Embed Size (px)
Citation preview
MICROESTRUTURA DO AÇO ASTM DH36 OBTIDA APÓS SOLDAGEM COM
PROCESSO MIG SEMIAUTOMÁTICO
Giancarlo F. Sanchez Chavez1, Segen F. Estefen
1, Tetyana Gurova
2, Lincoln S. Gomes
3,
Suzana B. Peripolli3
1Laboratorio de Tecnologia Submarina - COPPE/UFRJ, Av. Athos da Silveira Ramos, 149 /
Prédio do CT / Bloco I Sala 108 - Cidade Universitaria / Rio de Janeiro RJ
CEP: 21941-909
2Centro Universitário Estadual da Zona Oeste, Av. Manuel Caldeira de Alvarenga, 1.203 -
Campo Grande - Rio de Janeiro – RJ, CEP 23070-200
3Centro de Tecnologia SENAI Solda , Rua São Francisco Xavier, 601 – Maracanã – RJ, CEP
20550-011
Trabalho a ser apresentado durante a Rio Welding 2014
As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s)
autor(es).
INTRODUÇÃO
O aço DH36 é utilizado na construção naval em painéis soldados de navios e plataformas,
devido à sua alta resistência e boa tenacidade à fratura em baixas temperaturas. A soldagem é
o principal processo para a união de chapas e painéis na indústria naval, este processo gera
distintos gradientes térmicos no material próximo ao cordão de solda mudando a
microestrutura. Devido às diferencias de temperatura, tensões térmicas transientes são geradas
na junta soldada deixando tensões residuais e distorções no produto final. As distorções
geradas pelo processo de soldagem provocam imprecisões e desalinhamentos ao momento de
juntar os painéis e blocos de aço, afetando a produção nos estaleiros.
As tensões residuais geradas durante a soldagem são causadas principalmente por: contração
de regiões diferentemente aquecidas e plastificadas, resfriamento superficial intenso e
transformações de fase. A transformação de fase é um estudo muito complicado quando se
trata de tensões residuais de soldagem, em especial nos aços ferríticos como o DH36, devido à
transformação de fase em estado sólido que ocorre no aço. Segundo Bhadeshia [1] a
habilidade de uma tensão externa para influenciar o desenvolvimento de uma microestrutura
durante a transformação no estado sólido é bem conhecida. Também o contrario pode
acontecer onde a transformação de fase gera tensões residuais, cujos efeitos são pronunciados
em estruturas restringidas. Assim observações experimentais não podem ser feitas sem levar
em conta a mudança de fase durante o resfriamento de soldas até a temperatura ambiente. No
modelamento da soldagem de aços inoxidáveis austeníticos dão resultados satisfatórios
comparados com a parte experimental [2-4], o que não acontece com aços ferríticos, como os
aços navais, devido à complexidade da transformação de fase a baixas temperaturas [5-7]. Daí
[8] em seus estudos de modelamento mostra que as transformações de fase têm significantes
efeitos sobre as tensões residuais. A credibilidade de modelos depende de sua habilidade de
levar em conta a transformação de fase em estado solido que pode ter um controle sobre as
tensões residuais finais [9].
Nos aços, a austenita transforma-se em muitas variedades de ferrita que são diferenciadas pelo
mecanismo atômico de transformação: mecanismo de transformação reconstrutiva ou
displaciva (termo em inglês displacive) [10,11]. A transformação reconstrutiva ocorre pela
difusão não coordenada dos átomos, incluindo o ferro [12-14]. O outro tipo de transformação
é denominado transformação displaciva ou mecanismo martensítico onde o padrão do arranjo
atômico é alterado por deformação [1]. Não há difusão de ferro ou solutos substitucionais
durante a transformação displaciva nas ligas de ferro [1,13,14]. Ambas as transformações são
acompanhadas por deformação [13]. Microestruturas como ferrita alotriomórfica, ferrita
idiomórfica, perlita são geradas a partir de uma transformação reconstrutiva, e microestruturas
como a ferrita widmanstatten, a ferrita acicular, a bainita e a martensita são geradas por
transformação displaciva [1].
Uma descrição das microestruturas obtidas quando se realizou a soldagem de MIG
semiautomático de um aço DH36 e seus efeitos sobre as tensões residuais e propriedades
mecânicas serão feitas neste trabalho.
MATERIAIS E MÉTODOS
Para a soldagem neste trabalho utilizou-se duas chapas de aço ASTM DH36 com uma
espessura de 12 mm, comprimento de 200 mm e largura de 140 mm cada uma como observa-
se na figura 1(a). As duas chapas foram soldadas a topo com chanfro em V, com ângulo de
bisel de 30 graus. Foi colocado um backing na parte inferior das chapas para cobrir a abertura
de raiz de 5 mm. O processo utilizado foi MIG semiautomático, utilizado em construção
naval. A solda foi feita com 1 passe de raiz e 5 passes de enchimento. O gás utilizado foi o
CO2 com vazão de 15 psi. Os parâmetros de soldagem são apresentados na tabela 1.
Para a caracterização microestrutural, as chapas soldadas foram divididas em pequenas
amostras com medidas de 45x10x12 mm (figura 1(b)), a divisão será feita na região da junta
soldada. Depois de realizado o corte das amostras, o material foi lixado e polido na região da
solda, onde os analises foram feitos. O ataque químico foi realizado com o reagente Nital ao
2%. O estudo das microestruturas foi por médio do microscópio óptico e o microscópio
eletrônico de varredura (MEV) que são ferramentas chave para a observação acurada e
realista das mudanças microestruturais que influenciam a evolução das tensões residuais de
soldagem.
Tabela 1. Parâmetros de soldagem utilizados para o processo MIG semi-automatico.
Passe raiz 1ro passe 2do passe 3ro passe 4to passe 5to passe
Corrente (A) 131,8 135,4 181,4 191,7 195,3 187,1
Tensão (V) 25 25 28 28 28 28
Vel. Arame (m/min) 4,8 4,8 7 7,5 7,5 7
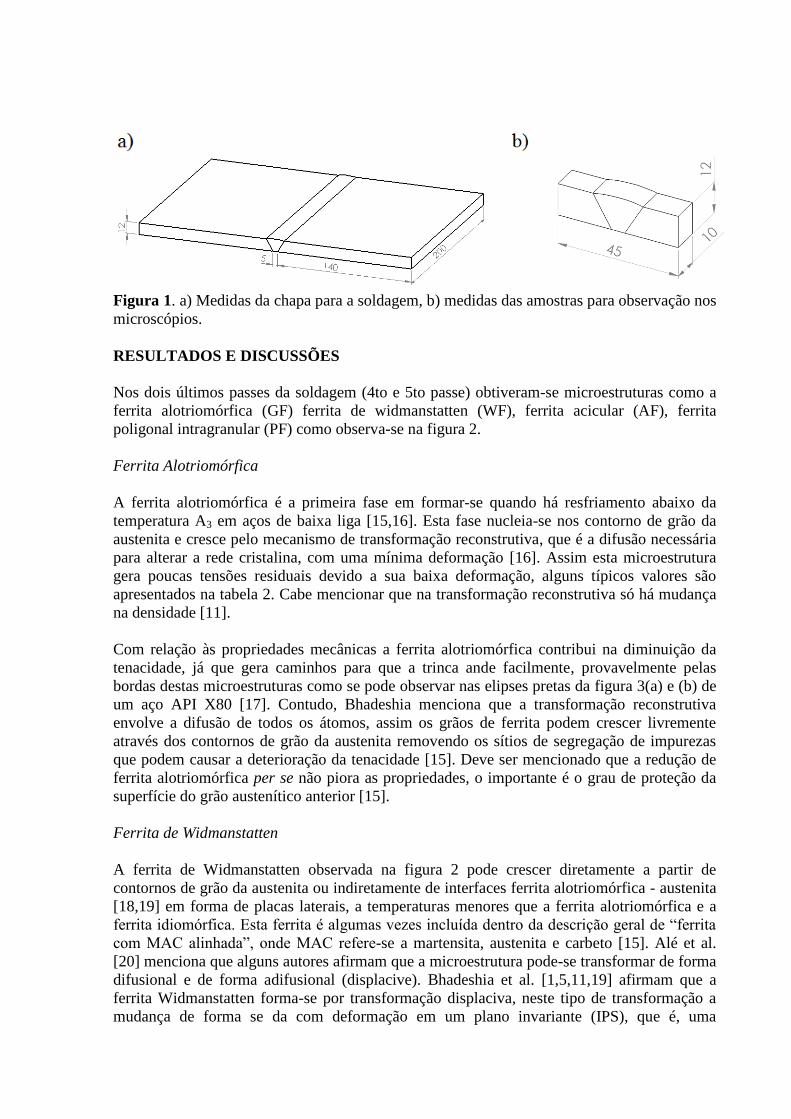
Figura 1. a) Medidas da chapa para a soldagem, b) medidas das amostras para observação nos
microscópios.
RESULTADOS E DISCUSSÕES
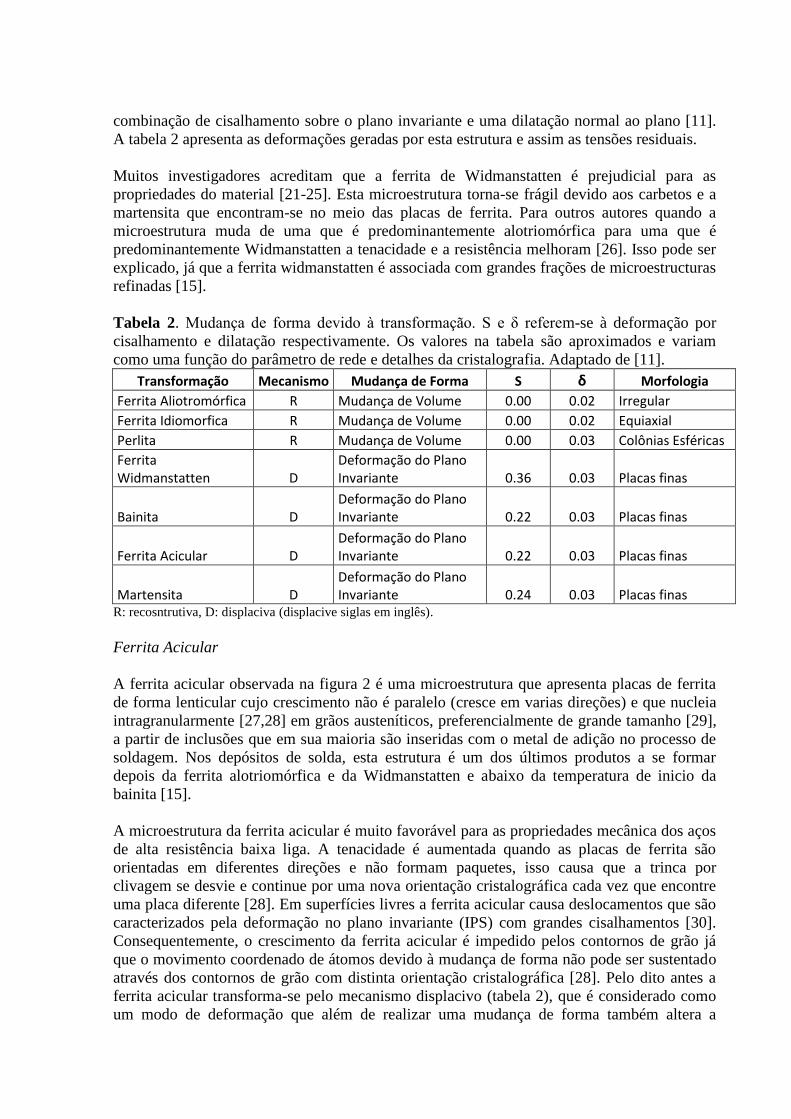
Nos dois últimos passes da soldagem (4to e 5to passe) obtiveram-se microestruturas como a
ferrita alotriomórfica (GF) ferrita de widmanstatten (WF), ferrita acicular (AF), ferrita
poligonal intragranular (PF) como observa-se na figura 2.
Ferrita Alotriomórfica
A ferrita alotriomórfica é a primeira fase em formar-se quando há resfriamento abaixo da
temperatura A3 em aços de baixa liga [15,16]. Esta fase nucleia-se nos contorno de grão da
austenita e cresce pelo mecanismo de transformação reconstrutiva, que é a difusão necessária
para alterar a rede cristalina, com uma mínima deformação [16]. Assim esta microestrutura
gera poucas tensões residuais devido a sua baixa deformação, alguns típicos valores são
apresentados na tabela 2. Cabe mencionar que na transformação reconstrutiva só há mudança
na densidade [11].
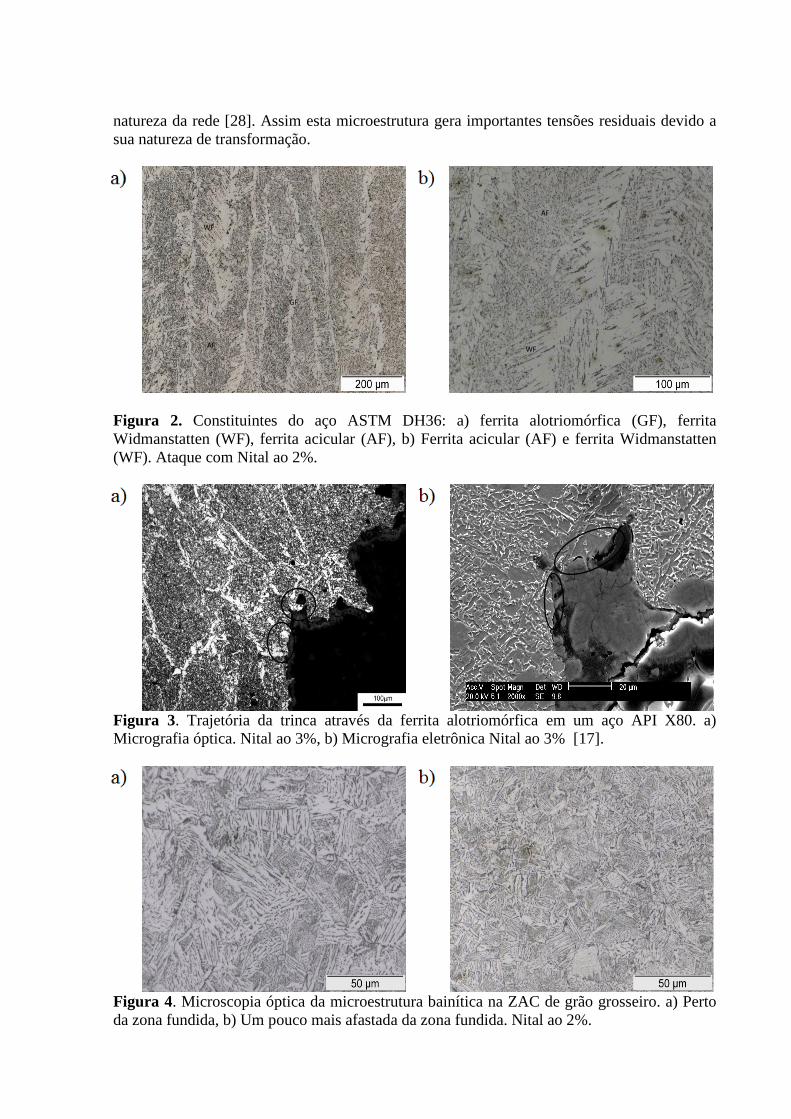
Com relação às propriedades mecânicas a ferrita alotriomórfica contribui na diminuição da
tenacidade, já que gera caminhos para que a trinca ande facilmente, provavelmente pelas
bordas destas microestruturas como se pode observar nas elipses pretas da figura 3(a) e (b) de
um aço API X80 [17]. Contudo, Bhadeshia menciona que a transformação reconstrutiva
envolve a difusão de todos os átomos, assim os grãos de ferrita podem crescer livremente
através dos contornos de grão da austenita removendo os sítios de segregação de impurezas
que podem causar a deterioração da tenacidade [15]. Deve ser mencionado que a redução de
ferrita alotriomórfica per se não piora as propriedades, o importante é o grau de proteção da
superfície do grão austenítico anterior [15].
Ferrita de Widmanstatten
A ferrita de Widmanstatten observada na figura 2 pode crescer diretamente a partir de
contornos de grão da austenita ou indiretamente de interfaces ferrita alotriomórfica - austenita
[18,19] em forma de placas laterais, a temperaturas menores que a ferrita alotriomórfica e a
ferrita idiomórfica. Esta ferrita é algumas vezes incluída dentro da descrição geral de “ferrita
com MAC alinhada”, onde MAC refere-se a martensita, austenita e carbeto [15]. Alé et al.
[20] menciona que alguns autores afirmam que a microestrutura pode-se transformar de forma
difusional e de forma adifusional (displacive). Bhadeshia et al. [1,5,11,19] afirmam que a
ferrita Widmanstatten forma-se por transformação displaciva, neste tipo de transformação a
mudança de forma se da com deformação em um plano invariante (IPS), que é, uma
combinação de cisalhamento sobre o plano invariante e uma dilatação normal ao plano [11].
A tabela 2 apresenta as deformações geradas por esta estrutura e assim as tensões residuais.
Muitos investigadores acreditam que a ferrita de Widmanstatten é prejudicial para as
propriedades do material [21-25]. Esta microestrutura torna-se frágil devido aos carbetos e a
martensita que encontram-se no meio das placas de ferrita. Para outros autores quando a
microestrutura muda de uma que é predominantemente alotriomórfica para uma que é
predominantemente Widmanstatten a tenacidade e a resistência melhoram [26]. Isso pode ser
explicado, já que a ferrita widmanstatten é associada com grandes frações de microestructuras
refinadas [15].
Tabela 2. Mudança de forma devido à transformação. S e δ referem-se à deformação por
cisalhamento e dilatação respectivamente. Os valores na tabela são aproximados e variam
como uma função do parâmetro de rede e detalhes da cristalografia. Adaptado de [11].
Transformação Mecanismo Mudança de Forma S δ Morfologia
Ferrita Aliotromórfica R Mudança de Volume 0.00 0.02 Irregular
Ferrita Idiomorfica R Mudança de Volume 0.00 0.02 Equiaxial
Perlita R Mudança de Volume 0.00 0.03 Colônias Esféricas
Ferrita Widmanstatten D
Deformação do Plano Invariante 0.36 0.03 Placas finas
Bainita D Deformação do Plano Invariante 0.22 0.03 Placas finas
Ferrita Acicular D Deformação do Plano Invariante 0.22 0.03 Placas finas
Martensita D Deformação do Plano Invariante 0.24 0.03 Placas finas
R: recosntrutiva, D: displaciva (displacive siglas em inglês).
Ferrita Acicular
A ferrita acicular observada na figura 2 é uma microestrutura que apresenta placas de ferrita
de forma lenticular cujo crescimento não é paralelo (cresce em varias direções) e que nucleia
intragranularmente [27,28] em grãos austeníticos, preferencialmente de grande tamanho [29],
a partir de inclusões que em sua maioria são inseridas com o metal de adição no processo de
soldagem. Nos depósitos de solda, esta estrutura é um dos últimos produtos a se formar
depois da ferrita alotriomórfica e da Widmanstatten e abaixo da temperatura de inicio da
bainita [15].
A microestrutura da ferrita acicular é muito favorável para as propriedades mecânica dos aços
de alta resistência baixa liga. A tenacidade é aumentada quando as placas de ferrita são
orientadas em diferentes direções e não formam paquetes, isso causa que a trinca por
clivagem se desvie e continue por uma nova orientação cristalográfica cada vez que encontre
uma placa diferente [28]. Em superfícies livres a ferrita acicular causa deslocamentos que são
caracterizados pela deformação no plano invariante (IPS) com grandes cisalhamentos [30].
Consequentemente, o crescimento da ferrita acicular é impedido pelos contornos de grão já
que o movimento coordenado de átomos devido à mudança de forma não pode ser sustentado
através dos contornos de grão com distinta orientação cristalográfica [28]. Pelo dito antes a
ferrita acicular transforma-se pelo mecanismo displacivo (tabela 2), que é considerado como
um modo de deformação que além de realizar uma mudança de forma também altera a
natureza da rede [28]. Assim esta microestrutura gera importantes tensões residuais devido a
sua natureza de transformação.
Figura 2. Constituintes do aço ASTM DH36: a) ferrita alotriomórfica (GF), ferrita
Widmanstatten (WF), ferrita acicular (AF), b) Ferrita acicular (AF) e ferrita Widmanstatten
(WF). Ataque com Nital ao 2%.
Figura 3. Trajetória da trinca através da ferrita alotriomórfica em um aço API X80. a)
Micrografia óptica. Nital ao 3%, b) Micrografia eletrônica Nital ao 3% [17].
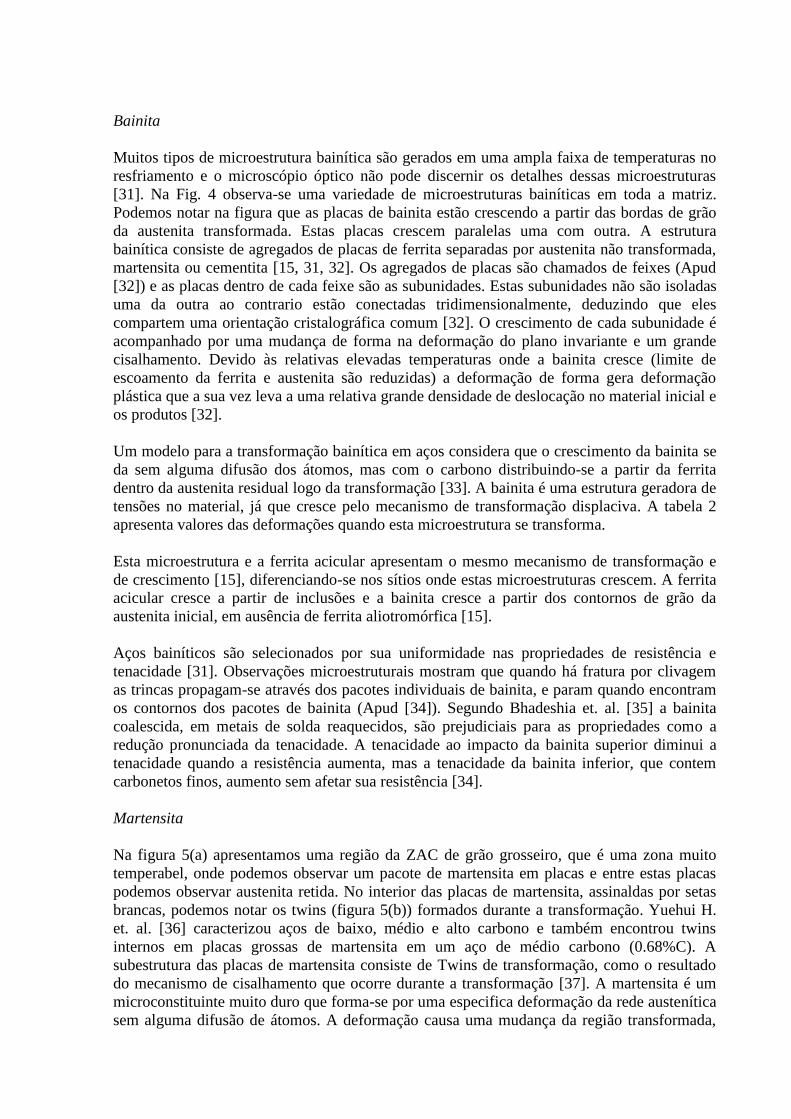
Figura 4. Microscopia óptica da microestrutura bainítica na ZAC de grão grosseiro. a) Perto
da zona fundida, b) Um pouco mais afastada da zona fundida. Nital ao 2%.
GF
AF
WF
WF
AF
Bainita
Muitos tipos de microestrutura bainítica são gerados em uma ampla faixa de temperaturas no
resfriamento e o microscópio óptico não pode discernir os detalhes dessas microestruturas
[31]. Na Fig. 4 observa-se uma variedade de microestruturas bainíticas em toda a matriz.
Podemos notar na figura que as placas de bainita estão crescendo a partir das bordas de grão
da austenita transformada. Estas placas crescem paralelas uma com outra. A estrutura
bainítica consiste de agregados de placas de ferrita separadas por austenita não transformada,
martensita ou cementita [15, 31, 32]. Os agregados de placas são chamados de feixes (Apud
[32]) e as placas dentro de cada feixe são as subunidades. Estas subunidades não são isoladas
uma da outra ao contrario estão conectadas tridimensionalmente, deduzindo que eles
compartem uma orientação cristalográfica comum [32]. O crescimento de cada subunidade é
acompanhado por uma mudança de forma na deformação do plano invariante e um grande
cisalhamento. Devido às relativas elevadas temperaturas onde a bainita cresce (limite de
escoamento da ferrita e austenita são reduzidas) a deformação de forma gera deformação
plástica que a sua vez leva a uma relativa grande densidade de deslocação no material inicial e
os produtos [32].
Um modelo para a transformação bainítica em aços considera que o crescimento da bainita se
da sem alguma difusão dos átomos, mas com o carbono distribuindo-se a partir da ferrita
dentro da austenita residual logo da transformação [33]. A bainita é uma estrutura geradora de
tensões no material, já que cresce pelo mecanismo de transformação displaciva. A tabela 2
apresenta valores das deformações quando esta microestrutura se transforma.
Esta microestrutura e a ferrita acicular apresentam o mesmo mecanismo de transformação e
de crescimento [15], diferenciando-se nos sítios onde estas microestruturas crescem. A ferrita
acicular cresce a partir de inclusões e a bainita cresce a partir dos contornos de grão da
austenita inicial, em ausência de ferrita aliotromórfica [15].
Aços bainíticos são selecionados por sua uniformidade nas propriedades de resistência e
tenacidade [31]. Observações microestruturais mostram que quando há fratura por clivagem
as trincas propagam-se através dos pacotes individuais de bainita, e param quando encontram
os contornos dos pacotes de bainita (Apud [34]). Segundo Bhadeshia et. al. [35] a bainita
coalescida, em metais de solda reaquecidos, são prejudiciais para as propriedades como a
redução pronunciada da tenacidade. A tenacidade ao impacto da bainita superior diminui a
tenacidade quando a resistência aumenta, mas a tenacidade da bainita inferior, que contem
carbonetos finos, aumento sem afetar sua resistência [34].
Martensita
Na figura 5(a) apresentamos uma região da ZAC de grão grosseiro, que é uma zona muito
temperabel, onde podemos observar um pacote de martensita em placas e entre estas placas
podemos observar austenita retida. No interior das placas de martensita, assinaldas por setas
brancas, podemos notar os twins (figura 5(b)) formados durante a transformação. Yuehui H.
et. al. [36] caracterizou aços de baixo, médio e alto carbono e também encontrou twins
internos em placas grossas de martensita em um aço de médio carbono (0.68%C). A
subestrutura das placas de martensita consiste de Twins de transformação, como o resultado
do mecanismo de cisalhamento que ocorre durante a transformação [37]. A martensita é um
microconstituinte muito duro que forma-se por uma especifica deformação da rede austenítica
sem alguma difusão de átomos. A deformação causa uma mudança da região transformada,
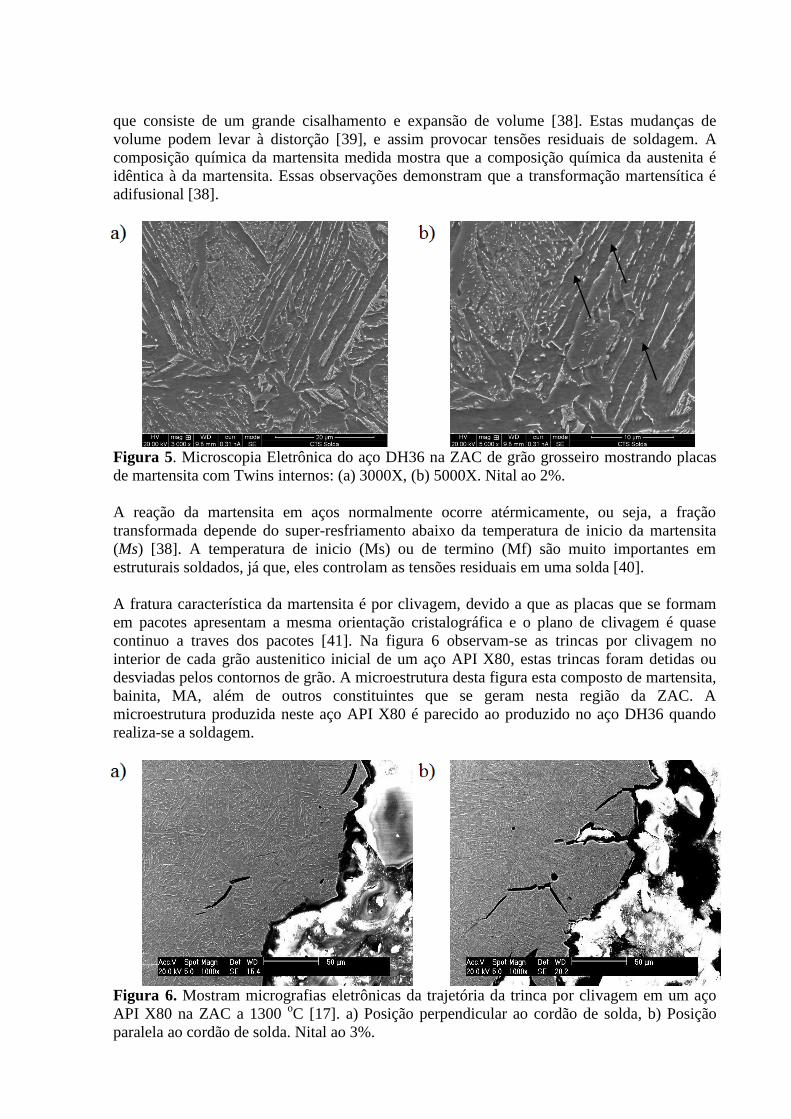
que consiste de um grande cisalhamento e expansão de volume [38]. Estas mudanças de
volume podem levar à distorção [39], e assim provocar tensões residuais de soldagem. A
composição química da martensita medida mostra que a composição química da austenita é
idêntica à da martensita. Essas observações demonstram que a transformação martensítica é
adifusional [38].
Figura 5. Microscopia Eletrônica do aço DH36 na ZAC de grão grosseiro mostrando placas
de martensita com Twins internos: (a) 3000X, (b) 5000X. Nital ao 2%.
A reação da martensita em aços normalmente ocorre atérmicamente, ou seja, a fração
transformada depende do super-resfriamento abaixo da temperatura de inicio da martensita
(Ms) [38]. A temperatura de inicio (Ms) ou de termino (Mf) são muito importantes em
estruturais soldados, já que, eles controlam as tensões residuais em uma solda [40].
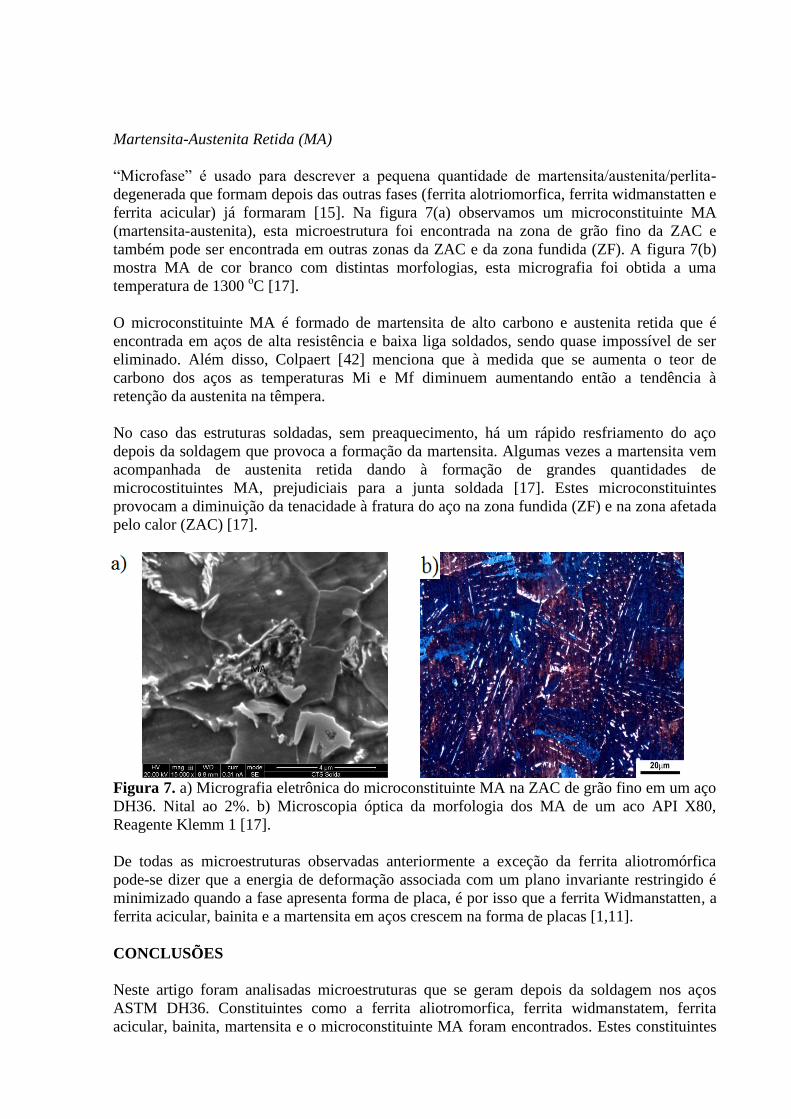
A fratura característica da martensita é por clivagem, devido a que as placas que se formam
em pacotes apresentam a mesma orientação cristalográfica e o plano de clivagem é quase
continuo a traves dos pacotes [41]. Na figura 6 observam-se as trincas por clivagem no
interior de cada grão austenitico inicial de um aço API X80, estas trincas foram detidas ou
desviadas pelos contornos de grão. A microestrutura desta figura esta composto de martensita,
bainita, MA, além de outros constituintes que se geram nesta região da ZAC. A
microestrutura produzida neste aço API X80 é parecido ao produzido no aço DH36 quando
realiza-se a soldagem.
Figura 6. Mostram micrografias eletrônicas da trajetória da trinca por clivagem em um aço
API X80 na ZAC a 1300 oC [17]. a) Posição perpendicular ao cordão de solda, b) Posição
paralela ao cordão de solda. Nital ao 3%.
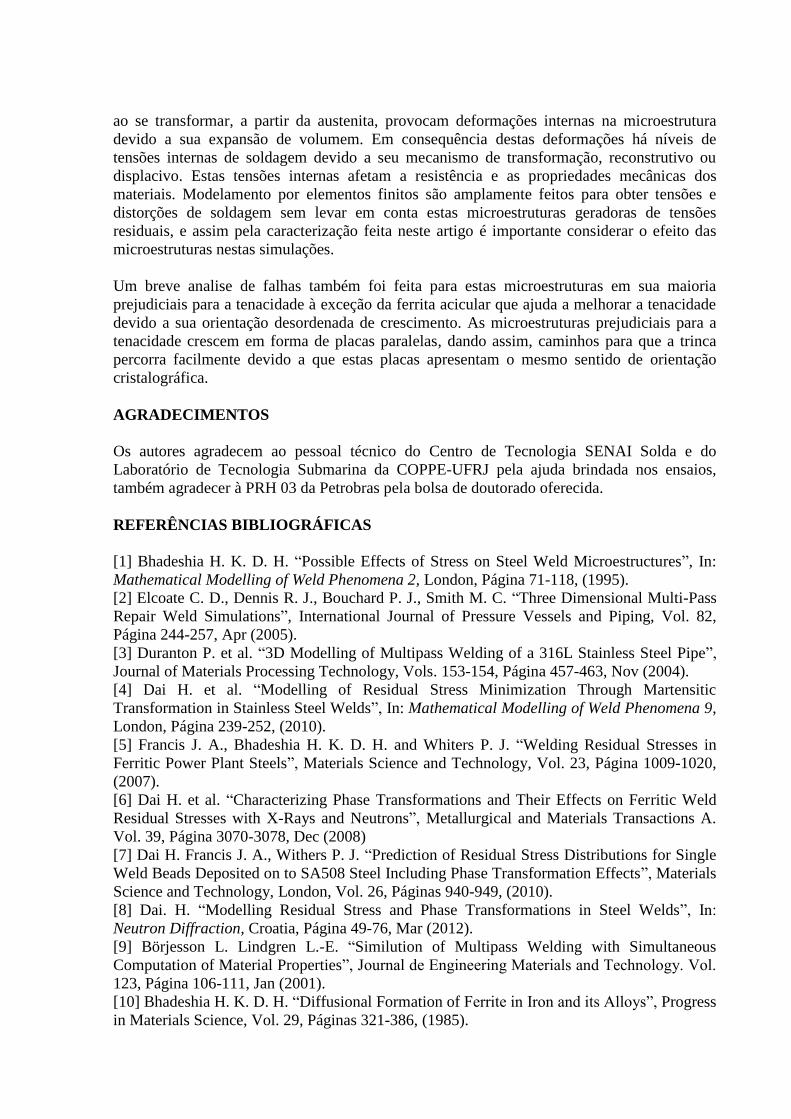
Martensita-Austenita Retida (MA)
“Microfase” é usado para descrever a pequena quantidade de martensita/austenita/perlita-
degenerada que formam depois das outras fases (ferrita alotriomorfica, ferrita widmanstatten e
ferrita acicular) já formaram [15]. Na figura 7(a) observamos um microconstituinte MA
(martensita-austenita), esta microestrutura foi encontrada na zona de grão fino da ZAC e
também pode ser encontrada em outras zonas da ZAC e da zona fundida (ZF). A figura 7(b)
mostra MA de cor branco com distintas morfologias, esta micrografia foi obtida a uma
temperatura de 1300 oC [17].
O microconstituinte MA é formado de martensita de alto carbono e austenita retida que é
encontrada em aços de alta resistência e baixa liga soldados, sendo quase impossível de ser
eliminado. Além disso, Colpaert [42] menciona que à medida que se aumenta o teor de
carbono dos aços as temperaturas Mi e Mf diminuem aumentando então a tendência à
retenção da austenita na têmpera.
No caso das estruturas soldadas, sem preaquecimento, há um rápido resfriamento do aço
depois da soldagem que provoca a formação da martensita. Algumas vezes a martensita vem
acompanhada de austenita retida dando à formação de grandes quantidades de
microcostituintes MA, prejudiciais para a junta soldada [17]. Estes microconstituintes
provocam a diminuição da tenacidade à fratura do aço na zona fundida (ZF) e na zona afetada
pelo calor (ZAC) [17].
Figura 7. a) Micrografia eletrônica do microconstituinte MA na ZAC de grão fino em um aço
DH36. Nital ao 2%. b) Microscopia óptica da morfologia dos MA de um aco API X80,
Reagente Klemm 1 [17].
De todas as microestruturas observadas anteriormente a exceção da ferrita aliotromórfica
pode-se dizer que a energia de deformação associada com um plano invariante restringido é
minimizado quando a fase apresenta forma de placa, é por isso que a ferrita Widmanstatten, a
ferrita acicular, bainita e a martensita em aços crescem na forma de placas [1,11].
CONCLUSÕES
Neste artigo foram analisadas microestruturas que se geram depois da soldagem nos aços
ASTM DH36. Constituintes como a ferrita aliotromorfica, ferrita widmanstatem, ferrita
acicular, bainita, martensita e o microconstituinte MA foram encontrados. Estes constituintes
MA
ao se transformar, a partir da austenita, provocam deformações internas na microestrutura
devido a sua expansão de volumem. Em consequência destas deformações há níveis de
tensões internas de soldagem devido a seu mecanismo de transformação, reconstrutivo ou
displacivo. Estas tensões internas afetam a resistência e as propriedades mecânicas dos
materiais. Modelamento por elementos finitos são amplamente feitos para obter tensões e
distorções de soldagem sem levar em conta estas microestruturas geradoras de tensões
residuais, e assim pela caracterização feita neste artigo é importante considerar o efeito das
microestruturas nestas simulações.
Um breve analise de falhas também foi feita para estas microestruturas em sua maioria
prejudiciais para a tenacidade à exceção da ferrita acicular que ajuda a melhorar a tenacidade
devido a sua orientação desordenada de crescimento. As microestruturas prejudiciais para a
tenacidade crescem em forma de placas paralelas, dando assim, caminhos para que a trinca
percorra facilmente devido a que estas placas apresentam o mesmo sentido de orientação
cristalográfica.
AGRADECIMENTOS
Os autores agradecem ao pessoal técnico do Centro de Tecnologia SENAI Solda e do
Laboratório de Tecnologia Submarina da COPPE-UFRJ pela ajuda brindada nos ensaios,
também agradecer à PRH 03 da Petrobras pela bolsa de doutorado oferecida.
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Bhadeshia H. K. D. H. “Possible Effects of Stress on Steel Weld Microestructures”, In:
Mathematical Modelling of Weld Phenomena 2, London, Página 71-118, (1995).
[2] Elcoate C. D., Dennis R. J., Bouchard P. J., Smith M. C. “Three Dimensional Multi-Pass
Repair Weld Simulations”, International Journal of Pressure Vessels and Piping, Vol. 82,
Página 244-257, Apr (2005).
[3] Duranton P. et al. “3D Modelling of Multipass Welding of a 316L Stainless Steel Pipe”,
Journal of Materials Processing Technology, Vols. 153-154, Página 457-463, Nov (2004).
[4] Dai H. et al. “Modelling of Residual Stress Minimization Through Martensitic
Transformation in Stainless Steel Welds”, In: Mathematical Modelling of Weld Phenomena 9,
London, Página 239-252, (2010).
[5] Francis J. A., Bhadeshia H. K. D. H. and Whiters P. J. “Welding Residual Stresses in
Ferritic Power Plant Steels”, Materials Science and Technology, Vol. 23, Página 1009-1020,
(2007).
[6] Dai H. et al. “Characterizing Phase Transformations and Their Effects on Ferritic Weld
Residual Stresses with X-Rays and Neutrons”, Metallurgical and Materials Transactions A.
Vol. 39, Página 3070-3078, Dec (2008)
[7] Dai H. Francis J. A., Withers P. J. “Prediction of Residual Stress Distributions for Single
Weld Beads Deposited on to SA508 Steel Including Phase Transformation Effects”, Materials
Science and Technology, London, Vol. 26, Páginas 940-949, (2010).
[8] Dai. H. “Modelling Residual Stress and Phase Transformations in Steel Welds”, In:
Neutron Diffraction, Croatia, Página 49-76, Mar (2012).
[9] Börjesson L. Lindgren L.-E. “Similution of Multipass Welding with Simultaneous
Computation of Material Properties”, Journal de Engineering Materials and Technology. Vol.
123, Página 106-111, Jan (2001).
[10] Bhadeshia H. K. D. H. “Diffusional Formation of Ferrite in Iron and its Alloys”, Progress
in Materials Science, Vol. 29, Páginas 321-386, (1985).
[11] Bhadeshia H.K.D.H. “Materials Factors”, In: Handbook of Residual Stress and Steel
Deformation. Ohio, Páginas 392-396, Mar (2002).
[12] Bhadeshia H. K. D. H. Chap. 6: “Kinetics”, in: “Bainite in Steels: Transformations
Microstructure and Properties”, 2ed., London, Página 129-187, (2001).
[13] Whithers P. J., Bhadeshia H. K. D. H. “Residual Stress Part 2 – Nature and Origins”,
Materials Science and Technology, Vol. 17, Página 366-375, Apr (2001).
[14] Bhadeshia H. K. D. H. “Phase Transformations Contributing to The Properties o
Moderns Steels”, Bulletin of The Polish Academy of Sciences: Technical Sciences. Vol. 58,
Página 255-265, (2010).
[15] Bhadeshia H. K. D. H, Svensson L. E. “Modelling the Evolution of Microestructure in
Steel Weld Metal”. In: Mathematical Modelling of Weld Phenomena 2, London, Página 109-
182, (1993).
[16] Bhadeshia H. K. D. H, Svensson L. E. “The Microstructure of Submerged-Arc Weld
Deposits for High-Strength Steels”, Vol. 24 Página 3180-3188, Sep (1989).
[17] Sanchez Ch. G. F. “Simulação Física e Caracterização de Zonas Afetadas Pelo Calor de
Aços API 5L Grau X80”, Dissertação: Mestrado, São Paulo, Página 1-247, (2011).
[18] Aaronson H. I. “Decomposition of Austenite by Diffusional Process”, Interscience, New
York, Página 387-548, (1962).
[19] Jones S. J. Bhadeshia H. K. D. H. “Kinetics of the Simultaneous Decomposition of
Austenite Into Several Transformation Products”, Acta Materials, Vol. 45 Página 2911-2920,
Jul (1997).
[20] Alé R. M, Jorge J.C.F and Rebello J.M.A. “Constituintes Microestruturais de Soldas de
Aços C-Mn Baixa Liga. Parte I: Conceitos Básicos”, Soldagem & Materiais, Arquivo Técnico
Vol.1, n° 1, pagina 2-11.
[21] Gulyaev A. P. and Guzovskaya M. A. “Resistance to Fracture of Weldable Carbon
Structural Steel With Ferrite –Pearlite and Widmanstatten Structures”, Metal Science and
Heat Treatment, Vol. 199, página 1020-1024, Dez (1977).
[22] Koval’chuk, G. Z. et al. “Effect of Widmanstatten Ferrite on Some Properties of
Hypoeutectoid Steels” Metal Science Heat Treatment, Vol. 21, página 114–117, Feb (1979).
[23] Chilton, J. M. and Roberts, M. J. “Microalloying Effects in Hot-Rolled Low-Carbon
Steel Finished and High Temperature”, Metallurgical Transactions A, Vol. 11A, página
1711–1721, Oct (1980).
[24] Otterberg, R., Sandrom, R. and Sandberg, A. “Influence of Widmanstatten ferrite on
Mechanical Properties of Microalloyed Steels”, Metals Technology, Vol. 7, página 397–408,
Oct (1980).
[25] Huang, Z. and Yao, M. “Effect of Arrangement of Acicular Ferrite in a Widmanstatten
Microestructure on The Fracture of Mild Steel”, Materials Science and Engineering A, Vol.
A119, página 211–217, Nov (1989).
[26] Bodnar, R. L. and Hansen, S. S. “Effects of Widmanstatten Ferrite on the Mechanical
Properties of a 0.2 Pct C-0.7 Pct Mn Steel”, Metallurgical and Materials Transactions A, Vol.
25A, Página 763–773, Abr (1994).
[27] Sudgen A. A B. and Bhadeshia H. K. D. H. “Lower Acicular Ferrite”, Metallurgical
Transactions A, Vol. 20A, Página 1811-1818, Sep (1989).
[28] Babu S. S. and Bhadeshia H. K. D. H. “Stress and the Acicular Ferrite Transformation”,
Materials Science and Engineering A, Vol. 156, Página 1-9, Aug (1992).
[29] Bhadeshia H. K. D. H. Svensson L. E. and Gretoft B. “A Model for the Development of
Microstructure in Low-Alloys Steel (FE-Mn-Si-C) Wled Deposits”, Acta Metallurgica, Great
Britain, Vol. 33, Página 1271-1283, July (1985)
[30] Strangwood M. and Bhadeshia H. K. D. H. “The Mechanism of Acicular Ferrite
Formation in Steel Weld Deposits”, Advances in Welding Technology and science, USA,
Página 209-213, (1987).
[31] Bramfitt B. L. and Speer J. G. “A perspective on the Morphology of Bainite”,
Metallurgical Transactions A. Vol. 21A, Página 817-929, Apr (1990)
[32] Bhadeshia H. K. D. H. “Chap. 2: Bainitic Ferrite”, in: “Bainite in Steels:
Transformations Microstructure and Properties”, ed. 2, London, Página 19-60, (2001).
[33] Bhadeshia H. K. D. H. and Christian J. W. “Bainite in Steels”, Metallurgical
Transactions A, Vol. 21A, Página 767-797, Apr (1990).
[34] Bhadeshia H. K. D. H. “Chap. 12: Mechanical Properties”, in: “Bainite in Steels:
Transformations Microstructure and Properties”, ed. 2, London, Página 285-340, (2001).
[35] Pak J. H., Bhadeshia H. K. D. H. “Coalesced Bainite by Isothermal Transformation of
Reheated Weld Metal”, Science and Technology of Welding and Join, Vol. 13, Página 593-
597, Oct (2008).
[36] Yuehui He, Qiuhua Rao and Yuhua Tan. “Investigation on the Morphology of Martensite
in Carbon Steels”, Journal of Central South University of Technology, Vol. 3, Página 122-
134, Nov (1996).
[37] ASM Handbook. “Martensitic Structures”, in: Metallography and Microestructures,
Ohio, Vol. 9, Página 165-168, (2004).
[38] Bhadeshia H. K. D. H. and Honeycombe R. W. K. “Formation of Martensite”, Steels:
Microstructure and Properties, 3ed, London, Página 95-127, (2006).
[39] Lambers H. G., et. al. “On the Bainitic and Martensitic Phase Transformation Behavior
and the Mechanical Properties of Low Alloy 51CrV4 Steel”, International Journal of
Structural Changes in Solids, Vol. 3, Página 15-27, Feb (2011).
[40] Payares-Asprino M. C., Katsumoto H. and Liu S. “Effect of Martensite Start and Finish
Temperature on Residual Stress Development in Structural Steel Welds”, Welding Journal,
Vol. 87, Página 279-289, Nov (2008).
[41] Inoue T. et. al. “The Fracture of a Low Carbon Tempered Martensite” Transactions of
the Japan Institute of Metals, Vol. 11, Página 36-46, (1990).
[42] Colpaert, H. Chap. 14: “Aços Estruturais e Aços Para Vasos de Presão, Caldeiras e
Tubulações” in: Metalografia dos Produtos Siderúrgicos Comuns. Ed. 4, São Paulo, Página
449-490, (2008).