Embed Size (px)
Citation preview

SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
PRAKTIKUM ZA LABORATORIJSKE VJEŽBE
Razradio: Igor Gabrić, pred.
Split, 2013.
Studij konstrukcijskog strojarstva 2
Sadržaj
VJEŽBA br. 1 - VRSTE I SVOJSTVA TEHNIČKIH MATERIJALA ............................... 3
VJEŽBA br. 2 - KRIVULJA GRIJANJA I HLAĐENJA ČISTOG METALA .................... 9
VJEŽBA br. 3 - ALOTROPSKE MODIFIKACIJE / TOPLINSKA VODLJIVOST MATERIJALA ........................................................................................ 15
VJEŽBA br. 4 - KRIVULJE GRIJANJA I HLAĐENJA LEGURA .................................. 20
VJEŽBA br. 5 - METALOGRAFIJA ................................................................................. 24
VJEŽBA br. 6 - EUTEKTIČKI DIJAGRAMI SLIJEVANJA ............................................ 29
VJEŽBA br. 7 - EUTEKTIČKI DIJAGRAM SLIJEVANJA KOMPONENTI POTPUNE RASTVORIVOSTI U TALINI I POTPUNE
NERASTVORIVOSTI U KRUTNINI / DIJAGRAM SLIJEVANJA KOMPONENTI POTPUNE RASTVORIVOSTI U TALINI I KRUTNINI ............................................................................................. 36
VJEŽBA br. 8 - PERITEKTIČKI DIJAGRAM SLIJEVANJA .......................................... 42
VJEŽBA br. 9 - STABILNI DIJAGRAM SLIJEVANJA Fe – C ....................................... 46
VJEŽBA br.10 - METASTABILNI DIJAGRAM SLIJEVANJA Fe – Fe3C ...................... 53
VJEŽBA br.11 - VLAČNA PROBA ................................................................................... 59
VJEŽBA br.12 - ISPITIVANJE TVRDOĆE: METODA PO BRINELL-u, VICKERS-u i POLDY-u .......................................................................... 63
VJEŽBA br.13 - ISPITIVANJE TVRDOĆE: PO METODI ROCKWELL-B,
ROCKWELL-C i SHORE ........................................................................ 70
VJEŽBA br.14 - ISPITIVANJE DINAMIČKE IZDRŽLJIVOSTI ISPITIVANJE UDARNE ŽILAVOSTI PO CHARPY-u ......................... 76

Studij konstrukcijskog strojarstva 3
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.1
VRSTE I SVOJSTVA TEHNIČKIH MATERIJALA
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 4
Svrha vježbe je upoznavanje materijala koji se susreću u praksi i načina na koji se ti
materijali mogu raspoznavati. U drugom dijelu vježbe opisana su mehanička svojstva
materijala i kvalitativni načini usporedbe tih svojstava kod različitih materijala.
A.) VRSTE MATERIJALA I NJIHOVO RASPOZNAVANJE
A1.) VRSTE TEHNIČKIH MATERIJALA
Materijali koji se najčešće susreću u strojarskoj i brodograđevnoj praksi:
- metali
- polimeri
- keramike
- kompoziti (kombinacije gore navedenih materijala)
- drvo
Metali:
- gvožđa (legure na bazi željeza i ugljika kao osnovnih legirnih elementa za nelegirane i
legirane čelike te ljevove uz dodatke legirnih elemenata – Cr, Ni, Mn, Si, V, Cu, Al,
Ti, Nb, Mo, …)
- aluminijske legure (vučeni i valjani proizvodi te ljevovi)
- legure bakra (mjedi i bronce)
- ostale legure (na bazi titana, nikla, magnezija …)
Polimerni materijali:
- elastomeri (guma)
- plastomeri ili termoplasti (zagrijavanjem omekšavaju i mogu mijenjati oblik kojeg
nakon hlađenja zadržavaju – PVC, polietilen, politetrafluoretilen ili teflon, aramid ili
kevlar)
- duromeri ili duroplasti ili termostabili (zagrijavanjem ne mogu mijenjati oblik nego se
na određenim temperaturama raspadaju – bakelit, epoksidi, polieseteri, poliamidi i
silikoni)
Studij konstrukcijskog strojarstva 5
Keramike:
- tradicionalne
o proizvodi od gline (lonci, posuđe)
o konstrukcijski materijali u građevinarstvu (opeka, crijep, beton)
o stakla (boce, laboratorijska oprema)
o vatrootporni materijali (kuhinjsko posuđe, opeke u pećima – šamot)
o bijela keramika (sanitarije, emajl)
- industrijske
o termokeramika (lonci za taljenje na visokim temperaturama)
o elektrokeramika (poluvodiči, izolatori)
o magnetokeramika (keramike sa izraženim magnetskim svojstvima)
o mehanokeramika (elementi strojeva podložni habanju, rezni alati)
o kemokeramika (kemijske instalacije)
o biokeramika (ortopedska i stomatološka protetika)
o optokeramika (prozorska stakla)
Keramike su u osnovi karbidi, oksidi ili nitridi (kamen, porculan, rezne pločice)
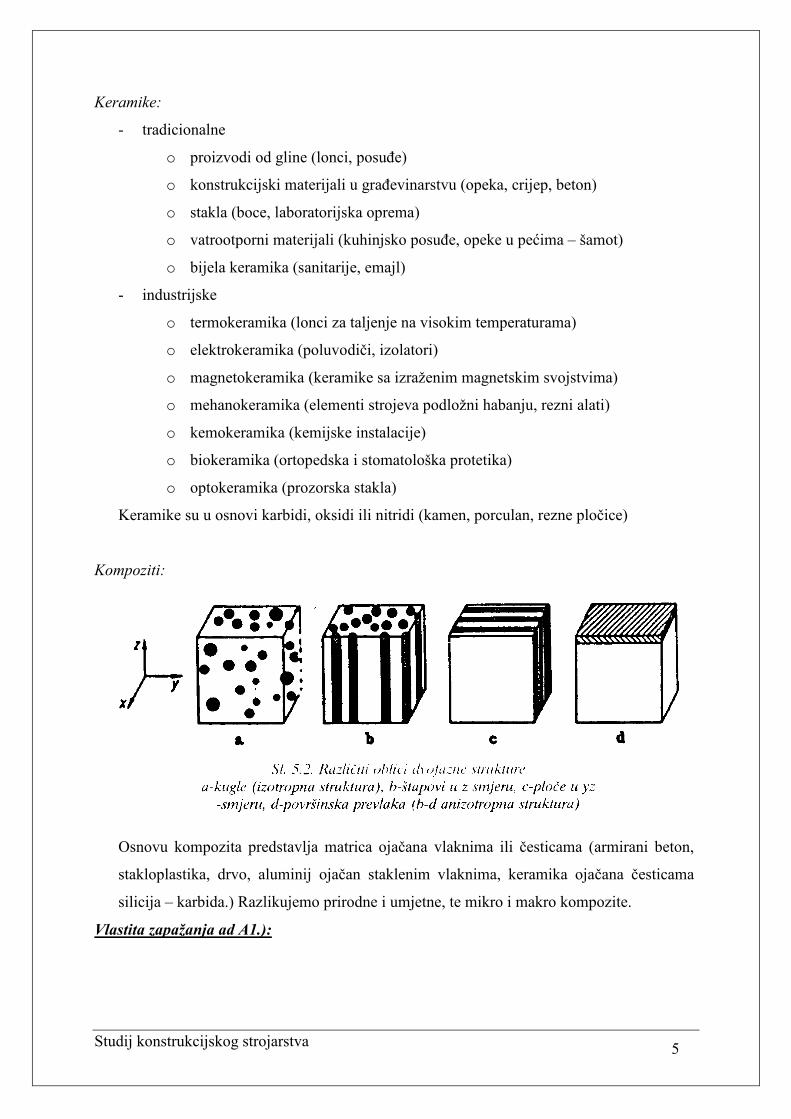
Kompoziti:
Osnovu kompozita predstavlja matrica ojačana vlaknima ili česticama (armirani beton,
stakloplastika, drvo, aluminij ojačan staklenim vlaknima, keramika ojačana česticama
silicija – karbida.) Razlikujemo prirodne i umjetne, te mikro i makro kompozite.
Vlastita zapažanja ad A1.):
Studij konstrukcijskog strojarstva 6
A2.) RASPOZNAVANJE MATERIJALA Tehnički materijali se mogu raspoznavati kako vizualno tako i izvođenjem određenih
ispitivanja. Najčešće se raspoznaju prema nekima od navedenih svojstava:
- boja površine
vizualno
- specifična težina
mjerenjem volumena i vaganjem
- refleksija svijetla (metalna površina)
vizualno
- magnetičnost
pomoću magneta
- toplinska i električna vodljivost
pomoću izvora topline
- mehanička svojstva materijala (tvrdoća, čvrstoća, žilavost, rastezljivost…)
tvrdoća - grebanjem uzoraka iz različitih materijala jedan po drugom i usporedba
otisaka (tvrđi materijal ostavlja trag na mekšemu, čvrstoća i rastezljivost – kidalica,
žilavost – Sharpyev bat)
- prigušenje zvuka nakon udara o površinu predmeta
udarcem čekića o površinu uzorka i mjerenjem vremena prigušenja zvuka
- sposobnost obrade na sobnoj, sniženoj ili povišenoj temperaturi
deformiranjem uzoraka na različitim temperaturama (savijanjem u škripcu)
- oblik i namjena predmeta (odljevci, otkivci …)
razni dijelovi strojeva iz svakodnevnog života
Vlastita zapažanja ad A2.):

Studij konstrukcijskog strojarstva 7
B.) SVOJSTVA MATERIJALA
Tehnički materijali se međusobno razlikuju po svojim svojstvima i to:
- mehaničkim (tvrdoća, čvrstoća, žilavost, elastičnost)
- fizikalnim (gustoća, talište, viskozitet)
- tehnološkim (daju informaciju o njegovoj obradivosti – sposobnost deformiranja u
hladnom i toplom stanju, zavarljivost, livljivost, toplinska obradivost)
KRUTOSTČVRSTOĆAŽILAVOSTMASA
NISKA KRUTOST !
NISKA ČVRSTOĆA !
NISKA ŽILAVOST !
VELIKA MASA (GUSTOĆA) !
SVE U REDU !
Studij konstrukcijskog strojarstva 8
B1.) TVRDOĆA MATERIJALA
Tvrdoća materijala jest otpornost na prodiranje stranog predmeta u njegovu površinu. Ovo
mehaničko svojstvo se može odrediti kvalitativno usporednom metodom:
- zadiranjem jednog materijala u drugi (dali materijal ostavlja trag u drugom materijalu
nakon pokušaja zadiranja u njega – usporedbom učinaka zadiranja možemo odrediti koji je
materijal tvrđi)
- te utiskivanjem penetratora uz pomoć tvrdomjera istom silom i usporedbom veličine
otiska
U tehničkoj praksi tvrdoća materijala se mjeri kvantitativno koristeći razne standardizirane
metode i opremu za mjerenje tvrdoće.
B2.) SPECIFIČNA MASA (GUSTOĆA)
Vaganjem i mjerenjem volumena valjčića iz različitih materijala možemo odrediti njihovu
specifičnu masu prema izrazu
=3)(
)(
m
kg
volumenV
masamρ . Na osnovu gustoće metale dijelimo na
lake i teške.
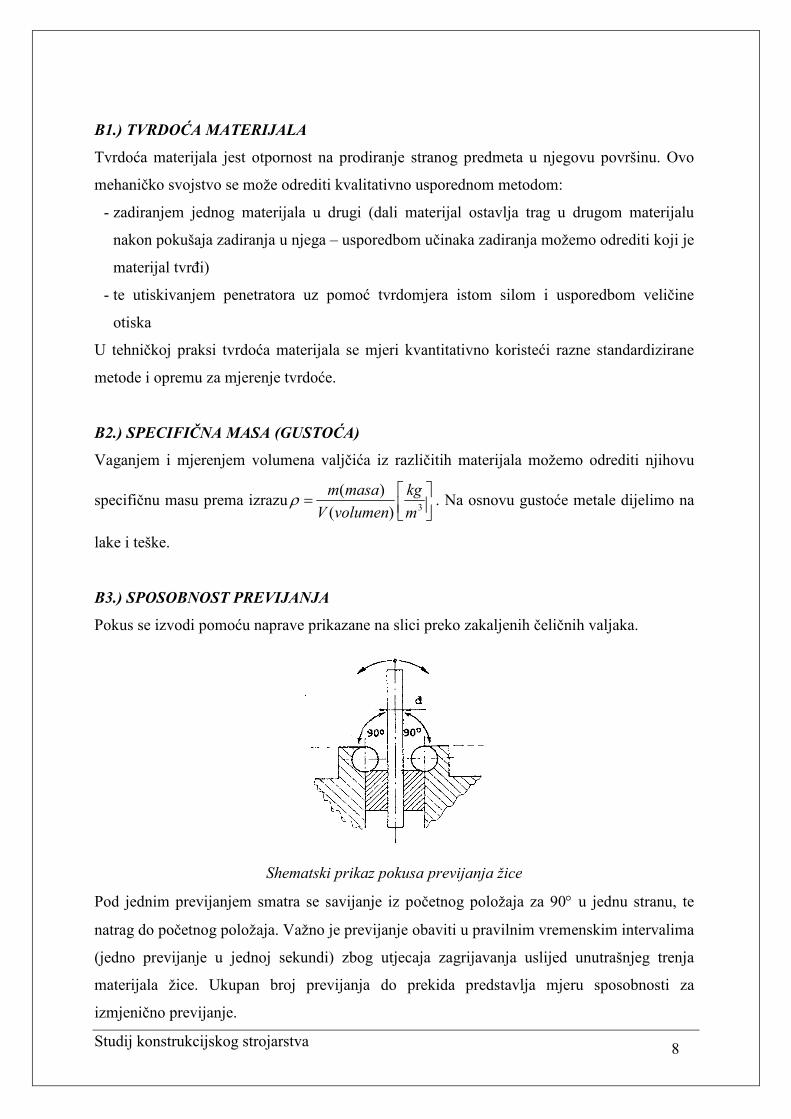
B3.) SPOSOBNOST PREVIJANJA
Pokus se izvodi pomoću naprave prikazane na slici preko zakaljenih čeličnih valjaka.
Shematski prikaz pokusa previjanja žice
Pod jednim previjanjem smatra se savijanje iz početnog položaja za 90° u jednu stranu, te
natrag do početnog položaja. Važno je previjanje obaviti u pravilnim vremenskim intervalima
(jedno previjanje u jednoj sekundi) zbog utjecaja zagrijavanja uslijed unutrašnjeg trenja
materijala žice. Ukupan broj previjanja do prekida predstavlja mjeru sposobnosti za
izmjenično previjanje.

Studij konstrukcijskog strojarstva 9
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.2
KRIVULJA GRIJANJA I HLAĐENJA ČISTOG METALA
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 10
A) ELASTIČNOST
Elastičnost materijala jest njegova sposobnost da se nakon prestanka djelovanja opterećenja
vrati u prvobitni položaj. Trake iz različitih materijala postavljamo u napravu prema slici 1. i
opterećujemo različitim opterećenjima.
Točno na sredini i ispod trake postavi se komparator koji mjeri veličinu progiba za različita
opterećenja. Nakon rasterećenja treba provjeriti dali se komparator vratio u početni položaj.
Ako se komparator vrati na početni položaj deformacija trake je bila u elastičnom području.
Treba uočiti razlike u opterećenju za postizanje istog progiba za različite materijale, te razlike
u elastičnim deformacijama za ista opterećenja. Također donijeti zaključak o elastičnosti
različitih materijala.
Ukoliko se poslužimo izrazima iz nauke o čvrstoći materijali korištenjem rezultata pokusa za
elastično područje deformacija može se odrediti Young-ov modul elastičnosti za ispitivane
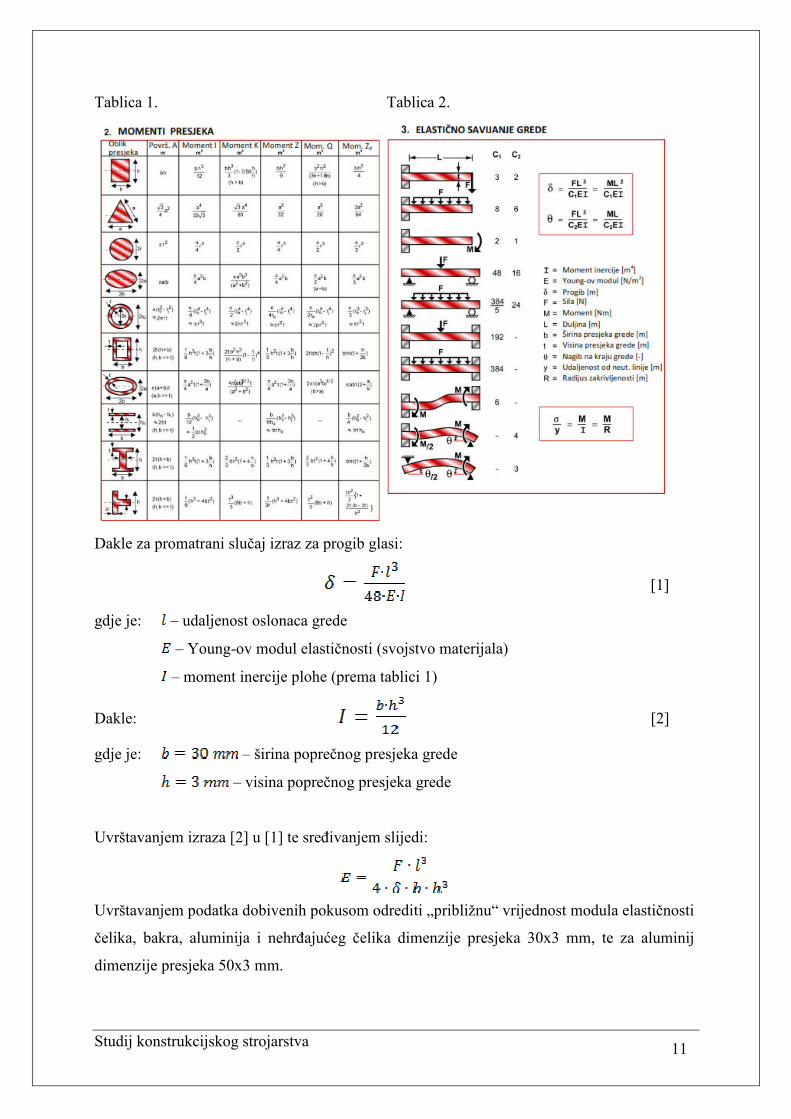
materijale. Izraz za progib sredine grede slobodno oslonjene na dva oslonca i opterećene u
središnjem djelu silom F može se pronaći u priručnicima. U tablici 2 prikazani su izrazi za
različite slučajeve učvršćenja i opterećenja grede.
Studij konstrukcijskog strojarstva 11
Tablica 1. Tablica 2.
Dakle za promatrani slučaj izraz za progib glasi:
[1]
gdje je: – udaljenost oslonaca grede
– Young-ov modul elastičnosti (svojstvo materijala)
– moment inercije plohe (prema tablici 1)
Dakle: [2]
gdje je: – širina poprečnog presjeka grede
– visina poprečnog presjeka grede
Uvrštavanjem izraza [2] u [1] te sređivanjem slijedi:
Uvrštavanjem podatka dobivenih pokusom odrediti „približnu“ vrijednost modula elastičnosti
čelika, bakra, aluminija i nehrđajućeg čelika dimenzije presjeka 30x3 mm, te za aluminij
dimenzije presjeka 50x3 mm.
Studij konstrukcijskog strojarstva 12
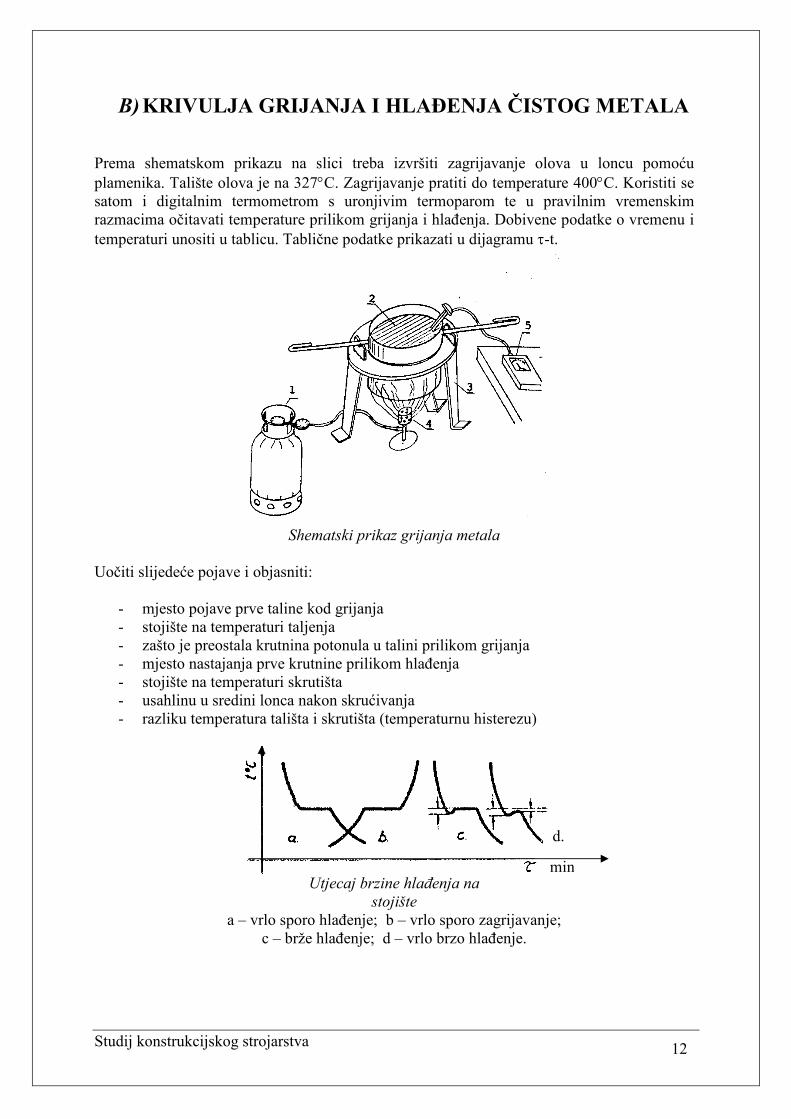
B) KRIVULJA GRIJANJA I HLAĐENJA ČISTOG METALA Prema shematskom prikazu na slici treba izvršiti zagrijavanje olova u loncu pomoću plamenika. Talište olova je na 327°C. Zagrijavanje pratiti do temperature 400°C. Koristiti se satom i digitalnim termometrom s uronjivim termoparom te u pravilnim vremenskim razmacima očitavati temperature prilikom grijanja i hlađenja. Dobivene podatke o vremenu i temperaturi unositi u tablicu. Tablične podatke prikazati u dijagramu τ-t.
Shematski prikaz grijanja metala
Uočiti slijedeće pojave i objasniti:
- mjesto pojave prve taline kod grijanja - stojište na temperaturi taljenja - zašto je preostala krutnina potonula u talini prilikom grijanja - mjesto nastajanja prve krutnine prilikom hlađenja - stojište na temperaturi skrutišta - usahlinu u sredini lonca nakon skrućivanja - razliku temperatura tališta i skrutišta (temperaturnu histerezu)
Utjecaj brzine hlađenja na
stojište
a – vrlo sporo hlađenje; b – vrlo sporo zagrijavanje; c – brže hlađenje; d – vrlo brzo hlađenje.
min
d.

Studij konstrukcijskog strojarstva 13
Kristalizacija metala
Nakon završetka pokusa nacrtati dijagrame grijanja i hlađenja prema podacima u tablici.
Utjecaj brzine hlađenja na brzinu nastajanja klica kristalizacije i brzinu rasta kristala
Utjecajni faktori na veličinu i oblik zrna:
- brzina hlađenja - brzina nastajanja klica kristalizacije (umjetne klice – cjepiva) - brzina rasta klica kristalizacije - usmjereno hlađenje
a → klice i početak skrućivanja; b – c → napredovanje skrućivanja; d → završetak skrućivanja.
a) b)
c) d)

Studij konstrukcijskog strojarstva 14
Poligonalni štapićasti igličasti pločasti
Neki češći oblici kristalnih zrna u metalu
hlađenje: grijanje:
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
0 345 11 0 290 11
0,5 11,5 0,5 11,5
1 12 1 12
1,5 12,5 1,5 12,5
2 13 2 13
2,5 13,5 2,5 13,5
3 14 3 14
3,5 14,5 3,5 14,5
4 15 4 15
4,5 15,5 4,5 15,5
5 16 5 16
5,5 16,5 5,5 16,5
6 17 6 17
6,5 17,5 6,5 17,5
7 18 7 18
7,5 18,5 7,5 18,5
8 19 8 19
8,5 19,5 8,5 19,5
9 20 9 20
9,5 20,5 9,5 20,5
10 21 10 21
10,5 21,5 10,5 21,5
11 22 11 22
Bakrena šipka zaobljenih rubova Kristali dendriti često se
nalaze u unutrašnjosti
odljevka
Bakrena šipka oštrih rubova
hlađene mlazovima vode kod skrućivanja
t [°°°°C]
Studij konstrukcijskog strojarstva 15
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.3
ALOTROPSKE MODIFIKACIJE
TOPLINSKA VODLJIVOST MATERIJALA
Razradio: Igor Gabrić, pred.
Split, 2013.
Studij konstrukcijskog strojarstva 16
Vježba br. 3 A1.) ALOTROPSKE MODIFIKACIJE (promjene u krutnini)
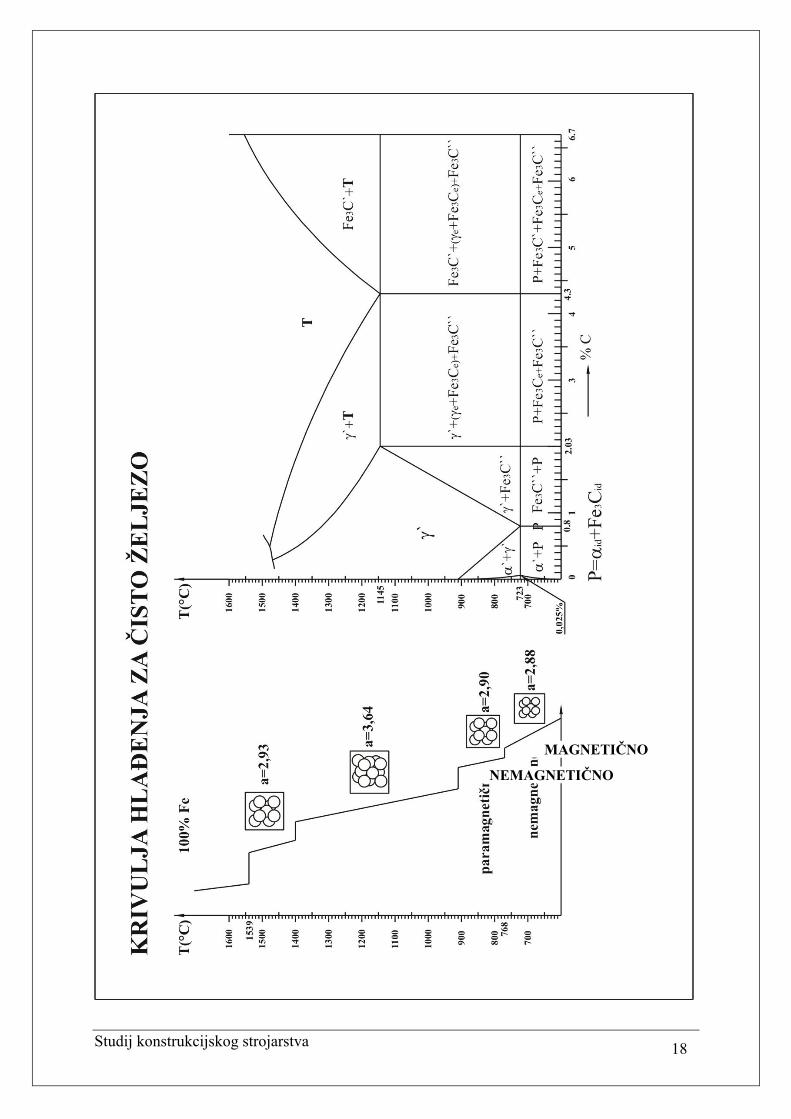
Pojedini metali pokazuju sklonost da modificiraju svoju kristalnu rešetku pri određenim temperaturama kod grijanja ili hlađenja. Metali koji pokazuju ovo svojstvo, a najčešće ih susrećemo u praksi su željezo, kositar, kobalt, nikal, mangan i titan. Promjena rešetke vezana je uz promjenu nekih svojstava metala: specifični volumen (plošno centrirana kubna rešetka ima veću popunjenost od prostorno centrirane kubne rešetke), čvrstoća, tvrdoća, električna vodljivost… Na slici (strana 14) je prikazana krivulja hlađenja čistog željeza sa obilježenim temperaturama alotropske modifikacije.
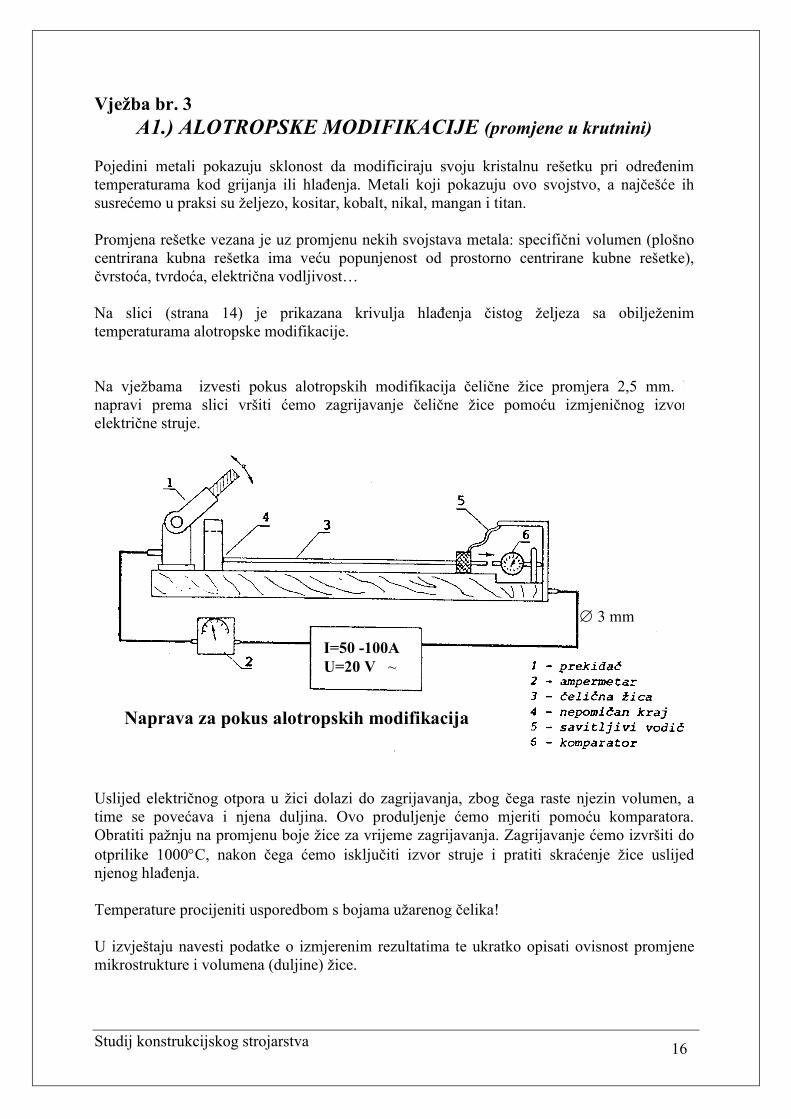
Na vježbama izvesti pokus alotropskih modifikacija čelične žice promjera 2,5 mm. U napravi prema slici vršiti ćemo zagrijavanje čelične žice pomoću izmjeničnog izvora električne struje.
Uslijed električnog otpora u žici dolazi do zagrijavanja, zbog čega raste njezin volumen, a time se povećava i njena duljina. Ovo produljenje ćemo mjeriti pomoću komparatora. Obratiti pažnju na promjenu boje žice za vrijeme zagrijavanja. Zagrijavanje ćemo izvršiti do otprilike 1000°C, nakon čega ćemo isključiti izvor struje i pratiti skraćenje žice uslijed njenog hlađenja. Temperature procijeniti usporedbom s bojama užarenog čelika! U izvještaju navesti podatke o izmjerenim rezultatima te ukratko opisati ovisnost promjene mikrostrukture i volumena (duljine) žice.
Naprava za pokus alotropskih modifikacija
I=50 -100A U=20 V ~
∅ 3 mm

Studij konstrukcijskog strojarstva 17
A2.) CURIE-EVA TOČKA KOD NISKOUGLJIČNIH ČELIKA Promjena magnetskih svojstava niskougljičnog čelika kod grijanja i hlađenja.
Pokus za verifikaciju Curie-eve točke
Kod zagrijavanja niskougljičnih čelika do temperature crvenog sjaja (za čisto željezo 768°C) magnetična α rešetka (prostorno centrirana kubna rešetka) prelazi u nemagnetičnu α rešetku (prostorno centrirana kubna rešetka). Kako smo vidjeli u prethodnoj vježbi alotropskih modifikacija, na krivulji grijanja, odnosno hlađenja na toj temperaturi imamo stojište. Pokus izvodimo na način prema slici tako se jedna žica ne jednom kraju osloni na magnet, a drugim krajem se dovede u dodir sa drugom žicom. Voditi računa da žica koja je na magnetu mora biti sa gornje strane. Budući da se radi o feromagnetičnim materijalima magnetske silnice se prenose sa magneta na žice i tako sprječavaju da jedna od njih padne. Plamenom zagrijavamo mjesto spoja dviju žica tako dugo dok se vrhovi ne zagriju do temperature crvenog sjaja što odgovara temperaturi prelaska iz magnetičnosti u nemagnetičnost. Dostizanjem ove temperature (Curie-eva) jedna žica će pasti. Nakon hlađenja magnetska sila će opet djelovati.
OSLONAC
OSLONAC
ČELIČNA ŽICA
MAGNET
POSTOLJE PLAMENIK
Studij konstrukcijskog strojarstva 18
MAGNETIČNO
NEMAGNETIČNO

Studij konstrukcijskog strojarstva 19
B.) TOPLINSKA VODLJIVOST MATERIJALA Ispitujemo kvalitativno toplinsku vodljivost za različite tehničke materijale i to: ugljičnog čelika, nehrđajućeg (CrNi) čelika, mjedi, bakra i aluminija. Pokus izvodimo zagrijavanjem jednog kraja trake presjeka 3 x 30 mm i duljine 300 mm pomoću izvora topline (električno kuhalo). Mjerenje temperature provodimo u pravilnim vremenskim intervalima na drugom kraju trake. Potrebno je osigurati iste uvjete za svih pet uzoraka (intenzitet grijanja, mjerno mjesto). Vremensku promjenu temperature prikazati tabelarno i u istom dijagramu za svih pet uzorka te kvalitativno zaključiti o toplinskoj vodljivosti ispitanih materijala. Mjer.
br. Vrijeme
[s] Ugljični čelik
Temp.[°°°°C] CrNi čelik Temp.[°°°°C]
Mjed Temp.[°°°°C]
Bakar Temp.[°°°°C]
Aluminij Temp.[°°°°C]
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Vlastita zapažanja ad B):
vrijeme [s]
t [°°°°C]

Studij konstrukcijskog strojarstva 20
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.4
KRIVULJE GRIJANJA I HLAĐENJA LEGURA
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 21
Vježba br. 4 A.) KRIVULJE GRIJANJA I HLAĐENJA LEGURA
A1.) PRIMJER POTPUNE RASTVORIVOSTI (u talini i u krutnini)
Karakteristika kod ovih legura prigodom grijanja i hlađenja, za razliku od čistih metala jest taljenje i skrućivanje u temperaturnom intervalu. Izvođenjem pokusa grijanja i hlađenja različitih koncentracija ovakvih legura, tj. dobivanjem njihovih krivulja hlađenja, omogućena nam je izrada faznog dijagrama određene legure, kako se to može vidjeti na primjeru dobivanja binarnog dijagrama slijevanja Cu-Ni:
Do nastajanja legura dolazi miješanjem metala s metalima, ali i drugim elementima (komponente). Različiti elementi se različito miješaju tj. tvore:
a) kristale mješance supstitucijskog tipa – atomi rastvorene komponente zamjenjuju na pojedinim mjestima atome rastvarača, dimenzije atoma obje komponente se ne razlikuju više od 8%, element rastvarača daje tip rešetke legure
b) kristale mješance intersticijskog tipa – atomi rastvorene komponente se
uključuju u međuprostore kristalne rešetke rastvarača, atomi rastvorene komponente su znatno manjih dimenzija od atoma rastvarača, velike deformacije rešetke i kod malog sadržaja rastvorene komponente, element rastvarača daje tip rešetke
c) kristale intermetalnog spoja – tvore nove kristalne rešetke različite od
rastvarača i rastvorene komponente, karakterističan točan omjer atoma komponenti u spoju
d) mehaničke smjese kristala – kod skrućivanja na stalnoj
temperaturi nastaje fina smjesa kristala komponenata koja se može promatrati kao jedna faza – eutektikum – eutektoid
% Ni→→→→
Studij konstrukcijskog strojarstva 22
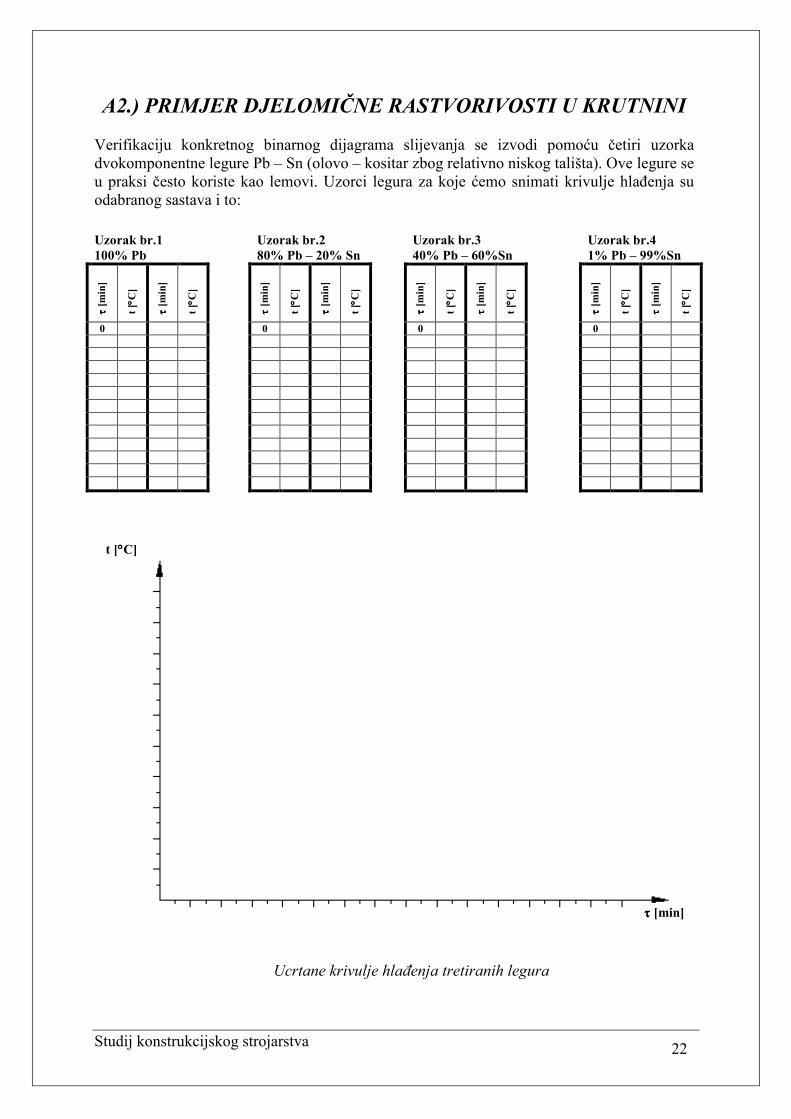
A2.) PRIMJER DJELOMIČNE RASTVORIVOSTI U KRUTNINI Verifikaciju konkretnog binarnog dijagrama slijevanja se izvodi pomoću četiri uzorka dvokomponentne legure Pb – Sn (olovo – kositar zbog relativno niskog tališta). Ove legure se u praksi često koriste kao lemovi. Uzorci legura za koje ćemo snimati krivulje hlađenja su odabranog sastava i to:
Ucrtane krivulje hlađenja tretiranih legura
Uzorak br.1 100% Pb
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
0
Uzorak br.2 80% Pb – 20% Sn
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
0
Uzorak br.3 40% Pb – 60%Sn
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
0
Uzorak br.4 1% Pb – 99%Sn
ττ ττ [m
in]
t [ °° °°
C]
ττ ττ [m
in]
t [ °° °°
C]
0
ττττ [min]
t [°°°°C]

Studij konstrukcijskog strojarstva 23
Realni binarni dijagram slijevanja Pb – Sn (eutektički)
(preslikano s interneta)
Nakon završenog snimanja krivulja hlađenja sva četiri uzorka, izvršiti verifikaciju crtanjem vertikala pripadajućih koncentracija u ponuđeni realni dijagram slijevanja i usporediti očitane karakteristične temperature s točkama na krivuljama hlađenja.
- Komentirati pojavu vremenskog intervala usporenja pada temperature kod hlađenja legura.
- Komentirati pojavu temperature stojišta. Zadatak:
• Dobivene rezultate snimanja krivulja hlađenja prikazati tablično i dijagramom. • Dati kratki osvrt o pojavama na krivuljama hlađenja za različite legure! • Objasniti pojavu stojišta na krivulji hlađenja i pojavu usporenog hlađenja!

Studij konstrukcijskog strojarstva 24
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.5
METALOGRAFIJA
Razradio: Igor Gabrić, pred.
Split, 2013.
Studij konstrukcijskog strojarstva 25
Vježba br. 5 METALOGRAFSKO ISPITIVANJE METALA
1.) UVOD
Metalografija (opisivanje metala) je dio znanosti o metalima koji se bavi vezom između dijagrama slijevanja, strukture i svojstava metala i legura. Osnovni zadatak metalografije je da pri određenom kemijskom sastavu iz pregleda makro i mikro strukture odredi svojstva i ponašanje materijala pri danim uvjetima opterećenja i da ukaže na najpovoljniju strukturu za određeni proces prerade ili područje primjene. Osim toga metalografija je najvažniji postupak kontrole tekuće proizvodnje. Premda metalografski postupci ispitivanja ne mogu dati odgovore na sva pitanja i probleme vezane uz materijale, bez njih se suvremeno ispitivanje metala i legura ne može ni zamisliti.
2.) MIKROSTRUKTURNA ANALIZA Analiza mikrostrukture pomoću svjetlosnog mikroskopa je jedan od najčešće primjenjivanih metalografskih postupaka ispitivanja. Cilj analize mikrostrukture je što vjernije i jasnije prikazati strukturu nekog materijala i odrediti vrstu, veličinu i količinu pojedinih mikro konstituenata (faza) te njihovu raspodjelu. Jedan od uvjeta za kvalitetnu analizu mikrostrukture jest kvalitetna priprema ispitnih uzoraka.
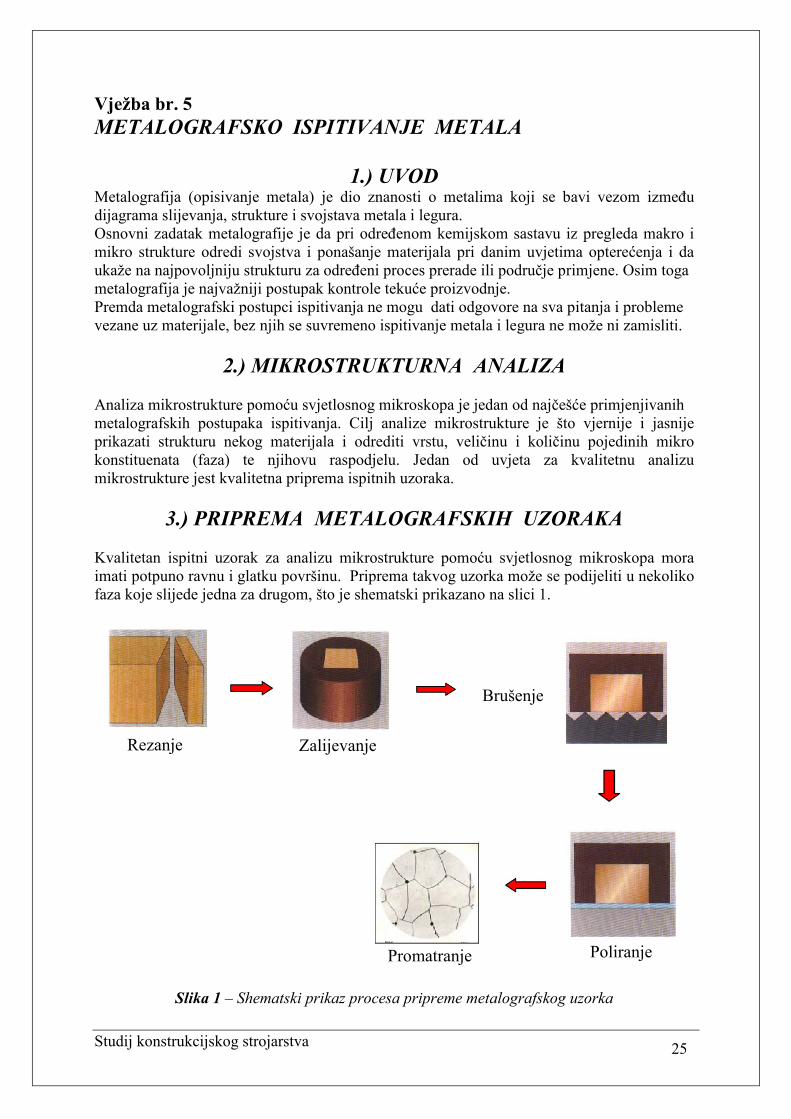
3.) PRIPREMA METALOGRAFSKIH UZORAKA Kvalitetan ispitni uzorak za analizu mikrostrukture pomoću svjetlosnog mikroskopa mora imati potpuno ravnu i glatku površinu. Priprema takvog uzorka može se podijeliti u nekoliko faza koje slijede jedna za drugom, što je shematski prikazano na slici 1.
Slika 1 – Shematski prikaz procesa pripreme metalografskog uzorka
Promatranje
Poliranje
Brušenje
Zalijevanje
Rezanje
Studij konstrukcijskog strojarstva 26
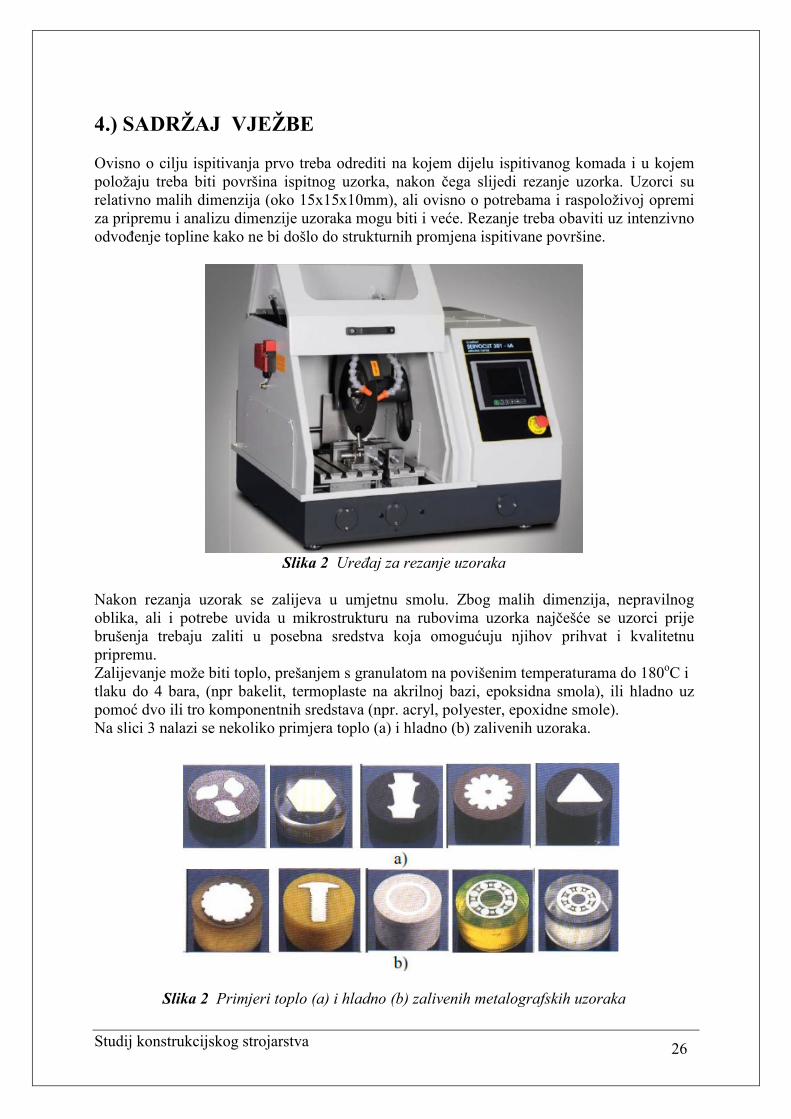
4.) SADRŽAJ VJEŽBE Ovisno o cilju ispitivanja prvo treba odrediti na kojem dijelu ispitivanog komada i u kojem položaju treba biti površina ispitnog uzorka, nakon čega slijedi rezanje uzorka. Uzorci su relativno malih dimenzija (oko 15x15x10mm), ali ovisno o potrebama i raspoloživoj opremi za pripremu i analizu dimenzije uzoraka mogu biti i veće. Rezanje treba obaviti uz intenzivno odvođenje topline kako ne bi došlo do strukturnih promjena ispitivane površine.
Slika 2 Uređaj za rezanje uzoraka
Nakon rezanja uzorak se zalijeva u umjetnu smolu. Zbog malih dimenzija, nepravilnog oblika, ali i potrebe uvida u mikrostrukturu na rubovima uzorka najčešće se uzorci prije brušenja trebaju zaliti u posebna sredstva koja omogućuju njihov prihvat i kvalitetnu pripremu. Zalijevanje može biti toplo, prešanjem s granulatom na povišenim temperaturama do 180oC i tlaku do 4 bara, (npr bakelit, termoplaste na akrilnoj bazi, epoksidna smola), ili hladno uz pomoć dvo ili tro komponentnih sredstava (npr. acryl, polyester, epoxidne smole). Na slici 3 nalazi se nekoliko primjera toplo (a) i hladno (b) zalivenih uzoraka.
Slika 2 Primjeri toplo (a) i hladno (b) zalivenih metalografskih uzoraka

Studij konstrukcijskog strojarstva 27
Priprema se dalje nastavlja brušenjem i poliranjem površine ispitnog uzorka. Brušenje je najagresivniji postupak odnošenja materijala u postupku pripreme uzorka. Kod brušenja abraziv je učvršćen na podlogu, najčešće papir ili platno. Brusni papir je gradiran prema veličini abrazivnog zrna. Oznake na brusnim papirima se odnose na broj rupica na situ u duljini 1 inča - 25,4 mm (npr. na brusnom papiru oznake P240 abrazivna zrnca su prosijana kroz sito koje na duljini 1 inča ima 240 rupica). Za pripremu uzoraka koriste se brusni papiri finoće od P120 do P2000. Pri brušenju se u svakom sljedećem stupnju koristi se brusno sredstvo sa sve finijim česticama. Brušenje se može obavljati ručno ili pomoću posebnih uređaja za pripremu uzoraka.
Slika 3. Uređaj za ručnu pripremu uzoraka Slika 4. Uređaj za poliranje uzoraka
Poliranje je najčešće završni korak u pripremi uzoraka pri kojem se uklanjaju ogrebotine i postiže visoko sjajna površina. Abraziv (najčešće u obliku paste) se slobodno giba između uzorka i fine tkanine za poliranje. Koji će se postupak primijeniti i s kojom granulacijom abraziva ovisi o materijalu uzorka. Najčešći postupci su ipak grubo i fino brušenje te završno poliranje. Ti postupci mogu biti provedeni ručno ili strojno, slika 3,4 i 5.
Slika 5 Uređaj za brušenje i poliranje uzoraka.
Studij konstrukcijskog strojarstva 28
Često se koristi i i elektrolitičko poliranje površine. U odnosu na mehaničko poliranje ovo je bolji postupak jer se površina uzorka plastično ne deformira, a skraćuje se i vrijeme pripreme. Ispitni uzorci se poslije poliranja peru u toploj ili hladnoj vodi, ispiru u alkoholu i suše u struji toplog zraka. Razvijanje strukture Ponekad je dovoljno promatranje površine uzorka pri manjim ili većim mikroskopskim povećanja u poliranom stanju, ali u najvećem broju slučajeva, ipak je potrebno učiniti vidljivim pojedine konstituente i/ili faze, tj. potrebno je razviti strukturu. To se postiže primjenom različitih sredstava i postupaka za nagrizanje površine ispitnih uzoraka. Prema načinu na koji djeluje svako nagrizanje se može svrstati u:
- nagrizanje po granicama zrna pri kojem se nagrizaju isključivo granice zrna metala
ili legure, a pojedina zrna se ne razlikuju po obojenju, ili - površinsko nagrizanje zrna poslije kojeg se kristali pojedinih faza razlikuju po izgledu.
Zadatak Prema opisanom postupku izvršiti pripremu metalografskog uzoraka te obaviti mikroskopsko promatranje strukture jednog uzorka iz nelegiranog čelika i drugog iz sivog lijeva.

Studij konstrukcijskog strojarstva 29
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.6
EUTEKTIČKI DIJAGRAMI SLIJEVANJA KOMPONENTI POTPUNE RASTVORIVOSTI U TALINI I
DJELOMIČNE RASTVORIVOSTI U KRUTNINI
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 30
EUTEKTIČKI DIJAGRAM SLIJEVANJA Promatramo primjer eutektičkog sustava Cu – Ag sa djelomičnom rastvorivošću u krutnini. Dobivanje dijagrama snimanjem krivulja hlađenja za različite koncentracije. Karakteristična područja u dijagramu:
- homogeno područje taline T iznad linije A-B-C - heterogeno područje α ′ + T u području A-B-D - heterogeno područje β ′ + T u području B-C-E - homogeno područje α ′ u području A-D-F- 0% - homogeno područje β ′ u području H-E-C-100%
- heterogeno područje α ′ + ( ee βα + ) u području F-D-B-G
- heterogeno područje β ′ + ( ee βα + ) T u području B-G-H-E
Karakteristične linije:
- likvidus linija A-B-C - solidus linija A-D-B-E-C - linija rastvorivosti atoma Cu u α ′ mješancu A-D-F - linija rastvorivosti atoma Ag u β ′ mješancu C-E-H
Eutektička koncentracija (oko 30%) – koncentracija B (skrućivanje pri konstantnoj temperaturi)
A
B
C
D E
F H G

Studij konstrukcijskog strojarstva 31

Studij konstrukcijskog strojarstva 32
Polužni zakon faza: Uzmemo li isječak iz dijagrama slijevanja:
Određivanje udjela taline i krutnine za koncentraciju x na temperaturi T2:
talina T : krutnina K = ________
: YZXY ; odnosno:
količina ____
____
XZ
XYT = *100 [%] i količina
____
____
XZ
ZYK = *100 [%]
Određivanje koncentracija taline i krutnine Npr. koncentracija taline i krutnine na temperaturi T2 očita se pomoću okomica, na apscisi: koncentracija taline T → okomica iz Z na apscisi = x3 koncentracija krutnine K→ okomica iz X na apscisi = x2
prosječna koncentracije smjese (T+K)→ okomica iz Y na apscisi = x
Crtanje dijagrama količinskog udjela pojedinih faza za određenu koncentraciju i određenu temperaturu
(T) (K) (K+T)
(K) (T)
prva K
zadnja T

Studij konstrukcijskog strojarstva 33
Na temp. tx (vidi donji dijagram) imamo:
- do koncentracije xα homogeni fazni sastav satkan samo od mješanaca α` (svih 100%) - kod koncentracije xe imamo eutektičku smjesu (αe+βe) (svih 100%) u kojoj je:
količina [ ]%100⋅−
−=
αβ
βαxx
xx e
e , a količina [ ]%100⋅−
−=
αβ
αβxx
xxe
e
- iznad koncentracije xβ homogeni fazni sastav satkan samo od mješanaca β`(svih 100%). Za koncentraciju x (vidi dijagram desno) imamo prigodom hlađenja:
- do temp. t1 homogeni fazni sastav satkan samo od taline T(svih 100%) - od temp. t1 do t2 heterogeni fazni sastav satkan od β`+T - od temp. t2 do t3 opet homogeni fazni sastav satkan samo od krutnine β` (svih 100%) - od temp. t3 do sobne heterogeni fazni sastav satkan od β`+(αe+βe)
Npr. na temp tx imamo količinski udio (prema dijagramu desno):
količina [ ]%10034___
⋅−
−==′
e
e
xx
xx
β
β ; a količina [ ]%10013___
⋅−
−==+=
e
eexx
xxE
β
ββα .
a unutar izračunate količine eutektikuma je količinski udio :
količina [ ]%10012___
⋅−
−==
αβ
βαxx
xx e
e ; a količina [ ]%10023___
⋅−
−==
αβ
αβxx
xxe
e .
t1
t2
t3
xαααα xββββ
tx
x
Studij konstrukcijskog strojarstva 34

Studij konstrukcijskog strojarstva 35

Studij konstrukcijskog strojarstva 36
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.7
EUTEKTIČKI DIJAGRAM SLIJEVANJA KOMPONENTI POTPUNE RASTVORIVOSTI U TALINI I
POTPUNE NERASTVORIVOSTI U KRUTNINI
DIJAGRAM SLIJEVANJA KOMPONENTI POTPUNE RASTVORIVOSTI U TALINI I
KRUTNINI
Razradio: Igor Gabrić, pred.
Split, 2013.
Studij konstrukcijskog strojarstva 37
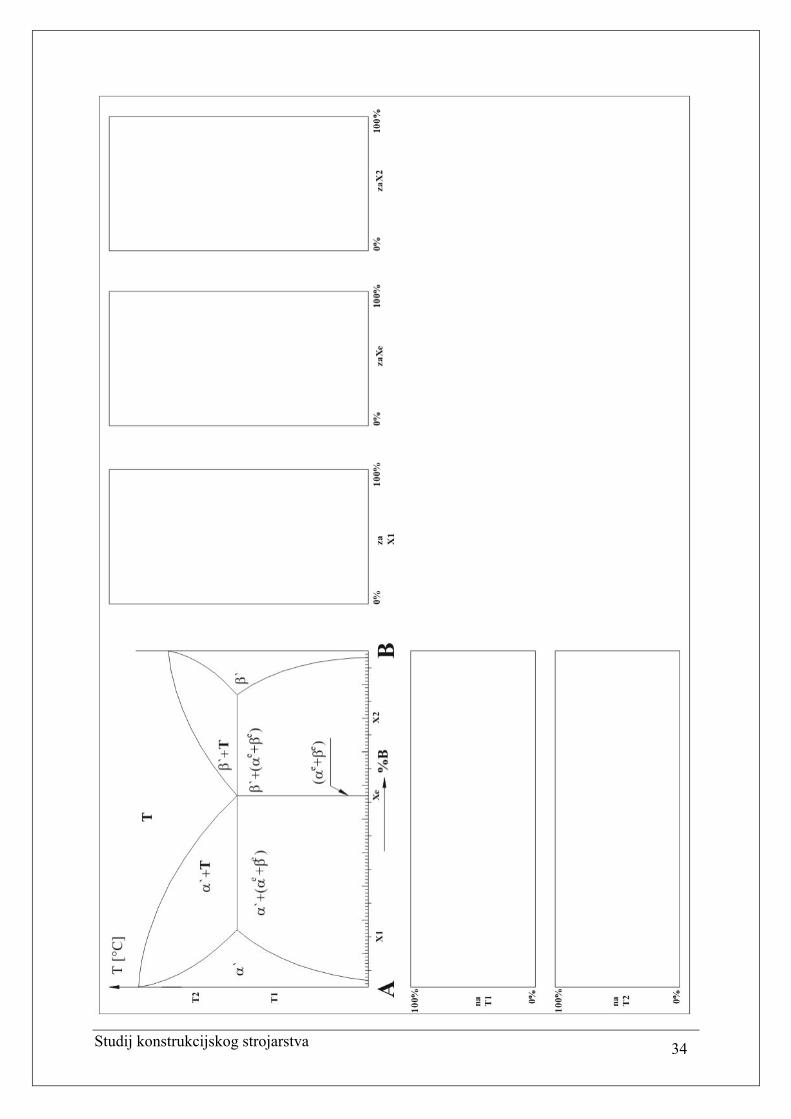
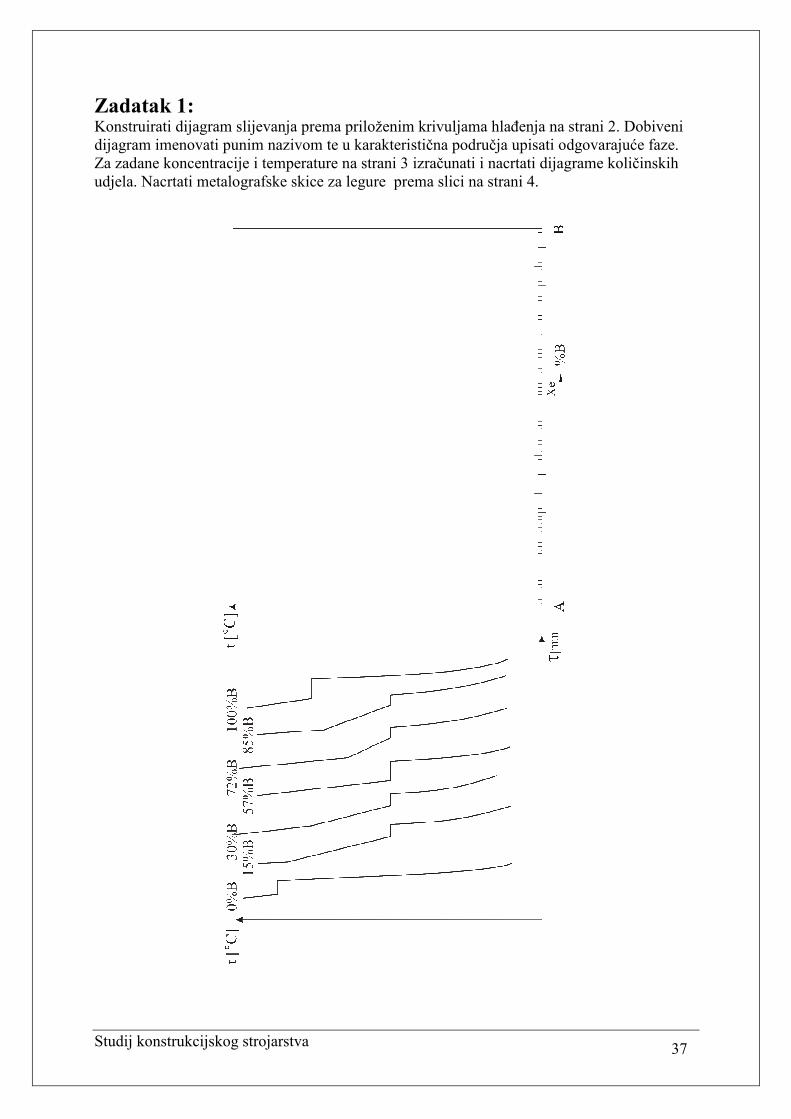
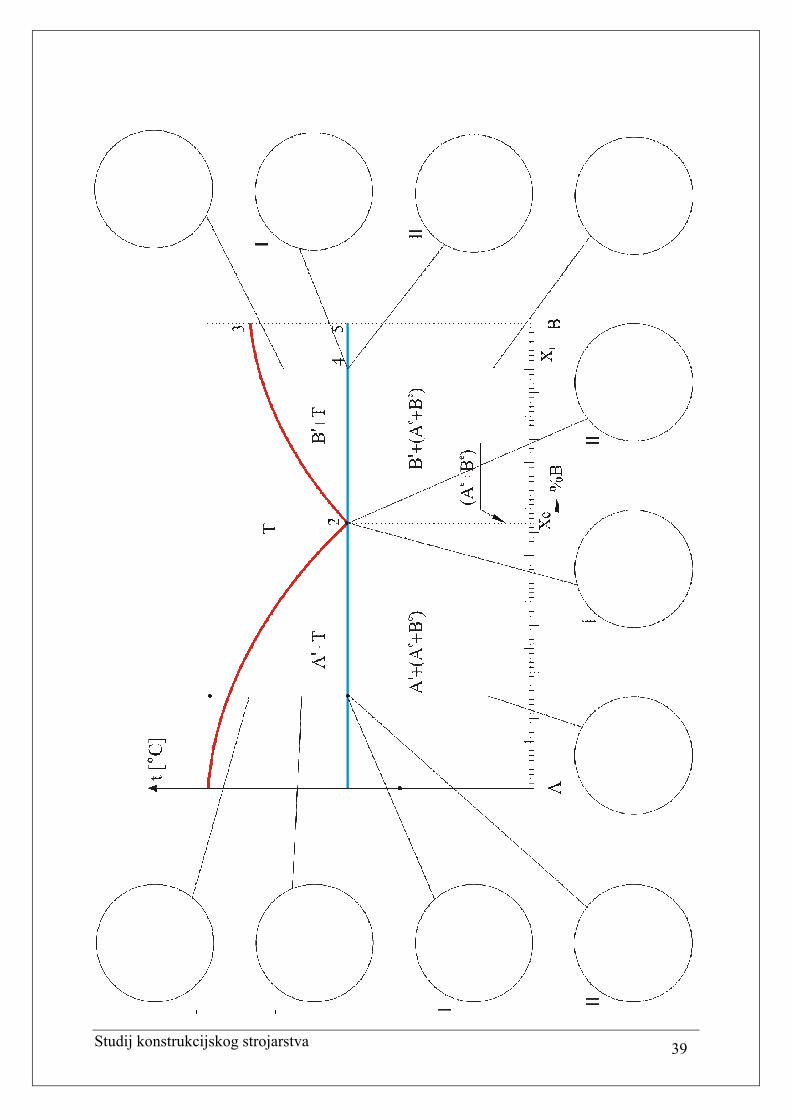
Zadatak 1: Konstruirati dijagram slijevanja prema priloženim krivuljama hlađenja na strani 2. Dobiveni dijagram imenovati punim nazivom te u karakteristična područja upisati odgovarajuće faze. Za zadane koncentracije i temperature na strani 3 izračunati i nacrtati dijagrame količinskih udjela. Nacrtati metalografske skice za legure prema slici na strani 4.

Studij konstrukcijskog strojarstva 38
Studij konstrukcijskog strojarstva 39

Studij konstrukcijskog strojarstva 40
ZADATAK 2. Konstruirati dijagram slijevanja prema priloženim krivuljama hlađenja na strani 5. Dobiveni dijagram imenovati punim nazivom te u karakteristična područja upisati odgovarajuće faze. Za zadane koncentracije i temperature na strani 6 izračunati i nacrtati dijagrame količinskih udjela te metalografske skice.

Studij konstrukcijskog strojarstva 41

Studij konstrukcijskog strojarstva 42
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.8
PERITEKTIČKI DIJAGRAM SLIJEVANJA KOMPONENTI POTPUNE RASTVORIVOSTI U TALINI I
DJELOMIČNE RASTVORIVOSTI U KRUTNINI
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 43
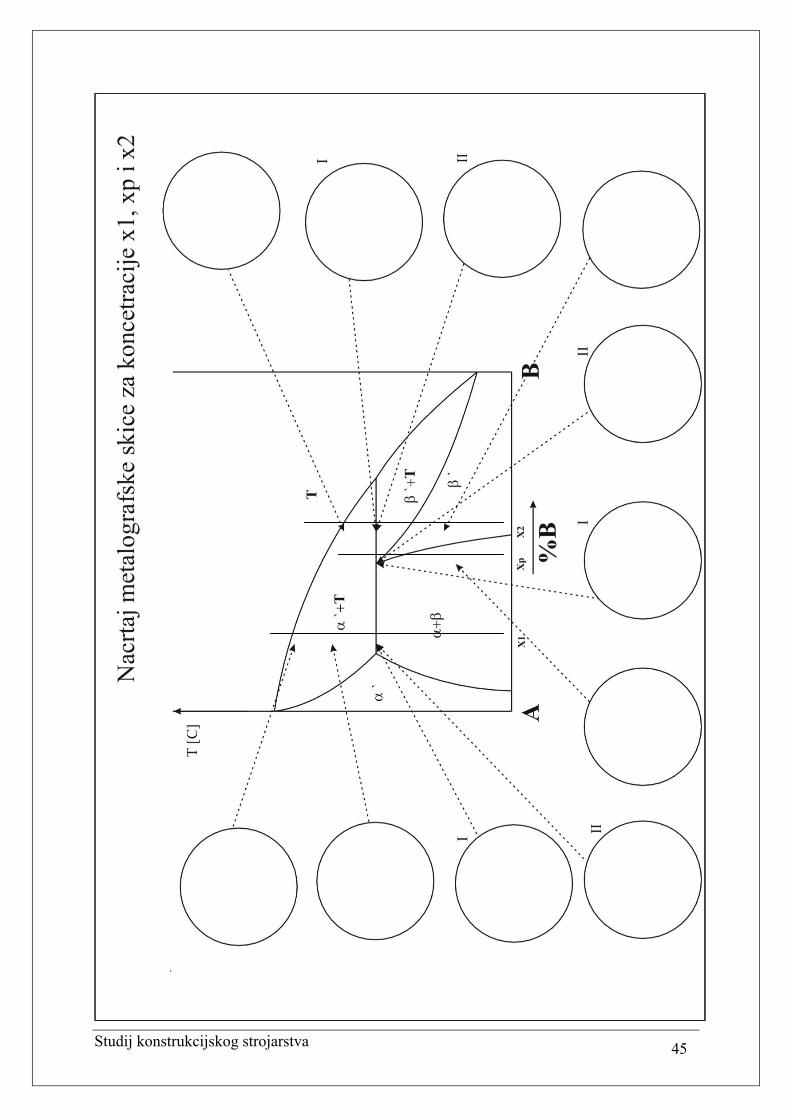
Zadatak 1: Imenovati dijagram prikazanog na slici punim nazivom. Upisati odgovarajuće faze u dijagramu slijevanja na strani 2. Nacrtati krivulje hlađenja za koncentracije 5%B, 20%B, xp, 45%B i 60%B. Za zadane koncentracije i temperature na strani 3 nacrtati dijagrame količinskih udjela (količinske udjele faza odrediti računski pomoću polužnog zakona). Nacrtati metalografske skice za koncentracije i temperature prema slici na strani 4.

Studij konstrukcijskog strojarstva 44
Studij konstrukcijskog strojarstva 45

Studij konstrukcijskog strojarstva 46
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.9
STABILNI DIJAGRAM SLIJEVANJA Fe – C
Razradio: Igor Gabrić, pred.
Split, 2013.
Studij konstrukcijskog strojarstva 47
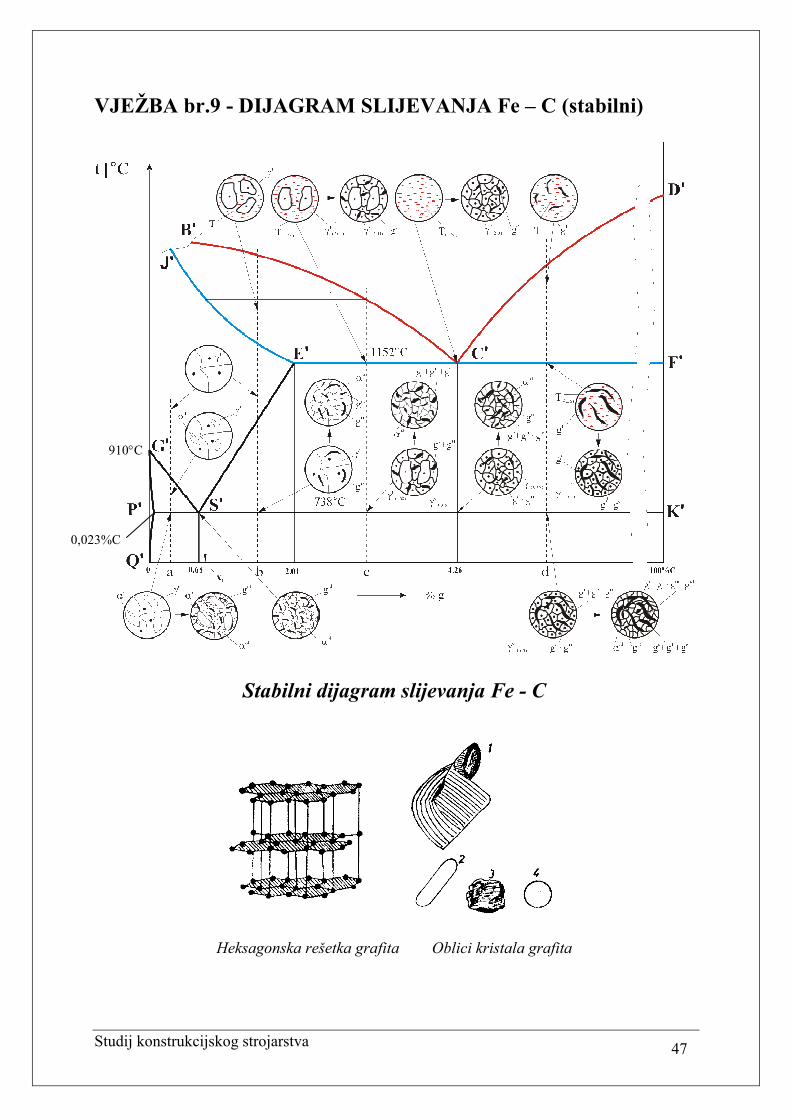
VJEŽBA br.9 - DIJAGRAM SLIJEVANJA Fe – C (stabilni)
Stabilni dijagram slijevanja Fe - C
Heksagonska rešetka grafita Oblici kristala grafita
910°C
0,023%C

Studij konstrukcijskog strojarstva 48
Faze koje se pojavljuju pri metastabilnom skrućivanju za različite koncentracije: - γ ′ primarni austenit - skrućivanjem taline koncentracije manje od 4,26% C - g ′ primarni grafit - skrućivanjem taline koncentracije veće od 4,26% C - α ′ primarni ferit – alotropskom modifikacijom rešetke γ ′ koncentracije manje od
0,68%C od temperature označene G`S` linijom do eutektoidne temperature (738ºC)
- g ′′ sekundarni grafit - izlučuje se kod hlađenja iz γ ′ i eγ koncentracije veće od
0,68%C između eutektičke i eutektoidne temperature (1152ºC-738ºC)
- ee g+γ eutektikum (ledeburit) – eutektičkom pretvorbom (skrućivanjem) taline koncentracije 4,26% C na eutektičkoj temperaturi (1152ºC)
- idid g+α eutektoid – eutektoidnom pretvorbomγ ′ i eγ koncentracije 0,68 %C na
eutektoidnoj temperaturi (738ºC) - g ′′′ tercijarni grafit - neznatna količina koja nastane padom rastvorivosti u α ′ i idα
sa 0,023%C na eutektoidnoj temperaturi (738ºC) na 11106 −⋅ %C na sobnoj temperaturi

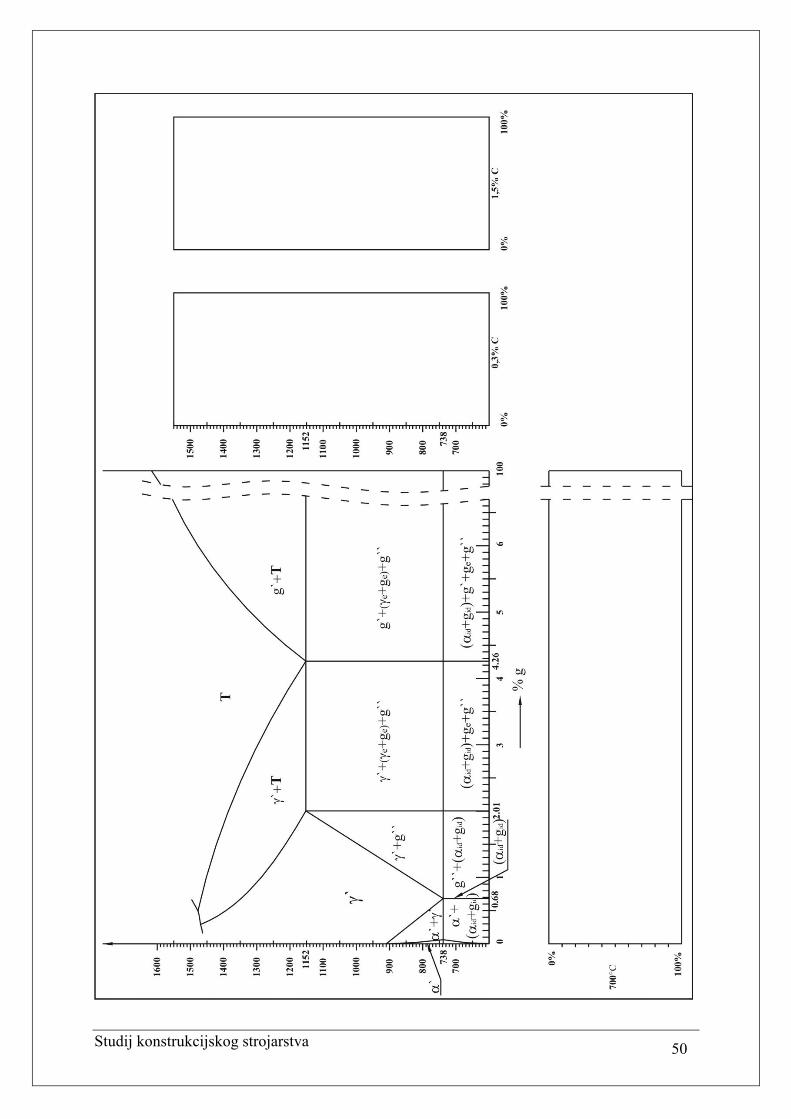
Studij konstrukcijskog strojarstva 49
U p
onuđ
enom
dij
agra
mu
imen
ujte
koo
rdin
atne
osi
i up
išit
e od
gova
raju
će je
dini
ce, u
piši
te
kara
kter
isti
čne
tem
pera
ture
, kon
cent
raci
je i
faze
, te
za z
adan
e ko
ncen
trac
ije
(a-f
) na
crta
jte
prip
adaj
uće
kriv
ulje
hla
đenj
a
a
c d
e f
b
Studij konstrukcijskog strojarstva 50

Studij konstrukcijskog strojarstva 51

Studij konstrukcijskog strojarstva 52

Studij konstrukcijskog strojarstva 53
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.10
METASTABILNI DIJAGRAM SLIJEVANJA Fe – Fe3C
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 54
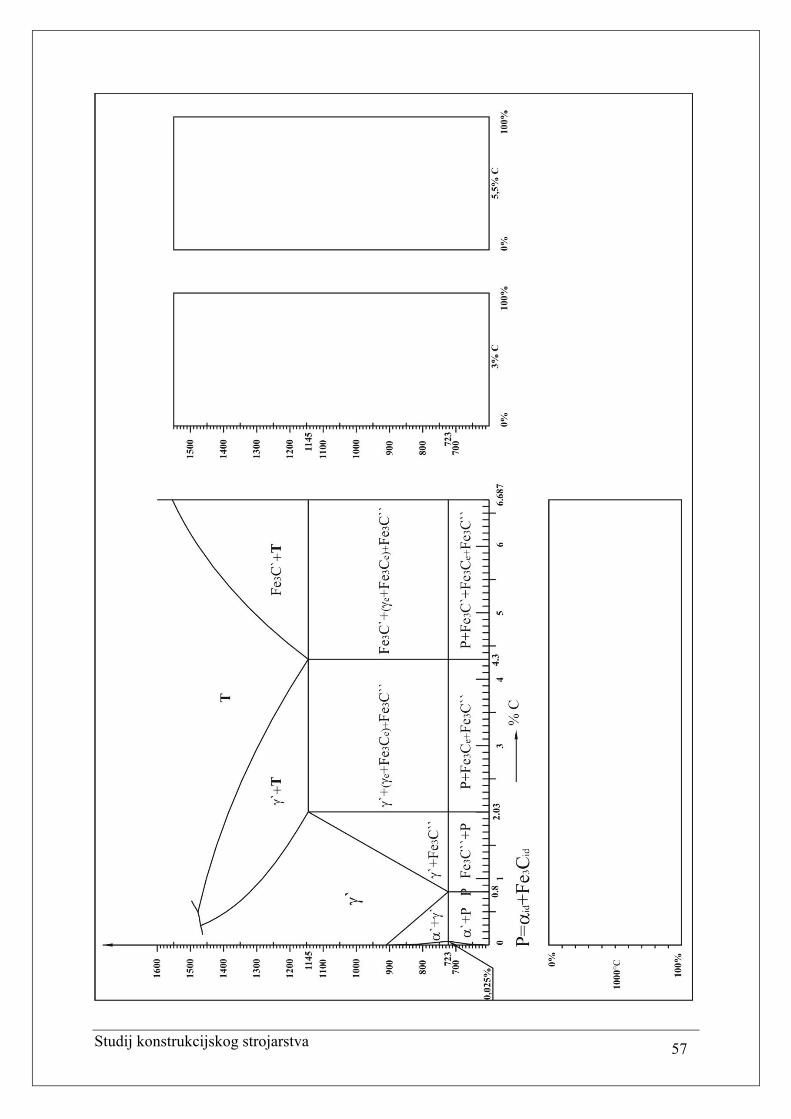
VJEŽBA br.10 - DIJAGRAM SLIJEVANJA Fe –Fe3C (metastabilni)
Faze koje se pojavljuju pri metastabilnom skrućivanju za različite koncentracije: - γ ′ primarni austenit - skrućivanjem taline koncentracije manje od 4,3% C
- CFe ′3 primarni cementit - skrućivanjem taline koncentracije veće od 4,3% C
- α ′ primarni ferit – alotropskom modifikacijom rešetke γ ′ koncentracije manje od 0,8%C od temperature označene GS linijom do eutektoidne temperature (723ºC)
- CFe ′′3 sekundarni cementit - izlučuje se kod hlađenja iz γ ′ i eγ koncentracije
veće od 0,8%C između eutektičke i eutektoidne temperature (1145ºC-723ºC)
- ee CFe3+γ eutektikum (ledeburit) – eutektičkom pretvorbom (skrućivanjem) taline
koncentracije 4,3% C na eutektičkoj temperaturi (1145ºC)
910°C
0,025%C

Studij konstrukcijskog strojarstva 55
- idid CFe3+α eutektoid – eutektoidnom pretvorbomγ ′ i eγ koncentracije 0,8 %C na
eutektoidnoj temperaturi (723ºC) - CFe ′′′3 tercijarni cementit - neznatna količina koja nastane padom rastvorivosti
u α ′ i idα sa 0,025%C na eutektoidnoj temperaturi (723ºC) na 7102 −⋅ %C na sobnoj temperaturi
Nastajanje perlita
a) 0,5%C b) 0,8%C c) 1,6%C
Mikrostrukture čelika
Ovisno o količini ugljika na gornjoj slici vidimo raspored faza i to:
a) podeutektoidni čelik b) eutektoidni čelik c) nadeutektoidni čelik d)
Zavisnost mehaničkih svojstava o
sadržaju ugljika
lamela cementita Fe3C
lamela ferita α

Studij konstrukcijskog strojarstva 56
Studij konstrukcijskog strojarstva 57

Studij konstrukcijskog strojarstva 58

Studij konstrukcijskog strojarstva 59
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.11
MEHANIČKO ISPITIVANJE MATERIJALA
VLAČNA PROBA
Razradio: Igor Gabrić, pred.
Split, 2013.
Studij konstrukcijskog strojarstva 60
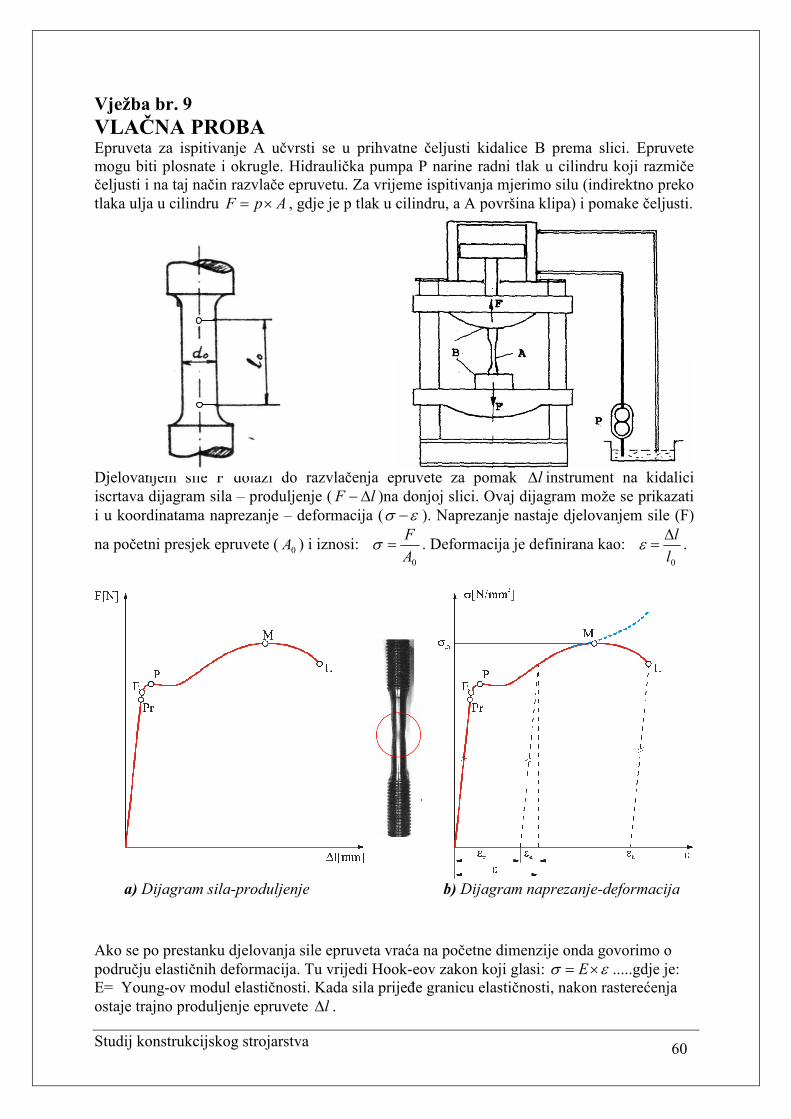
Vježba br. 9 VLAČNA PROBA Epruveta za ispitivanje A učvrsti se u prihvatne čeljusti kidalice B prema slici. Epruvete mogu biti plosnate i okrugle. Hidraulička pumpa P narine radni tlak u cilindru koji razmiče čeljusti i na taj način razvlače epruvetu. Za vrijeme ispitivanja mjerimo silu (indirektno preko tlaka ulja u cilindru ApF ×= , gdje je p tlak u cilindru, a A površina klipa) i pomake čeljusti.
Djelovanjem sile F dolazi do razvlačenja epruvete za pomak l∆ instrument na kidalici iscrtava dijagram sila – produljenje ( lF ∆− )na donjoj slici. Ovaj dijagram može se prikazati i u koordinatama naprezanje – deformacija ( εσ − ). Naprezanje nastaje djelovanjem sile (F)
na početni presjek epruvete ( 0A ) i iznosi: 0A
F=σ . Deformacija je definirana kao:
0l
l∆=ε .
a) Dijagram sila-produljenje b) Dijagram naprezanje-deformacija
Ako se po prestanku djelovanja sile epruveta vraća na početne dimenzije onda govorimo o području elastičnih deformacija. Tu vrijedi Hook-eov zakon koji glasi: εσ ×= E .....gdje je: E= Young-ov modul elastičnosti. Kada sila prijeđe granicu elastičnosti, nakon rasterećenja ostaje trajno produljenje epruvete l∆ .

Studij konstrukcijskog strojarstva 61
Upisana slova na slici označavaju kako slijedi: - Pr = granica proporcionalnosti - E = granica elastičnosti - P = granica plastičnosti (popuštanja) - M = maksimalno naprezanje materijala - L = lomno naprezanje
Praktično do točke E = granica elastičnosti je područje u prednjim dijagramima, u kojem je produženje linearno ovisno o sili. Ovo područje proteže se zapravo do kraja pravca za koji vrijedi zakon proporcionalnosti, a završetak ovog područja naziva se granica proporcionalnosti. Ova točka u dijagramima nije ucrtana, jer se nalazi neznatno ispod točke E i s njom se praktično poklapa. Na donjoj slici vidimo dijagrame rastezanja za različite materijale:
Izgled Hooke—ovog dijagrama za različite materijale
Tvrdi i krhki materijali ne pokazuju izraženu granicu plastičnosti, a na mjestu loma ne dolazi do suženja presjeka. Žilavi materijali međutim imaju izraženu granicu plastičnosti i znatno suženje epruvete na mjestu loma (npr. meki čelici) . Svojstva i karakteristike pri vlačnoj probi:
[ ]%1000
⋅∆
=l
lA k - konačno relativno produljenje epruvete nakon loma (elongacija), gdje je:
[ ]mmlll kk 0−=∆ - konačno produljenje epruvete nakon loma
[ ]%1000
0 ⋅−
=A
AAZ k - konačno relativno suženje presjeka nakon loma (kontrakcija)
=2
0 mm
N
A
FR e
e - granica elastičnosti
=2
0 mm
N
A
FR
p
p - granica plastičnosti (popuštanja)
=2
0 mm
N
A
FR m
m - vlačna (rastezna) čvrstoća materijala
σ[N/mm2]
ε[%]
1 2
3 4
1 – tvrdi čelik 2 – meki čelik 3 – sivi lijev 4 – Al legura

Studij konstrukcijskog strojarstva 62
Za materijale koji nemaju izraženu granicu plastičnosti, uzima se u svakodnevnoj strojarskoj praksi konvencionalna granica plastičnosti koja predstavlja naprezanje pri trajnoj deformaciji od 0,2% nakon rasterećenja, i iznosi:
=2
0
2,02,0
mm
N
A
FR
p
p
Ako veličine raspoloživih komada nisu dovoljni za izradu standardne epruvete najčešće se koriste «proporcionalne epruvete» (duge ili kratke). Profili, užad, lanci, cijevi, žice ispituju se u obliku u kojem se koriste, a vlačne probe nazivaju se tehnološke.
Zadatak: 1. Izvršiti vlačnu probu dvije cilindrične epruvete iz čelika za poboljšavanje HRN 2C45
(stara oznaka Č.1531) s 0,46%C. Na jednoj epruveti je provedena toplinska obrada poboljšavanja (kratkotrajno zagrijavanje na temp. iznad A3 linije i naglo hlađenje u vodi uz naknadno popuštanje na temp. 550°C u trajanju 30 minuta). Druga epruveta je omekšana (žarenjem na temp. iznad A3 linije uz naknadno sporo ohlađivanje u ugašenoj peći).
2. Rezultate ispitivanja prikazati tablično i Hooke-ovim dijagramom! 3. U dijagramu označiti karakteristične veličine (vlačnu čvrstoću materijala, granicu
elastičnosti i granicu popuštanja) te odrediti njihove vrijednosti! 4. Izračunati elongaciju i kontrakciju zadanih materijala!

Studij konstrukcijskog strojarstva 63
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.12
MEHANIČKO ISPITIVANJE MATERIJALA
ISPITIVANJE TVRDOĆE
METODA PO BRINELL-u, VICKERS-u i POLDY-u
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 64
Vježba br. 12 ISPITIVANJE TVRDOĆE po BRINELL-u i po VICKERS-u Važnu ulogu u praksi i primjeni različitih metala ima svojstvo tvrdoće. Zapravo je tvrdoća «mjera» odraza faznog sastava i strukture u metalu. Dakle: što je tvrdoća veća to je materijal otporniji na trošenje! Na temelju poznate tvrdoće, često se približno može odrediti i vlačna čvrstoća Rm. Najčešće primjenjivani načini mjerenja tvrdoće u strojarskoj praksi su: Stacionarni aparati (laboratorijski ili radionički):
- Postupak mjerenja tvrdoće po Rockwell-u (HRC i HRB) - Postupak mjerenja tvrdoće po Brinell-u (HB) - Postupak mjerenja tvrdoće po Vickers-u (HV)
Prenosivi (terenski) aparati:
- Postupak mjerenja tvrdoće po Poldy-u (HB) - Postupak mjerenja tvrdoće po Shore-u
Suvremeni sofisticirani prenosivi aparat je tvrdomjer na principu ultrazvučnog odjeka, s monitorom za očitanje npr. pripadajuće tvrdoće HV, prema donjoj slici:
Prednost ovog uređaja je što ne ostavlja ni najmanji otisak (često nepoželjnu «ozljedu»)! Tvrdoće dobivene različitim postupcima mogu se konvertirati pomoću usporednih tablica.
Studij konstrukcijskog strojarstva 65
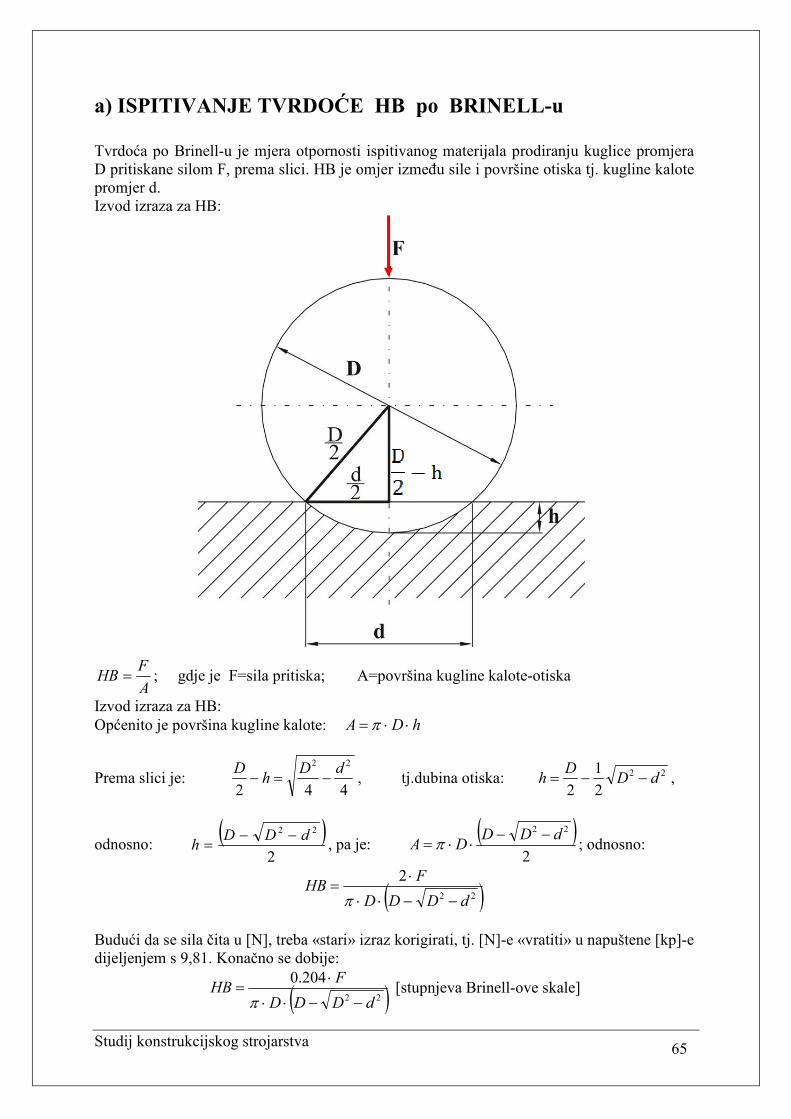
a) ISPITIVANJE TVRDOĆE HB po BRINELL-u Tvrdoća po Brinell-u je mjera otpornosti ispitivanog materijala prodiranju kuglice promjera D pritiskane silom F, prema slici. HB je omjer između sile i površine otiska tj. kugline kalote promjer d. Izvod izraza za HB:
A
FHB = ; gdje je F=sila pritiska; A=površina kugline kalote-otiska
Izvod izraza za HB: Općenito je površina kugline kalote: hDA ⋅⋅= π
Prema slici je: 442
22 dDh
D−=− , tj.dubina otiska: 22
2
1
2dD
Dh −−= ,
odnosno: ( )
2
22 dDDh
−−= , pa je:
( )2
22 dDDDA
−−⋅⋅= π ; odnosno:
( )22
2
dDDD
FHB
−−⋅⋅
⋅=
π
Budući da se sila čita u [N], treba «stari» izraz korigirati, tj. [N]-e «vratiti» u napuštene [kp]-e dijeljenjem s 9,81. Konačno se dobije:
( )22
204.0
dDDD
FHB
−−⋅⋅
⋅=
π [stupnjeva Brinell-ove skale]

Studij konstrukcijskog strojarstva 66
Brinell-ova metoda pogodna je za ispitivanje tvrdoće mekših metala (npr. konstrukcijski čelik, obojeni metali). Prema tablicama u strojarskom priručniku, nakon utiskivanja zakaljene kuglice promjera D u površinu uzorka, za očitani otisak promjera d, nađemo pripadajuću tvrdoću HB. Uobičajeni promjer kuglice D=10mm i sila F=29420[N], a može se upotrijebiti i manji: D=5mm uz F=7355[N] ili D=2,5mm uz F=187,5[N]. Ovo ovisi o debljini uzorka, tj. za manje debljine upotrebljavaju se proporcionalno manje kuglice i sile. Kod standardnih aparata sila pritiska raste do nazivne F kroz 2 ÷ 8 [s], a njeno djelovanje traje 10 ÷ 15 [s]. Nakon rasterećenja očita se pripadajući promjer otiska d. Ukoliko je sila premalena otisak je mali pa ga je teško izmjeriti. Prevelika sila opet preduboko utisne kuglicu, i po rubu kalote istisne dosta materijala, pa je teško odrediti točan promjer otiska. Najbolje rezultate dobivamo s onim silama utiskivanja kod kojih je promjer otiska Dd ⋅÷≈ 4,03,0 . Promjer otiska se mjeri povećalom s ugraviranom mjernom skalom s točnošću 0,05 mm. Za konstrukcijske čelike na temelju izmjerene Brinell-ove tvrdoće HB možemo približno odrediti vlačnu (rasteznu) čvrstoću Rm: za ugljični čelik: [ ]2/....6,3 mmNHBRm ⋅≈
za čelik legiran s Cr: [ ]2/....5,3 mmNHBRm ⋅≈
i za čelik legiran s Cr – Ni: [ ]2/....4,3 mmNHBRm ⋅≈ Radi međusobne usporedbe na vježbi se ispituju tvrdoće različitih metalnih materijala (npr. čelika, čistog Cu i njegovih slitina, čistog Al i njegovih slitina). Budući da je standardna kuglica od zakaljenog čelika, preporuča se mjerenje za 400≤HB . Napomena: Svi ovi podaci i preporuke s tabelarnim podacima mogu se naći i u: B.Kraut: Strojarski priručnik, u poglavlju ISPITIVANJE TVRDOĆE.
Studij konstrukcijskog strojarstva 67
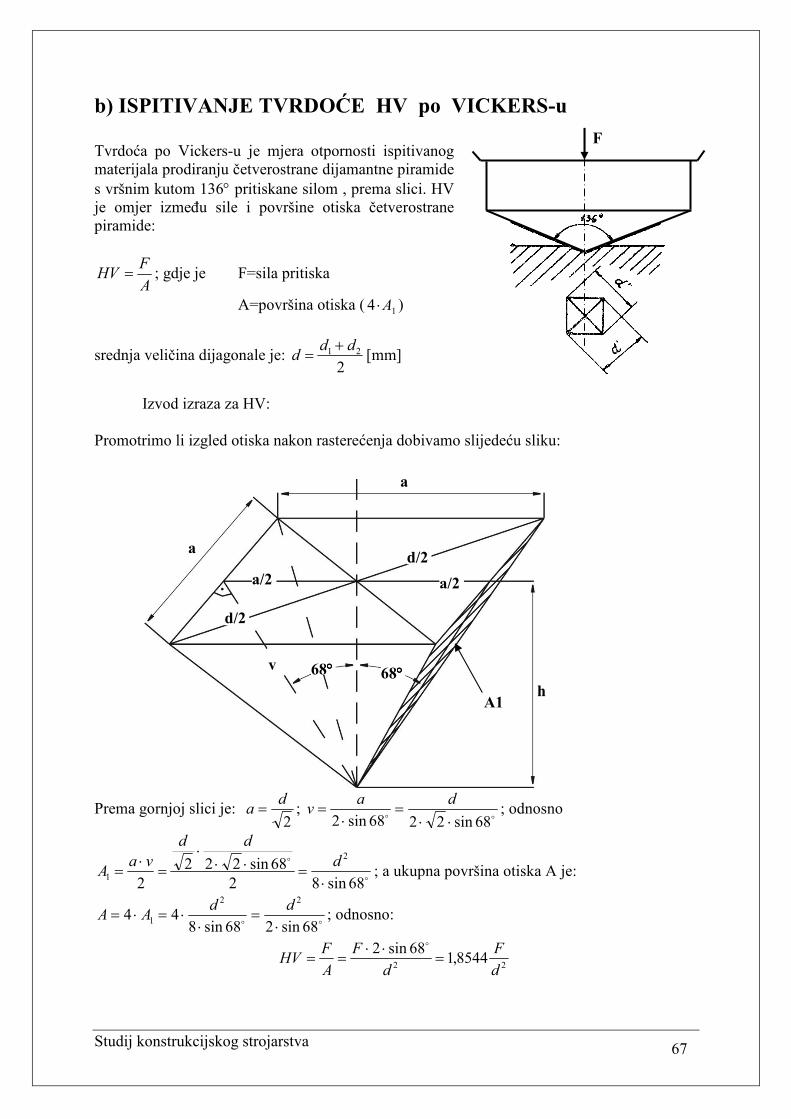
b) ISPITIVANJE TVRDOĆE HV po VICKERS-u Tvrdoća po Vickers-u je mjera otpornosti ispitivanog materijala prodiranju četverostrane dijamantne piramide s vršnim kutom 136° pritiskane silom , prema slici. HV je omjer između sile i površine otiska četverostrane piramide:
A
FHV = ; gdje je F=sila pritiska
A=površina otiska ( 14 A⋅ )
srednja veličina dijagonale je: 2
21 ddd
+= [mm]
Izvod izraza za HV: Promotrimo li izgled otiska nakon rasterećenja dobivamo slijedeću sliku:
Prema gornjoj slici je: 2
da = ;
oo 68sin2268sin2 ⋅⋅=
⋅=
dav ; odnosno
o
o
68sin8268sin222
2
2
1 ⋅=⋅⋅
⋅=
⋅=
d
dd
vaA ; a ukupna površina otiska A je:
oo 68sin268sin844
22
1 ⋅=
⋅⋅=⋅=
ddAA ; odnosno:
228544,1
68sin2
d
F
d
F
A
FHV =
⋅⋅==
o
F
v
a/2 a/2
d/2
d/2
68°°°° 68°°°°
A1 h
a
a

Studij konstrukcijskog strojarstva 68
Budući da se sila čita u [N], treba «stari» izraz korigirati, tj. [N]-e «vratiti» u napuštene [kp]-e dijeljenjem s 9,81. Konačno se dobije:
2189,0
d
FHV = [stupnjeva Vickers-ove skale]
Vickers-ova metoda pogodna je za ispitivanje tvrdoće različitih metalnih materijala od najmanje (npr. olova) do najveće (npr. tvrdih metala). Opterećenje F može biti različito: (30 ili 10) x 9,81 ..[N], a bira se ovisno o tvrdoći ispitivanog materijala (manje opterećenje za mekše materijale, da otisak ostane unutar mjerne skale, tj. da ne bude prevelik). Ovim postupkom se mogu ispitivati mikrotvrdoće, ali u tom slučaju opterećenje je reda veličine do samo nekoliko [N], a dijagonale se mjere na istom aparatu pomoću povećala s ugraviranom mjernom skalom i točnošću od 0,001 mm.
Napomena: Svi ovi podaci i preporuke s tabelarnim podacima mogu se naći i u: B.Kraut: Strojarski priručnik, u poglavlju ISPITIVANJE TVRDOĆE. Do veličine tvrdoće cca 350 HB, Vickers-ove i Brinell-ove tvrdoće se brojčano podudaraju.
Studij konstrukcijskog strojarstva 69
c) ISPITIVANJE TVRDOĆE po POLDY-u Zakaljena čelična kuglica promjera 10mm utiskuje se istovremeno u površinu uzorka materijala kojem mjerimo tvrdoću s donje strane i u etalon poznate čvrstoće s gornje strane, prema slici. Udarcem čekića zakaljena kuglica ostavlja otisak i na etalonu i na površini metala kojem mjerimo tvrdoću. Ovim postupkom se zapravo mjeri tvrdoća po Brinell-u HB uz poznatu tvrdoću etalona HBet koje stoje u omjeru:
( )
( )21
2
22
2
204,0
204,0
dDDD
F
dDDD
F
HB
HB
et
uz
−−⋅⋅
⋅−−⋅⋅
⋅
=
π
π, odakle je
22
2
21
2
dDD
dDDHBHB etuz
−−
−−⋅=
Iz tablica priloženih uz ovaj uređaj, lako se nađe tvrdoća ispitivanog materijala nakon očitanja promjera otiska 1d na etalonu i 2d na površini uzorka. Standardni etalon ima čvrstoću 7.68681,970 =⋅=Rm [N/mm2], tj. tvrdoću HBet= 197. Kako svi etaloni (probni štapovi) nemaju istu čvrstoću, uveden je korekcioni faktor “f” koji je
omjer stvarne i standardne čvrstoće etalona: ._tan
._var
etdardnogs
etnogst
Rm
Rmf =
Ako je stvarni etalon od čvršćeg i tvrđeg čelika, npr. 706,3281,972 =⋅=Rm [N/mm2], onda je korekcioni faktor:
1,0291,028577,686
32,706
81,970
81,972
._tan
._var ≈==⋅⋅
==etdardnogs
etnogst
Rm
Rmf … (UTISNUTO NA ETALONU),
kojim množimo vrijednost tvrdoće očitane iz tablica!

Studij konstrukcijskog strojarstva 70
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.13
MEHANIČKO ISPITIVANJE MATERIJALA
ISPITIVANJE TVRDOĆE
PO METODI ROCKWELL-B, ROCKWELL-C i SHORE
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 71
Vježba br. 13 ISPITIVANJE TVRDOĆE PO ROCKWELL-u Ispitivanje ovom metodom dijelimo u dvije grupe ovisno o tvrdoći materijala kojeg ispitujemo:
A) TVRDOĆA HRC PO ROCKWELL-u Mjera otpornosti nekog materijala spram prodiranju vrha dijamantnog stošca s vršnim kutom 120° koji je opterećen definiranim opterećenjem ukupno [ ]NF 5,1471= . Prodiranje i povrat dijamantnog penetratora prati se preciznim komparatorom (kružnim mjernim satom):
- uzdužno kretanje penetratora je posebnim prijenosnim mehanizmom pretvoreno (i to multiplicirano) u kružno kretanje kazaljke. Mjerna skala komparatora je već označena u jedinicama HRC, iako mjeri uzdužni pomak penetratora od maksimalno 0,2 mm. Kako je mjerna skala podijeljena na ukupno 100 dijelova, jedna podjela iznosi 0,002 mm, prema slici.
- da bi se izbjegla pogreška zbog nehomogenosti površine uzorka (a), najprije se
podizanjem uzork upire u oprugu koja pritišće penetrator do razine (b) pod silom predopterećenja [ ]NF 1,981 = što se kontrolira pomakom pomoćne kazaljke za predopterećenje.
- na toj poziciji usklađuje se kraj mjerne skale (brojka 100) s radnom kazaljkom. Tada se pridoda još i glavno opterećenje [ ]NF 1373,42 = koje s predopterećenjem daje
ukupnu silu [ ]NF 5,1471= . Naravno penetrator prodire koliko mu materijal dopušta do razine (d).
- nakon rasterećenja od djelovanja glavnog opterećenja 2F ostvari se elastični povrat i penetrator se zaustavi na razini (e). Ako je početak (brojka 0) mjerne skale na razini (c) onda nam razmak od razine (c) do pozicije zaustavljenog penetratora (e) (predopterećenje stalno djeluje) predstavlja traženu tvrdoću u stupnjevima hrc, prema slici.
Ova metoda primjenjuje se za sve metalne materijale čija je tvrdoća od 20 HRC do 70 HRC. Preciznost mjerenja kod radioničkih aparata iznosi ±1,5 HRC. Radi međusobne usporedbe na vježbi se ispituju tvrdoće poboljšanih čelika i alatnih čelika. Dobiveni rezultati se uspoređuju s rezultatima mjerenja tvrdoće prema VICKERS-u korištenjem usporednih tablica.

Studij konstrukcijskog strojarstva 72
B) TVRDOĆA HRB PO ROCKWELL-u Na istom aparatu za mjerenje tvrdoće mekših metalnih materijala, dijamantni stožac se zamijeni s penetratorom koji ima na vrhu zakaljenu kuglicu ∅1⁄16″. Postupak je potpuno analogan prethodnom, ali se na istom aparatu sada podešava:
- sila predopterećenja ostaje ista, tj. [ ]NF 1,981 = ;
- glavno opterećenje sada iznosi [ ]NF 9,8822 = ;
- ukupna sila je dakle smanjena na [ ]NF 981= . Mjerna skala je produžena na 0,26 mm, ali je podijeljena na 130 dijelova po 0,002 mm. Time je omogućeno korištenje istog već ugrađenog na aparatu preciznog komparatora (kružnog mjernog sata).

Studij konstrukcijskog strojarstva 73
Nakon rasterećenja od djelovanja glavnog opterećenja 2F ostvari se elastični povrat i penetrator se zaustavi na razini (e). Ako je početak (brojka 0) mjerne skale na razini (c) onda nam razmak od razine (c) do pozicije zaustavljenog penetratora (e) (predopterećenje stalno djeluje) predstavlja traženu tvrdoću u stupnjevima HRB, prema slici. Ova metoda primjenjuje se za sve metalne materijale čija je tvrdoća od 35 HRB do 100 HRB. Preciznost mjerenja kod radioničkih aparata iznosi ±2 HRB. Radi međusobne usporedbe na vježbi se ispituju tvrdoće različitih konstrukcijskih čelika. Dobiveni rezultati se uspoređuju s rezultatima mjerenja tvrdoće prema VICKERS-u korištenjem usporednih tablica.
Studij konstrukcijskog strojarstva 74
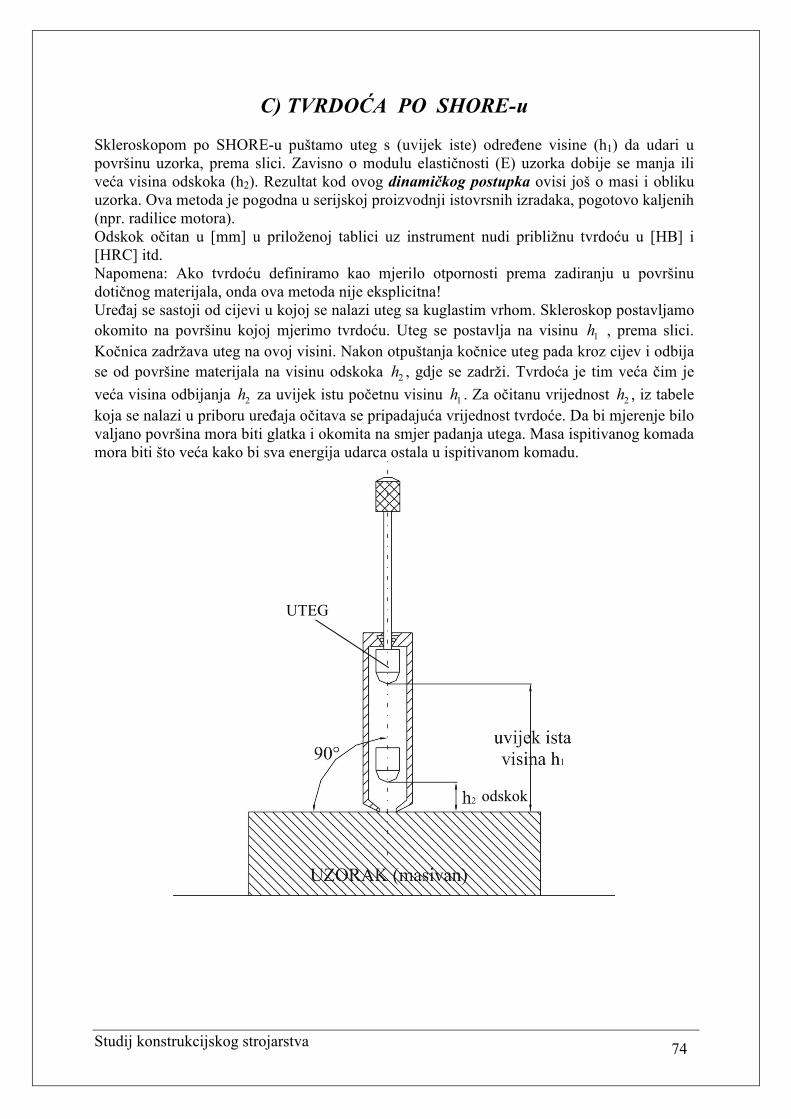
C) TVRDOĆA PO SHORE-u Skleroskopom po SHORE-u puštamo uteg s (uvijek iste) određene visine (h1) da udari u površinu uzorka, prema slici. Zavisno o modulu elastičnosti (E) uzorka dobije se manja ili veća visina odskoka (h2). Rezultat kod ovog dinamičkog postupka ovisi još o masi i obliku uzorka. Ova metoda je pogodna u serijskoj proizvodnji istovrsnih izradaka, pogotovo kaljenih (npr. radilice motora). Odskok očitan u [mm] u priloženoj tablici uz instrument nudi približnu tvrdoću u [HB] i [HRC] itd. Napomena: Ako tvrdoću definiramo kao mjerilo otpornosti prema zadiranju u površinu dotičnog materijala, onda ova metoda nije eksplicitna! Uređaj se sastoji od cijevi u kojoj se nalazi uteg sa kuglastim vrhom. Skleroskop postavljamo okomito na površinu kojoj mjerimo tvrdoću. Uteg se postavlja na visinu 1h , prema slici. Kočnica zadržava uteg na ovoj visini. Nakon otpuštanja kočnice uteg pada kroz cijev i odbija se od površine materijala na visinu odskoka 2h , gdje se zadrži. Tvrdoća je tim veća čim je
veća visina odbijanja 2h za uvijek istu početnu visinu 1h . Za očitanu vrijednost 2h , iz tabele koja se nalazi u priboru uređaja očitava se pripadajuća vrijednost tvrdoće. Da bi mjerenje bilo valjano površina mora biti glatka i okomita na smjer padanja utega. Masa ispitivanog komada mora biti što veća kako bi sva energija udarca ostala u ispitivanom komadu.
odskok
UTEG

Studij konstrukcijskog strojarstva 75
Na slijedećim slikama daje se pregled nekoliko primjera pravilnog i nepravilnog korištenja ovog uređaja:

Studij konstrukcijskog strojarstva 76
SVEUČILIŠTE U SPLITU SVEUČILIŠNI ODJEL ZA STRUČNE STUDIJE
Studij konstrukcijskog strojarstva
MATERIJALI I
VJEŽBA br.14
MEHANIČKO ISPITIVANJE MATERIJALA
ISPITIVANJE DINAMIČKE IZDRŽLJIVOSTI ISPITIVANJE UDARNE ŽILAVOSTI PO CHARPY-u
Razradio: Igor Gabrić, pred.
Split, 2013.

Studij konstrukcijskog strojarstva 77
Vježba br. 14 ISPITIVANJE DINAMIČKE IZDRŽLJIVOSTI I UDARNE ŽILAVOSTI A) ISPITIVANJE DINAMIČKE IZDRŽLJIVOSTI Rd Dinamička izdržljivost se definira kao najveće naprezanje kod kojeg materijal epruvete izdrži beskonačni ili propisani broj ciklusa bez pojave pukotine. a) IZMJENIČNA DINAMIČKA IZDRŽLJIVOST Rdiz Epruveta od tretiranog materijala izvrgnuta je čistom izmjeničnom opterećenju (npr. vlak-tlak), prema sl. a.1. Pripadajuća Wöhlerova krivulja prikazana je na slici a.2.
b) ISTOSMJERNA DINAMIČKA IZDRŽLJIVOST Rdis Epruveta od tretiranog materijala izvrgnuta je početnom istosmjernom opterećenju (npr. na vlak), prema sl. b.1. Pripadajuća Wöhlerova krivulja prikazana je na slici b.2.
Osim vrijednosti za dinamičku izdržljivost, treba navesti i podatak o odgovarajućem broju ciklusa te izgledu i dimenziji epruvete.
σ+
σ−
aσ
aσ
0=srσtrajanje
naprezanjaamplitudaa _−σnaprezanjesrednjesr _−σ
.1._ aSlika
dizR
σ
adR σ±=
.2._ aSlika
σ
aσ
asr σσ =
trajanje
naprezanjegornjeg _−σ
gσaσ
disR
σ
adR σ⋅= 2
Broj ciklusa N (u log. mjerilu)
0
0
Slika b.1.
Broj ciklusa N (u log. mjerilu) Slika b.2.

Studij konstrukcijskog strojarstva 78
c) MEHANIZAM LOMA Uslijed raznih nepravilnosti u građi materijala i nehomogenosti strukture, te površinskih hrapavosti dolazi do koncentracije naprezanja na tim mjestima što može rezultirati inicjalnim mikropukotinama. Ponavljanjem opterećenja ova pukotina se širi glatko i valovito kroz područje tzv. trajnog loma (I). Time se nosivi presjek smanjuje i kada naprezanje dosegne lomnu čvrstoću materijala, dolazi do pucanja i preostalog presjeka u području trenutnog loma (II), prema sl.c. I Područje trajnog loma (glatko i eventualno
valovito) II Područje trenutnog loma (zrnasti prijelom) Prigodom konstruiranja treba voditi računa da je dinamička izdržljivost konstrukcije manja od izdržljivosti dobivene ispitivanjem glatke i polirane epruvete od istog materijala. Ova smanjenja nastaju uslijed raznih koncentratora naprezanja (površinska hrapavost, promjena debljine, oštri rubovi, greške u materijalu) i vanjskih utjecaja (korozija, temperatura). d) UREĐAJ ZA ISPITIVANJE IZMJENIČNE DINAMIČKE IZDRŽLJIVOSTI Realiziran je jednostavnom izvedbom koja se sastoji od elektromotora s adaptiranom stegom za učvršćenje jednog kraja epruvete u produžetku osovine. Na drugom kraju modificirane epruvete za vlačnu probu, preko kotrljajućeg ležaja omogućen je ovjes s utezima. Rotacijom osovine elektromotora, konzolno opterećena epruveta ima izvodnice naizmjenično opterećene na vlak kada je izvodnica u gornjem položaju, odnosno na tlak kada je izvodnica u donjem položaju.
G
Primjenom većeg naprezanja, npr. 1σ epruveta izdrži manji broj ciklusa N1. Smanjenjem naprezanja povećava se broj ciklusa koje epruveta izdrži. Kada se naprezanje smanji na
Slika c. Izgled presjeka loma
f
σ1
σ2
σ3
OSOVINA ELEKTROMOTORA
EPRUVETA
+σ
-σ
Rd
σ
UTEG
Slika d.2. Konstrukcija WÖHLER-ove krivulje
STEZNA NAPRAVA
a
N1 N2 N3 …pripadajući broj ciklusa
Slika d.1. Uređaj za ispitivanje

Studij konstrukcijskog strojarstva 79
razinu dinamičke izdržljivosti Rd, epruveta praktično može izdržati beskonačan broj ciklusa. Naprezanje kao funkciju broja ciklusa kojeg materijal izdrži do loma prikazuje Wohler-ova krivulja na slici d.2. Vidimo da se ona kod određenog broja titraja asimptotski približava vrijednosti Rd (praktično za čelik broj ciklusa do loma uzima se 710=N , za lake metale
810=N ). Dakle, najveće naprezanje Rd[N/mm2] kod kojeg ispitivana epruveta izdrži 710=N za čelik, odnosno 810=N za lake metale, nazivamo dinamička izdržljivost (ili
granica umora) materijala.
ZADATAK Pomoću rotacione umaralice izvršiti ispitivanje izdržljivosti na tri epruvete iz čelika EN C45N (stara oznaka HRN Č.1531). Svaku epruvetu opteretiti različitom težinom i odrediti broj promjena ciklusa do loma umnoškom izmjerenog vremena τ i broja okretaja umaralice n. Dobivene rezultate prikazati u Wohler-ovom dijagramu σ - log N! Karakteristične dimenzije ispitivanja:
Maksimalno naprezanje izračunati prema izrazu:
gdje je: M moment u najmanjem presjeku: M=F·l Wy –moment inercije presjeka koji za kružni presjek iznosi Pripadajući broj promjena ciklusa do loma izračunati množenjem poznatog broj okretaja rotacione umaralice n=2820 okr/min i izmjerenog vremena do loma epruvete.
yW
M=σ
32
3dW
⋅=
π
l=105 mm d=6 mm F1=77,98 N F2=81,9 N F3=88,42 N

Studij konstrukcijskog strojarstva 80
B) ISPITIVANJE UDARNE ŽILAVOSTI PO CHARPY-U Ispitivanje udarne žilavosti spada u dinamička ispitivanja materijala. Na donjim slikama vidimo lijevo uređaj za ispitivanje udarne žilavosti – Charpy-ev bat, a desno je prikazan način postavljanja zarezane epruvete. Bat u obliku klatna podiže se na odgovarajuću visinu 1h i pušta da udari u epruvetu (sa suprotne strane zareza). Kod ispitivanja nakon loma epruvete mora doći do prolaska bata na suprotnu stranu. U protivnom pokus nije valjan. Mjeri se visina 2h koju bat ostvari nakon loma epruvete.
Udarna žilavost je definirana kao radnja utrošena za prelamanje epruvete standardnih dimenzija (10x10x55 mm). Vrijednost radnje W određuje se kao razlika potencijalne energije bata prije 1W i nakon loma 2W .
)( 212121 hhGhGhGWWW −×=×−×=−= ili preko kuta nagiba bata:
)cos(cos 12 αα −××= RGW [Nm] ili [J]
Određivati ćemo žilavost materijala za dvije različite temperature i to sobnu i -7°C. Promotriti izgled i vrstu prijeloma (krti i žilavi lom)
Na gornjem dijagramu vidimo ovisnost žilavosti raznih materijala o temperaturi. Objasniti kako temperatura, a kako zarezno djelovanje utiče na žilavost.

Studij konstrukcijskog strojarstva 81
Literatura 1. Deželić, R.: Metali u strojogradnji, FESB, Split, 1985. 2. Malešević, N.: Metali I, II, III, IV, FSB, Zagreb, 1968. 3. Anzulović, B.: Metali 1, FESB, Split, 1990. 4. Španiček, Đ.; Ćurković L.: MATERIJALI I, FSB, Zagreb, 2005. 5. Kolumbić Z.; Tomac N.: MATERIJALI, Filozofski fakultet, Rijeka, 2005. 6. Tehnička enciklopedija, razni članci, JLZ, Zagreb, 1967. 7. Frantz, M.: MEHANIČKA SVOJSTVA MATERIJALA, FSB, Zagreb, 2005. 8. Filetin, T.; Kovačiček, F.; Indof, J.: Svojstva i primjena materijala, FSB, Zagreb, 2011. 9. Kraut, B: Strojarski priručnik, Tehnička knjiga, Zagreb, razna izdanja 10. Metals Handbook, Vol I - XI, Metals Park, 1981 - 1980. 11. Callister, W: Materials Science and Engineering, 8th Edition, Wiley & Sons, New York,
2011.




























