Embed Size (px)
Citation preview

PËRMBAJTJA
1.0. HYRJE........................................................................................................................22.0. PËRPUNIMI I FILETATURËS ME TORNIM, FREZIM DHE RETIFIKIM.........3
2.1. MAKINAT PËR PUNIMIN E FILETAVE ME TORNIM..................................................................32.1.1. ZINXHIRI KINEMATIK I TRANSMETIMIT GJATË PERPUNIMIT TË FILETËS METRIKE (figura 2.3)..................72.1.2. ZINXHIRI KINEMATIK I TRANSMETIMIT GJATË PERPUNIMIT TË FILETËS SË WITVORTIT (figura 2.3)........8
2.2. PUNIMIN E FILETAVE ME FILETUES MASHKULLOR DHE FEMEROR...............................102.2.1. ZINXHIRI KINEMATIKË I LËVIZJES KRYESORE RROTULLUESE TË FILETUESIT (FIGURA 2.6)...................122.2.2. MEKANIZMI I DHËNIES SË PARAFABRIKATIT NË ZONËN E PRERJES (FIGURA 2.6)......................................122.2.3. MEKANIZMI I DREJTIMIT TË GJYSMËFABRIKATEVE NË FLETUESIN MASHKULL (FIGURA 2.8)...............14
2.3. PUNIMI I FILETAVE ME FREZIM.................................................................................................152.3.1. ZINXHIRI KINEMATIKË I LËVIZJES KRYESORE RRETHORE TË FREZËS (figura 2.11)......................................172.3.2. ZINXHIRI KINEMATIKË I LËVIZJES NDIHMËSE RRETHORE TË FREZËS (figura 2.11)......................................192.3.3. ZINXHIRI KINEMATIKË I LËVIZJES NDIHMËSE TË FREZËS.................................................................................192.3.4. POZITAT KARAKTERISTIKE TË FREZËS GJATË CIKLIT TË PËRPUNIMIT (figura 2.13)....................................202.3.5. ZINXHIRI KINEMATIKË I LËVIZJES KRYESORE RRETHORE TË FREZËS...........................................................212.3.6. ZINXHIRI KINEMATIKË I HAPIT RRETHOR TË BOSHTIT XII ME DETALIN.......................................................212.3.7. FUNKSIONIMI I BOSHTEVE DIRIGJUESE XIV, XV DHE XVI..................................................................................21
2. 4. PUNIMI I FILETAVE ME RETIFIKIM..........................................................................................233.0. PËRFUNDIMI............................................................................................................254.0. LITERATURA...........................................................................................................26
2
1.0. HYRJE
Në këtë punim janë shtjelluar Makinat për përpunimin e filetaturës. Filetat paraqesin
element makinerik shumë te rëndësishëm. Në punim janë dhënë metoda për punimin e
filetave me prerje e këto janë: tornimi, frezimi, filetimi i jashtëm dhe i brendshëm me
filetues mashkull përkatësisht filetues femër, retifikimi dhe disa metoda të përpunimit
shumë të pastër të filetaturës.
Pastaj janë dhënë skema parimore e makinës shpuese gjatë përpunimit të filetës me
filetues mashkull, skema parimore të punimit të filetave me frezim si dhe mënyra e
retifikimit të filetave e cila më se shpeshti shfrytëzohet pas përpunimit me ndonjë nga
metodat e përshkruara me herët.
Ky skript është punuar për nevoja të nxënësve pran SHMT,, Lutfi Musiqi” Vushtrri, por
do të jem shumë i kënaqur nëse ju shërben nxënësve apo studentëve tjerë.
3
2.0. PËRPUNIMI I FILETATURËS ME TORNIM, FREZIM DHE RETIFIKIM
2.1. MAKINAT PËR PUNIMIN E FILETAVE ME TORNIM
Filetat ndahen në fileta të jashtme dhe të brendshme, në fileta me hap të gjatë dhe fileta
me hap të shkurtë, në fileta me profil trekëndësh ose profile tjera, në fileta për bashkim
dhe për transmetimin e lëvizjes. Për punimin e filetave shfrytëzohen disa metoda të
përpunimit me prerje e këto janë: tornimi, frezimi, filetimi i jashtëm dhe i brendshëm me
filetues mashkull përkatësisht filetues femër, retifikimi dhe disa metoda të përpunimit
shumë të pastër.
Mënyra me e thjeshtë e përpunimit të filetave me tornim është paraqitur në figurën 2.1a,
instrumenti prerës është thikë me një teh prerës me majën e cila i përgjigjët profilit të
filetave. Lëvizja kryesore është lëvizja rrethore e detalit ndërsa lëvizja ndihmëse është
lëvizje drejtvizore e instrumentit. Më këtë rast është realizuar lidhja kinematike në mes
këtyre dy lëvizjeve. Për një rrotullim te detalit, instrumenti duhet të lëvizë për së gjati
(paralel me aksin e detalit) për aq sa është madhësia e hapit të filetës. Në fig 2.1 b, është
treguar skema parimore e tornimit për prerje të filetave.
Detali 1 fiton ngasjen nga elektromotori EM dhe transmetuesi 3. Instrumenti prerës 2 i
vendosur në suport bënë lëvizjen ndihmëse drejtvizore duke ju falënderuar lidhjes mes
boshtit filetor dhe dados (matricës). Boshti filetor fiton ngasjen nga transmetuesi për
lëvizjen ndihmëse 4 i cili ka lidhje kinematike me boshtin kryesor të tornos, gjegjësisht
transmetuesin për lëvizje kryesore 3.
Figura 2.1. Përpunimi i filetës me tornim dhe skema strukturale e makinës.
4
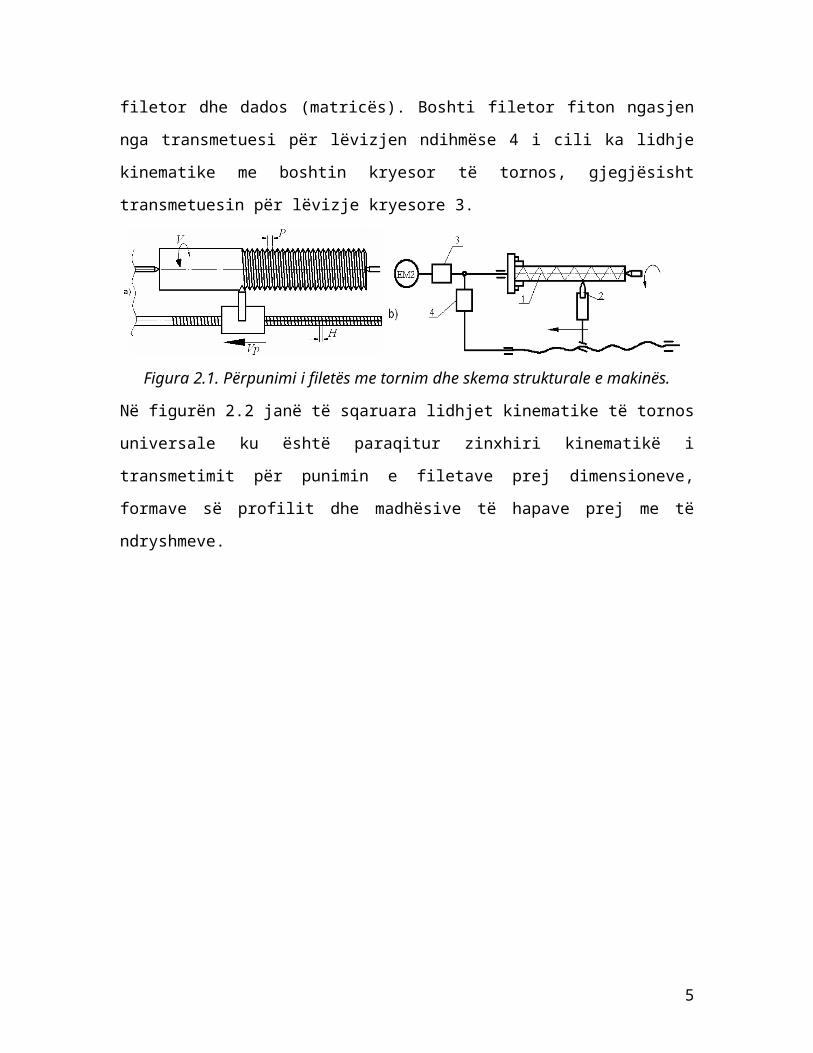
Në figurën 2.2 janë të sqaruara lidhjet kinematike të tornos universale ku është paraqitur
zinxhiri kinematikë i transmetimit për punimin e filetave prej dimensioneve, formave së
profilit dhe madhësive të hapave prej me të ndryshmeve.
Figura 2.2 Skema kinematike e tornos universale
5
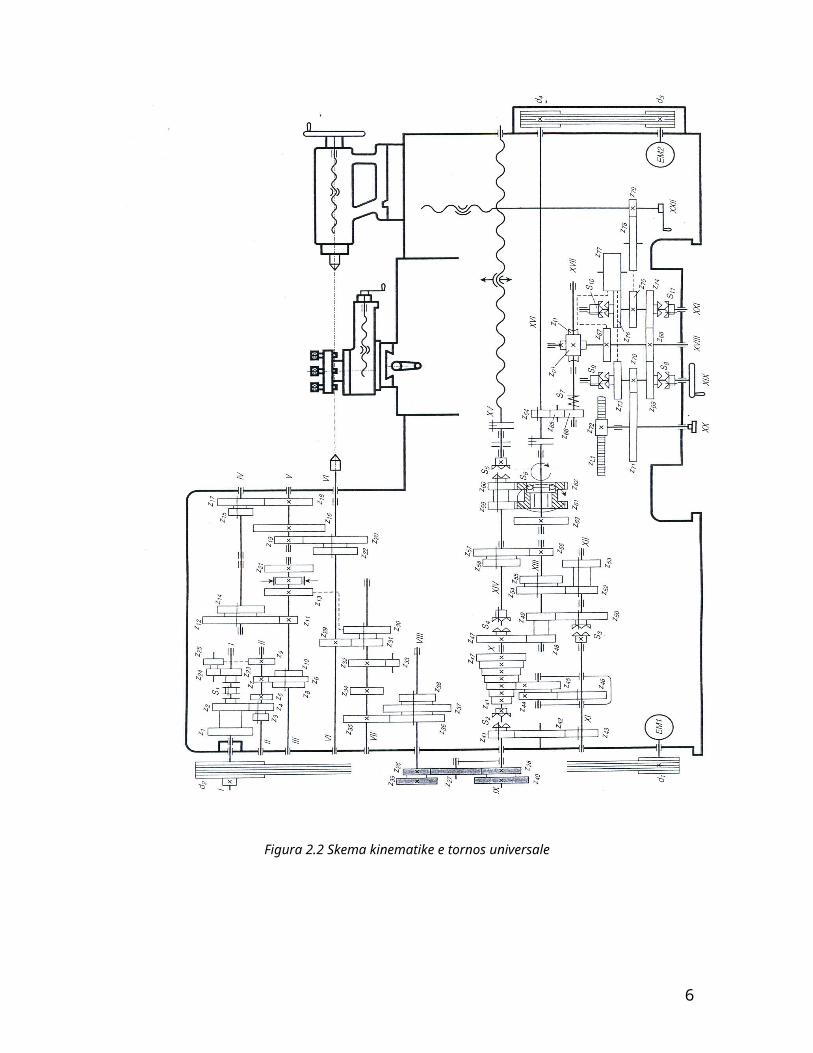
Figura 2.3 Skema kinematike e transmetuesit për lëvizje ndihmëse te torno universal
Në figurën 2.3, është paraqitur skema e thjeshtësuar e transmetuesit për lëvizjen
ndihmëse tek torno universale. Sipas kësaj skeme do te sqarohet transmetimi i lëvizjes
6
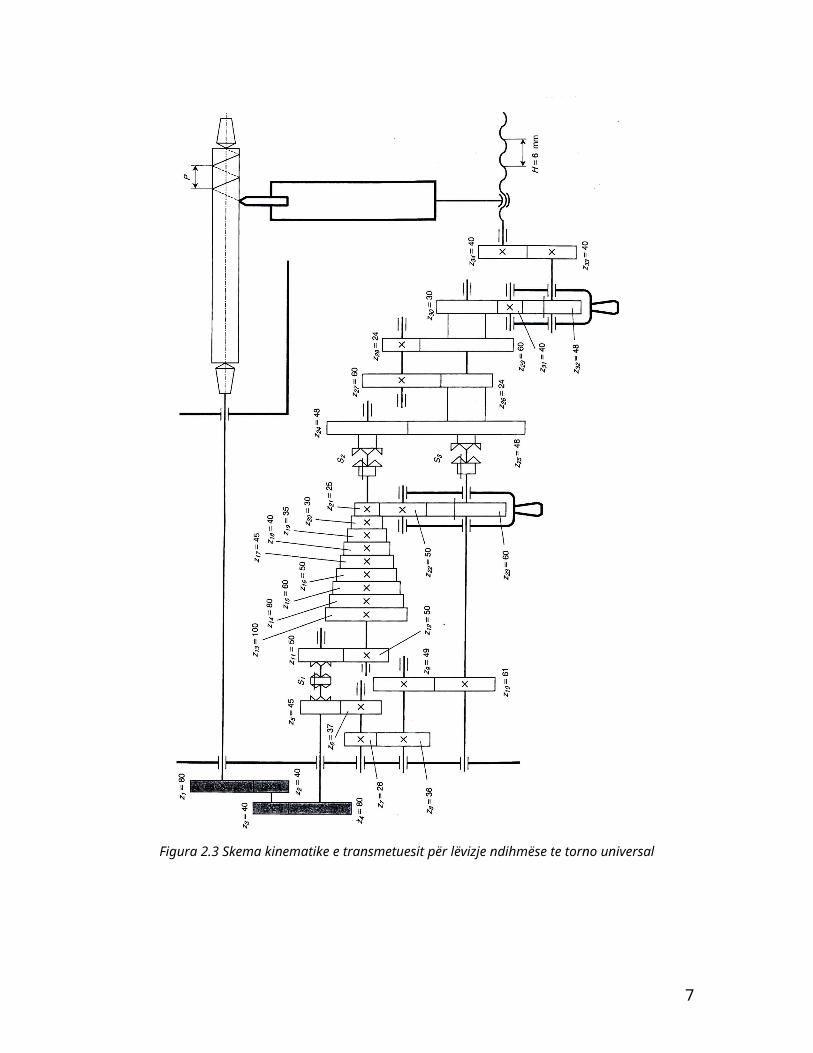
ndihmese dhe mundësia e fitimit te hapave te ndryshëm te filetave metrike dhe filetave te
Whitworth-it.
Transmetuesi për lëvizjen ndihmese duhet të siguroj raport të tillë të transmetimit i me të
cilin fitohet numër i rrotullimeve nb të boshtit filetor, derisa numri i rrotullimeve të
boshtit kryesor është nk. Ky raport i transmisionit është:
Në bazë të ligjit të rrugës vlen:
Ku është: H [mm]- hapi i boshtit filetor të tornos dhe P [mm]- hapi i filetës e cila
përpunohet.
Për nje rrotullim të detalit nk =1-nga barazimi (2.2) rrjedh:
Nëse përpunohet fileta metrike, futet simboli gjegjës nbm d.m.th:
Nëse në të njëjtën torno përpunohet fileta e Vitvortitm, tek e cila karakteristika e filetës
(hapi P) shprehet me numrin e hapave në gjatësinë prej 1 [inçi] (25.4 [mm]), d.m.th
25.4/P, atëherë ekuacioni përkatës për përpunimin e kësaj filete është:
Me eliminimin e hapit P nga ekuacioni i sipërm kryhet me zëvendësimin e ekuacionin
(2.4) në ekuacionin (2.5), me qrast fitohet:
Nëse krahasohen ekuacionet (2.4) dhe (2.6) mundë të konstatohet si në vijim. Nëse me P
është simbolizuar hap i filetës metrike në [mm], ndërsa njëkohësisht me P simbolizohet
edhe numri i hapave në gjatësinë prej 25.4[mm] të filetës se Vitvortit, atëherë për
përpunimin e filetës së Vitvortit nevojitet të vendoset raporti i tillë i transmisionit qe të
krijohet vlera prej nbm (kjo do të thotë se transmetuesi i Nortonit duhet të funksionoj në
7
kahun e kundërt) dhe që në transmetim të jetë i kyçur edhe transmetuesi korrektues shtesë
me raport transmisioni:
Ky raport i transmisionit fitohet përmes dhombëzorve z5-z10 dhe hapit të boshtit filetor
(figura 2.3):
Sipas simboleve në figurën 2.3 është:
2.1.1. ZINXHIRI KINEMATIK I TRANSMETIMIT GJATË PERPUNIMIT TË
FILETËS METRIKE (figura 2.3)
Boshti kryesor → (z1/z2→z3/z4)→S1(djathtas)→transemtuesi i Nortonit (z13/z23 – te
poshtë) → S3 (djathtas) → S2(majtas) → transmetuesi i Menderovit (z25/z32) → boshti
udhëzues. Raporti i transmisionit i tërë transmetuesit është:
Ku është raporti i transmisionit i dhëmbëzorëve të ndryshueshëm.
Raporti i transmisionit të transmetuesit të Nortonit
, raporti i transmisionit të
transmetuesit të Menderovit.
Transmisioni konstant është: i2=1 dhe i5=1. Ne bazë të shprehjes 2.1 dhe 2.2 është:
Prej nga është:
8
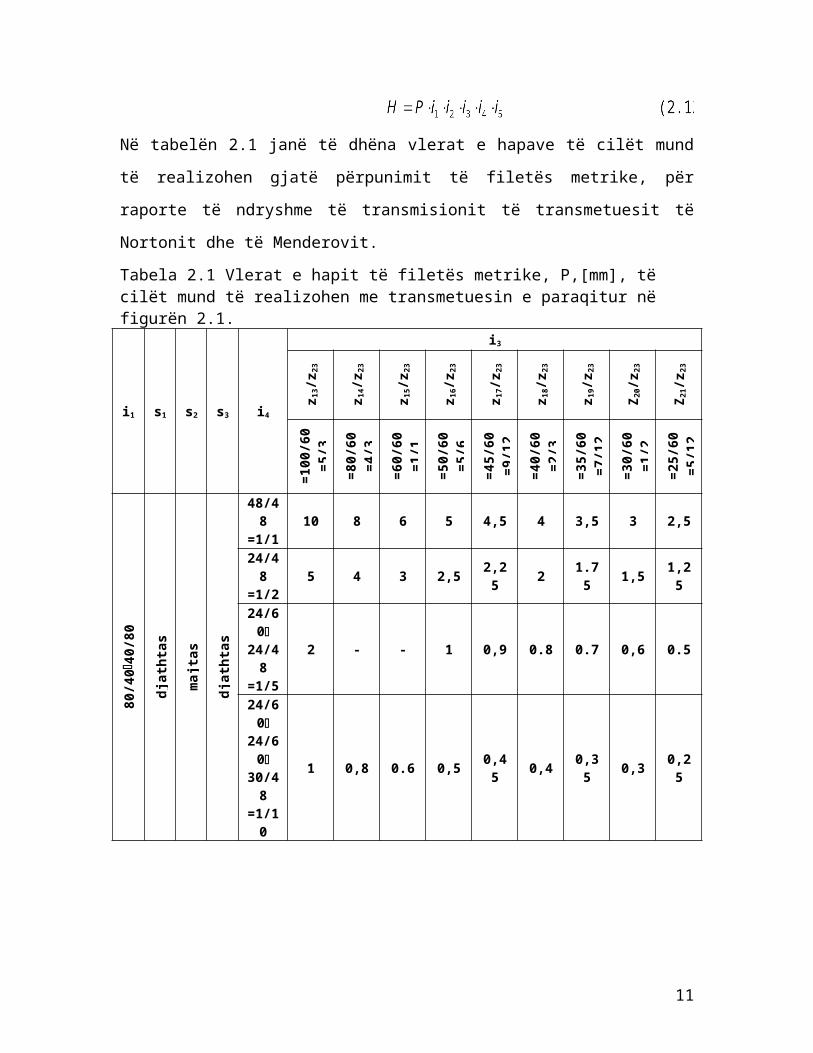
Në tabelën 2.1 janë të dhëna vlerat e hapave të cilët mund të realizohen gjatë përpunimit
të filetës metrike, për raporte të ndryshme të transmisionit të transmetuesit të Nortonit
dhe të Menderovit.
Tabela 2.1 Vlerat e hapit të filetës metrike, P,[mm], të cilët mund të realizohen me transmetuesin e paraqitur në figurën 2.1.
i1 s1 s2 s3 i4
i3
z 13/z
23
z 14/z
23
z 15/z
23
z 16/z
23
z 17/z
23
z 18/z
23
z 19/z
23
Z 20/z
23
Z 21/z
23
=100/60
=5/3
=80/60
=4/3
=60/60
=1/1
=50/60
=5/6
=45/60
=9/12
=40/60
=2/3
=35/60
=7/12
=30/60
=1/2
=25/60
=5/12
80/4040/80
djathtas
majtas
djathtas
48/48=1/1 10 8 6 5 4,5 4 3,5 3 2,5
24/48=1/2 5 4 3 2,5 2,25 2 1.75 1,5 1,25
24/60
24/48=1/5
2 - - 1 0,9 0.8 0.7 0,6 0.5
24/60
24/60
30/48=1/10
1 0,8 0.6 0,5 0,45 0,4 0,35 0,3 0,25
2.1.2. ZINXHIRI KINEMATIK I TRANSMETIMIT GJATË PERPUNIMIT TË
FILETËS SË WITVORTIT (figura 2.3)
Boshti kryesor → (z1/z2→z3/z4) → S1(majtas) → (z5/z5→z7/z8→z9/z10) → transmetuesi i
Nortonit (z32/z13-lartas) → S3(majtas) → S2 (djathtas) → transmetuesi i Menderovit
(z25/z32) → boshti udhëzues.
Raporti i transmisionit duhet të kënaq kushtin e dhënë me ekuacionin (2.5):
(2.13)
Raporti i përgjithshëm i transmisionit të transmetuesit është :
,
Ku është: Ku është raporti i transmisionit i dhëmbëzorëve të ndryshueshëm,
9

raporti i transmisionit të transmetuesit korrektues,
Raporti i transmisionit të transmetuesit të Nortonit
, raporti i transmisionit të
transmetuesit së Menderovit.
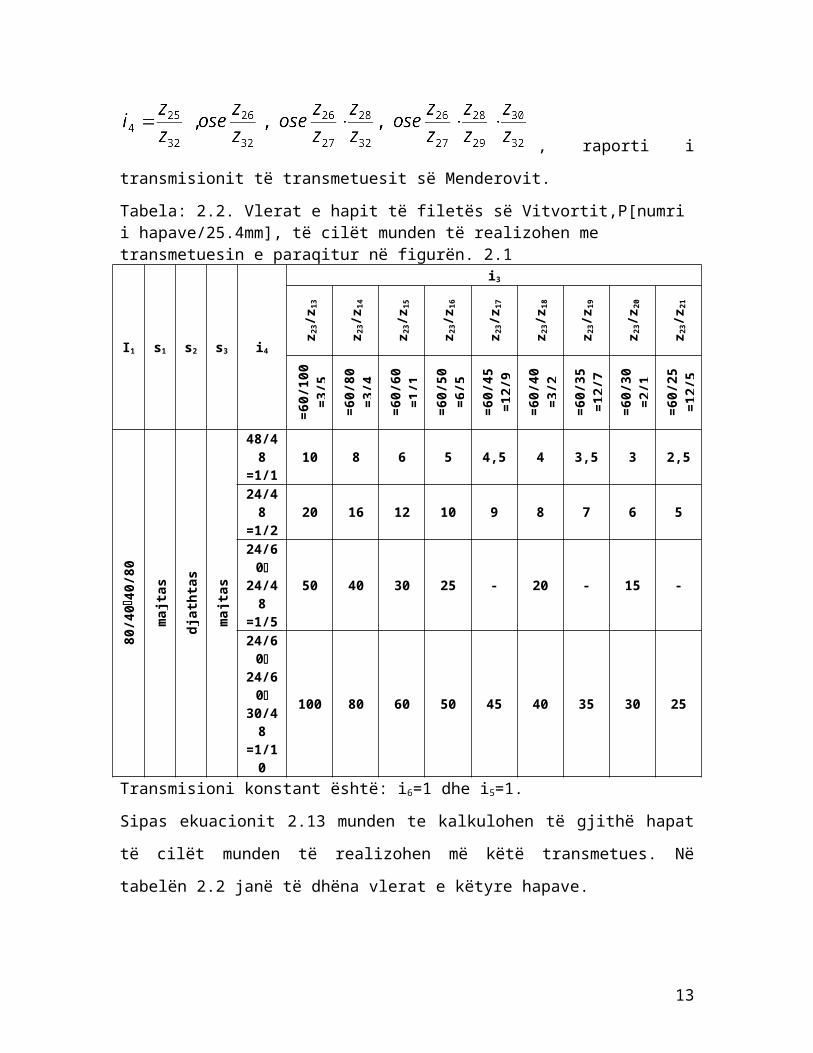
Tabela: 2.2. Vlerat e hapit të filetës së Vitvortit,P[numri i hapave/25.4mm], të cilët munden të realizohen me transmetuesin e paraqitur në figurën. 2.1
I1 s1 s2 s3 i4
i3
z 23/z
13
z 23/z
14
z 23/z
15
z 23/z
16
z 23/z
17
z 23/z
18
z 23/z
19
z 23/z
20
z 23/z
21
=60/100
=3/5
=60/80
=3/4
=60/60
=1/1
=60/50
=6/5
=60/45
=12/9
=60/40
=3/2
=60/35
=12/7
=60/30
=2/1
=60/25
=12/5
80/4040/80
majtas
djathtas
majtas
48/48=1/1 10 8 6 5 4,5 4 3,5 3 2,5
24/48=1/2 20 16 12 10 9 8 7 6 5
24/60
24/48=1/5
50 40 30 25 - 20 - 15 -
24/60
24/60
30/48=1/10
100 80 60 50 45 40 35 30 25
Transmisioni konstant është: i6=1 dhe i5=1.
Sipas ekuacionit 2.13 munden te kalkulohen të gjithë hapat të cilët munden të realizohen
më këtë transmetues. Në tabelën 2.2 janë të dhëna vlerat e këtyre hapave.
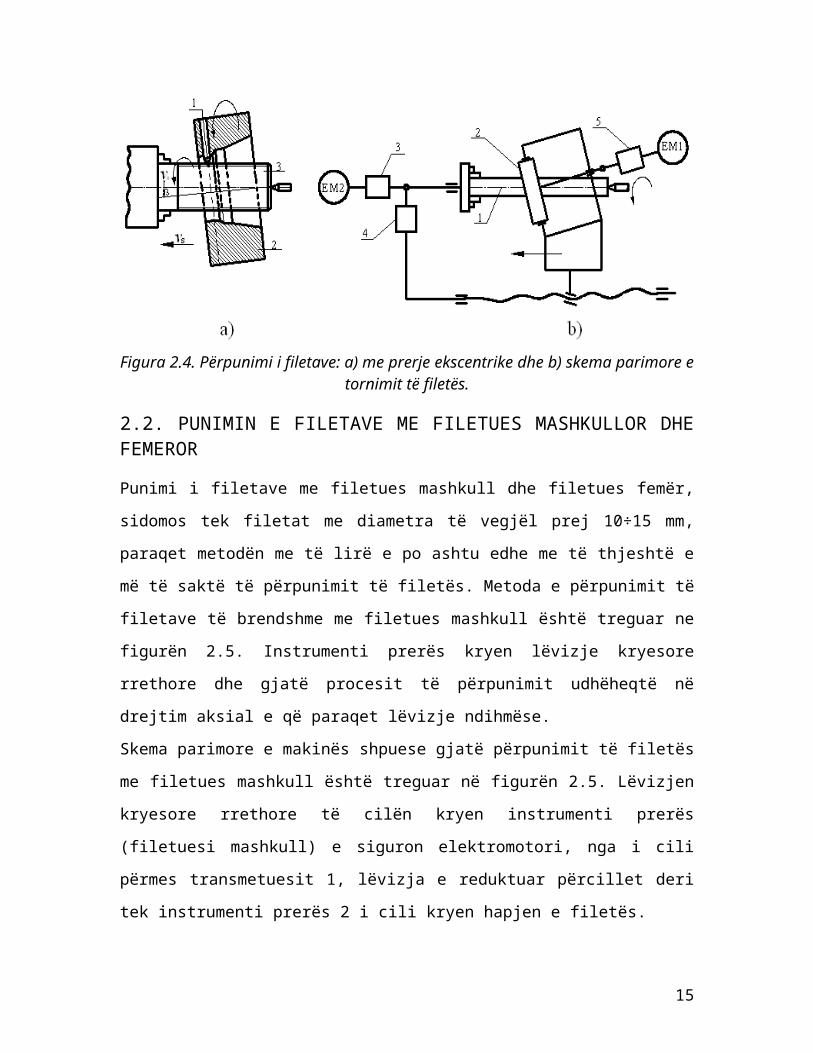
Në torno, filetat mund të punohen edhe me metodën e të ashtuquajturës prerje
ekscentrike, figura 2.4 a. Kjo mënyrë karakterizohet për produktivitet të lartë duke pas
parasysh se përpunimi bëhet me shpejtësi prej 100÷500 m/min me instrumente prerëse
nga çeliku shpejtë prerës dhe 250÷600 m/min me instrumente prerëse nga metalet e forta.
10
Thika për tornim 1 është e përforcuar (vendosur) në kokën filetuese 2 e cila është e
vendosur në pozitën ekscentrike në krahasim me detalin 3. Për veç kësaj, koka është e
kthyer në krahasim me aksin e detalit për këndin β të filetës që punohet. Koka filetuese 2
e cila posedon ngasje të veçantë dhe e cila është e vendosur në mbajtësin e instrumentit
në torno, kryen dy lëvizje : lëvizjen kryesore rrethore me shpejtësi të madhe dhe lëvizjen
ndihmëse drejtvizore ndërsa detali bënë lëvizjen rrethore ndihmëse të ngadalshme.
Skema parimore e kësaj tornoje është treguar në figurën 2.4b. Detali 1 fiton ngasjen nga
elektromotori EM2 dhe transmetuesi 3. Instrumenti 2 fiton ngasjen nga elektromotori i
veçantë EM1 dhe transmetuesi 5. Lëvizja ndihmëse e instrumentit prerës në mbajtës është
në lidhje kinematike me lëvizjen rrethore të detalit dhe fitohet nga boshti kryesor i
makinës, transmetuesit për lëvizje ndihmëse 4 dhe lidhjes së boshtit filetor dhe dados.
Figura 2.4. Përpunimi i filetave: a) me prerje ekscentrike dhe b) skema parimore e tornimit të filetës.
2.2. PUNIMIN E FILETAVE ME FILETUES MASHKULLOR DHE FEMEROR
Punimi i filetave me filetues mashkull dhe filetues femër, sidomos tek filetat me diametra
të vegjël prej 10÷15 mm, paraqet metodën me të lirë e po ashtu edhe me të thjeshtë e më
të saktë të përpunimit të filetës. Metoda e përpunimit të filetave të brendshme me filetues
mashkull është treguar ne figurën 2.5. Instrumenti prerës kryen lëvizje kryesore rrethore
dhe gjatë procesit të përpunimit udhëheqtë në drejtim aksial e që paraqet lëvizje
ndihmëse.
11

Skema parimore e makinës shpuese gjatë përpunimit të filetës me filetues mashkull është
treguar në figurën 2.5. Lëvizjen kryesore rrethore të cilën kryen instrumenti prerës
(filetuesi mashkull) e siguron elektromotori, nga i cili përmes transmetuesit 1, lëvizja e
reduktuar përcillet deri tek instrumenti prerës 2 i cili kryen hapjen e filetës.
Figura 2.5. Punimi i filetave me filetues.
Për përpunimin e filetës së jashtme ekzistojnë edhe makina speciale. Kjo sidomos i
referohet prodhimtarisë së serive të mëdha dhe masovike të dadove dhe vidave. Në
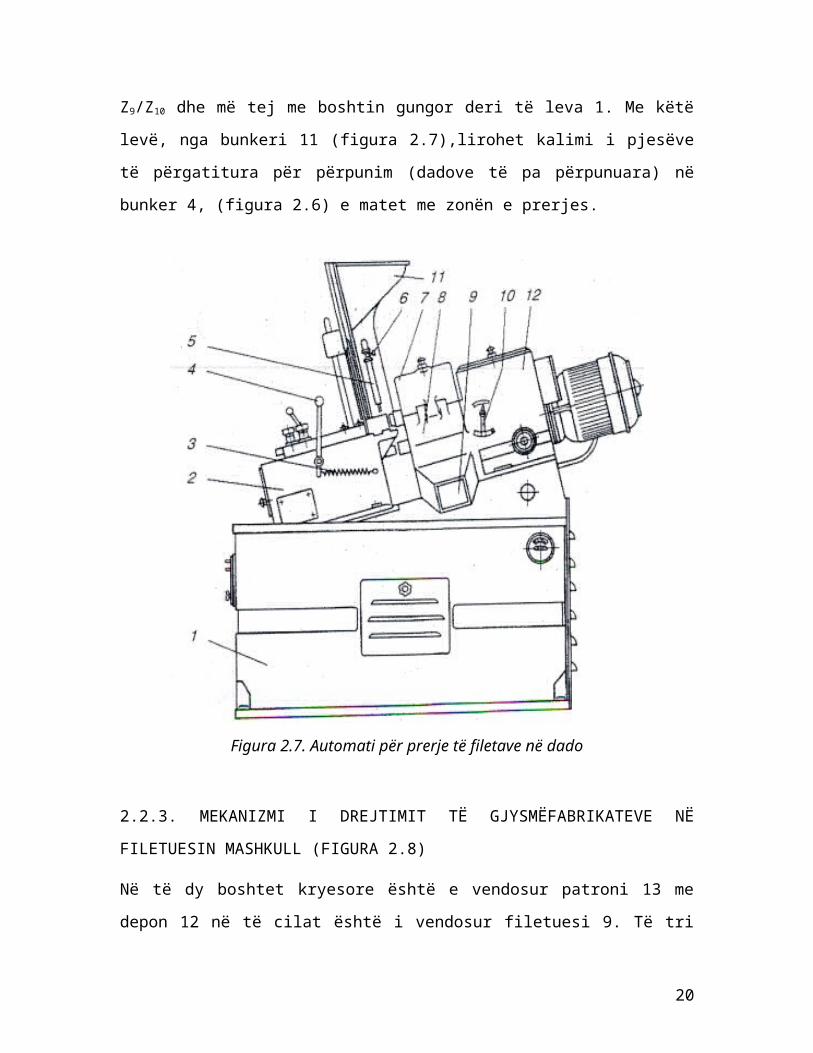
figurën 2.7 është treguar pamja e detale e automati për prerje të filetave në dado (formës
gjashtëkëndore) me ndihmën e filetuesit të veçantë në formën të lakuar.
Në figurën 2.6 është treguar skema kinematike e makinës automatike të cekur, ndërsa në
figurën 2.8 janë treguar detalet e zonës së prerjes me elementet më të rëndësishme.
Elementet dhe instalimet kryesore automatit janë (figura 2.7): bazamenti1,shtëpiza e
mekanizmit për ngritje, bunkeri 11, shtëpiza e transmetuesit 12 për lëvizje kryesore. Në
makinën automatike, përpunohet filetatura njëkohësisht me dy filetues.
Në secilën nga këto dy zona të prerjes, sjellën mjetet për ftohje dhe lubrifikim me anë të
gypave të veçantë furnizues. Sjellja e këtyre mjeteve për ftohje dhe lubrifikim bëhet me
lëshimin e valvuleve me dorë 6.
12
Gjysëmfabrikatet të formës gjashtëkëndore dhe me vrimat e përpunuara vendosen në
bunkerin 11 ku me pajisjet për sortim dhe udhëzim futen në zonën e prerjes. Pllaka me
gungë 19 nëpërmes levës trekëndëshe 17 lëvizjen drejtvizore e bartë në udhëzuesin 1 dhe
ngritësin 7 para-mbrapa. Ngritësi 7 i lëviz dadot (pjesët paraprakisht të përpunuara) në
filetues 9 në për mes udhëzuesve 15. Këta udhëzues kanë aso forme qe e pengojnë
rrotullimin e dadove. Dadot e gatshme bien nga pjesa e lakuar e fletuesin në shtëpizën 8
(fig 2.7) dhe nëpër mes hinkës 9 e lëshojnë makinën.
2.2.1. ZINXHIRI KINEMATIKË I LËVIZJES KRYESORE RROTULLUESE TË
FILETUESIT (FIGURA 2.6)
Rrotullimi i dy boshteve kryesore III fitohet nga elektromotori EM. Zinxhiri kinematikë i
transmisionit është si në vijim:
EM z1/z2 z2/z3 (za/zb) S z4/z5(z4/z6) boshti III.
Grupi i dhëmbëzorve të ndryshueshëm za-zb shërben për rregullimin e madhësisë së
lëvizjes kryesore.
2.2.2. MEKANIZMI I DHËNIES SË PARAFABRIKATIT NË ZONËN E PRERJES
(FIGURA 2.6)
Dhënia e parafabrikatit në zonën e prerjes bëhet me ngritësin 3 i cili lëvizet nga pllaka
gungore 2. Zinxhiri kinematikë nga boshti kryesor III deri te pllaka gungore 2 është si në
vijim:
Boshti kryesor III z6(z5)/z4 S z7/z8 zp1/zt1 boshti V – pllaka gungore 2.
13
Figura 2.6 Mekanizimi i filetimit të dadove
Çdo rrotullim i pllakës me gungë i lajmëron ngritësit 3, kryen lirimin. Forma e pllakës më
gungë bazhdarohet sipas madhësisë së hapit të filetës që filetohet. Prej dhëmborit Z8 në
boshtin V, rrotullimi transmetohet në dhëmbëzoret Z9/Z10 dhe më tej me boshtin gungor
deri të leva 1. Me këtë levë, nga bunkeri 11 (figura 2.7),lirohet kalimi i pjesëve të
14
përgatitura për përpunim (dadove të pa përpunuara) në bunker 4, (figura 2.6) e matet me
zonën e prerjes.
Figura 2.7. Automati për prerje të filetave në dado
2.2.3. MEKANIZMI I DREJTIMIT TË GJYSMËFABRIKATEVE NË FILETUESIN
MASHKULL (FIGURA 2.8)
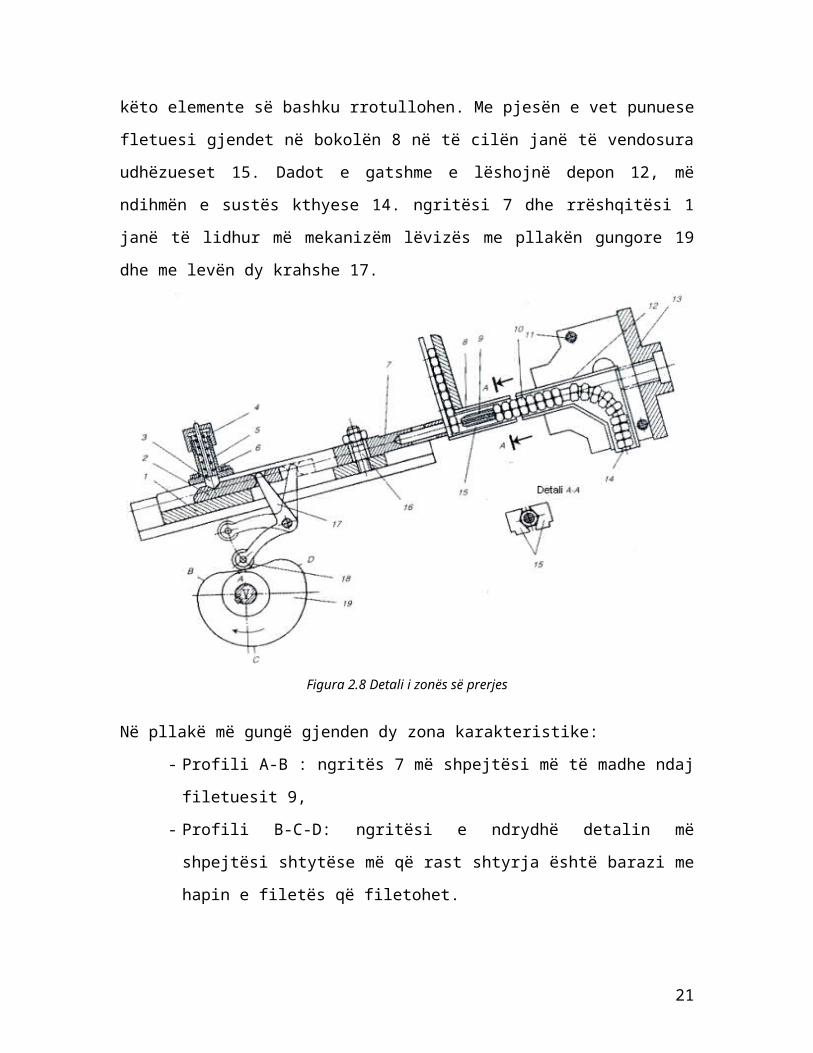
Në të dy boshtet kryesore është e vendosur patroni 13 me depon 12 në të cilat është i
vendosur filetuesi 9. Të tri këto elemente së bashku rrotullohen. Me pjesën e vet punuese
fletuesi gjendet në bokolën 8 në të cilën janë të vendosura udhëzueset 15. Dadot e
gatshme e lëshojnë depon 12, më ndihmën e sustës kthyese 14. ngritësi 7 dhe rrëshqitësi
1 janë të lidhur më mekanizëm lëvizës me pllakën gungore 19 dhe me levën dy krahshe
17.
15
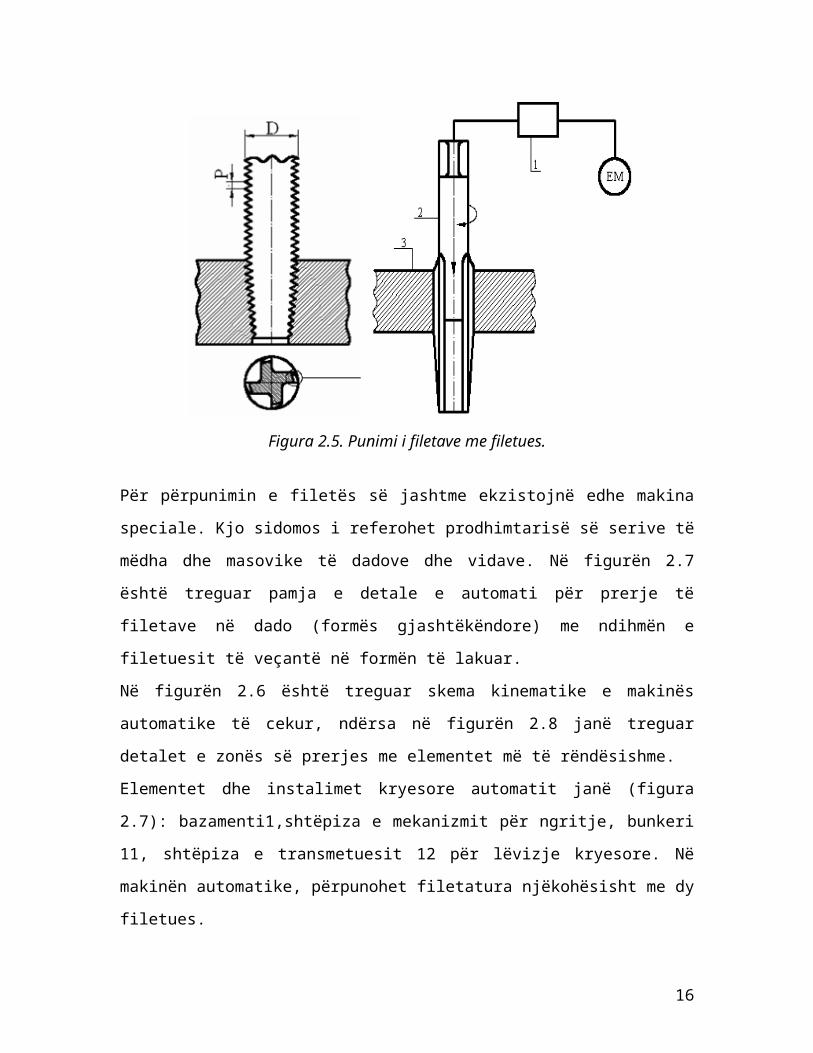
Figura 2.8 Detali i zonës së prerjes
Në pllakë më gungë gjenden dy zona karakteristike:
- Profili A-B : ngritës 7 më shpejtësi më të madhe ndaj filetuesit 9,
- Profili B-C-D: ngritësi e ndrydhë detalin më shpejtësi shtytëse më që rast
shtyrja është barazi me hapin e filetës që filetohet.
Pllakat gungore 2 (figura 2.6) janë të kthyera njëra në raport më tjetrën për këndin
180më ç’rast lëvizja e ngritësit rrjedh një pas një e kjo do të thotë është punimi i filetave
në njërën dhe tjetrin filetues. Më këtë makina ngarkohet në mënyrë të barabartë. Po ashtu
është e mundur që njëri ngritës 3, të përjashtohet plotësisht nga funksionimi (p.sh.
ndërrimi i filetuesit të konsumuar), e që përpunimi më të dytin të mos ndërpritet fare. Për
çdo hap të filetës ekzistojnë pllaka gungore përkatëse.
2.3. PUNIMIN I FILETAVE ME FREZIM
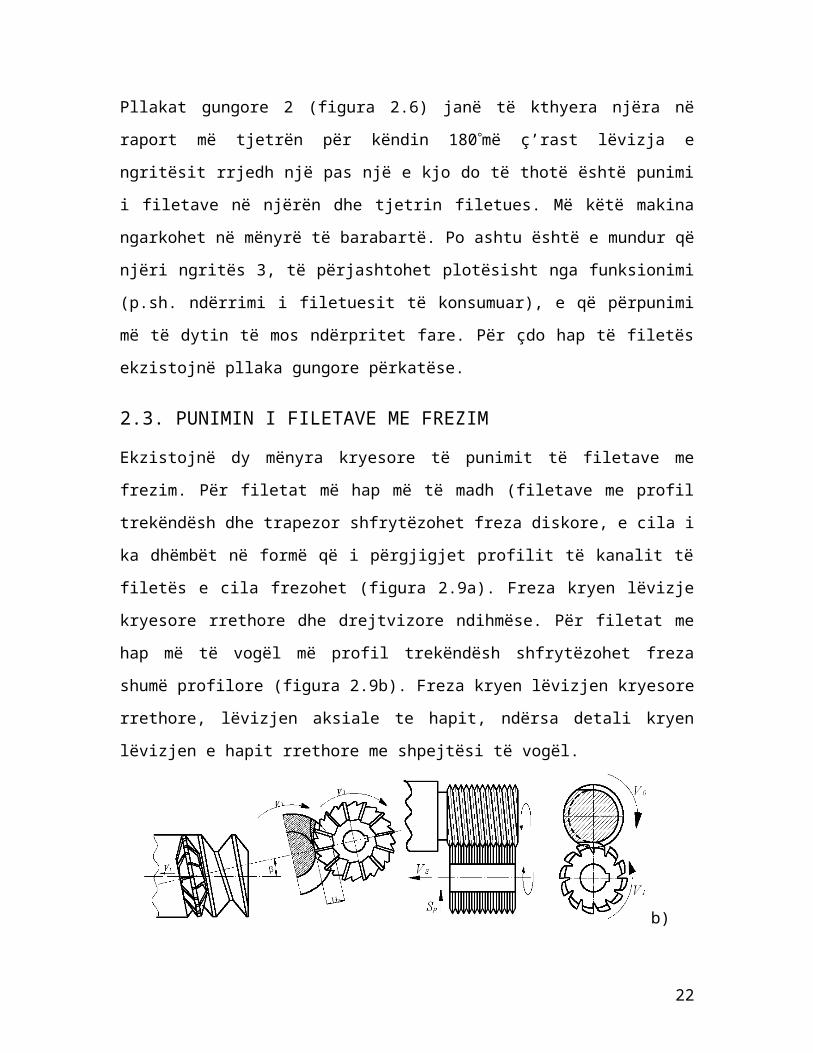
Ekzistojnë dy mënyra kryesore të punimit të filetave me frezim. Për filetat më hap më të
madh (filetave me profil trekëndësh dhe trapezor shfrytëzohet freza diskore, e cila i ka
dhëmbët në formë që i përgjigjet profilit të kanalit të filetës e cila frezohet (figura 2.9a).
Freza kryen lëvizje kryesore rrethore dhe drejtvizore ndihmëse. Për filetat me hap më të
16
vogël më profil trekëndësh shfrytëzohet freza shumë profilore (figura 2.9b). Freza kryen
lëvizjen kryesore rrethore, lëvizjen aksiale te hapit, ndërsa detali kryen lëvizjen e hapit
rrethore me shpejtësi të vogël.
b)
a) b)
Fig 2.9. Përpunimi i filetave me frezim.
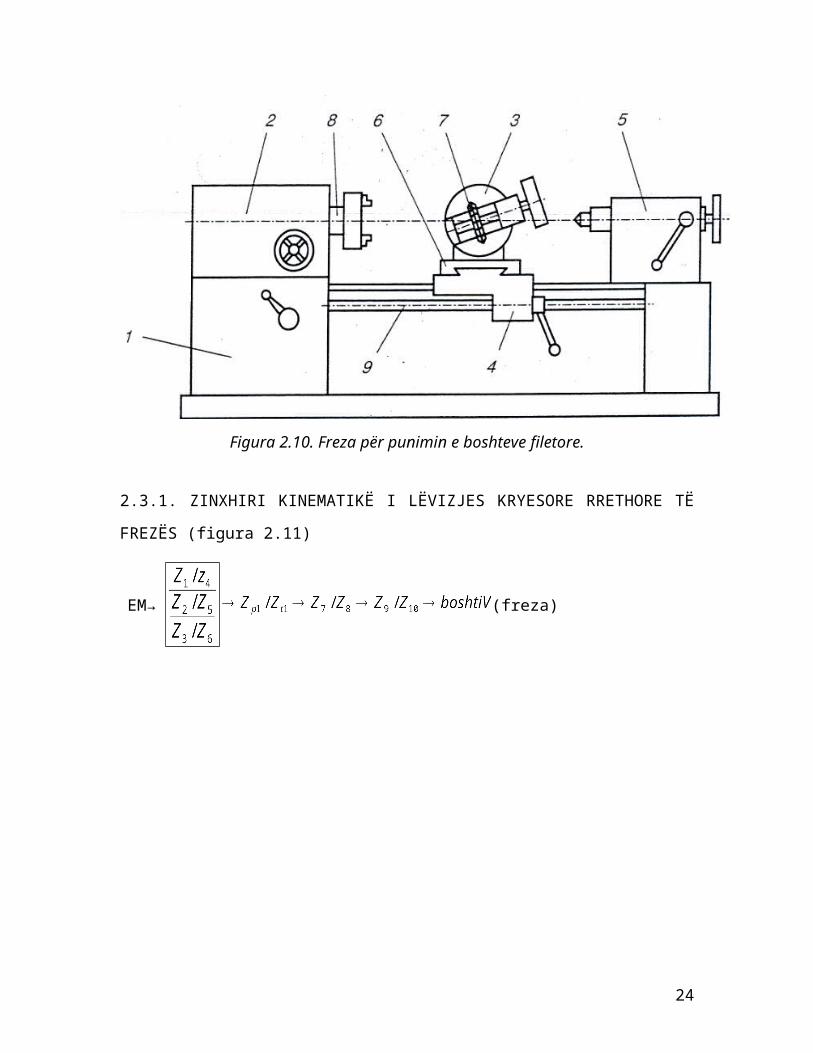
Në figurën 2.10 është paraqitur pamja e frezës për përpunimin e filetës me hap të madh
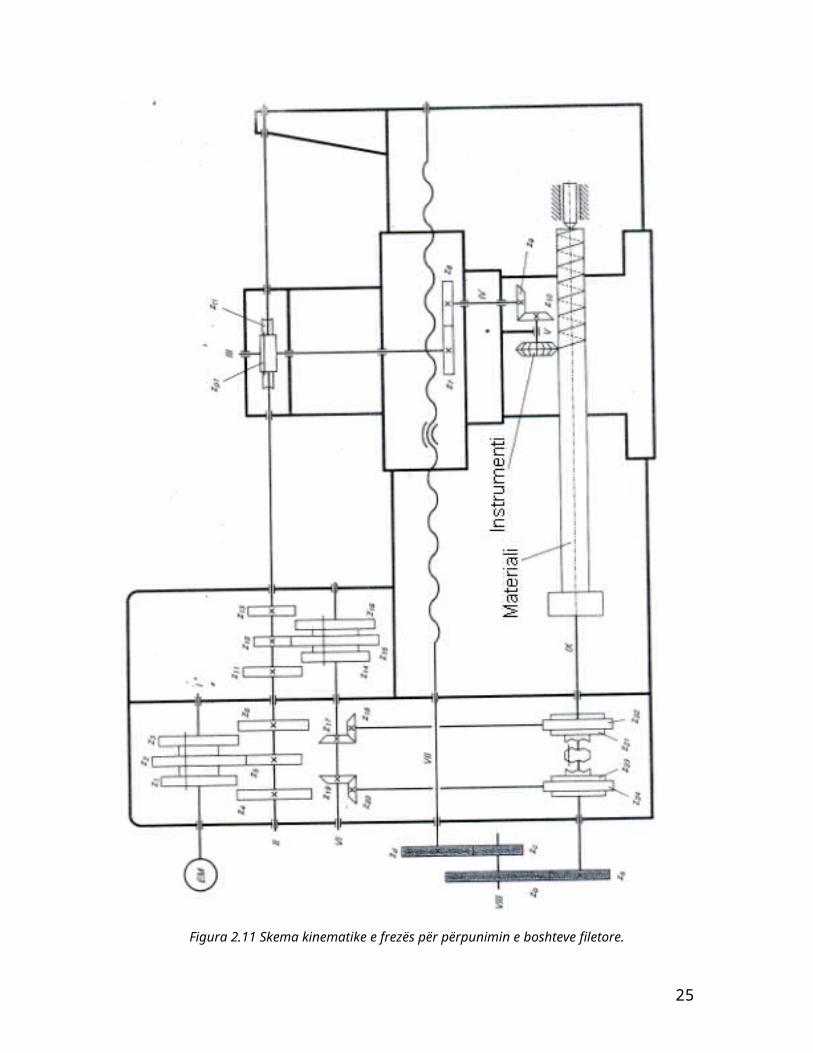
në figurën 2.11, është dhënë skema kinematike e kësaj makine. Karakteristikat e makinës
janë të atilla që mundë të punohen boshte filetore të ndryshme.
Më pamjen e sajë, kjo makinë ngjanë në torno universal. Dallimi kryesor është në atë së
këtu në suportin tërthor 6, gjendet njësia frezuese 3. Tek makinat më të vogla freza 7
fiton ngasjen nga elektromotori qendror, ndërsa të makinat më të mëdha dhe më të gjata,
njësia qendrore ka elektromotor të veçantë për lëvizje.
Njësia frezuese 3 mund të kthehet (përkulet,rrëzohet) rreth aksit horizontal
(perpendikular më aksin e detalit).
Kjo lëvizje është e domosdoshme duke pas parasysh këndin e filetës që punohet (fig
2.9a), detali shtrëngohet në boshtin kryesor 8 në shtëpizën 2 dhe mbështetet në
qendërzuesin e fundit 5, udhëzuesi gjatësor 4 lëvizë më drejtim gjatësor nëpër udhëzueset
të ndërtuara në pjesën e epërme të bazamentit 1. Ngasja e lëvizjes së udhëzuesit gjatësor
realizohet me boshtin filetor 9.
17
Figura 2.10. Freza për punimin e boshteve filetore.
2.3.1. ZINXHIRI KINEMATIKË I LËVIZJES KRYESORE RRETHORE TË FREZËS
(figura 2.11)
EM→ (freza)
18
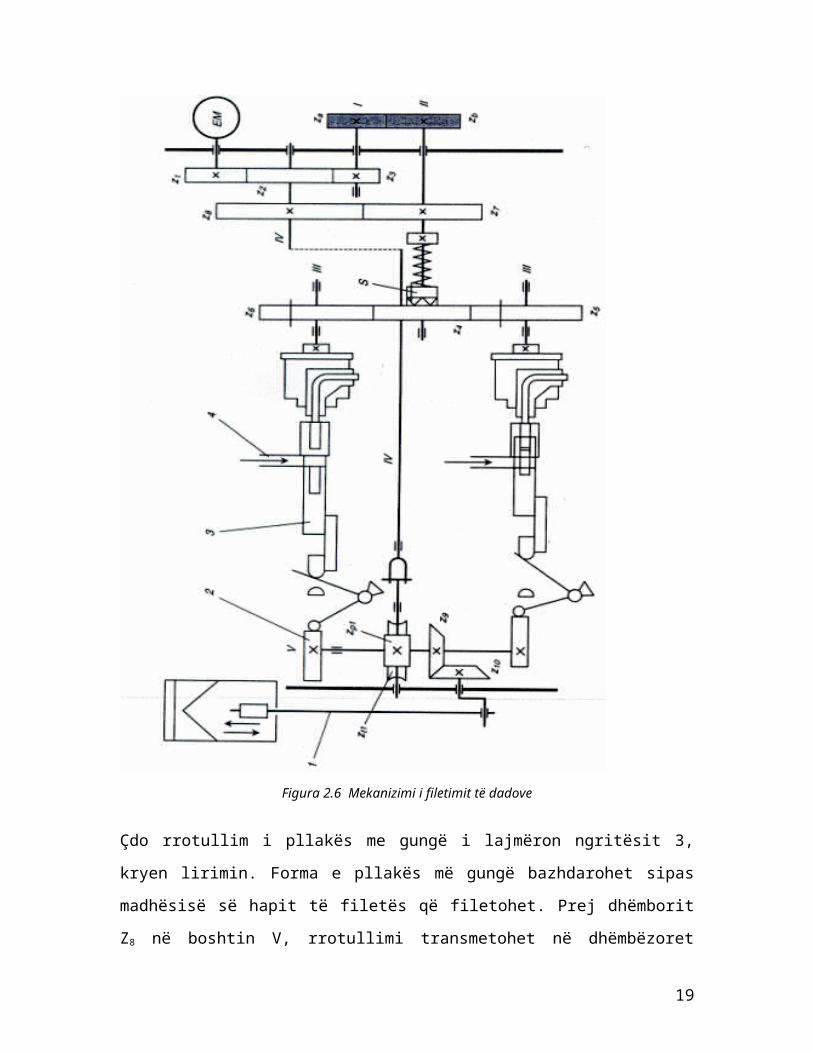
Figura 2.11 Skema kinematike e frezës për përpunimin e boshteve filetore.
19
2.3.2. ZINXHIRI KINEMATIKË I LËVIZJES NDIHMËSE RRETHORE TË FREZËS
(figura 2.11)
Freza→ →Z17/Z18→S1→Z21/Z22→
→ Boshti IX (detali).
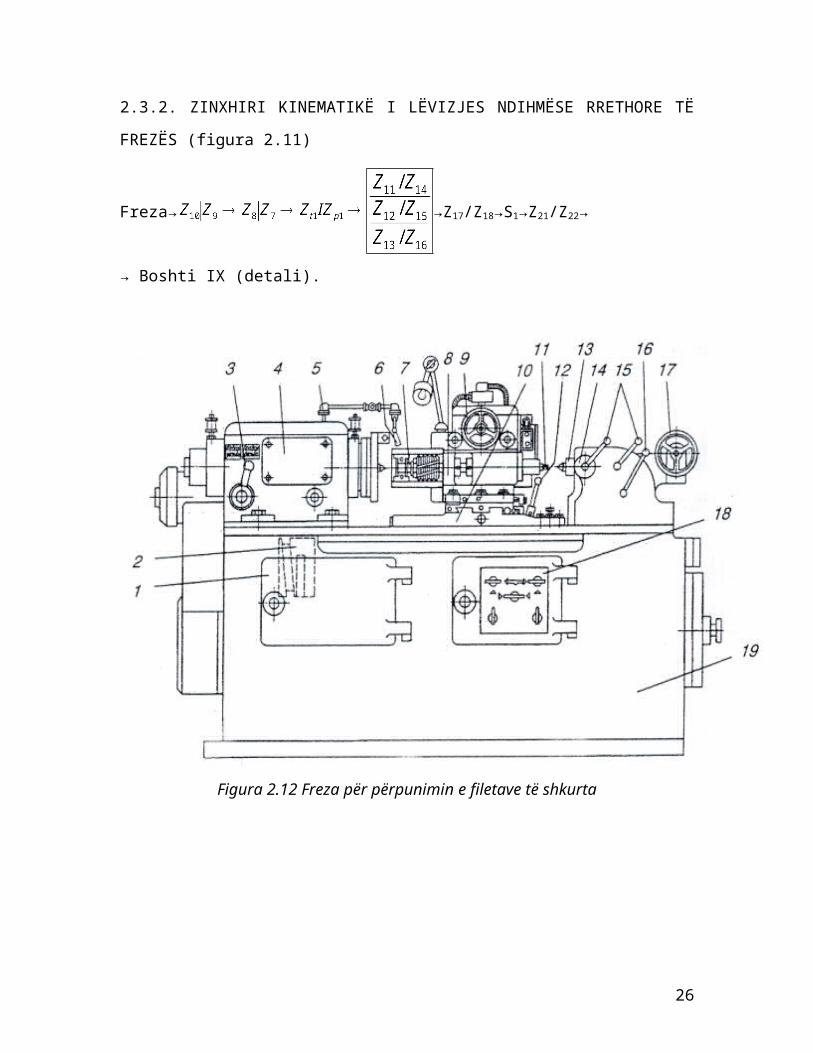
Figura 2.12 Freza për përpunimin e filetave të shkurta
2.3.3. ZINXHIRI KINEMATIKË I LËVIZJES NDIHMËSE TË FREZËS
Freza→Z10/Z9 Z8/Z7 Zt1/Zp1 → Z19/Z20 → Z23/Z24 (Za/Zb→Zc/Zd) →
boshti filetor VII.
20
Me lëvizjen e boshtit filetor VII i cili është në puthitje me dadon (matricë) e bartësit,
bartësi lëviz për se gjati ndërsa në këtë bartës gjendet shtëpiza më frezë. Për rregullimin e
madhësisë së këtij hapi shërben grupi i dhëmbzorve të ndryshueshëm Za – Zd.
Në figurën 2.12, është paraqitur pamja e frezës për përpunim të filetës së brendshme dhe
të jashtme me frezë shumë profilore (metoda e paraqitur në figurën 2.9b). Makina punon
në ciklin punues gjysëmautomatik. Elementet dhe instrumentet kryesore të kësaj makine
janë (figura 2.12): bazamenti 19, shtëpiza 4, me transmetuesin për lëvizje ndihmëse dhe
qenderzuesin e përparmë, udhëzuesi 10, njësia frezuese 8, mbajtësi i qenderzuesit
përfundimtar 14 dhe pulti komandues 18. Udhëzuesi 10 në të cilën gjendet njësia frezuese
8 lëvizë në drejtim gjatësor nëpër udhëzueset e ndërtuar në anën e epërme të bazamentit
në të njëjtat udhëzuese lëviz edhe bartësi i qendërzueses së fundit 14. Brenda bazamentit
janë vendosur pajisjet elektrike. Pompa e sistemit për ftohje dhe lubrifikim dhe pajisja 2,
me të cilin realizohet hapi gjatësor i udhëzuesit 10 me frezë. Në njësinë frezuese është
vendosur elektromotori i veçantë dhe transmetuesi. (figura 2.12)
Njësia frezuese 8,është e pajisur me elektromotor dhe transmetues të veçantë për lëvizjen
kryesore të frezës. Freza është e mbështetur me anën e djathtë në boshtin kryesor të
njësisë frezuese, ndërsa me anën e majtë në kushinetën ndihmëse 7.
2.3.4. POZITAT KARAKTERISTIKE TË FREZËS GJATË CIKLIT TË PËRPUNIMIT
(figura 2.13)
Në figurën 2.13 janë paraqitur pesë pozitat karakteristike të frezës në raport me detalin
gjatë një cikli komplet të punës së makinës. Pozitat e paraqitura i referohen përpunimit të
filetave të jashtme dhe janë plotësisht identike me rastin e përpunimit të filetës së
brendshme. Këto pozita janë :
- Pozita 1- pozita e frezës në fillim të ciklit në momentin e vendosjes së detalit në
makinë,
- Pozita 2-pozita e frezës pas lëvizjes gjatësore të shpejt të udhëzuesit me
instrument në të majtë,
- Pozita 3- pozita e frezës pas afrimit tërthor të ngadalshëm të frezës kah detali
dhe frezimit tërthor deri në thellësinë e cila i përgjigjet lartësisë së profilit të
filetës së ardhshme.
21
- Pozita 4- pozita e frezës pas hapit gjatësor djathtas dhe largimit të shpejt të
frezës në drejtimin tërthor,
- Pozita 5- pozita pas lëvizjes gjatësore të shpejt djathtas në pozitën fillestare.
2.3.5. ZINXHIRI KINEMATIKË I LËVIZJES KRYESORE RRETHORE TË FREZËS
Transmetuesi i lëvizjes kryesore rrethore të frezës përbëhet nga elektromotori EM1 dhe
transmetuesit (boshteve I deri IV). Zinxhiri kinematikë i kësaj lëvizje është :
EM1→ zp1/zt1 → (za/zb) → z1/z2/z3 → boshti IV (freza 10).
Grupi i dhëmbzorve të ndërrueshëm za/zb shërben për rregullimin e madhësisë së kësaj
lëvizje.
2.3.6. ZINXHIRI KINEMATIKË I HAPIT RRETHOR TË BOSHTIT XII ME
DETALIN
Lëvizja rrethore e detalit fitohet nga elektromotori EM3 dhe transmetuesit i cili përbëhet
nga boshtet V. VI, VII, X, XI dhe XII. Zinxhiri kinematikë i kësaj lëvizje është :
EM3→ z4/z5 → (zc/zd→ ze/zf) → zp2/zt2 → shtëpiza e diferencialit → 2 → z6(z7)/z9 →
z10/z11/z12 → zp3/zt3 → boshti XII (detali).
Pra, grupi i dhëmbzorve të ndërrueshëm zc-zd shërben për rregullimin e madhësisë së
kësaj lëvizje.
2.3.7. FUNKSIONIMI I BOSHTEVE DIRIGJUESE XIV, XV DHE XVI
Boshtet dirigjuese XIV dhe XVI rrotullohen me shpejtësi të vogël dhe në to gjenden
tamburet me kolisë 8 dhe 5 ndërsa në boshtin XV pllaka gungore dirigjuese 1. Ngasja e
këtyre tri boshteve realizohet me elektromotorin EM3. Zinxhiri kinematikë i këtij
transmetimi është:
EM3→ z4/z5 → (zc/zd→ ze/zf) → zp2/zt2 →shtëpiza e diferencialit 2 →z6(z7)/z9→ z10/z11/z12→zp3/zt3→ z13/z14 → z15/z16 → z17/z18 → z19/z20/z21→ z22/z23 → boshti XIV, XV, XVI.
Në boshtin XVI gjendet tamburi me kolisë 5. Me rrotullimin e këtij tamburi e duke iu
falënderuar vazhdimit 4 dhe dados 3, realizohet lëvizja e njësisë frezuese d.m.th. të frezës
10, kah detali në drejtim tërthor. Në boshtin XIV gjendet tamburi me kolisë 8.
22
Figura 2.13 Paraqitja skematike e lëvizjes kryesore rrethore të frezës
23
Me rrotullimin e këtij tamburi e duke falënderuar vazhdimin 6 dhe levës 9 (e cila është e
lidhur për udhëzuesin-bartësin e njësisë frezuese), realizohet lëvizja e frezës 10 në
drejtimin gjatësor. Hapi i kanalit filetues 7 në tambur 8 varet nga hapi i filetës e cila
përpunohet.
Boshtet dirigjuese gjatë një cikli të përpunimit rrotullohen me dy shpejtësi të ndryshme
dhe atë për një rrotullim të plotë të boshtit dirigjues XV d.m.th. të pllakës gungore 1.
Shpejtësia më e madhe e boshtit XV i përgjigjet lëvizjeve ndihmëse të frezës (afrimit dhe
largimit) dhe realizohet me elektromotorin EM2, transmetuesin me dhëmbëzor z24/z25 dhe
tutje përmes diferencialit 2 dhe boshtit XII deri të boshti XV. Shpejtësia më e vogël e
rrotullimit të boshtit XV i përgjigjet hapave punues të frezës(hapit tërthor dhe gjatësor)
dhe realizohet me elektromotorin EM3.
Pllaka gungore duke u rrotulluar ndikon në kyçësit (ndërprerësit) B1, B2 dhe B3 duke i
kyçur elektromotorët me çka ndryshojnë shpejtësitë e lëvizjeve ndihmëse, hapave të
frezës. Forma e pllakës gungore është e tillë që në moment të caktuar kyçen ndërprerësit
B1, B2 dhe B3, e që i përgjigjet pozitave të frezës në krahasim me detalin gjatë ciklit
komplet të përpunimit (pozitat 1 deri 5).
2. 4. PUNIMI I FILETAVE ME RETIFIKIM
Mënyra e retifikimit të filetave paraqet metodë të përpunimit preciz e cila më se shpeshti
shfrytëzohet pas përpunimit me ndonjë nga metodat e përshkruara me herët. Mirëpo
filetat mund të përpunohen edhe vetëm më retifikim (i ashtuquajturi retifikmi i plotë). Në
të dy këto raste shfrytëzohen dy mënyra themelore të retifimit: me gur retifikues një
profilor, (figura 2.14a), dhe me gur retifikues shumë profilor (Figura 2.14b). Lëvizja e
gurit retifikues dhe detalit gjatë retifikimit janë identike me lëvizjet si gjatë frezimit të
filetave me freza një profilore dhe shumë profilore (figura 2.9) i vetmi ndryshim është se
te retifikimit gur retifikues njëprofilor detali përveç lëvizjes ndihmëse rrethore, mund të
kryen edhe lëvizje ndihmëse drejtvizore. Makinat retifikuese për retifikim me gur një
profilor (edhe për fileta me hap të shkurtër edhe me hap të gjatë), për nga pamja ngjajnë
në makinat retifikuese për retifikimi të jashtëm rrethor, figura 2.14. Dallimi është në atë
se njësia ngasëse për retifikim posedon mundësin e rrotullimit rreth aksit horizontal me
24
çka realizohet këndi i domosdoshëm në mes të aksit të gurit retifikues dhe aksit të detalit
(figura 2.14a) Ndryshimi tjetër është në ngasësin e tavolinës punuese.
Tek retifikuesja e filetave, ngasja e tavolinës punuese nuk është hidraulik por lëvizë me
ndihmën e boshtit filetor të punuar dhe mbështetur preciz kushinetat filetore me sfera
recirkuluese. Ky bosht filetor ka lidhje kinematike me transmetuesin për lëvizje rrethore
të detalit. Zakonisht këto makina retifikuese disponojnë me mekanizmin për retifikim
shpinor. Makina retifikuese për retifikim me gur retifikues shumë profilor (për fileta me
hap të shkurt), për dallim nga ato të mëparshmet janë me bosht fiks i cili nuk mund të
kthehet(përkulet), por vetëm të lëvizë në drejtim gjatësor. Elementet dhe pajisjet tjera të
këtyre makinave retifikuese janë identike me retifikueset e lartë përmendura.
Figura 2.14. Përpunimi i filetave me retifikim: a) me gur njëprofilor dhe b) shumëprofilor
25
3.0. PËRFUNDIMI
Për punimin e filetave shfrytëzohen disa metoda të përpunimit me prerje e këto janë:
tornimi, frezimi, filetimi i jashtëm dhe i brendshëm me filetues mashkull përkatësisht
filetues femër, retifikimi dhe disa metoda të përpunimit shumë të pastër.
Në torno, filetat mund të punohen edhe me metodën e të ashtuquajturës prerje
ekscentrike, Kjo mënyrë karakterizohet për produktivitet të lartë duke pas parasysh se
përpunimi bëhet me shpejtësi të madhe. Mënyra e retifikimit të filetave paraqet metodë të
përpunimit preciz e cila më se shpeshti shfrytëzohet pas përpunimit me ndonjë nga
metodat e përshkruara me herët. Mirëpo filetat mund të përpunohen edhe vetëm më
retifikim (i ashtuquajturi retifikmi i plotë). Tek retifikuesja e filetave, ngasja e tavolinës
punuese nuk është hidraulike por lëvizë me ndihmën e boshtit filetor të punuar dhe
mbështetur preciz në kushinetat filetore me sfera recirkuluese. Ky bosht filetor ka lidhje
kinematike me transmetuesin për lëvizje rrethore të detalit. Zakonisht këto makina
retifikuese disponojnë me mekanizmin për retifikim shpinor. Makina retifikuese për
retifikim me gur retifikues shumë profilor (për fileta me hap të shkurt), për dallim nga ato
të mëparshmet janë me bosht fiks i cili nuk mund të kthehet(përkulet), por vetëm të lëvizë
në drejtim gjatësor.
26
4.0. LITERATURA
1- Dr.sc. Avdi SALIHU, “Teknologjia I-Ligjërata të Autorizuara”-UP Prishtinë,20072- Dr.Sc. Nexhat Qehaja, “Instrumentet Metalprerëse-Ligjërata të autorizuara”-UP
Prishtinë 2009,3- Msc. Halit Zhigolli, “Teknologjia me Prerje-Skript”, SHMT, Vushtrri 2009
27


























![Punimi Seminarik - Biznes Nderkombetar - GLOBALIZIMI[1]](https://img.pdfslide.tips/doc/110x75/554076d6550346b2098b4a84/punimi-seminarik-biznes-nderkombetar-globalizimi1.jpg)


