Embed Size (px)
Citation preview

Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería Industrial Facultad de Ingeniería
1-1-2018
Propuesta de mejora para el diseño del sistema productivo en la Propuesta de mejora para el diseño del sistema productivo en la
empresa productora de Bocadillos Las Dalias en Vélez Santander empresa productora de Bocadillos Las Dalias en Vélez Santander
Arnulfo Zaraza Perico Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_industrial
Citación recomendada Citación recomendada Zaraza Perico, A. (2018). Propuesta de mejora para el diseño del sistema productivo en la empresa productora de Bocadillos Las Dalias en Vélez Santander. Retrieved from https://ciencia.lasalle.edu.co/ing_industrial/55
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería Industrial by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].
1
PROPUESTA DE MEJORA PARA EL DISEÑO DEL SISTEMA PRODUCTIVO EN LA
EMPRESA PRODUCTORA DE BOCADILLOS LAS DALIAS EN VÉLEZ
SANTANDER
ARNULFO ZARAZA PERICO
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA INDUSTRIAL
BOGOTÁ D.C.
MAYO DE 2018
2
PROPUESTA DE MEJORA PARA EL DISEÑO DEL SISTEMA PRODUCTIVO EN LA
EMPRESA PRODUCTORA DE BOCADILLOS LAS DALIAS EN VÉLEZ
SANTANDER
ARNULFO ZARAZA PERICO
Proyecto de grado para optar al título de Ingeniero(a) Industrial
TUTOR:
JAIR EDUARDO ROCHA GONZÁLEZ
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA INDUSTRIAL
BOGOTÁ D.C.
JUNIO DE 2018
3
Nota de aceptación
_____________________________________
_____________________________________
_____________________________________
_____________________________________
_____________________________________
_____________________________________
_____________________________________
_____________________________________
Msc. Ing. Luis Manuel Pulido Moreno
Jurado 1
_________________________________________
Msc. John Dario Fontal Aponte
Jurado 2
Bogotá, Colombia. 06 de junio de 2018
4
RESUMEN
El siguiente proyecto consiste en realizar una propuesta de mejora para el diseño del sistema
productivo en la empresa productora de bocadillos las Dalias Vélez Santander y para ello
este proyecto está divido en un marco de referencia en donde se evidencian antecedentes
relacionados con la materia prima que se utiliza en la empresa para la fabricación de
bocadillos, también se encuentra el contenido referencial acerca del Diseño y distribución en
planta, sus principios, tipos de distribución, diseño de instalaciones de manufactura y manejo
de materiales.
En la segunda sección se encuentra el estudio de trabajo en donde se encuentran todos los
temas relacionados con la distribución en la fábrica de bocadillos las Dalias desde la
elaboración del producto hasta las propuestas de diseño y sistema de análisis y puntos críticos
en la fabricación del bocadillo.
En la tercera parte el proyecto contiene el Diseño y las técnicas de almacenaje para una
instalación que permite utilizar el diseño de una bodega sin uso alguno para la recepción y
almacenamiento de materia prima.
Como cuarta y última parte se encuentran las conclusiones y recomendaciones que debería
tomar la fábrica para la implementación futura de la propuesta de diseño y resultados de este
proyecto de grado.
PALABRAS CLAVE
Diseño y distribución en planta, análisis de Peligros y Puntos Críticos de Control (HACCP),
Diseño de sistema productivo, productos alimenticios de guayaba, Minimización de
recorridos

5
A Dios,
Porque todo lo que sube a Dios en forma de oración
baja luego a nosotros en forma de bendición.
A mis padres, hermanos que son mi motor de fuerza
y mi Madre que ha sido el motivo y la inspiración de cada día para
ser mejor persona.
ARNULFO ZARAZA PERICO
6
AGRADECIMIENTOS
Miles de agradecimientos al director de esta tesis, Ingeniero Jair Eduardo Rocha González,
por el esfuerzo, acompañamiento y paciencia en este proceso educativo de crecimiento
personal y profesional, por la confianza y profesionalismo durante toda la carrera por abrir
un espacio de su tiempo para ofrecen y enseñar que sin maestros no existiría la educación,
sin la educación no existiría la esperanza y sin esperanza no hay nada.
A la fábrica de bocadillos las Dalias ubicada en Vélez Santander por abrirme las puertas de
la empresa para poder realizar y desarrollar este trabajo de grado, por su acompañamiento y
paciencia en el proceso de elaboración de este proyecto. Mil agradecimientos a doña Pilar
por la confianza brindada en el transcurso de este proceso.
A mi familia por los buenos deseos, a mi padre por los consejos de nunca permitir que nadie
me diga que soy incapaz de hacer algo, ni siquiera yo que si tengo un sueño debo cumplirlo
con esfuerzo y dedicación.
7
Tabla de Contenido
Capítulo 1 ..........................................................................................................................................................11
Descripción de la Investigación .........................................................................................................................11
1.0 Planteamiento e identificación de la investigación ..................................................................................11
1.1. Justificación del trabajo/investigación .............................................................................................14
1.2. Objetivos ..........................................................................................................................................15
1.3. Metodología seguida durante la investigación .................................................................................15
1.4 Estado del arte .........................................................................................................................................17
Capítulo 2 ..........................................................................................................................................................20
Método sinérgico de localización de plantas (Brown y Gibson) .......................................................................20
2.1 Método sinérgico de localización de plantas (Brown y Gibson) .............................................................20
Capítulo 3 ..........................................................................................................................................................23
Estudio del Trabajo ...........................................................................................................................................23
3.1. Proceso productivo del bocadillo............................................................................................................23
3.1.1. Elaboración del bocadillo de guayaba (Tradicional)........................................................ 23
3.1.2 Elaboración del bocadillo de Leche (Arequipe). ............................................................... 24
3.2 Análisis de datos de la demanda ..............................................................................................................26
3.2.1 Prueba no paramétrica rachas ......................................................................................... 27
3.3 Pronósticos ..............................................................................................................................................28
3.3.1 Tipo de producción ........................................................................................................... 30
3.3.2 Calculo de capacidad requerida 2017-2018 ..................................................................... 30
3.3.2.1 Calculo de maquinaria ................................................................................................... 32
3.3.2.2 Calculo de operarios ...................................................................................................... 34
3.4 Calculo de áreas .......................................................................................................................................36
3.4.1 Área requerida para empleados....................................................................................... 36
3.4.2 Área requerida para maquinaria ...................................................................................... 37
3.5 Calculo de requerimientos de materiales .................................................................................................38
3.5.1 Flujo de materiales ........................................................................................................... 39
3.6 Tipo de estructura ....................................................................................................................................40
3.6.1 Ubicación espacial ............................................................................................................ 42
3.6.2 Integración de zonas ........................................................................................................ 45
3.7 Propuesta para el diseño y la distribución en planta en la fábrica de bocadillos las dalias ......................48
3.7.1 Propuesta de diseño y distribución en planta las dalias 3d ............................................. 51
3.7.2 Simulación de propuesta de mejora para el diseño productivo de bocadillos las dalias 52
Capítulo 4 ..........................................................................................................................................................54
8
Diseño de bodega de materia primas y proceso de enfriamiento .......................................................................54
4.0 Diseño de bodega de materia primas y proceso de enfriamiento .............................................................54
4.1 Factores internos y externos influyentes en el diseño de bodega apropiado para la empresa productora
de bocadillos las dalias ..................................................................................................................................55
4.2 Diseño de bodega guayaba y leche. .........................................................................................................55
4.3 Diseño de bodega para el proceso de enfriamiento del bocadillo ............................................................56
4.4 Modelo de bodega de recepción, materia prima y proceso de enfriamiento 3d .......................................56
Capítulo 5 ..........................................................................................................................................................58
Análisis de peligros y puntos de control (Haccp) ..............................................................................................58
5.1 Análisis de peligros y puntos de control (Haccp) ....................................................................................58
5.1.1 Descripción del producto a evaluar ................................................................................. 58
5.1.2 Equipo Haccp .................................................................................................................... 59
5.1.3 Hoja de análisis de riesgos ............................................................................................... 60
5.1.4 Sistema de monitoreo de Puntos Críticos de Control ...................................................... 63
5.1.5 Criterios de seguimiento .................................................................................................. 65
5.1.6 Evaluación de peligros ...................................................................................................... 66
Capítulo 6 ..........................................................................................................................................................68
Contraste planta actual vs planta propuesta .............................................................................................68
CAPITULO 7 ....................................................................................................................................................71
Conclusiones y recomendaciones ...............................................................................................................71
Bibliografía ........................................................................................................................................................73
Referencias ........................................................................................................................................................73
ANEXO H .................................................................................................................................... 79

9
LISTA DE TABLAS
Tabla 1 Estado del arte ..................................................................................................................................... 19 Tabla 2 Factores críticos y objetivos de localización......................................................................................... 20 Tabla 3 Calificación de factores subjetivos ....................................................................................................... 21 Tabla 4 Factores subjetivos de localización de la fabrica ................................................................................. 21 Tabla 5 Índice de localización de la fábrica de bocadillos las Dalias ............................................................... 21 Tabla 6 Ventas históricas de bocadillos las Dalias 2015-2016 ......................................................................... 26 Tabla 7 Resultados error porcentual medio según función de probabilidad. ................................................... 28 Tabla 8 Pronósticos año 2017-2018 ................................................................................................................. 29 Tabla 9 Tiempo disponible de máquinas para la producción proyectada ........................................................ 30 Tabla 10 Capacidad requerida para el volumen de producción proyectado .................................................... 31 Tabla 11 Tiempo disponible de máquinas para la producción proyectada ...................................................... 32 Tabla 12 Capacidad requerida para el volumen de producción proyectado .................................................... 32 Tabla 13 Índices sumarios de áreas, para oficinas técnicas administrativas y otras ....................................... 36 Tabla 14 Total de área empleados 2017-2018 ................................................................................................. 37 Tabla 15 Factores suplementarios permitidos para áreas de maquinas .......................................................... 37 Tabla 16 Factores de área para cada máquina 2017-2018 .............................................................................. 38 Tabla 17 Requerimientos de materiales ........................................................................................................... 38 Tabla 18 Necesidades totales de materiales 2017 ........................................................................................... 38 Tabla 19 Cantidad de materia prima necesaria 2017 ...................................................................................... 38 Tabla 20 Necesidades totales de materiales 2018 .......................................................................................... 39 Tabla 21 Cantidad de materia prima necesaria 2018 ...................................................................................... 39 Tabla 22 Estaciones de trabajo involucradas en el proceso productivo del bocadillo ...................................... 40 Tabla 23 Matriz binaria orientada.................................................................................................................... 41 Tabla 24 Grados de cooperación ...................................................................................................................... 41 Tabla 25 Flujos en Kg entre estaciones de proceso .......................................................................................... 43 Tabla 26 Matriz origen -destino ....................................................................................................................... 43 Tabla 27 Matriz transpuesta origen-destino .................................................................................................... 43 Tabla 28 Red triangular ................................................................................................................................... 44 Tabla 29 Zonas existentes en la fábrica de producción las Dalias .................................................................... 45 Tabla 30 Prioridades de cercanía entre estaciones del proceso productivo del bocadillo ................................ 46 Tabla 31 Razones de cercanía entre zonas ....................................................................................................... 46 Tabla 32 Descripción de integración entre zonas ............................................................................................. 46 Tabla 33 Hoja de trabajo de relación de actividades ....................................................................................... 48 Tabla 34 Departamentos de producción en la fábrica de bocadillos las Dalias ............................................... 49 Tabla 35 Áreas departamentos de producción las Dalias................................................................................. 49 Tabla 36 Distancia entre estaciones de trabajo, Planta actual Vs Planta propuesta ....................................... 50 Tabla 37 proceso de Cocción, moldeo y enfriamiento Planta actual Vs Planta propuesta .............................. 51 Tabla 38 Tiempo de ciclo simulación ................................................................................................................ 52 Tabla 39 Requerimientos de materia prima ..................................................................................................... 54 Tabla 40 Descripción del producto " El bocadillo Veleño " ............................................................................... 58 Tabla 41 Hoja de análisis de riesgo .................................................................................................................. 63 Tabla 42 Sistema de monitoreo de puntos críticos de control .......................................................................... 65 Tabla 43 Criterios de seguimiento de puntos críticos ....................................................................................... 66 Tabla 44 Evaluación de peligros de control ...................................................................................................... 67 Tabla 45 Contraste planta actual vs planta propuesta .................................................................................... 69
10
LISTA DE ILUSTRACIONES
Ilustración 1 Área recepción de materiales ...................................................................................................... 11 Ilustración 2 Área de producción ...................................................................................................................... 12 Ilustración 3 Área de enfriamiento ................................................................................................................... 12 Ilustración 4 Área de corte ............................................................................................................................... 13 Ilustración 5 Área de empaque ......................................................................................................................... 13 Ilustración 6 Espacio libre ................................................................................................................................. 13 Ilustración 7 Áreas productivas de la fábrica ................................................................................................... 14 Ilustración 8 Elaboración del bocadillo de guayaba ......................................................................................... 24 Ilustración 9 Proceso de elaboración Bocadillo de leche .................................................................................. 25 Ilustración 10 Ventas mensuales en millones de pesos de bocadillos las Dalias 2015-2016 ............................ 26 Ilustración 11 Prueba de rachas de la mediana de los datos para evaluar aleatoriedad ................................. 27 Ilustración 12 Prueba de rachas de la media de los datos para evaluar aleatoriedad ..................................... 27 Ilustración 13 Ventas pronosticadas en millones de pesos 2017-2018 ............................................................ 28 Ilustración 14 Maquinas disponibles en la planta actual ................................................................................. 33 Ilustración 15 Maquinaria proyectada 2017 .................................................................................................... 33 Ilustración 16 Maquinas proyectadas 2018 ..................................................................................................... 33 Ilustración 17 Operarios disponibles en áreas productivas del bocadillo ......................................................... 34 Ilustración 18 Operarios proyectados 2017 ...................................................................................................... 35 Ilustración 19 Operarios proyectados 2018 ...................................................................................................... 36 Ilustración 20 Flujo de materiales Proceso leche .............................................................................................. 39 Ilustración 21 Flujo de materiales Proceso Guayaba ........................................................................................ 40 Ilustración 22 Grafico x-Z .................................................................................................................................. 42 Ilustración 23 Grafico de ordenamiento triangular para las nueve estaciones de proceso ............................. 44 Ilustración 24 diagrama de relación de actividades ......................................................................................... 47 Ilustración 25 Propuesta de diseño y distribución de los departamentos productivos de bocadillo en la fábrica
las Dalias .......................................................................................................................................................... 50 Ilustración 26 Fabrica productora de bocadillos las Dalias modelo 3D ............................................................ 51 Ilustración 27 Propuesta de simulación las Dalias modelo 3D ......................................................................... 52 Ilustración 31 Propuesta de bodega 3D vista superior ..................................................................................... 57 Ilustración 32 Diseño de bodega 3D vista frontal ............................................................................................. 57 Ilustración 28 Flujograma proceso productivo del bocadillo ............................................................................ 59 Ilustración 29 Equipo que conforma el Análisis de Peligros y Puntos Críticos de Control (HACCP) .................. 60 Ilustración 30 Árbol de decisiones para el análisis de riesgos (Mortimore & Wallace, 2004) .......................... 61
11
Capítulo 1
Descripción de la Investigación
Este proyecto consiste en realizar una propuesta de mejora para el diseño del sistema
productivo en la empresa productora de bocadillos Las Dalias en Vélez Santander y para ello
este proyecto está divido en un marco de referencia en donde se evidencian antecedentes
relacionados con la materia prima que se utiliza en la empresa para la fabricación de
bocadillos, también se encuentra el contenido referencial acerca del Diseño y distribución en
planta, sus principios, tipos de distribución, diseño de instalaciones de manufactura y manejo
de materiales. En la segunda sección se encuentra el marco teórico en donde se referencian
conceptos como procesos y análisis de Peligros y Puntos Críticos de Control (HACCP) para
garantizar la inocuidad alimentaria.
En la tercera parte el proyecto contiene el marco legal en donde se encuentran algunas
Normas, decretos y leyes constituyentes a una empresa de transformación. Este proyecto en
su cuarta fase muestra lo relacionado al marco de referencia en donde se referencias trabajos
y antecedentes relacionados al Diseño y distribución en planta. Por último, se encuentran los
objetivos del proyecto, su cronograma de actividades para un periodo de seis meses y su
presupuesto asignado para la elaboración de este.
1.0 Planteamiento e identificación de la investigación
Bocadillos las Dalias es una empresa ubicada en el municipio de Vélez Santander
específicamente en la Carrera 2#3ª-43. Bocadillos las Dalias es una empresa de tradición
familiar dedicada a la producción de dulces típicos de la región Santandereana, los famosos
Bocadillos Veleños. La empresa inicio su funcionamiento en el año 1983 época en la cual los
procesos eran totalmente manuales, por lo tanto, requerían más tiempo para llegar al producto
terminado. Con el paso del tiempo y por la situación cambiante de los mercados se ha hecho
indispensable realizar inversiones tecnológicas en la planta de producción que permiten hacer
más eficientes los procesos productivos.
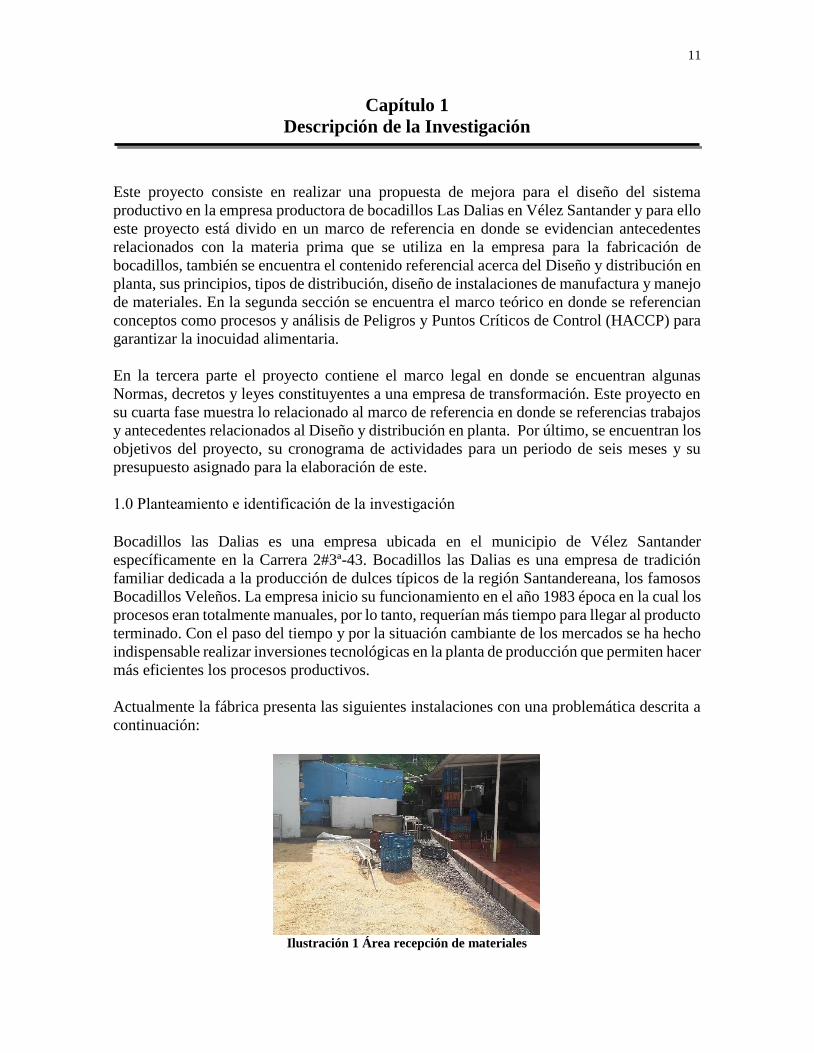
Actualmente la fábrica presenta las siguientes instalaciones con una problemática descrita a
continuación:
Ilustración 1 Área recepción de materiales

12
Área de recepción de materiales: En esta área llega la materia prima e insumos donde son
transportados al área de producción para empezar el proceso de fabricación. El área cuenta
con problemas de transporte de materia prima hasta el área de producción, por otra parte, al
ser un área descubierta la materia prima tiende a dañarse por condiciones climáticas y de
suelos.
Ilustración 2 Área de producción
Área de producción: En esta área se realiza la primera fase de elaboración del bocadillo que
consiste en lavar la fruta en este caso la guayaba hacer su despulpado y proceder a su cocción
en marmitas. El área cuenta con diferentes problemas en cuanto a espacios pues la ubicación
de máquinas en muy poco espacio limita a los operarios a trasladarse por la fábrica y hace
que sus tiempos de desplazamiento sean grandes.
Ilustración 3 Área de enfriamiento
Área de enfriamiento: En esta área se realiza el proceso de enfriamiento o maduración y corte
en donde el bocadillo luego de ser terminado en el proceso de cocción realizado por las
marmitas entra en proceso de enfriamiento o maduración para luego entrar al área de corte.
El área presenta problemas de tener dos operaciones de fabricación en un mismo lugar y
muchas veces hace que los procesos no se hagan de forma eficiente.
13
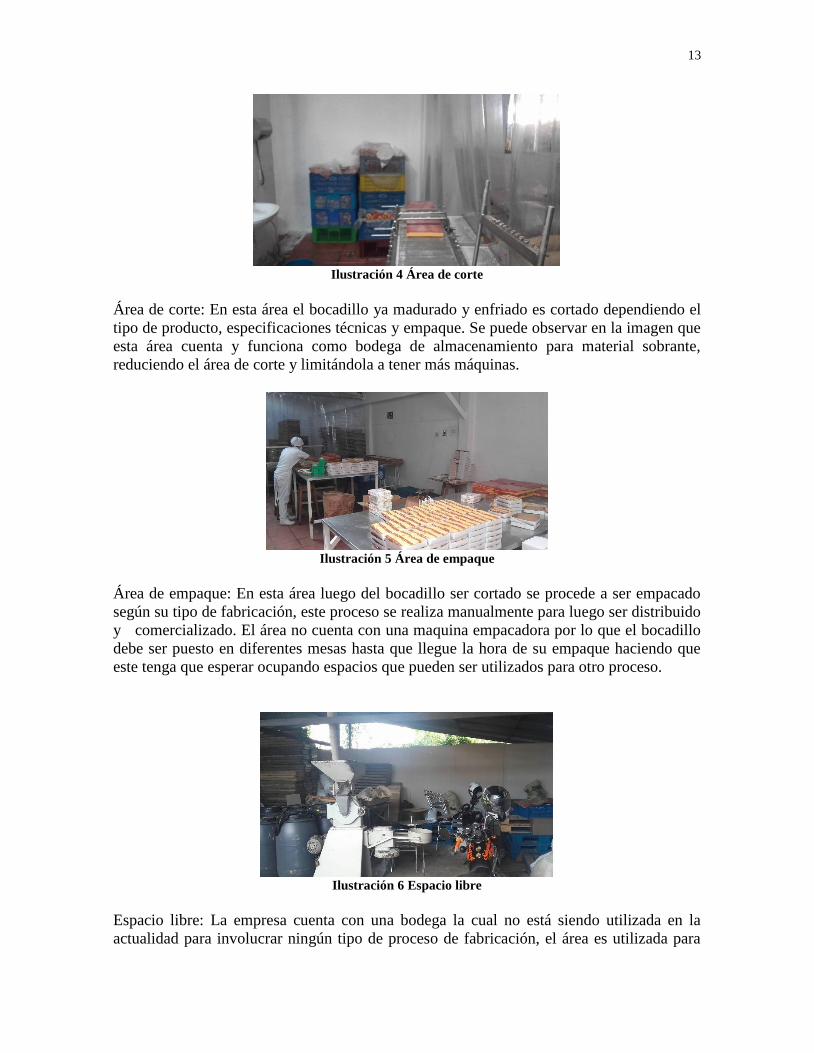
Ilustración 4 Área de corte
Área de corte: En esta área el bocadillo ya madurado y enfriado es cortado dependiendo el
tipo de producto, especificaciones técnicas y empaque. Se puede observar en la imagen que
esta área cuenta y funciona como bodega de almacenamiento para material sobrante,
reduciendo el área de corte y limitándola a tener más máquinas.
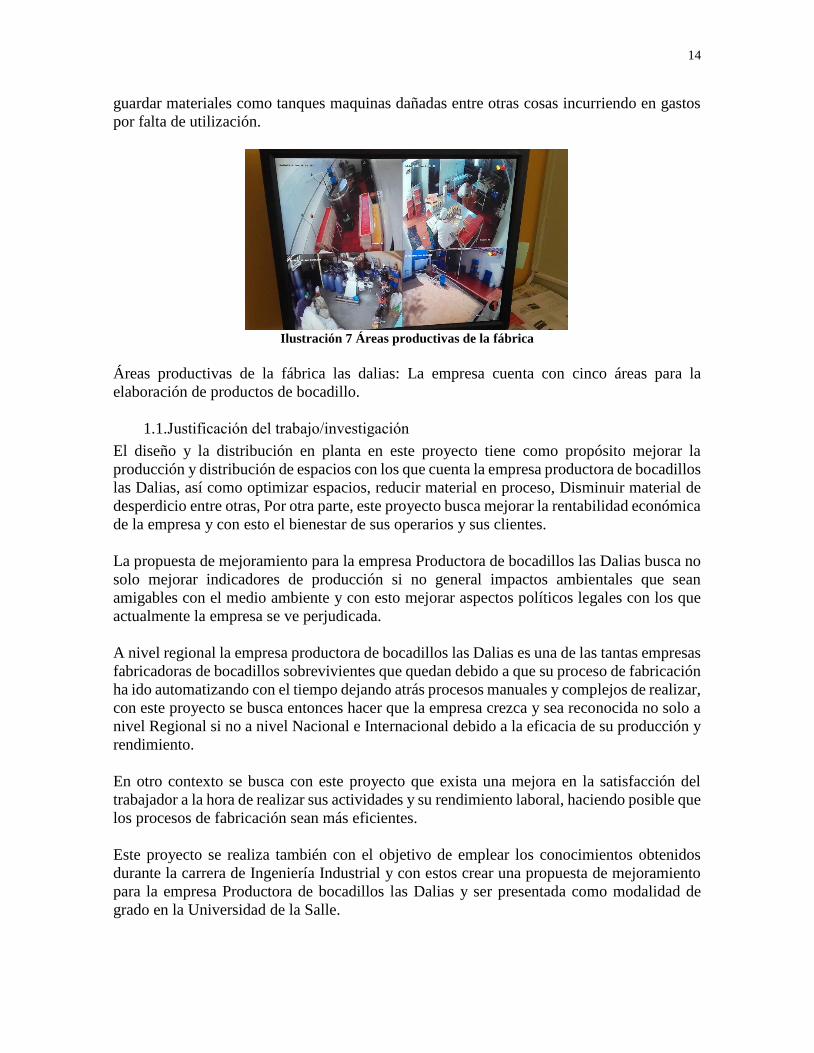
Ilustración 5 Área de empaque
Área de empaque: En esta área luego del bocadillo ser cortado se procede a ser empacado
según su tipo de fabricación, este proceso se realiza manualmente para luego ser distribuido
y comercializado. El área no cuenta con una maquina empacadora por lo que el bocadillo
debe ser puesto en diferentes mesas hasta que llegue la hora de su empaque haciendo que
este tenga que esperar ocupando espacios que pueden ser utilizados para otro proceso.
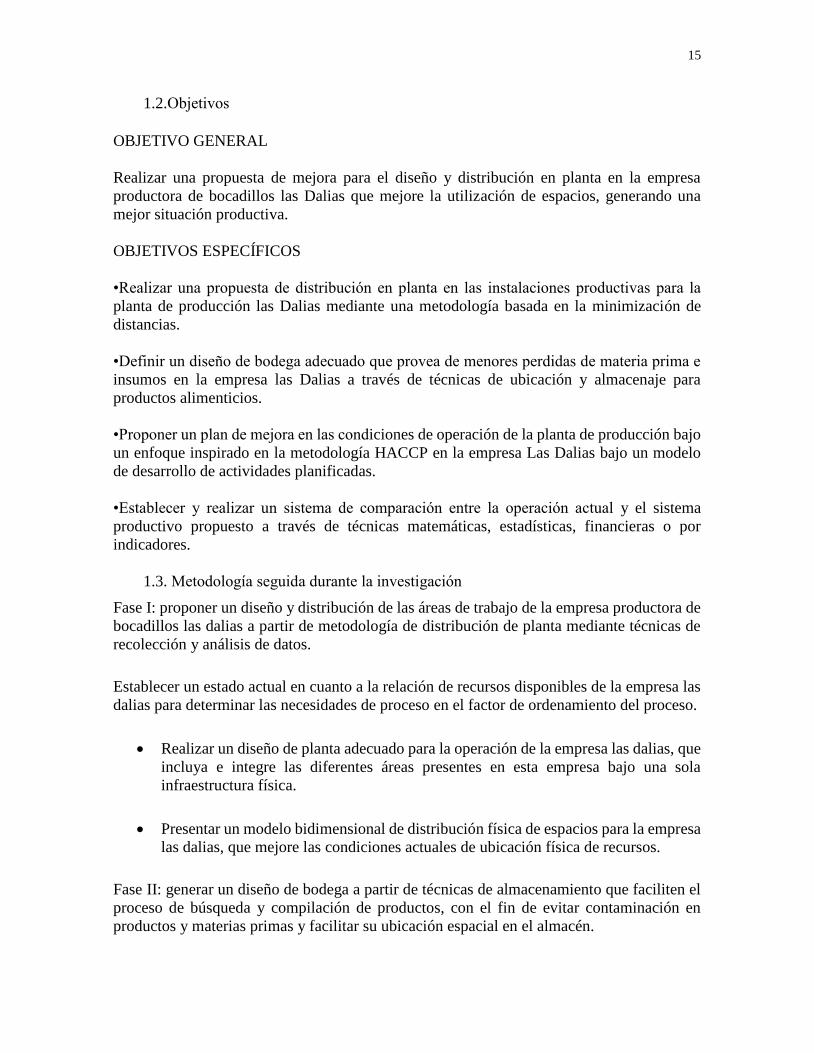
Ilustración 6 Espacio libre
Espacio libre: La empresa cuenta con una bodega la cual no está siendo utilizada en la
actualidad para involucrar ningún tipo de proceso de fabricación, el área es utilizada para
14
guardar materiales como tanques maquinas dañadas entre otras cosas incurriendo en gastos
por falta de utilización.
Ilustración 7 Áreas productivas de la fábrica
Áreas productivas de la fábrica las dalias: La empresa cuenta con cinco áreas para la
elaboración de productos de bocadillo.
1.1.Justificación del trabajo/investigación
El diseño y la distribución en planta en este proyecto tiene como propósito mejorar la
producción y distribución de espacios con los que cuenta la empresa productora de bocadillos
las Dalias, así como optimizar espacios, reducir material en proceso, Disminuir material de
desperdicio entre otras, Por otra parte, este proyecto busca mejorar la rentabilidad económica
de la empresa y con esto el bienestar de sus operarios y sus clientes.
La propuesta de mejoramiento para la empresa Productora de bocadillos las Dalias busca no
solo mejorar indicadores de producción si no general impactos ambientales que sean
amigables con el medio ambiente y con esto mejorar aspectos políticos legales con los que
actualmente la empresa se ve perjudicada.
A nivel regional la empresa productora de bocadillos las Dalias es una de las tantas empresas
fabricadoras de bocadillos sobrevivientes que quedan debido a que su proceso de fabricación
ha ido automatizando con el tiempo dejando atrás procesos manuales y complejos de realizar,
con este proyecto se busca entonces hacer que la empresa crezca y sea reconocida no solo a
nivel Regional si no a nivel Nacional e Internacional debido a la eficacia de su producción y
rendimiento.
En otro contexto se busca con este proyecto que exista una mejora en la satisfacción del
trabajador a la hora de realizar sus actividades y su rendimiento laboral, haciendo posible que
los procesos de fabricación sean más eficientes.
Este proyecto se realiza también con el objetivo de emplear los conocimientos obtenidos
durante la carrera de Ingeniería Industrial y con estos crear una propuesta de mejoramiento
para la empresa Productora de bocadillos las Dalias y ser presentada como modalidad de
grado en la Universidad de la Salle.
15
1.2.Objetivos
OBJETIVO GENERAL
Realizar una propuesta de mejora para el diseño y distribución en planta en la empresa
productora de bocadillos las Dalias que mejore la utilización de espacios, generando una
mejor situación productiva.
OBJETIVOS ESPECÍFICOS
•Realizar una propuesta de distribución en planta en las instalaciones productivas para la
planta de producción las Dalias mediante una metodología basada en la minimización de
distancias.
•Definir un diseño de bodega adecuado que provea de menores perdidas de materia prima e
insumos en la empresa las Dalias a través de técnicas de ubicación y almacenaje para
productos alimenticios.
•Proponer un plan de mejora en las condiciones de operación de la planta de producción bajo
un enfoque inspirado en la metodología HACCP en la empresa Las Dalias bajo un modelo
de desarrollo de actividades planificadas.
•Establecer y realizar un sistema de comparación entre la operación actual y el sistema
productivo propuesto a través de técnicas matemáticas, estadísticas, financieras o por
indicadores.
1.3. Metodología seguida durante la investigación
Fase I: proponer un diseño y distribución de las áreas de trabajo de la empresa productora de
bocadillos las dalias a partir de metodología de distribución de planta mediante técnicas de
recolección y análisis de datos.
Establecer un estado actual en cuanto a la relación de recursos disponibles de la empresa las
dalias para determinar las necesidades de proceso en el factor de ordenamiento del proceso.
Realizar un diseño de planta adecuado para la operación de la empresa las dalias, que
incluya e integre las diferentes áreas presentes en esta empresa bajo una sola
infraestructura física.
Presentar un modelo bidimensional de distribución física de espacios para la empresa
las dalias, que mejore las condiciones actuales de ubicación física de recursos.
Fase II: generar un diseño de bodega a partir de técnicas de almacenamiento que faciliten el
proceso de búsqueda y compilación de productos, con el fin de evitar contaminación en
productos y materias primas y facilitar su ubicación espacial en el almacén.
16
Identificar los factores internos y externos influyentes en el diseño de bodega
apropiado para la empresa productora de bocadillos las dalias.
Elaboración de un diseño de bodega que contenga los aspectos de ubicación,
identificación y fácil manejo de material de los productos de la empresa las dalias.
Presentación de una propuesta valida del diseño de bodega para la empresa
productora de bocadillos las dalias.
Fase III: plantear una propuesta de implementación de la metodología HACCP en la empresa
de producción de bocadillos las dalias, con el fin de realizar un proceso sistemático
preventivo para garantizar la inocuidad alimentaria, de forma lógica y objetiva.
Determinar las necesidades de ejecución de actividades de HACCP en cada uno de
los puestos de trabajo de la planta de producción de la empresa las dalias.
Elaborar un plan que reúna los siete principios del HACCP de forma general para el
proceso productivo de la empresa productora de bocadillos las dalias
Proponer un esquema de actividades a implementar para lograr un control HACCP
en las actividades productivas en la empresa las dalias.
Fase IV: contraste y/o comparación entre la propuesta diseñada frente a la situación actual
de la empresa las dalias para determinar aspectos de mejora a lograr con el diseño formulado.
Establecer los indicadores de evaluación de la planta actual y la planta propuesta que
evalúen la mejora en el proceso de la empresa las dalias mediante un análisis de
ingeniería.
Realizar un método de comparación de los indicadores obtenidos en la planta actual
frente a los obtenidos con la propuesta diseñada
Establecer las conclusiones y recomendaciones adecuadas para la planta de
producción de bocadillos las dalias.
17
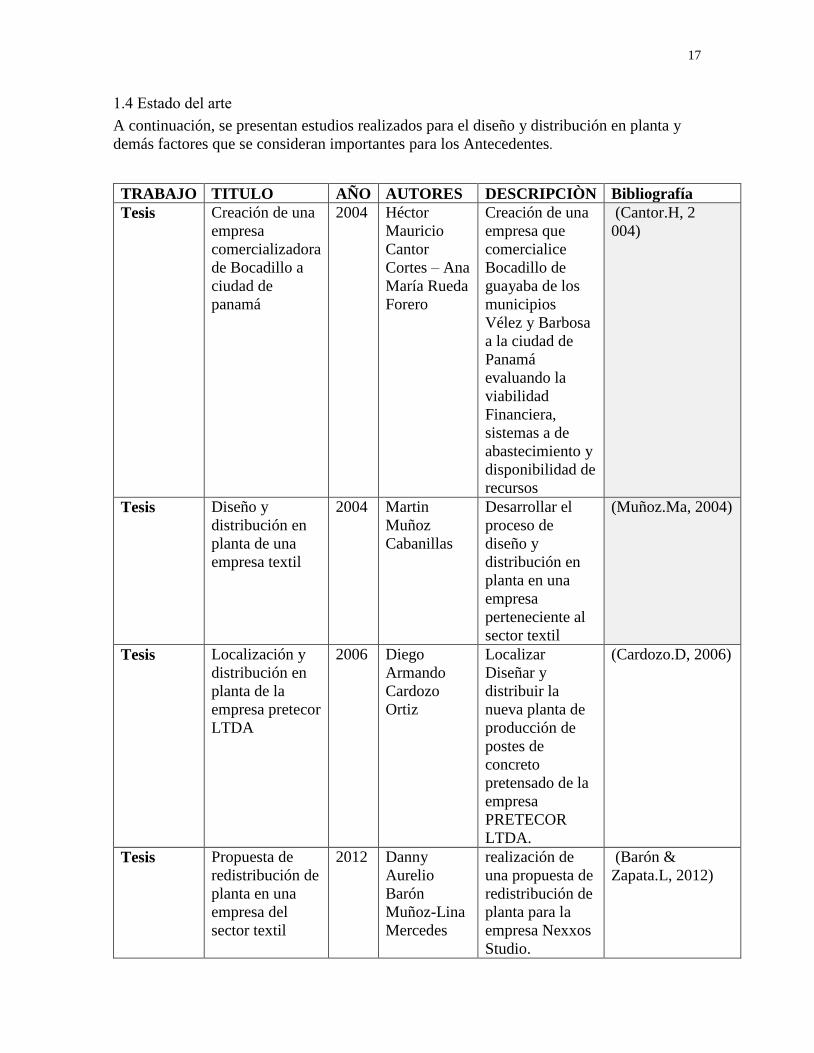
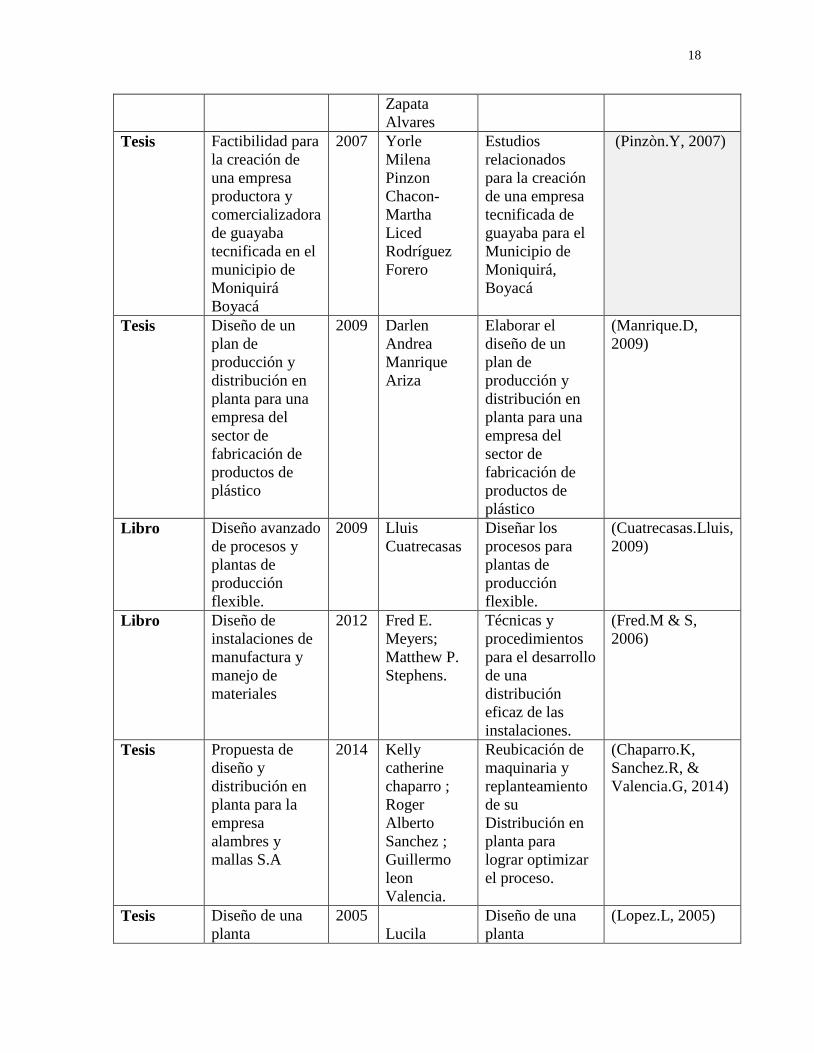
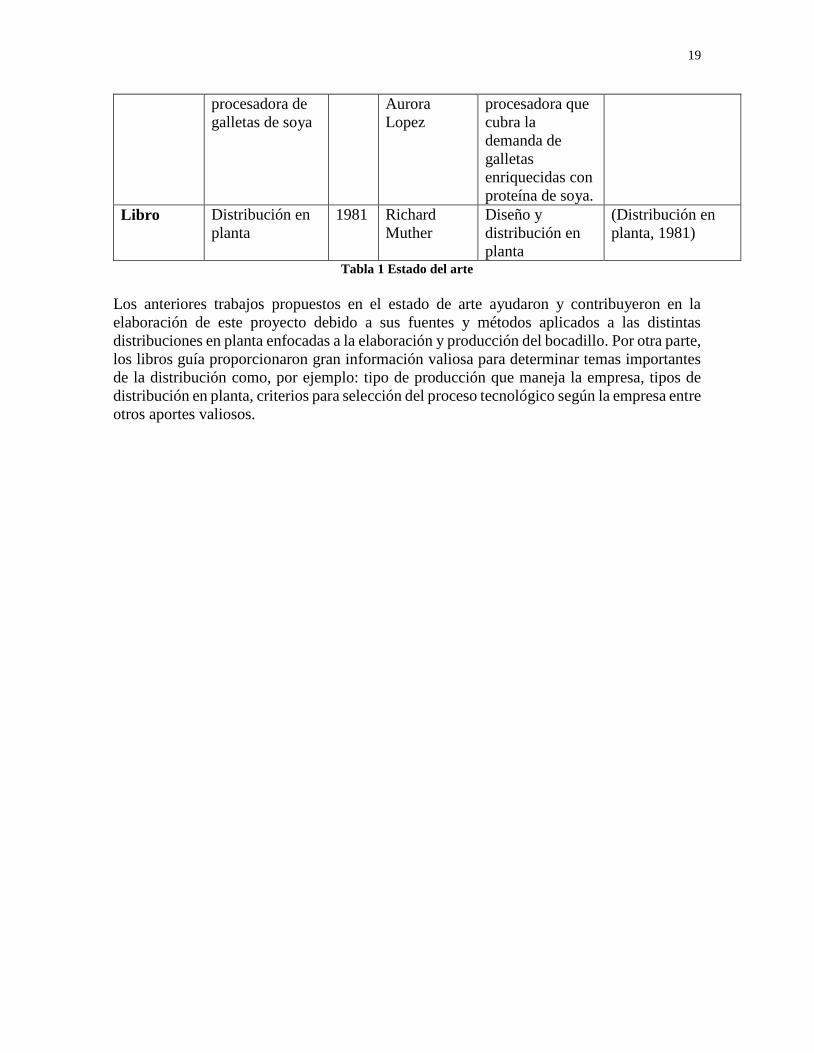
1.4 Estado del arte
A continuación, se presentan estudios realizados para el diseño y distribución en planta y
demás factores que se consideran importantes para los Antecedentes.
TRABAJO TITULO AÑO AUTORES DESCRIPCIÒN Bibliografía
Tesis Creación de una
empresa
comercializadora
de Bocadillo a
ciudad de
panamá
2004 Héctor
Mauricio
Cantor
Cortes – Ana
María Rueda
Forero
Creación de una
empresa que
comercialice
Bocadillo de
guayaba de los
municipios
Vélez y Barbosa
a la ciudad de
Panamá
evaluando la
viabilidad
Financiera,
sistemas a de
abastecimiento y
disponibilidad de
recursos
(Cantor.H, 2
004)
Tesis Diseño y
distribución en
planta de una
empresa textil
2004 Martin
Muñoz
Cabanillas
Desarrollar el
proceso de
diseño y
distribución en
planta en una
empresa
perteneciente al
sector textil
(Muñoz.Ma, 2004)
Tesis Localización y
distribución en
planta de la
empresa pretecor
LTDA
2006 Diego
Armando
Cardozo
Ortiz
Localizar
Diseñar y
distribuir la
nueva planta de
producción de
postes de
concreto
pretensado de la
empresa
PRETECOR
LTDA.
(Cardozo.D, 2006)
Tesis Propuesta de
redistribución de
planta en una
empresa del
sector textil
2012 Danny
Aurelio
Barón
Muñoz-Lina
Mercedes
realización de
una propuesta de
redistribución de
planta para la
empresa Nexxos
Studio.
(Barón &
Zapata.L, 2012)
18
Zapata
Alvares
Tesis Factibilidad para
la creación de
una empresa
productora y
comercializadora
de guayaba
tecnificada en el
municipio de
Moniquirá
Boyacá
2007 Yorle
Milena
Pinzon
Chacon-
Martha
Liced
Rodríguez
Forero
Estudios
relacionados
para la creación
de una empresa
tecnificada de
guayaba para el
Municipio de
Moniquirá,
Boyacá
(Pinzòn.Y, 2007)
Tesis Diseño de un
plan de
producción y
distribución en
planta para una
empresa del
sector de
fabricación de
productos de
plástico
2009 Darlen
Andrea
Manrique
Ariza
Elaborar el
diseño de un
plan de
producción y
distribución en
planta para una
empresa del
sector de
fabricación de
productos de
plástico
(Manrique.D,
2009)
Libro Diseño avanzado
de procesos y
plantas de
producción
flexible.
2009 Lluis
Cuatrecasas
Diseñar los
procesos para
plantas de
producción
flexible.
(Cuatrecasas.Lluis,
2009)
Libro Diseño de
instalaciones de
manufactura y
manejo de
materiales
2012 Fred E.
Meyers;
Matthew P.
Stephens.
Técnicas y
procedimientos
para el desarrollo
de una
distribución
eficaz de las
instalaciones.
(Fred.M & S,
2006)
Tesis Propuesta de
diseño y
distribución en
planta para la
empresa
alambres y
mallas S.A
2014 Kelly
catherine
chaparro ;
Roger
Alberto
Sanchez ;
Guillermo
leon
Valencia.
Reubicación de
maquinaria y
replanteamiento
de su
Distribución en
planta para
lograr optimizar
el proceso.
(Chaparro.K,
Sanchez.R, &
Valencia.G, 2014)
Tesis Diseño de una
planta
2005
Lucila
Diseño de una
planta
(Lopez.L, 2005)
19
procesadora de
galletas de soya
Aurora
Lopez
procesadora que
cubra la
demanda de
galletas
enriquecidas con
proteína de soya.
Libro Distribución en
planta
1981 Richard
Muther
Diseño y
distribución en
planta
(Distribución en
planta, 1981)
Tabla 1 Estado del arte
Los anteriores trabajos propuestos en el estado de arte ayudaron y contribuyeron en la
elaboración de este proyecto debido a sus fuentes y métodos aplicados a las distintas
distribuciones en planta enfocadas a la elaboración y producción del bocadillo. Por otra parte,
los libros guía proporcionaron gran información valiosa para determinar temas importantes
de la distribución como, por ejemplo: tipo de producción que maneja la empresa, tipos de
distribución en planta, criterios para selección del proceso tecnológico según la empresa entre
otros aportes valiosos.
20
Capítulo 2
Método sinérgico de localización de plantas (Brown y Gibson)
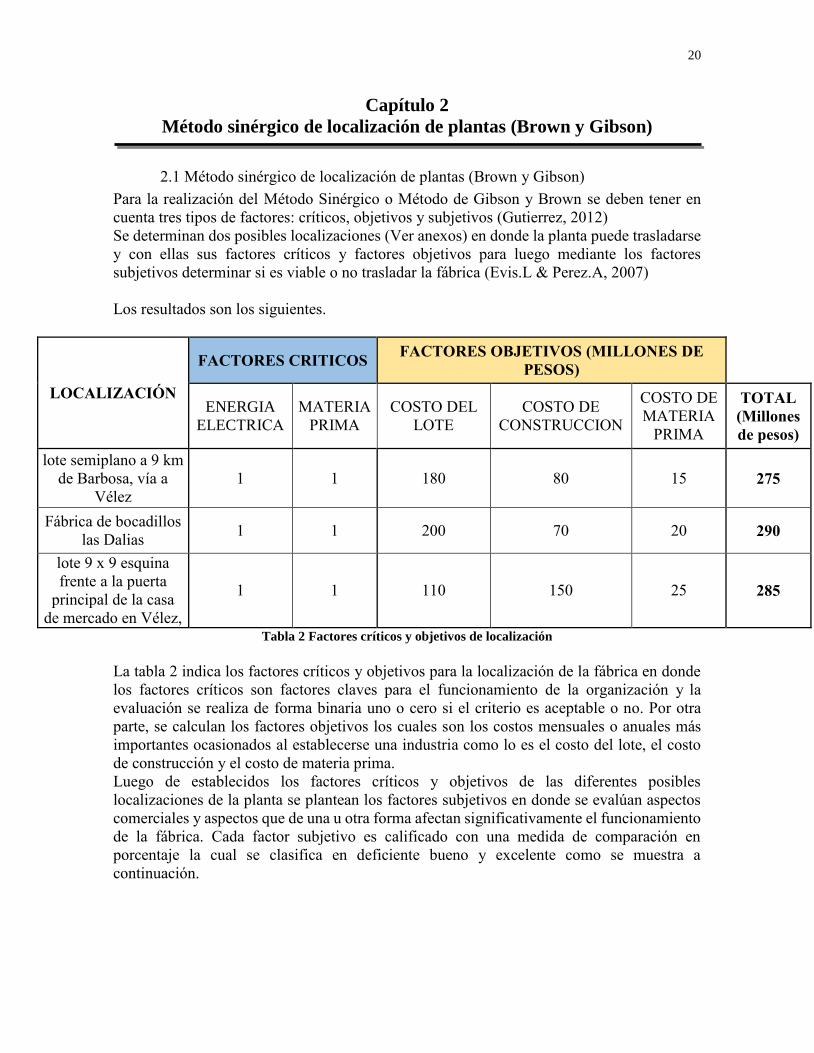
2.1 Método sinérgico de localización de plantas (Brown y Gibson)
Para la realización del Método Sinérgico o Método de Gibson y Brown se deben tener en
cuenta tres tipos de factores: críticos, objetivos y subjetivos (Gutierrez, 2012)
Se determinan dos posibles localizaciones (Ver anexos) en donde la planta puede trasladarse
y con ellas sus factores críticos y factores objetivos para luego mediante los factores
subjetivos determinar si es viable o no trasladar la fábrica (Evis.L & Perez.A, 2007)
Los resultados son los siguientes.
LOCALIZACIÓN
FACTORES CRITICOS FACTORES OBJETIVOS (MILLONES DE
PESOS)
ENERGIA
ELECTRICA
MATERIA
PRIMA
COSTO DEL
LOTE
COSTO DE
CONSTRUCCION
COSTO DE
MATERIA
PRIMA
TOTAL
(Millones
de pesos)
lote semiplano a 9 km
de Barbosa, vía a
Vélez
1 1 180 80 15 275
Fábrica de bocadillos
las Dalias 1 1 200 70 20 290
lote 9 x 9 esquina
frente a la puerta
principal de la casa
de mercado en Vélez,
1 1 110 150 25 285
Tabla 2 Factores críticos y objetivos de localización
La tabla 2 indica los factores críticos y objetivos para la localización de la fábrica en donde
los factores críticos son factores claves para el funcionamiento de la organización y la
evaluación se realiza de forma binaria uno o cero si el criterio es aceptable o no. Por otra
parte, se calculan los factores objetivos los cuales son los costos mensuales o anuales más
importantes ocasionados al establecerse una industria como lo es el costo del lote, el costo
de construcción y el costo de materia prima.
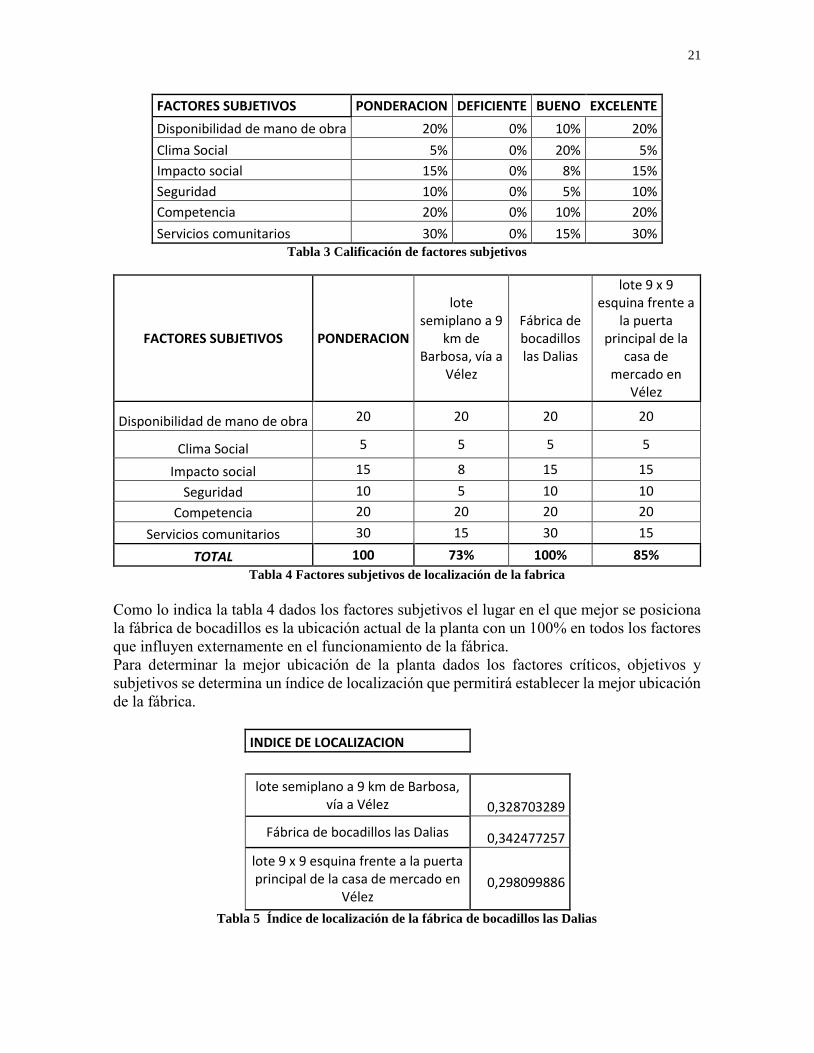
Luego de establecidos los factores críticos y objetivos de las diferentes posibles
localizaciones de la planta se plantean los factores subjetivos en donde se evalúan aspectos
comerciales y aspectos que de una u otra forma afectan significativamente el funcionamiento
de la fábrica. Cada factor subjetivo es calificado con una medida de comparación en
porcentaje la cual se clasifica en deficiente bueno y excelente como se muestra a
continuación.
21
FACTORES SUBJETIVOS PONDERACION DEFICIENTE BUENO EXCELENTE
Disponibilidad de mano de obra 20% 0% 10% 20%
Clima Social 5% 0% 20% 5%
Impacto social 15% 0% 8% 15%
Seguridad 10% 0% 5% 10%
Competencia 20% 0% 10% 20%
Servicios comunitarios 30% 0% 15% 30% Tabla 3 Calificación de factores subjetivos
FACTORES SUBJETIVOS PONDERACION
lote semiplano a 9
km de Barbosa, vía a
Vélez
Fábrica de bocadillos las Dalias
lote 9 x 9 esquina frente a
la puerta principal de la
casa de mercado en
Vélez
Disponibilidad de mano de obra 20 20 20 20
Clima Social 5 5 5 5
Impacto social 15 8 15 15
Seguridad 10 5 10 10
Competencia 20 20 20 20
Servicios comunitarios 30 15 30 15
TOTAL 100 73% 100% 85%
Tabla 4 Factores subjetivos de localización de la fabrica
Como lo indica la tabla 4 dados los factores subjetivos el lugar en el que mejor se posiciona
la fábrica de bocadillos es la ubicación actual de la planta con un 100% en todos los factores
que influyen externamente en el funcionamiento de la fábrica.
Para determinar la mejor ubicación de la planta dados los factores críticos, objetivos y
subjetivos se determina un índice de localización que permitirá establecer la mejor ubicación
de la fábrica.
INDICE DE LOCALIZACION
lote semiplano a 9 km de Barbosa, vía a Vélez 0,328703289
Fábrica de bocadillos las Dalias 0,342477257
lote 9 x 9 esquina frente a la puerta principal de la casa de mercado en
Vélez 0,298099886
Tabla 5 Índice de localización de la fábrica de bocadillos las Dalias

22
La tabla 5 muestra que el índice de localización más alto está localizado en la ubicación
actual por lo que la fábrica donde se labora actualmente es la óptima para la elaboración de
bocadillos teniendo en cuenta también los diferentes factores objetivos, críticos y subjetivos,
así como los de espacio y ubicación por tal motivo la planta no deberá trasladar su maquinaria
e instalaciones a ningún lado.
CONCLUSIONES
Mediante el método Sinérgico o Método de Gibson y Brown se determinó que la
fábrica de bocadillos las Dalias no debería trasladar su punto de operación a otro lugar
debido a que los factores críticos, objetivos y subjetivos analizados en el método
determinan que el mejor lugar de operación y producción es el utilizado actualmente.
Para la realización de factores subjetivos se realizo la visita a cada uno de los lugares
seleccionados para la ubicación de la empresa
23
Capítulo 3
Estudio del Trabajo
En el siguiente capítulo se presenta el proceso productivo del bocadillo, Análisis de datos,
Pronósticos, planeación especifica de la producción, propuesta y conclusiones de la
Distribución en planta para la empresa productora de bocadillos las Dalias.
3.1. Proceso productivo del bocadillo
El bocadillo es un dulce que para ser producido necesita de materia prima como guayaba,
leche y una que otras veces componentes químicos según su tipo y características.
Bocadillos las Dalias produce dos tipos de bocadillo, el primero se conoce como Bocadillo
de guayaba (tradicional) y el segundo Bocadillo de Leche (Arequipe).
A continuación, se presentan los procesos productivos de cada uno de ello.
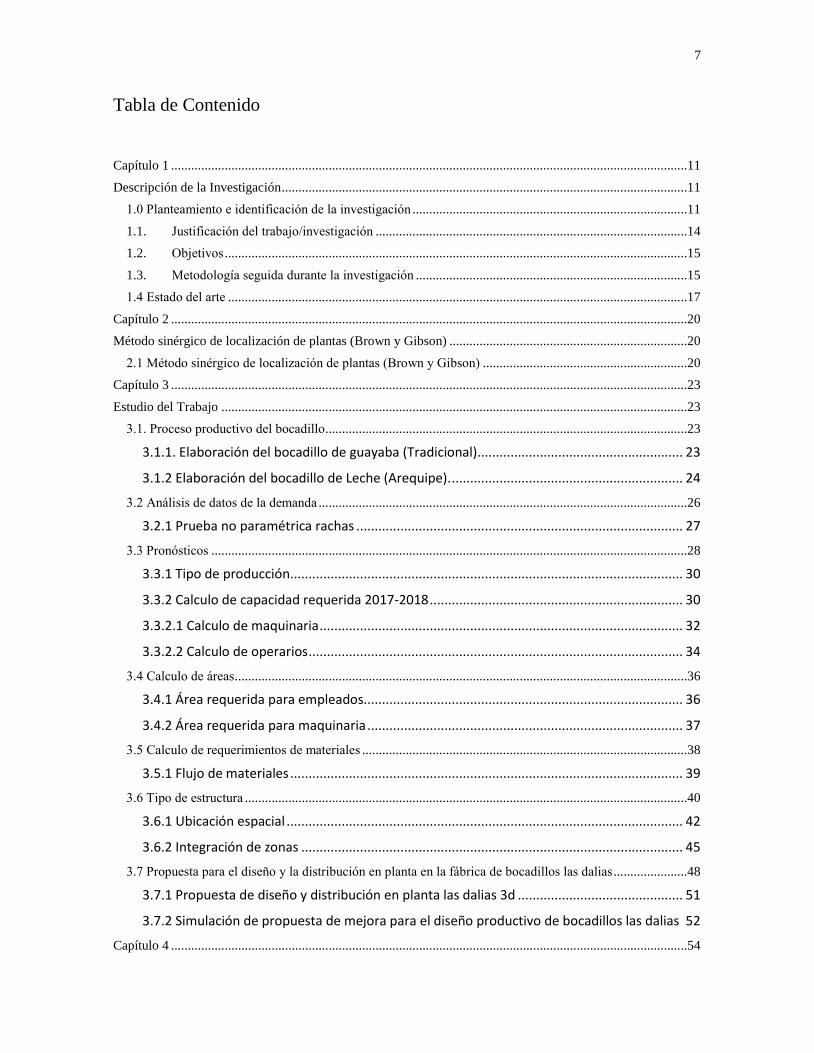
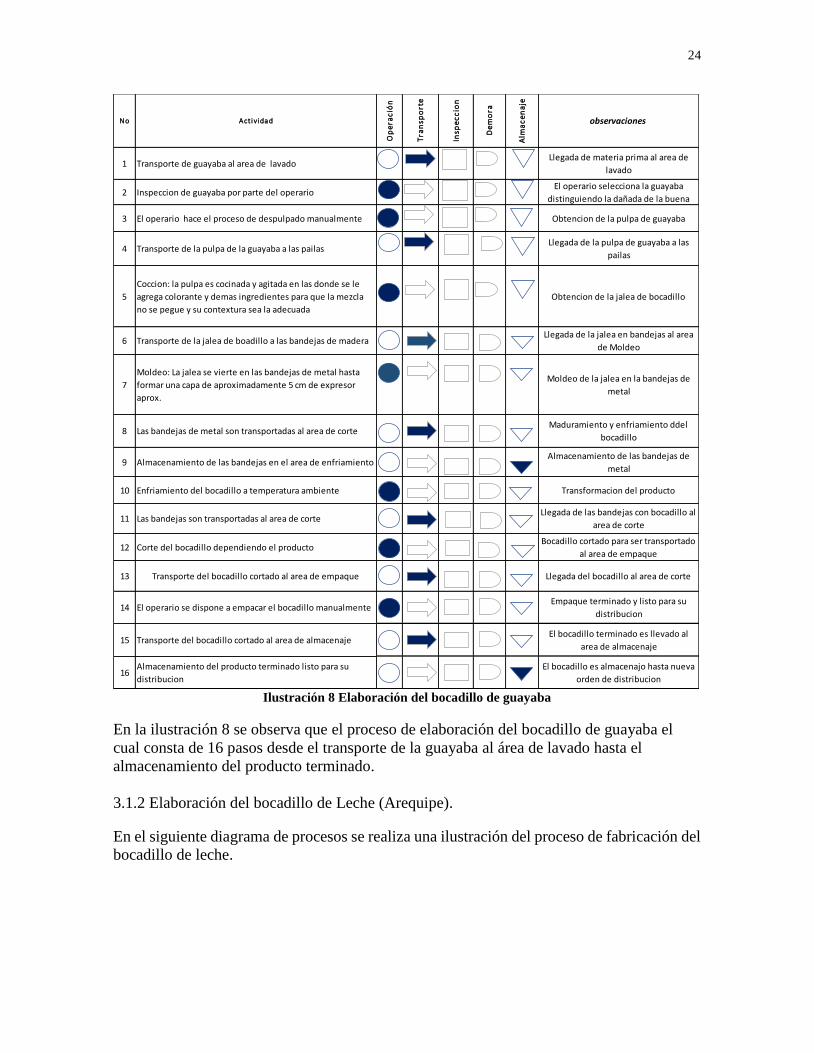
3.1.1. Elaboración del bocadillo de guayaba (Tradicional)
En el siguiente diagrama de procesos se realiza una ilustración del proceso de fabricación del
bocadillo de guayaba.
24
Ilustración 8 Elaboración del bocadillo de guayaba
En la ilustración 8 se observa que el proceso de elaboración del bocadillo de guayaba el
cual consta de 16 pasos desde el transporte de la guayaba al área de lavado hasta el
almacenamiento del producto terminado.
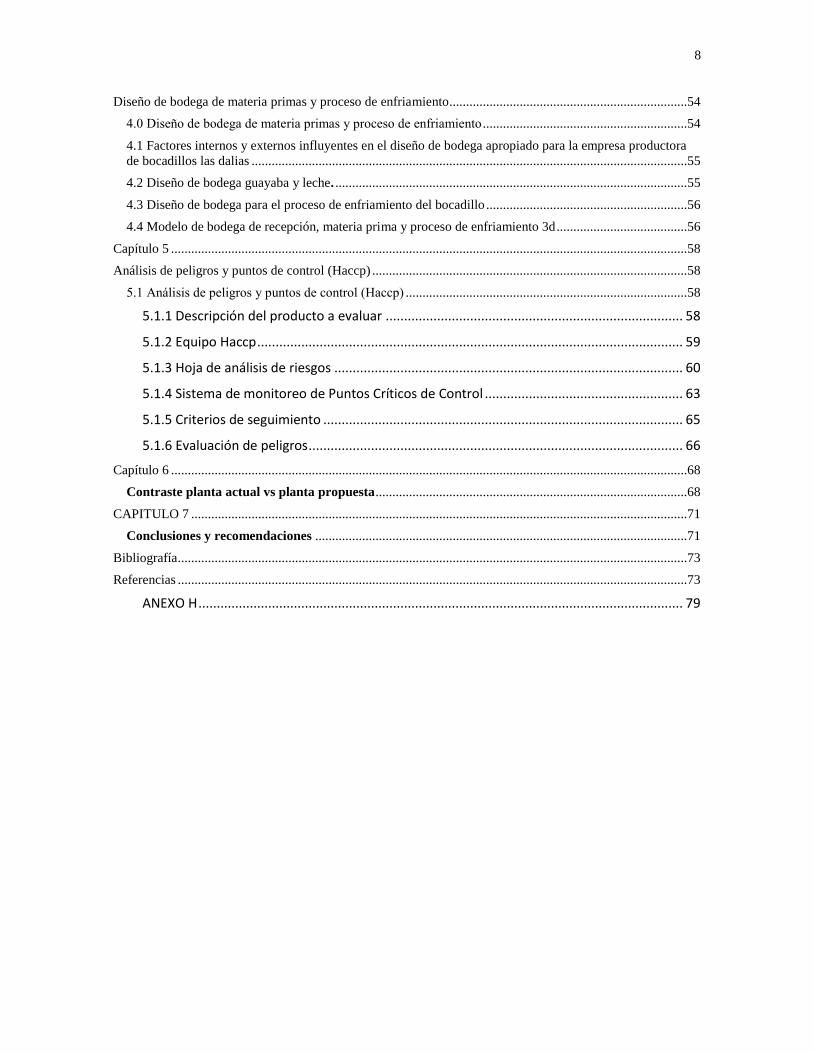
3.1.2 Elaboración del bocadillo de Leche (Arequipe).
En el siguiente diagrama de procesos se realiza una ilustración del proceso de fabricación del
bocadillo de leche.
No Actividad
Op
era
ció
n
Tra
nsp
ort
e
Insp
ec
cio
n
De
mo
ra
Alm
ac
en
aje
observaciones
1 Transporte de guayaba al area de lavadoLlegada de materia prima al area de
lavado
2 Inspeccion de guayaba por parte del operarioEl operario selecciona la guayaba
distinguiendo la dañada de la buena
3 El operario hace el proceso de despulpado manualmente Obtencion de la pulpa de guayaba
4 Transporte de la pulpa de la guayaba a las pailasLlegada de la pulpa de guayaba a las
pailas
5
Coccion: la pulpa es cocinada y agitada en las donde se le
agrega colorante y demas ingredientes para que la mezcla
no se pegue y su contextura sea la adecuada
Obtencion de la jalea de bocadillo
6 Transporte de la jalea de boadillo a las bandejas de maderaLlegada de la jalea en bandejas al area
de Moldeo
7
Moldeo: La jalea se vierte en las bandejas de metal hasta
formar una capa de aproximadamente 5 cm de expresor
aprox.
Moldeo de la jalea en la bandejas de
metal
8 Las bandejas de metal son transportadas al area de corteMaduramiento y enfriamiento ddel
bocadillo
9 Almacenamiento de las bandejas en el area de enfriamientoAlmacenamiento de las bandejas de
metal
10 Enfriamiento del bocadillo a temperatura ambiente Transformacion del producto
11 Las bandejas son transportadas al area de corteLlegada de las bandejas con bocadillo al
area de corte
12 Corte del bocadillo dependiendo el productoBocadillo cortado para ser transportado
al area de empaque
13 Transporte del bocadillo cortado al area de empaque Llegada del bocadillo al area de corte
14 El operario se dispone a empacar el bocadillo manualmenteEmpaque terminado y listo para su
distribucion
15 Transporte del bocadillo cortado al area de almacenajeEl bocadillo terminado es llevado al
area de almacenaje
16Almacenamiento del producto terminado listo para su
distribucion
El bocadillo es almacenajo hasta nueva
orden de distribucion
25
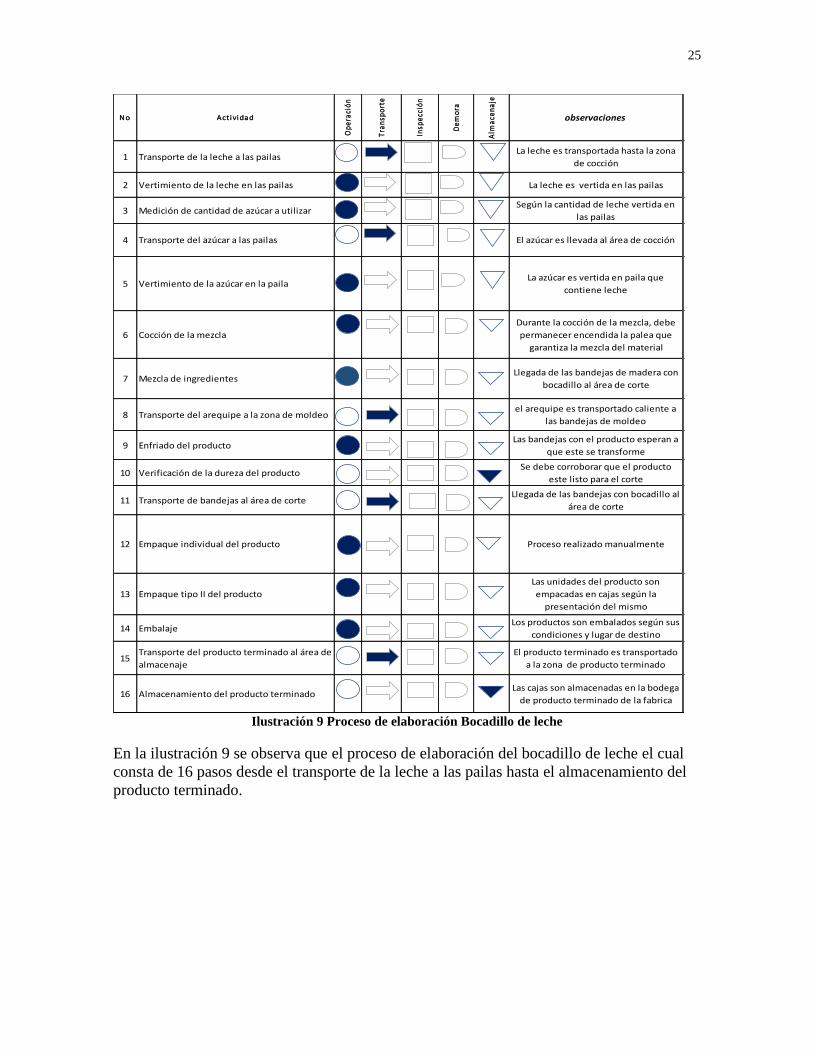
Ilustración 9 Proceso de elaboración Bocadillo de leche
En la ilustración 9 se observa que el proceso de elaboración del bocadillo de leche el cual
consta de 16 pasos desde el transporte de la leche a las pailas hasta el almacenamiento del
producto terminado.
No Actividad
Op
era
ció
n
Tra
nsp
ort
e
Insp
ecc
ión
De
mo
ra
Alm
ace
na
je
observaciones
1 Transporte de la leche a las pailasLa leche es transportada hasta la zona
de cocción
2 Vertimiento de la leche en las pailas La leche es vertida en las pailas
3 Medición de cantidad de azúcar a utilizarSegún la cantidad de leche vertida en
las pailas
4 Transporte del azúcar a las pailas El azúcar es llevada al área de cocción
5 Vertimiento de la azúcar en la pailaLa azúcar es vertida en paila que
contiene leche
6 Cocción de la mezcla
Durante la cocción de la mezcla, debe
permanecer encendida la palea que
garantiza la mezcla del material
7 Mezcla de ingredientesLlegada de las bandejas de madera con
bocadillo al área de corte
8 Transporte del arequipe a la zona de moldeo el arequipe es transportado caliente a
las bandejas de moldeo
9 Enfriado del productoLas bandejas con el producto esperan a
que este se transforme
10 Verificación de la dureza del productoSe debe corroborar que el producto
este listo para el corte
11 Transporte de bandejas al área de corteLlegada de las bandejas con bocadillo al
área de corte
12 Empaque individual del producto Proceso realizado manualmente
13 Empaque tipo II del producto
Las unidades del producto son
empacadas en cajas según la
presentación del mismo
14 EmbalajeLos productos son embalados según sus
condiciones y lugar de destino
15Transporte del producto terminado al área de
almacenaje
El producto terminado es transportado
a la zona de producto terminado
16 Almacenamiento del producto terminadoLas cajas son almacenadas en la bodega
de producto terminado de la fabrica
26
3.2 Análisis de datos de la demanda
Se tomaron las ventas comprendidas entre los periodos enero 2015 y diciembre 2016.
Con la finalidad de determinar que método de pronóstico se ajusta mejor a los datos
proporcionados por la empresa se procede a determinar su comportamiento, tendencia,
aleatoriedad y estacionalidad con respecto al tiempo por medio de una prueba de rachas
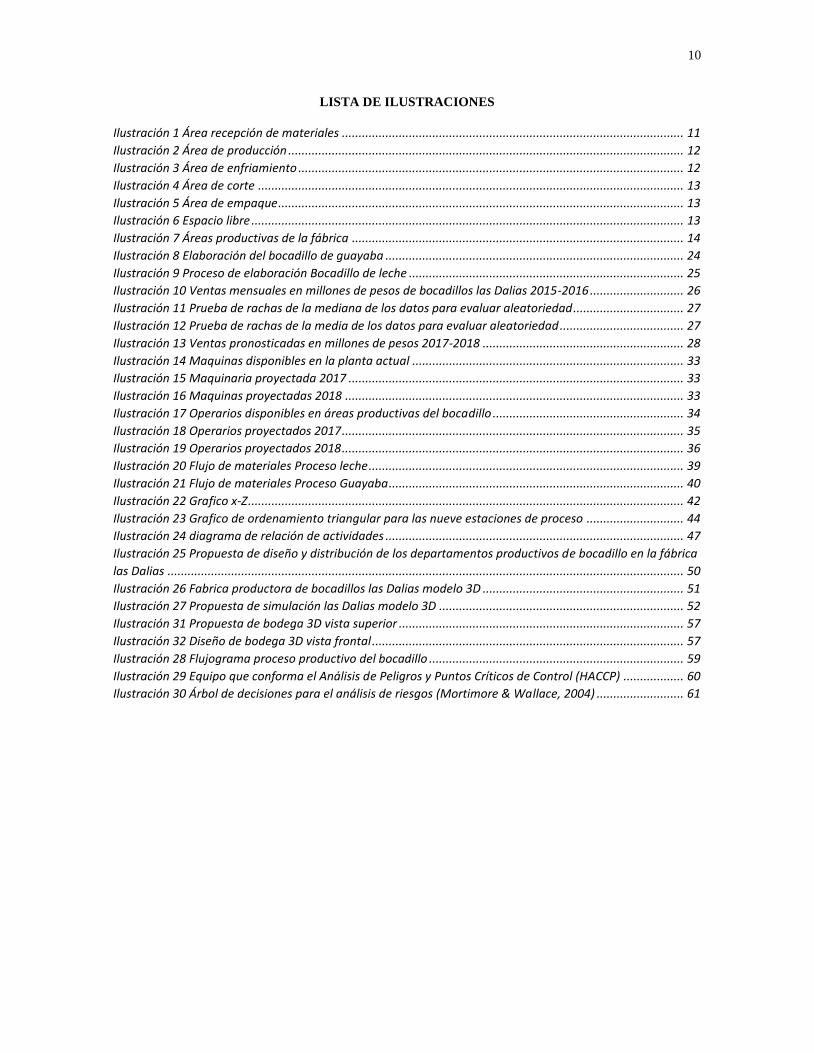
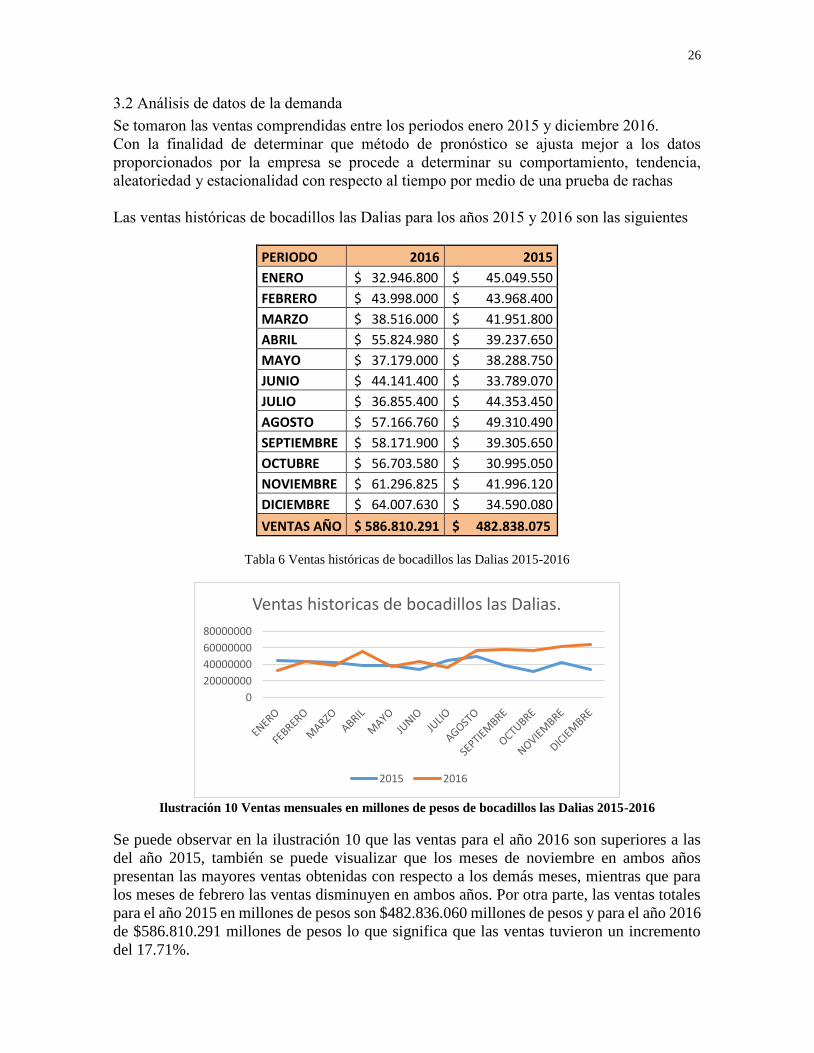
Las ventas históricas de bocadillos las Dalias para los años 2015 y 2016 son las siguientes
PERIODO 2016 2015
ENERO $ 32.946.800 $ 45.049.550
FEBRERO $ 43.998.000 $ 43.968.400
MARZO $ 38.516.000 $ 41.951.800
ABRIL $ 55.824.980 $ 39.237.650
MAYO $ 37.179.000 $ 38.288.750
JUNIO $ 44.141.400 $ 33.789.070
JULIO $ 36.855.400 $ 44.353.450
AGOSTO $ 57.166.760 $ 49.310.490
SEPTIEMBRE $ 58.171.900 $ 39.305.650
OCTUBRE $ 56.703.580 $ 30.995.050
NOVIEMBRE $ 61.296.825 $ 41.996.120
DICIEMBRE $ 64.007.630 $ 34.590.080
VENTAS AÑO $ 586.810.291 $ 482.838.075
Tabla 6 Ventas históricas de bocadillos las Dalias 2015-2016
Ilustración 10 Ventas mensuales en millones de pesos de bocadillos las Dalias 2015-2016
Se puede observar en la ilustración 10 que las ventas para el año 2016 son superiores a las
del año 2015, también se puede visualizar que los meses de noviembre en ambos años
presentan las mayores ventas obtenidas con respecto a los demás meses, mientras que para
los meses de febrero las ventas disminuyen en ambos años. Por otra parte, las ventas totales
para el año 2015 en millones de pesos son $482.836.060 millones de pesos y para el año 2016
de $586.810.291 millones de pesos lo que significa que las ventas tuvieron un incremento
del 17.71%.
0
20000000
40000000
60000000
80000000
Ventas historicas de bocadillos las Dalias.
2015 2016
27
Por último, el comportamiento del grafico muestra que las ventas de bocadillos las Dalias
para ambos años no son constantes lo que indica que para determinar el mejor método de
pronóstico que se ajuste a los datos se deben realizar las pruebas correspondientes para
determinar si existe aleatoriedad o no en los datos.
3.2.1 Prueba no paramétrica rachas
Para determinar el comportamiento de los datos se realiza una prueba de rachas con el fin de
saber si los datos muestran comportamiento aleatorio o no todo, esto analizando la media y
mediana de los datos proporcionados tanto para el año 2015 como para el 2016.
La prueba de rachas determina si existe aleatoriedad o no en los datos históricos solo si se
comprueban las siguientes hipótesis.
Ho: Los datos de las ventas históricas son aleatorios
Ha: Los de datos de las ventas históricas no son aleatorios
Donde
𝑆𝑖 𝛼 ≥ 0,05 𝑠𝑒 𝑎𝑐𝑒𝑝𝑡𝑎 𝑙𝑎 ℎ𝑖𝑝𝑜𝑡𝑒𝑠𝑖𝑠 𝑛𝑢𝑙𝑎 𝐻𝑜
Los resultados son los siguientes.
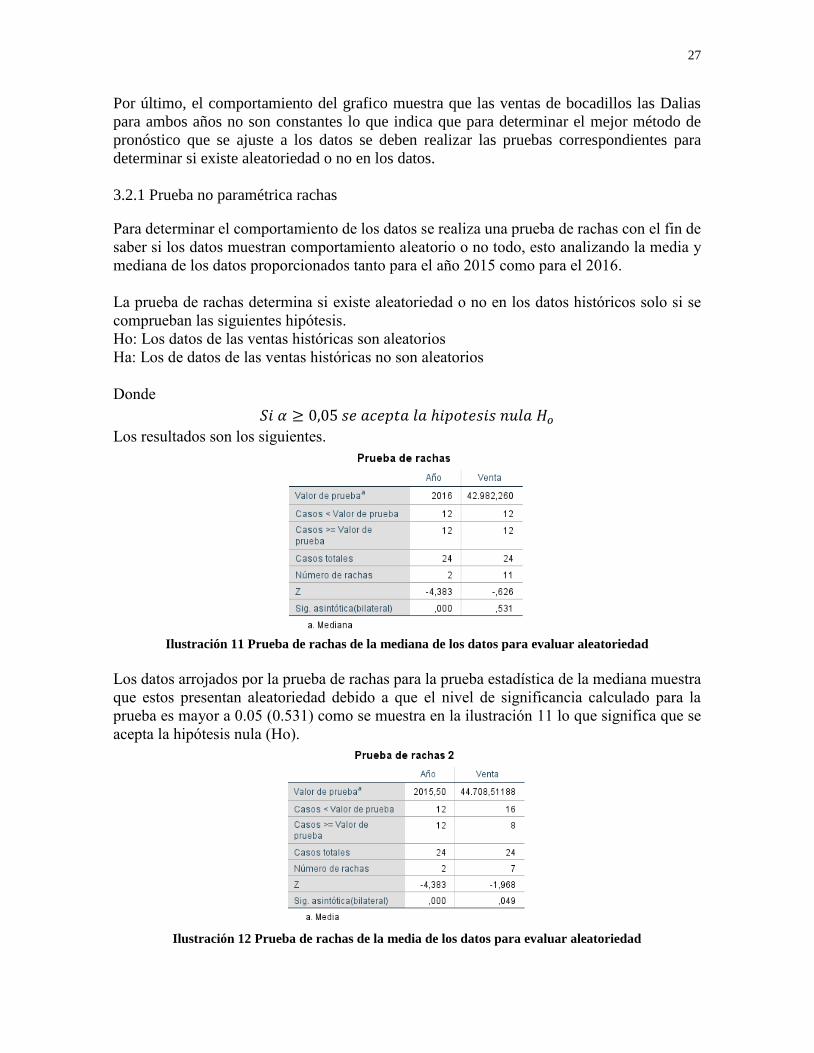
Ilustración 11 Prueba de rachas de la mediana de los datos para evaluar aleatoriedad
Los datos arrojados por la prueba de rachas para la prueba estadística de la mediana muestra
que estos presentan aleatoriedad debido a que el nivel de significancia calculado para la
prueba es mayor a 0.05 (0.531) como se muestra en la ilustración 11 lo que significa que se
acepta la hipótesis nula (Ho).
Ilustración 12 Prueba de rachas de la media de los datos para evaluar aleatoriedad
28
Como se muestra en la ilustración 12 el nivel de significancia para la media de los datos es
de 0.049 este resultado se puede tomar entonces como aceptación de la hipótesis nula (Ho)
aceptando que los datos muestran aleatoriedad.
3.3 Pronósticos
Con los análisis estadísticos de los datos históricos de ventas de bocadillos las Dalias se
procede a pronosticar las ventas mensuales en millones de pesos para los años 2017-2018.
Se determinaron las funciones de probabilidad que mejor se ajustan a los datos, donde se
encontraron tres funciones de probabilidad distribuciones estas son la distribución normal,
triangular y log normal, las cuales deben ser debidamente simuladas con el fin de determinar
cuál de estas tiene un margen de error menor que las otras.
Los resultados de las funciones de distribuciones son las siguientes.
Mape
Normal 20,475686%
Triangular 17,188560%
LogNormal 99,999970%
Tabla 7 Resultados error porcentual medio según función de probabilidad.
La función de probabilidad que mejor se ajusta a los datos dados los resultados obtenidos es
la función de distribución Triangular, debido a que su error porcentual absoluto medio es el
más bajo respecto a las otras funciones de distribución (17.18%) ver anexos. Con la función
de distribución triangular se generan los pronósticos correspondientes a los años 2017 y 2018
y se generan las nuevas ventas en millones de pesos correspondientes como se puede observar
en la ilustración 13
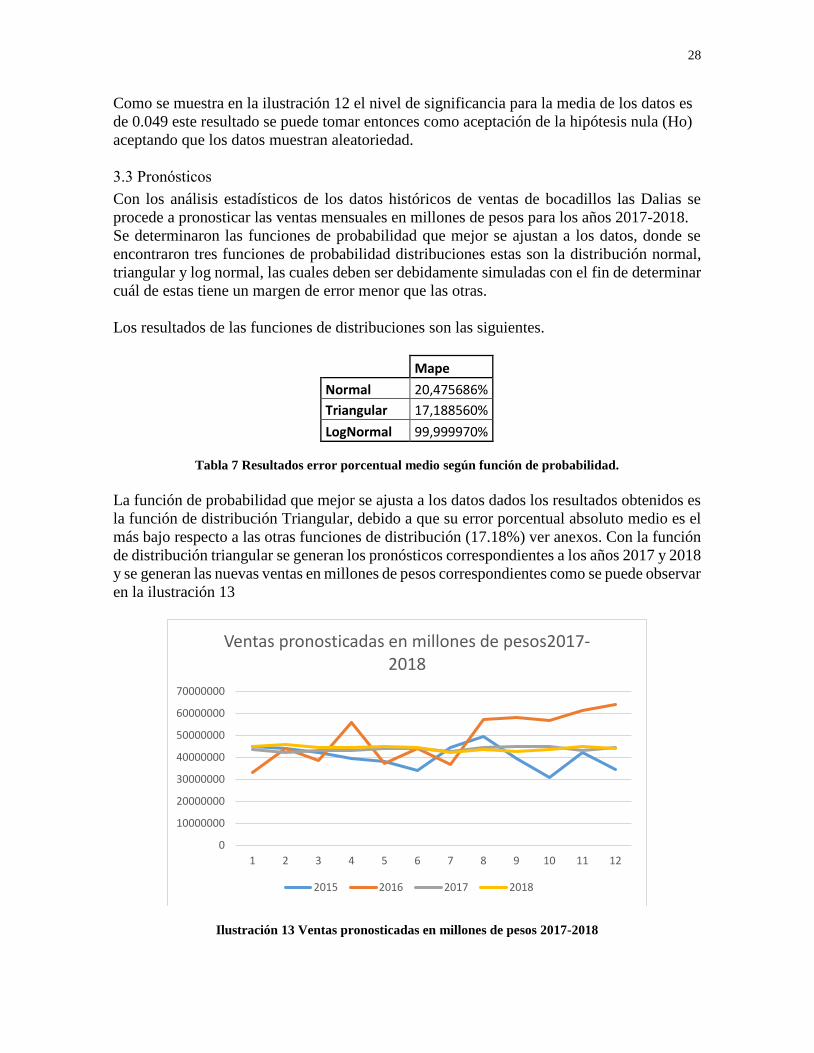
Ilustración 13 Ventas pronosticadas en millones de pesos 2017-2018
0
10000000
20000000
30000000
40000000
50000000
60000000
70000000
1 2 3 4 5 6 7 8 9 10 11 12
Ventas pronosticadas en millones de pesos2017-2018
2015 2016 2017 2018
29
Como se puede observar en la ilustración 13 para los años 2017 y 2018 el total de las ventas
son inferiores a las del año 2015 y 2016 mientras que el año 2016 es el año que más presenta
aumento de ventas. Por otra parte, las ventas del año 2018 son superiores a las del 2017
presentando para ambos años el mes de agosto como el mes en el que las ventas más
aumentaron para el año 2017 y noviembre para el 2018.
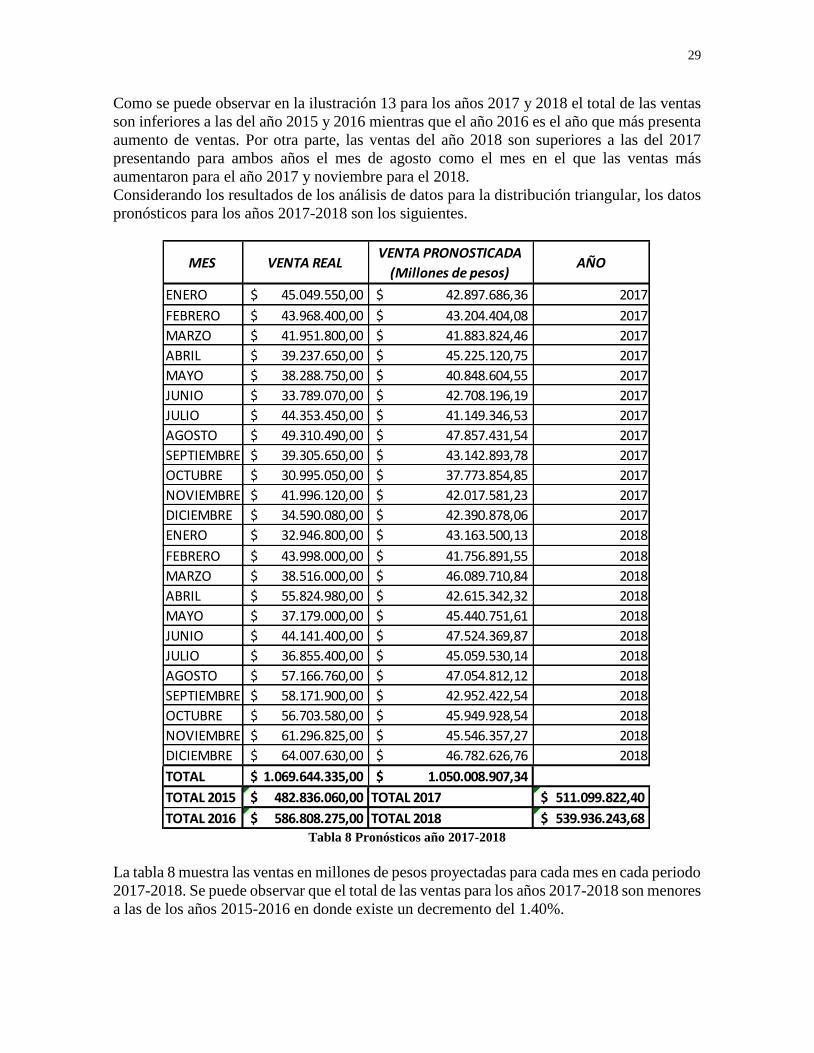
Considerando los resultados de los análisis de datos para la distribución triangular, los datos
pronósticos para los años 2017-2018 son los siguientes.
Tabla 8 Pronósticos año 2017-2018
La tabla 8 muestra las ventas en millones de pesos proyectadas para cada mes en cada periodo
2017-2018. Se puede observar que el total de las ventas para los años 2017-2018 son menores
a las de los años 2015-2016 en donde existe un decremento del 1.40%.
MES VENTA REALVENTA PRONOSTICADA
(Millones de pesos)AÑO
ENERO 45.049.550,00$ 42.897.686,36$ 2017
FEBRERO 43.968.400,00$ 43.204.404,08$ 2017
MARZO 41.951.800,00$ 41.883.824,46$ 2017
ABRIL 39.237.650,00$ 45.225.120,75$ 2017
MAYO 38.288.750,00$ 40.848.604,55$ 2017
JUNIO 33.789.070,00$ 42.708.196,19$ 2017
JULIO 44.353.450,00$ 41.149.346,53$ 2017
AGOSTO 49.310.490,00$ 47.857.431,54$ 2017
SEPTIEMBRE 39.305.650,00$ 43.142.893,78$ 2017
OCTUBRE 30.995.050,00$ 37.773.854,85$ 2017
NOVIEMBRE 41.996.120,00$ 42.017.581,23$ 2017
DICIEMBRE 34.590.080,00$ 42.390.878,06$ 2017
ENERO 32.946.800,00$ 43.163.500,13$ 2018
FEBRERO 43.998.000,00$ 41.756.891,55$ 2018
MARZO 38.516.000,00$ 46.089.710,84$ 2018
ABRIL 55.824.980,00$ 42.615.342,32$ 2018
MAYO 37.179.000,00$ 45.440.751,61$ 2018
JUNIO 44.141.400,00$ 47.524.369,87$ 2018
JULIO 36.855.400,00$ 45.059.530,14$ 2018
AGOSTO 57.166.760,00$ 47.054.812,12$ 2018
SEPTIEMBRE 58.171.900,00$ 42.952.422,54$ 2018
OCTUBRE 56.703.580,00$ 45.949.928,54$ 2018
NOVIEMBRE 61.296.825,00$ 45.546.357,27$ 2018
DICIEMBRE 64.007.630,00$ 46.782.626,76$ 2018
TOTAL 1.069.644.335,00$ 1.050.008.907,34$
TOTAL 2015 482.836.060,00$ TOTAL 2017 511.099.822,40$
TOTAL 2016 586.808.275,00$ TOTAL 2018 539.936.243,68$
30
3.3.1 Tipo de producción
Bocadillos las Dalias es una empresa fabricadora de bocadillos que trabaja con un tipo de
producción en serie, debido a que la producción se basa en lotes de productos de diferentes
tamaños según corresponde la demanda u órdenes de compra. Por otra parte, su el tipo de
distribución que maneja la fábrica es una distribución por proceso o función debido a que
utiliza maquinaria costosa y que no puede moverse tan fácilmente por lo que la fabricación
de sus productos utiliza la misma maquinaria (Muther, 1992)
3.3.2 Calculo de capacidad requerida 2017-2018
Para poder determinar el cálculo de tiempos para un periodo pronosticado de 24 meses, se
realizan los cálculos para los dos años siguientes 2017 y 2018 por medio del método de
índices sumarios, comparando así los requerimientos de la planta actual con la planta
proyectada (Woithe, 1999)
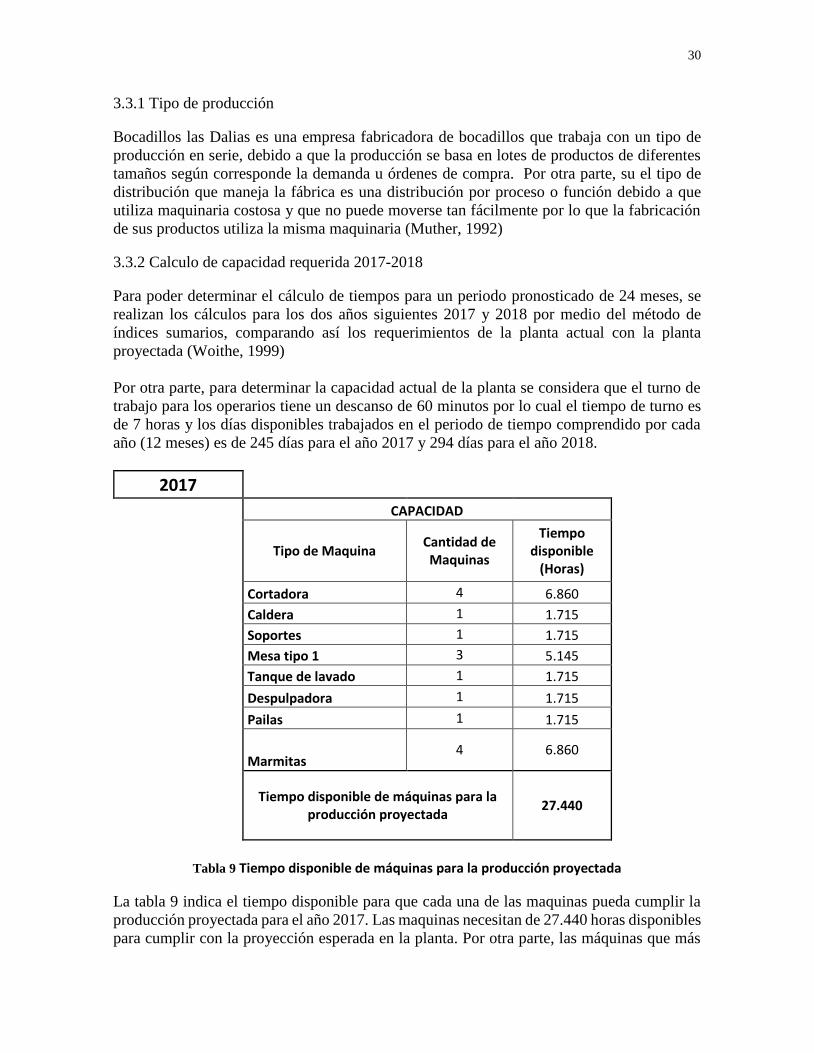
Por otra parte, para determinar la capacidad actual de la planta se considera que el turno de
trabajo para los operarios tiene un descanso de 60 minutos por lo cual el tiempo de turno es
de 7 horas y los días disponibles trabajados en el periodo de tiempo comprendido por cada
año (12 meses) es de 245 días para el año 2017 y 294 días para el año 2018.
2017
CAPACIDAD
Tipo de Maquina Cantidad de Maquinas
Tiempo disponible
(Horas)
Cortadora 4 6.860
Caldera 1 1.715
Soportes 1 1.715
Mesa tipo 1 3 5.145
Tanque de lavado 1 1.715
Despulpadora 1 1.715
Pailas 1 1.715
Marmitas 4 6.860
Tiempo disponible de máquinas para la producción proyectada
27.440
Tabla 9 Tiempo disponible de máquinas para la producción proyectada
La tabla 9 indica el tiempo disponible para que cada una de las maquinas pueda cumplir la
producción proyectada para el año 2017. Las maquinas necesitan de 27.440 horas disponibles
para cumplir con la proyección esperada en la planta. Por otra parte, las máquinas que más
31
tiempo disponible necesitan son las involucradas en el proceso de cocción y corte siendo
estos procesos los más importantes en la elaboración productiva del bocadillo.
Con los tiempos disponibles de máquinas se procede a calcular la capacidad requerida para
el volumen de fabricación pronosticado para el año 2017 como se muestra en la tabla 7
(Woithe, 1999)
Tiempo norma por unidad de volumen de producción
en la planta (Horas/volumen de
producción $)
0,000046761
Volumen de producción proyectado ($/año)
$ 586.808.275
Capacidad requerida para el volumen de producción
proyectado (Horas/periodo)
27.440
Tabla 10 Capacidad requerida para el volumen de producción proyectado
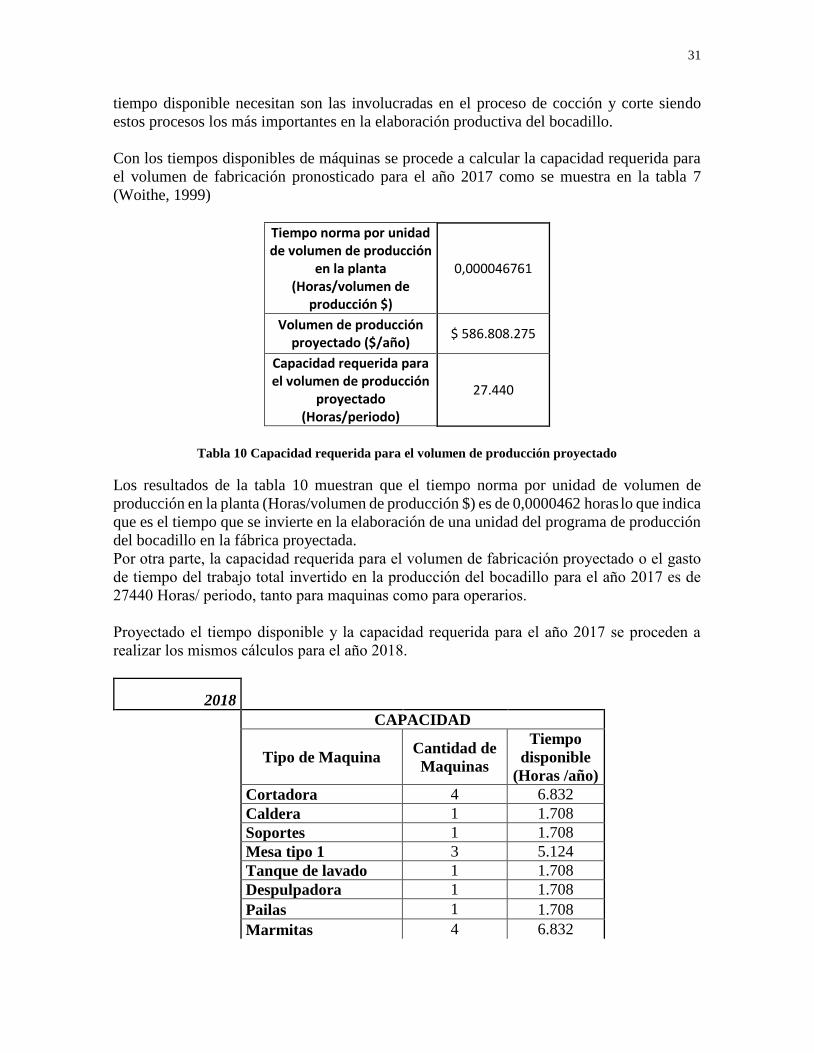
Los resultados de la tabla 10 muestran que el tiempo norma por unidad de volumen de
producción en la planta (Horas/volumen de producción $) es de 0,0000462 horas lo que indica
que es el tiempo que se invierte en la elaboración de una unidad del programa de producción
del bocadillo en la fábrica proyectada.
Por otra parte, la capacidad requerida para el volumen de fabricación proyectado o el gasto
de tiempo del trabajo total invertido en la producción del bocadillo para el año 2017 es de
27440 Horas/ periodo, tanto para maquinas como para operarios.
Proyectado el tiempo disponible y la capacidad requerida para el año 2017 se proceden a
realizar los mismos cálculos para el año 2018.
2018
CAPACIDAD
Tipo de Maquina Cantidad de
Maquinas
Tiempo
disponible
(Horas /año)
Cortadora 4 6.832
Caldera 1 1.708
Soportes 1 1.708
Mesa tipo 1 3 5.124
Tanque de lavado 1 1.708
Despulpadora 1 1.708
Pailas 1 1.708
Marmitas 4 6.832
32
Tiempo disponible de máquinas para
la producción proyectada 27.328
Tabla 11 Tiempo disponible de máquinas para la producción proyectada
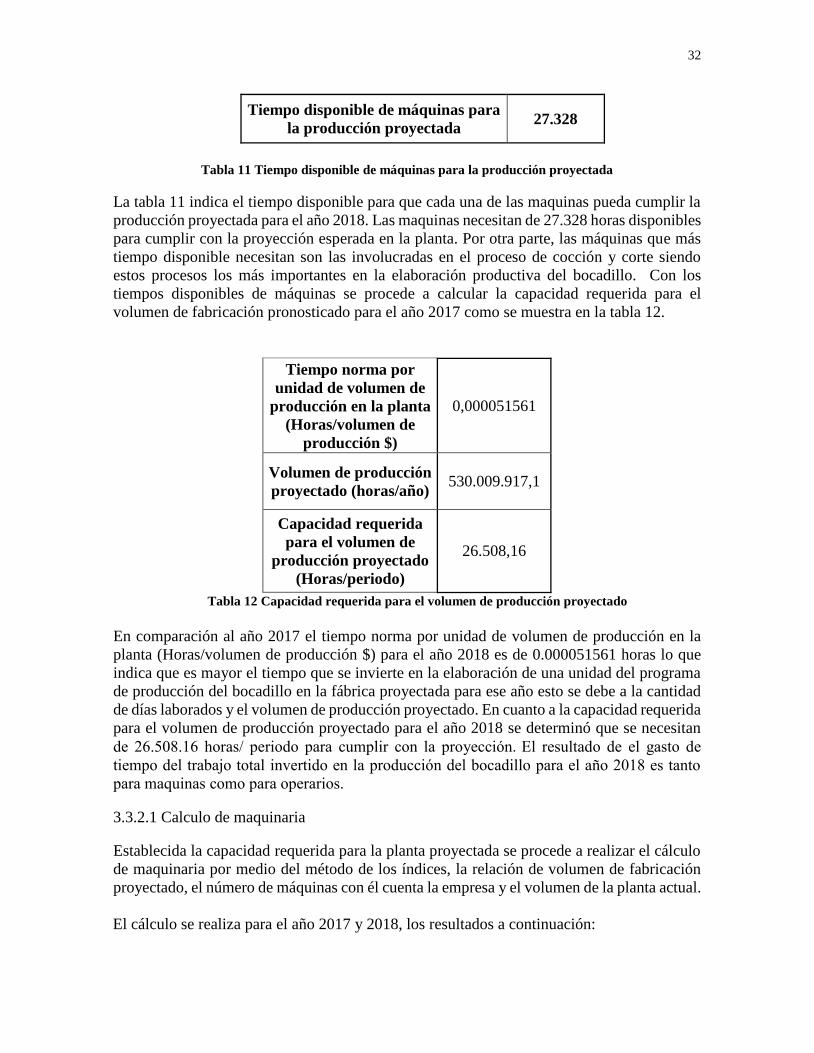
La tabla 11 indica el tiempo disponible para que cada una de las maquinas pueda cumplir la
producción proyectada para el año 2018. Las maquinas necesitan de 27.328 horas disponibles
para cumplir con la proyección esperada en la planta. Por otra parte, las máquinas que más
tiempo disponible necesitan son las involucradas en el proceso de cocción y corte siendo
estos procesos los más importantes en la elaboración productiva del bocadillo. Con los
tiempos disponibles de máquinas se procede a calcular la capacidad requerida para el
volumen de fabricación pronosticado para el año 2017 como se muestra en la tabla 12.
Tiempo norma por
unidad de volumen de
producción en la planta
(Horas/volumen de
producción $)
0,000051561
Volumen de producción
proyectado (horas/año) 530.009.917,1
Capacidad requerida
para el volumen de
producción proyectado
(Horas/periodo)
26.508,16
Tabla 12 Capacidad requerida para el volumen de producción proyectado
En comparación al año 2017 el tiempo norma por unidad de volumen de producción en la
planta (Horas/volumen de producción $) para el año 2018 es de 0.000051561 horas lo que
indica que es mayor el tiempo que se invierte en la elaboración de una unidad del programa
de producción del bocadillo en la fábrica proyectada para ese año esto se debe a la cantidad
de días laborados y el volumen de producción proyectado. En cuanto a la capacidad requerida
para el volumen de producción proyectado para el año 2018 se determinó que se necesitan
de 26.508.16 horas/ periodo para cumplir con la proyección. El resultado de el gasto de
tiempo del trabajo total invertido en la producción del bocadillo para el año 2018 es tanto
para maquinas como para operarios.
3.3.2.1 Calculo de maquinaria
Establecida la capacidad requerida para la planta proyectada se procede a realizar el cálculo
de maquinaria por medio del método de los índices, la relación de volumen de fabricación
proyectado, el número de máquinas con él cuenta la empresa y el volumen de la planta actual.
El cálculo se realiza para el año 2017 y 2018, los resultados a continuación:
33
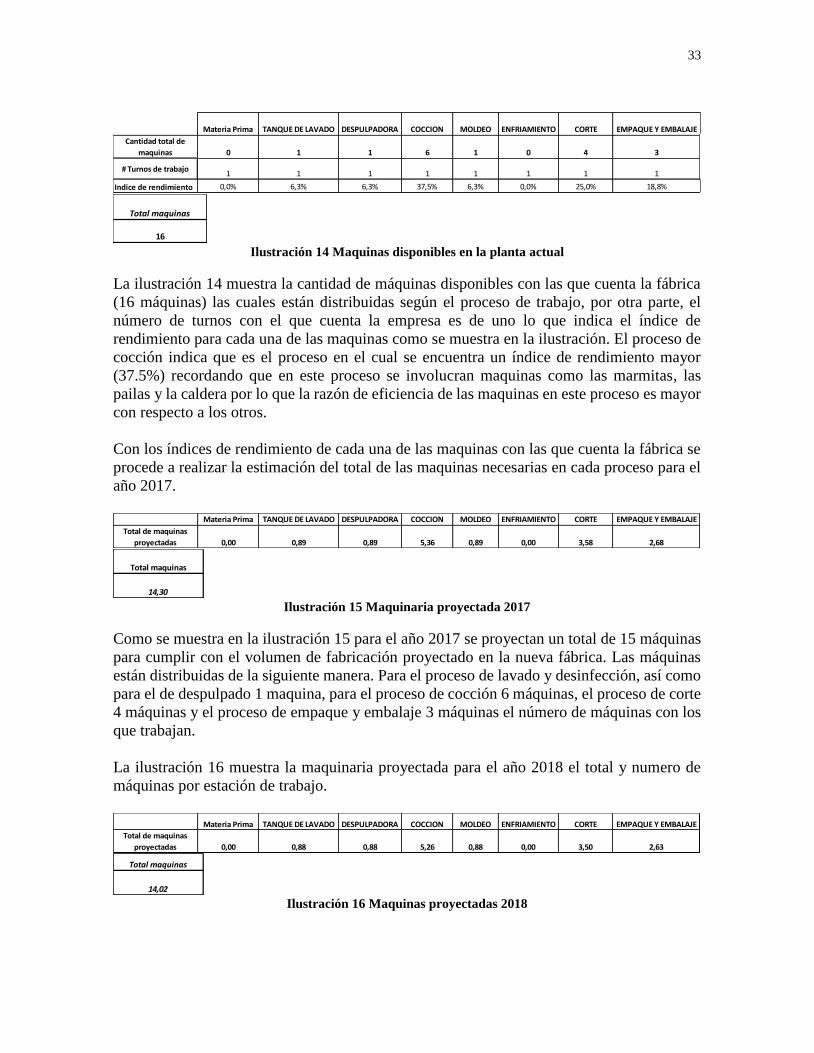
Ilustración 14 Maquinas disponibles en la planta actual
La ilustración 14 muestra la cantidad de máquinas disponibles con las que cuenta la fábrica
(16 máquinas) las cuales están distribuidas según el proceso de trabajo, por otra parte, el
número de turnos con el que cuenta la empresa es de uno lo que indica el índice de
rendimiento para cada una de las maquinas como se muestra en la ilustración. El proceso de
cocción indica que es el proceso en el cual se encuentra un índice de rendimiento mayor
(37.5%) recordando que en este proceso se involucran maquinas como las marmitas, las
pailas y la caldera por lo que la razón de eficiencia de las maquinas en este proceso es mayor
con respecto a los otros.
Con los índices de rendimiento de cada una de las maquinas con las que cuenta la fábrica se
procede a realizar la estimación del total de las maquinas necesarias en cada proceso para el
año 2017.
Ilustración 15 Maquinaria proyectada 2017
Como se muestra en la ilustración 15 para el año 2017 se proyectan un total de 15 máquinas
para cumplir con el volumen de fabricación proyectado en la nueva fábrica. Las máquinas
están distribuidas de la siguiente manera. Para el proceso de lavado y desinfección, así como
para el de despulpado 1 maquina, para el proceso de cocción 6 máquinas, el proceso de corte
4 máquinas y el proceso de empaque y embalaje 3 máquinas el número de máquinas con los
que trabajan.
La ilustración 16 muestra la maquinaria proyectada para el año 2018 el total y numero de
máquinas por estación de trabajo.
Ilustración 16 Maquinas proyectadas 2018
Materia Prima TANQUE DE LAVADO DESPULPADORA COCCION MOLDEO ENFRIAMIENTO CORTE EMPAQUE Y EMBALAJE
Cantidad total de
maquinas 0 1 1 6 1 0 4 3
# Turnos de trabajo1 1 1 1 1 1 1 1
Indice de rendimiento 0,0% 6,3% 6,3% 37,5% 6,3% 0,0% 25,0% 18,8%
Total maquinas
16
Materia Prima TANQUE DE LAVADO DESPULPADORA COCCION MOLDEO ENFRIAMIENTO CORTE EMPAQUE Y EMBALAJE
Total de maquinas
proyectadas 0,00 0,89 0,89 5,36 0,89 0,00 3,58 2,68
Total maquinas
14,30
Materia Prima TANQUE DE LAVADO DESPULPADORA COCCION MOLDEO ENFRIAMIENTO CORTE EMPAQUE Y EMBALAJE
Total de maquinas
proyectadas 0,00 0,88 0,88 5,26 0,88 0,00 3,50 2,63
Total maquinas
14,02
34
La cantidad de máquinas necesarias para cumplir con la capacidad proyectada para el año
2018 es de 15 máquinas el mismo número a las proyectada para el año anterior. Las máquinas
están distribuidas de la siguiente manera para el proceso de lavado y desinfección 1 máquina,
para el proceso de despulpado 1 máquina para el proceso de cocción se decide mantener las
6 máquinas actuales igual que para el proceso de moldeo 1 maquina, corte 4 máquinas y
empaque y embalaje 3 máquinas. Por otra parte, los procesos para ambos años los cuales
utilizan la mayor cantidad de máquinas son los involucrados en el proceso de cocción corte,
empaque y embalaje pues estos representan el 62.5% del total de la fabricación del bocadillo.
3.3.2.2 Calculo de operarios
Para el cálculo de operarios igual que para el de maquinaria se determina el mejor método de
estimación con el fin de establecer la cantidad de operarios necesarios en la planta
proyectada. Para esto se utiliza el método de normativas, el cual es un método detallado que
calcula las necesidades de los obreros directos de producción, para su aplicación se parte de
los gastos de trabajo de tiempo para elaborar el trabajo de producción previsto.
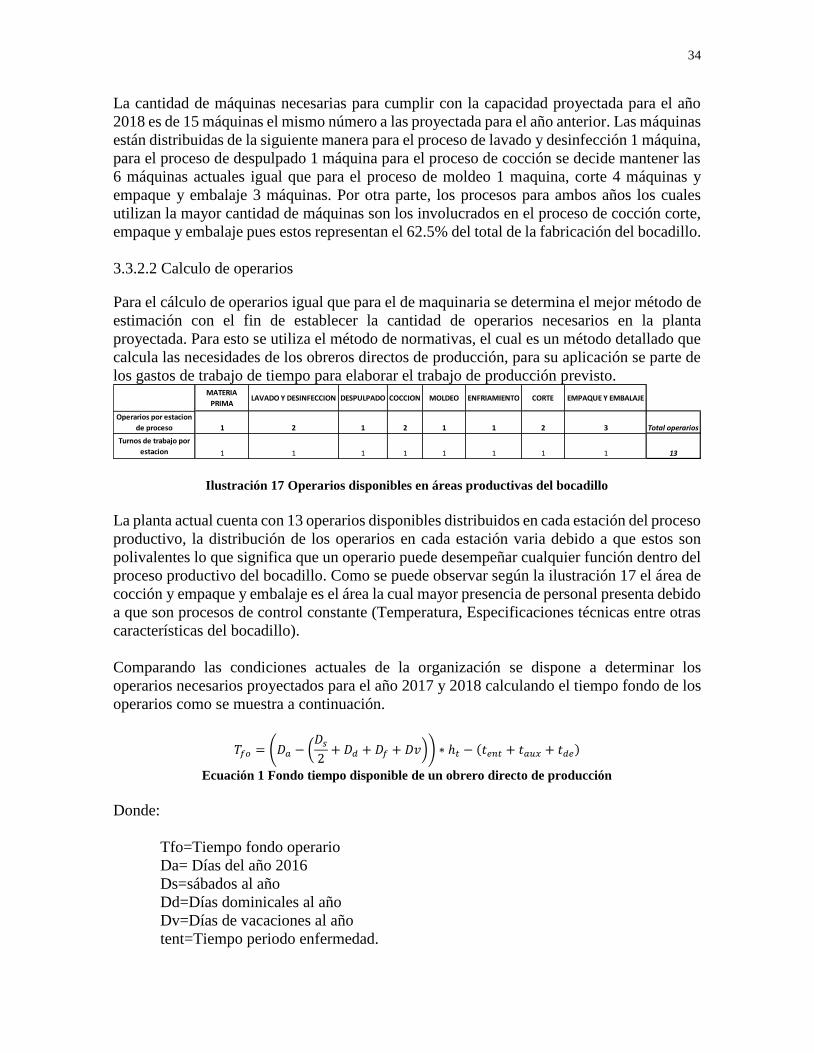
Ilustración 17 Operarios disponibles en áreas productivas del bocadillo
La planta actual cuenta con 13 operarios disponibles distribuidos en cada estación del proceso
productivo, la distribución de los operarios en cada estación varia debido a que estos son
polivalentes lo que significa que un operario puede desempeñar cualquier función dentro del
proceso productivo del bocadillo. Como se puede observar según la ilustración 17 el área de
cocción y empaque y embalaje es el área la cual mayor presencia de personal presenta debido
a que son procesos de control constante (Temperatura, Especificaciones técnicas entre otras
características del bocadillo).
Comparando las condiciones actuales de la organización se dispone a determinar los
operarios necesarios proyectados para el año 2017 y 2018 calculando el tiempo fondo de los
operarios como se muestra a continuación.
𝑇𝑓𝑜 = (𝐷𝑎 − (𝐷𝑠
2+ 𝐷𝑑 + 𝐷𝑓 + 𝐷𝑣)) ∗ ℎ𝑡 − (𝑡𝑒𝑛𝑡 + 𝑡𝑎𝑢𝑥 + 𝑡𝑑𝑒)
Ecuación 1 Fondo tiempo disponible de un obrero directo de producción
Donde:
Tfo=Tiempo fondo operario
Da= Días del año 2016
Ds=sábados al año
Dd=Días dominicales al año
Dv=Días de vacaciones al año
tent=Tiempo periodo enfermedad.
MATERIA
PRIMALAVADO Y DESINFECCION DESPULPADO COCCION MOLDEO ENFRIAMIENTO CORTE EMPAQUE Y EMBALAJE
Operarios por estacion
de proceso 1 2 1 2 1 1 2 3 Total operarios
Turnos de trabajo por
estacion 1 1 1 1 1 1 1 1 13
35
taux=Tiempo perdido por ausencias debidas a diferentes causas.
tde=Tiempo perdido por descansos y esperas inherentes al proceso.
La ecuación 1 indica el tiempo disponible de un obrero directo de producción, Para los
cálculos relacionados con la ecuación se toman los datos de tiempo correspondientes al año
2016 dado que son los más recientes con los que trabaja la empresa. Los resultados son los
siguientes:
𝑇𝑓𝑜 = [(365𝑑𝑖𝑎
𝑎ñ𝑜− (26
𝑑𝑖𝑎
𝑎ñ𝑜+ 52
𝑑𝑖𝑎
𝑎ñ𝑜+ 17
𝑑𝑖𝑎
𝑎ñ𝑜+ 20
𝑑𝑖𝑎
𝑎ñ𝑜) ∗ 7
ℎ
𝑑𝑖𝑎] − (130.56
ℎ
𝑎ñ𝑜) = 1.619.44
ℎ
𝑎ñ𝑜
Ecuación 2 Tiempo fondo operarios anual
Como se puede observar en la ecuación 2 el tiempo disponible de un obrero directo de
producción para el año 2016 es de 1.619.44 horas/ año con este dato se calcula los operarios
requeridos para el año 2017 y 2018
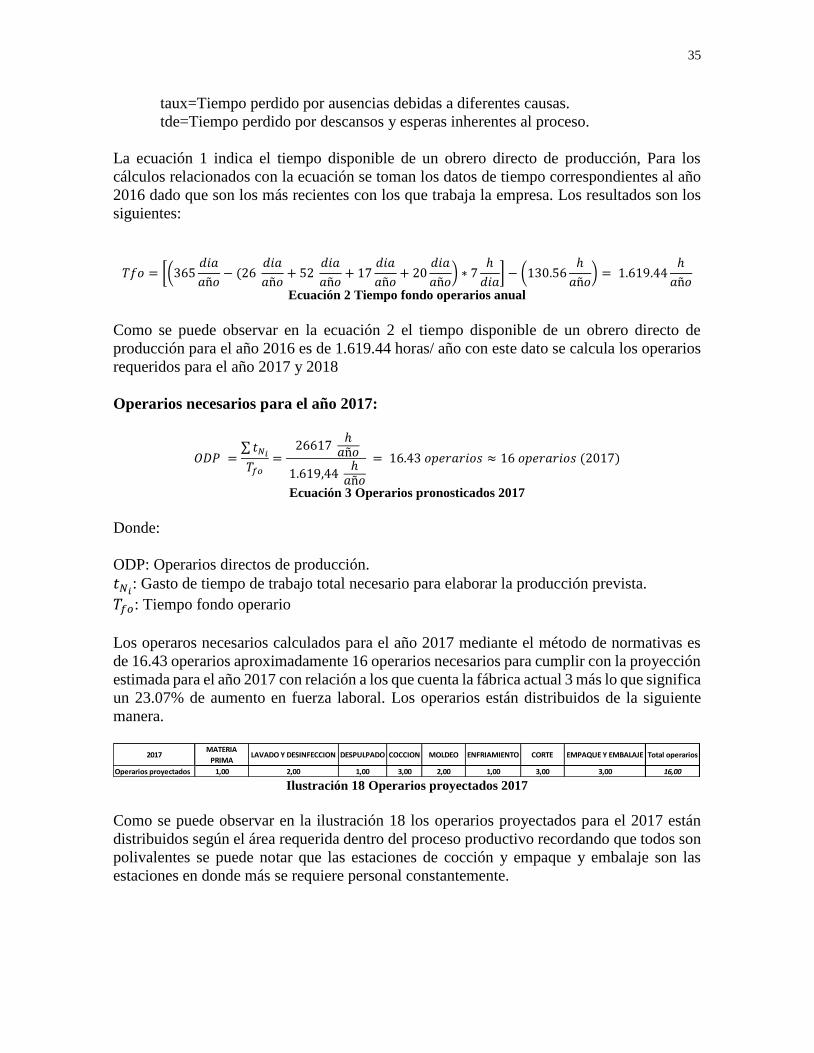
Operarios necesarios para el año 2017:
𝑂𝐷𝑃 =∑ 𝑡𝑁𝑖
𝑇𝑓𝑜
= 26617
ℎ𝑎ñ𝑜
1.619,44 ℎ
𝑎ñ𝑜
= 16.43 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 ≈ 16 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 (2017)
Ecuación 3 Operarios pronosticados 2017
Donde:
ODP: Operarios directos de producción.
𝑡𝑁𝑖: Gasto de tiempo de trabajo total necesario para elaborar la producción prevista.
𝑇𝑓𝑜: Tiempo fondo operario
Los operaros necesarios calculados para el año 2017 mediante el método de normativas es
de 16.43 operarios aproximadamente 16 operarios necesarios para cumplir con la proyección
estimada para el año 2017 con relación a los que cuenta la fábrica actual 3 más lo que significa
un 23.07% de aumento en fuerza laboral. Los operarios están distribuidos de la siguiente
manera.
Ilustración 18 Operarios proyectados 2017
Como se puede observar en la ilustración 18 los operarios proyectados para el 2017 están
distribuidos según el área requerida dentro del proceso productivo recordando que todos son
polivalentes se puede notar que las estaciones de cocción y empaque y embalaje son las
estaciones en donde más se requiere personal constantemente.
2017MATERIA
PRIMALAVADO Y DESINFECCION DESPULPADO COCCION MOLDEO ENFRIAMIENTO CORTE EMPAQUE Y EMBALAJE Total operarios
Operarios proyectados 1,00 2,00 1,00 3,00 2,00 1,00 3,00 3,00 16,00
36
Operarios necesarios para el año 2018:
𝑂𝐷𝑃 =∑ 𝑡𝑁𝑖
𝑇𝑓𝑜
= 26508.16
ℎ𝑎ñ𝑜
1.619,44 ℎ
𝑎ñ𝑜
= 16.36 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 ≈ 16 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 (2018)
Ecuación 4 Operarios proyectados 2018
Para suplir la proyección estimada en el año 2018 como se muestra en la ecuación 4 se
necesitan de 16 operarios igual que para el 2017 y serian distribuidos de la siguiente manera.
Ilustración 19 Operarios proyectados 2018
Para el año 2018 el área de cocción empaque y embalaje, así como el área de corte son áreas
en donde la utilización de operarios es mayor debido a que son procesos en los cuales el uso
de más de dos operarios es proporcional a su desempeño.
3.4 Calculo de áreas
Dada la estructura y la edificación actual con la que cuenta la fábrica actual y el terreno en
donde esta se encuentra ubicada, se determinó que esta cuenta con un área total de 516.494
m2 donde se procede a calcular los factores de área determinados para cada parte de la
organización (Woithe, 1999)
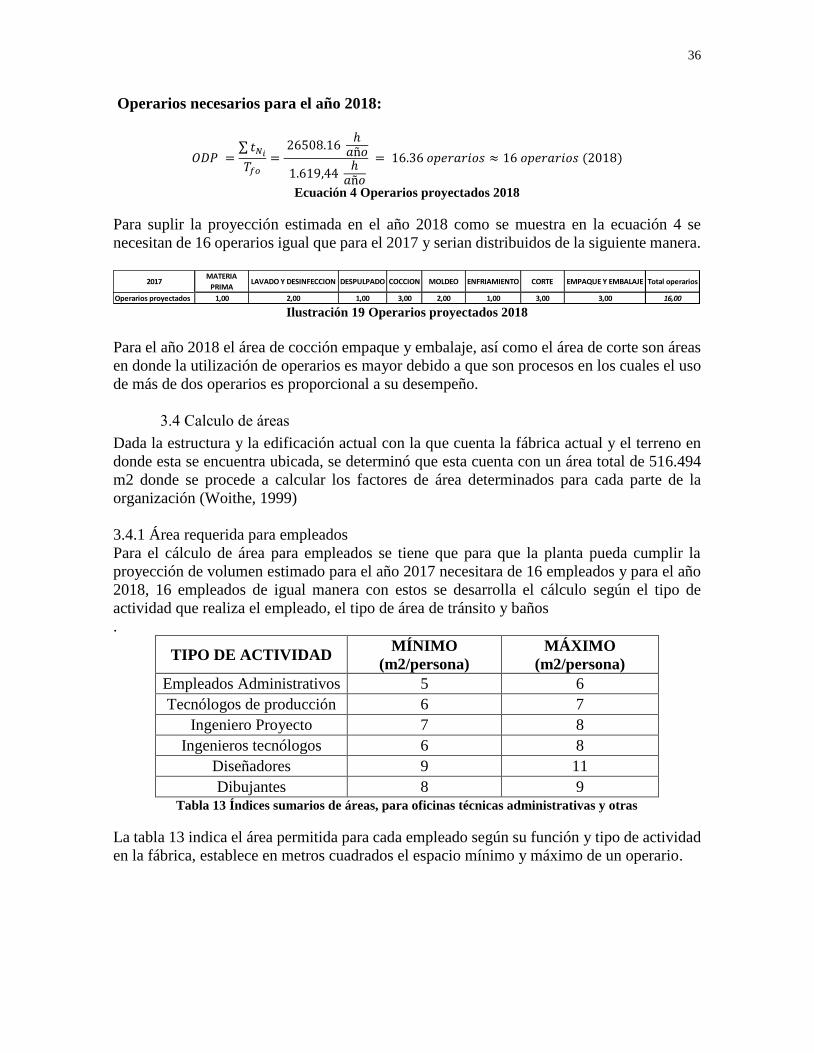
3.4.1 Área requerida para empleados
Para el cálculo de área para empleados se tiene que para que la planta pueda cumplir la
proyección de volumen estimado para el año 2017 necesitara de 16 empleados y para el año
2018, 16 empleados de igual manera con estos se desarrolla el cálculo según el tipo de
actividad que realiza el empleado, el tipo de área de tránsito y baños
.
TIPO DE ACTIVIDAD MÍNIMO
(m2/persona)
MÁXIMO
(m2/persona)
Empleados Administrativos 5 6
Tecnólogos de producción 6 7
Ingeniero Proyecto 7 8
Ingenieros tecnólogos 6 8
Diseñadores 9 11
Dibujantes 8 9 Tabla 13 Índices sumarios de áreas, para oficinas técnicas administrativas y otras
La tabla 13 indica el área permitida para cada empleado según su función y tipo de actividad
en la fábrica, establece en metros cuadrados el espacio mínimo y máximo de un operario.
2017MATERIA
PRIMALAVADO Y DESINFECCION DESPULPADO COCCION MOLDEO ENFRIAMIENTO CORTE EMPAQUE Y EMBALAJE Total operarios
Operarios proyectados 1,00 2,00 1,00 3,00 2,00 1,00 3,00 3,00 16,00
37
EMPLEADOS MINIMO (m2) MAXIMO
(m2)
Operarios 16 96 112
Administrativos 0 0 0
Escaleras
16
4,8 9,6
Corredores 8 24
Baños 7,0638 7,0638
Comedor 15,24 15,24
Total 131,1038 167,9038
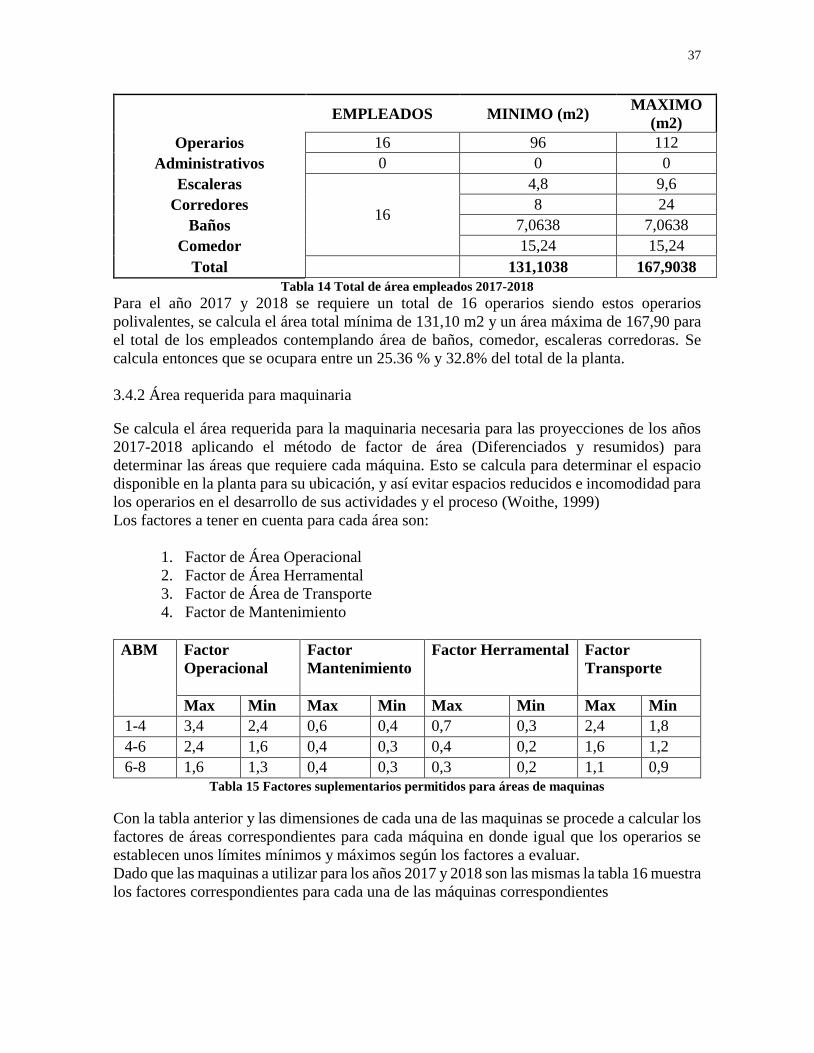
Tabla 14 Total de área empleados 2017-2018
Para el año 2017 y 2018 se requiere un total de 16 operarios siendo estos operarios
polivalentes, se calcula el área total mínima de 131,10 m2 y un área máxima de 167,90 para
el total de los empleados contemplando área de baños, comedor, escaleras corredoras. Se
calcula entonces que se ocupara entre un 25.36 % y 32.8% del total de la planta.
3.4.2 Área requerida para maquinaria
Se calcula el área requerida para la maquinaria necesaria para las proyecciones de los años
2017-2018 aplicando el método de factor de área (Diferenciados y resumidos) para
determinar las áreas que requiere cada máquina. Esto se calcula para determinar el espacio
disponible en la planta para su ubicación, y así evitar espacios reducidos e incomodidad para
los operarios en el desarrollo de sus actividades y el proceso (Woithe, 1999)
Los factores a tener en cuenta para cada área son:
1. Factor de Área Operacional
2. Factor de Área Herramental
3. Factor de Área de Transporte
4. Factor de Mantenimiento
ABM Factor
Operacional
Factor
Mantenimiento
Factor Herramental Factor
Transporte
Max Min Max Min Max Min Max Min
1-4 3,4 2,4 0,6 0,4 0,7 0,3 2,4 1,8
4-6 2,4 1,6 0,4 0,3 0,4 0,2 1,6 1,2
6-8 1,6 1,3 0,4 0,3 0,3 0,2 1,1 0,9
Tabla 15 Factores suplementarios permitidos para áreas de maquinas
Con la tabla anterior y las dimensiones de cada una de las maquinas se procede a calcular los
factores de áreas correspondientes para cada máquina en donde igual que los operarios se
establecen unos límites mínimos y máximos según los factores a evaluar.
Dado que las maquinas a utilizar para los años 2017 y 2018 son las mismas la tabla 16 muestra
los factores correspondientes para cada una de las máquinas correspondientes
38
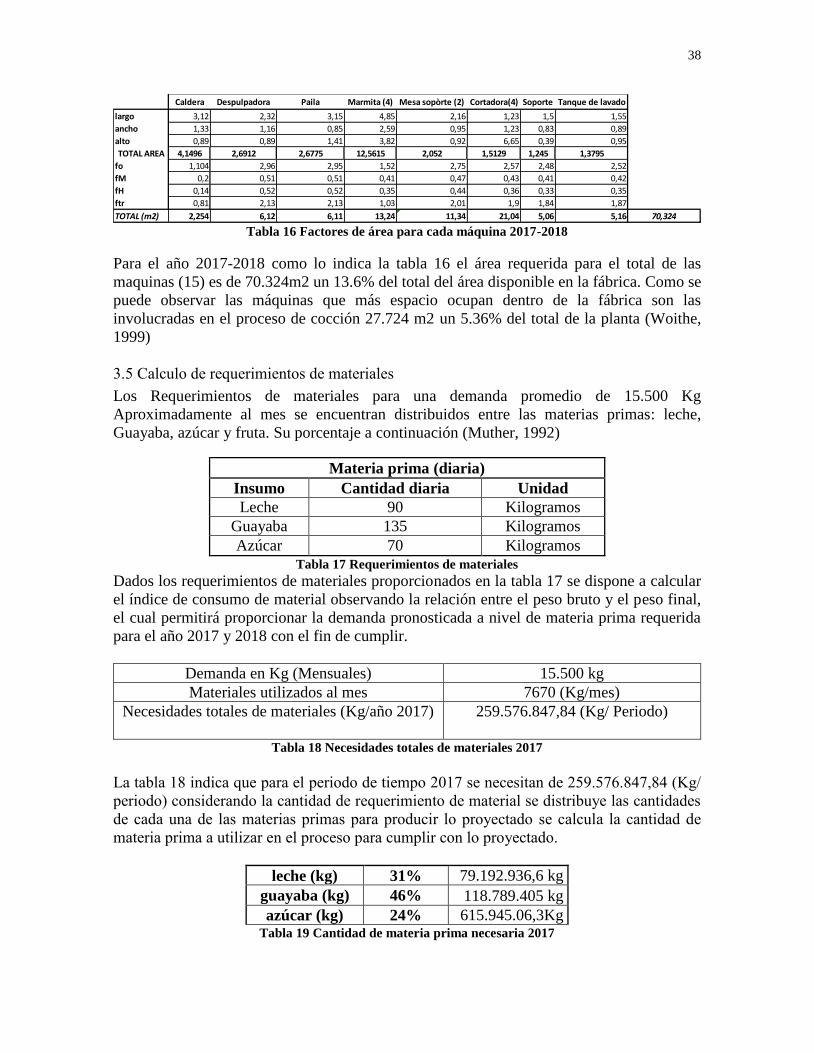
Tabla 16 Factores de área para cada máquina 2017-2018
Para el año 2017-2018 como lo indica la tabla 16 el área requerida para el total de las
maquinas (15) es de 70.324m2 un 13.6% del total del área disponible en la fábrica. Como se
puede observar las máquinas que más espacio ocupan dentro de la fábrica son las
involucradas en el proceso de cocción 27.724 m2 un 5.36% del total de la planta (Woithe,
1999)
3.5 Calculo de requerimientos de materiales
Los Requerimientos de materiales para una demanda promedio de 15.500 Kg
Aproximadamente al mes se encuentran distribuidos entre las materias primas: leche,
Guayaba, azúcar y fruta. Su porcentaje a continuación (Muther, 1992)
Materia prima (diaria)
Insumo Cantidad diaria Unidad
Leche 90 Kilogramos
Guayaba 135 Kilogramos
Azúcar 70 Kilogramos Tabla 17 Requerimientos de materiales
Dados los requerimientos de materiales proporcionados en la tabla 17 se dispone a calcular
el índice de consumo de material observando la relación entre el peso bruto y el peso final,
el cual permitirá proporcionar la demanda pronosticada a nivel de materia prima requerida
para el año 2017 y 2018 con el fin de cumplir.
Demanda en Kg (Mensuales) 15.500 kg
Materiales utilizados al mes 7670 (Kg/mes)
Necesidades totales de materiales (Kg/año 2017) 259.576.847,84 (Kg/ Periodo)
Tabla 18 Necesidades totales de materiales 2017
La tabla 18 indica que para el periodo de tiempo 2017 se necesitan de 259.576.847,84 (Kg/
periodo) considerando la cantidad de requerimiento de material se distribuye las cantidades
de cada una de las materias primas para producir lo proyectado se calcula la cantidad de
materia prima a utilizar en el proceso para cumplir con lo proyectado.
leche (kg) 31% 79.192.936,6 kg
guayaba (kg) 46% 118.789.405 kg
azúcar (kg) 24% 615.945.06,3Kg Tabla 19 Cantidad de materia prima necesaria 2017
Caldera Despulpadora Paila Marmita (4) Mesa sopòrte (2) Cortadora(4) Soporte Tanque de lavado
largo 3,12 2,32 3,15 4,85 2,16 1,23 1,5 1,55
ancho 1,33 1,16 0,85 2,59 0,95 1,23 0,83 0,89
alto 0,89 0,89 1,41 3,82 0,92 6,65 0,39 0,95
TOTAL AREA 4,1496 2,6912 2,6775 12,5615 2,052 1,5129 1,245 1,3795
fo 1,104 2,96 2,95 1,52 2,75 2,57 2,48 2,52
fM 0,2 0,51 0,51 0,41 0,47 0,43 0,41 0,42
fH 0,14 0,52 0,52 0,35 0,44 0,36 0,33 0,35
ftr 0,81 2,13 2,13 1,03 2,01 1,9 1,84 1,87
TOTAL (m2) 2,254 6,12 6,11 13,24 11,34 21,04 5,06 5,16 70,324

39
Para suplir la cantidad de materia prima a utilizar en el año 2017 se necesidad de 79.192.936,6
Kg de leche, 118.789.405 Kg de guayaba y 61.597.506,3 kg de azúcar. Por otra parte, cabe
aclarar que dentro del proceso productivo del bocadillo se utilizan más componentes y
materias primas que no está reflejadas en los cálculos debido a que son de tipo confidencial
en la empresa.
Demanda en Kg (Mensuales) 15.500 kg
Materiales utilizados al mes 7670 (Kg/mes)
Necesidades totales de materiales (Kg/año 2018) 262.269.423,49 (Kg/ Periodo)
Tabla 20 Necesidades totales de materiales 2018
La tabla 20 indica que para el periodo de tiempo 2018 se necesitan de 262.269.423,49 (Kg/
periodo) considerando la cantidad de requerimiento de material se distribuye las cantidades
de cada una de las materias primas para producir lo proyectado se calcula la cantidad de
materia prima a utilizar en el proceso para cumplir con lo proyectado.
leche (kg) 31% 80.014.400.4 Kg
guayaba (kg) 46% 120.021.601 kg
azúcar (kg) 24% 62.233.422.5 Kg Tabla 21 Cantidad de materia prima necesaria 2018
Los resultados de la tabla 21 indican que para cumplir con la cantidad de materia prima a
utilizar en el año 2018 se necesidad de 80.014.400.4 Kg de leche, 120.021.601 Kg de guayaba y 62.233.422.5 kg de azúcar.
La cantidad de materia prima a utilizar para el año 2018 es superior a la del año 2017 debido
a que las ventas pronosticadas para dicho año son superiores.
3.5.1 Flujo de materiales
Para cálculo de flujo de materiales es necesario recordar que, aunque la fábrica maneja solo
una línea de producción, es necesario separar los flujos de materiales dependiendo el proceso
productivo ya sea de guayaba o de leche.
Ilustración 20 Flujo de materiales Proceso leche
Como se observa en la ilustración 20 durante el proceso de elaboración del bocadillo de leche
el proceso en el cual más se pierde materia prima es el proceso de cocción debido a que en
este se pierden propiedades y se modifican componentes físicos y bioquímicos del alimento,
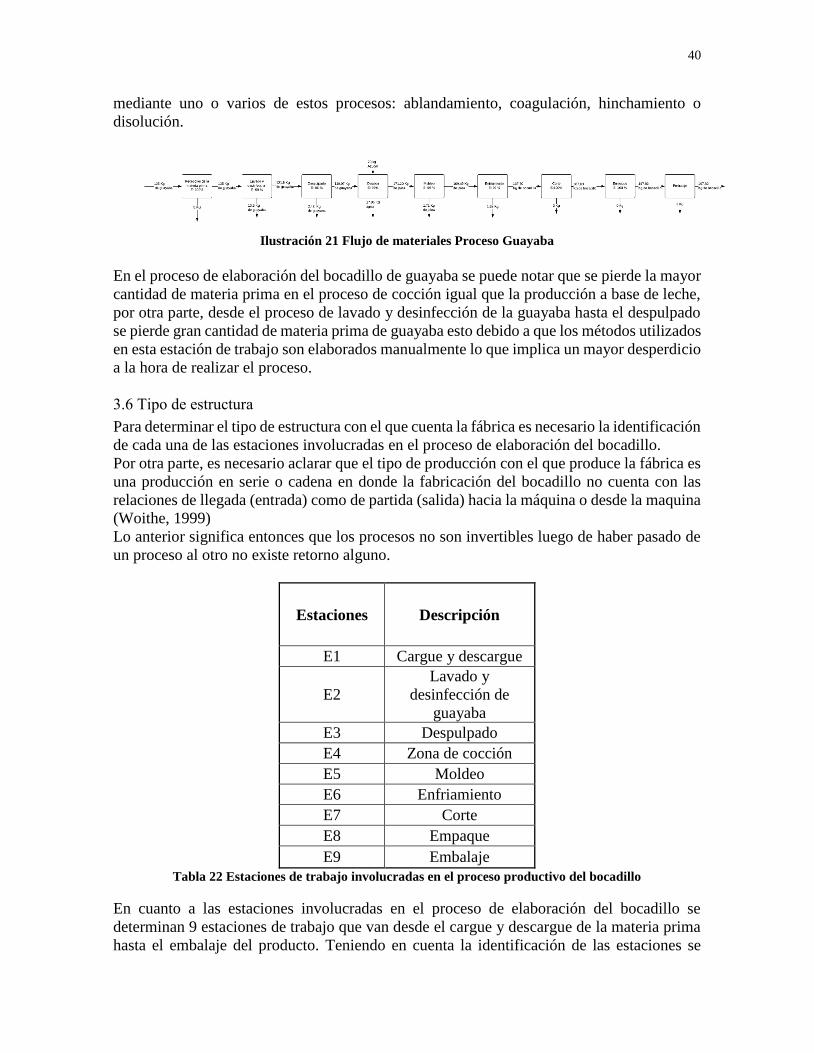
40
mediante uno o varios de estos procesos: ablandamiento, coagulación, hinchamiento o
disolución.
Ilustración 21 Flujo de materiales Proceso Guayaba
En el proceso de elaboración del bocadillo de guayaba se puede notar que se pierde la mayor
cantidad de materia prima en el proceso de cocción igual que la producción a base de leche,
por otra parte, desde el proceso de lavado y desinfección de la guayaba hasta el despulpado
se pierde gran cantidad de materia prima de guayaba esto debido a que los métodos utilizados
en esta estación de trabajo son elaborados manualmente lo que implica un mayor desperdicio
a la hora de realizar el proceso.
3.6 Tipo de estructura
Para determinar el tipo de estructura con el que cuenta la fábrica es necesario la identificación
de cada una de las estaciones involucradas en el proceso de elaboración del bocadillo.
Por otra parte, es necesario aclarar que el tipo de producción con el que produce la fábrica es
una producción en serie o cadena en donde la fabricación del bocadillo no cuenta con las
relaciones de llegada (entrada) como de partida (salida) hacia la máquina o desde la maquina
(Woithe, 1999)
Lo anterior significa entonces que los procesos no son invertibles luego de haber pasado de
un proceso al otro no existe retorno alguno.
Estaciones Descripción
E1 Cargue y descargue
E2
Lavado y
desinfección de
guayaba
E3 Despulpado
E4 Zona de cocción
E5 Moldeo
E6 Enfriamiento
E7 Corte
E8 Empaque
E9 Embalaje
Tabla 22 Estaciones de trabajo involucradas en el proceso productivo del bocadillo
En cuanto a las estaciones involucradas en el proceso de elaboración del bocadillo se
determinan 9 estaciones de trabajo que van desde el cargue y descargue de la materia prima
hasta el embalaje del producto. Teniendo en cuenta la identificación de las estaciones se
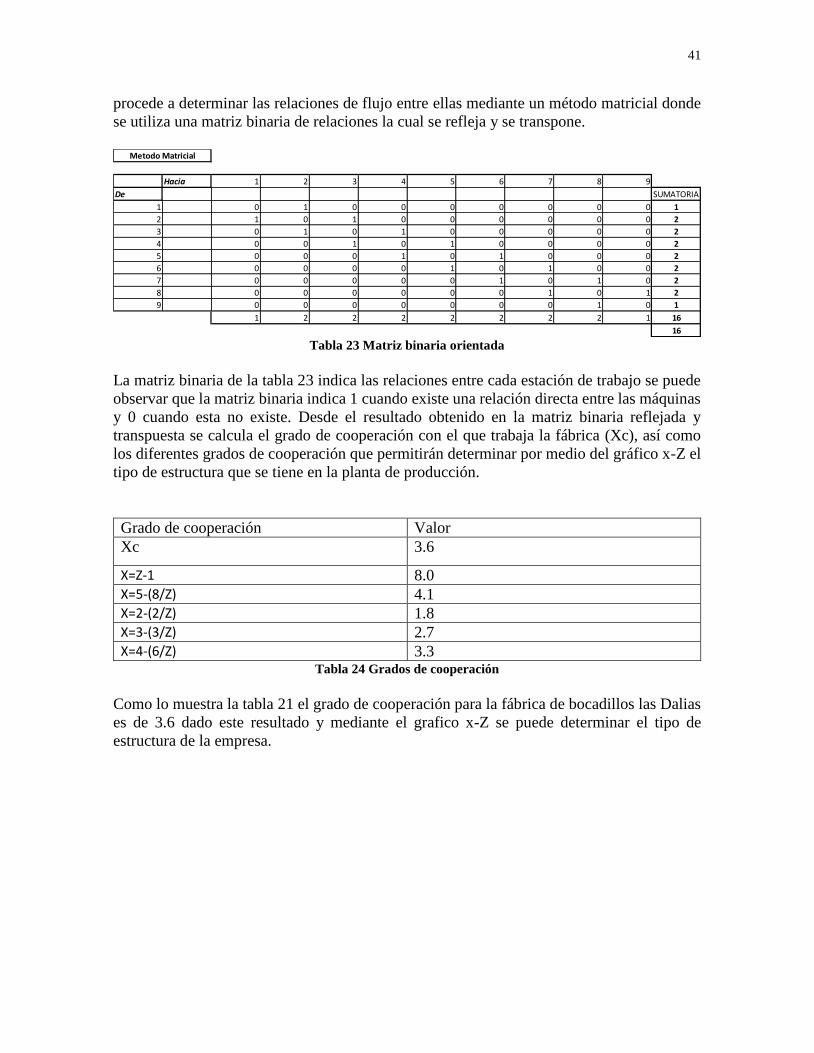
41
procede a determinar las relaciones de flujo entre ellas mediante un método matricial donde
se utiliza una matriz binaria de relaciones la cual se refleja y se transpone.
Tabla 23 Matriz binaria orientada
La matriz binaria de la tabla 23 indica las relaciones entre cada estación de trabajo se puede
observar que la matriz binaria indica 1 cuando existe una relación directa entre las máquinas
y 0 cuando esta no existe. Desde el resultado obtenido en la matriz binaria reflejada y
transpuesta se calcula el grado de cooperación con el que trabaja la fábrica (Xc), así como
los diferentes grados de cooperación que permitirán determinar por medio del gráfico x-Z el
tipo de estructura que se tiene en la planta de producción.
Grado de cooperación Valor
Xc 3.6
X=Z-1 8.0
X=5-(8/Z) 4.1
X=2-(2/Z) 1.8
X=3-(3/Z) 2.7
X=4-(6/Z) 3.3 Tabla 24 Grados de cooperación
Como lo muestra la tabla 21 el grado de cooperación para la fábrica de bocadillos las Dalias
es de 3.6 dado este resultado y mediante el grafico x-Z se puede determinar el tipo de
estructura de la empresa.
Hacia 1 2 3 4 5 6 7 8 9
De SUMATORIA
1 0 1 0 0 0 0 0 0 0 1
2 1 0 1 0 0 0 0 0 0 2
3 0 1 0 1 0 0 0 0 0 2
4 0 0 1 0 1 0 0 0 0 2
5 0 0 0 1 0 1 0 0 0 2
6 0 0 0 0 1 0 1 0 0 2
7 0 0 0 0 0 1 0 1 0 2
8 0 0 0 0 0 0 1 0 1 2
9 0 0 0 0 0 0 0 1 0 1
1 2 2 2 2 2 2 2 1 16
16
Metodo Matricial
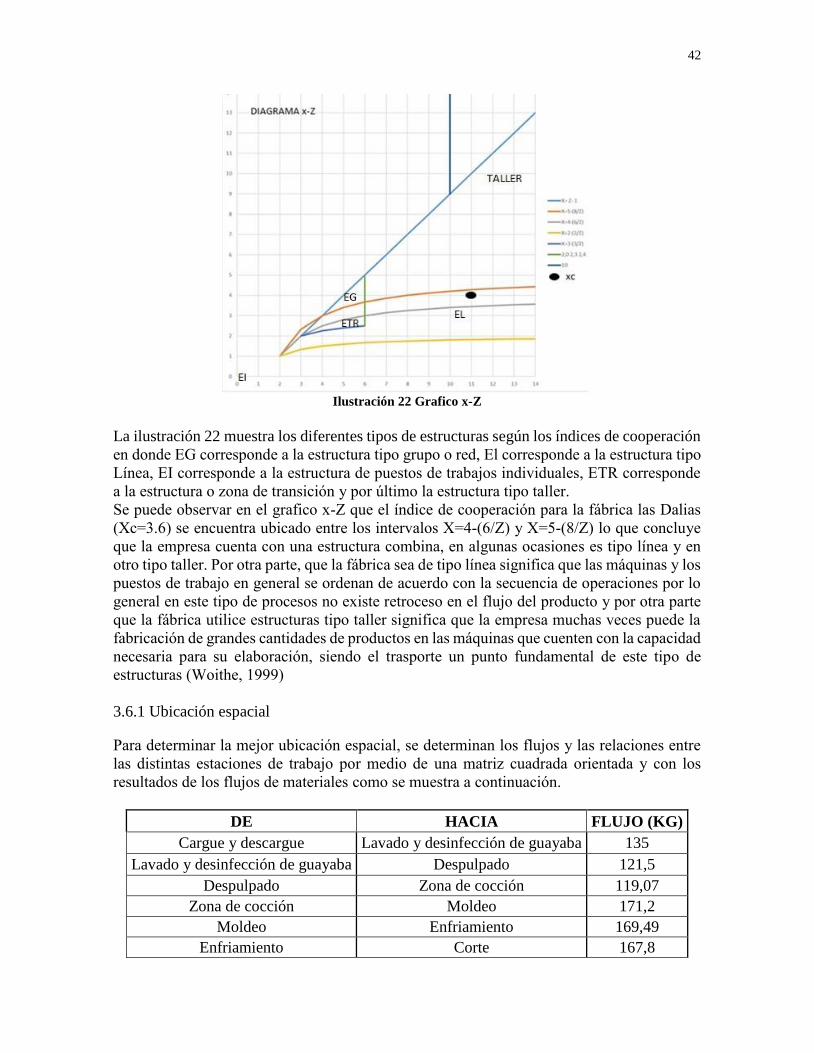
42
Ilustración 22 Grafico x-Z
La ilustración 22 muestra los diferentes tipos de estructuras según los índices de cooperación
en donde EG corresponde a la estructura tipo grupo o red, El corresponde a la estructura tipo
Línea, EI corresponde a la estructura de puestos de trabajos individuales, ETR corresponde
a la estructura o zona de transición y por último la estructura tipo taller.
Se puede observar en el grafico x-Z que el índice de cooperación para la fábrica las Dalias
(Xc=3.6) se encuentra ubicado entre los intervalos X=4-(6/Z) y X=5-(8/Z) lo que concluye
que la empresa cuenta con una estructura combina, en algunas ocasiones es tipo línea y en
otro tipo taller. Por otra parte, que la fábrica sea de tipo línea significa que las máquinas y los
puestos de trabajo en general se ordenan de acuerdo con la secuencia de operaciones por lo
general en este tipo de procesos no existe retroceso en el flujo del producto y por otra parte
que la fábrica utilice estructuras tipo taller significa que la empresa muchas veces puede la
fabricación de grandes cantidades de productos en las máquinas que cuenten con la capacidad
necesaria para su elaboración, siendo el trasporte un punto fundamental de este tipo de
estructuras (Woithe, 1999)
3.6.1 Ubicación espacial
Para determinar la mejor ubicación espacial, se determinan los flujos y las relaciones entre
las distintas estaciones de trabajo por medio de una matriz cuadrada orientada y con los
resultados de los flujos de materiales como se muestra a continuación.
DE HACIA FLUJO (KG)
Cargue y descargue Lavado y desinfección de guayaba 135
Lavado y desinfección de guayaba Despulpado 121,5
Despulpado Zona de cocción 119,07
Zona de cocción Moldeo 171,2
Moldeo Enfriamiento 169,49
Enfriamiento Corte 167,8
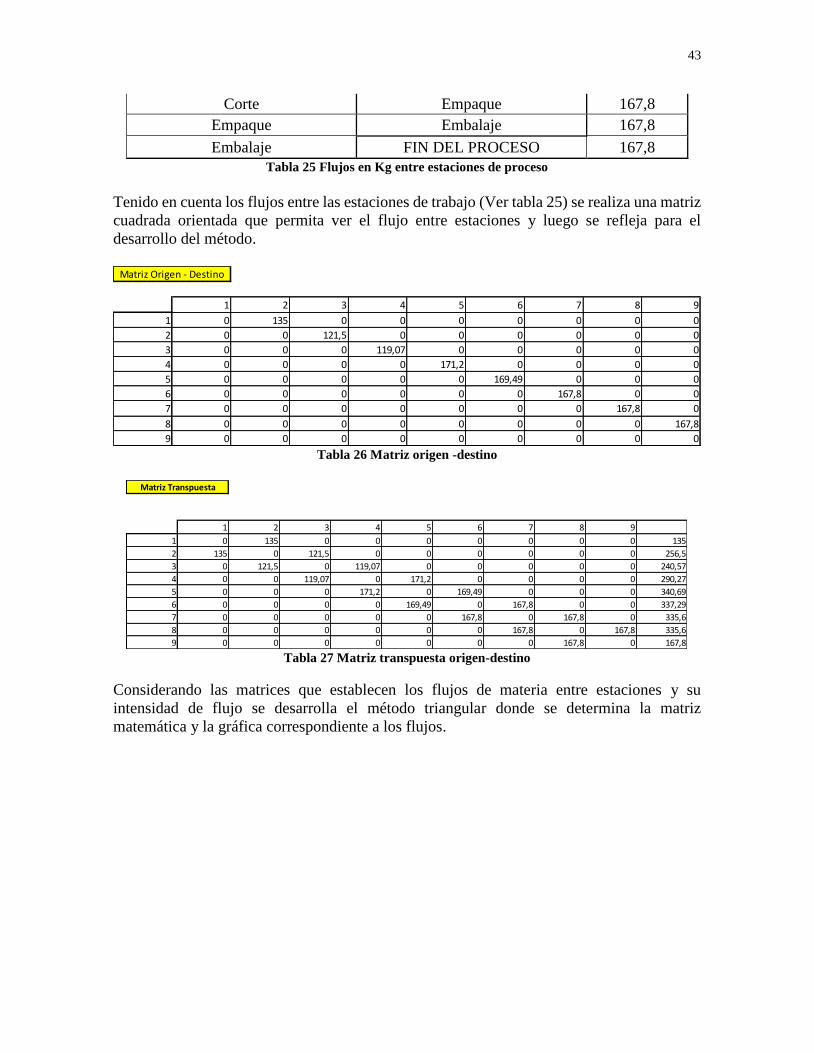
43
Corte Empaque 167,8
Empaque Embalaje 167,8
Embalaje FIN DEL PROCESO 167,8
Tabla 25 Flujos en Kg entre estaciones de proceso
Tenido en cuenta los flujos entre las estaciones de trabajo (Ver tabla 25) se realiza una matriz
cuadrada orientada que permita ver el flujo entre estaciones y luego se refleja para el
desarrollo del método.
Tabla 26 Matriz origen -destino
Tabla 27 Matriz transpuesta origen-destino
Considerando las matrices que establecen los flujos de materia entre estaciones y su
intensidad de flujo se desarrolla el método triangular donde se determina la matriz
matemática y la gráfica correspondiente a los flujos.
1 2 3 4 5 6 7 8 9
1 0 135 0 0 0 0 0 0 0
2 0 0 121,5 0 0 0 0 0 0
3 0 0 0 119,07 0 0 0 0 0
4 0 0 0 0 171,2 0 0 0 0
5 0 0 0 0 0 169,49 0 0 0
6 0 0 0 0 0 0 167,8 0 0
7 0 0 0 0 0 0 0 167,8 0
8 0 0 0 0 0 0 0 0 167,8
9 0 0 0 0 0 0 0 0 0
Matriz Origen - Destino
1 2 3 4 5 6 7 8 9
1 0 135 0 0 0 0 0 0 0 135
2 135 0 121,5 0 0 0 0 0 0 256,5
3 0 121,5 0 119,07 0 0 0 0 0 240,57
4 0 0 119,07 0 171,2 0 0 0 0 290,27
5 0 0 0 171,2 0 169,49 0 0 0 340,69
6 0 0 0 0 169,49 0 167,8 0 0 337,29
7 0 0 0 0 0 167,8 0 167,8 0 335,6
8 0 0 0 0 0 0 167,8 0 167,8 335,6
9 0 0 0 0 0 0 0 167,8 0 167,8
Matriz Transpuesta
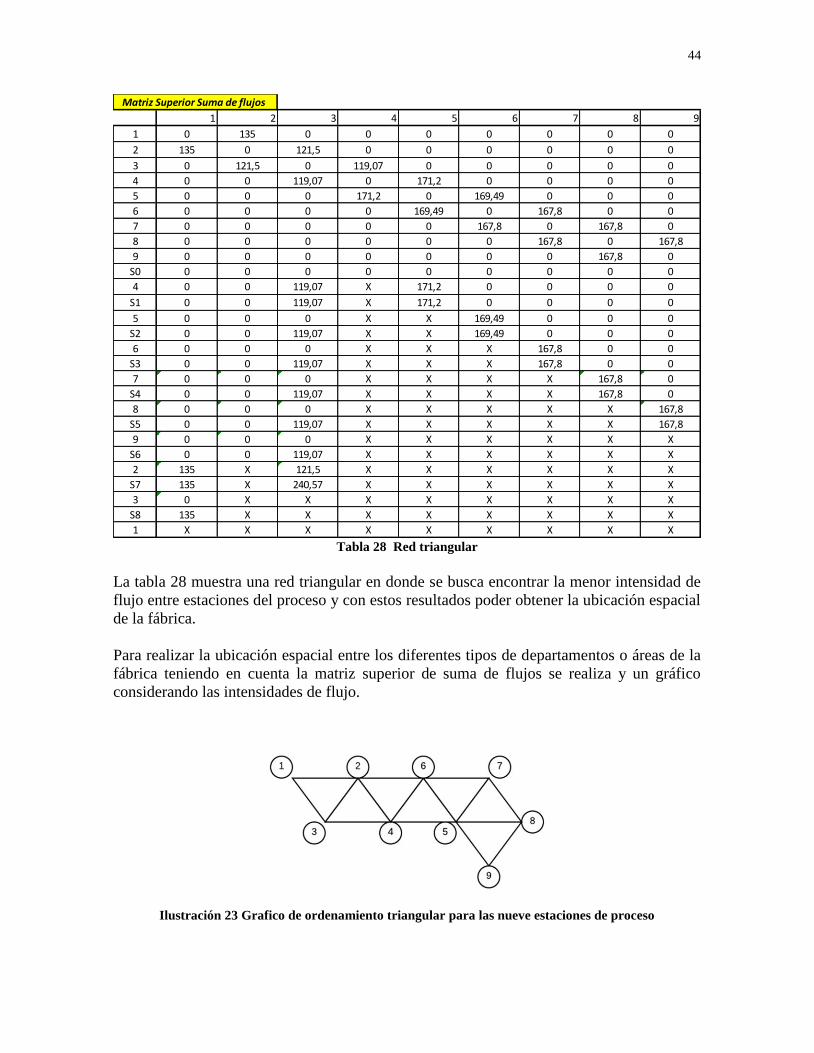
44
Tabla 28 Red triangular
La tabla 28 muestra una red triangular en donde se busca encontrar la menor intensidad de
flujo entre estaciones del proceso y con estos resultados poder obtener la ubicación espacial
de la fábrica.
Para realizar la ubicación espacial entre los diferentes tipos de departamentos o áreas de la
fábrica teniendo en cuenta la matriz superior de suma de flujos se realiza y un gráfico
considerando las intensidades de flujo.
Ilustración 23 Grafico de ordenamiento triangular para las nueve estaciones de proceso
1 2 3 4 5 6 7 8 9
1 0 135 0 0 0 0 0 0 0
2 135 0 121,5 0 0 0 0 0 0
3 0 121,5 0 119,07 0 0 0 0 0
4 0 0 119,07 0 171,2 0 0 0 0
5 0 0 0 171,2 0 169,49 0 0 0
6 0 0 0 0 169,49 0 167,8 0 0
7 0 0 0 0 0 167,8 0 167,8 0
8 0 0 0 0 0 0 167,8 0 167,8
9 0 0 0 0 0 0 0 167,8 0
S0 0 0 0 0 0 0 0 0 0
4 0 0 119,07 X 171,2 0 0 0 0
S1 0 0 119,07 X 171,2 0 0 0 0
5 0 0 0 X X 169,49 0 0 0
S2 0 0 119,07 X X 169,49 0 0 0
6 0 0 0 X X X 167,8 0 0
S3 0 0 119,07 X X X 167,8 0 0
7 0 0 0 X X X X 167,8 0
S4 0 0 119,07 X X X X 167,8 0
8 0 0 0 X X X X X 167,8
S5 0 0 119,07 X X X X X 167,8
9 0 0 0 X X X X X X
S6 0 0 119,07 X X X X X X
2 135 X 121,5 X X X X X X
S7 135 X 240,57 X X X X X X
3 0 X X X X X X X X
S8 135 X X X X X X X X
1 X X X X X X X X X
Matriz Superior Suma de flujos
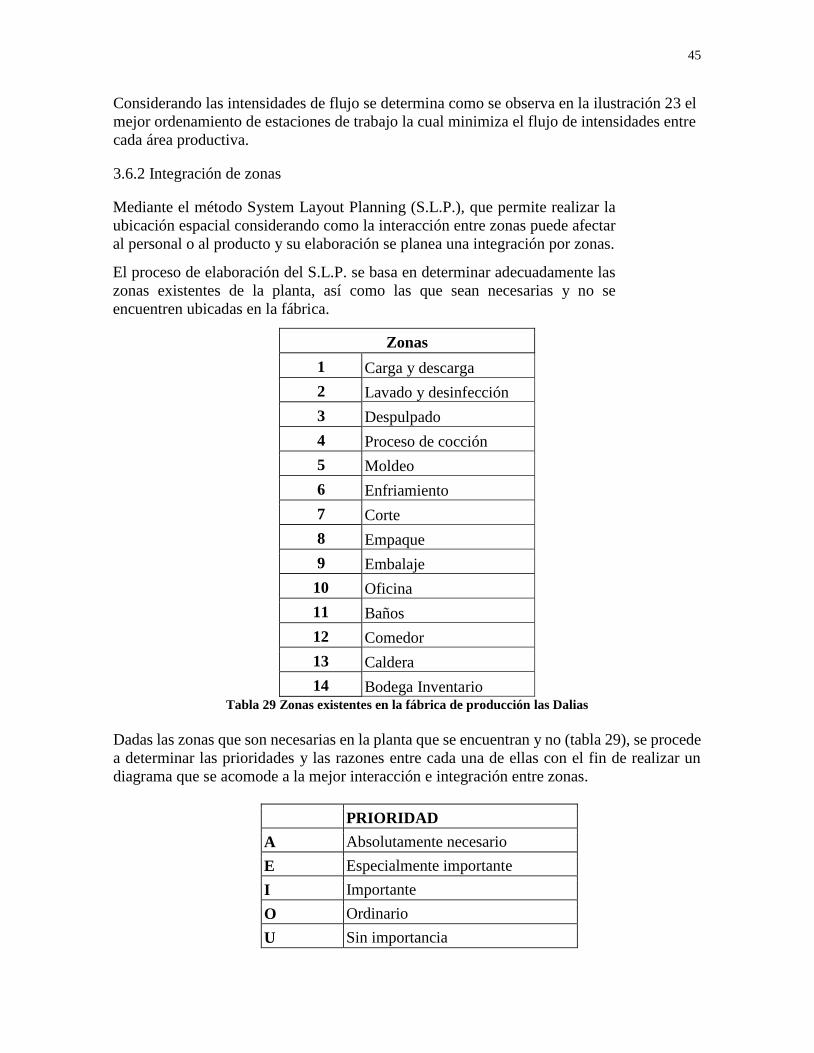
45
Considerando las intensidades de flujo se determina como se observa en la ilustración 23 el
mejor ordenamiento de estaciones de trabajo la cual minimiza el flujo de intensidades entre
cada área productiva.
3.6.2 Integración de zonas
Mediante el método System Layout Planning (S.L.P.), que permite realizar la
ubicación espacial considerando como la interacción entre zonas puede afectar
al personal o al producto y su elaboración se planea una integración por zonas.
El proceso de elaboración del S.L.P. se basa en determinar adecuadamente las
zonas existentes de la planta, así como las que sean necesarias y no se
encuentren ubicadas en la fábrica.
Zonas
1 Carga y descarga
2 Lavado y desinfección
3 Despulpado
4 Proceso de cocción
5 Moldeo
6 Enfriamiento
7 Corte
8 Empaque
9 Embalaje
10 Oficina
11 Baños
12 Comedor
13 Caldera
14 Bodega Inventario Tabla 29 Zonas existentes en la fábrica de producción las Dalias
Dadas las zonas que son necesarias en la planta que se encuentran y no (tabla 29), se procede
a determinar las prioridades y las razones entre cada una de ellas con el fin de realizar un
diagrama que se acomode a la mejor interacción e integración entre zonas.
PRIORIDAD
A Absolutamente necesario
E Especialmente importante
I Importante
O Ordinario
U Sin importancia
46
X No deseable Tabla 30 Prioridades de cercanía entre estaciones del proceso productivo del bocadillo
La tabla 30 Indica las prioridades que existen entre las diferentes zonas que deben estar
involucradas en el proceso productivo del bocadillo y otras áreas que por ley se deben tener
en cuenta para tota la planeación y producción en la planta.
Para determinar las prioridades que deben existir entre una operación, área o zona y otra se
deben tener en cuenta las razones que justifican el por qué una zona debe estar cerca o no de
la otra
RAZONES
1 Flujo de material
2 Cercanía de proceso
3 Ruido
4 Temperatura
5 Contaminación Tabla 31 Razones de cercanía entre zonas
Escala Descripción % Cantidad
A Absolutamente necesario 5% 6
E Especialmente importante 10% 12
I Importante 15% 18
O Ordinario 20% 24
U Sin importancia
X No deseable Tabla 32 Descripción de integración entre zonas
Establecidas las zonas de producción, prioridades y razones de cercanía se elabora el
diagrama de relación de actividades entre zonas el cual determina que tan importante es la
relación entre un área y otra.
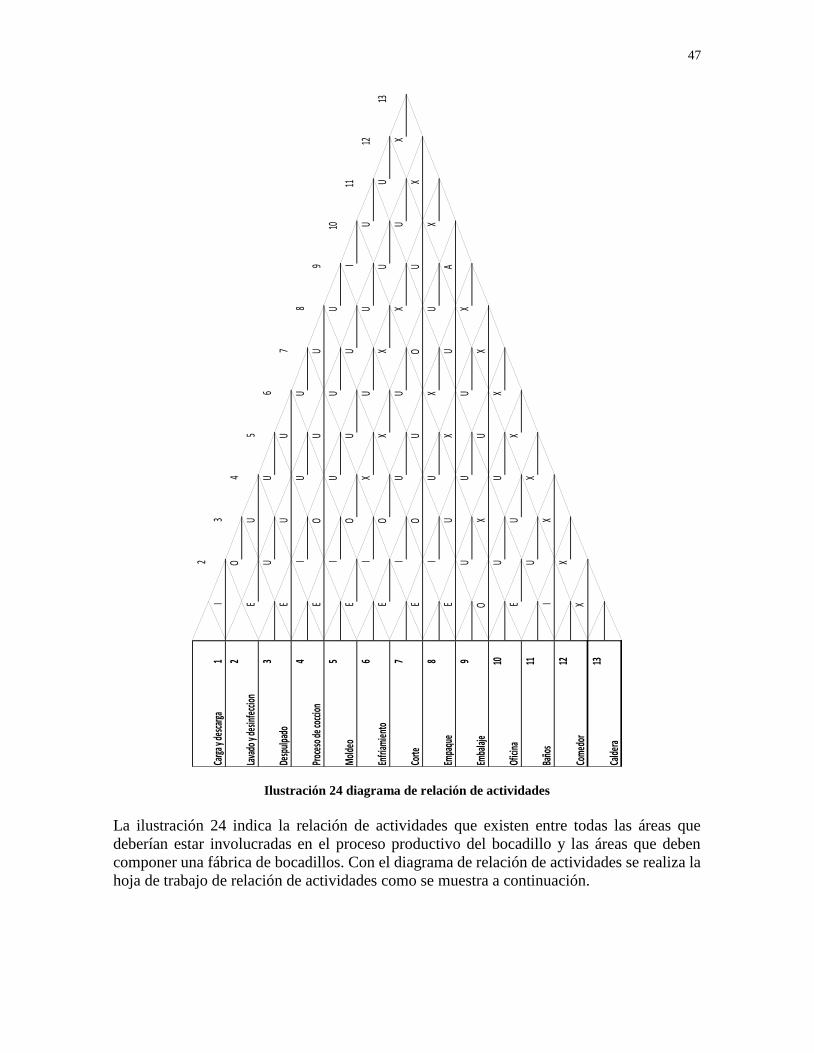
47
Ilustración 24 diagrama de relación de actividades
La ilustración 24 indica la relación de actividades que existen entre todas las áreas que
deberían estar involucradas en el proceso productivo del bocadillo y las áreas que deben
componer una fábrica de bocadillos. Con el diagrama de relación de actividades se realiza la
hoja de trabajo de relación de actividades como se muestra a continuación.
2
I3
2O
4
EU
5
3U
U6
EU
U7
4I
UU
8
EO
UU
9
5I
UU
U10
EO
UU
I11
6I
XU
UU
12
EO
XX
UU
13
7I
UU
XU
X
EO
UO
UX
8I
UX
UX
EU
XU
A
9U
UU
X
OX
UX
10U
UX
EU
X
11U
X
IX
12X
X
13
Enfri
amie
nto
Corte
Empa
que
Emba
laje
Ofici
na
Baño
s
Mol
deo
Carg
a y de
scar
ga1
Lava
do y
desin
fecc
ion
Desp
ulpa
do
Proc
eso d
e coc
cion
Com
edor
Cald
era
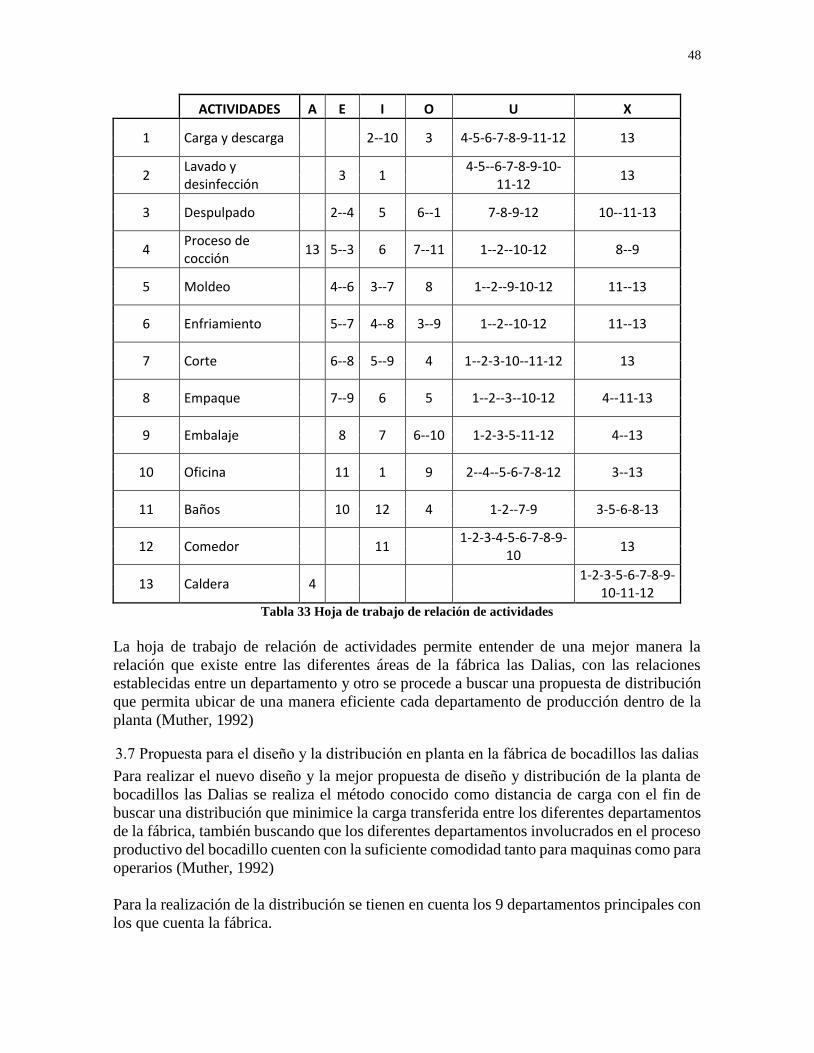
48
ACTIVIDADES A E I O U X
1 Carga y descarga 2--10 3 4-5-6-7-8-9-11-12 13
2 Lavado y desinfección
3 1 4-5--6-7-8-9-10-
11-12 13
3 Despulpado 2--4 5 6--1 7-8-9-12 10--11-13
4 Proceso de cocción
13 5--3 6 7--11 1--2--10-12 8--9
5 Moldeo 4--6 3--7 8 1--2--9-10-12 11--13
6 Enfriamiento 5--7 4--8 3--9 1--2--10-12 11--13
7 Corte 6--8 5--9 4 1--2-3-10--11-12 13
8 Empaque 7--9 6 5 1--2--3--10-12 4--11-13
9 Embalaje 8 7 6--10 1-2-3-5-11-12 4--13
10 Oficina 11 1 9 2--4--5-6-7-8-12 3--13
11 Baños 10 12 4 1-2--7-9 3-5-6-8-13
12 Comedor 11 1-2-3-4-5-6-7-8-9-
10 13
13 Caldera 4 1-2-3-5-6-7-8-9-
10-11-12 Tabla 33 Hoja de trabajo de relación de actividades
La hoja de trabajo de relación de actividades permite entender de una mejor manera la
relación que existe entre las diferentes áreas de la fábrica las Dalias, con las relaciones
establecidas entre un departamento y otro se procede a buscar una propuesta de distribución
que permita ubicar de una manera eficiente cada departamento de producción dentro de la
planta (Muther, 1992)
3.7 Propuesta para el diseño y la distribución en planta en la fábrica de bocadillos las dalias
Para realizar el nuevo diseño y la mejor propuesta de diseño y distribución de la planta de
bocadillos las Dalias se realiza el método conocido como distancia de carga con el fin de
buscar una distribución que minimice la carga transferida entre los diferentes departamentos
de la fábrica, también buscando que los diferentes departamentos involucrados en el proceso
productivo del bocadillo cuenten con la suficiente comodidad tanto para maquinas como para
operarios (Muther, 1992)
Para la realización de la distribución se tienen en cuenta los 9 departamentos principales con
los que cuenta la fábrica.
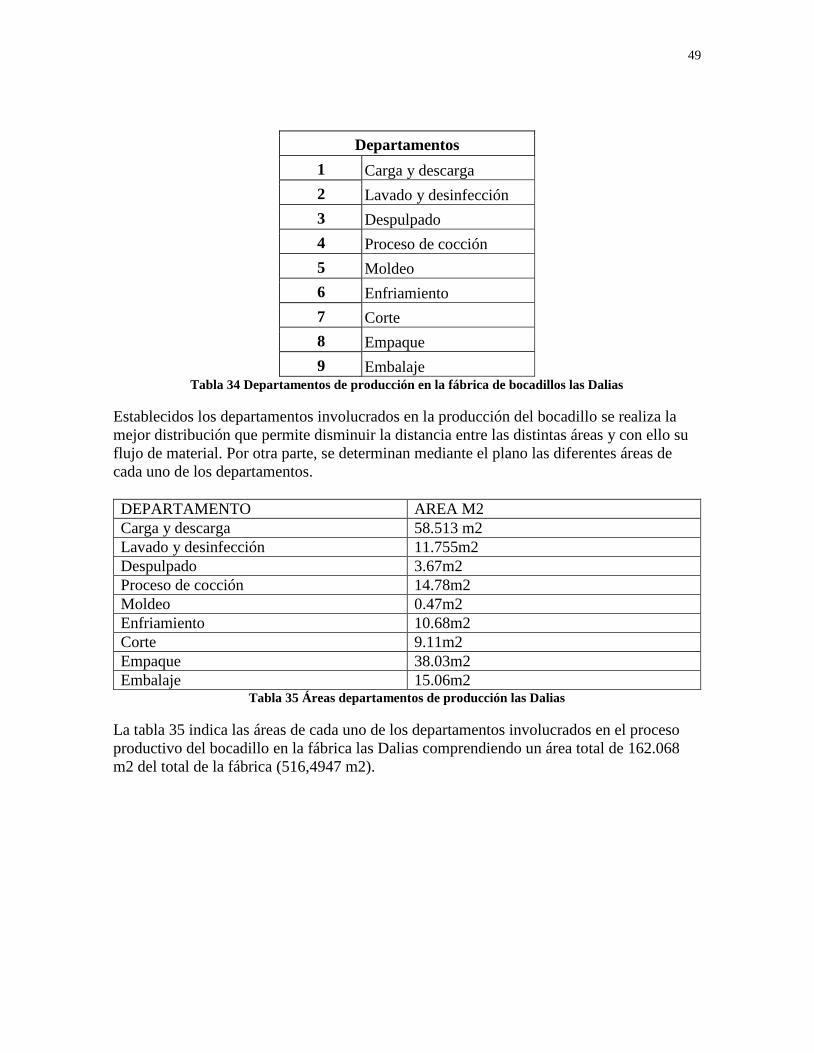
49
Departamentos
1 Carga y descarga
2 Lavado y desinfección
3 Despulpado
4 Proceso de cocción
5 Moldeo
6 Enfriamiento
7 Corte
8 Empaque
9 Embalaje Tabla 34 Departamentos de producción en la fábrica de bocadillos las Dalias
Establecidos los departamentos involucrados en la producción del bocadillo se realiza la
mejor distribución que permite disminuir la distancia entre las distintas áreas y con ello su
flujo de material. Por otra parte, se determinan mediante el plano las diferentes áreas de
cada uno de los departamentos.
DEPARTAMENTO AREA M2
Carga y descarga 58.513 m2
Lavado y desinfección 11.755m2
Despulpado 3.67m2
Proceso de cocción 14.78m2
Moldeo 0.47m2
Enfriamiento 10.68m2
Corte 9.11m2
Empaque 38.03m2
Embalaje 15.06m2 Tabla 35 Áreas departamentos de producción las Dalias
La tabla 35 indica las áreas de cada uno de los departamentos involucrados en el proceso
productivo del bocadillo en la fábrica las Dalias comprendiendo un área total de 162.068
m2 del total de la fábrica (516,4947 m2).
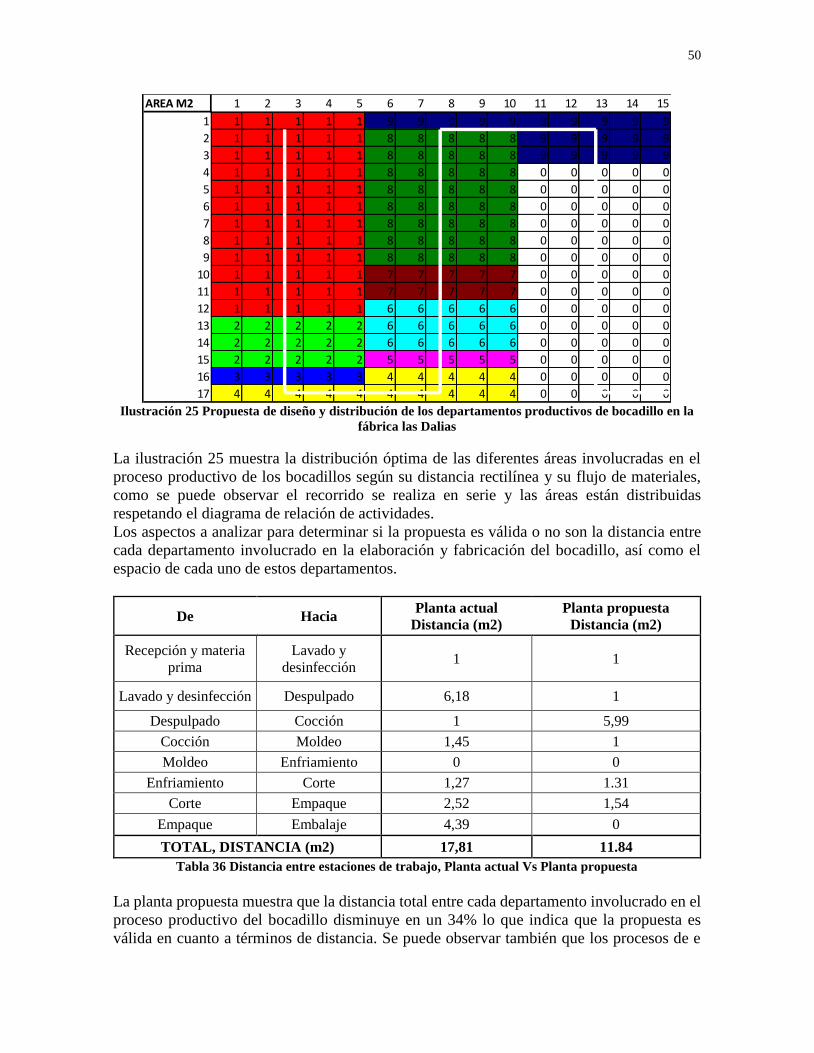
50
Ilustración 25 Propuesta de diseño y distribución de los departamentos productivos de bocadillo en la
fábrica las Dalias
La ilustración 25 muestra la distribución óptima de las diferentes áreas involucradas en el
proceso productivo de los bocadillos según su distancia rectilínea y su flujo de materiales,
como se puede observar el recorrido se realiza en serie y las áreas están distribuidas
respetando el diagrama de relación de actividades.
Los aspectos a analizar para determinar si la propuesta es válida o no son la distancia entre
cada departamento involucrado en la elaboración y fabricación del bocadillo, así como el
espacio de cada uno de estos departamentos.
De Hacia Planta actual
Distancia (m2)
Planta propuesta
Distancia (m2)
Recepción y materia
prima
Lavado y
desinfección 1 1
Lavado y desinfección Despulpado 6,18 1
Despulpado Cocción 1 5,99
Cocción Moldeo 1,45 1
Moldeo Enfriamiento 0 0
Enfriamiento Corte 1,27 1.31
Corte Empaque 2,52 1,54
Empaque Embalaje 4,39 0
TOTAL, DISTANCIA (m2) 17,81 11.84
Tabla 36 Distancia entre estaciones de trabajo, Planta actual Vs Planta propuesta
La planta propuesta muestra que la distancia total entre cada departamento involucrado en el
proceso productivo del bocadillo disminuye en un 34% lo que indica que la propuesta es
válida en cuanto a términos de distancia. Se puede observar también que los procesos de e
AREA M2 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 1 1 1 1 1 9 9 9 9 9 9 9 9 9 9
2 1 1 1 1 1 8 8 8 8 8 9 9 9 9 9
3 1 1 1 1 1 8 8 8 8 8 9 9 9 9 9
4 1 1 1 1 1 8 8 8 8 8 0 0 0 0 0
5 1 1 1 1 1 8 8 8 8 8 0 0 0 0 0
6 1 1 1 1 1 8 8 8 8 8 0 0 0 0 0
7 1 1 1 1 1 8 8 8 8 8 0 0 0 0 0
8 1 1 1 1 1 8 8 8 8 8 0 0 0 0 0
9 1 1 1 1 1 8 8 8 8 8 0 0 0 0 0
10 1 1 1 1 1 7 7 7 7 7 0 0 0 0 0
11 1 1 1 1 1 7 7 7 7 7 0 0 0 0 0
12 1 1 1 1 1 6 6 6 6 6 0 0 0 0 0
13 2 2 2 2 2 6 6 6 6 6 0 0 0 0 0
14 2 2 2 2 2 6 6 6 6 6 0 0 0 0 0
15 2 2 2 2 2 5 5 5 5 5 0 0 0 0 0
16 3 3 3 3 3 4 4 4 4 4 0 0 0 0 0
17 4 4 4 4 4 4 4 4 4 4 0 0 0 0 0
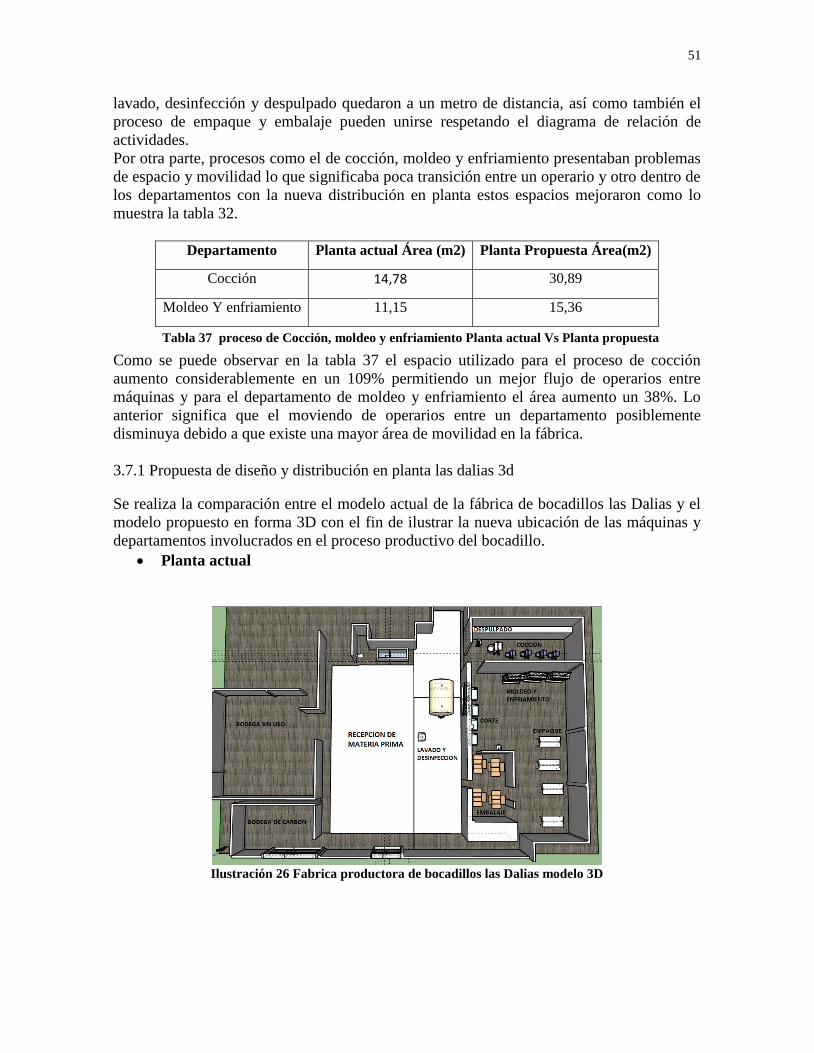
51
lavado, desinfección y despulpado quedaron a un metro de distancia, así como también el
proceso de empaque y embalaje pueden unirse respetando el diagrama de relación de
actividades.
Por otra parte, procesos como el de cocción, moldeo y enfriamiento presentaban problemas
de espacio y movilidad lo que significaba poca transición entre un operario y otro dentro de
los departamentos con la nueva distribución en planta estos espacios mejoraron como lo
muestra la tabla 32.
Como se puede observar en la tabla 37 el espacio utilizado para el proceso de cocción
aumento considerablemente en un 109% permitiendo un mejor flujo de operarios entre
máquinas y para el departamento de moldeo y enfriamiento el área aumento un 38%. Lo
anterior significa que el moviendo de operarios entre un departamento posiblemente
disminuya debido a que existe una mayor área de movilidad en la fábrica.
3.7.1 Propuesta de diseño y distribución en planta las dalias 3d
Se realiza la comparación entre el modelo actual de la fábrica de bocadillos las Dalias y el
modelo propuesto en forma 3D con el fin de ilustrar la nueva ubicación de las máquinas y
departamentos involucrados en el proceso productivo del bocadillo.
Planta actual
Ilustración 26 Fabrica productora de bocadillos las Dalias modelo 3D
Departamento Planta actual Área (m2) Planta Propuesta Área(m2)
Cocción 14,78 30,89
Moldeo Y enfriamiento 11,15 15,36
Tabla 37 proceso de Cocción, moldeo y enfriamiento Planta actual Vs Planta propuesta
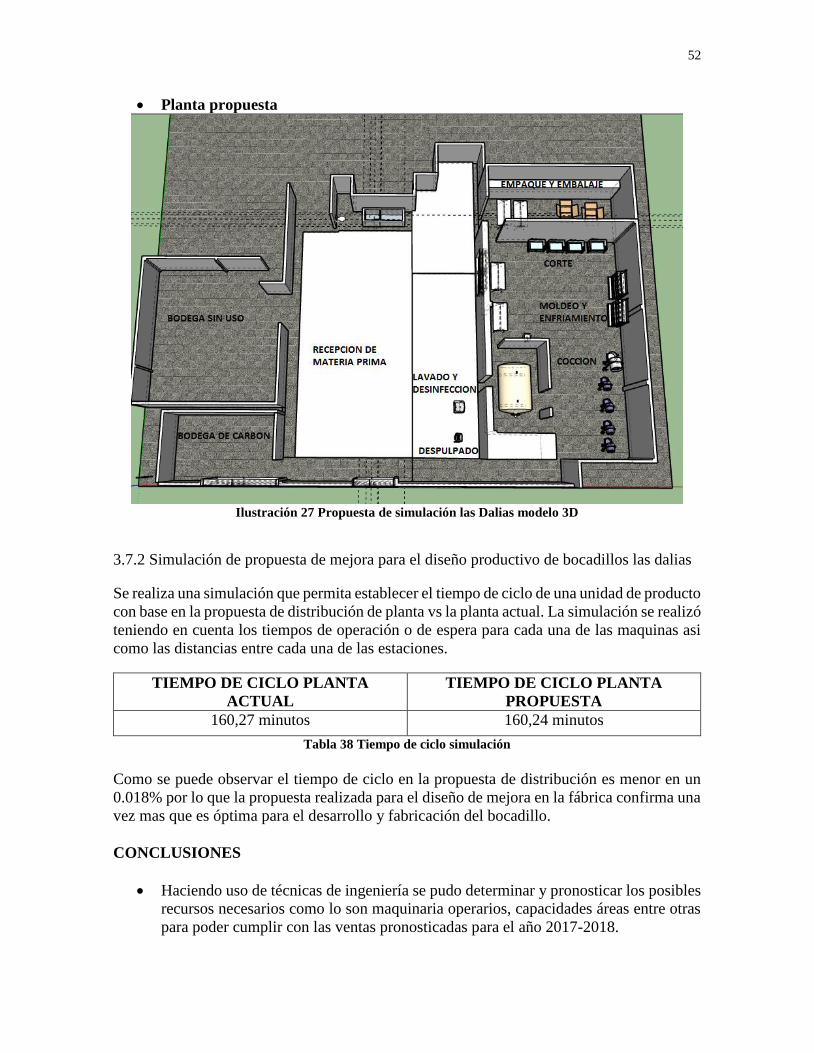
52
Planta propuesta
Ilustración 27 Propuesta de simulación las Dalias modelo 3D
3.7.2 Simulación de propuesta de mejora para el diseño productivo de bocadillos las dalias
Se realiza una simulación que permita establecer el tiempo de ciclo de una unidad de producto
con base en la propuesta de distribución de planta vs la planta actual. La simulación se realizó
teniendo en cuenta los tiempos de operación o de espera para cada una de las maquinas asi
como las distancias entre cada una de las estaciones.
TIEMPO DE CICLO PLANTA
ACTUAL
TIEMPO DE CICLO PLANTA
PROPUESTA
160,27 minutos 160,24 minutos
Tabla 38 Tiempo de ciclo simulación
Como se puede observar el tiempo de ciclo en la propuesta de distribución es menor en un
0.018% por lo que la propuesta realizada para el diseño de mejora en la fábrica confirma una
vez mas que es óptima para el desarrollo y fabricación del bocadillo.
CONCLUSIONES
Haciendo uso de técnicas de ingeniería se pudo determinar y pronosticar los posibles
recursos necesarios como lo son maquinaria operarios, capacidades áreas entre otras
para poder cumplir con las ventas pronosticadas para el año 2017-2018.
53
Se determinó que las ventas pronosticadas para los periodos 2017-2018 ($
1.054.578.514,40) son inferiores a las de los años 2015 -2016 ($ 1.069.644.335,00)
lo que significa un decremento del existe un decremento del 1.40%.
Se concluyó que la fábrica de bocadillos las Dalias trabaja con una estructura
combina, en algunas ocasiones es tipo línea y en otro tipo taller.
Como resultado de la propuesta seleccionada de distribución se puede concluir que el
espacio utilizado para el proceso de cocción aumento considerablemente en un 109%.
Permitiendo un mejor flujo de materiales.
La propuesta de diseño y distribución de planta se acoge y respeta el diagrama de
relación de actividades.
La propuesta de Diseño y distribución seleccionada para la distribución en planta
permite un mejor flujo y movimiento entre estaciones de trabajo, así como
movimientos entre operarios de planta para la fábrica disminuyendo en un 34% la
distancia total recorrida o el flujo de material entre los departamentos involucrados
en el proceso productivo del bocadillo.
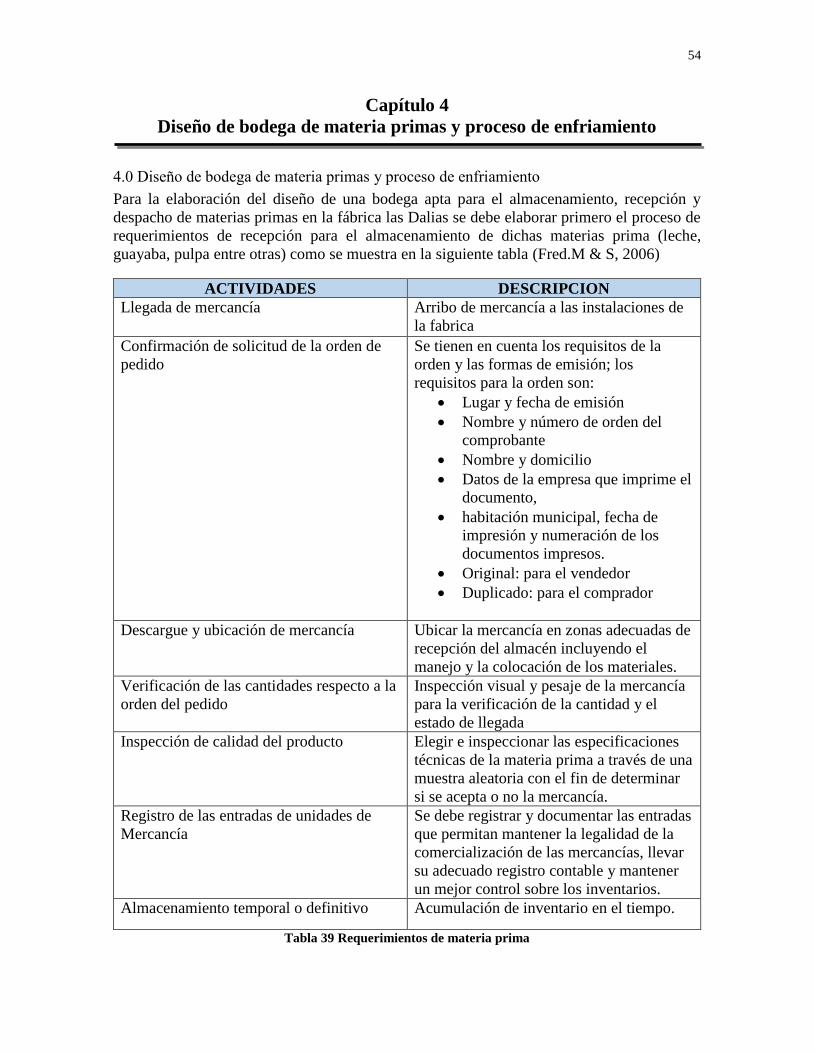
54
Capítulo 4
Diseño de bodega de materia primas y proceso de enfriamiento
4.0 Diseño de bodega de materia primas y proceso de enfriamiento
Para la elaboración del diseño de una bodega apta para el almacenamiento, recepción y
despacho de materias primas en la fábrica las Dalias se debe elaborar primero el proceso de
requerimientos de recepción para el almacenamiento de dichas materias prima (leche,
guayaba, pulpa entre otras) como se muestra en la siguiente tabla (Fred.M & S, 2006)
ACTIVIDADES DESCRIPCION
Llegada de mercancía Arribo de mercancía a las instalaciones de
la fabrica
Confirmación de solicitud de la orden de
pedido
Se tienen en cuenta los requisitos de la
orden y las formas de emisión; los
requisitos para la orden son:
Lugar y fecha de emisión
Nombre y número de orden del
comprobante
Nombre y domicilio
Datos de la empresa que imprime el
documento,
habitación municipal, fecha de
impresión y numeración de los
documentos impresos.
Original: para el vendedor
Duplicado: para el comprador
Descargue y ubicación de mercancía Ubicar la mercancía en zonas adecuadas de
recepción del almacén incluyendo el
manejo y la colocación de los materiales.
Verificación de las cantidades respecto a la
orden del pedido
Inspección visual y pesaje de la mercancía
para la verificación de la cantidad y el
estado de llegada
Inspección de calidad del producto Elegir e inspeccionar las especificaciones
técnicas de la materia prima a través de una
muestra aleatoria con el fin de determinar
si se acepta o no la mercancía.
Registro de las entradas de unidades de
Mercancía
Se debe registrar y documentar las entradas
que permitan mantener la legalidad de la
comercialización de las mercancías, llevar
su adecuado registro contable y mantener
un mejor control sobre los inventarios.
Almacenamiento temporal o definitivo Acumulación de inventario en el tiempo.
Tabla 39 Requerimientos de materia prima
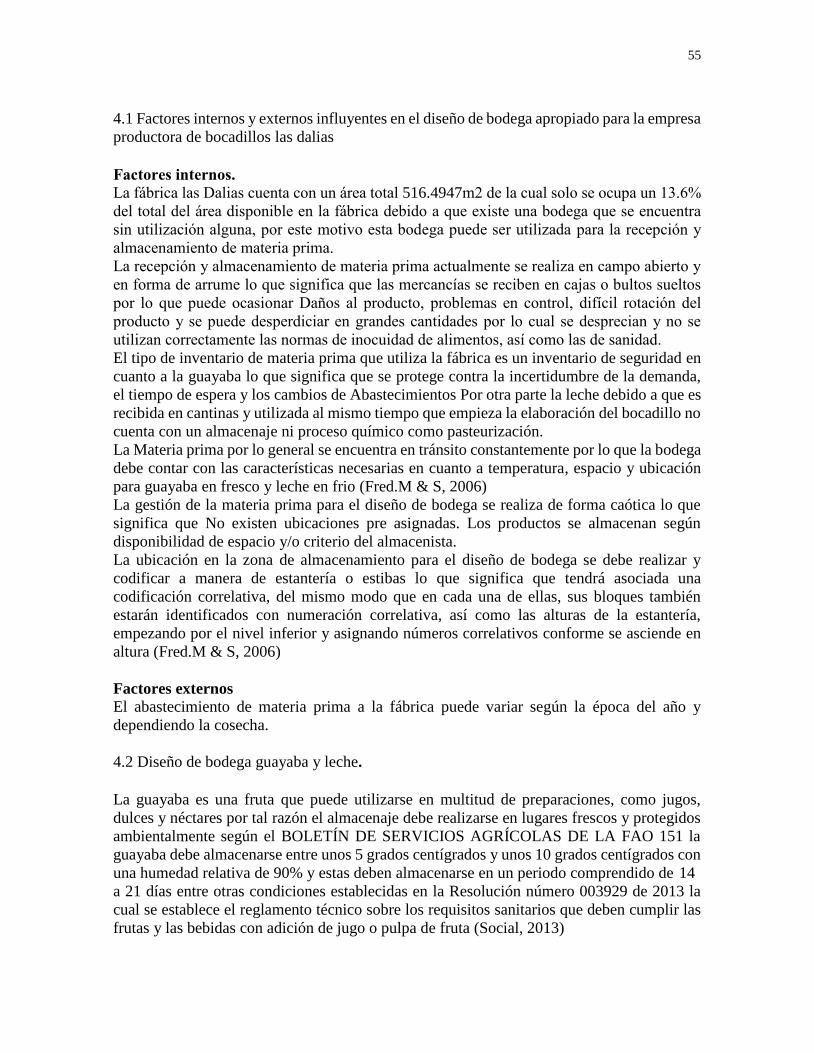
55
4.1 Factores internos y externos influyentes en el diseño de bodega apropiado para la empresa
productora de bocadillos las dalias
Factores internos.
La fábrica las Dalias cuenta con un área total 516.4947m2 de la cual solo se ocupa un 13.6%
del total del área disponible en la fábrica debido a que existe una bodega que se encuentra
sin utilización alguna, por este motivo esta bodega puede ser utilizada para la recepción y
almacenamiento de materia prima.
La recepción y almacenamiento de materia prima actualmente se realiza en campo abierto y
en forma de arrume lo que significa que las mercancías se reciben en cajas o bultos sueltos
por lo que puede ocasionar Daños al producto, problemas en control, difícil rotación del
producto y se puede desperdiciar en grandes cantidades por lo cual se desprecian y no se
utilizan correctamente las normas de inocuidad de alimentos, así como las de sanidad.
El tipo de inventario de materia prima que utiliza la fábrica es un inventario de seguridad en
cuanto a la guayaba lo que significa que se protege contra la incertidumbre de la demanda,
el tiempo de espera y los cambios de Abastecimientos Por otra parte la leche debido a que es
recibida en cantinas y utilizada al mismo tiempo que empieza la elaboración del bocadillo no
cuenta con un almacenaje ni proceso químico como pasteurización.
La Materia prima por lo general se encuentra en tránsito constantemente por lo que la bodega
debe contar con las características necesarias en cuanto a temperatura, espacio y ubicación
para guayaba en fresco y leche en frio (Fred.M & S, 2006)
La gestión de la materia prima para el diseño de bodega se realiza de forma caótica lo que
significa que No existen ubicaciones pre asignadas. Los productos se almacenan según
disponibilidad de espacio y/o criterio del almacenista.
La ubicación en la zona de almacenamiento para el diseño de bodega se debe realizar y
codificar a manera de estantería o estibas lo que significa que tendrá asociada una
codificación correlativa, del mismo modo que en cada una de ellas, sus bloques también
estarán identificados con numeración correlativa, así como las alturas de la estantería,
empezando por el nivel inferior y asignando números correlativos conforme se asciende en
altura (Fred.M & S, 2006)
Factores externos
El abastecimiento de materia prima a la fábrica puede variar según la época del año y
dependiendo la cosecha.
4.2 Diseño de bodega guayaba y leche.
La guayaba es una fruta que puede utilizarse en multitud de preparaciones, como jugos,
dulces y néctares por tal razón el almacenaje debe realizarse en lugares frescos y protegidos
ambientalmente según el BOLETÍN DE SERVICIOS AGRÍCOLAS DE LA FAO 151 la
guayaba debe almacenarse entre unos 5 grados centígrados y unos 10 grados centígrados con
una humedad relativa de 90% y estas deben almacenarse en un periodo comprendido de 14
a 21 días entre otras condiciones establecidas en la Resolución número 003929 de 2013 la
cual se establece el reglamento técnico sobre los requisitos sanitarios que deben cumplir las
frutas y las bebidas con adición de jugo o pulpa de fruta (Social, 2013)
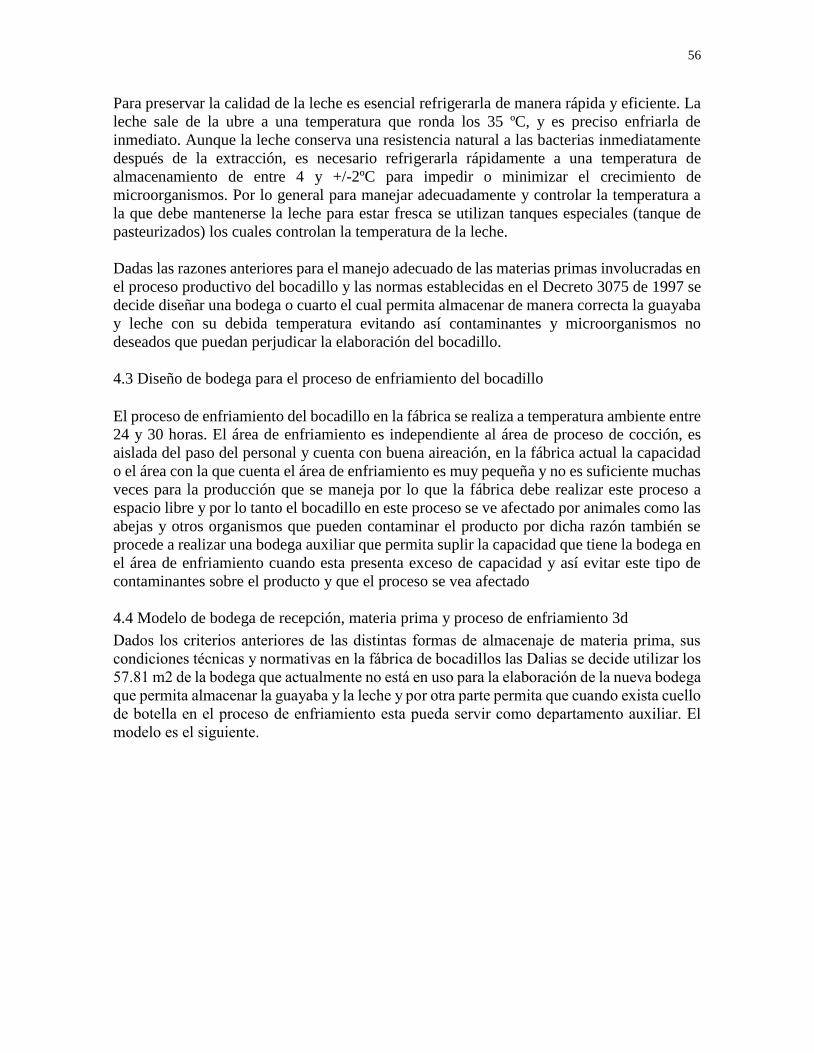
56
Para preservar la calidad de la leche es esencial refrigerarla de manera rápida y eficiente. La
leche sale de la ubre a una temperatura que ronda los 35 ºC, y es preciso enfriarla de
inmediato. Aunque la leche conserva una resistencia natural a las bacterias inmediatamente
después de la extracción, es necesario refrigerarla rápidamente a una temperatura de
almacenamiento de entre 4 y +/-2ºC para impedir o minimizar el crecimiento de
microorganismos. Por lo general para manejar adecuadamente y controlar la temperatura a
la que debe mantenerse la leche para estar fresca se utilizan tanques especiales (tanque de
pasteurizados) los cuales controlan la temperatura de la leche.
Dadas las razones anteriores para el manejo adecuado de las materias primas involucradas en
el proceso productivo del bocadillo y las normas establecidas en el Decreto 3075 de 1997 se
decide diseñar una bodega o cuarto el cual permita almacenar de manera correcta la guayaba
y leche con su debida temperatura evitando así contaminantes y microorganismos no
deseados que puedan perjudicar la elaboración del bocadillo.
4.3 Diseño de bodega para el proceso de enfriamiento del bocadillo
El proceso de enfriamiento del bocadillo en la fábrica se realiza a temperatura ambiente entre
24 y 30 horas. El área de enfriamiento es independiente al área de proceso de cocción, es
aislada del paso del personal y cuenta con buena aireación, en la fábrica actual la capacidad
o el área con la que cuenta el área de enfriamiento es muy pequeña y no es suficiente muchas
veces para la producción que se maneja por lo que la fábrica debe realizar este proceso a
espacio libre y por lo tanto el bocadillo en este proceso se ve afectado por animales como las
abejas y otros organismos que pueden contaminar el producto por dicha razón también se
procede a realizar una bodega auxiliar que permita suplir la capacidad que tiene la bodega en
el área de enfriamiento cuando esta presenta exceso de capacidad y así evitar este tipo de
contaminantes sobre el producto y que el proceso se vea afectado
4.4 Modelo de bodega de recepción, materia prima y proceso de enfriamiento 3d
Dados los criterios anteriores de las distintas formas de almacenaje de materia prima, sus
condiciones técnicas y normativas en la fábrica de bocadillos las Dalias se decide utilizar los
57.81 m2 de la bodega que actualmente no está en uso para la elaboración de la nueva bodega
que permita almacenar la guayaba y la leche y por otra parte permita que cuando exista cuello
de botella en el proceso de enfriamiento esta pueda servir como departamento auxiliar. El
modelo es el siguiente.
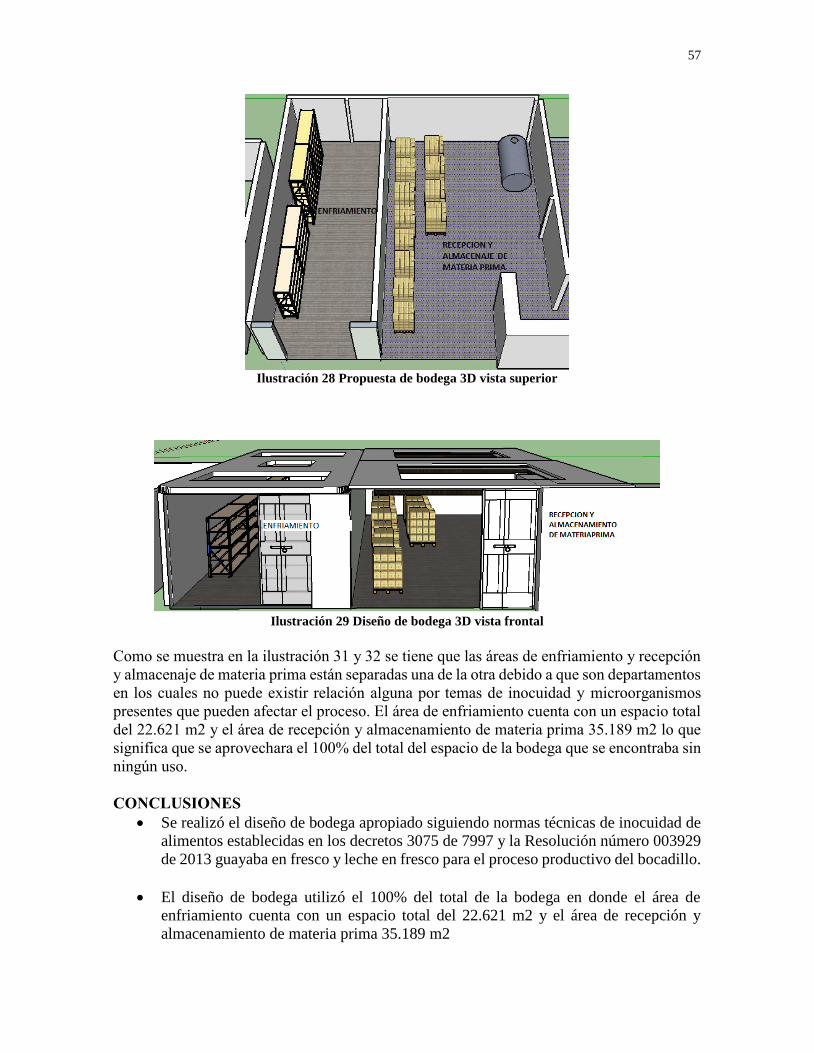
57
Ilustración 28 Propuesta de bodega 3D vista superior
Ilustración 29 Diseño de bodega 3D vista frontal
Como se muestra en la ilustración 31 y 32 se tiene que las áreas de enfriamiento y recepción
y almacenaje de materia prima están separadas una de la otra debido a que son departamentos
en los cuales no puede existir relación alguna por temas de inocuidad y microorganismos
presentes que pueden afectar el proceso. El área de enfriamiento cuenta con un espacio total
del 22.621 m2 y el área de recepción y almacenamiento de materia prima 35.189 m2 lo que
significa que se aprovechara el 100% del total del espacio de la bodega que se encontraba sin
ningún uso.
CONCLUSIONES
Se realizó el diseño de bodega apropiado siguiendo normas técnicas de inocuidad de
alimentos establecidas en los decretos 3075 de 7997 y la Resolución número 003929
de 2013 guayaba en fresco y leche en fresco para el proceso productivo del bocadillo.
El diseño de bodega utilizó el 100% del total de la bodega en donde el área de
enfriamiento cuenta con un espacio total del 22.621 m2 y el área de recepción y
almacenamiento de materia prima 35.189 m2
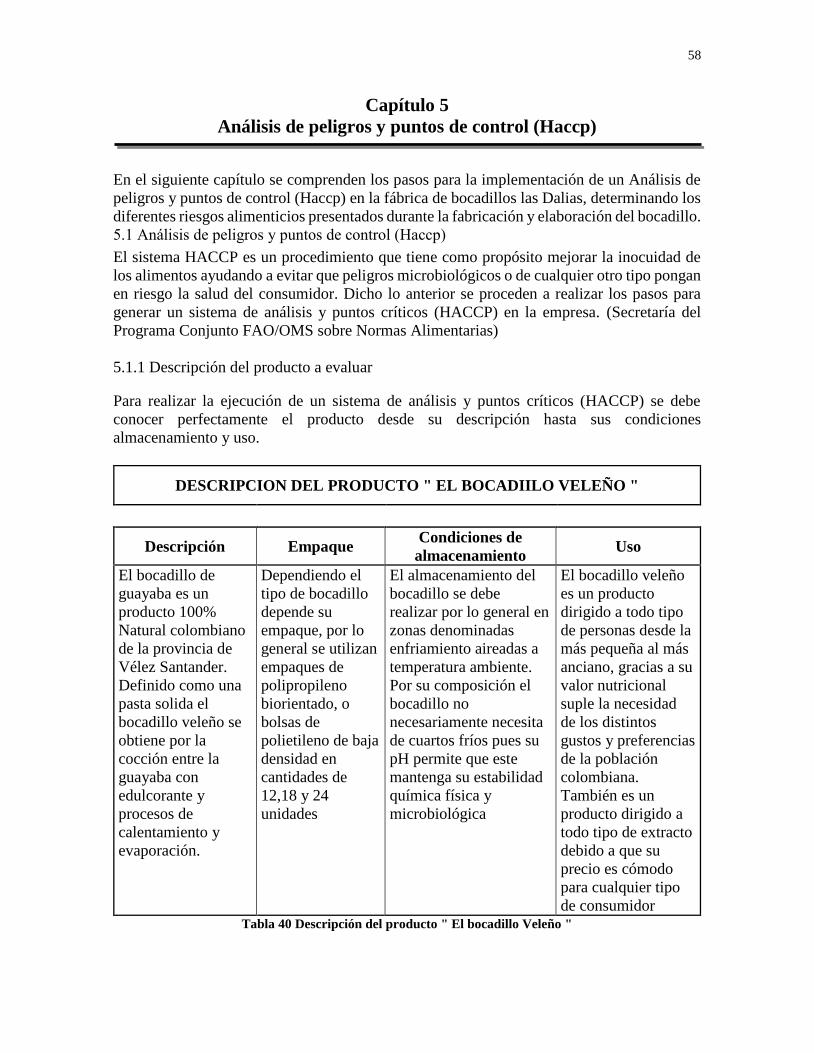
58
Capítulo 5
Análisis de peligros y puntos de control (Haccp)
En el siguiente capítulo se comprenden los pasos para la implementación de un Análisis de
peligros y puntos de control (Haccp) en la fábrica de bocadillos las Dalias, determinando los
diferentes riesgos alimenticios presentados durante la fabricación y elaboración del bocadillo.
5.1 Análisis de peligros y puntos de control (Haccp)
El sistema HACCP es un procedimiento que tiene como propósito mejorar la inocuidad de
los alimentos ayudando a evitar que peligros microbiológicos o de cualquier otro tipo pongan
en riesgo la salud del consumidor. Dicho lo anterior se proceden a realizar los pasos para
generar un sistema de análisis y puntos críticos (HACCP) en la empresa. (Secretaría del
Programa Conjunto FAO/OMS sobre Normas Alimentarias)
5.1.1 Descripción del producto a evaluar
Para realizar la ejecución de un sistema de análisis y puntos críticos (HACCP) se debe
conocer perfectamente el producto desde su descripción hasta sus condiciones
almacenamiento y uso.
DESCRIPCION DEL PRODUCTO " EL BOCADIILO VELEÑO "
Descripción Empaque Condiciones de
almacenamiento Uso
El bocadillo de
guayaba es un
producto 100%
Natural colombiano
de la provincia de
Vélez Santander.
Definido como una
pasta solida el
bocadillo veleño se
obtiene por la
cocción entre la
guayaba con
edulcorante y
procesos de
calentamiento y
evaporación.
Dependiendo el
tipo de bocadillo
depende su
empaque, por lo
general se utilizan
empaques de
polipropileno
biorientado, o
bolsas de
polietileno de baja
densidad en
cantidades de
12,18 y 24
unidades
El almacenamiento del
bocadillo se debe
realizar por lo general en
zonas denominadas
enfriamiento aireadas a
temperatura ambiente.
Por su composición el
bocadillo no
necesariamente necesita
de cuartos fríos pues su
pH permite que este
mantenga su estabilidad
química física y
microbiológica
El bocadillo veleño
es un producto
dirigido a todo tipo
de personas desde la
más pequeña al más
anciano, gracias a su
valor nutricional
suple la necesidad
de los distintos
gustos y preferencias
de la población
colombiana.
También es un
producto dirigido a
todo tipo de extracto
debido a que su
precio es cómodo
para cualquier tipo
de consumidor Tabla 40 Descripción del producto " El bocadillo Veleño "
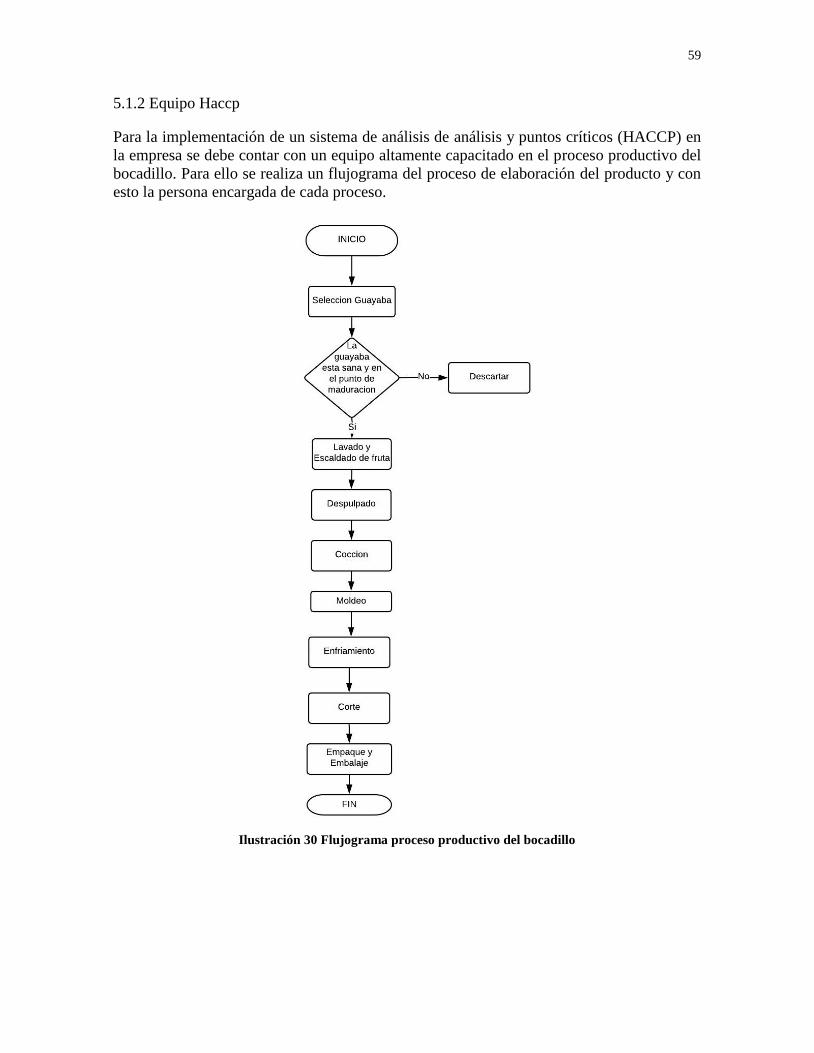
59
5.1.2 Equipo Haccp
Para la implementación de un sistema de análisis de análisis y puntos críticos (HACCP) en
la empresa se debe contar con un equipo altamente capacitado en el proceso productivo del
bocadillo. Para ello se realiza un flujograma del proceso de elaboración del producto y con
esto la persona encargada de cada proceso.
Ilustración 30 Flujograma proceso productivo del bocadillo
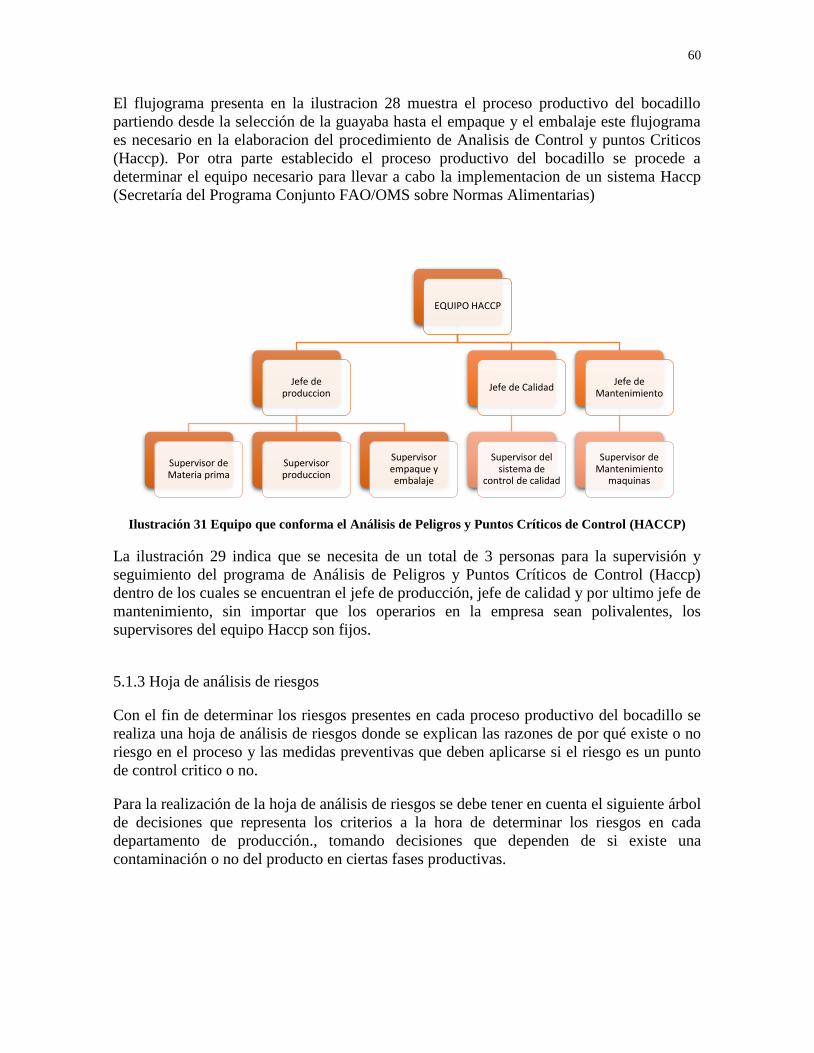
60
El flujograma presenta en la ilustracion 28 muestra el proceso productivo del bocadillo
partiendo desde la selección de la guayaba hasta el empaque y el embalaje este flujograma
es necesario en la elaboracion del procedimiento de Analisis de Control y puntos Criticos
(Haccp). Por otra parte establecido el proceso productivo del bocadillo se procede a
determinar el equipo necesario para llevar a cabo la implementacion de un sistema Haccp
(Secretaría del Programa Conjunto FAO/OMS sobre Normas Alimentarias)
Ilustración 31 Equipo que conforma el Análisis de Peligros y Puntos Críticos de Control (HACCP)
La ilustración 29 indica que se necesita de un total de 3 personas para la supervisión y
seguimiento del programa de Análisis de Peligros y Puntos Críticos de Control (Haccp)
dentro de los cuales se encuentran el jefe de producción, jefe de calidad y por ultimo jefe de
mantenimiento, sin importar que los operarios en la empresa sean polivalentes, los
supervisores del equipo Haccp son fijos.
5.1.3 Hoja de análisis de riesgos
Con el fin de determinar los riesgos presentes en cada proceso productivo del bocadillo se
realiza una hoja de análisis de riesgos donde se explican las razones de por qué existe o no
riesgo en el proceso y las medidas preventivas que deben aplicarse si el riesgo es un punto
de control critico o no.
Para la realización de la hoja de análisis de riesgos se debe tener en cuenta el siguiente árbol
de decisiones que representa los criterios a la hora de determinar los riesgos en cada
departamento de producción., tomando decisiones que dependen de si existe una
contaminación o no del producto en ciertas fases productivas.
EQUIPO HACCP
Jefe de produccion
Supervisor de Materia prima
Supervisor produccion
Supervisor empaque y embalaje
Jefe de Calidad
Supervisor del sistema de
control de calidad
Jefe de Mantenimiento
Supervisor de Mantenimiento
maquinas
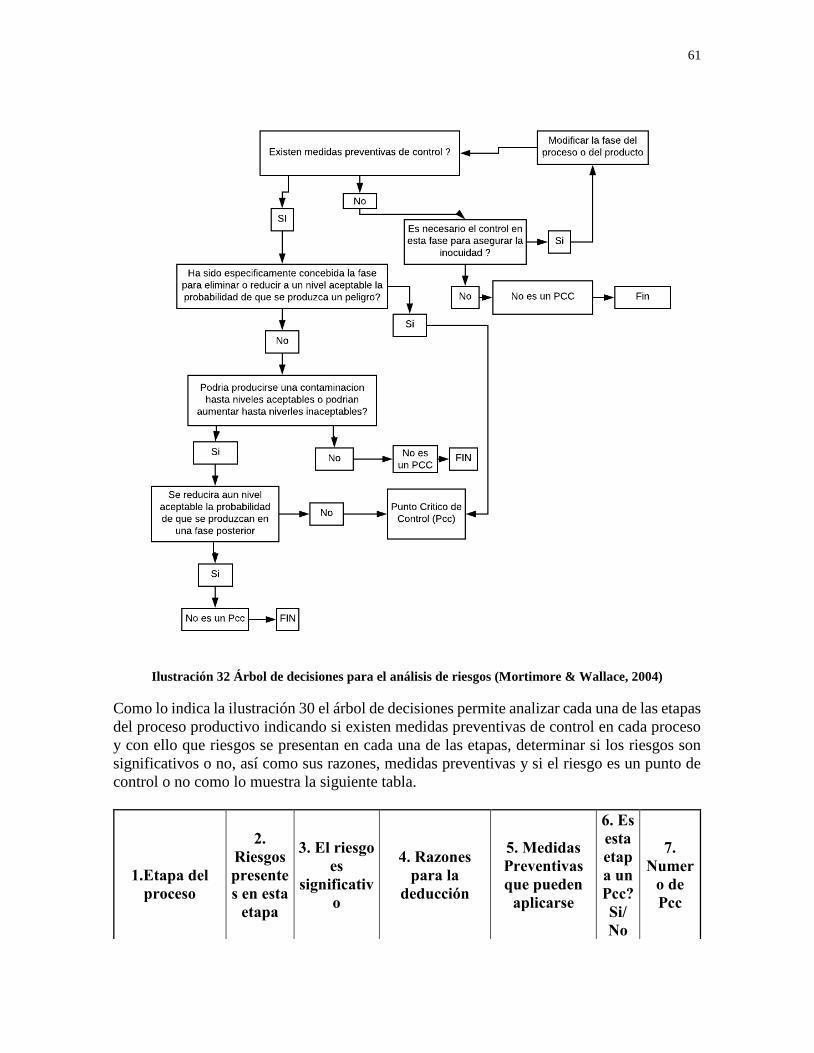
61
Ilustración 32 Árbol de decisiones para el análisis de riesgos (Mortimore & Wallace, 2004)
Como lo indica la ilustración 30 el árbol de decisiones permite analizar cada una de las etapas
del proceso productivo indicando si existen medidas preventivas de control en cada proceso
y con ello que riesgos se presentan en cada una de las etapas, determinar si los riesgos son
significativos o no, así como sus razones, medidas preventivas y si el riesgo es un punto de
control o no como lo muestra la siguiente tabla.
1.Etapa del
proceso
2.
Riesgos
presente
s en esta
etapa
3. El riesgo
es
significativ
o
4. Razones
para la
deducción
5. Medidas
Preventivas
que pueden
aplicarse
6. Es
esta
etap
a un
Pcc?
Si/
No
7.
Numer
o de
Pcc
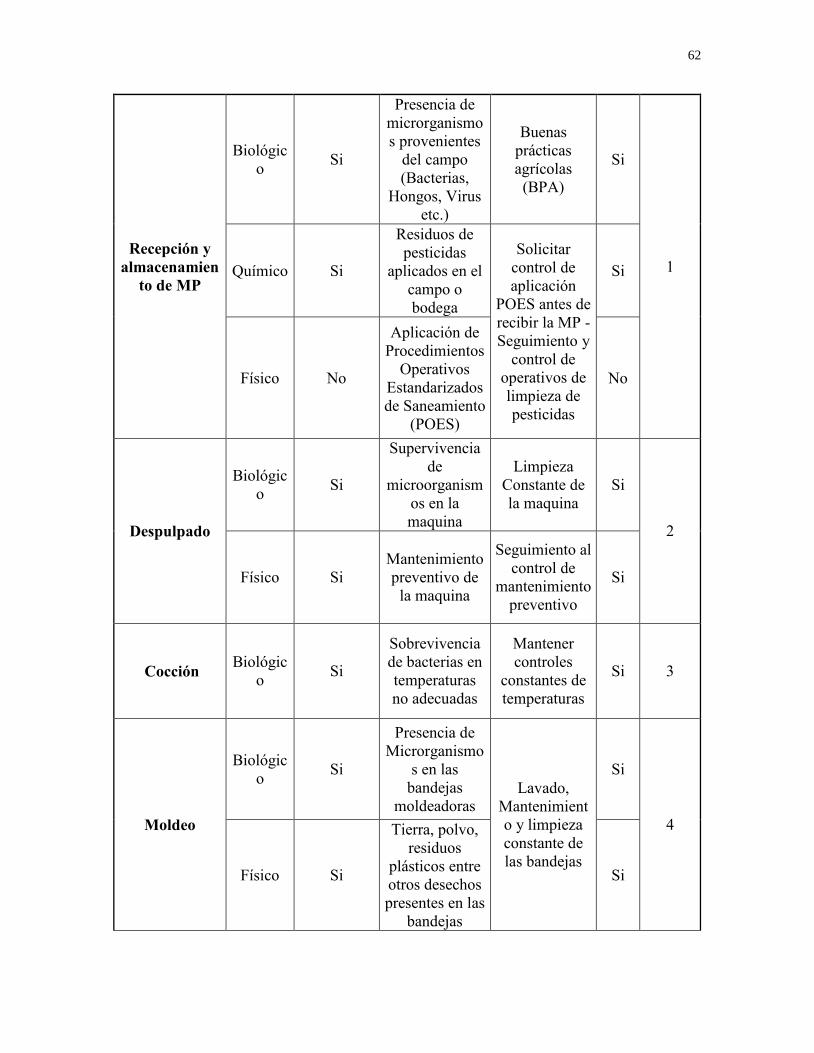
62
Recepción y
almacenamien
to de MP
Biológic
o Si
Presencia de
microrganismo
s provenientes
del campo
(Bacterias,
Hongos, Virus
etc.)
Buenas
prácticas
agrícolas
(BPA)
Si
1 Químico Si
Residuos de
pesticidas
aplicados en el
campo o
bodega
Solicitar
control de
aplicación
POES antes de
recibir la MP -
Seguimiento y
control de
operativos de
limpieza de
pesticidas
Si
Físico No
Aplicación de
Procedimientos
Operativos
Estandarizados
de Saneamiento
(POES)
No
Despulpado
Biológic
o Si
Supervivencia
de
microorganism
os en la
maquina
Limpieza
Constante de
la maquina
Si
2
Físico Si
Mantenimiento
preventivo de
la maquina
Seguimiento al
control de
mantenimiento
preventivo
Si
Cocción Biológic
o Si
Sobrevivencia
de bacterias en
temperaturas
no adecuadas
Mantener
controles
constantes de
temperaturas
Si 3
Moldeo
Biológic
o Si
Presencia de
Microrganismo
s en las
bandejas
moldeadoras Lavado,
Mantenimient
o y limpieza
constante de
las bandejas
Si
4
Físico Si
Tierra, polvo,
residuos
plásticos entre
otros desechos
presentes en las
bandejas
Si
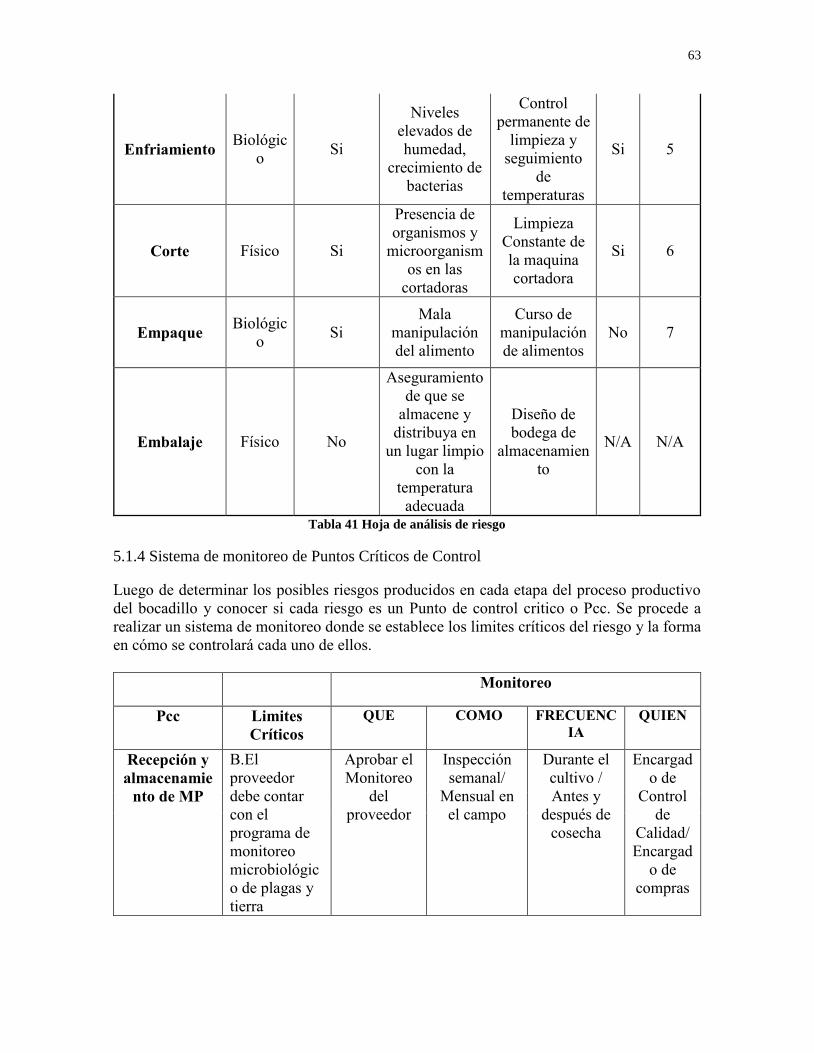
63
Enfriamiento Biológic
o Si
Niveles
elevados de
humedad,
crecimiento de
bacterias
Control
permanente de
limpieza y
seguimiento
de
temperaturas
Si 5
Corte Físico Si
Presencia de
organismos y
microorganism
os en las
cortadoras
Limpieza
Constante de
la maquina
cortadora
Si 6
Empaque Biológic
o Si
Mala
manipulación
del alimento
Curso de
manipulación
de alimentos
No 7
Embalaje Físico No
Aseguramiento
de que se
almacene y
distribuya en
un lugar limpio
con la
temperatura
adecuada
Diseño de
bodega de
almacenamien
to
N/A N/A
Tabla 41 Hoja de análisis de riesgo
5.1.4 Sistema de monitoreo de Puntos Críticos de Control
Luego de determinar los posibles riesgos producidos en cada etapa del proceso productivo
del bocadillo y conocer si cada riesgo es un Punto de control critico o Pcc. Se procede a
realizar un sistema de monitoreo donde se establece los limites críticos del riesgo y la forma
en cómo se controlará cada uno de ellos.
Monitoreo
Pcc Limites
Críticos
QUE COMO FRECUENC
IA
QUIEN
Recepción y
almacenamie
nto de MP
B.El
proveedor
debe contar
con el
programa de
monitoreo
microbiológic
o de plagas y
tierra
Aprobar el
Monitoreo
del
proveedor
Inspección
semanal/
Mensual en
el campo
Durante el
cultivo /
Antes y
después de
cosecha
Encargad
o de
Control
de
Calidad/
Encargad
o de
compras
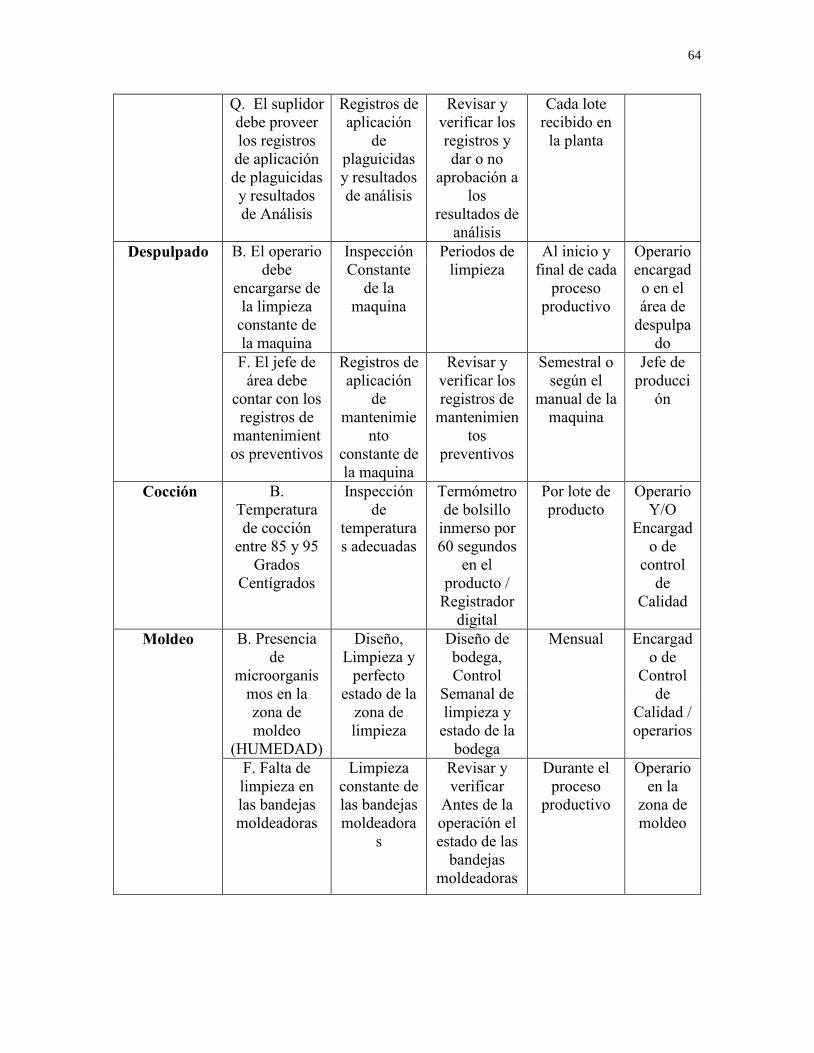
64
Q. El suplidor
debe proveer
los registros
de aplicación
de plaguicidas
y resultados
de Análisis
Registros de
aplicación
de
plaguicidas
y resultados
de análisis
Revisar y
verificar los
registros y
dar o no
aprobación a
los
resultados de
análisis
Cada lote
recibido en
la planta
Despulpado B. El operario
debe
encargarse de
la limpieza
constante de
la maquina
Inspección
Constante
de la
maquina
Periodos de
limpieza
Al inicio y
final de cada
proceso
productivo
Operario
encargad
o en el
área de
despulpa
do
F. El jefe de
área debe
contar con los
registros de
mantenimient
os preventivos
Registros de
aplicación
de
mantenimie
nto
constante de
la maquina
Revisar y
verificar los
registros de
mantenimien
tos
preventivos
Semestral o
según el
manual de la
maquina
Jefe de
producci
ón
Cocción B.
Temperatura
de cocción
entre 85 y 95
Grados
Centígrados
Inspección
de
temperatura
s adecuadas
Termómetro
de bolsillo
inmerso por
60 segundos
en el
producto /
Registrador
digital
Por lote de
producto
Operario
Y/O
Encargad
o de
control
de
Calidad
Moldeo B. Presencia
de
microorganis
mos en la
zona de
moldeo
(HUMEDAD)
Diseño,
Limpieza y
perfecto
estado de la
zona de
limpieza
Diseño de
bodega,
Control
Semanal de
limpieza y
estado de la
bodega
Mensual Encargad
o de
Control
de
Calidad /
operarios
F. Falta de
limpieza en
las bandejas
moldeadoras
Limpieza
constante de
las bandejas
moldeadora
s
Revisar y
verificar
Antes de la
operación el
estado de las
bandejas
moldeadoras
Durante el
proceso
productivo
Operario
en la
zona de
moldeo
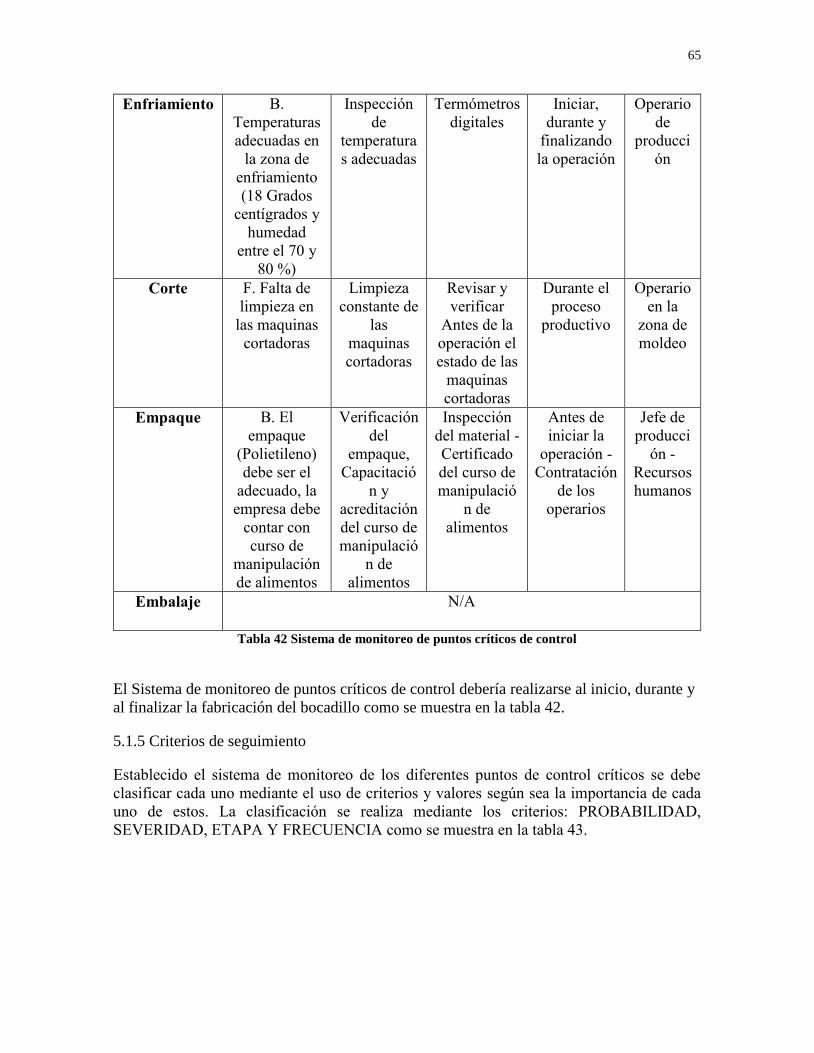
65
Enfriamiento B.
Temperaturas
adecuadas en
la zona de
enfriamiento
(18 Grados
centígrados y
humedad
entre el 70 y
80 %)
Inspección
de
temperatura
s adecuadas
Termómetros
digitales
Iniciar,
durante y
finalizando
la operación
Operario
de
producci
ón
Corte F. Falta de
limpieza en
las maquinas
cortadoras
Limpieza
constante de
las
maquinas
cortadoras
Revisar y
verificar
Antes de la
operación el
estado de las
maquinas
cortadoras
Durante el
proceso
productivo
Operario
en la
zona de
moldeo
Empaque B. El
empaque
(Polietileno)
debe ser el
adecuado, la
empresa debe
contar con
curso de
manipulación
de alimentos
Verificación
del
empaque,
Capacitació
n y
acreditación
del curso de
manipulació
n de
alimentos
Inspección
del material -
Certificado
del curso de
manipulació
n de
alimentos
Antes de
iniciar la
operación -
Contratación
de los
operarios
Jefe de
producci
ón -
Recursos
humanos
Embalaje N/A
Tabla 42 Sistema de monitoreo de puntos críticos de control
El Sistema de monitoreo de puntos críticos de control debería realizarse al inicio, durante y
al finalizar la fabricación del bocadillo como se muestra en la tabla 42.
5.1.5 Criterios de seguimiento
Establecido el sistema de monitoreo de los diferentes puntos de control críticos se debe
clasificar cada uno mediante el uso de criterios y valores según sea la importancia de cada
uno de estos. La clasificación se realiza mediante los criterios: PROBABILIDAD,
SEVERIDAD, ETAPA Y FRECUENCIA como se muestra en la tabla 43.
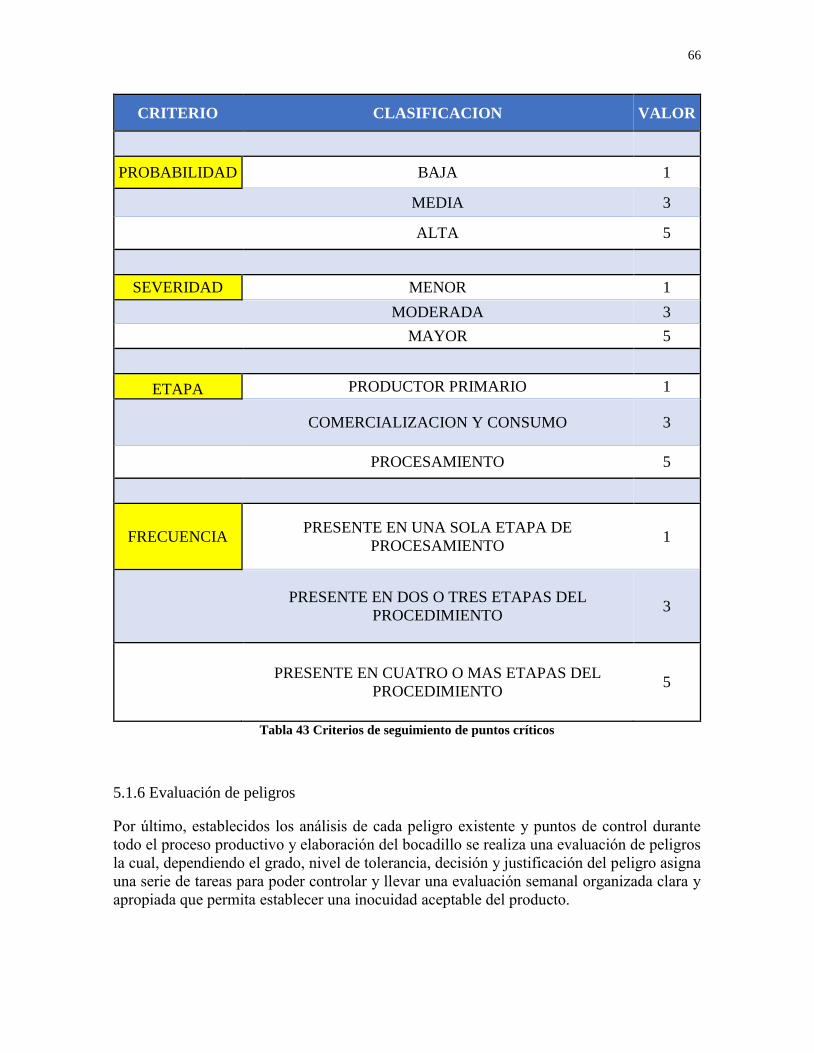
66
CRITERIO CLASIFICACION VALOR
PROBABILIDAD BAJA 1
MEDIA 3
ALTA 5
SEVERIDAD MENOR 1
MODERADA 3
MAYOR 5
ETAPA PRODUCTOR PRIMARIO 1
COMERCIALIZACION Y CONSUMO 3
PROCESAMIENTO 5
FRECUENCIA PRESENTE EN UNA SOLA ETAPA DE
PROCESAMIENTO 1
PRESENTE EN DOS O TRES ETAPAS DEL
PROCEDIMIENTO 3
PRESENTE EN CUATRO O MAS ETAPAS DEL
PROCEDIMIENTO 5
Tabla 43 Criterios de seguimiento de puntos críticos
5.1.6 Evaluación de peligros
Por último, establecidos los análisis de cada peligro existente y puntos de control durante
todo el proceso productivo y elaboración del bocadillo se realiza una evaluación de peligros
la cual, dependiendo el grado, nivel de tolerancia, decisión y justificación del peligro asigna
una serie de tareas para poder controlar y llevar una evaluación semanal organizada clara y
apropiada que permita establecer una inocuidad aceptable del producto.
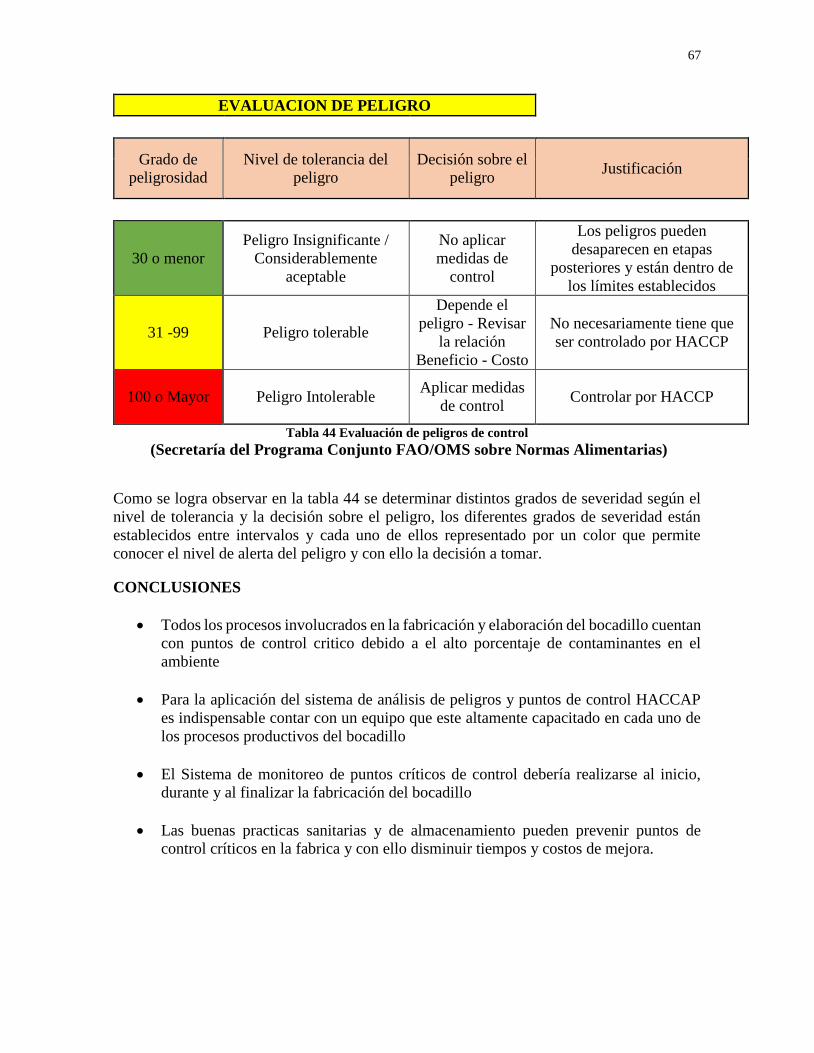
67
EVALUACION DE PELIGRO
Grado de
peligrosidad
Nivel de tolerancia del
peligro
Decisión sobre el
peligro Justificación
30 o menor
Peligro Insignificante /
Considerablemente
aceptable
No aplicar
medidas de
control
Los peligros pueden
desaparecen en etapas
posteriores y están dentro de
los límites establecidos
31 -99 Peligro tolerable
Depende el
peligro - Revisar
la relación
Beneficio - Costo
No necesariamente tiene que
ser controlado por HACCP
100 o Mayor Peligro Intolerable Aplicar medidas
de control Controlar por HACCP
Tabla 44 Evaluación de peligros de control
(Secretaría del Programa Conjunto FAO/OMS sobre Normas Alimentarias)
Como se logra observar en la tabla 44 se determinar distintos grados de severidad según el
nivel de tolerancia y la decisión sobre el peligro, los diferentes grados de severidad están
establecidos entre intervalos y cada uno de ellos representado por un color que permite
conocer el nivel de alerta del peligro y con ello la decisión a tomar.
CONCLUSIONES
Todos los procesos involucrados en la fabricación y elaboración del bocadillo cuentan
con puntos de control critico debido a el alto porcentaje de contaminantes en el
ambiente
Para la aplicación del sistema de análisis de peligros y puntos de control HACCAP
es indispensable contar con un equipo que este altamente capacitado en cada uno de
los procesos productivos del bocadillo
El Sistema de monitoreo de puntos críticos de control debería realizarse al inicio,
durante y al finalizar la fabricación del bocadillo
Las buenas practicas sanitarias y de almacenamiento pueden prevenir puntos de
control críticos en la fabrica y con ello disminuir tiempos y costos de mejora.
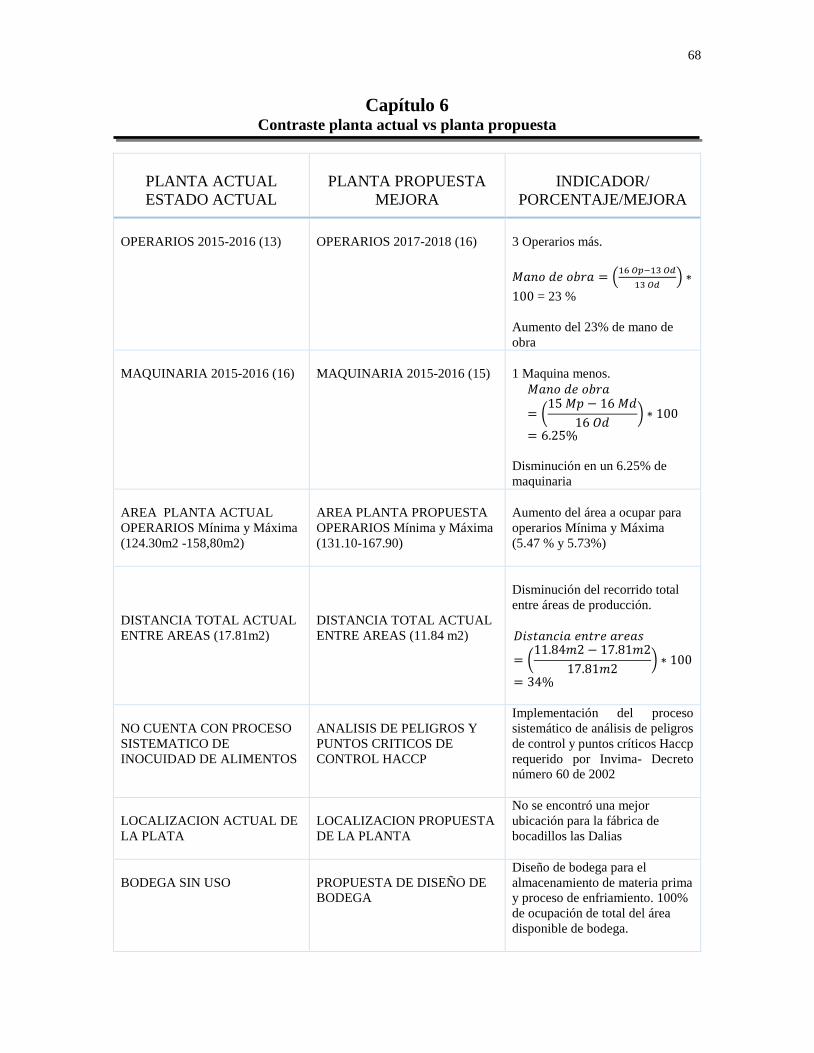
68
Capítulo 6 Contraste planta actual vs planta propuesta
PLANTA ACTUAL
ESTADO ACTUAL
PLANTA PROPUESTA
MEJORA
INDICADOR/
PORCENTAJE/MEJORA
OPERARIOS 2015-2016 (13)
OPERARIOS 2017-2018 (16)
3 Operarios más.
𝑀𝑎𝑛𝑜 𝑑𝑒 𝑜𝑏𝑟𝑎 = (16 𝑂𝑝−13 𝑂𝑑
13 𝑂𝑑) ∗
100 = 23 %
Aumento del 23% de mano de
obra
MAQUINARIA 2015-2016 (16)
MAQUINARIA 2015-2016 (15)
1 Maquina menos.
𝑀𝑎𝑛𝑜 𝑑𝑒 𝑜𝑏𝑟𝑎
= (15 𝑀𝑝 − 16 𝑀𝑑
16 𝑂𝑑) ∗ 100
= 6.25%
Disminución en un 6.25% de
maquinaria
AREA PLANTA ACTUAL
OPERARIOS Mínima y Máxima
(124.30m2 -158,80m2)
AREA PLANTA PROPUESTA
OPERARIOS Mínima y Máxima
(131.10-167.90)
Aumento del área a ocupar para
operarios Mínima y Máxima
(5.47 % y 5.73%)
DISTANCIA TOTAL ACTUAL
ENTRE AREAS (17.81m2)
DISTANCIA TOTAL ACTUAL
ENTRE AREAS (11.84 m2)
Disminución del recorrido total
entre áreas de producción.
𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑒𝑛𝑡𝑟𝑒 𝑎𝑟𝑒𝑎𝑠
= (11.84𝑚2 − 17.81𝑚2
17.81𝑚2) ∗ 100
= 34%
NO CUENTA CON PROCESO
SISTEMATICO DE
INOCUIDAD DE ALIMENTOS
ANALISIS DE PELIGROS Y
PUNTOS CRITICOS DE
CONTROL HACCP
Implementación del proceso
sistemático de análisis de peligros
de control y puntos críticos Haccp
requerido por Invima- Decreto
número 60 de 2002
LOCALIZACION ACTUAL DE
LA PLATA
LOCALIZACION PROPUESTA
DE LA PLANTA
No se encontró una mejor
ubicación para la fábrica de
bocadillos las Dalias
BODEGA SIN USO
PROPUESTA DE DISEÑO DE
BODEGA
Diseño de bodega para el
almacenamiento de materia prima
y proceso de enfriamiento. 100%
de ocupación de total del área
disponible de bodega.
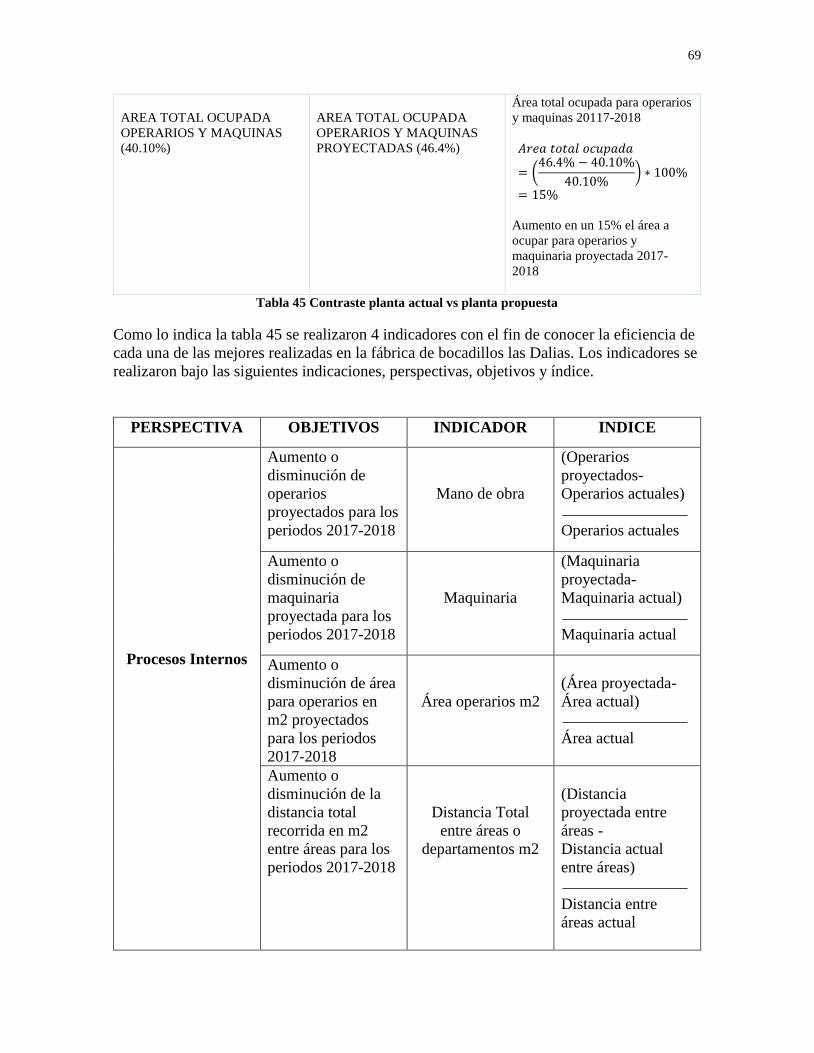
69
AREA TOTAL OCUPADA
OPERARIOS Y MAQUINAS
(40.10%)
AREA TOTAL OCUPADA
OPERARIOS Y MAQUINAS
PROYECTADAS (46.4%)
Área total ocupada para operarios
y maquinas 20117-2018
𝐴𝑟𝑒𝑎 𝑡𝑜𝑡𝑎𝑙 𝑜𝑐𝑢𝑝𝑎𝑑𝑎
= (46.4% − 40.10%
40.10%) ∗ 100%
= 15%
Aumento en un 15% el área a
ocupar para operarios y
maquinaria proyectada 2017-
2018
Tabla 45 Contraste planta actual vs planta propuesta
Como lo indica la tabla 45 se realizaron 4 indicadores con el fin de conocer la eficiencia de
cada una de las mejores realizadas en la fábrica de bocadillos las Dalias. Los indicadores se
realizaron bajo las siguientes indicaciones, perspectivas, objetivos y índice.
PERSPECTIVA OBJETIVOS INDICADOR INDICE
Procesos Internos
Aumento o
disminución de
operarios
proyectados para los
periodos 2017-2018
Mano de obra
(Operarios
proyectados-
Operarios actuales)
Operarios actuales
Aumento o
disminución de
maquinaria
proyectada para los
periodos 2017-2018
Maquinaria
(Maquinaria
proyectada-
Maquinaria actual)
Maquinaria actual
Aumento o
disminución de área
para operarios en
m2 proyectados
para los periodos
2017-2018
Área operarios m2
(Área proyectada-
Área actual)
Área actual
Aumento o
disminución de la
distancia total
recorrida en m2
entre áreas para los
periodos 2017-2018
Distancia Total
entre áreas o
departamentos m2
(Distancia
proyectada entre
áreas -
Distancia actual
entre áreas)
Distancia entre
áreas actual
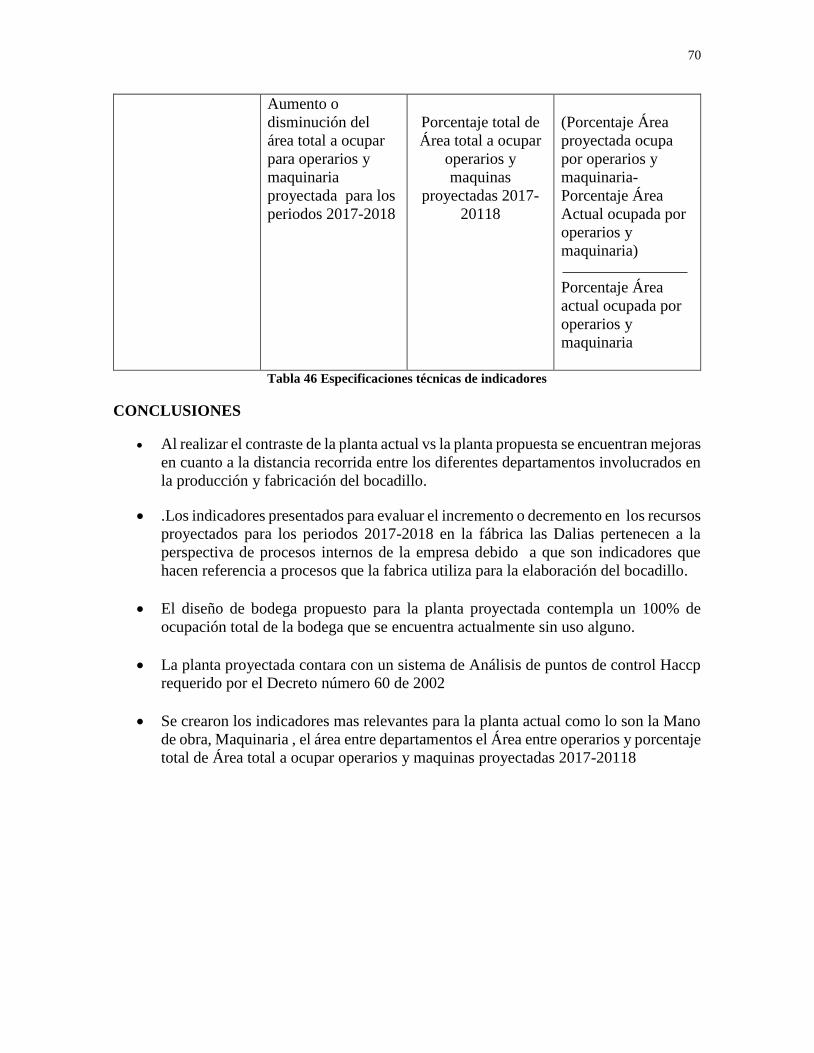
70
Aumento o
disminución del
área total a ocupar
para operarios y
maquinaria
proyectada para los
periodos 2017-2018
Porcentaje total de
Área total a ocupar
operarios y
maquinas
proyectadas 2017-
20118
(Porcentaje Área
proyectada ocupa
por operarios y
maquinaria-
Porcentaje Área
Actual ocupada por
operarios y
maquinaria)
Porcentaje Área
actual ocupada por
operarios y
maquinaria
Tabla 46 Especificaciones técnicas de indicadores
CONCLUSIONES
Al realizar el contraste de la planta actual vs la planta propuesta se encuentran mejoras
en cuanto a la distancia recorrida entre los diferentes departamentos involucrados en
la producción y fabricación del bocadillo.
.Los indicadores presentados para evaluar el incremento o decremento en los recursos
proyectados para los periodos 2017-2018 en la fábrica las Dalias pertenecen a la
perspectiva de procesos internos de la empresa debido a que son indicadores que
hacen referencia a procesos que la fabrica utiliza para la elaboración del bocadillo.
El diseño de bodega propuesto para la planta proyectada contempla un 100% de
ocupación total de la bodega que se encuentra actualmente sin uso alguno.
La planta proyectada contara con un sistema de Análisis de puntos de control Haccp
requerido por el Decreto número 60 de 2002
Se crearon los indicadores mas relevantes para la planta actual como lo son la Mano
de obra, Maquinaria , el área entre departamentos el Área entre operarios y porcentaje
total de Área total a ocupar operarios y maquinas proyectadas 2017-20118
71
CAPITULO 7 Conclusiones y recomendaciones
El estudio realizado muestra las siguientes conclusiones que pueden servir como elementos
a destacar para la implementación futura de este proyecto por parte de la empresa:
Se estableció que para los años 2017 y 2018 la proyección esperada la empresa deberá
contar con más recursos como contratar 15 máquinas y 16 operarios.
Se determinó que el espacio de la bodega que actualmente está sin uso puede
utilizarse también como departamento de enfriamiento auxiliar sin verse afectado por
temas de seguridad alimentaria para la nueva planta proyectada teniendo un mejor
control de calidad e inventario en la recepción de las materias primas. Por otra parte,
como se logra observar en el capitulo cuatro la mejora para esta bodega se ubica en
un 100% , debido a que paso de almacenar artículos, maquinaria y otros desperdicios
sin uso alguno a almacenar la materia prima y apoyar el área de enfriamiento.
Se propuso un plan de mejora en las condiciones de operación de la planta de
producción bajo un enfoque inspirado en la metodología HACCP en la empresa Las
Dalias bajo un modelo de desarrollo de actividades planificadas en donde se
encontraron puntos críticos en los procesos involucrados en la fabricación del
bocadillo estableciendo un sistema de control que permite hacer seguimiento a cada
uno de los procesos productivos.
Se concluye que la localización de la planta debe estar ubicada en el municipio de
Vélez, Santander, debido a los resultados obtenidos mediante el método sinérgico de
localización de plantas (Brown y Gibson) teniendo en cuenta criterios como el índice
de localización frente a las otras alternativas, así como servicios públicos, arriendo,
distancia al punto de venta y competencia en el sector.
Como aporte de Ingeniero Industrial este proyecto aporta a la fabrica de bocadillos
las Dalias la oportunidad de mejorar internamente la organización en cuanto a temas
de espacios aumentando la productividad de los trabajadores y disminuyendo tiempos
entre operaciones, así como temas de almacenamiento de materias primas , inocuidad
de alimentos (Bocadillo) y ubicación de planta.
RECOMENDACIONES
La fábrica de bocadillos las Dalias debería implementar el sistema de diseño de bodega,
debido a que la recepción de materia prima y el proceso de enfriamiento están expuestos a
problemas de sanidad e inocuidad alimentaria lo que podría ocasionar problemas legales y
pérdidas millonarias.
Bajo el esquema de Análisis de Control y Puntos Críticos HACCP la empresa podría generar
un mejor control en sus procesos productivos, mejorando considerablemente su sistema de
72
calidad, seguimiento y control en cada una de las áreas involucradas en la elaboración del
bocadillo.
Considerando los pronósticos realizados para los periodos 2017-2018 la fábrica de bocadillos
las Dalias debería hacer uso del nuevo diseño de planta permitiendo así un mejor flujo de
recursos, materias primas y flujo de materiales.
73
Bibliografía
Referencias
Baron.D, & Zapata.L. (2012). Propuesta de redistribucion de planta en una empresa del
sector textil. Santiago de Cali: Universidad ICESI.
Cardozo.D. (2006). Localizacion y distribucion en planta de la empresa Pretecor LTDA.
BUCARAMANGA: Universidad Industrial de Santander.
Chaparro.K, Sanchez.R, & Valencia.G. (2014). Propuesta de diseño y distribucion en planta
para la empresa alambres y mallas S.A. Soacha: Corporacion Universitaria Minuto
de Dios.
Cuatrecasas.Lluis. (2009). Diseño avanzado de procesos y plantas de produccion flexibles.
PROFIT EDITORIAL.
Distribucion en planta. (1981). Barcelona: Hispano Europea.
Evis.L, & Perez.A. (2007). Metodos de localizacion de instalaciones de produccion y
servicios. cuba: Universidad de Matanzas.
Fred.M, & S, M. (2006). Diseño de instalaciones de manufactura y manejo de materiales.
Mexico: Pearson Educacion .
Gutierrez, J. (2012). Estudio tecnico de localizacion. Peru: UNIVERSIDAD NACIONAL
FEDERICO VILLAREAL.
Lopez.L. (2005). Diseño de una planta procesadora de galletas de soya. Oaxaca:
Universidad tecnologica de la Mixteca.
Manrique.D. (2009). Diseño de un plan de produccion y distribucion en planta par auna
empresa del sector de fabricacion de productos de plastico. Bogota: Pontificia
Universidad Javeriana.
Mortimore, S., & Wallace, C. (2004). HACCP : ENFOQUE PRACTICO. ACRIBIA
EDITORIAL.
Muñoz.Ma. (2004). Diseño y distribucion en planta de una empresa textil. Lima-Peru:
Universidad Nacional Mayor de San Carlos.
Muther. (1992). Distribucion en planta. Barcelona (España).
Secretaría del Programa Conjunto FAO/OMS sobre Normas Alimentarias, F. R. (s.f.). Codex
Alimentarius - Higiene de los Alimentos - Textos Básicos . Segunda edicion.
Social, M. d. (2013). Reglamento tecnico sobre los requisitos de frutas y bebidas con adicion
a jugo o pulpa de fruta. Bogota.
Woithe, G. (1999). Fundamentos de la proyeccion de fabricas de construccion de
maquinarias. Editorial Pueblo y Educacion.
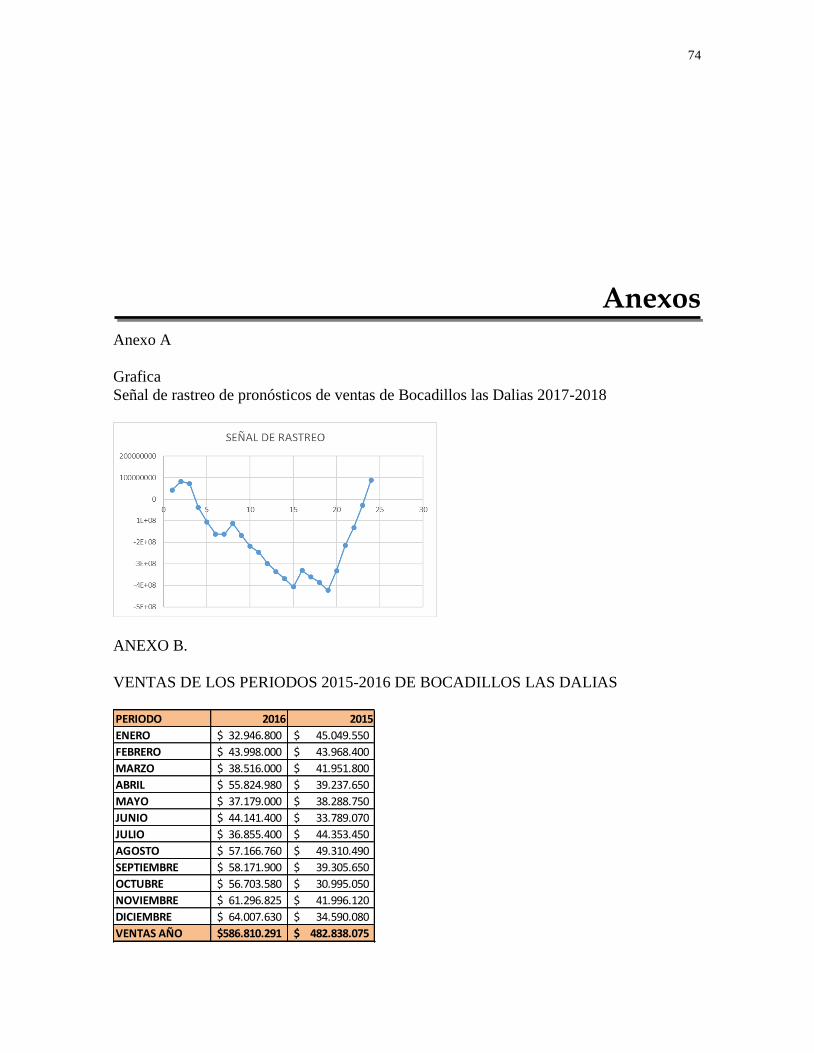
74
Anexos
Anexo A
Grafica
Señal de rastreo de pronósticos de ventas de Bocadillos las Dalias 2017-2018
ANEXO B.
VENTAS DE LOS PERIODOS 2015-2016 DE BOCADILLOS LAS DALIAS
PERIODO 2016 2015
ENERO 32.946.800$ 45.049.550$
FEBRERO 43.998.000$ 43.968.400$
MARZO 38.516.000$ 41.951.800$
ABRIL 55.824.980$ 39.237.650$
MAYO 37.179.000$ 38.288.750$
JUNIO 44.141.400$ 33.789.070$
JULIO 36.855.400$ 44.353.450$
AGOSTO 57.166.760$ 49.310.490$
SEPTIEMBRE 58.171.900$ 39.305.650$
OCTUBRE 56.703.580$ 30.995.050$
NOVIEMBRE 61.296.825$ 41.996.120$
DICIEMBRE 64.007.630$ 34.590.080$
VENTAS AÑO 586.810.291$ 482.838.075$

<Título Anexo>
75
ANEXO C PARAMETROS DISTRIBUCION NORMAL, TRIANGULAR Y
LOGNORMAL
DISTRIBUCION GENERADOR PARAMETRO
Normal
𝑁𝑖 = (∑ 𝑟𝑖 − 6)𝜎 + 𝜇
12
𝑖=1
𝜇= Media de la
distribución Normal
𝜎=Desviacion Estándar
de la distribución Normal
𝜇 = 44568514
𝜎 = 0.05
Triangular
𝑎 + (𝑐 − 𝑎)√𝑟𝑖
Si 𝑅𝑖 ≤(𝑐−𝑎)
(𝑏−𝑎)
𝑏 − [(𝑏 − 𝑐)√1 − 𝑟𝑖 ]
Si 𝑅𝑗 >(𝑐−𝑎)
(𝑏−𝑎)
a=Límite inferior de la
distribución triangular
b= Limite superior de la
distribución triangular
c= Moda de la
distribución triangular
a=29736900
c=33789100
b=69160800
Log Normal
𝐿𝑁𝑖 = 𝑒𝑁𝑖 Donde:
𝑁𝑖 = (∑ 𝑟𝑗 − 6)
12
𝑖=1
∗ (𝐿𝑛(1 + 𝜎^2/𝜇^2 ))12
+ (𝑙𝑛𝜇2
√𝜇2 + 𝜎2)
𝜇 = 𝑉𝑎𝑙𝑜𝑟 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑜
𝜎2 = 𝑉𝑎𝑟𝑖𝑎𝑛𝑧𝑎
𝜇 = 44568514
𝜎2 =9541437,7
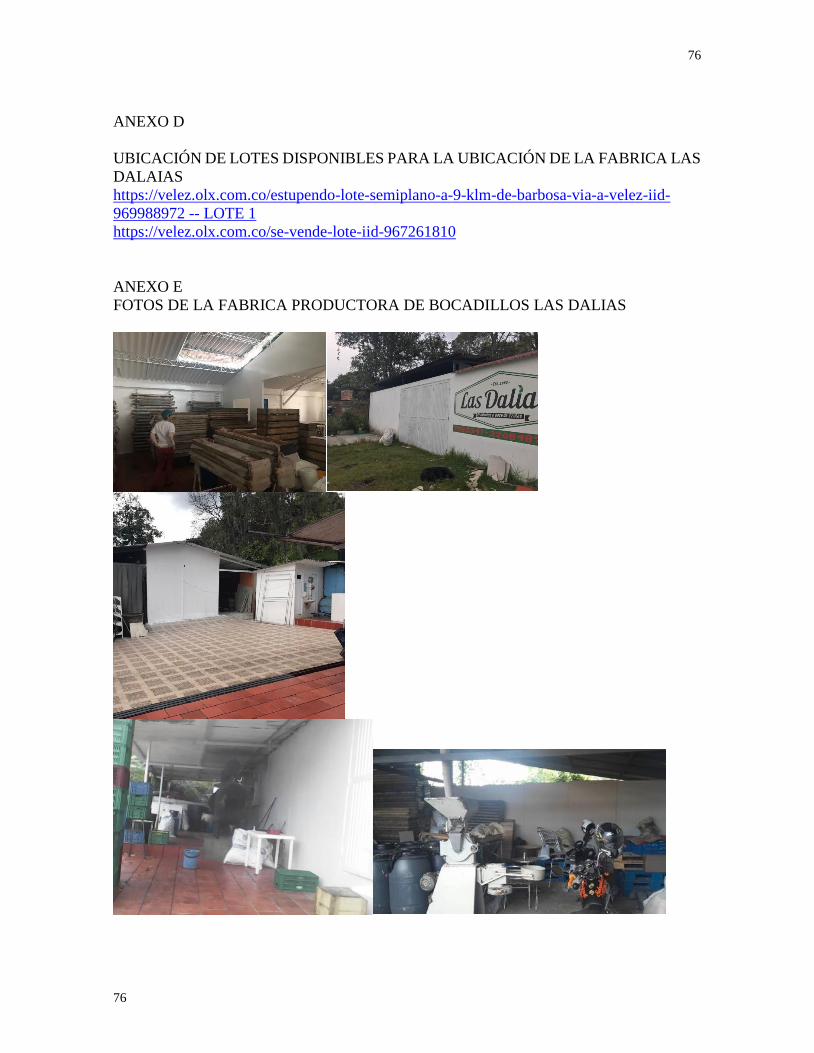
76
76
ANEXO D
UBICACIÓN DE LOTES DISPONIBLES PARA LA UBICACIÓN DE LA FABRICA LAS
DALAIAS
https://velez.olx.com.co/estupendo-lote-semiplano-a-9-klm-de-barbosa-via-a-velez-iid-
969988972 -- LOTE 1
https://velez.olx.com.co/se-vende-lote-iid-967261810
ANEXO E
FOTOS DE LA FABRICA PRODUCTORA DE BOCADILLOS LAS DALIAS
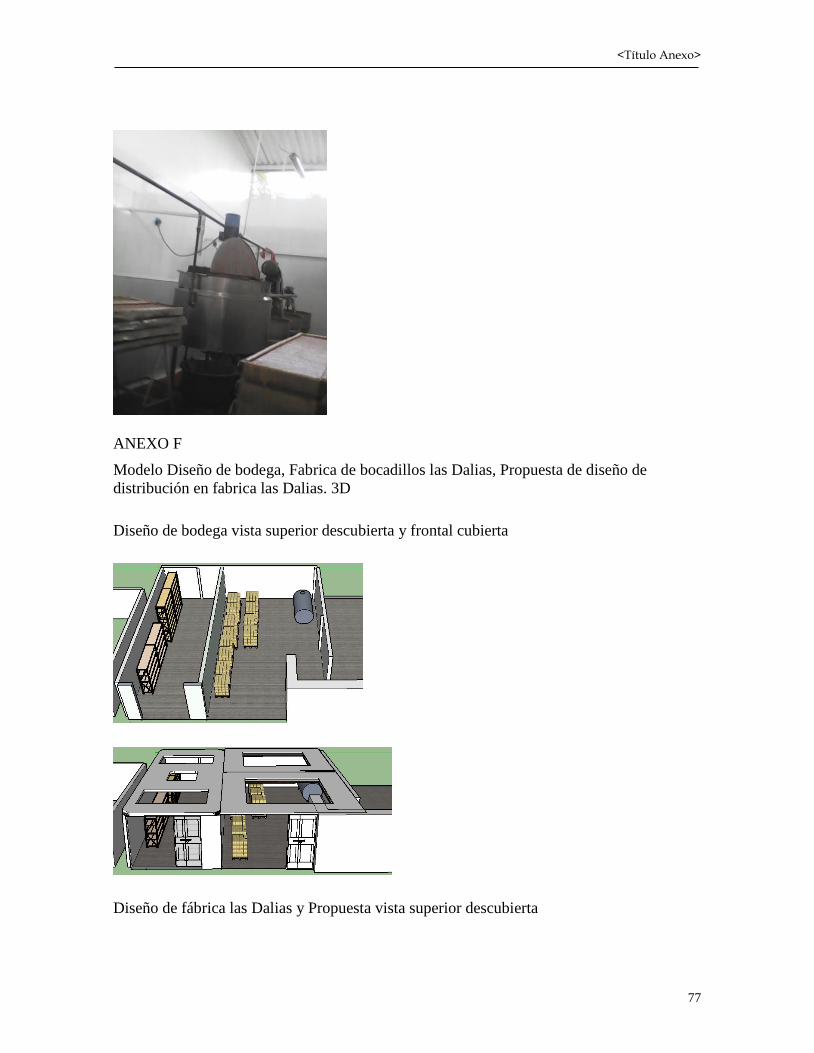
<Título Anexo>
77
ANEXO F
Modelo Diseño de bodega, Fabrica de bocadillos las Dalias, Propuesta de diseño de
distribución en fabrica las Dalias. 3D
Diseño de bodega vista superior descubierta y frontal cubierta
Diseño de fábrica las Dalias y Propuesta vista superior descubierta
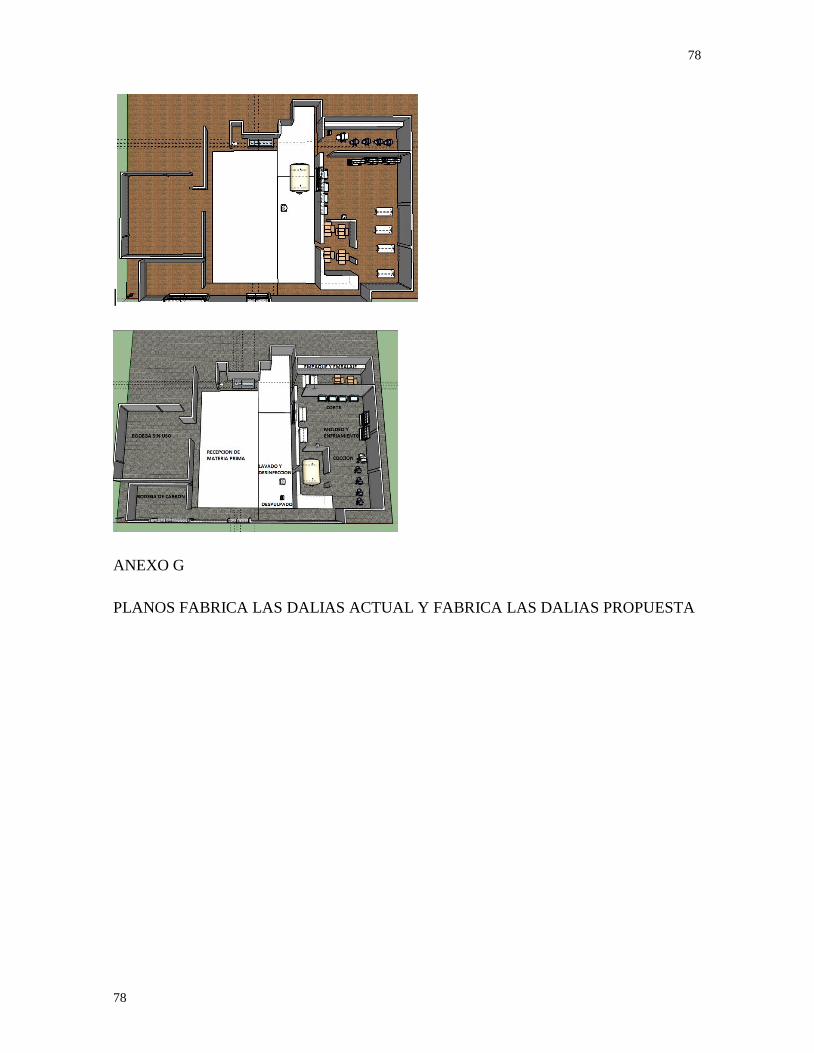
78
78
|
ANEXO G
PLANOS FABRICA LAS DALIAS ACTUAL Y FABRICA LAS DALIAS PROPUESTA
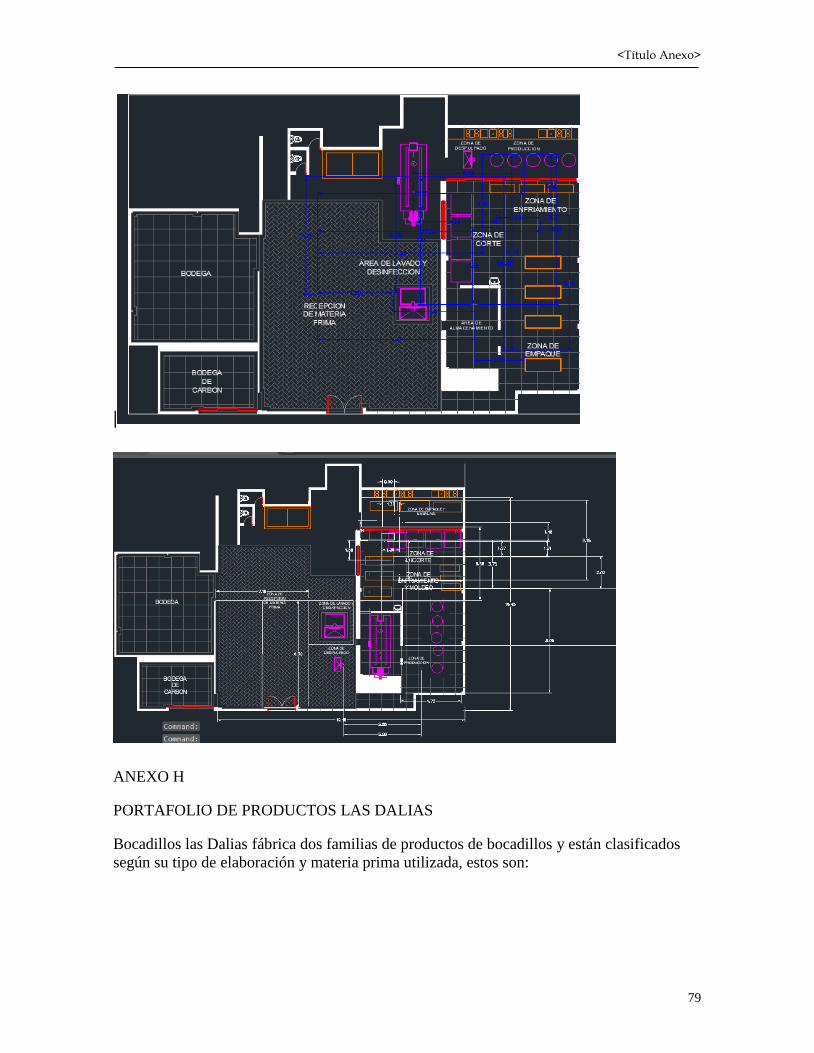
<Título Anexo>
79
|
ANEXO H
PORTAFOLIO DE PRODUCTOS LAS DALIAS
Bocadillos las Dalias fábrica dos familias de productos de bocadillos y están clasificados
según su tipo de elaboración y materia prima utilizada, estos son:
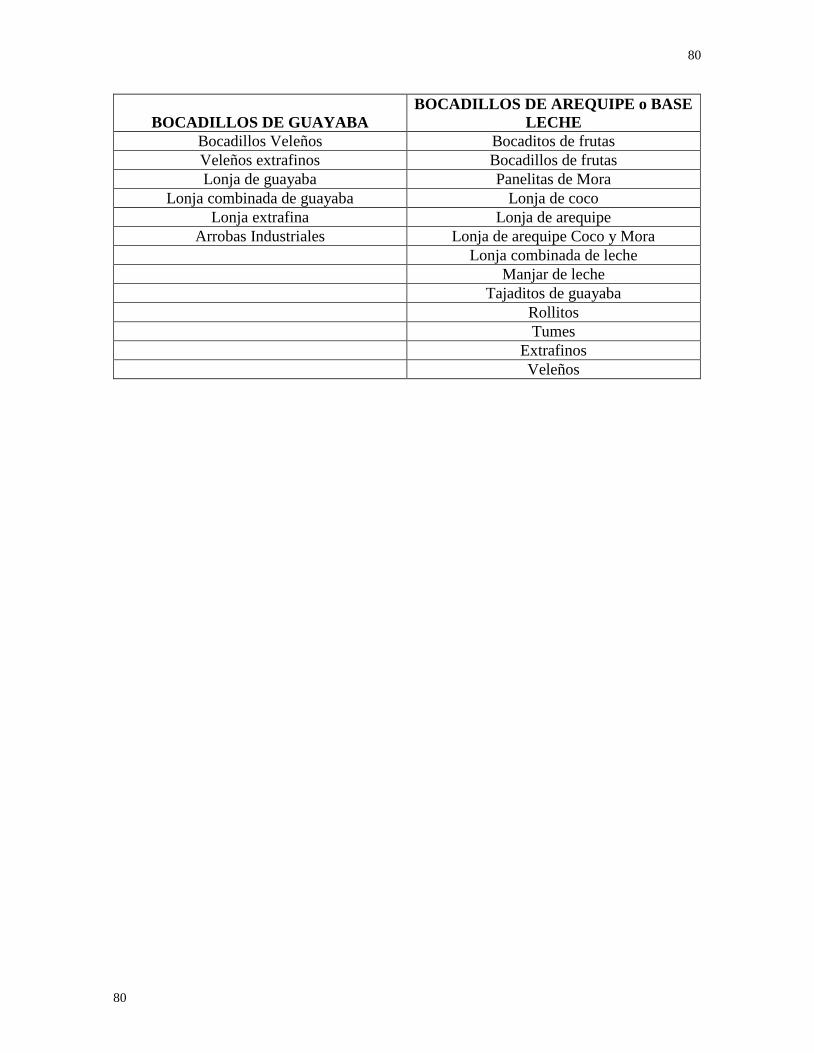
80
80
BOCADILLOS DE GUAYABA
BOCADILLOS DE AREQUIPE o BASE
LECHE
Bocadillos Veleños Bocaditos de frutas
Veleños extrafinos Bocadillos de frutas
Lonja de guayaba Panelitas de Mora
Lonja combinada de guayaba Lonja de coco
Lonja extrafina Lonja de arequipe
Arrobas Industriales Lonja de arequipe Coco y Mora
Lonja combinada de leche
Manjar de leche
Tajaditos de guayaba
Rollitos
Tumes
Extrafinos
Veleños





























