesme svlar raybalama iin de uygundur. Pratikte
tm gereler kesme svsna ihtiya gsterirken dkme demirler kuru olarak
raybalanrlar. izelge.87- HSS Raybalar iin nerilen Kesme ve lerleme
Hzlar Kesme hz, m/dak 6.35 Dk karbonlu elikler 120-200 HBr Dk alaml
elikler 200-300 HBr Yksek alaml ekikler 300-400 HBr Yumuak dkme
demirler 130 HBr Orta sert dkme demirler 175 HBr Sert dkme demirler
230 HBr Dvlebilir dkme demirler Dkm pirin ve bronzlar Dkm alminyum
ve inko alamlar Plastikler Paslanmaz elikler Titanyum alamlar 23
0.13 18 0.10 7.6 0.10 30.5 0.15 26 0.15 21 0.15 17 0.10 46 0.13 43
0.15 21 0.13 7.6 0.05 9 0.15 9.50 23 0.18 18 0.18 7.6 0.15 30.5
0.20 26 0.20 21 0.20 20 0.18 46 0.18 43 0.20 21 0.18 7.6 0.10 9
0.20 / lerleme hz, mm/devi 22.00 27 0.33 21 0.33 9 0.25 36.6 0.43
29 0.43 24 0.41 20 0.33 52 0.43 49 0.43 24 0.33 12 0.30 18 0.38
25.00+ 27 0.51 21 0.38 9 0.30 36.6 0.51 29 0.51 24 0.41 20 0.38
0.51 49 0.51 24 0.51 14 0.36 18 0.51
Raybalanacak gere
Rayba ap, mm 12.70 15.87 19.05 27 0.20 21 0.20 9 0.18 36.6 0.25
29 0.25 24 0.25 20 0.20 52 0.23 49 0.25 24 0.20 9 0.15 12 0.25 27
0.25 21 0.25 9 0.20 36.6 0.30 29 0.30 24 0.30 20 0.25 52 0.30 49
0.30 24 0.25 9 0.20 12 0.25 27 0.30 21 0.30 9 0.25 36.6 0.38 29
0.38 24 0.36 20 0.30 52 0.41 49 0.38 24 0.30 11 0.25 12 0.30
%l
W4
14-400
m r
TALA KALDIRARAK LEME izelge.88- Karbr Raybalar iin nerilen Hzlar
ve lerlemeler Raybalanacak gereelikler, tm tipler 250 HBr ya da aas
250-400 HBr 400 HBr ya da yukans Dkme demirler Dvlebilir ve dkm
Demir d metaller ve metal d gereler Kesme, hz m/dak 20-122 14-45
10-26 18-58 30-91 lerleme hz, mm/devir 0.13-0.25 0.10-0.15
0.05-0.10 0.15-0.30 0.13-0.38
14. HAVSA AMA, ALIN DZELTME VE PAH KIRMAHavsa ama, aln dzeltme
ve pah krma ilemleri aln kesme takmlar ile gerekletirilen ikincil
ilemlerdir. Bir deliin snrl bir derinlikte apn bytme havsa ama
olarak adlandrlr. ayet bu bytme ilemi delik aznda sadece yzey
dzeltme izi brakacak ekilde yzeysel olursa aln dzeltme olarak
adlandnlr. Deliin az ksmna al havsa ama ilemine ise pah krma denir.
Yukarda tanmlar yaplan bu ilemler delik ileme ilemlerinin bir paras
olarak saylabilir. Ancak, seri retimde ve delik ileme takmlarnn
ilem yapamayaca kklkte deliklerde ve asimetrik byk paralar
zerindeki deliklerde bu ilemleri yapabilecek alndan kesmeli freze
aklarna benzer kesici takmlar kullanmak zorunludur. Bu nedenle
havsa ama ilemini gerekletiren kesici takm havsa frezesi olarak
adlandrlr. Havsa frezesi; zerinde tala k ve kesme svs girii iin
helisel ya da dz kanallar bulunan, bir ya da daha ok kesme az olan,
ucunda klavuzlama memesi bulunan alndan kesen dner bir kesici takm
olarak tanmlanr. Aln dzeltme frezeleri havsa frezelerine benzer,
ancak kaldrd tala miktannn az olmas nedeniyle tala kanallan olmayan
bir ya da her iki alnnda kesici dileri olan konik ya da silindirik
bir sap zerine taklan dner bir kesici takm olarak tanmlanr. Pah
krma aklar (daha dorusu konik havsa frezeleri) bir delik aznda
konik bir ekil verecek ekilde malzeme kaldrmak iin kullanlan klavuz
ulu ya da usuz dner bir kesici takm olarak tanmlanrlar. Havsa
Frezeleri (Silindirik Havsa Frezeleri) Genellikle alt tip havsa
frezesi kullanlr. Bunlar: A Tek para havsa frezeleri: ekil. 154 de
grlen havsa frezeleri bu tipten olup DN 373 de silindirik sapl
sabit klavuz memeli havsa frezeleri olarak standartlatnlmtr.
3.
L5 mm. ofio kadar del/kfer iin iki kesme oz/ frojcy frezesi
5 -So mm ap arasndaki' delikler rin J- veya daha ok azl hapa
frezeci ekil.154- Silindirik sapl tek para havsa frezeleri
14-401
TALA KALDIRARAK LEME 2. Klavuz memesi deiebilir havsa frezeleri:
DN 375 ile standartlatrman bu takmlarn klavuz memeleri, istenilen
apta seilerek havsa frezesine mekanik olarak sabitlenir. ekil. 155
de bu tip bir havsa frezesi grlmektedir. Standart klavuz memeleri
DN 1868 de verilmitir.
Oft/eiB part / fe aSre MorsMont aay> 3
ekil.155- Klavuz memesi deiebilir havsa frezesi 3. Deiebilir
havsa frezeleri: ekil. 156 da grlen bu tip havsa frezelerinin hem
kesici azlan, hem de klavuz memeleri deitirilebilir. Bunlann kesici
azlan DN 222 de standartlatnlmtr.
dr
ekil.156- Deiebilir havsa frezesi 4. Takma bakl havsa frezeleri:
ekil. 157 de grlen bu tip havsa frezelerinde kesici azlar mekanik
olarak sabitlenen deitirilebilir baklardr.
1$
Hekil.157- Takma bakl havsa frezesi
14-402
il, mn
TALA KALDIRARAK LEME
^ i1
ekil.158- Deitirilebilir karbr ulu havsa frezesi 5.
Deitirilebilir ulu havsa frezeleri: ekil.158 de grlen bu tip bir
havsa frezesinde kesici azlar deitirilebilir takma karbr ulardr. 6.
Atlabilir ulu havsa frezeleri : Bu havsa frezeleri ya da aln
dzeltme frezelerinin atlabilir takma ular ve karlabilir klavuz meme
ya da matkaplar vardr. Bu frezeler ayn zamanda havsa amada da
kullanlabilir. Havsa amada uygulanan kesme ve ilerleme hzlar e
aptaki bir helisel matkabnkine gre daha dktr. izelge.89 da verilen
deerler balamaya esas olarak kullanlabilir. izelge.89- HSS ve Karbr
Havsa Frezelemede Kesme ve lerleme Hzlar HSS havsa frezesi Kesme hz
lerleme mm/devir m/dak 23-26 12-24 37-43 46-91 122-244 0.08-0.13
0.08-0.13 0.13-0.18 0.13-0.25 0.13-0.38 Karbr ulu havsa frezesi
Kesme hz lerleme m/dak mm/devir 76-91 55-61 91-107 122-213 152-244
0.10-0.20 0.10-0.20 0.15-0.30 0.15-0.30 0.15-0.30
lenecek gere
Yumuak elik Alaml ve takm elii Yumuak dkme demir
PirinAlminyum
Aln Dzeltme Frezeleri Aln dzeltme frezeleri, adndan da anlald
gibi, rondela, civata ve somun gibi makina elemanlarnn oturma
yzeylerini hazrlamak iin kullanlan bir kesici takm trdr. levini
gstermesi asndan ekil. 159 iyi bir rnek olur. Geri ve ileri/geri
olmak zere iki tip aln dzeltme frezesi vardr. ekil. 160 da geri aln
dzeltme frezesi grlmektedir. ekil. 161 de grlen ise otomatik geri
aln dzeltme frezesidir.
14-403
TALA KALDIRARAK LEME
rh
(
ekil.159- Geri aln dzeltme (a) ve ileri/geri aln dzeltme
frezelerinin ilevleri
K'o.,
ekil. 160- Geri aln dzeltme aks ve dndrme ubuu (sap) btn
ekil.161- Otomatik geri aln dzeltme frezesi
Konik Havsa Frezeleri Konik havsa frezeleri genellikle iki snfa
(tre) ayrlr : (1) Sapl tip freze, (2) matkap-hava birleik freze.
Matkap havsa birleik kesici takm bir tr kademeli matkaptr. ekil.161
de grlen konik havsa freze tipleri makina konik hav^ l'avclcri
olarak snflandrlabilir. Bunlar genellikle, vida ve perin balan iin
pah amada ve delik azlarnn pahnn krlp apan almada kullanhrlar. Bu
frezelerin u alar 60, 72, 82 ve 90 de olur. DN normlarnda bulunan
konik havsa frezeleri ise unlardr : 1. DN 334 : 60 u al konik havsa
frezesi 2. DN 335 : 90 u al konik havsa frezesi 3. DN 347 : 120 u
al konik havsa frezesi 4. DN 1863 : Perin balar iin 75, 60 ve 45 u
al konik havsa frezesi 5. DN 1866 : 90 u al, klavuz memeli konik
havsa frezesi Havsa ama, aln dzeltme ve pah krmada kullanlan kesici
takmlar freze tr takmlar olduundan bunlarda freze yapmnda kullanlan
gerelerden yaplrlar. Genelde bu tr kesici takmlarda HSS, HSS-Co ve
karbr gereler kullanlr. lir. Konik havsa frezelemede uygulanacak
kesme parametreleri olarak izelge.89 da verilen deerler
kullanlabi-
14-404
II! IIIII
TALA KALDIRARAK LEME
(
1pah Kinci - 3 i ot em sac 'tor/ //n )
Makrna pah k/r/c/s/ -3 kana///
Stana/arf t Pah k/
7~tr/oma$/z pah ty kctnar///
Ozef i-ak/m ?hf- pah k/r/c/
YPah krdt - 3 kana/// (Gemi sac'/ar /h)
er/yec/oro pah kinci '- >-iak c/~/ddert rn i
ffgr ffi flpinde fr/amasfZ- />afy k/rc/