Embed Size (px)
Citation preview
- 1 -
중소기업 기술혁신개발사업
최종보고서
전자회로의 조립식 설계 및 제작을 위한
기판 배선용 커넥터 및 외부 인터페이스용,
커넥터 개발
년 월 일2003 3 31
주 관 기 업 주 이지서킷( )

- 2 -
별지 제 호 서식[ 4 ]
중소기업기술혁신개발사업 최종보고서

- 3 -
주관기업주 이지서킷( )전화( : 02-857-2043)
주소서울 관악구 신림 동(151-869) 1
방송정보빌딩 호1578-51 501
기술분류Code
대분류 전기전자 중분류 3304 소분류 330499
기술개발과 제 명
전자회로의 조립식 설계 및 제작을 위한기관 배선용 커넥터 및 외부 인터페이스,용 커넥터 개발
대 표 자 박철
과제책임자 박철
개발기간2002. 4. 1. 2003. 3.~31.
위탁연구기관
계획대비목표달성도(%) 10 20 30 40 50 60 70 80 90 100
개발완료시기 년 월2003 3
중소기업기술혁신개발사업운용요령 제 조의 규정에 의하여 최종보고서를 제출21
합니다.
별첨 중소기업기술혁신개발사업 최종보고서 부1. 12 .
개발사업비 사용내역 보고서 부2. 1 .
기술료 납부 동의서 부3. 2 .
개발사업비 사용내역 장부 사본 부4. ( ) 1 .
개발사업비 영수증철 사본 부5. ( ) 1 .
관리통장 사본 부6. 1 .
년 월 일
주관기업 : 주 이지서킷( )
대 표 자 : 박철 인( )
중 소 기 업 청 장 귀하
- 4 -
작성사례 제출문[ - ]
제 출 문
중소기업청장 귀하
본 보고서를 전자회로의 조립식 설계 및 제작을 위한 기판 배선용 커넥터 및 외“ ,
부 인터페이스용 커넥터 개발에 관한 중소기업기술혁신개발사업 개발기간”( : 2002.
과제의 최종보고서로 제출합니다4. 2003. 3.) .~
20 . . .
주관기업 기업명 주 이지서킷: ( ) ( ) 대표자 박철( ) 인( )
참여기업 기업명: ( ) 대표자( ) 인( )
위탁연구기관 기관명: ( ) 대표자( ) 인( )
과제책임자 : 박철
연 구 원 : 이상용
〃 : 조영도 보조원( )
〃 : 김우태 보조원( )
〃 :
〃 :
- 5 -
요 약 서 초 록( )
과 제 명전자회로의 조립식 설계 및 제작을 위한 기판 배선용 커넥터 및,외부 인터페이스용 커넥터 개발
주 관 기 업 주 이지서킷( ) 과제책임자 박철
개 발 기 간 월2002. 4. ~ 2003. 3. ( 12 )
총개발사업비천원( )
정부출연금 66,000
계 88,790기업부담금현금 13,672
현물 9,118
위탁연구기관 현물
참여기업
위탁연구기관
주요기술용어개(6~10 )
조립식 전자회로 이지보드 이지커넥터 미니 보드 배선용 전선, , , , ,홀스루 기계
기술개발목표1.
조립식 전자회로 설계 및 제작 도구의 개발 및 완성
기술개발의 목적 및 중요성2.
기존에는 전자회로를 설계 및 제작할 때에 브레드 보드나 만능기판을 사용하였
는데 브레드 보드는 회로가 복잡해지고 배선이 잘 빠지는 문제점이 있고 만능기,
판은 납땜을 하여야 하기 때문에 초보자들이 회로를 만들기 힘들고 한번 만든
회로는 수정이 어렵다는 단점이 있었음 본사의 이지보드와 이지커넥터는 이들.
단점들을 보완한 획기적인 도구이고 본 기술혁신 개발사업에서는 이들을 더욱
효과적으로 발전시키는 기술을 개발하려 함.
기술개발의 내용 및 범위3.
가 소형보드의 개발.
나 배선용 전선의 개발.
다 홀스루 기계 개발.
기술개발 결과4.
인증획득 특허출원 현황 포함- ,
건의 특허가 등록되었고 건의 의장이 등록되었음 그 중 특허는 국제특허1 3 .
출원중임(PCT) .
- 6 -
기대효과5.
가 전자회로 설계 및 제작 도구의 획기적 변화.
나 본사의 제품을 이용한 각종 교육용 용용회로의 제작이 있을 것으로 기대. ( )
됨.
다 전자과학 교육시장의 창출이 기대됨. .
- 7 -
목 차
제 장 기술개발 목표1
제 절 기술개발 목표1
제 절 기술개발 주요 내용2
제 절 추진일정3
제 장 기술개발 내용2
제 절 세부추진일정에 대한 목표 달성도1
제 절 문제점 및 개선 방안2
제 절 개발 내용3
제 장 기술개발 결과3
제 절 개발완료기술의 평가항목 및 평가결과1
제 절 기술개발 완료에 따른 효과2
제 장 본사 개발품의 사용법4
제 절 기판과 커넥터1
제 절 소형 보드2
제 절 홀스루 기계3
제 절 전선을 일정한 길이로 자르고 피복을 일정한 길이로 벗기는 기계4
제 절 전선의 피복 벗긴 부분을 직각으로 구부리는 기계5
제 장 결론5
- 8 -
제 장 기술개발 목표1
제 절 기술개발 목표1
조립식 전자회로 설계 및 제작 도구의 개발 및 완성이 본사의 목표임 본사가 기개.
발했던 도구 이지보드 이지커넥터 에 중소기업 기술혁신 개발사업 과제를 결합함으( , )
로써 다양한 용도에 사용가능한 조립식 전자 회로 설계 및 제작도구를 완성하려
함.
기존의 전자회로 설계 및 제작 도구였던 브레드 보드나 만능기판은 많은 문제점을
가지고 있음 브레드 보드의 경우 배선이 복잡해지고 배선이나 부품이 잘 빠지는.
단점이 있고 만능기판의 경우 납땜을 해야 하는 번거로움이 있고 일단 만든 회로는
수정이 어려운 단점이 있음 본사의 목표는 이들을 대치하는 획기적인 전자회로 설.
계 제작도구를 개발하고 완성하는 것임, .
제 절 기술개발 주요 내용2
소형보드의 개발1.
조립식 전자회로 설계 및 제작을 위한 배선용 전선의 개발2.
보드 및 보드 하부 탄성체 물질로 부품 및 배선용 전선이 쉽게 삽입될 수 있게3.
끔 보드 상판의 종이 및 탄성체 물질을 관통 할 수 있는 삽입구 제작 기계 보드 관(
통 기계 홀스루 기계 의 개발, )
- 9 -
제 절 추진일정3
기술혁신 개발사업 개시 이전에 작성한 일정 계획임( .)
단계별 세부개발 내용
보유여부 수행기관 기술개발기간 월단위(2 )
비고기확보
개발대상
주관기관
위탁기관
개발참여기업
2 4 6 8 10 12
조립식 회로 구성용 보드개발
○ ○
배선용 커넥터 개발 ○ ○
보드 및 우드락 관통기계의개발
○ ○
배선용 전선의 개발 ○ ○
미니보드 개발(15×30) ○ ○
미니보드 개발(15×20) ○ ○
개발기간[ ]
보드 및 우드락 관통기계의 개발 년 월 일 년 월 일1. : 2002 4 1 ~ 2002 7 31
배선용 전선의 개발 년 월 일 년 월 일2. : 2002 6 1 ~ 2002 11 30
미니보드 개발 년 월 일 년 월 일3. (15×30) : 2002 8 1 ~ 2002 11 30
미니보드 개발 년 월 일 년 월 일4. (15×20) : 2002 10 1 ~ 2003 1 31
- 10 -
제 장 기술개발 내용2
제 절 세부추진일정에 대한 목표 달성도1
소형보드의 개발1. : 100%
조립식 전자회로 설계 및 제작을 위한 배선용 전선의 개발2. : 100%
보드 관통 기계의 개발3. : 100%
소형보드의 개발1.
본사에서 처음에 개발한 기판 이지보드 은 임 이란 가로 방향의 구( ) 30×30 . (30x30 ,
멍이 개씩 세로 방향의 구멍이 개씩 있어 총 개의 구멍이 있음을 의미함30 , 30 , 900 .
실제로는 네 귀퉁이에 구멍이 하나씩 없어 총 개의 구멍을 가지게 됨 무선통896 .)
신회로 등 소규모 회로의 경우 빈 공간이 많이 생기는 문제점이나 로봇 내부 등의
케이스에 내장하기 어려운 문제점 등을 해결할 수 있는 다양한 상황에 알맞은 다양
한 크기의 보드를 만들려는 노력의 일환으로 소형보드의 제작을 계획하게 됨 심. (
미성과 응용성의 증대 따라서 소형 보드는 외부 응용 회로 및 기구와 착탈이 간편)
해야 할 것임 사업계획서 상에는 년 월 일 년 월 일까지. 2002 8 1 ~ 2002 11 30
의 미니보드를 개발하게 되어있고 년 월 일 년 월 일까15×30 . 2002 10 1 ~ 2003 1 31
지 의 미니보드를 개발해게 되어 있는데 굳이 크기를 이니 이15×20 15×30 15×20
니 정할 필요 없이 실용적인 크기의 미니보드를 제작하면 될 것 같아서 크17×17
기의 미니 보드를 제작하였음.
기판 설계 후 외주를 주어 사업기간 중 개발 완료했음 원한다면 그 어떤 크기의.
보드도 쉽게 만들 수 있음.
- 11 -
조립식 전자회로 설계 및 제작을 위한 배선용 전선의 개발2.
본사의 보드와 커넥터로 전자회로를 만들다 보면 약간의 문제점을 발견하게 되는데
그것은 같은 길이의 배선을 많이 사용함에도 불구하고 필요할 때마다 같은 길이의
전선을 새로 자르고 같은 길이로 피복을 벗기고 그 벗긴 부분을 직각으로 구부리는
것을 반복해야 하는 것임 본사의 기판에 꽂아놓은 커넥터에 배선을 심미적으로. (
꽂기 위해서는 피복부분을 전선에 직각으로 구부려 배선이 보드에 밀착되게 꽂는
것이 좋음 미리 같은 길이를 가지고 같은 길이로 피복을 벗겼으며 피복을 직각으.)
로 구부려 놓은 전선들을 많이 만들어 놓는다면 전자회로 제작시간이 획기적으로
단축될 것임.
먼저 전선을 일정길이로 자르고 자른 전선의 양끝의 피복을 일정길이로 벗기는 기,
계를 제작하였음 기계를 설계하고 표준 기계제작소에 제작을 의뢰한 후 그 기계를.
년 월 일에 구입하였음2002 9 17 .
그 후 피복 벗긴 부분을 직각으로 구부리는 기계를 개발하였는데 설계 후 성우원프
라텍사에 제작 의뢰하여 년 월 일에 구입함 이리하여 비록 계획기간2003 3 28 . (~
년 월 일 중은 아니지만 개발완료했음2002 11 30 ) .
보드 관통 기계의 개발3.
보드 및 보드 하부 탄성체 물질로 부품 및 배선용 전선이 쉽게 삽입될 수 있게끔
보드 상판의 종이 및 보드 하부의 탄성체물질을 관통할 수 있는 삽입구 제작 기( )
계의 개발 본사의 전자키트 제품에는 커넥터 이지커넥터 와 부품 꽂는 위치를 알. ( ( )
게 하기 위해 보드 상판에 그림이 그려져 있는 종이 스티커 가 붙어 있음 본사의( ) .)
보드를 사용하려면 보드 밑에 탄성체 물질 우드락 등 을 부착하여야 함 배선 및 부( ) .
품이 빠지지 않게 잘 고정되게 하기 위함임 그런데 때때로 탄성체 물질이 딱딱해.
서 배선이나 부품의 발이 잘 꽂히지 않고 꼬부라져 버리는 경우가 있음 이를 방지.
하기 위해 미리 탄성체 물질에 뾰족한 금속으로 관통구멍을 내어 놓는 것임 편리. (
성의 증대)
- 12 -
년 월 일 년 월 일까지 보드 및 우드락 관통기계를 개발하게 되2002 4 1 ~ 2002 5 31
어 있는데 실제 그 기계를 설계하고 성우원프라텍사에 제작을 의뢰하여 년, 2002 7
월 일에 그 기계를 구입함으로써 비록 계획기간 중은 아니지만 개발 완료했9 - -
음.
제 절 문제점 및 개선 방안2
소형 보드의 개발1.
별 문제점은 없고 다만 필요에 따라 적당한 크기의 미니 보드를 제작하여 사용하,
면 될 것임.
조립식 전자회로 설계 및 제작을 위한 배선용 전선의 개발2.
피복 벗긴 부분을 직각으로 구부리는 기계는 현재 세 규격의 전선에 대해서만 가공
할 수 있는데 규격이 추후 도시되어 있음 보다 많은 규격의 전선을 가공할 수 있( .)
으면 좋을 것임 이런 개량된 기계를 만드는 것은 단지 가공부위의 크기만 바꾸어.
주변 되므로 어려운 작업이 아닐 것임.
현재는 전선을 자르고 피복을 벗기는 기계와 벗긴 부분을 구부리는 기계가 별개로
있는데 이들을 한 기계에서 모두 수행하는 기계를 만든다면 더욱 효과적일 것임.
보드 관통 기계의 개발3.
보드를 관통한 후 보드가 철심에 꽂혀 있어 이를 빼는 작업을 해야 하는데 그리 어
려운 작업은 아니나 이점이 개선되면 더욱 좋을 것임.
보드의 크기에 따라 홀스루 기계의 크기도 달라져야 하는 점도 있으나 새 규격의
기계를 만드는 것도 그리 어려운 일은 아닐 것임.
- 13 -
제 절 개발 내용3
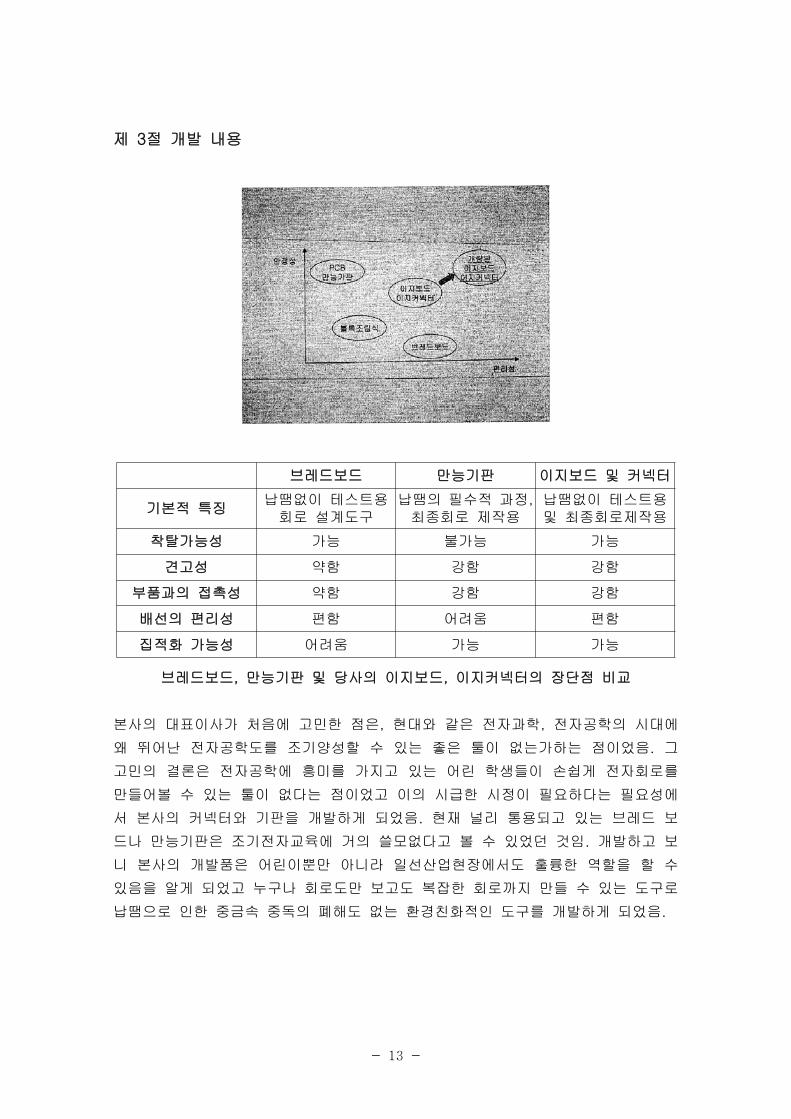
브레드보드 만능기판 이지보드 및 커넥터
기본적 특징납땜없이 테스트용회로 설계도구
납땜의 필수적 과정,최종회로 제작용
납땜없이 테스트용및 최종회로제작용
착탈가능성 가능 불가능 가능
견고성 약함 강함 강함
부품과의 접촉성 약함 강함 강함
배선의 편리성 편함 어려움 편함
집적화 가능성 어려움 가능 가능
브레드보드 만능기판 및 당사의 이지보드 이지커넥터의 장단점 비교, ,
본사의 대표이사가 처음에 고민한 점은 현대와 같은 전자과학 전자공학의 시대에, ,
왜 뛰어난 전자공학도를 조기양성할 수 있는 좋은 툴이 없는가하는 점이었음 그.
고민의 결론은 전자공학에 흥미를 가지고 있는 어린 학생들이 손쉽게 전자회로를
만들어볼 수 있는 툴이 없다는 점이었고 이의 시급한 시정이 필요하다는 필요성에
서 본사의 커넥터와 기판을 개발하게 되었음 현재 널리 통용되고 있는 브레드 보.
드나 만능기판은 조기전자교육에 거의 쓸모없다고 볼 수 있었던 것임 개발하고 보.
니 본사의 개발품은 어린이뿐만 아니라 일선산업현장에서도 훌륭한 역할을 할 수
있음을 알게 되었고 누구나 회로도만 보고도 복잡한 회로까지 만들 수 있는 도구로
납땜으로 인한 중금속 중독의 폐해도 없는 환경친화적인 도구를 개발하게 되었음.
- 14 -
기본적인 아이디어는 회로 내의 소자간의 연결을 납땜이 아닌 커넥터라는 전도체와
배선을 이용해 연결한다는 것임 이를 위해 커넥터를 기판 위에 배열하여 꽂고 커.
넥터와 커넥터간을 배선 비닐전선 점프선 으로 연결하는 작업을 하게 됨 커넥터가( , ) .
제 역할을 하기 위해서는 커넥터를 잘 고정할 수 있는 기판의 개발도 필수적임 이.
기판은 만능기판과 유사하지만 뚫려 있는 구멍이 훨씬 크고 사각형인 구조의 것을
개발하였고 이 기판 밑에 우드락같은 탄성물질을 부착한 후 커넥터를 기판의 구멍
에 넣고 탄성물질 내에서 고정되게 한 후 커넥터 구멍을 통해 삽입된 배선이나 부
품의 발이 커넥터와 접촉하며 커넥터와 함께 탄성물질 내에서 고정되게 함.
본사의 기판 이지보드 의 사진이 아래에 실려 있음 처음에는 을 개(30×30, ) . ( 30×30
발하였음 플라스틱 사출로 만들었고 만능기판과 같이 납땜도 가능함.) .
- 15 -
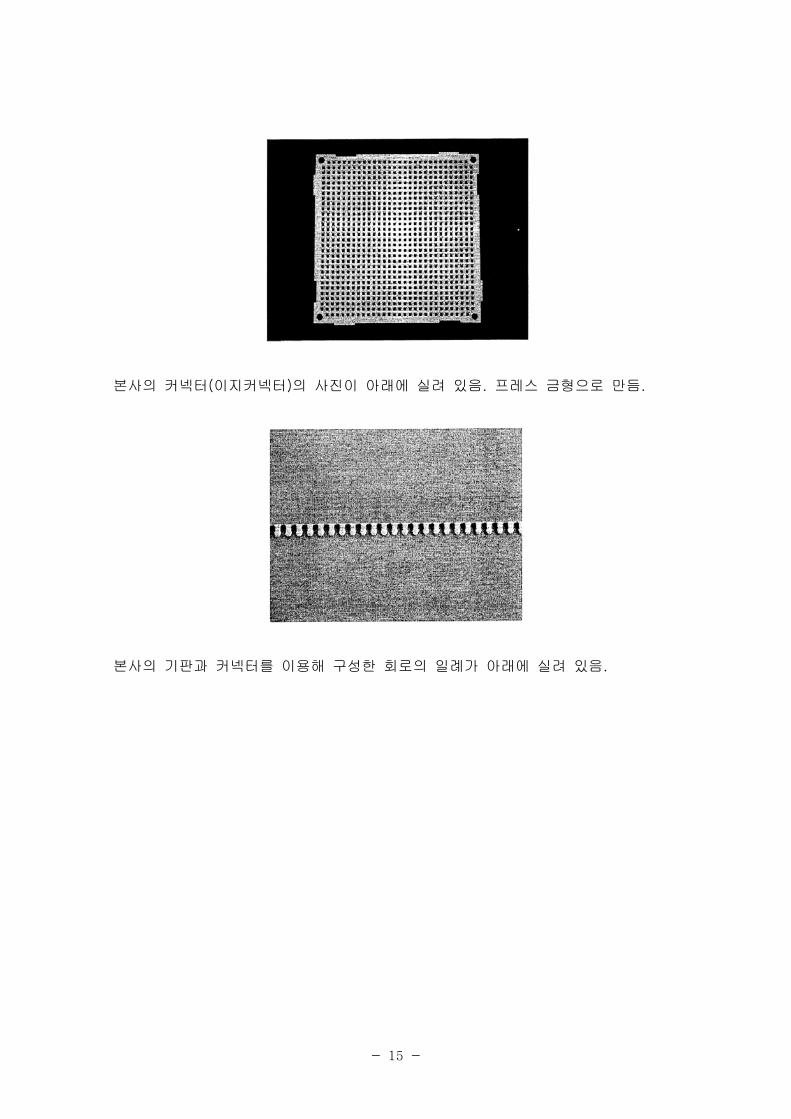
본사의 커넥터 이지커넥터 의 사진이 아래에 실려 있음 프레스 금형으로 만듬( ) . .
본사의 기판과 커넥터를 이용해 구성한 회로의 일례가 아래에 실려 있음.
- 16 -
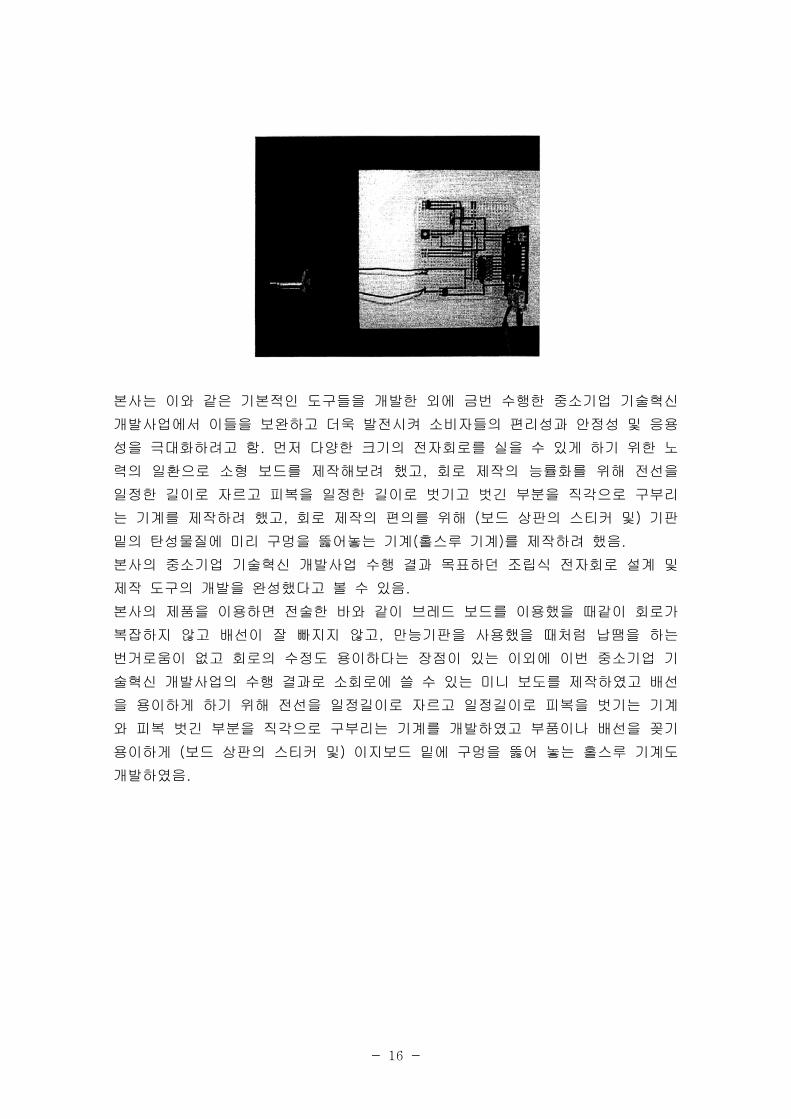
본사는 이와 같은 기본적인 도구들을 개발한 외에 금번 수행한 중소기업 기술혁신
개발사업에서 이들을 보완하고 더욱 발전시켜 소비자들의 편리성과 안정성 및 응용
성을 극대화하려고 함 먼저 다양한 크기의 전자회로를 실을 수 있게 하기 위한 노.
력의 일환으로 소형 보드를 제작해보려 했고 회로 제작의 능률화를 위해 전선을,
일정한 길이로 자르고 피복을 일정한 길이로 벗기고 벗긴 부분을 직각으로 구부리
는 기계를 제작하려 했고 회로 제작의 편의를 위해 보드 상판의 스티커 및 기판, ( )
밑의 탄성물질에 미리 구멍을 뚫어놓는 기계 홀스루 기계 를 제작하려 했음( ) .
본사의 중소기업 기술혁신 개발사업 수행 결과 목표하던 조립식 전자회로 설계 및
제작 도구의 개발을 완성했다고 볼 수 있음.
본사의 제품을 이용하면 전술한 바와 같이 브레드 보드를 이용했을 때같이 회로가
복잡하지 않고 배선이 잘 빠지지 않고 만능기판을 사용했을 때처럼 납땜을 하는,
번거로움이 없고 회로의 수정도 용이하다는 장점이 있는 이외에 이번 중소기업 기
술혁신 개발사업의 수행 결과로 소회로에 쓸 수 있는 미니 보도를 제작하였고 배선
을 용이하게 하기 위해 전선을 일정길이로 자르고 일정길이로 피복을 벗기는 기계
와 피복 벗긴 부분을 직각으로 구부리는 기계를 개발하였고 부품이나 배선을 꽂기
용이하게 보드 상판의 스티커 및 이지보드 밑에 구멍을 뚫어 놓는 홀스루 기계도( )
개발하였음.
- 17 -
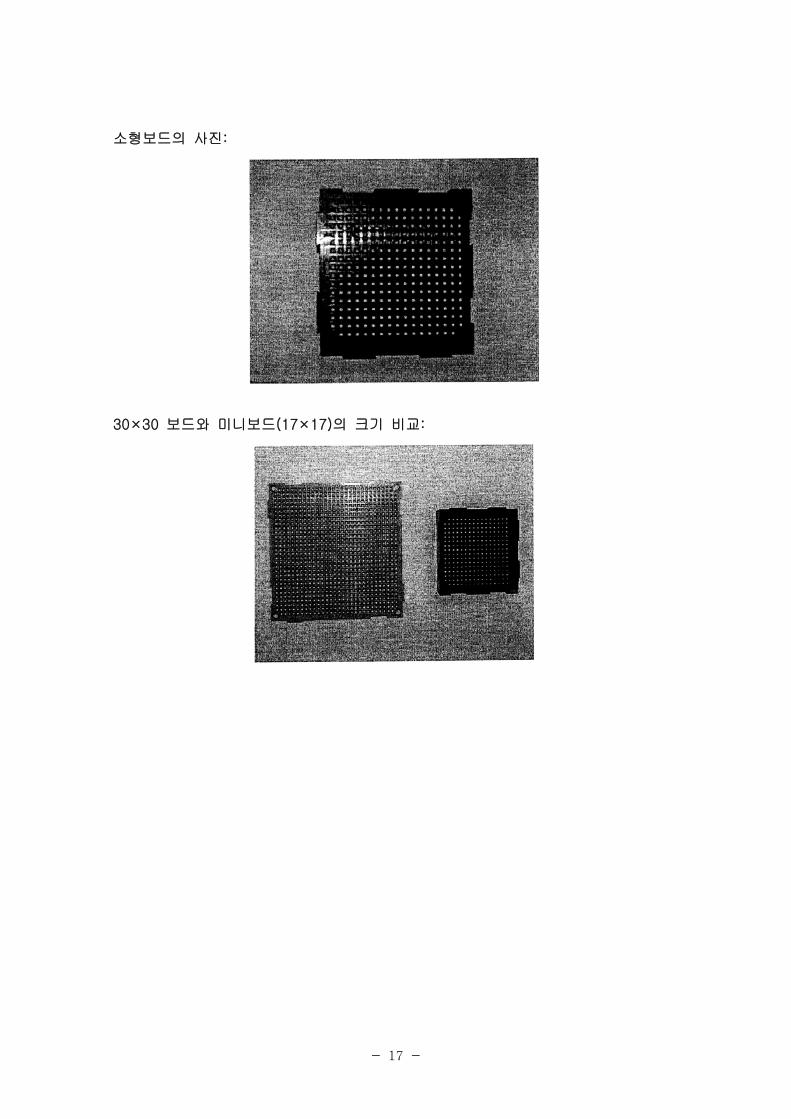
소형보드의 사진:
보드와 미니보드 의 크기 비교30×30 (17×17) :
- 18 -
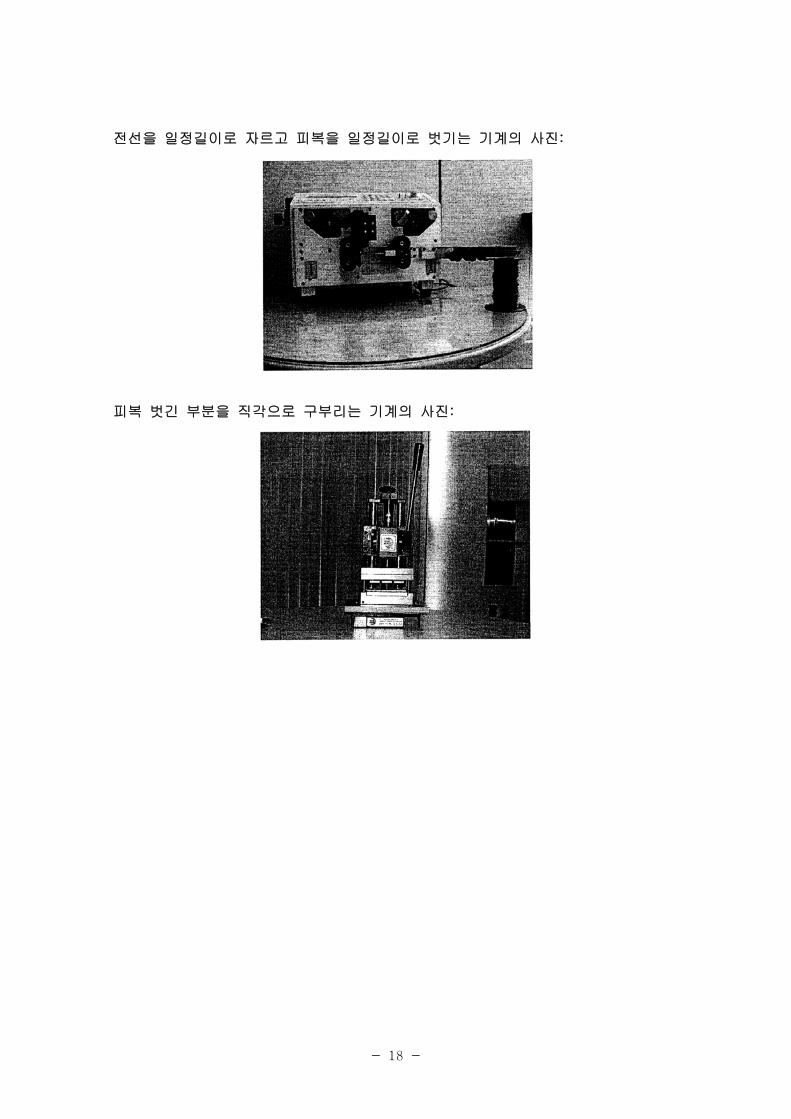
전선을 일정길이로 자르고 피복을 일정길이로 벗기는 기계의 사진:
피복 벗긴 부분을 직각으로 구부리는 기계의 사진:
- 19 -
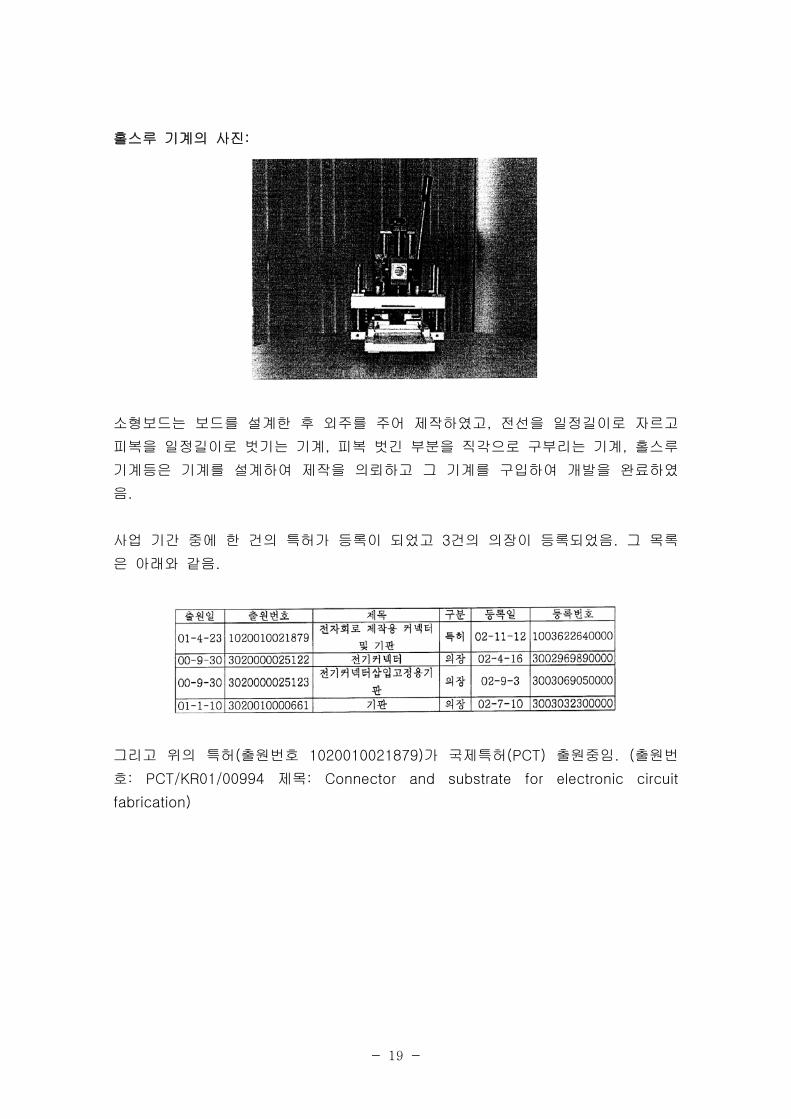
홀스루 기계의 사진:
소형보드는 보드를 설계한 후 외주를 주어 제작하였고 전선을 일정길이로 자르고,
피복을 일정길이로 벗기는 기계 피복 벗긴 부분을 직각으로 구부리는 기계 홀스루, ,
기계등은 기계를 설계하여 제작을 의뢰하고 그 기계를 구입하여 개발을 완료하였
음.
사업 기간 중에 한 건의 특허가 등록이 되었고 건의 의장이 등록되었음 그 목록3 .
은 아래와 같음.
그리고 위의 특허 출원번호 가 국제특허 출원중임 출원번( 1020010021879) (PCT) . (
호 제목: PCT/KR01/00994 : Connector and substrate for electronic circuit
fabrication)

- 20 -
출원번호 의 특허는 본 발명에 있어 핵심이 되는 특허로 전자회로1020010021879
의 제작을 용이하게 하는 전기커넥터 및 기판에 대해 기술하고 있음 전기커넥터는.
상하로 관통하는 구멍이 뚫려 있는 기판에 임의의 구멍의 위치에 삽입하여 고정시
킬 수 있으며 전기커넥터는 전기가 흐르는 금속 박판 등으로 이루어지며 전기커넥
터에는 전선을 삽입할 수 있는 다수개의 구멍이 뚫려 있고 이 구멍에 삽입이 된 전
선과 커넥터는 전기적으로 접촉을 하며 각각의 구멍에 삽입이 된 전선은 전도성 박
판인 전기커넥터에 의해 전기적으로 연결이 되어 있는 구조로서 하부까지 구멍이
관통되어 있으며 전기커넥터의 구멍에는 저항 커패시터 반도체 칩 등의 전선, , , IC
이나 구리선등을 꽂을 수 있는 구조로 되어 있음을 말하고 있고 따라서 전기회로를
구성하고자 할 때 조립식으로 간단하게 회로를 제작할 수 있음을 기술하고 있음.
이 특허의 대표도면을 보이면 다음과 같음.
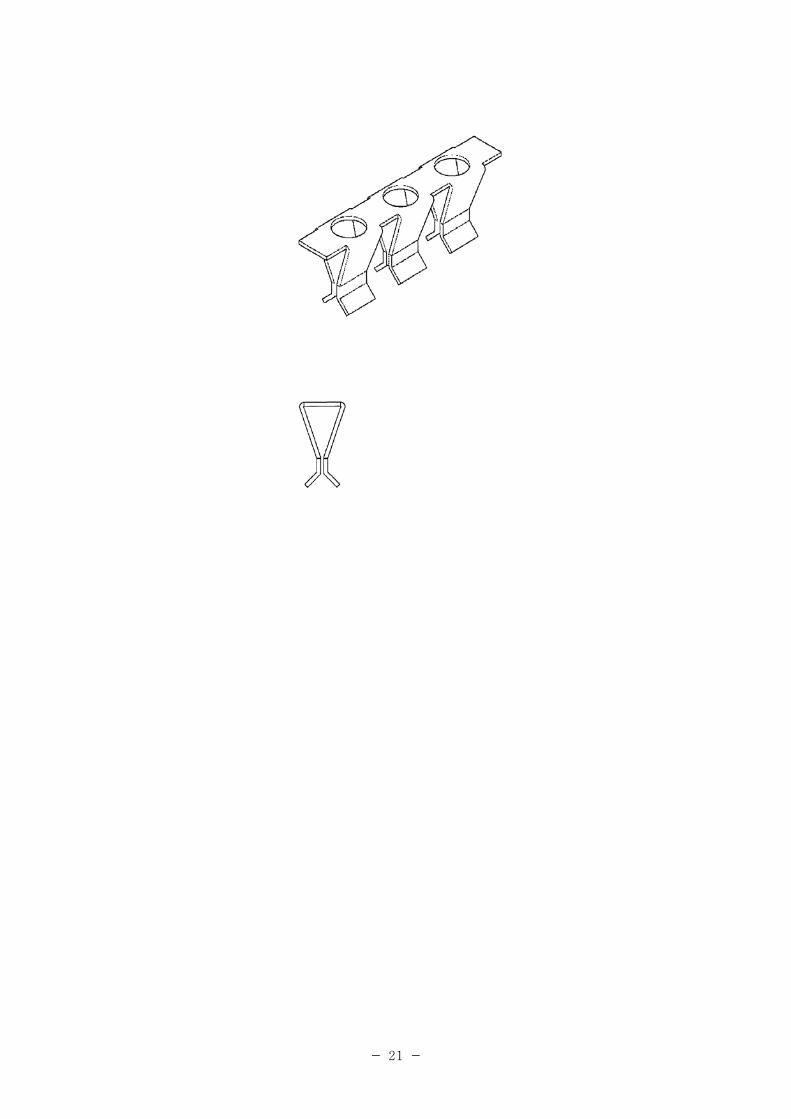
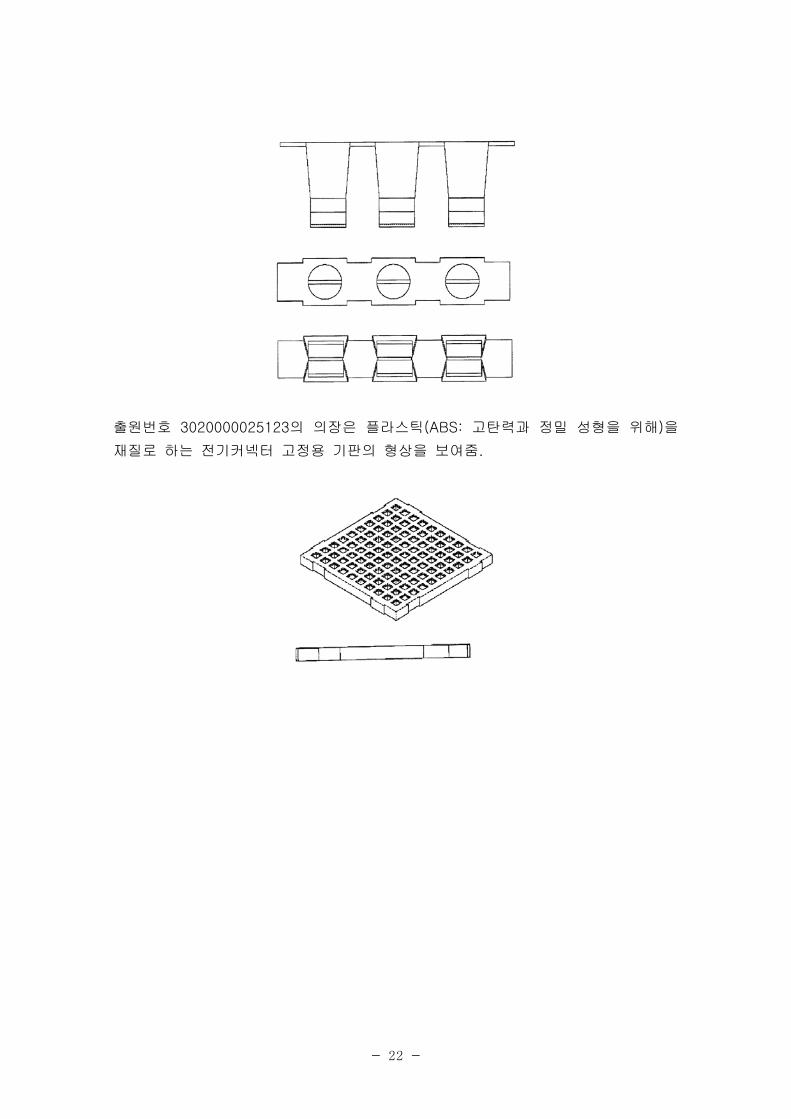
출원번호 의 의장은 전기가 흐르는 금속박판을 재질로 하는 전기커3020000025122
넥터의 형상을 보여주는데 다음의 그림들은 그 형상을 보여줌.
- 21 -
- 22 -
출원번호 의 의장은 플라스틱 고탄력과 정밀 성형을 위해 을3020000025123 (ABS: )
재질로 하는 전기커넥터 고정용 기판의 형상을 보여줌.
- 23 -
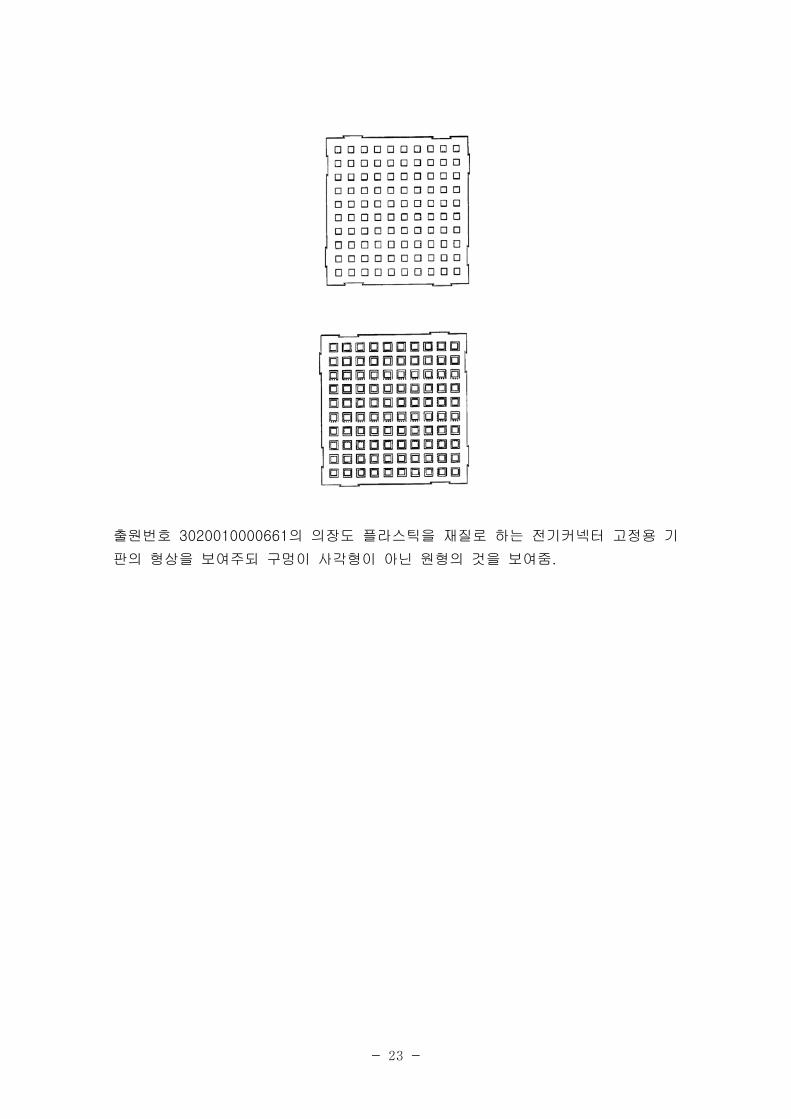
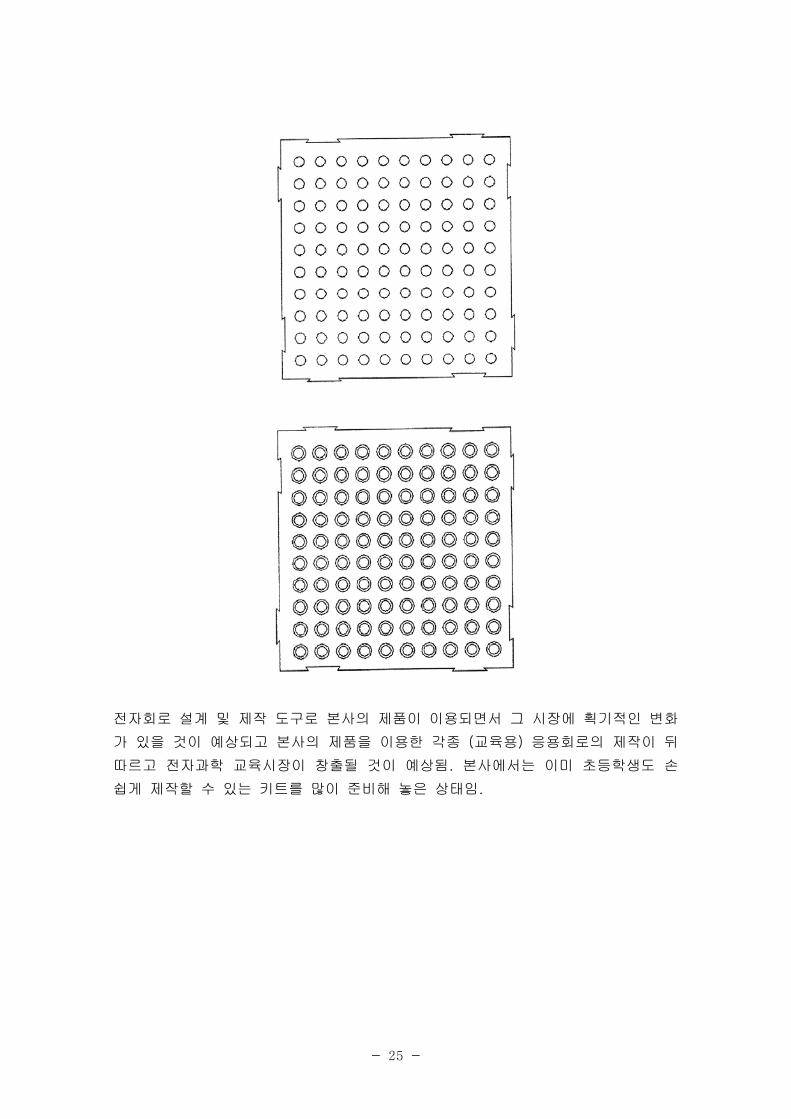
출원번호 의 의장도 플라스틱을 재질로 하는 전기커넥터 고정용 기3020010000661
판의 형상을 보여주되 구멍이 사각형이 아닌 원형의 것을 보여줌.
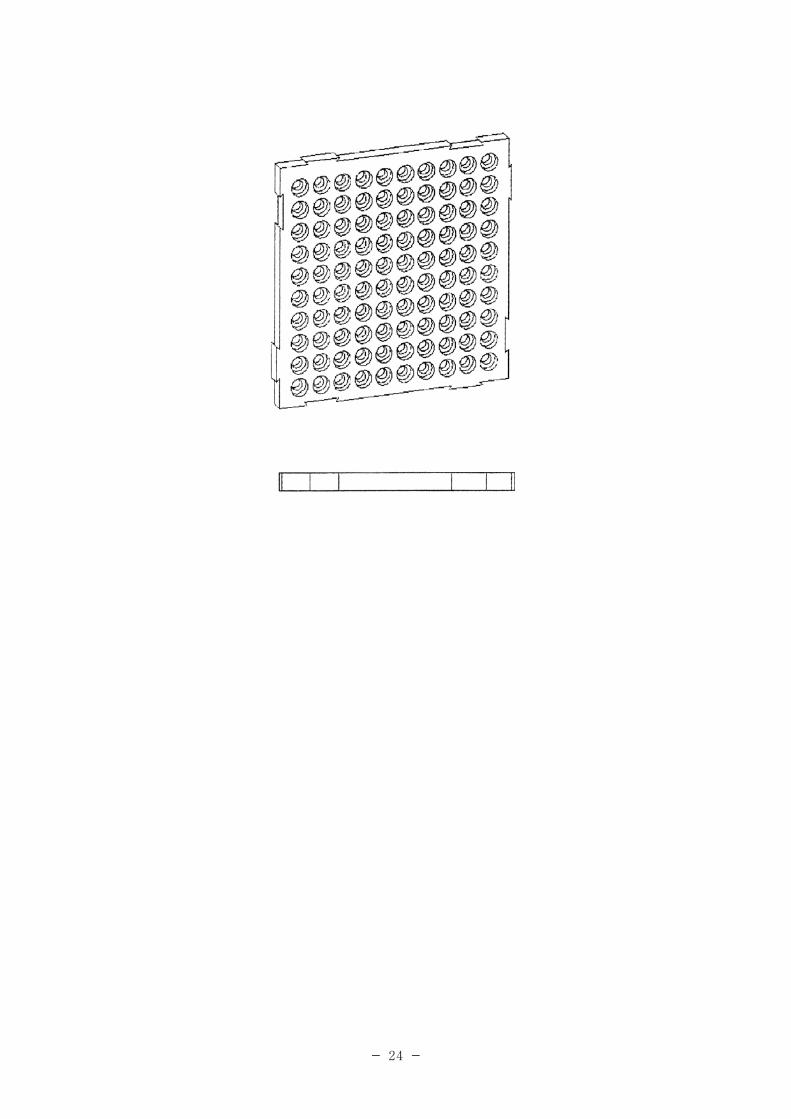
- 24 -
- 25 -
전자회로 설계 및 제작 도구로 본사의 제품이 이용되면서 그 시장에 획기적인 변화
가 있을 것이 예상되고 본사의 제품을 이용한 각종 교육용 응용회로의 제작이 뒤( )
따르고 전자과학 교육시장이 창출될 것이 예상됨 본사에서는 이미 초등학생도 손.
쉽게 제작할 수 있는 키트를 많이 준비해 놓은 상태임.
- 26 -
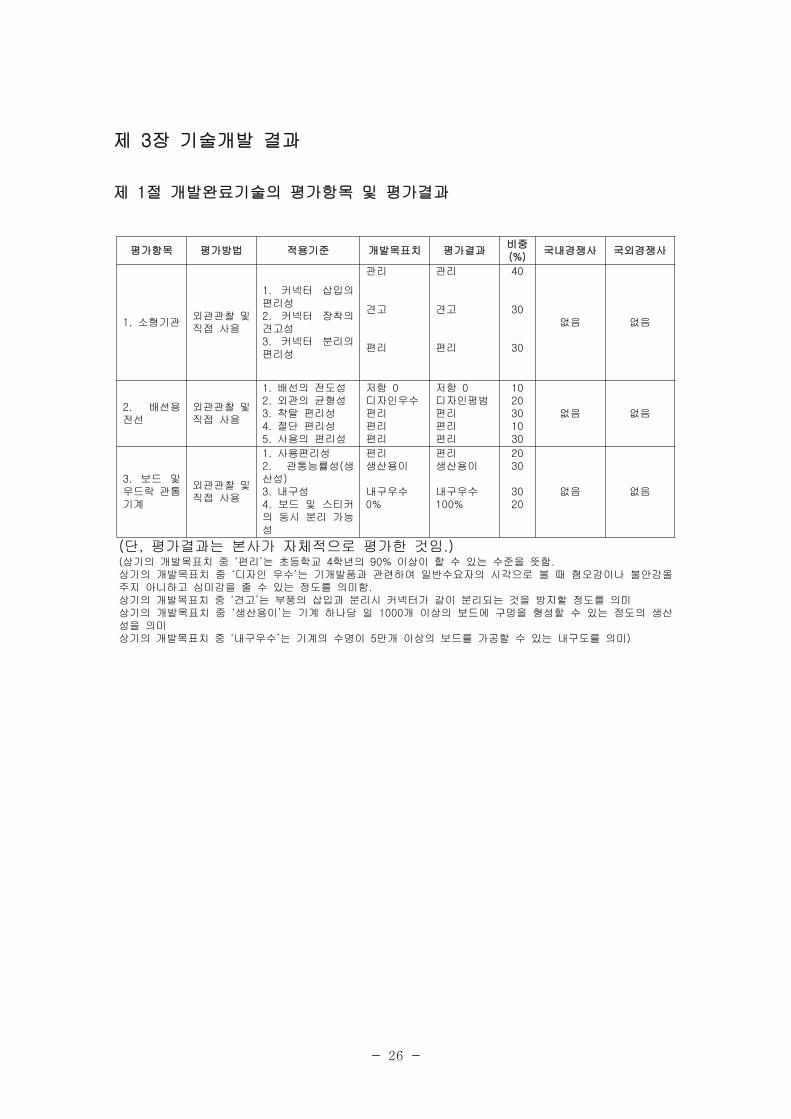
제 장 기술개발 결과3
제 절 개발완료기술의 평가항목 및 평가결과1
평가항목 평가방법 적용기준 개발목표치 평가결과비중(%)
국내경쟁사 국외경쟁사
소형기관1.외관관찰 및직접 사용
커넥터 삽입의1.편리성커넥터 장착의2.
견고성커넥터 분리의3.
편리성
관리
견고
편리
관리
견고
편리
40
30
30
없음 없음
배선용2.전선
외관관찰 및직접 사용
배선의 전도성1.외관의 균형성2.착탈 편리성3.절단 편리성4.사용의 편리성5.
저항 0디자인우수편리편리편리
저항 0디자인평범편리편리편리
1020301030
없음 없음
보드 및3.우드락 관통기계
외관관찰 및직접 사용
사용편리성1.관통능률성 생2. (
산성)내구성3.보드 및 스티커4.
의 동시 분리 가능성
편리생산용이
내구우수0%
편리생산용이
내구우수100%
2030
3020
없음 없음
단 평가결과는 본사가 자체적으로 평가한 것임( , .)상기의 개발목표치 중 편리 는 초등학교 학년의 이상이 할 수 있는 수준을 뜻함( ‘ ’ 4 90% .상기의 개발목표치 중 디자인 우수 는 기개발품과 관련하여 일반수요자의 시각으로 볼 때 혐오감이나 불안감올‘ ’주지 아니하고 심미감을 줄 수 있는 정도를 의미함.상기의 개발목표치 중 견고 는 부풍의 삽입과 분리시 커넥터가 같이 분리되는 것을 방지할 정도를 의미‘ ’상기의 개발목표치 중 생산용이 는 기계 하나당 일 개 이상의 보드에 구멍을 형성할 수 있는 정도의 생산‘ ’ 1000성을 의미상기의 개발목표치 중 내구우수 는 기계의 수명이 만개 이상의 보드를 가공할 수 있는 내구도를 의미‘ ’ 5 )

- 27 -
제 절 기술개발 완료에 따른 효과2
시장확보 및 매출액1.
아직 국내외에 널리 홍보되지는 않아 많은 매출이 있지는 않지만 전자회로의 중견
기업인 주 컴파일테크놀로지 등에서 본사의 제품에 많은 관심을 가지고 있고 매출( )
도 오름세임 년 매출액 원 년 매출액 원 매. (2001 : 11,699,791 2002 : 38,557,959 .→
출은 아직까지는 교육용 전자키트 중심도로 형성되어 있음.)
학교 대상 영업은 동원 사에서 일반 고객 대상 영업은 본사에서 하고 있음EnC , .
수출 및 수입대체 효과2.
마찬가지로 아직 널리 홍보되지 않아 수출이 많이 되고 있지는 않지만 해외에서도
상당한 관심을 보이고 있음 수출의 경우에 두 가지를 생각해볼 수 있는데 하나는.
본사의 개발기술인 기판과 커넥터의 수출이고 다른 하나는 본사의 기술을 이용한
전자키트의 수출임 모두 아직 초보적인 수준이나 본사의 대표가 출원 중인 국. PCT(
제특허 가 등록될 경우 두 분야 모두에서 획기적인 수출 증가가 기대되고 특히 기)
판과 커넥터의 경우 현재의 회로 설계 제작 도구보다 월등히 우수해서 두드러진 수
출 증가가 있을 것으로 예상됨.
수입의 경우에는 본사의 기술과 유사한 제품이 없어 기판과 커넥터의 수입대체 효
과는 생각하기 힘들고 다만 국내시장의 일부를 점하고 있는 외제 전자키트를 창의,
적으로 국산화할 수 있어 이의 수입대체 효과가 클 것이 예상됨.

- 28 -
특허출원 등록 및 품질인증 마크 획득 등3. ( ) ,
전술한 바와 같이 한 건의 특허와 세 건의 의장이 등록되었음 다시 한번 살펴보면. ,
이 중 특허 출원번호 는 국제 특허 출원중임 출원번호( 1020010021879) (PCT) . ( :
제목PCT/KR01/00994 Connector and substrate for electronic circuit fabrication)
기타4.
전자회로 설계 및 제작 도구로 본사의 제품이 이용되면서 그 시장에 획기적인 변화
가 있을 것이 예상되고 본사의 제품을 이용한 각종 교육용 응용회로의 제작이 뒤( )
따르고 전자 과학 교육시장이 창출될 것이 예상됨.

- 29 -
제 장 본사 개발품의 사용법4
제 절 기판과 커넥터1
기판의 고정1.
기판을 탄성체 물질 우드락 등 위에 셀로판 테이프 등으로 고정시킴 기판 중 구( ) .
멍이 큰 쪽이 위로 오게 고정시킴.
커넥터의 배치 및 삽입2.
커넥터를 기판 위의 적당한 위치에 삽입함 커넥터를 꽂기 전에 미리 기판 위에. (
커넥터와 배선과 부품들을 어떻게 배치 할지 설계한 후 커넥터 와 배선과 부품들( )
를 꽂는 것이 좋음 설계할 때에는 의 구멍이 있는 도면을 이용하면 좋음30×30 .)

- 30 -
커넥터를 삽입하는 요령:
커넥터는 별도의 도구가 없어도 이지 보드에 잘 부착이 됨.
커넥터 개를 이지 보드에 꽂을 때에는 먼저 세 개만 구부리고 구부린 개를 기판3 3
에 살짝 꽂음 다시 기판에 꽂힌 부분만 더 세게 눌러 완전히 들어가게 함 들어가. .
고 난 다음에는 구부러진 윗부분을 잡아서 앞뒤나 좌우로 흔들면 분리가 됨.

- 31 -
배선 꽂기3.
적당한 길이로 전선을 자르고 피복을 벗긴 후 피복 벗긴 부분을 직각으로 구부려
적당한 위치에 꽂음 본사가 이번 중소기업 기술혁신 개발사업을 통해 개발한 기계.
들을 이용하면 적당한 길이로 전선을 자르고 피복을 벗긴 후 피복 벗긴 부분을 직
각으로 구부리는 작업을 능률적으로 수행할 수 있음 굳이 전선을 일정한 길이로.
자르지 않고 피복 벗긴 부분을 직각으로 구부리지 않고 배선을 적당히 동그랗게 꽂
아도 되지만 보기에 좋지 않고 복잡해지고 커넥터가 인접 칸 칸 등 한 경우 배(1 , 2 )
선의 어려움이 있고 완성된 회로를 주의해서 다루지 않는 경우 전선이나 부품이 뽑
히거나 접촉불량이 생길 수 있는 문제점이 있음 배선이 기판에 직선으로 접하게.
꽂는 것이 좋음 편리성의 증대 집적화 가능 편의상 배선이 대각선이 아닌 수평. ( , ) ,
수직으로 되게 꽂는 것이 좋음.
부품 꽂기4.
마지막으로 부품 모듈 등 을 꽂으면 회로가 완성 됨(, ) .

- 32 -
제 절 소형보드2
의 경우와 같이 회로를 만들면 되나 탄성체 물질 우드락 등 을 기판 밑에 셀30×30 ( )
로판 테이프 등으로 부착하는 것이 아니라 소형 보드 구조체 안에 탄성체 물질을
집어 넣게 되어 있음.
제 절 홀스루 기계3
철심을 심어놓음1.
금속기판형의 구멍뚫을 위치에 철심들을 심어놓음 스티커 밑에 금속기판형이 있. (
음 철심들은 스티커에 도시된 위치에 꽂혀 있음 홀스루 기계는 이 금속기판형에. .)
심어놓은 철심들을 눌러 그 금속기판형과 똑같은 위치에 구멍을 뚫는 작업을 함.
철심들을 심어 놓은 후 가운데 나사 개를 조여 그 금속기판형을 홀스루 기계 내부2
에 고정시킴.
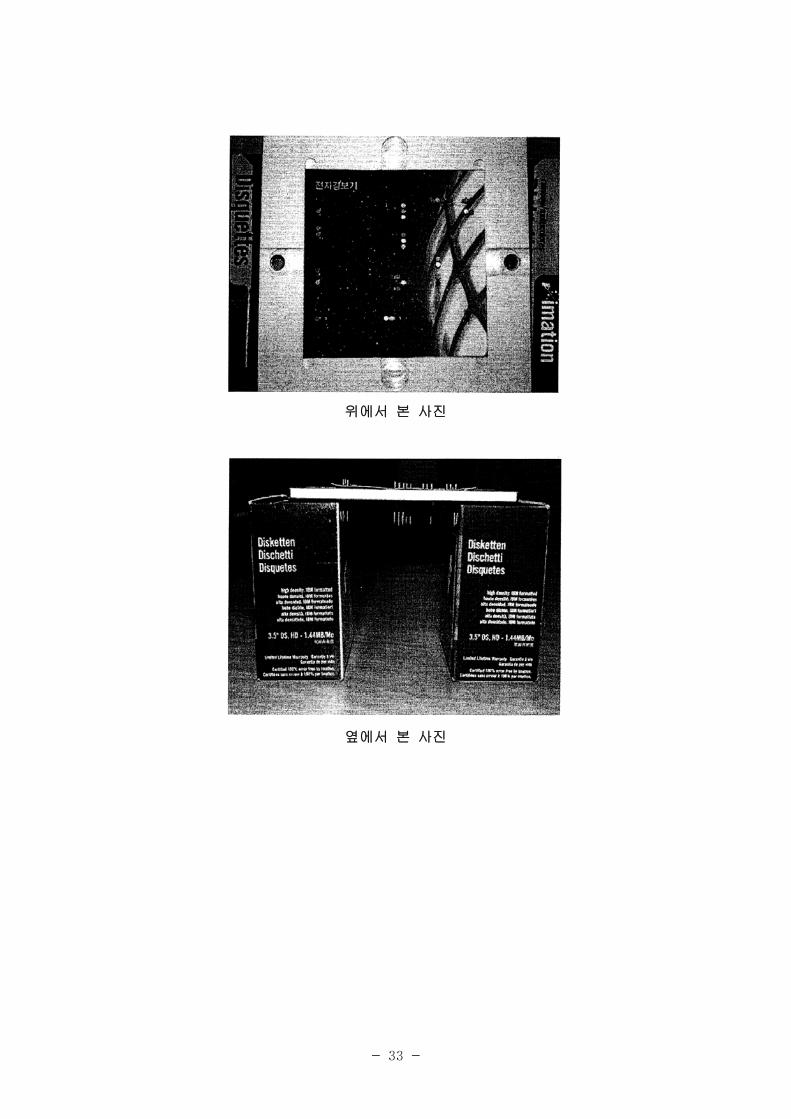
- 33 -
위에서 본 사진
옆에서 본 사진

- 34 -
기판의 고정2.
보통 회로를 고정할 때와는 달리 홀스루 기계를 사용하기 위해서는 그 기계의 구조
상 보드와 같은 크기의 탄성체 물질을 사용하여야 하고 그 탄성체 물질에 보드를
고정하기 위해서는 양면 테이프를 사용하면 편리함 본사의 전자키트 제품에는 커.
넥터 꽂는 위치를 알려주기 위해 보드 위에 스티커를 붙임 홀스루 기계는 정확히.
그 위치에 구멍을 뚫음.

- 35 -
앞에서 본 사진

- 36 -
위에서 본 사진 얇고 노란 직사각형이 커넥터 꽂는 구멍 뚫는 위치( ( ) )
기판받이에 기판을 넣음3.
기판을 기판받이에 넣음 기판받이 가운데 공간의 크기는 기판의 크기와 같음. .
- 37 -
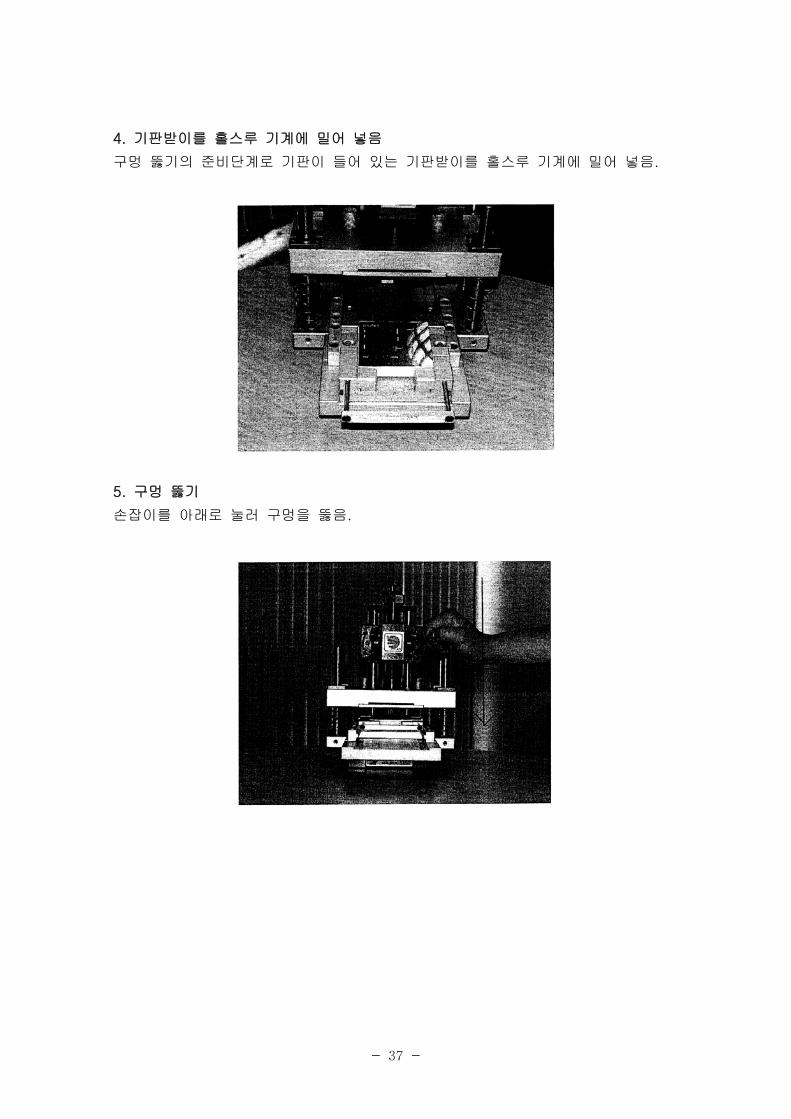
기판받이를 홀스루 기계에 밀어 넣음4.
구멍 뚫기의 준비단계로 기판이 들어 있는 기판받이를 홀스루 기계에 밀어 넣음.
구멍 뚫기5.
손잡이를 아래로 눌러 구멍을 뚫음.
- 38 -
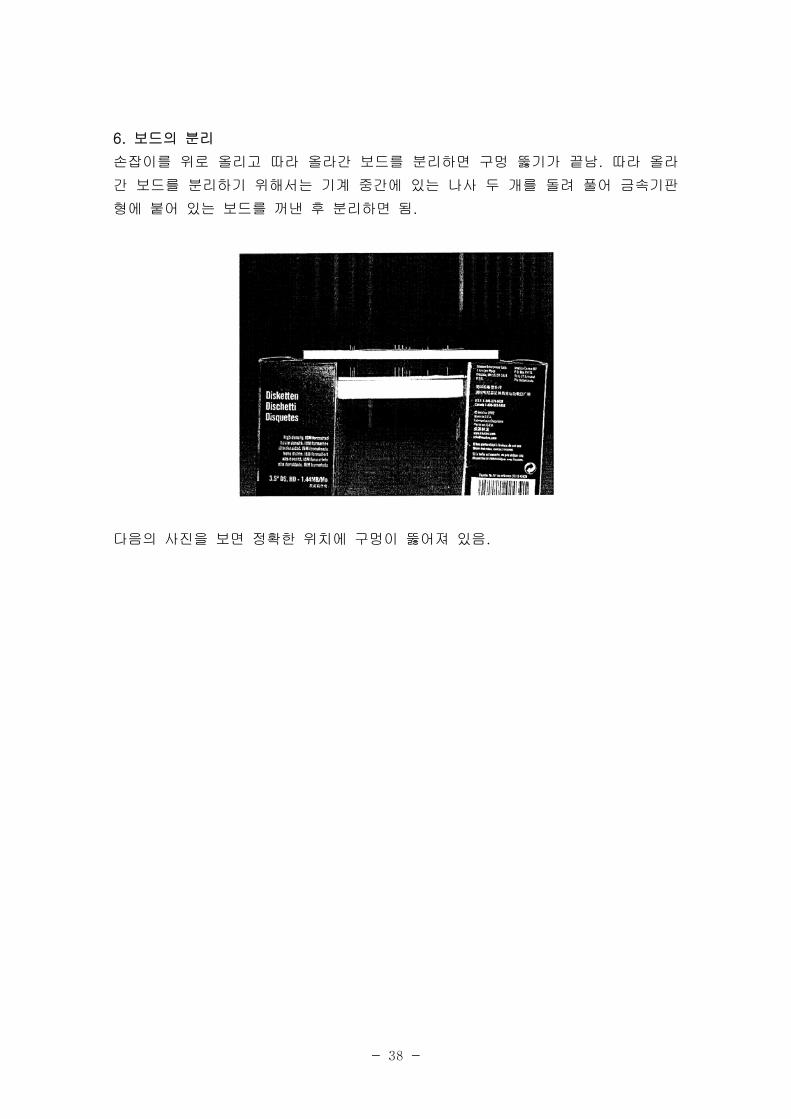
보드의 분리6.
손잡이를 위로 올리고 따라 올라간 보드를 분리하면 구멍 뚫기가 끝남 따라 올라.
간 보드를 분리하기 위해서는 기계 중간에 있는 나사 두 개를 돌려 풀어 금속기판
형에 붙어 있는 보드를 꺼낸 후 분리하면 됨.
다음의 사진을 보면 정확한 위치에 구멍이 뚫어져 있음.

- 39 -
제 절 전선을 일정한 길이로 자르고 피복을 일정한 길이로 벗기는 기계4
주의점1.
가 전원 전압은. AC 220V.
나 전용 전원코드 사용. .
다 본체 뒷면과 좌우 측면의 통풍구가 막히지 않도록 할 것.
라 평평한 곳에 설치.
마 너무 뜨거운 곳이나 너무 차가운 곳에 두지 않을 것.
바 비 맞는 곳에 두지 않을 것.
사 진동이 있는 곳에 두지 않을 것.
- 40 -
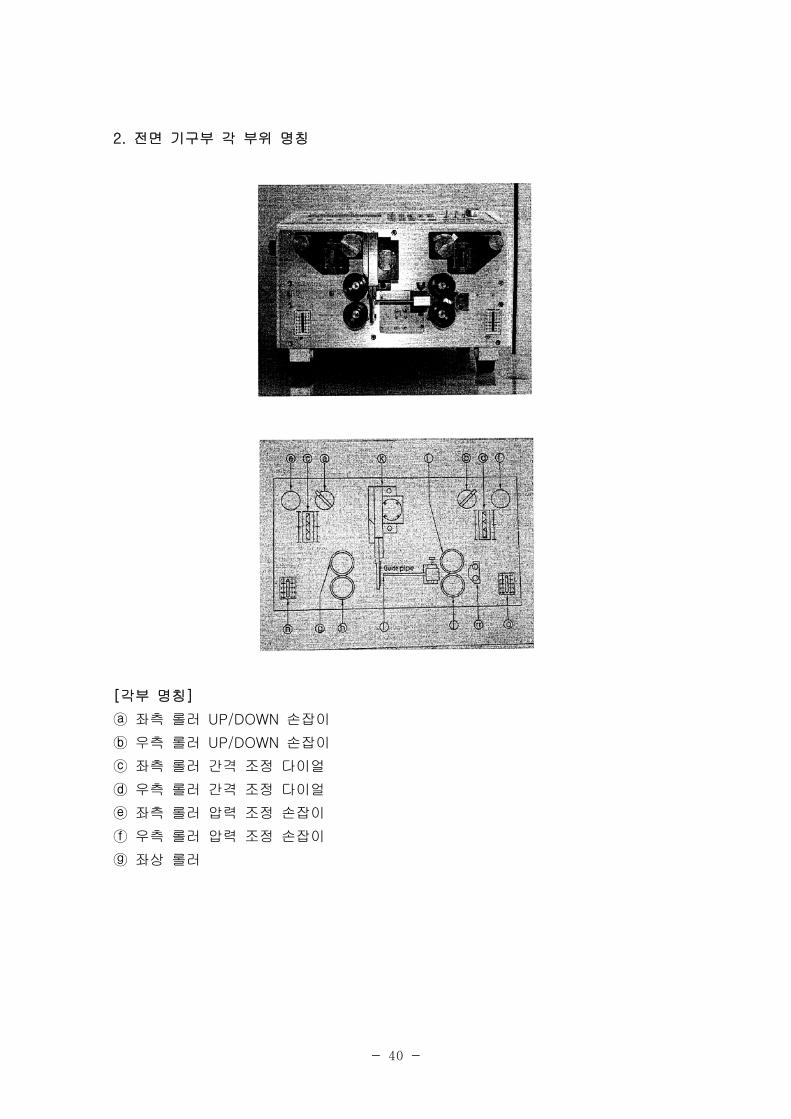
전면 기구부 각 부위 명칭2.
각부 명칭[ ]
좌측 롤러 손잡이UP/DOWNⓐ
우측 롤러 손잡이UP/DOWNⓑ
좌측 롤러 간격 조정 다이얼ⓒ
우측 롤러 간격 조정 다이얼ⓓ
좌측 롤러 압력 조정 손잡이ⓔ
우측 롤러 압력 조정 손잡이ⓕ
좌상 롤러ⓖ
- 41 -
좌하 롤러ⓗ
우상 롤러ⓘ
우하 롤러ⓙ
칼집ⓚ
가이드 파이프ⓛ
우측 선재 가이드ⓜ
좌측 롤러 압력 눈금ⓝ
우측 롤러 압력 눈금ⓞ
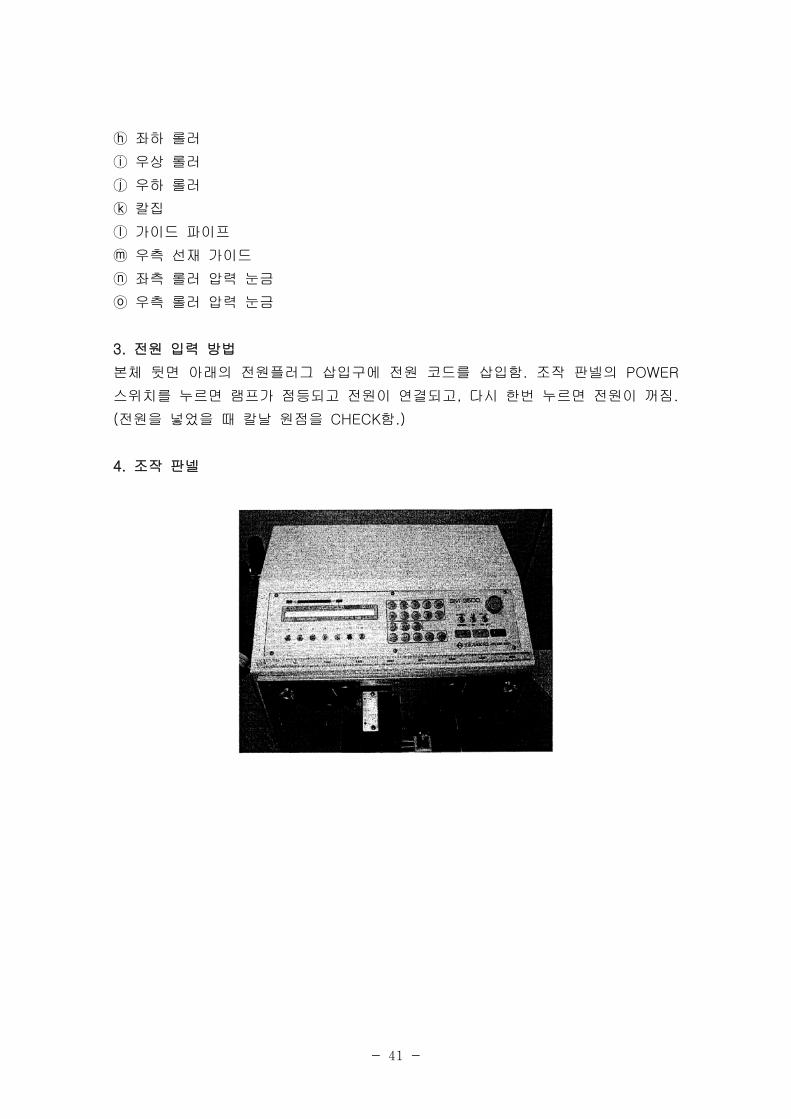
전원 입력 방법3.
본체 뒷면 아래의 전원플러그 삽입구에 전원 코드를 삽입함 조작 판넬의. POWER
스위치를 누르면 램프가 점등되고 전원이 연결되고 다시 한번 누르면 전원이 꺼짐, .
전원을 넣었을 때 칼날 원점을 함( CHECK .)
조작 판넬4.
- 42 -
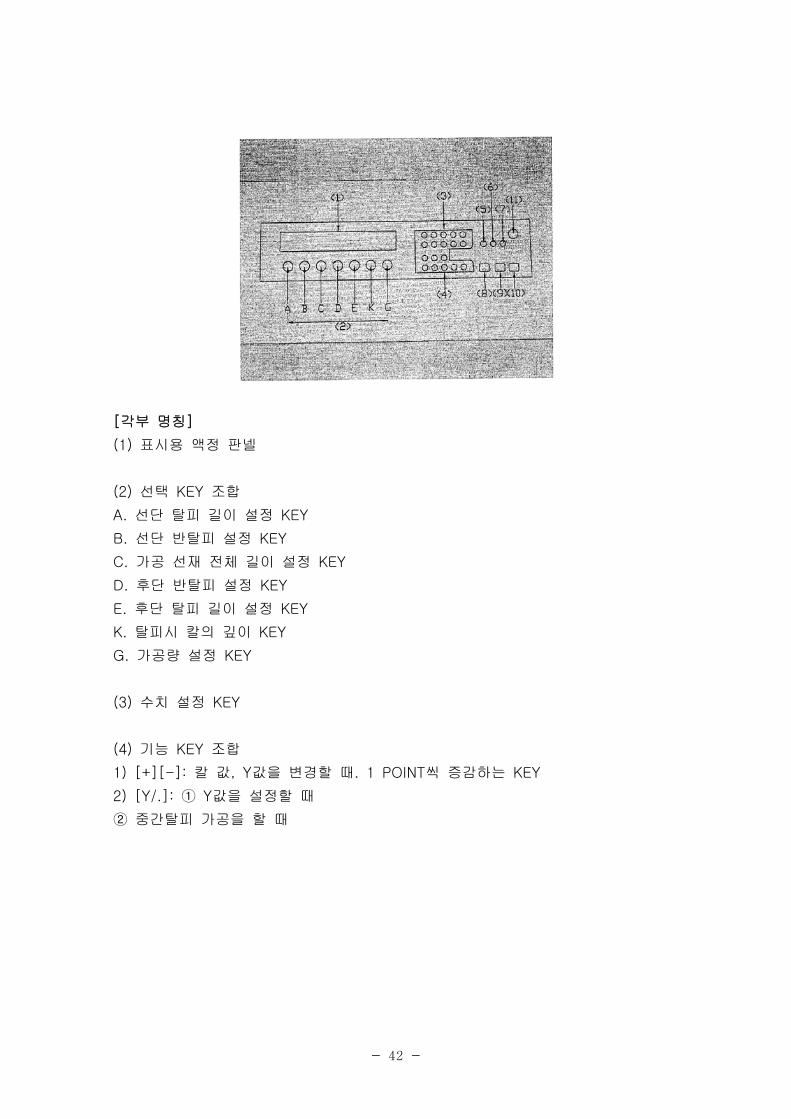
각부 명칭[ ]
표시용 액정 판넬(1)
선택 조합(2) KEY
선단 탈피 길이 설정A. KEY
선단 반탈피 설정B. KEY
가공 선재 전체 길이 설정C. KEY
후단 반탈피 설정D. KEY
후단 탈피 길이 설정E. KEY
탈피시 칼의 깊이K. KEY
가공량 설정G. KEY
수치 설정(3) KEY
기능 조합(4) KEY
칼 값 값을 변경할 때 씩 증감하는1) [+][-]: , Y . 1 POINT KEY
값을 설정할 때2) [Y/.]: Y①
중간탈피 가공을 할 때②
- 43 -
소수점 이하를 설정할 때③
묶음 단위를 선택할 때④
현재 가공 수량에서 을 뺌3) [-1]: 1 .
누르면서 지움 현재 가공수를 으로 함[-1] [ ] : 0 .
총계 가공 수량 합계 표시4) [ ] : KEY
지움 삭제 버튼5) [ ] :
기능 기능 호출시6) [F]: KEY ( )
누르면서 지움 모든 설정을 으로 해제함[F] [ ] 0 .※
입력 설정을 입력하는7) [ ]: KEY
기능 모드 전환 스위치(5)
절단 후 피복길이 이상일 때NORMAL - 50mm
절단 후 피복길이 이상일 때SHORT - 50mm
가이드 파이프 전환 보통선 가는선(6) S/W: 6 , 3φ φ
탈피된 피복 잔여물 제거용(7) AIR S/W:
시작 작업 개시(8) [START]: KEY ( )
정지(9) [STOP]: KEY
비상 정지 원점 기능(10) [E. STOP]: KEY, Cutter Check KEY
전원 입력(11) POWER S/W
- 44 -
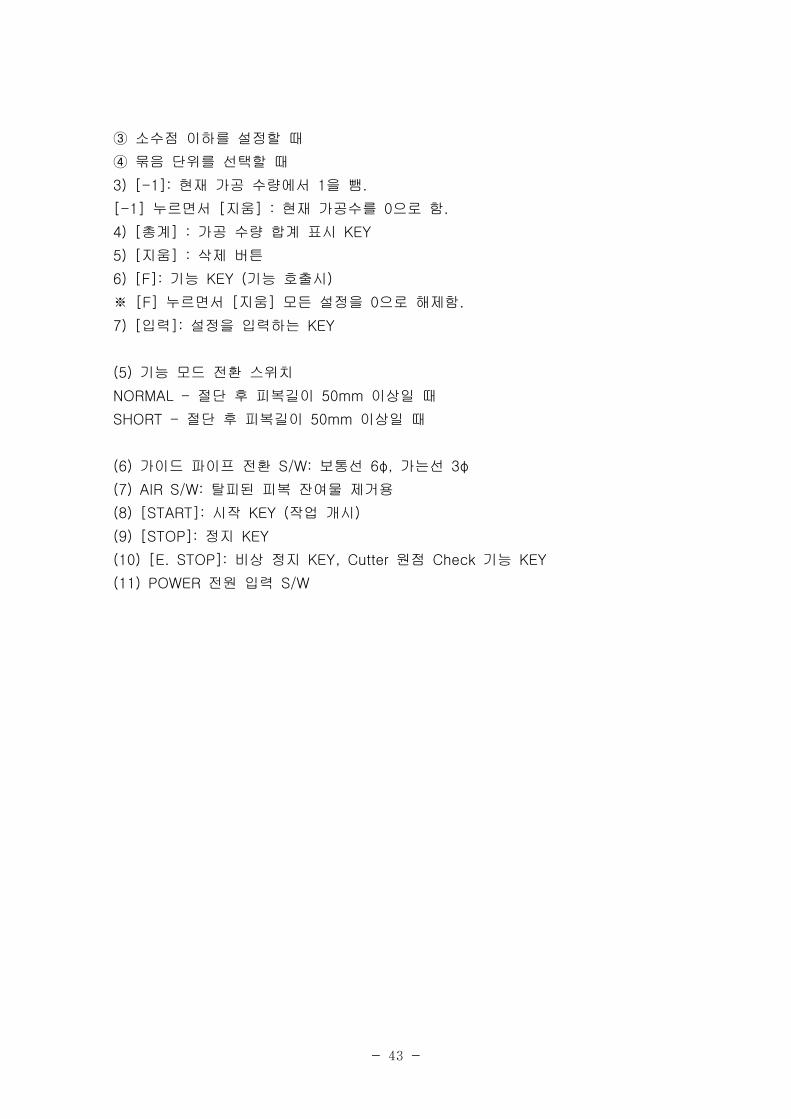
가공 조건의 설정 방법5.
위 그림의 선가공을 해봄 조작 판넬의 에서 의 순서로 설정해 나감. A G .
가 가공 길이 설정.
누르면 표시 판넬 아래 쪽에 메시지가 나오는데 이 때 숫자(1) [A] “Front strip”
를 누르고 선단 탈피 길이 입력 를 누름KEY [5] ( 5mm: a) [ ] KEY .
누르면 메시지 나오는데 숫자 누르고 선단 반(2) [B] “F. HALF-STRIP" KEY [0] (
탈피 길이 일 때 입력0 ) [ ]
누르면 메시지 나오는데 누르고 전체 길이가(3) [C] "LENGTH" [1][0] [0] (
입력100mm: L) [ ]
누르면 메시지 나오는데 누르고 후단 반탈피 길이(4) [D] “R. HALF-STRIP" [0] (
일 때 입력0 ) [ ].
누르면 메시지 나오는데 누르고 후단 탈피 길이(5) [E] “REAR STRIP" [5] (
입력5mm: b) [ ]
이상으로 가공 길이 설정이 완료됨.
- 45 -
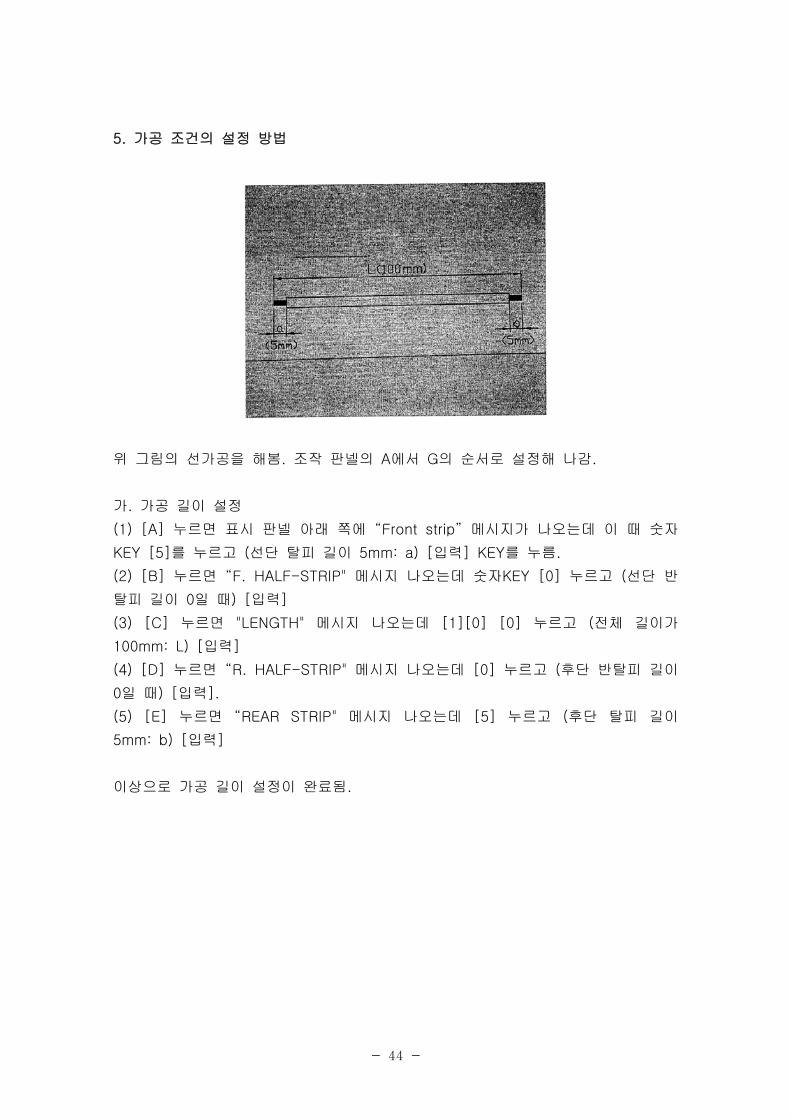
나 탈피시 칼의 깊이 설정.
를 누르고 눌러 입력 가공 전선 기준 이 수치는 선재 심[K] [2] [5] [ ]. ( AWG#20 )
선의 직경에 비례하여 결정됨 다음의 대략의 수치에 따라 시험 가공을 하고 심선.
에 흠집이 생기면 수치를 크게 탈피가 되지 않으면 작게 하면서 최적의 값을 선택,
하여 수치를 메모해 둠.
칼값 대략의 수치표[ , ]
탈피시 킬의 깊이 설정 버튼이 선택되어 있을 때는 이 치수의 변경은 기능“ ” “ KEY
조합 의 의 버튼으로 크게 할 수도 있고 작게 할 수도 있음” [+] [-] .
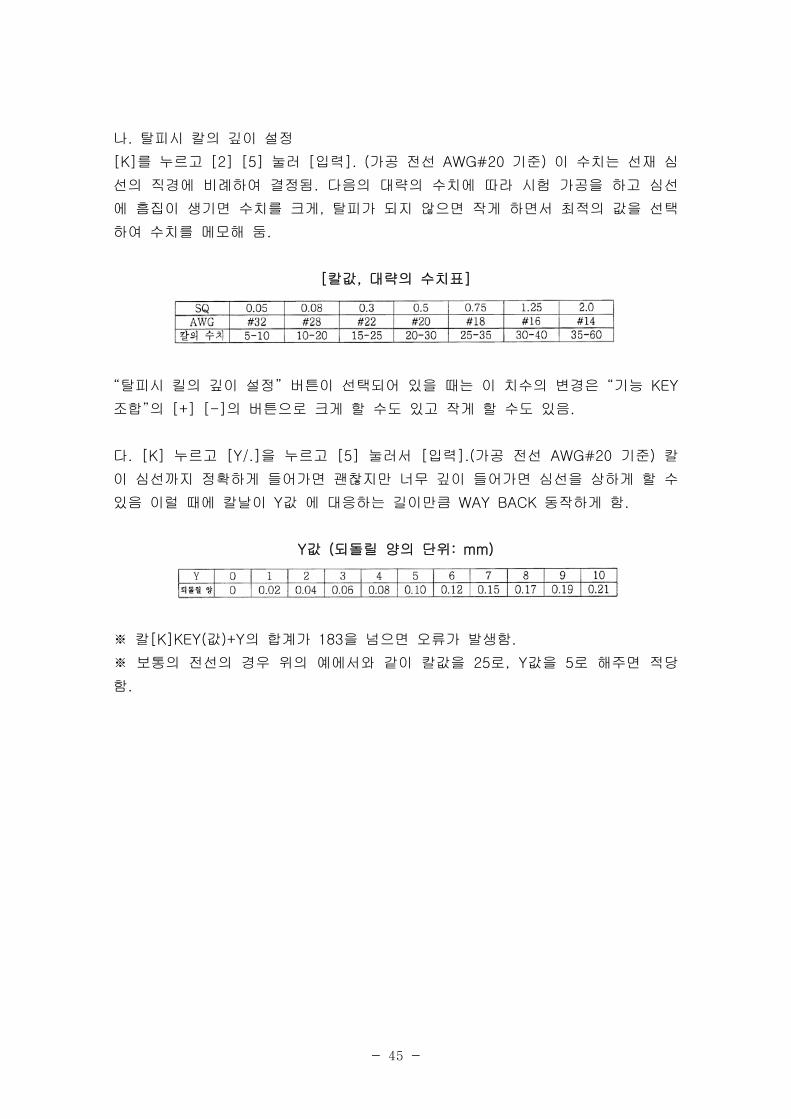
다 누르고 을 누르고 눌러서 입력 가공 전선 기준 칼. [K] [Y/.] [5] [ ].( AWG#20 )
이 심선까지 정확하게 들어가면 괜찮지만 너무 깊이 들어가면 심선을 상하게 할 수
있음 이럴 때에 칼날이 값 에 대응하는 길이만큼 동작하게 함Y WAY BACK .
값 되돌릴 양의 단위Y ( : mm)
칼 값 의 합계가 을 넘으면 오류가 발생함[K]KEY( )+Y 183 .※
보통의 전선의 경우 위의 예에서와 같이 칼값을 로 값을 로 해주면 적당25 , Y 5※
함.
- 46 -
라 가공 수량 설정.
누르고 작업수량이 일 경우 누르고 입력 최대 개까[G] 100EA [1][0][0] [ ]. 99,999
지 설정 가능함.
마 기능 설정방법. KEY F1 ~ F2
속도 설정(1) [F1] Roller
입력 속도 를 설정시 은 가공 전선을 이송[F] [1] [4] [ ]. (Roller 4 ) [F1]→ → →
할 때의 속도임 까지 설정 가능함 숫자가 클수록 고속임(1~7 . .)
단계Roller Speed
1 시 저속(Test )2 저속3 중속4 중속5 중속6 고속7 고속
속도 설정(2) [F2] Cutter
입력 속도 을 설정시 까지 설정 가능함[F] [2] [3] [ ]. (Cutter 3 ) (1~4 .→ → →
숫자가 클수록 고속임.
단계Cutter Speed
1 시 저속(Test )2 저속3 중속4 고속
가공전선의 굵기와 외피와 심선의 고착 상태에 따라 과 속도를 적절[F1] [F2]※
히 선택함.
- 47 -
은 일반 가공에는 사용하지 않고 표시용 액정 판넬에 모두 으로[F3] ~ [F8] 0※
되어 있어야 함.
틀렸거나 변경하고 싶을 때[ ]
변경하고자 하는 항목의 를 다시 누르면 변경 가능함 지움 입력 을 하KEY . [ ] [ ]→
면 해당 항목이 이 됨0 .
현재 수를 으로 하고 싶을 때[ 0 ]
누른 상태에서 지움 을 동시에 누름[-1] [ ] .
현재의 수를 줄이고 싶을 때[ ]
을 줄이고 싶은 숫자만큼 누름[-1] .
여기까지 가공 치수 입력 순서를 요약하면,※
선단 탈피 길이 입력[A] ( ) [5] [ ]① → →
선단 반탈피 길이 입력[B] ( ) [0] [ ]② → →
전체 길이 입력[C] ( ) [1][0][0] [ ]③ → →
후단 반탈피 길이 입력[D] ( ) [0] [ ]④ → →
후단 탈피 길이 입력[E] ( ) [5] [ ]⑤ → →
칼 값 입력[K] ( ) [2][5] [ ]⑥ → →
작업 수량 입력[G] ( ) [1][0][0] [ ]⑦ → →
칼 동작 입력[Y] ( ): [K] ) [Y/.] [5] [ ]⑧ → → →
지금까지 가공 치수 조건을 설정하여 입력한 표시 상태/ LCD※

- 48 -
선택 자동 이동 방법 누르면서 지움 누르면 표시가 모두 으로 되KEY : [F] [ ] 0※
고 가 점등됨 값을 설정하여 입력하면 가 점등되는데 이 때 을 설정[A] . [A] [B] [B]
입력하면 가 점등되고 이런 식으로[C] ...... [A] [B] [C] -> [D] [E]→ → → →
칼 값 까지 설정하면 가 점등되는데 이 때 값을 설정하면 됨[K] ( ) [G] [K] Y .→

- 49 -
바 를 하여 간격 조절하기. WIRE SET ROLLER
좌우측 손잡이를 위치 상측 가 위로 올려진 상(1) ROLLER UP/DOWN UP ( ROLLER
태 로 함) .
전선을 손으로 잡고 시작 쪽을 똑바로 펴줌 그리고 우측 선재가이드를 통과하(2) . ,
여 상하 사이로 가이드 파이프 속으로 선재를 칼날까지 밀어줌ROLLER .

- 50 -
손잡이를 이용해 우측 를 내림(3) Up/Down ROLLER .
전면 기구부의 우측 롤러 간격 조정 다이얼 을 돌려 전선을 손으로 당겨도(4) ( ))ⓓ
빠지지 않을 정도로 조정 함.
- 51 -
사 좌측 간격 조절. ROLLER
좌상 를 에 둠(1) ROLLER UP .
우상 를 에 둠(2) ROLLER UP .
전선을 좌측 사이에 넣음(3) ROLLER .
- 52 -
좌상 를 에 둠(4) ROLLER DOWN .
전면 기구부의 좌측 롤러 간격 조정 다이얼 을 돌려 전선을 손으로 당겨도(5) ( ))ⓒ
빠지지 않을 정도로 조정 함.

- 53 -
우상 를 에 둠(6) ROLLER DOWN .
아 기능 모드 전환 스위치 선택.
탈피 후 남은 피복의 길이 가 이하의 짧은 가공을 할 때는(L-(a+b)) 49.9 SHORT㎜
로 하고 이상의 가공을 할 때는 로 함, 50 NORMAL .㎜
- 54 -
자 가이드 파이프 전환 스위치.
보통선 가는선6 , 3φ φ
차 스위치. AIR
탈피된 피복 등 칼날 주위를 로 불어내어 줌ON: AIR .
비사용OFF: AIR
카 설정완료 시험가공 및 본가공. ,
누르면 전선이 가공됨(1) [START] .
누르면 가공 중단(2) [STOP]
가공된 선재 확인(3)
가공 상태가 좋으면 가공 수량을 다시 입력하고 본 가공을 함(4) .
설정 오류6.
다음의 경우 시작 버튼을 눌러도 삐 소리 나며 정지함 정지 버튼을 눌러 오류 해.
제 후 다음에 해당하는 것이 없는지 확인 필요
가 모드에서 탈피 후 남은 피복의 길이가 이하이지 않은가. NORMAL 49.9 ?㎜
나 모드에서 탈피 후 남은 피복의 길이가 이상이지 않은가. SHORT 50 ?㎜
다 반탈피 길이가 탈피 길이보다 길지 않은가. ?
라 전체길이가 너무 길지 않은가 를 넘을 때. ? (10m )
마 선단 탈피 길이가 이상 후단 탈피 길이가 이상이지 않은가. 35 , 60 ?㎜ ㎜
바 속도 가 또는 이지 않은가. ROLLER [F1] 8 9 ?
사 탈피 길이의 합계가 전체 길이보다 길 때.
아 칼의 설정 값이 너무 클 때.
- 55 -
절단만 하는 경우7.
전체 길이만 입력하고 선단 후단 선단 반 탈피를 모두 으로 설정함 속도, , 0 . [F1]
속도는 설정하고 작업함/[F2] .
압력 조정8. ROLLER
선재가 많이 딱딱할 때나 피복이 탈피가 힘든 선재는 롤러 압력을 올림 전면 기구.
부의 좌상 우상에 있는 롤러 압력 조정 손잡이 를 돌리면 됨 숫자가 클수, ( , ) .ⓔ ⓕ
록 압력이 강해짐.
간단한 시험가공9.
을 누르면서 를 누름 설정에 관계 없이 개만 가공할 수 있음 심[STOP] [START] . 1 .
선이 상하는 경우 칼 값만 수정하여 간단히 본 가공 전 를 할 수 있음CHECK .
묶음 단위의 가공 수량 설정※
가령 입력 입력 으로 입력하면 후 개 작업 후, [G][1000][ ][Y][100][ ] , START 100
정지 와 함께 작업을 중지함 다시 를 누르면 개부터 개까BUZZER . [START] 101 200
지를 작업 후 정지 와 함께 작업을 중지함 이 때 를 누르면 다시BUZZER . [START]
개부터 개까지 가공하고 이러기를 개 다 가공할 때까지 계속함 해201 300 ...... 1000 .
제하려면 수량을 다시 입력하면 됨[G] .
제 절 전선의 피복 벗긴 부분을 직각으로 구부리는 기계5
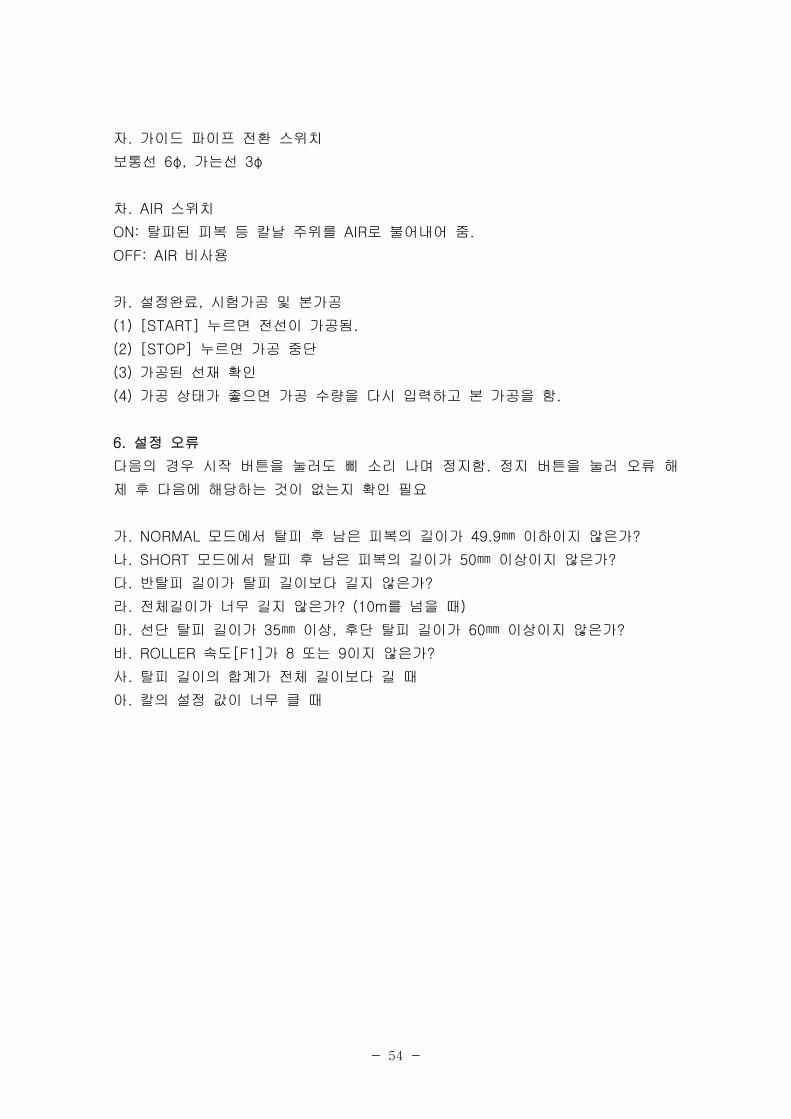
현재는 다음 세 가지 규격의 전선만 구부릴 수 있음.
- 56 -
단위( mm)
세 가지 모두 피복 벗긴 길이가 양쪽 각각 인데 구부리면 가 됨4mm , 3.9mm .
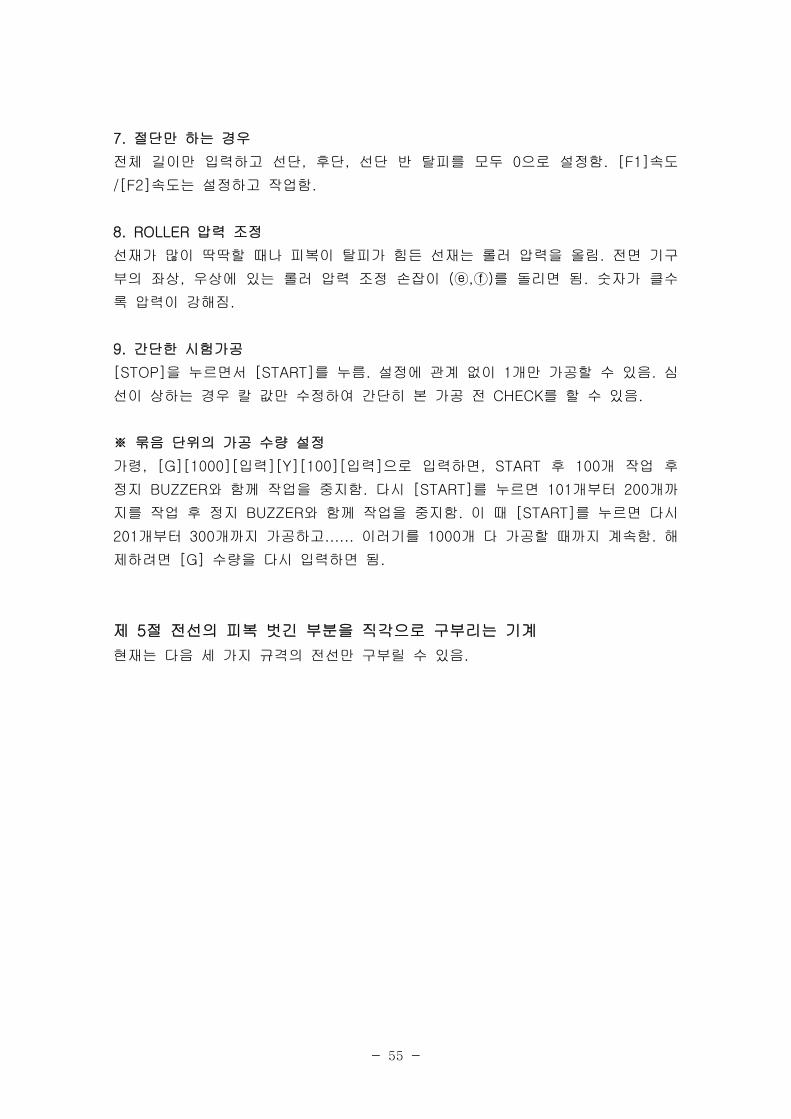
가공전 전선의 사진 왼쪽부터 가운데 피복부분의 길이가( 4.3mm, 6.8mm,
9.5mm):

- 57 -
전선을 받침대에 실음1.
한번에 각 규격당 개씩 가공할 수 있으나 여기에서는 개씩 가공함9 5 .
밑받침 형틀을 기계에 고정함2.
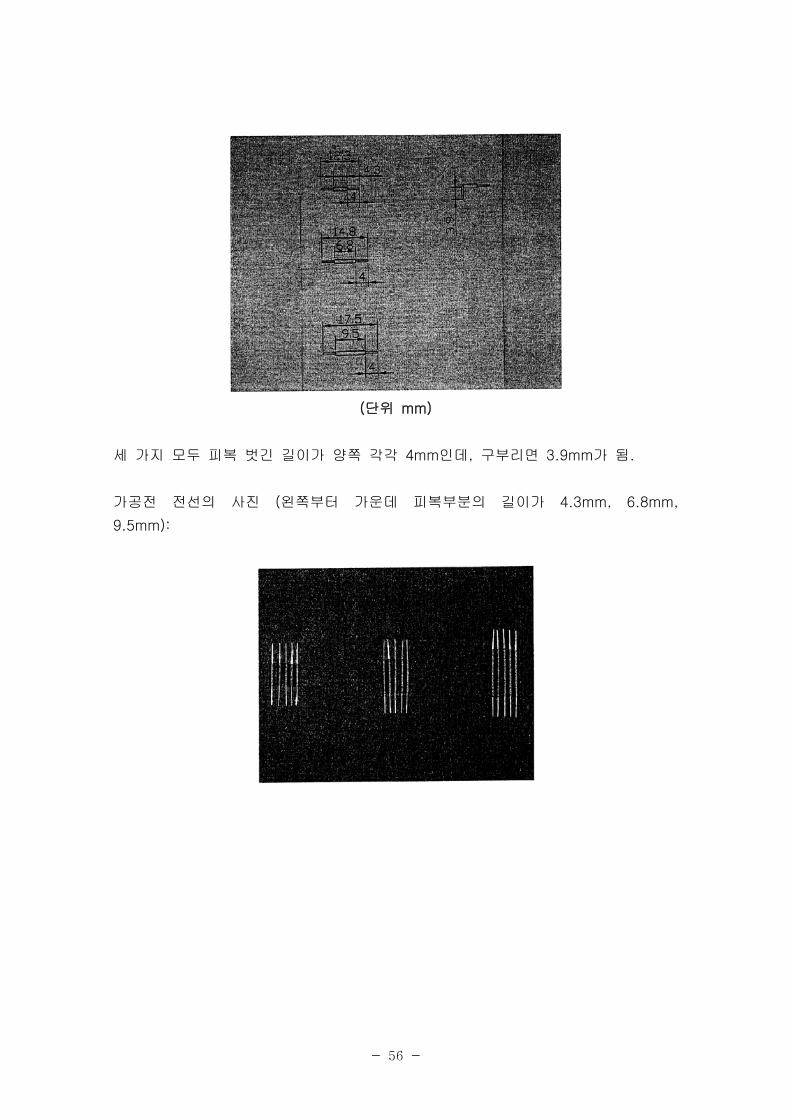
손잡이를 내리 누름3.
- 58 -
손잡이를 내리누르면 피복 벗긴 부분들이 직각으로 구부러짐.
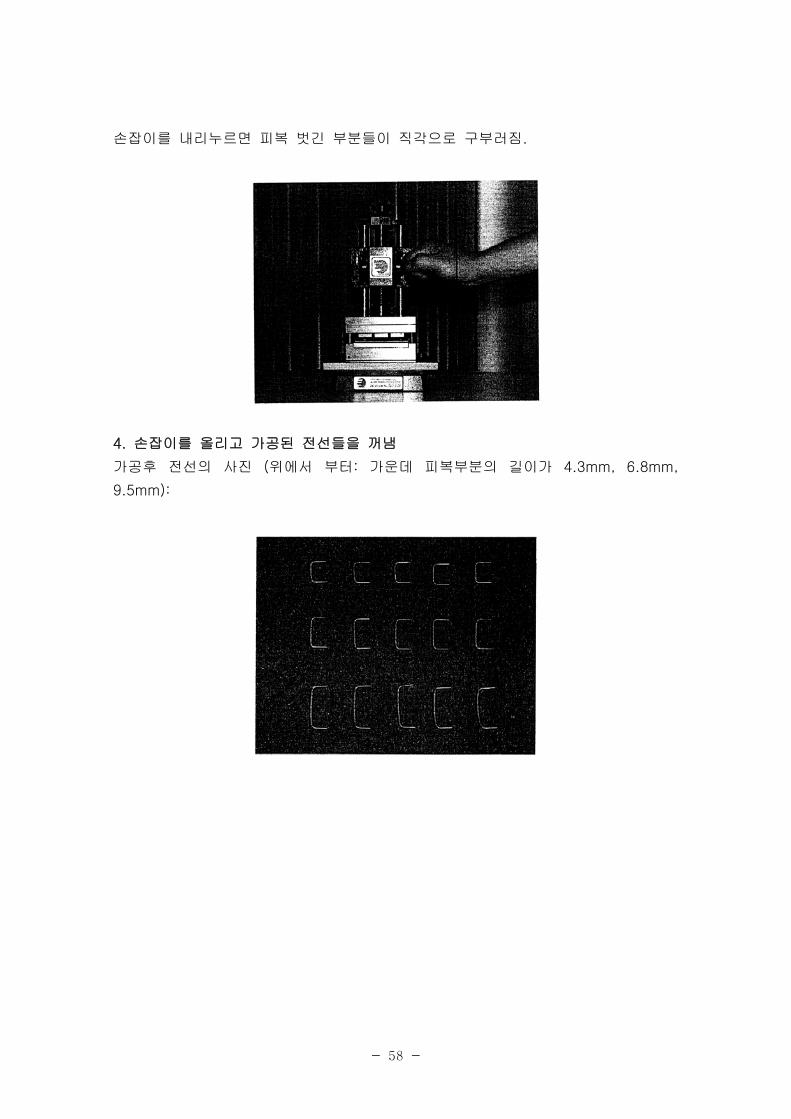
손잡이를 올리고 가공된 전선들을 꺼냄4.
가공후 전선의 사진 위에서 부터 가운데 피복부분의 길이가( : 4.3mm, 6.8mm,
9.5mm):
- 59 -
제 장 결론5
본사는 금번 중소기업 기술혁신 개발 사업에서 조립식 전자 회로 설계 및 제작 도
구 개발의 완성을 위한
소형보드의 개발1.
조립식 전자회로 설계 및 제작을 위한 배선용 전선의 개발2.
보드 및 보드 하부 탄성체 물질로 부품 및 배선용 전선이 쉽게 삽입될 수 있게3.
끔 보드 상판의 종이 및 탄성체 물질을 관통할 수 있는 삽입구 제작 기계 보드 관(
통 기계 홀스루 기계 의 개발에 성공하였다고 사료됨, ) .



![최종보고서 [기관고유연구사업] 최종보고서 [기관고유연구사업] 2016년 03월 07 일 과제책임자 : 정 진수 (인) 국 립 암 센 터 원 장 귀 하 과제고유번호1510650-1](https://img.pdfslide.tips/doc/110x75/5fd76995d055fd112c28af86/oeeeoe-eeeoee-oeeeoe-eeeoee.jpg)











![최종보고서 〈 목 차 〉 [기관고유연구사업] 최종보고서 [기관고유연구사업] 2015 년 10 월 28 일 과제책임자 : 최귀선 (인) 국 립 암 센 터 원](https://img.pdfslide.tips/doc/110x75/5f5a7ef5a6cf4d54e85ddcde/oeeeoe-e-eeeoee-oeeeoe-eeeoee.jpg)










![최종보고서 [기관고유연구사업] - 1 - 최종보고서 [기관고유연구사업] 2015년 10월 28일 과제책임자 : 이 호 (인) 국 립 암 센 터 원 장 귀 하](https://img.pdfslide.tips/doc/110x75/5e3793e3134c2e59fb2801a0/oeeeoe-eeeoee-1-oeeeoe-eeeoee.jpg)


